module des sciences appliquÉes - bibliothèque...
TRANSCRIPT
MODULE DES SCIENCES APPLIQUÉES
AMELIORATION DU SYSTEME DE BOULONNAGE DES GAUFRIERS
PROJET D’ÉTUDE EN INGÉNIERIE DANS LE CADRE DU PROGRAMME DE
BACCALAURÉAT EN GÉNIE ÉLÉCTROMÉCANIQUE
Présenté par : Hicham Akki
Superviseurs : M. Fouad SlaouiHasnaoui ing. Stag. , Ph.D. Professeur, UQAT
Représentant industriel : Mr Patrick Cormier (surintendant à l’entretien)
et Mr Philippe Rheault (contremaître électrique)
Août 2008
REMERCIEMENTS
Très touché par l‟accueil sympathique que j‟ai reçu au sein de l‟entreprise Industries Norbord,
Division Panneaux OSB, je tiens à remercier chaleureusement l‟ensemble du personnel qui a su
m‟encadrer, pour sa compétence, sa disponibilité et sa patience.
Je remercie tout particulièrement Mr Patrick Cormier « surintendant à l‟entretien » et Mr
Philippe Rheault « contremaître électricien » avec lequel j‟ai plus amplement travaillé et dont la
collaboration m‟a été des plus instructives.
Je m‟adresse aussi à mon professeur encadrant Monsieur Fouad SlaouiHasnaoui qui m‟a donné
l‟occasion de pouvoir réaliser ce projet, pour le remercier bien vivement.
Je tiens à adresser toute ma gratitude aux responsables de l‟université UQAT qui m‟ont aidé en
mettant à ma disposition les moyens et informations me permettant ainsi de mettre à profit ces
quelques mois de projet.
Finalement, je remercie toute personne qui a contribué de près ou de loin à l‟aboutissement de
ce projet.
___________________________________________________________________________________________
ii
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
RÉSUMÉ
Le présent travail s‟inscrit dans le cadre d‟un projet de stage : « projet d‟études en ingénierie »,
portant sur l‟amélioration du système de boulonnage des gaufriers actionné par un moteur
électrique et équipé d‟une carte de contrôle gérée par un relais et un PLC.
La mission consiste à dresser un état des lieux de la situation actuelle de la machine « coupeuse
- déchiqueteuse », de proposer un nouvel automate programmable en remplacement la carte de
contrôle et le drive et de présenter une étude des coûts des facteurs tenant compte des avantages,
des gains éventuels et des contraintes dans les différentes phases de la réalisation du projet.
___________________________________________________________________________________________
iii
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
ABSTRACT
This work lies within the scope of a training project course “studies‟ project in engineering”
relating to the improvement of the gaufriers‟ bolting system activated by an electric motor and
equipped with a control card managed by a relay and a PLC.
The mission consists in drawing up a picture of the current situation of the machine “cutting
machine - chopper”, to propose a new programmable automat to replace the control card and
the drive and to present a costs‟ study of the factors taking into account the advantages, the
possible profits and the constraints in the various phases of the project‟s realization.
___________________________________________________________________________________________
iv
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
SOMMAIRE
CHAPITRE I .............................................................................................................................. 1
1.1 PRESENTATION DE L‟ENTREPRISE ................................................................................... 2
1.2 DESCRIPTION ET CARACTERISTIQUES DU PRODUIT DE LA MACHINE ET DU PROCEDE ....... 3
1.2.1 Description et caractéristiques du produit (OSB) .................................................... 3
1.2.2 Description et caractéristiques de la machine et description du procédé ................... 6
1.3 FONCTIONNEMENT DE LA COUPEUSE-DECHIQUETEUSE ................................................... 9
1.3.1 Commande de déplacement de la coupeuse-déchiqueteuse ....................................... 9
1.3.2 Câblage et commandes de changement des couteaux .............................................. 10
1.3.3 Vue d‟ensemble du système de commande .............................................................. 11
1.3.4 Méthode de changement des couteaux ..................................................................... 12
1.3.4.1 Mode automatique............................................................................................. 13
1.3.4.2 Mode semi-automatique .................................................................................... 13
1.3.4.3 mode manuel ..................................................................................................... 14
1.4 SYSTEME DE COMMANDE DES SEREUSES ITD ................................................................ 14
CHAPITRE II .......................................................................................................................... 14
2.1 INTRODUCTION ............................................................................................................. 15
2.2 PLC5/40 EXISTANT ...................................................................................................... 15
2.3 PLC 1791-16BC ........................................................................................................... 20
2.4 MOTEUR ELECTRIQUE ................................................................................................... 22
2.5 MODULES DE BROCHES ................................................................................................. 24
2.6 SERVO-AMPLIFICATEUR ................................................................................................ 27
2.7 INTERFACE OPERATEUR ET IBM-PC INDUSTRIALISE .................................................... 28
2.8 REVUE DE LA DOCUMENTATION .................................................................................... 32
2.9 OBJECTIFS, CONTRAINTES ET RESTRICTIONS ................................................................. 32
2.9.1 Objectifs ................................................................................................................... 32
2.9.2 Contraintes et restrictions ......................................................................................... 32
2.9.3 Formulation du mandat ........................................................................................... 32
CHAPITRE III.......................................................................................................................... 34
3.1 SOLUTION I ................................................................................................................... 35
3.2 SOLUTION II .................................................................................................................. 37
3.3 DESCRIPTION DES SOLUTIONS ....................................................................................... 39
3.3.1 Solution I (figure 3.1) .............................................................................................. 39
3.3.2 Solution II (figure 3.2) ............................................................................................. 39
3.4 MATRICE DE DECISION .................................................................................................. 40
3.4.1 Solution 1 ................................................................................................................. 42
3.4.2 Solution 2 ................................................................................................................. 43
___________________________________________________________________________________________
v
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
3.5 CHOIX DE LA SOLUTION ................................................................................................ 44
3.6 CHOIX DES COMPOSANTES DE LA SOLUTION FINALE ...................................................... 45
3.7 AUTOMATE PROGRAMMABLE ALLEN BRADLEY CONTROLLOGIX5000.......................... 48
3.8 INTERFACE OPERATEUR................................................................................................. 49
CHAPITRE IV .......................................................................................................................... 49
4.1 INTRODUCTION ............................................................................................................. 50
4.2 CONCLUSION ................................................................................................................. 52
4.3 BIBLIOGRAPHIE ............................................................................................................. 53
ANNEXES ................................................................................................................................. 54
ANNEXE I .............................................................................................................................. 55
1. Vitesse de déchiquetage ............................................................................................... 55
2. Temps d‟analyse du PLC ............................................................................................. 56
3. Module de positionnement linéaire QB ....................................................................... 56
4. Indexation de la tige de blocage ................................................................................... 56
ANNEXE II : LES DISPOSITIFS UTILISES AVEC LE SYSTEME DE CHANGEMENT DES COUTEAUX 57
1. Détecteur de proximité de porte de changement des couteaux .................................... 57
2. Solénoïde de verrou de porte de changement des couteaux (dégagement) .................. 57
3. Détecteur de proximité de pignon désengagé .............................................................. 57
4. Détecteurs de proximité de tige de blocage (engagée /désengagée) ............................ 57
5. Détecteur de proximité de cylindre d‟éjection de couteaux ......................................... 58
6. Détecteurs de proximité de trappe de séreuses (ouverte/fermée) ................................ 58
7. Détecteur de proximité de séreuses relevées ................................................................ 58
8. Solénoïde de tige de blocage (rentrée/sortie) ............................................................... 59
9. Solénoïde d‟éjecteur de couteaux supérieur................................................................. 59
10. Solénoïde d‟éjecteur de couteaux inférieur .............................................................. 59
11. Solénoïde des séreuses (abaissement/relèvement) ................................................... 59
12. Solénoïde de trappe des séreuses (ouverte/fermée) .................................................. 60
ANNEXE III : CARACTERISTIQUES GENERALES DU PROGRAMME D‟INTERFACE ..................... 61
ANNEXE IV : INTRODUCTION A L‟API................................................................................... 63
___________________________________________________________________________________________
vi
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
LISTE DES TABLEAUX
Tableau 2. 1: Tableau illustrant les caractéristiques du processeur PL5/40, 1785-ENET ............ 18
Tableau 2. 2 : Tableau résumant les spécifications générales sur le bloc 1791-16BC. ................. 22
Tableau 3. 1 : Critères d‟évaluation des solutions du projet .......................................................... 41
Tableau 3. 2 : Critères d‟évaluation de la solution 1 ..................................................................... 42
Tableau 3. 3 : Critères d‟évaluation de la solution avec vérin pneumatique ................................. 43
Tableau 3. 4 : Comparaison de différentes solutions relatives à la structure du poignet. ............. 44
Tableau 3. 5 : Tableau décrivant les caractéristiques du variateur de vitesse choisi ..................... 46
Tableau 3. 6 : Dimensionnement du variateur de vitesse .............................................................. 47
Tableau 4. 1 : Détails de l‟estimation des prix de la solution « matériel » .................................... 50
___________________________________________________________________________________________
vii
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
LISTE DES FIGURES
Figure 1. 1 : Norbord Nexfor à La Sarre-------------------------------------------------------------------- 2
Figure 1. 2 : Panneau OSB ----------------------------------------------------------------------------------- 3
Figure 1. 3 : Photo prise d'une porte à l'université -------------------------------------------------------- 6
Figure 1. 4 : Partie du tambour de la machine coupeuse-déchiqueteuse ------------------------------- 7
Figure 1. 5: partie de la machine coupeuse-déchiqueteuse et son système de commande -------- 11
Figure 1. 6: système de commande de la coupeuse-déchiqueteuse ----------------------------------- 12
Figure 1. 8 : Couteaux du tambour ------------------------------------------------------------------------ 13
Figure 2. 1 : PLC5 model 1785-ENET ------------------------------------------------------------------- 16
Figure 2. 2 : Châssis 1771 du PLC 5 ---------------------------------------------------------------------- 16
Figure 2. 3 : Adaptateur d'entrée-sortie du PLC5 ------------------------------------------------------- 17
Figure 2. 4 : carte de communication avec DH+. ------------------------------------------------------- 19
Figure 2. 5 : PLC 1791-16BC ------------------------------------------------------------------------------ 20
Figure 2. 6 : Entrée-sortie Raccordant Rapports(Connexions) pour le 1791 16BC Série B ----- 21
Figure 2. 7 : Moteur électrique ----------------------------------------------------------------------------- 23
Figure 2. 8: L'emplacement des moteurs électriques --------------------------------------------------- 23
Figure 2. 9 : partie du moteur électrique où se trouve le transducteur. ------------------------------- 24
Figure 2. 10 : vue d'arrière des modules de broches ---------------------------------------------------- 25
Figure 2. 11 : vue de face des modules de broches ----------------------------------------------------- 25
Figure 2. 12 : Courbe représentant le couple en fonction de l'angle ---------------------------------- 27
Figure 2. 13 : vue de face des Servo-amplificateur et l'alimentation électrique Servo ------------ 28
Figure 2. 14 : IBM-PC Industrialisé ----------------------------------------------------------------------- 29
Figure 2. 15 : Schéma de la solution faite sur AUTO-CAD ------------------------------------------ 30
Figure 3. 1 : Schéma de la solution fait dans AUTO-CAD ------------------------------------------- 35
Figure 3. 2 : Schéma de la solution fait dans AUTO-CAD ------------------------------------------- 37
Figure 3. 3 : Schéma représentatif de l‟onduleur ------------------------------------------------------- 45
Figure 3. 4 : variateur de vitesse model 30FR4042 ----------------------------------------------------- 46
Figure 3. 5 : Dimensionnement du variateur de vitesse ------------------------------------------------ 47
Figure 3. 6 : Controllogix 5000 à 4 modules ------------------------------------------------------------ 48
Figure 3. 7 : PanelView Plus ------------------------------------------------------------------------------- 50
___________________________________________________________________________________________
viii
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
LISTE DES SYMBOLES ET DES ABREVIATIONS
OSB : Oriented Strand Board
MDF : fibres de densité moyenne
CAE : Computer Assisted Engineering = IAO : Ingénierie Assistée par Ordinateur
PLC : Programmable Logic Controller = API : Automate Programmable Industriel
DMMF : Fonction Multi-Modes Dresser
I/O : Entrée / sortie
___________________________________________________________________________________________
ix
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
INTRODUCTION
Afin de produire les copeaux nécessaires au processus de production des panneaux OSB,
l‟entreprise Industries Norbord Inc. Division panneaux OSB utilise un tambour muni de 44
couteaux placés sur sa périphérie servant à couper les troncs précédemment écorcés. Les
couteaux doivent être changés plusieurs fois par jour (allant jusqu'à 6 fois par jour dans
certaines périodes de l‟année).
Pour ce faire, on utilise une boulonneuse – déchiqueteuse actionnée par un moteur électrique
qui agit sur trois boulons à la fois pour une période allant jusqu'à 30 minutes ; sur la chaîne de
boulonnage se trouvent un senseur de couple, un senseur de positionnement angulaire, tous
deux reliés à un drive (module) par l‟intermède d‟une carte de contrôle gérée par un relais et un
PLC.
Étant donné que la compagnie qui a mis en place cette installation n‟existe plus et qu‟il n‟y a
plus de pièces de rechange, la compagnie s‟est retrouvée devant un grand problème
d‟entretien. L‟objectif va être d‟éliminer la carte de contrôle et le drive pour pallier à une
éventuelle panne irrémédiable, puisqu‟il n‟existe plus de pièces de rechange.
Dans le présent rapport, on présente une description du fonctionnement de la machine coupeuse
déchiqueteuse et du système qui commande les changements des couteaux.
Par la suite, on exposera les solutions proposées, avec une plage de prix afin de mieux servir
l‟intérêt du client.
___________________________________________________________________________________________
1
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
CHAPITRE I
Définition de la problématique
___________________________________________________________________________________________
2
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
1.1 Présentation de l’entreprise
Nexfor Inc. est une compagnie de production nord-américaine de matériaux de construction, y
compris les panneaux à copeaux orientés (OSB), les panneaux de fibres de densité moyenne
(MDF), le contreplaqué de feuillus, le bois d‟œuvre, les poutrelles en I, les papiers spéciaux et la
pâte. Nexfor est aussi le plus grand producteur de panneaux dérivés du bois au Royaume-Uni, y
compris les panneaux OSB, MDF et de particules, et les produits à valeur ajoutée. Les actions de
la Société sont inscrites à la Bourse de Toronto sous le Symbole boursier NF.
Figure 1. 1 : Norbord Nexfor à La Sarre
Construite en 1980 par Normick Perron, une entreprise dirigée par la famille Perron de La Sarre,
cette usine fut la première au Québec à fabriquer des panneaux gaufrés à partir du peuplier faux-
tremble. Nexfor Inc. en a fait l'acquisition en 1989 et elle est aujourd'hui opérée par sa filiale
Industries Norbord Inc. En 1995, l'usine fait l'objet d'importants travaux de reconstruction au
coût de 73 millions de dollars afin d'en faire l'une des usines de panneaux des plus modernes et
efficaces à l'échelle mondiale.
____________________________________
Réf. : http://www.norbord.com/fr/index.htm
___________________________________________________________________________________________
3
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
On y fabrique maintenant des panneaux à lamelles orientés (OSB) à partir du peuplier faux-
tremble et du bouleau.
Ces panneaux sont utilisés dans la construction domiciliaire (murs, poutrelles et toits) et pour
l'usage industriel (emballages, valises et meubles). Plus de 180 personnes y travaillent.
1.2 Description et caractéristiques du produit de la machine et du procédé
1.2.1 Description et caractéristiques du produit (OSB)
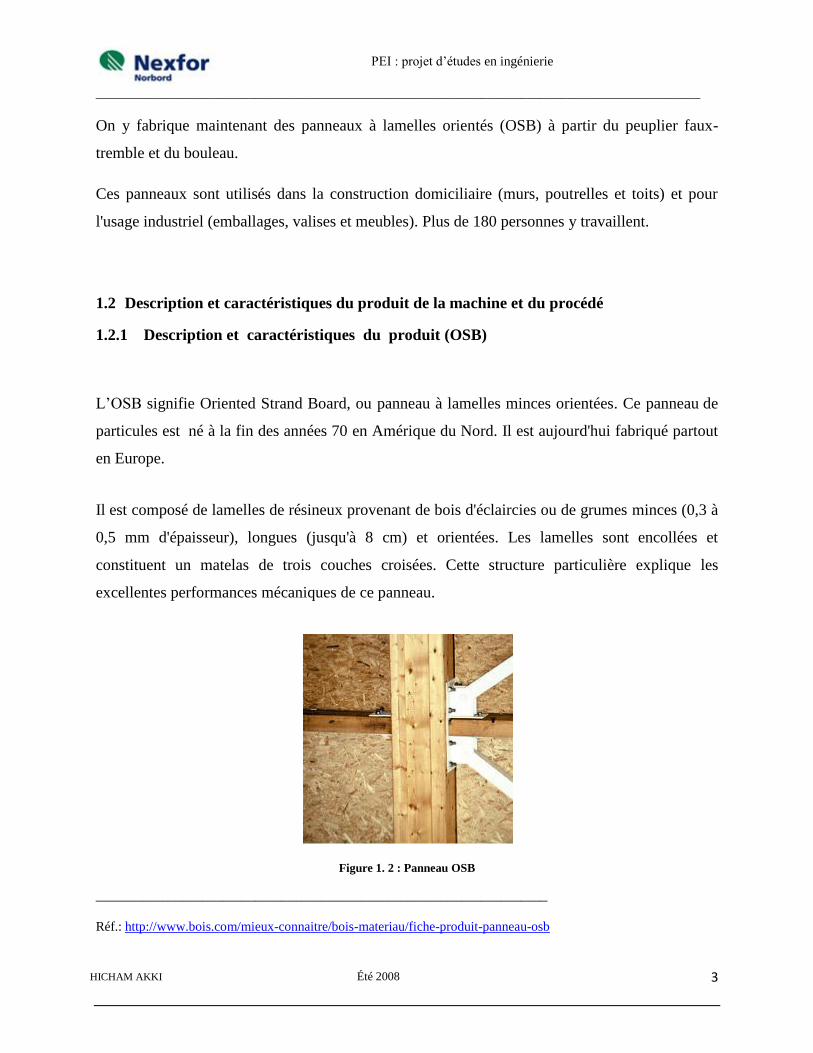
L‟OSB signifie Oriented Strand Board, ou panneau à lamelles minces orientées. Ce panneau de
particules est né à la fin des années 70 en Amérique du Nord. Il est aujourd'hui fabriqué partout
en Europe.
Il est composé de lamelles de résineux provenant de bois d'éclaircies ou de grumes minces (0,3 à
0,5 mm d'épaisseur), longues (jusqu'à 8 cm) et orientées. Les lamelles sont encollées et
constituent un matelas de trois couches croisées. Cette structure particulière explique les
excellentes performances mécaniques de ce panneau.
Figure 1. 2 : Panneau OSB
____________________________________________________________________
Réf.: http://www.bois.com/mieux-connaitre/bois-materiau/fiche-produit-panneau-osb
___________________________________________________________________________________________
4
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
- Un matériau pratique
Le panneau OSB présente de multiples avantages :
Il est durable, solide, plan et d'une qualité constante
Il offre une bonne isolation (thermique et phonique)
Il est disponible en grandes dimensions et différentes épaisseurs
Il permet de valoriser les bois d'éclaircie (arbres abattus afin de favoriser le développement
de leurs voisins)
Il est économique.
De plus, son usage est simple, pour les professionnels comme pour les bricoleurs : maniable et
léger, il se découpe, se perce et s'assemble facilement (ses bords peuvent être droits ou à rainures
et languettes).
- Un matériau esthétique
La grande taille des lamelles et leur texture très particulière font du panneau OSB un matériau
intéressant en matière de décoration. Laissé brut, il accroche la lumière par la complexité de sa
surface et conserve une apparence naturelle. Il peut en plus recevoir une grande variété de
finitions : peinture, vernis, lasure...
- Les utilisations de l'OSB
Les qualités de l'OSB permettent une grande variété d'utilisations, aussi bien en construction
qu'en agencement :
En construction
Murs en ossature bois : contreventement
Planchers
___________________________________________________________________________________________
5
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Solives (âmes des poutres en I)
En agencement et décoration
Architecture intérieure (bibliothèque, placards...)
Mobilier (peut être utilisé dans les salles de bain)
âmes des meubles plaqués
Cloisons (alternative au Placoplatre ®)
Sous finition (idéal avant la pose de carrelage)
De la pose d'étagères à la construction d'une maison, quel que soit votre projet, l'OSB offre une
alternative économique et esthétique. Pensez à faire appel à ses multiples talents !
Formats et épaisseurs
Les panneaux OSB sont généralement disponibles dans les dimensions suivantes :
- Épaisseurs
6, 8, 10, 12, 15, 18 et 22 mm
- Formats
1,25 x 2,50 m
1,25 x 5,00 m
2,50 x 5,00 m
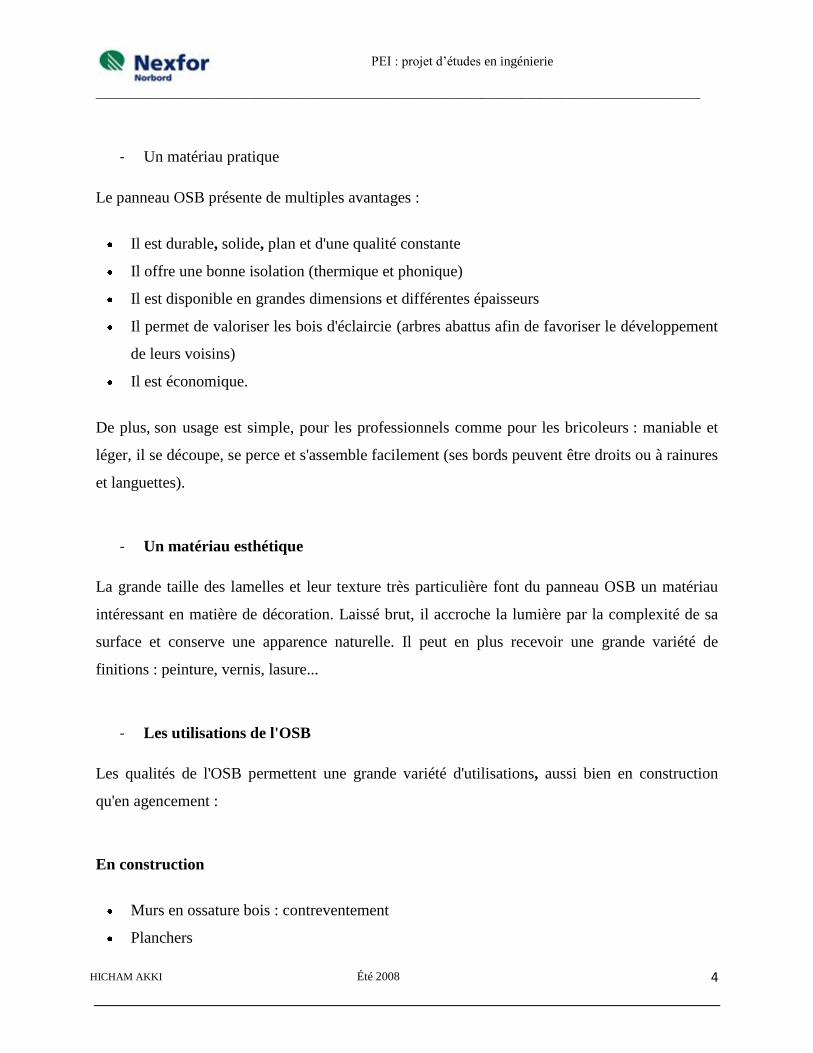
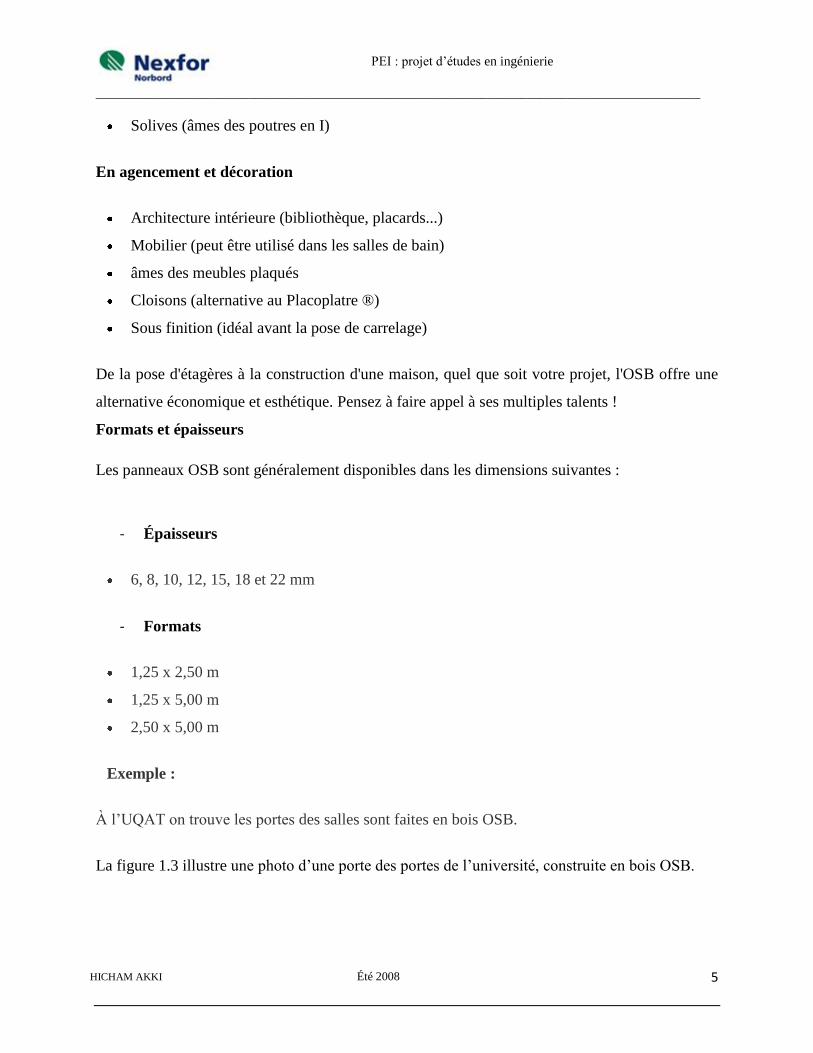
Exemple :
À l‟UQAT on trouve les portes des salles sont faites en bois OSB.
La figure 1.3 illustre une photo d‟une porte des portes de l‟université, construite en bois OSB.
___________________________________________________________________________________________
6
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Figure 1. 3 : Photo prise d'une porte à l'université
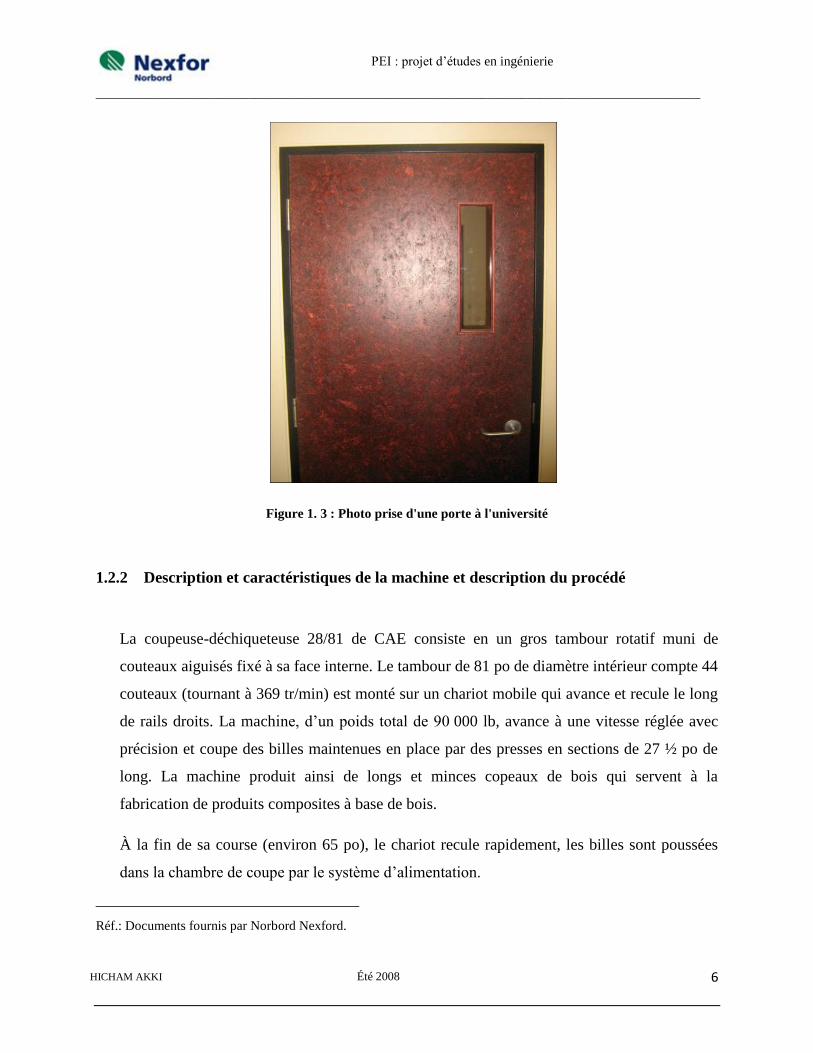
1.2.2 Description et caractéristiques de la machine et description du procédé
La coupeuse-déchiqueteuse 28/81 de CAE consiste en un gros tambour rotatif muni de
couteaux aiguisés fixé à sa face interne. Le tambour de 81 po de diamètre intérieur compte 44
couteaux (tournant à 369 tr/min) est monté sur un chariot mobile qui avance et recule le long
de rails droits. La machine, d‟un poids total de 90 000 lb, avance à une vitesse réglée avec
précision et coupe des billes maintenues en place par des presses en sections de 27 ½ po de
long. La machine produit ainsi de longs et minces copeaux de bois qui servent à la
fabrication de produits composites à base de bois.
À la fin de sa course (environ 65 po), le chariot recule rapidement, les billes sont poussées
dans la chambre de coupe par le système d‟alimentation.
_________________________________
Réf.: Documents fournis par Norbord Nexford.
___________________________________________________________________________________________
7
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
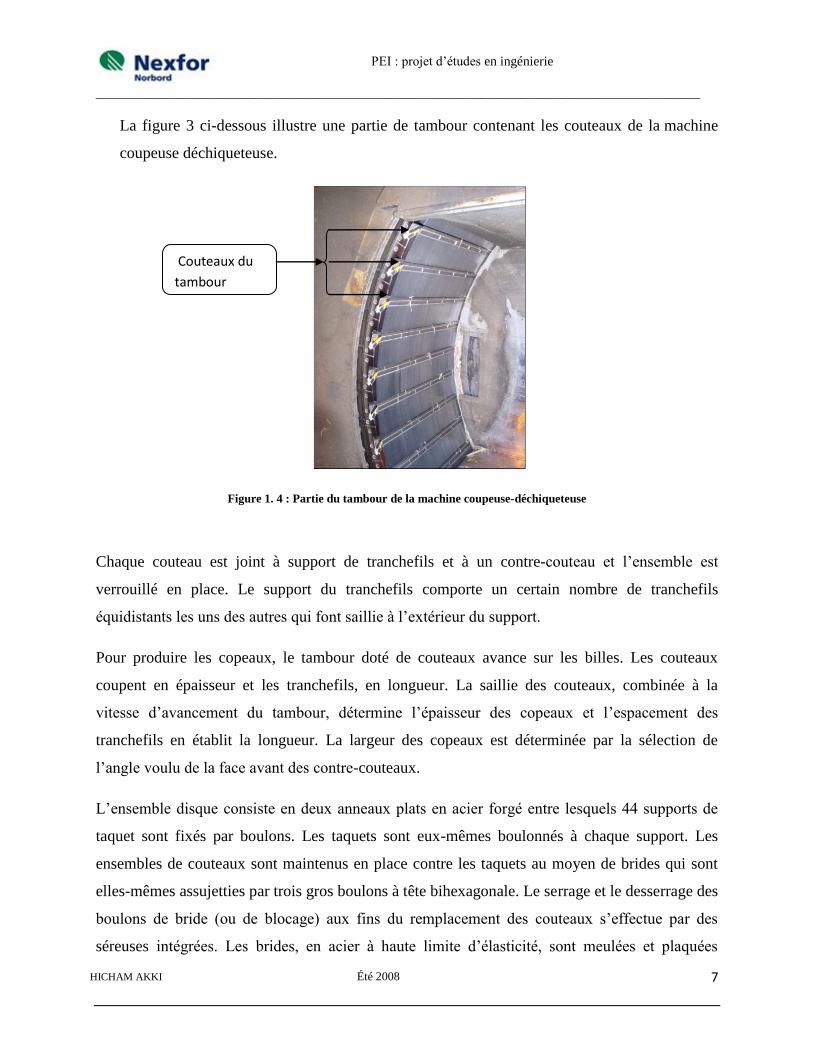
La figure 3 ci-dessous illustre une partie de tambour contenant les couteaux de la machine
coupeuse déchiqueteuse.
Figure 1. 4 : Partie du tambour de la machine coupeuse-déchiqueteuse
Chaque couteau est joint à support de tranchefils et à un contre-couteau et l‟ensemble est
verrouillé en place. Le support du tranchefils comporte un certain nombre de tranchefils
équidistants les uns des autres qui font saillie à l‟extérieur du support.
Pour produire les copeaux, le tambour doté de couteaux avance sur les billes. Les couteaux
coupent en épaisseur et les tranchefils, en longueur. La saillie des couteaux, combinée à la
vitesse d‟avancement du tambour, détermine l‟épaisseur des copeaux et l‟espacement des
tranchefils en établit la longueur. La largeur des copeaux est déterminée par la sélection de
l‟angle voulu de la face avant des contre-couteaux.
L‟ensemble disque consiste en deux anneaux plats en acier forgé entre lesquels 44 supports de
taquet sont fixés par boulons. Les taquets sont eux-mêmes boulonnés à chaque support. Les
ensembles de couteaux sont maintenus en place contre les taquets au moyen de brides qui sont
elles-mêmes assujetties par trois gros boulons à tête bihexagonale. Le serrage et le desserrage des
boulons de bride (ou de blocage) aux fins du remplacement des couteaux s‟effectue par des
séreuses intégrées. Les brides, en acier à haute limite d‟élasticité, sont meulées et plaquées
Couteaux du
tambour
___________________________________________________________________________________________
8
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
chrome et forment, lorsqu‟elles sont en place, la surface intérieure du tambour. On peut
remplacer les taquets et les brides lorsqu‟ils sont usés. Un pulvérisateur d‟eau servant à refroidir
l‟intérieur du tambour améliore le rendement des couteaux et prévient l‟accumulation de résine
sur les surfaces d‟usure. Le tambour est fixé par boulons à un lourd disque qui est boulonné à
l‟extrémité d‟un mandrin de grand diamètre. Ce dernier est fixé à deux roulements à rotule sur
rouleaux à grand rendement. Le roulement le plus proche du tambour est monté rigidement, alors
que l‟autre peut flotter axialement. Les deux roulements sont soutenus dans une grande structure
usinée qui est boulonnée à la face supérieure du cadre du chariot.
La chambre à billes est montée à l‟avant du cadre du chariot et pénètre dans le tambour. Sa face
interne inférieure supporte les billes pendant le déchiquetage. Un solide bâti à double paroi,
installé sur le cadre du chariot, enveloppe le tambour et soutient la moitié supérieure de la
chambre.
Le cadre du chariot consiste en une armature usinée très solide qui soutient le support du
mandrin, la chambre à billes, le bâti et le mécanisme d‟entraînement.
Le cadre est doté de quatre roues, dont deux ordinaires à l‟avant et deux en V à l‟arrière,
reposant sur un cadre-rail.
Un positionneur hydraulique, situé entre le cadre du chariot et le cadre-rail, établit la bonne
vitesse d‟avancement pour le déchiquetage et une vitesse de recul rapide. La vitesse de rotation
et la position du cylindre sont commandées avec précision par un automate programmable (PLC)
au moyen d‟un codeur de position d‟arbre de façon que la vitesse d‟avancement concorde avec la
vitesse de rotation du disque.
Le blocage des couteaux s‟effectue par l‟avant de la machine aux emplacements des couteaux.
Deux rangées de séreuses permettent de s‟occuper de deux emplacements de couteaux en même
temps. Un rotateur, un dispositif de blocage du tambour ainsi qu‟un dispositif de poussée des
couteaux servent au changement des couteaux dont les étapes sont commandées depuis un
pupitre qui se trouve dans la zone de changement des couteaux.
___________________________________________________________________________________________
9
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Pour changer le tambour, il faut faire glisser le support de mandrin hors du bâti le long du chariot.
Lorsque le tambour est complètement sorti du bâti, il peut être soulevé entre le bâti et le disque
de soutien. Un cadre de rallonge est fixé à l‟arrière du cadre-rail pour faciliter cette opération, et
un système de levage sert à déplacer le support de mandrin.
Le système de presse de CAE immobilise les billes et la coupeuse-déchiqueteuse transforme les
billes en copeaux. Ce cycle se répète entre 150 et 200 fois par heure.
Le déplacement du chariot de la coupeuse-déchiqueteuse est commandé par un système de
commande du mouvement à PLC (automate programmable). Le système PLC surveille tous les
dispositifs de la machine et commande la séquence des activités.
La coupeuse-déchiqueteuse comprend aussi un système automatisé de changement des couteaux.
Un jeu de tourillons à Servo-moteur (appelé «séreuses») est programmé pour desserrer et serrer
les brides de couteaux pour accélérer le changement des couteaux. Le PLC commande le
positionnement du tambour et la séquence d‟opération pendant qu‟un système automatiser de
séreuses ITD commande les séreuses électriques des boulons de blocage.
1.3 Fonctionnement de la coupeuse-déchiqueteuse
1.3.1 Commande de déplacement de la coupeuse-déchiqueteuse
La coupeuse déchiqueteuse est dotée d‟un PLC 5/40 Allen-Bradley qui commande les
déplacements et la séquence de déchiquetage.
La boucle de commande de déplacement de la coupeuse-déchiqueteuse comprend le PLC 5/40,
un module de positionnement linéaire QB, une sonde Temposonic (avec module numérique
adapté (DPM)), un codeur incrémentiel et compteur à très haute vitesse (CTHV).
Les différents éléments qui régissent les mouvements de déchiquetage de la coupeuse-
déchiqueteuse
- Vitesse de déchiquetage;
- Module de positionnement linéaire QB;
___________________________________________________________________________________________
10
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
- Détection de vitesse de rotation du tambour;
- Indexation de la tige de blocage.
NB : Voir ANNEXE I pour plus d‟information sur ces points décrits ci-haut.
1.3.2 Câblage et commandes de changement des couteaux
Afin de faciliter le changement sûr et efficace des 44 couteaux de la coupeuse-déchiqueteuse, un
système automatisé de changement des couteaux est intégré à la machine. Le système de
commande à PLC assure l‟interface avec le système automatisé de commande des séreuses ITD
et un certain nombre de soupapes, actionneurs et capteurs qui fonctionnent dans un ordre
particulier.
Les dispositifs utilisés avec le système de changement des couteaux :
- Détecteur de proximité de porte de changement des couteaux
- Solénoïde de verrou de porte de changement des couteaux (dégagement)
- Détecteur de proximité de pignon désengagé
- Détecteurs de proximité de tige de blocage (engagée /désengagée)
- Détecteur de proximité de cylindre d‟éjection de couteaux
- Détecteurs de proximité de trappe de séreuses (ouverte/fermée)
- Détecteur de proximité de séreuses relevées
- Solénoïde de recirculation / de maintenance du tambour
- Solénoïde d‟engagement / de désengagement du pignon
- Solénoïde de tige de blocage (rentrée/sortie)
- Solénoïde de vitesse accélérée du rotateur du tambour
- Solénoïde de vitesse lente du rotateur du tambour
- Solénoïde d‟éjecteur de couteaux supérieur
- Solénoïde d‟éjecteur de couteaux inférieur
- Solénoïde des séreuses (abaissement/relèvement)
- Solénoïde de trappe des séreuses (ouverte/fermée)
NB : Voir ANNEXE II pour plus d‟information sur ces points décrite ci-haut.
___________________________________________________________________________________________
11
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
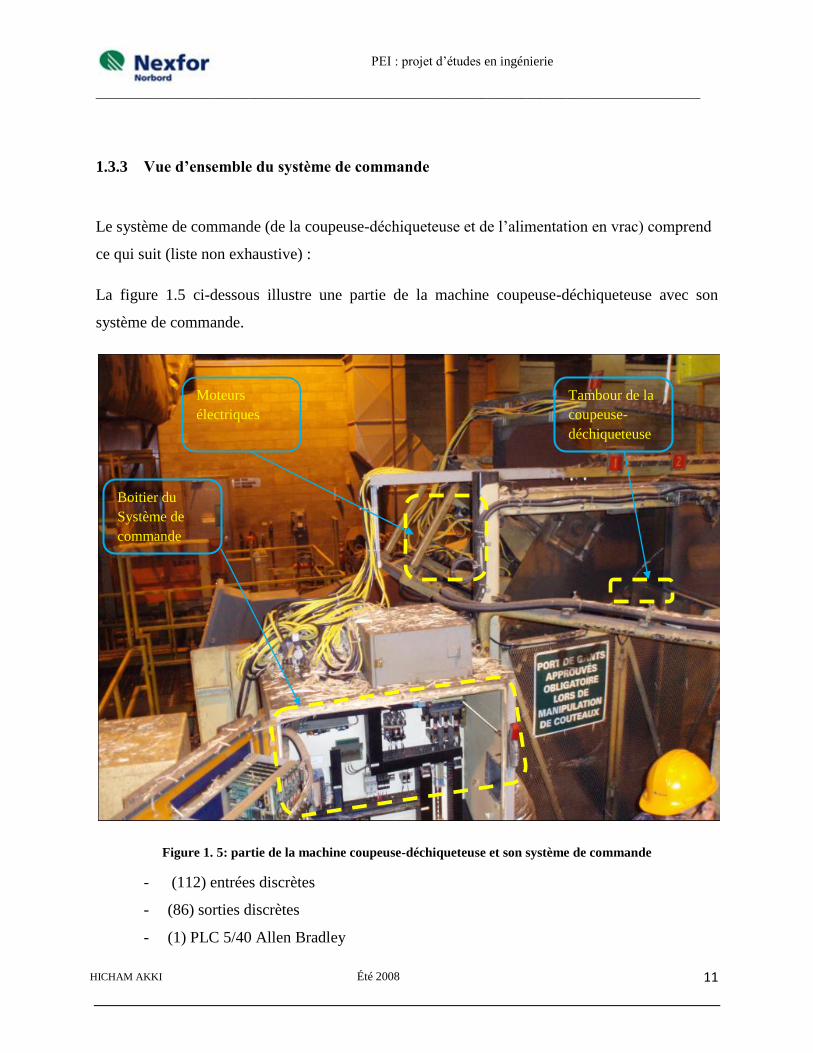
1.3.3 Vue d’ensemble du système de commande
Le système de commande (de la coupeuse-déchiqueteuse et de l‟alimentation en vrac) comprend
ce qui suit (liste non exhaustive) :
La figure 1.5 ci-dessous illustre une partie de la machine coupeuse-déchiqueteuse avec son
système de commande.
Figure 1. 5: partie de la machine coupeuse-déchiqueteuse et son système de commande
- (112) entrées discrètes
- (86) sorties discrètes
- (1) PLC 5/40 Allen Bradley
Moteurs
électriques
Tambour de la
coupeuse-
déchiqueteuse
Boitier du
Système de
commande
___________________________________________________________________________________________
12
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
- (1) Module de positionnement linéaire QB
- (2) Compteur à très haute vitesse (CTHV)
- (1) Sonde Temposonic
- (3) Codeur incrémentiel
- (1) Soupape hydraulique proportionnelle à boucle fermée.
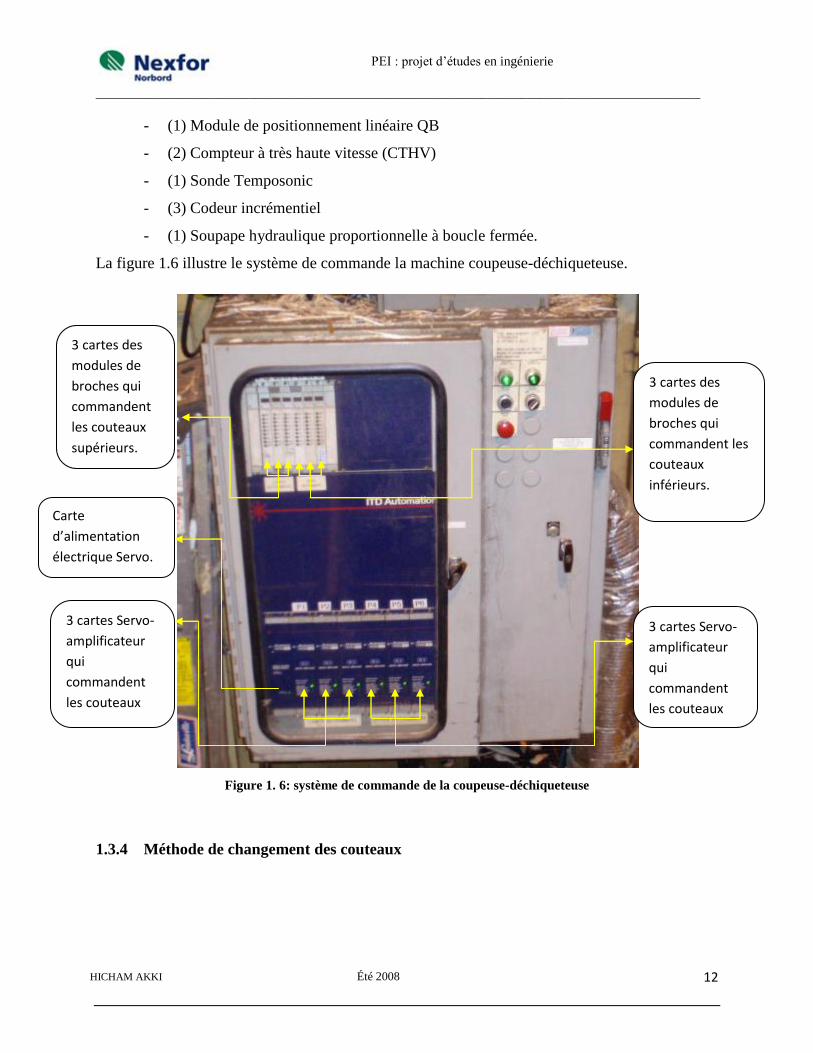
La figure 1.6 illustre le système de commande la machine coupeuse-déchiqueteuse.
Figure 1. 6: système de commande de la coupeuse-déchiqueteuse
1.3.4 Méthode de changement des couteaux
3 cartes des
modules de
broches qui
commandent les
couteaux
inférieurs.
3 cartes Servo-
amplificateur
qui
commandent
les couteaux
supérieurs.
3 cartes des
modules de
broches qui
commandent
les couteaux
supérieurs.
3 cartes Servo-
amplificateur
qui
commandent
les couteaux
inférieurs.
Carte
d’alimentation
électrique Servo.
___________________________________________________________________________________________
13
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Le changement des couteaux peut être effectué à l‟un des modes suivants : automatique, semi
automatique ou manuel. En outre, on peut effectuer le changement de brides de couteaux en
mode Maintenance.
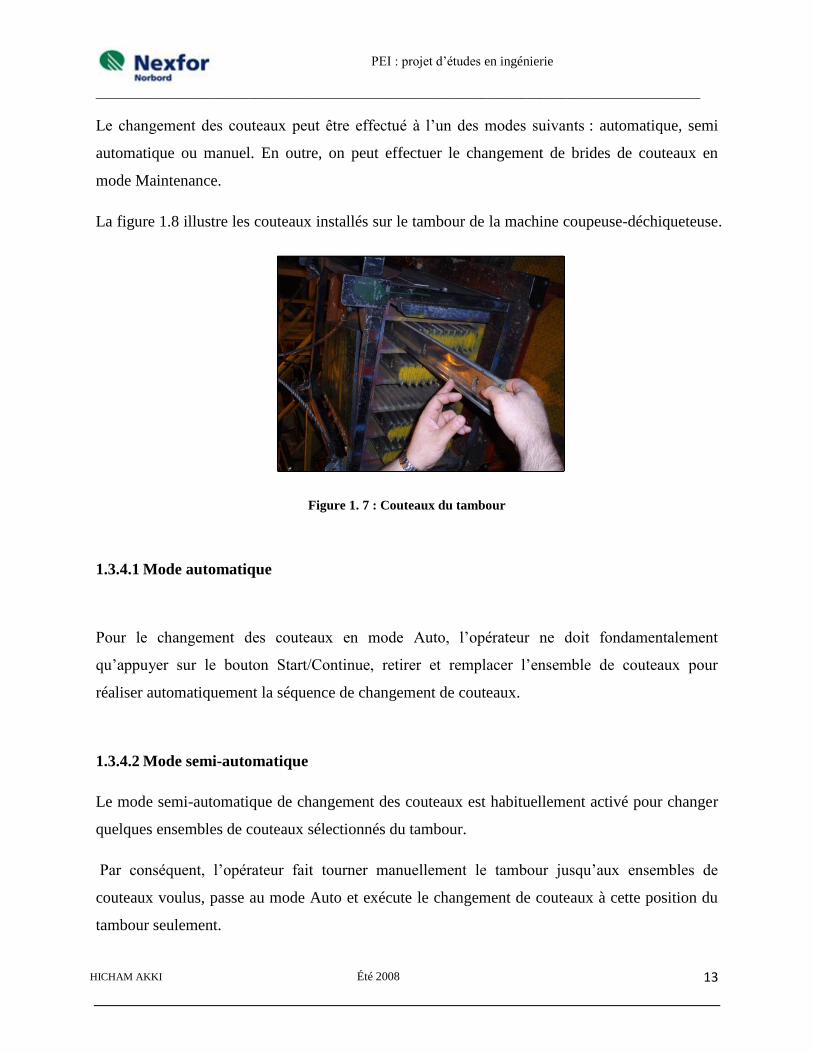
La figure 1.8 illustre les couteaux installés sur le tambour de la machine coupeuse-déchiqueteuse.
Figure 1. 7 : Couteaux du tambour
1.3.4.1 Mode automatique
Pour le changement des couteaux en mode Auto, l‟opérateur ne doit fondamentalement
qu‟appuyer sur le bouton Start/Continue, retirer et remplacer l‟ensemble de couteaux pour
réaliser automatiquement la séquence de changement de couteaux.
1.3.4.2 Mode semi-automatique
Le mode semi-automatique de changement des couteaux est habituellement activé pour changer
quelques ensembles de couteaux sélectionnés du tambour.
Par conséquent, l‟opérateur fait tourner manuellement le tambour jusqu‟aux ensembles de
couteaux voulus, passe au mode Auto et exécute le changement de couteaux à cette position du
tambour seulement.
___________________________________________________________________________________________
14
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
1.3.4.3 mode manuel
La méthode de changement des couteaux en mode manuel permet de changer des ensembles de
couteaux sans les séreuses. Par conséquent, l‟opérateur fait tourner manuellement le tambour
jusqu‟aux ensembles de couteaux voulus, passe au mode AUTO pour positionner le tambour et
se sert des clés à percussion et dynamométrique pour remplacer les ensembles de couteaux.
1.4 Système de commande des séreuses ITD
Le système automatisé des séreuses ITD commande et surveille les six tourillons électriques
assistés pendant un cycle de serrage ou de desserrage de brides. Le système régit la direction de
rotation des tourillons et surveille le couple et l‟angle des boulons des brides de couteaux.
Le système de commande de séreuses DL1 ITD est un module autonome piloté par son propre
programme logiciel. Le système est programmé à l‟aide du logiciel DL3 Quality Monitoring and
Control System d‟ITD et de la carte de communication IBMIO-2 et E-S installée dans un
ordinateur.
Le logiciel DL3 sert à programmer le système des séreuses, à obtenir des données statistiques au
besoin et à faciliter le dépannage. Lorsque le système a été programmé, on peut débrancher
l‟ordinateur personnel du système DL1. On peut obtenir des renseignements sur chacune des
séreuses à partir des DEL d‟état des cartes de module de tourillons et de contrôleur assisté et de
l‟afficheur alphanumérique à défilement du module de tourillons. Ces deux dispositifs se
trouvent dans l‟armoire de commande ITD.
La programmation et l‟affichage des renseignements du DL1 sont abordés dans le manuel de
l‟utilisateur ITD Automation DL3 Quality Monitoring and Control System.
Le PLC assure l‟interface avec le système de séreuses ITD par l‟intermédiaire d‟une E-E en bloc
à distance Allen-Bradley. Le PLC commande le démarrage et l‟arrêt des cycles des séreuses et
relève l‟état (réussite ou échec) d‟exécution du cycle.

___________________________________________________________________________________________
15
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Maintenant que l‟on a présenté les différents mécanismes en jeu, on peut passer à l‟étude détaillée
des composants du système.
________________________________
3 Réf.: Documents fournis par Norbord Nexford.
___________________________________________________________________________________________
14
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
CHAPITRE II
Description du système actuel
___________________________________________________________________________________________
15
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 2.1 Introduction
Lors de ce second chapitre, on va présenter une description de chaque composante du système
actuel, en décrivant le rôle de chacun, afin de faciliter au lecteur la compréhension du système.
Finalement on va exposer une formulation du mandat avant d‟introduire le prochain chapitre.
Les composantes du système actuel :
1- PLC5/40
2- PLC 1791-16BC
3- Moteur électrique
4- Modules de broches
5- Servo-amplificateur
6- Interface de commande
2.2 PLC5/40 existant
La station de travail PLC5 se compose d‟un processeur PLC5, de modules d‟entrées-sorties
numériques et analogiques.
La figure 2.1 ci-dessous illustre une photo du PLC 5/40 le même qui existe a l‟usine.
________________________________
http://www.rockwellautomation.com/
___________________________________________________________________________________________
16
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
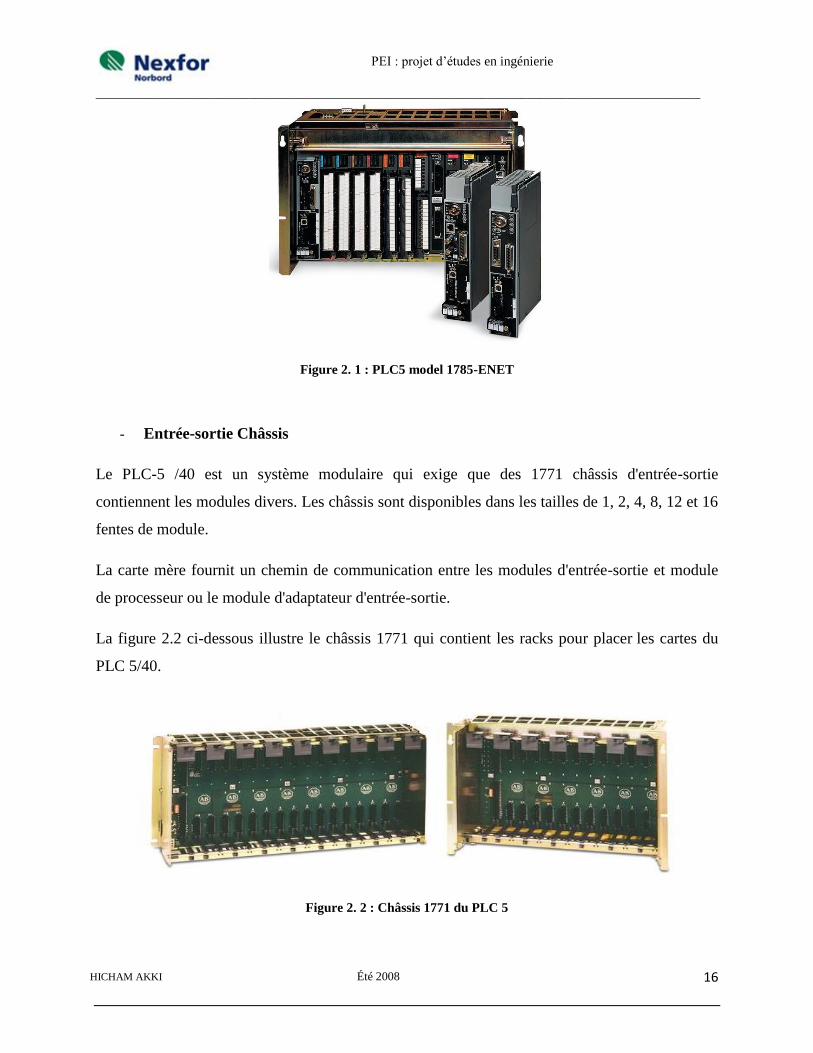
Figure 2. 1 : PLC5 model 1785-ENET
- Entrée-sortie Châssis
Le PLC-5 /40 est un système modulaire qui exige que des 1771 châssis d'entrée-sortie
contiennent les modules divers. Les châssis sont disponibles dans les tailles de 1, 2, 4, 8, 12 et 16
fentes de module.
La carte mère fournit un chemin de communication entre les modules d'entrée-sortie et module
de processeur ou le module d'adaptateur d'entrée-sortie.
La figure 2.2 ci-dessous illustre le châssis 1771 qui contient les racks pour placer les cartes du
PLC 5/40.
Figure 2. 2 : Châssis 1771 du PLC 5
___________________________________________________________________________________________
17
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe Le châssis 1771 fournit une gamme complète d'entrée-sortie numérique et analogique pour une
large variété de demandes (d'applications) dans une assemblée modulaire - incluant des modules
d'entrée-sortie intelligents.
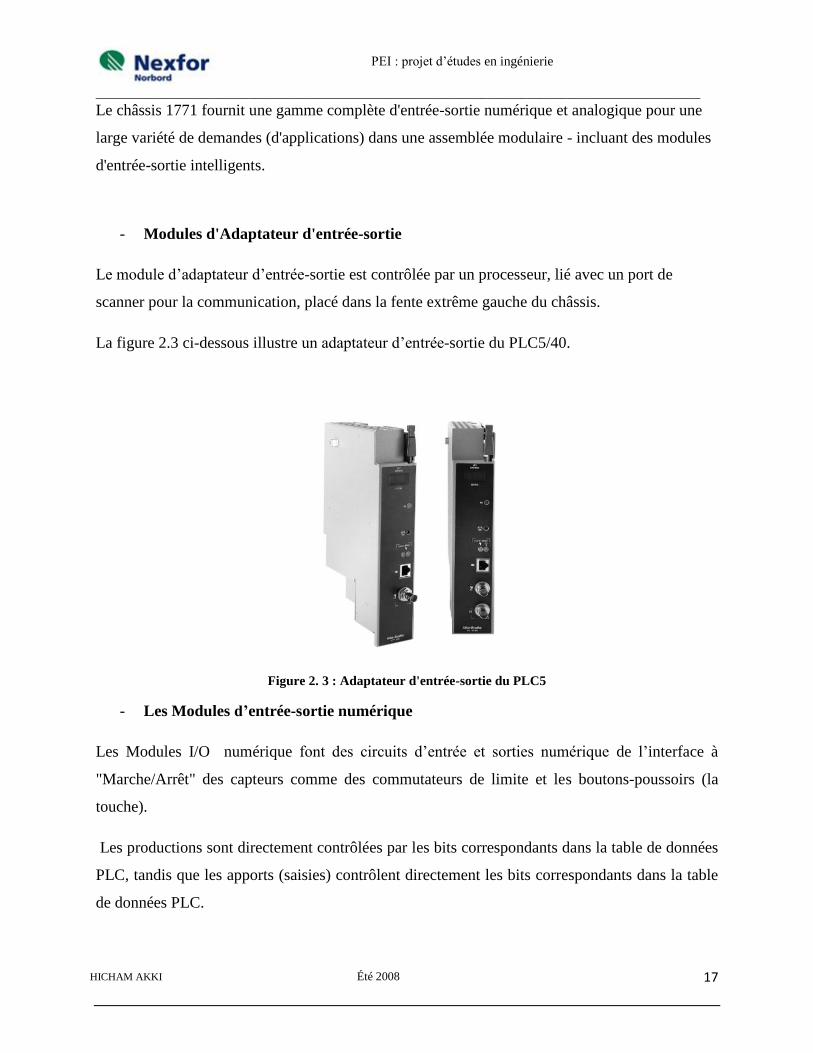
- Modules d'Adaptateur d'entrée-sortie
Le module d‟adaptateur d‟entrée-sortie est contrôlée par un processeur, lié avec un port de
scanner pour la communication, placé dans la fente extrême gauche du châssis.
La figure 2.3 ci-dessous illustre un adaptateur d‟entrée-sortie du PLC5/40.
Figure 2. 3 : Adaptateur d'entrée-sortie du PLC5
- Les Modules d’entrée-sortie numérique
Les Modules I/O numérique font des circuits d‟entrée et sorties numérique de l‟interface à
"Marche/Arrêt" des capteurs comme des commutateurs de limite et les boutons-poussoirs (la
touche).
Les productions sont directement contrôlées par les bits correspondants dans la table de données
PLC, tandis que les apports (saisies) contrôlent directement les bits correspondants dans la table
de données PLC.
___________________________________________________________________________________________
18
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
- Les modules d’entrée-sortie analogique
Les Modules d'entrée-sortie analogique exécute A/D exigé et les conversions D/A à directement
des signaux d'analogue d'interface à l'utilisation de valeurs de table de données PLC jusqu'à la
résolution 16 bits. L'entrée-sortie analogue peut être configurée d'utilisateur pour l'état de
réponse de faute désirable au cas où la communication d'entrée-sortie est perturbée. Cette
caractéristique fournit une réaction/réponse sûre en cas d'une faute, limite la mesure de fautes et
fournit une réponse de faute prévisible.
- 1771 entrée-sortie d'Analogue de N-série Modules
1771 entrée-sortie d'Analogue de N-série des Modules fournit l'isolement entre des chaînes
(canaux). Leurs points de connexion d'entrée-sortie sont sur des Panneaux de Terminaison à
distance (RTPs) qui réduit l'installation coûteuse et permet le remplacement sans boucle actuelle
inquiétante.
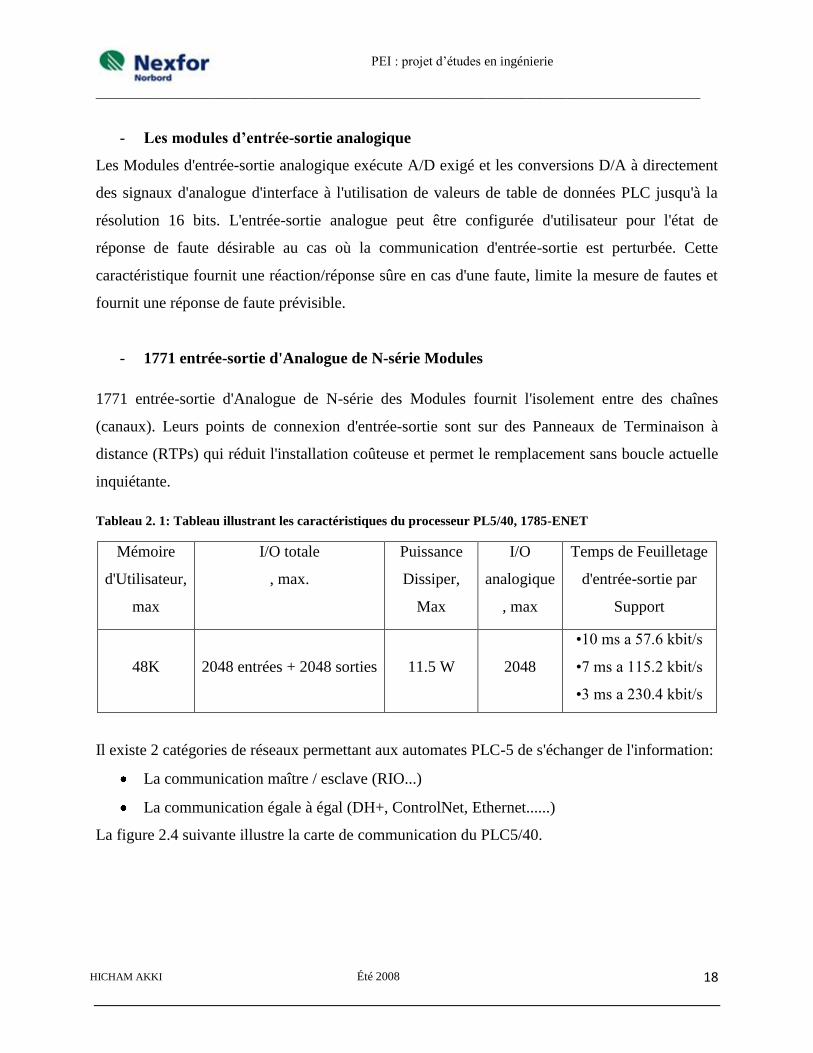
Tableau 2. 1: Tableau illustrant les caractéristiques du processeur PL5/40, 1785-ENET
Mémoire
d'Utilisateur,
max
I/O totale
, max.
Puissance
Dissiper,
Max
I/O
analogique
, max
Temps de Feuilletage
d'entrée-sortie par
Support
48K
2048 entrées + 2048 sorties
11.5 W
2048
•10 ms a 57.6 kbit/s
•7 ms a 115.2 kbit/s
•3 ms a 230.4 kbit/s
Il existe 2 catégories de réseaux permettant aux automates PLC-5 de s'échanger de l'information:
La communication maître / esclave (RIO...)
La communication égale à égal (DH+, ControlNet, Ethernet......)
La figure 2.4 suivante illustre la carte de communication du PLC5/40.

___________________________________________________________________________________________
19
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Figure 2. 4 : carte de communication avec DH+.
- Réseau maître / esclave
Sur un réseau "maître/esclave", seul le maître peut initier une communication, les esclaves se
contentant de répondre au message reçu.
- Réseau égal à égal
Sur un réseau "égal à égal", toutes les stations peuvent initier une communication.
- Réseau DH+ Datahighway plus
Le réseau (DH) est un réseau local d'entreprise conçu à soutenez la programmation lointaine et
l'acquisition de données pour l'étage d'usine applications. On utilise aussi des modules de
communication DH pour exécuter à petit réseau de pair-à-pair, transfert de données à d'autres
contrôleurs PLC-5 ou les ordinateurs à haut niveau et comme un lien pour programmer PLC-5
multiple.
Un contrôleur PLC-5 peut communiquer sur un réseau DH avec d'autres contrôleurs et avec un
poste de travail.
Ex : à L‟usine où on a la communication entre l‟ordinateur et le PLC5, elle passe à travers le
réseau DH, où on trouve le logiciel RSLogix5000 installé sur l‟ordinateur, qui contient le
programme Ladder, qui contrôle le PLC5.
___________________________________________________________________________________________
20
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
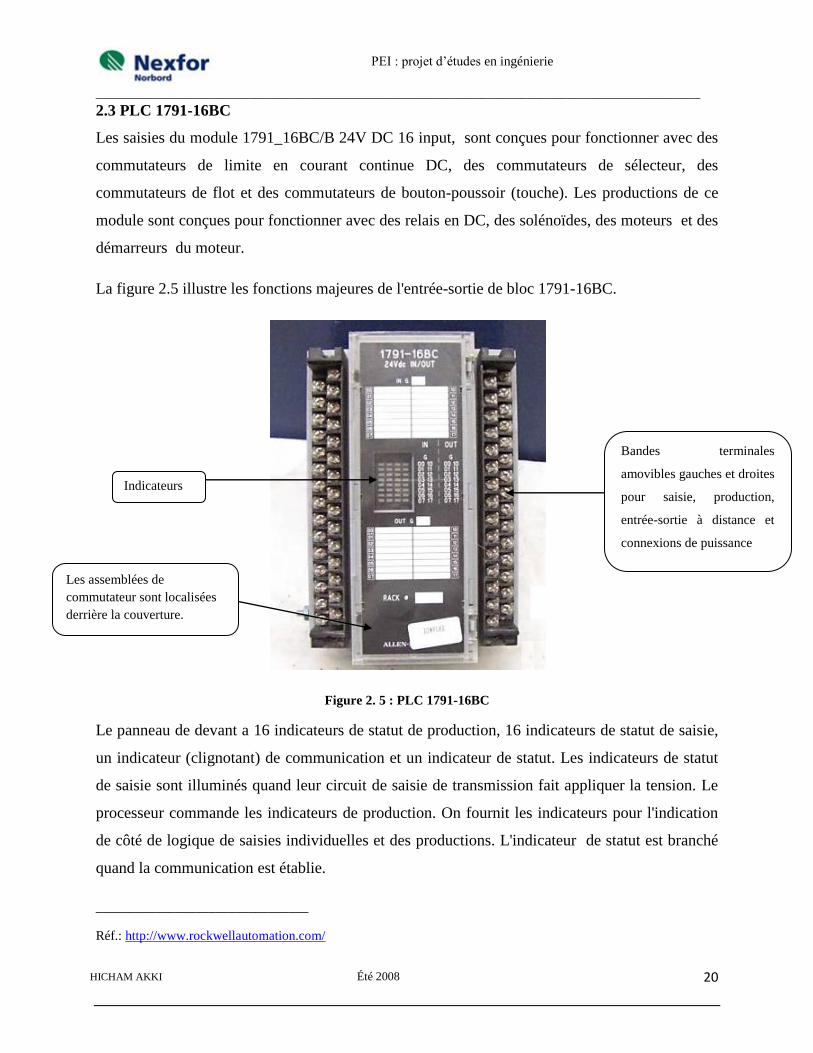
Prjetpfe 2.3 PLC 1791-16BC
Les saisies du module 1791_16BC/B 24V DC 16 input, sont conçues pour fonctionner avec des
commutateurs de limite en courant continue DC, des commutateurs de sélecteur, des
commutateurs de flot et des commutateurs de bouton-poussoir (touche). Les productions de ce
module sont conçues pour fonctionner avec des relais en DC, des solénoïdes, des moteurs et des
démarreurs du moteur.
La figure 2.5 illustre les fonctions majeures de l'entrée-sortie de bloc 1791-16BC.
Figure 2. 5 : PLC 1791-16BC
Le panneau de devant a 16 indicateurs de statut de production, 16 indicateurs de statut de saisie,
un indicateur (clignotant) de communication et un indicateur de statut. Les indicateurs de statut
de saisie sont illuminés quand leur circuit de saisie de transmission fait appliquer la tension. Le
processeur commande les indicateurs de production. On fournit les indicateurs pour l'indication
de côté de logique de saisies individuelles et des productions. L'indicateur de statut est branché
quand la communication est établie.
________________________________
Réf.: http://www.rockwellautomation.com/
Bandes terminales
amovibles gauches et droites
pour saisie, production,
entrée-sortie à distance et
connexions de puissance
Indicateurs
Les assemblées de
commutateur sont localisées
derrière la couverture.
___________________________________________________________________________________________
21
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
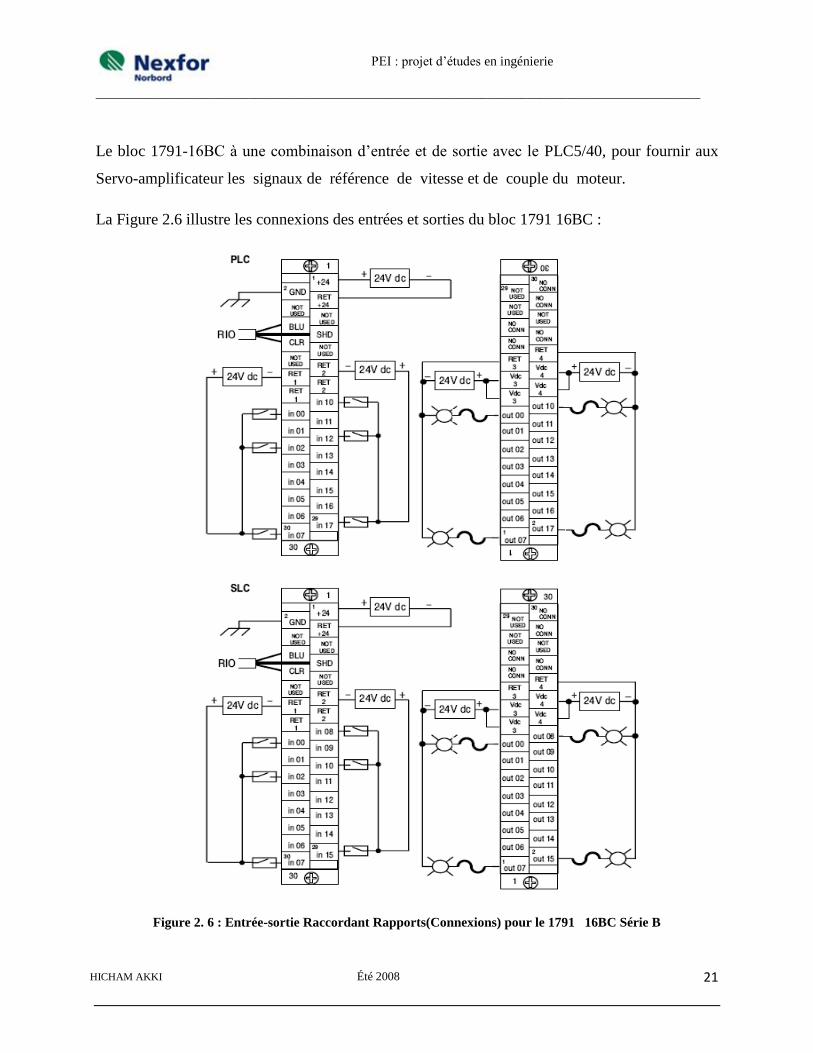
Le bloc 1791-16BC à une combinaison d‟entrée et de sortie avec le PLC5/40, pour fournir aux
Servo-amplificateur les signaux de référence de vitesse et de couple du moteur.
La Figure 2.6 illustre les connexions des entrées et sorties du bloc 1791 16BC :
Figure 2. 6 : Entrée-sortie Raccordant Rapports(Connexions) pour le 1791 16BC Série B
___________________________________________________________________________________________
22
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
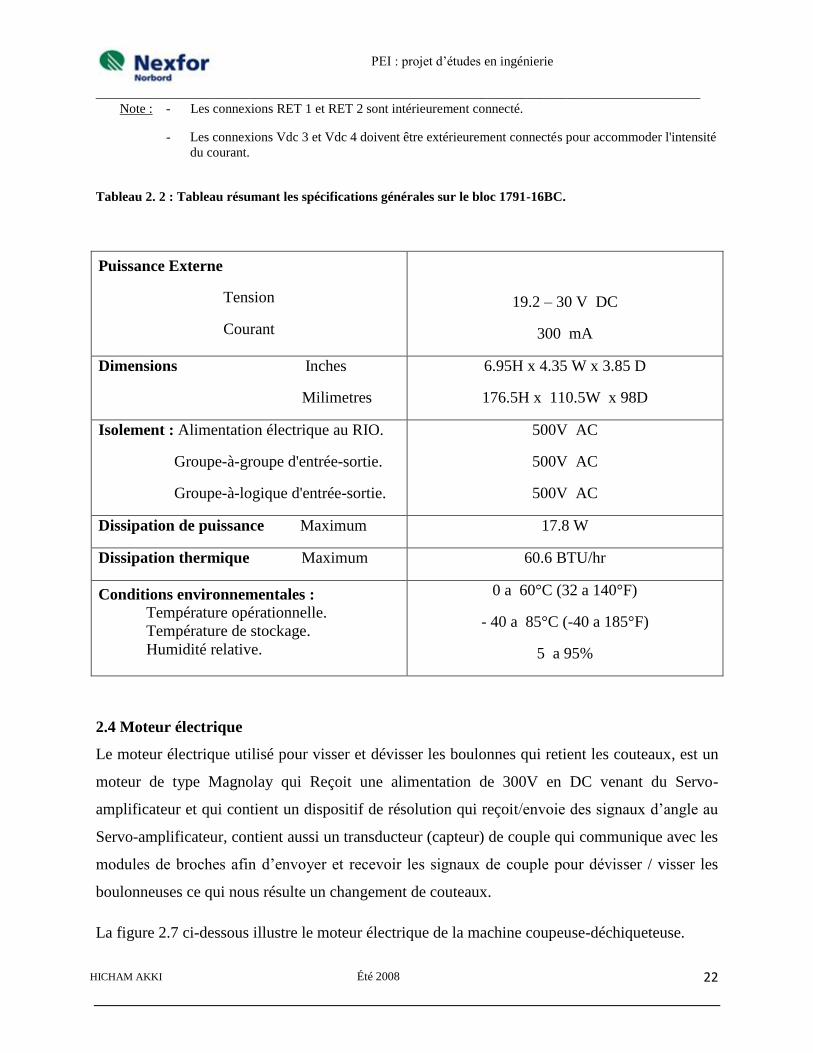
Prjetpfe Note : - Les connexions RET 1 et RET 2 sont intérieurement connecté.
- Les connexions Vdc 3 et Vdc 4 doivent être extérieurement connectés pour accommoder l'intensité
du courant.
Tableau 2. 2 : Tableau résumant les spécifications générales sur le bloc 1791-16BC.
Puissance Externe
Tension
Courant
19.2 – 30 V DC
300 mA
Dimensions Inches
Milimetres
6.95H x 4.35 W x 3.85 D
176.5H x 110.5W x 98D
Isolement : Alimentation électrique au RIO.
Groupe-à-groupe d'entrée-sortie.
Groupe-à-logique d'entrée-sortie.
500V AC
500V AC
500V AC
Dissipation de puissance Maximum 17.8 W
Dissipation thermique Maximum 60.6 BTU/hr
Conditions environnementales :
Température opérationnelle.
Température de stockage.
Humidité relative.
0 a 60°C (32 a 140°F)
- 40 a 85°C (-40 a 185°F)
5 a 95%
2.4 Moteur électrique
Le moteur électrique utilisé pour visser et dévisser les boulonnes qui retient les couteaux, est un
moteur de type Magnolay qui Reçoit une alimentation de 300V en DC venant du Servo-
amplificateur et qui contient un dispositif de résolution qui reçoit/envoie des signaux d‟angle au
Servo-amplificateur, contient aussi un transducteur (capteur) de couple qui communique avec les
modules de broches afin d‟envoyer et recevoir les signaux de couple pour dévisser / visser les
boulonneuses ce qui nous résulte un changement de couteaux.
La figure 2.7 ci-dessous illustre le moteur électrique de la machine coupeuse-déchiqueteuse.
___________________________________________________________________________________________
23
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
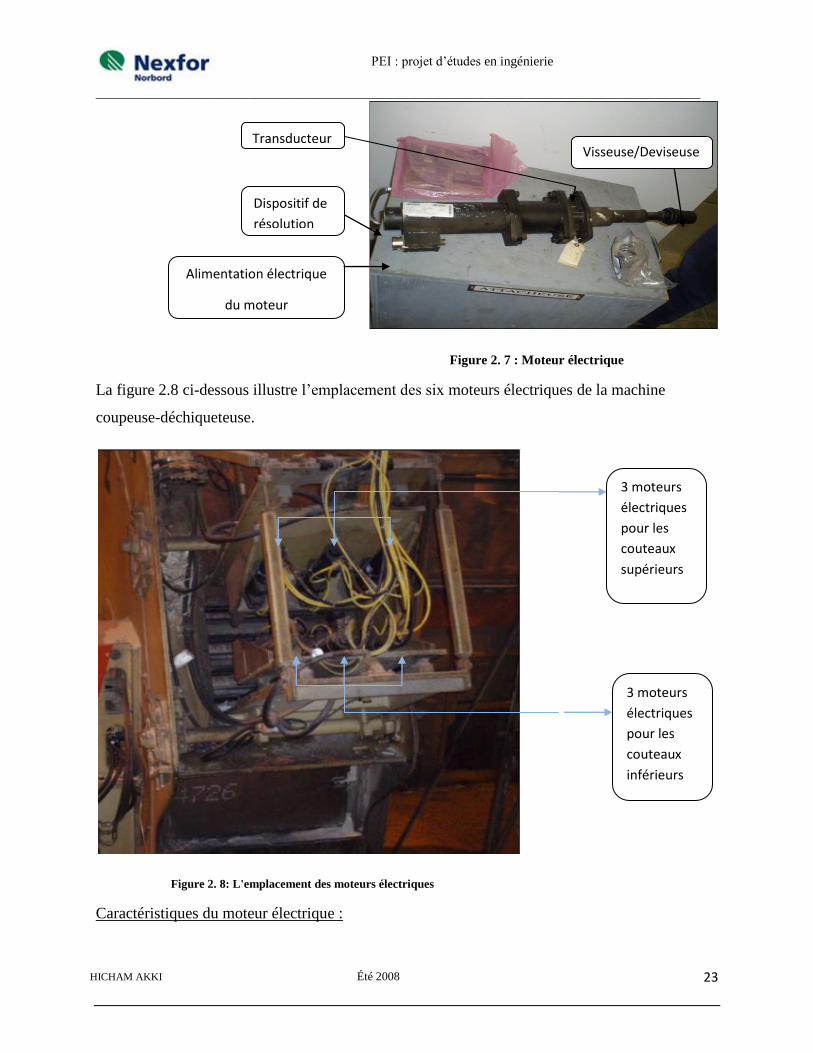
Figure 2. 7 : Moteur électrique
La figure 2.8 ci-dessous illustre l‟emplacement des six moteurs électriques de la machine
coupeuse-déchiqueteuse.
Figure 2. 8: L'emplacement des moteurs électriques
Caractéristiques du moteur électrique :
Transducteur
Dispositif de
résolution
Alimentation électrique
du moteur
Visseuse/Deviseuse
3 moteurs
électriques
pour les
couteaux
supérieurs
3 moteurs
électriques
pour les
couteaux
inférieurs
___________________________________________________________________________________________
24
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe - Model 80366
- 300 V DC
- 5.4 Hz
- Dispositif de résolution
Ce dispositif reçoit les commandes pour le moteur électrique et reçoit /envoie les signaux d‟angle
de rotation.
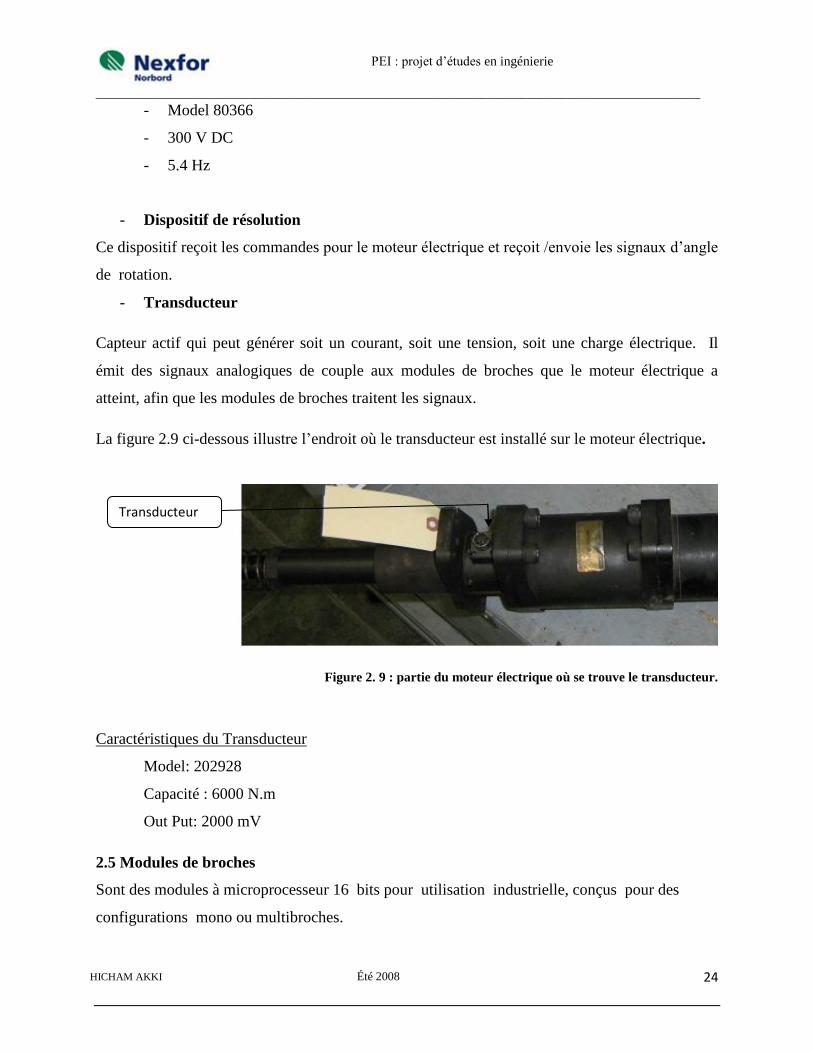
- Transducteur
Capteur actif qui peut générer soit un courant, soit une tension, soit une charge électrique. Il
émit des signaux analogiques de couple aux modules de broches que le moteur électrique a
atteint, afin que les modules de broches traitent les signaux.
La figure 2.9 ci-dessous illustre l‟endroit où le transducteur est installé sur le moteur électrique.
Figure 2. 9 : partie du moteur électrique où se trouve le transducteur.
Caractéristiques du Transducteur
Model: 202928
Capacité : 6000 N.m
Out Put: 2000 mV
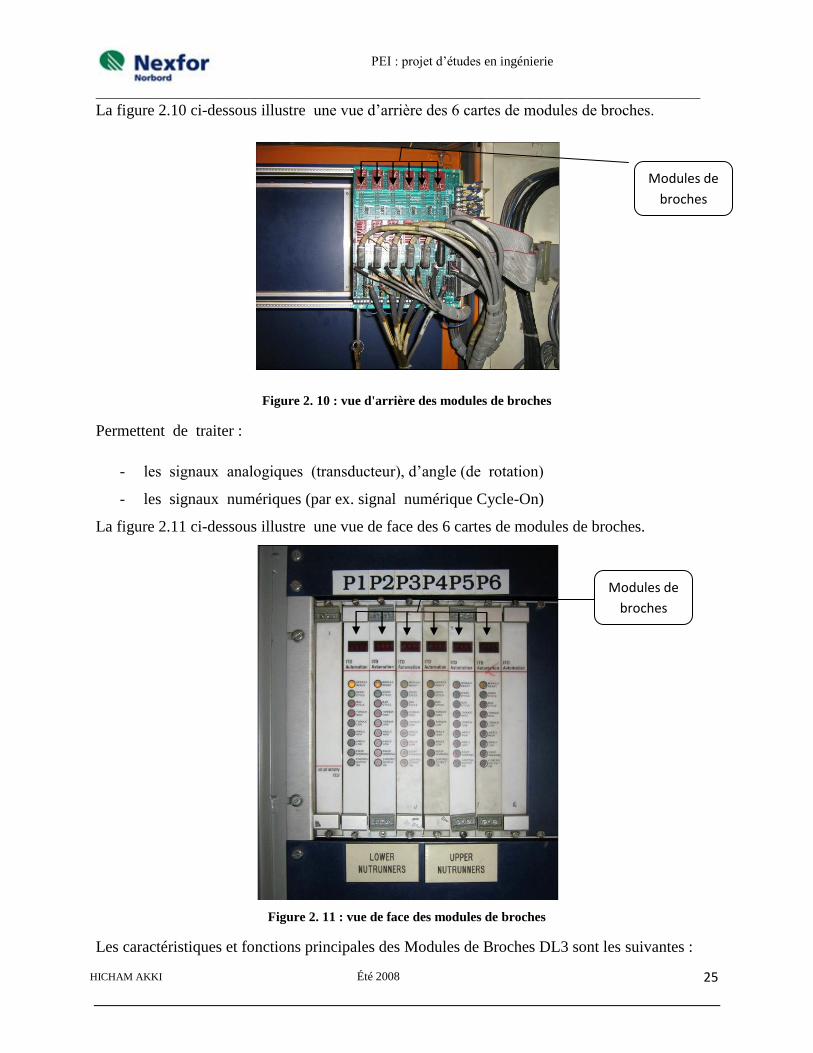
2.5 Modules de broches
Sont des modules à microprocesseur 16 bits pour utilisation industrielle, conçus pour des
configurations mono ou multibroches.
Transducteur
___________________________________________________________________________________________
25
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe La figure 2.10 ci-dessous illustre une vue d‟arrière des 6 cartes de modules de broches.
Figure 2. 10 : vue d'arrière des modules de broches
Permettent de traiter :
- les signaux analogiques (transducteur), d‟angle (de rotation)
- les signaux numériques (par ex. signal numérique Cycle-On)
La figure 2.11 ci-dessous illustre une vue de face des 6 cartes de modules de broches.
Figure 2. 11 : vue de face des modules de broches
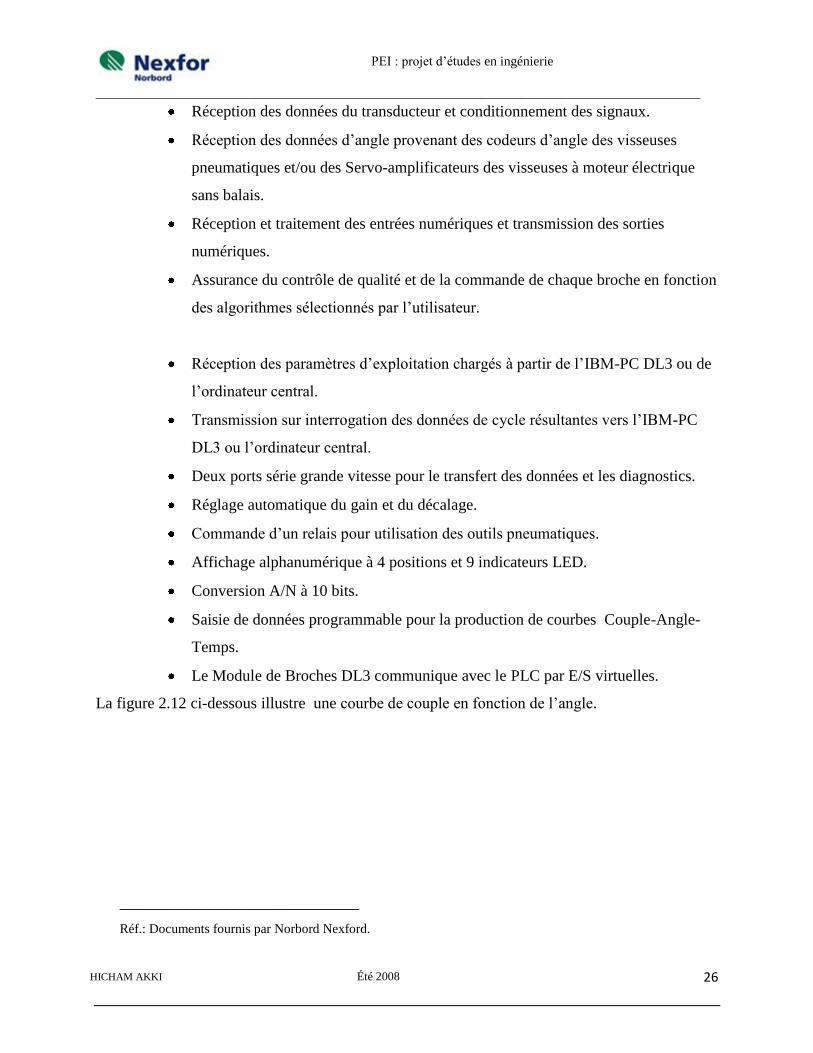
Les caractéristiques et fonctions principales des Modules de Broches DL3 sont les suivantes :
Modules de
broches
Modules de
broches
___________________________________________________________________________________________
26
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe Réception des données du transducteur et conditionnement des signaux.
Réception des données d‟angle provenant des codeurs d‟angle des visseuses
pneumatiques et/ou des Servo-amplificateurs des visseuses à moteur électrique
sans balais.
Réception et traitement des entrées numériques et transmission des sorties
numériques.
Assurance du contrôle de qualité et de la commande de chaque broche en fonction
des algorithmes sélectionnés par l‟utilisateur.
Réception des paramètres d‟exploitation chargés à partir de l‟IBM-PC DL3 ou de
l‟ordinateur central.
Transmission sur interrogation des données de cycle résultantes vers l‟IBM-PC
DL3 ou l‟ordinateur central.
Deux ports série grande vitesse pour le transfert des données et les diagnostics.
Réglage automatique du gain et du décalage.
Commande d‟un relais pour utilisation des outils pneumatiques.
Affichage alphanumérique à 4 positions et 9 indicateurs LED.
Conversion A/N à 10 bits.
Saisie de données programmable pour la production de courbes Couple-Angle-
Temps.
Le Module de Broches DL3 communique avec le PLC par E/S virtuelles.
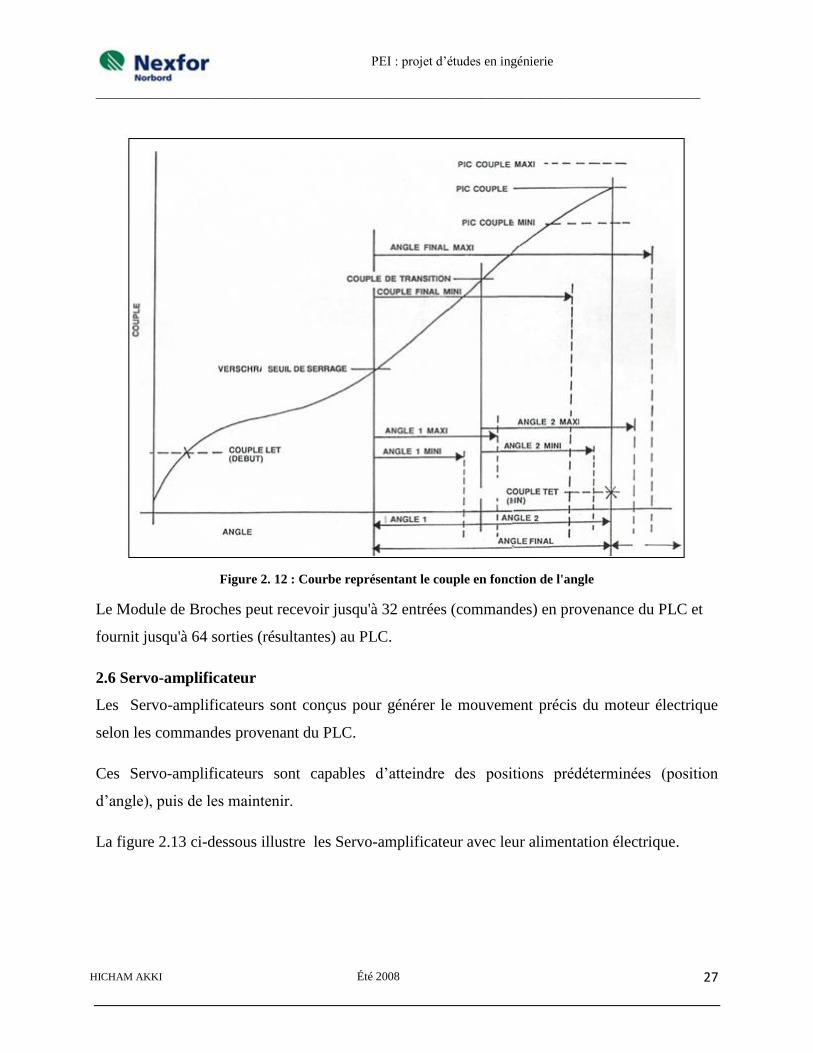
La figure 2.12 ci-dessous illustre une courbe de couple en fonction de l‟angle.
______________________________
Réf.: Documents fournis par Norbord Nexford.
___________________________________________________________________________________________
27
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Figure 2. 12 : Courbe représentant le couple en fonction de l'angle
Le Module de Broches peut recevoir jusqu'à 32 entrées (commandes) en provenance du PLC et
fournit jusqu'à 64 sorties (résultantes) au PLC.
2.6 Servo-amplificateur
Les Servo-amplificateurs sont conçus pour générer le mouvement précis du moteur électrique
selon les commandes provenant du PLC.
Ces Servo-amplificateurs sont capables d‟atteindre des positions prédéterminées (position
d‟angle), puis de les maintenir.
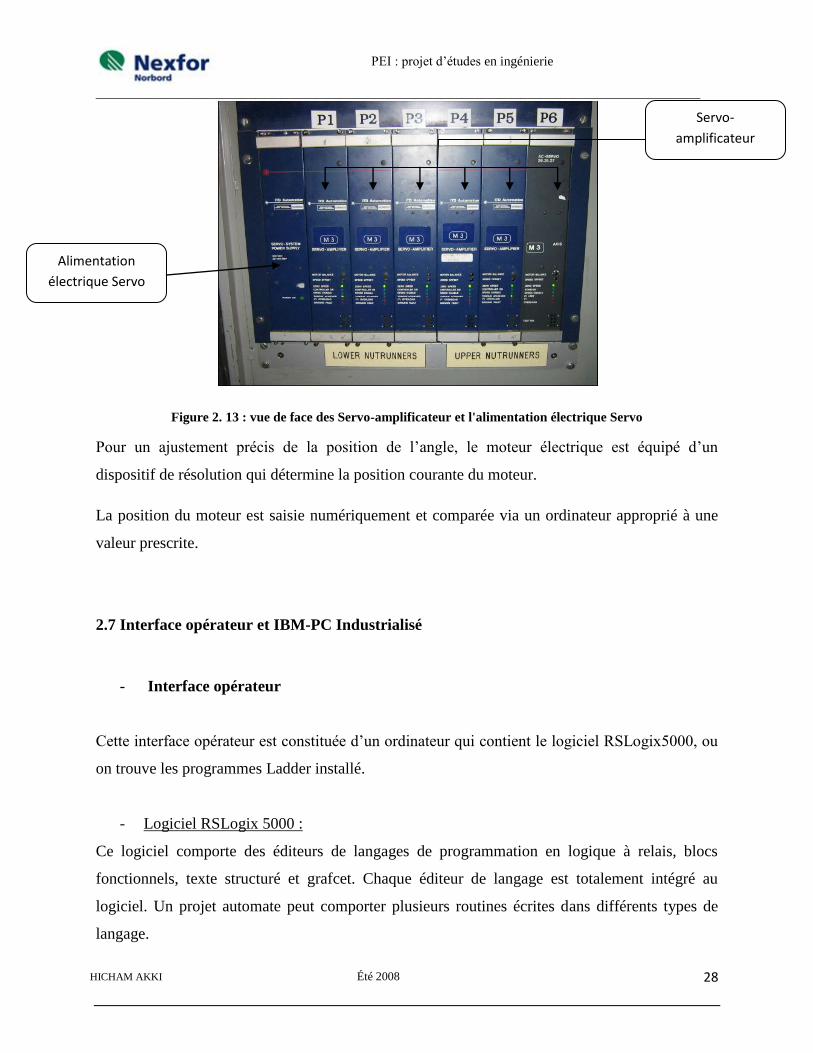
La figure 2.13 ci-dessous illustre les Servo-amplificateur avec leur alimentation électrique.
___________________________________________________________________________________________
28
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Figure 2. 13 : vue de face des Servo-amplificateur et l'alimentation électrique Servo
Pour un ajustement précis de la position de l‟angle, le moteur électrique est équipé d‟un
dispositif de résolution qui détermine la position courante du moteur.
La position du moteur est saisie numériquement et comparée via un ordinateur approprié à une
valeur prescrite.
2.7 Interface opérateur et IBM-PC Industrialisé
- Interface opérateur
Cette interface opérateur est constituée d‟un ordinateur qui contient le logiciel RSLogix5000, ou
on trouve les programmes Ladder installé.
- Logiciel RSLogix 5000 :
Ce logiciel comporte des éditeurs de langages de programmation en logique à relais, blocs
fonctionnels, texte structuré et grafcet. Chaque éditeur de langage est totalement intégré au
logiciel. Un projet automate peut comporter plusieurs routines écrites dans différents types de
langage.
Servo-
amplificateur
Alimentation
électrique Servo
___________________________________________________________________________________________
29
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe Lorsqu‟on charge une application dans un automate, le logiciel RSLogix 5000 Enterprise Series
détermine si le firmware de l'automate est compatible. S'il ne l'est pas, le logiciel vous aide à
localiser le firmware qui convient et procède à la mise à jour de l'automate pendant le
chargement de l'application.
Le logiciel peut transférer la totalité des quatre langages de programmation ainsi que le nom des
variables directement à partir de l'automate, ce qui simplifie les opérations de maintenance dans
la mesure où vous pouvez récupérer la source d'origine directement à partir de l'automate. Avec
le texte structuré, vous pouvez également récupérer les descriptions (commentaires) embarquées
à partir de l'automate.
- IBM-PC Industrialisé
Il est conçu de manière à configurer le système en vue de l‟application particulière prévue et
de saisir et traiter les données de cycle résultantes provenant du modules de broches DL3.
Figure 2. 14 : IBM-PC Industrialisé
Les éléments et les principales fonctions de l‟IBM-PC Industrialisé DL3 :
Interrogation des Modules de Broches DL3 pour saisir les données de cycle résultantes.
Saisie et traitement des données.
Traitement de tous les signaux E/S réels des stations.
Transfert des données vers et en provenance des Modules de Broches.
Communication série avec les terminaux, imprimantes et ordinateurs centraux.
___________________________________________________________________________________________
30
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe Interfaces système-opérateurs.
Fourniture des signaux de référence de vitesse et de couple au Système Servo-
amplificateur d‟ITD Automation.
La figure 2.15 représente un schéma faite sur AUTO-CAD du système actuel.
La figure est sur la page 32.
Figure 2. 15 : Schéma du système actuel fait sur AUTO-CAD
______________________________
Réf.: Documents fournis par Norbord Nexford.
___________________________________________________________________________________________
31
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
___________________________________________________________________________________________
32
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe Le bloc d‟alimentation électrique Servo est alimenté de 220 V / 3 Phases, qui alimente les Servo-
amplificateur avec 300 VVC, ce dernier alimente un moteur électrique de serrage et desserrage
des boulonnes qui en résulte un changement de couteaux.
Ce moteur électrique de serrage et desserrage reçoit des consignes d‟angle venant du Servo-
amplificateur à travers son dispositif de résolution et à travers son transducteur il émit un signal
de couple aux modules de broches.
Le PLC5 et l‟IBM-PC Industrialisé DL3 sont alimenté à 120 VCA / 1 Phase, communiquent
entre eux pour transférer/recevoir les données vers les Modules de Broches et fournies des
signaux de référence de vitesse et de couple au Servo-amplificateur d‟ITD Automation.
Les modules de broches traitent les données d‟angle provenant des Servo-amplificateurs et ceux
provenant du transducteur installé sur le moteur électrique.
2.8 Revue de la documentation
- Manuel d‟installation, d‟exploitation et de maintenance
- Manuel pour système FAC
- Manuel CAE MACHINERY LTD.
2.9 Objectifs, contraintes et restrictions
2.9.1 Objectifs
Notre objectif va être d‟éliminer les modules de broches et les Servo-amplificateurs et placer à la
place un système plus ergonomique et facile d‟entretien, tel qu‟un automate programmable.
2.9.2 Contraintes et restrictions
L‟arrêt de production pour opérer les changements ne doit pas dépasser 12 heures.
2.9.3 Formulation du mandat
Nous nous confrontons à des contraintes techniques et à des restrictions imposées par la Société
Norbord, à savoir:
- l‟arrêt de production pour opérer les changements ne doit pas dépasser 12 heures,
___________________________________________________________________________________________
33
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe - l‟entreprise utilise un système DL1 qui permet de visser et dévisser la boulonneuse actionnée
par un moteur électrique, cependant ce système est souvent défectueux, ce qui mène à l‟arrêt de
la production,
- élaboration et adaptation des éléments existants (schémas, films, CD, dessins, description
verbale, photo, site internet, brevet d‟invention, etc...),
- de mises au point des types de connaissances requises en la matière (mécaniques, électriques,
informatiques, programmation des automates, conception mécanique et conception des circuits
électriques si nécessaires etc…).
- des questions de confidentialité.
Notre objectif final est de proposer la solution optimale qui permettra de corriger les erreurs du
système actuel, et fera face aux arrêts très coûteux de production.
Le mandat se résume en
- La réalisation du projet suite à une étude de la situation,
- Éliminer les modules de broches et le servo-amplificateur,
- Présenter une étude des coûts.
Apres avoir fait une description détaillée de chaque composante du système actuel et une
formulation de mandat, on présentera dans le prochain chapitre les solutions proposées suite a
une description détaillée.
___________________________________________________________________________________________
34
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
CHAPITRE III
Description des solutions
___________________________________________________________________________________________
35
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
3.1 Solution I
Dans ce chapitre on présente les solutions proposées pour cette problématique avec une
description de chacune des solutions, afin de faire un choix de la meilleure solution. On va
commencer par la solution 1. Dans cette solution on élimine la carte de contrôle (les modules de
broches) et le drive (Servo-amplificateur) et on ajoute :
- Des racks dans le PLC5 existant, pour installer des cartes d‟entrée et de sortie
- Un variateur de vitesse programmable.
La figure 3.1 représente un schéma faite sur AUTO-CAD de la solution I.
La figure est sur la page 37.
Figure 3. 1 : Schéma de la solution I fait dans AUTO-CAD

___________________________________________________________________________________________
36
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
___________________________________________________________________________________________
37
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 3.2 Solution II
Dans cette solution on élimine la carte de contrôle (les modules de broches) et le drive (Servo-
amplificateur) et on place :
- Un automate programmable.
- Un variateur de vitesse programmable.
- Une interface opérateur.
La figure 3.2 représente un schéma faite sur AUTO-CAD de la solution II.
La figure est sur la page 38.
Figure 3. 2 : Schéma de la solution II fait dans AUTO-CAD

___________________________________________________________________________________________
38
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
___________________________________________________________________________________________
39
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 3.3 Description des solutions
3.3.1 Solution I (figure 3.1)
Nous nous sommes concentrés, pour cette première solution de base, sur l‟ajout des deux racks
dans le châssis du PLC5 existant, qui reçoit une alimentation en entrée de 200V / 3 Phases en AC, et
300 V en DC à la sortie, pour alimenter le moteur de serrage et desserrage automatique.
On utilise les cartes d‟entrée et de sorties du PLC5 existant, pour nous permettre de
communiquer avec le variateur de vitesse et qui vont jouer le rôle des Servo-amplificateurs et des
modules de broches pour la vitesse et la précision et les deux racks qu‟on a ajouté vont nous
servir, une à recevoir les signaux de couple provenant du transducteur et la deuxième pour
recevoir les signaux de l‟angle provenant du dispositif de résolution.
3.3.2 Solution II (figure 3.2)
Dans cette solution on a ajouté un automate programmable qui va communiquer avec l‟automate
programmable Allen Bradley existant (PLC5) et l‟interface opérateur à travers un Switch
Ethernet existant ou un autre nouveau, cela dépendra du nombre des ports libres de
communication.
Le PLC5 existant envoie des consignes au nouvel automate, qui reçoit les consignes par
l‟intermédiaire du Switch Ethernet à l‟aide d‟un câble réseau et les envoie au variateur de vitesse.
A l‟aide des cartes d‟entrées et de sorties du nouvel automate on arrive à contrôler le
variateur de vitesse qui reçoit une alimentation en entrée de 220 V / 3 Phases en AC , et 300 V
en DC à la sortie, pour alimenter le moteur de serrage et desserrage automatique.
Le moteur de serrage et desserrage contient un transducteur qui émis un signal de couple vers le
nouveau automate, ce dernier va traiter les signaux émis par le transducteur et par le PLC5,
pour qu‟il arrive à contrôler le variateur de vitesse.
Le variateur de vitesse reçoit une alimentation en entrée de 220 V / 3 Phases en AC, 300 V en
DC à la sortie pour alimenter le moteur de serrage et desserrage automatique et les signaux
des cartes du nouvel automate.
___________________________________________________________________________________________
40
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 3.4 Matrice de décision
Avec le Technicien responsable, on a élaboré la matrice de décision à partir de laquelle nous
allons évaluer chacune de nos solutions. En s‟appuyant sur les valeurs de l‟entreprise (valeurs
morales, éthiques,…), sur les conditions de tout ordre liées au projet (budget, sécurité,…), et sur
les appréciations propres de la compagnie (solutions avec le moins d‟éléments électriques
possibles), nous avons dressé la liste des critères d‟évaluation suivants (ainsi que la pondération
associée à chacun) :
Sécurité (70) : Le nouveau système doit être sécuritaire, et ne présenter aucun danger
pour le personnel.
Espace occupé par le système (60) : L‟espace autour de la machine étant déjà réduit, la
compagnie ne voudrait pas d‟un système qui consomme encore plus de place.
Complexité technique de l’installation (80) : Ce critère est relatif au nombre et à la
nature des éléments techniques (composants matériels) que l‟on va utiliser, et incorporer (ajouter
et agencer avec le reste) à la machine déchiqueteuse actuelle, dans une solution.
Durabilité - Maintenance (100) : Le nouveau système doit être fonctionnel, fiable, et
pouvoir continuer à travailler à un régime appréciable le plus longtemps possible (à long terme
dans le temps).
Conditions physiques du matériel (80) : Elles touchent aux éléments physiques qui
entrent en jeu dans les processus étant à l‟origine de la marche des composants (surtout le
nouveau matériel qui fait intervenir une technologie différente) dans une solution.
Ce critère évalue donc la difficulté relative à l‟entretien du matériel, par rapport à la détérioration
progressive causée par les éléments physiques qui interagissent pendant son fonctionnement.
Environnement (70) : Le respect de l‟environnement (Pollution atmosphérique, sonore)
est une valeur de la compagnie. Le nouveau système doit contribuer, sous tous ses aspects, à
présenter le moins de dommages possibles pour la nature.
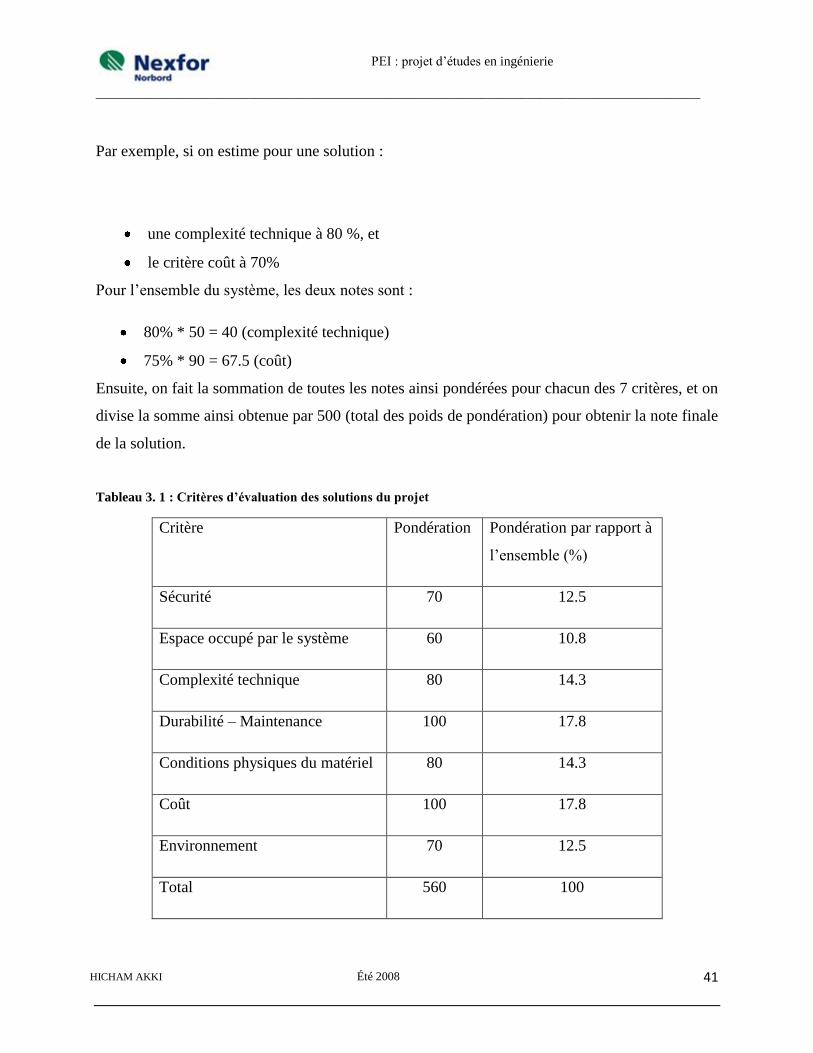
Le tableau ci-dessous, présente dans sa dernière colonne le poids en pourcentage de chaque
critère, par rapport à l‟ensemble du système. Pour évaluer une solution, nous donnerons pour
chaque critère une note en pourcentage que nous ajusterons au poids du critère (note * poids).
____________________________________
1 Réf. : Informations recueillies auprès du client
___________________________________________________________________________________________
41
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
Par exemple, si on estime pour une solution :
une complexité technique à 80 %, et
le critère coût à 70%
Pour l‟ensemble du système, les deux notes sont :
80% * 50 = 40 (complexité technique)
75% * 90 = 67.5 (coût)
Ensuite, on fait la sommation de toutes les notes ainsi pondérées pour chacun des 7 critères, et on
divise la somme ainsi obtenue par 500 (total des poids de pondération) pour obtenir la note finale
de la solution.
Tableau 3. 1 : Critères d’évaluation des solutions du projet
Critère Pondération Pondération par rapport à
l‟ensemble (%)
Sécurité 70 12.5
Espace occupé par le système 60 10.8
Complexité technique 80 14.3
Durabilité – Maintenance 100 17.8
Conditions physiques du matériel 80 14.3
Coût 100 17.8
Environnement 70 12.5
Total 560 100
___________________________________________________________________________________________
42
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
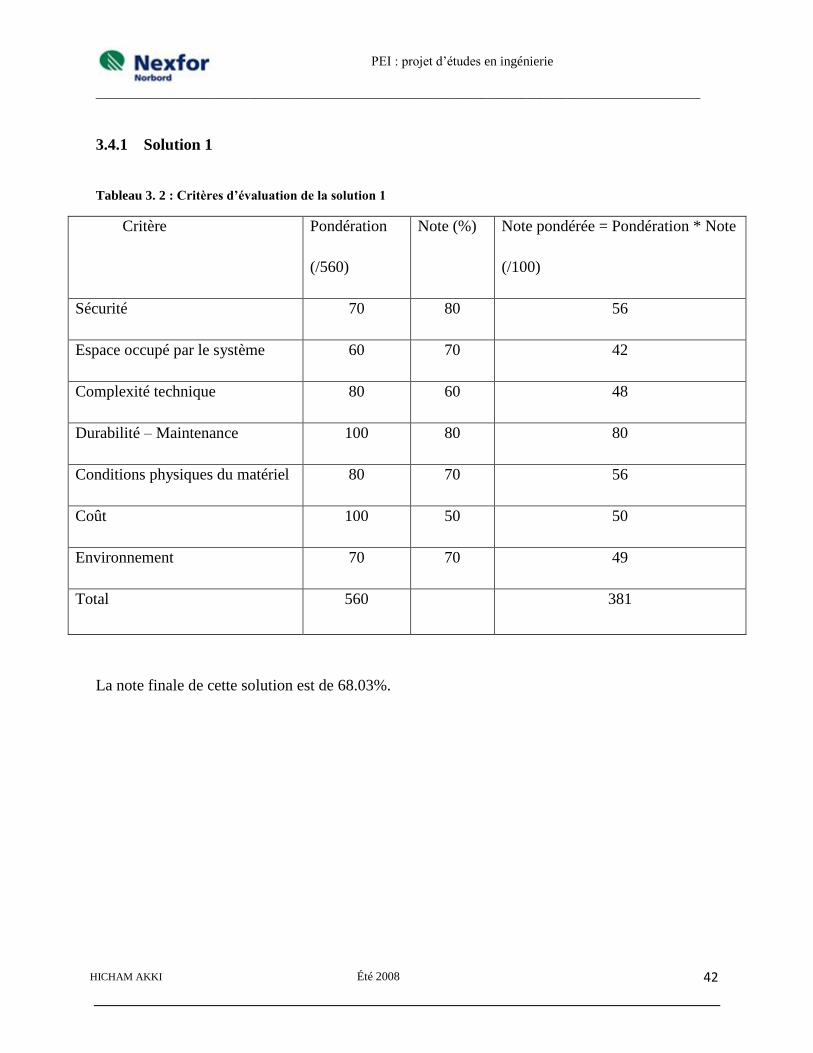
3.4.1 Solution 1
Tableau 3. 2 : Critères d’évaluation de la solution 1
Critère Pondération
(/560)
Note (%) Note pondérée = Pondération * Note
(/100)
Sécurité 70 80 56
Espace occupé par le système 60 70 42
Complexité technique 80 60 48
Durabilité – Maintenance 100 80 80
Conditions physiques du matériel 80 70 56
Coût 100 50 50
Environnement 70 70 49
Total 560 381
La note finale de cette solution est de 68.03%.
___________________________________________________________________________________________
43
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
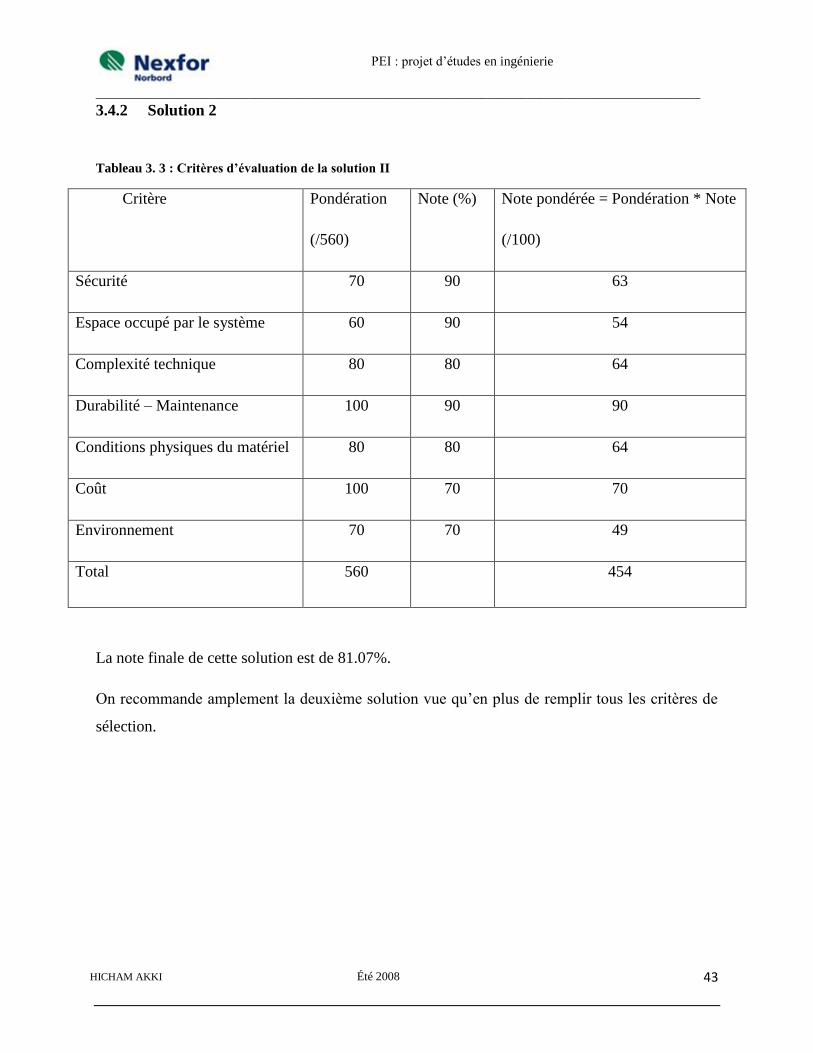
Prjetpfe 3.4.2 Solution 2
Tableau 3. 3 : Critères d’évaluation de la solution II
Critère Pondération
(/560)
Note (%) Note pondérée = Pondération * Note
(/100)
Sécurité 70 90 63
Espace occupé par le système 60 90 54
Complexité technique 80 80 64
Durabilité – Maintenance 100 90 90
Conditions physiques du matériel 80 80 64
Coût 100 70 70
Environnement 70 70 49
Total 560 454
La note finale de cette solution est de 81.07%.
On recommande amplement la deuxième solution vue qu‟en plus de remplir tous les critères de
sélection.
___________________________________________________________________________________________
44
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
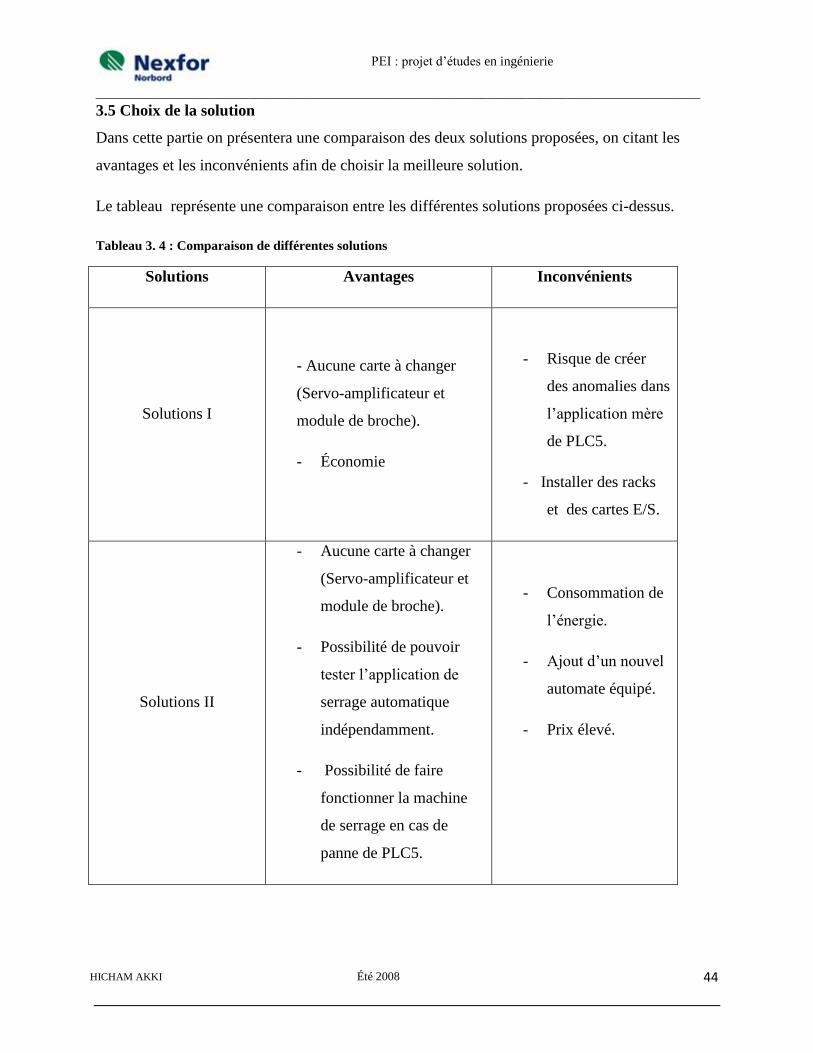
Prjetpfe 3.5 Choix de la solution
Dans cette partie on présentera une comparaison des deux solutions proposées, on citant les
avantages et les inconvénients afin de choisir la meilleure solution.
Le tableau représente une comparaison entre les différentes solutions proposées ci-dessus.
Tableau 3. 4 : Comparaison de différentes solutions
Solutions Avantages Inconvénients
Solutions I
- Aucune carte à changer
(Servo-amplificateur et
module de broche).
- Économie
- Risque de créer
des anomalies dans
l‟application mère
de PLC5.
- Installer des racks
et des cartes E/S.
Solutions II
- Aucune carte à changer
(Servo-amplificateur et
module de broche).
- Possibilité de pouvoir
tester l‟application de
serrage automatique
indépendamment.
- Possibilité de faire
fonctionner la machine
de serrage en cas de
panne de PLC5.
- Consommation de
l‟énergie.
- Ajout d‟un nouvel
automate équipé.
- Prix élevé.
___________________________________________________________________________________________
45
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
3.6 Choix des composantes de la solution finale
Lors de cette partie, on va présenter une description de chaque composante de la solution finale,
en décrivant le rôle de chacun, afin de faciliter au lecteur de comprendre le système.
2. PLC5/40 existant
Voir ci-dessus la partie solution actuelle.
3. PLC 1791-16BC
Voir ci-dessus la partie solution actuelle.
4. Moteur électrique
Voir ci-dessus la partie solution actuelle.
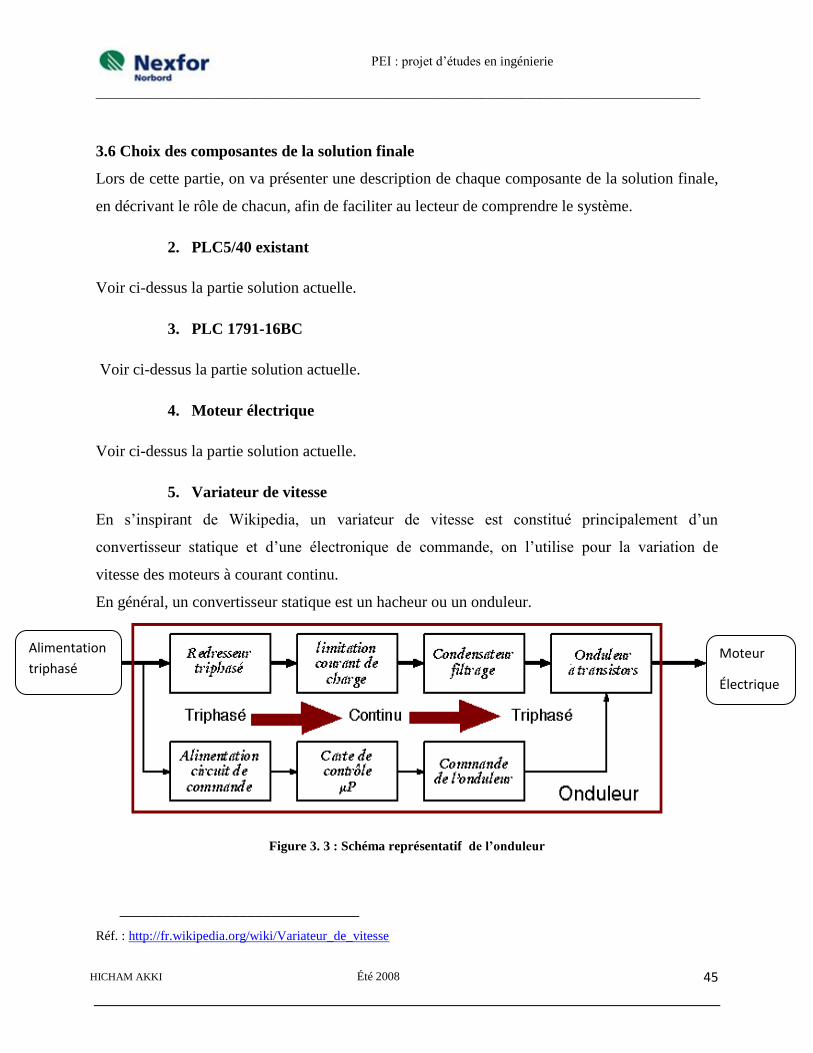
5. Variateur de vitesse
En s‟inspirant de Wikipedia, un variateur de vitesse est constitué principalement d‟un
convertisseur statique et d‟une électronique de commande, on l‟utilise pour la variation de
vitesse des moteurs à courant continu.
En général, un convertisseur statique est un hacheur ou un onduleur.
Figure 3. 3 : Schéma représentatif de l’onduleur
______________________________
Réf. : http://fr.wikipedia.org/wiki/Variateur_de_vitesse
Alimentation
triphasé Moteur
Électrique
___________________________________________________________________________________________
46
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
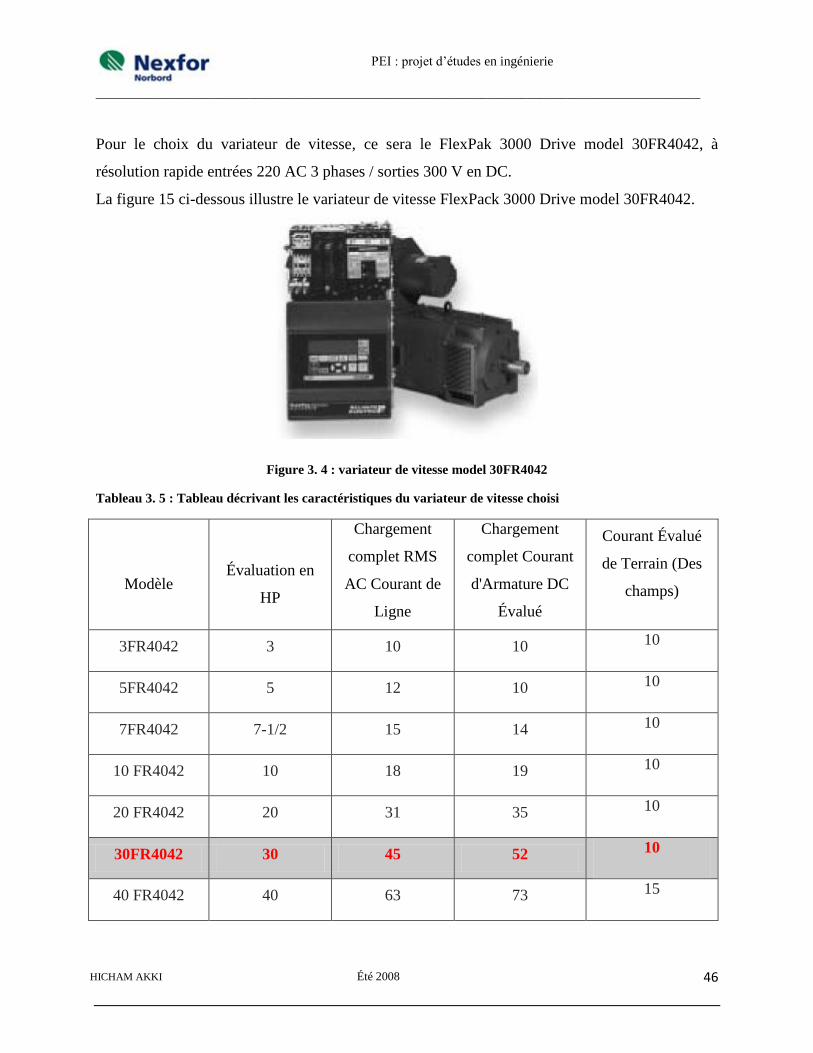
Pour le choix du variateur de vitesse, ce sera le FlexPak 3000 Drive model 30FR4042, à
résolution rapide entrées 220 AC 3 phases / sorties 300 V en DC.
La figure 15 ci-dessous illustre le variateur de vitesse FlexPack 3000 Drive model 30FR4042.
Figure 3. 4 : variateur de vitesse model 30FR4042
Tableau 3. 5 : Tableau décrivant les caractéristiques du variateur de vitesse choisi
Modèle
Évaluation en
HP
Chargement
complet RMS
AC Courant de
Ligne
Chargement
complet Courant
d'Armature DC
Évalué
Courant Évalué
de Terrain (Des
champs)
3FR4042 3 10 10 10
5FR4042 5 12 10 10
7FR4042 7-1/2 15 14 10
10 FR4042 10 18 19 10
20 FR4042 20 31 35 10
30FR4042 30 45 52 10
40 FR4042 40 63 73 15
___________________________________________________________________________________________
47
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
50 FR4042 50 74 86 15
60 FR4042 60 86 100 15
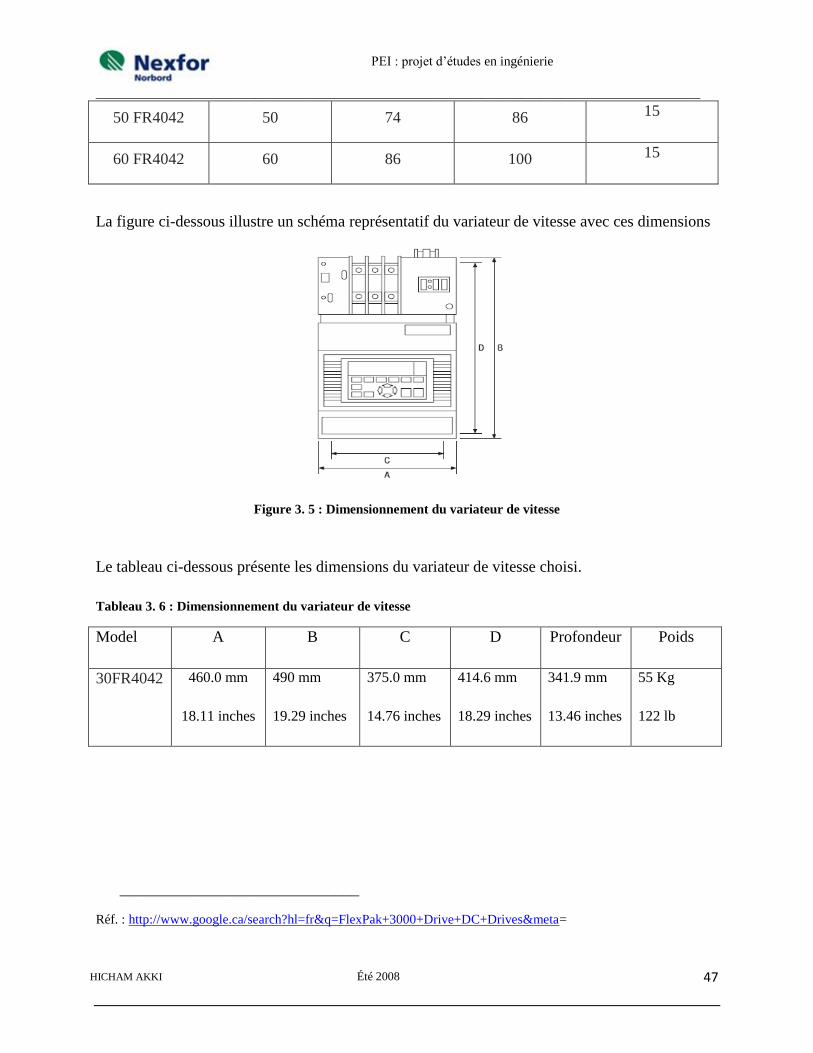
La figure ci-dessous illustre un schéma représentatif du variateur de vitesse avec ces dimensions
Figure 3. 5 : Dimensionnement du variateur de vitesse
Le tableau ci-dessous présente les dimensions du variateur de vitesse choisi.
Tableau 3. 6 : Dimensionnement du variateur de vitesse
Model A B C D Profondeur Poids
30FR4042 460.0 mm
18.11 inches
490 mm
19.29 inches
375.0 mm
14.76 inches
414.6 mm
18.29 inches
341.9 mm
13.46 inches
55 Kg
122 lb
______________________________
Réf. : http://www.google.ca/search?hl=fr&q=FlexPak+3000+Drive+DC+Drives&meta=
___________________________________________________________________________________________
48
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
3.7 Automate programmable Allen Bradley Controllogix5000
Pour le choix de l‟automate programmable qu‟on va installer, ce sera la même marque de
l‟automate existant à l‟usine (PLC5 Allen Bradley), pour la raison que le choix d‟une autre
marque exige l‟achat des cartes adaptatrices, logiciel de communication et peut être du
développement soft, alors qu‟un automate Allen Bradley utilisera les capacités logicielles déjà
acquises :
- Logiciel de la programmation Ladder
- Logiciel de supervision
- Logiciel de simulation
Note : Ces logiciels dans ce cas peuvent être mis à jour gratuitement pour le nouvel automate.
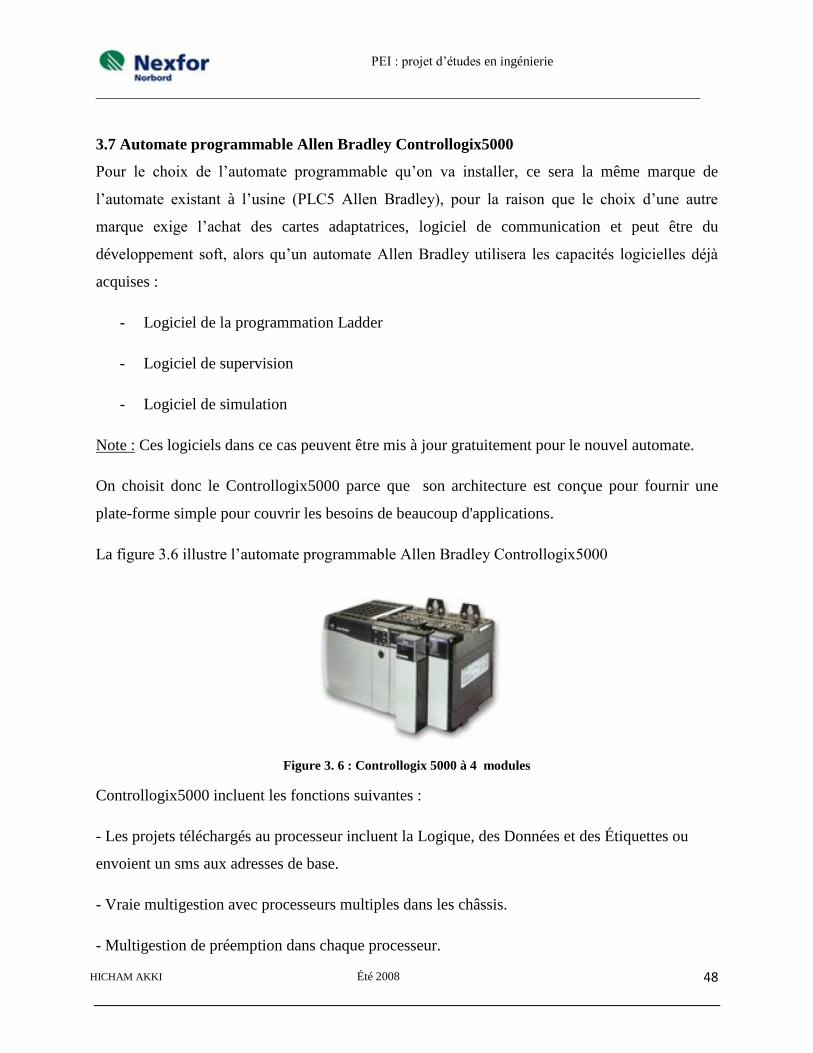
On choisit donc le Controllogix5000 parce que son architecture est conçue pour fournir une
plate-forme simple pour couvrir les besoins de beaucoup d'applications.
La figure 3.6 illustre l‟automate programmable Allen Bradley Controllogix5000
Figure 3. 6 : Controllogix 5000 à 4 modules
Controllogix5000 incluent les fonctions suivantes :
- Les projets téléchargés au processeur incluent la Logique, des Données et des Étiquettes ou
envoient un sms aux adresses de base.
- Vraie multigestion avec processeurs multiples dans les châssis.
- Multigestion de préemption dans chaque processeur.
___________________________________________________________________________________________
49
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe - Mémoire modulaire dans beaucoup de tailles.
- Les châssis sont modulaires, permettant le placement de modules, y compris le processeur dans
n'importe quelle fente.
Le nouvel automate programmable Allen Bradley comporte un PLC et 7 cartes :
PLC Contrologix5000 A.B de type compact avec port Ethernet menu de boucles de
régulation PID a résolution rapide. Référence : 1756-PA72
Carte d‟entrées discrète (ON/OFF) pour retour d‟information venant des variateurs de
vitesse(VFD). Référence : 1756-IA16
Carte de sorties discrète (ON/OFF) pour contrôler les variateurs de vitesse.
Référence : 1756-0A16
Carte d‟entrées analogiques pour retour des références de vitesse venant des variateurs
(VFD). .Référence :1756-IF16
Carte de sorties analogique pour communiquer les références de vitesse venant des
variateurs (VFD). Référence : 1756-0F16
Carte d‟entrée spéciale à comptage rapide (HSC) pour recevoir les pulses venant du
dispositif de résolution. Référence : 1756-ENBT
Carte d‟entrée analogique pour recevoir les signaux des références des couples
venant du transducteur. Référence : 1756-IF16
3.8 Interface opérateur
L‟interface opérateur peut être :
un pupitre A.B PanlView900 avec logiciel RSView, où
un PC industriel menu du logiciel Wonderware à contrôle Run Time.
Dans notre solution on choisit le PanelView plus 10 pouces équipé de ports Ethernet, référence :
2711P-K10C4D1
________________________________
Réf.: http://www.rockwellautomation.com/
___________________________________________________________________________________________
50
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
La figure 3.6 illustre l‟interface opérateur PanelView Plus
Figure 3. 7 : PanelView Plus
PanelView Plus est l‟une des interfaces opérateur les plus polyvalentes parmi les solutions de
visualisation.
La gamme de produits PanelView Plus se compose d‟un large choix de terminaux robustes qui
fournissent :
• une intégration transparente avec l‟Architecture Intégrée ;
• un logiciel de développement commun pour plus d‟évolutivité ;
• de la modularité ;
• des communications multi protocoles.
___________________________________________________________________________________________
49
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
CHAPITRE IV
Études des coûts
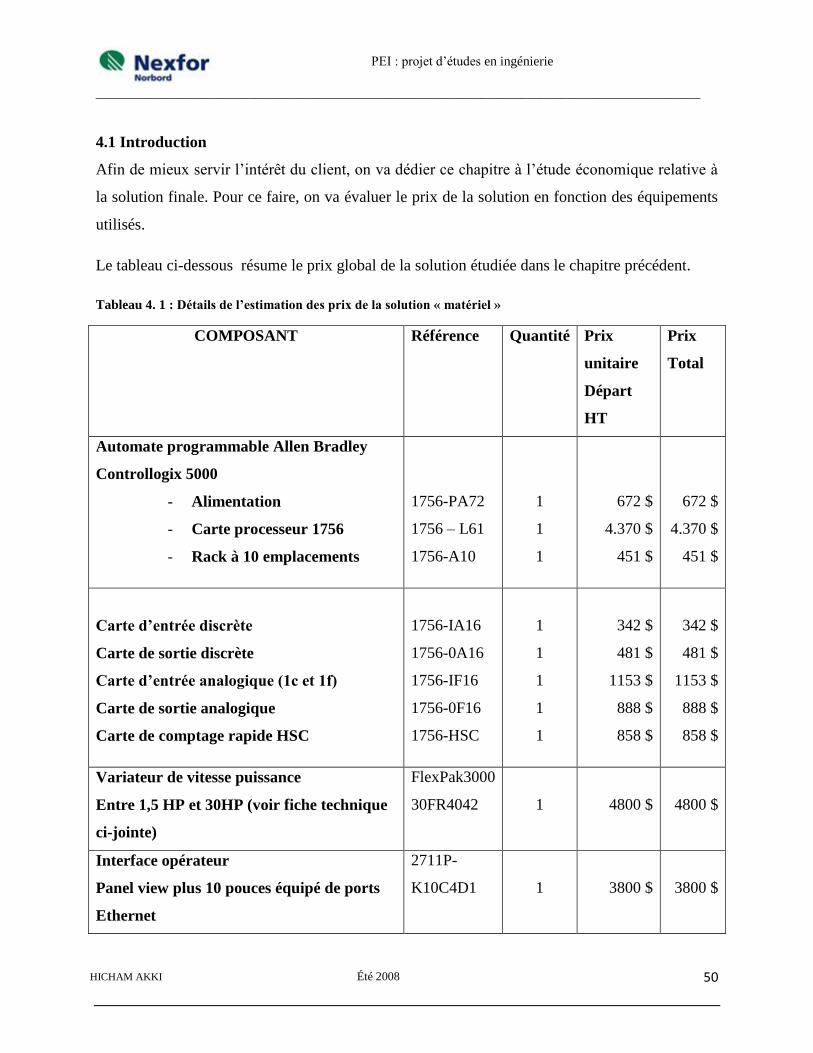
___________________________________________________________________________________________
50
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
4.1 Introduction
Afin de mieux servir l‟intérêt du client, on va dédier ce chapitre à l‟étude économique relative à
la solution finale. Pour ce faire, on va évaluer le prix de la solution en fonction des équipements
utilisés.
Le tableau ci-dessous résume le prix global de la solution étudiée dans le chapitre précédent.
Tableau 4. 1 : Détails de l’estimation des prix de la solution « matériel »
COMPOSANT Référence Quantité Prix
unitaire
Départ
HT
Prix
Total
Automate programmable Allen Bradley
Controllogix 5000
- Alimentation
- Carte processeur 1756
- Rack à 10 emplacements
1756-PA72
1756 – L61
1756-A10
1
1
1
672 $
4.370 $
451 $
672 $
4.370 $
451 $
Carte d’entrée discrète
Carte de sortie discrète
Carte d’entrée analogique (1c et 1f)
Carte de sortie analogique
Carte de comptage rapide HSC
1756-IA16
1756-0A16
1756-IF16
1756-0F16
1756-HSC
1
1
1
1
1
342 $
481 $
1153 $
888 $
858 $
342 $
481 $
1153 $
888 $
858 $
Variateur de vitesse puissance
Entre 1,5 HP et 30HP (voir fiche technique
ci-jointe)
FlexPak3000
30FR4042
1
4800 $
4800 $
Interface opérateur
Panel view plus 10 pouces équipé de ports
Ethernet
2711P-
K10C4D1
1
3800 $
3800 $
___________________________________________________________________________________________
51
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe TOTAL MATERIEL 17.815 $
NB : le prix ne comprend pas le logiciel de programmation, ni du coût de la formation. Il est
recommandé le logiciel RSlogix5000, car il permet la configuration du module et des mises à
jour automatiques de l‟autre module PLC5.
___________________________________________________________________________________________
52
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 4.2 Conclusion
Face au développement accru des systèmes de contrôle des moyens de production mis au service
des usines productives, pour répondre à des questions d‟amélioration de la productivité et
respecter les exigences des clients notamment dans les respect des plannings de fabrication, la
société Industries Norbord Inc. doit procéder à l‟investissement du matériel nécessaire et
indispensable, le logiciel et la formation au besoin d‟un meilleur fonctionnement du nouveau
système d‟automation qui accompagnera l‟évolution tant technique que commerciale, que
connaît cette société.
Mon projet intermédiaire d‟études « Amélioration du système de boulonnage des gaufriers »
consiste à dresser dans un premier temps un bilan de la situation actuelle de la machine
coupeuse-déchiqueteuse, d‟étudier ensuite les possibilités de palier aux problèmes des arrêts de
production suite à des opérations de changement des couteaux.
Bien entendu, ce projet m‟a permis d‟une part, d‟approfondir mes connaissances dans la
conception en ingénierie, des schémas électriques, des études de prix, de l‟élaboration de la
documentation, de la recherche du bon choix du matériel et des systèmes tout en respectant les
vœux et recommandations des dirigeants de l‟usine.
C‟est la raison pour laquelle, je suggère l‟acquisition d‟un automate évolutif et puissant « le
nouveau Controllogix Allen Bradley» qui requiert une grande capacité mémoire : ce qui permet
une utilisation efficace des capacités du système, la génération d‟alarmes et le partage des
équipements externes.
___________________________________________________________________________________________
53
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 4.3 Bibliographie
- http://www.norbord.com
- http://www.spbat.qc.ca/usines.htm
- http://www.radio-canada.ca/regions/abitibi/nouvelles/200311/03/003-tembec-nexfor-
transaction.shtml
- http://samplecode.rockwellautomation.com/idc/groups/literature/documents/um/1756-
um001_-fr-p.pdf
- http://literature.rockwellautomation.com/idc/groups/public/documents/webassets/browse
_results.hcst?lineTitle=1791%20Block%20I%2FO&familyTitle=In-
Cabinet%20Distributed%20I%2FO&categoryTitle=I%2FO&xLanguage=EN%20-
%20English&CategoryId=0014&FamilyId=0097&PageNumber=2&StartRow=21&EndR
ow=24&SortField=dDocTitle&SortOrder=Asc&passedLangVal=EN%20-%20English
- http://fr.wikipedia.org/wiki/Variateur_de_vitesse
- http://www.google.fr/search?sourceid=navclient&hl=fr&ie=UTF-
8&rlz=1T4ADBF_frCA268CA268&q=PLC+1791%2d16BC+
- http://www.google.ca/search?hl=fr&q=FlexPak+3000+Drive+DC+Drives&meta=
MOHAMAD SAAD, Automatique industriels, note de cours (PDF), UQAT Automne 2007
___________________________________________________________________________________________
54
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe
ANNEXES
___________________________________________________________________________________________
55
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe ANNEXE I
1. Vitesse de déchiquetage
La vitesse d‟avaen ncement du tambour influe considérablement sur l‟épaisseur et sur la
qualité des copeaux.
Le PLC 5/40 surveille continuellement la vitesse de rotation du tambour a partir du codeur et
par l‟intermédiaire du CTHV. Il calcul ensuite la vitesse cible (déchiquetage) a partir des
paramètres de déchiquetage entrés par l‟opérateur.
Vitesse cible = ..60
/NoÉp
MINTR
Ou:
- Vitesse cible : Vitesse d‟avancement du chariot de la coupeuse-déchiqueteuse
calculée (an pouces par seconde).
- Ép. : Épaisseur cible des copeaux (pouces). La plage des valeurs est de 0,015 po. Les
données sont introduites par l‟opérateur dans le programme d‟interface PLC par
l‟intermédiaire de l‟ordinateur.
- No. : Nombre de couteaux. Cette valeur réglée a 44, ne devrait jamais changer.
- Tr/min : Vitesse de rotation du tambour mesurée en tours par minute. La vitesse
nominale est de 369 tr/min.
La vitesse cible et les autres données de commande sont ensuite transmises au module QB.
Celui-ci se sert de ses données pour régir le signal d‟entrainement destiné à la soupape
proportionnelle assistée et surveille également la vitesse du cylindre du positionneur par
l‟intermédiaire d‟un transducteur Temposonic. Une boucle PID comprise dans le module QB
sert au PLC, dans un système de commande a boucle fermée, a maintenir précisément la
position et la vitesse du cylindre hydraulique de positionneur linéaire pendant le
déchiquetage.
___________________________________________________________________________________________
56
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 2. Temps d’analyse du PLC
Le bon fonctionnement de la coupeuse-déchiqueteuse est assujetti au temps d‟analyse du
programme. Compte tenu du fait que le PLC pilote le système d‟alimentation an vrac et la
coupeuse-déchiqueteuse de CAE ainsi que des commandes de chargement des billes et du
convoyeur d‟évacuation de l‟usine, le temps d‟analyse du PLC peut être de l‟ordre de 5
millisecondes. Tant que le temps d‟analyse ne dépasse 7 millisecondes, le système devrait
donner un rendement satisfaisant.
3. Module de positionnement linéaire QB
Ce module contient des données de sortie analogiques destinées à la soupape assistée,
données qui servent à commander la vitesse et la position du cylindre hydraulique. Le
module est également raccordé à un transducteur Temposonic qui indique la position du
cylindre hydraulique. Les données de sortie analogiques sont mises à jour à partir des
données provenant du transducteur, ce qui constitue le système de commande à boucle
fermée.
4. Indexation de la tige de blocage
Pendant un changement de couteaux, la fonction de comptage du codeur sert à localiser les
trous d‟indexation du tambour. À partir des données du codeur, le PLC peut aligner la tige de
blocage sur un trou d‟indexation.
Initialement, le codeur est étalonné en fonction d‟un trou d‟indexation du tambour. Cet
étalonnage est nécessaire dans les cas suivants :
Installation initiale de la coupeuse-déchiqueteuse;
Débranchement et remplacement du codeur;
Téléchargement du logiciel vers le PLC;
Mise hors tension et sous tension (OFF et ON) du PLC;
Coupure de l‟alimentation +5 V c.c. pendant la rotation du tambour;
Défaillance du codeur haute vitesse (CTHV);
Remise à l‟état initial manuelle de l‟étalonnage du codeur;
Clignotement du voyant d‟étalonnage du pupitre de changement des couteaux, ce qui
indique que le codeur n‟a pas été étalonné.
___________________________________________________________________________________________
57
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe ANNEXE II : Les dispositifs utilisés avec le système de changement des couteaux
1. Détecteur de proximité de porte de changement des couteaux
Ce détecteur de proximité à codage magnétique sert à confirmer que la barrière de la
coupeuse-déchiqueteuse est fermée. Les contacts de l‟interrupteur sont configurés pour
fonctionner en mode normalement ouvert et maintenu fermé, et le signal d‟entrée qui en
résulte est verrouillé de façon que lorsque ce signal est désactivé (porte ouverte), le moteur
d‟entrainement de la coupeuse-déchiqueteuse est désactivé.
2. Solénoïde de verrou de porte de changement des couteaux (dégagement)
Il s‟agit d‟un plongeur à solénoïde simple à 2 positions et a rappel par ressort.
Lorsqu‟il est excité, il actionne magnétiquement le pêne dormant du verrou de porte pour
déverrouiller la barrière de la coupeuse-déchiqueteuse. Le solénoïde est alimenté en courant
de 24 Vc.c. par un transformateur 120/24 Vc.a. situé dans la boite de jonction des presses
verticales. Le redresseur c.c. se trouve près du solénoïde a l‟intérieur de la boite de
canalisation de câblage.
3. Détecteur de proximité de pignon désengagé
Ce détecteur de proximité à induction sert à détecter que le pignon du rotateur est désengagé
(entrée excitée). Un verrou de PLC empêche le moteur d‟entrainement principal de démarrer
lorsque ce signal d‟entrée est désactivé (pignon engagé).
4. Détecteurs de proximité de tige de blocage (engagée /désengagée)
Ces deux détecteurs de proximité à induction confirment que la tige de blocage a été
engagée dans le trou d‟indexation ou en a été désengagée. Le détecteur de proximité de tige
désengagée est monté à l‟intérieur de l‟embout de cylindre hydraulique de la tige de blocage.
Le détecteur de proximité de tige engagée est situé à l‟extérieur du cylindre hydraulique de
tige de blocage et une cible est montée sur une rallonge de tige de cylindre. Les verrous du
PLC garantissent que la tige de blocage est en place (tige ENGAGÉE) avant que les
cylindres d‟éjection de couteaux puissent être avancés et garantissent également que la tige a
été enlevée (tige DÉSENGAGÉE) avant que le tambour puisse tourner.
___________________________________________________________________________________________
58
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 5. Détecteur de proximité de cylindre d’éjection de couteaux
Les deux cylindres hydrauliques d‟éjection de couteaux sont dotés de détecteurs de
proximité internes. Ceux-ci servent à confirmer que chaque cylindre est rentré à fond de
façon que les éjecteurs de couteaux ne soient pas engagés dans le trou d‟indexation du
tambour. Les verrous du PLC garantissent que ces signaux d‟entrée sont actifs avant de
permettre la rotation du tambour ou avant que la tige de blocage du tambour ne puisse être
retirée.
6. Détecteurs de proximité de trappe de séreuses (ouverte/fermée)
Le système de séreuses comporte une trappe hydraulique servant à protéger les séreuses et
l‟équipement connexe des débris. Les détecteurs de proximité à induction sont installés à
l‟intérieur du cylindre hydraulique et servent à indiquer les positions ouverte et fermée de la
trappe. Les verrous du PLC garantissent que le signal d‟entrée de trappe de séreuses fermée
est actif avant de permettre le démarrage du moteur d‟entraînement principal.
De même, les verrous du PLC garantissent que le signal d‟entrée de trappe de séreuses
ouverte est actif avant de permettre l‟abaissement des séreuses sur les brides de couteaux.
7. Détecteur de proximité de séreuses relevées
Chaque ensemble de séreuses comporte un détecteur de proximité à deux cibles qui sert à
indiquer la position relevée maximale des séreuses ainsi que la position intermédiaire. Les
verrous de PLC à la position relevée maximale activent le solénoïde de fermeture de trappe
des séreuses. Les verrous du PLC à la position intermédiaire activent le circuit du rotateur de
tambour pendant un changement de couteaux. La détection de la position intermédiaire
indique que les séreuses ont dégagé les brides de couteaux, ce qui permet de faire tourner le
tambour jusqu'à la position suivante de changement des couteaux.
___________________________________________________________________________________________
59
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe 8. Solénoïde de tige de blocage (rentrée/sortie)
Cette double électrovanne a rappel par ressort au centre fermé fait pénétrer la tige de blocage
dans le trou d‟indexation du tambour. La tige verrouille le tambour en place pendant le
changement des couteaux. Elle sert notamment a :
- Aligner les boulons de blocage des couteaux sur les séreuses;
- Aligner les tiges d‟éjecteurs de couteaux sur les trous d‟accès des couteaux;
- Empêcher l‟endommagement des éjecteurs de couteaux à cause du désalignement;
- Protéger le personnel en empêchant le disque de tourner en raison du déséquilibre de
poids causé par le retrait des couteaux.
9. Solénoïde d’éjecteur de couteaux supérieur
Ce solénoïde simple à rappel par ressort sert à sortir ou à rentrer le cylindre de l‟éjecteur de
couteaux supérieur. Lorsque ce solénoïde est excité, le cylindre d‟éjection de couteaux sort
d‟environ 12 po, pénètre dans le trou d‟indexation correspondant et pousse partiellement
l‟ensemble de couteaux hors de son fourreau.
Lorsqu‟il est désexcité, le solénoïde retire l‟éjecteur de couteaux et le sort alors du trou
d‟indexation.
10. Solénoïde d’éjecteur de couteaux inférieur
Ce solénoïde simple à rappel par ressort sert à sortir ou à rentrer le cylindre d‟éjecteur de
couteaux inférieur. Lorsque le solénoïde est excité, le cylindre d‟éjection de couteaux
inférieur sort d‟environ 12 po, pénètre dans le trou d‟indexation correspondant et pousse
partiellement l‟ensemble de couteaux correspondant hors de son fourreau.
11. Solénoïde des séreuses (abaissement/relèvement)
Ces doubles électrovannes à rappel par ressort au centre et ouvert sur réservoir servent à
abaisser ou à relever les séreuses supérieure et inférieure.
Les verrous du PLC empêchent la sortie du cylindre pendant que la trappe des séreuses est
fermée ou que la tige de blocage est désengagée. La rentrée du cylindre est activée par le
PLC lorsque le signal «Serrage terminé» est reçu du contrôleur des séreuses ou lorsque le
bouton Nutrunner Reset est enfoncé.
___________________________________________________________________________________________
60
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe Lorsque l‟indexation du tambour entre les trous s‟effectue en mode AUTO lors d‟un
changement de couteaux, les séreuses sont relevées à la position intermédiaire (déterminée
par le détecteur de proximité de séreuses relevées et une position cible). Le relèvement à la
position intermédiaire permet la rotation du tambour sans risque de frapper les séreuses et
sans les relever complètement.
12. Solénoïde de trappe des séreuses (ouverte/fermée)
Cette électrovanne double à rappel par ressort sert à fermer la trappe des séreuses ou à
l‟ouvrir pour permettre aux tourillons des séreuses de descendre vers les boulons de blocage
des couteaux. Les verrous du PLC empêchent l‟excitation du solénoïde d‟OUVERTURE
lorsque la tige de blocage du tambour est désengagée. Le solénoïde de FERMETURE est
excité à la réception du signal du détecteur de proximité de séreuses relevées.
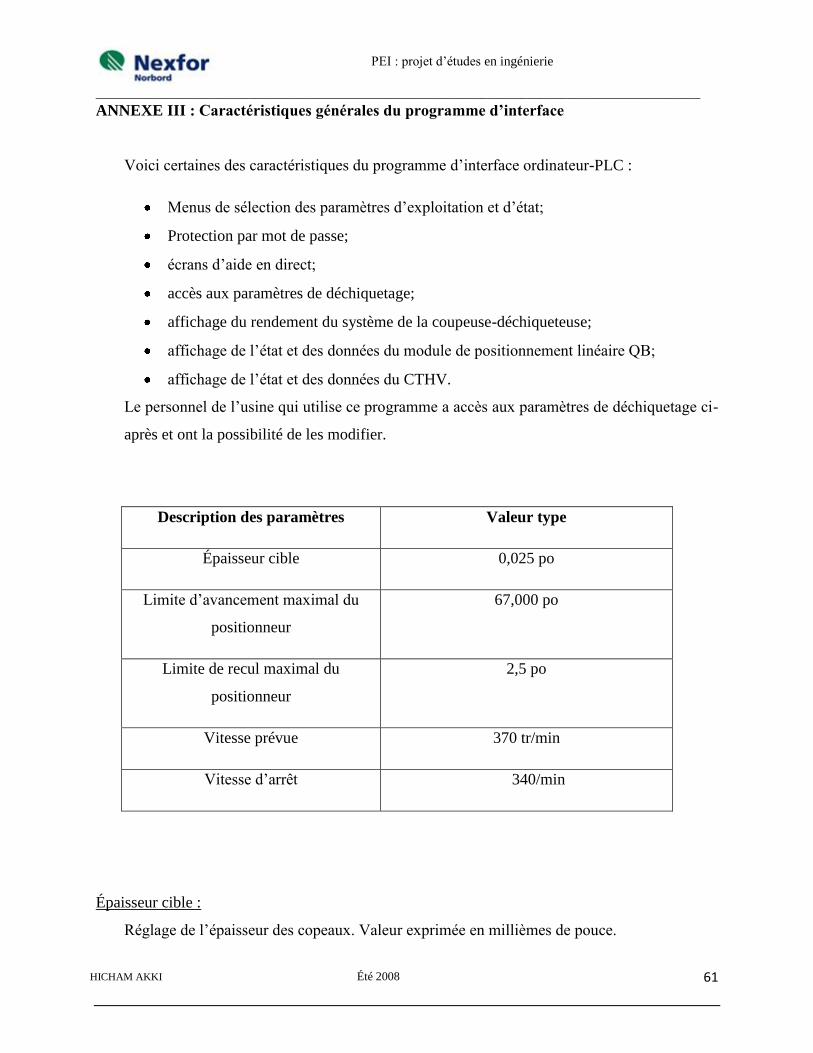
___________________________________________________________________________________________
61
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe ANNEXE III : Caractéristiques générales du programme d’interface
Voici certaines des caractéristiques du programme d‟interface ordinateur-PLC :
Menus de sélection des paramètres d‟exploitation et d‟état;
Protection par mot de passe;
écrans d‟aide en direct;
accès aux paramètres de déchiquetage;
affichage du rendement du système de la coupeuse-déchiqueteuse;
affichage de l‟état et des données du module de positionnement linéaire QB;
affichage de l‟état et des données du CTHV.
Le personnel de l‟usine qui utilise ce programme a accès aux paramètres de déchiquetage ci-
après et ont la possibilité de les modifier.
Description des paramètres Valeur type
Épaisseur cible 0,025 po
Limite d‟avancement maximal du
positionneur
67,000 po
Limite de recul maximal du
positionneur
2,5 po
Vitesse prévue 370 tr/min
Vitesse d‟arrêt 340/min
Épaisseur cible :
Réglage de l‟épaisseur des copeaux. Valeur exprimée en millièmes de pouce.
___________________________________________________________________________________________
62
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe Limite d‟avancement maximal du positionneur :
Limite déterminée par le logiciel (fondée sur les données provenant du transducteur
Temposonic) de la course du positionneur à la position avancée extrême. Valeur exprimée
en millièmes de pouce.
Limite de recul maximal du positionneur :
Limite déterminée par le logiciel (fondée sur les données provenant du transducteur
Temposonic) de la course du positionneur à la position reculée extrême. Valeur exprimée en
millièmes de pouce.
Vitesse escomptée :
Vitesse prévue de rotation du tambour pendant le déchiquetage. Lorsque le codeur est
désactivé, cette valeur sert à calculer la vitesse de déchiquetage. Valeur exprimée en tours
par minute.
Vitesse d‟arrêt :
Vitesse de rotation du tambour la plus lente qui est acceptable avant que le PLC n‟arrête la
coupeuse-déchiqueteuse. Valeur exprimée en tours par minute.
___________________________________________________________________________________________
63
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe ANNEXE IV : Introduction à l’API
D‟après Wikipédia, un automate programmable industriel (en anglais „Programmable Logic
Controller‟ ou PLC) est un dispositif similaire à un ordinateur, utilisé pour automatiser des
processus comme la commande des machines sur une chaîne de montage dans une usine. L‟API
est structuré autour d‟une unité de calcul ou processus (en anglais „Central Processing Unit‟),
d‟une alimentation (depuis des tensions AC ou DC), et de modules suivant les besoins de
l‟application, tel que :
Des cartes d‟entrées – sorties (en anglais Input – Output, I O) numériques (Tout ou rien) ou
analogiques :
Des cartes d‟entrées pour brancher des capteurs (interrupteurs de fin de course), boutons
poussoirs, …
Des cartes de sorties pour brancher des actionneurs (contacteurs, relais, …), voyants, vannes, …
Des modules de communication ModBus, ModBus Plus, Profibus, InterBus, DeviceNet,
LonWorks, Ethernet, FIPIO, FIPWAY, RS232, RS-485,AS-i, CANopen, pour dialoguer avec
d‟autres autres automates, des entrées sorties déportées, des supervisions ou autres interface
homme-machine,…
Des modules dédiés métiers, tels que de comptage rapide, de pesage,…
Des modules d‟interface pour la commande de mouvement, dits modules Motion, tels que
démarreurs progressifs, variateur de vitesse, commande d‟axes.
Les programmes des API sont traités selon un cycle précis :
Acquisition de toutes les entrées (recopie dans une mémoire image);
Traitement des données (calculs);
Mise à jour des sorties.
Le temps d‟un cycle API varie selon la taille du programme, la complexité des calculs, et la
puissance de l‟API. Les API se caractérisent par rapport aux ordinateurs, par leur fiabilité et leur
___________________________________________________________________________________________
64
HICHAM AKKI Été 2008
PEI : projet d‟études en ingénierie
Prjetpfe facilité de maintenance. Les modules peuvent être changés très facilement, et le redémarrage des
API est très rapide.
L‟absence d‟interface homme-machine (IHM, HMI en anglais) pour visualiser l‟action et le
fonctionnement du programme sur la partie opérative, font que les automates sont très souvent
reliés par une communication à un pupitre opérateur, une interface graphique (écran d‟affichage
ou écran tactile) ou un PC. Dans ce dernier cas, on parle de supervision.
Il existe différents langages de programmation définis par la norme CEI 61131-3 :
IL (Instruction List) : le langage LIST est très proche du langage assembleur. Il travaille au plus
près du processeur en utilisant l‟unité arithmétique et logique de ses registres, et de ses
accumulateurs,
ST (Structured Text) : ce langage structuré ressemble au langage C utilisé pour les ordinateurs,
LD (Ladder Diagram) : le langage Ladder (échelle en anglais) ressemble aux schémas électriques,
permet de transformer rapidement un ancien programme fait de relais électromécaniques. Cette
façon de programmer permet une approche visuelle du problème (le plus fréquent en industrie),
FBD (Function Block Diagram) : le FBD se présente sous forme de diagramme, en suite de blocs
reliés entre eux, réalisant des opérations simples, ou très sophistiquées.
Dans la programmation d‟un automate, il est possible de choisir de programmer en SFC, de
façon très proche du grafcet. Derrière chaque action est associé un programme écrit en IL, ST,
LD ou FBD.