du transfert de films minces de silicium monocristallin...
TRANSCRIPT
N° d’ordre 2008-ISAL-0103 Année 2008
Thèse
Du transfert de films minces de silicium monocristallin vers un procédé cellule à faible
budget thermique
Présentée devant
L’INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
Pour obtenir
LE GRADE DE DOCTEUR École doctorale : Electronique, Electrotechnique, Automatique
Spécialité: Dispositifs de l'électronique intégrée
Par Sévak AMTABLIAN
Soutenue le 11 décembre 2008 devant la commission d’examen :
Jury ___________________________________________________________________________
M. Alain FAVE Maître de conférence, INSA de Lyon
M. Gérard GUILLOT Professeur, INSA de Lyon
M. Mustapha LEMITI Professeur, INSA de Lyon Directeur
M. Pierre-Jean RIBEYRON Docteur, CEA-INES Chambéry
M. Abdelillah SLAOUI Directeur de recherche, INESS Strasbourg Rapporteur
M. Alain STRABONI Professeur, Université de Poitiers Rapporteur Cette thèse a été préparée à l’Institut des Nanotechnologies de Lyon (INL) – INSA de Lyon


Le tout c'est pas d'y faire, c'est d'y penser; mais le difficile, c'est pas d'y penser, c'est d'y faire.
La plaisante sagesse lyonnaise, de
Catherine Bugnard, 1998.
Le réel n'est jamais ce qu'on pourrait croire, mais il est toujours ce qu'on aurait dû penser.
Gaston Bachelard
3

4
Remerciements Je remercie MM. Hollinger et Guillot de m'avoir accueilli au sein de l'Institut des
Nanotechnologies de Lyon pour y effectuer mon travail. J'exprime mes remerciements à MM. Straboni et Slaoui qui ont accepté de consacrer de
leur temps pour évaluer ce travail. Un grand merci à Mustapha Lemiti, mon directeur de thèse, pour le temps qu'il a su me
consacrer, pour ses idées nombreuses, son attention, ses encouragements et ses propos rassurants.
Merci à Pierre-Jean Ribeyron pour son aide et le support logistique qu'il m'a apporté dans le cadre de mon travail.
Un remerciement particulier à Sébastien et Jed, mes prédécesseurs et formateurs sur le
réacteur d'épitaxie et la nacelle de silicium poreux. Je pense également à l'animation du secrétariat. Merci pour toutes les facilités et les
arrangements administratifs à: Séverine, Céline, Claude, Virginie, Martine, Annie. Je tiens à remercier tous les collègues qui ont eu à faire avec moi: Robert. La nacelle pour le silicium poreux, les nombreuses modifications du réacteur
d'épitaxie,... c'est grâce à lui. Armel. Les yeux scrutateurs de la rugosité, interprète des images AFM. Joëlle. Les dépôts d'aluminium, d'argent, de chrome,... et pour finir ma formation au
bâti d'évaporation. Evelyne. La mémoire du labo et l'observatrice au microscope électronique. Mais elle est
aussi l'initiatrice de mon baptême de plongée... Plouf! Andrei. A son esprit ordonné et méthodique, à l'origine des progrès de la plate-forme
technologique du labo. Philippe, l'électronicien du labo. Merci pour sa sagesse technique et son rôle de
psychologue agréable. Il manque encore un bon fauteuil dans son bureau pour une consultation parfaite!
Pere Rocca i Cabarroca et Martin, partenaires exclusifs dans la réalisation de mes
cellules à hétérojonction. Sincère reconnaissance à la disponibilité qu'ils m'ont accordée. Delphine Constantin et l'équipe du CIME de Grenoble, pour les services rendus
dans un esprit des plus constructif: implantation, recuit, dépôt, découpe,... A toute l'équipe du CEA-INES pour m'avoir fait profiter des équipements de la plate-
forme RESTAURE. Je souhaite remercier l'ensemble des doctorants de l'INL pour leur sympathie, et plus
particulièrement, Arnaud le grimpeur, Jacques, Guillaume, Moïra, Raïssa, Elisa et Octavian, compagnon de table dont certains jours les sourires furent arrachés de haute lutte!
Sans oublier Béchir, Manu, Raouf et Walf.
5
Merci: A tous mes amis de grimpe qui ont su me faire partager des sensations fortes, attacher
au bout d'une corde, sur un caillou ou dans la neige, ou encore, plus simplement, étaler sur un tapis! Je nomme Baptiste, Florent, Matthieu, Olivier.
A mes parents et à mon frère, toujours là pour éviter les chutes de moral ! Un bon
plat, un bon conseil, une journée à la campagne ou mieux à la montagne,.. mille façons de se ressourcer.
A tous les anonymes, qui sans forcément le savoir, ont contribué à faire de ses trois
années, une expérience unique, agréable, et enrichissante. Et le meilleur pour fin... ! Un énoooorme merci à la Photovoltaics Dream Team de l'INL. Tous mes respects aux
piliers de l'animation que sont Alain et Erwann. Merci à eux ainsi qu'à Anne, Danièle et Mustapha pour leur aide précieuse et leurs conseils. Je n'oublie pas les actuels et déjà anciens doctorants Barbara, Caroline, Fatme, Jean-François, Julien, Pierre et Pierre, Tetyana, Yassine. Une pensée à nos collègues et amis polonais, Iwona et Krystian, et japonais Kentaro.
Spéciale dédicace au triplet des girls, Barbara, Caroline et Moïra, organisé en machine à
bonne humeur! Merci pour leurs sourires et leur compagnie enviable. Une pensée particulière à ces moments délicieux passés ensemble et à leurs lots de bêtises.
6
Sommaire
Introduction......................................................................................................13 CHAPITRE I: CONTEXTE ENERGETIQUE ET CELLULES
PHOTOVOLTAÏQUES A BASE DE SILICIUM ........................................................ 15
I.1 UNE CONSOMMATION D'ENERGIE EN CONSTANTE AUGMENTATION : LA REPONSE PHOTOVOLTAÏQUE ................................................................................................... 15
I.1.1 Sources d’énergie et consommation ............................................ 15 I.1.2 Les énergies renouvelables : cas de l’électricité photovoltaïque17
I.1.2.1 Introduction ............................................................................................. 17 I.1.2.2 L’électricité photovoltaïque..................................................................... 17
I.1.3 Conclusion ...................................................................................... 20
I.2 LA CELLULE PHOTOVOLTAÏQUE: RAPPEL ..................................................... 20
I.2.1 Architecture et principe de fonctionnement................................. 20 I.2.2 Grandeurs caractéristiques ........................................................... 21 I.2.3 Limitations du rendement .............................................................. 23
I.3 LES TECHNOLOGIES COUCHES MINCES SILICIUM ........................................... 23
I.3.1 Préambules...................................................................................... 23 I.3.2 Les technologies au silicium amorphe ......................................... 24
I.3.2.1 Le silicium amorphe ................................................................................ 24 I.3.2.2 Silicium microcristallin et les cellules tandem........................................ 28 I.3.2.3 Conclusion............................................................................................... 29
I.3.3 Les technologies au silicium cristallin.......................................... 30 I.3.3.1 Approche par recristallisation du silicium.............................................. 30 I.3.3.2 La technologie SLIVER ........................................................................... 34 I.3.3.3 Le transfert de couche: Si poreux et épitaxie .......................................... 35 I.3.3.4 Epitaxie CVD sur substrat bas coût ........................................................ 38
I.3.4 Conclusion ...................................................................................... 39
I.4 ARCHITECTURE CELLULE A FAIBLE BUDGET THERMIQUE ............................... 40
I.4.1 La cellule à hétérojonction silicium amorphe/silicium cristallin. 40 I.4.1.1 L'hétérojonction a-Si:H/c-Si.................................................................... 40 I.4.1.2 Architectures: simple et double hétérojonction....................................... 41 I.4.1.3 Les oxydes transparents conducteurs...................................................... 42 I.4.1.4 Celules a-Si:H/c-Si - Etat de l'art............................................................ 43
I.4.2 Emetteur in-situ par épitaxie - Etat de l'art ................................... 46 I.4.3 Conclusion ...................................................................................... 47
I.5 SYNTHESE................................................................................................. 47
I.6 BIBLIOGRAPHIE DU CHAPITRE I.................................................................... 48
CHAPITRE II: EPITAXIE EN PHASE VAPEUR .............................................. 55
II.1 EPITAXIE : LES DIFFERENTES TECHNIQUES.................................................. 55
II.1.1 Définition ........................................................................................ 55 II.1.2 Epitaxie par jet moléculaire........................................................... 56
7
II.1.3 Epitaxie en phase liquide .............................................................. 56 II.1.4 Epitaxie en phase gazeuse............................................................ 56
II.2 ASPECTS THEORIQUES ET EXPERIMENTAUX DE L’EPV ................................. 57
II.2.1 Notions d'hydrodynamique........................................................... 57 II.2.2 Cinétique et régime de croissance............................................... 58
II.2.2.1 Approche théorique................................................................................ 58 II.2.2.2 Limitation par cinétique de surface ou transfert de masse .................... 59 II.2.2.3 Modèle de la couche limite .................................................................... 60
II.2.3 Epitaxie de silicium : approche expérimentale ........................... 61 II.2.3.1 Système SiH2Cl2 / H2 .............................................................................. 62 II.2.3.2 Dopage des couches............................................................................... 63
II.2.4 Conclusion ..................................................................................... 65
II.3 EPITAXIE SUR SUBSTRATS DE DIAMETRE 50 MM........................................... 65
II.3.1 Présentation de l'équipement ....................................................... 65 II.3.2 Gestion des gaz.............................................................................. 66 II.3.3 Paramètre de croissance............................................................... 67 II.3.4 Qualité structurale et électronique des couches obtenues ....... 67 II.3.5 Vers un procédé grande surface .................................................. 68
II.4 EPITAXIE SUR SUBSTRATS DE DIAMETRE 100 MM......................................... 68
II.4.1 Préambule....................................................................................... 68 II.4.2 Mise en place des équipements 100 mm ..................................... 69
II.4.2.1 Conception du réacteur.......................................................................... 70 II.4.3 Le chauffage par induction électromagnétique........................... 71
II.4.3.1 La simulation sous Femlab .................................................................... 71 II.4.3.2 Démarche suivie et résultats .................................................................. 76 II.4.3.3 Synthèse.................................................................................................. 81
II.4.4 Etalonnage en température: approche expérimentale................ 82 II.4.5 Installation d'une ligne de gaz PH3/H2 .......................................... 83 II.4.6 Conclusion ..................................................................................... 83
II.5 CONDITIONS EXPERIMENTALES DE CROISSANCE ET CARACTERISATION.......... 83
II.5.1 Procédé type de croissance sur substrat monocristallin........... 83 II.5.2 Calibration de la croissance de silicium par épitaxie ................. 84
II.5.2.1 Vitesses de croissance et homogénéité en épaisseur.............................. 84 II.5.2.2 Dopage et taux de dilution ..................................................................... 85 II.5.2.3 Résistivité par la méthode 4 pointes....................................................... 86
II.5.3 Etude de l'exo-diffusion du bore et du phosphore...................... 86 II.5.4 Caractérisation structurale des couches..................................... 87
II.5.4.1 Mesure de rugosité par AFM ................................................................. 87 II.5.4.2 Imagerie électronique ............................................................................ 89 II.5.4.3 Diffraction de rayons X.......................................................................... 90 II.5.4.4 Densité de défauts par attaque SECCO................................................. 90 II.5.4.5 Dislocations et gradient thermique........................................................ 91
II.5.5 Caractérisation de la qualité électronique des couches ............ 91 II.5.5.1 Mobilité de Hall ..................................................................................... 91 II.5.5.2 Mesure de longueur de diffusion............................................................ 92
II.5.6 Conclusion ..................................................................................... 95
8
II.6 RESUME DU TRAVAIL MENE SUR L'EPITAXIE EN PHASE VAPEUR ..................... 96
II.7 BIBLIOGRAPHIE DU CHAPITRE II.................................................................. 97
CHAPITRE III: SILICIUM POREUX : FORMATION ET EVOLUTION A HAUTE TEMPERATURE ...................................................................................................... 99
III.1 LE SILICIUM POREUX ................................................................................ 99
III.1.1 Historique ...................................................................................... 99 III.1.2 Mécanismes électrochimiques de formation du Si-poreux......100
III.1.2.1 Introduction ........................................................................................ 100 III.1.2.2 Régimes d’anodisation électrochimique du silicium .......................... 100 III.1.2.3 Modèle électrochimique de formation du silicium poreux ................. 102 III.1.2.4 Initiation des pores ............................................................................. 103 III.1.2.5 Morphologie des pores ....................................................................... 104 III.1.2.6 Propagation des mésopores................................................................ 105
III.1.3 Propriétés du silicium mésoporeux ...........................................106 III.1.3.1 Porosité............................................................................................... 106 III.1.3.2 Surface spécifique ............................................................................... 106 III.1.3.3 Transport électronique ....................................................................... 106 III.1.3.4 Luminescence...................................................................................... 107 III.1.3.5 Cristallinité ......................................................................................... 107
III.2 LE SILICIUM POREUX COMME COUCHE SACRIFICIELLE.................................107
III.2.1 Etat de l’art ...................................................................................107 III.2.1.1 Les procédés ELTRAN et SCLIPS par Canon .................................... 108 III.2.1.2 Le procédé SPS par Sony.................................................................... 109 III.2.1.3 Le procédé PSI par ZAE Bayern......................................................... 109 III.2.1.4 Le procédé FMS par IMEC ................................................................ 110 III.2.1.5 Le procédé QMS par IPE - Stuttgart .................................................. 110 III.2.1.6 Récapitulatif........................................................................................ 110
III.2.2 La structure bicouche appliquée aux substrats 100 mm .........111 III.2.2.1 Conception de la nacelle d’anodisation ............................................. 111 III.2.2.2 Paramètre d’élaboration du silicium poreux...................................... 112 III.2.2.3 La structure bicouche ......................................................................... 120
III.2.3 Evolution la bicouche poreuse à haute température ................121 III.2.3.1 Préambule........................................................................................... 121 III.2.3.2 Résultats des études sur substrats 50 mm........................................... 122 III.2.3.3 Analyses topographiques sur substrat 100 mm .................................. 124
III.3 EPITAXIE SUR SILICIUM POREUX ...............................................................130
III.3.1 Caractérisation du matériau........................................................130 III.3.1.1 Conditions expérimentales.................................................................. 130 III.3.1.2 Densité de défaut ................................................................................ 131 III.3.1.3 Rugosité de surface............................................................................. 131 III.3.1.4 Longueur de diffusion ......................................................................... 132 III.3.1.5 Mobilité de Hall .................................................................................. 132 III.3.1.6 Conclusion .......................................................................................... 133
III.3.2 Détachement des couches minces.............................................133 III.3.2.1 Rappel de la procédure....................................................................... 133 III.3.2.2 Décrochage des couches de 100 mm de diamètre .............................. 134
9
III.4 CONCLUSION DU CHAPITRE III ..................................................................135
III.5 BIBLIOGRAPHIE DU CHAPITRE III...............................................................137
CHAPITRE IV: LE TRANSFERT DE COUCHE MINCE .................................141
IV.1 ETAT DE L’ART DES METHODES DE TRANSFERT DE COUCHE .......................141
IV.1.1 Pâte de sérigraphie......................................................................142 IV.1.1.1 Principe et mise en œuvre ................................................................... 142 IV.1.1.2 La sérigraphie pour le report de couche ............................................ 143
IV.1.2 Collage anodique.........................................................................143 IV.1.2.1 Principe et mise en œuvre ................................................................... 143 IV.1.2.2 Collage anodique et report de couche ................................................ 144
IV.1.3 Spin on glass (SOG) ....................................................................144 IV.1.3.1 Principe et mise en œuvre ................................................................... 144 IV.1.3.2 SOG et report de couche..................................................................... 145
IV.1.4 Conclusion ...................................................................................146
IV.2 LA SOUDURE ALUMINIUM .........................................................................147
IV.2.1 Soudure aluminium - substrat de diamètre 50 mm...................147 IV.2.2 Analyse du contact......................................................................147 IV.2.3 Soudure aluminium - substrat de diamètre 100 mm.................149
IV.2.3.1 Aluminium évaporé ............................................................................. 149 IV.2.3.2 Feuille d’aluminium............................................................................ 149
IV.3 REPORT DE COUCHE ET CONTACT METALLIQUE : AUTRES VOIES.................151
IV.3.1 Pâte de sérigraphie......................................................................151 IV.3.1.1 Traitement thermique.......................................................................... 151 IV.3.1.2 Test de collage .................................................................................... 152
IV.3.2 Soudure à l’étain..........................................................................154 IV.3.2.1 Alliage d’étain et silicium ................................................................... 154 IV.3.2.2 Alliage d’étain et métallisation nickel-bore........................................ 155
IV.3.3 Feuilles plastiques adhésives ....................................................157 IV.3.4 Conclusion ...................................................................................158
IV.4 PERSPECTIVES.......................................................................................158
IV.5 BIBLIOGRAPHIE DU CHAPITRE IV..............................................................160
CHAPITRE V: CELLULES PHOTOVOLTAÏQUES SUR COUCHES MINCES................................................................................................................................163
V.1 CELLULES DE REFERENCE SUR SUBSTRATS FZ..........................................163
V.1.1 Procédé technologique ................................................................164 V.1.1.1 Face avant ............................................................................................ 164 V.1.1.2 Face arrière.......................................................................................... 164
V.1.2 Résultats des caractérisations....................................................167 V.1.3 Influence du contact face arrière ................................................169 V.1.4 Conclusion ....................................................................................170
V.2 CELLULES REALISEES SUR COUCHES MINCES EPITAXIEES SUR SUBSTRAT MONOCRISTALLIN ...................................................................................................170
V.2.1 Cellules avec émetteur obtenu par diffusion .............................171 V.2.1.1 Procédé technologique ......................................................................... 171
10
V.2.1.2 Potentiel de la structure par simulation PC1D.................................... 172 V.2.1.3 Caractérisation et performance des cellules........................................ 173 V.2.1.4 Conclusion............................................................................................ 176
V.2.2 Cellules avec émetteur obtenu in-situ par épitaxie ...................177 V.2.2.1 Procédé technologique ......................................................................... 177 V.2.2.2 Caractérisation et performance des cellules........................................ 178 V.2.2.3 Conclusion............................................................................................ 182
V.2.3 Cellules avec émetteur en silicium amorphe .............................182 V.2.3.1 Procédé technologique ......................................................................... 182 V.2.3.2 Caractérisation et performance des cellules........................................ 184 V.2.3.3 Conclusion............................................................................................ 186
V.2.4 Synthèse........................................................................................186
V.3 CELLULES SUR SUBSTRAT MINCE..............................................................188
V.3.1 Cellules réalisées sur substrats monocristallins CZ amincis ..188 V.3.1.1 Objectifs................................................................................................ 188 V.3.1.2 Procédé technologique ......................................................................... 189 V.3.1.3 Caractérisation et performance des cellules........................................ 190 V.3.1.4 Conclusion............................................................................................ 196
V.3.2 Cellules sur couche épitaxiée et reportée sur un support par soudure aluminium ........................................................................................197
V.3.2.1 Caractérisation des cellules ................................................................. 198 V.3.2.2 Synthèse ................................................................................................ 200
V.4 CONCLUSION...........................................................................................200
V.5 BIBLIOGRAPHIE DU CHAPITRE V................................................................202
Conclusion générale......................................................................................205
11

Introduction
En ce début de XXIème siècle, les questions énergétiques sont au cœur des
préoccupations politiques, environnementales, économiques et sociales. Les sources d’énergies renouvelables sont amenées à prendre une part croissante de notre production globale d’énergie, afin de répondre aux défis de l’ère post-pétrole et du réchauffement climatique.
L’électricité photovoltaïque représente une énergie inépuisable, parce que directement générée à partir du soleil. Son développement est une réponse nécessaire aux questions énergétiques actuelles. Dans ce but, l'installation des modules photovoltaïques fait l'objet de soutiens financiers de la part des pouvoirs publics.
L'Europe est le premier marché photovoltaïque grâce à l'Allemagne. En 2007, cette dernière a produit un quart des cellules dans le monde. Depuis une quinzaine d'année, l'industrie photovoltaïque connaît une croissance annuelle moyenne de 30 %. Mais bien qu’en croissance exponentielle, le secteur industriel photovoltaïque dépend des aides financières publiques, qui dopent littéralement son essor. La réduction du prix du watt photovoltaïque est la condition sine qua non à l’élaboration d’un secteur économique photovoltaïque viable et indépendant de toutes subventions.
Les thèmes de recherche dans ce domaine n’ont donc qu’un objectif : réduire le coût de l’électricité photovoltaïque. Par conséquent, les programmes de recherche s’orientent dans deux directions complémentaires : l’augmentation du rendement de conversion et la diminution des coûts de production.
Le matériau le plus communément utilisé pour la conversion photovoltaïque est le
silicium. Il représente, sous différentes formes cristallines 95 % de la production des cellules. Sa disponibilité, sa non toxicité et le savoir-faire sur les procédés acquis grâce à l'industrie microélectronique en font un matériau optimal.
Cependant, le coût du silicium constitue près de 50 % du prix de revient d'un module photovoltaïque. Diminuer la consommation de matériau silicium par watt-crête produit apparaît dès lors comme une solution très intéressante. Parmi les différents facteurs de perte de silicium identifiés, on note une perte de l’ordre de 50 % du silicium lors du sciage en plaquette. A cela vient s'ajouter le fait que la couche active, nécessaire à l’effet photovoltaïque, ne représente qu'une partie de l'épaisseur de la plaque de silicium, l'épaisseur restante ne servant qu'à conférer à la cellule la tenue mécanique suffisante à sa manipulation.
Afin de produire des couches minces de silicium monocristallin, inférieure à 50 µm, tout en minimisant la consommation de silicium, une nouvelle voie technologique a été envisagée: le transfert de couche mince. Cette technique emploie du silicium monocristallin, seul type de silicium capable de conserver un rendement de conversion photovoltaïque élevé voisin de 20% avec une épaisseur réduite de matériau actif. Elle est basée sur l'utilisation d'une couche sacrificielle de silicium poreux sur laquelle on fait croître la couche active de silicium. La cellule photovoltaïque est ensuite réalisée, avant ou après le report de la couche mince sur un substrat bas coût, selon l’architecture de cellule envisagée. Le substrat silicium de départ peut alors être réutilisé après nettoyage de sa surface. On évite l'étape de sciage.
Notre étude a pour but de prouver la validité du procédé de transfert sur des substrats de
diamètre 100 mm, dimension minimum nécessaire pour une éventuelle industrialisation. Pour cela nous avons été amenés à développer des équipements pour la formation de silicium poreux et la croissance par épitaxie.
13
Les procédés de réalisation des cellules doivent également être adaptés à ce mode d'élaboration du matériau. Par conséquent, nous nous intéressons aussi à un procédé cellule compatible avec le transfert de couche et avec l'exigence de réduction du coût de la cellule photovoltaïque.
Le manuscrit se partage en cinq chapitres. Le chapitre I s'attache à souligner le rôle de l'électricité photovoltaïque dans la
production d'énergie des prochaines années et à présenter les différentes approches technologiques capables de répondre à l'enjeu de la réduction des coûts de production des cellules photovoltaïques. Les technologies couches minces à base de silicium et les architectures à faible budget thermique sont détaillées.
Le chapitre II rappelle les techniques de croissance de silicium par épitaxie et expose
nos travaux de qualification des équipements après les modifications intervenues sur le réacteur d'épitaxie. Une étude particulière sur le système de chauffage par induction magnétique explique la répartition des températures dans l'enceinte du réacteur. L'ensemble des caractérisations structurales et électriques du matériau obtenu est également présenté.
Dans le chapitre III nous nous intéressons à la formation du silicium poreux. Après
avoir rappelé les propriétés du silicium poreux et les mécanismes de formation, nous exposons les paramètres menant à la structure poreuse nécessaire au transfert de couches minces épitaxiées. Le comportement à haute température du silicium poreux est étudié ainsi que les propriétés structurales et électriques des couches épitaxié sur silicium poreux. Nos travaux aboutissent à la réussite du détachement des couches épitaxiées sur des substrats de diamètre 100 mm.
Le chapitre IV s'attèle à trouver une solution au transfert des couches minces sur un
substrat étranger avant son détachement. L'enjeu est d'éviter toute manipulation hasardeuse des couches fragiles. Différents moyens de collage sont testés, utilisant une pâte de sérigraphie aluminium, une soudure à l'aluminium ou à l'étain ou encore un film plastique.
Dans le chapitre V, nous appliquons les technologies cellules à faible budget thermique
sur le matériau épitaxié. Différents types de cellules sont réalisés avec émetteur en silicium amorphe, diffusé ou épitaxié. Nous présentons les résultats des caractérisations sous éclairement et leur analyse.
Ce travail a été effectué avec le soutien de l'agence de l'environnement et la maîtrise de
l'énergie (ADEME) dans le cadre de sa politique de formation par la recherche et de développement des énergies renouvelables. Il est également le fruit du partenariat avec le CEA-INES, la région Rhône-Alpes et l'agence nationale de la recherche (ANR) dans le cadre du projet PHARE.
14
Chapitre I: Contexte énergétique et cellules photovoltaïques à base de silicium
Les enjeux énergétiques sont au cœur des préoccupations de nos sociétés et des
pouvoirs publics. La raréfaction progressive des énergies fossiles nous force à changer nos habitudes de consommation. Nous dressons un rapide aperçu de la situation actuelle de la consommation d'énergie: quelles ressources, pour quels usages, pour qui ? Parmi les énergies renouvelables, l'électricité d'origine photovoltaïque est une composante à fort potentiel. Nous rappelons le principe de la conversion photovoltaïque et introduisons la filière technologique à base silicium, en se focalisant sur les applications couches minces. Ces dernières sont bien placées pour remplir l'objectif de réduction des coûts des modules photovoltaïques, indispensable à leur expansion à un large public.
Nous finissons par présenter les architectures de cellules photovoltaïques à faible budget thermique et l'état de l'art sur leurs performances.
I.1 Une consommation d'énergie en constante augmentation : la réponse photovoltaïque
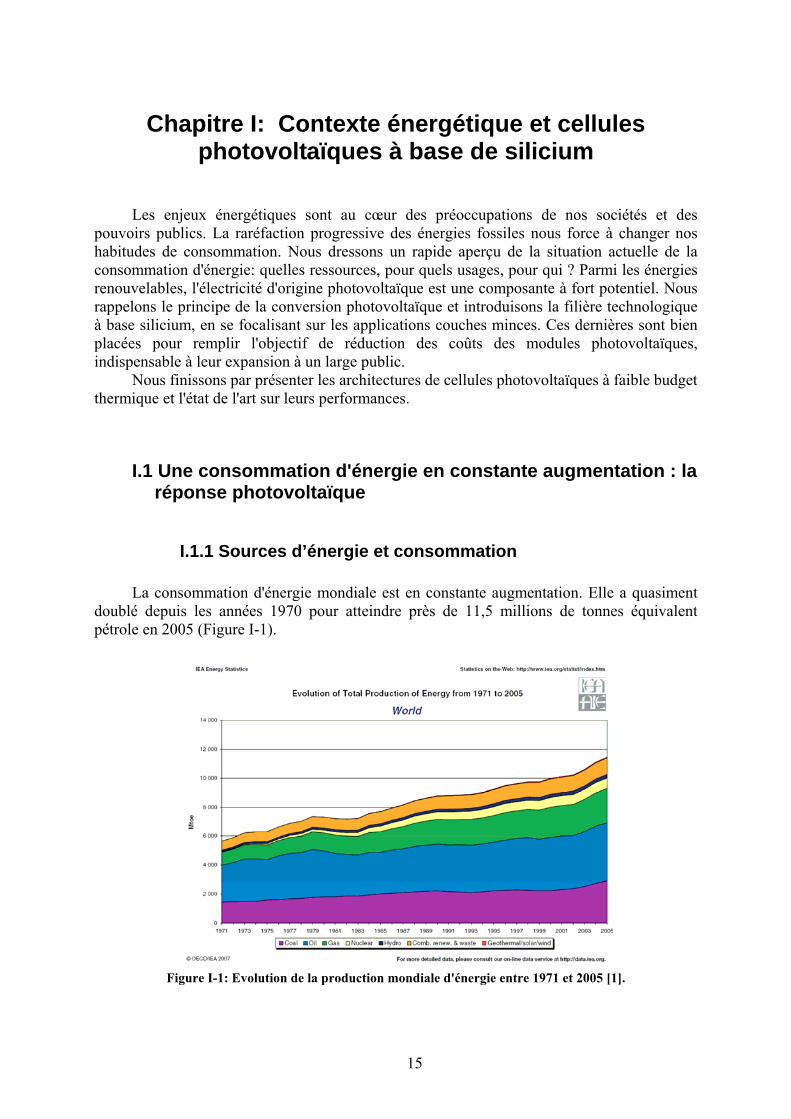
I.1.1 Sources d’énergie et consommation La consommation d'énergie mondiale est en constante augmentation. Elle a quasiment
doublé depuis les années 1970 pour atteindre près de 11,5 millions de tonnes équivalent pétrole en 2005 (Figure I-1).
Figure I-1: Evolution de la production mondiale d'énergie entre 1971 et 2005 [1].
15
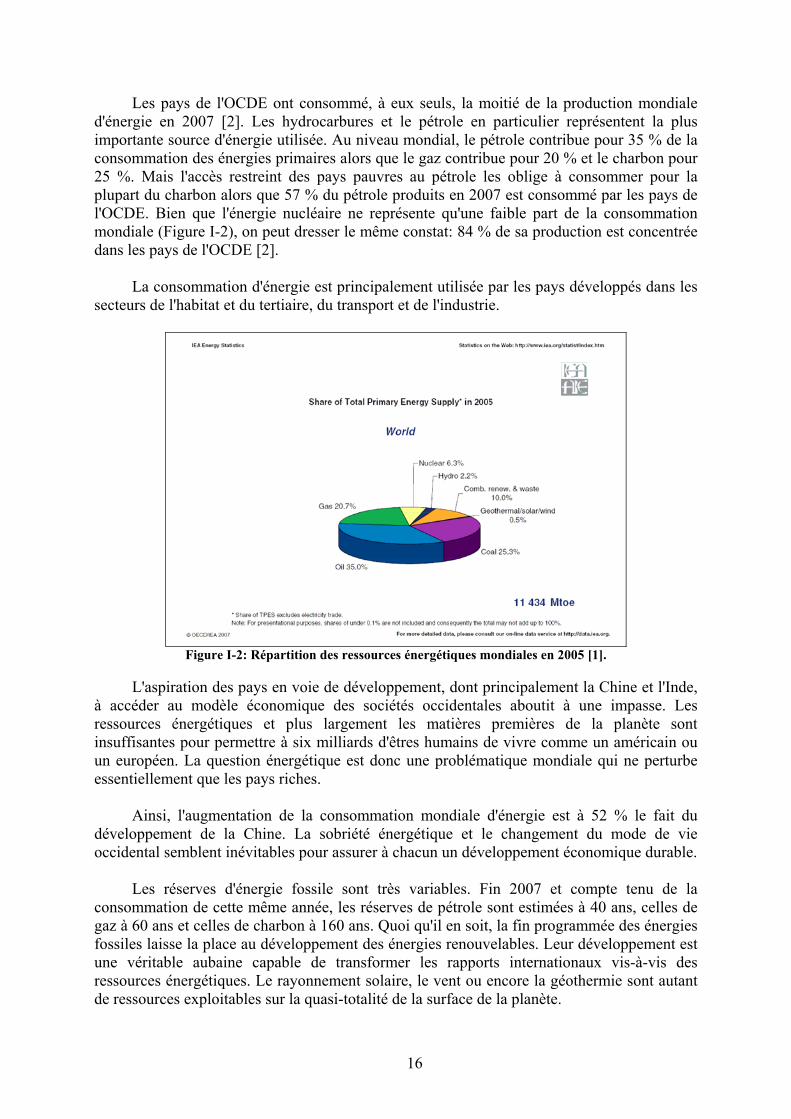
Les pays de l'OCDE ont consommé, à eux seuls, la moitié de la production mondiale d'énergie en 2007 [2]. Les hydrocarbures et le pétrole en particulier représentent la plus importante source d'énergie utilisée. Au niveau mondial, le pétrole contribue pour 35 % de la consommation des énergies primaires alors que le gaz contribue pour 20 % et le charbon pour 25 %. Mais l'accès restreint des pays pauvres au pétrole les oblige à consommer pour la plupart du charbon alors que 57 % du pétrole produits en 2007 est consommé par les pays de l'OCDE. Bien que l'énergie nucléaire ne représente qu'une faible part de la consommation mondiale (Figure I-2), on peut dresser le même constat: 84 % de sa production est concentrée dans les pays de l'OCDE [2].
La consommation d'énergie est principalement utilisée par les pays développés dans les
secteurs de l'habitat et du tertiaire, du transport et de l'industrie.
Figure I-2: Répartition des ressources énergétiques mondiales en 2005 [1].
L'aspiration des pays en voie de développement, dont principalement la Chine et l'Inde,
à accéder au modèle économique des sociétés occidentales aboutit à une impasse. Les ressources énergétiques et plus largement les matières premières de la planète sont insuffisantes pour permettre à six milliards d'êtres humains de vivre comme un américain ou un européen. La question énergétique est donc une problématique mondiale qui ne perturbe essentiellement que les pays riches.
Ainsi, l'développeme ode de vie occidental semblent inévitables pour assurer à chacun un développement économique durable.
Les réserves d'énergie fossile sont très variables. Fin 2007 et compte tenu de la consommation de cette mêm pétrole sont estimées à 40 ans, celles de gaz à 60 ans et celles de charbon à 160 ans. Quoi qu'il en soit, la fin programmée des énergies fossil
augmentation de la consommation mondiale d'énergie est à 52 % le fait du
nt de la Chine. La sobriété énergétique et le changement du m
e année, les réserves de
es laisse la place au développement des énergies renouvelables. Leur développement est une véritable aubaine capable de transformer les rapports internationaux vis-à-vis des ressources énergétiques. Le rayonnement solaire, le vent ou encore la géothermie sont autant de ressources exploitables sur la quasi-totalité de la surface de la planète.
16
I.1.2 Les énergies renouvelables : cas de l’électricité photovoltaïque
I.1.2.1 Introduction L'épuisement attendu des énergies fossiles nous force à rechercher des sources d'énergie
renouvelables. Certaines de ces énergies, comme l'énergie solaire et éolienne, sont intermittentes car dépendantes de l'ensoleillement pour la première ou du vent pour la seconde. Notre développement ne peut donc être basé sur une seule source d'énergie, comme il a é ième
a conversion photovoltaïque a un potentiel important grâce à la quantité d'énergie imme se du rayonnement solaire qui parvient sur la planète: chaque année le sol reçoit 5 000 fois la consommation énerg environ 850 W.m-2 apport énergétique est dilué et plutôt bien répartit à la surface du globe. Les installations de conversion photovoltaïques peuvent se penser centralisées sous forme de champs de modules photovolta abitation. Les réseaux de distribution connaîtro
I.1.2.2 L’électricité photovoltaïque
I.1.2.2.1 Les différentes voies technologiques
té question durant le XX siècle et jusqu'à maintenant avec les hydrocarbures. La notion de mixte énergétique fait son apparition. L'équation énergétique des prochaines années se décline en contributions diverses, de la biomasse, de l'éolien, du photovoltaïque, de la géothermie, de l'hydroélectricité... etc.
Ln
étique de la planète. Avec une puissance moyenne d', l'
ïques ou bien délocalisées sur chaque toit d'hnt aussi leur lot de changement.
La longue durée de vie des modules, leur fiabilité et le peu d'entretien nécessaire font de
l'électricité photovoltaïque une source d'énergie incontournable pour notre siècle. De nombreuses filières technologiques se développent pour rendre financièrement compétitive cet apport d'énergie.
La conversion photovoltaïque a lieu dans divers matériaux semiconducteurs. Tous n'ont
pas les mêmes propriétés d'absorption du spectre solaire et leur coût sont très différents. Ils donnent lieu à de nombreuses filières de développement qui trouvent des applications dans le spatial, l'habitat ou sur des objets divers tels que montres et calculatrices.
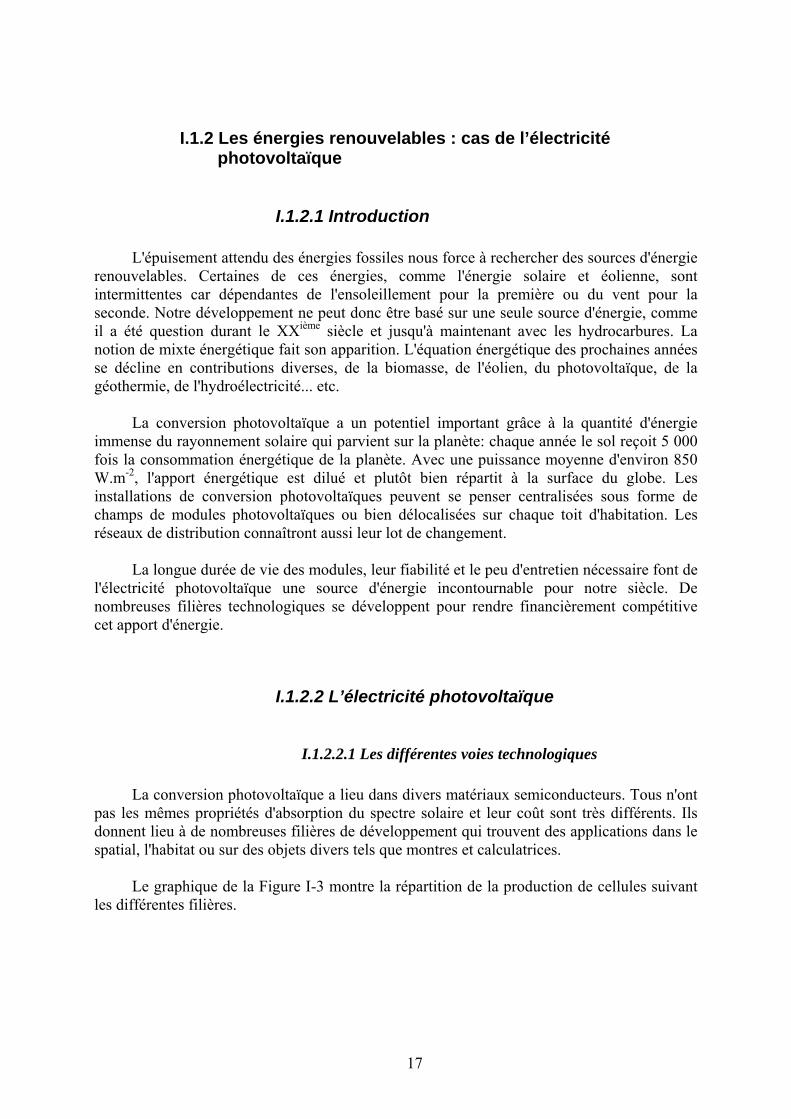
Le graphique de la Figure I-3 montre la répartition de la production de cellules suivant
les différentes filières.
17
a-Si:H4,3%
CdTe4,7% µc-Si
0,5%CIS
0,5%
c-Si90,0%
Figure I-3: Production mondiale de cellules en MWc par
technologie en 2007 [3]. Le silicium cristallin et multicristallin représente l'écrasante majorité du marché des
cellules photovoltaïques. Le silicium est un matériau abondant à la surface du globe et non top
xiqu ; de plus, grâce au développement de l'industrie microélectronique, les propriétés et les rocé
se décline sous des formes variées qui sont sources de filières technologiques différentes: substrats monocristallins ou polycristallins de pureté variable, tirage en ruban, croissance par épitaxie, silicium amorphe recristallisé, poudre frittée.
e silicium amorphe hydrogéné (a-Si:H) est un matériau déposé à basse température qui
perme
rendements supérieurs à 10 %. Cependant, le principal problème des cellules en silicium amorphe est leur dégradation au cours du temps, dégradation consécutive à la libération de l’hydrogène. Une cellule à triple jonctions, incluant du germanium, réalisée par United Solar atteint un rendement non stabilisé de 15,2 % [4].
Les matériaux III–V, II–VI et leurs alliages à base de cuivre, indium, gallium, arséniure,
sélénium, soufre, tellure et cadmium possèdent de très bonnes propriétés optiques pour la conversion photovoltaïque. Quelques microns suffisent pour absorber l'essentielle du spectre solaire utile. Cependant, la présence de métaux lourds néfastes à l’environnement limite l’expansion de cette technologie. En laboratoire, des rendements de 19 % ont été atteints [5].
Il existe également des cellules à multijonctions et à haut rendement onéreuses. Ces dernières sont réservées à des applications spatiales ou sous concentration. Des efforts de recherche sont menés pour éviter l'usage du cadmium.
Ces différentes filières ne doivent pas être considérées comme ais plutôt comme complémentaires. Les besoins énergétiques des appareils électroménagers, de l'habitat ou des engins spa llules en termes
edés de transformation du silicium sont assez bien connus: oxyde naturel (SiO2)
présentant d’excellentes propriétés isolantes et passivantes, dopage au phosphore ou au bore. Son seul véritable inconvénient est son gap indirect à 1,1 eV. Ceci entraîne une absorption du rayonnement plus faible qu’avec un matériau à gap direct. Néanmoins, le rendement d'une cellule bénéficiant des meilleures technologies disponibles atteint 24,7 % [5]. La mise en forme du silicium
Lt l’utilisation de substrats bas coûts (verre). Sa bande interdite de 1,7 eV est mieux
adaptée au spectre solaire et augmente son pouvoir d'absorption par rapport au silicium cristallin. Des structures à jonctions multiples complexes sont nécessaires pour obtenir des
concurrentes m
tiaux sont différents et ne requièrent pas le même type de ce
18
de performance et de coût. Aujourd'hui tout s les filières connaissent un développement rapide
e.
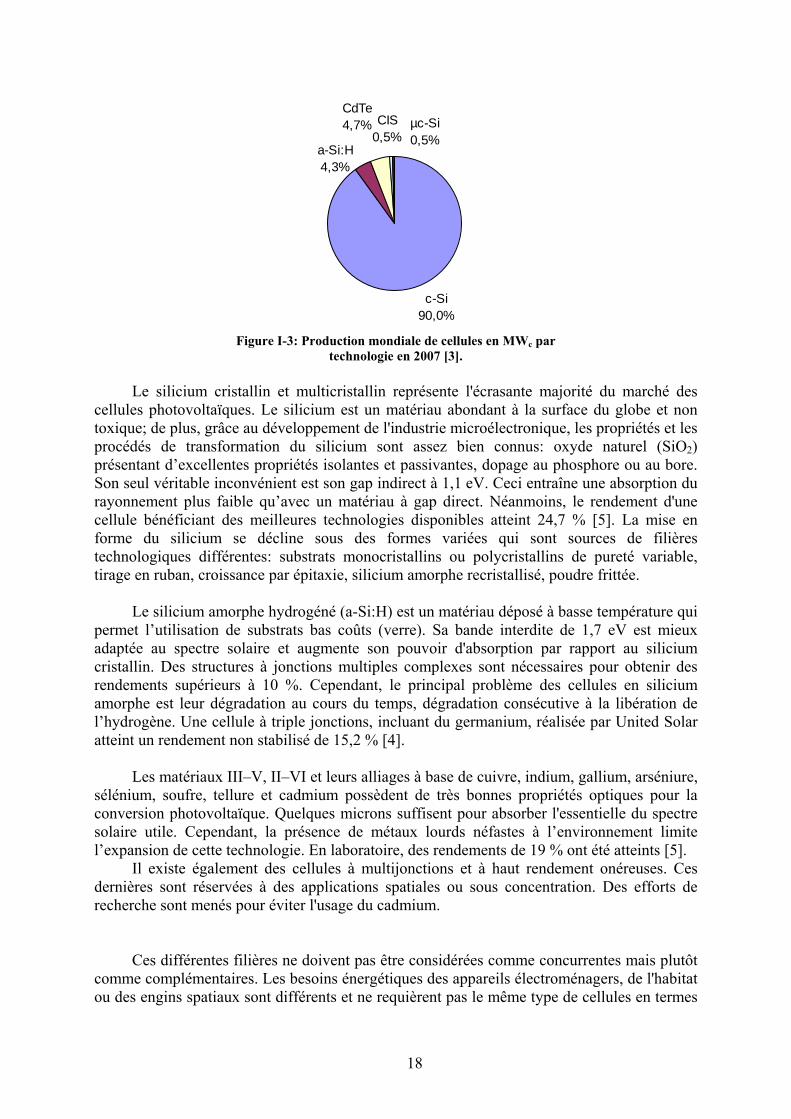
I.1.2.2.2 Un développement soutenu du photovoltaïque La production mondiale des cellules photovoltaïques comme la puissance installée ne
cessent de croître depuis 15 ans à un rythme soutenu, en moyenne de 30% par an (Figure I-4).
Figure I-4: Production mondiale de cellules en MWc par année [6].
En 2007, la production mondiale de cellules a atteint 3700 MWc dont 28 % ont été produits en Allemagne. Le premier fabricant de cellules, Q-Cells, est allemand et a contribué en 2007 pour 9 % de la production mondiale. Les principaux marchés sont l'Europe, le Japon et les Etats-U entre 82 % soit 3846 MWc, de la puissance totale installée en Europe fin 2007. En comparaison, la puissance cumulée installée en France est de 47 MWc
lle, le secteu
et indépendant de toutes subventions.
forte
nis. L'Allemagne conc
. Les fortes disparités de développement du photovoltaïque suivant les pays sont liées aux
différentes politiques incitatives mises en œuvre. Bien qu’en croissance exponentier industriel photovoltaïque est dépendant des aides financières publiques, qui dopent
littéralement son essor. La réduction du prix du watt photovoltaïque est la condition sine qua non à l’élaboration d’un secteur économique photovoltaïque viable
On notera également que le secteur est confronté à la pénurie de matière première
silicium de qualité solaire. Ce manque de capacité de purification du silicium, du à la très croissance du secteur, devrait se résorber en 2009 – 2010 grâce à la mise en
fonctionnement de nouvelles unités de purification. En outre, de nombreux projets visent à développer une filière à partir du silicium de qualité métallurgique dont les stocks sont importants.
19
Aujourd'hui, le coût du watt d'origine photovoltaïque est compris entre 2 €/W et 3 €/W suivant les technologies et le lieu d'installation des modules. La viabilité économique de l'électricité photovoltaïque est attendue à un prix de 1 €/W. Les recherches et l'innovation ont ainsi pour enjeu d'abaisser les coûts de production des cellules pour atteindre cet objectif.
Les voies suivies concernent aussi bien l'amélioration du rendement, par l'optimisation des p r la réalisation d'économie sur les matériaux, par le développement de cellules en couche mince et sur substrat bon marché.
La consommation énergétique mondiale ne cesse d'augmenter principalement du fait du développeme ndre le niveau de vie occidental n'est pas compatible avec les ressources en énergie fossile de la planète.
e un potentiel très important puisque chaque présente 5000 fois la consommation mondiale
d'énergie.
pour parvenir à un déploiement massif. Les recherches s’orientent vers la diminution des coûts de production du watt photovoltaïque.
a voie des couches minces est une alternative à la réduction de la consommation de silicium tou edisponibles, l'ind
I.2 La e Nous revenons très brièvem
photovoltaïque et nous rappelons les points clés d'une technologie cellules et les principaux param tres de caractérisation des cellules: rendement, résistance série, résistance parallèle, facteu
I.2.1 Architecture et principe de fonctionnement La cellule photovoltaïque classique biface en silicium est constituée d'une jonction PN
(Figure I-5). Cette dernière est la juxtaposition de deux zones, l'une comportant un fort excès d'électrons libres - partie N - et l'autre comportant un fort défaut d'électrons libres (ou excès de trous) – partie P. La jonction PN engendre un champ électrique dans la zone de charge d'espace, à l'interface des deux zones N et P.
rocédés et de l'architecture des cellules, que pa
I.1.3 Conclusion
nt des pays en voie de développement. Leur aspiration à attei
L'apport des énergies renouvelables apparaît indispensable. Leur répartition homogène à la surface de la planète est une chance pour le développement de chacun. Leur exploitation dépend du niveau de développement technologique de chaque Etat.
La conversion photovoltaïque possèd
année, le rayonnement reçu par la Terre re
Les cellules photovoltaïques à base de silicium sont les mieux placées pour un développement à large échelle. Aujourd'hui, le coût de ces technologies est encore trop peu compétitif
Lt n gardant des rendements convenables. Parmi toutes les technologies
icateur final pertinent reste le prix du watt-crête.
c llule photovoltaïque: rappel
ent sur le principe de fonctionnement de la cellule
èr de forme, réflectivité, rendement quantique.
20
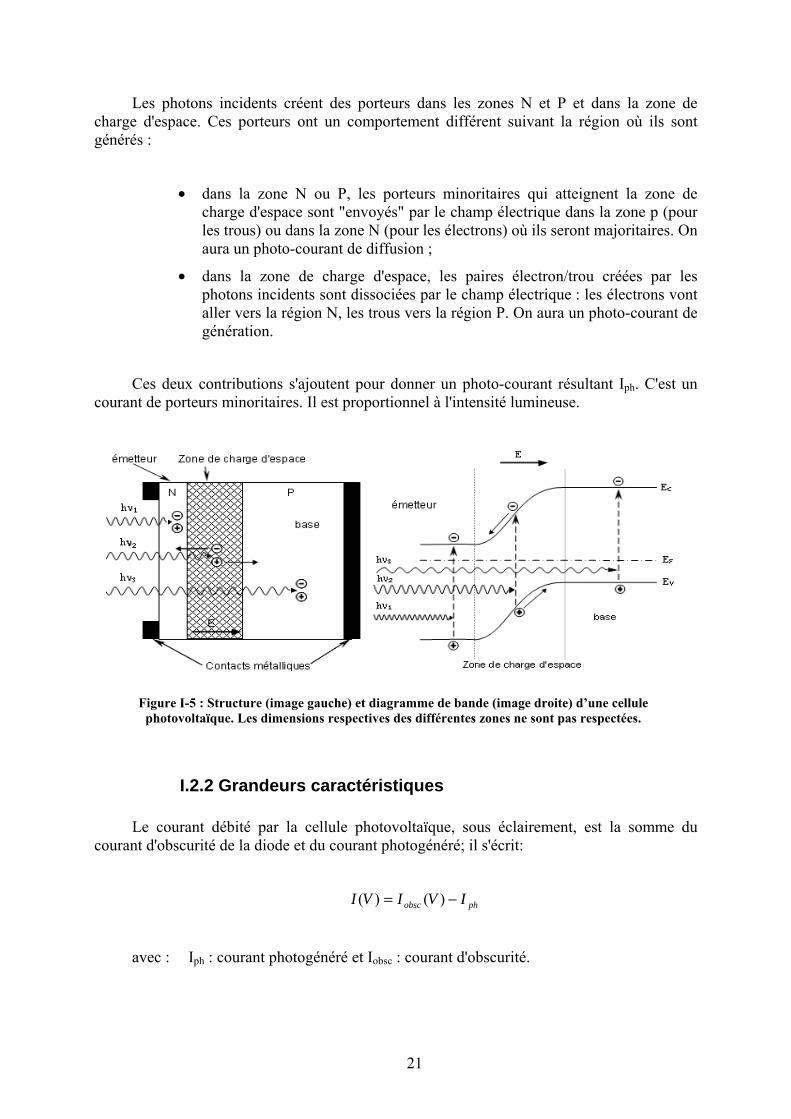
Les photons incidents créent des porteurs dans les zones N et P et dans la zone de charge d'espace. Ces porteurs ont un comportement différent suivant la région où ils sont générés :
• dans la zone N ou P, les porteurs minoritaires qui atteignent la zone de charge d'espace sont "envoyés" par le champ électrique dans la zone p (pour les trous) ou dans la zone N (pour les électrons) où ils seront majoritaires. On aura un photo-courant de diffusion ;
• dans la zone de charge d'espace, les paires électron/trou créées par les photons incidents sont dissociées par le champ électrique : les électrons vont aller vers la région N, les trous vers la région P. On aura un photo-courant de génération.
Ces deux contributions s'ajoutent pour donner un photo-courant résultant Iph. C'est un ourant de porteurs minoritaires. Il est proportionnel à l'intensité lumineuse.
I.2.2 Grandeurs caractéristiques
Le courant débité par la cellule photovoltaïque, sous éclairement, est la somme du courant d'obscurité de la diode et du courant photogénéré; il s'écrit:
uri
c
Figure I-5 : Structure (image gauche) et diagramme de bande (image droite) d’une cellule
photovoltaïque. Les dimensions respectives des différentes zones ne sont pas respectées.
phobsc IVIVI −= )()(
avec : I : courant photogénéré et I : courant d'obph obsc sc té.
21
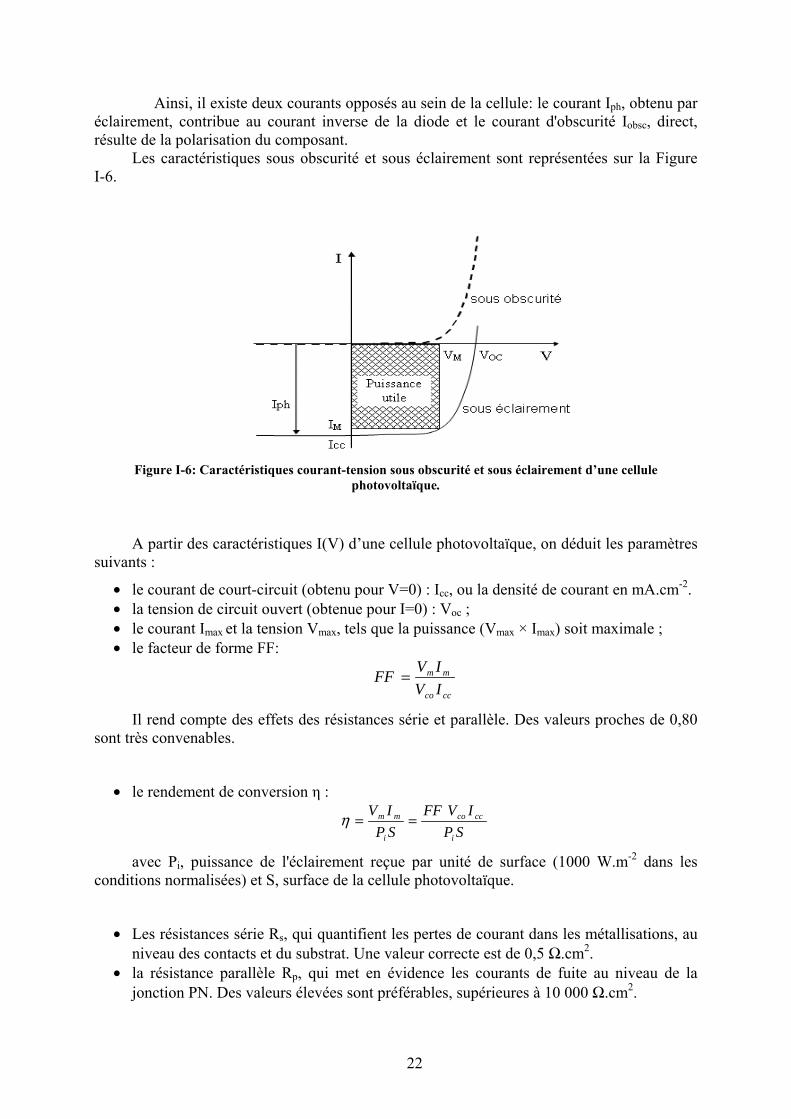
Ainsi, il existe deux courants opposés au sein de la cellule: le courant Iph, obtenu par éclairement, contribue au courant inverse de la diode et le courant d'obscurité Iobsc, direct, résulte de la polarisation du composant.
Les caractéristiques sous obscurité et sous éclairement sont représentées sur la Figure I-6.
Figure I-6: Caractéristiques courant-tension sous obscurité et sous éclairement d’une cellule
photovoltaïque.
istiques I(V) d’une cellule photovoltaïque, on déduit les paramètres suiva
• puissance (Vmax × Imax) soit maximale ; • facteur de forme FF:
A partir des caractérnts :
• le courant de court-circuit (obtenu pour V=0) : Icc, ou la densité de courant en mA.cm-2. • la tension de circuit ouvert (obtenue pour I=0) : Voc ;
le courant Imax et la tension Vmax, tels que lale
ccco
m
IVFF = mIV
•
Il rend compte des effets des résistances série et parallèle. Des valeurs proches de 0,80 sont très convenables.
le rendement de conversion η :
SPSP ii
IVFFIV cccomm ==η
c Pi, surface (1000 W.m-2 dans les conditions norm
• ient les pertes de courant dans les métallisations, au eau d strat. Une valeur correcte est de 0,5 Ω.cm2.
• résistance parallèle Rp, qui met en évidence les courants de fuite au niveau de la 2.
ave puissance de l'éclairement reçue par unité dealisées) et S, surface de la cellule photovoltaïque.
Les résistances série Rs, qui quantifniv es contacts et du sublajonction PN. Des valeurs élevées sont préférables, supérieures à 10 000 Ω.cm
22
En outre les propriétés spectrales des cellules sont obtenues par les mesures de réflec té et d
fraction de photons réfléchie par la rface ur minim ser la réflectivité.
e rendement quantique, compris entre 0 et 1, est le ratio du nombre d'électrons collectés sur le nombre de photons incidents. On distingue le rendement quantique externe (RQE ts sont pris en comptes alors lisés.
es valeurs proches de 1 sont préférables.
I.2.3 Limitations du rendement
uvre.
surface d'exposition.
- par la valeur des résistances série et parallèle, et donc du facteur de forme.
e manière générale, les technologies couches minces recouvrent l'utilisation de matériau dont l'épaisseur nécessaire à l'absorption des photons est de quelques microns. C'est le cas des matériaux III-V tels que l'arséniure de gallium et ses alliages, les composés à base de cuivre ind
Ces matériaux possèdent tous un coefficient d’absorption élevé qui permet d’obtenir des rendements élevés. Le CdTe possède une largeur de bande interdite de 1,45 eV, et des
tivi e rendement quantique. La réflectivité quantifie pour chaque longueur d'onde la su de la cellule. On utilise une couche anti-reflet et la texturation de la surface poiL
) et interne (RQI). Dans le premier cas, tous les photons incidenue dans le second cas, seuls les photons absorbés sont comptabiq
D
La conversion énergétique de la lumière par la cellule photovoltaïque n'est pas totale. Il
existe différentes causes menant à des pertes de rendements. Ces limites sont le fait des matériaux utilisés mais aussi des techniques d'élaboration mises en œ
On peut classer ces pertes comme suit:
- Perte énergétique par non absorption du rayonnement:
- pour les photons d'énergie inférieure au gap.
- pour les photons d'énergie très largement supérieure au gap.
- par réflexion.
- par transmission.
- Perte de puissance électrique due au procédé de fabrication de la cellule:
- par recombinaison des porteurs en surface et dans le volume.
- par le taux d'ombre de la
I.3 Les technologies couches minces silicium
I.3.1 Préambules D
ium, sélénium (CIS) ou le tellure de cadmium (CdTe).
23
rendements de 16 % [7] son e la faible valeur de sa bande interdite, 1 eV, par un coefficient d’absorption très élevé. L’ajout de gallium et de soufre en substitution respectivement à l’indium et au sélénium permet d’augmenter la largeur de la bande interdite et, par conséque
ependant, ces matériaux sont onéreux et leur mise en œuvre nécessite l’utilisation de cadm
hnologies couches minces concernent également les cellules à base de silicium amorphe et microcristallin. Les propriétés optiques de ces matériaux, différent du silicium cristallin, autorisent la formation de cellules photovoltaïques avec des épaisseurs de couches abs
el r s ces deux dernières approches dans la suite du paragraphe.
Le silicium amorphe hydrogéné (a-Si:H) se caractérise par sa structure désordonnée
comparée à celle du silicium cristallin, comme illustré sur la Figure I-7. Dans le silicium cristallin, il existe un ordre aussi bien à courte qu'à longue distance. Pour le a-Si:H, l'ordre à longue distance est inexistant, seul subsiste un ordre local, de quelques distances inter atomiques.
t possibles. L’alliage CIS compens
nt, d’obtenir de très bons rendements (18,8 % [8]). Cium, élément lourd, néfaste au respect de l’environnement. Ce dernier aspect limite
l’expansion de cette technologie. Nous ne traiterons pas de ces matériaux dans la suite de notre étude.
Les tec
orbantes de 1 µm à 2 µm seulement. D'autre part, nous ajoutons à la notion de couche mince, les épaisseurs de 20 – 50 µm de
silicium cristallin obtenu par des procédés de transfert ou des procédés de cristallisation ou recristallisation. L'ensemble des technologies, silicium amorphe et silicium cristallin, sont en concurrence lorsque l'on considère le prix du watt crête. Les premières ont un potentiel de rendement à près de 15 % [9] alors que le meilleur rendement sur 47 µm de silicium monocristallin est de 21,5 % [10].
Les technologies silicium sont très prometteuses autant du point de vue technique qu'économique, grâce à l'abondance du silicium et à sa compatibilité environnem ntale. Nous déve ppe ono
I.3.2 Les technologies au silicium amorphe
I.3.2.1 Le silicium amorphe
I.3.2.1.1 Définition et propriétés
24
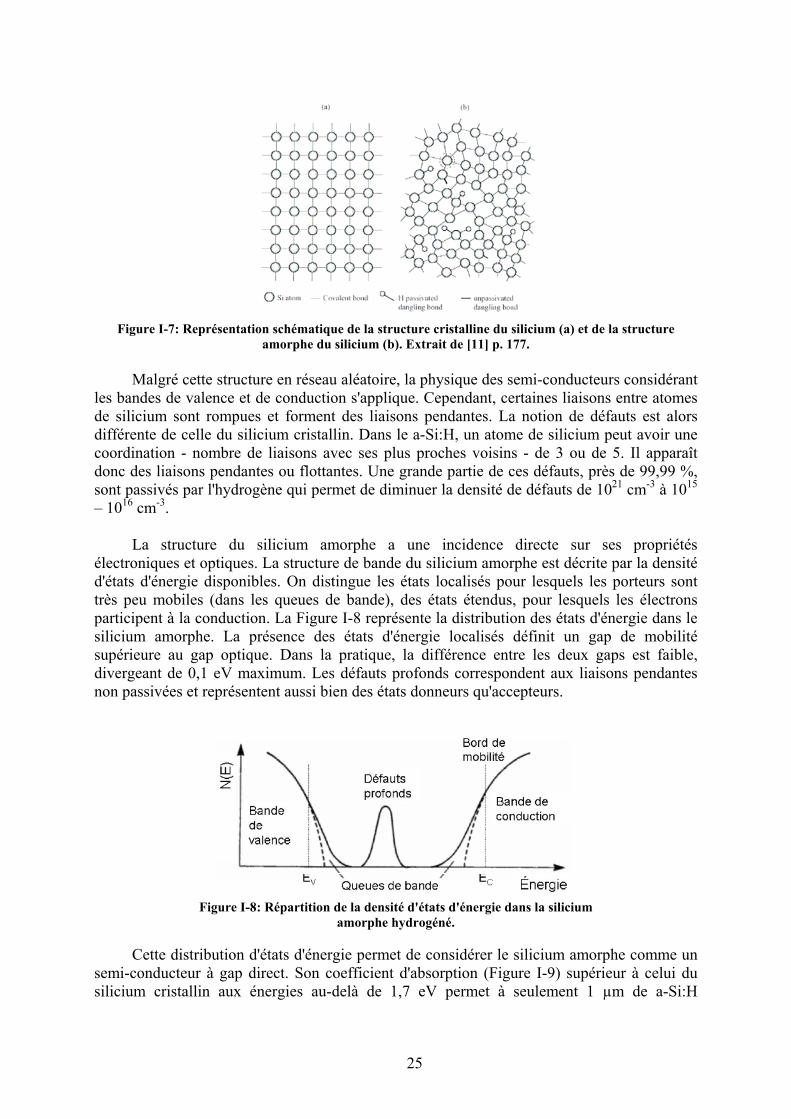
Figure I-7: Représentation schématique de la structure cristalline du silicium (a) et de la structure
amorphe du silicium (b). Extrait de [11] p. 177. Malgré cette structure en réseau aléatoire, la physique des semi-conducteurs considérant
les ba desn de valence et de conduction s'applique. Cependant, certaines liaisons entre atomes de sil
ns pendantes non p
icium sont rompues et forment des liaisons pendantes. La notion de défauts est alors différente de celle du silicium cristallin. Dans le a-Si:H, un atome de silicium peut avoir une coordination - nombre de liaisons avec ses plus proches voisins - de 3 ou de 5. Il apparaît donc des liaisons pendantes ou flottantes. Une grande partie de ces défauts, près de 99,99 %, sont passivés par l'hydrogène qui permet de diminuer la densité de défauts de 1021 cm-3 à 1015 – 1016 cm-3.
La structure du silicium amorphe a une incidence directe sur ses propriétés
électroniques et optiques. La structure de bande du silicium amorphe est décrite par la densité d'états d'énergie disponibles. On distingue les états localisés pour lesquels les porteurs sont très peu mobiles (dans les queues de bande), des états étendus, pour lesquels les électrons participent à la conduction. La Figure I-8 représente la distribution des états d'énergie dans le silicium amorphe. La présence des états d'énergie localisés définit un gap de mobilité supérieure au gap optique. Dans la pratique, la différence entre les deux gaps est faible, divergeant de 0,1 eV maximum. Les défauts profonds correspondent aux liaiso
ssivées et représentent aussi bien des états donneurs qu'accepteurs. a
Figure I-8: Répartition de la densité d'états d'énergie dans la silicium
amorphe hydrogéné.
Cette distribution d'états d'énergie permet de considérer le silicium amorphe comme un semi-conducteur à gap direct. Son coefficient d'absorption (Figure I-9) supérieur à celui du silicium cristallin aux énergies au-delà de 1,7 eV permet à seulement 1 µm de a-Si:H
25
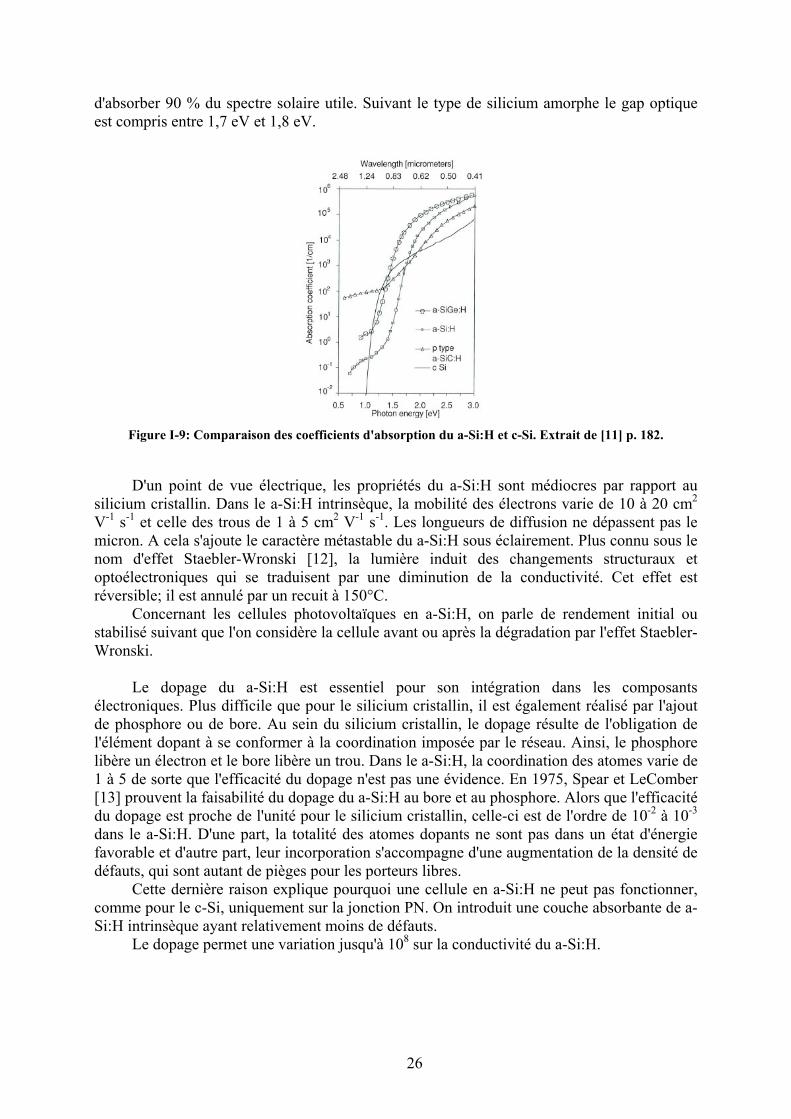
d'absorber 90 % du spectre solaire utile. Suivant le type de silicium amorphe le gap optique est compris entre 1,7 eV et 1,8 eV.
Figure I-9: Comparaison des coefficients d'absorption du a-Si:H et c-Si. Extrait de [11] p. 182.
D'un point de vue électrique, les propriétés du a-Si:H sont médiocres par rapport au
silicium cristallin. Dans le a-Si:H intrinsèque, la mobilité des électrons varie de 10 à 20 cm2 V-1 s-1 et celle des trous de 1 à 5 cm2 V-1 s-1. Les longueurs de diffusion ne dépassent pas le micron. A cela s'ajoute le caractère métastable du a-Si:H sous éclairement. Plus connu sous le nom d'effet Staebler-Wronski [12], la lumière induit des changements structuraux et optoélectroniques qui se traduisent par une diminution de la conductivité. Cet effet est réversible; il est annulé par un recuit à 150°C.
Concernant les cellules photovoltaïques en a-Si:H, on parle de rendement initial ou stabilisé suivant que l'on considère la cellule avant ou après la dégradation par l'effet Staebler-Wronski.
Le dopage d s les composants
électroniques. Plus difficile que pour le siliciu ajout de phosphore ou de bore. Au sein du silicium cristallin, le dopage résulte de l'obligation de l'élém
a-Si:H. D'une part, la totalité des atomes dopants ne sont pas dans un état d'énergie favorable et d'autre part, leur incorporation s'accompagne d'une augmentation de la densité de défau
ur la conductivité du a-Si:H.
u a-Si:H est essentiel pour son intégration dan cristallin, il est également réalisé par l'm
ent dopant à se conformer à la coordination imposée par le réseau. Ainsi, le phosphore libère un électron et le bore libère un trou. Dans le a-Si:H, la coordination des atomes varie de 1 à 5 de sorte que l'efficacité du dopage n'est pas une évidence. En 1975, Spear et LeComber [13] prouvent la faisabilité du dopage du a-Si:H au bore et au phosphore. Alors que l'efficacité du dopage est proche de l'unité pour le silicium cristallin, celle-ci est de l'ordre de 10-2 à 10-3 dans le
ts, qui sont autant de pièges pour les porteurs libres. Cette dernière raison explique pourquoi une cellule en a-Si:H ne peut pas fonctionner,
comme pour le c-Si, uniquement sur la jonction PN. On introduit une couche absorbante de a-Si:H intrinsèque ayant relativement moins de défauts.
Le dopage permet une variation jusqu'à 108 s
26
I.3.2.1.2 Procédés de dépôt Historiquement, le premier dépôt de silicium amorphe a été réalisé dans un réacteur
PECVD radio fréquence [14]. C'est aujourd'hui, la méthode la plus communément utilisée avec
ter les vitesses de dépôt tout en conservant la qualité du matériau, de nouvelles conditions expérimentales ont été testées. En augmentant la pression (5 - 10 mbar au lie
r une vitesse de dépôt de 10 Å/s. ne autre méthode basée sur la dissociation du silane par un filament chauffé entre
1600°C et 2000°C, appelée Hot Wdépôt de l'ordre de 30 Å/s [1
le silicium cristallin. Les longueurs de diffusion très faibles, quelques microns, ne permettent pas une collecte des porteurs suffisante. La collecte est donc assurée grâce
une fréquence du plasma de 13,56 MHz. Le silane (SiH4) est dissocié dans un plasma d'argon et d'hydrogène à une température inférieure à 250°C. D'un point de vue industriel, l'inconvénient de cette technique réside dans la faible vitesse de dépôt comprise entre 1 Å/s et 2 Å/s. Néanmoins, le procédé basse température ouvre un large choix de support pour le dépôt: verre, aciers ou films plastiques.
Afin d'augmen
u de 0,5 - 0,7 mbar habituellement) et la puissance du plasma, une vitesse de 12 Å/s a été atteinte [15]. Une autre solution mise en œuvre par l'IMT de Neuchâtel [16] consiste à accroître la fréquence du plasma jusqu'à 300 MHz. Le procédé dit VHF PECVD (Very High Frequency PECVD) permet d'obteni
Uire CVD (HWCVD) permet d'atteindre des vitesses de
7].
I.3.2.1.3 Les cellules P-i-N simple jonction Les cellules réalisées à partir de a-Si:H ne peuvent être conçues sur le même modèle
que les cellules utilisant
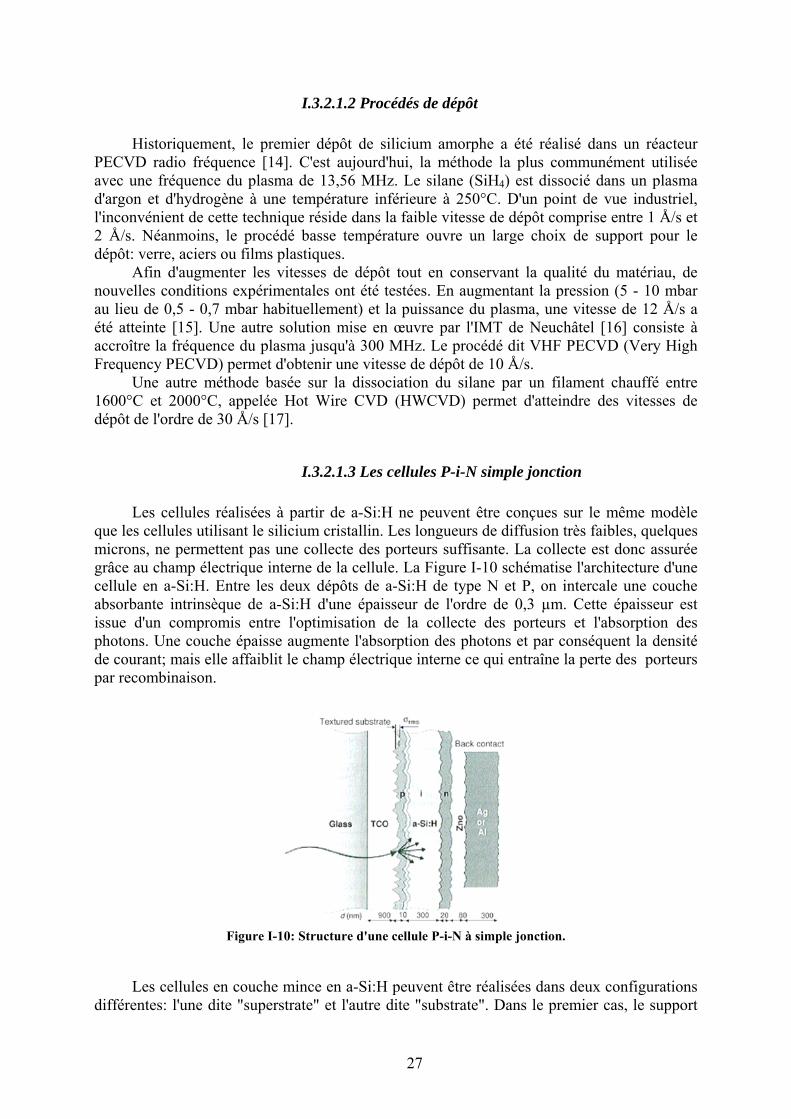
au champ électrique interne de la cellule. La Figure I-10 schématise l'architecture d'une cellule en a-Si:H. Entre les deux dépôts de a-Si:H de type N et P, on intercale une couche absorbante intrinsèque de a-Si:H d'une épaisseur de l'ordre de 0,3 µm. Cette épaisseur est issue d'un compromis entre l'optimisation de la collecte des porteurs et l'absorption des photons. Une couche épaisse augmente l'absorption des photons et par conséquent la densité de courant; mais elle affaiblit le champ électrique interne ce qui entraîne la perte des porteurs par recombinaison.
Figure I-10: Structure d'une cellule P-i-N à simple jonction.
Les cellules en couche mince en a-Si:H peuvent être réalisées dans deux configurations
différentes: l'une dite "superstrate" et l'autre dite "substrate". Dans le premier cas, le support
27
du dépôt est la face avant de la cellule et les couches sont déposées dans l'ordre P-i-N. Le support (souvent du verre) doit donc être transparent. Dans le second cas, le support constitue la face arrière de la cellule, il peut donc être opaque et les couches sont déposées dans l'ordre N-i-P
configuration superstrate celuprocédé après la couche de type N. En face arrière, le TCO joue également le rôle de réfl te
E
µm, le primordial. La texture de l'interface TCO/a-Si:H, en face avant comme en face arrière, joue un rôle très important pour obtenir des réflexions multi
MicroTechnologie de l'université de Neuchâtel (IMT) [18]. Sur 1 cm , le a-Si:H est déposé dans un réacteur VHF PECVD à une vitesse de 5 Å/s; l'épaisseur de la cou
des rendements passe par la formation de cellules à multijonctions, tandem ou triple jonctions, qui ont l'avantage d'utiliser au mieux le spectre solaire. Les matériaux utilisés sont alors l'alliage amorphe silicium-germanium (a-Si(1-x)Gex:H) ou les formes microcristallines du
a une structure cristalline colonnaire. Il est composé de ristallites de diamètre de 10 nm à 20 nm qui peuvent également s'agglomérer en structure
allongée conique. La Figure I-11 extraite de [11] met en évidence la variation de la microstructure du µc-Si:H en fonction de la vitesse de croissance. Les nanocristaux (en blanc) sont immergé iste donc des conditions expérimentales telles que l'on se trouve à la transition a-Si:H / µc-Si:H. Les propriétés du µc-Si:H
. La conductivité du a-Si:H, même dopé, étant limitée, la prise de contact sur les zones N
et P est réalisée par un oxyde transparent conducteur (TCO). Dans la i-ci est déposé sur le support avant le a-Si:H. Un nouveau dépôt est réalisé en fin de
ec ur grâce à son indice optique proche de 2.
tant donné que l'épaisseur des couches absorbantes des cellules P-i-N est inférieure à 1 confinement optique des photons est
ples. C'est essentiellement ce dernier point qui permet d'augmenter la densité de courant et donc le rendement des cellules.
A ce jour, la cellule P-i-N à simple jonction présentant le meilleur rendement stabilisé a
été réalisée par l'Institut de 2
che intrinsèque est de 0,25 µm. Le rendement est de 9,5 % pour une tension de circuit ouvert Voc de 0,858, une densité de courant de court-circuit Jcc de 17,5 mA.cm-2 et un facteur de forme de 63 %.
L'amélioration
a-Si:H.
I.3.2.2 Silicium microcristallin et les cellules tandem
Le silicium microcristallin (µc-Si:H) a été introduit, dans les années 1990, par l'Institut
de MicroTechnologie (IMT) de l'université de Neuchâtel. Il est déposé par des méthodes similaires de dissociation du SiH4 assistées par plasma PECVD ou par une résistance chauffante (HWCVD).
Le silicium microcristallin
c
s dans une matrice de silicium amorphe (en gris). Il ex
dépendent de la microstructure et par conséquent de la méthode de croissance utilisée. Elles diffèrent de celle du silicium amorphe et se rapprochent du silicium cristallin: gap indirect à 1,1 eV, coefficient d'absorption supérieur sur l'ensemble du spectre de 0,5 eV à 3,5 eV. Moins sensible à l'effet Staebler-Wronski ou effet de dégradation induit par l'éclairement, le µc-Si:H est devenu un sujet de recherche en soi et son application se retrouve
28
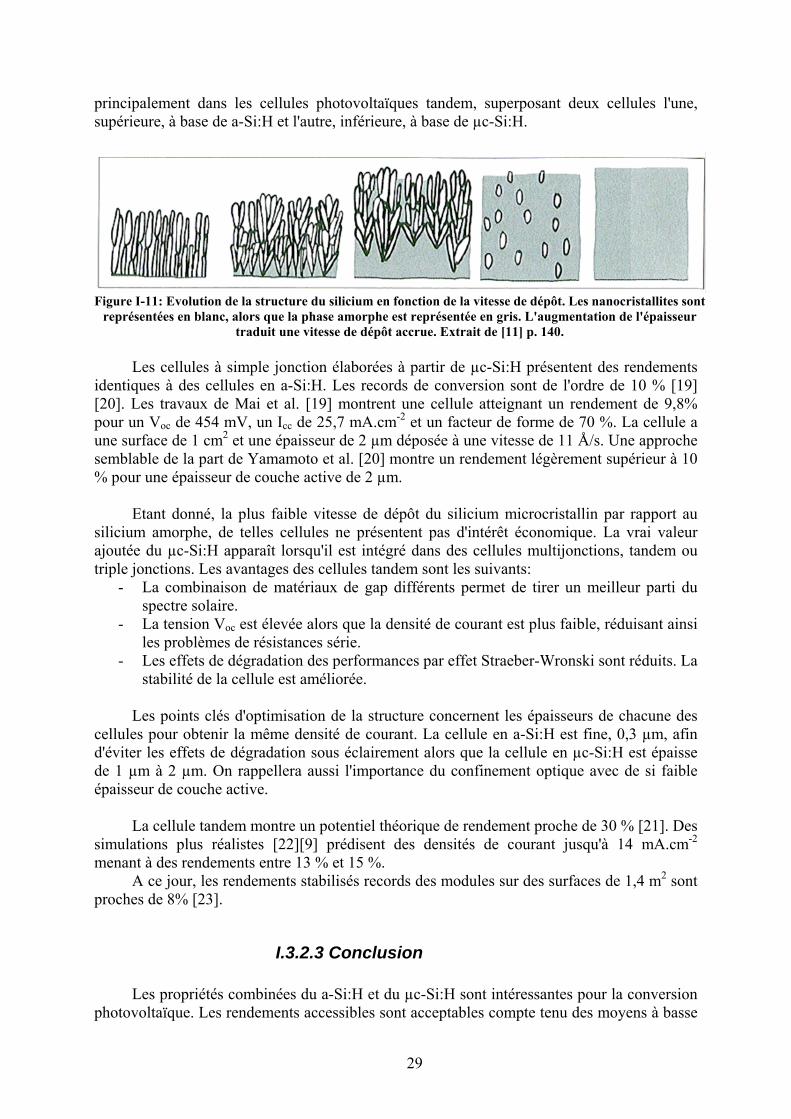
principalement dans les cellules photovoltaïques tandem, superposant deux cellules l'une, supérieure, à base de a-Si:H et l'autre, inférieure, à base de µc-Si:H.
nant un rendement de 9,8% pour
Etant donné, la plus faible vitesse de dépôt du silicium microcristallin par rapport au silicium amorphe, de telles cellules ne présentent pas d'ajoutée du µc-Si:H apparaît lor triple jonctions. Les avantages des cellules tandem sont les suivants:
-
- Les effets de dégradation des performances par effet Straeber-Wronski sont réduits. La stabilité de la cellule est améliorée.
Les points clés d'optimisation de la structure concernent les épaisseurs de chacune des
cellules pour obtenir la même densité de courant. La cellule en a-Si:H est fine, 0,3 µm, afin d'éviter les effets de dégradation sous éclairement alors que la cellule en µc-Si:H est épaisse de 1 µm à 2 µm. On rappellera aussi l'épaisseur de couch
1,4 m sont proch
Les cellules à simple jonction élaborées à partir de µc-Si:H présentent des rendements
identiques à des cellules en a-Si:H. Les records de conversion sont de l'ordre de 10 % [19] [20]. Les travaux de Mai et al. [19] montrent une cellule atteig
un Voc de 454 mV, un Icc de 25,7 mA.cm-2 et un facteur de forme de 70 %. La cellule a une surface de 1 cm2 et une épaisseur de 2 µm déposée à une vitesse de 11 Å/s. Une approche semblable de la part de Yamamoto et al. [20] montre un rendement légèrement supérieur à 10 % pour une épaisseur de couche active de 2 µm.
Figure I-11: Evolution de la structure du silicium en fonction de la vitesse de dépôt. Les nanocristallites sont représentées en blanc, alors que la phase amorphe est représentée en gris. L'augmentation de l'épaisseur
traduit une vitesse de dépôt accrue. Extrait de [11] p. 140.
intérêt économique. La vrai valeur squ'il est intégré dans des cellules multijonctions, tandem ou
La combinaison de matériaux de gap différents permet de tirer un meilleur parti du spectre solaire.
- La tension Voc est élevée alors que la densité de courant est plus faible, réduisant ainsi les problèmes de résistances série.
importance du confinement optique avec de si faible e active.
La cellule tandem montre un potentiel théorique de rendement proche de 30 % [21]. Des
simulations plus réalistes [22][9] prédisent des densités de courant jusqu'à 14 mA.cm-2 menant à des rendements entre 13 % et 15 %.
A ce jour, les rendements stabilisés records des modules sur des surfaces de 2
es de 8% [23].
I.3.2.3 Conclusion Les propriétés combinées du a-Si:H et du µc-Si:H sont intéressantes pour la conversion
photovoltaïque. Les rendements accessibles sont acceptables compte tenu des moyens à basse
29
température utilisés. Les progrès dans ce domaine sont constants et de grands équipementiers se lancent dans la conception de panneaux de grande surface.
L'augmentation des performances des cellules est envisagée dans le cadre de cellule à multijonctions intégrant des matériaux différents: a-Si:H, µc-Si:H et a-SiGe:H. La complexité de cette approche provient de la grande variabilité des propriétés de ces matériaux, fonction de leur microstructure. D'autre part, la superposition en série de deux voire trois cellules est confrontée à l'adaptation de leur densité de courant respective. L'optimisation de ces architectures cellule est délicate
cellules photovoltaïques de l'ordre de 1 µm à 5 µm
SOPHE, SOPHIA, PLASLMA et EVA de l'UNSW [25] [26].
La qualité du matériau après cristallisation dépend aussi bien de la température de dépôt du a-Si:H que de la temp a structure plus ou moins ordonnée du silicium amorp
Les procédés SOPHE et SOPHIA de l'UNSW utilisent la technique SPC pour obtenir une c
.
I.3.3 Les technologies au silicium cristallin Nous présentons dans cette partie les différentes approches existantes pour l'obtention
de couches minces de silicium cristallin. Une première voie consiste à cristalliser un dépôt de silicium amorphe puis, très souvent, d'épaissir la couche par épitaxie. Le silicium est alors polycristallin. Nous verrons aussi la solution originale développée par la technologie SLIVER avant d'introduire les procédés de transfert de couche de silicium monocristallin. Enfin, la dernière approche aborde l'épitaxie sur substrat bas coût en silicium de qualité dégradée.
I.3.3.1 Approche par recristallisation du silicium
I.3.3.1.1 Cristallisation en phase solide - SPC La cristallisation en phase solide (SPC pour Solid Phase Crystallisation) est un procédé
réalisé à une température proche de 600°C pendant au moins une dizaine d'heures. Elle permet d'obtenir des épaisseurs de couches actives des
sans étape de croissance supplémentaire. Du silicium amorphe est déposé par PECVD, LPCVD ou par évaporation par faisceau d'électrons avant d'être cristalliser. Cette technique est utilisée par l'entreprise CSG Solar [24] ainsi que dans les procédés
érature et du temps de recuit [27]. Lhe conditionne l'état cristallin final.
ouche germe nécessaire à une croissance par épitaxie. A ce jour, le meilleur rendement rapporté est de 5,8 % [25]. Dans le cas du procédé PLASMA, la cellule d'une épaisseur de 4 µm est entièrement réalisée par SPC et montre un rendement de 7 % sur 4,4 cm2 [25].
Les performances des cellules CSG font l'objet du paragraphe suivant.
I.3.3.1.2 La technologie CSG - Crystalline Silicon on Glass La technologie CSG [24] consiste à déposer le silicium amorphe directement sur un
substrat en verre et à effectuer sa cristallisation par la méthode SPC. Aujourd'hui, cette technique est utilisée par la société CSG Solar AG qui commercialise des modules de rendement 6 – 7 %. La structure des cellules est représentée sur la Figure I-12.
30
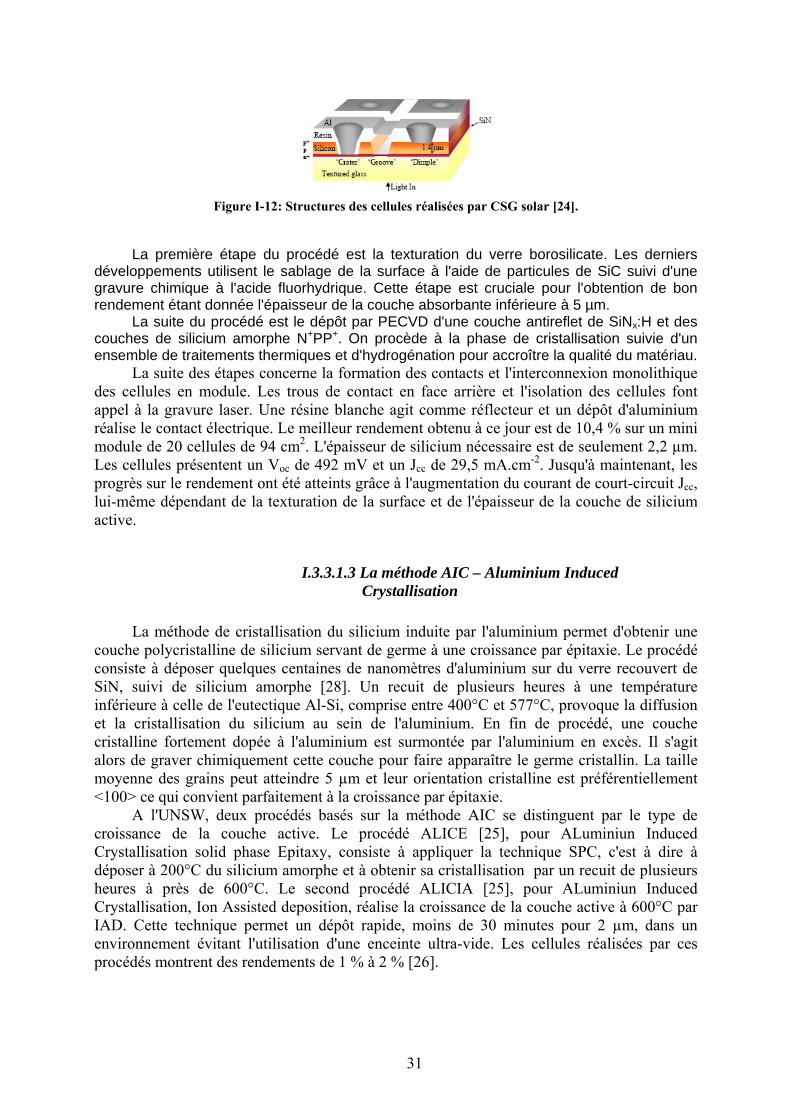
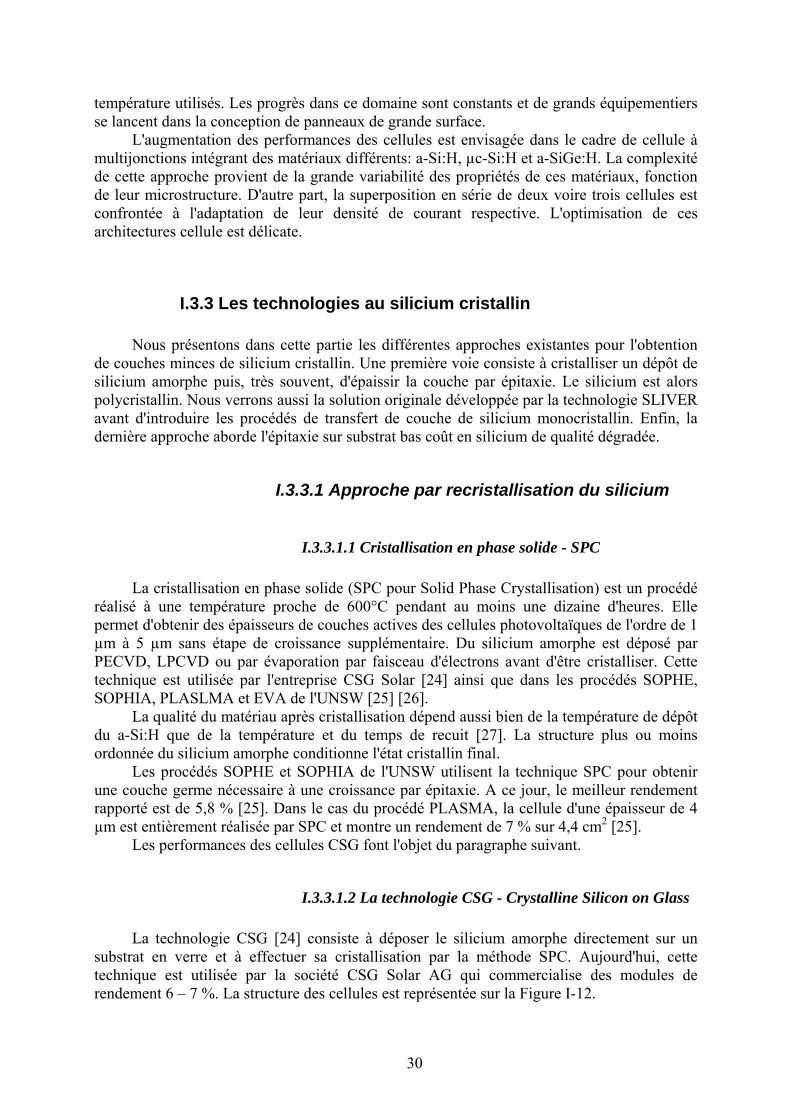
Figure I-12: Structures des cellules réalisées par CSG solar [24].
La première étape du procédé est la texturation du verre borosilicate. Les derniers
développements utilisent le sablage de la surface à l'aide de particules de SiC suivi d'une gravure chimique à l'acide fluorhydrique. Cette étape est cruciale pour l'obtention de bon rendement étant donnée l'épaisseur de la couche absorbante inférieure à 5 µm.
La suite du procédé est le dépôt par PECVD d'une couche antireflet de SiNx:H et des couches de silicium amorphe N+PP+. On procède à la phase de cristallisation suivie d'un ensemble de traitements thermiques et d'hydrogénation pour accroître la qualité du matériau.
ement obtenu à ce jour est de 10,4 % sur un mini module de 20 cellules de 94 cm2. L'épaisseur de silicium nécessaire est de seulement 2,2 µm. Les cellules présentent un Voc de 492 mV et un Jcc de 29,5 mA.cm-2. Jusqu'à maintenant, les progrès sur le rendement ont été atteints grâce à l'augmentation du courant de court-circuit Jcc, lui-m e dépendant de la texturation de la surface et de l'épaisseur de la couche de silicium active.
I.3.3.1.3 La méthode AIC – Aluminium Induced
r à 200°C du silicium amorphe et à obtenir sa cristallisation par un recuit de plusieurs heures à près de 600°C. Le second procédé ALICIA [25], pour ALuminiun Induced Crystallisation, Ion Assisted deposition, réalise la croissance de la couche active à 600°C par IAD un environnement évitant l'utilisation d'une enceinte ultra-vide. Les cellules réalisées par ces procé
La suite des étapes concerne la formation des contacts et l'interconnexion monolithique des cellules en module. Les trous de contact en face arrière et l'isolation des cellules font appel à la gravure laser. Une résine blanche agit comme réflecteur et un dépôt d'aluminium réalise le contact électrique. Le meilleur rend
êm
Crystallisation La méthode de cristallisation du silicium induite par l'aluminium permet d'obtenir une
couche polycristalline de silicium servant de germe à une croissance par épitaxie. Le procédé consiste à déposer quelques centaines de nanomètres d'aluminium sur du verre recouvert de SiN, suivi de silicium amorphe [28]. Un recuit de plusieurs heures à une température inférieure à celle de l'eutectique Al-Si, comprise entre 400°C et 577°C, provoque la diffusion et la cristallisation du silicium au sein de l'aluminium. En fin de procédé, une couche cristalline fortement dopée à l'aluminium est surmontée par l'aluminium en excès. Il s'agit alors de graver chimiquement cette couche pour faire apparaître le germe cristallin. La taille moyenne des grains peut atteindre 5 µm et leur orientation cristalline est préférentiellement <100> ce qui convient parfaitement à la croissance par épitaxie.
A l'UNSW, deux procédés basés sur la méthode AIC se distinguent par le type de croissance de la couche active. Le procédé ALICE [25], pour ALuminiun Induced Crystallisation solid phase Epitaxy, consiste à appliquer la technique SPC, c'est à dire à dépose
. Cette technique permet un dépôt rapide, moins de 30 minutes pour 2 µm, dans
dés montrent des rendements de 1 % à 2 % [26].
31
Gall et al [29] du Hahn-Meitner Institut de Berlin rapportent également la réalisation de cellules photovoltaïques en silicium polycristallin déposé sur du verre (Figure I-13).
Figure I-13: Schéma de la cellule obtenue
par AIC et épitaxie en phase solide réalisée par Gall et al. [29]
Le procédé, nommé ALILE pour ALuminium-Induced Layer Exchange, combine la
méthode de cristallisation AIC et la croissance par épitaxie en phase solide (e-beam evaporation). Après avoir retirer la couche d'aluminium par gravure mécano-chimique, la couche de silicium fortement dopé laisse apparaître des grains de taille comprise entre 7 µm et 18 µm ayant une orientation préférentielle <100>. La cristallisation du silicum par le même procédé, mais sur un substrat en verre recouvert de ZnO:Al montre des grains de taille légèrement plus faible, entre 5 µm et 16 µm. Cette configuration est néamoins plus avantageuse car elle facilite la prise du contact électrique et augmente l'absorption des photons grâce au caractère antireflet du ZnO:Al. La couche active de silicium de 2 µm est alors obtenue par épitaxie à 600°C par évaporation de silicium FZ par faisceau d'électrons. L'émetteur en a-Si:H (N+) est déposé à 200°C et suivi par un dépôt de 80 nm de ZnO:Al. La structure mesa de la cellule et la géométrie des contacts sont réalisées par photolithographie. Le rendement actuel est de 2,7 % pour un Voc de 396 mV et un Jcc de 10,3 mA.cm-2 en l'absence de texturation de la surface.
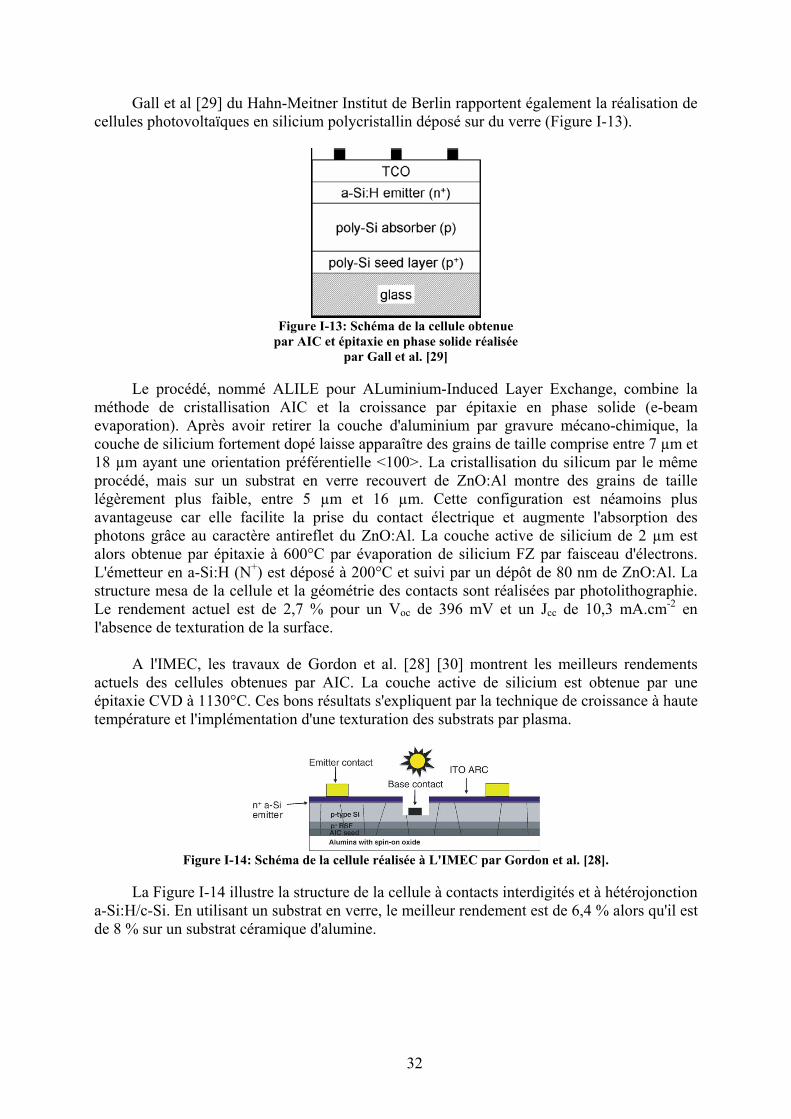
A l'IMEC, les travaux de Gordon et al. [28] [30] montrent les meilleurs rendements
actuels des cellules obtenues p ctive de silicium est obtenue par une épitaxie CVD à 1130°C. Ces bons résultats s'température et l'
ar AIC. La couche aexpliquent par la technique de croissance à haute
implémentation d'une texturation des substrats par plasma.
Figure I-14: Schéma de la cellule réalisée à L'IMEC par Gordon et al. [28].
La Figure I-14 illustre la structure de la cellule à contacts interdigités et à hétérojonction
a-Si:H/c-Si. En utilisant un substrat en verre, le meilleur rendement est de 6,4 % alors qu'il est de 8 % sur un substrat céramique d'alumine.
32
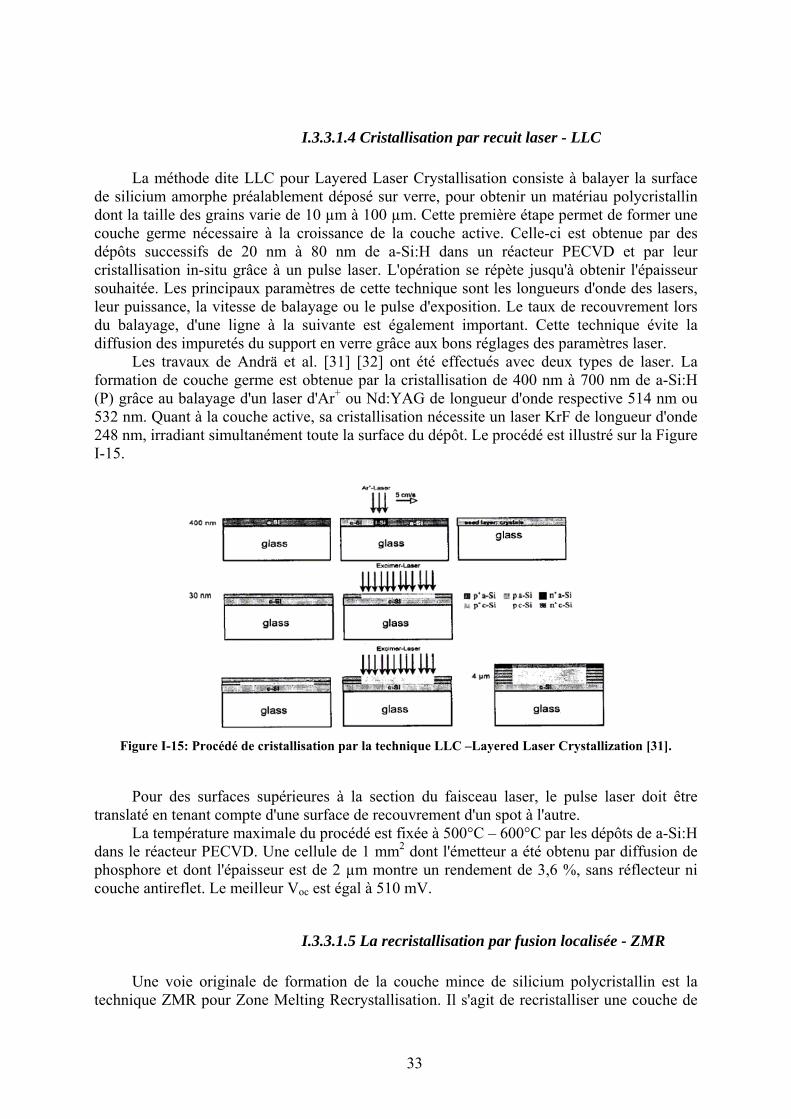
I.3.3.1.4 Cristallisation par recuit laser - LLC La méthode dite LLC pour Layered Laser Crystallisation consiste à balayer la surface
de silicium amorphe préalablement déposé sur verre, pour obtenir un matériau polycristallin dont la taille des grains varie de 10 µm à 100 µm. Cette première étape permet de former une couche germe nécessaire à la croissance de la couche active. Celle-ci est obtenue par des dépôts successifs de 20 nm à 80 nm de a-Si:H dans un réacteur PECVD et par leur cristallisation in-situ grâce à un pulse laser. L'opération se répète jusqu'à obtenir l'épaisseur souhaitée. Les principaux paramètres de cette technique sont les longueurs d'onde des lasers, leur puissance, la vitesse de balayage ou le pulse d'exposition. Le taux de recouvrement lors du balayage, d'une ligne à la suivante est également important. Cette technique évite la diffusion des impuretés du support en verre grâce aux bons réglages des paramètres laser.
Les travaux de Andrä et al. [31] [32] ont été effectués avec deux types de laser. La formation de couche germe est obtenue par la cristallisation de 400 nm à 700 nm de a-Si:H (P) grâce au balayage d'un laser d'Ar+ ou Nd:YAG de longueur d'onde respective 514 nm ou 532 nm. Quant à la couche active, sa cristallisation nécessite un laser KrF de longueur d'onde 248 nm, irradiant simultanément toute la surface du dépôt. Le procédé est illustré sur la Figure I-15.
Figure I-15: Procédé de cristallisation par la technique LLC –Layered Laser Crystallization [31].
Pour des surfaces supérieures à la section du faisceau laser, le pulse laser doit être
transl
ince de silicium polycristallin est la techn
até en tenant compte d'une surface de recouvrement d'un spot à l'autre. La température maximale du procédé est fixée à 500°C – 600°C par les dépôts de a-Si:H
dans le réacteur PECVD. Une cellule de 1 mm2 dont l'émetteur a été obtenu par diffusion de phosphore et dont l'épaisseur est de 2 µm montre un rendement de 3,6 %, sans réflecteur ni couche antireflet. Le meilleur Voc est égal à 510 mV.
I.3.3.1.5 La recristallisation par fusion localisée - ZMR Une voie originale de formation de la couche mique ZMR pour Zone Melting Recrystallisation. Il s'agit de recristalliser une couche de
33
silicium polycristallin prise en sandwich entre deux couches d'oxyde SiO2. La première étape consiste en une oxydation thermique de la surface d'un substrat afin d'obtenir 1 µm d'oxyde SiO2. Une épaisseur de 10 µm environ de silic m polycristallin est alors déposée par CVD pour être à son tour recouvert d'un oxyde PECVD de 1 µm à 5 µm. La structure est ensuite plac que le rayonnement en face avant est focalisé sur la zone à fondre. La translation du substrat assure le balayage du front de rface. La qualité du matériau dépen de la vitesse de bala entre 10 mm/minute et 500 mm/m
aussi le procédé analogue, appelé ZMC pour Zone Melting Crystallisation, dével
t la vitesse de balayage étudiée. La technique ZMC pourrait donc s'avérer moins onéreuse que la technique ZMR en remplaçant le dépôt de silicium polycristallin par un dépôt de silicium amorphe.
un rendement de 10 %. Les autres voies telles que LLC, ZMR ou AIC
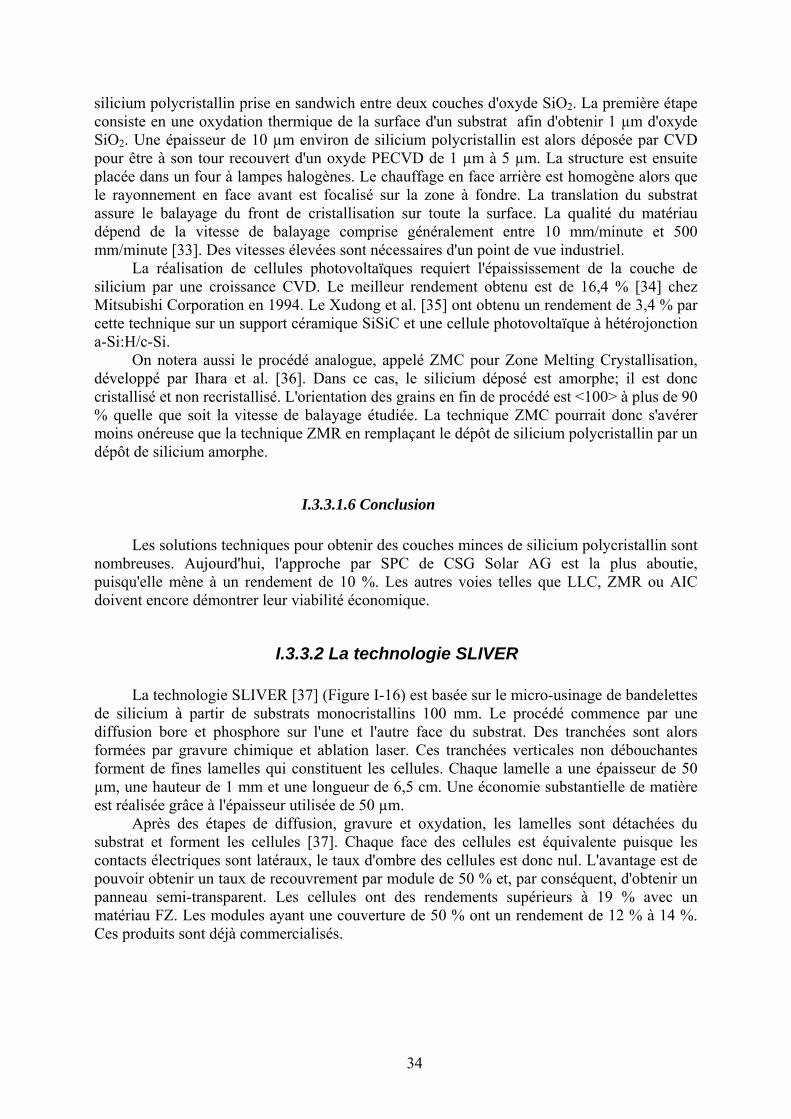
a technologie SLIVER [37] (Figure I-16) est basée sur le micro-usinage de bandelettes de silicium à partir de substra . Le procédé commence par une diffus on bore et phosphore su substrat. Des tranchées sont alors formées par gravure chim
iu
ée dans un four à lampes halogènes. Le chauffage en face arrière est homogène alors
cristallisation sur toute la suyage comprise généralement d
inute [33]. Des vitesses élevées sont nécessaires d'un point de vue industriel. La réalisation de cellules photovoltaïques requiert l'épaississement de la couche de
silicium par une croissance CVD. Le meilleur rendement obtenu est de 16,4 % [34] chez Mitsubishi Corporation en 1994. Le Xudong et al. [35] ont obtenu un rendement de 3,4 % par cette technique sur un support céramique SiSiC et une cellule photovoltaïque à hétérojonction a-Si:H/c-Si.
On noteraoppé par Ihara et al. [36]. Dans ce cas, le silicium déposé est amorphe; il est donc
cristallisé et non recristallisé. L'orientation des grains en fin de procédé est <100> à plus de 90 % quelle que soi
I.3.3.1.6 Conclusion Les solutions techniques pour obtenir des couches minces de silicium polycristallin sont
nombreuses. Aujourd'hui, l'approche par SPC de CSG Solar AG est la plus aboutie, puisqu'elle mène àdoivent encore démontrer leur viabilité économique.
I.3.3.2 La technologie SLIVER L
ts monocristallins 100 mmr l'une et l'autre face du i
ique et ablation laser. Ces tranchées verticales non débouchantes forment de fines lamelles qui constituent les cellules. Chaque lamelle a une épaisseur de 50 µm, une hauteur de 1 mm et une longueur de 6,5 cm. Une économie substantielle de matière est réalisée grâce à l'épaisseur utilisée de 50 µm.
Après des étapes de diffusion, gravure et oxydation, les lamelles sont détachées du substrat et forment les cellules [37]. Chaque face des cellules est équivalente puisque les contacts électriques sont latéraux, le taux d'ombre des cellules est donc nul. L'avantage est de pouvoir obtenir un taux de recouvrement par module de 50 % et, par conséquent, d'obtenir un panneau semi-transparent. Les cellules ont des rendements supérieurs à 19 % avec un matériau FZ. Les modules ayant une couverture de 50 % ont un rendement de 12 % à 14 %. Ces produits sont déjà commercialisés.
34
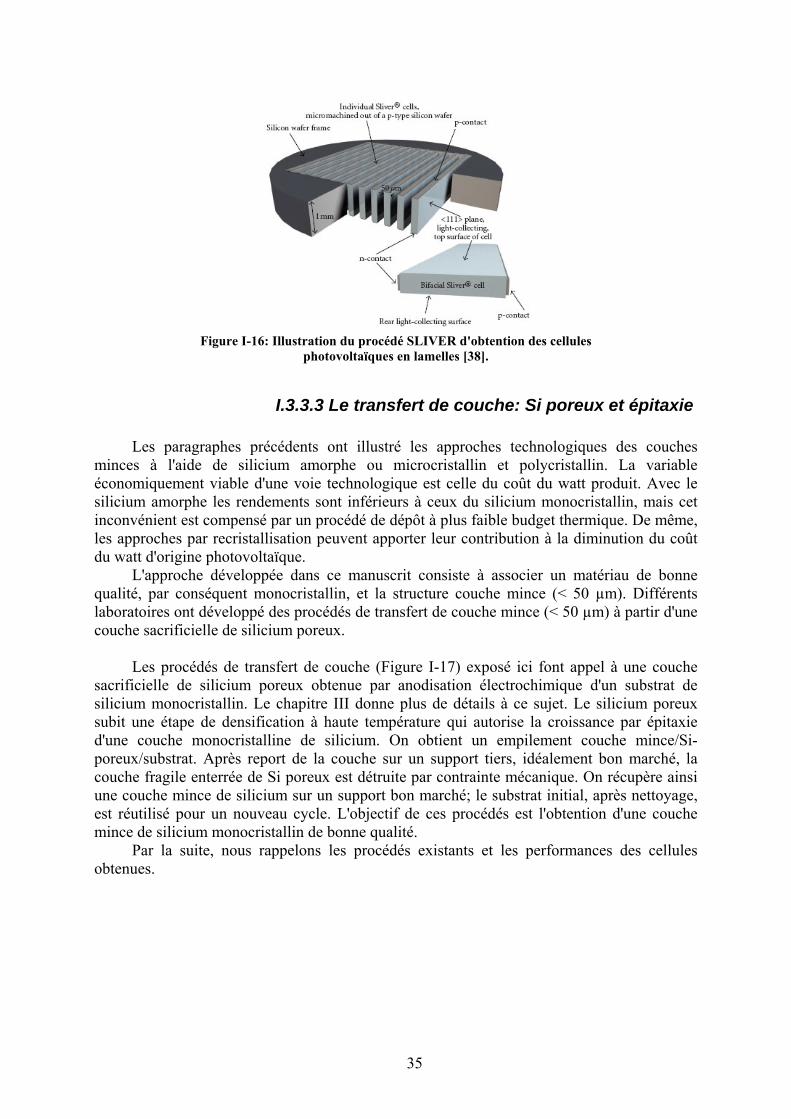
Figure I-16: Illustration du procédé SLIVER d'obtention des cellules
photovoltaïques en lamelles [38].
I.3.3.3 Le transfert de couche: Si poreux et épitaxie Les paragraphes précédents ont illustré les approches technologiques des couches
minces à l'aide de silicium amorphe ou microcristallin et polycristallin. La variable économiquement viable d'une voie technologique est celle du coût du watt produit. Avec le silicium amorphe les rendements sont inférieurs à ceux du silicium monocristallin, mais cet inconvénient est compensé par un procédé de dépôt à plus faible budget thermique. De même, les approches par recristallisatio du coût du watt d'origine photovoltaïque.
par contrainte mécanique. On récupère ainsi une c
n peuvent apporter leur contribution à la diminution
L'approche développée dans ce manuscrit consiste à associer un matériau de bonne qualité, par conséquent monocristallin, et la structure couche mince (< 50 µm). Différents laboratoires ont développé des procédés de transfert de couche mince (< 50 µm) à partir d'une couche sacrificielle de silicium poreux.
Les procédés de transfert de couche (Figure I-17) exposé ici font appel à une couche
sacrificielle de silicium poreux obtenue par anodisation électrochimique d'un substrat de silicium monocristallin. Le chapitre III donne plus de détails à ce sujet. Le silicium poreux subit une étape de densification à haute température qui autorise la croissance par épitaxie d'une couche monocristalline de silicium. On obtient un empilement couche mince/Si-poreux/substrat. Après report de la couche sur un support tiers, idéalement bon marché, la couche fragile enterrée de Si poreux est détruite
ouche mince de silicium sur un support bon marché; le substrat initial, après nettoyage, est réutilisé pour un nouveau cycle. L'objectif de ces procédés est l'obtention d'une couche mince de silicium monocristallin de bonne qualité.
Par la suite, nous rappelons les procédés existants et les performances des cellules obtenues.
35
1. Substrat Si monocristallin
5. Séparation cellule/substrat par sollicitation ultrasonique
2. Réalisation d’une couche fragilisée par formation de silicium poreux
3. Croissance d’une couche de Sipar épitaxie en phase vapeur (VPE)
4. Report sur un support bas coût
6. Nettoyage et réutilisation du substrat
F
t d’eau haute
à 700°C par IAD (Ion Assisted
igure I-17: Procédé de transfert de couche mince de silicium monocristallin développé à l'INL.
I.3.3.3.1 Le procédé SCLIPS Le procédé SCLIPS (pour Solar Cells by Liquid Phase Epitaxy over Porous Si), dérivé
du procédé ELTRAN de Canon [59], a été adapté pour les applications photovoltaïques. La fragilisation du substrat intervient par la formation d’une structure poreuse multi-couche de 10 µm. La croissance de la couche active est réalisée par épitaxie en phase liquide à une température de 950°C. Enfin, la séparation de la couche est obtenue à l’aide d’un je
pression. Une durée de vie des porteurs minoritaires de 10 µs, correspondant à une longueur de
diffusion de 160 µm a été rapportée et une cellule de 0,2 cm2 avec un rendement de 9,3% a été réalisée [61].
I.3.3.3.2 Le procédé SPS Le procédé SPS [61] pour Sintered Porous Silicon a été développé par Sony. La
structure poreuse est composée de trois couches de porosité différente ayant une épaisseur totale de 9 µm. Un recuit à 1100°C permet la fragilisation de la couche poreuse et la fermeture des pores en surface. La croissance de la couche active est alors réalisée par épitaxie à partir de trichlorosilane.
On réalise ensuite la cellule photovoltaïque, puis le transfert de la couche. Ce dernier intervient après le collage de la couche épitaxiée sur un film plastique, et l’application d’une contrainte mécanique.
Le procédé SPS a permis d'obtenir des dispositifs photovoltaïques de surface 4 cm², d’une épaisseur de 12 µm, présentant un rendement de conversion de 12,5%.
I.3.3.3.3 Le procédé PSI Dans le cadre du procédé PSI [62], la surface est préalablement texturée avant l'étape de
porosification. La couche active est ensuite réalisée
36
Deposition) afin de conserver les reliefs de la surface. Des cellules ont été réalisées sur ces couch
ion d'un rendement de 13,3 % [64], malgré la perte de la texturation de la surface par un effet de lissage.
L'ajout d'une texturation après la croissance par épitaxie donne un rendement de conversion de 15,4% [65] sur une surface de 4 cm2, et une épaisseur de 25 µm.
structure est de 75 µm (2
ontant une couche de forte porosité (p= 40%, e=0,2µm).
de conversion de 16,6%, pour une épaisseur de 44,5 µm et une surface de 4 cm [69].
é à l'INL A l'INL uche
mince de silicium n. Nous disposons des équipements nécessaires à la formation du silicium poreux et à la croissance par épitaxie en phase vapeur.
es minces détachées mais le rendement obtenu n’est que de 4,4% [63]. Ce faible rendement est attribué à la qualité des couches obtenues à cette faible température. En utilisant une croissance par épitaxie en phase vapeur, l'amélioration de la qualité du matériau a permis l'obtent
I.3.3.3.4 Le procédé FMS Le procédé FMS (pour Freestanding Monocrystalline Silicon) [66] consiste à détacher
la couche poreuse du substrat avant l'étape de croissance par épitaxie. La couche est donc autosupportée et sert de germe pour la croissance. La séparation de la couche poreuse s’effectue par électropolissage et l’épaisseur des couches détachées est comprise entre 20 µm et 50 µm.
Le meilleur rendement de conversion photovoltaïque obtenu par ce procédé est de 12,6%, pour une couche active de 20 µm mais en réalité l’épaisseur de la
0 µm P + 5 µm P+ + 50 µm de poreux) [67]. La surface est de 1cm2.
I.3.3.3.5 Le procédé QMS Le procédé QMS (pour Quasi Monocrystalline Silicon) consiste à obtenir une couche de
silicium par recuit de silicium poreux et sans étapes de croissance par épitaxie. Mis au point par Rinke et al. [68], la structure est formée d’une bicouche poreuse : une couche de faible porosité (p=20%, e=8µm) surm
La restructuration du silicium poreux à haute température permet une densification de la couche supérieure la rendant quasi-monocristalline. Dans le même temps la couche fortement poreuse se fragilise et autorise le détachement du film par une action mécanique.
Les dispositifs photovoltaïques réalisés à partir de ces films quasi-monocristallins présentent un rendement
2
I.3.3.3.6 Le procédé de transfert développ
, nous avons également développé notre propre procédé de transfert de comonocristalli
Initialement développé pour des substrats de diamètre 50 mm, ce travail adapte les procédés aux substrats de diamètre 100 mm.
L'anodisation du silicium est réalisée sur toute la surface du substrat ce qui permet le détachement complet de la couche mince. La structure poreuse adéquate au procédé est une bicouche formée d'une couche enterrée de silicium fortement poreux (70 %) surmontée d'une couche faiblement poreuse (25%). Cette architecture combinée à un traitement thermique convenable permet une croissance optimale de la couche active des cellules et son détachement.
37
Le bâti d'épitaxie en p e le dichlorosilane et le diborane comme gaz précurseurs. La croissance à 1100°C fournit un matériau de bonne qualit
es efforts de recherche sont concentrés sur l'extension du procédé à des substrats de plus g
metteuse pour la réalisation de cellules à haut ndement de faible coût. Suivant la qualité du substrat de croissance, l'utilisation d'une
barrière de diffusion est nécessaire pour éviter la contamination de la couche active. D'autre part, la surface du support doit être adaptée au paramètre de maille du silicium afin d'éviter l'apparition de contraintes mécaniques dans le film. Les supports de croissance utilisés peuvent être du silicium de qualité métallurgique sous forme mono- ou multicristalline, ou encore des substrats de silicium obtenu par frittage d'une poudre.
Les principales contributions dans ce domaine émanent de l'IMEC en Belgique et de
l’institut Fraunhofer de Freiburg en Allemagne. En 1997, Faller et al. [71] de l’institut Fraunhofer démontrent l’obtention de hauts
rendements supérieurs à 17 % sur une couche épitaxiée de 40 µm sur un substrat CZ. La technologie cellule utilisée profite des meilleures conditions : émetteur localisé, oxyde de passivation, texturation par pyramides inversées, l’ensemble étant réalisé dans un environnement salle blanche.
Avec une technologie moins élaborée (ni texturation, ni oxyde de passivation, émetteur diffusé phosphore) sur un substrat SSP Ω.cm, les rendements s de 10 µm à 500 µm avec une moyenne de 60 µm ttent en évidence la corrélation entre
dans un réacteur
perficie de 92 cm . Sur un substrat multicristallin, une épitaxie de 28 µm donne n rendement de 14 %. Dans chaque cas, l’émetteur est obtenu par diffusion de phosphore.
hase vapeur à pression atmosphérique utilis
é. Les cellules réalisées sur ces couches minces montrent des rendements intéressants: 12,1 % pour une cellule biface et 8,2 % pour une cellule à contacts arrières interdigités [70] pour des épaisseurs de 50 µm.
Après nettoyage de la surface, la réutilisation du substrat, pour un nouveau cycle de détachement, est démontrée et la qualité des couches minces n'est que marginalement dégradée.
Lrande taille et à l'étape de transfert. Cette dernière étape est liée à l'architecture cellule
envisagée. Ces points font l'objet de notre travail.
I.3.3.4 Epitaxie CVD sur substrat bas coût La croissance par épitaxie CVD à haute température sur un substrat multicristallin ou
monocristallin de basse qualité est une voie prore
(Silicon Sheets from Powder) dopé à 0,02 ont compris entre 7 % et 8%. La taille des grains du substrat varie
. Les caractérisations mele Jcc et la taille des grains. Le Voc atteint jusqu'à 557 mV et le Jcc, 21,9 mA.cm-2. En 2003, les travaux de Rentsch et al. [72] montrent des rendements de 13,8 % et 12,3
% respectivement sur des couches épitaxiées sur substrat CZ et multicristallin. Les épaisseurs des couches sont respectivement de 37 µm et 27 µm. L'émetteur est réalisé par diffusion de phosphore et les métallisations par sérigraphie. Le procédé cellule correspond au standard industriel.
A l’institut Fraunhofer, Reber et al. [73] montrent un rendement de 14 % obtenu pour une épaisseur de silicium de 35 µm épitaxiée sur un substrat CZ P+
développé conjointement avec l’entreprise Centrotherm. Le travail plus récent de Schmich et al. [74] montre un rendement de 15,1 % pour une couche épitaxiée de 19 µm sur un substrat CZ et une su 2
u
38
Les Jcc sont semblables et at strat CZ atteint 645 mV alors qu'il est de 626 mV a cristallin.
an Nieuwenhuysen et al. [75] rapportent la réalisation de cellules épitaxiées sur des substr
cc% sur un substrat CZ et une surface de 25
cm2. La fabrication de cellules sur la ligne de production de l’entreprise Isofoton en Espagne en partenariat avec l’IMEC rtir d’une épitaxie sur un substrat de silicium de qualité mé
L
am h mo c
Les propriétés optiques et électriques du siliccellules P-i-N inf µc-Si:H permet d'augmenter l'épaisseur de la couch
à 1400°
mince et substrat de bonne qualité. Allié à une structure à faible budget thermique, à hétérojonction ou homojonc teindre de très hauts rendements.
teignent 29,8 mA.cm-2. Le Voc de la cellule sur subvec le substrat multi
Vats P+ bons marchés à partir d’un réacteur AP-CVD commercial ou d’un réacteur LP-
CVD expérimental. Des matériaux de différentes qualités UMG (Upgrated Metallurgical Silicon, silicium de qualité métallurgique purifié) sont utilisés comme support à l'épitaxie. Avec une épaisseur de 20 µm, les rendements sont compris entre 12 % et 13 % sur une surface de 96 cm2 lorsque la couche active est réalisée avec le réacteur APCVD. Les tensions Voc sont supérieures à 600 mV et la densité de courant J atteint 27 mA.cm-2. Avec le réacteur expérimental LPCVD, le rendement décroît à 8,2
a montré un rendement de 9,2 % à patallurgique purifié [76].
L'obtention d'un matériau de bonne qualité par épitaxie sur un substrat de silicium de
basse qualité est prouvée. Des tensions Voc supérieures à 600mV sont accessibles et la densité de courant, qui dépend de l'épaisseur de la couche active, peut atteindre 27 mA. cm-2 pour 20 µm de silicium.
I.3.4 Conclusion
es technologies couches minces silicium recouvrent les approches à base de silicium orp e et microcristallin, de silicium polycristallin recristallisé et de couches mincesno ristallines.
ium amorphe permettent de réaliser des érieur à 1 µm. L'utilisation de
e absorbante et la stabilité de la cellule sous éclairement. Les procédés de dépôt par PECVD à basse température rendent cette technologie compatible avec la réduction du coût du watt. De plus, les cellules tandem constituent une voie prometteuse pour obtenir de plus hauts rendements, entre 13 % et 15 %. Cependant, l'intégration de multijonctions et des éléments de confinement optique augmentent la complexité de la cellule.
Pour des applications demandant de plus fortes puissances, les technologies au silicium cristallin sont mieux placées. Il existe de nombreux moyens de recristallisation du silicium. Les épaisseurs des cellules atteignent la dizaine de microns et des rendements de 10 % sont déjà accessibles. Les performances des cellules dépendent beaucoup de la qualité du matériau polycristallin et du confinement optique. Les supports, adaptés aux procédés de recristallisation doivent avoir des caractéristiques spécifiques; la tenue en température jusqu'
C, un coefficient de dilation compatible avec le silicium, la stabilité chimique ou encore la diffusion des impuretés sont autant de problématiques à résoudre. A cela, s'ajoute le coût économique d'un tel support.
Pour s'affranchir de cette problématique du support, le report de couche mince de silicium monocristallin est une solution adaptée. Il permet de combiner les approches couche
tion élaboré in-situ, de telles cellules ont les capacités d'at
39
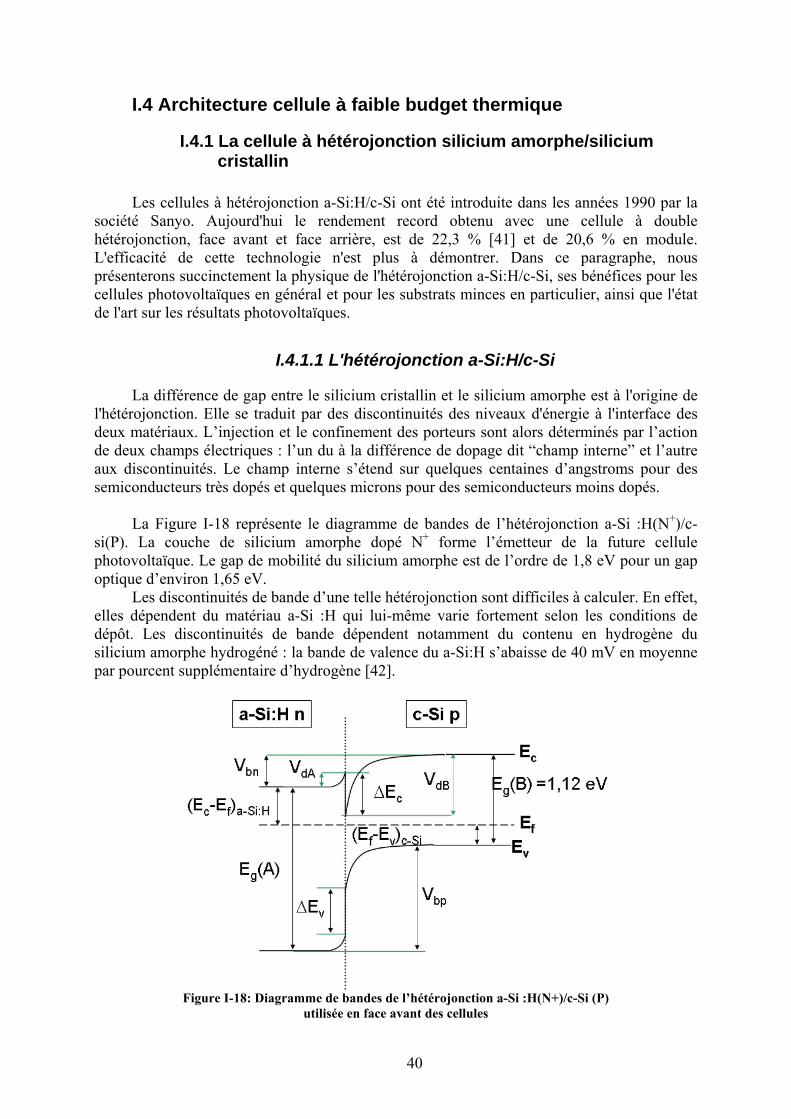
I.4 Architecture cellule à faible budget thermique
I.4.1 La cellule à hétérojonction silicium amorphe/silicium cristallin
Les cellules à hétérojonction a-Si:H/c-Si ont été introduite dans les années 1990 par la
société Sanyo. Aujourd'hui le rendement record obtenu avec une cellule à double hétérojonction, face avant et face arrière, est de 22,3 % [41] et de 20,6 % en module. L'efficacité de cette technologie n'est plus à démontrer. Dans ce paragraphe, nous présenterons succinctem
a différence de gap entre le silicium cristallin et le silicium amorphe est à l'origine de l'hété
a Figure I-18 représente le diagramme de bandes de l’hétérojonction a-Si :H(N+)/c-si(P).
e 1,8 eV pour un gap optique d’environ 1,65 eV.
es discontinuités de bande d’une telle hétérojonction sont difficiles à calculer. En effet, elles dépendent du matériau a-Si :H qui lui-même varie fortement selon les conditions de dépôt. Les discontinuités hydrogène du silicium amorphe hydrogéné : la bande de valence du a-Si:H s’abaisse de 40 mV en moyenne par po
ent la physique de l'hétérojonction a-Si:H/c-Si, ses bénéfices pour les cellules photovoltaïques en général et pour les substrats minces en particulier, ainsi que l'état de l'art sur les résultats photovoltaïques.
I.4.1.1 L'hétérojonction a-Si:H/c-Si Lrojonction. Elle se traduit par des discontinuités des niveaux d'énergie à l'interface des
deux matériaux. L’injection et le confinement des porteurs sont alors déterminés par l’action de deux champs électriques : l’un du à la différence de dopage dit “champ interne” et l’autre aux discontinuités. Le champ interne s’étend sur quelques centaines d’angstroms pour des semiconducteurs très dopés et quelques microns pour des semiconducteurs moins dopés.
L La couche de silicium amorphe dopé N+ forme l’émetteur de la future cellule
photovoltaïque. Le gap de mobilité du silicium amorphe est de l’ordre d
L
de bande dépendent notamment du contenu en
urcent supplémentaire d’hydrogène [42].
Figure I-18: Diagramme de bandes de l’hétérojonction a-Si :H(N+)/c-Si (P)
utilisée en face avant des cellules
40
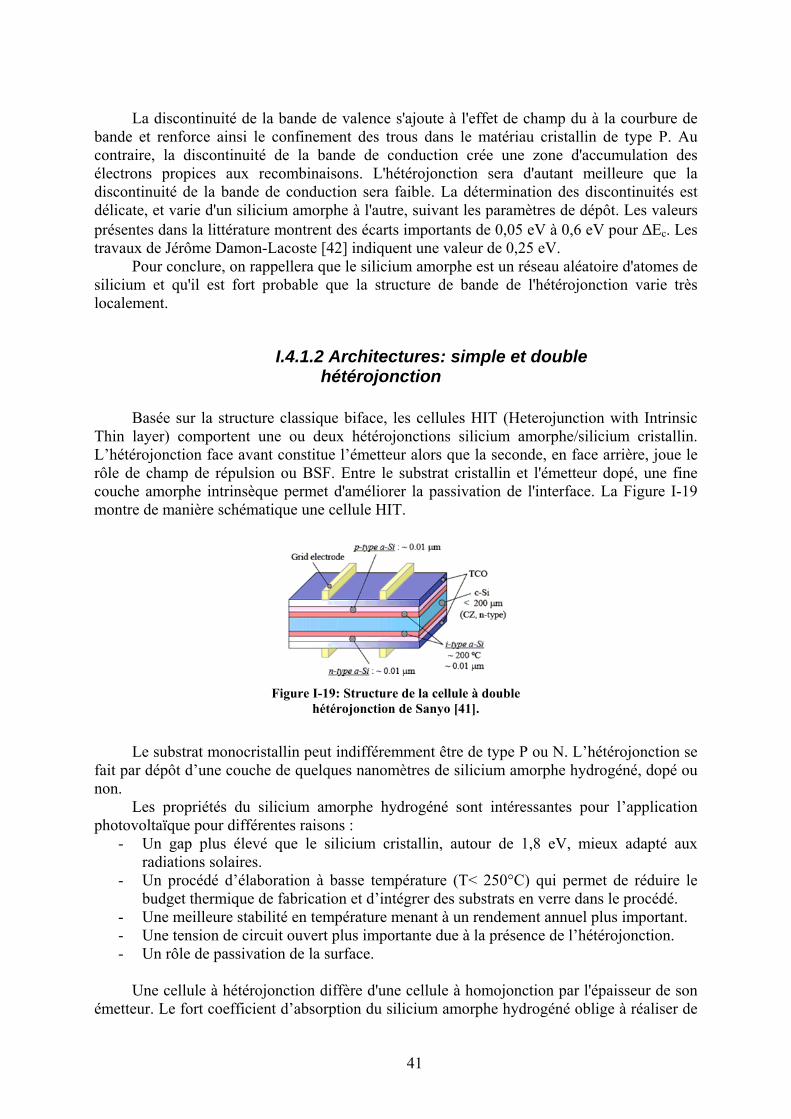
La discontinuité de la bande de valence s'ajoute à l'effet de champ du à la courbure de
bande et renforce ainsi le confinement des trous dans le matériau cristallin de type P. Au contra
e est un réseau aléatoire d'atomes de silicium et qu'il est fort probable que la structure de bande de l'hétérojonction varie très localement.
I.4.1.2 Architectures: simple et double hétérojonction
Basée sur la structure classique biface, les cellules HIT (Heterojunction with Intrinsic
Thin layer) comportent une ou deux hétérojonctions silicium amorphe/silicium cristallin. L’hétérojonction face avant constitue l’émetteur alors que la seconde, en face arrière, joue le rôle de champ de répulsion ou BSF. Entre le substrat cristallin et l'émetteur dopé, une fine couche amorphe intrinsèque permet d'améliorer la passivation de l'interface. La Figure I-19 montre de manière schématique une cellule HIT.
ire, la discontinuité de la bande de conduction crée une zone d'accumulation des électrons propices aux recombinaisons. L'hétérojonction sera d'autant meilleure que la discontinuité de la bande de conduction sera faible. La détermination des discontinuités est délicate, et varie d'un silicium amorphe à l'autre, suivant les paramètres de dépôt. Les valeurs présentes dans la littérature montrent des écarts importants de 0,05 eV à 0,6 eV pour ∆Ec. Les travaux de Jérôme Damon-Lacoste [42] indiquent une valeur de 0,25 eV.
Pour conclure, on rappellera que le silicium amorph
Figure I-19: Structure de la cellule à double
hétérojonction de Sanyo [41].
Le substrat monocristallin peut indifféremment être de type P ou N. L’hétérojonction se fait par dépôt d’une couche de quelques nanomètres de silicium amorphe hydrogéné, dopé ou non.
mportante due à la présence de l’hétérojonction. -
émetteur. Le fort coefficient d’absorption du silicium amorphe hydrogéné oblige à réaliser de
Les propriétés du silicium amorphe hydrogéné sont intéressantes pour l’application photovoltaïque pour différentes raisons :
- Un gap plus élevé que le silicium cristallin, autour de 1,8 eV, mieux adapté aux radiations solaires.
- Un procédé d’élaboration à basse température (T< 250°C) qui permet de réduire le budget thermique de fabrication et d’intégrer des substrats en verre dans le procédé.
- Une meilleure stabilité en température menant à un rendement annuel plus important. - Une tension de circuit ouvert plus i
Un rôle de passivation de la surface. Une cellule à hétérojonction diffère d'une cellule à homojonction par l'épaisseur de son
41
très fines couches, de l’ordre 10 nm, afin de permettre une absorption maximale dans le silicium cristallin. Un émetteur aussi fin modifie également la géométrie optimale de la
xturation de la face avant. Des reliefs émoussés sont nécessaires pour éviter toute iscontinuité de l'émetteur. Une autre modification concerne l'utilisation d'un TCO à la place
d'une couche :H. Le TCO doit combiner trois fonctions: conduire au mieux les og s e u tra ence x ray
solaires, et ass m m ivité de la surface. La mise au point d'un TCO rem nt par nt ois co ns e li f x tra
La température de dépôt du a-Si:H est inférieure à 250°C. Cette basse température à l'avantage d'éviter toute dégradation du mat p di Dan as particulier des couches minces, on évite également les dom es contraintes thermiques. Le dépôt de a-Si:H est un procédé relativement " riaux traités.
I.4.1.3 Les oxydes transparents conducteurs
orphe hydrogéné a des propriétés électroniques différentes de celle du silicium cristallin. Sa structure désordonnée gêne le transfert de charge, ce qui se traduit par une faible conductivité. Pour améliorer la proxydes transparents conducteurs (TCO en a is T tive e). Utilisé en face avant des cellules photovoltaïques, ces t aussi être
aux nnem e our leentre 400 nm et 1100 nm ransm est néral d'au moins 80 % et leur résistance de l'ordre de 10 Ω/ soit une résistivité de 1.10-4 Ω.cm à 5.10-4 Ω.cm.
TCO communément employés sont l'oxyde de Zinc (ZnO) dopé à l'aluminium, au rgen u bi xyde n (S d u fluor l'oxyde d m à l'étain (appelé ITO pour Indium Oxyde). L'ITO n'
pla 'hydrogène, son utilisation n'est pas possible pour les cellules réalisées dans la configuration "superstrate". On lui préfère le ZnO.
En outre, l'indice optique des TCO proche de 2 com seur adéquate permet d'obtenir une couche antireflet sur la face avant de la cellule. Cependant une épaisseur trop faible augm te la tivité 'oxyd une pai e, ac la présence de charges libres, et par conséquent l'absorption optique. Le m oyen d'o er simu men deux riété st e ugm la mobilité des porteurs plutôt que leur nombre.
une s un a,
très souvent d'argon et d' ne. La senc yg réac t de m ux aux propriétés variées. La surface du TCO déposé est lisse et une gravure chimique est nécessaire pour obtenir une meilleure texturatiper 'obtenir ectem n ox xtu ce a stru e [39]. le cas ouches es, l turati indi ab
s effor rec e so 'œu u croître le rmances des TCO existant mais aussi pour trouver d'autre combinaison de mat
ted
de SiNxcharges phot énérée
urer unet coll
inimuctées, avoir de réflect
ne nspar maximale au onnements
plissa
faiteme ces tr nditio st dé cate et ait l'objet de nombreu vaux.
ériau ar la ffusion d'impuretés. s le cmages créés par l
doux" pour les maté
Le silicium am
ise de contact électrique on utilise alors des ngla , pour ransparent Conduc
matériaux doivenOxyd
transparents rayo ents incidents princi. La t
palem en gé
nt p s longueurs d'ondes comprises ission
Les bore ou à l'a(In
t, o en l'o d'étai nO2) Tin
opé a ou encoreétant pas stable dans un
'indiu2O3) dopé sma d
biné à une épais
en résis de l e et é sseur trop important croît eilleur m
t transparence, est d'aptimis ltané t les prop s, rési ivité enter
Les TCO peuvent être déposés par pulvérisation d'e d'ox
cible d'oxyde dantif permet le dépô
plasmatériaoxygè pré ène
on de surface. Le dépôt de ZnO par LP-CVD ré grâmet d dir ent u yde te à s cture colonnair Dans
des c minc a tex on est spens le. De ts de herch nt à l vre po r ac s perfo
ériaux [40].
42
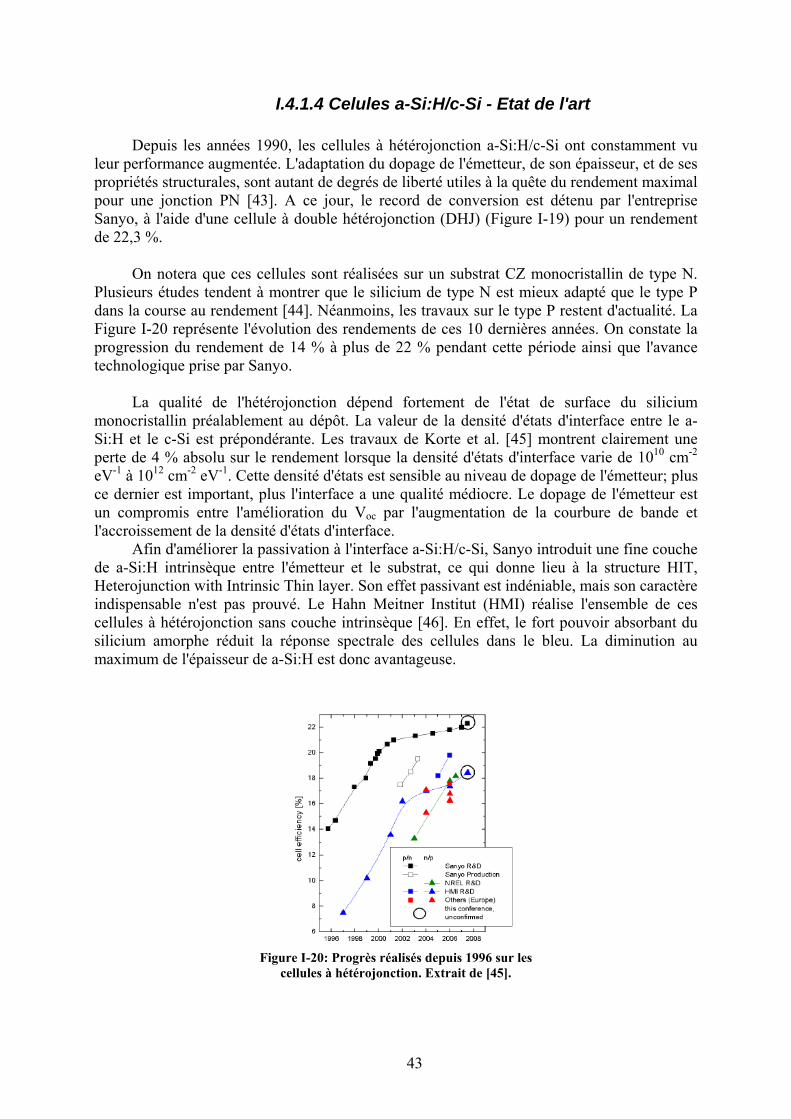
I.4.1.4 les i:H Si Depuis les années 1990, les cellules à hétérojonction a-Si:H/c-Si ont constamment vu
le propriétés structurales, sont autant de degrés de liberté utiles à la quête du rendement maximal pour une jonction PN [43]. A ce jour, le record de conversion est détenu par l'entreprise Sanyo
nte l'évolution des rendements de ces 10 dernières années. On constate la progression du rendement de 14 % à plus de 22 % pendant cette période ainsi que l'avance technologique prise par Sanyo.
La qualité de l'hétérojonction dépend fortement de l'état de surface du silicium
monocristallin préalablement au dépôt. La valeur de la densité d'états d'interface entre le a-Si:H et le c-Si est prépondérante. Les travaux de Korte et al. [45] montrent clairement une perte de 4 % absolu sur le rendement lorsque la densité d'états d'interface varie de 1010 cm-2 eV-1 à 1012 cm-2 eV-1. Cette densité d'états est sensible au niveau de dopage de l'émetteur; plus ce dernier est important, plus l'interface a une qualité médiocre. Le dopage de l'émetteur est un compromis entre l'amélioration du Voc par l'augmentation de la courbure de bande et l'accroissement de la densité d'états d'interface.
Afin d'améliorer la passivation à l'interface a-Si:H/c-Si, Sanyo introduit une fine couche de a-S ubstr re HIT, Heterojunction with Intrinsic Thin layer. Son ef tère
dispensable n'est pas prouvé. Le Hahn Meitne de ces ellul
Celu a-S /c- - Etat de l'art
ur performance augmentée. L'adaptation du dopage de l'émetteur, de son épaisseur, et de ses
, à l'aide d'une cellule à double hétérojonction (DHJ) (Figure I-19) pour un rendement de 22,3 %.
On notera que ces cellules sont réalisées sur un substrat CZ monocristallin de type N.
Plusieurs études tendent à montrer que le silicium de type N est mieux adapté que le type P dans la course au rendement [44]. Néanmoins, les travaux sur le type P restent d'actualité. La Figure I-20 représe
i:H intrinsèque entre l'émetteur et le s at, ce qui donne lieu à la structufet passivant est indéniable, mais son carac
r Institut (HMI) réalise l'ensemble inc es à hétérojonction sans couche intrinsèque [46]. En effet, le fort pouvoir absorbant du silicium amorphe réduit la réponse spectrale des cellules dans le bleu. La diminution au maximum de l'épaisseur de a-Si:H est donc avantageuse.
Figure I-20: Progrès réalisés depuis 1996 sur les
cellules à hétérojonction. Extrait de [45].
43
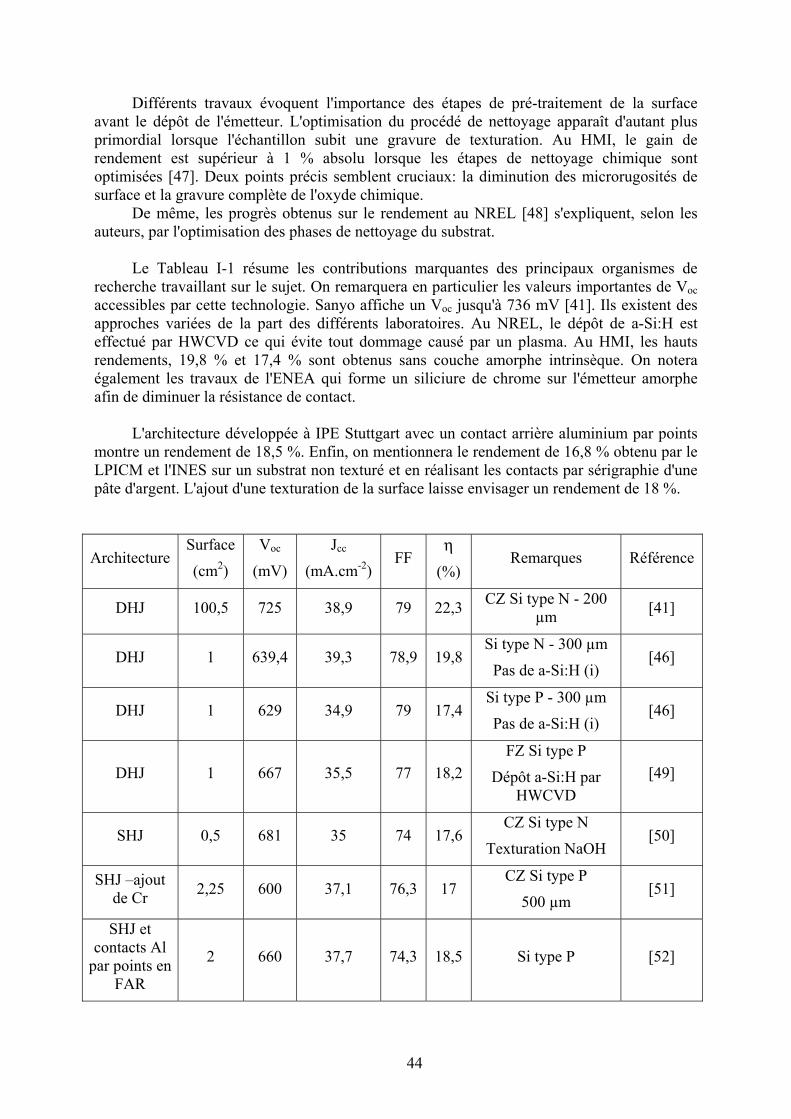
Différents travaux évoquent l'importance des étapes de pré-traitement de la surface avant
tributions marquantes des principaux organismes de recherche travaillant sur le sujet. On remarquera en particulier les valeurs importantes de Voc acces
er la résistance de contact.
le dépôt de l'émetteur. L'optimisation du procédé de nettoyage apparaît d'autant plus primordial lorsque l'échantillon subit une gravure de texturation. Au HMI, le gain de rendement est supérieur à 1 % absolu lorsque les étapes de nettoyage chimique sont optimisées [47]. Deux points précis semblent cruciaux: la diminution des microrugosités de surface et la gravure complète de l'oxyde chimique.
De même, les progrès obtenus sur le rendement au NREL [48] s'expliquent, selon les auteurs, par l'optimisation des phases de nettoyage du substrat.
Le Tableau I-1 résume les con
sibles par cette technologie. Sanyo affiche un Voc jusqu'à 736 mV [41]. Ils existent des approches variées de la part des différents laboratoires. Au NREL, le dépôt de a-Si:H est effectué par HWCVD ce qui évite tout dommage causé par un plasma. Au HMI, les hauts rendements, 19,8 % et 17,4 % sont obtenus sans couche amorphe intrinsèque. On notera également les travaux de l'ENEA qui forme un siliciure de chrome sur l'émetteur amorphe afin de diminu
L'architecture développée à IPE Stuttgart avec un contact arrière aluminium par points
montre un rendement de 18,5 %. Enfin, on mentionnera le rendement de 16,8 % obtenu par le LPICM et l'INES sur un substrat non texturé et en réalisant les contacts par sérigraphie d'une pâte d'argent. L'ajout d'une texturation de la surface laisse envisager un rendement de 18 %.
Architecture Surface
(cm2)
Voc
(mV)
Jcc
(mA.cm-2) FF
η
(%) Remarques Référence
DHJ 100,5 725 38,9 79 22,3 CZ Si type N - 200 µm [41]
DHJ 1 639,4 39,3 78,9 19,8 Si type N - 300 µm
Pas de a-Si:H (i) [46]
DHJ 34,9 79 17,4 Si type P - 300 µm
Pas de a-Si:H (i) [46] 1 629
DHJ 1 667 35,5 77 18,2 FZ Si type P
Dépôt a-Si:H par HWCVD
[49]
SHJ 0,5 681 35 74 17,6 CZ Si type N
Texturation NaOH [50]
SHJ –ajout de Cr 2,25 600 37,1 76,3 17
CZ Si type P
500 µm [51]
SHJ et contacts Al
par po 2 660 37,7 74,3 18,5 Si type P [52] ints en FAR
44
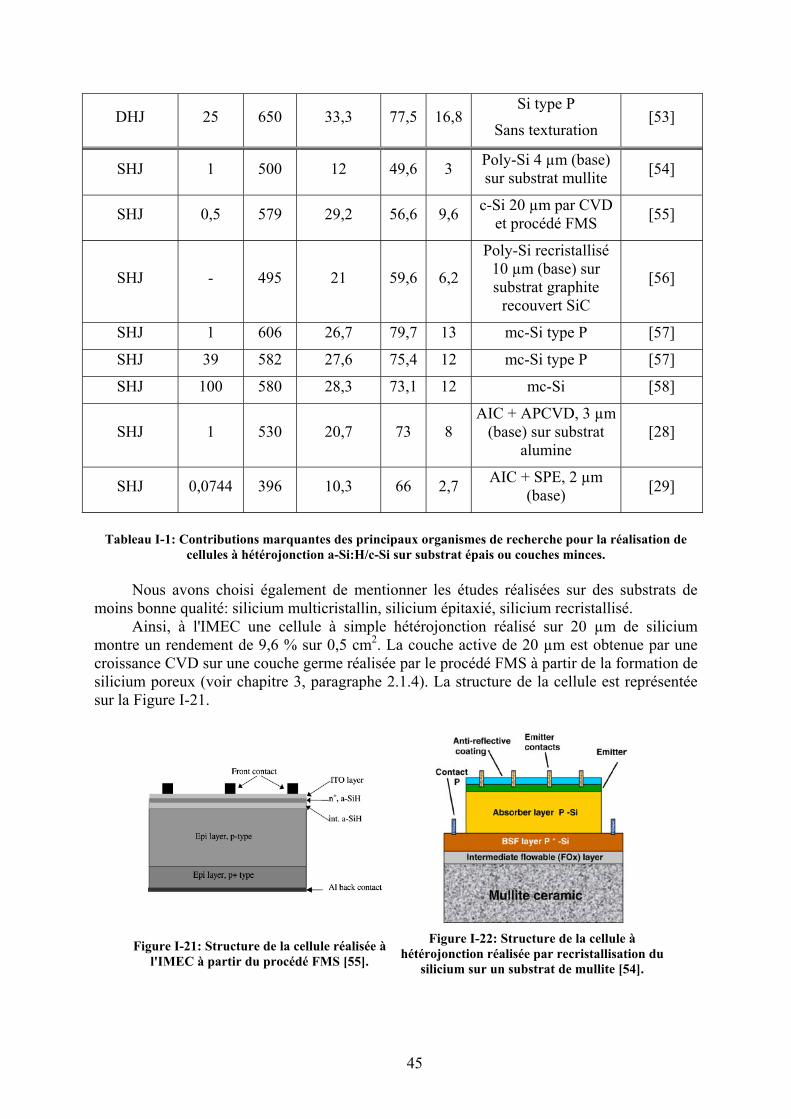
DHJ 25 650 33,3 77,5 16,8 Si type P
Sans texturation [53]
SHJ 1 Poly-Si 4 µm (base) 500 12 49,6 3 sur substrat mullite [54]
SHJ 0,5 579 29,2 56,6 9,6 c-Si 20 µm par CVD et procédé FMS [55]
SHJ - 495 21 59,6 6,2
Poly-Si recristallisé 10 µm (base) sur [56] substrat graphite
recouvert SiC
SHJ 1 606 26,7 79,7 13 mc-Si type P [57]
SHJ 39 582 27,6 75,4 12 mc-Si type P [57]
SHJ 100 580 28,3 73,1 12 mc-Si [58]
SHJ 1 530 20,7 73 8 AIC + APCVD, 3 µm
(base) sur substrat alumine
[28]
SHJ 0,0744 396 10,3 66 2,7 (base) [29] AIC + SPE, 2 µm
Tableau I-1: Contributions marquantes des principaux organismes de recherche pour la réalisation de
cellules à hétérojonction a-Si:H/c-Si sur substrat épais ou couches minces. Nous avons choisi également de mentionner les études réalisées sur des substrats de
moins bonne qualité: silicium multicristallin, silicium épitaxié, silicium recristallisé. Ainsi, à l'IMEC une cellule à simple hétérojonction réalisé sur 20 µm de silicium
montre un rendement de 9,6 % sur 0,5 cm2. La couche active de 20 µm est obtenue par une croissance CVD sur une couche germe réalisée par le procédé FMS à partir de la formation de silicium poreux (voir chapitre 3, paragraphe 2.1.4). La structure de la cellule est représentée sur la Figure I-21.
Figure I-21: Structure de la cellule réalisée à
l'IMEC à partir du procédé FMS [55].
Figure I-22: Structure de la cellule à hétérojonction réalisée par recristallisation du
silicium sur un substrat de mullite [54].
45
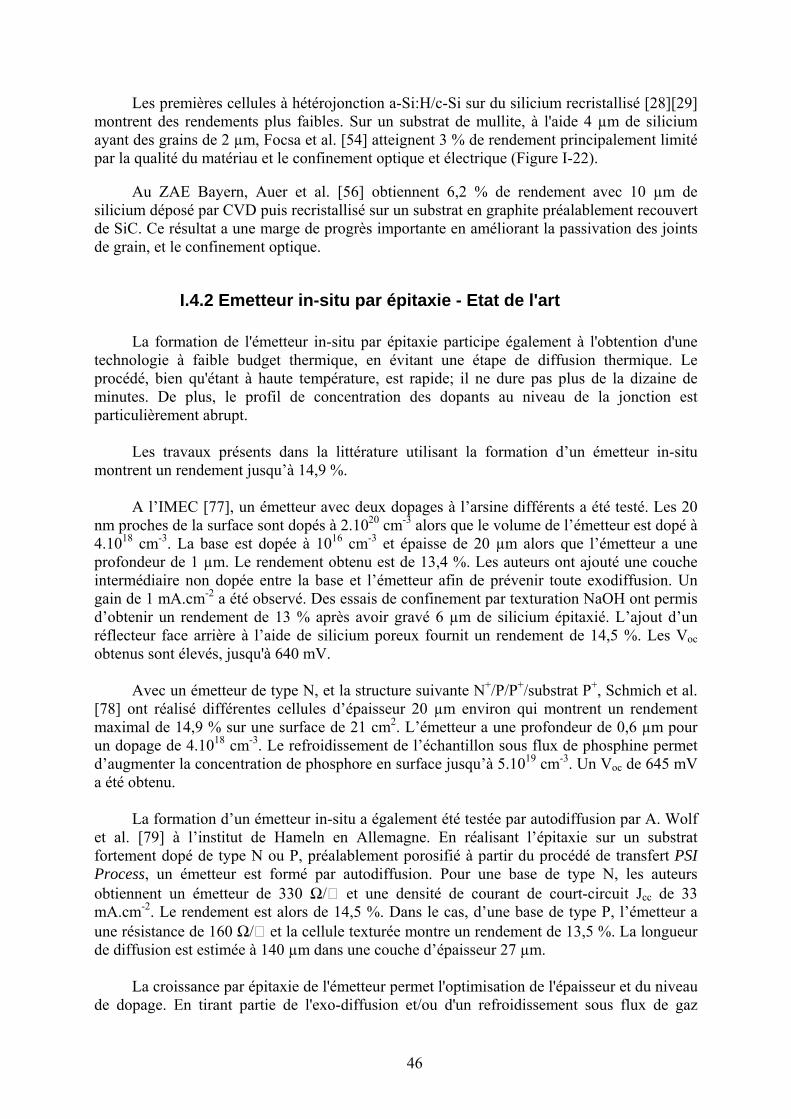
Les premières cellules à hétérojonction a-Si:H/c-Si sur du silicium recristallisé [28][29] montr ubstrat de mullite, à l'aide 4 µm de silicium ayant des grains de 2 µm, Focsa et al. [54] atteignent 3 % de rendement principalement limité par la qualité du matériau et le confinement optique et électrique (Figure I-22).
silide SiC. Ce résultat a une marge de progrès importante en améliorant la passivation des joints
t de l'art
techprocédé, bien qu'étant à haute température, est rapide; il ne dure pas plus de la dizaine de
par L ’un émetteur in-situ
n émetteur avec deux dopages à l’arsine différents a été testé. Les 20 pro 20 -3
18
prointe opée entre la base et l’émetteur afin de prévenir toute exodiffusion. Un
d’oréfl
[78] ont réalisé différentes cellules d’épaisseur 20 µm environ qui montrent un rendement
un chantillon sous flux de phosphine permet m
Let ne. En réalisant l’épitaxie sur un substrat
ePro r une base de type N, les auteurs
unede
La croissance par épitaxie de l'émetteur permet l'optimisation de l'épaisseur et du niveau de dopage. En tirant partie de l'exo-diffusion et/ou d'un refroidissement sous flux de gaz
ent des rendements plus faibles. Sur un s
Au ZAE Bayern, Auer et al. [56] obtiennent 6,2 % de rendement avec 10 µm de
cium déposé par CVD puis recristallisé sur un substrat en graphite préalablement recouvert
de grain, et le confinement optique.
I.4.2 Emetteur in-situ par épitaxie - Eta
La formation de l'émetteur in-situ par épitaxie participe également à l'obtention d'une nologie à faible budget thermique, en évitant une étape de diffusion thermique. Le
minutes. De plus, le profil de concentration des dopants au niveau de la jonction est ticulièrement abrupt.
es travaux présents dans la littérature utilisant la formation dmontrent un rendement jusqu’à 14,9 %.
A l’IMEC [77], u
nm ches de la surface sont dopés à 2.10 cm alors que le volume de l’émetteur est dopé à 4.10 cm-3. La base est dopée à 1016 cm-3 et épaisse de 20 µm alors que l’émetteur a une
fondeur de 1 µm. Le rendement obtenu est de 13,4 %. Les auteurs ont ajouté une couche rmédiaire non d
gain de 1 mA.cm-2 a été observé. Des essais de confinement par texturation NaOH ont permis btenir un rendement de 13 % après avoir gravé 6 µm de silicium épitaxié. L’ajout d’un ecteur face arrière à l’aide de silicium poreux fournit un rendement de 14,5 %. Les Voc
obtenus sont élevés, jusqu'à 640 mV. Avec un émetteur de type N, et la structure suivante N+/P/P+/substrat P+, Schmich et al.
maximal de 14,9 % sur une surface de 21 cm2. L’émetteur a une profondeur de 0,6 µm pour dopage de 4.1018 cm-3. Le refroidissement de l’é
d’aug enter la concentration de phosphore en surface jusqu’à 5.1019 cm-3. Un Voc de 645 mV a été obtenu.
a formation d’un émetteur in-situ a également été testée par autodiffusion par A. Wolf
al. [79] à l’institut de Hameln en Allemagfortem nt dopé de type N ou P, préalablement porosifié à partir du procédé de transfert PSI
cess, un émetteur est formé par autodiffusion. Pouobtiennent un émetteur de 330 Ω/ et une densité de courant de court-circuit Jcc de 33 mA.cm-2. Le rendement est alors de 14,5 %. Dans le cas, d’une base de type P, l’émetteur a
résistance de 160 Ω/ et la cellule texturée montre un rendement de 13,5 %. La longueur diffusion est estimée à 140 µm dans une couche d’épaisseur 27 µm.
46
dopant, la formation d'un metteur sélectif est envisageable. Actuellement des tensions Voc de mV ont été démontrées et des jonctions abruptes obtenues.
645
l'orcor articulièrement adapté aux
ver
intervient après la croissance de la base de la cellule. En effet, un émetteur fin ne nécessite
s'adaptent aux procédés de transfert de couches minces monocristallines. Ces deux types
Fdévde .
Le rayonnem
l'abren
Cep module. La
priv et microcristallin permet de réduire l'épaisseur des
actu nstructures tandem complexes.
Lsub économique
minde ibhétérojonction ou émcoûts.
I.4.3 Conclusion La formation de l'émetteur par un dépôt de a-Si:H présente des avantages d'un point de
vue photovoltaïque et économique. Sanyo a démontré l'obtention de haut rendement jusqu'à 22,3 % sur substrat CZ de type N épais de 300 µm. Les discontinuités de bande sont à
igine de tension Voc jusqu'à de 736 mV. De plus, le procédé de dépôt à basse température respond à l'objectif de réduction des coûts de production. Il est p
couches minces car il évite toute contrainte mécanique et autorise l'utilisation de support en re.
La formation in-situ de l'émetteur par épitaxie est également avantageuse lorsqu'elle
qu'un temps de croissance limité. Bien que réalisé à haute température, le procédé reste à faible budget thermique. Des Voc de 645 mV et un rendement de 14,9 % ont été rapportés.
Les cellules à hétérojonction a-Si:H/c-Si et à émetteur obtenu in-situ par épitaxie
d'architecture seront étudiés dans ce manuscrit.
I.5 Synthèse
ace à la boulimie d'énergie de notre civilisation et à l'aspiration des pays en voie de eloppement à suivre notre exemple, les énergies renouvelables semblent seules capables
surmonter l'impasse dans laquelle nous nous trouvonsent solaire est une source d'énergie importante, inépuisable pour des
millions d'années. Les enjeux du développement des modules photovoltaïques sont aissement des coûts de productions et de façon complémentaire, l'augmentation du dement de conversion.
Le silicium est le matériau le mieux placé de par son abondance et sa non toxicité.
endant le coût du matériau représente au moins 50 % du prix final d'unréduction de consommation de matière première silicium est donc une voie de recherche
ilégiée. L'utilisation de silicium amorphe
cellules à quelques microns. Le gain économique se retrouve à la fois sur le procédé basse température utilisé et sur la quantité de matière consommée. Cependant les rendements sont
elleme t proches de 7 % et l'augmentation des rendements passe par la réalisation de
es nombreuses approches par recristallisation font apparaître la problématique du strat: stabilité chimique, et tenue à haute température. D'autre part, la viabilité
n'est pas évidente. Enfin, l'approche par transfert de couche, alliant matériau de bonne qualité et couche
ce, est celle développée dans ce manuscrit. Elle permet d'obtenir des rendements proche 20 %. La combinaison avec des architectures de cellules à fa le budget thermique, à
etteur épitaxié in-situ, s'ajuste idéalement aux objectifs de réduction des
47
I.6 Bibliographie du chapitre I
[1]
[3]
ar Energy Conversion, Vienna, 1998, pp.
[5] s in Photovoltaics, 2008, vol. 16, pp. 435–440.
[7] ama H., Aramoto T., Kumazawa S., and al. 16.0% efficient thin-film CdS/CdTe
[8]
olar cells and modules: status
[10
[12us silicon. Applied Physics Letters, 1977, vol.31, pp. 292 – 294.
[15 Müller J., Wieder S., Wagner H. Amorphous and
International Energy Agency. [En ligne] http://www.iea.org/Textbase/stats/graphresults.asp?COUNTRY_CODE=29 (20 septembre 2008)
[2] BP. Statistical Review of World Energy 2008 [En ligne] www.bp.com/statisticalreview (20 septembre 2008)
La lettre du Solaire, Cythélia, avril 2008, vol. 8, n°4.
[4] Yang J., Banerjee A., Lord K., Guha S. Correlation of component cells with high efficiency amorphous silicon alloy triple-jonction solar cells and modules. Proceedings of 2nd World Conference and Exhibition on Sol387 – 390.
Green M.A., Emery K., Hishikawa Y. Warta W. Solar Cell Efficiency Tables (Version 32). Progres
[6] Baromètre photovoltaïque, Systèmes solaires, avril 2008, n°184.
Ohysolar cells, Proc. of the 26th IEEE Photovoltaic Specialists Conf., 1997, Annaheim, CA, USA, pp. 343-346.
Contreras M.A., Egaas B., Ramanathan K., and al. Progress toward 20% efficiency in Cu(In,Ga)Se2 polycrystalline thin-film solar cells, Progress in Photovoltaics, 1999, vol. 7, pp. 311-316.
[9] Shah A., Bailat J., Vallat-Sauvain E., Vanecek M., Meier J., Faÿ S., Pola I., Terrazoni-Daudrix V., Ballif C. Microcrystalline and micromorph s
stand potential. Procedeedings of the 31 IEEE Specialists conference, Orlando USA, 2005
] Zhao J., Wang A., Wenham S., Green M.A. 21,5 % efficient thin-layer silicon solar cell. In proc. 13th European Photovoltaic Solar Energy Conference, Nice, France, 1995, p. 1566
[11] Poortmans J. and Arkhipov V. Thin film solar cells, fabrication, characterization and applications. Edition Wiley, 2007 England
] Staebler D. L., Wronski C. R. Reversible conductivity changes in discharge-produced amorpho
[13] Spear W., LeComber P. Substitutional doping of amorphous silicon. Solide State Communication, 1975, vol. 17, n°9, p. 1193.
[14] Sterling H. F., Swann C. C. G. Chemical vapour deposition promoted by r.f. discharge. Solid State Electron., 1965, vol. 8, p. 653.
] Rech B., Roschek T., microcrystalline silicon solar cells prepared at high deposition rate using RF (13,56MHz) plasma excitation frequencies. Solar Energy Materials and Solar Cells, 2001, vol. 66, pp. 267 – 273.
48
[16] Curtins H., Wyrsch N., Shah A. V. High rate deposition of amorphous hydrogenated silicon – effect of plasma excitation-frequency. Electronics Letter, 1987, vol. 23, n°5, pp. 228 – 230.
] Franken R. H., van der Werf [17 M., Löffler J., Rath J. K., Schropp R. E. I. Beneficial
f the 3 World
[19
tovoltaic Solar Energy Conference, Paris,
[20i T., Tawada Y.
[21 r J., Meillaud F., Guillet J., Fischer D., Droz C., Niquille
22nd European
[24f the 22nd European Photovoltaic Solar Energy Conference,
[25
[26 ne silicon thin-film
[27
6 – 2040.
effects of sputtered ZnO:Al protection layer on SnO2:F for high-deposition rate hot-wire CVD p-i-n solar cells. Proceedings of the 3rd International Conference on Hot-Wire CVD Process, Utrecht, 2004, p. 377.
[18] Meier J., Spitznagel J., Kroll U., Bucher C., Faÿ S., Moriarty T., Shah A. High efficiency amorphous and 'micromorph' silicon solar cells. Proceedings o rd
Conference on Photovoltaic Energy Conversion, Osaka, 2003.
] Mai Y., Klein S., Wolff J., Lambertz A., Geng X., Finger F. Microcrystalline silicon solar cells deposited at high rates by combination of VHF-PECVD and high working pressure. Proceedings of the 19th European Pho2004, pp. 1399 – 1402.
] Yamamoto K., Nakajima A., Yoshimi M., Sawada T., Fukuda S., Suezaki T., Ichikawa M., Koi Y., Goto M., MeguroT., Matsuda T., Kondo M., SasakA high efficiency thin-film silicon solar cell and module. Solar Energy Materials Solar Cells, 2004, vol. 77, pp. 939 – 949.
] Shah A., Vanecek M., MeieX., Faÿ S., Vallat-Sauvain E., Terrazoni-Daudrix V., Bailat J. Basic efficiency limits, recent experimental results and novel light trapping schemes in a-Si:H, µc-Si:H and micromorph tandem solar cells. Journal of Non-Crystalline Solids, 2004, vol. 338 – 340, pp. 639 – 645.
[22] Vanecek M. Light trapping and optical losses in microcrystalline silicon and micromorph silicon solar cells. Proceedings of the 3rd World Conference on Photovoltaic Energy Conversion, Osaka, 2003, pp. 1527 – 1532.
[23] Kroll U., Meier J., Benagli S., Borrello D., Hötzel J., Spitznagel J., Dehbozorgi B., Schmidt H., Monteduro G., Kluth O., Kravets R., Kupich M., Ellert C., Bakehe S., Goldbach H., Keller M., Roschek T., Schmid L., Burkhardt W., Gilles B., Springer J., Zimin D., Buechel G., Hügli A., Zindel A., Kratzla T., Koch-Ospelt D. Status of thin films silicon OV developpments at Oerlikon solar. Proceedings of thePhotovoltaic Solar Energy Conference, Milano Italy, 2007, pp. 1795 – 1800.
] Keevers M. J., Young T. L., Schbert U., Green M. A. 10 % efficient CSG minimodule. Proceedings oMilan Italy, 2007, pp. 1783 – 1790.
] Aberle A. G. et al. Poly-Si on glass thin-film PV reserach at UNSW. Proceedings of the 22nd European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 1884 – 1889.
] Aberle A. G. Fabrication and characterization of crystallimaterials for solar cells. Thin Solid Films, 2006, vol. 511-512, pp. 26 – 34.
] Secouard C., Ducros C., Roca i Cabarrocas P., Duffar T., Sanchette F. Study of solid phase crystallized silicon thin film deposited by high rate electron beam evaporation fro the use as absorber layers in solar cells. Proceedings of the 22nd European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 203
49
[28] Gordon I., Carnel L., Van Gestel D., Beaucarne G., Poortmans J. Thin-film polycrystalline-silicon solar cells on glass-ceramic. Proceedings of the 22nd European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 1993 – 1996.
–
[30in-film polycrystalline-silicon solar cells based on
[31
06 – 1309.
[33 r
olland, Semiconductor Research Laboratory Mitsubishi
[35
[36 ma S., Yokoyama C., Izumi K., Komiyama H. Fabrication of
l.79, n°23, pp. 3809 – 3811.
.
pages.
Photovoltaic Solar Energy Conference, Milan
[40ight trapping oxide (TCLO) superstrate with IMO, ItiO
[29] Gall S., Lee K. Y., Dogan P., Gorka B., Becker C., Fenske F., Rau B., Conrad E., Rech B. Large-grained polycrystalline silicon thin-film solar cells on glass. Proceedings of the 22nd European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 20052009.
] Gordon I., Carnel L., Van Gestel D., Beaucarne G., Poortmans J. Fabrication and characterization of highly efficient thaluminium-induced crystallization. Thin Solid Films, 2008, vol. 516, pp6984 – 6988.
] Andrä G., Bergmann J., Ose E., Schmidt M., Sinh N. D., Falk F. Multicrystalline LLC-silicon thin film cells on glass. Procedeedings of the 29th IEEE Photovoltaic Specialists Conference, 2002, pp. 13
[32] Andrä G., Bergmann J., Falk F., Ose E. Multicrystalline silicon thin film solar cell on glass. Proceedings of the 19th European Photovoltaic Solar Energy Conference, Paris, 2004, pp. 872 – 875.
] Reber S., Eyer A., Haas F. High throughput zone-melting recrystallization focrystalline silicon thin-film solar cells. Journal of crystal growth, 2006, vol. 287, pp. 391 – 396.
[34] Takami A., Arimoto S., Morikawa H., Hamamoto S., Ishihara T., Kumabe H., Murotani T. High efficiency (16,45 %) thin film silicon solar cells prepared by zone-melting recrystallization. Proceedings of the 12th European Photovoltaic Solar Energy Conference, Amsterdam, HElectric Corporation, 1994, pp. 59-62
] Xudong L., Ying X., Xiaoqi C. A-Si/c-Si heterojunction solar cells on SiSiC ceramic substrates. Rare Metals, 2006, vol.25 Spec. Issue, p. 186.
] Ihara M., Yokoyasilicon thin films with defects below detection limit of electron spin resonance for solar cells by high-speed zone-melting crystallization of amorphous silicon. Applied Physics Letters, 2001, vo
[37] Verlinden P.J., Blakers A.W., Weber K.J., Babaei J., Everett V., Kerr M.J., Stuckings M.F., Gordeev D., Stocks M.J. Sliver solar cells: A new thin-crystalline silicon photovoltaic technology. Solar Energy Materials and Solar Cells, 2006, vol. 90, pp. 3422 – 3430
[38] Glunz S.W. High-Efficiency Crystalline Silicon Solar Cells. Advances in OptoElectronics, volume 2007, Article ID 97370, 15
[39] Buehlmann P., Billet A., Bailat J., Ballif C. Anti-reflection layer at the TCO/Si interface for high efficiency thin film solar cells deposited on rough LP-CVD front ZnO. Proceedings of the 22nd European Italy, 2007, pp. 2182 – 2185.
] Selvan J.A., Li Y. M., Guo S., Delahoy A. E. Development of µc-Si:H solar cells on novel transparent conducting lor surface textured i-ZnO/IMO & i-ZnO/ItiO bilayer. Proceedings of the 19th European Photovoltaic Solar Energy Conference, Paris, 2004, pp. 1346 – 1351.
50
[41] Taira S., Yoshimine Y., Baba T., Taguchi M., Kanno H., Kinoshita T., Sakata H., Maruyama E., Tanaka M. Our approaches for achieving HIT solar cells with more than
[42 rie de bandes des cellules photovoltaïques à
[4361, vol. 32, n°3, pp 510 – 519.
pean Photovoltaic Solar
[45 :H/c-Si
[49 Young D. L., Page M. R., Iwaniczko E., Roybal L., Bauer
[50 en S. B., Das U. K. Texturing for heterojunction silicon solar nd
[51 ostructure solar cell based on p-type
[52the 21st European Photovoltaic
Solar Energy Conference, Dresde Germany, 2006, pp. 1181 – 1184.
3] Ribeyron P-J., Vandeneynde A., Damon-Lacoste J., Roca i Cabarrocas2 P., Gudovskikh A. S., Chouffot R., Kleider J.-P. Polymorphous/crystalline single heterojunction and double heterojunction solar cells optimisation on p type monocrystalline silicon. Proceedings of the 21st European Photovoltaic Solar Energy Conference, Dresde Germany, 2006, pp. 926 – 929.
23 % efficiency. Proceedings of the 22nd European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 932 – 935.
] Damon-Lacoste J. Vers une ingéniehétérojonctions a-Si:H/c-Si. Rôle prépondérant de l'hydrogène. Thèse LPICM, Palaiseau, Ecole Polytechnique, 2007, 222 p.
] Shockley W., Queisser H. J. Detailed Balance Limit of Efficiency of p-n Junction Solar Cells. Journal of Applied Physics, 19
[44] Vukadinovic M., Cernevic G., Krc J., Agostinelli G., Goldbach H. D., Schropp R.E.I., Smol F., Topic M. Numerical modelling and optimisation of n-i-p-i-p+ HIT solar cells based on mc-Si,a-Si and µc-Si. Proceedings of the 19th EuroEnergy Conference, Paris, 2004, pp. 773 – 776.
] Korte L., Conrad E., Angermann H., Stangl R., Schmidt M. Overview on a-Sindheterojunctions solar cells – Physics and technology. Proceedings of the 22 European
Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 859 – 865.
[46] Schmidt M., Angermann H., Conrad E., Korte L., Laades A., Maydell K. v., Schubert Ch., Stangl R. Physical and technological aspects of a-Si:H/c-Si hetero-junction solar cells. Conference Hawaï, 2006,
[47] Angermann H., Korte L., Rppich J., Schaffarzik D., Conrad E., Sieber I., Schmidt M. Wet chemical surface preparation and electronic interface properties of a-Si:H/c-Si hetero-junction solar cells. Proceedings of the 22nd European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 2089 – 2093.
[48] Wang T. H., Page M. R., Iwaniczko E., Xu Y., Yan Y. High-efficiency p-type silicon heterojunction solar cells. Proceedings of the 21st European Photovoltaic Solar Energy Conference, Dresde Germany, 2006, pp. 781 – 783.
] Branz H. M., Teplin C. W., R., Harv Mahan A., Xu Y., Stradins P., Wang T., Wang Q. Recent advances in hot-wire CVD R&D at NREL: From 18% silicon heterojunction cells to silicon epitaxy at glass-compatible temperatures. Thin Solid Films, 2008, vol. 516, pp. 743–746.
] Edwards M. B., Bowdcells. Proceedings of the 22 European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 940 – 942.
] Tucci T., Cesare G. 17% efficiency hetercrystalline silicon. Journal of Non-Crystalline Solids, 2004, vol. 338 – 340, pp. 663 – 667.
] Rostan P. J., Rau U., Werner J. H. TCO/(n-type) a-Si:H/(p-type) c-Si heterojunctions solar cells with high open circuit voltage. Proceedings of
[5
51
[54] Focsa A., Gordon I., Beaucarne G., Tuzun O., Slaoui A., Poortmans J. Heterojunction a-Si/poly-Si solar cells on mullite substrates. Thin Solid Films, 2008, vol. 516, pp. 6896 – 6901.
[55] Solanki C.S., Carnel L., Van Nieuwenhuysen K., Ulyashin A., Posthuma N., Beaucarne G., Poortmans J. Thin-film Free-standing Monocrystalline Si Solar Cells with Heterojunction Emitter. Prog. Photovolt: Res. Appl. 2005, vol. 13, pp. 201 – 208.
[56] Auer R., Gawehns N., Kunz T. Crystalline silicon thin-film cells with heterojunction emitter. Proceedings of the 23rd European Photovoltaic Solar Energy Conference, Valencia Spain, 2008, pp. 926 – 929.
[57] Ulyashin A., Scherff M., Hussein R., Gao M., Job R., Fahrner W. R. Comparisonof multicrystalline siliconsurfaces aftre wet chemical etching and hydrogen plasma treatment: application to heterojuctionsolar cells. Solar Energy Materials and Solar Cells, 2002, vol. 74, pp. 195 – 201.
[58] Borchert D., Brammer T., Voigt O., Stiebig H., Gronbach A., Rinio M., Kenanoglu A., Willeke G., Windgassen H., Nositschka W. A., Kurz H. Large area (n) a-Si:H/(p) c-Si heterojunction solar cells with low temperature screen printed contacts. Proceedings of the 19th European Photovoltaic Solar Energy Conference, Paris, 2004, pp. 584 – 587.
[59] Yonehara T., Sakaguchi K., Sato N. Epitaxial layer transfer by bond and etch back of porous Si. Appl. Phys. Lett., 1994, vol.64, n°16, pp. 2108-2110.
[60] Yonehara T. Eltran, SOI-epi and SCLIPS by epitaxial layer transfer from porous Si, Proc. Of the 2nd International Conference on Porous Semiconductors – Science and Technology, Madrid, Spain, edited by V. Parthulik and L. Canham (Technical University of Valencia), 2000, p. 14-17.
[61] Tayanaka H., Yamauchi K., Matsushita T. Thin -film crystalline silicon solar cells obtained by separation of a porous silicon sacrificial layer. Proc. of the 2nd World Conference and Exhibition on Photovoltaic Solar Energy Conversion, Vienna, Austria, 1998, pp. 1272-1277.
[62] Brendel R. A novel process for ultrathin monocrystalline silicon solar cells on glass, Proc. of the 14th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 1997, pp. 1354-1357.
[63] Feldrapp K., Scholten D., Oelting S., et al. Thin monocrystalline Si solar cells fabricated by the Porous Si (PSI) process using Ion Assisted Deposition. Proc. of the 16th European Photovoltaic Solar Energy Conference, Glasgow, Scotland, 2000, pp. 1458-1459.
[64] Brendel R. Thin-film crystalline silicon mini-modules using porous Si for layer transfer, Solar Energy, 2004, vol. 77, pp. 969-982.
[65] Feldrapp K., Horbelt R., Auer R. et al. Thin-film (25,5 µm) Solar Cells from Layer Transfer Using Porous Silicon with 32,7 mA/cm2 Short-circuit Current, Progress in Photovoltaics, 2003, vol. 11, pp. 105-112.
[66] Solanki C. S., Bilyalov R. R., Poortmans J. et al. Free standing thin-film monocrystalline silicon (FMS) solar cells. 18th European Photovoltaic Solar Energy Conference, 2002, Rome, Italy.
[67] Kim H.J., Depauw V., Agostinelli G., et al. Progress in thin-film free-standing monocrystalline silicon solar cells. Thin Solid Films, 2005,
52
[68] Rinke T. J., Bergmann R. B., Bruggemann et al. Ultrathin Quasi-Monocrystalline Si Films for 9-234.
[69] Berge C., Bergmann R. B., Rinke T. J., et al. Monocrystalline silicon thin-film solar ce
efficiency. Prog. Photovolt: Res. Appl., 2003, vol. 11, pp. 527 – 534.
[73] Reber S., Hurrle A., Eyer A., Willike G. Crystalline silicon thin-film solar cells – re l. 77, pp. 865-875.
[74] Schmich E., Schillinger N., Reber S. Silicon CVD deposition for low cost ap 5-9329.
[75] Van Nieuwenhuysen K., Duerinckx F., Kuzma I., van Gestel D., Beaucarne G., Poortman itaxial deposition on low cost substrates for thin-film crystalline silicon solar cells at IMEC. Journal of Crystal Growth, 2006, vol. 287, pp. 43
Schmich E., Lautenschlager H., Friess T., Trenkel F., Schillinger N., Reber S. n-Type emitter epitaxy for crystalline silicon thin-film solar cells. Progress in Photovoltaics: Res. And App. 2008, vol. 16, n°2, pp. 159 - 170.
Electronic Devices. Solid State Phenomena, 1999, vol. 67-68, pp. 22
lls by layer transfer. Proc. of the 17th European Photovoltaic Solar Energy Conference, Munich, Germany, 2001, pp. 1277-1281.
[70] Kraiem J., Amtablian S., Nichiporuk O., Papet P., Lelievre J-F., Fave A., Kaminiski A., Ribeyron P-J., Lemiti M. ELIT process: epitaxial layer for interdigitated back contact on transferred solar cells. 21th European Photovoltaic Solar Energy Conference, Dresden, Germany. 2006. pp 1268 - 1271.
[71] Faller F.R., Schillinger N., Hurrle A., Schetter C.. Improvement and characterization of mc-Si Thin-Film Solar Cells on Low-Cost SSP Ribbons. 14th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 1997, pp. 784-787.
[72] Rentsch J., Bau S., Huljic D. M. Screen-printed epitaxial silicon thin-film solar cells with 13⋅8 %
cent results at Fraunhofer ISE. Solar Energy, 2004, vo
plications in photovoltaics. Surface and coatings technology, 2007, vol. 201, pp. 932
s J. Progress in ep
8-441.
[76] Caballero L.J., Sanchez-Friera P., Vazquez C., Vazquez M.A., Alonso J., Van Nieuwenhuysen K., Duerinckx F., Beaucarne G., Poortmans J. Industrial implementation of epitaxial solar cells over low-grade silicon substrates. IEEE Melecon 2006, Benalmadena (Malaga), Spain.
[77] Van Nieuwenhuysen K., Duerinckx F., Kuzma I., Récaman Payo M., Beaucarne G., Poortmans J. Optimal use of CVD for epitaxial thin film crystalline silicon solar cells : Emitter formation by CVD. 22nd European Photovoltaic Solar Energy Conference, Milan, Italy, 2007, pp. 920-923.
[78]
[79] Wolf A., Terheiden B., Brendel R. Formation of phosphorus emitter in crystalline silicon thin-film solar cells by novel autodiffusion process. 21nd European Photovoltaic Solar Energy Conference, Dresde, Gernany, 2006, pp. 1-4.
53

Chapitre II: Epitaxie en phase vapeur Dans ce chapitre, nous rappellerons les différentes techniques de croissance cristalline
par épitaxie, puis nous consacrerons les paragraphes suivants à la description de la technique d’épitaxie en phase vapeur du silicium. Sont abordés d’un point de vue théorique et expérimental, la cinétique de croissance, les mécanismes conduisant à la décomposition du dichlorosilane SiH2Cl2 et la problématique du dopage in-situ.
ar la suite, nous décrirons le bâti d’épitaxie propre à notre laboratoire, en comP mençant par relater le savoir-faire acquis sur la croissance de couches de silicium réalisée sur des substr lation du réacteur dans s
ues
Ce para cédés de croissance par épitaxie.
on cristalline du submu
Lsilic m
le matériau épitaxié sont de même nature ou non, on distingue l’hom
ats de diamètre 50 mm, avant de décrire les étapes menant à l’instala version 100 mm. Enfin, nous exposerons notre travail expérimental de qualification des équipements et
de caractérisation du matériau obtenu, en distinguant les propriétés structurales et électroniques.
II.1 Epitaxie : les différentes techniq
graphe expose brièvement les différents pro
II.1.1 Définition L’épitaxie est un procédé de dépôt qui permet de reproduire l’organisatiatstr sous-jacent. Ainsi lorsque le substrat est multicristallin, la croissance sera également
lticristalline prolongeant l’orientation des grains du support. a croissance par épitaxie concerne un grand nombre de matériaux : silicium, alliage
iu -germanium, composés III-V binaires ou ternaires, métaux, … elon que le substrat etS
oépitaxie et l’hétéroépitaxie. Dans le cas de deux matériaux différents, l’accord des paramètres de maille devient une variable clé. Pour un désaccord de maille trop important, la croissance cristalline est rendue impossible par l’apparition de nombreux défauts relâchant les contraintes mécaniques à l’interface. L’écart de maille maximum admissible est tel
que 310−≤∆aa .
La croissance par épitaxie peut également être sélective. Lorsque le substrat est
partiellement recouvert d’oxyde, certaines conditions de croissance permettent d’obtenir un dépôt uniquement sur les zones découvertes. Ce type d’épitaxie est mis à profit pour la formation de certains éléments des composants microélectroniques ou optoélectroniques.
Dans le cadre de ce travail, il s’agit d’homoépitaxie de silicium sur substrat de silicium. Les paragraphes suivants exposent les trois types d’épitaxie: l’épitaxie par jet
moléculaire (MBE), l’épitaxie en phase liquide (LPE) et l’épitaxie en phase vapeur (VPE).
55
II.1.2 Epitaxie par jet moléculaire L’épitaxie par jet moléculaire consiste à évaporer dans une enceinte sous ultra vide les
atomes de silicium, par exemple, sur un substrat chauffé entre 400°C et 800°C. La vitesse de croissance est contrôlée par le flux d’atomes. Le vide très poussé de l’ordre de 10-8 à 10-10 torr permet d’obtenir des libres parcours moyens très grands et d’éviter toute contamination du film épitaxial
Le dop minium pour le type P et à l’antimoine pour le type N. Les dopants classiques tels que le phosphore et le bore ne sont pas utiliséréalisé en ajoutant un système d’implantation ionique. Des profils très fins sont donc
e 0,1 µm.h-1 et 1 µm.h-1 limite cette technique utée.
e liquide
jout d’éléments comme le gallium, l’indium ou l’aluminium dans le bain saturé en silicium.
II.1.4 Epitaxie en phase gazeuse
un réa es types de réacteur la mdissipation par effet joule à
Un apport com acteur PECVD (pour Plasma Enhancement CVD). Ce type de machine permet de travailler à plus basse tem TCVD (pour Rapid Thermal CVD) où le
es jusqu'à la dizaine de microns par minute; u s
s sont le silane SiH4 ou des composés chlorés: SiCl4 3 2Cl2 (dichlorosilane).
. age in-situ est possible grâce au gallium ou l’alu
s car le contrôle de leur évaporation est difficile. Un dopage complémentaire peut être
accessibles. Les vitesses de croissance comprises entr
à la fabrication de composants à très forte valeur ajo
II.1.3 Epitaxie en phas La croissance par épitaxie en phase liquide s’appuie sur l’équilibre thermodynamique
entre une phase liquide et un substrat solide. L’élément silicium se retrouve en sursaturation dans la phase liquide suite à la décroissance contrôlée de la température et, par conséquent, précipite sur le substrat. La croissance a lieu en quasi-équilibre thermodynamique ce qui permet l’obtention de films de très bonne qualité. La vitesse de dépôt, autour de 1 µm/min dépend de la rampe de décroissance en température (entre 0,5 °C.min-1 et 2 °C.min-1).
Le dopage est réalisé par l’a
Les précurseurs sont, dans ce dernier cas, sous forme gazeuse. Il s'agit de fournir
suffisamment d'énergie pour décomposer le gaz au-dessus du substrat et ainsi provoquer le dépôt et l'arrangement des atomes. On distingue plusieurs types de réacteur suivant la méthode d’excitation énergétique mais aussi suivant la pression de travail. Ainsi, on appelle APCVD pour Atmospheric Pressure Chemical Vapour Deposition, un réacteur dans lequel la croissance a lieu à pression atmosphérique. Les vitesses de dépôt sont plus élevées que dans
cteur travaillant à basse pression dit LPCVD (pour Low Pressure CVD). Dans céthode de chauffage est principalement l'induction magnétique ou la
travers des résistances. plémentaire d'énergie par plasma est possible, on parle alors de ré
pérature. On citera aussi la méthode Rchauffage est assuré par des lampes halogènes.
Les vitesses de croissance peuvent être élevécela explique pourquoi l'épitaxie en phase vapel’industrie.
r est la technique la plus répandue dan
Dans le cas de l'épitaxie de silicium, les gaz précurseur (tétrachlorure de silicium), SiHCl (trichlorosilane), ou SiH
56
Le choix du précurseur oriente inévitablement la technique d’épitaxie. Il conditionne également la température de travail. Ainsi le silane, in ammable à l'air requiert des précautions particulières et impose des équipements à basse pression. Le tricholorsilane, liquide à pression atmosphérique, pose des contraintes vis à vis de la corrosion et de la condensation des vapeurs dans les canalisations. La température d’épitaxie dans ce cas est élevée proche de 1150°C. Il est cependant peu cher et disponible en grande quantité.
de dépôt est plus faible autour de 1100°C. tion.
II.2 Aspects théoriques et expérimentaux de l’EPV
II.2.1 Notion
ent des précurseur substrat joue un rôle primordial dans la cinétique de croissance mmatér
pérature
- la vitesse du gaz dont dépendent les effets de convection dus à la viscosité et aux
ier cas, l’écoulement est guidé par les gradients de température et de concentration du gaz. Cependant, m
ent à l’aide du nombre de Reynolds :
fl
Quant au dichlorosilane, il est plus onéreux que le précédent mais reste gazeux à pression atmosphérique. De plus, la température C'est ce dernier gaz qui est utilisé sur notre installa
La technique de croissance par épitaxie en phase gazeuse est tout naturellement sensible
à l’hydrodynamique des gaz. La qualité et la vitesse de croissance du matériau en dépendent. Nous rappellerons brièvement les notions de flux laminaire et turbulent avant de décrire les différents cas de cinétique de croissance. Enfin, nous détaillerons les aspects expérimentaux de la croissance de silicium à partir de dichlorosilane.
s d'hydrodynamique
s gazeux à la surface duL’écoulemais aussi sur l’homogénéité et la qualité cristalline du
iau épitaxié. Les paramètres influençant la dynamique des gaz sont principalement :
- le gradient de tem : le gaz se détend dans les zones chaudes alors que sa densité reste plus élevée dans les parties plus froides.
forces de frottement. On distingue alors les régimes d’écoulement de convection naturelle et de convection
forcée. Dans le premalgré la présence d’un gradient de température, on essaie
dans les réacteurs d’épitaxie d’être soumis au régime de convection forcée. Ce régime se produit pour de plus fortes vitesses d’écoulement des gaz pour lesquelles le flux est régi par l’action des forces mécaniques. Les forces de friction et de pression déterminent alors le mouvement des particules gazeuses.
On caractérise le type d’écoulem
LvLv
gg ..1..
Reη
ρν
==
avec: ν: viscosité cinématique (m².s-1), ρ : masse volumique (g.m-3), vg : vitesse
d réacteur est h mique (Pa.s).
'écoulement du gaz (m.s-1), L : longueur caractéristique du réacteur (m) (longueur si le
orizontal, diamètre si le réacteur est cylindrique), η : viscosité dyna Le flux gazeux est laminaire lorsque : Re < 5400 : les forces de frottement stabilisent
alors le flux.
57
Le flux gazeux est turbulent lorsque : Re > 5400 : les forces d'inertie supplantent les forces de frottement créant des turbulences.
Un flux laminaire augmente l’homogénéité du gaz et la vitesse de croissance ; il est donc nécessaire lors de la cr
bstrat par l'intermédiaire du gaz porteur. - Adsorption des espèces à la surface du substrat. - Diffusion surfacique des espèces jusqu'à un site préférentiel, décomposition chimique. - Incorporation des constituants du film épitaxié.
ésorption des produits secondaires. - if duits secondaires.
Ces étapes se reg
matière et celles correspondant aux réactions chimiques de surface. De ces deux catégories déc le rôle de la cinétique de croissance ; la croissance est limitée soit ar vitesse de réaction des espèces à la surface du substrat.
E de croissance est déterminé par les conditions de tem r
azeuse. On s’intéressera donc au flux des espèces réactives se dirigeant de la phase gazeuse vers la surface du substrat et au flux engendré par la consommation de ces mêmes espèces du fait de la croissance. Le formalisme suivant est issu des travaux de Grove [80]. En référence à la Figure II-1, on note :
ser les flux de matières suivants :
oissance par épitaxie.
II.2.2 Cinétique et régime de croissance La croissance en phase vapeur peut se décomposer en plusieurs étapes :
- Transport et diffusion des précurseurs gazeux de l'entrée du réacteur jusqu'à la surface du su
- DD fusion gazeuse et évacuation des pro
roupent en deux catégories : celles consistant en un transport de
ou nt les deux modes de cont p l’apport de matière, soit par la
le régimexpérimentalement, pé ature et de débit des gaz.
II.2.2.1 Approche théorique Le cadre théorique de la cinétique de croissance par épitaxie fait appel à la physique de
la diffusion des espèces au sein de la phase g
Cg la concentration de silicium dans le volume du gaz porteur ; celle-ci dépend de la pression partielle du gaz précurseur.
la concentration surfacique de silicium à l'interface entre le gaz et le cristal. COn peut alors exprim
( )sgg CCH − avec HgF = m.s-1). avec Ks : coefficient de réaction surfacique (en cm.s-1).
g : coefficient de transport de masse (en c
sss
CKF =
58
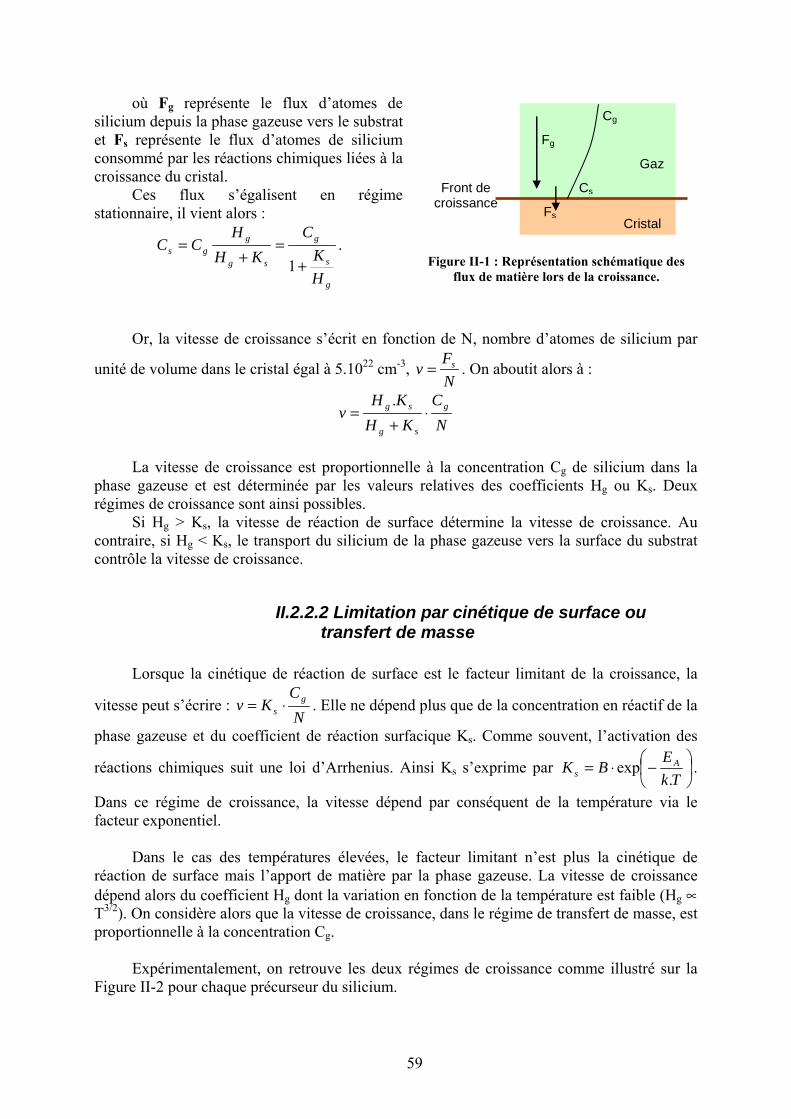
où Fg représente le flux d’atomes de silicium depuis la phase gazeuse vers le substrat et Fs représente le flux d’atomes de silicium consommé par les réactions chimiques liées à la croissance du cristal.
Ces flux s’égalisent en régime stationnaire, il vient alors :
g
s
g
HK
C
+.
sg
ggs KH
HCC =
+=
1
Or, la vitesse de croissance s’écrit en fonction de N, nombre d’atomes de silicium par
unité de volume dans le cristal égal à 5.1022 cm-3
Cristal
Front de croissance
Cs
Cg
Fg
Gaz
Fs
Figure II-1 : Représentation schématique des flux de matière lors de la croissance.
, NF
v s= . On aboutit alors à :
NCKH
v gsg ⋅=.
KH sg +
La vitesse de croissance est proportionnelle à la concentration Cg de silicium dans la
phase gazeuse et est déterminée par les valeurs relatives des coefficients Hg ou Ks. Deux régim s de croissance sont ainsi possibles.
> K , la vitesse de réaction de surface détermine la vitesse de croissance. Au contra
ue de surface ou transfert de masse
eSi Hg sire, si Hg < Ks, le transport du silicium de la phase gazeuse vers la surface du substrat
contrôle la vitesse de croissance.
II.2.2.2 Limitation par cinétiq
Lorsque la cinétique de réaction de surface est le facteur limitant de la croissance, la
vitesse peut s’écrire : N
CKv g
s ⋅= . Elle ne dépend plus que de la concentration en réactif de la
phase gazeuse et du coefficient de réaction surfacique Ks. Comme souvent, l’activation des
⎟⎠⎞
⎜⎝⎛−⋅=
TkEBK A
s .expréactions chimiques suit une loi d’Arrhenius. Ainsi Ks s’exprime par .
Dans ce régime de croissance, la vitesse dépend par conséquent de la température via le facteur exponentiel.
Dans le cas des températures élevées, le acteur limitant n’est plus la cinétique de
réacti du coefficient Hg dont la variation en fonction de la température est faible (Hg ∝
T3/2). On considère alors que la vitesse de croissance, dans le régime de transfert de masse, est proportionnelle à la concentration Cg.
xpérimentalement, on retrouve les deux régimes de croissance comme illustré sur la
Figure II-2 pour chaque précurseur du silicium.
fon de surface mais l’apport de matière par la phase gazeuse. La vitesse de croissance
dépend alors
E
59
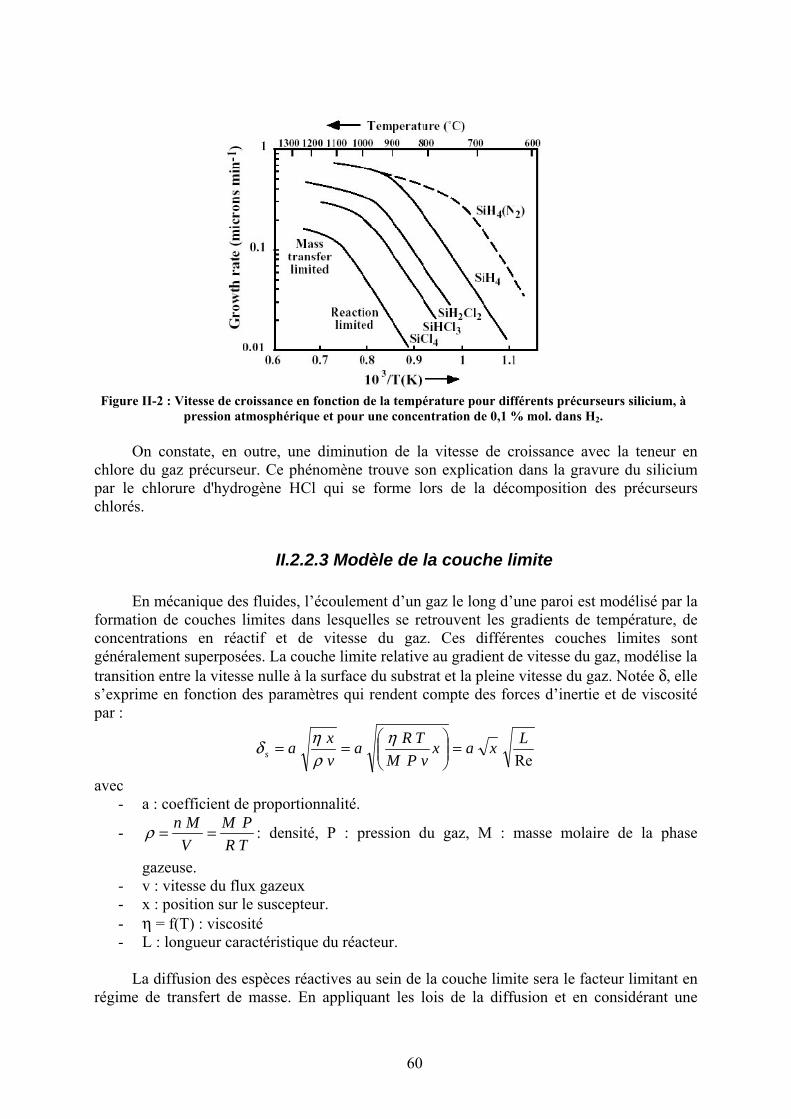
Figure II-2 : Vitesse de croissance en fonction de la température pour différents précurseurs silicium, à
pression atmosphérique et pour une concentration de 0,1 % mol. dans H2.
n constate, en outre, une diminution de la vitesse de croissance avec la teneur en chlore du gaz précurseur. Ce phénomène trouve son explication dans la gravure du silicium par le chlorure d'hydrogène H composition des précurseurs chlorés.
formation de couches limites dans lesquelles se retrouvent les gradients de température, de concentrations en réactif et de vitesse du gaz. Ces différentes couches limites sont généralement superposées. La couche limite relative au gradient de vitesse du gaz, modélise la transition entre la vitesse nulle à la surface du substrat et la pleine vitesse du gaz. Notée δ, elle s’exprime en fonction des paramètres qui rendent compte des forces d’inertie et de viscosité par :
O
Cl qui se forme lors de la dé
II.2.2.3 Modèle de la couche limite En mécanique des fluides, l’écoulement d’un gaz le long d’une paroi est modélisé par la
ReLxax
vPMTRa
vxas =⎟⎟
⎠
⎞⎜⎜⎝
⎛== η
ρηδ
avec - a : coefficient de proportionnalité.
- TRPM
VMn ==ρ : densité, P : pression du gaz, M : masse molaire de la phase
gazeuse. - v : vitesse du flux gazeux - x : position sur le suscepteur. - η = f(T) : viscosité - L : longueur caractéristique du réacteur.
ant en
régime de transfert de ma ion et en considérant une La diffusion des espèces réactives au sein de la couche limite sera le facteur limit
sse. En appliquant les lois de la diffus
60
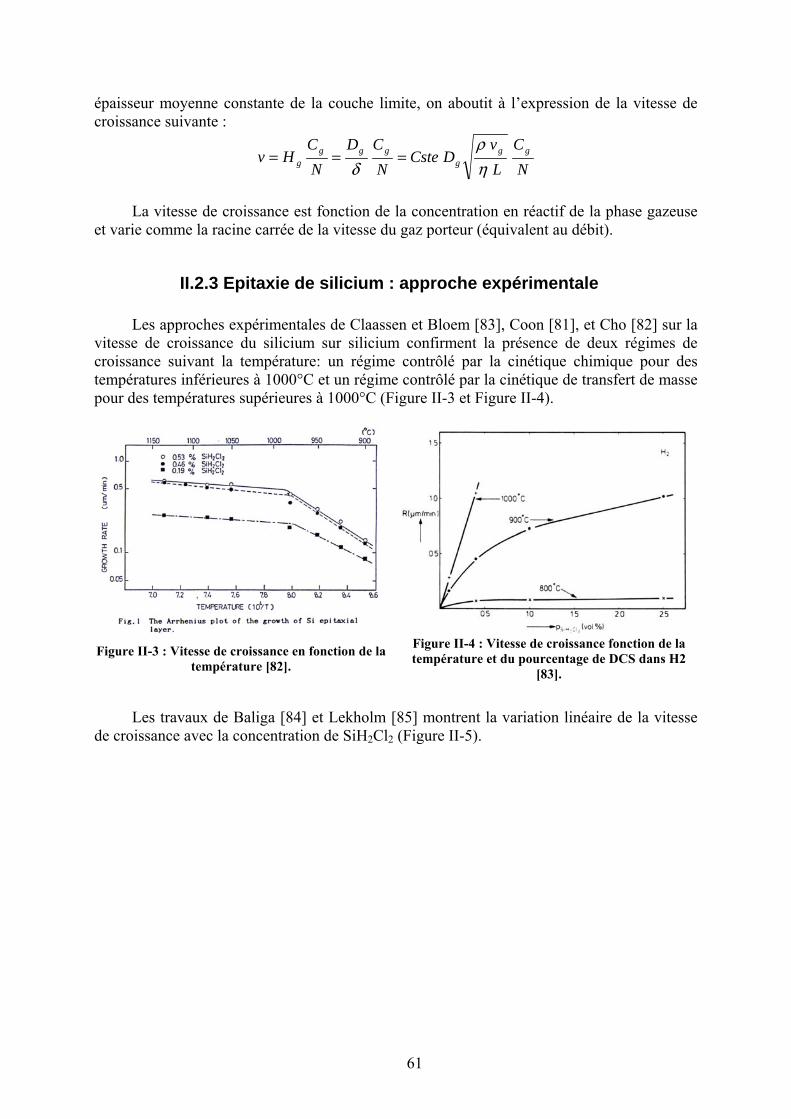
épaisseur moyenne constante de la couche limite, on aboutit à l’expression de la vitesse de croissance suivante :
NC
Lv
DCsteN
CDN
CHv gg
gggg
g ηρ
δ===
La vitesse de croissance est fonction de la concentration en réactif de la phase gazeuse
et varie comme la racine carrée de la vitesse du gaz porteur (équivalent au débit).
es approches expérimentales de Claassen et Bloem [83], Coon [81], et Cho [82] sur la vitesse de croissance du silicium sur silicium confirment la présence de deux régimes de croissance suivant la température trôlé par la cinétique chimique pour des températures inférieures à 1000°C et un régime contrôlé par la cinétique de transfert de masse pour d
II.2.3 Epitaxie de silicium : approche expérimentale L
: un régime con
es températures supérieures à 1000°C (Figure II-3 et Figure II-4).
Figure II-3 : Vitesse de croissance en fonction de la
température [82].
Figure II-4 : Vitesse de croissance fonction de la température et du pourcentage de DCS dans H2
[83].
e la vitesse de croissance avec la concentration de SiH
Les travaux de Baliga [84] et Lekholm [85] montrent la variation linéaire d2Cl2 (Figure II-5).
61

Figure II-5 : Vitesse de croissance en fonction de la concentration en DCS
(d'après [85]).
Ces résultats mettent par ailleurs en évidence la possibilité d'obtenir des vitesses de croissance conséquentes de plusieurs µm par minute.
L’ensemest donné par
II.2.3.1 Système SiH2Cl2 / H2 La pyrolyse du dichlorosilane donne naissance à de nombreux composés chlorés en
quantité plus ou moins importante. Les travaux de Morosanu [86] montrent que la molécule de dichlorosilène SiCl2 est le produit intermédiaire de réaction le plus important dans la formation de silicium à partir de dichlorosilane (DCS).
ble des réactions de décomposition du DCS intervenant dans la phase gazeuse Claassen et Bloem [83] :
Réactions en phase gazeuse :
Si ( ) ( ) ( )ggg 2222
( ) ( ) ( )ggg SiHClHClSiCl 32 ↔+
HSiClClH +↔
Adsorption en surface (le caractère * représente un site surfacique libre, X* une espèce adsorbée) :
( )∗↔∗+ 22 SiClSiCl g
( )H ∗↔∗+ Hg 222
Réactions surfaciques
: ( )gHClSiClHSiCl +↔+ ∗∗∗
2
( )gHClSiHSiCl +↔+ ∗∗
( ) ( )gg HClSiHSiCl 222 +↔+ ∗∗
62
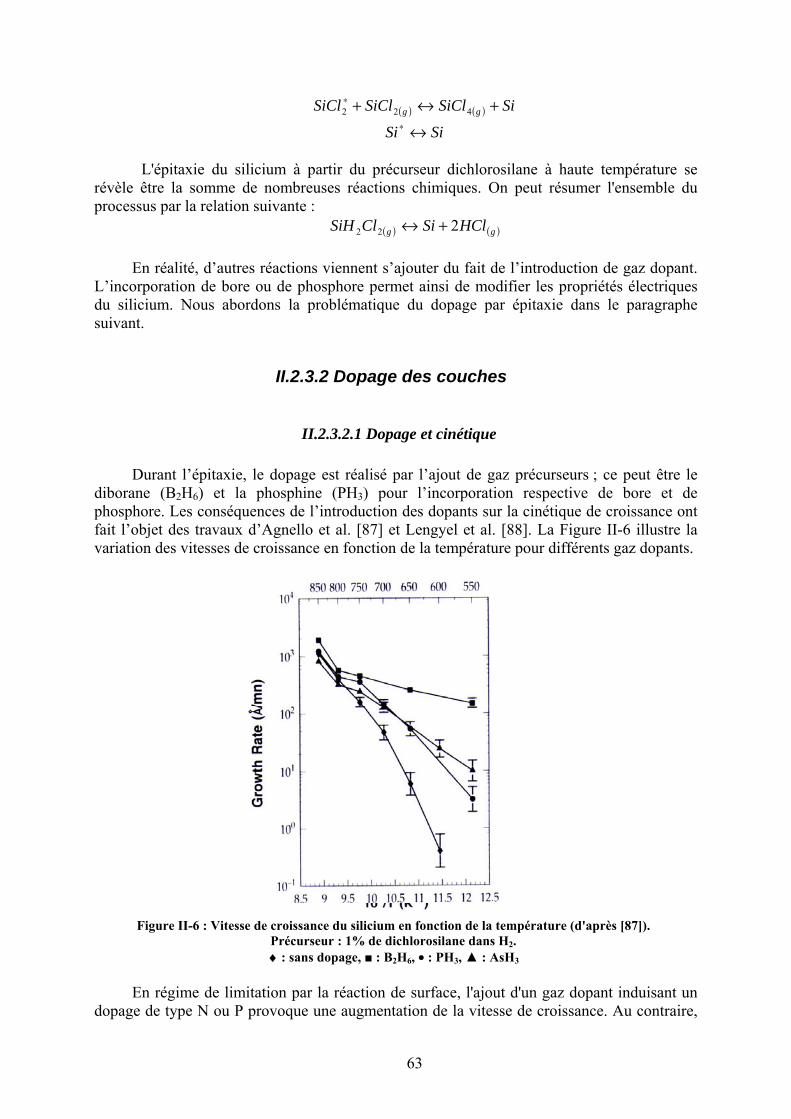
( ) ( ) SiSiClSiClSiCl gg +↔+∗422
SiSi ↔∗
L'épitaxie du silicium à partir du précurseur dichlorosilane à haute température se révèle être la somme de nombreuses réactions chimiques. On peut résumer l'ensemble du processus par la relation suivante :
En réalité, d’autres réactions viennent s’ajouter du fait de l’introduction de gaz dopant.
L’incorporation de bore ou de phosphore permet ainsi de modifier les propriétés électriques du silicium. Nous abordons la problématique du dopage par épitaxie dans le paragraphe suivant.
Durant l’épitaxie, le dopage est réalisé par l’ajout de gaz précurseurs ; ce peut être le
2H6) et la phosphine (PH3) pour l’incorporation respective de bore et de phosphore. Les conséquences de l’introduction des dopants sur la cinétique de croissance ont fait l’objet des travaux d’Agnello et al. [87] et Lengyel et al. [88]. La Figure II-6 illustre la variat
( ) ( )gg HClSiClSiH 222 +↔
II.2.3.2 Dopage des couches
II.2.3.2.1 Dopage et cinétique
diborane (B
ion des vitesses de croissance en fonction de la température pour différents gaz dopants.
Figure II-6 : Vitesse de croissance du silicium en fonction de la température (d'après [87]).
Précurseur : 1% de dichlorosilane dans H2. ♦ : sans dopage, : B2H6, • : PH3, : AsH3
ajout d'un gaz dopant induisant un dopage de type N ou P provoque une augmentation de la vitesse de croissance. Au contraire,
En régime de limitation par la réaction de surface, l'
63
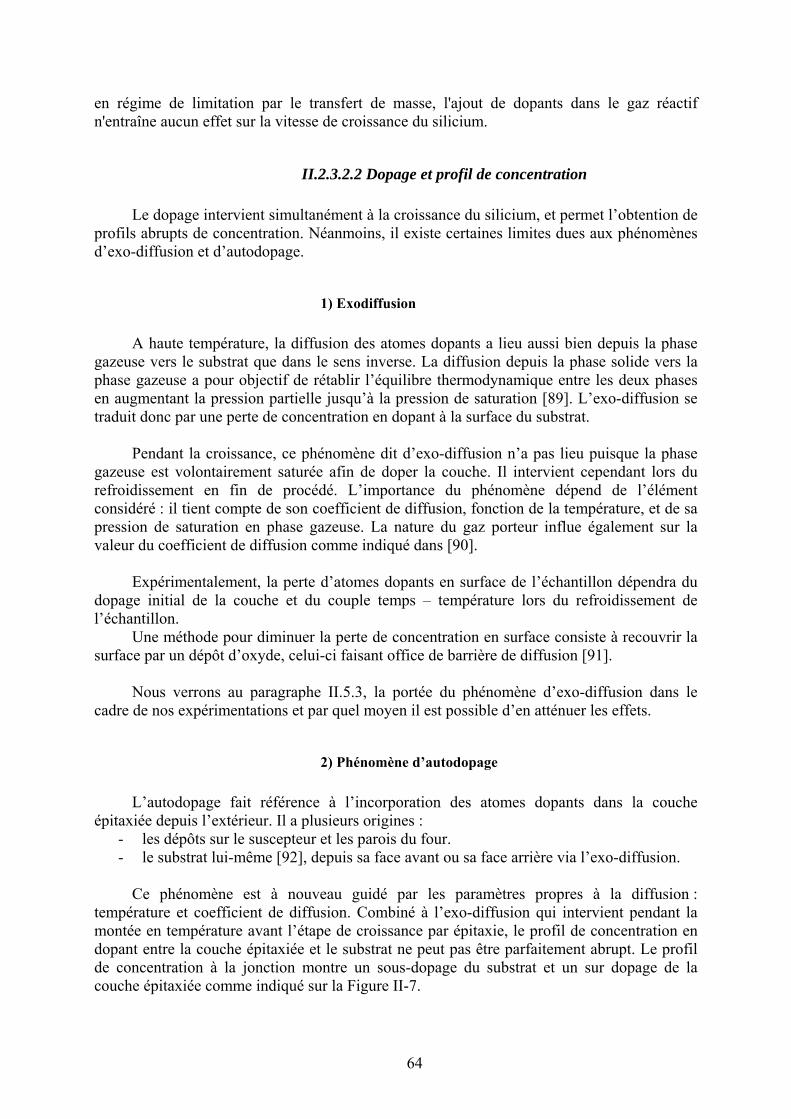
en régime de limitation par le transfert de masse, l'ajout de dopants dans le gaz réactif n'entraîne aucun effet sur la vitesse de croissance du silicium.
1) Exodiffusion
on des atomes dopants a lieu aussi bien depuis la phase gazeuse vers le substrat que dans le sens inverse. La diffusion depuis la phase solide vers la phase gazeuse a pour objectif de rétablir l’équilibre thermodynamique entre les deux phases en augmentatraduit donc par une perte de concentration en dopant à la surface du substrat.
r entalement, la perte d’atomes dopants en surface de l’échantillon dépendra du dopage initial de la couche et du couple temps – température lors du refroidissement de l’échantillon.
ne mésurfac
des atomes dopants dans la couche épitaxiée depuis l’extérieur. Il a plusieurs origines :
- - via l’exo-diffusion.
Ce ph eau guidé par les paramètres propres à la diffusion : température et coefficient de diffusion. Combiné à l’exo-diffusion qui intervient pendant la montée en température avant l’étape de croissance par épitaxie, le profil de concentration en dopan
II.2.3.2.2 Dopage et profil de concentration Le dopage intervient simultanément à la croissance du silicium, et permet l’obtention de
profils abrupts de concentration. Néanmoins, il existe certaines limites dues aux phénomènes d’exo-diffusion et d’autodopage.
A haute température, la diffusi
nt la pression partielle jusqu’à la pression de saturation [89]. L’exo-diffusion se
Pendant la croissance, ce phénomène dit d’exo-diffusion n’a pas lieu puisque la phase
gazeuse est volontairement saturée afin de doper la couche. Il intervient cependant lors du refroidissement en fin de procédé. L’importance du phénomène dépend de l’élément considéré : il tient compte de son coefficient de diffusion, fonction de la température, et de sa pression de saturation en phase gazeuse. La nature du gaz porteur influe également sur la valeur du coefficient de diffusion comme indiqué dans [90].
xpé imE
thode pour diminuer la perte de concentration en surface consiste à recouvrir la U
e par un dépôt d’oxyde, celui-ci faisant office de barrière de diffusion [91]. Nous verrons au paragraphe II.5.3, la portée du phénomène d’exo-diffusion dans le
cadre de nos expérimentations et par quel moyen il est possible d’en atténuer les effets.
2) Phénomène d’autodopage
’autodopage fait référence à l’incorporationL
les dépôts sur le suscepteur et les parois du four. le substrat lui-même [92], depuis sa face avant ou sa face arrière
énomène est à nouv
t entre la couche épitaxiée et le substrat ne peut pas être parfaitement abrupt. Le profil de concentration à la jonction montre un sous-dopage du substrat et un sur dopage de la couche épitaxiée comme indiqué sur la Figure II-7.
64
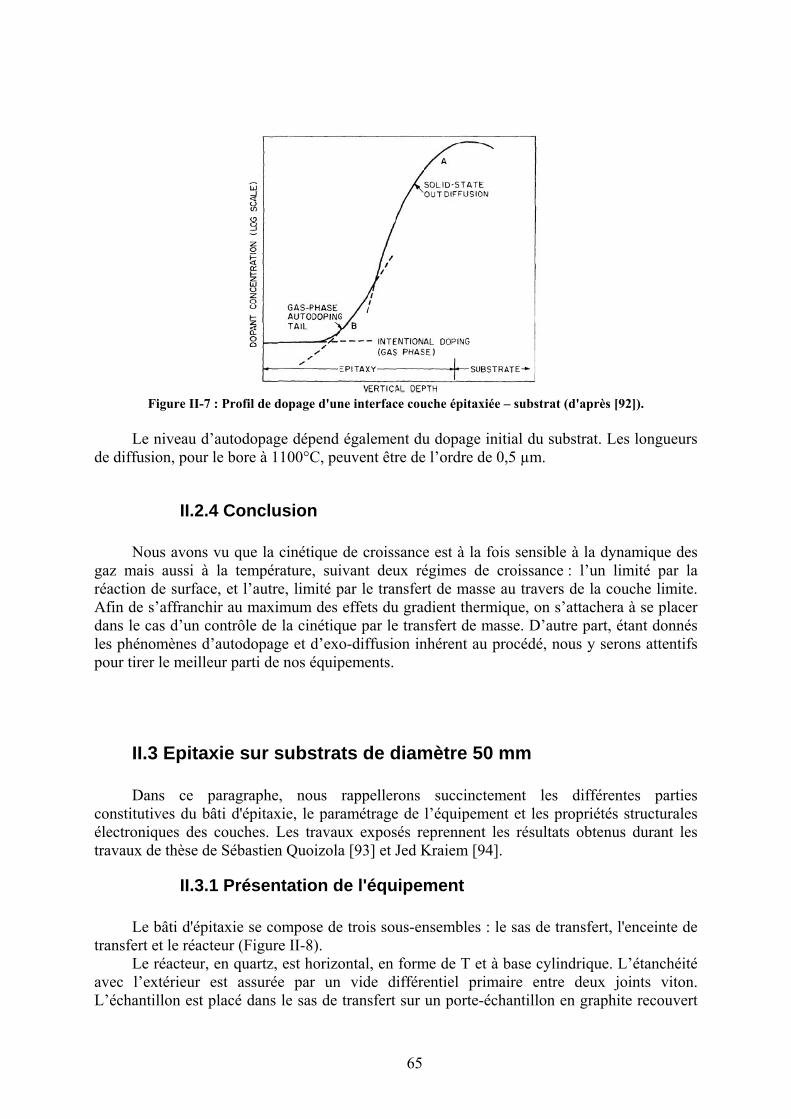
Figure II-7 : Profil de dopage d'une interface couche épitaxiée – substrat (d'après [92]).
Le niveau d’autodopage dépend également du dopage initial du substrat. Les longueurs
de diffusion, pour le bore à 1100°C, peuvent être de l’ordre de 0,5 µm.
II.2.4 Conclusion Nous avons vu que la cinétique de croissance est à la fois sensible à la dynamique des
gaz mais aussi à la température, suivant deux régimes de croissance : l’un limité par la réaction de surface, et l’autre, limité par le transfert de masse au travers de la couche limite. Afin de s’affranchir au maximum des effets du gradient thermique, on s’attachera à se placer dans le cas d’un contrôle de la cinétique par le transfert de masse. D’autre part, étant donnés les phénomènes d’autodopage et d’exo-diffusion inhérent au procédé, nous y serons attentifs pour tirer le meilleur parti de nos équipements.
.3 Epitaxie sur substrats de diamètre 50 mm
ans const
I . Le bâti d'ép
transfert et le réacLe réacteur,
avec l’extérie L’échantillon
II
D ce paragraphe, nous rappellerons succinctement les différentes parties itutives du bâti d'épitaxie, le paramétrage de l’équipement et les propriétés structurales
électroniques des couches. Les travaux exposés reprennent les résultats obtenus durant les travaux de thèse de Sébastien Quoizola [93] et Jed Kraiem [94].
I.3 1 Présentation de l'équipement
itaxie se compose de trois sous-ensembles : le sas de transfert, l'enceinte de teur (Figure II-8). en quartz, est horizontal, en forme de T et à base cylindrique. L’étanchéité
ur est assurée par un vide différentiel primaire entre deux joints viton. ite recouvert est placé dans le sas de transfert sur un porte-échantillon en graph
65
de carbure de silicium SiC, puis est transféré à l’aide d’une canne sur le suscepteur (en graphite + SiC) lorsque celui-ci est en position basse. On remonte alors l’échantillon jusqu’à ce que sa surface dépasse légèrement de la branche verticale du T du réacteur afin d'être en contact avec le flux gazeux (flux laminaire).
Figure II-8: Schéma du réacteur d’épitaxie.
Dans la version 100 mm du réacteur, l’introduction de l’échantillon se fera directement
par l’enceinte de transfert sans passer par le sas.
II.3.2 Gestion des gaz La gestion des gaz du dispositif d'épitaxie en phase gazeuse regroupe la distribution des
gaz, son automate de contrôle et la partie logicielle. La Figure II-9 montre l’armoire de gestion des flux de gaz du réacteur.
66
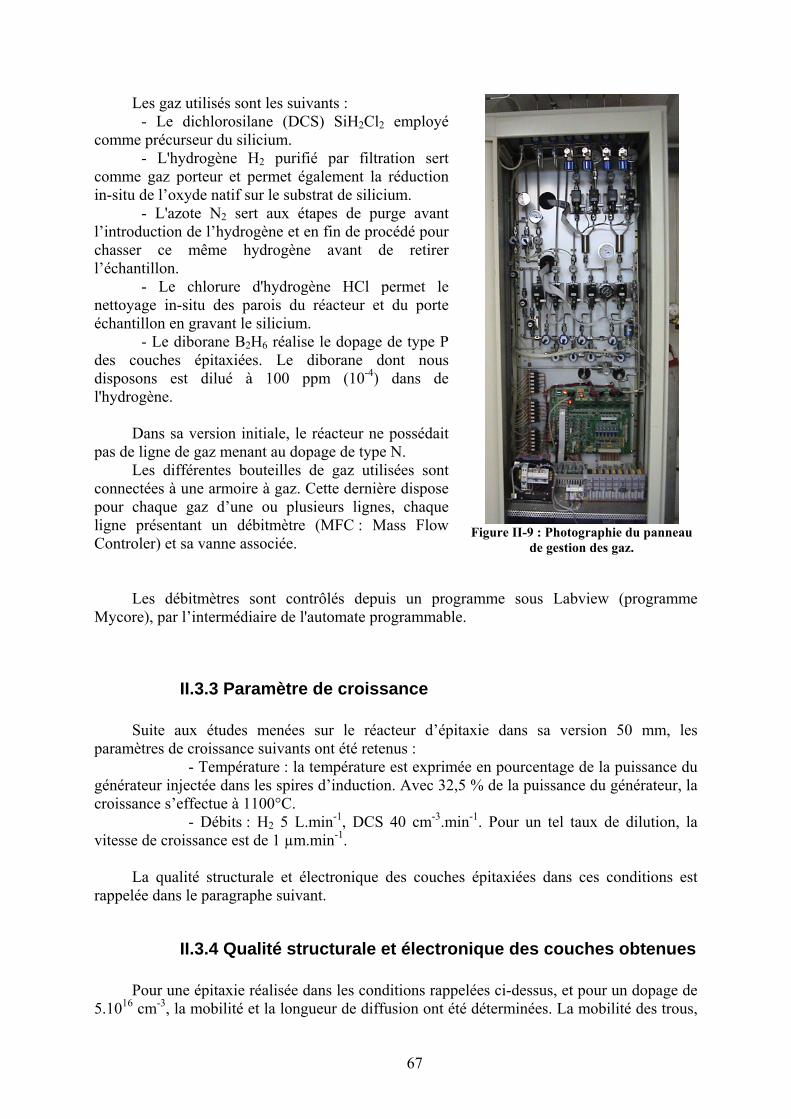
Les gaz utilisés sont les suivants : - Le dichlorosilane (DCS) SiH2Cl2 employé
comme précurseur du silicium. - L'hydrogène H2 purifié par filtration sert
mme gaz porteur et permet également la réduction in-situ de l’oxyde natif sur le substrat de silicium.
- L'azote N2 sert aux étapes de purge avant l’introduction de l’hydrogène et en fin de procédé pour
- Le chlorure d'hydrogène HCl permnettoyage in-situ des parois du réacteur et du porte échantillon en gravant le silicium.
- Le diborane B2H6 réalise le dopage de type P es uches épitaxiées. Le diborane dont nous
(10-4) dans de l'hydrogène.
gaz. Cette dernière dispose pour
e croissance suivants ont été retenus : - Température : la température est exprimée en pourcentage de la puissance du
générateur injectée dans les nce du générateur, la croiss nce s’effectue à 1100
-1 -3 -1
II.3.4 Qualité st couches obtenues
co
chasser ce même hydrogène avant de retirer l’échantillon.
et le
ddisposons est dilué à 100 ppm
co
Dans sa version initiale, le réacteur ne possédait
pas de ligne de gaz menant au dopage de type N. Les différentes bouteilles de gaz utilisées sont
connectées à une armoire à chaque gaz d’une ou plusieurs lignes, chaque
ligne présentant un débitmètre (MFC : Mass Flow Controler) et sa vanne associée.
Les débitmètres sont contrôlés depuis un programme sous Labview (programme
Mycore), par l’intermédiaire de l'automate programmable.
Figure II-9 : Photographie du panneau
de gestion des gaz.
II.3.3 Paramètre de croissance Suite aux études menées sur le réacteur d’épitaxie dans sa version 50 mm, les
param tres dè
spires d’induction. Avec 32,5 % de la puissa°C. a
- Débits : H2 5 L.min , DCS 40 cm .min . Pour un tel taux de dilution, la vitesse de croissance est de 1 µm.min-1.
La qualité structurale et électronique des couches épitaxiées dans ces conditions est
rappelée dans le paragraphe suivant.
ructurale et électronique des Pour une épitaxie réalisée dans les conditions rappelées ci-dessus, et pour un dopage de
5.1016 cm-3, la mobilité et la longueur de diffusion ont été déterminées. La mobilité des trous,
67
porteurs majoritaires, a été obtenue par une mesure par effet Hall. La longueur de diffusion des électrons, porteurs minoritaires, a été acquise par mesure LBIC.
es mobilités et longueurs de diffusion obtenues, µ = 260 cm².V-1.s-1 et L = 200 µm, sont
a bonne qualité des couches épitaxiées sur des substrats de diamètre 50 mm nous permet d’appréhender l’évolution vers un procédé d’épitaxie pour des substrats de diamètre 100 mm. Cette évolution, qui va de paire avec le procédé de porosification du silicium, est nécessaire pour accréditer le caractère industrialisable de notre procédé de transfert de couches minces.
Nous exposons, dans la suite du chapitre, les modifications apportées au bâti d’épitaxie pour réaliser notre procédé sur des substrats de diamètre 100 mm. L’ensemble des caractérisations des couches obtenues sera présenté.
II.4 Epitaxie sur substrats de diamètre 100 mm
II.4.1 Préambule
s travaux illustrant l’intérêt grandissant pour les recherches visant à mettre au point des techniques d’épitaxie sur grandes surfaces pour les applications photovoltaïques. L’enjeu majeur consiste à obtenir un équipement permettant d’abaisser au maximum le coût de cette opération.
Ainsi, à l’université de Madrid, H.J. Rodriguez et al. [95] ont conçu un réacteur
permettant le recyclage des gaz non consommés. Cette innovation apparaît primordiale étant donné que le rendement matière de l’épitaxie excède rarement 30 % et que la consommation d’hydrogène haute pureté est conséquente. Le chauffage par effet Joule couplé à un système de panneaux réfléchissant leur assure une meilleure efficacité énergétique.
D’autre part, dans le cadre du projet européen SWEET [96], financé entre 2002 et 2005, plusieurs partenaires (IMEC, Fraunhofer ISE, ATERSA, Crystalox Ltd, PV Silicon AG) se sont donnés pour objectifs d’amsur he d’un réacteur d’épitaxie à forte productivité. Appelé ConCVD, ce réacteur peut atteindre une cadence de fonctionnement en continu de 1,2 m2.h-1 avec une vitesse de croissance de 2,9 µm.min-1. Etant donné le volum z porteur utilisé est l’argon ; ce dernier présente hydrogène.
On peut également citer les E Bayern concernant le dimensionnement d’un réacteur d’épitaxie tirant avantages des effets de convection interne des gaz, pour obtenir des couches , sans rotation du substrat. Cet appareil, appelé CoCVD pour Convection-assisted CVD, utilise le tri
1100°C. Les auteurs in-1. Les densités de
L p nsatisfaisantes. En termes de propriétés structurales, les couches sont exemptes
d'impuretés métalliques et présentent des densités de défauts cristallins acceptables inférieures à 5.104 cm-2.
II.3.5 Vers un procédé grande surface L
Nous rapportons dans ce préambule quelque
ener à maturité industrielle la réalisation de cellules épitaxiées su strats de silicium bon marché. Une partie de leur travail a aboutit à la mise en marcb
e important de la chambre de réaction, le gade meilleurs gages de sécurité par rapport à l’
travaux de Kunz et al. [97] au ZA
homogènes sur une surface supérieure à 40 cm × 40 cm
chlorosilane (SiHCl3) et le trichlorure de bore (BCl3) comme gaz précurseurs. Un chauffage par lampe permet d’atteindre une température supérieure à rapportent des vitesses de croissance entre 0,4 µm.min-1 et 1,2 µm.m
68
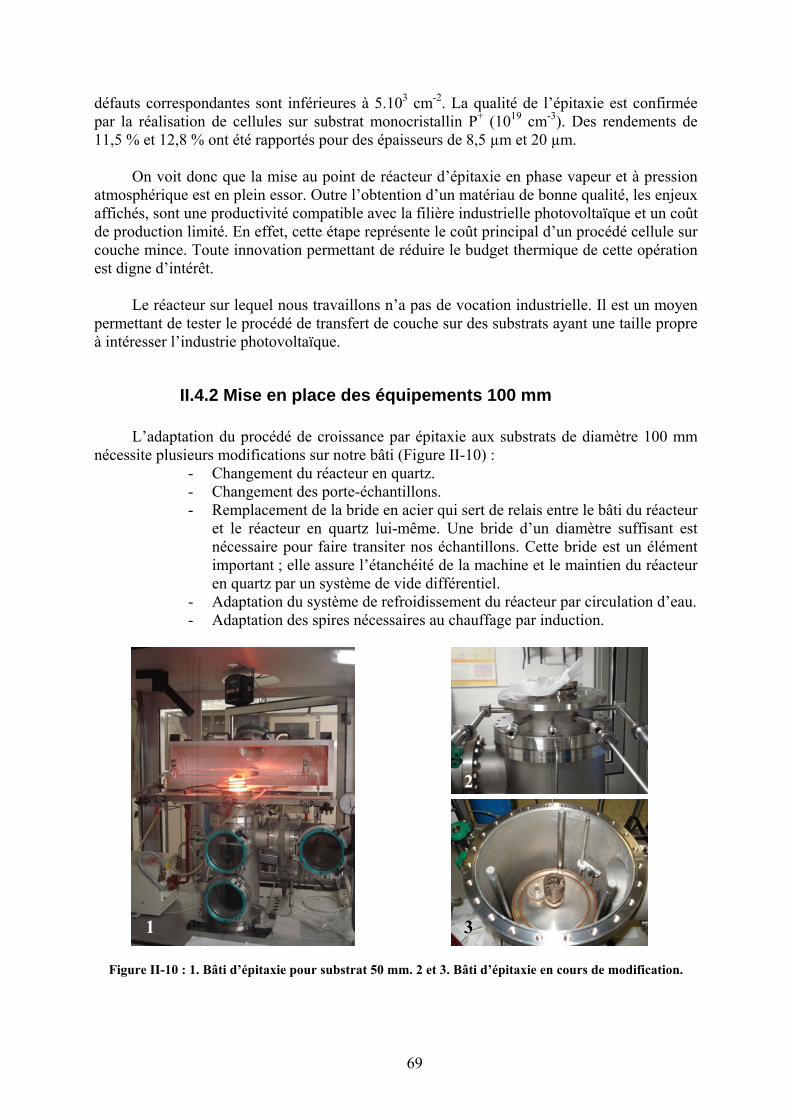
défau
la mise au point de réacteur d’épitaxie en phase vapeur et à pression atmos un matériau de bonne qualité, les enjeux affich hotovoltaïque et un coût de pro
moyen permettant de tester le procédé de transfert de couche sur des substrats ayant une taille propre à intéresser l’industrie photovoltaïque.
e croissance par épitaxie aux substrats de diamètre 100 mm néces
placeme dur en quartz lui-même. Une bride d’un diamètre suffisant est
nécessaire pour faire transimportant ; elle assure l’éten quartz par un système de vide différentiel.
ts correspondantes sont inférieures à 5.103 cm-2. La qualité de l’épitaxie est confirmée par la réalisation de cellules sur substrat monocristallin P+ (1019 cm-3). Des rendements de 11,5 % et 12,8 % ont été rapportés pour des épaisseurs de 8,5 µm et 20 µm.
On voit donc quephérique est en plein essor. Outre l’obtention d’és, sont une productivité compatible avec la filière industrielle pduction limité. En effet, cette étape représente le coût principal d’un procédé cellule sur
couche mince. Toute innovation permettant de réduire le budget thermique de cette opération est digne d’intérêt.
Le réacteur sur lequel nous travaillons n’a pas de vocation industrielle. Il est un
II.4.2 Mise en place des équipements 100 mm L’adaptation du procédé dsite plusieurs modifications sur notre bâti (Figure II-10) :
- Changement du réacteur en quartz. - Changement des porte-échantillons. - Rem nt e la bride en acier qui sert de relais entre le bâti du réacteur
et le réacteiter nos échantillons. Cette bride est un élément anchéité de la machine et le maintien du réacteur
- Adaptation du système de refroidissement du réacteur par circulation d’eau. - Adaptation des spires nécessaires au chauffage par induction.
Figure II-10 : 1. Bâti d’épitaxie pour substrat 50 mm. 2 et 3. Bâti d’épitaxie en cours de modification.
2
1 3
69
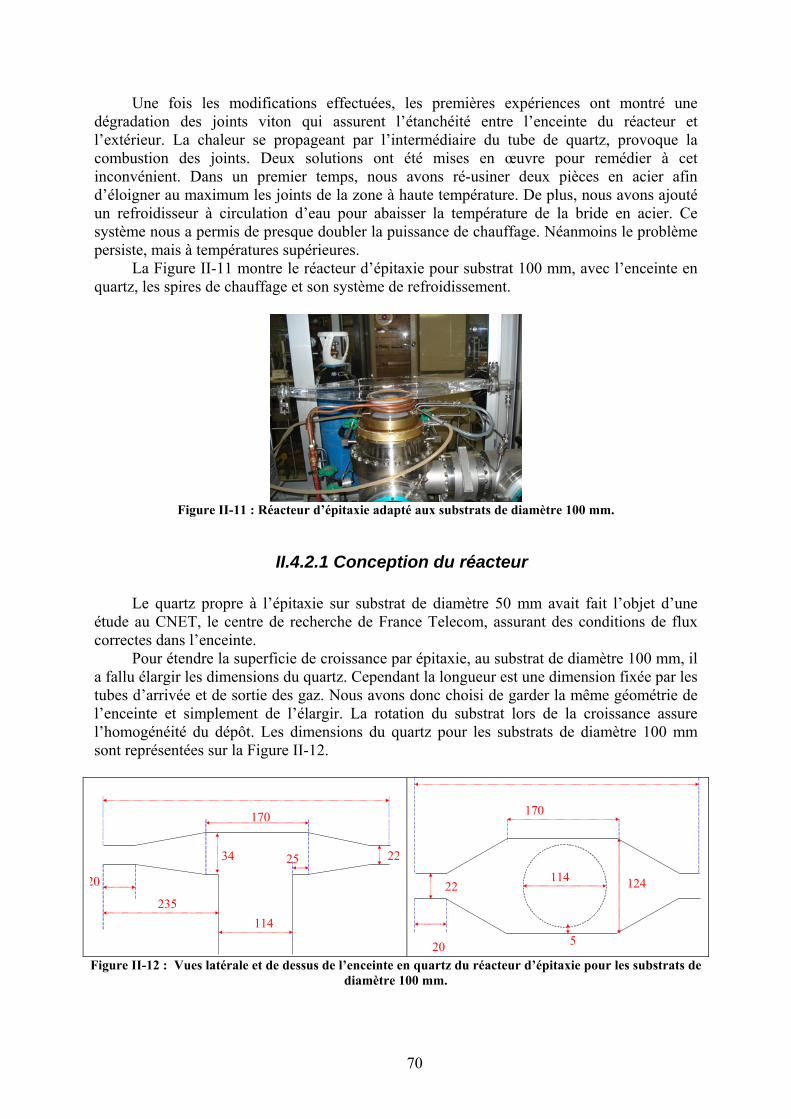
Une fois les modifications effectuées, les premières expériences ont montré une dégra
joints. Deux solutions ont été mises en œuvre pour remédier à cet incon
sance de chauffage. Néanmoins le problème persiste, mais à températures supérieures.
mm, avec l’enceinte en quartz, les spires de chauffage et son système de refroidissement.
dation des joints viton qui assurent l’étanchéité entre l’enceinte du réacteur et l’extérieur. La chaleur se propageant par l’intermédiaire du tube de quartz, provoque la combustion des
vénient. Dans un premier temps, nous avons ré-usiner deux pièces en acier afin d’éloigner au maximum les joints de la zone à haute température. De plus, nous avons ajouté un refroidisseur à circulation d’eau pour abaisser la température de la bride en acier. Ce système nous a permis de presque doubler la puis
La Figure II-11 montre le réacteur d’épitaxie pour substrat 100
taxie adapté aux substrats de diamètre 100 mm. Figure II-11 : Réacteur d’épi
II.4.2.1 Conception du réacteur Le quartz propre à l’épitaxie sur substrat de diamètre 50 mm avait fait l’objet d’une
étude ET, le cen onditions de flux correctes dans l’enceinte.
et de sortie des gaz. Nous avons donc choisi de garder la même géométrie de l’ence strat lors de la croissance assure l’hom généité du dépôt. Les dimensions du quartz pour les substrats de diamètre 100 mm sont représentées sur la Figure II-12.
au CN tre de recherche de France Telecom, assurant des c
Pour étendre la superficie de croissance par épitaxie, au substrat de diamètre 100 mm, il a fallu élargir les dimensions du quartz. Cependant la longueur est une dimension fixée par les tubes d’arrivée
inte et simplement de l’élargir. La rotation du subo
20 5
114
170
22 124
22
235
20
25
170
114
34
Figure II-12 : Vues latérale et de dessus de l’enceinte en quartz du réacteur d’épitaxie pour les substrats de diamètre 100 mm.
70
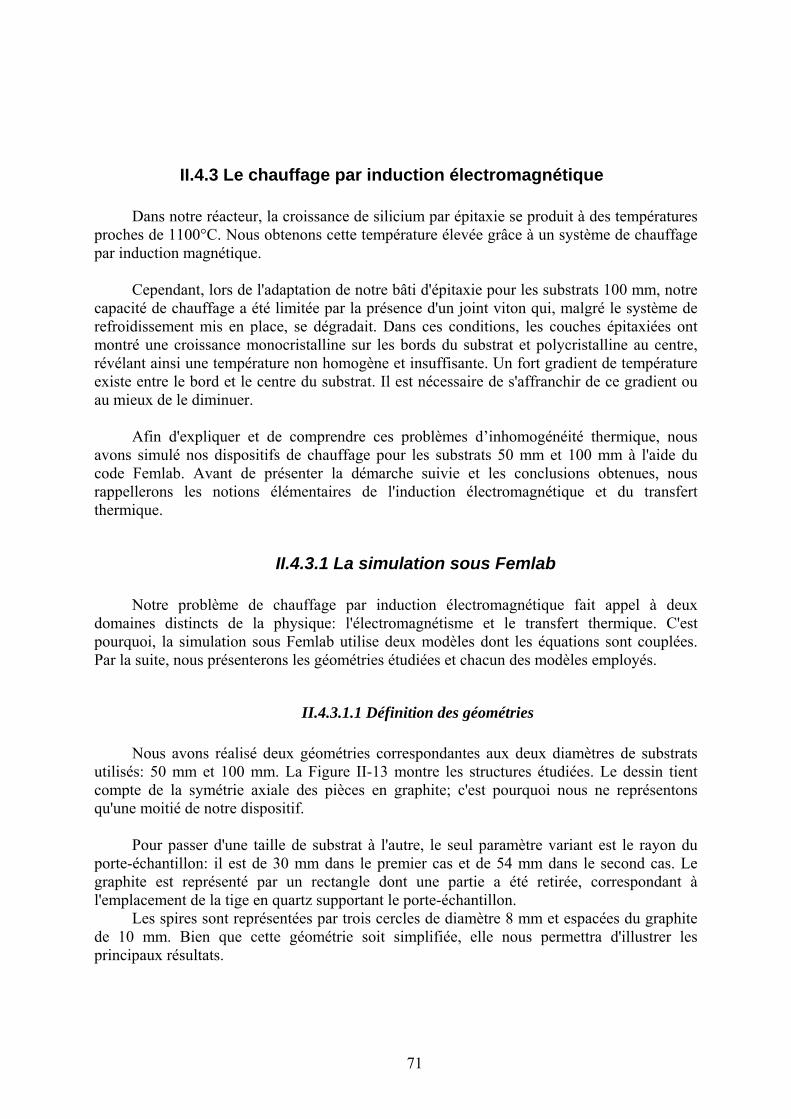
II.4.3 Le chauffage par induction électromagnétique
'adaptation de notre bâti d'épitaxie pour les substrats 100 mm, notre capacité de chauffage a été lim
d et le centre du substrat. Il est nécessaire de s'affranchir de ce gradient ou au mieux de le diminuer.
nhomogénéité thermique, nous avonscode
II.4.3.1 La simulation sous Femlab
l à deux doma
odèles employés.
3.1.1 Définition des géométries
Nous avons réalisé deux géométries corrutilisés: 50 mm et 100 mm. La Figure II-13 montre les structures étudiées. Le dessin tient comp
our passer d'une taille de substrat à l'autre, le seul paramètre variant est le rayon du porte-échantillon: il est de 30 mm dans le premier cas et de 54 mm dans le second cas. Le graphite est représenté par un rectangle dont une partie a été retirée, correspondant à l'emplacement de la tige en quartz supportant le porte-échantillon.
es spires sont représentées par trois cercles de diamètre 8 mm et espacées du graphite de 10 mm. Bien que cette géométrie soit simplifiée, elle nous permettra d'illustrer les principaux résultats.
Dans notre réacteur, la croissance de silicium par épitaxie se produit à des températures
proches de 1100°C. Nous obtenons cette température élevée grâce à un système de chauffage par induction magnétique.
Cependant, lors de l
itée par la présence d'un joint viton qui, malgré le système de refroidissement mis en place, se dégradait. Dans ces conditions, les couches épitaxiées ont montré une croissance monocristalline sur les bords du substrat et polycristalline au centre, révélant ainsi une température non homogène et insuffisante. Un fort gradient de température existe entre le bor
Afin d'expliquer et de comprendre ces problèmes d’i simulé nos dispositifs de chauffage pour les substrats 50 mm et 100 mm à l'aide du Femlab. Avant de présenter la démarche suivie et les conclusions obtenues, nous
rappellerons les notions élémentaires de l'induction électromagnétique et du transfert thermique.
Notre problème de chauffage par induction électromagnétique fait appeines distincts de la physique: l'électromagnétisme et le transfert thermique. C'est
pourquoi, la simulation sous Femlab utilise deux modèles dont les équations sont couplées. Par la suite, nous présenterons les géométries étudiées et chacun des m
II.4.
espondantes aux deux diamètres de substrats
te de la symétrie axiale des pièces en graphite; c'est pourquoi nous ne représentons qu'une moitié de notre dispositif.
P
L
71
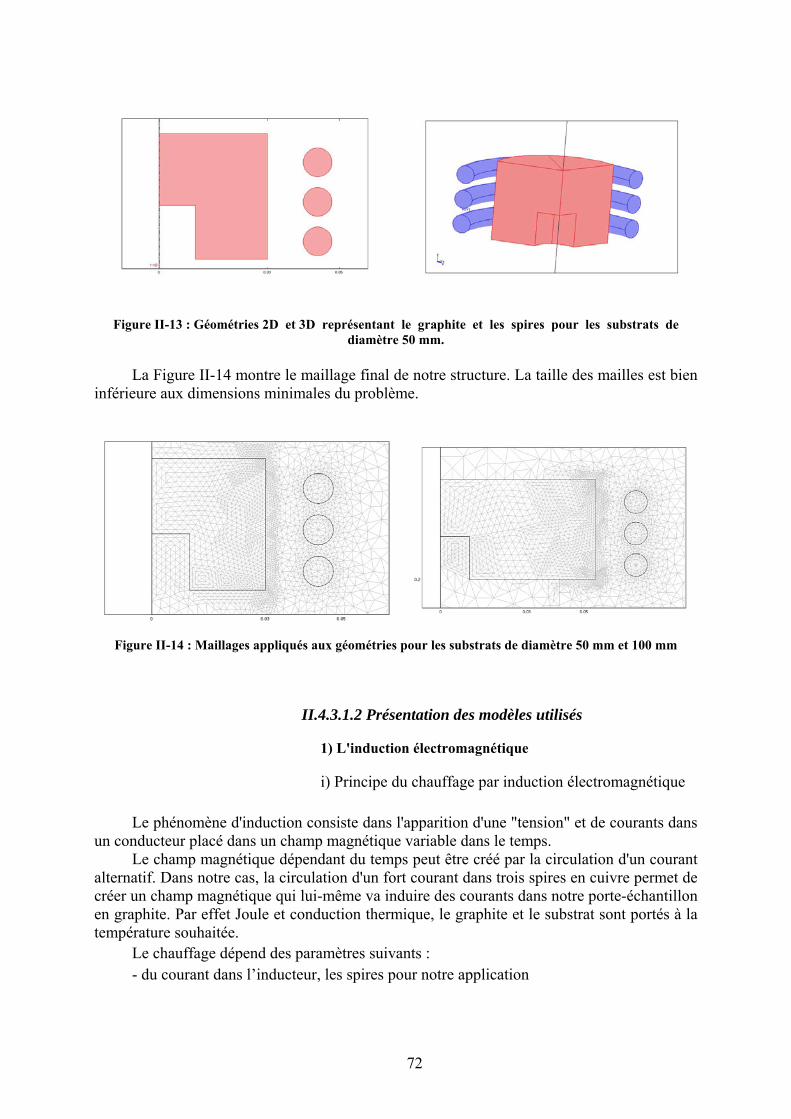
Figure II-13 : Géométries 2D et 3D représentant le graphite et les spires pour les substrats de diamètre 50 mm.
a Figure II-14 montre le maillage final de notre structure. La taille des mailles est bien
infériLeure aux dimensions minimales du problème.
Figure II-14 : Maillages appliqués aux géométries pour les substrats de diamètre 50 mm et 100 mm
circulation d'un fort courant dans trois spires en cuivre permet de créer un champ magnétique qui lui-même va induire des courants dans notre porte-échantillon en graphite. Par effet Joule et conduction thermique, le graphite et le substrat sont portés à la température souhaitée.
Le chauffage dépend des pdu courant dans l’inducteur, les spires pour notre application
II.4.3.1.2 Présentation des modèles utilisés
1) L'induction électromagnétique
i) Principe du chauffage par induction électromagnétique Le phénomène d'induction consiste dans l'apparition d'une "tension" et de courants dans
un conducteur placé dans un champ magnétique variable dans le temps. Le champ magnétique dépendant du temps peut être créé par la circulation d'un courant
altern tif. Dans notre cas, laa
aramètres suivants : -
72

- de la fréquence de fonctionnement : elle détermine la profondeur de pénétration du champ magnétique, et donc des courants induits, dans l'élément à chauffer : plus la fréquence est élevée, plus le courant se localise en surface.
de la géométrie de l’inducteur, qui doit être adaptée à celle du corps à chauffer. -
ii) Approche théorique - Cas d'école Nous nous proposons dans ce paragraphe de montrer l'influence des paramètres
géométriques, expérimentaux et physiques sur le chauffage par induction électromagnétique d'un cylindre de conductivité σ.
Pour cela, on considère le système formé par un solénoïde et un cylindre conducteur, comme indiqué sur laFigure II-15. Le solénoïde est constitué de n spires par unité de longueur et dont le rayon est noté a. Chaque spire est parcourue par un courant d'intensité
)cos(0 tII ω= avec fπω 2= , fréquence du courant alternatif. A l'intérieur du solénoïde le champ magnétique s'écrit :
f
zuInB 0µ= Équation
1
uz
ur
b
L
)cos(0 tII ω=
B
a
Figure II-15 : Système formé d’un solénoïde et d’un cylindre conducteur.
En appliquant la loi de Faraday, sous sa forme intégrale, sur un cercle de rayon r centré
sur l'axe uz, on obtient
)sin(2
00 trIn
E ωωµ= Équation 2
nconductivité σ, s'exprime par:
Ainsi, la puissance moyenne dissipée da s le cylindre de rayon b, d'épaisseur L et de
16
422
022
0bLInP πωµσ=>< Équation 3
Soit 4
40
2
4 δσπ bLIn
P =>< Équation 4
On remarque que la puissance dissipée par effet Joule augmente avec le carré de la
pulsation ω. Cependant, le choix d'une pulsation élevée est remis en cause lorsqu'on prend en
73

compte l'épaisseur de peau, ωσµ
δ0
2= quantifiant la pénétration du champ
électromagnétique dans le cylindre. A forte pulsation, la puissance est principalement injectée en surface du cylindre. Le
chauffage en volume n'est assuré que par conduction thermique, entraînant de forts gradients de température.
Le fonctionnement d'un système de chauffage par induction électromagnétique dépend fortement de la fréquence du courant circulant dans l'inducteur. Cette fréquence détermine en partie la puissance injectée dans l'élément à chauffer et elle conditionne très fortement le caractère volumique ou surfacique du chauffage.
n Le module du champ magnétique pénétra t dans l'induit s'écrit:
)exp(0
δδB −= Équation 5
On voit bien que δ représente le facteur d'atténuation de l'onde électromagnétique. δ
varie en f
2 zE
a solution proposée par le calculateur de Femlab est issue de la résolution de l'équation de Maxwell-Ampère:
-1/2; la pénétration de l'onde électromagnétique sera par conséquent moins importante lorsque la fréquence sera plus élevée.
En considérant une conductivité σ = 105 S.m-1 correspondant au graphite utilisé de notre porte échantillon, l'épaisseur de peau est de 5 mm pour une fréquence de 100 kHz et augmente à 16 mm pour une fréquence de 10 kHz.
iii) Résolution du modèle électromagnétique sous femlab L
tEJBtor
∂∂+= 000)( εµµ Équation 6
avec eJEJ += σ où Je représente une densité de courant extérieure.
Le simulateur utilise le potentiel vecteur A défini par )(AtorB = et suppose un champ électromagnétique sous la forme d'une onde plane progressive monochromatique (ou harmonique).
L'équation générale résolue dans notre cas est donc:
eJAtortorAj =+− − ))(()( 100
2 µεωωσ Équation
eélectrom
'ensemble des paramètres utilisés dans la simulation électromagnétique est résumé dans le Tableau II-1.
7
s, il s'agit de la continuité du champ Concernant les conditions aux limitagnétique aux interfaces spires / air / graphite.
L
74
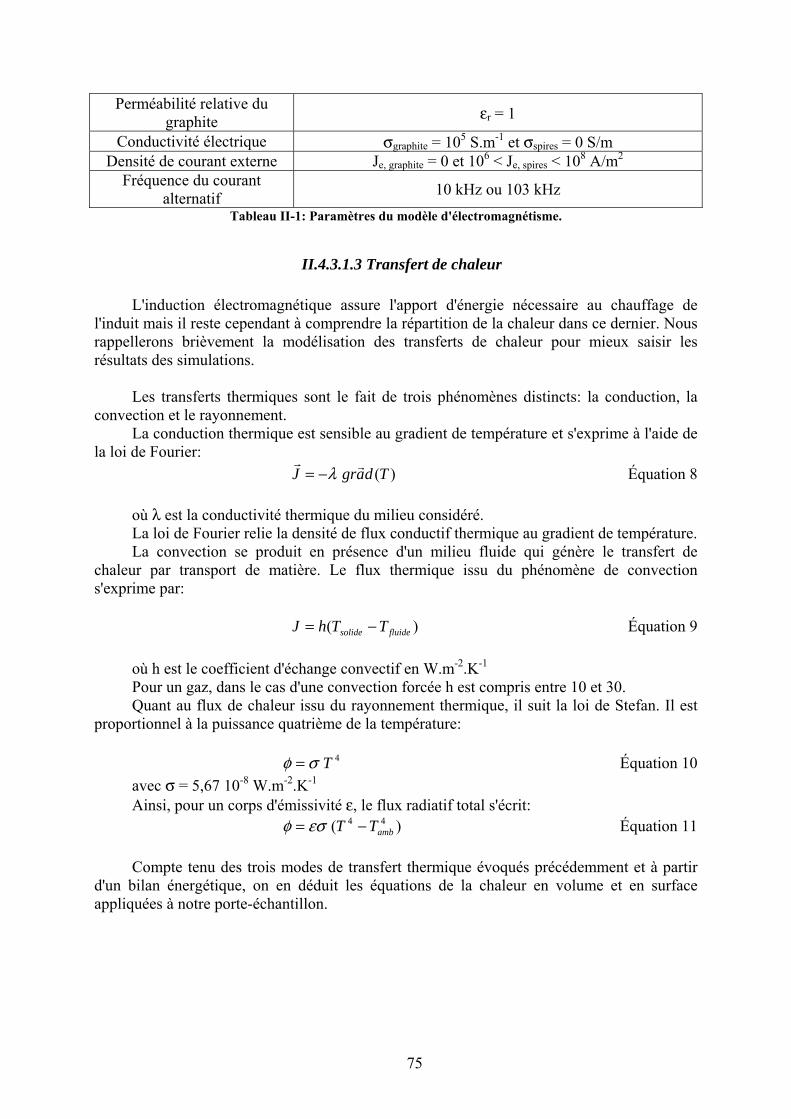
Perméabilité relative du graphite εr = 1
Conductivité électrique σgraphite = 105 S.m-1 et σspires = 0 S/m Densité de courant externe J = 0 et 106 < J < 108 A/m2
e, graphite e, spiresFréquence du courant
alternatif 10 kHz ou 103 kHz Tableau II-1: Paramètres du modèle d'électromagnétisme.
II.4.3.1.3 Transfert de chaleur L'induction électromagnétique assure l'apport d'énergie nécessaire au chauffage de
l'induit mais il reste cependant à comprendre la répartition de la chaleur dans ce dernier. Nous rappellerons brièvement la modélisation des transferts de chaleur pour mieux saisir les résultats des simulations.
Les transferts thermiques sont le fait de trois phénomènes distincts: la conduction, la
convection et le rayonnement. La conduction thermique est sensible au gradient de température et s'exprime à l'aide de
la loi de Fourier: )(TdagrJ λ−= Équation 8
où λ est la conductivité thermique du milieu considéré. La loi de Fourier relie la densité de flux conductif thermique au gradient de température.
d'u e c ths'exprime par:
Équation 9 où h est le coefficient d'échange convectif en W.m-2.K-1
Pour un gaz, dans le cas d'une convection forcée h est compris entre 10 et 30. Quant au flux de chaleur issu du rayonnement thermique, il suit la loi de Stefan. Il est
proportionnel à la puissance quatrième de la température:
Équation 10 avec σ = 5,67 10-8 W.m-2.K-1 Ainsi, pour un corps d'émissivité ε, le flux radiatif total s'écrit:
TT −= εσφ Équation 11
ert t d'un bilan énergétique, on en déduit les équations de la chaleur en volume et en surface appliq
La convection se produit en présence haleur par transport de matière. Le flux
n milieu fluide qui génère le transfert dermique issu du phénomène de convection
)( fluidesolide TThJ −=
4Tσφ =
)( 44amb
Compte tenu des trois modes de transf hermique évoqués précédemment et à partir
uées à notre porte-échantillon.
75
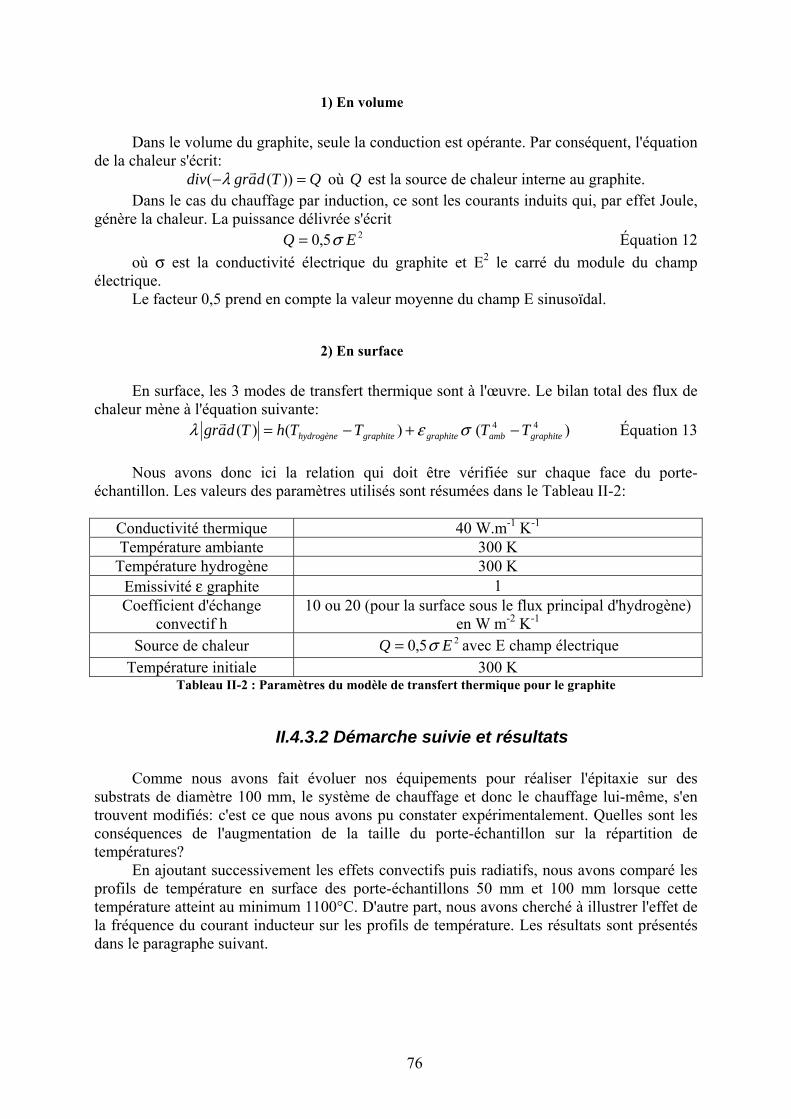
1) En volume Dans le volume du graphite, seule la conduction est opérante. Par conséquent, l'équation
de la chaleur s'écrit: QTdagrdiv =− ))(( λ où est la source de chaleur interne au graphite.
Dans le cas du chauffage par induction, ce sont les courants induits qui, par effet Joule, génère la chaleur. La puissance délivrée s'écrit
Équation 12 où σ est la conductivité électrique du graphite et E2 le carré du module du champ
électrique. Le facteur 0,5 prend en compte la valeur moyenne du champ E sinusoïdal.
2) En surface En surface, les 3 modes de transfert thermiq
c
Q
25,0 EQ σ=
ue sont à l'œuvre. Le bilan total des flux dehaleur mène à l'équation suivante:
)( 44graphiteambgraphite TT −σε Équation 13)()( hyd TThTdagr −=λ graphiterogène +
Nous avons donc ici la relation qui doit être vérifiée sur chaque face du porte-
échantillon. Les valeurs des paramètres utilisés sont résumées dans le Tableau II-2:
Conductivité thermique 40 W.m-1 K-1
Température ambiante 300 K Température hydrogène 300 K
Emissivité ε graphite 1 Coefficient d'échange
convectif h 10 ou 20 (pour la surface sous le flux principal d'hydrogène)
en W m-2 K-1
Source de chaleur avec E champ électrique 25,0 EQ σ=Température initiale 300 K
Tableau II-2 : Paramètres du modèle de transfert thermique pour le graphite
II.4.3.2 Démarche suivie et résultats Comme nous avons fait évoluer nos équipements pour réaliser l'épitaxie sur des
substrats de diamètre 100 mm, le système de chauffage et donc le chauffage lui-même, s'en
et
n ajoutant successivement les effets convectifs puis radiatifs, nous avons comparé les profil
trouvent modifiés: c'est ce que nous avons pu consconséquences de l'augmentation de la taillempératures?
tater expérimentalement. Quelles sont les du porte-échantillon sur la répartition de
Es de température en surface des porte-échantillons 50 mm et 100 mm lorsque cette
température atteint au minimum 1100°C. D'autre part, nous avons cherché à illustrer l'effet de la fréquence du courant inducteur sur les profils de température. Les résultats sont présentés dans le paragraphe suivant.
76
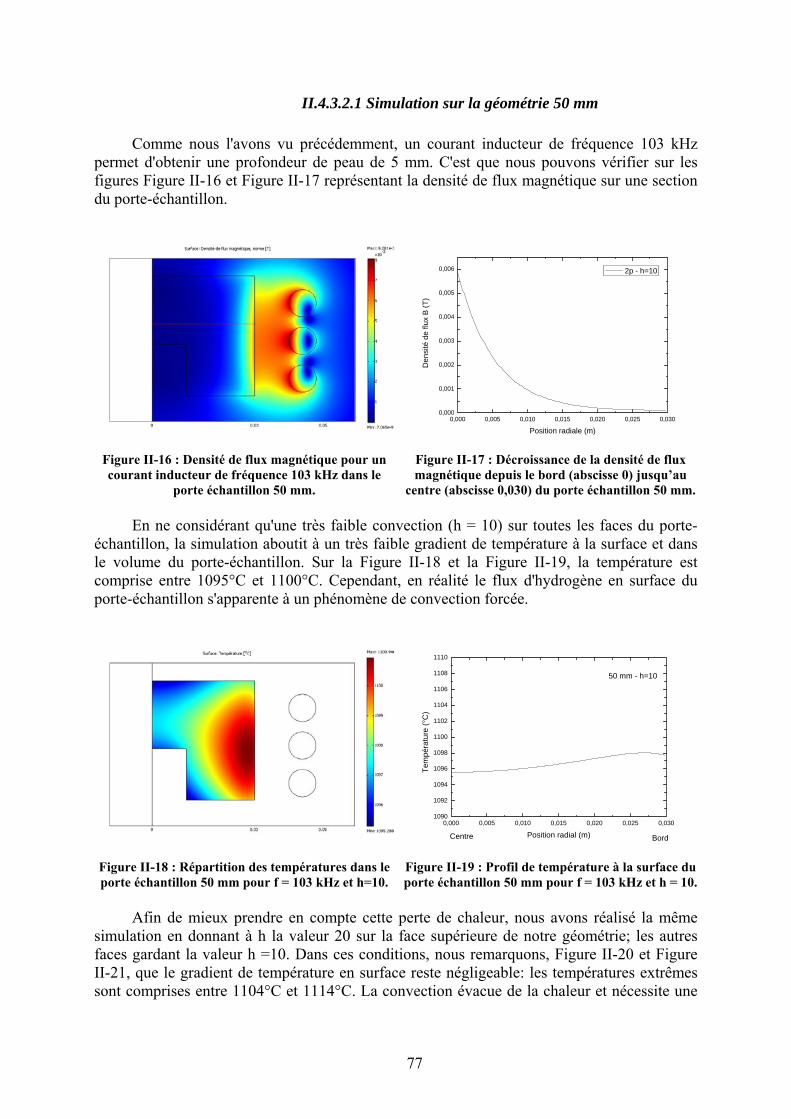
II.4.3.2.1 Simulation sur la géométrie 50 mm
s l'avons vu précédemment, un courant inducteur de fréquence 103 kHz perme
Comme nout d'obtenir une profondeur de peau de 5 mm. C'est que nous pouvons vérifier sur les
figures Figure II-16 et Figure II-17 représentant la densité de flux magnétique sur une section du porte-échantillon.
0,000 0,005 0,010 0,015 0,020 0,025 0,0300,000
0,006
0,003
0,004
0,005
0,001
0,002
té d
e flu
x B
(T)
Position radiale (m)D
ensi
2p - h=10
Figure II-16 : Densité de flux magnétique pour un courant ind uen an
p llo
Figure II-17 : Décroissance de la densité de flux ique depuis le bord (abscisse 0) jusqu’au b u till
En ne considérant qu'une très faible convection (h = 10) sur toutes les faces du porte-é n, la sim lation abouti un très faib radient de pérature à la surface et dans
du po -échantillon ur la Figure 18 et la Figure II-19, la température est tre 1095°C et 1100°C. Cependant, en réalité le flux d'hydrogène en surface du
porte-échantillon s'apparente à un phénomène de convection forcée.
ucteur de fréqorte échanti
ce 103 kHz dn 50 mm.
s le magnétcentre (a scisse 0,030) d porte échan on 50 mm.
chantillole volume
urte
t à. S
le g II-
tem
comprise en
1102
1108
1110
1104
1106
0,000 0,005 0,010 0,015 0,020 0,025 0,0301090
1092
1094
1096
1098
1100
Tem
péra
tur
e (°
50 mm - h=10
pératures extrêmes sont comprises entre 1104°C et 1114°C. La convection évacue de la chaleur et nécessite une
C)
Position radial (m)Centre Bord
Figure II-18 : Répartition des températures dans le porte échantillon 50 mm pour f = 103 kHz et h=10.
Figure II-19 : Profil de température à la surface du porte échantillon 50 mm pour f = 103 kHz et h = 10.
Afin de mieux prendre en compte cette perte de chaleur, nous avons réalisé la même
simulation en donnant à h la valeur 20 sur la face supérieure de notre géométrie; les autres faces gardant la valeur h =10. Dans ces conditions, nous remarquons, Figure II-20 et Figure II-21, que le gradient de température en surface reste négligeable: les tem
77
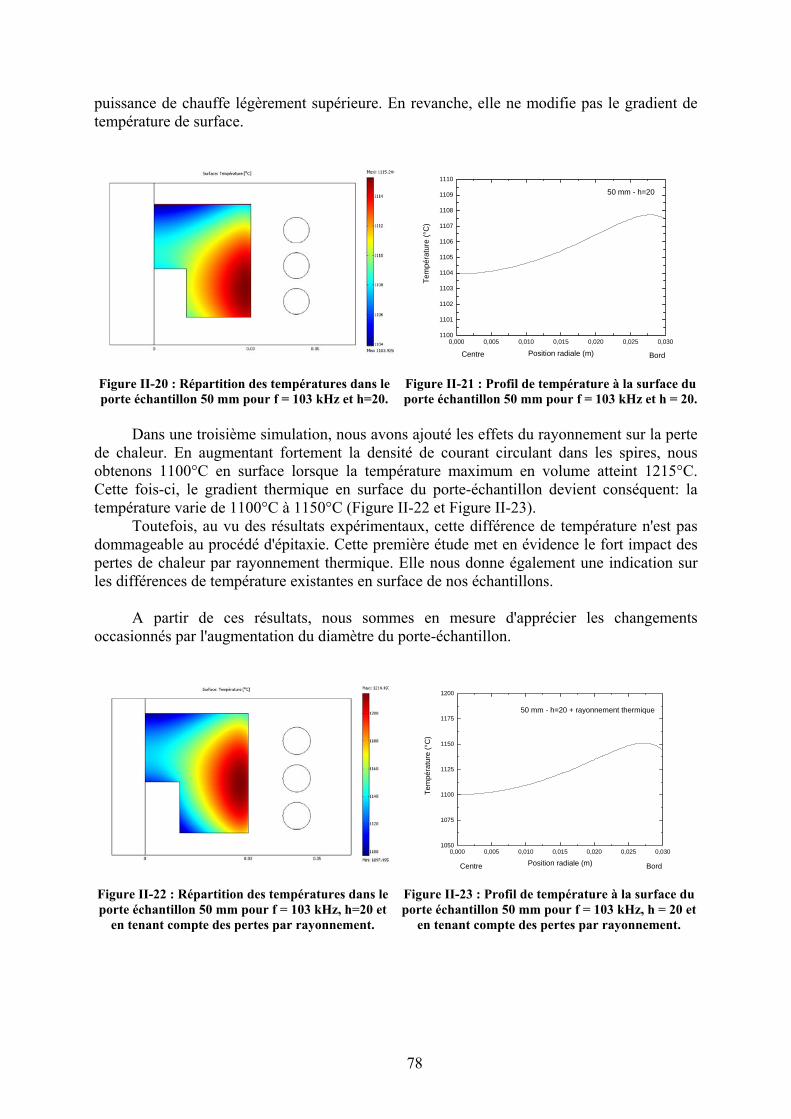
puissance de chauffe légèrement supérieure. En revanche, elle ne modifie pas le gradient de température de surface.
0,000 0,005 0,010 0,015 0,020 0,025 0,0301100
1101
1102
1103
1104
1105
1106
1107
1108
1109
1110
Tem
péra
ture
(°C
)
Position radiale (m)Centre Bord
50 mm - h=20
Figure II-20 : Répartition des températures dans le porte échantillon 50 mm pour f = 103 kHz et h=20.
Figure II-21 : Profil de température à la surface du porte échantillon 50 mm pour f = 103 kHz et h = 20.
Dans une troisième simulation, nous avons ajouté les effets du rayonnement sur la perte
de chaleur. En augmentant fortement la densité de courant circulant dans les spires, nous obtenons 1100°C en surface lorsque la température maximum en volume atteint 1215°C. Cette fois-ci, le gradient thermique en surface du porte-échantillon devient conséquent: la température varie de 1100°C à 1150°C (Figure II-22 et Figure II-23).
as do es pertes de chaleur par rayonnement thermique. Elle nous donne également une indication sur les différences de température existantes en surface de nos échantillons.
A part ents occasionnés p
Toutefois, au vu des résultats expérimentaux, cette différence de température n'est pmmageable au procédé d'épitaxie. Cette première étude met en évidence le fort impact d
ir de ces résultats, nous sommes en mesure d'apprécier les changemar l'augmentation du diamètre du porte-échantillon.
0,000 0,005 0,010 0,015 0,020 0,025 0,0301050
1075
1100
1125
1150
1175
1200
atur
e (°
C)
50 mm - h=20 + rayonnement thermique
Tem
pér
rtes par rayonnement.
Position radiale (m)Centre Bord
Figure II-22 : Répartition des températures dans le porte échantillon 50 mm pour f = 103 kHz, h=20 et
en tenant compte des pertes par rayonnement.
Figure II-23 : Profil de température à la surface du porte échantillon 50 mm pour f = 103 kHz, h = 20 et
en tenant compte des pe
78
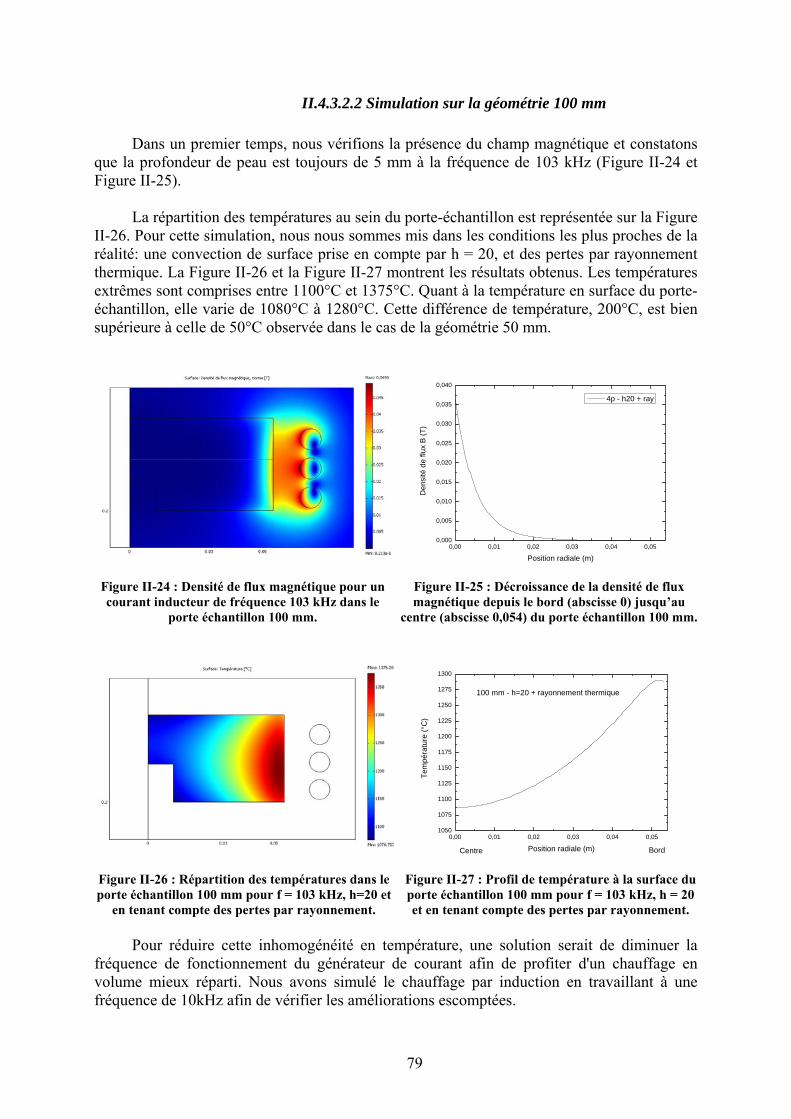
II.4.3.2.2 Simulation sur la géométrie 100 mm Dans un premier temps, nous vérifions la présence du champ magnétique et constatons
que la profondeur de peau est toujours de 5 mm à la fréquence de 103 kHz (Figure II-24 et Figur
igure II-27 montrent les résultats obtenus. Les températures extrêmes sont comprises entre 1100°C et 1375°C. Quant à la température en surface du porte-échantillon, elle varie de 1080°C à 1280°C. Cette différence de température, 200°C, est bien supérieure à celle de 50°C observée dans le cas de la géométrie 50 mm.
e II-25). La répartition des températures au sein du porte-échantillon est représentée sur la Figure
II-26. Pour cette simulation, nous nous sommes mis dans les conditions les plus proches de la réalité: une convection de surface prise en compte par h = 20, et des pertes par rayonnement thermique. La Figure II-26 et la F
0,00 0,01 0,02 0,03 0,04 0,050,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
Den
sité
de
flux
B (T
)
Position radiale (m)
4p - h20 + ray
Figure II-24 : Densité de flux magnétique pour un courant inducteur de fréquence 103 kHz dans le
porte échantillon 100 mm.
Figure II-25 : Décroissance de la densité de flux magnétique depuis le bord (abscisse 0) jusqu’au
centre (abscisse 0,054) du porte échantillon 100 mm.
1250
1275
0,00 0,01 0,02 0,03 0,04 0,051050
1075
1100
1125
1150
1175
1200
1225
1300
Tem
péra
ture
(°C
)
Position radiale (m)re Bord
Figure II-26 : porte échantillon 100 mm pour f = 103 kHz
en tenant compte des pertes par rayonnement.
u
chauffage en volum ieux réparti. Nous avons simulé le chauffage par induction en travaillant à une fréquence de 10kHz afin de vérifier les améliorations escomptées.
100 mm - h=20 + rayonnement thermique
Cent
Répartition des températures dans le , h=20 et
Figure II-27 : Profil de température à la surface dporte échantillon 100 mm pour f = 103 kHz, h = 20 et en tenant compte des pertes par rayonnement.
Pour réduire cette inhomogénéité en température, une solution serait de diminuer la
fréquence de fonctionnement du générateur de courant afin de profiter d'un e m
79
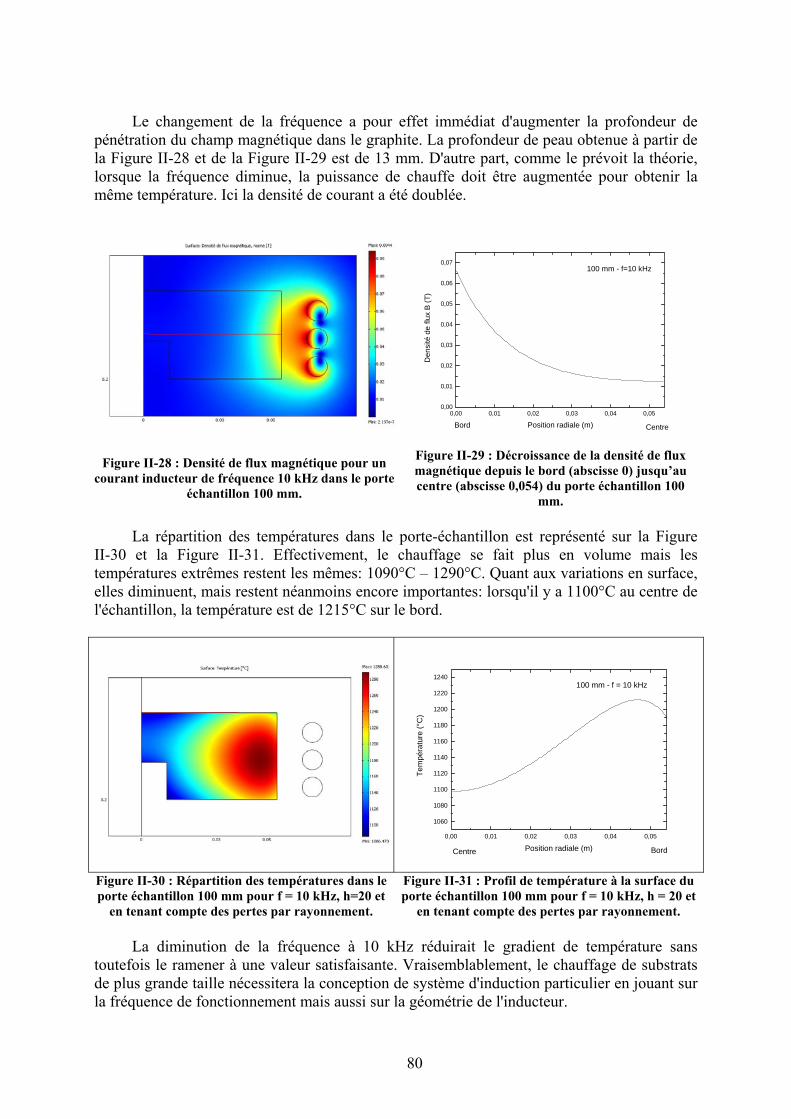
L
pénétra e. La profondeur de peau obtenue à partir de la Figure II-28 et de la Figure II-29 est de 13 mm. D'autre part, comme le prévoit la théorie, lorsque la fré ntée pour obtenir la même tempéra
e changement de la fréquence a pour effet immédiat d'augmenter la profondeur de tion du champ magnétique dans le graphit
quence diminue, la puissance de chauffe doit être augmeture. Ici la densité de courant a été doublée.
0,00 0,01 0,02 0,03 0,04 0,050,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
Den
sité
de
flux
B (T
)Position radiale (m) CentreBord
100 mm - f=10 kHz
Figure II-28 : Densité de flux magnétique pour un courant inducteur de fréquence 10 kHz dans le porte
échantillon 100 mm.
Figure II-29 : Décroissance de la densité de flux magnétique depuis le bord (abscisse 0) jusqu’au centre (abscisse 0,054) du porte échantillon 100
mm. La répartition des températures dans le porte-échantillon est représenté sur la Figure
II-30 et la Figure II-31. Effectivement, le chauffage se fait plus en volume mais les
elles diminuent, mais restent néanmoins enl'échantillon, la température est de 1215°C sur le bord.
températures extrêmes restent les mêmes: 1090°C – 1290°C. Quant aux variations en surface,core importantes: lorsqu'il y a 1100°C au centre de
0,00 0,01 0,02 0,03 0,04 0,05
1160
1180
1240
1200
1220
ture
(°C
)
100 mm - f = 10 kHz
1060
1080
1100
1120
1140
Tem
péra
Position radiale (m)Centre Bord
Figure II-30 : Répartition des températures dans le Figure II-31 : Profil de porte échantillon 100 mm pour f = 10 kHz, h=20 et
en tenant compte des pertes par rayonnement.
température à la surface du porte échantillon 100 mm pour f = 10 kHz, h = 20 et
en tenant compte des pertes par rayonnement. La diminution de la fréquence à 10 kHz réduirait le gradient de température sans
toutefois le ramener à une valeur satisfaisante. Vraisemblablement, le chauffage de substrats de plus grande taille nécessitera la conception de système d'induction particulier en jouant sur la fréquence de fonctionnement mais aussi sur la géométrie de l'inducteur.
80
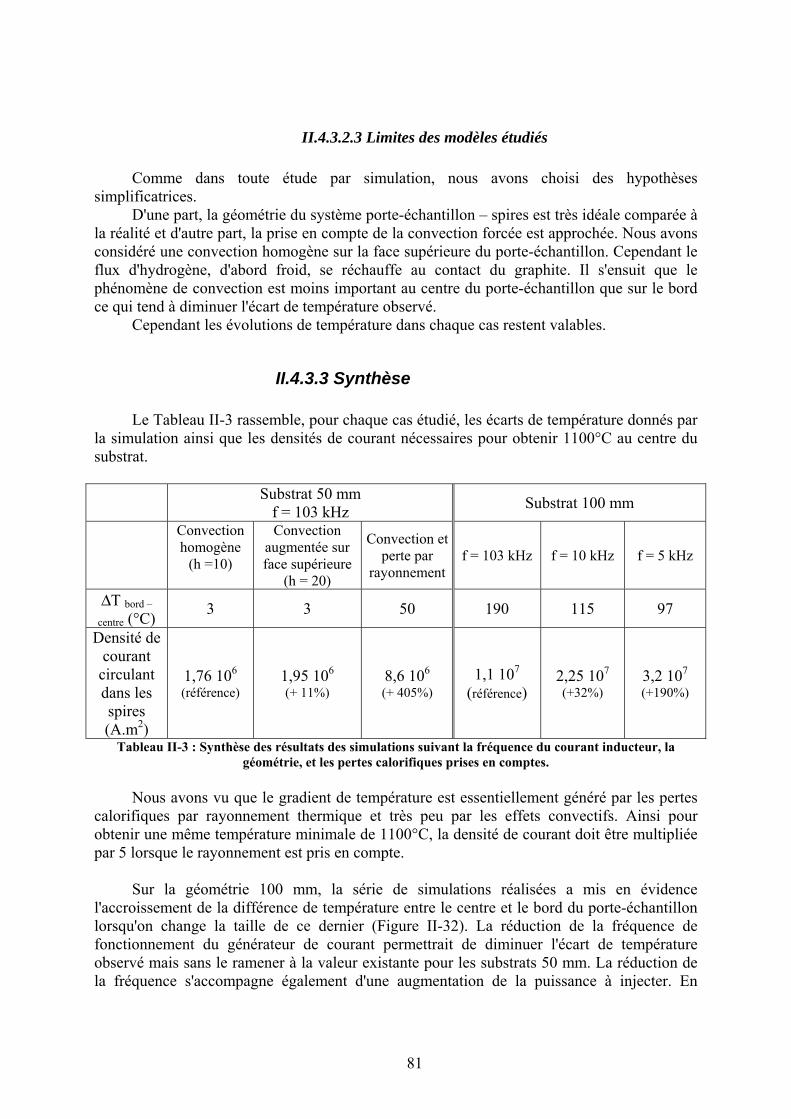
II.4.3.2.3 Limites des modèles étudiés Comme dans toute étude par simulation, nous avons choisi des hypothèses
simplificatrices. D'une part, la géométrie du système porte-échantillon – spires est très idéale comparée à
la réalité et d'autre part, la prise en compte de la convection forcée est approchée. Nous avons considéré une convection homogène sur la face supérieure du porte-échantillon. Cependant le flux d'hydrogène, d'abord froid, se réchauffe au contact du graphite. Il s'ensuit que le phénomène de convection est moins important au centre du porte-échantillon que sur le bord ce qui tend à diminuer l'écart de température observé.
Cependant les évolutions de température dans chaque cas restent valables.
ès
f = 103 kHz Substrat 100 mm
II.4.3.3 Synth e Le Tableau II-3 rassemble, pour chaque cas étudié, les écarts de température donnés par
la simulation ainsi que les densités de courant nécessaires pour obtenir 1100°C au centre du substrat.
Substrat 50 mm
Convection homogène
(h =10)
Convection augmentée sur face supérieure
(h = 20)
Convection et perte par
rayonnementf = 103 kHz f = 10 kHz f = 5 kHz
∆T b d –
centre (°C) 3 3 50 190 115 97 or
Densité de courant
circulant dans
1,76 106 1,95 106 8,6 106 1,1 107 2,25 107 3,2 107 les
spires (A.m2)
(référence) (+ 11%) (+ 405%) (référence) (+32%) (+190%)
Tableau II-3 : Synthèse des résultats des simulations suivant la fréquence du courant inducteur, la géométrie, et les pertes calorifiques prises en comptes.
ous avons vu que le gradient de températurN e est essentiellement généré par les pertes
calorifiques par rayonnement thermique et très peu par les effets convectifs. Ainsi pour obtenir une même température minimale de 1100°C, la densité de couran it êtpar 5 lorsque le rayonnement est pris en compte.
t do re multipliée
Sur la géométrie 100 mm, la série de simulations réalisées a mis en évidence
l'accroissement de la différence de température entre le centre et le bord du porte-échantillon lorsqu'on change la taille de ce dernier (Figure II-32). La réduction de la fréquence de fonctionnement du générateur de courant permettrait de diminuer l'écart de température observé mais sans le ramener à la valeur existante pour les substrats 50 mm. La réduction de la fréquence s'accompagne également d'une augmentation de la puissance à injecter. En
81
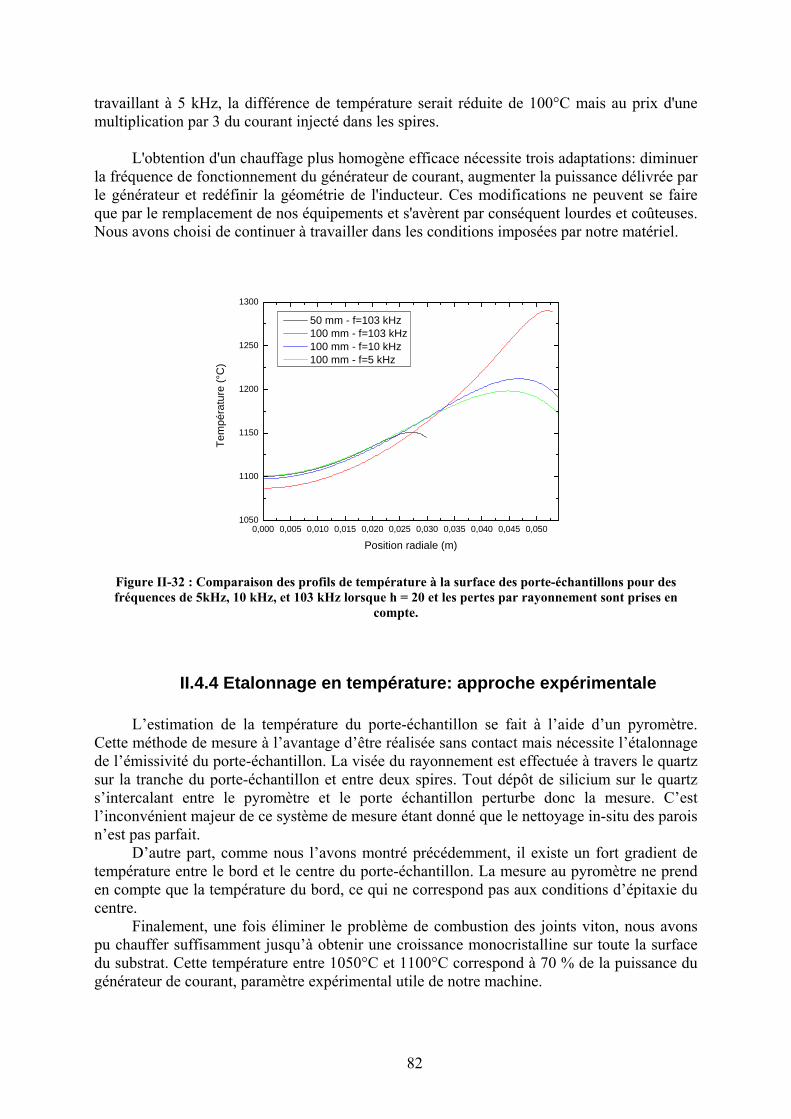
travaillant à 5 kHz, la différence de température serait réduite de 100°C mais au prix d'une multiplication par 3 du courant injecté dans les spires.
L'obtention d'un chauffage plus homogène efficace nécessite trois adaptations: diminuer la fréquence de fonctionnement du générateur de courant, augmenter la puissance délivrée par le générateur et redéfinir la géométrie de l'inducteur. Ces modifications ne peuvent se faire que par le remplacement de nos équipements et s'avèrent par conséquent lourdes et coûteuses. Nous avons choisi de continuer à travailler dans les conditions imposées par notre matériel.
1250
1300
0,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040 0,045 0,0501050
1100
1150
1200
Position radiale (m)
Tem
péra
ture
(°C
)
50 mm - f=103 kHz 100 mm - f=103 kHz 100 mm - f=10 kHz 100 mm - f=5 kHz
Figure II-32 : Comparaison ur des fréquences de 5kHz, 10 kHz ises en
compte.
ation de la température du porte-échantillon se fait à l’aide d’un pyromètre. Cette méthode de mesure à l’avantage d’être réalisée sans contact mais nécessite l’étalonnage de l’émissivité du porte-échantillon. La visée du rayonnement est effectuée à travers le quartz sur la tranche du porte-échantillon et entre deux s’intercalant re. C’est l’inconvénient majeur de ce système de mesure étant donné que le nettoyage in-situ des parois n’est
des profils de température à la surface des porte-échantillons po, et 103 kHz lorsque h = 20 et les pertes par rayonnement sont pr
II.4.4 Etalonnage en température: approche expérimentale L’estim
spires. Tout dépôt de silicium sur le quartz entre le pyromètre et le porte échantillon perturbe donc la mesu
pas parfait. D’autre part, comme nous l’avons montré précédemment, il existe un fort gradient de
température entre le bord et le centre du porte-échantillon. La mesure au pyromètre ne prend en compte que la température du bord, ce qui ne correspond pas aux conditions d’épitaxie du centre.
Finalement, une fois éliminer le problème de combustion des joints viton, nous avons pu chauffer suffisamment jusqu’à obtenir une croissance monocristalline sur toute la surface du substrat. Cette température entre 1050°C et 1100°C correspond à 70 % de la puissance du générateur de courant, paramètre expérimental utile de notre machine.
82
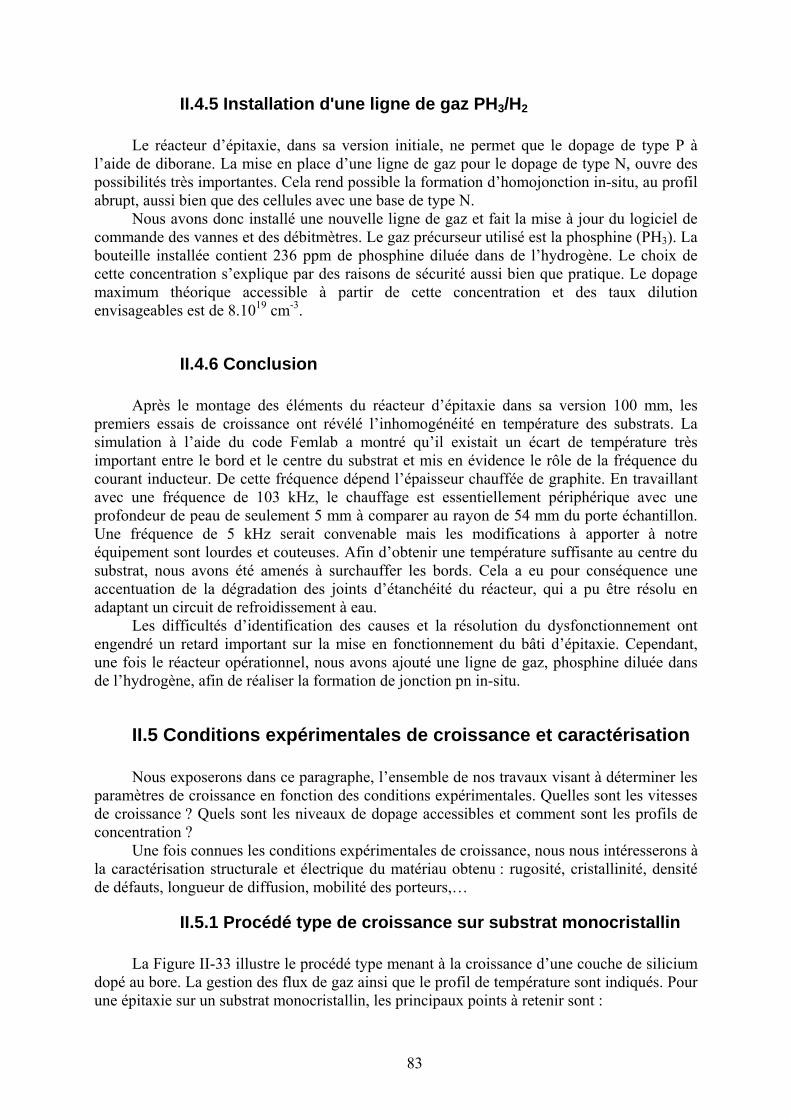
II.4.5 Installation d'une ligne de gaz PH3/H2
Le réacteur d’épitaxie, dans sa version initiale, ne permet que le dopage de type P à
l’aide de diborane. La mise en place d’une ligne de gaz pour le dopage de type N, ouvre des possibilités très importantes. Cela rend possible la formation d’homojonction in-situ, au profil abrupt, aussi bien que des cellules avec une base de type N.
Nous avons donc installé une nouvelle ligne de gaz et fait la mise à jour du logiciel de commande des vannes et des débitmètres. Le gaz précurseur utilisé est la phosphine (PH3). La bouteille installée contient 236 ppm de phosphine diluée dans de l’hydrogène. Le choix de cette concentration s’explique par des raisons de sécurité aussi bien que pratique. Le dopage maximum théorique accessible à partir de cette concentration et des taux dilution envisageables est de 8.1019 cm-3.
teu es premie l’inho simulation à l’aide du code Femlab a montré qu’il existait un écart de température très impor
btenir une température suffisante au centre du substr
on des joints d’étanchéité du réacteur, qui a pu être résolu en adapt
in de réaliser la formation de jonction pn in-situ.
II.5 Conditions expérimentales de croissance et caractérisation
: rugosité, cristallinité, densité de défauts, longueur de diffusion, mobilité des porteurs,…
II.5.1 Procé onocristallin
II.4.6 Conclusion Après le montage des éléments du réacrs essais de croissance ont révélé
r d’épitaxie dans sa version 100 mm, lmogénéité en température des substrats. La
tant entre le bord et le centre du substrat et mis en évidence le rôle de la fréquence du courant inducteur. De cette fréquence dépend l’épaisseur chauffée de graphite. En travaillant avec une fréquence de 103 kHz, le chauffage est essentiellement périphérique avec une profondeur de peau de seulement 5 mm à comparer au rayon de 54 mm du porte échantillon. Une fréquence de 5 kHz serait convenable mais les modifications à apporter à notre équipement sont lourdes et couteuses. Afin d’o
at, nous avons été amenés à surchauffer les bords. Cela a eu pour conséquence une accentuation de la dégradati
ant un circuit de refroidissement à eau. Les difficultés d’identification des causes et la résolution du dysfonctionnement ont
engendré un retard important sur la mise en fonctionnement du bâti d’épitaxie. Cependant, une fois le réacteur opérationnel, nous avons ajouté une ligne de gaz, phosphine diluée dans de l’hydrogène, af
Nous exposerons dans ce paragraphe, l’ensemble de nos travaux visant à déterminer les
paramètres de croissance en fonction des conditions expérimentales. Quelles sont les vitesses de croissance ? Quels sont les niveaux de dopage accessibles et comment sont les profils de concentration ?
Une fois connues les conditions expérimentales de croissance, nous nous intéresserons à la caractérisation structurale et électrique du matériau obtenu
dé type de croissance sur substrat m La Figure II-33 illustre le procédé type menant à la croissance d’une couche de silicium
dopé au bore. La gestion des flux de gaz ainsi que le profil de température sont indiqués. Pour une épitaxie sur un substrat monocristallin, les principaux points à retenir sont :
83
- Montée en température en 17 minutes : 14 minutes pour atteindre 75 % de
nce.
- Rotation de l’échantillon à 70 tours par minutes environ. rogressive entamée 3 min
la croissance : 40 % pendant 2 minutes, 30 % pendant 2 minutes, 20 % pendant 2
ibré la vitesse de croissance pour un débit d’hydrogène fixé à 8 L.min ; seule la concentration en DCS varie. La valeur minimale du débit de DCS, 15 sccm, est utilisée pour obtenir les plus forts dopages.
Les vitesses (Figure II-34) ont été déterminées pour des durées de croissance de 20 minutes, sur des substrats présentant une couche de silicium poreux.
40 70 00 110
3
5
6
12
puissance, stabilisation pendant 2 minutes 30 secondes avant de diminuer à 70%, 30 secondes avant le début de la croissa
- Croissance effectuée à 70 %.
- Diminution de la température p utes après l’arrêt de
minutes, 0% le reste du temps de refroidissement.
13
II.5.2 Calibration de la croissance de silicium par épitaxie
II.5.2.1 Vitesses de croissance et homogénéité en épaisseur
La vitesse de croissance dépend principalement de deux paramètres : la concentration en
gaz réactif, ici le dichlorosilane (DCS), et la vitesse du gaz porteur, c'est-à-dire le débit d’hyd ogène. Nous avons calr
-1
0 10 20 30 50 60 80 90 1 0
1
2
4
0
30
40
80 N2
H2
DCS B H2 6
7
8
9
10
11
50
60
70
10
20
PurgeN2
rge2
Refroidissement
Croissance
PuN
N DC2 e
t HS
, B2
)
Tem
péra
ture
(% p
uiss
ance
)
Chauffage
2 (L/m
in)
H6 (
U.A
.)
Temps (min
T°C (% puissance)
Fi Procé e ges et d ratu e épit e couc gure II-33 : dé type d tion des gaz e la tempé re pour un axie d’un he dopée
au bore
84
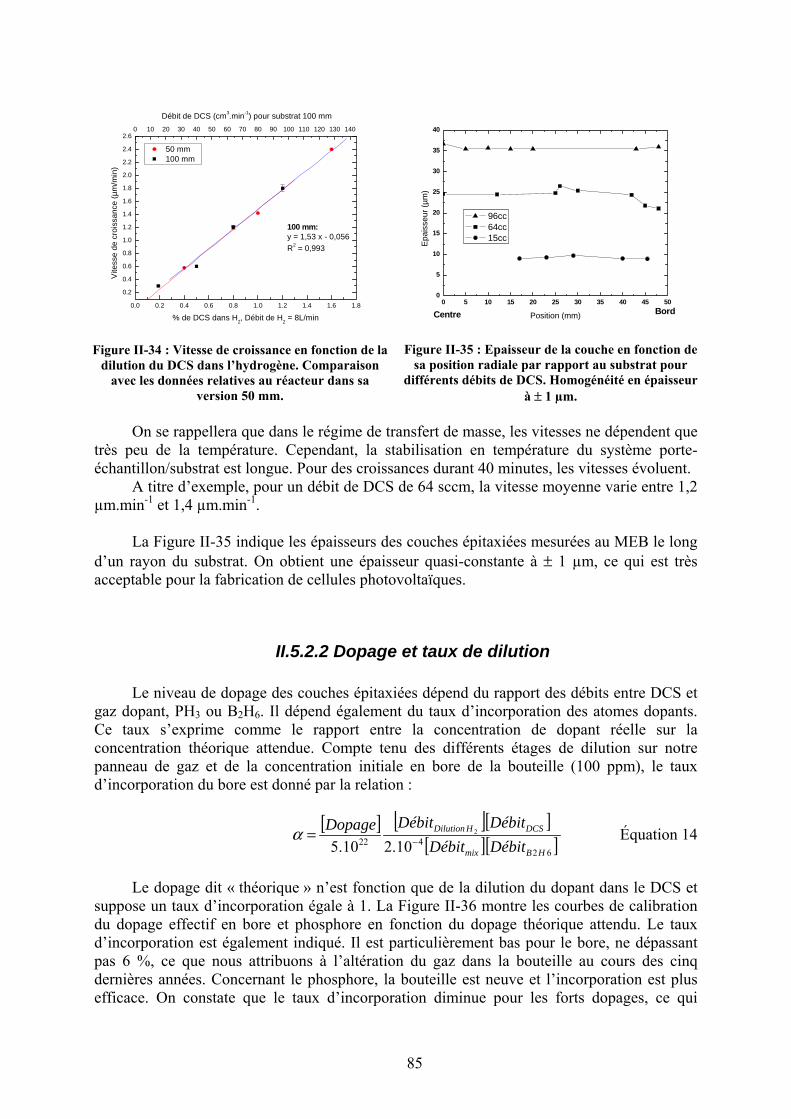
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.60 10 20 30 40 50 60 70 80 90 100 110 120 130 140
Vite
sse
de c
rois
sanc
e (µ
m/m
in)
% de DCS dans H2, Débit de H2 = 8L/min
50 mm 100 mm
100 mm:y = 1,53 x - 0,056R2 = 0,993
Débit de DCS (cm3.min-1) pour substrat 100 mm
0 5 10 15 20 25 30 35 40 45 500
5
10
15
20
25
30
35
40
96cc 64cc 15cc
Epa
isse
ur (µ
m)
Position (mm)Centre Bord
Figure II-34 : Vitesse de croissance en fonction de la dilution du DCS dans l’hydrogène. Comparaison
avec les données relatives au réacteur dans sa version 50 mm.
Figure II-35 : Epaisseur de la couche en fonction de sa position radiale par rapport au substrat pour
différents débits de DCS. Homogénéité en épaisseur à ± 1 µm.
On se rappellera que dans le régim de masse, les vitesses ne dépendent que très peu de la température. Cependant, la stabilisation en température du système porte-échantillon/substrat est longue. Pour des croissances durant 40 minutes, les vitesses évoluent.
A titre d’exemple, pour un débit de DCS de 64 sccm, la vitesse moyenne varie entre 1,2 µm.min-1 et 1,4 µm.min-1.
e niveau de dopage des couches épitaxiées dépend du rapport des débits entre DCS et gaz dopant, PH3 ou B2H6. Il dépend également du taux d’incorporation des atomes dopants. Ce taux s’exprime comme le rapport entre la concentration de dopant réelle sur la concentration théorique attendue. Compte tenu des différents étages de dilution sur notre panneau de gaz et de la concentration initiale en bore de la bouteille (100 ppm), le taux d’incorporation du bore est donné par la relation :
e de transfert
La Figure II-35 indique les épaisseurs des couches épitaxiées mesurées au MEB le long
d’un rayon du substrat. On obtient une épaisseur quasi-constante à ± 1 µm, ce qui est très acceptable pour la fabrication de cellules photovoltaïques.
II.5.2.2 Dopage et taux de dilution L
[ ] [ ][ ][ ][ ]62
422 10.210.52
HBmix
DCSHDilution
DébitDébitDébitDébitDopage
−=α Équation 14
Le dopage dit « théorique » n’est fonction que de la dilution du dopant dans le DCS et
suppose un taux d’incorporation égale à 1. La Figure II-36 montre les courbes de calibration tio
d iculièrem assant pas 6 %, ce que nous attribuons à l’altération du gaz dans la bouteille au cours des cinq
ernières années. Concernant le phosphore, la bouteille est neuve et l’incorporation est plus efficace. On constate que le taux d’incorporation diminue pour les forts dopages, ce qui
du dopage effectif en bore et phosphore en fonc’incorporation est également indiqué. Il est part
n du dopage théorique attendu. Le tauxent bas pour le bore, ne dép
d
85
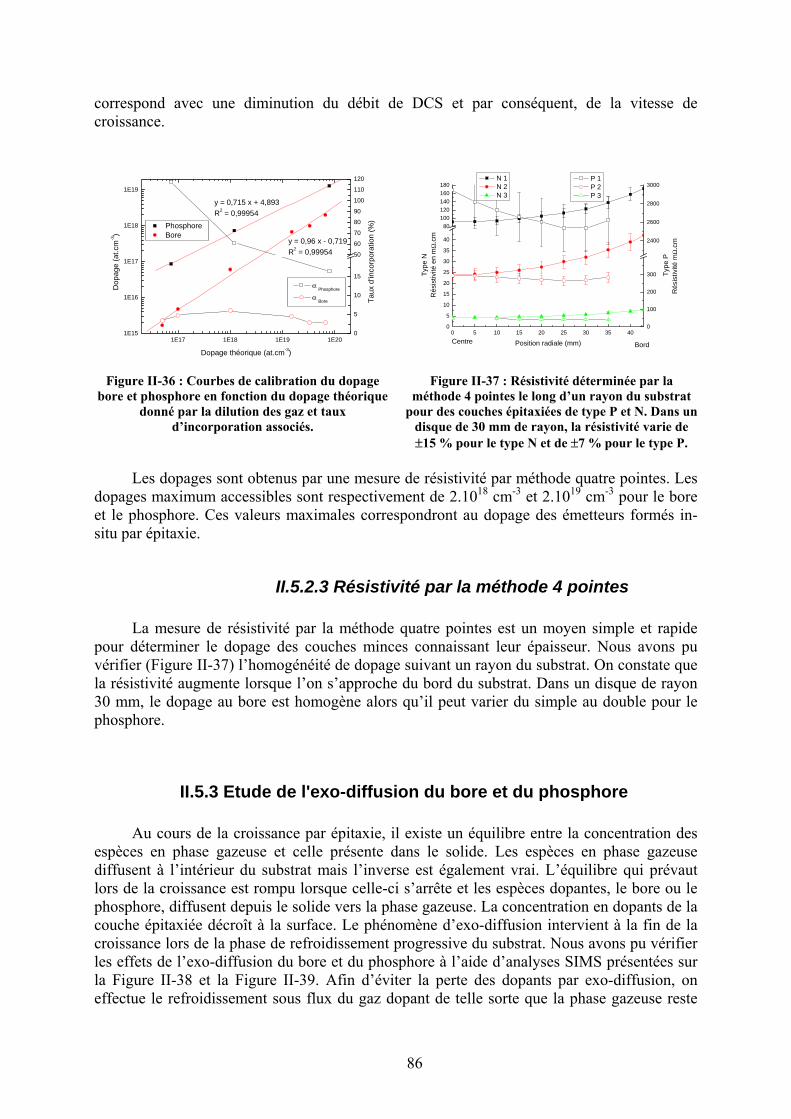
correspond avec une dimi équent, de la vitesse de croissance.
1E17
1E
nution du débit de DCS et par cons
1E19
1E17 1E18 1E19 1E201E15
161E
18
0
5
10
15
70
80
90
100
50
60
110
120
y = 0,96 x - 0,719R2 = 0,99954
y = 0,715 x +R2 = 0,9995
4,8934
Dop
age
(at.c
m-3)
Dopage théorique (at.cm-3)
Phosphore Bore
α Phosphore
α Bore Tau
x d'
i
0 5 10 15 20 25 30 35 400
5
10
15
20
non
(%)
40
80100120140
corp
orat
i
30
35
25
160180
0
100
200
300
2600
2800
2400
3000
Ty tivit
mpe
Né
en m
Ω.c
Rés
is
Position radiale (mm)
N 1 N 2 N 3
Centre Bord
Ré
Typ
e P
sist
ivité
mΩ
.cm
P 1 P 2 P 3
Figure II-36 : Courbes de calibration du dopage
bore eFigure II-37 : Résistivité déterminée par la
t phosphore en fonction du dopage théorique donné par la dilution des gaz et taux
d’incorporation associés.
méthode 4 pointes le long d’un rayon du substrat pour des couches épitaxiées de type P et N. Dans un
disque de 30 mm de rayon, la résistivité varie de ±15 % pour le type N et de ±7 % pour le type P.
Les dopages sont obtenus par une mesure de résistivité par méthode quatre pointes. Les dopages maximum accessibles sont respectivement de 2.1018 cm-3 et 2.1019 cm-3
et le phosphore. Ces valeurs maximales correspondront au dopage des émetsitu par épitaxie.
II.5.2.3 Résistivité par la éthode 4 La mesure de résistivité par la méthode quatre pointes est un moyen simple et rapide
pour déterminer le dopage des couches minces connaissant leur épaisseur. Nous avons pu vérifier (Figure II-37) l’homogénéité de dopage suivant un rayon du substrat. On constate que la résistivité augmente lorsque l’on s’approche du bord du substrat. Dans un disque de rayon
phosphore.
5.3 Etu l'exo-diffus n du bore e hosphor
es espèc en phase gazeuse et celle p lide. Les espèces en phase gazeuse diffus
pour le bore teurs formés in-
m pointes
30 mm, le dopage au bore est homogène alors qu’il peut varier du simple au double pour le
II.
de de io t du p e
Au cours de la croissance par épitaxie, il existe un équilibre entre la concentration drésente dans le soes
ent à l’intérieur du substrat mais l’inverse est également vrai. L’équilibre qui prévaut lors de la croissance est rompu lorsque celle-ci s’arrête et les espèces dopantes, le bore ou le phosphore, diffusent depuis le solide vers la phase gazeuse. La concentration en dopants de la couche épitaxiée décroît à la surface. Le phénomène d’exo-diffusion intervient à la fin de la croissance lors de la phase de refroidissement progressive du substrat. Nous avons pu vérifier les effets de l’exo-diffusion du bore et du phosphore à l’aide d’analyses SIMS présentées sur la Figure II-38 et la Figure II-39. Afin d’éviter la perte des dopants par exo-diffusion, on effectue le refroidissement sous flux du gaz dopant de telle sorte que la phase gazeuse reste
86
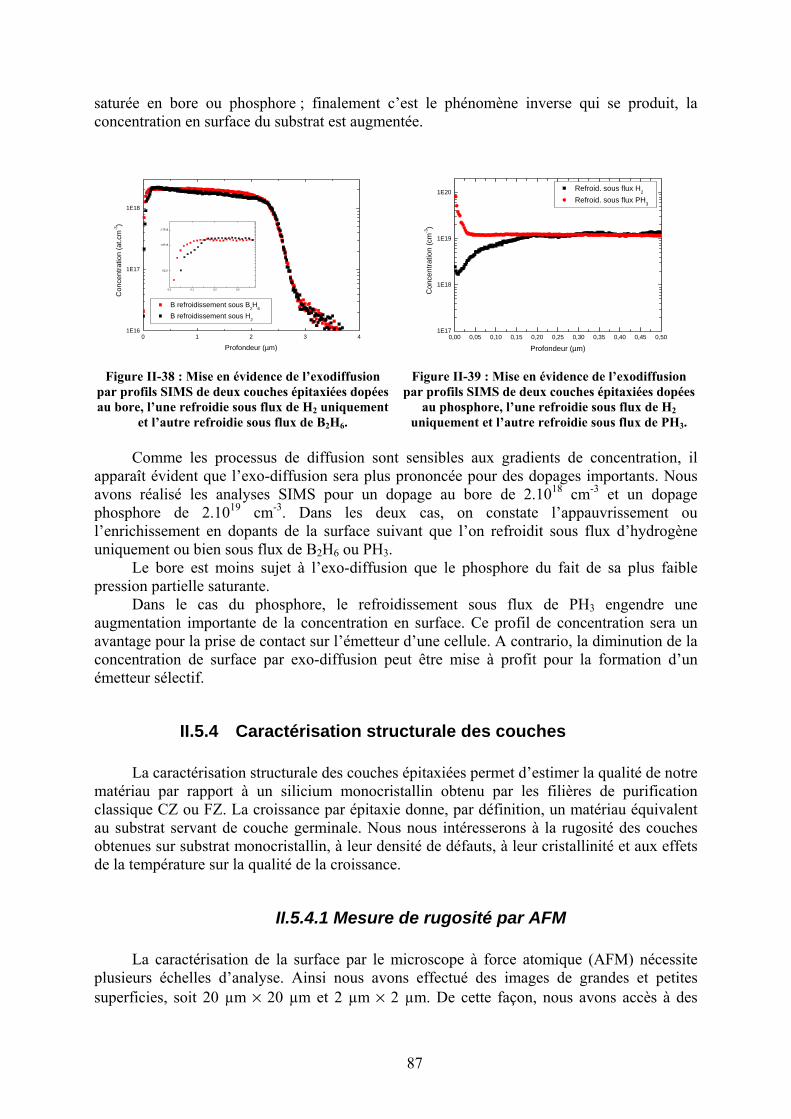
saturée en bore ou phosphore ; finalement c’est le phénomène inverse qui se produit, la concentration en surface du substrat est augmentée.
0 1 2 3 41E16
1E17
1E18
0,0 0,1 0,2 0,3
9E17
1,8E18
2,7E18
Con
cent
ratio
n (a
t.c
Profondeur (µm)
m-3)
B refroidissement sous B2H
6
B refroidissement sous H2
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,501E17
1E18
1E19
Refroid. sous flux H2
Refroid. sous fl1E20
Con
cent
ratio
n (c
m-3)
Profondeur (µm)
ux PH3
et l’autre refroidie sous flux de B2H6. u phosphore, l’une refroidie sous flux de H2
uniquement et l’autre refroidie sous flux de PH3.
il apparaît évident portants. Nous avons réalisé les analyses SIMS pour un dopage au bore de 2.1018 cm-3 et un dopage phosphore de 2.1019 cm-3. Dans les deux cas, on constate l’appauvrissement ou l’enrichissem ne uniquement ou bien sous flux de B2 6 3
e bore est moins sujet à l’exo-diffusion que le phosphore du fait de sa plus faible pression partielle saturante.
ans le cas du pho sous flux de PH3 engendre une augm
e mise à profit pour la formation d’un émetteur sélectif
nition, un matériau équivalent au substrat servant de couche germinale. Nous nous intéresserons à la rugosité des couches obtenues sur substrat monocristallin, à leur densité de défauts, à leur cristallinité et aux effets de la température sur la qualité de la croissance.
II.5.4.1 Mesure de rugosité par AFM La caractérisation de la surface par le microscope à force atomique (AFM) nécessite
plusieurs échelles d’analyse. Ainsi nous avons effectué des images de grandes et petites superficies, soit 20 µm × 20 µm et 2 µm × 2 µm. De cette façon, nous avons accès à des
Figure II-38 : Mise en évidence de l’exodiffusion
par profils SIMS de deux couches épitaxiées dopées au bore, l’une refroidie sous flux de H2 uniquement
Figure II-39 : Mise en évidence de l’exodiffusion par profils SIMS de deux couches épitaxiées dopées
a
Comme les processus de diffusion sont sensibles aux gradients de concentration, que l’exo-diffusion sera plus rononcée pour des dopages imp
ent en dopants de la surface suivant que l’on refroidit sous flux d’hydrogèH ou PH .
L
Den
sphore, le refroidissement tation importante de la concentration en surface. Ce profil de concentration sera un
avantage pour la prise de contact sur l’émetteur d’une cellule. A contrario, la diminution de la concentration de surface par exo-diffusion peut êtr
.
II.5.4 Caractérisation structurale des couches La caractérisation structurale des couches épitaxiées permet d’estimer la qualité de notre
matériau par rapport à un silicium monocristallin obtenu par les filières de purification classique CZ ou FZ. La croissance par épitaxie donne, par défi
87
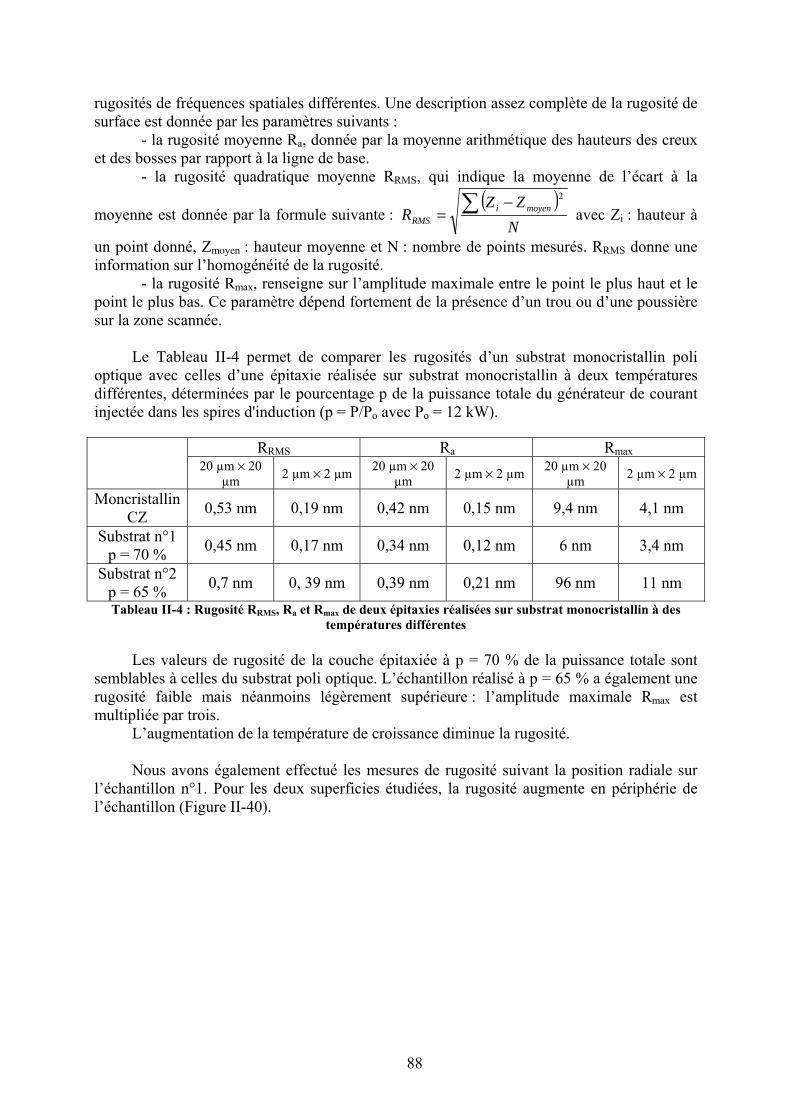
rugosités de fréquences sp omplète de la rugosité de surface est donnée par les paramètres suivants :
- la rugosité quadratique moyenn
moyenne est donnée par la formule suivante :
atiales différentes. Une description assez c
- la rugosité moyenne Ra, donnée par la moyenne arithmétique des hauteurs des creux et des bosses par rapport à la ligne de base.
e RRMS, qui indique la moyenne de l’écart à la ( )
NZZ
R moyeniRMS
∑ −=
2
avec Zi : hauteur à
un po de points mesurés. RRMS donne une inform ogénéité de la rugosité.
- la rugosité Rmax, renseigne sur l’amplitudepoint le plus bas. Ce paramètre dépend fortement de la présence d’un trou ou d’une poussière ur la zone scannée.
Ra Rmax
iation sur l’homnt donné, Zmoyen : hauteur moyenne et N : nombre
maximale entre le point le plus haut et le
s
Le Tableau II-4 permet de comparer les rugosités d’un substrat monocristallin poli optique avec celles d’une épitaxie réalisée sur substrat monocristallin à deux températures différentes, déterminées par le pourcentage p de la puissance totale du générateur de courant injectée dans les spires d'induction (p = P/Po avec Po = 12 kW).
RRMS
20 µm × 20 µm 2 µm × 2 µm 20 µm × 20
µm 2 µm × 2 µm 20 µm × 20 µm 2 µm × 2 µm
Moncristallin CZ 0,53 nm nm 0,19 nm 0,42 nm 0,15 nm 9,4 nm 4,1
Substrat n°1 p = 70 % 0,45 nm 0,17 nm 0,34 nm 0,12 nm 6 nm 3,4 nm
Substrat n°2 p = 65 % 0,7 nm 0, 39 nm 0,39 nm 0,21 nm 96 nm 11 nm Tableau II-4 : Rugosité RRMS, Ra et Rmax de deux épitaxies réalisées sur substrat monocristallin à des
températures différentes Les valeurs de rugosité de la couche épitaxiée à p = 70 % de la puissance totale sont
semblables à celles du substrat poli optique. L’échantillon réalisé à p = 65 % a également une rugosité faible mais néanmoins légèrement supérieure : l’amplitude maximale Rmax est multipliée par trois.
L’augmentation de la température de croissance diminue la rugosité. Nous avons également effectué les mesures de rugosité suivant la position radiale sur
l’échantillon n°1. Pour les deux superficies étudiées, la rugosité augmente en périphérie de l’échantillon (Figure II-40).
88
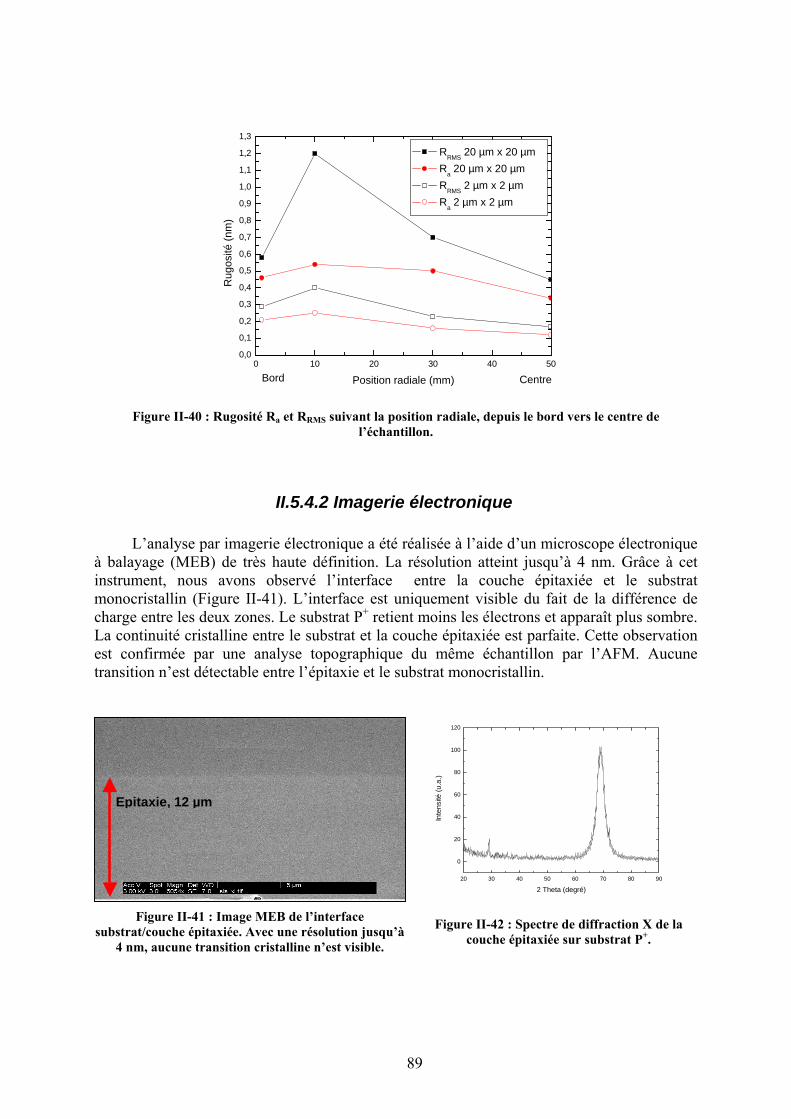
0 10 20 30 40 500,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,3
Centrem)
Rug
osité
(nm
)
e (mPosition radial
RRMS 20 µm x 20 µm Ra 20 µm x 20 µm RRMS 2 µm x 2 µm Ra 2 µm x 2 µm
on est confirmée par une analyse topographique du même échantillon par l’AFM. Aucune transition n’est détectable entre l’épitaxie et le substrat monocristallin.
Bord
Figure II-40 : Rugosité Ra et RRMS suivant la position radiale, depuis le bord vers le centre de
l’échantillon.
II.5.4.2 Imagerie électronique L’analyse par imagerie électronique a été réalisée à l’aide d’un microscope électronique
à balayage (MEB) de très haute définition. La résolution atteint jusqu’à 4 nm. Grâce à cet instrument, nous avons observé l’interface entre la couche épitaxiée et le substrat monocristallin (Figure II-41). L’interface est uniquement visible du fait de la différence de charge entre les deux zones. Le substrat P+ retient moins les électrons et apparaît plus sombre. La continuité cristalline entre le substrat et la couche épitaxiée est parfaite. Cette observati
20 30 40 50 60 70 80 90
0
20
40
60
80
100
120
Inte
nsité
(u.a
.)
2 Theta (degré)
Figure II-42 : Spectre de diffraction X de la
substrat/couche épitaxiée. Avec une résolution jusqu’à 4 nm, aucune transition cristalline n’est visible. couche épitaxiée sur substrat P+.
Figure II-41 : Image MEB de l’interface
Epitaxie, 12 µm
89
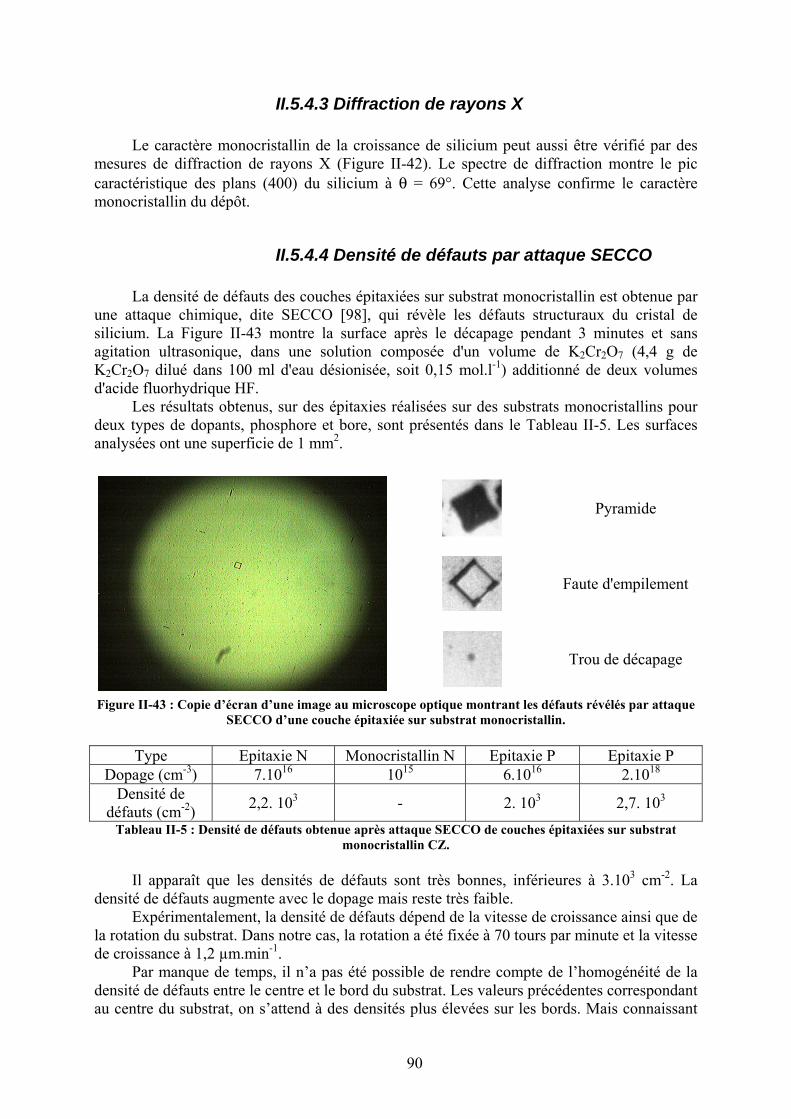
II.5.4.3 Diffraction de rayons X Le caractère monocristallin de la croissance de
mesures de diffraction de rayons X (Figure II-42). Le spectre de diffraction mcarac
II.5.4.4 Densité de défauts par attaque SECCO La densité de défauts des couch onocristallin est obtenue par
une attaque chimique, dite SECCO [98], qui révèle les défauts structuraux du cristal de siliciu
es ont une superficie de 1 mm2.
silicium peut aussi être vérifié par des ontre le pic
téristique des plans (400) du silicium à θ = 69°. Cette analyse confirme le caractère monocristallin du dépôt.
es épitaxiées sur substrat m
m. La Figure II-43 montre la surface après le décapage pendant 3 minutes et sans agitation ultrasonique, dans une solution composée d'un volume de K2Cr2O7 (4,4 g de K2Cr2O7 dilué dans 100 ml d'eau désionisée, soit 0,15 mol.l-1) additionné de deux volumes d'acide fluorhydrique HF.
Les résultats obtenus, sur des épitaxies réalisées sur des substrats monocristallins pour deux types de dopants, phosphore et bore, sont présentés dans le Tableau II-5. Les surfaces analysé
Pyramide
Faute d'empilement
Trou de décapage
Figure II-43 : Copie d’écran d’une lés par attaque SECCO d’un
image au microscope optique montrant les défauts révée couche épitaxiée sur substrat monocristallin.
Type Epitaxie N Monocristallin N Epitaxie P Epitaxie P
Dopage (cm-3) 7.1016 1015 6.1016 2.1018
Densité de défauts (cm-2) 2,2. 103 - 2. 103 2,7. 103
Tableau II-5 : Densité de défauts obtenue après attaque SECCO de couches épitaxiées sur substrat monocristallin CZ.
Il apparaît que les densités de défauts sont très bonnes, inférieures à 3.103 cm-2. La
densité de défauts augmente avec le dopage mais reste très faible. Expérimentalement, la densité de défauts dépend de la vitesse de croissance ainsi que de
la rotation du substrat. Dans notre cas, la rotation a été fixée à 70 tours par minute et la vitesse de croissance à 1,2 µm.min-1.
Par manque de temps, il n’a pas été possible de rendre compte de l’homogénéité de la densité de défauts entre le centre et le bord du substrat. Les valeurs précédentes correspondant au centre du substrat, on s’attend à des densités plus élevées sur les bords. Mais connaissant
90
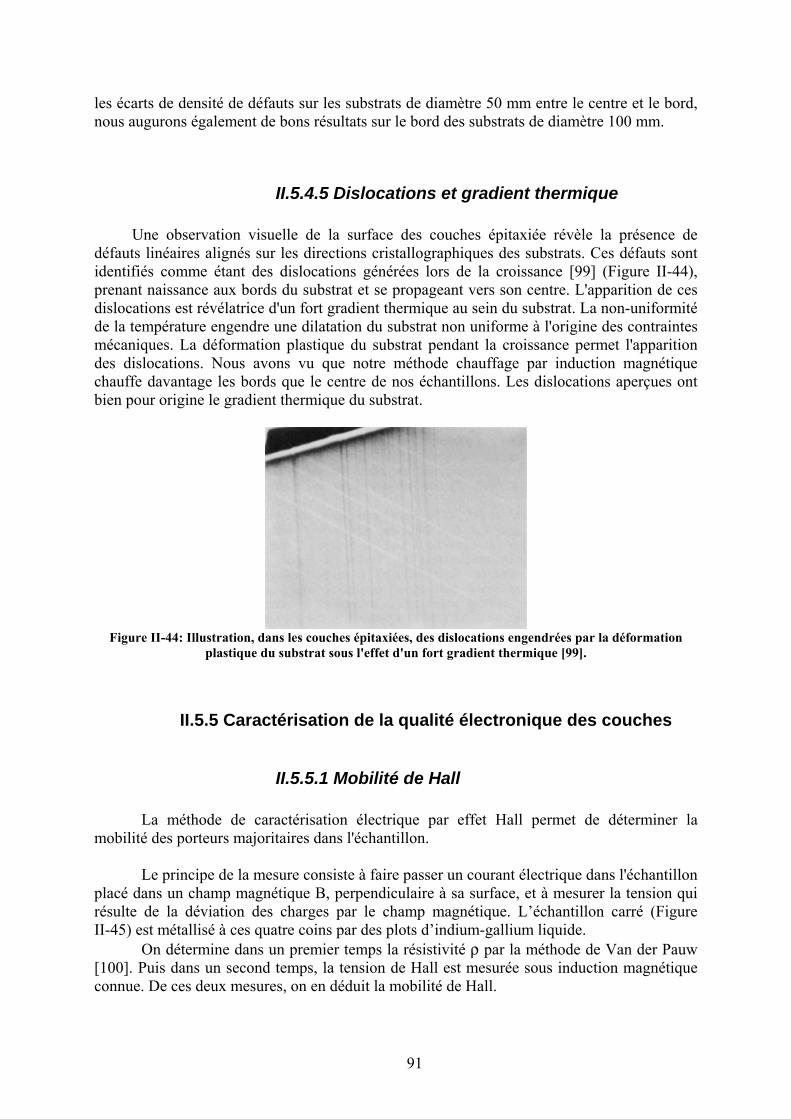
les écarts de densité de défauts sur les substrats de diamètre 50 mm entre le centre et le bord, nous augurons également de bons résultats sur le bord des substrats de diamètre 100 mm.
II.5.4.5 Dislocations et gradient thermique Une observation visuelle de la surface des couches épitaxiée révèle la présence de
défauts linéaires alignés sur les directions cristallographiques des substrats. Ces défauts sont identifiés comme étant des dislocations générées lors de la croissance [99] (Figure II-44), prenant naissance aux bords du substrat et se propageant vers son centre. L'apparition de ces dislocations est révélatrice d'un fort gradient thermi é de l u substr tes mécaniques. La déformation plastique du substrat pendant la croissance permet l'apparition des dislocations. Nous avons vu que notre méthode chauffage par induction magnétique chauf davantage les bords que le centre de nos échantillons. Les dislocations aperçues ont bien p
que au sein du substrat. La non-uniformat non uniforme à l'origine des contrain
ita température engendre une dilatation d
feour origine le gradient thermique du substrat.
Fig
II.5.5.1 Mobilité de Hall
mobilité des porteurs m
ure II-44: Illustration, dans les couches épitaxiées, des dislocations engendrées par la déformation plastique du substrat sous l'effet d'un fort gradient thermique [99].
II.5.5 Caractérisation de la qualité électronique des couches
La méthode de caractérisation électrique par effet Hall permet de déterminer la
ajoritaires dans l'échantillon.
Le principe de la mesure consiste à faire passer un courant électrique dans l'échantillon placé dans un champ magnétique B, perpendiculaire à sa surface, et à mesurer la tension qui résulte de la déviation des charges par le champ magnétique. L’échantillon carré (Figure II-45) est métallisé à ces quatre coins par des plots d’indium-gallium liquide.
On détermine dans un premier temps la résistivité ρ par la méthode de Van der Pauw [100]. Puis dans un second temps, la tension de Hall est mesurée sous induction magnétique connue. De ces deux mesures, on en déduit la mobilité de Hall.
91
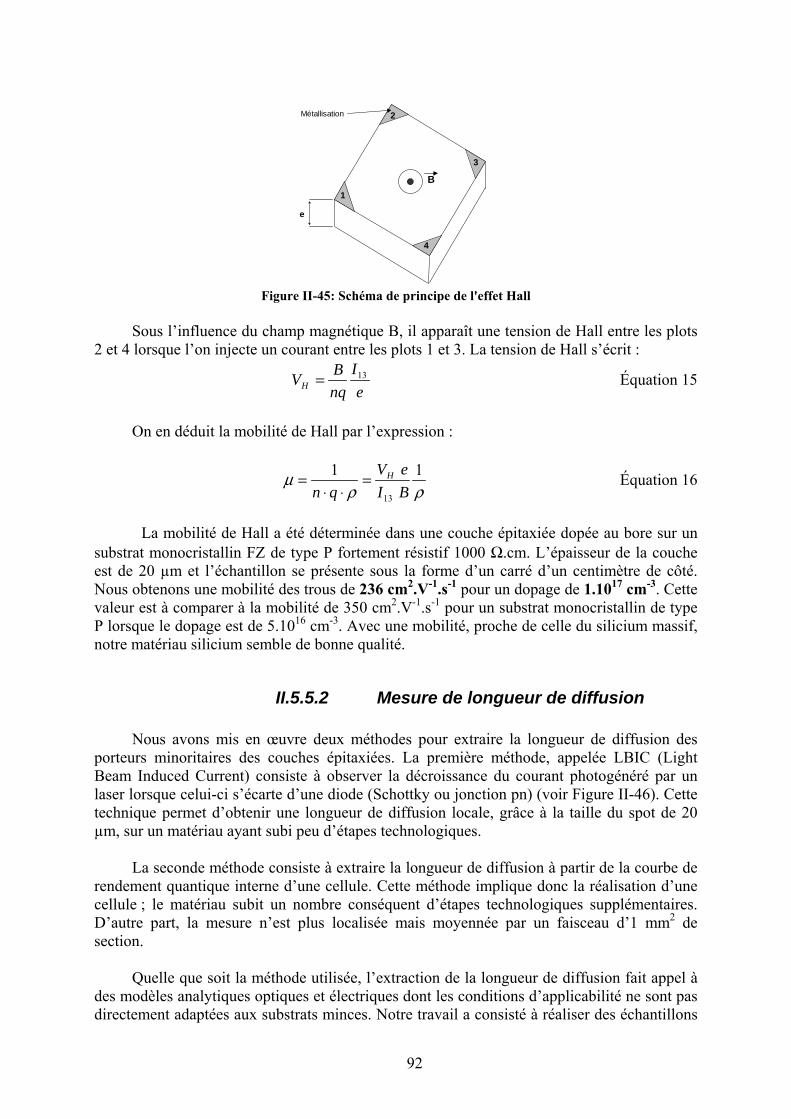
3
2 Métallisation
1
4
e
B
Figure II-45: Schéma de principe de l'effet Hall
Sous l’influence du champ magnétique B, il apparaît une tension de Hall entre les plots 2 et 4 lorsque l’on injecte un courant entre les plots 1 et 3. La tension de Hall s’écrit :
eI
nqBVH
13= Équation 15
On en déduit la mobilité de Hall par l’expression :
ρρµ 11
13 BIeV
qnH=
⋅⋅= Équation 16
La mobilité de Hall a été déterminée dans une couche épitaxiée dopée au bore sur un
substrat monocristallin FZ de type P fortement résistif 1000 Ω.cm. L’épaisseur de la couche est de 20 µm et l’échantillon se présente sous la forme d’un carré d’un centimètre de côté. Nous obtenons une mobilité des trous de 236 cm2.V-1.s-1 pour un dopage de 1.1017 cm-3. Cette valeur est à comparer à la mobilité de 350 cm2.V-1.s-1 pour un substrat monocristallin de type P lorsque le dopage est de 5.1016 cm-3. Avec une mobilité, proche de celle du silicium massif, notre matériau silicium semble de bonne qualité.
II.5.5.2 Mesure de longueur de diffusion Nous avons mis en œuvre deux méthodes pour extraire la longueur de diffusion des
porteurs minoritaires des couches épitaxiées. La première méthode, appelée LBIC (Light Beam Induced Current) consiste à observer la décroissance du courant photogénéré par un laser lorsque celui-ci s’écarte d’une diode (Schottky ou jonction pn) (voir Figure II-46). Cette technique permet d’obtenir une longueur de diffusion locale, grâce à la taille du spot de 20 µm, sur un matériau ayant subi peu d’étapes technologiques.
La seconde méthode consiste à extraire la longueur de diffusion à partir de la courbe de
rendement quantique interne d’une cellule. Cette méthode implique donc la réalisation d’une cellule ; le matériau subit un nombre conséquent d’étapes technologiques supplémentaires. D’autre part, la mesure n’est plus localisée mais moyennée par un faisceau d’1 mm2 de section.
Quelle que soit la méthode utilisée, l’extraction de la longueur de diffusion fait appel à
des modèles analytiques optiques et électriques dont les conditions d’applicabilité ne sont pas directement adaptées aux substrats minces. Notre travail a consisté à réaliser des échantillons
92
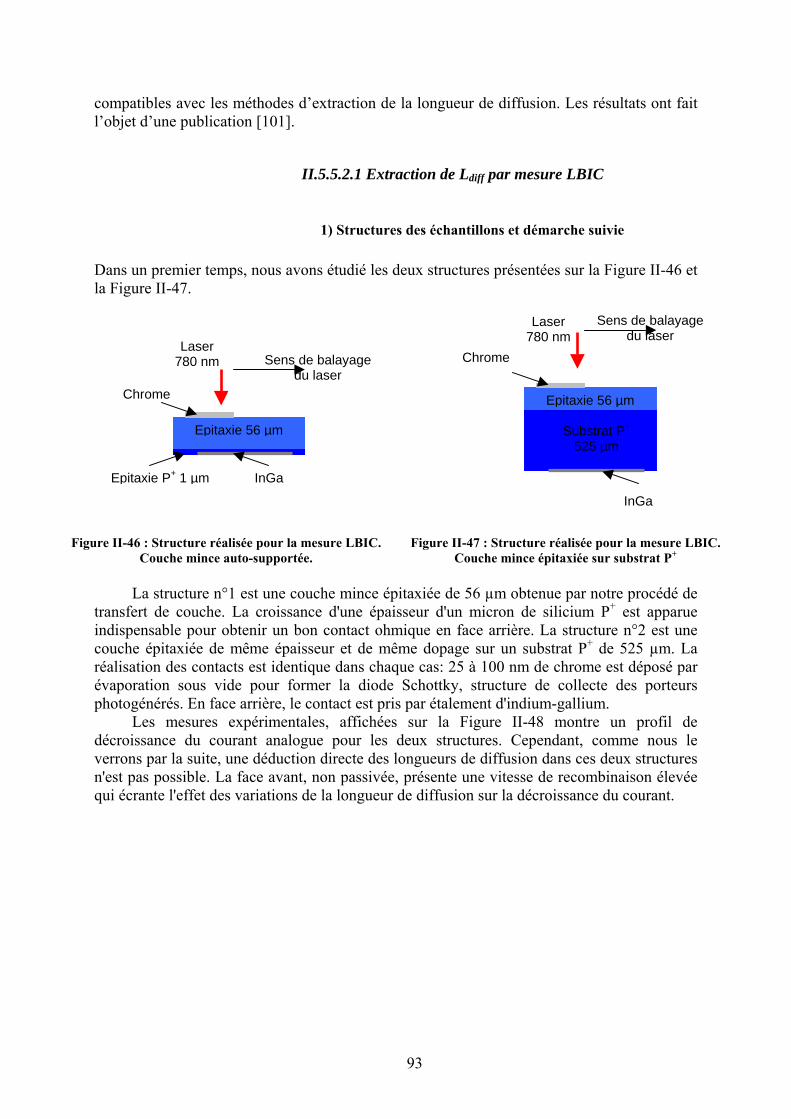
compatibles avec les méthodes d’extraction de la longueur de diffusion. Les résultats ont fait l’obje
la F
Fig C.
La structure n°1 est une couche m
ind est une
réaéva Schottky, structure de collecte des porteurs
décroissance du courant analogue pour les deux structures. Cependant, comme nous le
n'esqui écrante l'effet des variations de la longueur de diffusion sur la décroissance du courant.
t d’une publication [101].
II.5.5.2.1 Extraction de Ldiff par mesure LBIC
1) Structures des échantillons et démarche suivie
Dans un premier temps, nous avons étudié les deux structures présentées sur la Figure II-46 et igure II-47.
ure II-46 : Structure réalisée pour la mesure LBIC. Couche mince auto-supportée.
Figure II-47 : Structure réalisée pour la mesure LBICouche mince épitaxiée sur substrat P+
ince épitaxiée de 56 µm obtenue par notre procédé de
transfert de couche. La croissance d'une épaisseur d'un micron de silicium P+ est apparue ispensable pour obtenir un bon contact ohmique en face arrière. La structure n°2
couche épitaxiée de même épaisseur et de même dopage sur un substrat P+ de 525 µm. La lisation des contacts est identique dans chaque cas: 25 à 100 nm de chrome est déposé par poration sous vide pour former la diode
photogénérés. En face arrière, le contact est pris par étalement d'indium-gallium. Les mesures expérimentales, affichées sur la Figure II-48 montre un profil de
verrons par la suite, une déduction directe des longueurs de diffusion dans ces deux structures t pas possible. La face avant, non passivée, présente une vitesse de recombinaison élevée
Laser 780 nm
Chrome
Epitaxie 56 µm
Epitaxie P+ 1 µm InGa
Sens de balayage du laser
Epitaxie 56 µm
Sens de balayage
Substrat P+
Laser du laser 780 nm
Chrome
525 µm
InGa
93
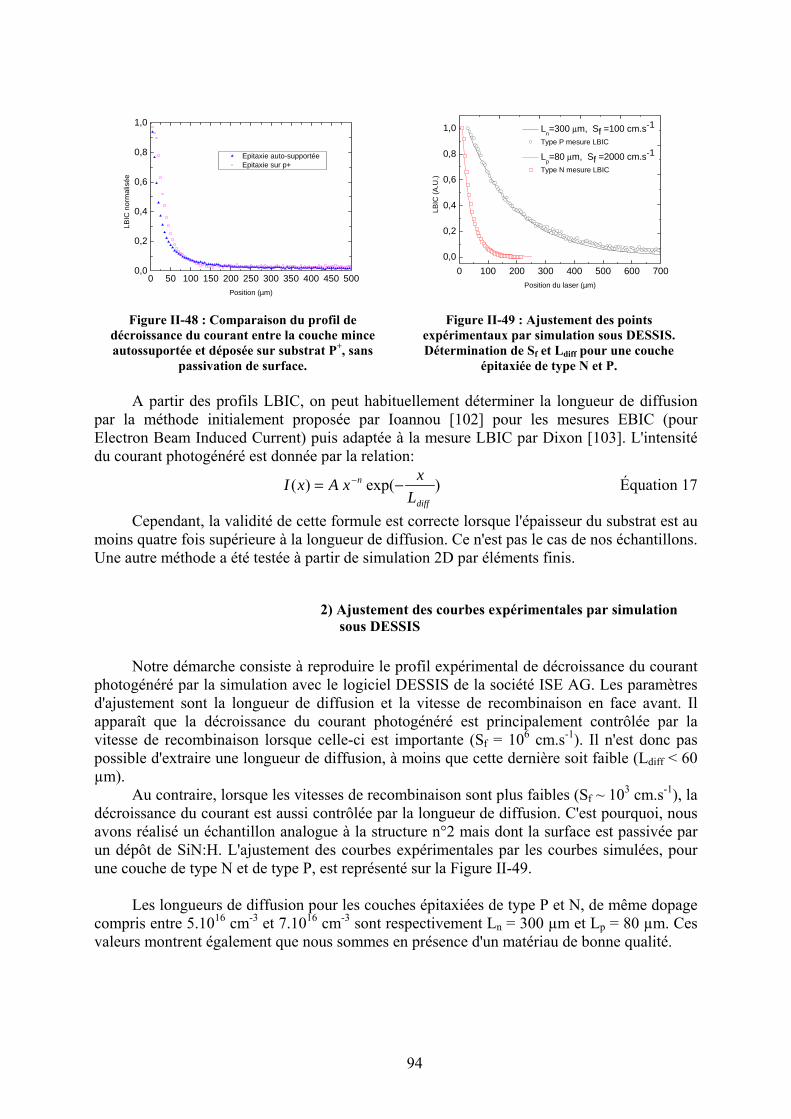
0 50 100 150 200 250 300 350 400 450 50000,
0,2
0,4
0,6
0,8
1,0
Epitaxie auto-supportée Epitaxie sur p+
nor
mal
isée
0,4
0,6
0,8
LBIC
0,0
0,2
Position (µm)
0 100 200 300 400 500 600 700
Ln=300 µm, Sf =100 cm.s-1
Type
1,0 P mesure LBIC
Lp=80 µm, Sf =2000 cm.s-1
Type N mesure LBIC
LBIC
(A.U
.)
Position du laser (µm)
d S.
par ment proposée par Ioannou [102] pour les mesures EBIC (pour
Figure II-48 : Comparaison du profil de écroissance du courant entre la couche mince
+
Figure II-49 : Ajustement des points expérimentaux par simulation sous DESSI
autossuportée et déposée sur substrat P , sans passivation de surface.
Détermination de Sf et Ldiff pour une couche épitaxiée de type N et P.
A partir des profils LBIC, on peut habituellement déterminer la longueur de diffusion
la méthode initialeElectron Beam Induced Current) puis adaptée à la mesure LBIC par Dixon [103]. L'intensité du courant photogénéré est donnée par la relation:
)exp()(diffL
Cependant, la validité de cette formule est correcte lorsque l'épaisseur du substrat est au ins quatre fois supérieure à la longueur de diffusion. Ce n'est pas le cas de nos échantillons.
nxAxI −= − Équation 17
mo
arche consiste à reproduire le profil expérimental de décroissance du courant photogénéré par la simulation avec le logiciel DESSIS de la société ISE AG. Les paramètres d'ajustement sont la longueur de diffusion et la vitesse de recombinaison en face avant. Il apparaît que la décroissance du courant photogénéré est principalement contrôlée par la vitesse de recombinaison lorsque celle-ci est importante (Sf = 106 cm.s-1). Il n'est donc pas possible d'extraire une longueur de diffusion, à moins que cette dernière soit faible (Ldiff < 60 µm).
Au contraire, lorsque les vitesses de recombinaison sont plus faibles (Sf ~ 103 cm.s-1), la décroissance du courant est aussi contrôlée par la longueur de diffusion. C'est pourquoi, nous avons réalisé un échantillon analogue à la structure n°2 mais dont la surface est passivée par un dépôt de SiN:H. L'ajustement des courbes expérimentales par les courbes simulées, pour une couche de type N et de type P, est représenté sur la Figure II-49.
Les longueurs de diffusion pour les couches épitaxiées de type P et N, de même dopage
compris entre 5.1016 cm-3 et 7.1016 cm-3 sont respectivement Ln = 300 µm et Lp = 80 µm. Ces valeurs montrent également que nous sommes en présence d'un matériau de bonne qualité.
x
Une autre méthode a été testée à partir de simulation 2D par éléments finis.
2) Ajustement des courbes expérimentales par simulation sous DESSIS
Notre dém
94
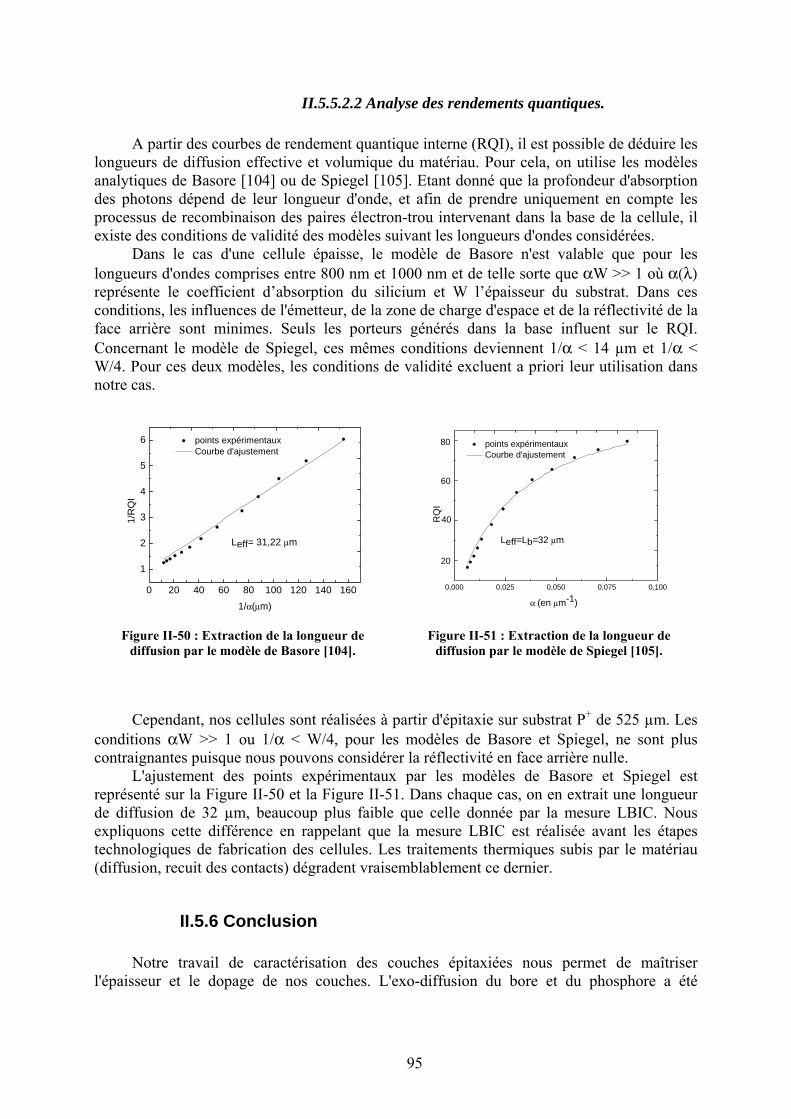
II.5.5.2.2 Analyse des rendements quantiques.
longueurs de diffusion effec cela, on utilise les modèles analytiques de Basore [104] ou de Spiegel [105]. Etant donné que la profondeur d'absorption des photons dépend de leur longueur d'onde, et afin de prendre uniquement en compte les processus de recombinaison des paires électron-trou intervenant dans la base de la cellule, il existe des conditions de validité des modèles suivant les longueurs d'ondes considérées.
harge d'espace et de la réflectivité de la face arrière sont minimes. Seuls les porteurs générés dans la base influent sur le RQI. Conc
A partir des courbes de rendement quantique interne (RQI), il est possible de déduire les
tive et volumique du matériau. Pour
Dans le cas d'une cellule épaisse, le modèle de Basore n'est valable que pour les longueurs d'ondes comprises entre 800 nm et 1000 nm et de telle sorte que αW >> 1 où α(λ) représente le coefficient d’absorption du silicium et W l’épaisseur du substrat. Dans ces conditions, les influences de l'émetteur, de la zone de c
ernant le modèle de Spiegel, ces mêmes conditions deviennent 1/α < 14 µm et 1/α < W/4. Pour ces deux modèles, les conditions de validité excluent a priori leur utilisation dans notre cas.
3
4
5
6
0 20 40 60 80 100 120 14
1
2
0 160 0,000 0,025 0,050 0,075 0,100
points expérimentaux Courbe d'ajustement
1/R
QI
1/α(µm)
Leff= 31,22 µm
points expérimentaux Courbe d'ajustement
80
60
RQ
I
α (en µm-1)
40
Figure II-50 : Extraction de la longueur de
diffusion par le modèle de Basore [104]. Figure II-51 : Extraction de la longueur de
diffusion par le modèle de Spiegel [105].
Cependant, nos cellules sont réalisées à partir d'épitaxie sur substrat P+ de 525 µm. Les conditions α /4, pour les modèles de Basore et Spiegel, ne sont plus contraignantes puisque nous pouvons considérer la réflectivité en face arrière nulle.
II.5.6 Conclusion
Leff=Lb=32 µm
20
W >> 1 ou 1/α < W
L'ajustement des points expérimentaux par les modèles de Basore et Spiegel est représenté sur la Figure II-50 et la Figure II-51. Dans chaque cas, on en extrait une longueur de diffusion de 32 µm, beaucoup plus faible que celle donnée par la mesure LBIC. Nous expliquons cette différence en rappelant que la mesure LBIC est réalisée avant les étapes technologiques de fabrication des cellules. Les traitements thermiques subis par le matériau (diffusion, recuit des contacts) dégradent vraisemblablement ce dernier.
Notre travail de caractérisation des couches épitaxiées nous permet de maîtriser
l'épaisseur et le dopage de nos couches. L'exo-diffusion du bore et du phosphore a été
95
obser
et longueur de diffusion élevée Ln = 3
itaxie en phase vapeur
-échantillon ayant changée, le paramétrage du chauffage par induction électromagnétique a été modifié. A l’aide du code de simécart de tem ion d'un générateur de courant fonctionnant à plus basse fréquence permettrait une meilleure homogénéisation en température. Cependant, les modifications lourdes de matériel n'ont pas été envisageables dans des délais raisonnables.
ans un second temps, nous avons validé nos équipements en déterminant les vitesses
de cro
turales et électriques ont été mises en œuvre. Toute
vée; la chute de concentration en surface peut être compensée par un refroidissement sous flux du gaz dopant.
La qualité structurale et électronique des couches apparaît très bonne: faible densité de défauts, faible rugosité, mobilité correcte µp = 240 cm2.V-1.s-1
00 µm.
II.6 Résumé du travail mené sur l'ép Ce chapitre nous a permis de dégager les principes et les problématiques associées à la
croissance par épitaxie en phase vapeur. Dans une première étape, nous avons su adapter nos équipements à l’épitaxie sur substrat de diamètre 100 mm. L’ajout d’une ligne de gaz nous permettant un dopage à partir de phosphine a également été réalisé. La géométrie du porte
ulation Femlab, nous avons mis en évidence l’existence d’un pérature très important entre le bord et le centre du substrat. L'utilisat
Dissance, le niveau de dopage et l’homogénéité en épaisseur de couches, en fonction des
réglages machines. Cela nous a permis, de poursuivre notre étude par la caractérisation du matériau épitaxié.
Diverses méthodes de caractérisation strucs montrent un matériau de qualité suffisante pour les applications photovoltaïques.
96
II.7 Bibliographie du chapitre II
[80] Phys. 1
[81] o l SiH l
[82] Cho ve epitaxial growth of silicon by CV aConferpp. 379
[83] Claof silicon. II. The SiH Cl -H -N -HCl system. Journal of Crystal Growth, 1980, vol. 50, pp
[84] axial Growth Using Dichlorosilane. J. Electrochem
[85]
of silicon layers by dichlorosilane decomposition. Journal of Crystal Growth, 1983, vol. 61, pp. 102-110.
[87] and p- Type Doped Silicon Deposited by Atmospheric-Pressure Chemical Vapor Deposition at Low Temperatures. J. Electrochem. Soc., 1993, vol. 140, n° 9, pp. 2703-2709.
[88] Lengyel I., Jensen K. F. si
y, 1978, pp. 147-342.
[90] Suzuki K., Yamawaki H., Tada Y. Boron out diffusion from Siambients. Solid-state Electronics, 1997, vol. 41, n° 8, pp. 1095 – 1097.
[92] Srinivasan G. R. Autodoping Effects in Silicon Epitaxy. J. Electrochem. Soc., 1980, vol. 127, n° 6, pp. 1334-1342.
[93] Quoizola S. Epitaxie en phase vapeur de silicium sur silicium mésoporeux pour report sur substrats économiques et application photovoltaïque bas coût. Thèse LPM. Lyon: INSA de Lyon, 2003, 163 p.
to practice. 22 European Photovoltaic Solar Energy Conference, Milan, Italy, 2007, p 1091.
Grove A. S., Roder A., Sah T. Impurity distribution in epitaxial growth. J. Appl. 965, vol. 36, p. 802.
n P. A., Wise M. L., George S. M. MoCo deling silicon epitaxia growth with 2C 2. Journal of Crystal Growth, 1993, vol. 130, pp. 162-172.
K. I., Yang J. W., Park C. S., Park S. C. SelectiD nd its thermodynamic consideration. Proceedings of the 10th International
ence on Chemical Vapor Deposition, The Electrochemical Society, 1987, vol. 87-8, -388.
assen W. A. P., Bloem J. Rate determining reactions and surface species in CVD 2 2 2 2
. 807-815.
Baliga B. J. Defect Control during Silicon Epi. Soc., 1982, vol. 129, n° 5, pp. 1078-1084.
t
Lekholm A. Epitaxial Growth of Silicon from Dichlorosilane. J. Electrochem. Soc., 1972, vol. 119, n° 8, pp. 1122-1123.
[86] Morosanu C. E., Iosif D., Segal E. Vapour growth mechanism
Agnello P. D., SedgwickT. O., Cotte J. Growth Rate Enhancement of Heavy n-
A chemical mechanism for in situ boron doping during licon chemical vapor deposition. Thin Solid Films, 2000, vol. 365, pp. 231-241.
[89] Bloem J., Giling L. J. Mechanisms of the chemical vapour deposition of silicon. In : Current Topics in Materials Science, Volume 1, edited by E. Kaldis, North-Holland Publishing Compan
substrates in various
[91] Murarka S.P. Phosphorus out-diffusion during high temperature anneal of phosphorus-doped polycrystalline silicon and SiO2. J. Appl. Physics, 1984, vol.56, n°8, pp.2225 - 2230
[94] Kraiem J. Epitaxie et transfert de films minces de silicium pour applications photovoltaïques. Thèses LPM. Lyon, Insa de Lyon, 2005, 175 p.
[95] Rodriguez H.J., Zamorano J.C., Tobias I. Design of a high-throughput epitaxial reactor : from thery nd
97
[96] Reber S., Duerinckx F., Alvarez M., Garrard B., Schulze F-W. EU project SWEET on epitaxial wafers equivalents: Results and future topics of interest. 21st European Photovoltaic Solar Energy Conference, Dresden, Germany, 2006.
[97] Auer R., Lovtsus A.A., Talalaev R.A., Makarov Y.N. Convection-assisted chemical vapor deposition (CoCVD) of silicon on large-area substrates. J. of Crystal Growth. Vol. 310, n° 6, 2008, pp.1112-1117
ra W. C., Herring R. B., Hunt L. P. Handbook of semiconductor silicon technology, Noyes Publications, New Jersey, USA, 1990, p. 317
[100] Van der Pauw L. J. A method of measuring specific resistivity and Hall effect of discs .
[101] Sayad Y., Amtab uiri A., Lemiti M. Electrical characteris nduced current and in rnal quantum effic in Materials Science and Engineering B.
[102] Ioannou D.E., David on using the SEM-EBIC/Schottky Phys. D : Appl. Phys., 1979, vol. 12, n° 8, pp. 1339-1344.
[103] ice properties. J. Can. Ceram. Soc., 1984, vol. 53, pp.
21
Kunz T., Burkert I.,
[98] Secco d’aragona F. Dislocation etch for (100) planes in Silicon. J. Electrochem. Society, Solid-State Science and Technology, vol. 119, n°7, 1972, pp. 948 – 951
[99] O'Ma
of arbitrary shape. Philips Research Reports, 1958, vol. 20, n° 8, pp. 234-241
lia S., Kaminski A., Blanc D., Carroy P., Nona n of thin silicon layers by light beam itioiency measurements. 2008, To be publishedte
son S.M. Diffusion length evaluation of boron-implanted silic diode technique. J.
Dixon A. E., Damaskinos S., Oliver B. A. et al. Scanning laser microscope measurement of semiconductor dev
-27.
[104] Basore P. A., Extended spectral analysis of internal quantum efficiency, Proc. 23rd IEEE Photovolt. Spec. Conf., 1993, pp. 147 - 152.
[105] Spiegel M., Fischer B., Keller S.; Bucher E. Separation of bulk diffusion length and back surface recombination velocity by improved IQE-analysis, Proc.28th IEEE Photovolt. Spec. Conf., 2000, p.311 - 314.
98
Chapitre III: Silicium poreux : Formation et évolution à haute température
La gravure du silicium par voie électrochimique ouvre des possibilités multiples de
modification des propriétés du silicium. Les caractéristiques mécaniques, électriques, optiques ou encore thermiques du silicium poreux sont ajustables suivant les conditions de formation et permettent de l’intégrer dans de nombreux dispositifs.
Ce chapitre commence par détailler la fabrication du silicium poreux. Nous exposerons
les mécanismes chimiques mis en jeu lors de la gravure du silicium et l’influence des paramètres d’anodisation sur les propriétés du silicium poreux.
Une fois connu le procédé d’élaboration, nous nous intéresserons à l’utilisation du silicium poreux comme couche sacrificielle dans le cadre des procédés de transfert de films minces. Nous présenterons alors nos travaux concernant la réalisation et la caractérisation de notre structure poreuse sur des substrats de diamètre 100 mm. Une attention particulière sera portée sur l’évolution structurale du silicium poreux à des températures proches de 1000°C avant de finir sur silicium poreux.
Au terme de ce chapitre, le lecteur disposera des connaissances générales sur l’élaboration et la caractéris on utilisation dans le cadre de notre procédé de transfert de films.
que ce dépôt était un suboxyde de silicium. Pendant les années suivantes, plusieurs auteurs parlèrent d'une couche similaire à celle d'Uhlir, mais sa nature resta inexpliquée. C'est Turner [107] et Watanabe [108] qui introduisirent l'idée de la nature poreuse de cette couche et leurs études ont permis de conclure que ce n'était pas un dépôt de silicium en surface, mais qu'il s'agissait d'une dissolution localisée du substrat de silicium.
Depuis, le silicium poreux a connu de nombreux développements pour des applications
variées. En microélectronique, il fut utilisé pour la formation de couche électriquement isolante dans le cadre des technologies dites « Silicon on insulator » (SOI). La technologie FIPOS (Full Isolation by Porous Oxidized Silicon) [109] ou le procédé ELTRAN développé par la société Canon en sont des illustrations.
par la présentation des résultats de la croissance par épitaxie
ation du silicium poreux ainsi que s
III.1 Le silicium poreux
III.1.1 Historique On doit la découverte du silicium poreux à Uhlir [106] qui réalisa la première couche de
ce matériau dans les années 1950. Pendant que ce dernier étudiait l'électro-polissage du silicium en solution d'acide fluorhydrique (HF), il observa l’apparition d’un film mat à la surfac des wafers. Il supposa e
Un vaste champ d'applications dans le domaine des micro-capteurs lui est également consacré. Il sert comme couche sacrificielle pour le micro-usinage des microsystèmes [110], comme couche sensible au sein de capteurs chimiques ou biochimiques [111] [112] ou encore comme élément constitutif de capteurs de température [113].
Ses propriétés de photoluminescence à température ambiante découvertes par Canham [114] en 1990 lui valent un intérêt grandissant pour l’opto-électronique. Cette photoluminescence, directement relié à la porosité du silicium, provient des propriétés de confinement quantique dues à la taille des cristallites.
Enfin, l’application qui nous intéressera plus particulièrement, concerne le domaine photovoltaïque. Quelques travaux tentent de tirer partie de ses propriétés pour former des couches anti-reflet [115], mais il est plus largement exploité comme couches sacrificielles dans le cadre de technologies de transfert de couche mince monocristalline comme le proposent Brendel [116], Poortmans [117] Bergmann [118], Tayanaka [119], et nous même.
c
. Dans la première catégorie, on réalise la gravure par attaque plasma. On retrouve dans la voie dite « humide », la dissolution chimique du silicium et son anodisation électrochimique.
La dissolution chimiq sée à partir de solution contenant de l’acide fluorhydrique (HF) et un agent oxydant, l’acide nitrique très souvent. Ce procé
HF, on recrée les conditions d’oxydation et de gravure du siliciumCependa
silicium. C’est cette voie que nous détaillons par la suite.
La gravu édans laquelle le su un électrolyte à base de HF. Le substrat constitue l’anode du dispositif alors que la cathode est en métal noble, comme le platine. La gravure est réalis
ions du couple intensité – tension du système électrodes / électrolyte. Les paragraphes suivants détaillent les méca
Le contact électrique entre l’électrolyte et le silicium correspond à un contact Schottky. Par conséquent, il se forme une zone de charge d’espace (ZCE) dans l’échantillon semi-conducteur. Lors de l’anodisation du silicium de type P, la diode Schottky est polarisée en directe : on injecte des trous dans le silicium. L’allure de la courbe I-V du contact est
III.1.2 Mécanismes électroporeux
himiques de formation du Si-
III.1.2.1 Introduction Il existe différentes voies de formation du silicium poreux que l’on peut classer en deux
catégories : voie « sèche » et voie « humide »
ue (stain etching, en anglais) est réali
dé ne permet pas d’obtenir des épaisseurs de silicium poreux importantes, les murs des pores étant aussi attaqués chimiquement. Une autre méthode consiste à porosifier le silicium par une phase vapeur. En injectant dans une enceinte, les gaz O2 et NO2 avec des vapeurs de
. nt, la méthode la plus largement utilisée est l’anodisation électrochimique du
re lectrochimique du silicium a lieu dans une cellule, généralement en téflon, bstrat est immergé dans
ée grâce à l’injection d’un courant électrique dans l’électrolyte. L’anodisation électrochimique qui en résulte met en jeu différentes réactions chimiques, fonct
nismes électrochimiques de formation du Si-poreux
III.1.2.2 Régimes d’anodisation électrochimique du silicium
100
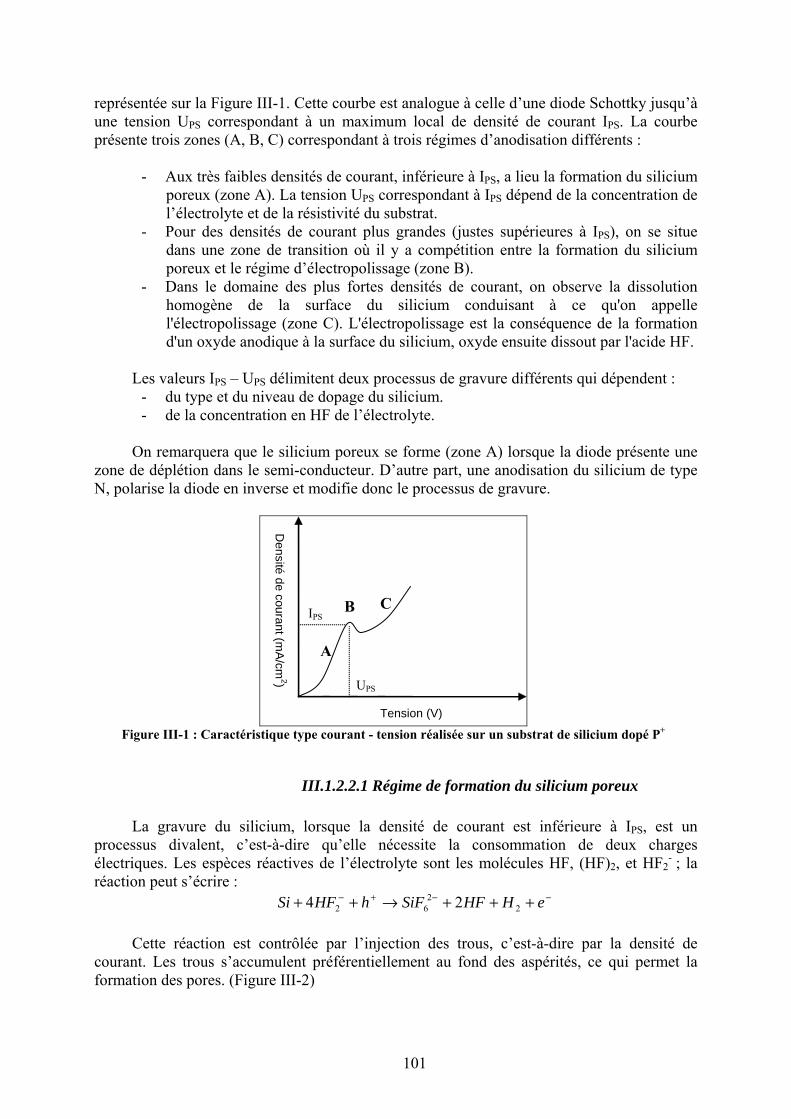
représentée sur la Figure III-1. Cette courbe est analogue à celle d’une diode Schottky jusqu’à une tension UPS correspondant à un maximum local de densité de courant IPS. La courbe présente trois zones (A, B, C) correspondant à trois régimes d’anodisation différents :
- Aux très faibles densités de courant, inférieure à IPS, a lieu la formation du silicium
poreux (zone A). La tension UPS correspondant à IPS dépend de la concentration de l’électrolyte et de la résistivité du substrat.
- Pour des densités de courant plus grandes (justes supérieures à IPS), on se situe dans une zone de transition où il y a compétition entre la formation du silicium poreux et le régime d’électropolissage (zone B).
homogène de la surface du silicium on appelle
- Dans le domaine des plus fortes densités de courant, on observe la dissolution conduisant à ce qu'
l'électropolissage (zone C). L'électropolissage est la conséquence de la formation d'un oxyde anodique à la surface du silicium, oxyde ensuite dissout par l'acide HF.
Les valeurs IPS – UPS délimitent deux processus de gravure différents qui dépendent :
- du type et du niveau de dopage du silicium. - de la concentration en HF de l’électrolyte.
On remarquera que le silicium poreux se forme (zone A) lorsque la diode présente une
zone de déplétion dans le semi-conducteur. D’autre part, une anodisation du silicium de type N, polarise la diode en inverse et modifie donc le processus de gravure.
A
B C
Densité de co
IPS
urant (mA
/cm2) UPS
Tension (V) Figure III-1 : Caractéristique type courant - tension réalisée sur un substrat de silicium dopé P+
eHHFSiFh 2
III.1.2.2.1 Régime de formation du silicium poreux La gravure du silicium, lorsque la densité de courant est inférieure à IPS, est un
processus divalent, c’est-à-dire qu’elle nécessite la consommation de deux charges électriques. Les espèces réactives de l’électrolyte sont les molécules HF, (HF)2, et HF2
- ; la réaction peut s’écrire :
−−+−+ HFSi 224 +++→+ 26
Cette réaction est contrôlée par l’injection des trous, c’est-à-dire par la densité de
courant. Les trous s’accumulent préférentiellement au fond des aspérités, ce qui permet la formation des pores. (Figure III-2)
101
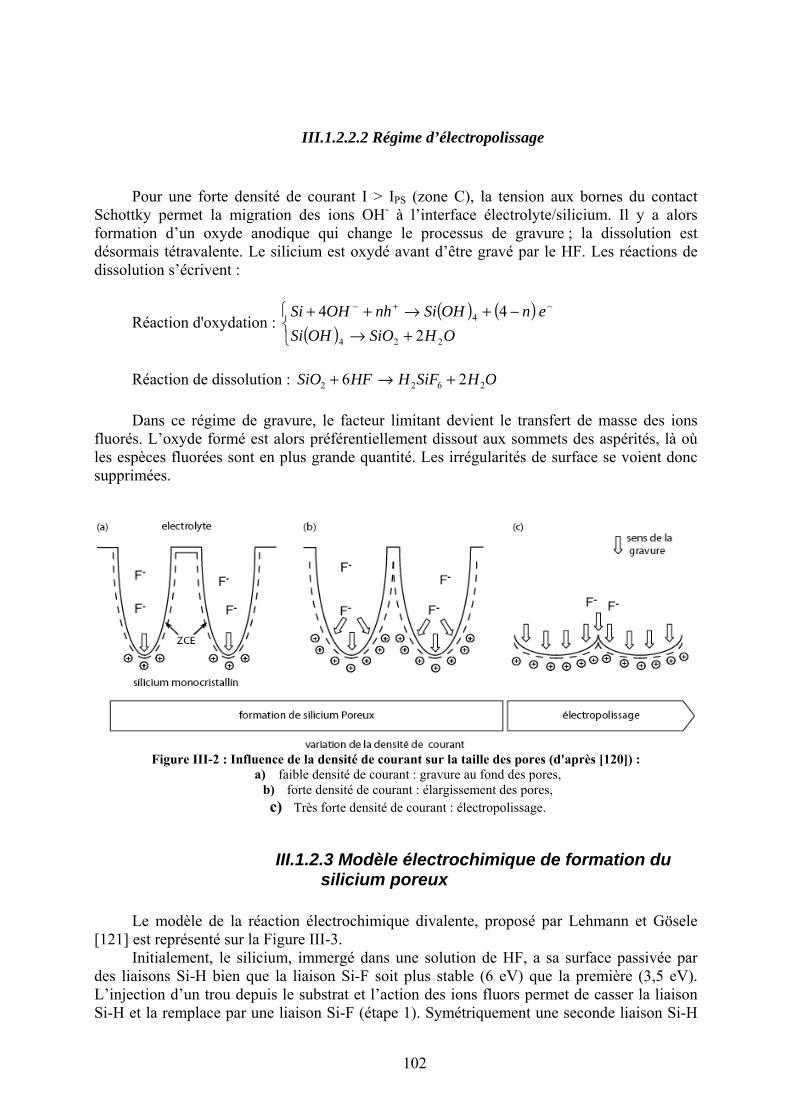
III.1.2.2.2 Régime d’électropolissage
our une forte densité de courant I > IPS (zone C), la tension aux bornes du contact Schottky permet la migration des ions OH- à l’interface électrolyte/silicium. Il y a alors formation d’un oxyde anodique qui change le processus de gravure ; la dissolution est désormais tétravalente. Le silicium est oxydé avant d’être gravé par le HF. Les réactions de dissol
Dans ce régime de gravure, le facteur limitant devient le transfert de masse des ions fluorés. L’oxyde formé est sommets des aspérités, là où les espèces fluorées sont en plus grande quantité. Les irrégularités de surface se voient donc suppr
P
ution s’écrivent :
Réaction d'oxydation : ( ) ( )
( )⎩⎨⎧
+→−+→++ −+−
OHSiOOHSienOHSinhOHSi
224
4
244
Réaction de dissolution : OHSiFHHFSiO2 26 +→+ 262
alors préférentiellement dissout aux
imées.
Figure III-2 : Influence de la densité de coura) ores,
b) forte densité de courant : élargissement des pores,
). L’injection d’un trou depuis le substrat et l’action des ions fluors permet de casser la liaison Si-H et la remplace par une liaison Si-F (étape 1). Symétriquement une seconde liaison Si-H
ant sur la taille des pores (d'après [120]) : faible densité de courant : gravure au fond des p
c) Très forte densité de courant : électropolissage.
III.1.2.3 Modèle électrochimique de formation du silicium poreux
Le modèle de la réaction électrochimique divalente, proposé par Lehmann et Gösele
[121] est représenté sur la Figure III-3. Initialement, le silicium, immergé dans une solution de HF, a sa surface passivée par
des liaisons Si-H bien que la liaison Si-F soit plus stable (6 eV) que la première (3,5 eV
102
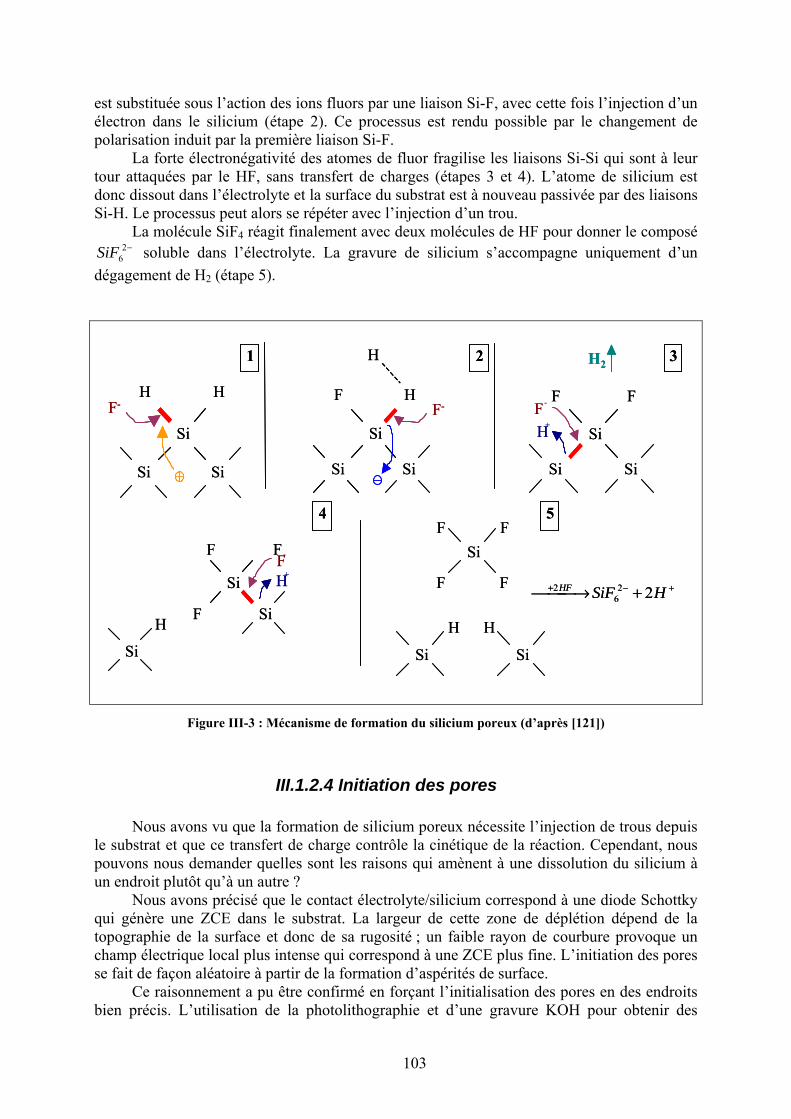
est substituée sous l’action d Si-F, avec cette fois l’injection d’un électron dans le silicium (étape 2). Ce processus est rendu possible par le changement de polari
e de silicium s’accompagne uniquement d’un dégagement de H2 (étape 5).
es ions fluors par une liaison
sation induit par la première liaison Si-F. La forte électronégativité des atomes de fluor fragilise les liaisons Si-Si qui sont à leur
tour attaquées par le HF, sans transfert de charges (étapes 3 et 4). L’atome de silicium est donc dissout dans l’électrolyte et la surface du substrat est à nouveau passivée par des liaisons Si-H. Le processus peut alors se répéter avec l’injection d’un trou.
La molécule SiF4 réagit finalement avec deux molécules de HF pour donner le composé −2
6SiF soluble dans l’électrolyte. La gravur
Si
Si Si
HHF-
Si
Si Si
HFF-
H
Si
Si Si
FF
H2
F-
H+
Si
F Si
FFF-
H+
Si
H
Si
F F
FF
Si
H
Si
H
1 2 3
4 5
+−+ +⎯⎯ →⎯ HSiFHF 226
2
Si
Si Si
HHF-
Si
Si Si
HFF-
H
Si
Si Si
FF
H2
F-
H+
Si
F Si
FFF-
H+
Si
H
Si
F F
FF
Si
H
Si
H
1 2 3
4 5
+−+ +⎯⎯ →⎯ HSiFHF 226
2
Figure III-3 : Mécanisme de formation du silicium poreux (d’après [121])
III.1.2.4 Initiation des pores Nous avons vu que la formation de silicium poreux nécessite l’injection de trous depuis
le substrat et que ce transfert de charge contrôle la cinétique de la réaction. Cependant, nous pouvons nous demander quelles sont les raisons qui amènent à une dissolution du silicium à un endroit plutôt qu’à un autre ?
Nous avons précisé que le contact électrolyte/silicium correspond à une diode Schottky qui génère une ZCE dans le substrat. La largeur de cette zone de déplétion dépend de la topographie de la surface et donc de sa rugosité ; un faible rayon de courbure provoque un champ électrique local plus intense qui correspond à une ZCE plus fine. L’initiation des pores se fait de façon aléatoire à partir de la formation d’aspérités de surface.
e raisonnement a pu être confirmé en forçant l’initialisation des pores en des endroits bien précis. L’utilisation de la photolithographie et d’une gravure KOH pour obtenir des
C
103
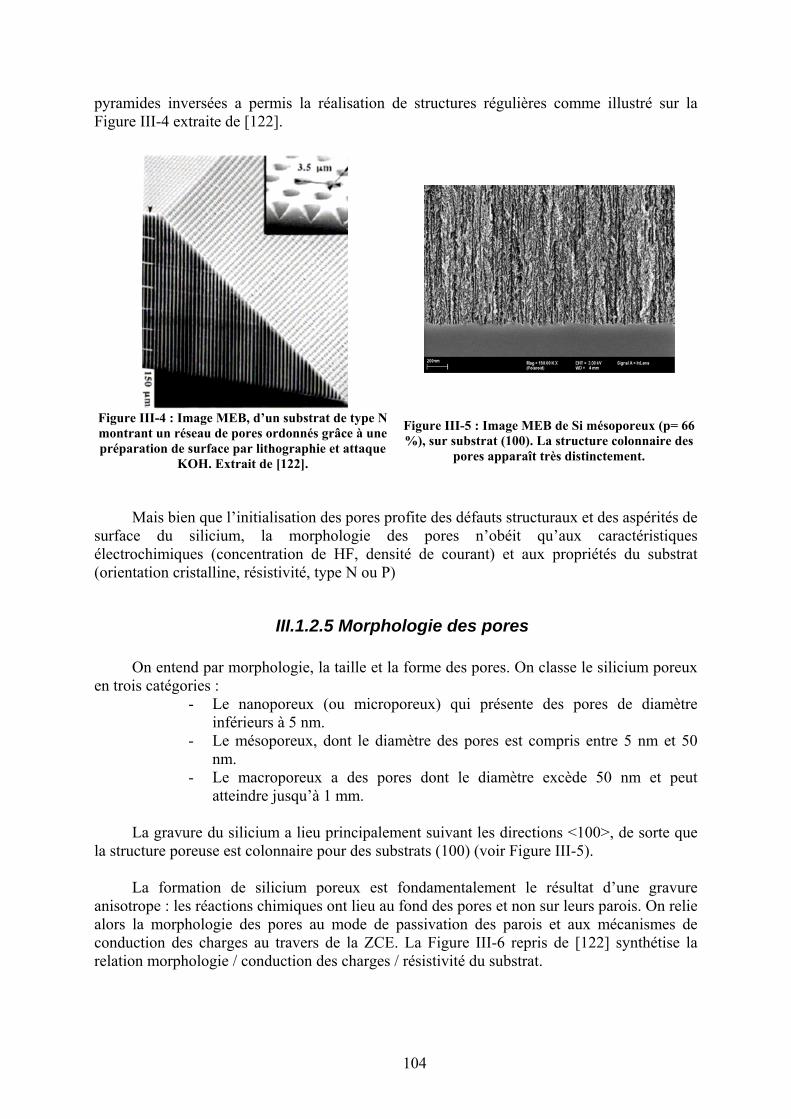
pyramides inversées a perm sur la Figure III-4 extraite de [122].
is la réalisation de structures régulières comme illustré
Figure III-4 : Image MEB, d’un substrat de type N montrant un réseau de ppréparation de surface par lithographie et attaque onnaire des
pores apparaît très distinctement.
de diamètre
50
- Le macroporeux a des pores dont le diamètre excède 50 nm et peut atteindre jusqu’à 1 mm.
La gravure du silicium a lieu principalement suivant les directions <100>, de sorte que
la structure poreuse est colonnaire pour des substrats (100) (voir Figure III-5). La formation de silicium poreux est fondamentalement le résultat d’une gravure
anisotrope : les réactions chimiques ont lieu au fond des pores et non sur leurs parois. On relie alors la morphologie des pores au mode de passivation des parois et aux mécanismes de conduction des charges au travers de la ZCE. La Figure III-6 repris de [122] synthétise la relation morphologie / conduction des charges / résistivité du substrat.
ores ordonnés grâce à une Figure III-5 : Image MEB de Si mésoporeux (p= 66 %), sur substrat (100). La structure col
KOH. Extrait de [122]. Mais bien que l’initialisation des pores profite des défauts structuraux et des aspérités de
surface du silicium, la morphologie des pores n’obéit qu’aux caractéristiques électrochimiques (concentration de HF, densité de courant) et aux propriétés du substrat orientation cristalline, résistivité, type N ou P) (
III.1.2.5 Morphologie des pores On entend par morphologie, la taille et la forme des pores. On classe le silicium poreux
en trois catégories : - Le nanoporeux (ou microporeux) qui présente des pores
inférieurs à 5 nm. mpris entre 5 nm et- Le mésoporeux, dont le diamètre des pores est co
nm.
104
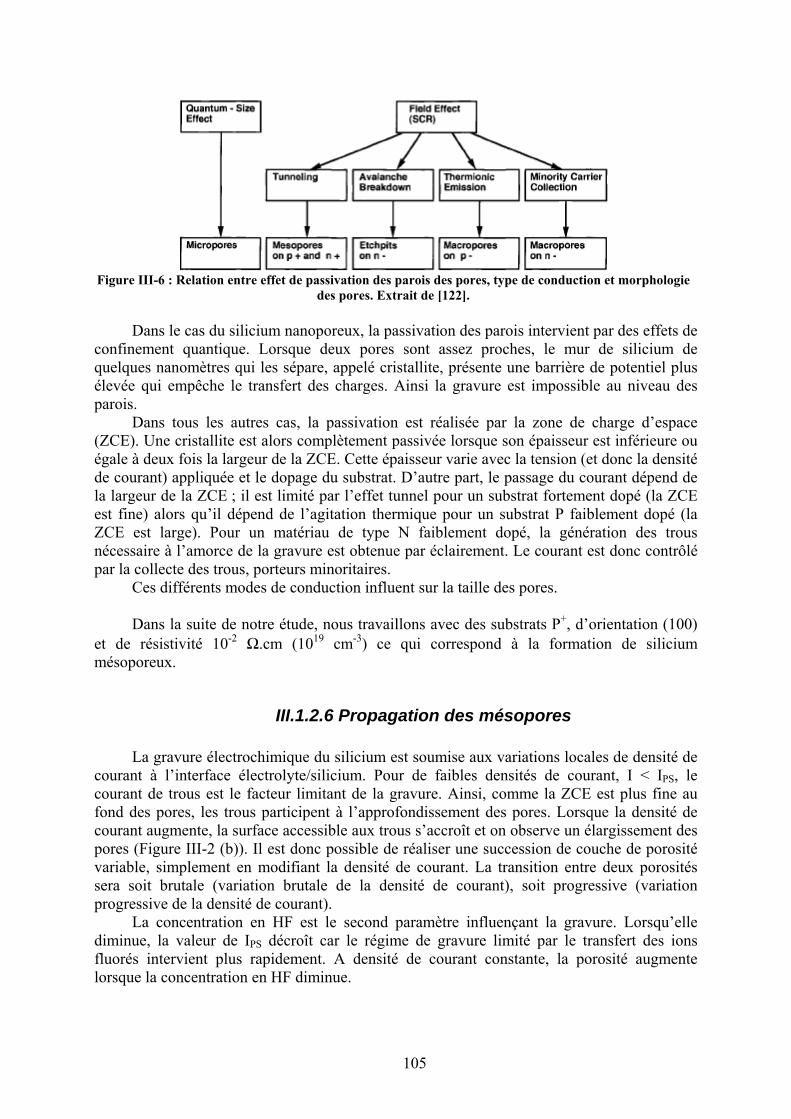
Figure III-6 : Relation entre effet de passivation des parois des pores, type de conduction et morphologie
des pores. Extrait de [122]. Dans le cas du silicium nanoporeux, la passivation des parois intervient par des effets de
confinement quantique. Lorsque deux pores sont assez proches, le mu de silicium de quelques nanomètres qui le e barrière de potentiel plus levée qui empêche le transfert des charges. Ainsi la gravure est impossible au niveau des
parois
Cette épaisseur varie avec la tension (et donc la densité de co
blement dopé (la ZCE est large). Pour un matériau de type N faiblement dopé, la génération des trous nécessaire à l’amorce de la gravure est obtenue par éclairempar la collecte des trous, por
es différents modes de conduction influent sur la taille des pores.
ensités de courant, I < IPS, le courant de trous est le facteur limitant de la gravure. Ainsi, comme la ZCE est plus fine au fond des pores, les trous participent à l’approfcourant augmente, la surfac un élargissement des pores (Figure III-2 (b)). Il est donc possible de réaliser une succession de couche de porosité variab
S décroît car le régime de gravure limité par le transfert des ions fluorés interv tlorsque la concent
r s sépare, appelé cristallite, présente un
é. Dans tous les autres cas, la passivation est réalisée par la zone de charge d’espace
(ZCE). Une cristallite est alors complètement passivée lorsque son épaisseur est inférieure ou égale à deux fois la largeur de la ZCE.
urant) appliquée et le dopage du substrat. D’autre part, le passage du courant dépend de la largeur de la ZCE ; il est limité par l’effet tunnel pour un substrat fortement dopé (la ZCE est fine) alors qu’il dépend de l’agitation thermique pour un substrat P fai
ent. Le courant est donc contrôlé teurs minoritaires.
C Dans la suite de notre étude, nous travaillons avec des substrats P+, d’orientation (100)
et de résistivité 10-2 Ω.cm (1019 cm-3) ce qui correspond à la formation de silicium mésoporeux.
III.1.2.6 Propagation des mésopores La gravure électrochimique du silicium est soumise aux variations locales de densité de
courant à l’interface électrolyte/silicium. Pour de faibles d
ondissement des pores. Lorsque la densité de e accessible aux trous s’accroît et on observe
le, simplement en modifiant la densité de courant. La transition entre deux porosités sera soit brutale (variation brutale de la densité de courant), soit progressive (variation progressive de la densité de courant).
La concentration en HF est le second paramètre influençant la gravure. Lorsqu’elle diminue, la valeur de IP
ien plus rapidement. A densité de courant constante, la porosité augmente ration en HF diminue.
105
Expérimcourant et la conce
uivant les conditions d’anodisation (type de substrat, résistivité, densité de courant,
conce
pour des a
La connaissance de la tielle pour les applications nécessitant des surfaces d’échange im es capteurs chimiques. Elle permet également d’expliquer la réactivité du silicium poreux lors de procédés tels que l’oxydation à haute
es moyens de mesures de la surface spécifique sont basés sur l’adsorption de gaz. Ils ont fondés sur e Br r, Emmett ller, plus co énéralem s les itiales BET. L de su spécifiqu base sur le ment analytique de
l' d'ad ter rimen ; il es ible d la qu gaz ad ur une ouche com , puis de re de c he, donc la surface spécifique de la poudre ou du s e donne également accès à la on es [ 12
III a
ct électr ue devient une prob ’aura pas la même surface d’échange qu’un contact liquide. Comme le contact liquide est susceptible de faire un court-circuit des cr
18
-3
entalement, on réglera la porosité du silicium en déterminant la densité de ntration en HF de l’électrolyte.
III.1.3 Propriétés du silicium mésoporeux
III.1.3.1 Porosité
Sntration en HF), la porosité est comprise entre 15 % et 90 %. Pour des conditions
d’anodisation analogues, la porosité varie avec le temps de gravure. Cette observation est le résultat d’une gravure chimique qui vient se superposer à la gravure électrochimique. Négligeable pour des faibles durées (minutes), cette gravure chimique a son importance
nodisations plus longues (heures). Les méthodes utilisées pour la mesure de porosité seront détaillées au paragraphe III.2.2.2.1.
III.1.3.2 Surface spécifique
surface spécifique est essenportantes comme pour l
température. La surface spécifique du silicium poreux est comprise entre 50 m2.cm-3 et 900 m2.cm-3
suivant la morphologie et le niveau de porosité. Pour le silicium méso-poreux, ces valeurs sont comprises entre 100 m2.cm-3 et 250 m2.cm-3 [123].
Lsin
les travaux de calcul
unauerface
et Tee se
nnus g traite
ent sou
isotherme antité de
sorption dé miné expé talement t ainsi poss e définirsorbé s monoc plète calculer l'ai ette couc
olide. Cette méthod5]. distributi
en taille de por 124] [
.1.3.3 Tr nsport électronique
Etant donnée la surface spécifique importante du silicium poreux, la prise de contalématique. En effet, un contact solide niq
istallites, on préfère le contact solide.
La grande surface spécifique engendre une densité d’états d’interface de l’ordre de 10 cm qui est responsable du piégeage des porteurs libres. Le silicium poreux se comporte, par conséquent, comme un isolant. Des mesures par effet Hall montrent une densité de porteurs libres de l’ordre de 1013 cm-3 et une mobilité de 30 cm2.V-1.s-1 [123]. Suivant le dopage initial du substrat et les conditions d’anodisation, la résistivité varie entre 104 Ω.cm et 107 Ω.cm.
106
III.1.3.4 Luminescence Depuis les travaux de Canham en 1990 [114] où il observait la photoluminescence du
silicium poreux dans le rouge, la recherche n’a cessé de croître dans ce domaine. Depuis, des émissions pour des longueurs d’onde dans l’infra-rouge et dans le vert bleu ont été détectées. La photoluminescence du silicium poreux dépend de la taille des cristallites plus que de la porosité elle-même. Ainsi, l’intensité de photoluminescence varie sur trois ordres de grandeur pour une porosité com
III.2 Le silicium poreux comme couche sacrificielle Pour l’application photovoltaïque envisagée, le silicium poreux sert de couche
sacrificielle pour le transfert d’une couche active épitaxiée. D’une part, nous souhaitons que la couche de silicium poreux permette la croissance par épitaxie d’un matériau de bonne qualité cristallographique et d’autre part qu’elle soit suffisamment fragile pour permettre le détachement de la couche active.
Plusieurs équipes travaillent sur le sujet avec des approches différentes. Nous dresserons un état de l’art des travaux actuellement réalisés puis nous exposerons plus spécifiquement la technologie mise au point au laboratoire.
III.2.1 Etat de l’art Il existe différents procédés de transfert de couche mince sur des substrats étrangers. Le
point commun à tous ces procédés est la réalisation d’une couche sacrificielle enterrée qui ie. t
aussi être formée par un dépôt d’oxyde, par implantation ionique ou encore, par la réalisation de silicium poreux.
a gravure sélective d’un oxyde a donné lieu au procédé VEST de Mitsubishi [128] et au procédé Epilift de l’Australian National Univerde fragilisation par implal’entreprise SOITEC pour les applications de microélectronique.
prise entre 70 % et 94 % [123].
III.1.3.5 Cristallinité La cristallinité du silicium poreux, contrôlée par diffraction X, ne montre aucune
altération. Les cristallites gardent le caractère monocristallin du substrat. Ce résultat est de première importance lorsqu’on veut réaliser une croissance par
épitaxie sur silicium poreux. On notera toutefois la variation du paramètre de maille avec le niveau de porosité. Cette propriété devient un avantage pour la réalisation d’une hétéroépitaxie de silicium-germanium [126] ou de nitrure de gallium [127], par exemple.
permet la séparation du film, très souvent obtenu par épitax La couche sacrificielle peu
Lsity of Canberra [129]. Quant à la technique
ntation ionique [130], elle est industriellement utilisée par
Les paragraphes suivants détaillent plus particulièrement les procédés faisant appel à une couche fragile réalisée par formation de silicium poreux.
107
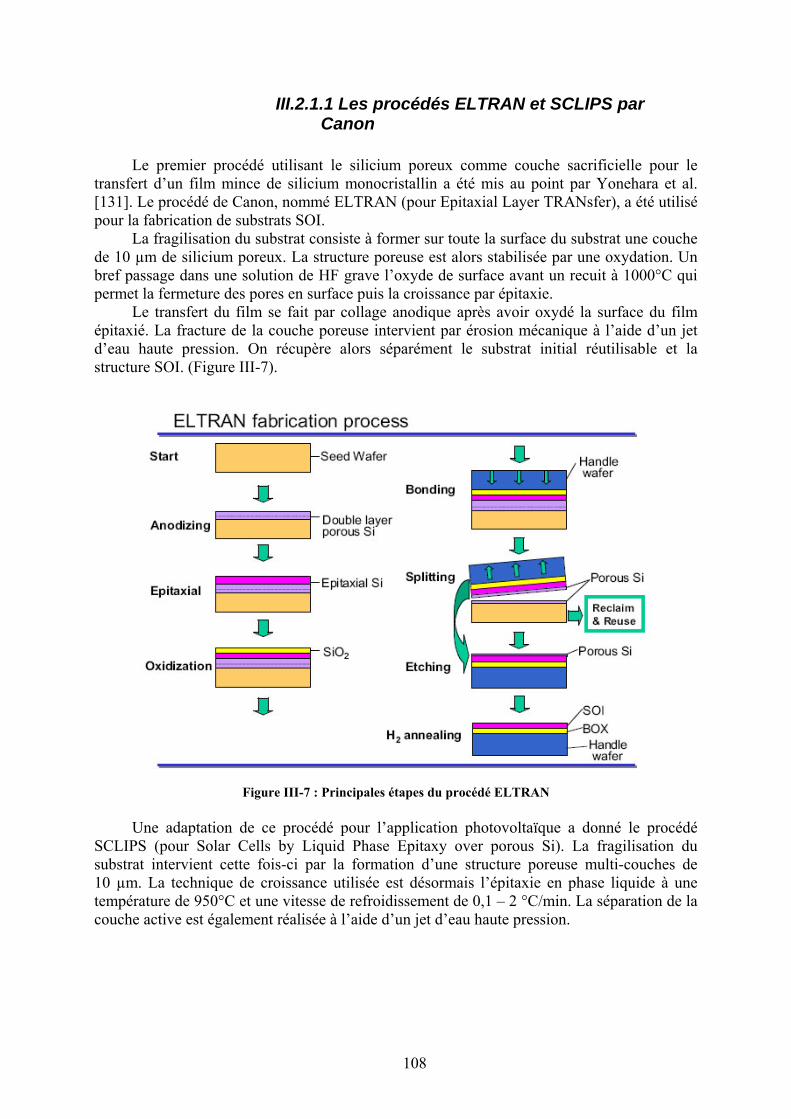
III.2.1.1 Les procédés ELTRAN et SCLIPS par Canon
Le premier procédé utilisant le silicium poreux comme couche sacrificielle pour le
transfert d’un film mince de silicium monocristallin a été mis au point par Yonehara et al. [131]. Le procédé de Canon, no ayer TRANsfer), a été utilisé pour la fabrication de substrats S
a fragilisation du substrat consiste à former sur toute la surface du substrat une couche de 10
mmé ELTRAN (pour Epitaxial LOI.
L µm de silicium poreux. La structure poreuse est alors stabilisée par une oxydation. Un
bref passage dans une solution de HF grave l’oxyde de surface avant un recuit à 1000°C qui permet la fermeture des pores en surface puis la croissance par épitaxie.
Le transfert du film se fait par collage anodique après avoir oxydé la surface du film épitaxié. La fracture de la couche poreuse intervient par érosion mécanique à l’aide d’un jet d’eau haute pression. On récupère alors séparément le substrat initial réutilisable et la structure SOI. (Figure III-7).
Figure III-7 : Principales étapes du procédé ELTRAN
rocédé SCLIPS (pour Solar Cells by Liquid Phase Epitaxy over porous Si). La fragilisation du substr
Une adaptation de ce procédé pour l’application photovoltaïque a donné le p
at intervient cette fois-ci par la formation d’une structure poreuse multi-couches de 10 µm. La technique de croissance utilisée est désormais l’épitaxie en phase liquide à une température de 950°C et une vitesse de refroidissement de 0,1 – 2 °C/min. La séparation de la couche active est également réalisée à l’aide d’un jet d’eau haute pression.
108
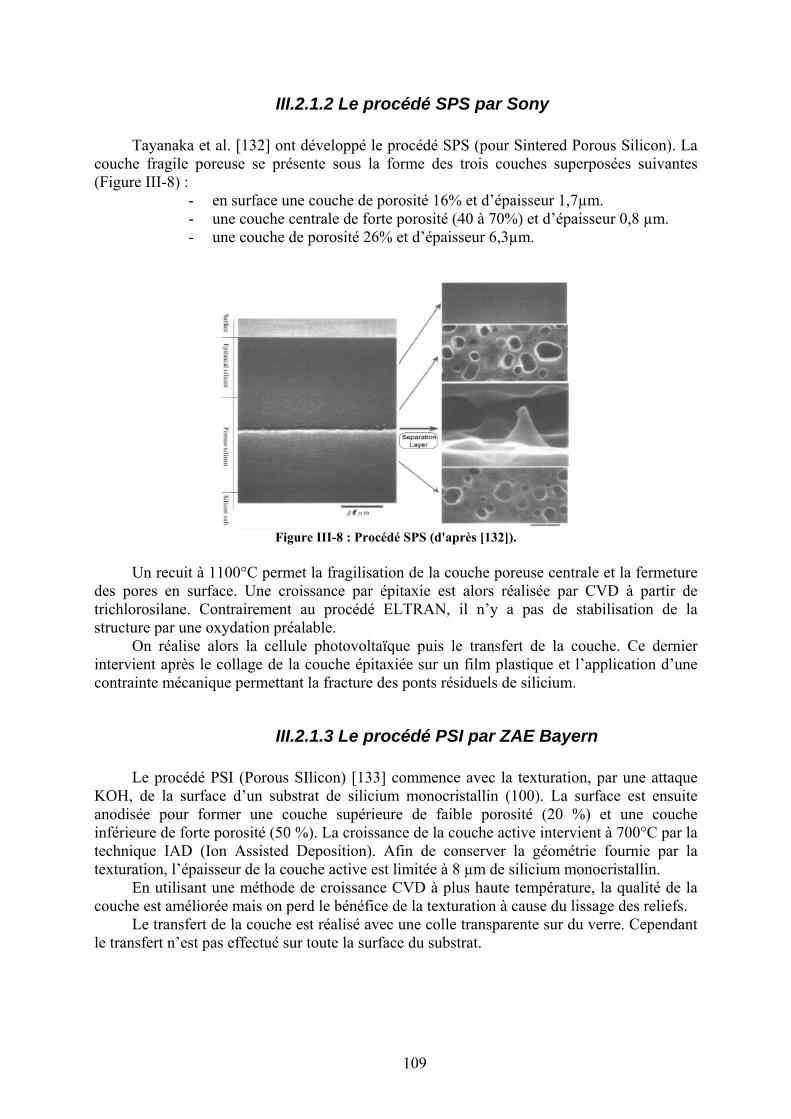
III.2.1.2 Le procédé SPS par Sony Tayanaka et al. [132] ont développé le pr
couche s
- en surface une couche de porosité 16% et d’épaisseur 1,7µm.
rmet la fragilisation de la couche poreuse centrale et la fermeture des pores en surface. Une croissance par épitaxie est alors réalisée par CVD à partir de trichlorosilane. Contrairement au procédé ELTRAN, il n’y a pas de stabilisation de la structure par une oxydation préalable.
On réalise alors la cellule photovoltaïque puis le transfert de la couche. Ce dernier intervient après le collage de la couche épitaxiée sur un film plastique et l’application d’une contrainte mécanique permettant la fracture des ponts résiduels de silicium.
III.2.1.3 Le procédé PSI par ZAE Bayern Le procédé PSI (Porous SIlicon) [133] commence avec la texturation, par une attaque
KOH, de la surface d’un substrat de silicium monocristallin (100). La surface est ensuite anodisée pour former une couche supérieure de faible porosité (20 %) et une couche inférieure de forte porosité (50 %). La croissance de la couche active intervient à 700°C par la
A a texturation, l’épaisseur de la couche active est limi
océdé SPS (pour Sintered Porous Silicon). La fragile poreuse e présente sous la forme des trois couches superposées suivantes
(Figure III-8) :
- une couche centrale de forte porosité (40 à 70%) et d’épaisseur 0,8 µm. - une couche de porosité 26% et d’épaisseur 6,3µm.
Un recuit à 1100°C pe
Figure III-8 : Procédé SPS (d'après [132]).
technique IAD (Ion Assisted Deposition). fin de conserver la géométrie fournie par ltée à 8 µm de silicium monocristallin.
En utilisant une méthode de croissance CVD à plus haute température, la qualité de la couche est améliorée mais on perd le bénéfice de la texturation à cause du lissage des reliefs.
Le transfert de la couche est réalisé avec une colle transparente sur du verre. Cependant le transfert n’est pas effectué sur toute la surface du substrat.
109
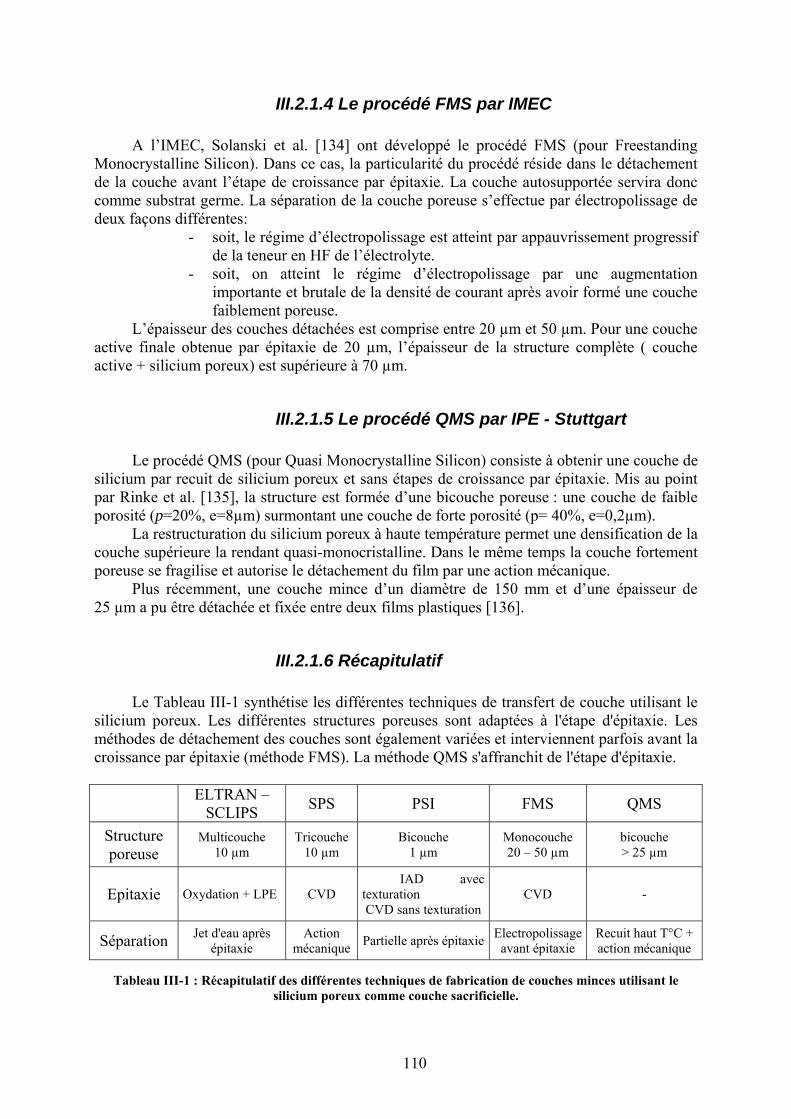
III.2.1.4 Le procédé FMS par IMEC A l’IMEC, Solanski et al. [134] ont développé le procédé FMS (pour Freestanding
Monocrystalline Silicon). Dans ce cas, la particularité du procédé réside dans le détachement de la couche avant l’étape de croissance par épitaxie. La couche autosupportée servira donc comme substrat germe. La séparation de la couche poreuse s’effectue par électropolissage de deux façons différentes:
- soit, le régime d’électropolissage est atteint par appauvrissement progressif de la teneur en HF de l’électrolyte.
- soit, on atteint le régime d’électropolissage par une augmentation importante et brutale de la densité de courant après avoir formé une couche faiblement poreuse.
L’épaisseur des couches détachées est comprise entre 20 µm et 50 µm. Pour une couche active finale obtenue par épitaxie de 20 µm, l’épaisseur de la structure complète ( couche active + silicium poreux) est supérieure à 70 µm.
Le procédé QMS (pour Quasi Monocrystalline Silicon) consiste à obtenir une couche de
silicium par recuit de silicium poreux et sans étapes de croissance par épitaxie. Mis au point par Rinke et al. [135], la structure est formée d’une bicouche poreuse : une couche de faible poros
e même temps la couche fortement poreu
III.2.1.6 Récapitulatif
III.2.1.5 Le procédé QMS par IPE - Stuttgart
ité (p=20%, e=8µm) surmontant une couche de forte porosité (p= 40%, e=0,2µm). La restructuration du silicium poreux à haute température permet une densification de la
couche supérieure la rendant quasi-monocristalline. Dans lse se fragilise et autorise le détachement du film par une action mécanique. Plus récemment, une couche mince d’un diamètre de 150 mm et d’une épaisseur de
25 µm a pu être détachée et fixée entre deux films plastiques [136].
Le Tableau III-1 synthétise les différentes techniques de transfert de couche utilisant le
silicium poreux. Les différentes structures poreuses sont adaptées à l'étape d'épitaxie. Les méthodes de détachement des couches sont également variées et interviennent parfois avant la croissance par épitaxie (méthode FMS). La méthode QMS s'affranchit de l'étape d'épitaxie.
ELTRAN – SCLIPS SPS PSI FMS QMS
Structure Multicouche por
Tricouche Bicouche Monocouche bicouche euse 10 µm 10 µm 1 µm 20 – 50 µm > 25 µm
Epitaxie Oxydation + LPE CVD IAD avec
texturation CVD sans texturation
CVD -
Séparation Jet d'eau après épitaxie
Action mécanique Partielle après épitaxie Electropolissage
avant épitaxie Recuit haut T°C + action mécanique
Tableau III-1 : Récapitulatif des différentes techniques de fabrication de couches minces utilisant le
silicium poreux comme couche sacrificielle.
110
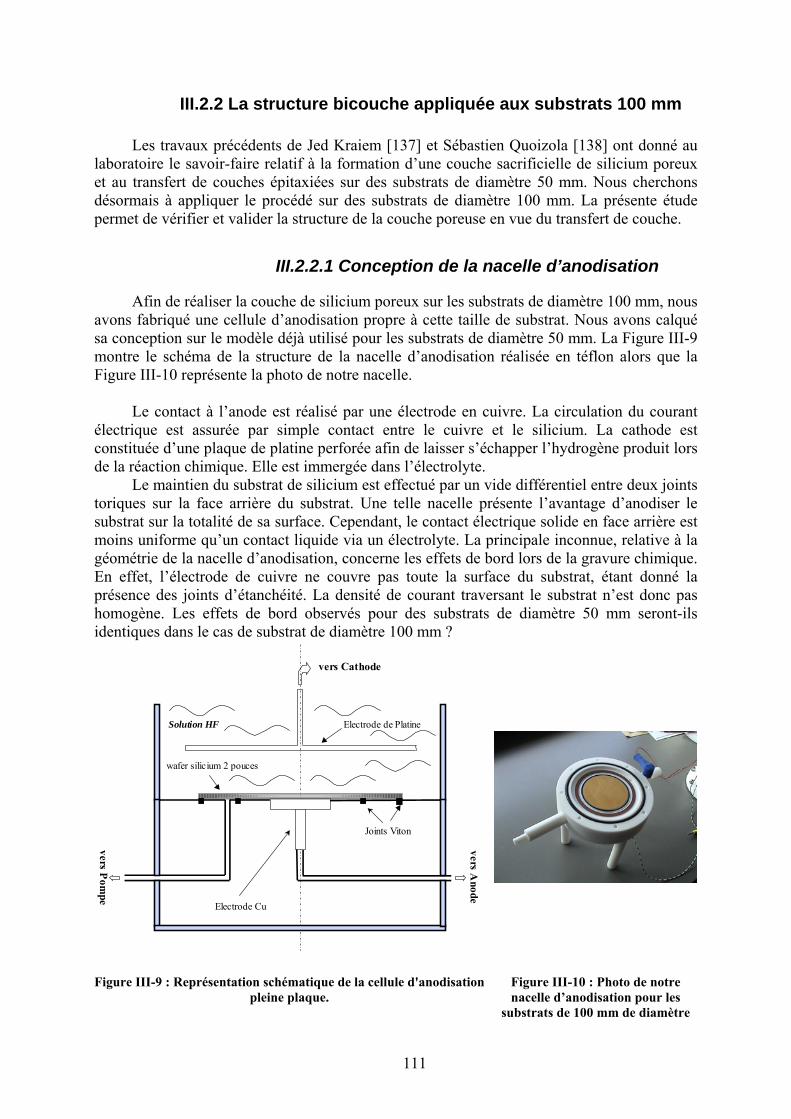
III.2.2 La structure bicouche appliquée aux substrats 100 mm Les travaux précédents de Jed Kraiem [137] et Sébastien Quoizola [138] ont donné au
laboratoire le savoir-faire relatif à la formation d’une couche sacrificielle de silicium poreux et au transfert de couches épitaxiées sur des
n de la nacelle d’anodisation
Afin de réaliser la couche de silicium poreux sur les substrats de diamètre 100 mm, nous avons fabriqué une cellule d’anod strat. Nous avons calqué sa conception sur le modèle déjà utilisé pour les substrats de diamètre 50 mm. La Figure III-9 montr
rode en cuivre. La circulation du courant électrique est assurée par simple contact entre le cuivre et le silicium. La cathode est constituée d’une plaque de platine perforée afin de laisser s’échapper l’hydrogène produit lors de la réaction chimique. Elle est immergée dans l’électrolyte.
Le maintien du substrat de silicium est effectué par un vide différentiel entre deux joints toriques sur la face arrière du substrat. Une telle nacelle présente l’avantage d’anodiser le substrat sur la totalité de sa surface. Cependant, le contact électrique solide en face arrière est moins uni n contact liquide via lyte. La principale inconnue, relative à la géométrie le d’anodisation, con ffets de bord lors d imique.
présence des joints d’étanchéité. La densité de courant traversant le substrat n’est donc pas homogène. Les effets de bord observés pour des substrats de diamètre 50 mm seront-ils identi
substrats de diamètre 50 mm. Nous cherchons désormais à appliquer le procédé sur des substrats de diamètre 100 mm. La présente étude permet de vérifier et valider la structure de la couche poreuse en vue du transfert de couche.
III.2.2.1 Conceptio
isation propre à cette taille de sub
e le schéma de la structure de la nacelle d’anodisation réalisée en téflon alors que la Figure III-10 représente la photo de notre nacelle.
Le contact à l’anode est réalisé par une élect
forme qu’u de la nacel
un électrocerne les e e la gravure ch
En effet, l’électrode de cuivre ne couvre pas toute la surface du substrat, étant donné la
ques dans le cas de substrat de diamètre 100 mm ?
vers Cathode
Electrode de Platine
wafer silicium 2 pouces
vers Anode
vers Pom
pe Electrode Cu
Joints Viton
Solution HF
Figure III-9 : Représentation schématique de la cellule d'anodisation
pleine plaque. Figure III-10 : Photo de notre nacelle d’anodisation pour les
substrats de 100 mm de diamètre
111
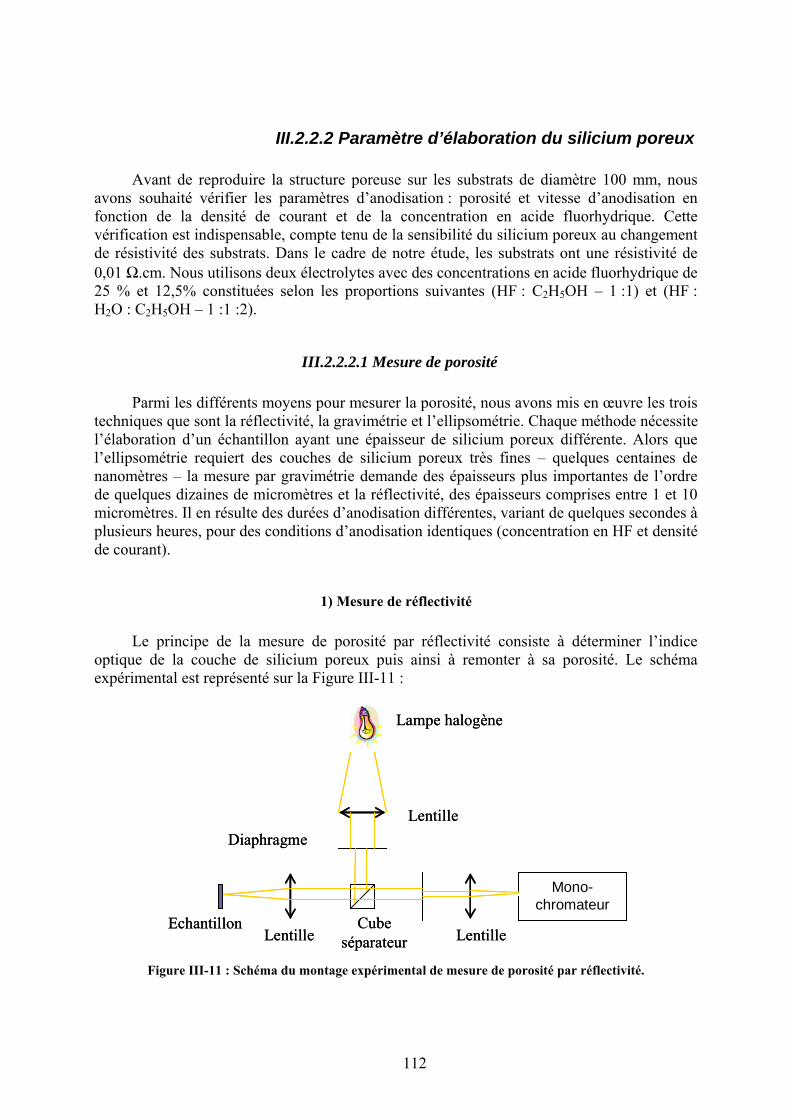
ilité du silicium poreux au changement de résistivité des substrats. Dans le cadre de notre étude, les substrats ont une résistivité de 0,01 Ω.cm. Nous utilisons deux électrolytes avec des concentrations en acide fluorhydrique de 25 % et 12,5% constituées selon les proportions suivantes (HF : C2H5OH – 1 :1) et (HF : H2O : C2H5OH – 1 :1 :2).
III.2.2.2.1 Mesure de porosité Parmi les différents moyens pour mesurer la porosité, nous avons mis en œuvre les trois
techniques que sont la réflectivité, la gravimétrie et l’ellipsométrie. Chaque méthode nécessite l’élaboration d’un échantillon ayant une épaisseur de silicium poreux différente. Alors que l’ellipsométrie requiert des couches de silicium poreux très fines – quelques centaines de nanomètres – la mesure par gravimétrie demande des épaisseurs plus importantes de l’ordre de quelques dizaines de micromètres et la réflectivité, des épaisseurs comprises entre 1 et 10 micromètres. Il en résulte des durées d’anodisation différentes, variant de quelques secondes à plusieurs heures, pour des conditions d’anodisation identiques (concentration en HF et densité de courant).
III.2.2.2 Paramètre d’élaboration du silicium poreux Avant de reproduire la structure poreuse sur les substrats de diamètre 100 mm, nous
avons souhaité vérifier les paramètres d’anodisation : porosité et vitesse d’anodisation en fonction de la densité de courant et de la concentration en acide fluorhydrique. Cette vérification est indispensable, compte tenu de la sensib
1) Mesure de réflectivité Le principe de la mesure de porosité par réflectivité consiste à déterminer l’indice
optique de la couche de silicium poreux puis ainsi à remonter à sa porosité. Le schéma expérimental est représenté sur la Figure III-11 :
Lampe halogèneLampe halogène
Mono-chromateur
Echantillon
Lentille
Lentille LentilleCube
Diaphragme
séparateur
Mono-chromateur
Echantillon
Lentille
Lentille LentilleCube
Diaphragme
séparateur
Figure III-11 : Schéma du montage expérimental de mesure de porosité par réflectivité.
112

La lumière est envoyée par l’intermédiaire d’un jeu de lentilles et d’un cube séparateur sur l’échantillon où elle se trouve réfléchie. Les rayons réfléchis sont analysés par un monochromateur équipé d’un détecteur en arséniure de gallium et d’indium (InGaAs). Le spectre obtenu est illustré sur la Figure III-14. Ce spectre résulte des interférences constructives et destructives entre les rayons réfléchis à l’interface air/silicium poreux et silicium poreux/substrat monocristallin.
Les conditions relatives à l’obtention des maxima d’interférence d’ordre k et k+l sont kken λ=2 et lklken ++= λ)(2 . On en déduit l’indice optique par l’expression :
111
2
−
+⎟⎟⎠
⎞⎜⎜⎝
⎛−=
lkkeln
λλ
e est l’épaisseur, est l’indice de réfraction de la couche, n xλ est la longueur d’onde du maxima d’ordre x , k et sont des entiers.
Les modèles du milieu effectif de Bruggeman ou de Maxwell-Garnett relient la porosité
moyenne à l’indice de réfraction n de la couche. Le modèle de Bruggeman donne :
l
0)21(
)1()2(
)()1( 2
2
22
22
=+−+
+−
−n
nPnn
nnP
Si
Si
où P est la porosité recherchée, nSi est l’indice de réfraction du silicium monocristallin
(nSi = 3,45), et n est l’indice de réfraction du silicium poreux. La Figure III-12 illustre la relation liant porosité et indice optique du silicium suivant les modèles de Bruggeman et de Looyenga, Landau, Lifshitz (LLL).
Comparison Brouggeman-LLL
0,9
1
0,8
0
0,1
0,2
3
0,4
0,5
0,6
0,7
1 3,5
Poro
sity
0,
1,5 2 2,5 3
Refractive index
P (Brouggeman)P (LLL)
d’interférence obt
Figure III-12 : Modèles de détermination de l’indice optique en fonction de la porosité.
La Figure III-13 montre l’image MEB de la couche de silicium poreux permettant de
déterminer son épaisseur, tandis que la Figure III-14 représente le spectre enu pour cette même couche de silicium poreux. La combinaison des deux mesures permet
la détermination de l’indice de réfraction du silicium poreux et sa porosité par l’intermédiaire du modèle de Bruggeman.
113
900 1000 1100 1200 1300 1400 1500 1600
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
Réf
lect
ivité
(%)
Longueur d'onde (nm)
Figure III-13 : Image MEB donnant l’épaisseur de la couche fortement poreuse.
Figure III-14 : Spectre d’interférence de la couche fortement poreuse obtenu par réflectivité.
La Figure III-15 compare les résultats obtenus sur les substrats de diamètre 50 mm à
ceux obtenus pour les substrats de diamètre 100 mm. Dans une solution de HF concentrée à 12,5 %, l’évolution de la porosité avec la densité de courant est respectée. Cependant, on constate des porosités supérieures à celles obtenues sur des substrats de diamètre 50 mm, dans des conditions analogues. Cet écart s’explique par la différence de résistivité entre les
90
100
substrats de diamètre 50 mm (< 0,008 Ω.cm) et 100 mm (0,01 Ω.cm).
0 5 10 15 20 25 30 35 40 450
10
20
30
40
50
60
70
80
Po
50 mm
rosi
té (%
)
Densité de courant (mA/cm2)
100 mm
Electrolyte HF 12,5 %
Figure III-15 : Porosité en fonction de la densité de courant pour une solution d’HF de 12,5 %.
2) Mesure par ellipsométrie spectroscopique L'analyse par ellipsométrie spectrocopique est une technique optique, rapide et non
destructive permettant de déterminer les propriétés diélectriques d'un échantillon en couche mince et plus particulièrement ses indices optiques n et k.
Le principe de la mesure consiste à éclairer, sous incidence oblique, l'échantillon par un faisceau de lumière polarisée. Ce faisceau se réfléchit sur la surface de l'échantillon et la
114
variation de sa polarisation permet de remonter aux caractéristiques optiques et à l’épaisseur de la couche.
Le schéma de principe de l’ellipsomètre est reporté sur la Figure III-16 suivante :
n ellipsomètre Figure III-16 : Schéma de principe d'u
Le modèle de l’ellipsomètre utilisé est un UVISEL (JobinYvon) qui permet d’effectuer des mesures sur une gamm eV (248 nm – 827 nm). L’appareil est constitué d’une lampe à xénon dont la lumière blanche traverse le polariseur avant
ent des points expérimentaux.
DeltaPs expérim nnotre ca , substrat delorsque l’on ajoute une épaisseur d’oxyde ou de suite les trois m
C
.
e d’énergie comprise entre 1.5 eV et 5
d’être réfléchie sur l’échantillon. Le rayon réfléchi passe ensuite par le modulateur et l’analyseur. Un monochromateur sélectionne chaque longueur d’onde avant que le détecteur (photomultiplicateur) transforme l’intensité détectée en un signal électrique qui est traité grâce au contrôleur et à l’ordinateur.
Grâce à l’acquisition de points de mesures sur un spectre de longueur d’ondes,
l’ellipsomètrie spectroscopique permet de déterminer la composition et les propriétés de structures complexes : multicouches, matériaux poreux,… Dans ce cas, il est nécessaire de se référer à un modèle de dispersion optique dans les matériaux analysés afin de trouver une courbe d’ajustem
L tre aitement informatique des mesures ellipsométriques est réalisé à l’aide du logiciel
i2 fourni avec l’appareillage. Afin d’obtenir une courbe d’ajustement des points e taux, il est nécessaire de construire un modèle d’empilement multicouche. Dans s la structure la plus simple consiste en une monocouche de silicium poreux sur un
silicium cristallin. Il s’avère que la courbe d’ajustement est grandement améliorée silicium amorphe. Nous présentons dans la
odèles que nous avons retenus pour notre étude.
oncernant le silicium poreux, et comme nous l’avons évoqué au paragraphe précédent, le modèle de dispersion de Bruggeman convient. Nous avons réalisé des échantillons avec des épaisseurs estimées de l’ordre de 300 nm et 550 nm. Les temps de porosification pour obtenir de telles épaisseurs sont très courts – quelques secondes – il en résulte une incertitude importante sur les épaisseurs de l’ordre de 50 nm
i) Modèles multicouches étudiés La Figure III-17 montre les différentes structures testées pour ajuster les points
expérimentaux.
115
Substrat Si
Si poreux
Substrat Si
Si poreux
Substrat Si
Si poreuxSi poreux
Oxyde SiO2 + Si amorphe
Substrat Si Substrat Si
Gradient de Si poreux
Substrat Si
Gradient de Si poreux
Oxyde SiO2 + Si amorphe
bis
poreux sur un substrat monocristallin. Les résultats semblent plausibles mais les valeurs du facteur χ2, indiquant la qualité d’ajuste es, sont peu satisfaisantes, supérieures à 70 (plus le facteur χ2 est faible, meilleur est l’ajustement).
uel variant linéa rement avec le s s ti val nt couc t la
ii) Résultats
Les résultats sont présentés sur la Figure III-18 et la Figure III-20. Ils ont été obtenus par ajustement des valeurs des épaisseurs de chaque couche et de la porosité. La porosité est modélisée par un mélange de silicium monocristallin et d’air. Dans le cas du modèle 2 bis, le gradient linéaire de porosité conduit à deux valeurs de porosité : l’une dite "modèle 2 bis bas" correspond à la porosité près de l’interface silicium poreux / substrat ; l’autre est la porosité supérieure de la couche, appelée "modèle 2 bis haut".
Modèle 1 Modèle 2 Modèle 2
Figure III-17 : Schéma des différentes structures utilisées pour le traitement des mesures d’ellipsomètrie.
e modèle 1 est le plus simple que l’on puisse imaginer : une couche de siliciumL
ment des courbes simulé
A la suite de nombreux essais et en nous inspirant des travaux de Prabakaran [139],
nous avons rajouté au modèle précédent, deux couches supplémentaires. La première est une couche d’oxyde modélisant l’oxyde natif. Quant à la seconde, il s’agit d’une couche de silicium amorphe. Leurs épaisseurs sont de l’ordre du nanomètre. Cette structure constitue notre modèle 2.
Sachant que le front de porosification s’étend sur une centaine de nanomètres, il nous a
semblé pertinent de considérer un degré de porosité gradl’épaisseur. Les épaisseurs déterminées par ce dernier modètrouvées par les autres modèles. Nous constatons une amélioracalcu
iont en accord avec celle
on du facteur χ2 à l’issue deseurs de porosité, elles so
he et l’autre indiquanls. Désormais, il ne dépasse pas 5. En ce qui concerne les
au nombre de deux : l’une indiquant la porosité du bas de laporosité en haut de la couche. La valeur moyenne entre ces deux porosités est proche de celle trouvée par notre modèle 2. Ce modèle conserve la même structure que le précédent mais la porosité est calculée suivant un gradient linéaire. Nous notons ce modèle 2 bis.
116
15
20
25
30
35
40
45
5 10 15 20 25 300
5
10
50
Por
osité
(%)
modèle 1
Densité de courant (mA/cm2)
modèle 2 Modèle 2 bis bas modèle 2 bis haut
HF 25 %
sité de courant pour trois échan
suppose d’une part, la formation d’une porosité superficielle prenant en compte des pores embryonnaires et d’autre part la formation d’une porosité "transitoire" équivalente à un front étendu de porosification (Figure III-19).
Figure III-18 : Porosité obtenue par ellipsométrie suivant différents modèles de couches.
a Figure III-18 montre la porosité en fonction de la denLtillons et pour chaque modèle étudié. On constate que l’évolution de la porosité avec la
densité de courant est cohérente pour chaque modèle excepté le modèle 1 qui donne une porosité plus faible avec la densité de courant 30 mA.cm-2. D’autre part, les porosités "basse" et "haute" du modèle 2 bis bornent les valeurs obtenues par les autres modèles.
’analyse du modèle 2 bis considérant un gradient linéaire de porosité, L
Porosité dite de régime permanent
Porosité dite de régime transitoire ou front de porosification
Porosité superficielle avec apparition de pores embryonnaires
Porosité dite de régime permanent
Porosité dite de régime transitoire ou front de porosification
Porosité superficielle avec apparition de pores embryonnaires
Figure III-19 : Schéma illustrant l’hypothèse d’une porosité "transitoire" correspondant au front de
propagation des pores. Avec cette hypothèse, la moyenne entre la porosité "haute" et la porosité "basse" donnée
par le modèle 2 bis serait la porosité recherchée. C’est cette valeur moyenne que nous retiendrons par la suite.
La Figure III-20 montre les épaisseurs trouvées pour chaque modèle. On remarque que
les résultats sont en accord quel que soit le modèle considéré. De plus, les épaisseurs correspondent à celles attendues par le choix des paramètres d’élaboration. On notera toutefois que l’incertitude sur l’épaisseur est très grande – à 25 nm près - en comparaison de
117
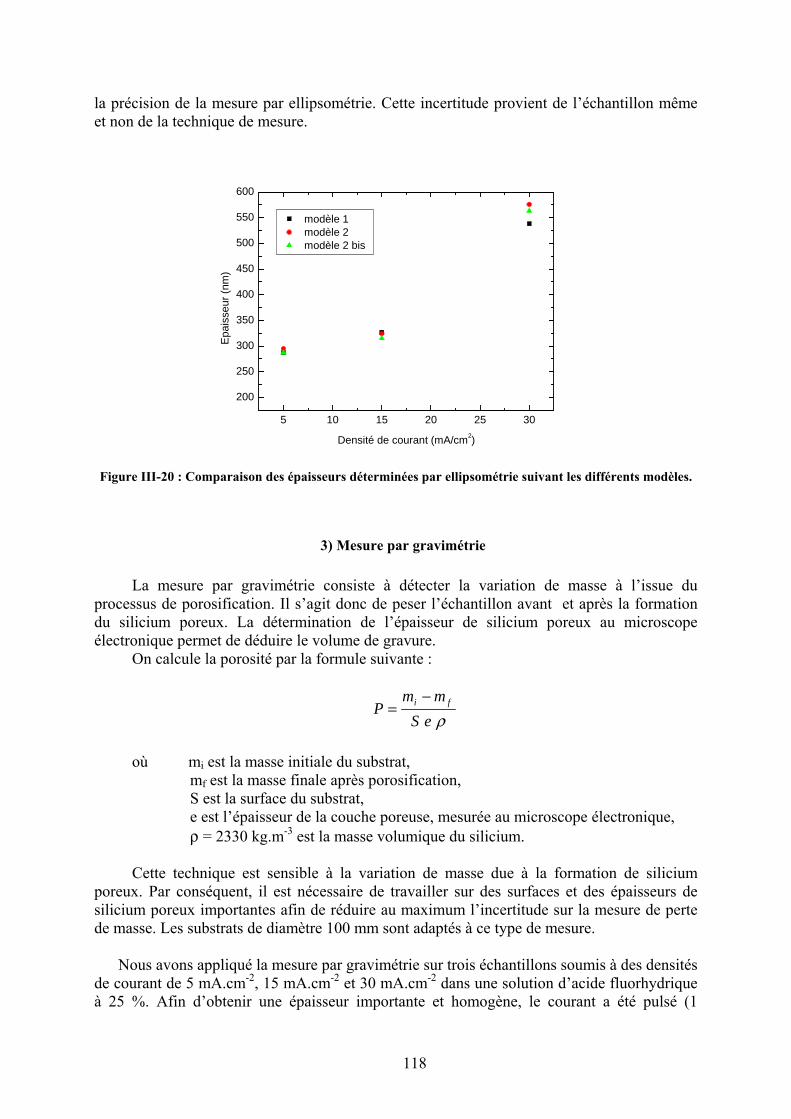
la précision de la mesure par ellipsométrie. Cette incertitude provient de l’échantillon même et non de la technique de mesure.
450
500
550
600
350
400
5 10 15 20 25 30
200
250
300
Epa
i
Densité de courant (mA/cm2)
sseu
r (nm
) modèle 1 modèle 2 modèle 2 bis
Figure III-20 : Comparaison des épaisseurs déterminées par ellipsométrie suivant les différents modèles.
3) Mesure par gravimétrie
détprocessus de porosification. Il s’agit donc de peser l’échantillon avant et après la formation du silicium poreux. La détermination de l’épaisseur de silicium poreux au microscope électronique permet de déduire le volume de gravure.
On calcule la porosité par la formule suivante :
La mesure par gravimétrie consiste à ecter la variation de masse à l’issue du
ρeSmm
P fi −=
où mi est la masse initiale du substrat,
mf est la masse finale après porosification, S est la surface du substrat,
N
e est l’épaisseur de la couche poreuse, mesurée au microscope électronique, ρ = 2330 kg.m-3 est la masse volumique du silicium.
Cette technique est sensible à la variation de masse due à la formation de silicium
poreux. Par conséquent, il est nécessaire de travailler sur des surfaces et des épaisseurs de silicium poreux importantes afin de réduire au maximum l’incertitude sur la mesure de perte de masse. Les substrats de diamètre 100 mm sont adaptés à ce type de mesure.
ous avons appliqué la mesure par gravimétrie sur trois échantillons soumis à des densités
de courant de 5 mA.cm-2, 15 mA.cm-2 et 30 mA.cm-2 dans une solution d’acide fluorhydrique à 25 %. Afin d’obtenir une épaisseur importante et homogène, le courant a été pulsé (1
118
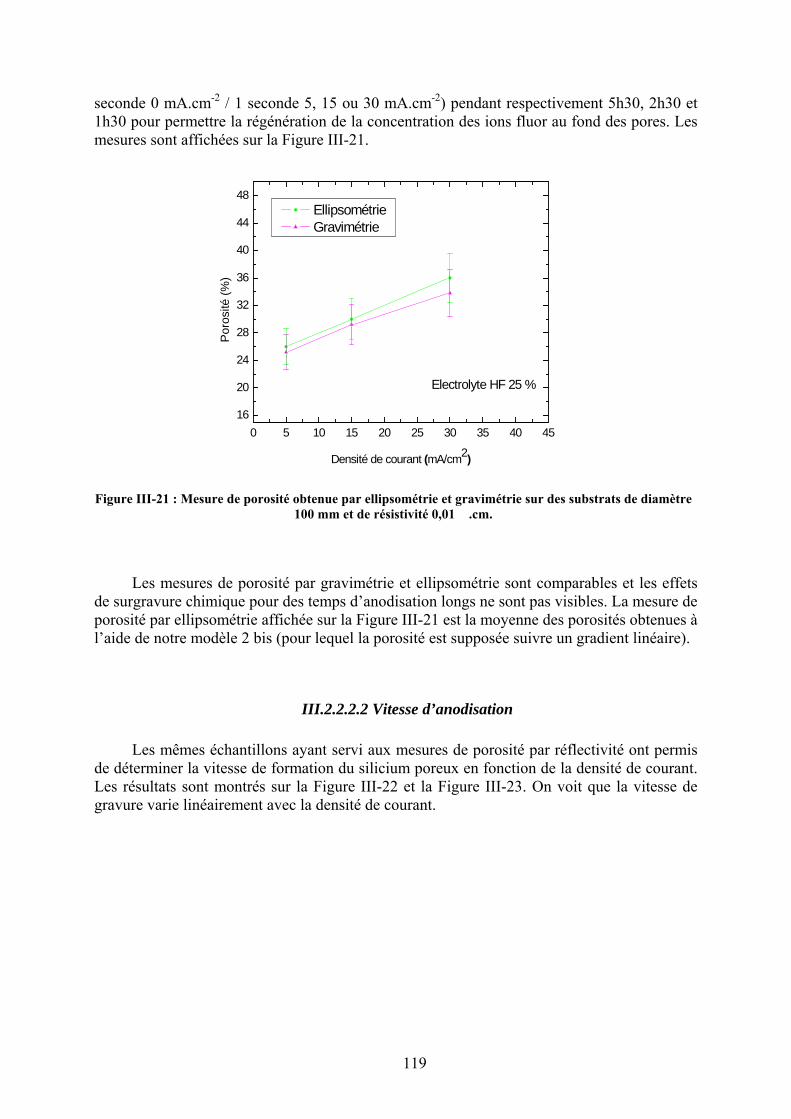
seconde 0 mA.cm-2 / 1 seconde 5, 15 ou 30 mA.cm-2) pendant respectivement 5h30, 2h30 et 1h30 pour permettre la régénération de la concentration des ions fluor au fond des pores. Les mesures sont affichées sur la Figure III-21.
35 40 45
20
0 5 10 15 20 25 3016
48
24
28
32
36
40
44
té (%
)
Densité de courant (mA/cm2)
Ellipsométrie Gravimétrie
Por
osi
Electrolyte HF 25 %
Les mesures de poros
de surgravure chimique pour des te ’anodisation longs ne sont pas visibles. La mesure de porosité par ellipsoml’aide
t. Les rgravure varie linéairem
Figure III-21 : Mesure de porosité obtenue par ellipsométrie et gravimétrie sur des substrats de diamètre
100 mm et de résistivité 0,01 .cm.
ité par gravimétrie et ellipsométrie sont comparables et les effetsmps d
étrie affichée sur la Figure III-21 est la moyenne des porosités obtenues à de notre modèle 2 bis (pour lequel la porosité est supposée suivre un gradient linéaire).
III.2.2.2.2 Vitesse d’anodisation Les mêmes échantillons ayant servi aux mesures de porosité par réflectivité ont permis
de déterminer la vitesse de formation du silicium poreux en fonction de la densité de couranésultats sont montrés sur la Figure III-22 et la Figure III-23. On voit que la vitesse de
ent avec la densité de courant.
119
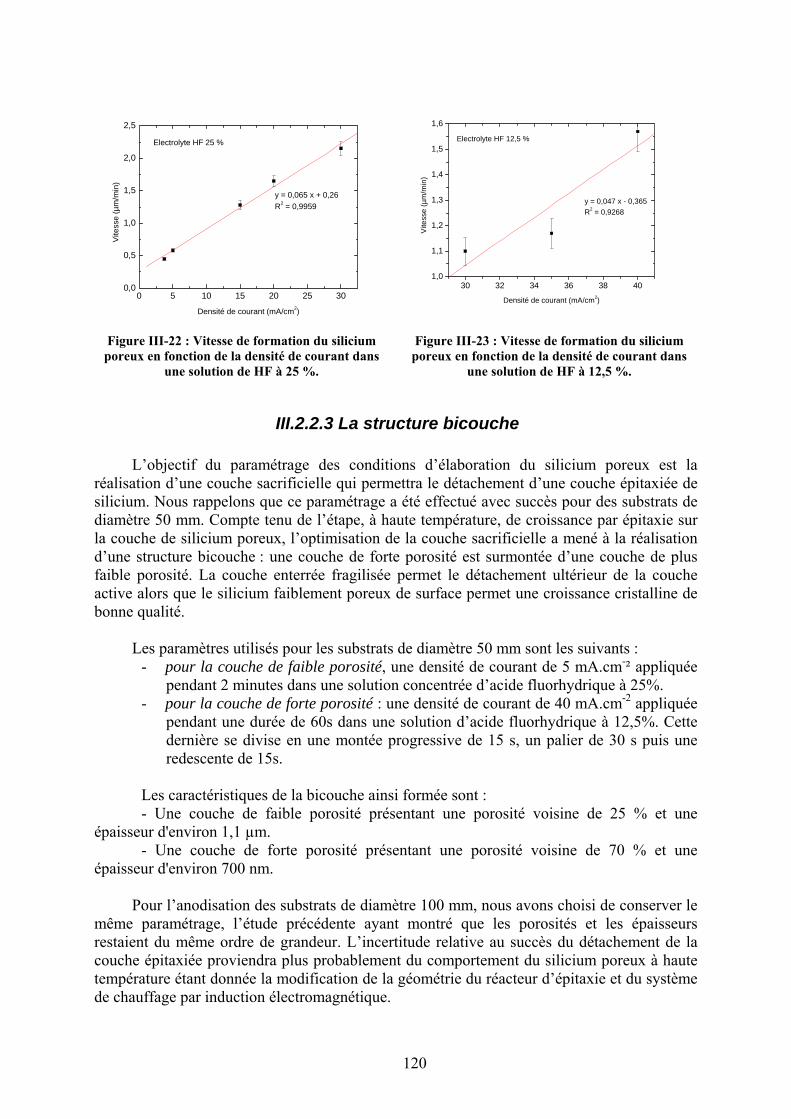
0 5 10 15 20 25 300,0
0,5
1,0
1,5
2,0
2,5
Vite
sse
(µm
/min
)
Densité de cour
y = 0,065 x + 0,26R2 = 0,9959
30 32 34 36 38 401,0
1,1
1,2
1,3
1,4
Electrolyte HF 25 %
1,6
1,5
Vite
sse
(µm
/min
)
2
y = 0,047 x - 0,365R2 = 0,9268
ant (mA/cm2)Densité de courant (mA/cm )
Electrolyte HF 12,5 %
Figure III-22 : Vitesse de formation du silicium poreux en fonction de la densité de courant dans
une solution de HF à 25 %.
Figure III-23 : Vitesse de formation du silicium poreux en fonction de la densité de courant dans
une solution de HF à 12,5 %.
III.2.2.3 La structure bicouche L’objectif du paramétrage des conditions d’élaboration du silicium poreux est la
réalisation d’une couche sacrificielle qui permettra le détachement d’une couche épitaxiée de silicium. Nous rappelons que ce paramétrage a été effectué avec succès pour des substrats de diamètre 50 mm. Compte tenu de l’étape, à haute température, de croissance par épitaxie sur la couche de silicium poreux, l’optimisation de la couche sacrificielle a mené à la réalisation d’un lus fa he active alors que le silicium faibonne qualité.
iamètre 50 mm sont les suivants :
s une solution concentrée d’acide fluorhydrique à 25%.
d’acide fluorhydrique à 12,5%. Cette
viron 700 nm.
dification de la géométrie du réacteur d’épitaxie et du système de chauffage par induction électromagnétique.
e structure bicouche : une couche de forte porosité est surmontée d’une couche de pible porosité. La couche enterrée fragilisée permet le détachement ultérieur de la couc
blement poreux de surface permet une croissance cristalline de
Les paramètres utilisés pour les substrats de d
- pour la couche de faible porosité, une densité de courant de 5 mA.cm-² appliquée pendant 2 minutes dan
- pour la couche de forte porosité : une densité de courant de 40 mA.cm-2 appliquée pendant une durée de 60s dans une solutiondernière se divise en une montée progressive de 15 s, un palier de 30 s puis une redescente de 15s.
Les caractéristiques de la bicouche ainsi formée sont : - Une couche de faible porosité présentant une porosité voisine de 25 % et une
épaisseur d'environ 1,1 µm. - Une couche de forte porosité présentant une porosité voisine de 70 % et une
épaisseur d'en Pour l’anodisation des substrats de diamètre 100 mm, nous avons choisi de conserver le
même paramétrage, l’étude précédente ayant montré que les porosités et les épaisseurs restaient du même ordre de grandeur. L’incertitude relative au succès du détachement de la couche épitaxiée proviendra plus probablement du comportement du silicium poreux à haute température étant donnée la mo
120
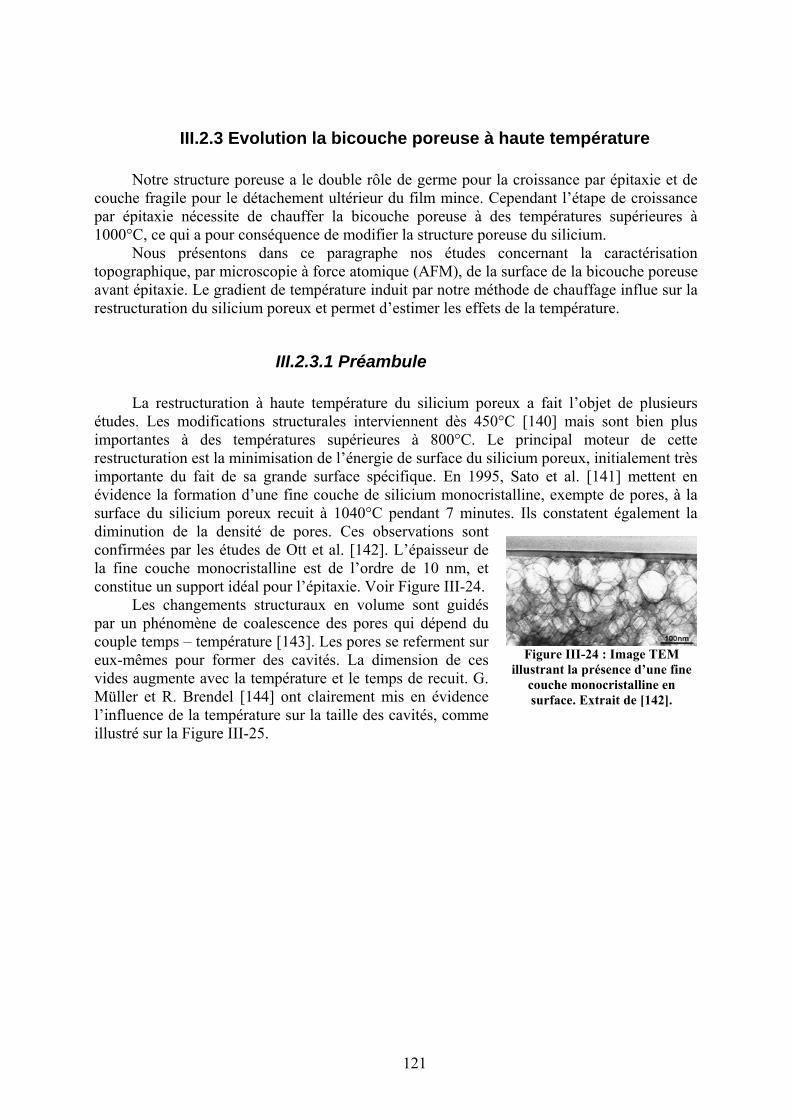
III.2.3 Evolution la bicouche poreuse à haute température Notre structure poreuse a le double rôle de germe pour la croissance par épitaxie et de
couche fragile pour le détachement ultérieur du film mince. Cependant l’étape de croissance par épitaxie nécessite de chauffer la bicouche poreuse à des températures supérieures à 1000°C, ce qui a pour conséquence de modifier la structure poreuse du silicium.
Nous présentons dans ce paragraphe nos études concernant la caractérisation topographique, par microscopie à force atomique (AFM), de la surface de la bicouche poreuse avant épitaxie. Le gradient de température induit par notre méthode de chauffage influe sur la restructuration du silicium poreux et permet d’estimer les effets de la température.
bul La restructuration à haute température du silicium rs
études. Les modifications structurales interviennent dès 450°C [140] mimportantes à des températures supérieures à 800°C. Le principal moteur de cette restru
ents structuraux en volume sont guidés par un phénomène de coalescence des pores qui dépend du couple temps – température [143]. Les pores se referment sur eux-mêmes pour former des cavités. La dimension de ces vides augmente avec la température et le temps de recuit. G. Müller et R. Brendel [144] ont clairement mis en évidence l’influence de la température sur la taille des cavités, comme illustré sur la Figure III-25.
III.2.3.1 Préam e
poreux a fait l’objet de plusieuais sont bien plus
cturation est la minimisation de l’énergie de surface du silicium poreux, initialement très importante du fait de sa grande surface spécifique. En 1995, Sato et al. [141] mettent en évidence la formation d’une fine couche de silicium monocristalline, exempte de pores, à la surface du silicium poreux recuit à 1040°C pendant 7 minutes. Ils constatent également la diminution de la densité de pores. Ces observations sont confirmées par les études de Ott et al. [142]. L’épaisseur de la fine couche monocristalline est de l’ordre de 10 nm, et constitue un support idéal pour l’épitaxie. Voir Figure III-24.
es changem
Figure III-24 : Image TEM illustrant la présence d’une fine
couche monocristalline en surface. Extrait de [142].
L
121
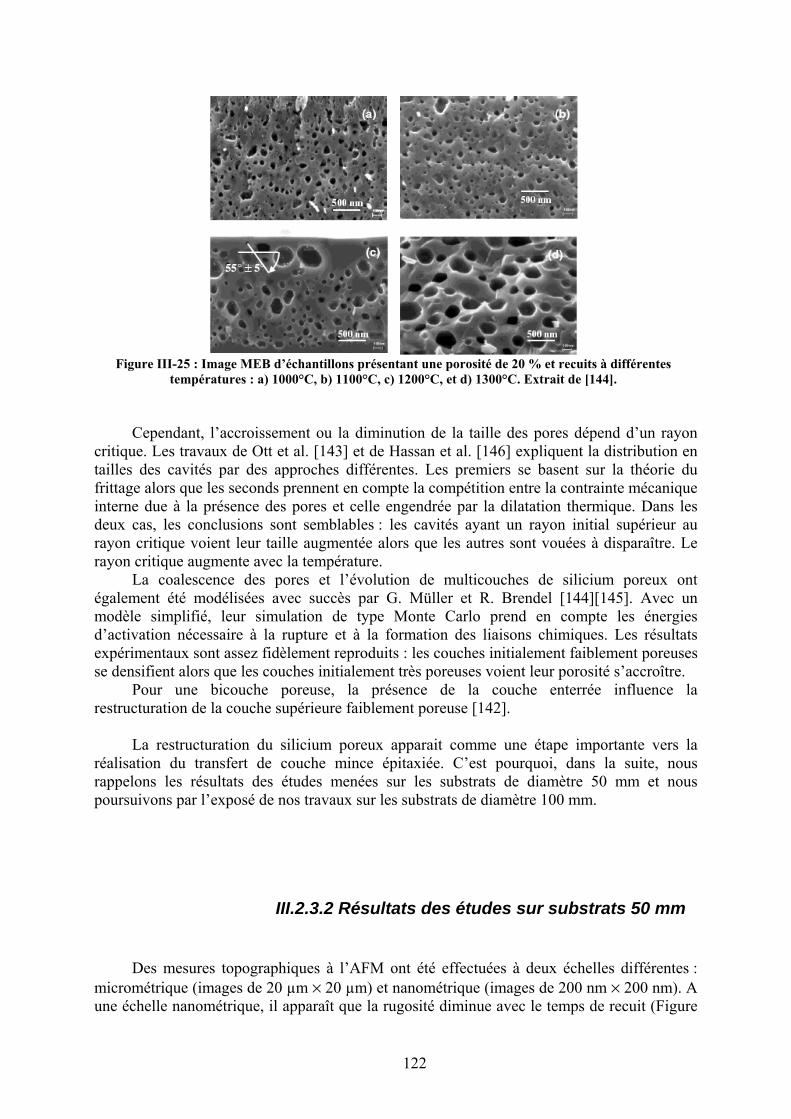
Figure III-25 : Image MEB d’échantillons présentant une porosité de 20 % et recuits à différentes
températures : a) 1000°C, b) 1100°C, c) 1200°C, et d) 1300°C. Extrait de [144]. Cependant, l’accroissement ou la diminution de la taille des pores dépend d’un rayon
critique. Les travaux de Ott et al. [143] et de Hassan et al. [146] expliquent la distribution en tailles des cavités par des approches différentes. Les premiers se basent sur la théorie du frittage alors que les seconds prennent en compte la compétition entre la contrainte mécanique interne due à la présence des pores et celle engendrée par la dilatation thermique. Dans les deux cas, les conclusions sont semblables : les cavités ayant un rayon initial supérieur au rayon critique voient leur taille augmentée alors que les autres sont vouées à disparaître. Le rayon critique augmente avec la température.
La coalescence des pores et l’évolution de multicouches de silicium poreux ont également été modélisées avec succès par G. Müller et R. Brendel [144][145]. Avec un modèle simplifié, leur simulation de type Monte Carlo prend en compte les énergies d’activation nécessaire à la rupture et à la formation des liaisons chimiques. Les résultats expérimentaux sont assez fidèlement reproduits : les couches initialement faiblement poreuses se densifient alors que les couches initialement très poreuses voient leur porosité s’accroître.
Pour une bicouche poreuse, la présence de la couche enterrée influence la restructuration de la couche supérieure faiblement poreuse [142].
La restructuration du silicium poreux apparait comme une étape importante vers la
réalisation du transfert de couche mince épitaxiée. C’est pourquoi, dans la suite, nous rappelons les résultats des études menées sur les substrats de diamètre 50 mm et nous poursuivons par l’exposé de nos travaux sur les substrats de diamètre 100 mm.
III.2.3.2 Résultats des études sur substrats 50 mm Des mesures topographiques à l’AFM ont été effectuées à deux échelles différentes :
micrométrique (images de 20 µm × 20 µm) et nanométrique (images de 200 nm × 200 nm). A une échelle nanométrique, il apparaît que la rugosité diminue avec le temps de recuit (Figure
122
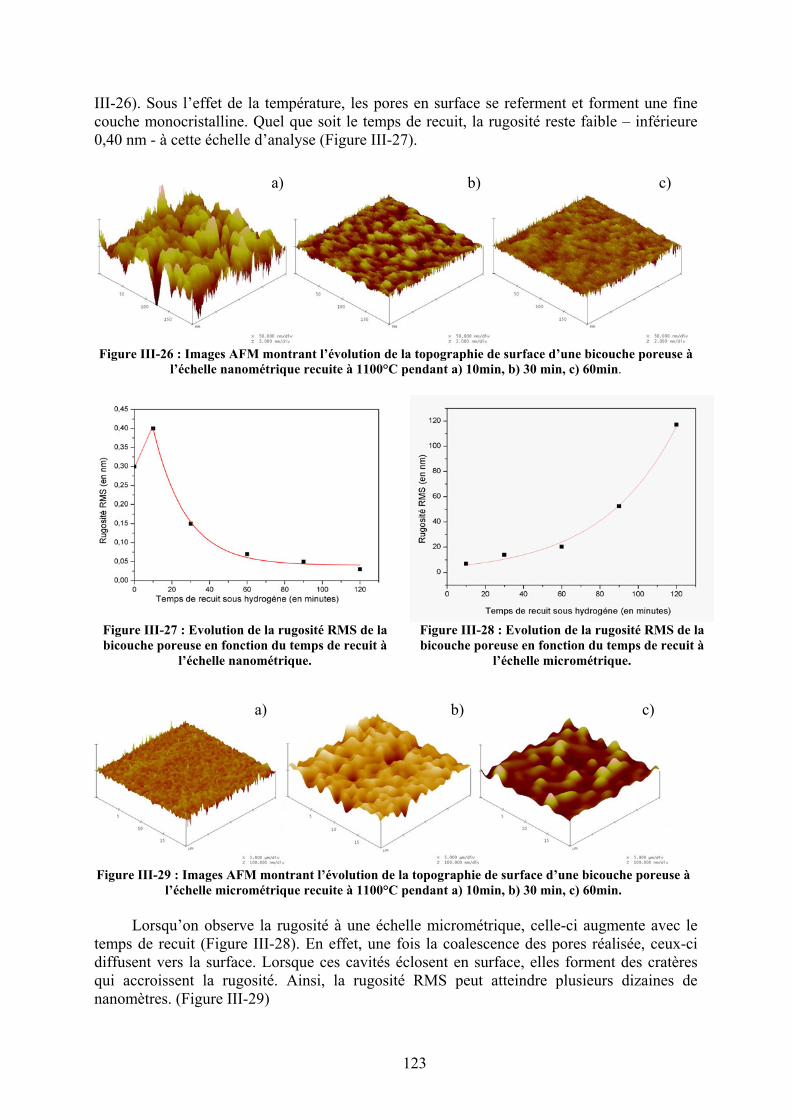
123
III-26). Sous l’effet de la temp en surface se referment et formcouche monocristalline. Quel que soit le temps de recuit, la rugosité reste faible – inférieure 0,40 nm - à cette échelle d’analyse (Figure III-27).
Figure III-27 : Evolution de la rugosité RMS de la bicouche poreuse en fonction du temps de recuit à
l’échelle nanométrique.
Figure III-28 : Evolution de la rugosité RMS de la bicouche poreuse en fonction du temps de recuit à
l’échelle micrométrique.
Figure III-29 : Images AFM montrant l’évolution de la
Lorsqu’on observe la rugosité à une échelle
temps de recuit (Figure III-28). En effet, une fois la coalescence des pores réalisée, ceux-ci diffusent vers la surface. Lorsque ces cavités éclosent en surface, elles formqui accroissent la rugosité. Ainsi, la rugosité RMS peut atteindre plusieurs dizaines de nanomètres. (Figure III-29)
topographie de surface d’une bicouche poreuse à l’échelle micrométrique recuite à 1100°C pendant a) 10min, b) 30 min, c) 60min.
micrométrique, celle-ci augm
Figure III-26 : Images AFM montrant l’évolution de la topographie de surface d’une bicouche poreuse à
l’échelle nanométrique recuite à 1100°C pendant a) 10min, b) 30 min, c) 60min
érature, les pores ent une fine
ente avec le
ent des cratères
.
a) b) c)
a) b) c)
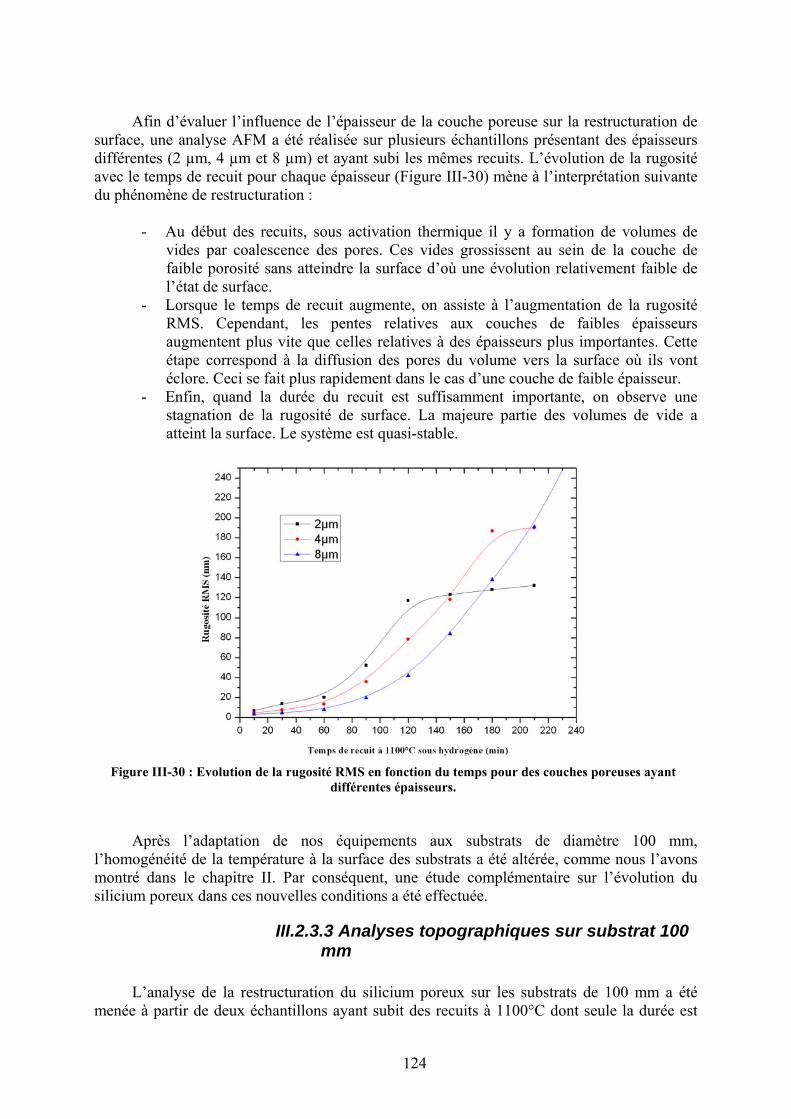
Afin d’évaluer l’influence de l’épaisseur de la couche poreuse sur la restructuration de
surface, une analyse AFM a été réalisée sur plusieurs échantillons présentant des épaisseurs différentes (2 µm, 4 µm et 8 µm) et ayant subi les mêmes recuits. L’évolution de la rugosité avec le temps de recuit pour chaque épaisseur (Figure III-30) mène à l’interprétation suivante du phénomène de restructuration :
- Au début des recuits, sous activation thermique il y a formation de volumes de
vides par coalescence des pores. Ces vides grossissent au sein de la couche de faible porosité sans atteindre la surface d’où une évolution relativement faible de l’état de surface.
- Lorsque le temps de recuit augmente, on assiste à l’augmentation de la rugosité
entent plus vite que celles relatives à des épaisseurs plus im correspo des por s la sure. Ceci se ent dans he de fai, quand l uit est su ortante, o
stagnation de la rugosité de surface. La majeure partie des volumes de vide a atteint la surface. Le système est quasi-stable.
RMS. Cependant, les pentes relatives aux couches de faibles épaisseurs augm p
face où ils vont ortantes. Cette
étape nd à la diffusion es du volume veréclor fait plus rapidem
a durée du recle cas d’une co cuffisamment imp
ble épaisseur. - Enfin n observe une
Figure III-30 : Evolution de la rugosité RMS en fonction du temps pour des couches poreuses ayant
différentes épaisseurs.
raphiques sur substrat 100 mm
L’analyse de la restructuration du silicium poreux sur les substrats de 100 mm a été
menée à partir de deux échantillons ayant subit des recuits à 1100°C dont seule la durée est
Après l’adaptation de nos équipements aux substrats de diamètre 100 mm, l’homogénéité de la température à la surface des substrats a été altérée, comme nous l’avons montré dans le chapitre II. Par conséquent, une étude complémentaire sur l’évolution du silicium poreux dans ces nouvelles conditions a été effectuée.
III.2.3.3 Analyses topog
124
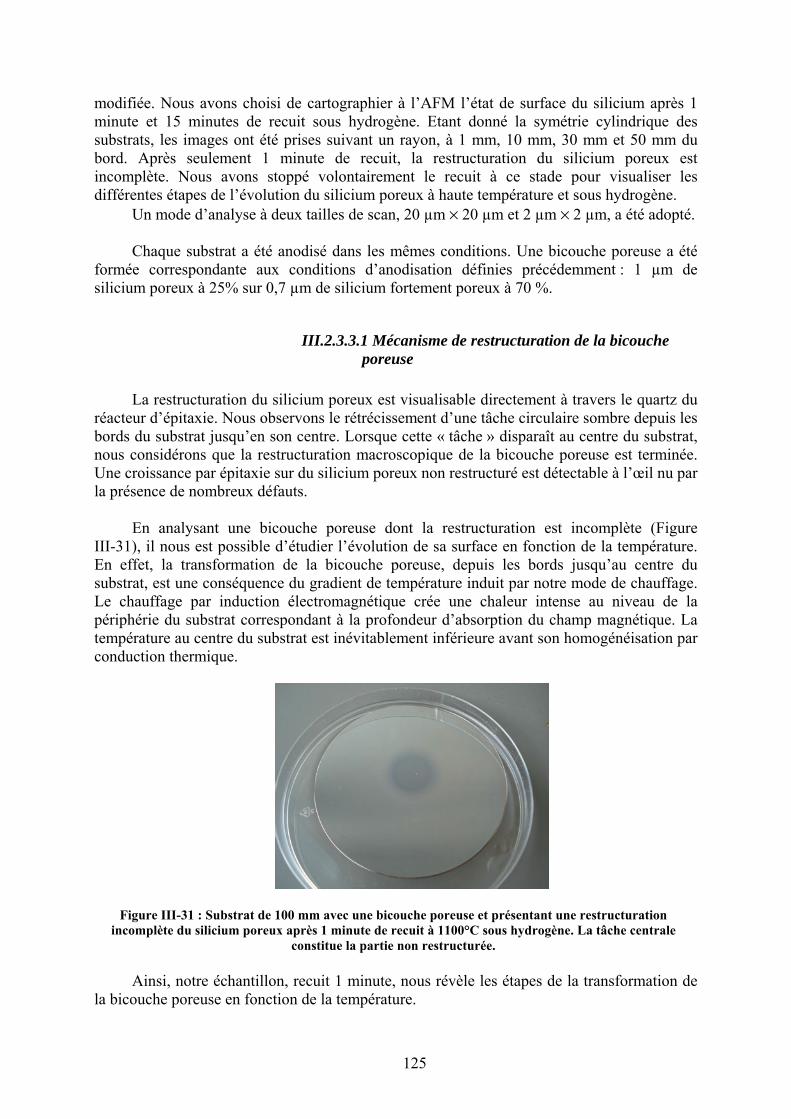
modifiée. Nous avons choisi de cartographier à l’AFM l’état de surface du silicium après 1 minute et 15 minutes de recuit sous hydrogène. Etant donné la symétrie cylindrique des substrats, les images ont été prises suivant un rayon, à 1 mm, 10 mm, 30 mm et 50 mm du bord. Après seulement 1 minute de recuit, la restructuration du silicium poreux est incomplète. Nous avons stoppé volontairement le recuit à ce stade pour visualiser les différentes étapes de l’évolution du silicium poreux à haute température et sous hydrogène.
Un mode d’analyse à deux tailles de scan, 20 µm × 20 µm et 2 µm × 2 µm, a été adopté. Chaque substrat a été anodisé dans les mêmes conditions. Une bicouche poreuse a été
formée correspondante aux conditions d’anodisation définies précédemment : 1 µm de à 25% su m fortem .
Mécanism ation de laporeuse
La restructuration du silicium poreux est visualisable directement à travers le quartz du
réacteur d’épitaxie. Nous observons le rétrécissement d’une tâche circulaire sombre depuis les bords du substrat jusqu’en son centre. Lorsque cette « tâche disparaît au centre du substrat, nous considérons que la restructuration macroscopique de la bicouche poreuse est terminée. Une croissance par épitaxie sur du silicium poreux non restructuré est détectable à l’œil nu par la présence de nombreux défauts.
III-31 ure. En effet, la transform
silicium poreux r 0,7 µm de siliciu ent poreux à 70 %
III.2.3.3.1 e de restructur bicouche
»
En analysant une bicouche poreuse dont la restructuration est incomplète (Figure , il nous est possible d’étudier l’évolution de sa surface en fonction de la températ)
ation de la bicouche poreuse, depuis les bords jusqu’au centre du substrat, est une conséquence du gradient de température induit par notre mode de chauffage. Le chauffage par induction électromagnétique crée une chaleur intense au niveau de la périphérie du substrat correspondant à la profondeur d’absorption du champ magnétique. La température au centre du substrat est inévitablement inférieure avant son homogénéisation par conduction thermique.
Figure III-31 : Substrat de 100 mm avec une bicouche poreuse et présentant une restructuration plète du silicium poreux après 1 minute de recuit à 1100°C sous hydrogène. La tâche centrale incom
constitue la partie non restructurée.
oreuse en fonction de la température.
Ainsi, notre échantillon, recuit 1 minute, nous révèle les étapes de la transformation de
la bicouche p
125
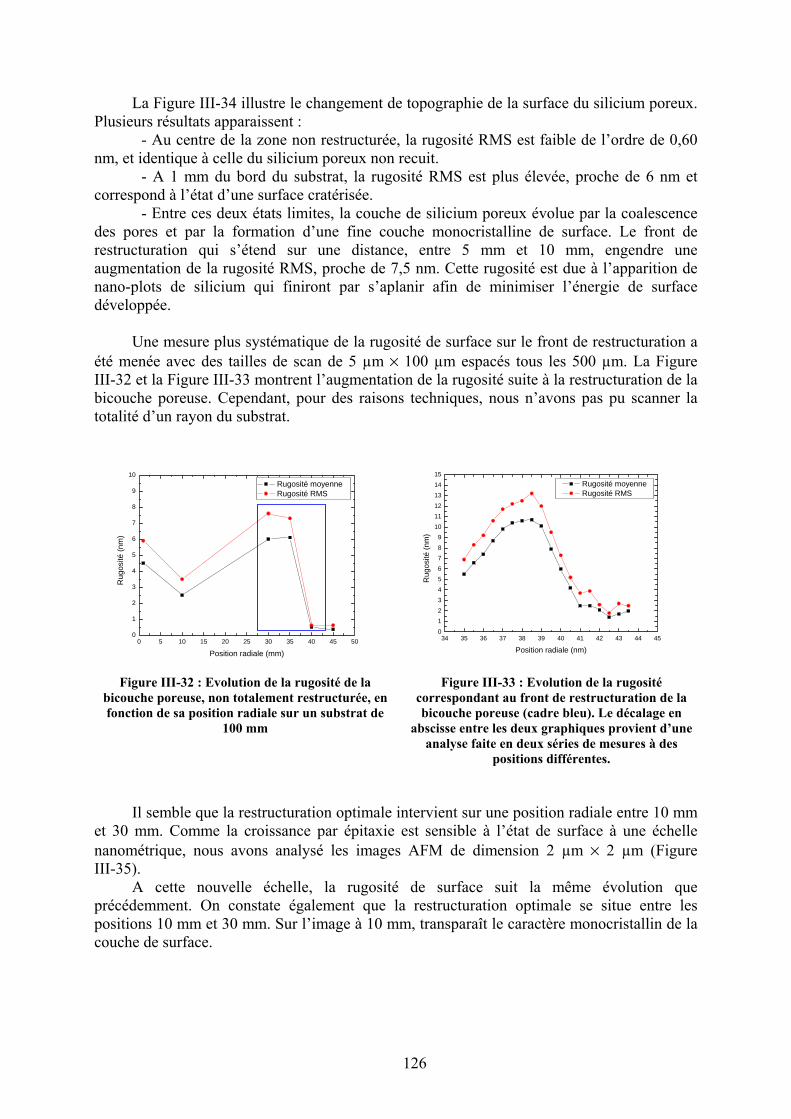
La Figure III-34 illustre le changement de topographie de la surface du silicium poreux. Plusie
entre 5 mm et 10 mm, engendre une augm tation de la rugosité RMS, proche de 7,5 nm. Cette rugosité est due à l’apparition de
ano-plots de silicium qui finiront par s’aplanir afin de minimiser l’énergie de surface éveloppée.
ne mesure plus systématique de la rugosité de surface sur le front de restructuration a
été menée avec des tailles de scan de 5 µm × 100 µm espacés tous les 500 µm. La Figure III-32 e la rugosité suite à la restructuration de la bicouche poreuse. Cependant, pour des raisons techniques, nous n’avons pas pu scanner la totalit
rugosité de surface suit la même évolution que précédem
urs résultats apparaissent : - Au centre de la zone non restructurée, la rugosité RMS est faible de l’ordre de 0,60
nm, et identique à celle du silicium poreux non recuit. - A 1 mm du bord du substrat, la rugosité RMS est plus élevée, proche de 6 nm et
correspond à l’état d’une surface cratérisée. - Entre ces deux états limites, la couche de silicium poreux évolue par la coalescence
des pores et par la formation d’une fine couche monocristalline de surface. Le front de restructuration qui s’étend sur une distance,
ennd
U
et la Figure III-33 montrent l’augmentation d
é d’un rayon du substrat.
9
10
12131415
Il semble que la restructuration optimale intervient sur une position radiale entre 10 mm
et 30 mm. Comme la croissance par épitaxie est sensible à l’état de surface à une échelle nanométrique, nous avons analysé les images AFM de dimension 2 µm × 2 µm (Figure III-35).
A cette nouvelle échelle, la ment. On constate également que la restructuration optimale se situe entre les
positions 10 mm et 30 mm. Sur l’image à 10 mm, transparaît le caractère monocristallin de la couche de surface.
0 5 10 15 20 25 30 35 40 45 500
1
2
3
4
5
6
7
8
Rug
osité
(nm
)
Position radiale (mm)
Rugosité moyenne Rugosité RMS
34 35 36 37 38 39 40 41 42 43 44 450123456789
1011
ugos
it
Rugosité moyenne
é (n
m)
R
Position radiale (nm)
Rugosité RMS
bicou
Figure III-32 : Evolution de la rugosité de la Figure III-33 : Evolution de la rugosité
che poreuse, non totalement restructurée, en fonction de sa position radiale sur un substrat de
100 mm
correspondant au front de restructuration de la bicouche poreuse (cadre bleu). Le décalage en
abscisse entre les deux graphiques provient d’une analyse faite en deux séries de mesures à des
positions différentes.
126
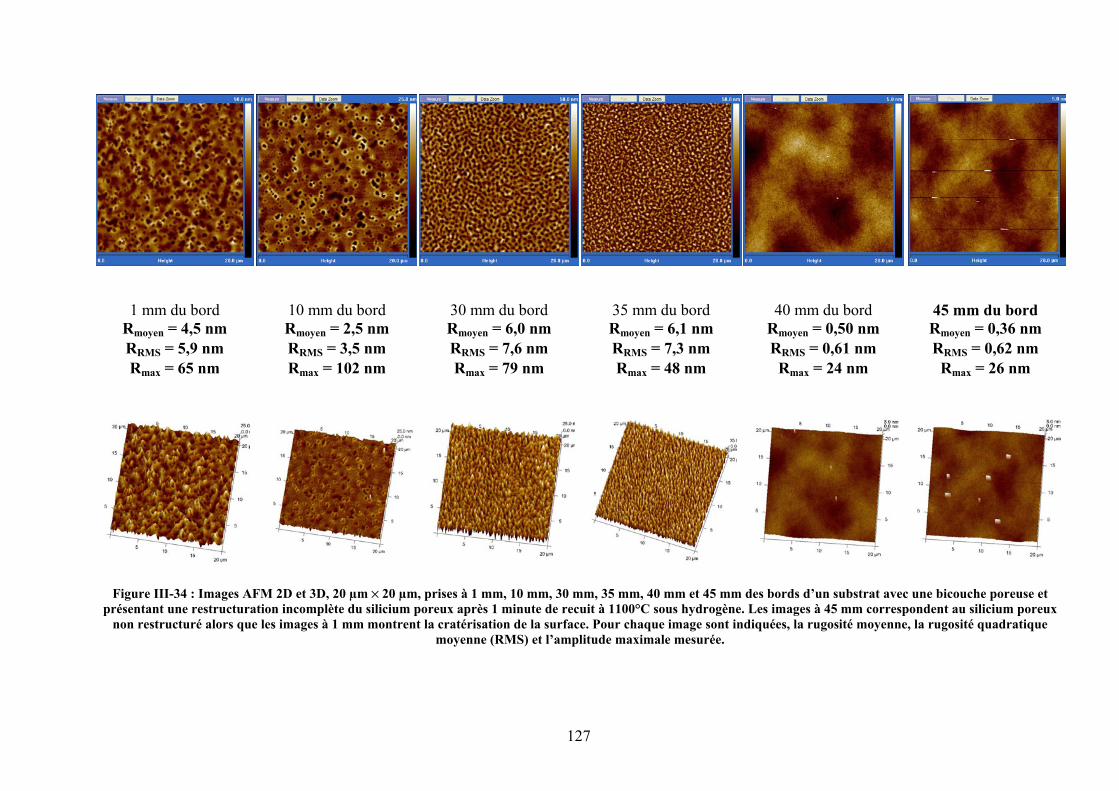
127
Figure III-34 : Images AFM 2D et 3D, 20 µm ×
présentant ucturation incomplète du silicium poreu ecuit à 1100°C r e. Le ages à 4 cium poreux non restr ors que les images à 1 mm montrent la cr ace. Pour chaq s ndiq , la rugo uadratique
m plitude maxim r
20 µm, prises à 1 mm, 10 mm, 30 mm, 35 mm, 40 mm et 45 mm des bords d’un substrat avec une bicouche poreuse et ogènont iée.
1 mm Rmoyen m RRMSRmax
10 mm du bord Rmoyen = 2,5 nm RRMS = 3,5 nm Rmax = 102 nm
35 mm dRmoyen mRRMSRmax
0 mm doyen = 0
RMS = 0,max = 2
u d 0, m 0, m 2
bor36 n62 n6 nm
45 mm dRmoyen = RRMS =
Rmax =
5 mm correspsité moyenne,
ondent au sili la rugosité q
u bord ,50 nm 61 nm 4 nm
4RmR
R
s imuées
du bor= 6,1 n
= 7,3 nm = 48 nm
sous hydue imageale mesu
x après 1 minute de ratérisation de la surfoyenne (RMS) et l’am
30 mm du bord Rmoyen = 6,0 nm RRMS = 7,6 nm Rmax = 79 nm
du bord = 4,5 n = 5,9 nm = 65 nm
une restructuré al
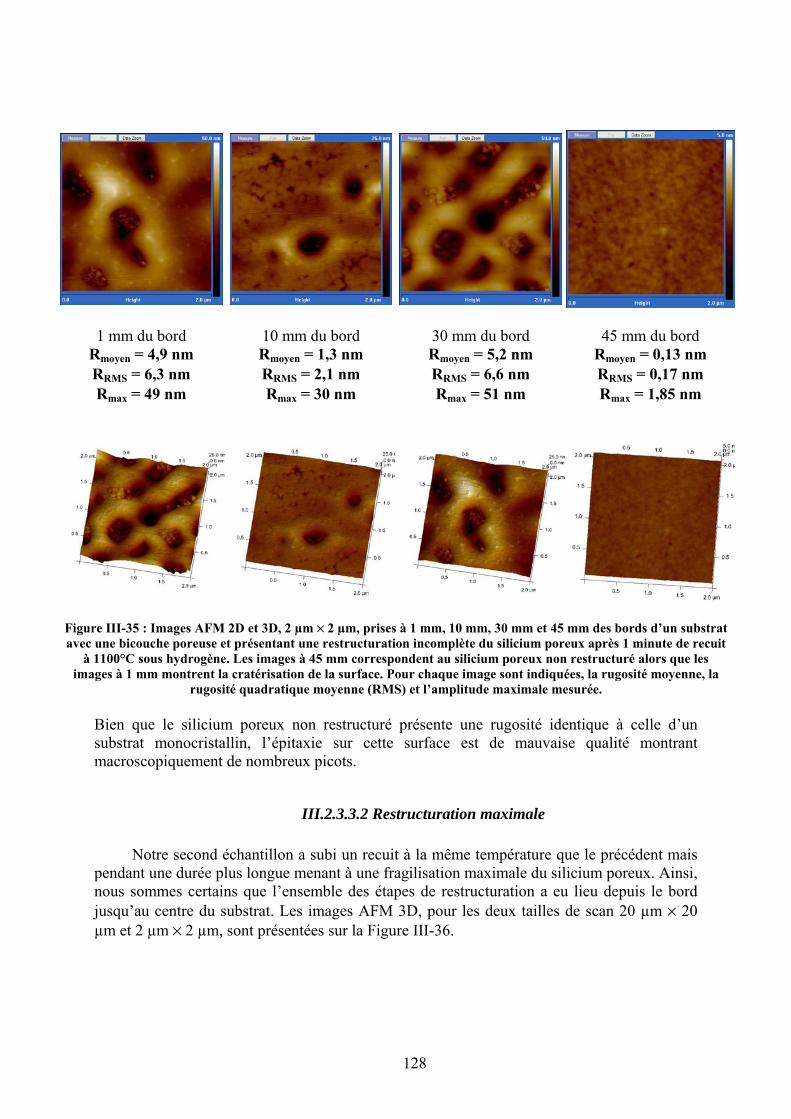
1 mm u bord Rmoyen = 4,9 nm RRMS = 6,3 nm Rmax = 49 nm
10 mm du bord Rm = 1,3 nm RRmax = 30 nm
30 mm du bord R = 5,2 nm
Rmax = 51 nm
45 mm du bord Rmoyen = 0,13 nm RRMS = 0,17 nm Rmax = 1,85 nm
doyen
RMS = 2,1 nm moyen
RRMS = 6,6 nm
Figu trat avec cuit
à ima la
Bien que le silicium poreux non restructuré présente une rugosité identique à celle d’un substrat monocristallin, l’épitaxie sur cette surface est de mauvaise qu ntrant macroscopiquement de nom
III.2.3.3.2 Restructuration maximale
pendant une durée plus lo silicium poreux. Ainsi, nous sommes certains que l’ensemble des étapes de restructuration a eu lieu depuis le bord jusqu
re III-35 : Images AFM 2D et 3D, 2 µm × 2 µm, prises à 1 mm, 10 mm, 30 mm et 45 mm des bords d’un subsune bicouche poreuse et présentant une restructuration incomplète du silicium poreux après 1 minute de re
1100°C sous hydrogène. Les images à 45 mm correspondent au silicium poreux non restructuré alors que lesges à 1 mm montrent la cratérisation de la surface. Pour chaque image sont indiquées, la rugosité moyenne,
rugosité quadratique moyenne (RMS) et l’amplitude maximale mesurée.
alité mobreux picots.
Notre second échantillon a subi un recuit à la même température que le précédent mais ngue menant à une fragilisation maximale du
’au centre du substrat. Les images AFM 3D, pour les deux tailles de scan 20 µm × 20 µm et 2 µm × 2 µm, sont présentées sur la Figure III-36.
128
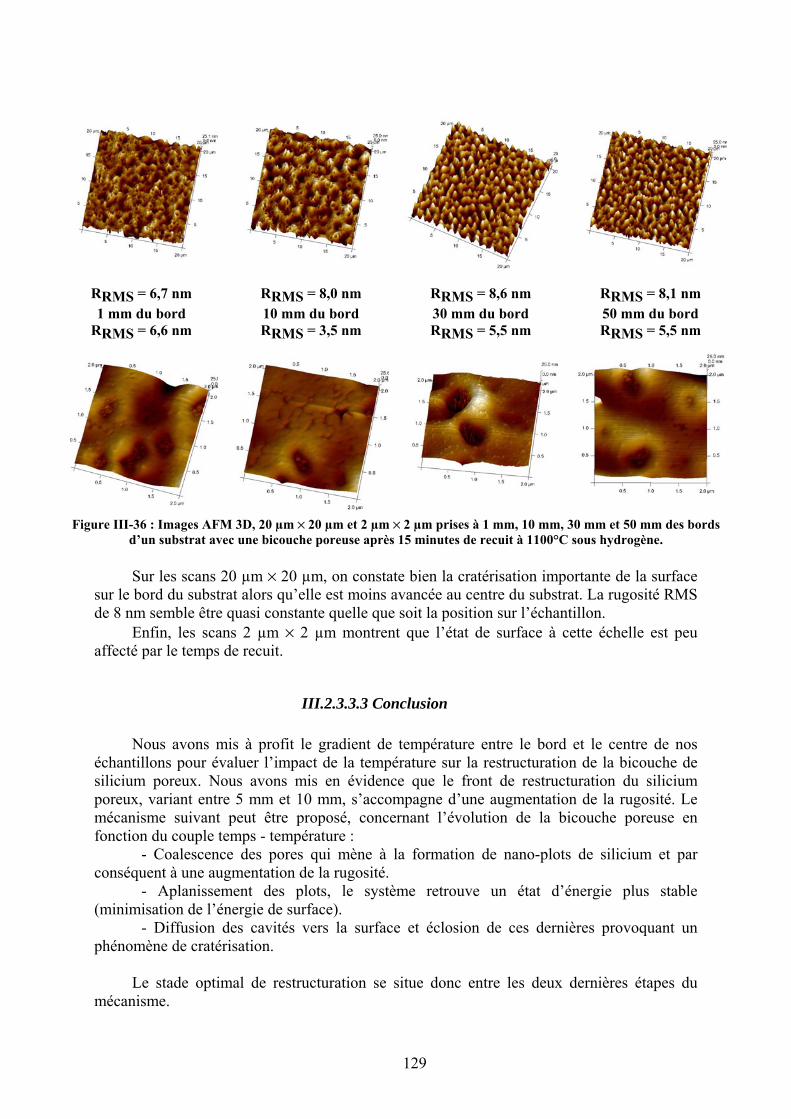
RRMS = 6,7 nm 1 mm du bord
RRMS = 8,0 nm RRMS = 8,6 nm RRMS = 8,1 nm
RRMS 6,6 nm 10 mm du bord R = 3,5 nm
30 mm du bord R = 5,5 nm
50 mm du bord R = 5,5 nm = RMS RMS RMS
Figure III-36 : Images AFM 3D, 20 µm
ne bicouche poreuse après 15 minutes de recuit à 1100°C sous hydrogène.
Sur les scans 20 µm × importante de la surface sur le ord du substrat alors bstrat. La rugosité RMS de 8 nm semble être quasi constante quelle que soit la position sur l’échantillon.
tte échelle est peu affecté par le temp
Nous av s
échantillons pour silicium poreux. poreu
rgie plus stable (mini
- Diffusion des cavités vers la surface et éclosion de ces dernières provoquant un phénomène de cratérisation.
Le stade optimal de restruc
mécanisme.
× 20 µm et 2 µm × 2 µm prises à 1 mm, 10 mm, 30 mm et 50 mm des bords d’un substrat avec u
20 µm, on constate bien la cratérisation qu’elle est moins avancée au centre du sub
Enfin, les scans 2 µm × 2 µm montrent que l’état de surface à ces de recuit.
III.2.3.3.3 Conclusion
on mis à profit le gradient de température entre le bord et le centre de nos évaluer l’impact de la température sur la restructuration de la bicouche de Nous avons mis en évidence que le front de restructuration du silicium
x, variant entre 5 mm et 10 mm, s’accompagne d’une augmentation de la rugosité. Le mécanisme suivant peut être proposé, concernant l’évolution de la bicouche poreuse en fonction du couple temps - température :
- Coalescence des pores qui mène à la formation de nano-plots de silicium et par conséquent à une augmentation de la rugosité.
- Aplanissement des plots, le système retrouve un état d’énemisation de l’énergie de surface).
turation se situe donc entre les deux dernières étapes du
129
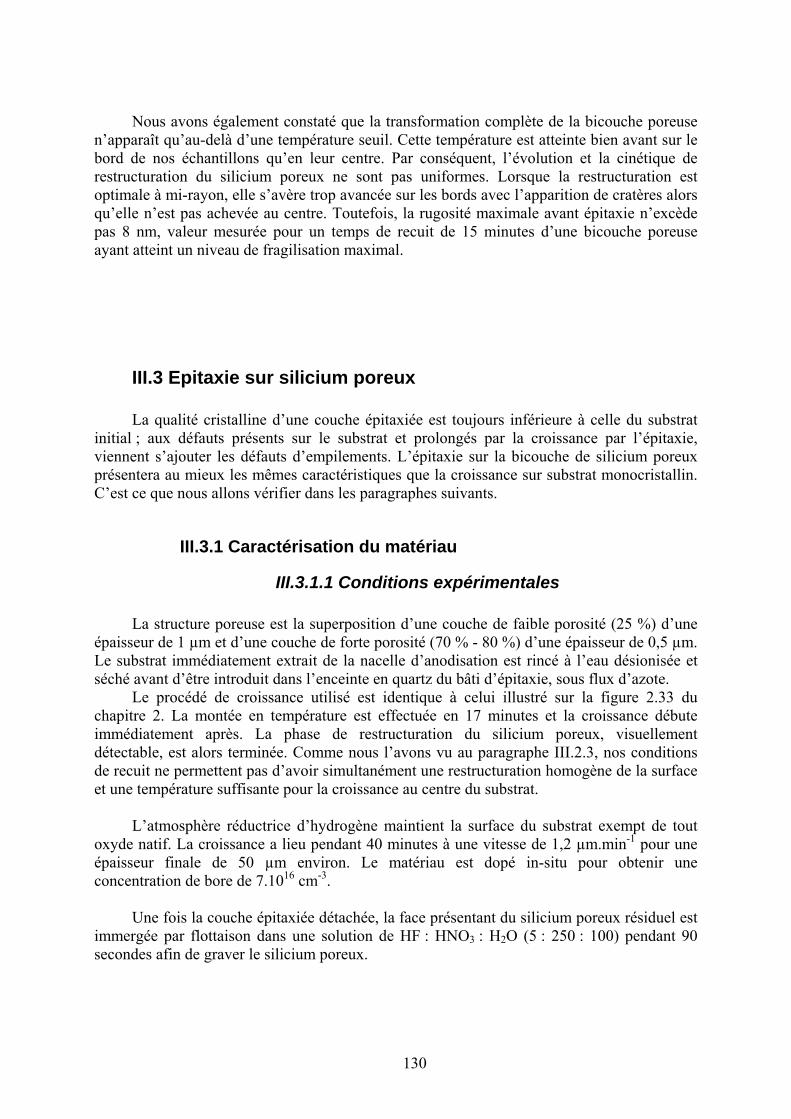
Nous avons également constaté que la transformation complète de la bicouche poreuse
n’apparaît qu’au-delà d’une température seuil. Cette température est atteinte bien avant sur le bord de nos échantillons qu’en leur centre. Par conséquent, l’évolution et la cinétique de restructuration du silicium poreux ne sont pas uniformes. Lorsque la restructuration est optimale à mi-rayon, elle s’avère trop avancée sur les bords avec l’apparition de cratères alors qu’ell
taxie sur silicium poreux
La qualité cristalline d’une couche épitaxiée est toujours inférieure à celle du substrat init uts présen ur le substrat prolongés par roissance par itaxie, viennent s’ajouter les défauts d’empilements. p les mêmes caractéristiques que la croissance sur substrat monocristallin. C’est ce que nous allons vérifier dans les paragraphes suivants.
.1 Caractérisation du matériau
III.3.1.1 Conditions expérimentales
uit dans l’enceinte en quartz du bâti d’épitaxie, sous flux d’azote. e procédé de croissance utilisé est identique à celui illustré sur la figure 2.33 du
chapitre 2. La montée en température est effectuée en 17 minutes et la croissance débute immédiatement après. La phase de restructuration du silicium poreux, visuellement détectable, est alors terminée. Comme nous l’avons vu au paragraphe III.2.3, nos conditions de recuit ne permettent pas d’avoir simultanément une restructuration homogène de la surface et une température suffisante pour la croissance au centre du substrat.
L’atmosphère réductrice d’hydrogène maintient la surface du substrat exempt de tout
oxyde natif. La croissance a lieu pendant 40 minutes à une vitesse de 1,2 µm.min-1 pour une épaisseur finale de 50 µm environ. Le matériau est dopé in-situ pour obtenir une concentration de bore de 7.1016 cm-3.
f
imm de H secondes afin de graver le silicium poreux.
e n’est pas achevée au centre. Toutefois, la rugosité maximale avant épitaxie n’excède pas 8 nm, valeur mesurée pour un temps de recuit de 15 minutes d’une bicouche poreuse ayant atteint un niveau de fragilisation maximal.
III.3 Epi
ial ; aux défa ts s et L’épitaxie sur la bicouche de silicium
la c l’ép poreux
résentera au mieux
III.3
La structure poreuse est la superposition d’une couche de faible porosité (25 %) d’une
épaisseur de 1 µm et d’une couche de forte porosité (70 % - 80 %) d’une épaisseur de 0,5 µm. Le substrat immédiatement extrait de la nacelle d’anodisation est rincé à l’eau désionisée et séché avant d’être introd
L
Une fois la couche épitaxiée détachée,ergée par flottaison dans une solution
la ace présentant du silicium poreux résiduel estF : HNO3 : H2O (5 : 250 : 100) pendant 90
130
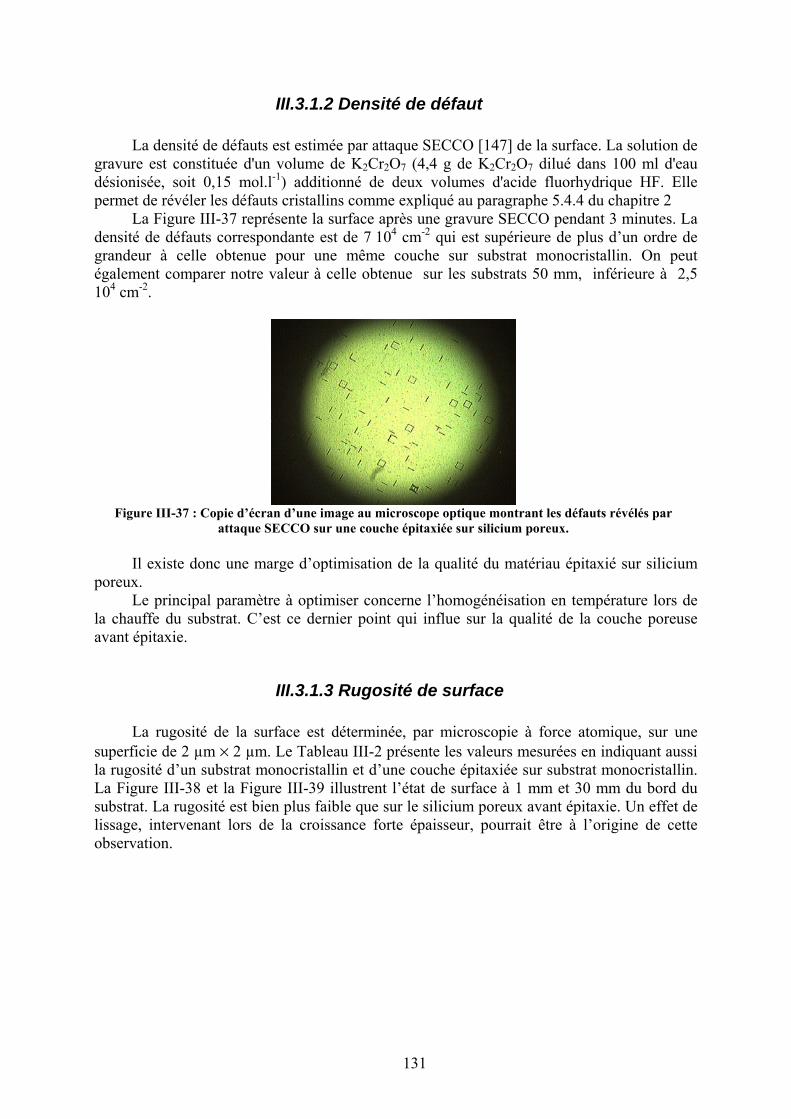
III.3.1.2 Densité de défaut
plus d’un ordre de grandeur à celle obtenue pour une m
La densité de défauts est estimée par attaque SECCO [147] de la surface. La solution de
gravure est constituée d'un volume de K Cr O (4,4 g de K Cr O2 2 7 2 2 7 dilué dans 100 ml d'eau désionisée, soit 0,15 mol.l-1) additionné de deux volumes d'acide fluorhydrique HF. Elle permet de révéler les défauts cristallins comme expliqué au paragraphe 5.4.4 du chapitre 2
La Figure III-37 représente la surface après une gravure SECCO pendant 3 minutes. La densité de défauts correspondante est de 7 104 cm-2 qui est supérieure de
ême couche sur substrat monocristallin. On peut également comparer notre valeur à celle obtenue sur les substrats 50 mm, inférieure à 2,5 104 cm-2.
ure III-37 : Copie d’écran d’une image au microscope optique montrant les défauts révélés par
attaque SECCO sur une couche épitaxiée sur silicium poreux. Il existe donc une marge d’optimisation de la qualité du matériau épitax
Fig
ié sur silicium poreu
La rugosité
superficie de 2 µm leurs mesurées en indiquant aussi la rugosité d’un substrat monocristallin et d’une couche épitaxiée sur substrat monocristallin. La Fi
x. Le principal paramètre à optimiser concerne l’homogénéisation en température lors de
la chauffe du substrat. C’est ce dernier point qui influe sur la qualité de la couche poreuse avant épitaxie.
III.3.1.3 Rugosité de surface
de la surface est déterminée, par microscopie à force atomique, sur une × 2 µm. Le Tableau III-2 présente les va
gure III-38 et la Figure III-39 illustrent l’état de surface à 1 mm et 30 mm du bord du substrat. La rugosité est bien plus faible que sur le silicium poreux avant épitaxie. Un effet de lissage, intervenant lors de la croissance forte épaisseur, pourrait être à l’origine de cette observation.
131
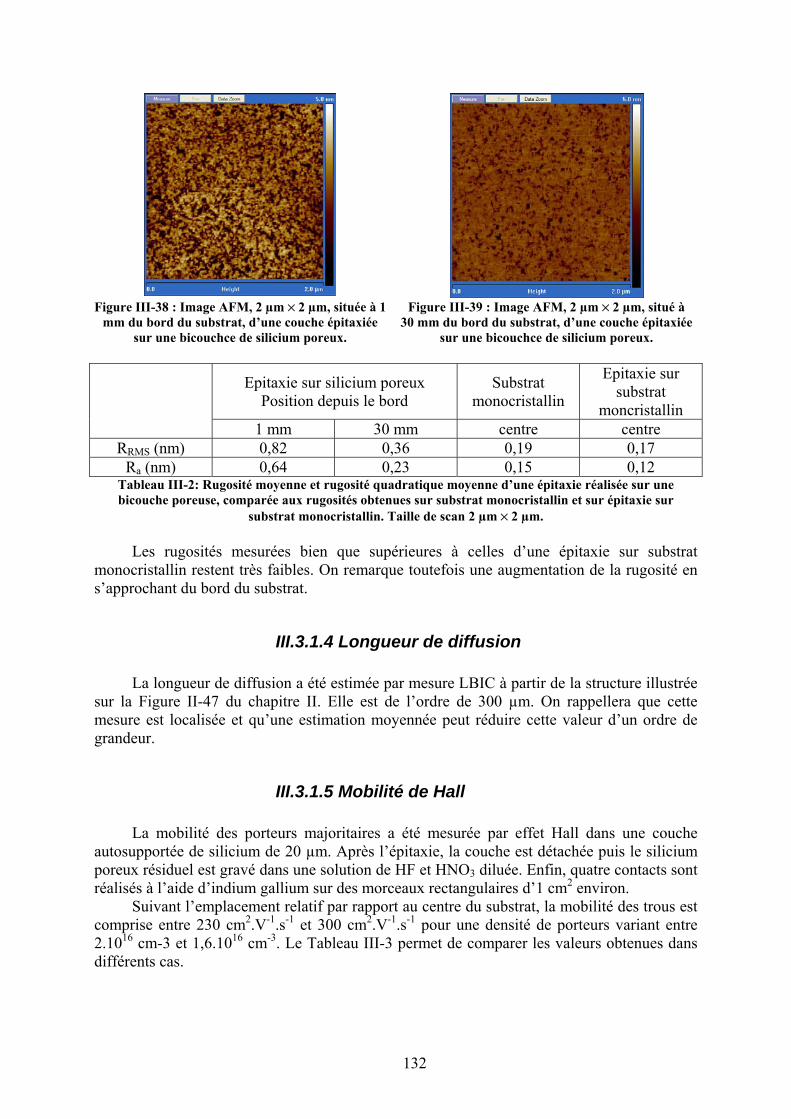
Figure III-38 : Image AFM, 2 µm × 2 µm, située à 1
mm du bord du substrat, d’une couche épitaxiée sur une bicouchce de silicium poreux.
Figure III-39 : Image AFM, 2 µm × 2 µm, situé à 30 mm du bord du substrat, d’une couche épitaxiée
sur une bicouchce de silicium poreux.
Epitaxie sur silicium poreux Position depuis le bord
Substrat monocristallin
Epitaxie sur substrat
moncristallin
1 mm 30 mm centre centre RRMS (nm) 0,82 0,36 0,19 0,17
Ra (nm) 0,64 0,23 0,15 0,12 Tableau III-2: Rugosité moyenne et rugosité quadratique moyenne d’une épitaxie réalisée sur une bicouche poreuse, comparée aux rugosités obtenues sur substrat monocristallin et sur épitaxie sur
substrat monocristallin. Taille de scan 2 µm × 2 µm. Les rugosités mesurées bien que supérieures à celles d’une épitaxie sur substrat
monocristallin restent très faibles. On remarque toutefois une augmentation de la rugosité en s’approchant du bord du substrat.
III.3.1.4 Longueur de diffusion La longueur de diffusion a été estimée par mesure LBIC à partir de la structure illustrée
sur la Figure II-47 du chapitre II. Elle est de l’ordre de 300 µm. On rappellera que cette mesure est localisée et qu’une estimation moyennée peut réduire cette valeur d’un ordre de grandeur.
III.3.1.5 Mobilité de Hall La mobilité des porteurs majoritaires a été mesurée par effet Hall dans une couche
autosupportée de silicium de 20 µm. Après l’épitaxie, la couche est détachée puis le silicium poreux résiduel est gravé dans une solution de HF et HNO3 diluée. Enfin, quatre contacts sont réalisés à l’aide d’indium gallium sur des morceaux rectangulaires d’1 cm2 environ.
Suivant l’emplacement relatif par rapport au centre du substrat, la mobilité des trous est comprise entre 230 cm2.V-1.s-1 et 300 cm2.V-1.s-1 pour une densité de porteurs variant entre 2.1016 cm-3 et 1,6.1016 cm-3. Le Tableau III-3 permet de comparer les valeurs obtenues dans différents cas.
132
monocristallin Epitaxie sur Si Epitaxie sur Si
poreux Substrat
monocristallin Mobilité de Hall
(cm2.V-1.s-1) 236 265 350
Densité de porteurs libres (cm-3) 1017 1,8.1016 5.1016
Tableau III-3 : Mobilité de Hall des coches épitaxiée sur Si monocristallin et sur Si poreux. Comparaison
mo -1.s-1) mais pour des dopages
qua Si poreux par rapport au même matériau épitaxié sur substrat
alité des couches épitaxiées sur silicium poreux ne semble pas être homogène. La
µmdisp
re
réd
pordéc
ion dans le bac à ultrason pendant quelques dizaines de minutes : la
avec la mobilité d’un substrat monocristallin CZ. La mobilité des trous dans le silicium décroît avec l'augmentation du niveau de dopage.
On constate des valeurs semblables de mobilité dans la couche épitaxiée sur substrat nocristallin (236 cm2.V-1.s-1) et sur Si poreux (265 cm2.V
différents, respectivement 1017 cm-3 et 1,8. 1016 cm-3. Cela révèle une légère dégradation de la lité du matériau épitaxié sur
monocristallin. Cette évolution était attendue puisque la mobilité dépend aussi de la densité de défauts, elle-même plus importante dans une couche épitaxiée sur silicium poreux.
Néanmoins les valeurs obtenues restent satisfaisantes.
III.3.1.6 Conclusion La qu
densité de défauts peut être optimisée pour retrouver les valeurs obtenues sur les substrats de 50 mm de diamètre. Les caractéristiques électriques du matériau sont convenables (Ldiff = 300
, et µh = 230 cm2.V-1.s-1 pour Na = 2.1016 cm-3) mais il reste à confirmer ces valeurs sur un ositif fini.
Le principal obstacle à l’amélioration du matériau est l’homogénéité de la températu
lors de l’épitaxie. Le gradient de température influe beaucoup sur la restructuration du silicium poreux. Néanmoins, nous verrons au chapitre suivant que cet inconvénient n’est pas
hibitoire pour l’étape de transfert de couche.
III.3.2 Détachement des couches minces A ce stade de notre étude, il nous reste à vérifier le niveau de fragilisation de la couche
euse sacrificielle en testant le décrochage. C’est la réalisation de cette étape que nous rivons par la suite.
III.3.2.1 Rappel de la procédure La procédure de décrochage des couches épitaxiées est la suivante :
- Fixation de la structure initiale sur un support étranger - Immers
rupture des ponts de silicium intervient dans la couche fortement poreuse et la couche mince se détache du substrat initial.
133
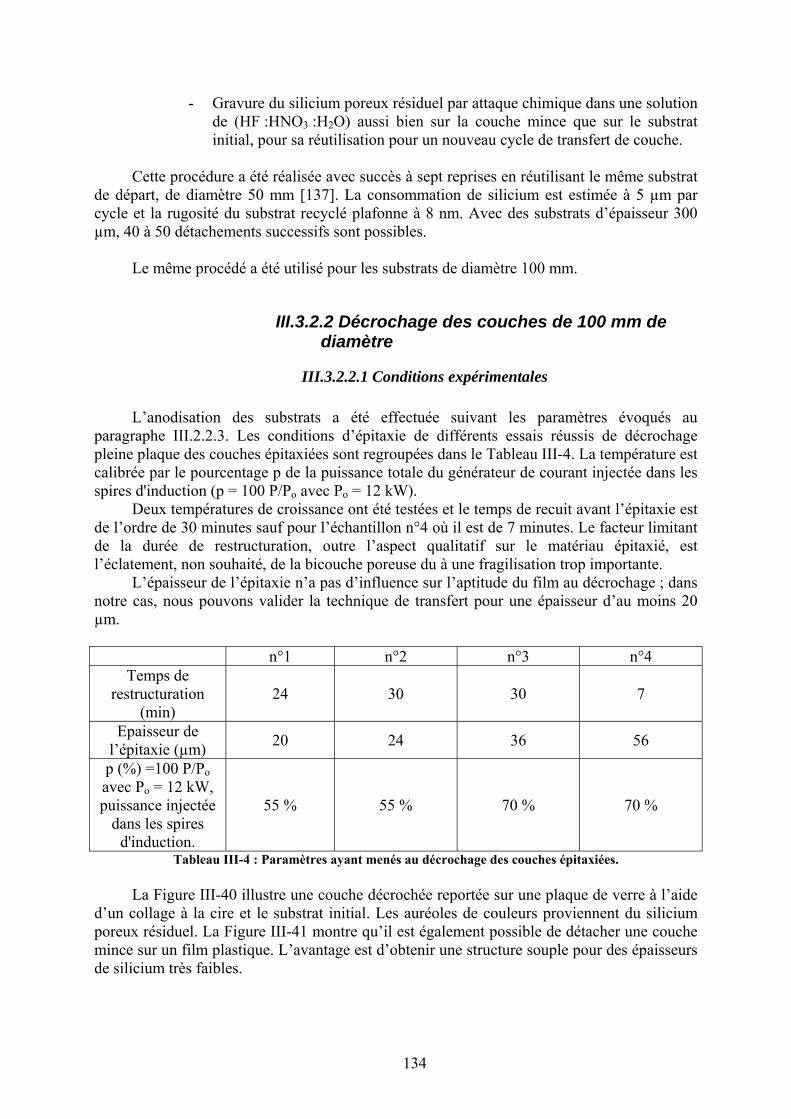
- Gravure du silicium poreux résiduel par attaque chimique dans une solution de (HF :HNO3 :H2O) aussi bien sur la couche mince que sur le substrat
re a été réalisée avec succès à sept reprises en réutilisant le même substrat
cycµm ts successifs sont possibles.
plecali nt injectée dans les
de Le facteur limitant
µm
initial, pour sa réutilisation pour un nouveau cycle de transfert de couche. Cette procédu
de départ, de diamètre 50 mm [137]. La consommation de silicium est estimée à 5 µm par le et la rugosité du substrat recyclé plafonne à 8 nm. Avec des substrats d’épaisseur 300 , 40 à 50 détachemen
Le même procédé a été utilisé pour les substrats de diamètre 100 mm.
III.3.2.2 Décrochage des couches de 100 mm de diamètre
III.3.2.2.1 Conditions expérimentales L’anodisation des substrats a été effectuée suivant les paramètres évoqués au
paragraphe III.2.2.3. Les conditions d’épitaxie de différents essais réussis de décrochage ine plaque des couches épitaxiées sont regroupées dans le Tableau III-4. La température est brée par le pourcentage p de la puissance totale du générateur de coura
spires d'induction (p = 100 P/Po avec Po = 12 kW). Deux températures de croissance ont été testées et le temps de recuit avant l’épitaxie est
l’ordre de 30 minutes sauf pour l’échantillon n°4 où il est de 7 minutes.de la durée de restructuration, outre l’aspect qualitatif sur le matériau épitaxié, est l’éclatement, non souhaité, de la bicouche poreuse du à une fragilisation trop importante.
L’épaisseur de l’épitaxie n’a pas d’influence sur l’aptitude du film au décrochage ; dans notre cas, nous pouvons valider la technique de transfert pour une épaisseur d’au moins 20
.
n°1 n°2 n°3 n°4 Temps de
restr cturation (min)
24 30 30 7 u
Epaisseur de ’épitaxie (µm) 20 24 36 56 l
p
pud
n
(%) =100 P/P oavec Po = 12 kW,
issance injectée ans les spires
55 % 55 % 70 % 70 %
d'i duction. Tableau III-4 : Paramètres ayant menés au décrochage des couches épitaxiées.
La Figure III-40 illustre une couche décrochée reportée sur une plaque de verre à l’aide
por che d’un collage à la cire et le substrat initial. Les auréoles de couleurs proviennent du silicium
eux résiduel. La Figure III-41 montre qu’il est également possible de détacher une coumince sur un film plastique. L’avantage est d’obtenir une structure souple pour des épaisseurs de silicium très faibles.
134
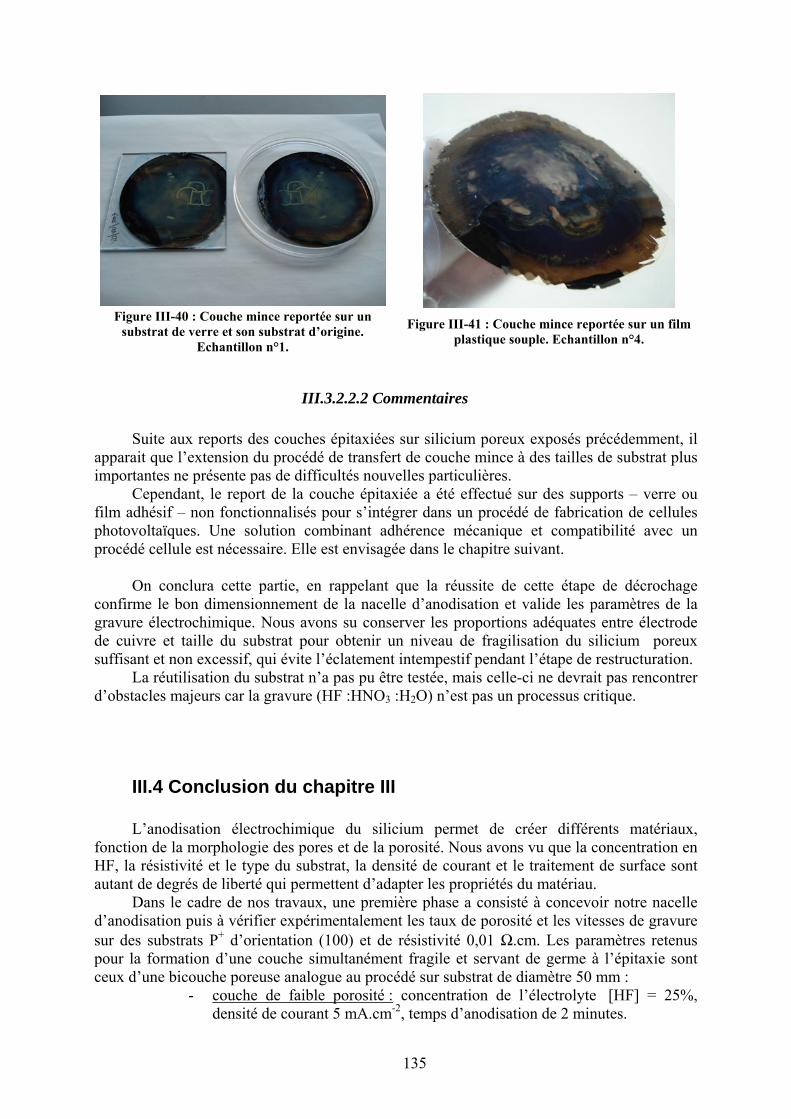
Figure III-40 : Couche mince reportée sur un
substrat de verre et son substrat d’origine. Echa
Figure III-41 : Couche mince reportée sur un film
ntillon n°1. plastique souple. Echantillon n°4.
apparait que l’extension du procédé de transfert de couche mince à des tailles de substrat plus
couche épitaxiée a été effectué sur des supports – verre ou
photovoltaïques. Une solution combinant adhérence mécanique et compatibilité avec un
congravure électrochimique. Nous avons su conserver les proportions adéquates entre électrode
suf turation. a réutilisation du substrat n’a pas pu être testée, mais celle-ci ne devrait pas rencontrer
d’obstacles majeurs car la gravure (HF :HNO3 :H2O) n’est pas un processus critique.
III.4 Conclusion du chapitre III L’anodisation électrochimique du silicium permet de créer différents matériaux,
fonction de la morphologie des pores et de la porosité. Nous avons vu que la concentration en HF, la résistivité et le type du substrat, la densité de courant et le traitement de surface sont autant de degrés de liberté qui permettent d’adapter les propriétés du matériau.
Dans le cadre de nos travaux, une première phase a consisté à concevoir notre nacelle d’anodisation puis à vérifier expérimentalement les taux de porosité et les vitesses de gravure sur des substrats P+ d’orientation (100) et de résistivité 0,01 Ω.cm. Les paramètres retenus pour la formation d’une couche simultanément fragile et servant de germe à l’épitaxie sont ceux d’une bicouche poreuse analogue au procédé sur substrat de diamètre 50 mm :
- couche de faible porosité :
III.3.2.2.2 Commentaires Suite aux reports des couches épitaxiées sur silicium poreux exposés précédemment, il
importantes ne présente pas de difficultés nouvelles particulières. Cependant, le report de la
film adhésif – non fonctionnalisés pour s’intégrer dans un procédé de fabrication de cellules
procédé cellule est nécessaire. Elle est envisagée dans le chapitre suivant. On conclura cette partie, en rappelant que la réussite de cette étape de décrochage
firme le bon dimensionnement de la nacelle d’anodisation et valide les paramètres de la
de cuivre et taille du substrat pour obtenir un niveau de fragilisation du silicium poreux fisant et non excessif, qui évite l’éclatement intempestif pendant l’étape de restruc
L
concentration de l’électrolyte [HF] = 25%, densité de courant 5 mA.cm-2, temps d’anodisation de 2 minutes.
135
- couche de forte porosité : concentration de l’électrolyte [HF] = 12,5%, densité de courant 40 mA.cm-2, temps d’anodisation de 1 minute (avec rampe de croissance et de décroissance).
L’évolution de la bicouche à haute température a été étudiée. Nous avons mis en
évidence le front de restructuration du silicium poreux par des mesures de rugosité par AFM. Malgré le gradient de température induit par la méthode de chauffage, la rugosité de la surface avant épitaxie n’excède pas 8 nm, ce qui est une valeur correcte. Les couches épitaxiées sur silicium poreux ont des caractéristiques acceptables même si ces dernières peuvent être encore optimisées.
Nous avons pu vérifier la fragilisation suffisante de la couche fortement poreuse en
effectuant à plusieurs reprises le détachement de couche mince d’épaisseurs variables. Il apparaît que le temps de restructuration est l’élément le plus critique pour atteindre un niveau de fragilisation suffisant, plutôt que la température.
Ces résultats montrent clairement que l’extension du transfert de couche mince à partir de silicium poreux à des substrats de grande taille est réalisable. Concernant notre procédé, la réussite de l’étape de décrochement confirme nos paramètres d’élaboration de la bicouche poreuse et le dimensionnement de notre nacelle d’anodisation.
136
III.
[106] Uhlir A. Electronic shaping of germanium and silicon. Bell Syst. Tech. J., 1956, vol. 35, pp. 333-347.
ns. Biomed. Ing., 1986, vol. BME-33, n° 2, pp. 83-90.
[112] icrosensors for biomedical se
[114] Canham L. T. Silicon quantum wire array fabrication by electromechanical and chemical dissolution of wafers. Appl. Phys. Lett., 1990, vol. 57, n° 10, pp. 1046-1048.
[115] Strehlke S., Bastide S. and Lévy-Clément C. Optimization of porous silicon reflectance for silicon photovoltaic cells. Solar Energy Materials and Solar Cells, 1999, vo
[116] Brendel R. A novel process for ultrathin monocrystalline silicon solar cells on glass. Pr
[118] Bergmann R. B., Rinke T. J., Wagner T. A. et al. Thin film solar cells on glass based on
[119]
Propriétés physiques du silicium poreux : traitements et applications aux microsystèmes. Thèse. Lyon LPM: INSA de Lyon, 2005, 198 p.
5 Bibliographie du chapitre III
[107] Turner D. R. Electropolishing silicon in hydrofluoric acid solutions. J. Electrochem. Soc., 1958, vol. 105, n° 7, pp. 402-408.
[108] Watanabe Y., Sakai T. Application of a thick anode film to semiconductor devices. Rev. Electron. Commun. Labs, 1971, vol. 19, pp. 899-903.
[109] Imai K. A new dielectric isolation method using porous silicon. Solid State Electron., 1981, vol. 24, pp. 159-164.
[110] Morel M., Le Berre M., Lysenko V. et al. Porous silicon as a sacrificial material for microstructures fabrication. Mat. Res. Soc. Proc., 2000, vol. 605, pp. 281-285.
[111] Smith R. L., Scott D. C. An integrated sensor for electrochemical measurements. IEEE Tra
Schöning M. J., Kurowski A., Thust M. et al. Capacitive mnsing based on porous silicon technology. Sensors and Actuators B, 2000, vol. 64, pp.
59-64.
[113] Périchon S. Technologie et propriétés de transport dans les couches épaisses de silicium poreux : applications aux microsystèmes thermiques. Thèse LPM. Lyon : INSA de Lyon, 2001, 195 p.
l. 58 (4), pp. 399-409.
oc. of the 14th European Photovoltaïc Solar Energy Conference, Barcelona, Spain, 1997, pp. 1354-1357.
[117] Bilyalov R., Stalmans L., Beaucarne G., Loo R., Caymax M., Poortmans J. and Nijs J. Porous silicon as an intermediate layer for thin-film solar cell. Solar Energy Materials & Solar Cells, 2001, vol. 65, pp. 477-485.
the transfer of monocrystalline Si films. Solar Energy Materials & Solar Cells, 2001, vol. 65, pp. 355-361.
Tayanaka H., Yamauchi K., Matsushita T. Thin-film crystalline silicon solar cells obtained by separation of a porous silicon sacrificial layer. Proc. of the 2nd World Conference and Exhibition on Photovoltaic Solar Energy Conversion, Vienna, Austria, 1998, pp. 1272-1277.
[120] Populaire C.
137
[121] Lehm n formation: a quantum wire effect. Appl. Phys. Lett., 1990, vol. 58, n° 8, pp. 856-859.
[122] Lehmann V. Electro y-VCH, ISBN 3 527 29321 3, 286p.
Electrochem. Soc., 1983, vol. 130, n° 7, pp. 1611-1614.
[125] Herino R., Bomchil G., Barla K. et al. Porosity and Pore Size Distributions of Porous Silicon Layers. J. Electrochem. Soc., 1987, vol. 134, n° 8, pp. 1994-2000.
[126] Usami N., Kutsukake K., Nakajima K., Amtablian S., Fave A., Lemiti M. Control of strain status in SiGe thin film by epitaxial growth on Si with buried porous layer. Appl. Phys. Lett. 2007, vol. 90, 031915.
[127] Matoussi A., Ben Nasr F., Salh R., Boufaden T., Guermazi S., Fitting H.-J., Eljani B., Fakhfakh n on porous silicon/Si(100) substrate. Materials Letters. 2008, n°62, pp 515 – 519.
[128]
[129] Weber Appl. Phys. A
[130] Bruel M. technology, N313-319.
[131] Yonehara T., Sakaguchi K., Sato N. Epitaxial layer transfer by bond and etch back of
orld Conference and Exhibition on Photovoltaic Solar Energy Conversion, Vienna, Austria,
monocrystalline silicon (FMS) solar cells. 18th European Photovoltaic Solar Energy C
Si Films for Electronic Devices. Solid State Phenomena, 1999, vol. 67-68, pp. 229-234.
[136] Berge C., Zhu M., Brendle W., Schubert M.B., Werner J.H. 150-mm layer transfer for monocrystalline silicon solar cells. Solar Energy Materials and Solar Cells, 2006, vol. 90, pp. 3102 - 3107.
ann V., Gösele U. Porous silico
chemistry of silicon. 2002, Weinheim, Wile
[123] Canham L. T. Properties of porous silicon. 1997, INSPEC, The Institution of Electrical Engineers, London, UK INSPEC. EMIS Datareviews Series n°18, ISBN 0 85296 9325, 424 p
[124] Bomchil G., Herino R., Barla K., et al. Pore Size Distribution in Porous Silicon Studied by Adsorption Isotherms. J.
Z. Morphological, structural and optical properties of GaN grow
Deguchi M., Kamama Y., Matsuno Y. et al. Prospect of the high efficiency for the VEST (via hole etching for the separation of thin films) cell, Proc. 1st World Conf. On Photovoltaic Energy Conversion, Hawaii, USA, 1994, pp. 1287-1290.
K. J., Blakers A. W., Catchpole K. R. The Epilift technique for Si solar cells. , 1999, vol. 69, pp. 195-199.
Application of hydrogen ion beams to silicon on insulator material uclear Instruments and Methods in Physics Research B, 1996, vol. 108, pp.
porous Si. Appl. Phys. Lett., 1994, vol.64, n°16, pp. 2108-2110.
[132] Tayanaka H., Yamauchi K., Matsushita T. Thin -film crystalline silicon solar cells obtained by separation of a porous silicon sacrificial layer. Proc. of the 2nd W
1998, pp. 1272-1277.
[133] Brendel R. A novel process for ultrathin monocrystalline silicon solar cells on glass, Proc. of the 14th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 1997, pp. 1354-1357.
[134] Solanki C. S., Bilyalov R. R., Poortmans J. et al. Free standing thin-film
onference, 2002, Rome, Italy.
[135] Rinke T. J., Bergmann R. B., Bruggemann et al. Ultrathin Quasi-Monocrystalline
138
[137] Kraiem J. Epitaxie et transfert de films minces de silicium pour applications photovoltaïques. Thèses LPM. Lyon, Insa de Lyon, 2005, 175 p.
[138] oût. Thèse LPM.
L
[142]
aling of porous silicon multilayers. J. Appl. Phys., 2004, vol. 95 (2), pp. 497-503.
[144]
[147] Secco d’aragona F. Dislocation etch for (100) planes in Silicon. J. Electrochem. Society, Solid-State Science and Technology, vol. 119, n°7, 1972, pp. 948 - 951
Quoizola S. Epitaxie en phase vapeur de silicium sur silicium mésoporeux pour report sur substrats économiques et application photovoltaïque bas c
yon: INSA de Lyon, 2003, 163 p.
[139] Prabakaran R et al. Ellipsometry studies on the effect of etching time in porous silicon. Physica E, vol 15, 2002, pp. 243 – 251.
[140] Herino R., Perio A., Barla K. et al. Microstructure of porous silicon and its evolution with temperature. Materials Letters, 1984, vol. 2, n° 6A&B, pp. 519-523.
[141] Sato N., Sakaguchi K., Yamagata K., et al. Epitaxial Growth on Porous Si for a New Bond and Etchback Silicon-on-Insulator. J. Electrochem. Soc., 1995, vol. 142, n°9, pp. 3116-3122.
Ott N., Nerding M., Müller G. et al. Structural changes in porous silicon during annealing. Phys. Stat. Sol. (a), 2003, vol. 197, pp. 93-97.
[143] Ott N., Nerding M., Müller G., Brendel R., Strunk H.P. Evolution of the microstructure during anne
Müller G., Brendel R. Simulated Annealing of Porous Silicon. Phys. Stat. Sol. (a), 2000, vol. 182, pp. 313-318.
[145] Müller G., Nerding M., Ott N. et al. Sintering of porous silicon. Phys. Stat. Sol. (a), 2003, vol. 197, pp. 83-87.
[146] Hassan M. M., Ghannam Y. M., Poortmans J., Mertens R. A quantitative stress-related model for the evolution of the pore size in porous silicon during high temperature annealing. Nuclear Instruments and Method Research B, 2006, vol. 253, pp. 269-273.
139

140
Chapitre IV: Le transfert de couche mince La fabrication de couches minces (< 100 µm) de silicium monocristallin nécessite
aujourd’hui l’utilisation de procédés de transfert de film. D’une part, aucune technologie de sciage n’est aujourd’hui capable de fournir des épaisseurs aussi faibles que 20 µm et d’autre part, les pertes de matière au niveau du trait de coupe seraient très importantes. Au mieux l’épai 50 % de perte surtout d’obt ir des c c
Dans not pdétachement d ade transfert pr rsur un substrat hôtrès fragile.
C’est de t Pour les pre
effectué à l’aide prouvée, la questposée. Après un état de l’art sur les méthodes de collage déjà utilisées, nous exposerons nos travau
.1 Etat de l’art ouche
sseur du trait de coupe est égale à l’épaisseur de la couche sciée, ce qui entrainee matière. Les procédés de transfert évitent ce gaspillage et permettentd
en ou hes très fines sans avoir à les manipuler. re rocédé de transfert de couche à partir du silicium poreux, on distinguera le e l couche, qui s’opère par cassure du silicium poreux aux ultrasons, de l’étape op ement dite. Le transfert de la couche mince consiste à effectuer son report
te avant son détachement. Il permet d’éviter la manipulation d’un matériau
ce te opération que nous traitons dans ce chapitre.
miers essais de détachement des couches minces, le report de la couche s’est de cire sur une plaque en verre. Une fois, la faisabilité du détachement ion d’une méthode de transfert compatible avec un procédé cellule s’est
x concernant le transfert des couches minces.
IV des méthodes de transfert de c Il existe de nombreuses méthodes de collage d’un substrat sur un autre. Pour la plupart,
ces moyens de transfert de couche ont été développés pour répondre aux besoins d’intégration des microsystèmes sur les puces de silicium. On peut ainsi trouver des soudures réalisées au laser, aux ultrasons ou encore par la formation d’eutectique or/étain ou or/silicium. On peut également citer le collage anodique sur verre ou bien entre substrats de silicium. L’utilisation des résines époxy ou des matériaux SOG (spin on glass) a aussi été explorée.
Les caractéristiques de chaque procédé en termes de température et de durée de mise en
œuvre, sont des avantages ou des inconvénients suivant l’application visée. Dans la suite du paragraphe, nous rappelons les méthodes susceptibles de convenir d’un
point de vue technique et économique à notre application. Nous exposerons les assemblages effectués à l’aide de pâte de sérigraphie, par collage anodique ou encore par l’utilisation de pâtes SOG.
141
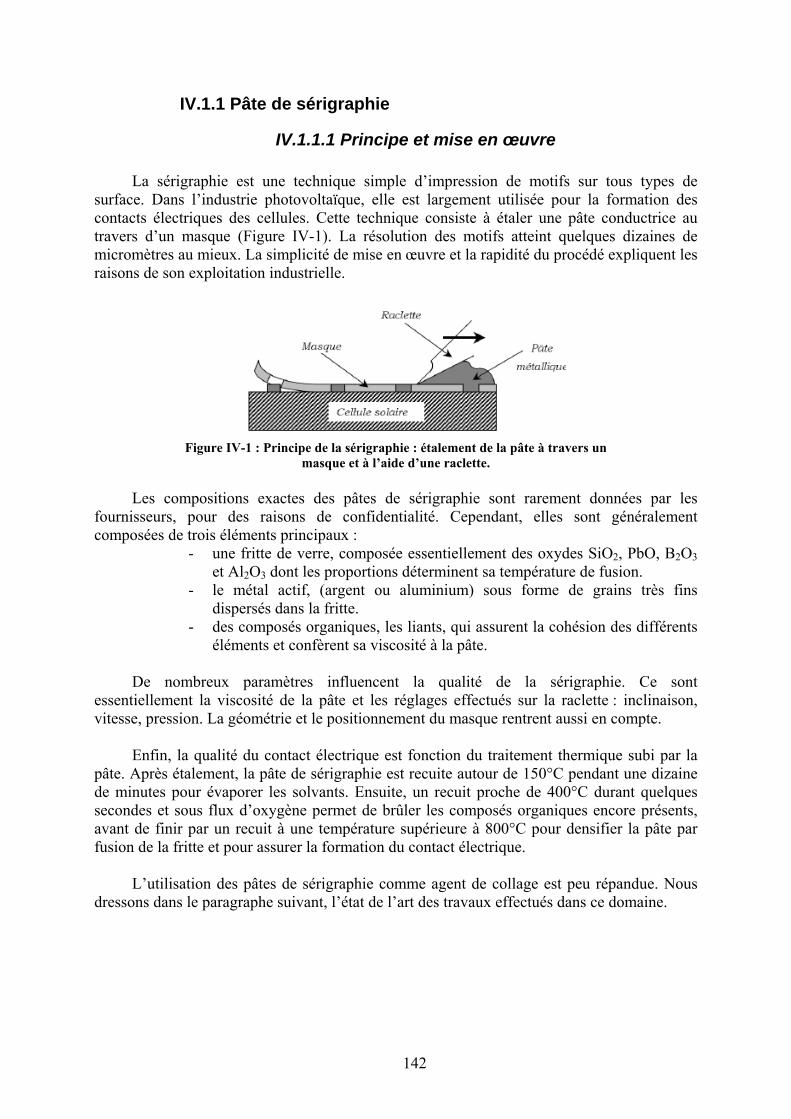
IV.1.1 Pâte de sérigraphie
IV.1.1.1 Principe et mise en œuvre
n masque (Figure IV-1). La résolution des motifs atteint quelques dizaines de micromètres au mieux. La simplicité de mise en œuvre et la rapidité du procédé expliquent les
La sérigraphie est une technique simple d’impression de motifs sur tous types de
surface. Dans l’industrie photovoltaïque, elle est largement utilisée pour la formation des contacts électriques des cellules. Cette technique consiste à étaler une pâte conductrice au travers d’u
raisons de son exploitation industrielle.
Figure IV-1 : Principe de la sérigraphie : étalement de la pâte à travers un
masque et à l’aide d’une raclette. Les compositions exactes des pâtes de sérigraphie sont rarement données par les
fournisseurs, pour des raisons de confidentialité. Cependant, elles sont généralement composées de trois éléments principaux :
- une fritte de verre, composée essentiellement des oxydes SiO , PbO, B O et Al
2 2 3éterminent sa température de fusion.
- le métal actif, (argent ou aluminium) sous forme de grains très fins itte. niques, les liants, qui assurent la cohésion des différents
quelques secondes et sous flux d’oxygène perm
L’utilisa ndressons dans le paragraphe suivant, l’état de l’art des travaux effectués dans ce dom
2O3 dont les proportions d
dispersés dans la fr- des composés orga
éléments et confèrent sa viscosité à la pâte. De nombreux paramètres influencent la qualité de la sérigraphie. Ce sont
essentiellement la viscosité de la pâte et les réglages effectués sur la raclette : inclinaison, vitesse, pression. La géométrie et le positionnement du masque rentrent aussi en compte.
Enfin, la qualité du contact électrique est fonction du traitement thermique subi par la
pâte. Après étalement, la pâte de sérigraphie est recuite autour de 150°C pendant une dizaine de minutes pour évaporer les solvants. Ensuite, un recuit proche de 400°C durant
et de brûler les composés organiques encore présents, avant de finir par un recuit à une température supérieure à 800°C pour densifier la pâte par fusion de la fritte et pour assurer la formation du contact électrique.
tio des pâtes de sérigraphie comme agent de collage est peu répandue. Nous
aine.
142
IV.1.1.2 La sérigraphie pour le report de couche
[148]. e transfert est réalisé sur un substrat en verre borosilicate. Le substrat de silicium et le
verre sont préalablement nettoyés. La pâte d’aluminium est alors déposée sur le verre par sérigr -2. Le substrat de silicium est ensuite placé sur le verre nt pressés. On procède alors à un séchage des solvants contenus dans la pâte à 150°C pendant 10 minutes. Enfin, la structure subit un recuit dans un four RTA : une première phase à 400°C sous flux d’oxygène permet de brûler les composés or contact électrique grâce à la diffusion de l’aluminium et à la formation de l’eutectique Al-Si.
la pression à exercer sur l’empilement pourrait être une limite au transfert de couches plus fines.
ouches minces a aussi été nces sont reportées sur des
à laquelle on ajoute de µm est effectué lors d’un nues on ent de
ium cristallin, le ndement obtenu est de 11,03%. Les auteurs expliquent cette différence par une grande
résist
IV.1.2 Collage anodique
IV.1.2.1 Principe et mise en œuvre
e collage anodique est une méthode d’assemblage rapporté en 1969 par G.D. Wallis et al. [1
anions d’oxygène O2 . xpérimentalement, il s’agit de mettre en contact deux surfaces propres, l’une en verre
et l’a
Le Bavarian Center for Applied Research Energy (ZAE Bayern) a étudié la réalisation
du transfert en utilisant de la pâte de sérigraphie à base d’aluminiumL
aphie avec une densité de 12 mg.cmet les deux matériaux en contact so
ganiques et une seconde phase à 840°C pendant 2 minutes améliore le
Les transferts de substrat de silicium de 300 µm et de 100 µm d’épaisseur ont été réalisés pour des surfaces de 40 mm × 30 mm.
Les auteurs ne révèlent pas par quel moyen la pâte de sérigraphie prise en sandwich entre le verre et le silicium voit le flux d’oxygène nécessaire à la combustion des composés organiques. D’autre part,
L’utilisation de la pâte de sérigraphie pour le transfert de c
étudiée à l’université d’Incheon en Corée [149]. Les couches misubstrats fabriqués à partir du frittage d’une poudre de siliciuml’aluminium comme agent liant. Le collage d’un substrat de 150 recuit entre 720°C et 850°C pendant 2 minutes. Les cellules obte5,42 %. Cependant lorsque le report est effectué sur un substrat silic
t un rendem
reance série due à la face arrière et engendrée par la diffusion très importante de
l’aluminium dans le substrat fritté.
L50]. Elle s’est depuis largement développée pour des applications liées aux
microcapteurs et des technologies SOI. Le collage anodique est un procédé qui permet d’assembler de façon forte et permanente, un élément en verre à un métal, un semi-conducteur ou un oxyde. Il est basé sur un mécanisme électrochimique de formation de liaisons covalentes à partir des -
Eutre de silicium, par exemple. A une température comprise entre 200°C et 500°C et en
appliquant une forte tension négative sur le verre, on provoque la migration des ions Na+ et O2-. Les anions d’oxygène peuvent alors réagir avec le silicium pour former des liaisons Si-O-Si [151].
Les principaux paramètres du procédé de collage anodique sont :
- La tension appliquée à la structure de l’ordre de 1000 volts. - La température de collage entre 200°C et 500°C.
143
- La composition du verre et plus particulièrement en cation K+ et Na+ [152]. - L’état de surface des éléments à assembler. Les surfaces doivent être
propres et hydrophiles. Pour cette raison, on forme très souvent un oxyde thermique à la surface du silicium qui a aussi pour conséquence d’augmenter le champ électrique à l’interface silicium-verre et donc la migration des ions.
- La pression appliquée pour la mise en contact des éléments à coller. Le collage anodique est envisageable sur toute surface faiblement rugueuse et
présentant une couche d’oxyde. Son inconvénient se situe au niveau des contraintes mécaniques induites à l’interface par les désaccords de mailles et les différences de coefficient de dilatation thermique. Une façon d’atténuer ces effets consiste à introduire une couche intermédiaire d’oxyde par pulvérisation ou étalement à la tournette (spin-on) [153].
aïque, la société Astropower rapporte, dès les années 1990, l’utili
xion monolithique des cellules, garantissant une meilleure fiabilité pour les panne
lage anodique a aussi été développé par l’IMEC [158] pour le transfert des couches minces obtenues par épitaxie sur silicium poreux.
Le procédé développé consiste à appliquer une forte tension, 1000 volts, entre un s entre 250°C et 500 ollage de silicium monocristallin mais aussi d’aluminium, d’ITO et de nitrure (SiNx) sur un support en verre. La durée du procédé est de l’ordre de la dizaine de minute. Les auteurs annoncent également le report de couches épitaxiées sur silicium poreux par cette technique. Cependant les essais concernant le collage anodique de silicium poreux non restructuré, c’est à dire présentant des pores débouc
es cellules photovoltaïques à hétérojonction a-Si:H/c-Si ont ensuite été réalisées à partir de films minces de silicium après report par liaison anodique. Pour des épaisseurs de couche active comprises en compris entre 7,6 et 11,2% ont été obtenus.
tes s’étalent à la tournette (procédé spin-on en anglais). Après un traitement thermique adapté, le matériau durcit et acquiert une structure stable
IV.1.2.2 Collage anodique et report de couche Parmi les procédés de transfert de couche, historiquement développé pour les structures
SOI, le collage anodique est largement utilisé. C’est le cas des procédés Eltran [154], et Smart-cut [155].
Dans l’industrie photovoltsation du collage anodique [156]. Ce mode d’assemblable est mis à profit pour réaliser
une interconneaux destinés aux applications spatiales. Toujours dans le domaine spatial, des études sur
des verres spéciaux ont été menées [157]. Le col
ubstrat en verre Pyrex et l’élément à coller. Selon, la nature du matériau, la température varie°C. Depauw et al. [158] ont ainsi testé avec succès le c
hant en surface, ne fonctionne pas. D
tre 20 µm et 60 µm, des rendements
IV.1.3 Spin on glass (SOG)
IV.1.3.1 Principe et mise en œuvre Les matériaux SOG (pour spin-on glass) sont de pâtes polymères de viscosité variable à
base de silicium. Ces pâ
144
essentiellement formée de SiO2. Initialement ces matériaux, comme le TEOS (tétraethylorthosilicate), ont été utilisés en microélectronique comme couche diélectrique d’encapsulation des composants. Ils servent également à la planéarisation et à l’isolation des différentes couches d’interconnexions au sein des puces. Leur utilisation pour le collage de couche mince s’est développée plus récemment avec l’expansion des microsystèmes. Dans le domaine photovoltaïque, ces matériaux sont en développement pour servir de pâte dopante [
r dilution dans différents solvants. Les produits, contenant tous du silicium, sont : le methylsilsesquioxane, le methyltriethylorthosilicate, le methylsiloxane, …
du collage à l’aide des matériaux SOG suit plusieurs étapes :
- Le nettoyage des surfaces à assembler et éventuellement leur oxydation, pour assurer leur caractère hydrophile.
- L’étaleme ts. Les épaisseurs dépendent de la vitesse de rotation du substrat et de la viscosité du matériau. Elles sont
haute
ne fois que les éléments sont mis en contact, le collage intervient au cours du second recuit
e type de procédé est très simple, mais son principal inconvénient est sa durée.
IV.1.3.2 SOG et report de couche
ans la littérature, le collage de silicium avec les matériaux SOG a d’abord servi à la réalisation de structure SOI (Silicon on Insulator). Yamada et al. [160] [161] rapportent en 1987, l’assemblage de deux substrats de silicium puis le collage d’un substrat de silicium sur du nitrure à l’aide d’une couche adhésive de SOG. 200 nm d’oxyde thermique sont préalableme substra rs que le su de nitrure est légèrement gravé dans une horique. A partir d’un matériau commercialement ponible et m de fi titue la couche adhésive. Le collage définitif intervie un pré-recuit à 200°C suivi d’un recuit à 1150°C pendant 1 heure. Le p tion d’une pression de l’ordre de 10 kg/cm2 sur les substrats.
Un autre pro dé, à plus apporté dis et al. [162].
Ils ont réussi le tra sfert d’un substra e 100 mm. Un prem est oxydé pour obtenir 20 nm d’oxy d substrat est oxydé chimiquement (H2O2, H2SO4) pour rendre sa surface hydrophile et 300 nm de methylsilsesquioxane sont déposés. Une série de recu ur plaque chauf empérature inférieure à 250°C est réalisée avant un recuit à 400°C sous azote pendant 30 minutes. Une nouvelle étape d’activation de la surf °C
159]. Les matériaux SOG sont disponibles dans le commerce et peuvent être modifiés pa
La mise en ouvre
nt du film SOG sur l’un des élémen
comprises entre quelques nanomètres et un micromètre. La répétition de cette étape permet de déposer plusieurs micromètres de SOG.
- Des phases de recuit jusqu’à 400°C pendant plusieurs heures sont parfois nécessaires. Généralement un premier recuit sous air évapore les solvants et brûle des composés organiques alors qu’un second recuit, à plus température, stabilise la structure en substituant les liaisons Si-O-Si aux liaisons Si-OH.
U. C
D
nt formés sur le t de silicium alo bstrat recouvertsolution d’acide phosp dilué, un dépôt de 30 n
nt après dis lm SOG cons
rocédé nécessite l’applica
cén
basse température, a été rt de diamètr
par Goustouriier substrat de silicium
de. Le secon
it s fante à une t
ace est réalisée en immergeant les substrats dans une solution de NH2 :H2O2 :H2O à 55
145
pendant 3 minutes. Le collage définitif intervient après un recuit à 200°C pendant 6 heures sous a
. Il en résulte une énergie de liaison de 2,3 J.m .
Les faibles températures de recuit représentent l’avantage principal de ces procédés,
alors que leur inconvénient réside dans leur durée, jusqu’à 18 heures. On mentionnera aussi le couplage de cette technique avec un chauffage par irradiation
laser introduit par Kim et al. [164]. Un des éléments à coller doit donc être transparent à la longueur d’onde du laser utilisé, ici 1064 nm. L’avantage de cette méthode est un chauffage localisé sur le matériau SOG qui évite toute dégradation des matériaux actifs ; cependant le gradient de température est important à l’interface. O ma bone s aritio s sont dus à l’évaporation de l’eau formée lors du remplacement des liaisons Si-OH par les liaiso
IV.1.4 Conclusion Les techniques de repo ’ont, pour la plupart, pas été
élaborées pour des applications photovoltaïques. Le ne requiert pas la
nd du procé
e pour éviter la fracture de la couche
- Un matériau assurant la conduction électrique, pour prendre le contact en
ture du procédé de dépôt ultérieur du silicium amorphe.
- Une tenue mécanique suffisante pour résister aux sollicitations ultrasonores.
zote. Le même type de procédé a été mis au point par Dragoi et al. [163]. Deux substrats de
silicium sont collés par l’intermédiaire de 250 nm de film SOG. Le collage à température ambiante ne procure qu’une énergie de liaison de 0,46 J.m-2. L’optimisation de l’énergie de contact mène à un recuit à 200°C pendant 18 heures
-2
n peut augmenter l’absorption du ; cela permet de mieux contrôler san de trous dans la couche SOG. Il
tériau SOG en lui incorporant des particules de carolidification. Un effet néfaste de la méthode est l’app
ns Si-O. Le collage intervient uniquement dans une gamme d’énergie du faisceau laser. Pour une énergie incidente insuffisante, l’adhérence est trop faible alors que pour des énergies trop fortes, il y a ablation du matériau. La robustesse du collage dépend de la densité d’énergie du faisceau laser.
Concernant les applications photovoltaïques, cette technique doit principalement relever le défi de l’implémentation sur grande surface.
rt de couches sont nombreuses et n transfert de couches de 50 µm
même attention que celui de substrats de 300 µm ou plus. Ainsi, dans le cas d’une couche sur silicium poreux, une pression trop importante peut endommager la couche active. Certaines techniques comme le collage anodique ou l’utilisation de pâte de sérigraphie ont déjà été adaptées pour les cellules photovoltaïques. Cependant, leur utilisation dépe
dé de fabrication des cellules envisagé. Un collage sur verre sans métallisation oblige alors à réaliser une architecture cellule avec l’ensemble des contacts en face arrière.
Pour notre part, nous nous sommes orientés vers la réalisation de cellules double face à
hétérojonction a-Si/c-Si. Notre cahier des charges pour la mise au point de la méthode de collage requiert les points suivants :
ériqu- Un procédé à pression atmosphépitaxiée sur silicium poreux.
face arrière de la cellule. - Un collage résistant à une température de 200°C minimum, tempéra
146
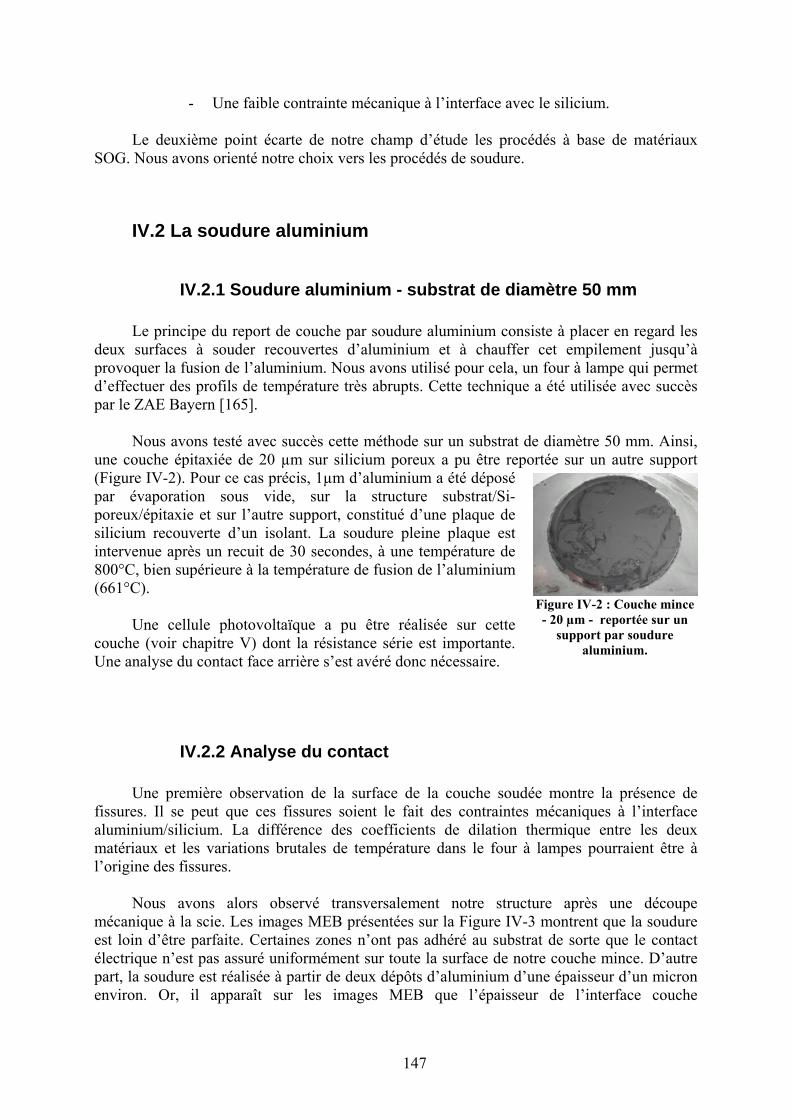
- Une faible contrainte mécanique à l’interface avec le silicium.
IV.2 La soudure
dure aluminium consiste à placer en regard les deux
es profils de température très abrupts. Cette technique a été utilisée avec succès par le
at de diamètre 50 mm. Ainsi,
silicium recouverte d’un isolant. La soudure pleine plaque est interv
périeure à la température de fusion de l’aluminium (661°C).
Une cellule photovoltaïque a pu être réalisée sur cette couche (voir chapitre V) dont la résistance série est importante. Une analyse du contact face arrière s’est avéré donc nécessaire.
IV.2.2 Analyse du contact Une première observation de la surface de la couche soudée montre la présence de
fi f a icien eux matériaux et les variations brutales de température dans le fou pourraient être à l’origine des fissures.
aite. Certaines zones n’ont pas adhéré au substrat de sorte que le contact électrique n’est pas assuré uniformément sur toute la surface de notre couche mince. D’autre part, la soudure est réalisée à partir de deux dépôts d’aluminium d’une épaisseur d’un micron environ. Or, il apparaît sur les images MEB que l’épaisseur de l’interface couche
Figure IV-2 : Couche mince - 20 µm - reportée sur un
support par soudure aluminium.
Le deuxième point écarte de notre champ d’étude les procédés à base de matériaux
SOG. Nous avons orienté notre choix vers les procédés de soudure.
aluminium
IV.2.1 Soudure aluminium - substrat de diamètre 50 mm Le principe du report de couche par sousurfaces à souder recouvertes d’aluminium et à chauffer cet empilement jusqu’à
provoquer la fusion de l’aluminium. Nous avons utilisé pour cela, un four à lampe qui permet d’effectuer d
ZAE Bayern [165]. Nous avons testé avec succès cette méthode sur un substr
une couche épitaxiée de 20 µm sur silicium poreux a pu être reportée sur un autre support (Figure IV-2). Pour ce cas précis, 1µm d’aluminium a été déposé par évaporation sous vide, sur la structure substrat/Si-poreux/épitaxie et sur l’autre support, constitué d’une plaque de
enue après un recuit de 30 secondes, à une température de 800°C, bien su
ssures. Il se peut que ces fissures soient lluminium/silicium. La différence des coeff
e ait des contraintes mécaniques à l’interfacets de dilation thermique entre les d
r à lampes
Nous avons alors observé transversalement notre structure après une découpe
mécanique à la scie. Les images MEB présentées sur la Figure IV-3 montrent que la soudure est loin d’être parf
147
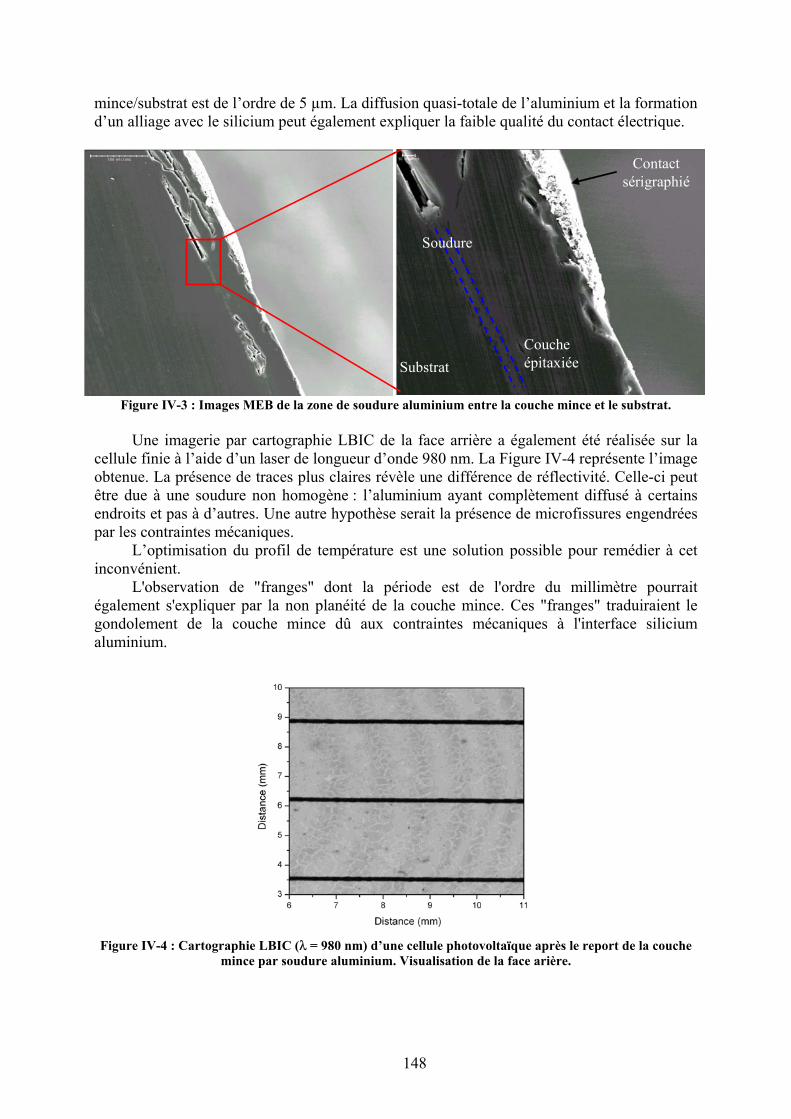
m n d’un alliage avec le silicium peut également expliquer la faible qualité du contact électrique.
ince/substrat est de l’ordre de 5 µm. La diffusion quasi-totale de l’aluminium et la formatio
Substrat épi iéeCo
Soudure
Contact sérigraphié
uche taxSubstrat épi iée
Co
Soudure
Contact sérigraphié
uche tax
Figure IV-3 : Images MEB de la zone de soudure aluminium entre la couche mince et le substrat.
non homogène : l’aluminium ayant complètement diffusé à certains endro
médier à cet incon
x contraintes mécaniques à l'interface silicium alumi
Une imagerie par cartographie LBIC de la face arrière a également été réalisée sur la
cellule finie à l’aide d’un laser de longueur d’onde 980 nm. La Figure IV-4 représente l’image obtenue. La présence de traces plus claires révèle une différence de réflectivité. Celle-ci peut être due à une soudure
its et pas à d’autres. Une autre hypothèse serait la présence de microfissures engendrées par les contraintes mécaniques.
L’optimisation du profil de température est une solution possible pour revénient. L'observation de "franges" dont la période est de l'ordre du millimètre pourrait
également s'expliquer par la non planéité de la couche mince. Ces "franges" traduiraient le gondolement de la couche mince dû au
nium.
Figure IV-4 : Cartographie LBIC (λ = 980 nm) d’une cellule photovoltaïque après le report de la couche
mince par soudure aluminium. Visualisation de la face arière.
148
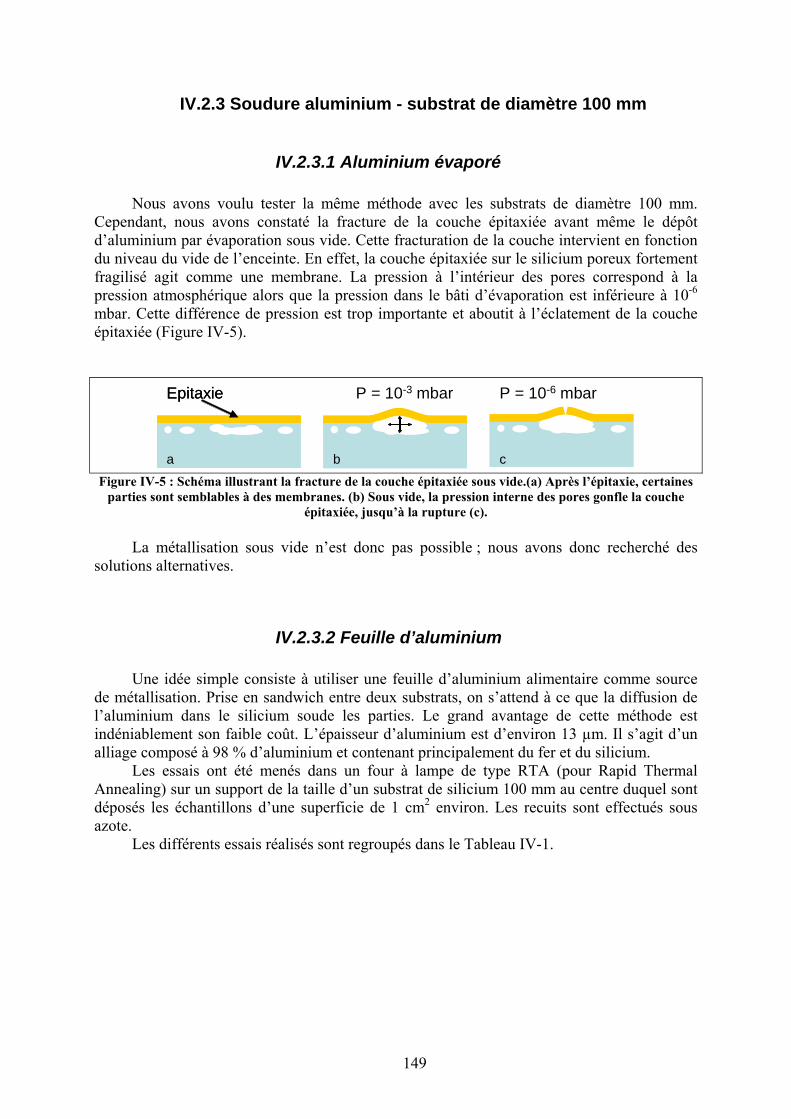
IV.2.3 Soudure aluminium - substrat de diamètre 100 mm
IV.2.3.1 Aluminium évaporé Nous avons voulu tester la même méthode avec les substrats de diamètre 100 mm.
Cependant, nous avons constaté la fracture de la couche épitaxiée avant même le dépôt d’aluminium par évaporation sous vide. Cette fracturation de la couche intervient en fonction du niveau du vide de l’enceinte. En effet, la couche épitaxiée sur le silicium poreux fortement fragilisé agit comme une membrane. La pression à l’intérieur des pores correspond à la pression atmosphérique alors que la pression dans le bâti d’évaporation est inférieure à 10-6 mbar. Cette d importante et aboutit à l’éclatement de la couche épitax ée (Fig
ifférence de pression est trop ure IV-5). i
EpitaxieEpitaxie P = 10-3 mbar P = 10-6 mbar
a b c Figure IV-5 : Schéma illustrant la fracture de la couc
parthe épitaxiée sous vide.(a) Après l’épitaxie, certaines
ies sont semblables à des membranes. (b) Sous vide, la pression interne des pores gonfle la couche épitaxiée, jusqu’à la rupture (c).
La métallisation sous vide n’est donc pas possible ; nous avons donc recherché des
solutions alternatives.
IV.2.3.2 Feuille d’aluminium Une idée simple consiste à utiliser une feuille d’aluminium alimentaire comme source
de métallisation. Prise en sandwich entre deux substrats, on s’attend à ce que la diffusion de l’aluminium dans le silicium soude les parties. Le grand avantage de cette méthode est indéniablement son faible coût. L’épaisseur d’aluminium est d’environ 13 µm. Il s’agit d’un alliage composé à 98 % d’aluminium et contenant principalement du fer et du silicium
Les essais ont été menés dans un four à lampe de type RTA (pour Rapid Thermal Annealin quel sont déposés les échantillons d’une superf 2
.
g) sur un support de la taille d’un substrat de silicium 100 mm au centre duicie de 1 cm environ. Les recuits sont effectués sous
azote. Les différents essais réalisés sont regroupés dans le Tableau IV-1.
149
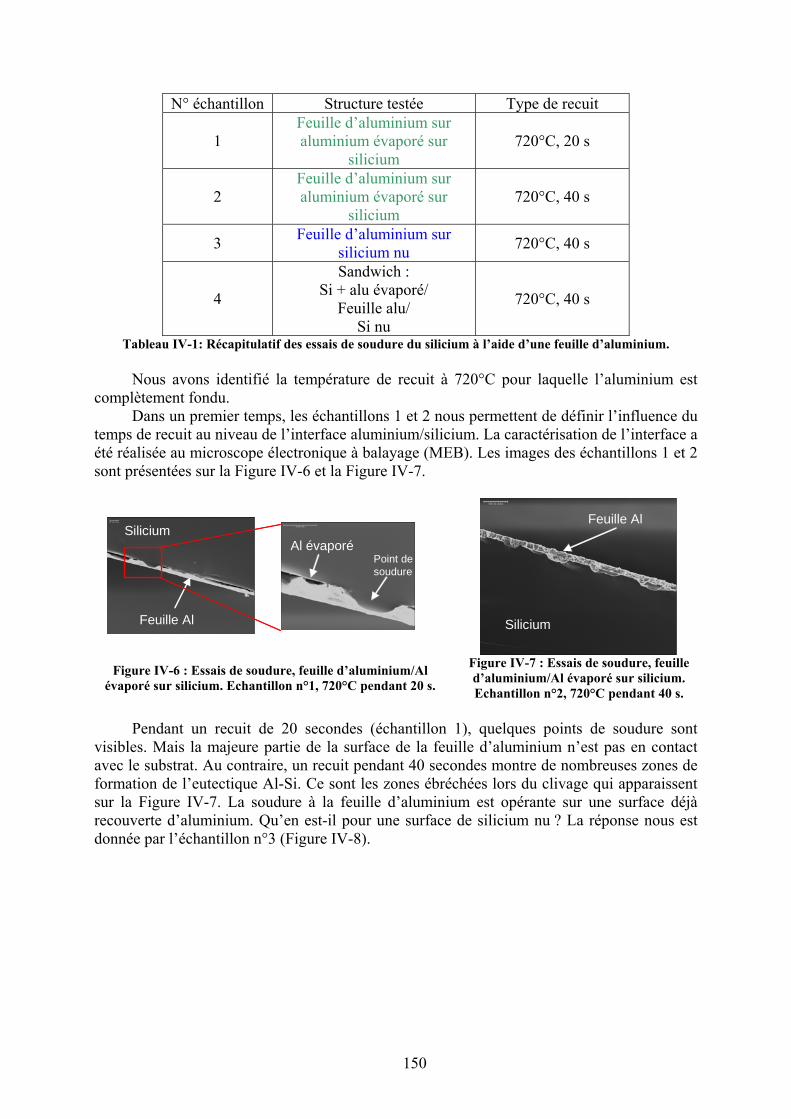
N° échantillon Structure testée Type de recuit
1 aluminium évaporé sur silicium
720°C, 20 s Feuille d’aluminium sur
2 Feuille d’aluminium sur aluminium évaporé sur
silicium 720°C, 40 s
3 silicium nu 720°C, 40 s Feuille d’aluminium sur
4
Sandwich : Si + alu évaporé/
Feuille alu/ 720°C, 40 s
Si nu Tableau IV-1: R lle d’aluminium.
Nous avons l’aluminium est
comp tement fondu. e du
temps de recuit au niveau de l’interface aluminium/silicium. La caractérisation de l’interface a été réalisée au microscope électronique à balayage (MEB). Les images des échantillons 1 et 2 sont pré
écapitulatif des essais de soudure du silicium à l’aide d’une feui
identifié la température de recuit à 720°C pour laquellelèDans un premier temps, les échantillons 1 et 2 nous permettent de définir l’influenc
sentées sur la Figure IV-6 et la Figure IV-7.
Silicium
Feuille AlSilicium
Al évaporéPoint de soudure
Feuille Al
SiliciumAl évaporé
Point de soudure
Feuille Al
Fig re IV-6 : Essais de soudure, feuille d’aluminium/Al
évap
Figure IV-7 : Essais de soudure, feuille évaporé sur silicium. 720°C pendant 40 s.
Pendant quelques points de soudure sont visibles. Mais m as en contact avec le substrat. Au contraire, un recuit pendant 40 secondes montre de nombreuses zones de formation de l’eutectique Al-Si. Ce sont les zones ébréchées lors du clivage qui apparaissent sur la
uoré sur silicium. Echantillon n°1, 720°C pendant 20 s. d’aluminium/Al
Echantillon n°2,
un recuit de 20 secondes (échantillon 1), la ajeure partie de la surface de la feuille d’aluminium n’est p
Figure IV-7. La soudure à la feuille d’aluminium est opérante sur une surface déjà recouverte d’aluminium. Qu’en est-il pour une surface de silicium nu ? La réponse nous est donnée par l’échantillon n°3 (Figure IV-8).
150
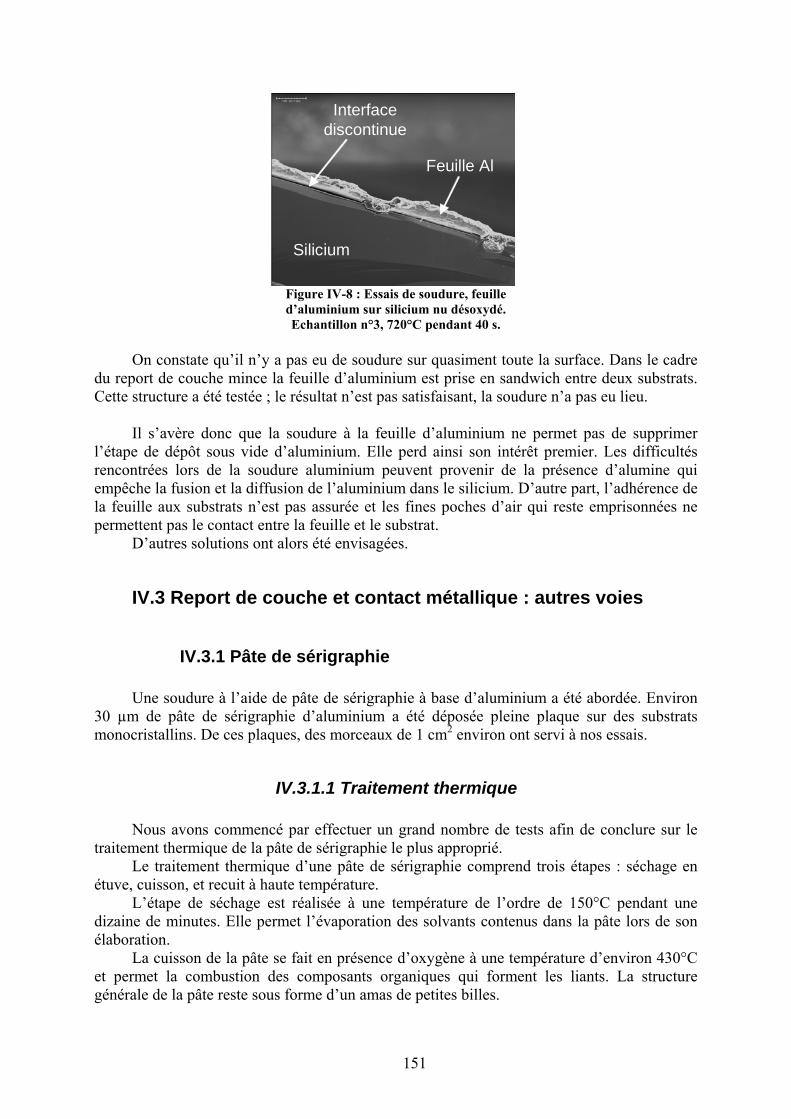
Feuille Al
Interface discontinue
Silicium
Figure IV-8 : Essais de soudure, feuille d’aluminium sur silicium nu désoxydé.
fines poches d’air qui reste emprisonnées ne perme
.3 Report de couche et contact métallique : autres voies
IV.3.1 Pâte de sérigraphie
sérigraphie à base d’aluminium a été abordée. Environ 30 µm
IV.3.1.1 Traitement thermique
Echantillon n°3, 720°C pendant 40 s. On constate qu’il n’y a pas eu de soudure sur quasiment toute la surface. Dans le cadre
du report de couche mince la feuille d’aluminium est prise en sandwich entre deux substrats. Cette structure a été testée ; le résultat n’est pas satisfaisant, la soudure n’a pas eu lieu.
Il s’avère donc que la soudure à la feuille d’aluminium ne permet pas de supprimer
l’étape de dépôt sous vide d’aluminium. Elle perd ainsi son intérêt premier. Les difficultés rencontrées lors de la soudure aluminium peuvent provenir de la présence d’alumine qui empêche la fusion et la diffusion de l’aluminium dans le silicium. D’autre part, l’adhérence de la feuille aux substrats n’est pas assurée et les
ttent pas le contact entre la feuille et le substrat. D’autres solutions ont alors été envisagées.
IV
Une soudure à l’aide de pâte de de pâte de sérigraphie d’aluminium a été déposée pleine plaque sur des substrats
monocristallins. De ces plaques, des morceaux de 1 cm2 environ ont servi à nos essais.
Nous avons commencé par effectuer un grand nombre de tests afin de conclure sur le
traitement thermique de la pâte de sérigraphie le plus approprié. Le traitement thermique d’une pâte de sérigraphie comprend trois étapes : séchage en
étuve, cuisson, et recuit à haute température. L’étape de séchage est réalisée à une température de l’ordre de 150°C pendant une
dizaine de minutes. Elle permet l’évaporation des solvants contenus dans la pâte lors de son élaboration.
La cuisson de la pâte se fait en présence d’oxygène à une température d’environ 430°C et permet la combustion des composants organiques qui forment les liants. La structure générale de la pâte reste sous forme d’un amas de petites billes.
151
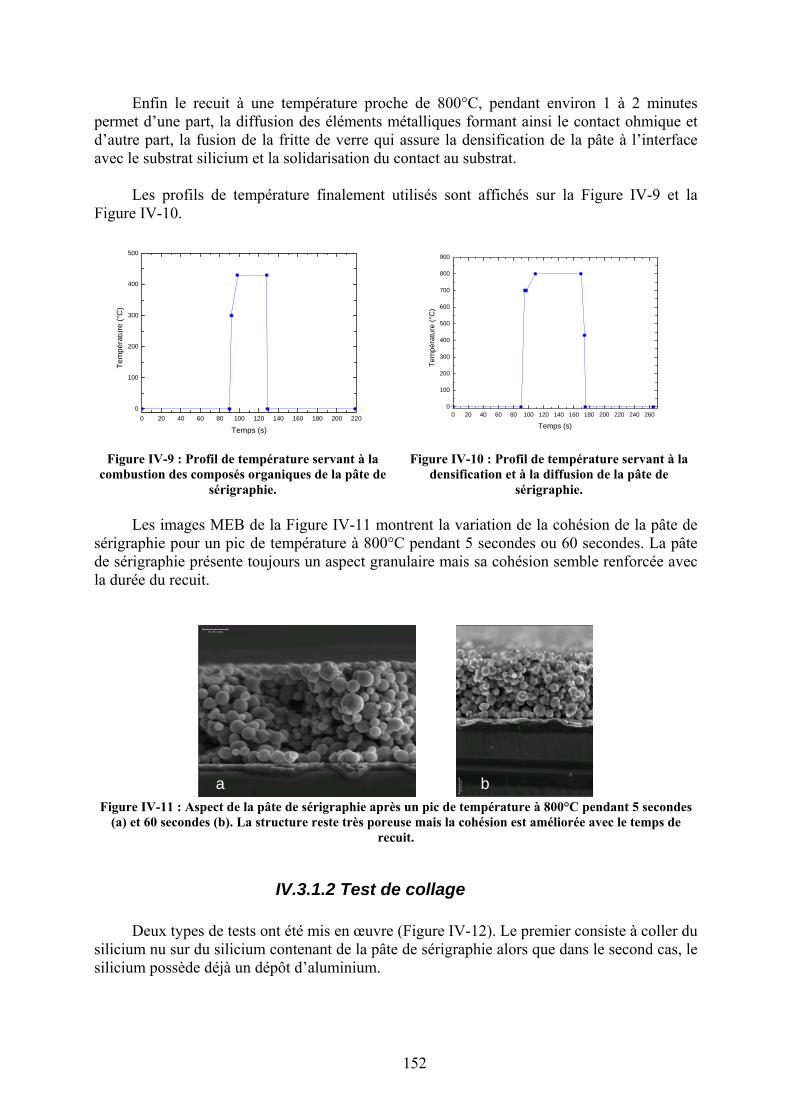
Enfin le recuit à une température proche de 800°C, pendant environ 1 à 2 minutes permet d’une part, la diffusion des éléments métalliques formant ainsi le contact ohmique et d’autre part, la fusion de la fritte de verre qui assure la densification de la pâte à l’interface avec le substrat silicium et la solidarisation du contact au substrat.
Les profils de température finalement utilisés sont affichés sur la Figure IV-9 et la Figure IV-10
.
0 20 40 60 80 100 120 140 160 180 200 2200
100
200
300
400
500
Tem
péra
300
400
500
ture
(°C
) 600
700
800
900
Temps (s)
0 20 40 60 80 100 120 140 160 180 200 220 240 2600
100
200
Tem
péra
ture
(°
sion de la pâte de sérigraphie.
ariation de la cohésion de la pâte de 5 secondes ou 60 secondes. La pâte
is sa cohésion semble renforcée avec
C)
Temps (s)
Figure IV-9 : Profil de température servant à la
combustion des composés organiques de la pâte de Figure IV-10 : Profil de température servant à la
densification et à la diffusérigraphie.
Les images MEB de la Figure IV-11 montrent la v
sérigraphie pour un pic de température à 800°C pendant de sérigraphie présente toujours un aspect granulaire mala durée du recuit.
a b Figure IV-11 : Aspect de la pâte de sérigraphie après un pic de température à 800°C pendant 5 secondes
(a) et 60 seco s ohésion est améliorée avec le temps de
Test de collage
eux types de tests ont été mis en œuvre (Figure IV-12). Le premier consiste à coller du siliciu
nde (b). La structure reste très poreuse mais la crecuit.
IV.3.1.2
Dm nu sur du silicium contenant de la pâte de sérigraphie alors que dans le second cas, le
silicium possède déjà un dépôt d’aluminium.
152
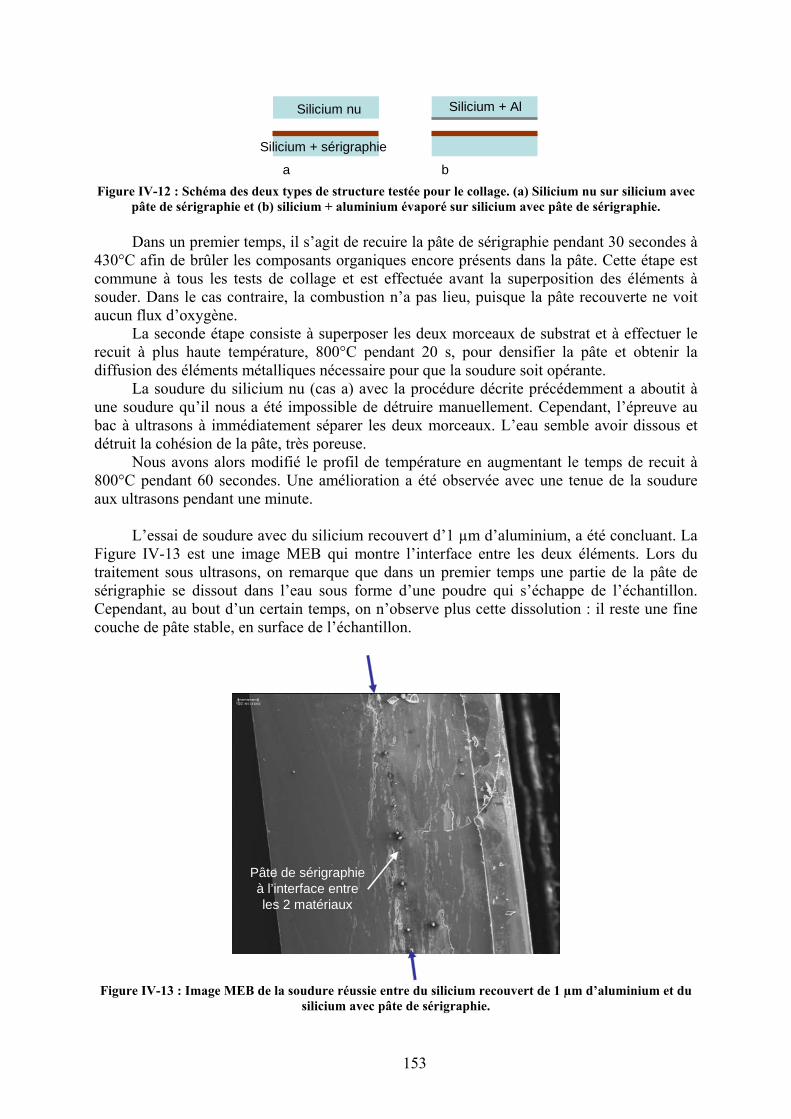
a b
Silicium + AlSilicium nu
Silicium + sérigraphie
Figur
ge et est effectuée avant la superposition des éléments à ouder. Dans le cas contraire, la combustion n’a pas lieu, puisque la pâte recouverte ne voit
aucune à superposer les deux morceaux de substrat et à effectuer le
recuit à plus haute tem
essai de soudure avec du silicium recouvert d’1 µm d’aluminium, a été concluant. La Figure IV-13 est une image MEB qui montre l’interface entre les deux éléments. Lors du traitement sous ultrasons, on remarque que dans un premier temps une partie de la pâte de sérigr hiCependant, au bout d’un certain tem
e IV-12 : Schéma des deux types de structure testée pour le collage. (a) Silicium nu sur silicium avec pâte de sérigraphie et (b) silicium + aluminium évaporé sur silicium avec pâte de sérigraphie. Dans un premier temps, il s’agit de recuire la pâte de sérigraphie pendant 30 secondes à
430°C afin de brûler les composants organiques encore présents dans la pâte. Cette étape est ommune à tous les tests de collac
s flux d’oxygène. La seconde étape consist
pérature, 800°C pendant 20 s, pour densifier la pâte et obtenir la diffusion des éléments métalliques nécessaire pour que la soudure soit opérante.
La soudure du silicium nu (cas a) avec la procédure décrite précédemment a aboutit à une soudure qu’il nous a été impossible de détruire manuellement. Cependant, l’épreuve au bac à ultrasons à immédiatement séparer les deux morceaux. L’eau semble avoir dissous et détruit la cohésion de la pâte, très poreuse.
Nous avons alors modifié le profil de température en augmentant le temps de recuit à 800°C pendant 60 secondes. Une amélioration a été observée avec une tenue de la soudure aux ultrasons pendant une minute.
L’
ap e se dissout dans l’eau sous forme d’une poudre qui s’échappe de l’échantillon. ps, on n’observe plus cette dissolution : il reste une fine
couche de pâte stable, en surface de l’échantillon.
Pâte de sérigraphie à l’interface entre les 2 matériaux
Figure IV-13 : Image MEB de la soudure réussie entre du silicium recouvert de 1 µm d’aluminium et du
silicium avec pâte de sérigraphie.
153
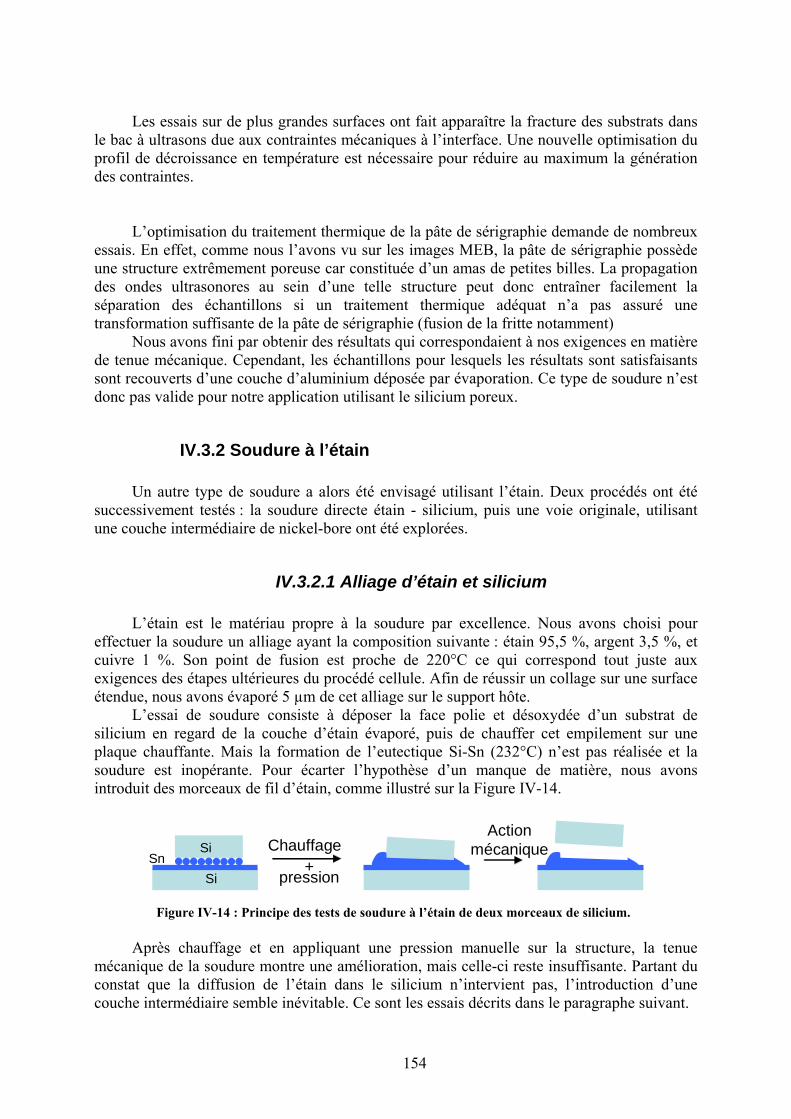
Les essais sur de plus grandes surfaces ont fait apparaître la fracture des substrats dans
le bac à ultrasons due aux contraintes mécaniques à l’interface. Une nouvelle optimisation du profil de décroissance en température est nécessaire pour réduire au maximum la génération des contraintes.
L’optimisation du traitement thermique de la pâte de sérigraphie demande de nombreux
essais. En effet, comme nous l’avons vu sur les images MEB, la pâte de sérigraphie possède une structure extrêmement poreuse car constituée d’un amas de petites billes. La propagation des ondes ultrasonores au sein d’une telle structure peut donc entraîner facilement la séparation des échantillons si un traitement thermique adéquat n’a pas assuré une transformation suffisante de la pâte de sérigraphie (fusion de la fritte notamment)
Nous avons fini par obtenir des résultats qui correspondaient à nos exigences en matière de tenue mécanique. Cependant, les échantillons pour lesquels les résultats sont satisfaisants sont recouverts d’une couche d’aluminium déposée par évaporation. Ce type de soudure n’est
n autre type de soudure a alors été envisagé utilisant l’étain. Deux procédés ont été successivement testés : la soudure directe étain - silicium, puis une voie originale, utilisant une couche intermédiaire de nickel-bore ont été explorées.
IV.3.2.1 Alliage d’étain et silicium L’étain est le matériau propre à la soudure par excellence. Nous avons choisi pour
effectuer la soudure un alliage ayant la composition suivante : étain 95,5 %, argent 3,5 %, et cuivre 1 %. Son point de fusion est proche de 220°C ce qui correspond tout juste aux exigences des étapes ultérieures du procédé cellule. Afin de réussir un collage sur une surface étendue, nous avons évaporé 5 µm de cet alliage sur le support hôte.
L’essai de soudure consiste à déposer la face polie et désoxydée d’un substrat de silicium en regard de la couche d’étain évaporé, puis de chauffer cet empilement sur une plaque chauffante. Mais la formation de l’eutectique Si-Sn (232°C) n’est pas réalisée et la soudure est inopérante. Pour écarter l’hypothèse d’un manque de matière, nous avons introduit des morceaux de fil d’étain, comme illustré sur la Figure IV-14.
donc pas valide pour notre application utilisant le silicium poreux.
IV.3.2 Soudure à l’étain U
Chauffage +
pressionSiSn
SiAction
mécanique
Figure IV-14 : Principe des tests de soudure à l’étain de deux morceaux de silicium. Après chauffage et en appliquant une pression manuelle sur la structure, la tenue
mécanique de la soudure montre une amélioration, mais celle-ci reste insuffisante. Partant du constat que la diffusion de l’étain dans le silicium n’intervient pas, l’introduction d’une couche intermédiaire semble inévitable. Ce sont les essais décrits dans le paragraphe suivant.
154
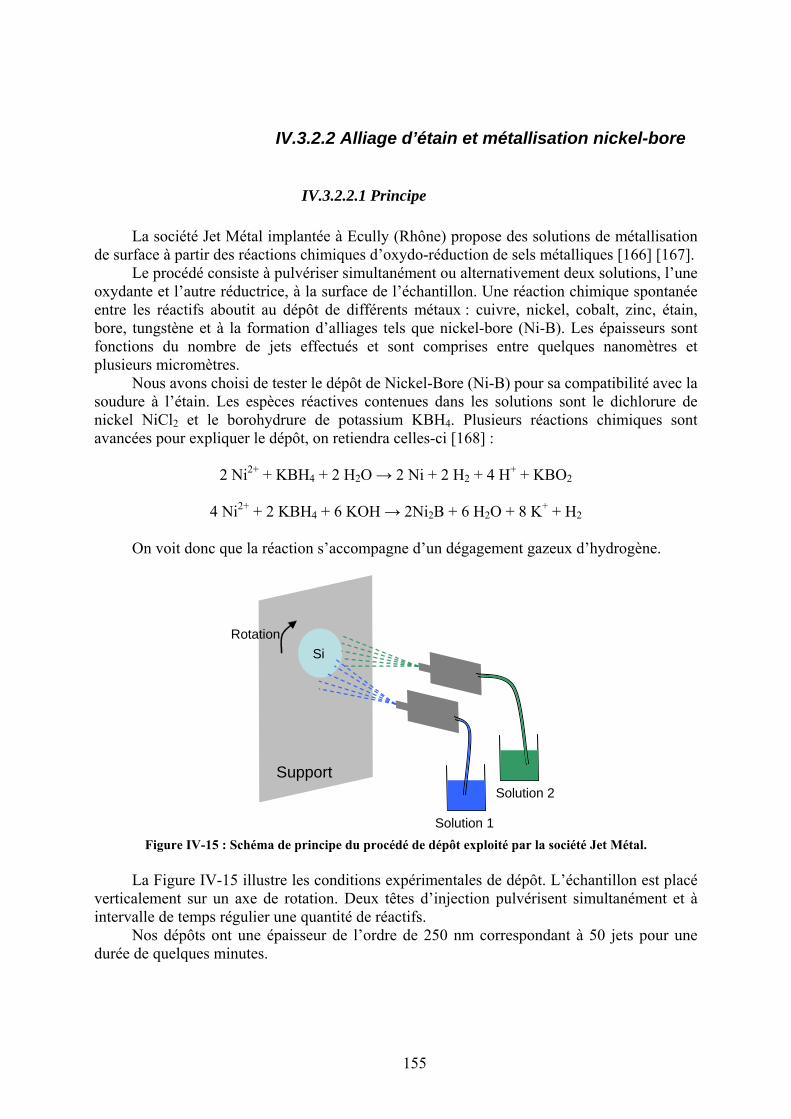
IV.3.2.2 Alliage d’étain et métallisation nickel-bore
une
ls que nickel-bore (Ni-B). Les épaisseurs sont
plu
sounicavancées pour expliquer le dépôt, on retiendra celles-ci [168] :
ux d’hydrogène.
IV.3.2.2.1 Principe La société Jet Métal implantée à Ecully (Rhône) propose des solutions de métallisation
de surface à partir des réactions chimiques d’oxydo-réduction de sels métalliques [166] [167]. Le procédé consiste à pulvériser simultanément ou alternativement deux solutions, l’
oxydante et l’autre réductrice, à la surface de l’échantillon. Une réaction chimique spontanée entre les réactifs aboutit au dépôt de différents métaux : cuivre, nickel, cobalt, zinc, étain,
ation d’alliages tebore, tungstène et à la formfonctions du nombre de jets effectués et sont comprises entre quelques nanomètres et
sieurs micromètres. Nous avons choisi de tester le dépôt de Nickel-Bore (Ni-B) pour sa compatibilité avec la
dure à l’étain. Les espèces réactives contenues dans les solutions sont le dichlorure de kel NiCl2 et le borohydrure de potassium KBH4. Plusieurs réactions chimiques sont
2 Ni2+ + KBH4 + 2 H2O → 2 Ni + 2 H2 + 4 H+ + KBO2
4 Ni2+ + 2 KBH4 + 6 KOH → 2Ni2B + 6 H2O + 8 K+ + H2 On voit donc que la réaction s’accompagne d’un dégagement gaze
SiRotation
Solution 2Support
Solution 1 Figure IV-15 : Schéma de principe du procédé de dépôt exploité par la société Jet Métal.
La Figure IV-15 illustre les conditions expérimentales de dépôt. L’échantillon est placé
ne
verticalement sur un axe de rotation. Deux têtes d’injection pulvérisent simultanément et à intervalle de temps régulier une quantité de réactifs.
Nos dépôts ont une épaisseur de l’ordre de 250 nm correspondant à 50 jets pour udurée de quelques minutes.
155
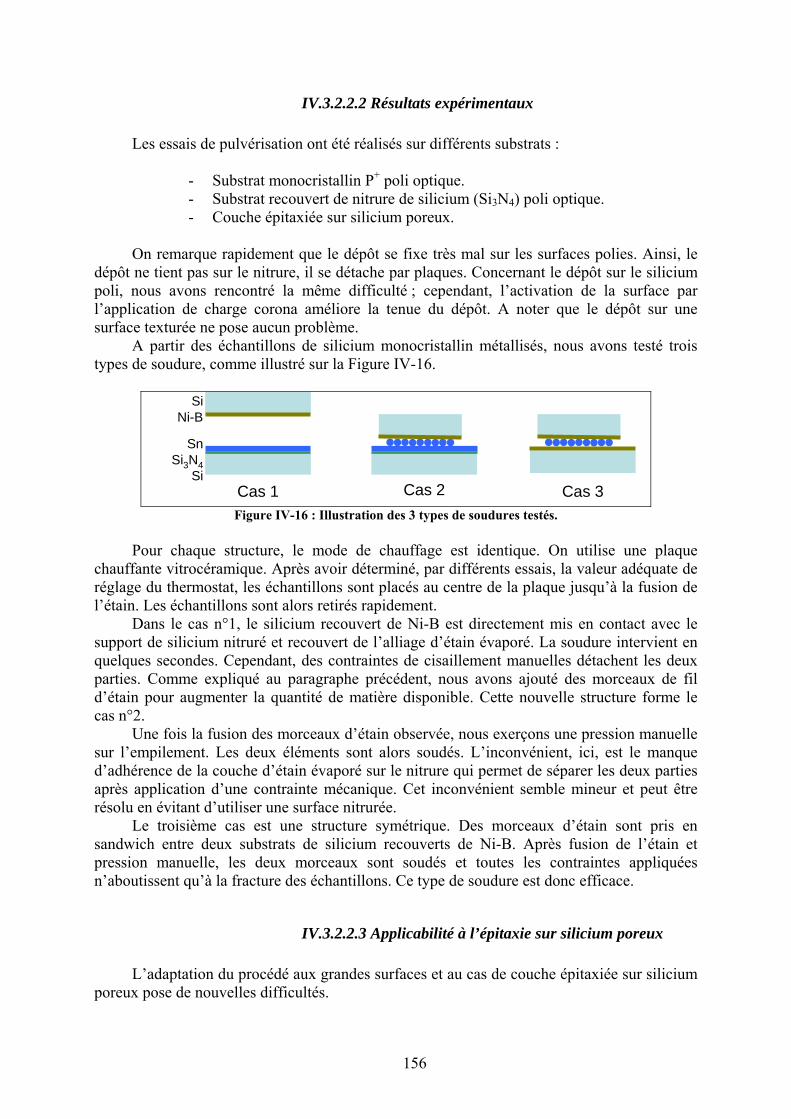
IV.3.2.2.2 Résultats expérimentaux Les essais de pulvérisation ont été réalisés sur différents substrats :
vert de nitrure de silicium (Si3N4) poli optique.
rfaces polies. Ainsi, le
poll’ap du dépôt. A noter que le dépôt sur une
typ
- Substrat monocristallin P+ poli optique. - Substrat recou- Couche épitaxiée sur silicium poreux.
On remarque rapidement que le dépôt se fixe très mal sur les su
dépôt ne tient pas sur le nitrure, il se détache par plaques. Concernant le dépôt sur le silicium i, nous avons rencontré la même difficulté ; cependant, l’activation de la surface par plication de charge corona améliore la tenue
surface texturée ne pose aucun problème. A partir des échantillons de silicium monocristallin métallisés, nous avons testé trois
es de soudure, comme illustré sur la Figure IV-16.
SiNi-B
SnSi3N4
SiCas 1 Cas 2 Cas 3 Figure IV-16 : Illustration des 3 types de soudures testés.
Pour chaque structure, le mode de chauffage est identique. On utilise une plaque
uffante vitrocéramique. Après avoir détermincha é, par différents essais, la valeur adéquate de
l’ét
sup ré et recouvert de l’alliage d’étain évaporé. La soudure intervient en uelques secondes. Cependant, des contraintes de cisaillement manuelles détachent les deux
me expliqué au paragraphe précédent, nous avons ajouté des morceaux de fil ’étain pour augmenter la quantité de matière disponible. Cette nouvelle structure forme le
cas n°2. Une fois la fusion des morceaux d’étain observée, nous exerçons une pression manuelle
sur l’empilement. Les deux éléments sont alors soudés. L’inconvénient, ici, est le manque d’adhérence de la couche d’étain évaporé sur le nitrure qui permet de séparer les deux parties après application d’une contrainte mécanique. Cet inconvénient semble mineur et peut être résolu en évitant d’utiliser une surface nitrurée.
Le troisième cas est une structure symétrique. Des morceaux d’étain sont pris en sandwich entre deux substrats de silicium recouverts de Ni-B. Après fusion de l’étain et pression manuelle, les deux morceaux sont soudés et toutes les contraintes appliquées n’aboutissent qu’à la fracture des échantillons. Ce type de soudure est donc efficace.
IV.3.2.2.3 Applicabilité à l’épitaxie sur silicium poreux L’adaptation du procédé aux grandes surfaces et au cas de couche épitaxiée sur silicium
poreux pose de nouvelles difficultés.
réglage du thermostat, les échantillons sont placés au centre de la plaque jusqu’à la fusion de ain. Les échantillons sont alors retirés rapidement.
Dans le cas n°1, le silicium recouvert de Ni-B est directement mis en contact avec le port de silicium nitru
qparties. Comd
156
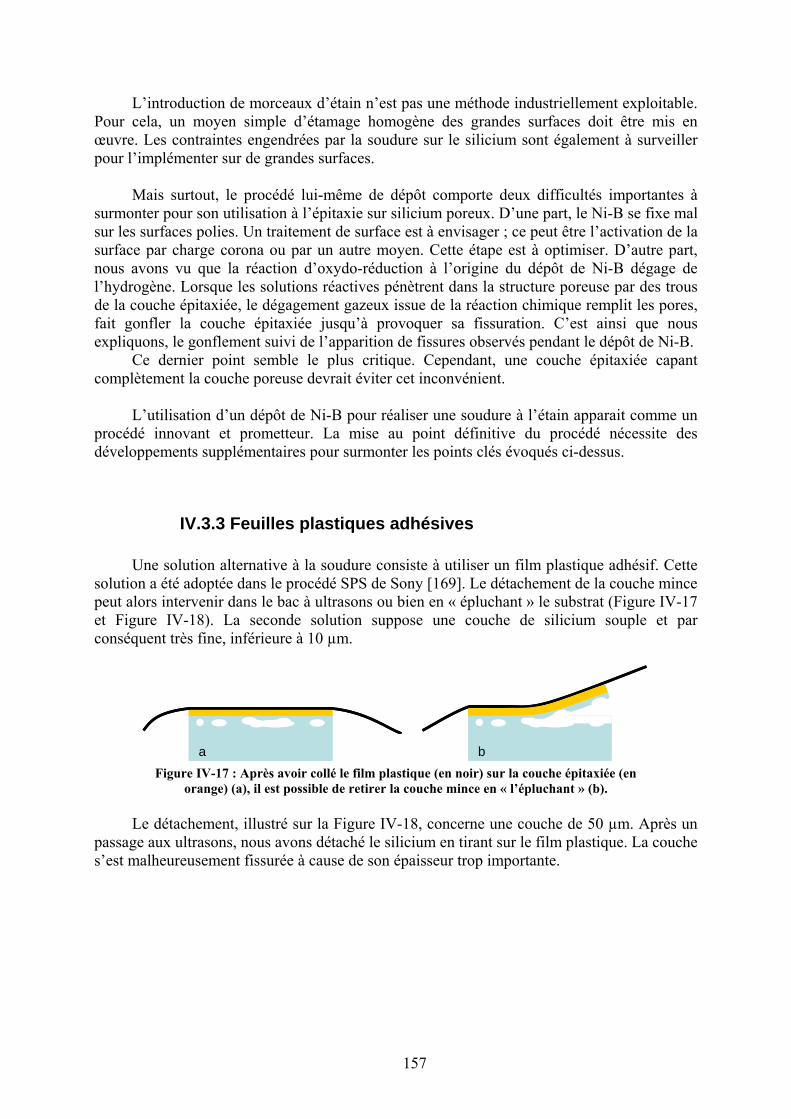
L’introduction de morceaux d’étain n’est pas une méthode industriellement exploitableur cela, un moyen simple d’étamage homogène des grandes surfaces doit être mis en
la soudure sur ces.
. Po œuvre. Les contraintes engendrées par le silicium sont également à surveiller pour l’implémenter sur de grandes surfa
ge de l’hydrogène. Lorsque les solutions réactives pénètrent dans la structure poreuse par des trous
Mais surtout, le procédé lui-même de dépôt comporte deux difficultés importantes à
surmonter pour son utilisation à l’épitaxie sur silicium poreux. D’une part, le Ni-B se fixe mal sur les surfaces polies. Un traitement de surface est à envisager ; ce peut être l’activation de la surface par charge corona ou par un autre moyen. Cette étape est à optimiser. D’autre part, nous avons vu que la réaction d’oxydo-réduction à l’origine du dépôt de Ni-B déga
de la couche épitaxiée, le dégagement gazeux issue de la réaction chimique remplit les pores, fait gonfler la couche épitaxiée jusqu’à provoquer sa fissuration. C’est ainsi que nous expliquons, le gonflement suivi de l’apparition de fissures observés pendant le dépôt de Ni-B.
Ce dernier point semble le plus critique. Cependant, une couche épitaxiée capant complètement la couche poreuse devrait éviter cet inconvénient.
L’utilisation d’un dépôt de Ni-B pour réaliser une soudure à l’étain apparait comme un
procédé innovant et prometteur. La mise au point définitive du procédé nécessite des développements supplémentaires pour surmonter les points clés évoqués ci-dessus.
IV.3.3 Feuilles plastiques adhésives Une solution alternative à la soudure consiste à utiliser un film plastique adhésif. Cette
solution a été adoptée dans le procédé SPS de Sony [169]. Le détachement de la couche mince peut alors intervenir dans le bac à ultrasons ou bien en « épluchant » le substrat (Figure IV-17 et Figure IV-18). La seconde solution suppose une couche de silicium souple et par conséquent très fine, inférieure à 10 µm.
a b Figure IV-17 : Après avoir collé le film plastique (en noir) sur l
orange) (a), il est possible de retirer la couche mince en « la couche épitaxiée (en ’épluchant » (b).
Le détachement, illustré sur la Figure IV-18, concerne une couche de 50 µm. Après un
passage aux ultrasons, nous avons détaché le silicium en tirant sur le film plastique. La couche s’est malheureusement fissurée à cause de son épaisseur trop importante.
157
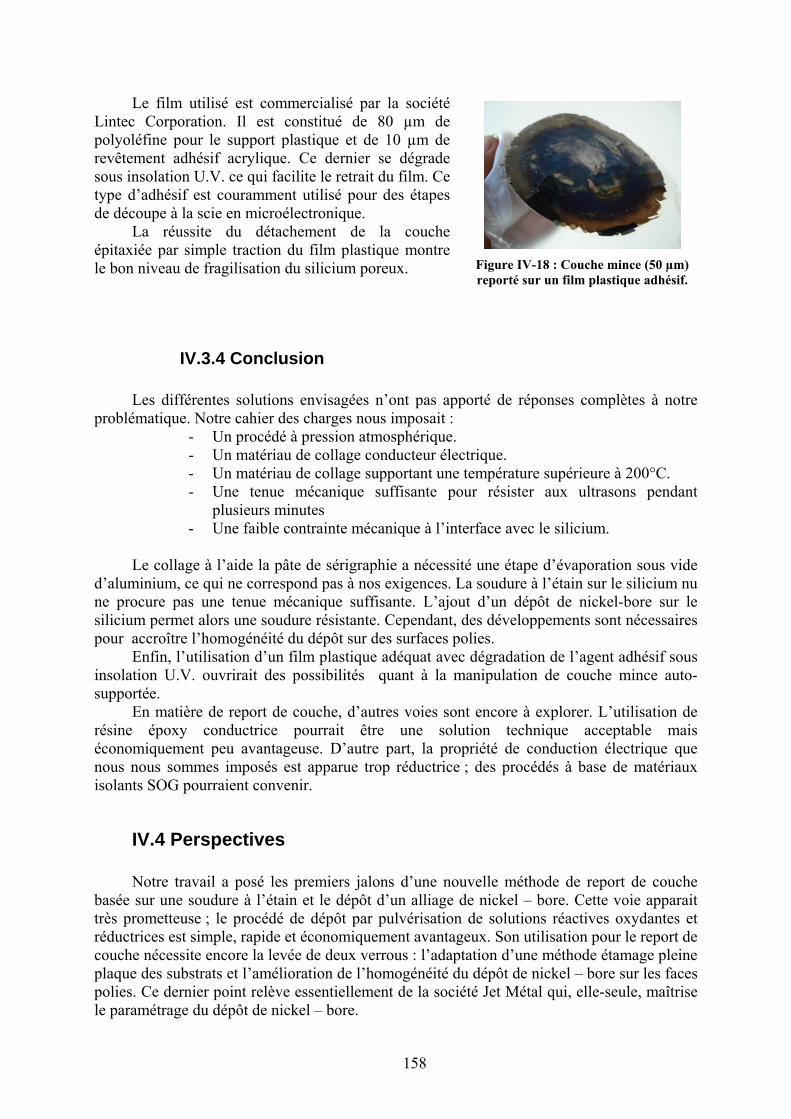
Le film utilisé est commercialisé par la société Lintec Corporation. Il est constitué de 80 µm de polyoléfine pour le support plastique et de 10 µm de revête
r des étapes de découpe à la scie en microélectronique.
a réussite du détachement de la couche épitaxiée par simple traction du film plastique montre le bon niveau
à notre problématique. Notre cahier des charges nous imposait :
t plusieurs minutes
- Une faible contrainte mécanique à l’interface avec le silicium.
e collage à l’aide la pâte de sérigraphie a nécessité une étape d’évaporation sous vide d’alum
, la propriété de conduction électrique que nous nous sommes imposés est apparue trop réductrice ; des procédés à base de matériaux isolants SOG pourraient convenir.
IV.4 Perspectives Notre travail a posé les premiers jalons d’une nouvelle méthode de report de couche
basée sur une soudure à l’étain et le dépôt d’un alliage de nickel – bore. Cette voie apparait très prometteuse ; le procédé de dépôt par pulvérisation de solutions réactives oxydantes et réductrices est simple, rapide et économiquement avantageux. Son utilisation pour le report de couche nécessite encore la levée de deux verrous : l’ ine plaque des substrats et l’amélioration de l’homogénéité du dépôt de nickel – bore sur les faces polies. Ce dernier point relève essentiellement de la société Jet Métal qui, elle-seule, maîtrise le paramétrage du dépôt de nickel – bore.
ment adhésif acrylique. Ce dernier se dégrade sous insolation U.V. ce qui facilite le retrait du film. Ce type d’adhésif est couramment utilisé pou
L
Figure IV-18 : Couche mince (50 µm) reporté sur un film plastique adhésif.
de fragilisation du silicium poreux.
IV.3.4 Conclusion Les différentes solutions envisagées n’ont pas apporté de réponses complètes
- Un procédé à pression atmosphérique. - Un matériau de collage conducteur électrique. - Un matériau de collage supportant une température supérieure à 200°C. - Une tenue mécanique suffisante pour résister aux ultrasons pendan
Linium, ce qui ne correspond pas à nos exigences. La soudure à l’étain sur le silicium nu
ne procure pas une tenue mécanique suffisante. L’ajout d’un dépôt de nickel-bore sur le silicium permet alors une soudure résistante. Cependant, des développements sont nécessaires pour accroître l’homogénéité du dépôt sur des surfaces polies.
Enfin, l’utilisation d’un film plastique adéquat avec dégradation de l’agent adhésif sous insolation U.V. ouvrirait des possibilités quant à la manipulation de couche mince auto-supportée.
En matière de report de couche, d’autres voies sont encore à explorer. L’utilisation de résine époxy conductrice pourrait être une solution technique acceptable mais économiquement peu avantageuse. D’autre part
adaptation d’une méthode étamage ple
158
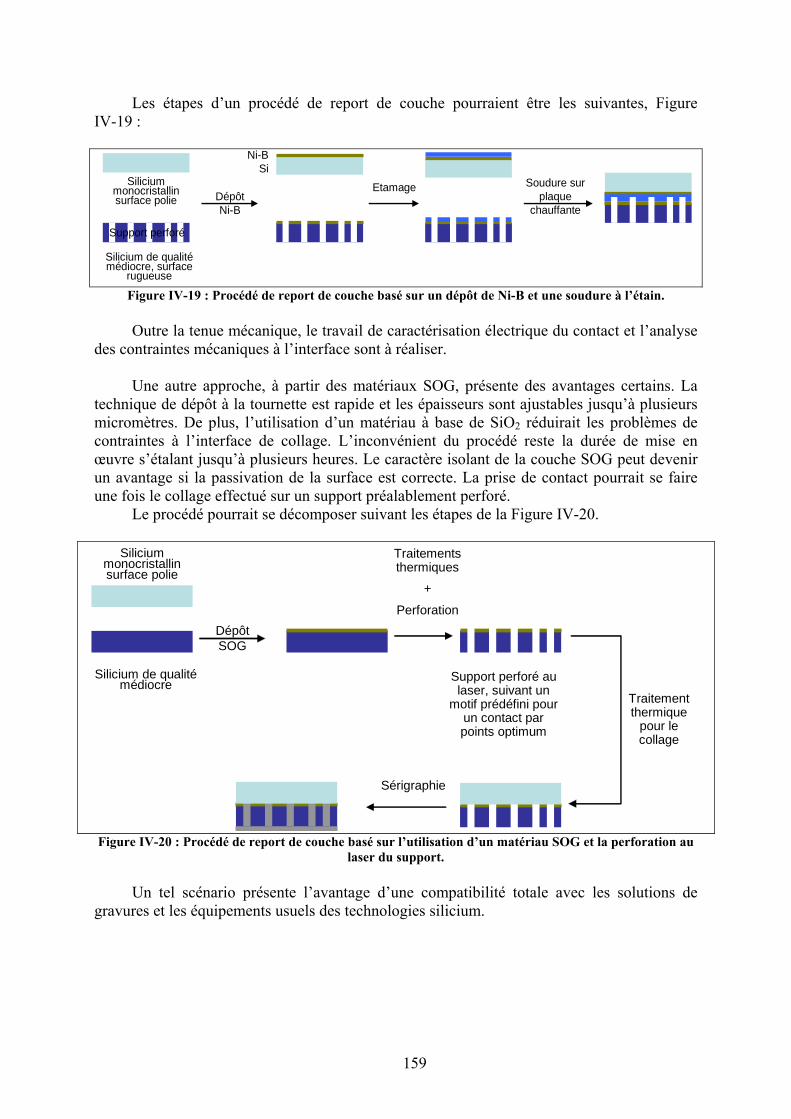
Les étapes d’un procédé de report de couche pourraient être les suivantes, Figure IV-19 :
Silicium monocristallin surface polie
Ni-BSi
Siliciu
Support perforé
Dépôt Ni-B
Etamage Soudure sur plaque
chauffan
m de qualitémédiocre, surface
r euseugu
te
Figure IV-19 : Procédé de report de couche basé sur un dépôt de Ni-B et une soudure à l’étain.
utre la tenue mécanique, le travail de caractérisation électrique du contact et l’analyse des co
technique de dépôt à la tournette est rapide et les épaisseurs sont ajustables jusqu’à plusieurs micromètres. De plus, l’utilisation d’un matériau à de contraintes à l’interface de collage. L’inconvénient du procédé reste la durée de mise en œuvre s’étalant jusqu’à plusieurs heures. Le caractère isolant de la couche SOG peut devenir un avantage si la passivation de la surface est correcte. La prise de contact pourrait se faire une fois le collage effectué sur un support préalablem
Le procédé pourrait se décomposer suivant les étapes de la Figure IV-20.
Ontraintes mécaniques à l’interface sont à réaliser.
ne autre approche, à partir des matériaux SOG, présente des avantages certains. La U
base de SiO2 réduirait les problèmes
ent perforé.
Silicium monocristallin surface polie
Silicium de qualitém
Dépôt SOG
Traitemthermi
+
Perforation
édiocre Support perforé au laser, suivant un
motif prédéfini pour un contact par points optimum
ents ques
Traitement thermique
pour le collage
Sérigraphie
Figure IV-20 : Procédé de report de couche basé sur l’utilisation d’un matériau SOG et la perforation au laser du support.
Un tel scénario présente l’avantage d’une compatibilité totale avec les solutions de
gravures et les équipements usuels des technologies silicium.
159
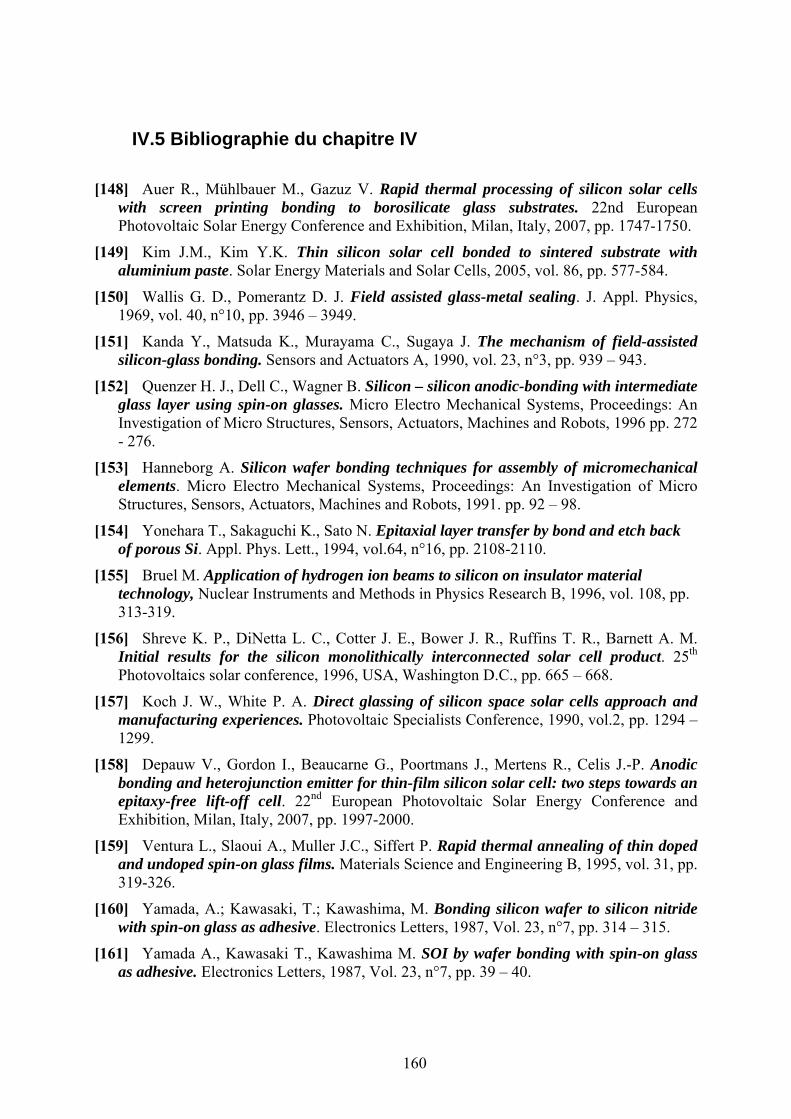
IV.5 Bibliographie du chapitre IV
[148] Auer R., Mühlbauer M., Gazuz V. Rapid thermal processing of silicon solar cells with screen printing bonding to borosilicate glass substrates. 22nd European Photovoltaic Solar Energy Conference and Exhibition, Milan, Italy, 2007, pp. 1747-1750.
[149] bstrate with al
46 – 3949.
[151] mechanism of field-assisted si .
[152] ilicon anodic-bonding with intermediate gl Electro Mechanical Systems, Proceedings: An In
te
licon space solar cells approach and m
itaxy-free lift-off cell. 22 European Photovoltaic Solar Energy Conference and Exhibition, Milan, Italy, 2007, pp. 1997-2000.
[160]
Kim J.M., Kim Y.K. Thin silicon solar cell bonded to sintered suuminium paste. Solar Energy Materials and Solar Cells, 2005, vol. 86, pp. 577-584.
[150] Wallis G. D., Pomerantz D. J. Field assisted glass-metal sealing. J. Appl. Physics, 19 9, vol. 40, n°10, pp. 396
Kanda Y., Matsuda K., Murayama C., Sugaya J. Thelicon-glass bonding. Sensors and Actuators A, 1990, vol. 23, n°3, pp. 939 – 943
Quenzer H. J., Dell C., Wagner B. Siliss layer using spin-on glasses. Micro
con – savestigation of Micro Structures, Sensors, Actuators, Machines and Robots, 1996 pp. 272
- 276.
[153] Hanneborg A. Silicon wafer bonding techniques for assembly of micromechanical elements. Micro Electro Mechanical Systems, Proceedings: An Investigation of Micro Structures, Sensors, Actuators, Machines and Robots, 1991. pp. 92 – 98.
[154] Yonehara T., Sakaguchi K., Sato N. Epitaxial layer transfer by bond and etch back of porous Si. Appl. Phys. Lett., 1994, vol.64, n°16, pp. 2108-2110.
[155] Bruel M. Application of hydrogen ion beams to silicon on insulator material chnology, Nuclear Instruments and Methods in Physics Research B, 1996, vol. 108, pp.
313-319.
[156] Shreve K. P., DiNetta L. C., Cotter J. E., Bower J. R., Ruffins T. R., Barnett A. M. Initial results for the silicon monolithically interconnected solar cell product. 25th Photovoltaics solar conference, 1996, USA, Washington D.C., pp. 665 – 668.
[157] Koch J. W., White P. A. Direct glassing of sianufacturing experiences. Photovoltaic Specialists Conference, 1990, vol.2, pp. 1294 –
1299.
[158] Depauw V., Gordon I., Beaucarne G., Poortmans J., Mertens R., Celis J.-P. Anodic bonding and heterojunction emitter for thin-film silicon solar cell: two steps towards an ep nd
[159] Ventura L., Slaoui A., Muller J.C., Siffert P. Rapid thermal annealing of thin doped and undoped spin-on glass films. Materials Science and Engineering B, 1995, vol. 31, pp. 319-326.
Yamada, A.; Kawasaki, T.; Kawashima, M. Bonding silicon wafer to silicon nitride with spin-on glass as adhesive. Electronics Letters, 1987, Vol. 23, n°7, pp. 314 – 315.
[161] Yamada A., Kawasaki T., Kawashima M. SOI by wafer bonding with spin-on glass as adhesive. Electronics Letters, 1987, Vol. 23, n°7, pp. 39 – 40.
160
[162] Goustouridis D., Minoglou K., Kolliopoulou S., Chatzandroulis S., Morfouli P., Normand P., Tsoukalas D. Low temperature wafer bonding for thin silicon film transfer. Sensors and Actuators A, 2004, vol. 110, pp. 401 – 406.
[163] Dragoi V., Alexe M., Reiche M., Gösele U. Low temperature direct wafer bonding of silicon using a glass intermediate layer. Proceedings of Semiconductor Conference, 1999, Vol. 2, pp. 443 – 446.
[164] Kim J., Kim H., Lee J-H. Thin layer laser bonding using spin-on-glass materials. Applied Surface Science, 2008, doi:10.1016/j.apsusc.2008.04.093
[165] Gazuz V., Scheffler M., Auer R. Thin 60 µm-thick crystalline silicon solar cell on ceramic substrate by Al-bonding orld Conference on Photovoltaic Energy.
[1 n su strat par voie de réduction d e(s) et par projection d’aérosol(s). Brevet n° FR2763962 [en ligne] 04-12-1998. Disponible sur : http://v3.espacenet.com/textdoc?DB=EPODOC&IDX=WO9854378&F=0&RPN=FR2763962&DOC=cda64df49b5412cf894906bf873fe6b65d&QPN=FR2763962 (Consulté le 31-07-20
[167]
05-2008. Disponible sur : (Consulté le 31-07-2008).
[168]
. 4th WConversion, 2006, USA, Hawaii, pp. 976-979.
66] Stremdoerfer G.; Fares Karam A. Procédé non électrolytique de métallisation d’ue sel(s) métalliqub
08).
Stremdoerfer S. Advanced non-electrolytic method for metallizing a substrate by metallic salt(s) reduction and aerosol(s) projection. Brevet n° WO2008062070 [en ligne] 29-
Mondal A., Nath S., Mondal A., Bandopadhyay S., Gangopadhyay U., Saha H. Ni–B deposits on p-silicon using borohydride as a reducing agent. Materials Research Bulletin, 2004, vol. 39, pp. 2187 – 2192.
[169] Tayanaka H., Yamauchi K., Matsushita T. Thin -film crystalline silicon solar cells obtained by separation of a porous silicon sacrificial layer. Proc. of the 2nd World Conference and Exhibition on Photovoltaic Solar Energy Conversion, Vienna, Austria, 1998, pp. 1272-127.
161

Chapitre V: Cellules photovoltaïques sur couches minces
Au chapitre II, nous avons montré que nous maitrisions les principaux paramètres de la
croissance par épitaxie. Ainsi, nous sommes en mesures de définir les dopages de type P et N de nos couches dans les limites permises par nos équipements. La qualité structurale des couches obtenues est convenable pour les applications photovoltaïques : longueur de diffusion de l’ordre de 300 µm, densité de défauts proche de 104 cm-2, rugosité inférieure à 1 nm.
Avec toujours pour objectif de réduire au mieux les coûts de production, il s’agit de réaliser des cellules photovoltaïques compatibles avec l’étape d’épitaxie et de transfert de couche. Deux voies technologiques, à faible budget thermique apparaissent : la réalisation d’un émetteur in-situ par épitaxie à haute température et en quelques secondes, ou bien la formation, à basse température, d’une hétérojonction silicium amorphe/silicium cristallin.
La réalisation des cellules poursuit le double objectif de validation des technologies à
faible budget thermique sur couches minces, ainsi que l’évaluation de la qualité du matériau épitaxié. Nous avons réalisé plusieurs séries de cellules, toutes à structure double faces, mais différentes par leur type d’émetteur : homojonction diffusée ou obtenue in-situ par épitaxie et hétérojonction silicium amorphe/silicium cristallin.
s p
des caractérisations des cellules. Nous comme fabriquées sur substrat FZ d’épaisseur 300 µm s cellules obtenues sur couches minces épitaxiées sur substrDans
t électrique face arrière pleine plaque alors que pour la seconde, le contact ne couvre que 10 % de la surface. Les 90 % restant sont recouverts par une triple couche oxyde / nitrure de silicium / oxyde, permettant d’améliorer la passivation de l
La première cellul 1 alors que la cellule à contact partiel par points est appelée Cell 7. Chaque substrat de diamètre 100 mm à une
Dans ce chapitre, nous exposerons le rocédés technologiques utilisés et les résultats ncerons par les cellules dites de référence. Nous poursuivrons notre étude avec de
ats monocristallins fortement dopés. cette catégorie, nous distinguerons les cellules suivant leur émetteur : diffusé phosphore,
obtenu in-situ par croissance par épitaxie et obtenu par dépôt de silicium amorphe. Nous analyserons aussi les résultats des cellules fabriquées sur substrats minces CZ
obtenus par polissage mécanique avant de conclure par les cellules réalisées sur substrat mince épitaxié sur silicium poreux puis transféré par soudure aluminium sur un autre support.
V.1 Cellules de référence sur substrats FZ Nous avons réalisé deux cellules dites de référence sur des substrats FZ qui nous
permettront de juger de la technologie cellule sans mettre en cause la qualité du matériau. De plus, la comparaison des performances de nos autres cellules avec ces dernières, sera plus judicieuse.
’une d’elle possède un contacL
a face arrière et d’augmenter sa réflectivité.
e à contact arrière pleine plaque est appelée FZ
163
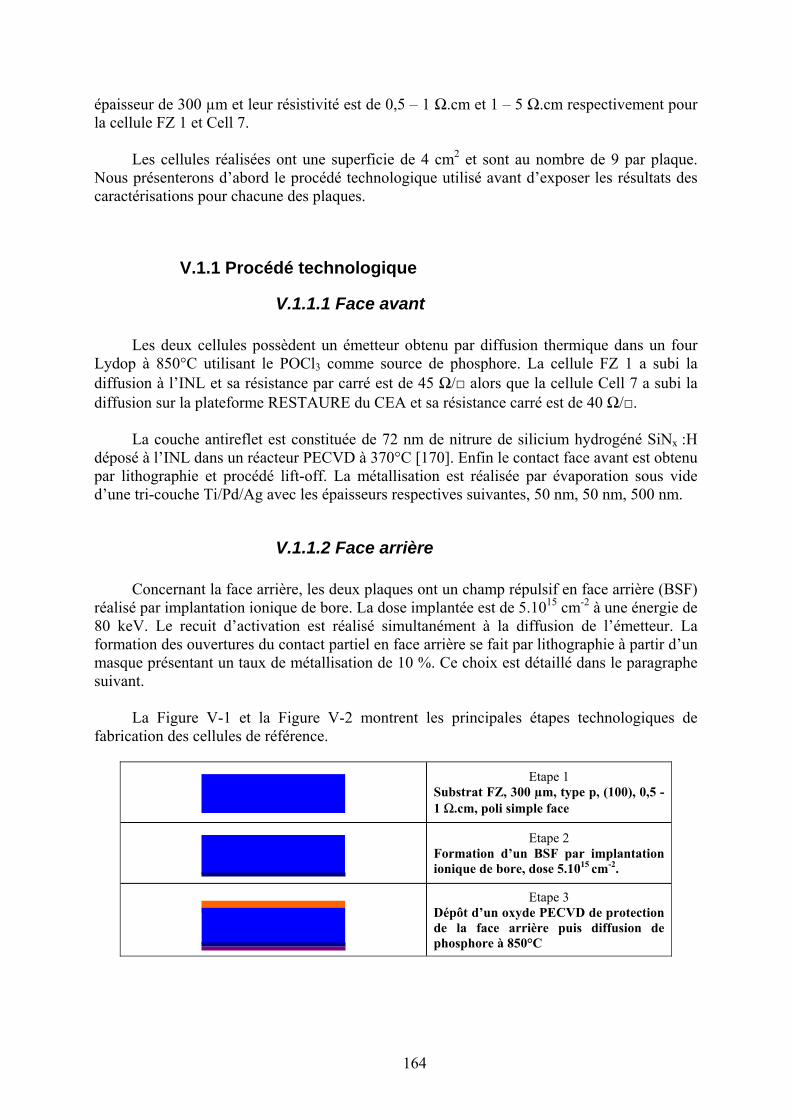
épaisseur de té est de 0,5 – 1 Ω.cm et 1 – 5 Ω.cm respectivement pour la cellule FZ 1 et Cell 7.
t un émetteur obtenu par diffusion thermique dans un four Lydo
la diffusion sur la plateforme RESTAURE du CEA et sa résistance carré est de 40 Ω/.
SiNx :H
déposé à l’INL dans un réacteur PECVD à 370°C [170]. Enfin le contact face avant est obtenu par lithographie et procédé lift-off. La métallisation est réalisée par évaporation sous vide d’une
paragraphe suivant.
V-2 montrent les principales étapes technologiques de fabrication de
300 µm et leur résistivi
Les cellules réalisées ont une superficie de 4 cm2 et sont au nombre de 9 par plaque.
Nous présenterons d’abord le procédé technologique utilisé avant d’exposer les résultats des caractérisations pour chacune des plaques.
V.1.1 Procédé technologique
V.1.1.1 Face avant Les deux cellules possèden
p à 850°C utilisant le POCl3 comme source de phosphore. La cellule FZ 1 a subi la diffusion à l’INL et sa résistance par carré est de 45 Ω/ alors que la cellule Cell 7 a subi
La couche antireflet est constituée de 72 nm de nitrure de silicium hydrogéné
tri-couche Ti/Pd/Ag avec les épaisseurs respectives suivantes, 50 nm, 50 nm, 500 nm.
V.1.1.2 Face arrière Concernant la face arrière, les deux plaques ont un champ répulsif en face arrière (BSF)
réalisé par implantation ionique de bore. La dose implantée est de 5.1015 cm-2 à une énergie de 80 keV. Le recuit d’activation est réalisé simultanément à la diffusion de l’émetteur. La formation des ouvertures du contact partiel en face arrière se fait par lithographie à partir d’un masque présentant un taux de métallisation de 10 %. Ce choix est détaillé dans le
La Figure V-1 et la Figure
s cellules de référence.
Etape 1 Substrat FZ, 300 µm, type p, (100), 0,5 - 1 Ω.cm, poli simple face
ionique de bore, d
Etape 2 Formation d’un BSF par implantation
ose 5.1015 cm-2.
Dépôt d’un oxyde PECVD de protection de la face arrière puis diffusion de phosphore à 850°C
Etape 3
164
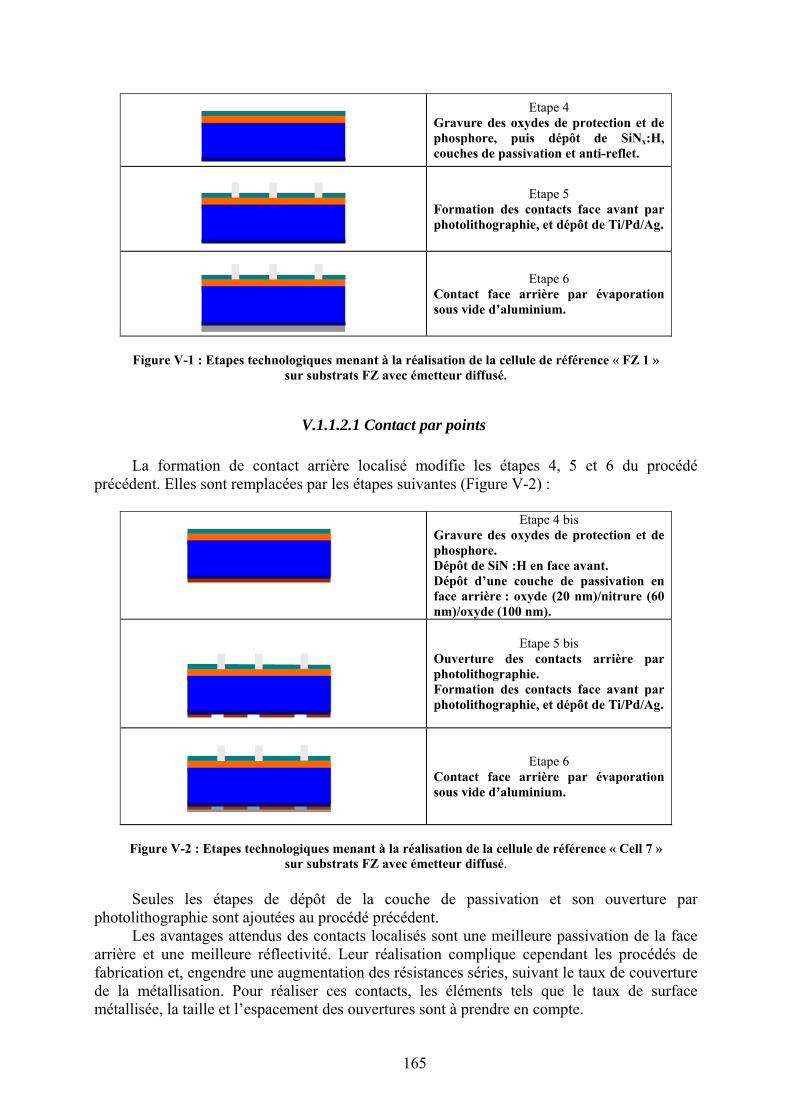
phosphore, puis dépôt de SiN
Etape 4 Gravure des oxydes de protection et de
x:H, couches de passivation et anti-reflet.
Etape 5 Formation des contacts face avant par photolithographie, et dépôt de Ti/Pd/Ag.
Etape 6 Contact face arrière par évaporation sous vide d’aluminium.
igure V-1 : Etapes technologiques menant à la réalisation de la cellule de référence « FZ 1 »
avec émetteur diffusé. F
sur substrats FZ
La formation de contact arrière localisé modifie les étapes 4, 5 et 6 du procédé
précédent. Elles sont remplacées par les étapes suivantes (Figure V-2) :
Gr phDéDépôt d’une couche de passivation en face arrière : oxyde (20 nm)/nitrure (60
V.1.1.2.1 Contact par points
Etape 4 bis avure des oxydes de protection et deosphore. pôt de SiN :H en face avant.
nm)/oxyde (100 nm).
Etape 5 bis verture des contacts arrière paotolithographie. rmation des
Ou r phFo contacts face avant par photolithographie, et dépôt de Ti/Pd/Ag.
Etape 6 Contact face arrière par évaporation sous vide d’aluminium.
Figure V-2 : Etapes technologiques menant à la réalisation de la cellule de référence « Cell 7 »
sur substrats FZ avec émetteur diffusé.
eules les étapes de dépôt de la couche de passivation et son ouverture par photolithographie sont ajoutées au procédé précédent.
Les avantages attendus des contacts localisés sont une meilleure passivation de la face arrière et une meilleure réf és de fabrication et, engendre une augmentation des résistances séries, suivant le taux de couverture de la métallisation. Pour réaliser ces contacts, les éléments tels que le taux de surface métallisée, la taille et l’espacement des ouvertures sont à prendre en compte.
S
lectivité. Leur réalisation complique cependant les procéd
165
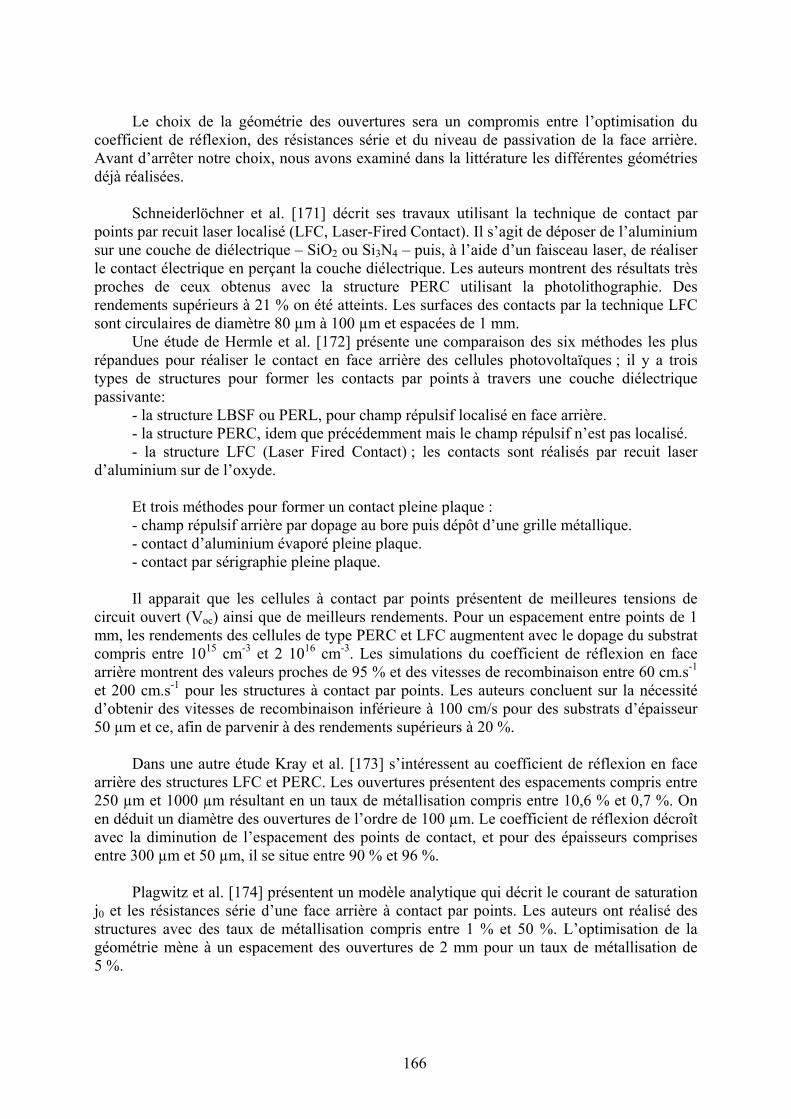
Le choix de la géométrie des ouvertures sera un compromis entre l’optimisation du
coefficient de réflexion, des résistances série et du niveau de passivation de la face arrière. Avant d’arrêter notre choix, nous avons examiné dans la littérature les différentes géométries déjà réalisées.
Schneiderlöchner et al. [171] décrit t par
points par recuit laser localisé (LFC, Laser-F ’aluminium sur une couche de diélectrique – SiO2 ou Si r, de réaliser le contact électrique en perçant la couche diélectrique. Les auteurs montrent des résultats très proches de ceux obtenus avec la structurrendements supérieurs à 21 % on été atteint chnique LFC sont circulaires de diamètre 80 µm à 100 µm mm.
Une étude de Hermle et al. [172] pré n des six méthodes les plus répandues pour réaliser le contact en face llules photovoltaïques ; il y a trois types de structures pour former les contapassivante:
- la structure LBSF ou PERL, pour ch ère.
r d’alum
rt (Voc) ainsi qu ent entre points de 1 mm, les rendements des cel R e dopage du substrat comp s entre 1015 cm-3 et 2 1016 cm-3. Les simulations du coefficient de réflexion en face arrière montrent des valeurset 200 cm.s-1 pour les structures à contact par points. Les auteurs concluent sur la nécessité d’obtenir des vitesses de recom50 µm
résentent des espacements compris entre 250 µmen dé e réflexion décroît avec la diminution de l’espacement des points de contact, et pour des épaisseurs comprises entre 300 µm et 50 µm, i entre et 96 %
Plagwitz et al. [1 nt u
j0 et les résistances série d’une face arrière à contact par points. Les auteurs ont réalisé des structures avec des taux de m lisati ompris entre 1 % et 50 %. L’optimisation de la géométrie mène à un des rtures d m pour un taux de métallisation de 5 %.
ses travaux utilisant la technique de contacired Contact). Il s’agit de déposer de l
3N4 l’aide d’un faisceau lase– puis, à
e PERC utilisant la photolithographie. Des s. Les surfaces des contacts par la te et espacées de 1sente une comparaisoarrière des cects par points à travers une couche diélectrique
amp répulsif localisé en face arri- la structure PERC, idem que précédemment mais le champ répulsif n’est pas localisé. - la structure LFC (Laser Fired Contact) ; les contacts sont réalisés par recuit laseinium sur de l’oxyde.
Et trois méthodes pour former un contact pleine plaque : - champ répulsif arrière par dopage au bore puis dépôt d’une grille métallique. - contact d’aluminium évaporé pleine plaque. contact par sérigraphie pleine plaque. -
Il apparait que les cellules à contact par points présentent de meilleures tensions de
circuit ouve e de meilleurs rendements. Pour un espacemlules de type PE C et LFC augmentent avec l
ri proches de 95 % et des vitesses de recombinaison entre 60 cm.s-1
binaison inférieure à 100 cm/s pour des substrats d’épaisseur et ce, afin de parvenir à des rendements supérieurs à 20 %. Dans une autre étude Kray et al. [173] s’intéressent au coefficient de réflexion en face
arrière des structures LFC et PERC. Les ouvertures p et 1000 µm résultant en un taux de métallisation compris entre 10,6 % et 0,7 %. On
duit un diamètre des ouvertures de l’ordre de 100 µm. Le coefficient d
l se situe 90 % .
74] présente n modèle analytique qui décrit le courant de saturation
étalespacement
on couve e 2 m
166
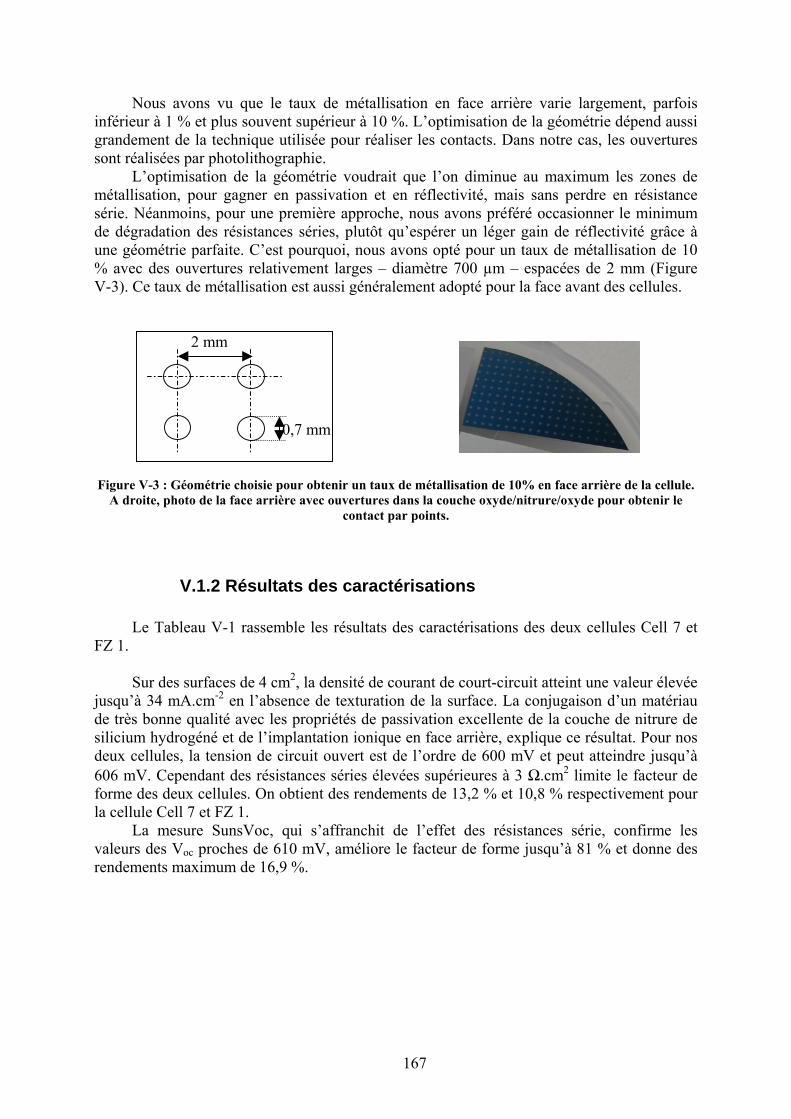
Nous avons vu q de llisation face ar varie largement, parfois inférieur à 1 % et plus souvent supérieur à 10 %. L’optimisation de la géométrie dépend aussi grandement de la technique utilisée pour réaliser les contacts. Dans notre cas, les ouvertures sont réalisées par photolithographie.
L’optimisation d rie rait qu diminue au maximum les zones de métallisation, pour gagner passivation e ais sans perdre en résistance série. Néanmoins, pour une première approche, nous avons préféré occasionner le minimum de dégradation des résistances séries, plutôt qu’espérer un léger gain de réflectivité grâce à une géométrie parfaite. C’est pourquoi, nous avons opté pour un taux de métallisation de 10 % avec des ouvertures t larges – diamètre 700 µm – espacées de 2 mm (Figure V-3). Ce taux d des cellules.
ue le taux méta en rière
e la géomét voud e l’onen t en réflectivité, m
relativemene métallisation est aussi généralement adopté pour la face avant
Figure V-3 : Géométrie choisie pour obtenir un taux de métallisation de 10%
2 mm
0,7 mm
en face arrière de la cellule. A droite, photo de la face arrière avec ouvertures dans la couche oxyde/nitrure/oxyde pour obtenir le
contact par points.
V.1.2 Résultats des caractérisations Le Tableau V-1 rassemble les résultats des caractérisations des deux cellules Cell 7 et
FZ 1. Sur des surfaces de 4 cm2, la densité de courant de court-circuit atteint une valeur élevée
jusqu’à 34 mA.cm-2 en l’absence de texturation de la surface. La conjugaison d’un matériau de très bonne qualité avec les propriétés de passivation excellente de la couche de nitrure de silicium hydrogéné et de l’implantation ionique en face arrière, explique ce résultat. Pour nos deux cellules, la tension de circuit ouvert est de l’ordre de 600 mV et peut atteindre jusqu’à 606 mV. Cependant des résistances séries élevées supérieures à 3 Ω.cm2 limite le facteur de forme des deux cellules. On obtient des rendements de 13,2 % et 10,8 % respectivement pour la cellule Cell 7 et FZ 1.
La mesu confirme les valeurs des Voc proches de 610 mV, améliore le facteur de forme jusqu’à 81 % et donne des rende
re SunsVoc, qui s’affranchit de l’effet des résistances série,
ments maximum de 16,9 %.
167
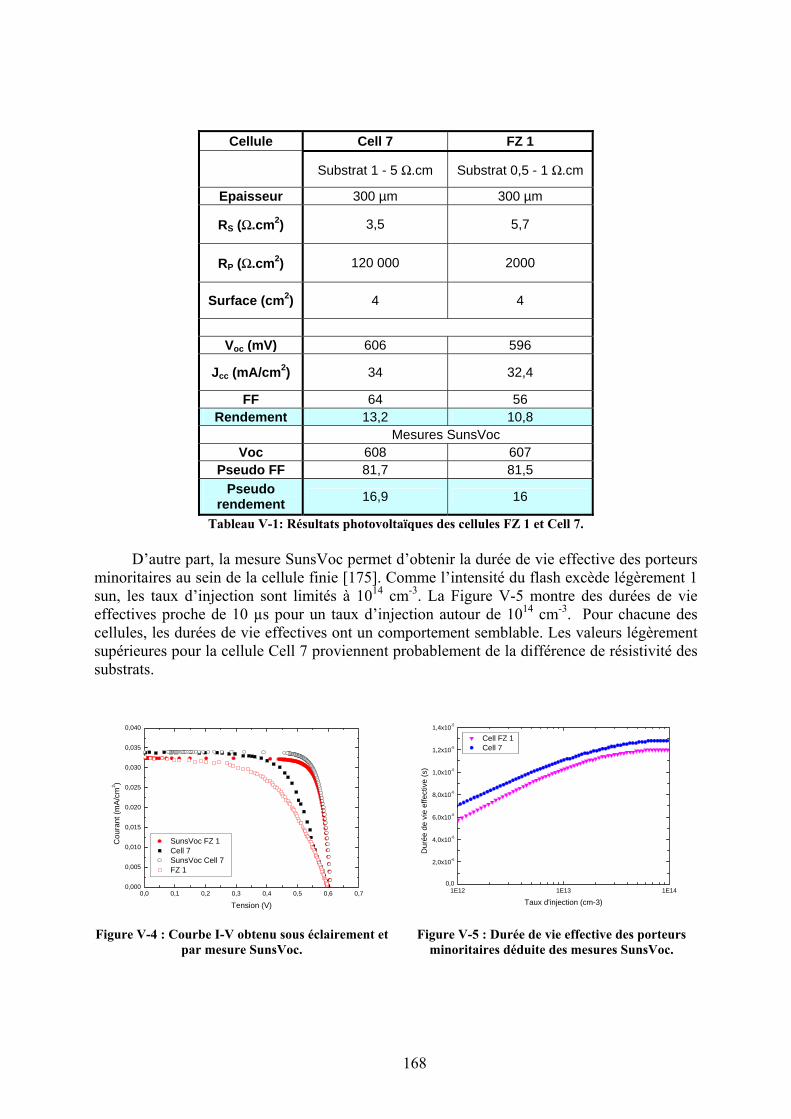
Cellule Cell 7 FZ 1
Substrat 1 - 5 Ω.cm Substrat 0,5 - 1 Ω.cm
Epaisseur 300 µm 300 µm
RS (Ω.cm2) 3,5 5,7
RP (Ω.cm ) 120 000 2000 2
Surface (cm2) 4 4
Voc (mV) 606 596
Jcc (mA/cm2) 34 32,4
FF 64 56 Rendement 13,2 10,8
Mesures SunsVoc Voc 608 607
Pseudo FF ,7 81,5 81Pseudo
rendement 16,9 16
Tableau V-1: R
art, la mesu
ésultats photovoltaïques des cellules FZ 1 et Cell 7. D’autre p re SunsVoc permet d’obtenir la durée de vie effective des porteurs
minoritaires au sein de la cellule finie [175]. Com e l’intensité du flash excède légèrement 1 sun, les ta es de vie effectives proche de 10 µs pour un taux d’injection autour de 10 cm . Pour chacune des cellules, les durées de vie effectives ont un comportement semblable. Les valeurs légèrement supér
mux d’injection sont limités à 1014 cm-3. La Figure V-5 montre des duré
14 -3
ieures pour la cellule Cell 7 proviennent probablement de la différence de résistivité des substrats.
0,040
1,4x10-5
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,70,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
Cou
rant
(mA/
cm2 )
Tension (V)
1E12 1E13 1E140,0
2,0x10-6
4,0x10-6
6,0x10-6
8,0x10-6
1,0x10-5
1,2x10-5
Dur
ée d
e vi
e ef
fect
ive
(s)
Taux d'injection (cm-3)
SunsVoc FZ 1 Cell 7 SunsVoc Cell 7 FZ 1
Cell FZ 1 Cell 7
Figure V-4 : Courbe I-V obtenu sous éclairement et par mesure SunsVoc.
Figure V-5 : Durée de vie effective des porteurs minoritaires déduite des mesures SunsVoc.
168
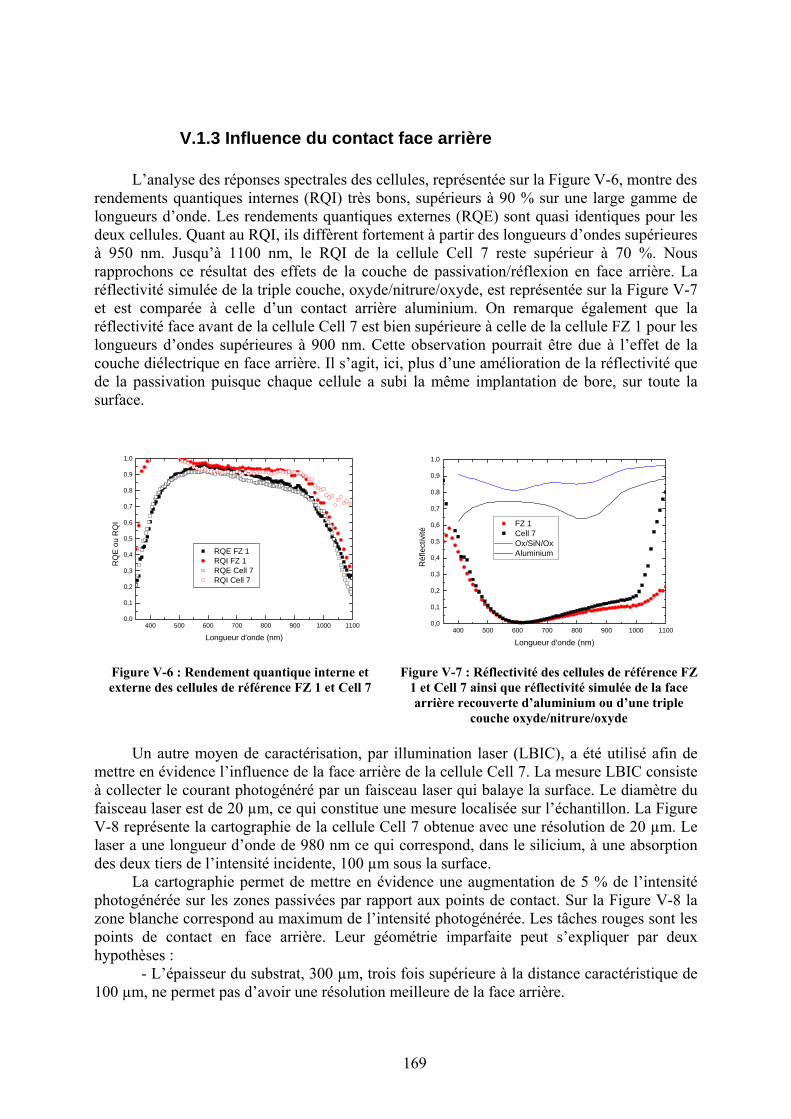
V.1.3 Influence
’analyse des réponses spectrales des cellules, représentée sur la Figure V-6, montre des rende
ure V-7 et est comparée à celle d’un contact arrière aluminium. On remarque également que la réflec
du contact face arrière
Lments quantiques internes (RQI) très bons, supérieurs à 90 % sur une large gamme de
longueurs d’onde. Les rendements quantiques externes (RQE) sont quasi identiques pour les deux cellules. Quant au RQI, ils diffèrent fortement à partir des longueurs d’ondes supérieures à 950 nm. Jusqu’à 1100 nm, le RQI de la cellule Cell 7 reste supérieur à 70 %. Nous rapprochons ce résultat des effets de la couche de passivation/réflexion en face arrière. La réflectivité simulée de la triple couche, oxyde/nitrure/oxyde, est représentée sur la Fig
tivité face avant de la cellule Cell 7 est bien supérieure à celle de la cellule FZ 1 pour les longueurs d’ondes supérieures à 900 nm. Cette observation pourrait être due à l’effet de la couche diélectrique en face arrière. Il s’agit, ici, plus d’une amélioration de la réflectivité que de la passivation puisque chaque cellule a subi la même implantation de bore, sur toute la surface.
0,9
1,0
0,9
1,0
400 500 600 700 800 900 1000 11000,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
RQ
E o
u R
QI
Longueur d'onde (nm)400 500 600 700 800 900 1000 1100
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
Réf
lect
ivité
Longueur d'onde (nm)
RQE FZ 1 RQI FZ 1 RQE Cell 7 RQI Cell 7
FZ 1 Cell 7 Ox/SiN/Ox Aluminium
Figure V-6 : Rendement quantique interne et externe des cellules de référence FZ 1 et Cell 7
Figure V-7 : Réflectivité des cellules de référence FZ 1 et Cell 7 ainsi que réflectivité simulée de la face arrière recouverte d’aluminium ou d’une triple
couche oxyde/ trure/oxyde Un au lisé afin de
mettre en évidence l’influence de la face arrière de esure LBIC consiste à coll
, à une absorption des deux tiers de l’intensité incidente, 100 µm sous la surface.
a cartographie permet de mettre en évidence une augmentation de 5 % de l’intensité photogénérée sur les zones passivées par rapport aux points de contact. Sur la Figure V-8 la zone blanche correspond au maximum de l’intensité photogénérée. Les tâches rouges sont les points de contact en face arrière. Leur géométrie imparfaite peut s’expliquer par deux hypothèses :
- L’épaisseur du substrat, 300 µm, trois fois supérieure à la distance caractéristique de 100 µm, ne permet pas d’avoir une résolution meilleure de la face arrière.
ni
tre moyen de caractérisation, par illumination laser (LBIC), a été uti la cellule Cell 7. La m
ecter le courant photogénéré par un faisceau laser qui balaye la surface. Le diamètre du faisceau laser est de 20 µm, ce qui constitue une mesure localisée sur l’échantillon. La Figure V-8 représente la cartographie de la cellule Cell 7 obtenue avec une résolution de 20 µm. Le laser a une longueur d’onde de 980 nm ce qui correspond, dans le silicium
L
169
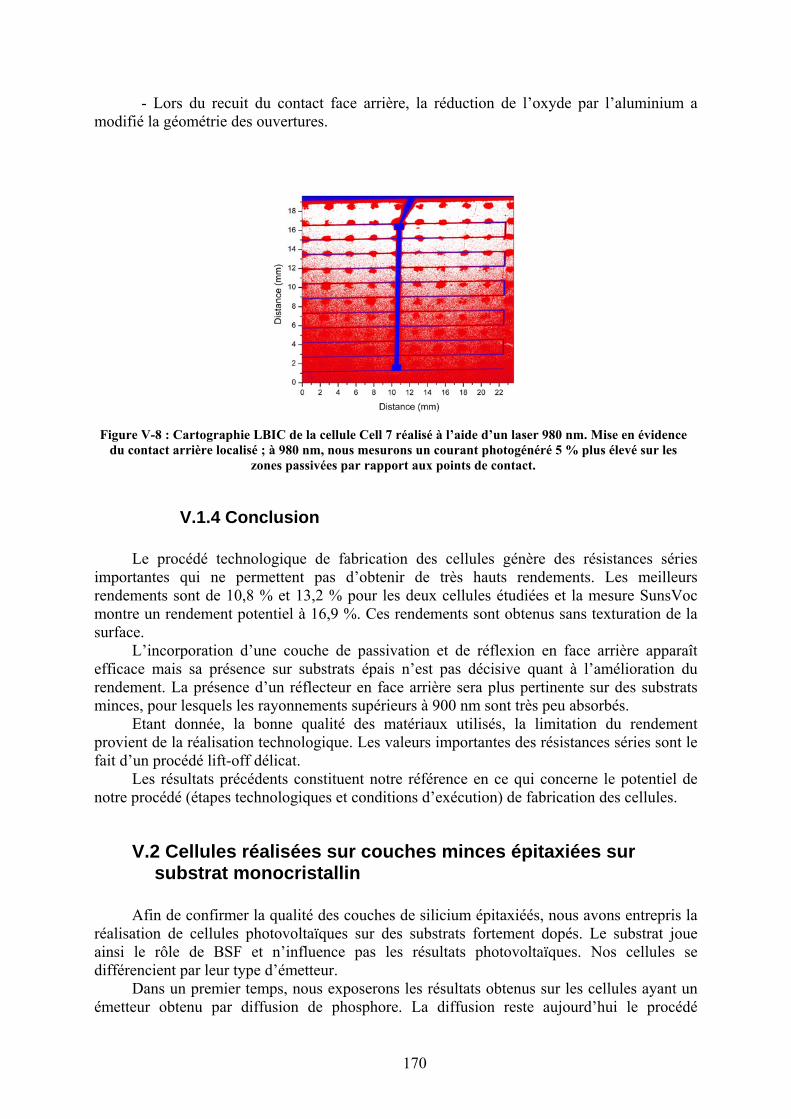
- Lors du recuit du contact face arrière, la réduction de l’oxyde par l’aluminium a ouvertures.
modifié la géométrie des
Figure V-8 : Cartographie LBIC de la cellule Cell 7 réalisé à l’aide d’un laser 980 nm. Mise en évidence
du contact arrière localisé ; à 980 nm, nous mesurons un courant photogénéré 5 % plus élevé sur les zones passivées par rapport aux points de contact.
V.1.4 Conclusion Le procédé technologique de fabrication des cellules génère des résistances séries
importantes qui ne permettent pas d’obtenir de très hauts rendements. Les meilleurs rendements s SunsVoc montre un re ion de la surface.
nnements supérieurs à 900 nm sont très peu absorbés.
cat. es résultats précédents constituent notre référence en ce qui concerne le potentiel de
notre
ées sur couches minces épitaxiées sur substrat monocristallin
fin de confirmer la q s, nous avons entrepris la
réalis e ainsi le rôle de BSF et n’influence pas les résultats photovoltaïques. Nos cellules se différencient par leur type d’émetteur.
Dans un premier temps, nous exposerons les résultats obtenus sur les cellules ayant un émetteur obtenu par diffusion de phosphore. La diffusion reste aujourd’hui le procédé
ont de 10,8 % et 13,2 % pour les deux cellules étudiées et la mesure ndement potentiel à 16,9 %. Ces rendements sont obtenus sans texturat
L’incorporation d’une couche de passivation et de réflexion en face arrière apparaît efficace mais sa présence sur substrats épais n’est pas décisive quant à l’amélioration du rendement. La présence d’un réflecteur en face arrière sera plus pertinente sur des substrats minces, pour lesquels les rayo
Etant donnée, la bonne qualité des matériaux utilisés, la limitation du rendement provient de la réalisation technologique. Les valeurs importantes des résistances séries sont le fait d’un procédé lift-off déli
Lprocédé (étapes technologiques et conditions d’exécution) de fabrication des cellules.
V.2 Cellules réalis
A ualité des couches de silicium épitaxiééation de cellules photovoltaïques sur des substrats fortement dopés. Le substrat jou
170
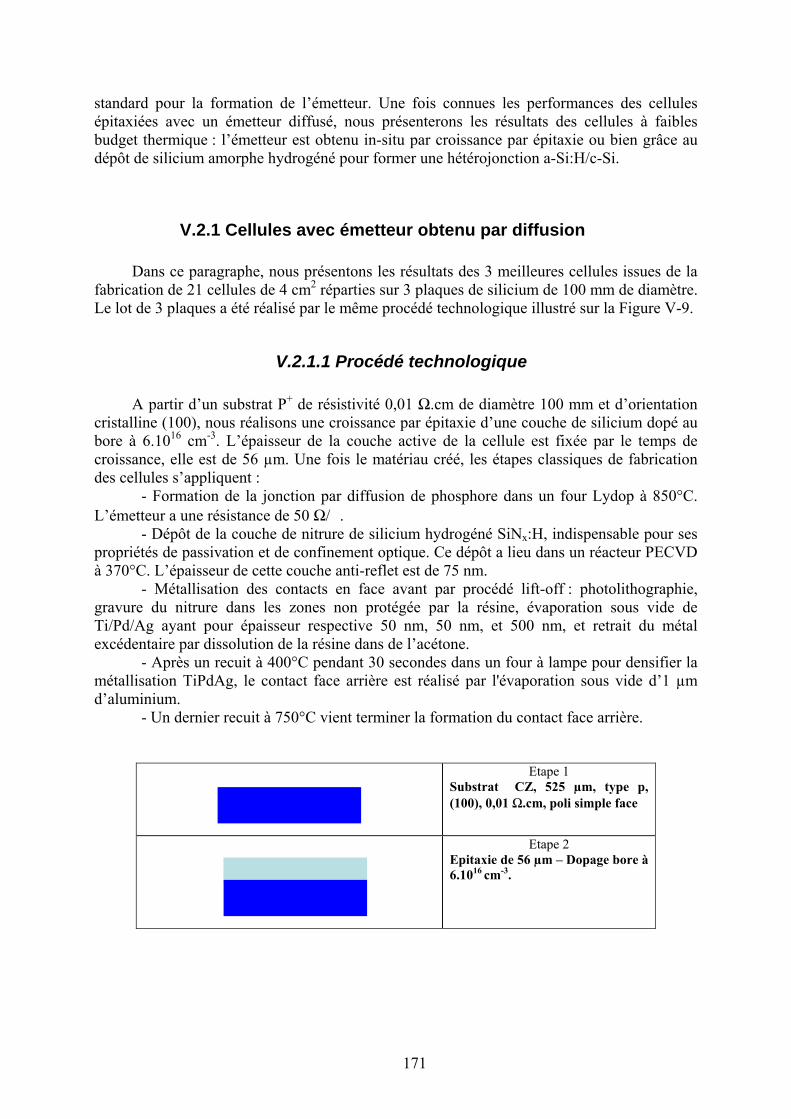
standard pour la formation de l’émetteur. Une fois connues les performances des cellules épitaxiées avec un émetteur diffusé, nous présenterons les résultats des cellules à faibles budget thermique : l’émetteur est obtenu in-situ par croissance par épitaxie ou bien grâce au dépôt de silicium amorphe hydrogéné pour former une hétérojonction a-Si:H/c-Si.
V.2.1 Cellules avec émetteur obte Dans ce paragraphe, nous présentons les résultats des 3 meilleures cellules issues de la
fabrication de 21 cellules de 4 cm2 réparties sur 3 plaqu ètre. Le lot de 3 plaques a été réalisé par le même procédé technologique illustré sur la Figure V-9.
V.2.1.1 Procédé technologique A partir d’un substrat P+ de résistivité 0,01 Ω.cm
cristalline (100), nous réalisons une croissance par épitaxie d’une couche de silicium dopé au bore à 6 mps de croissance, elle est de 56 µm. apes classiques de fabrication des ce
e cette couche anti-reflet est de 75 nm.
it du métal excéd
µm d’alum
a formation du contact face arrière.
Substrat CZ, 525 µm, type p, (100), 0,01 Ω.cm, poli simple face
nu par diffusion
es de silicium de 100 mm de diam
de diamètre 100 mm et d’orientation
.1016 cm-3. L’épaisseur de la couche active de la cellule est fixée par le teUne fois le matériau créé, les ét
llules s’appliquent : - Formation de la jonction par diffusion de phosphore dans un four Lydop à 850°C.
L’émetteur a une résistance de 50 Ω/ . - Dépôt de la couche de nitrure de silicium hydrogéné SiNx:H, indispensable pour ses
propriétés de passivation et de confinement optique. Ce dépôt a lieu dans un réacteur PECVD à 370°C. L’épaisseur d
- Métallisation des contacts en face avant par procédé lift-off : photolithographie, gravure du nitrure dans les zones non protégée par la résine, évaporation sous vide de Ti/Pd/Ag ayant pour épaisseur respective 50 nm, 50 nm, et 500 nm, et retra
centaire par dissolution de la résine dans de l’a étone. - Après un recuit à 400°C pendant 30 secondes dans un four à lampe pour densifier la
métall s réalisé par l'i ation TiPdAg, le contact face arrière est évaporation sous vide d’1 inium. - Un dernier recuit à 750°C vient terminer l
Etape 1
Etape 2 Epitaxie de 56 µm – Dopage bore à 6.1016 cm-3.
171
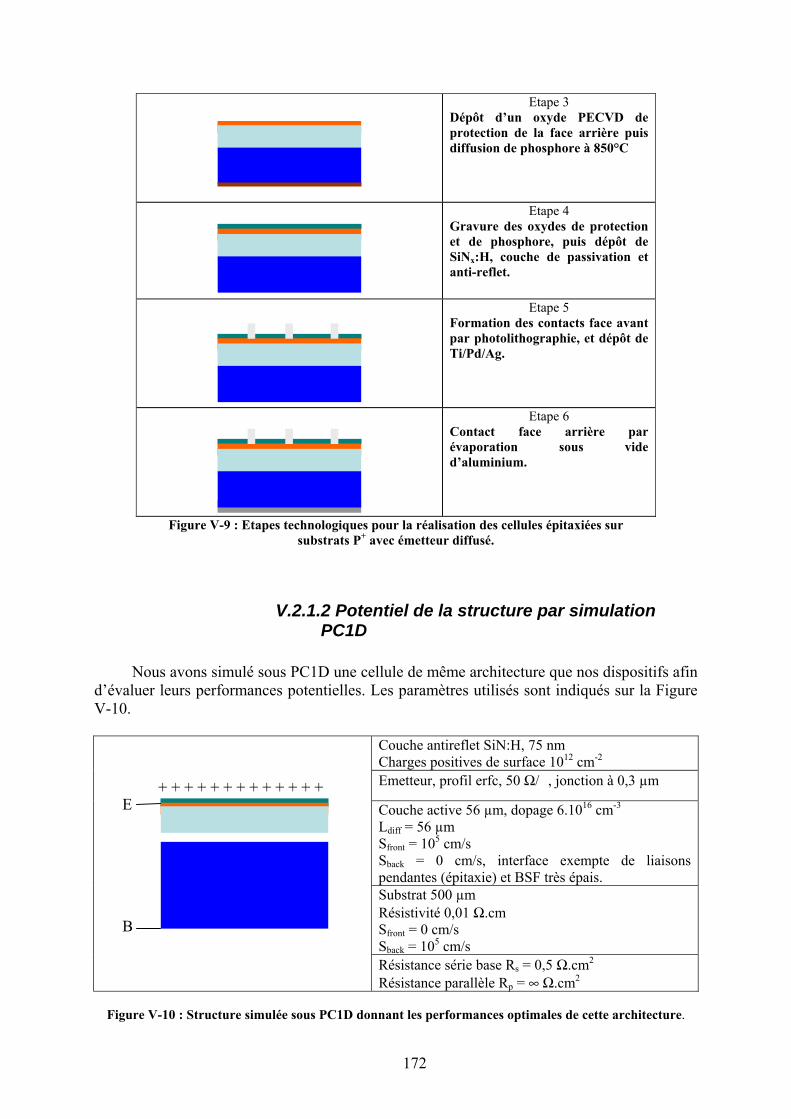
172
Etape 3 Dépôt d’un oxyde PECVD de protection de la face arrière puis diffusion de phosphore à 850°C
Etape 4 Gravure des oxydes de protection et de phosphore, puis dépôt de SiNx:H, couche de passivation et anti-reflet.
Etape 5 Formation des contacts face avant
Ti/Pd/Apar photolithographie, et dépôt de
g.
Etape 6 Contact face arrière par évaporation sous vide d’aluminium.
Figure V-9 : Etapes technologiques pour la réalisation des cellules épitaxiées sur substrats P+ avec émetteur diffusé.
PC1D
Nous avons simulé sous PC1D une cellule de même architecture que nos dispositifs afin d’évaluer la Figure V-10.
V.2.1.2 Potentiel de la structure par simulation
leurs performances potentielles. Les paramètres utilisés sont indiqués sur
Couche antireflet SiN:H, 75 nm Charges positives de surface 1012 cm-2
Emetteur, profil erfc, 50 Ω/ , jonction à 0,3 µm
Cou
che active 56 µm, dopage 6.1016 cm-3
Ldiff = 56 µm Sfront 105 cm/s
face exempte de liaisons é SF très épais.
= Sback = 0pendantes (
cm/s, interpitaxie) et B
Substrat 500 µRésistivité 0,01 Ω Sfront 0 cm/s Sback = 105 cm/s
m .cm
=
E
+ + + + + + + + + + + + +
B
Résistance série base Rs = 0,5 Ω.cm2
Résistance parallèle Rp = ∞ Ω.cm2
Figure V-10 : Structure simulée sous PC1D donnant les performances optimales de cette architecture.
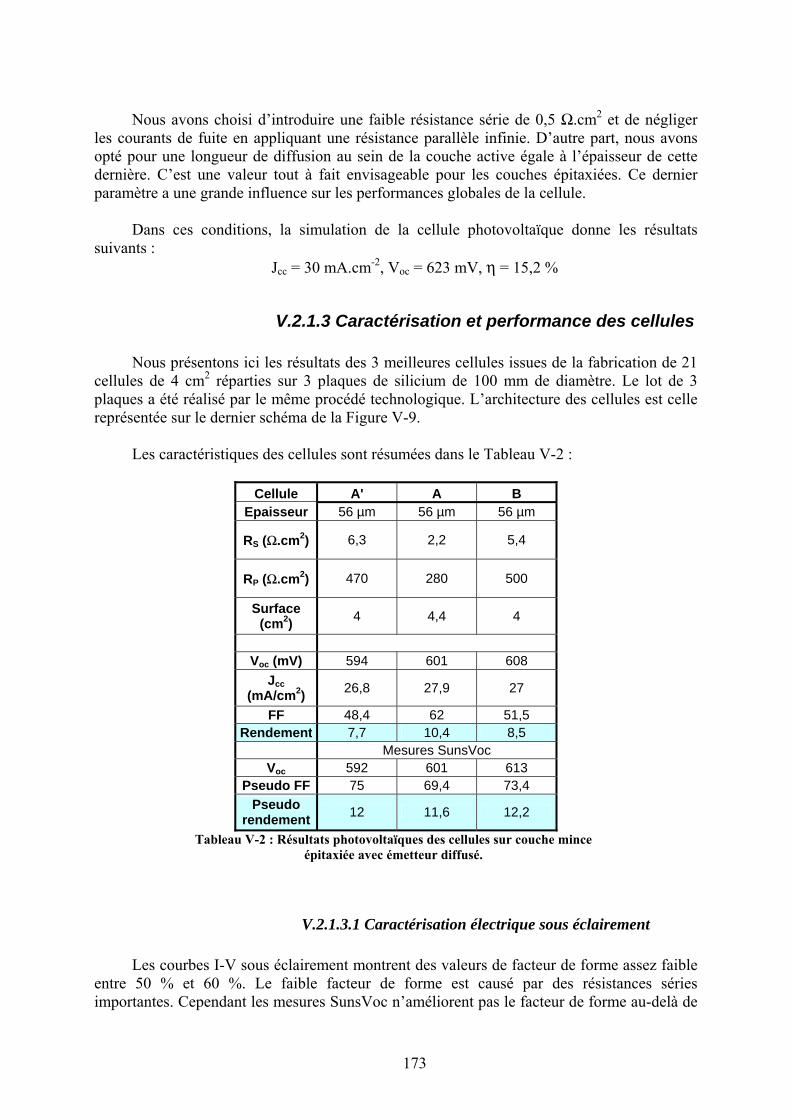
Nous avons choisi d’introduire une faible résistance série de 0,5 Ω.cm2 et de négliger
les courants de fuite en appliquant une résistance parallèle infinie. D’autre part, nous avons opté pour une longueur de ein d couche e égale à l’épaisseur de cette dernière. C’est une valeur tout à fait envisageable pour les couches épitaxiées. Ce dernier paramètre a une grande influ erfor ces glob de la cellule.
Dans ces conditions, la s lation de llule p voltaïque donne les résultats
suivants : Jc
-2, V 623 mV 15,2 %
ance des cellules
Nous présentons ici les récellules de 4 cm2 réparties sur 3 plaques de silicium de 100 mm de diamètre. Le lot de 3 plaqu
Cellule A' A B
diffusion au s e la activ
ence sur les p man ales
imu la ce hoto
c = 30 mA.cm oc = , η =
V.2.1.3 Caractérisation et perform
sultats des 3 meilleures cellules issues de la fabrication de 21
es a été réalisé par le même procédé technologique. L’architecture des cellules est celle représentée sur le dernier schéma de la Figure V-9.
Les caractéristiques des cellules sont résumées dans le Tableau V-2 :
Epaisseur 56 µm 56 µm 56 µm
RS (Ω.cm2) 6,3 2,2 5,4
RP (Ω.cm2) 470 280 500
Surface (cm2) 4 4,4 4
Voc (mV) 594 601 608
Jcc (mA/cm2) 26,8 27,9 27
FF 48,4 62 51,5 Rendement 7,7 10,4 8,5
Mesures SunsVoc Voc 592 601 613
Pseudo FF 75 69,4 73,4 Pseudo
rendement 12 11,6 12,2
Tableau V-2 : Résultats photovoltaïques des cellules sur couche mince épitaxiée avec émetteur diffusé.
V.2.1.3.1 Caractérisation électrique sous éclairement
ententre 50 % et 60 %. Le faible facteur de forme est causé par des résistances séries
portantes. Cependant les mesures SunsVoc n’améliorent pas le facteur de forme au-delà de
Les courbes I-V sous éclairement montr des valeurs de facteur de forme assez faible
im
173
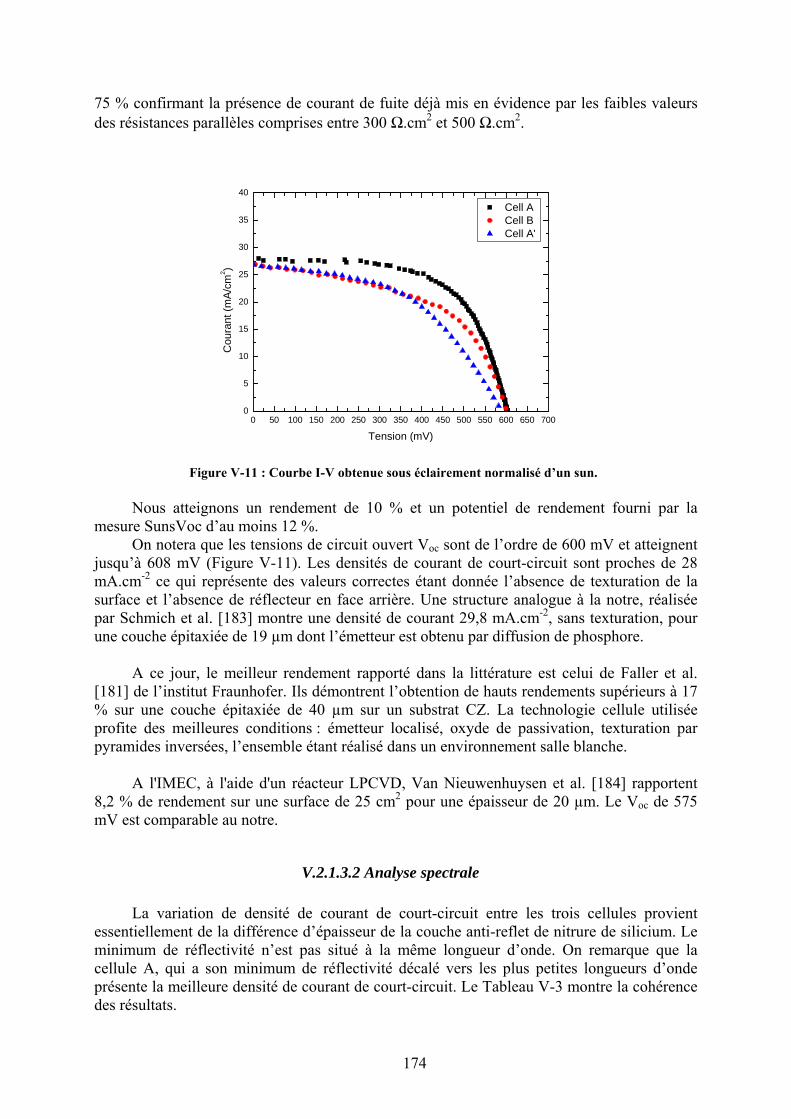
75 % confirmant la présence de par les faibles valeurs des résistances parallèles comprises entre 300 Ω.cm2 et 500 Ω.cm2.
15
20
25
30
courant de fuite déjà mis en évidence
35
40
0 50 100 150 200 250 300 350 400 450 500 550 600 650 7000
5
10
Cou
rant
(mA/
cm2 )
Tension (mV)
Cell A Cell B Cell A'
mesu
ans un environnement salle blanche.
an Nieuwenhuysen et al. [184] rapportent ,2 % de rendement sur une surface de 25 cm2 pour une épaisseur de 20 µm. Le Voc de 575
mV est comparable au notre.
me longueur d’onde. On remarque que la cellule A, qui a son m
Figure V-11 : Courbe I-V obtenue sous éclairement normalisé d’un sun.
Nous atteignons un rendement de 10 % et un potentiel de rendement fourni par la
re SunsVoc d’au moins 12 %. On notera que les tensions de circuit ouvert Voc sont de l’ordre de 600 mV et atteignent
jusqu’à 608 mV (Figure V-11). Les densités de courant de court-circuit sont proches de 28 mA.cm-2 ce qui représente des valeurs correctes étant donnée l’absence de texturation de la surface et l’absence de réflecteur en face arrière. Une structure analogue à la notre, réalisée par Schmich et al. [183] montre une densité de courant 29,8 mA.cm-2, sans texturation, pour une couche épitaxiée de 19 µm dont l’émetteur est obtenu par diffusion de phosphore.
A ce jour, le meilleur rendement rapporté dans la littérature est celui de Faller et al.
[181] de l’institut Fraunhofer. Ils démontrent l’obtention de hauts rendements supérieurs à 17 % sur une couche épitaxiée de 40 µm sur un substrat CZ. La technologie cellule utilisée profite des meilleures conditions : émetteur localisé, oxyde de passivation, texturation par pyramides inversées, l’ensemble étant réalisé d
A l'IMEC, à l'aide d'un réacteur LPCVD, V
8
V.2.1.3.2 Analyse spectrale La variation de densité de courant de court-circuit entre les trois cellules provient
essentiellement de la différence d’épaisseur de la couche anti-reflet de nitrure de silicium. Le minimum de réflectivité n’est pas situé à la mê
inimum de réflectivité décalé vers les plus petites longueurs d’onde présente la meilleure densité de courant de court-circuit. Le Tableau V-3 montre la cohérence des résultats.
174
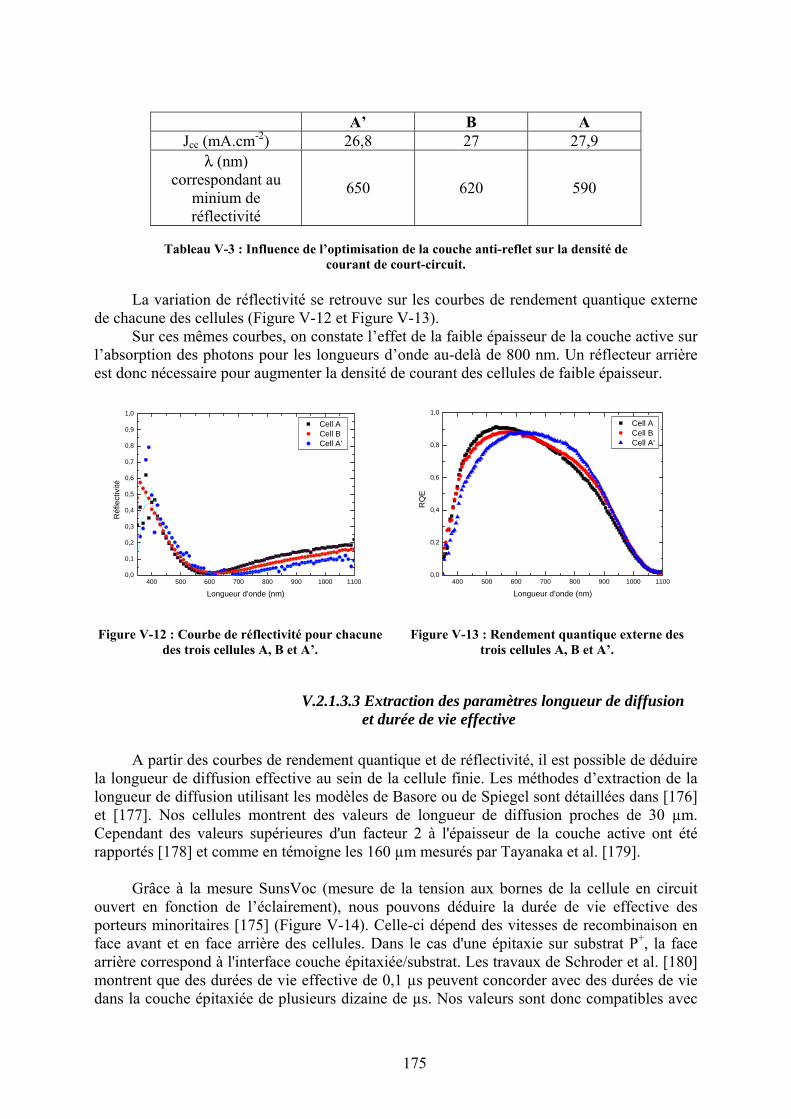
A’ B A
Jcc (mA.cm-2) 26,8 27 27,9 λ (nm)
correspondant au minium de 650 620 590
réflectivité
Tableau V-3 : Influence de l’optimisation de la couche anti-reflet sur la densité de courant de court-circuit.
La variation de réflectivité se retrouve sur les courbes de rendement quantique externe
de chacune des cellules (Figure V-12 et Figure V-13). Sur ces mêmes courbes, on constate l’effet de la faible épaisseur de la couche active sur
l’abso ption des photons po u-delà de 800 nm. Un réflecteur arrière est donc nécessaire pour augm
0,6
r ur les longueurs d’onde aenter la densité de courant des cellules de faible épaisseur.
0,9
1,0 1,0
400 500 600 700 800 900 1000 11000,0
0,1
0,2
0,3
0,4
0,5
0,7
0,8
flect
ivité
Ré
Longueur d'onde (nm)
Cell A Cell B Cell A' 0,8
400 500 600 700 800 900 1000 11000,0
Cell A Cell B Cell A'
0,6
ER
Q
0,2
0,4
Longueur d'onde (nm)
Figur
fective
partir des courbes de rendement quantique et de réflectivité, il est possible de déduire la longueur d extraction de la longu ur de d llées dans [176] et [177]. Nos cellules m
de l’éclairement), nous pouvons déduire la durée de vie effective des porteurs minoritaires [175] (Figure V-14). Celle-ci dépend des vitesses de recombinaison en face avant et en face arrière des cellules. Dans le cas d'une épitaxie sur substrat P+, la face arrière correspond à l'interfa de Schroder et al. [180] montrent que des durées de er avec des durées de vie dans la couche épitaxiée de plusieurs dizaine de µs. Nos valeurs sont donc compatibles avec
e V-12 : Courbe de réflectivité pour chacune des trois cellules A, B et A’.
Figure V-13 : Rendement quantique externe des trois cellules A, B et A’.
V.2.1.3.3 Extraction des paramètres longueur de diffusion et durée de vie ef
A
e diffusion effective au sein de la cellule finie. Les méthodes d’iffusion utilisant les modèles de Basore ou de Spiegel sont détaie
ontrent des valeurs de longueur de diffusion proches de 30 µm. Cependant des valeurs supérieures d'un facteur 2 à l'épaisseur de la couche active ont été rapportés [178] et comme en témoigne les 160 µm mesurés par Tayanaka et al. [179].
Grâce à la mesure SunsVoc (mesure de la tension aux bornes de la cellule en circuit
ouvert en fonction
ce couche épitaxiée/substrat. Les travaux vie effective de 0,1 µs peuvent concord
175
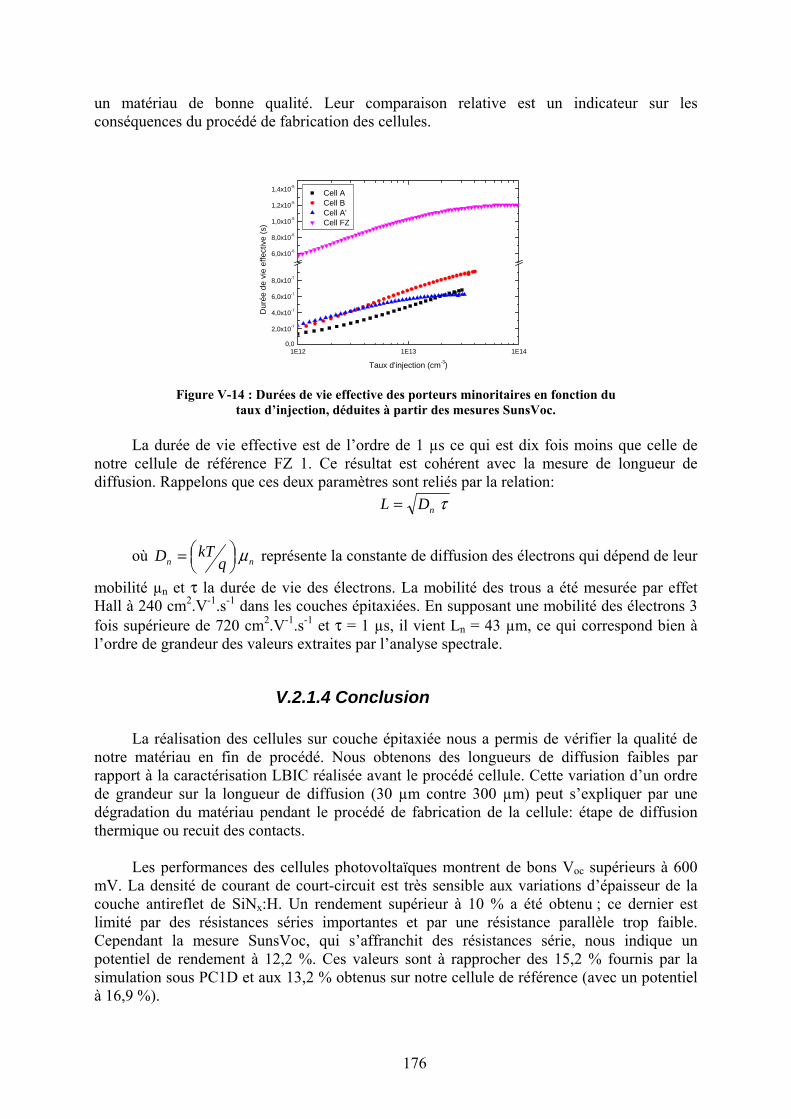
un m
0,0
6,0x10-7
8,0x10-7
6,0x10-6
8,0x10-6
1,0x10-5
1,2x10-5
1,4x10-5
atériau de bonne qualité. Leur comparaison relative est un indicateur sur les conséquences du procédé de fabrication des cellules.
1E12 1E13 1E14
2,0x10-7
4,0x10-7
rée
de v
ie e
ffect
ive
(s)
Taux d'injectio -3
Du
n (cm )
Cell A Cell B Cell A' Cell FZ
Figure V-14 : Durées de vie effective des taux d’injection, déduites à partir des mesures SunsVoc.
La durée de vie effective est de l’ordre de 1 elle de
notre cellule de référence FZ 1. Ce résultat est cohérent avec la mesure de longueur de diffusion. Rappelons que ces deux paramètres sont reliés par la rel
porteurs minoritaires en fonction du
µs ce qui est dix fois moins que c
ation: DL =
où
τn
nn qkTD µ⎟
⎠⎞⎜
⎝⎛= représente la constante de diffusion des électrons qui dépend de leur
mobilité µn et τ la durée de ie des électrons. La r effet Hall à 240 cm2.V-1.s-1 dans les couches épitaxiées. En supposant une mfois supérieure de 720 cm2.V-1.s-1 et τ = 1 µs, il vient L = 43 µ i correspond bien à l’ordre de grandeur des valeurs extraites par l’analy
V.2.1.4 Conclusion La réalisation des cellules sur couche épitax é de
notre matériau en fin de procédé. Nous obtenons des longueurs de diffusion faibles par rapport à n ordre de gr deur sur la longu eut s’expliquer par une dégra
oc
v mobilité des trous a été mesurée paobilité des électrons 3
nse spectrale.
m, ce qu
iée nous a permis de vérifier la qualit
la caractérisation LBIC réalisée avant le procédé cellule. Cette variation d’ueur de diffusion (30 µm contre 300 µm) pan
dation du matériau pendant le procédé de fabrication de la cellule: étape de diffusion thermique ou recuit des contacts.
Les performances des cellules photovoltaïques montrent de bons V supérieurs à 600
mV. La densité de courant de court-circuit est très sensible aux variations d’épaisseur de la couche antireflet de SiNx:H. Un rendement supérieur à 10 % a été obtenu ; ce dernier est limité par des résistances séries importantes et par une résistance parallèle trop faible. Cependant la mesure SunsVoc, qui s’affranchit des résistances série, nous indique un potentiel de rendement à 12,2 %. Ces valeurs sont à rapprocher des 15,2 % fournis par la simulation sous PC1D et aux 13,2 % obtenus sur notre cellule de référence (avec un potentiel à 16,9 %).
176
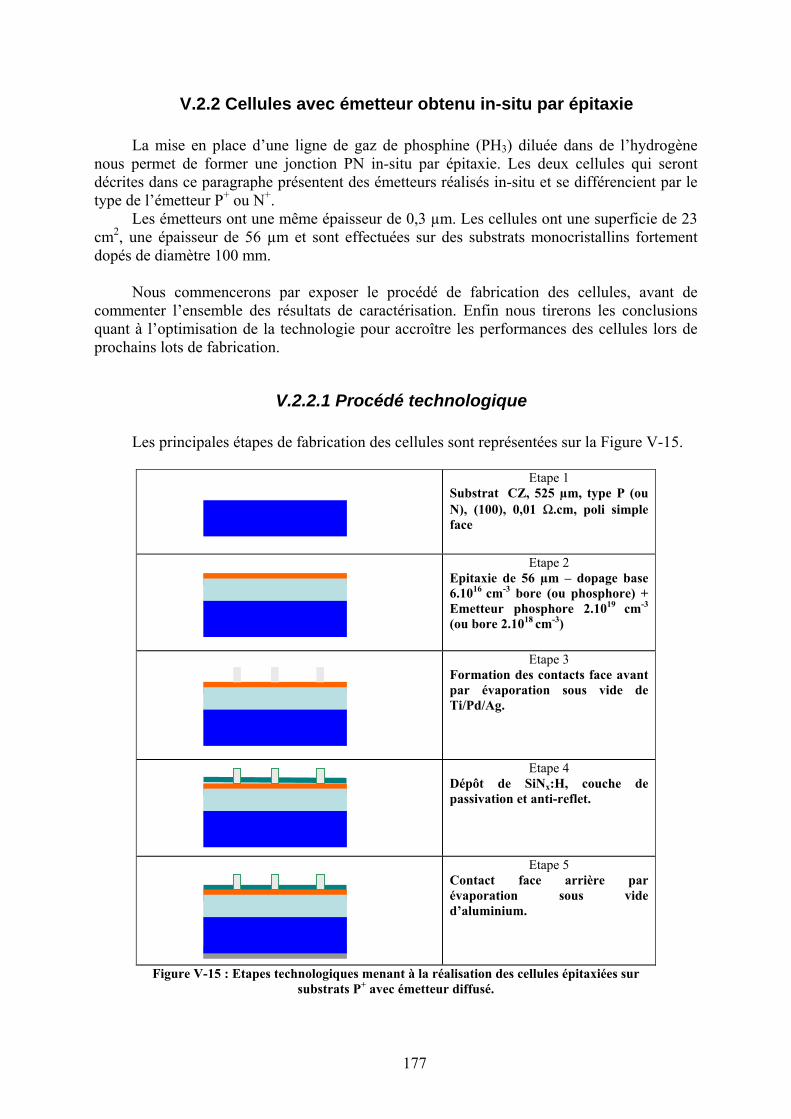
V.2.2 Cellules avec émetteur obtenu in-situ par épitaxie La mise en place d’une ligne de gaz de phosphine (PH3) diluée dans de l’hydrogène
nous permet de former une jonction PN in-situ par épitaxie. Les deux cellules qui seront décrites dans ce paragraphe présentent des émetteurs réalisés in-situ et se différencient par le type de l’émetteur P+ ou N+.
Les émetteurs ont une même épaisseur de 0,3 µm. Les cellules ont une superficie de 23 cm2, une épaisseur de 56 µm et sont effectuées sur des substrats monocristallins fortement dopés de diamètre 100 mm.
Nous commencerons par exposer le procédé de fabrication des cellules, avant de
commenter l’ensemble des résultats de caractérisation. Enfin nous tirerons les conclusions quant à l’optimisation de la technologie pour accroître les performances des cellules lors de prochains lots de fabrication.
V.2.2.1 Procédé technologique Les principales étapes de fabrication des cellules sont représentées sur la Figure V-15.
Etape 1 Substrat CZ, 525 µm, type P (ou N), (100), 0,01 Ω.cm, poli simple face
Etape 2
Epitaxie de 56 µm – dopage base 6.1016 cm-3 bore (ou phosphore) + Emetteur phosphore 2.1019 cm-3 (ou bore 2.1018 cm-3)
Etape 3
Formation des contacts face avant par évaporation sous vide de Ti/Pd/Ag.
Etape 4
Dépôt de SiNx:H, couche de passivation et anti-reflet.
Etape 5 Contact face arrière par évaporation sous vide d’aluminium.
Figure V-15 : Etapes technologiques menant à la réalisation des cellules épitaxiées sur substrats P+ avec émetteur diffusé.
177
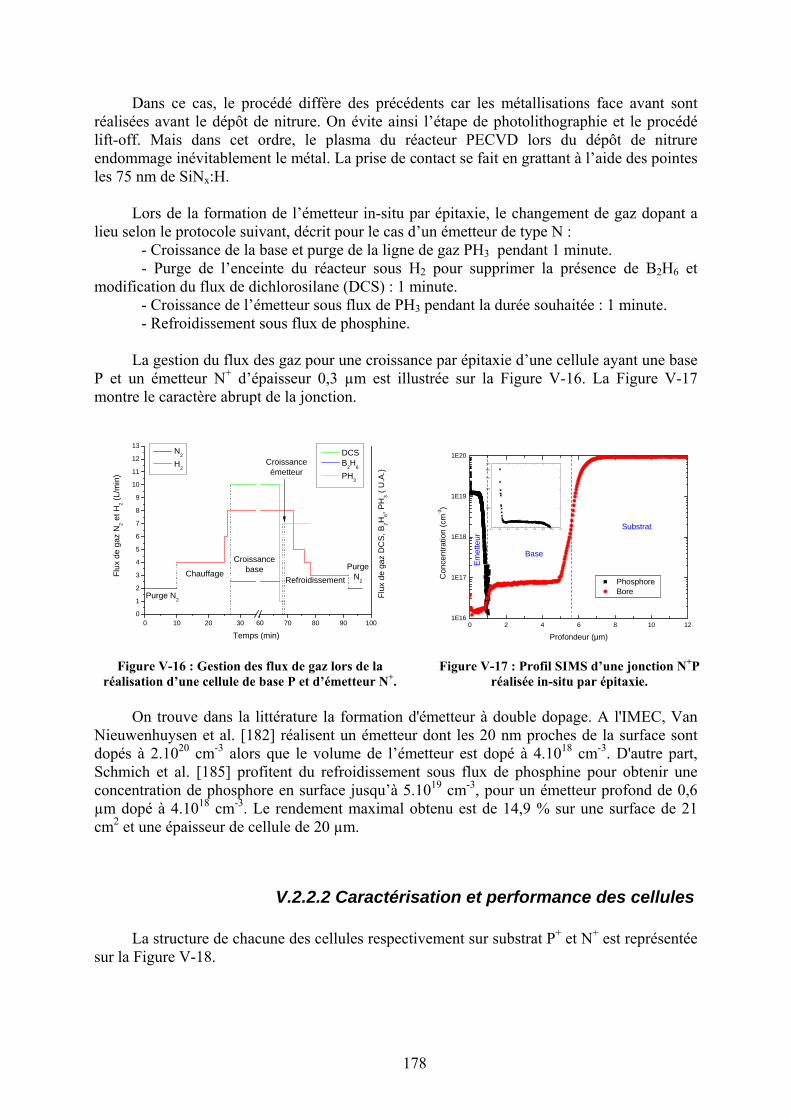
Dans ce cas, le procédé diffère des précédents car les métallisations face avant sont réalisées avant le dépôt de nitrure. On évite ainsi l’étape de photolithographie et le procédé lift-off. Mais dans cet ordre, le plasma du réacteur PECVD lors du dépôt de nitrure endommage inévitablement le métal. La prise de contact se fait en grattant à l’aide des pointes les 75 nm de SiNx:H.
Lors de la formation de l’émetteur in-situ par épitaxie, le changement de gaz dopant a
lieu selon le protocole suivant, décrit pour le cas d’un émetteur de type N : - Croissance de la base et purge de la ligne de gaz PH3 pendant 1 minute. - Purge de l’enceinte du réacteur sous H2 pour supprimer la présence de B2H6 et
modification du flux de dichlorosilane (DCS) : 1 minute. - Croissance de l’émetteur sous flux de PH3 pendant la durée souhaitée : 1 minute. - Refroidissement sous flux de phosphine. La gestion du flux des gaz pour une croissance par épitaxie d’une cellule ayant une base
P et un émetteur N+ d’épaisseur 0,3 µm est illustrée sur la Figure V-16. La Figure V-17 montre le caractère abrupt de la jonction.
0 10 20 30 60 70 80 90 1000
1
2
3
4
5
6
7
8
9
10
11
12
13
PurgeN2
Croissanceémetteur
Flux
de
gaz
N2 e
t H2 (
L/m
in)
Temps (min)
N2
H2
Purge N2
Chauffage
Croissancebase
Refroidissement
Flu
x de
gaz
DC
S, B
2H6,
PH3 (
U.A
.)
DCS B2H6
PH3
0 2 4 6 8 10 121E16
1E17
1E18
1E19
1E20
-0,1 0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
2E19
4E19
6E19
8E19
1E20
C
once
ntra
tion
(cm
-3)
Profondeur (µm)
Phosphore Bore
Substrat
Base
Emet
teur
+Figure V-16 : Gestion des flux de gaz lors de la réalisation d’une cellule de base P et d’émetteur N+.
Figure V-17 : Profil SIMS d’une jonction N P réalisée in-situ par épitaxie.
On trouve dans la littérature la formation d'émetteur à double dopage. A l'IMEC, Van
Nieuwenhuysen et al. [182] réalisent un émetteur dont les 20 nm proches de la surface sont dopés à 2.1020 cm-3 alors que le volume de l’émetteur est dopé à 4.1018 cm-3. D'autre part, Schmich et al. [185] profitent du refroidissement sous flux de phosphine pour obtenir une concentration de phosphore en surface jusqu’à 5.1019 cm-3, pour un émetteur profond de 0,6 µm dopé à 4.1018 cm-3. Le rendement maximal obtenu est de 14,9 % sur une surface de 21 cm2 et une épaisseur de cellule de 20 µm.
V.2.2.2 Caractérisation et performance des cellules La structure de chacune des cellules respectivement sur substrat P+ et N+ est représentée
sur la Figure V-18.
178
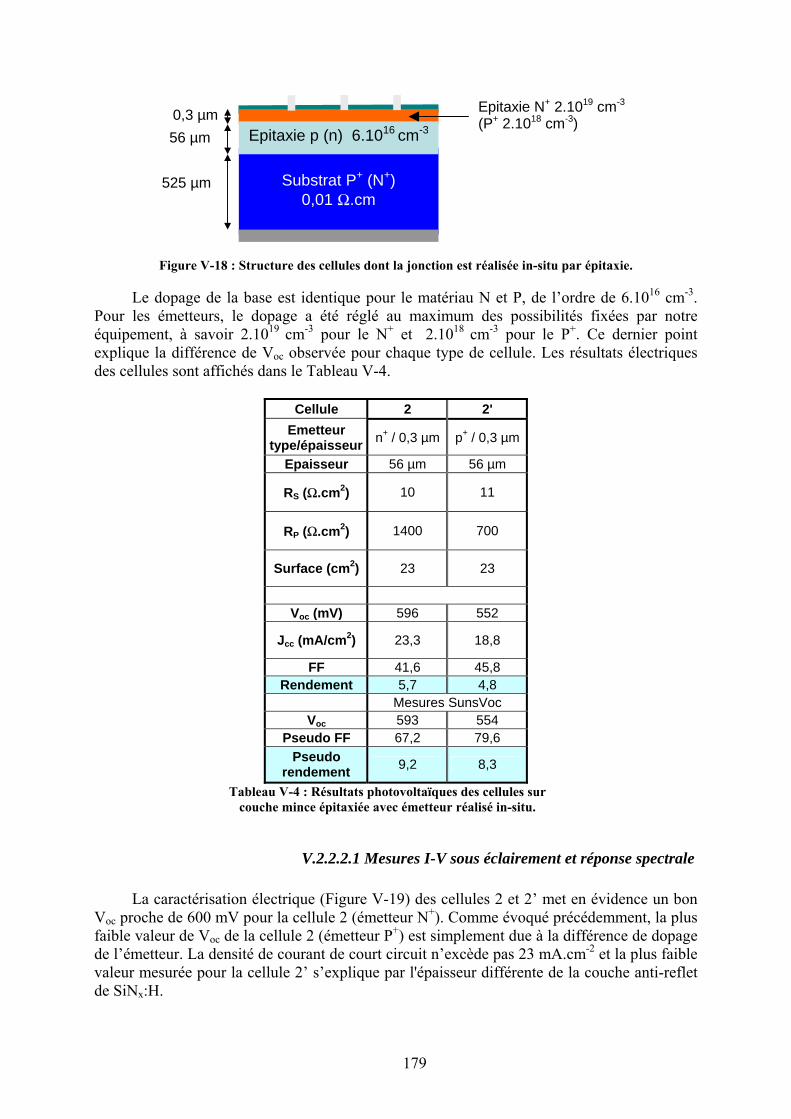
Substrat P+ (N+)
0,01 Ω.cm
Epitaxie p (n) 6.1016 cm-3
Epitaxie N+ 2.1019 cm-3
(P+ 2.1018 cm-3) 0,3 µm56 µm
525 µm
Figure V-18 : Structure des cellules dont la jonction est réalisée in-situ par épitaxie.
Le dopage de la base est identique pour le matériau N et P, de l’ordre de 6.1016 cm-3. Pour les ém aximum des possibilités fixées par notre équipement, à savoir 2.1019 cm-3 pour le N+ et 2.1018 cm-3 pour le P+. Ce dernier point explique la différence de Voc observée pour chaque type de cellule. Les résultats électriques des cellules sont affichés dans le Tableau V-4.
Cellule 2 2'
etteurs, le dopage a été réglé au m
Emetteur type/épaisseur n+ / 0,3 µm p+ / 0,3 µm
Epaisseur 56 µm 56 µm
RS (Ω.cm2) 10 11
RP (Ω.cm2) 1400 700
Surface (cm2) 23 23
Voc (mV) 596 552
Jcc (mA/cm2) 23,3 18,8
FF 41,6 45,8 Rendement 5,7 4,8
Mesures SunsVoc Voc 593 554
Pseudo FF 67,2 79,6 Pseudo
rendement 9,2 8,3
Tableau V-4 : Résultats photovoltaïques des cellules sur couche mince épitaxiée avec émetteur réalisé in-situ.
V.2.2.2.1 Mesures I-V sous éclairement et réponse spectrale La caractérisation électrique (Figure V-19) des cellules 2 et 2’ met en évidence un bon
Voc proche de 600 mV pour la cellule 2 (émetteur N+). Comme évoqué précédemment, la plus faible valeur de Voc de la cellule 2 (émetteur P+) est simplement due à la différence de dopage de l’émetteur. La densité de courant de court circuit n’excède pas 23 mA.cm-2 et la plus faible valeur mesurée pour la cellule 2’ s’explique par l'épaisseur différente de la couche anti-reflet de SiNx:H.
179
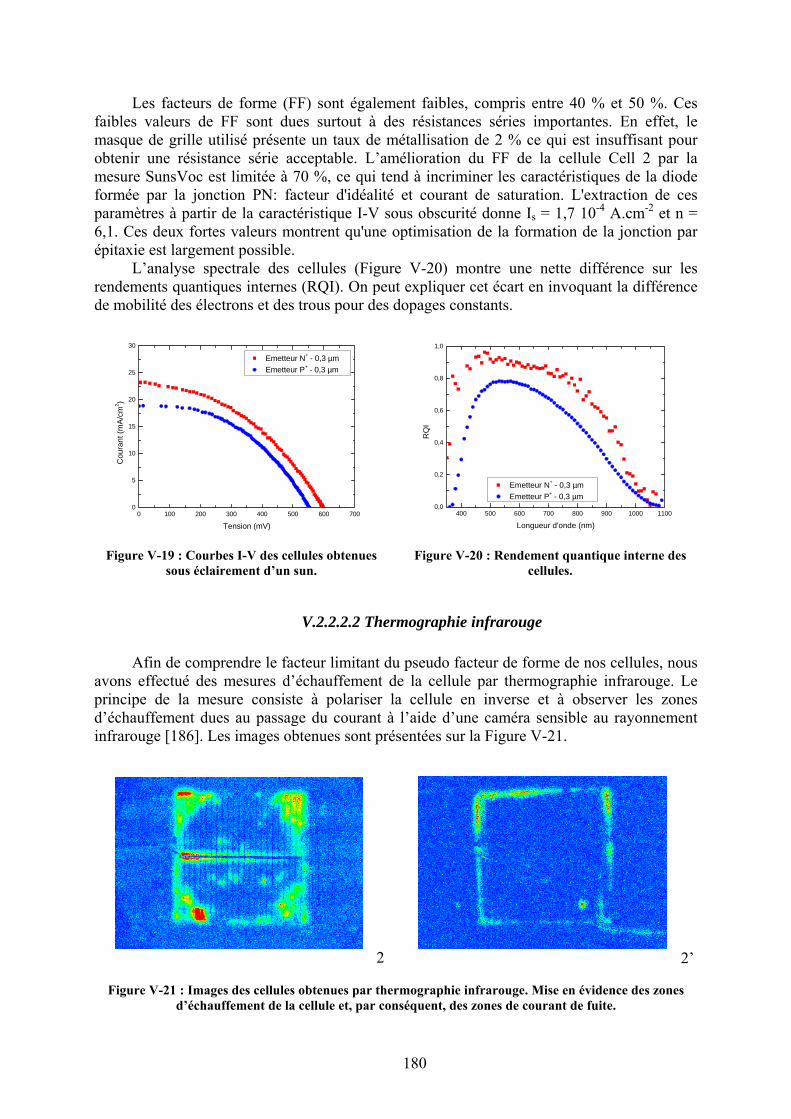
Les facteurs de forme (FF) sont également faibles, compris entre 40 % et 50 %. Ces faibles valeurs de FF sont dues surtout à des résistances séries importantes. En effet, le masque de grille utilisé présente un taux de métallisation de 2 % ce qui est insuffisant pour obtenir une résistance série acceptable. L’amélioration du FF de la cellule Cell 2 par la mesure SunsVoc est limitée à 70 %, ce qui tend à incriminer les caractéristiques de la diode formée par la jonction PN: facteur d'idéalité et courant de saturation. L'extraction de ces paramètres à partir de la caractéristique I-V sous obscurité donne Is = 1,7 10-4 A.cm-2 et n = 6,1. Ces deux fortes valeurs montrent qu'une optimisation de la formation de la jonction par épitaxie est largement possible.
L’analyse spectrale des cellules (Figure V-20) montre une nette différence sur les rendements quantiques internes (RQI). On peut expliquer cet écart en invoquant la différence de mobilité des électrons et des trous pour des dopages constants.
0 100 200 300 400 500 600 7000
5
10
15
20
25
30
Cou
rant
(mA/
cm2 )
Tension (mV)
Emetteur N+ - 0,3 µm Emetteur P+ - 0,3 µm
400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
RQ
I
Longueur d'onde (nm)
Emetteur N+ - 0,3 µm Emetteur P+ - 0,3 µm
Figure V-19 : Courbes I-V des cellules obtenues
sous éclairement d’un sun. Figure V-20 : Rendement quantique interne des
cellules.
V.2.2.2.2 Thermographie infrarouge
Afin de comprendre le facteur limitant du pseudo facteur de forme de nos cellules, nous avons effectué des mesures d’échauffement de la cellule par thermographie infrarouge. Le principe de la mesure consiste à polariser la cellule en inverse et à observer les zones d’échauffement dues au passage du courant à l’aide d’une caméra sensible au rayonnement infrarouge [186]. Les images obtenues sont présentées sur la Figure V-21.
2 2’
Figure V-21 : Images des cellules obtenues par thermographie infrarouge. Mise en évidence des zones d’échauffement de la cellule et, par conséquent, des zones de courant de fuite.
180
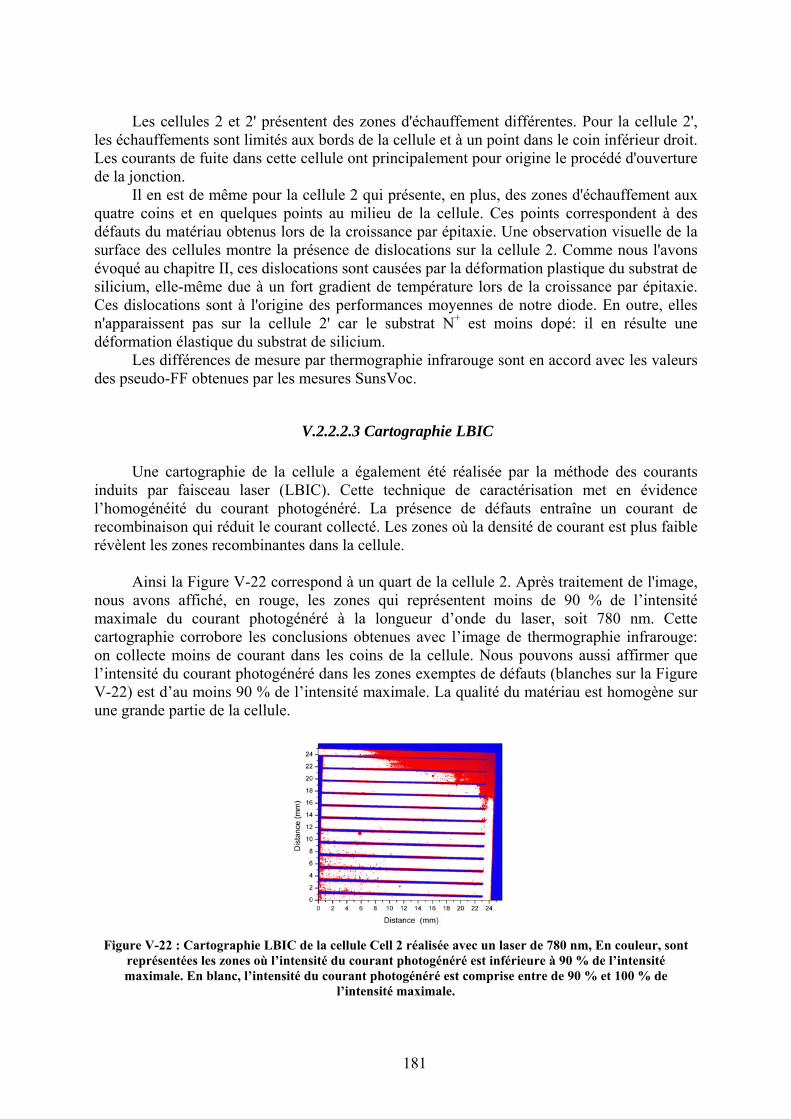
Les cellules 2 et 2' présentent des zones d'échauffement différentes. Pour la cellule 2',
les échauffements sont limités aux bords de la cellule et à un point dans le coin inférieur droit. Les courants de fuite dans cette cellule ont principalement pour origine le procédé d'ouverture de la jonction.
Il en est de même pour la cellule 2 qui présente, en plus, des zones d'échauffement aux quatre coins et en quelques points au milieu de la cellule. Ces points correspondent à des défauts du matériau obtenus lors de la croissance par épitaxie. Une observation visuelle de la surface des cellules montre la présence de dislocations sur la cellule 2. Comme nous l'avons évoqué au chapitre II, ces dislocations sont causées par la déformation plastique du substrat de silicium, elle-même due à un fort gradient de température lors de la croissance par épitaxie. Ces dislocations sont à l'origine des performances moyennes de notre diode. En outre, elles n'apparaissent pas sur la cellule 2' car le substrat N+ est moins dopé: il en résulte une déformation élastique du substrat de silicium.
Les différences de mesure par thermographie infrarouge sont en accord avec les valeurs des pseudo-FF obtenues par les mesures SunsVoc.
V.2.2.2.3 Cartographie LBIC Une cartographie de la cellule a également été réalisée par la méthode des courants
induits par faisceau laser (LBIC). Cette technique de caractérisation met en évidence l’homogénéité du courant photogénéré. La présence de défauts entraîne un courant de recombinaison qui réduit le courant collecté. Les zones où la densité de courant est plus faible révèlent les zones recombinantes dans la cellule.
Ainsi la Figure V-22 correspond à un quart de la cellule 2. Après traitement de l'image,
nous avons affiché, en rouge, les zones qui représentent moins de 90 % de l’intensité maximale du courant photogénéré à la longueur d’onde du laser, soit 780 nm. Cette cartographie corrobore les conclusions obtenues avec l’image de thermographie infrarouge: on collecte moins de courant dans les coins de la cellule. Nous pouvons aussi affirmer que l’intensité du courant photogénéré dans les zones exemptes de défauts (blanches sur la Figure V-22) est d’au moins 90 % de l’intensité maximale. La qualité du matériau est homogène sur une grande partie de la cellule.
Figure V-22 : Cartographie LBIC de la cellule Cell 2 réalisée avec un laser de 780 nm, En couleur, sont
représentées les zones où l’intensité du courant photogénéré est inférieure à 90 % de l’intensité maximale. En blanc, l’intensité du courant photogénéré est comprise entre de 90 % et 100 % de
l’intensité maximale.
181
V.2.2.3 Conclusion La réalisation des cellules avec un émetteur obtenu in-situ par épitaxie a montré des
rendements limités à 6 %. C’est bien moins que les 10 % obtenu sur les mêmes épitaxies mais avec un émetteur diffusé. Plusieurs facteurs sont à l’origine de ces résultats :
- La superficie des cellules est de 23 cm2 à comparer au 4 cm2 des cellules avec émetteur diffusé. Ainsi, la probabilité d'inclure des défauts cristallins est accrue.
- La présence de dislocations dans le matériau épitaxié sur substrat P+ dégrade la qualité de la diode, ce qui est mis en évidence par thermographie infra-rouge et mesure LBIC.
- L’épaisseur de la couche anti-reflet en SiNx:H doit donner un minimum de réflectivité proche de 590 nm afin d’obtenir une valeur de Jcc optimale. Le dépôt optimisé pour un émetteur N+ ne l'est pas pour un émetteur P+.
- La procédure de formation de la jonction par épitaxie peut être optimisée en changeant le temps de croissance de l’émetteur ou la durée de purge lors du changement de gaz dopant.
D’autre part, la réalisation de cellule à émetteur P+ doit faire l’objet d’une optimisation
particulière: couche anti-reflet, niveau de dopage, passivation de la surface. Néanmoins, nous obtenons de bons Voc à 600 mV. Les courbes de réponse spectrale
sont analogues à celle des cellules avec émetteur diffusé.
V.2.3 Cellules avec émetteur en silicium amorphe Une troisième série de 3 cellules épitaxiées sur substrats P+ a été réalisée, l’émetteur
étant cette fois-ci, formé par un dépôt de silicium amorphe hydrogéné. Nos cellules, chacune sur un substrat de diamètre 100 mm, ont une superficie de l’ordre de 25 cm2. L’émetteur en silicium amorphe est identique pour chaque cellule mais le dopage de la base varie entre 1016 cm-3 et 1017 cm-3.
V.2.3.1 Procédé technologique Nous rappelons ici que l’un des principaux avantages du procédé de réalisation des
hétérojonctions a-Si:H/c-Si (structure HIT) réside dans son faible budget thermique. En effet, les dépôts de silicium amorphe se font à des températures inférieures à 250°C et durant quelques minutes. Le gain est alors économique mais aussi qualitatif, en limitant toutes dégradations du matériau.
182
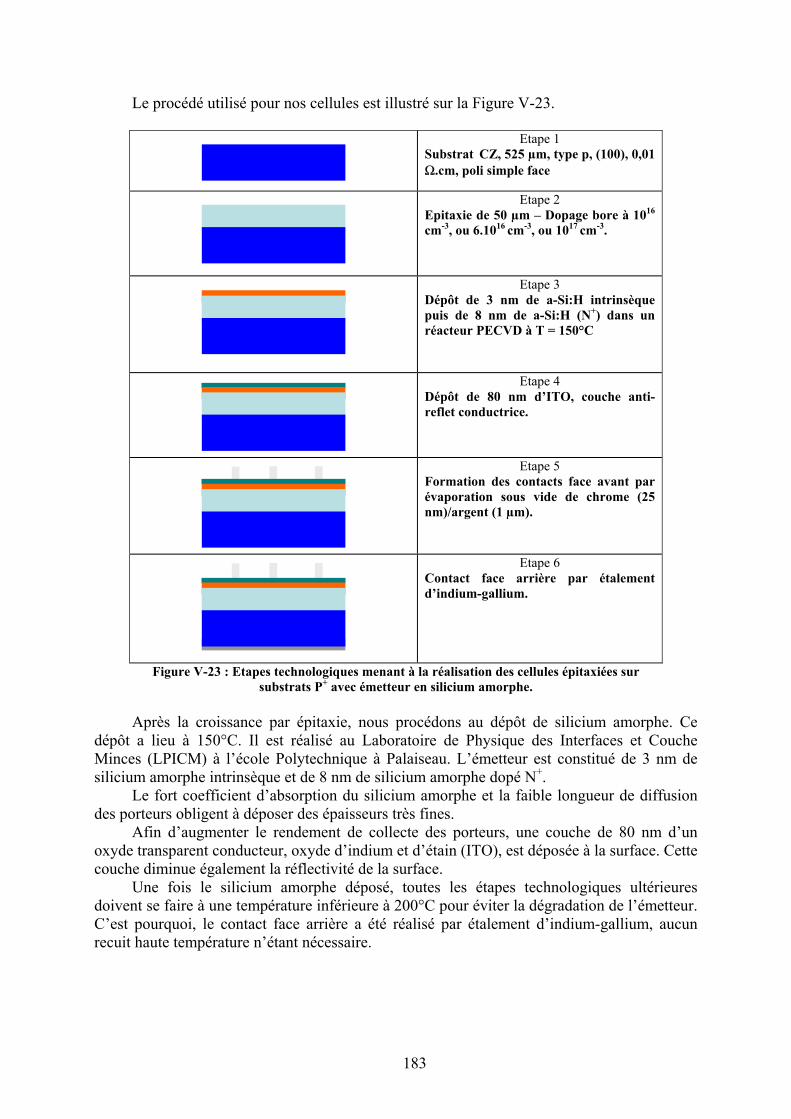
183
Le procédé utilisé pour nos cellules est illustré sur la Figure V-23.
Etape 1 Substrat CZ, 525 µm, type p, (100), 0,01 Ω.cm, poli simple face
Etape 2 Epitaxie de 50 µm – Dopage bore à 1016
cm-3, ou 6.1016 cm-3, ou 1017 cm-3.
Etape 3 Dépôt de 3 nm de a-Si:H intrinsèque puis de 8 nm de a-Si:H (N+) dans un réacteur PECVD à T = 150°C
Etape 4 Dépôt de 80 nm d’ITO, couche anti-reflet conductrice.
Etape 5 Formation des contacts face avant par évaporation sous vide de chrome (25 nm)/argent (1 µm).
Etape 6 Contact face arrière par étalement d’indium-gallium.
Figure V-23 : Etapes technologiques menant à la réalisation des cellules épitaxiées sur substrats P+ avec émetteur en silicium amorphe.
Après la croissance par épitaxie, nous procédons au dépôt de silicium amorphe. Ce
dépôt a lieu à 150°C. Il est réalisé au Laboratoire de Physique des Interfaces et Couche Minces (LPICM) à l’école Polytechnique à Palaiseau. L’émetteur est constitué de 3 nm de silicium amorphe intrinsèque et de 8 nm de silicium amorphe dopé N+.
Le fort coefficient d’absorption du silicium amorphe et la faible longueur de diffusion des porteurs obligent à déposer des épaisseurs très fines.
Afin d’augmenter le rendement de collecte des porteurs, une couche de 80 nm d’un oxyde transparent conducteur, oxyde d’indium et d’étain (ITO), est déposée à la surface. Cette couche diminue également la réflectivité de la surface.
Une fois le silicium amorphe déposé, toutes les étapes technologiques ultérieures doivent se faire à une température inférieure à 200°C pour éviter la dégradation de l’émetteur. C’est pourquoi, le contact face arrière a été réalisé par é -gallium, aucun recuit haute température n’étant nécessaire.
talement d’indium
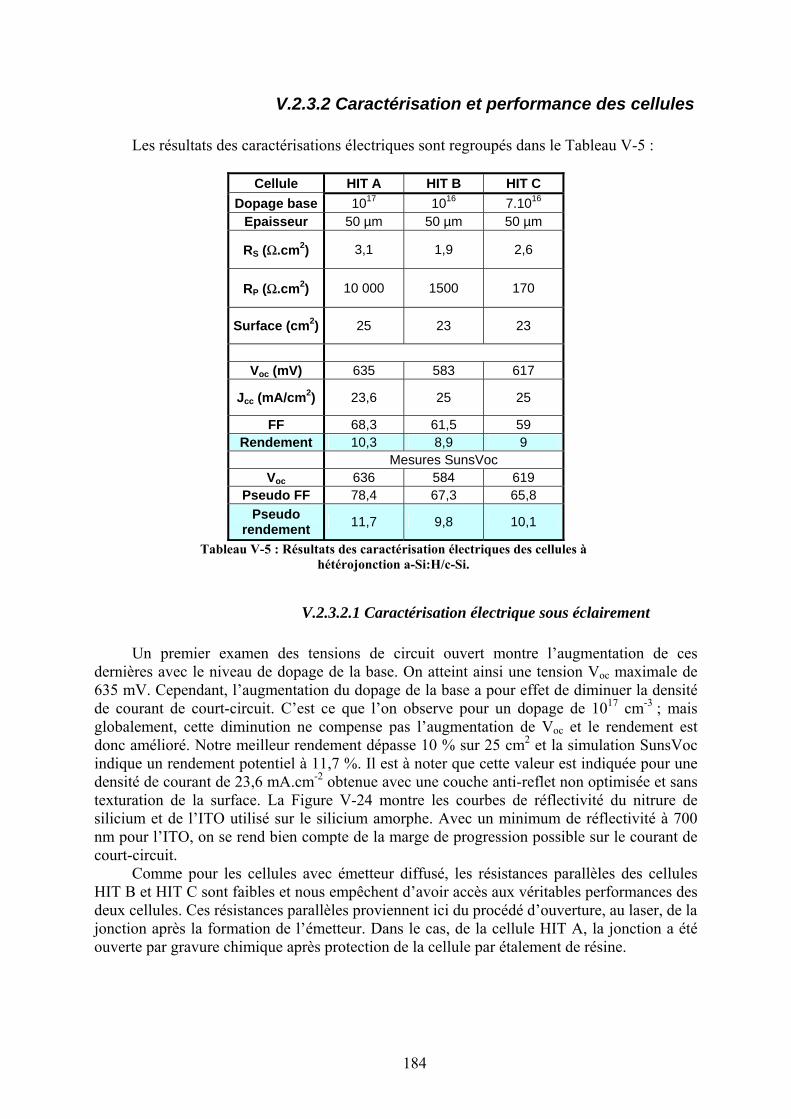
V.2.3.2 Caractérisation et performance des cellules Les résultats des caractérisations électriques sont regroupés dans le Tableau V-5 :
Cellule HIT A HIT B HIT C Dopage base 1017 1016 7.1016
Epaisseur 50 µm 50 µm 50 µm
RS (Ω.cm2) 3,1 1,9 2,6
RP (Ω.cm2) 10 000 1500 170
Surface (cm2) 25 23 23
Voc (mV) 635 583 617
Jcc (mA/cm2) 23,6 25 25
FF 68,3 61,5 59 Rendement 10,3 8,9 9
Mesures SunsVoc Voc 636 584 619
Pseudo FF 78,4 67,3 65,8 Pseudo
rendement 11,7 9,8 10,1
Tableau V-5 : Résultats des caractérisation électriques des cellules à hétérojonction a-Si:H/c-Si.
V.2.3.2.1 Caractérisation électrique sous éclairement Un premier examen des tensions de circuit ouvert montre l’augmentation de ces
dernières avec le niveau de dopage de la base. On atteint ainsi une tension Voc maximale de 635 mV. Cependant, l’augmentation du dopage de la base a pour effet de diminuer la densité de courant de court-circuit. C’est ce que l’on observe pour un dopage de 1017 cm-3 ; mais globalement, cette diminution ne compense pas l’augmentation de Voc et le rendement est donc amélioré. Notre meilleur rendement dépasse 10 % sur 25 cm2 et la simulation SunsVoc indique un rendement potentiel à 11,7 %. Il est à noter que cette valeur est indiquée pour une densité de courant de 23,6 mA.cm-2 obtenue avec une couche anti-reflet non optimisée et sans texturation de la surface. La Figure V-24 montre les courbes de réflectivité du nitrure de silicium et de l’ITO utilisé sur le silicium amorphe. Avec un minimum de réflectivité à 700 nm pour l’ITO, on se rend bien compte de la marge de progression possible sur le courant de court-circuit.
Comme pour les cellules avec émetteur diffusé, les résistances parallèles des cellules HIT B et HIT C sont faibles et nous empêchent d’avoir accès aux véritables performances des deux cellules. Ces résistances parallèles proviennent ici du procédé d’ouverture, au laser, de la jonction après la formation de l’émetteur. Dans le cas, de la cellule HIT A, la jonction a été ouverte par gravure chimique après protection de la cellule par étalement de résine.
184
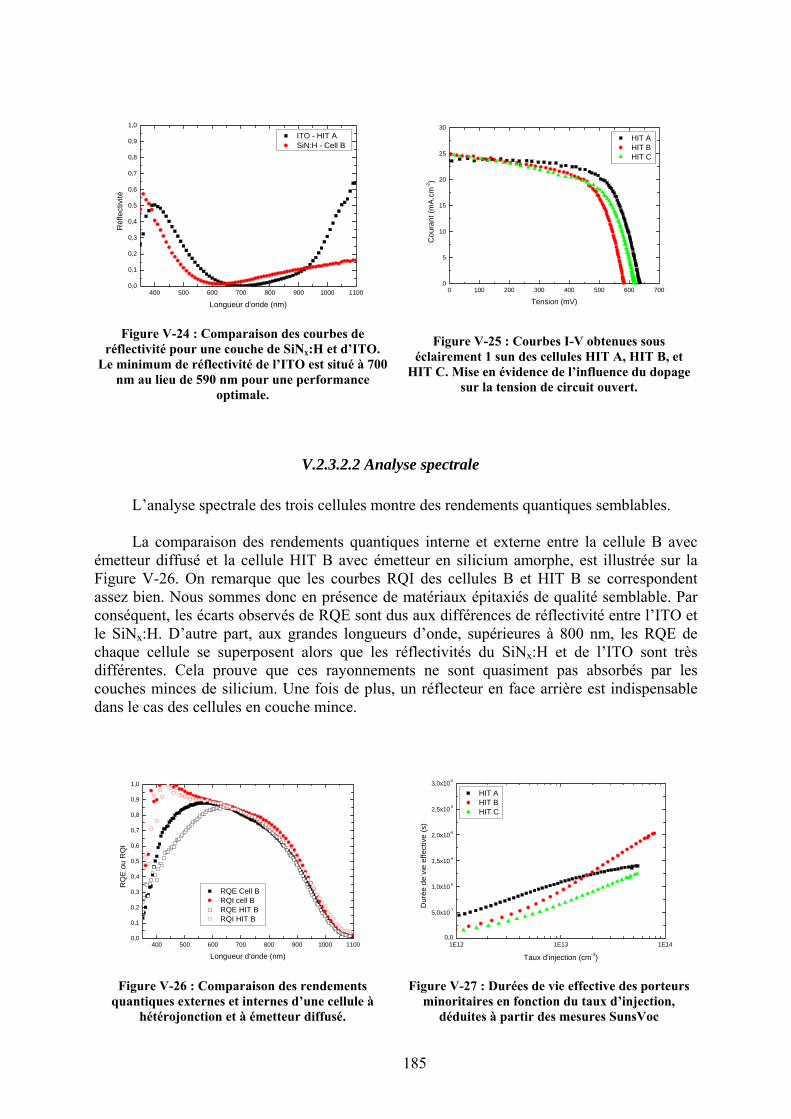
400 500 600 700 800 900 1000 11000,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
R
éfle
ctiv
ité
Longueur d'onde (nm)
ITO - HIT A SiN:H - Cell B
0 100 200 300 400 500 600 7000
5
10
15
20
25
30
Cou
rant
(mA
.cm
-2)
Tension (mV)
HIT A HIT B HIT C
Figure V-24 : Comparaison des courbes de
réflectivité pour une couche de SiNx:H et d’ITO. Le minimum de réflectivité de l’ITO est situé à 700
nm au lieu de 590 nm pour une performance optimale.
Figure V-25 : Courbes I-V obtenues sous éclairement 1 sun des cellules HIT A, HIT B, et
HIT C. Mise en évidence de l’influence du dopage sur la tension de circuit ouvert.
V.2.3.2.2 Analyse spectrale L’analyse spectrale des trois cellules montre des rendements quantiques semblables. La comparaison des rendements quantiques interne et externe entre la cellule B avec
émetteur diffusé et la cellule HIT B avec émetteur en silicium amorphe, est illustrée sur la Figure V-26. On remarque que les courbes RQI des cellules B et HIT B se correspondent assez bien. Nous sommes donc en présence de matériaux épitaxiés de qualité semblable. Par conséquent, les écarts observés de RQE sont dus aux différences de réflectivité entre l’ITO et le SiNx:H. D’autre part, aux grandes longueurs d’onde, supérieures à 800 nm, les RQE de chaque cellule se superposent alors que les réflectivités du SiNx:H et de l’ITO sont très différentes. Cela prouve que ces rayonnements ne sont quasiment pas absorbés par les couches minces de silicium. Une fois de plus, un réflecteur en face arrière est indispensable dans le cas des cellules en couche mince.
400 500 600 700 800 900 1000 11000,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
RQ
E ou
RQ
I
Longueur d'onde (nm)
RQE Cell B RQI cell B RQE HIT B RQI HIT B
1E12 1E13 1E140,0
5,0x10-7
1,0x10-6
1,5x10-6
2,0x10-6
2,5x10-6
3,0x10-6
Dur
ée d
e vi
e ef
fect
ive
(s)
Taux d'injection (cm-3)
HIT A HIT B HIT C
Figure V-26 : Comparaison des rendements quantiques externes et internes d’une cellule à
hétérojonction et à émetteur diffusé.
Figure V-27 : Durées de vie effective des porteurs minoritaires en fonction du taux d’injection,
déduites à partir des mesures SunsVoc
185
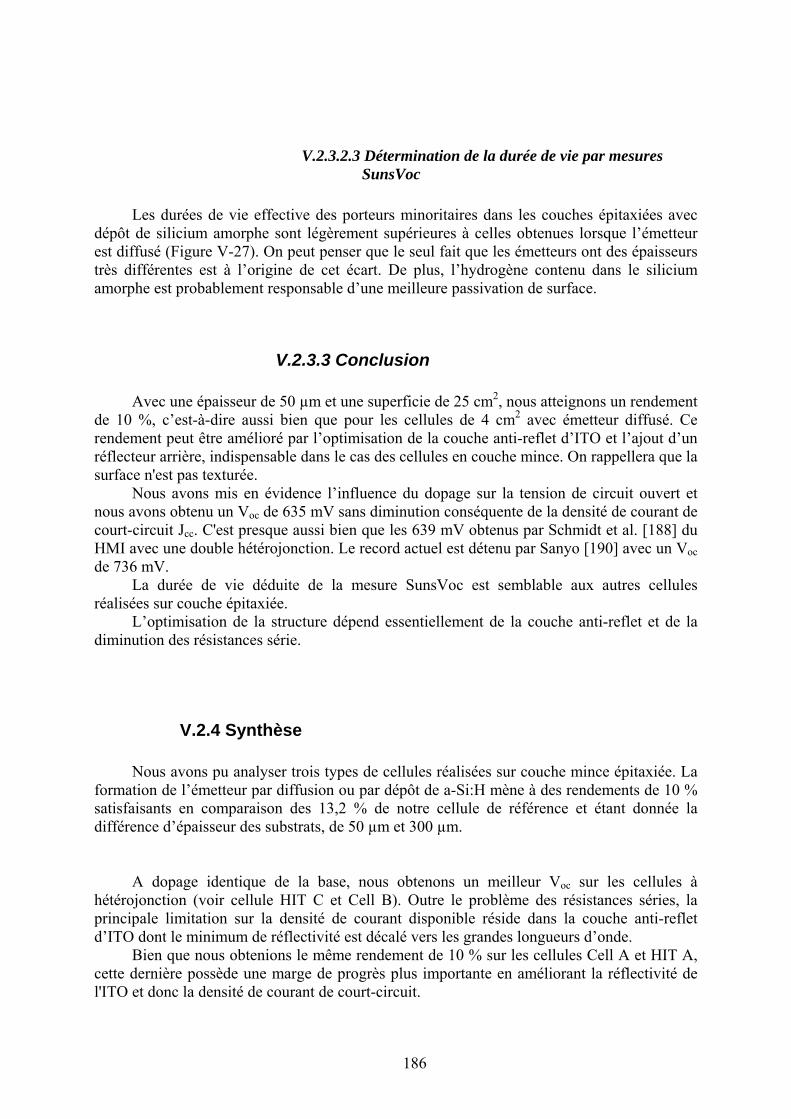
V.2.3.2.3 Détermination de la durée de vie par mesures SunsVoc
Les durées de vie effective des porteurs minoritaires dans les couches épitaxiées avec
dépôt de silicium amorphe sont légèrement supérieures à celles obtenues lorsque l’émetteur est diffusé (Figure V-27). On peut penser que le seul fait que les émetteurs ont des épaisseurs très différentes est à l’origine de cet écart. De plus, l’hydrogène contenu dans le silicium amorphe est probablement responsable d’une meilleure passivation de surface.
V.2.3.3 Conclusion Avec une épaisseur de 50 µm et une superficie de 25 cm2, nous atteignons un rendement
de 10 %, c’est-à-dire aussi bien que pour les cellules de 4 cm2 avec émetteur diffusé. Ce rendement peut être amélioré par l’optimisation de la couche anti-reflet d’ITO et l’ajout d’un réflecteur arrière, indispensable dans le cas des cellules en couche mince. On rappellera que la surface n'est pas texturée.
Nous avons mis en évidence l’influence du dopage sur la tension de circuit ouvert et nous avons obtenu un Voc de 635 mV sans diminution conséquente de la densité de courant de court-circuit Jcc. C'est presque aussi bien que les 639 mV obtenus par Schmidt et al. [188] du HMI avec une double hétérojonction. Le record actuel est détenu par Sanyo [190] avec un Voc de 736 mV.
La durée de vie déduite de la mesure SunsVoc est semblable aux autres cellules réalisées sur couche épitaxiée.
L’optimisation de la structure dépend essentiellement de la couche anti-reflet et de la diminution des résistances série.
V.2.4 Synthèse Nous avons pu analyser trois types de cellules réalisées sur couche mince épitaxiée. La
formation de l’émetteur par diffusion ou par dépôt de a-Si:H mène à des rendements de 10 % satisfaisants en comparaison des 13,2 % de notre cellule de référence et étant donnée la différence d’épaisseur des substrats, de 50 µm et 300 µm.
A dopage identique de la base, nous obtenons un meilleur Voc sur les cellules à
hétérojonction (voir cellule HIT C et Cell B). Outre le problème des résistances séries, la principale limitation sur la densité de courant disponible réside dans la couche anti-reflet d’ITO dont le minimum de réflectivité est décalé vers les grandes longueurs d’onde.
Bien que nous obtenions le même rendement de 10 % sur les cellules Cell A et HIT A, cette dernière possède une marge de progrès plus importante en améliorant la réflectivité de l'ITO et donc la densité de courant de court-circuit.
186
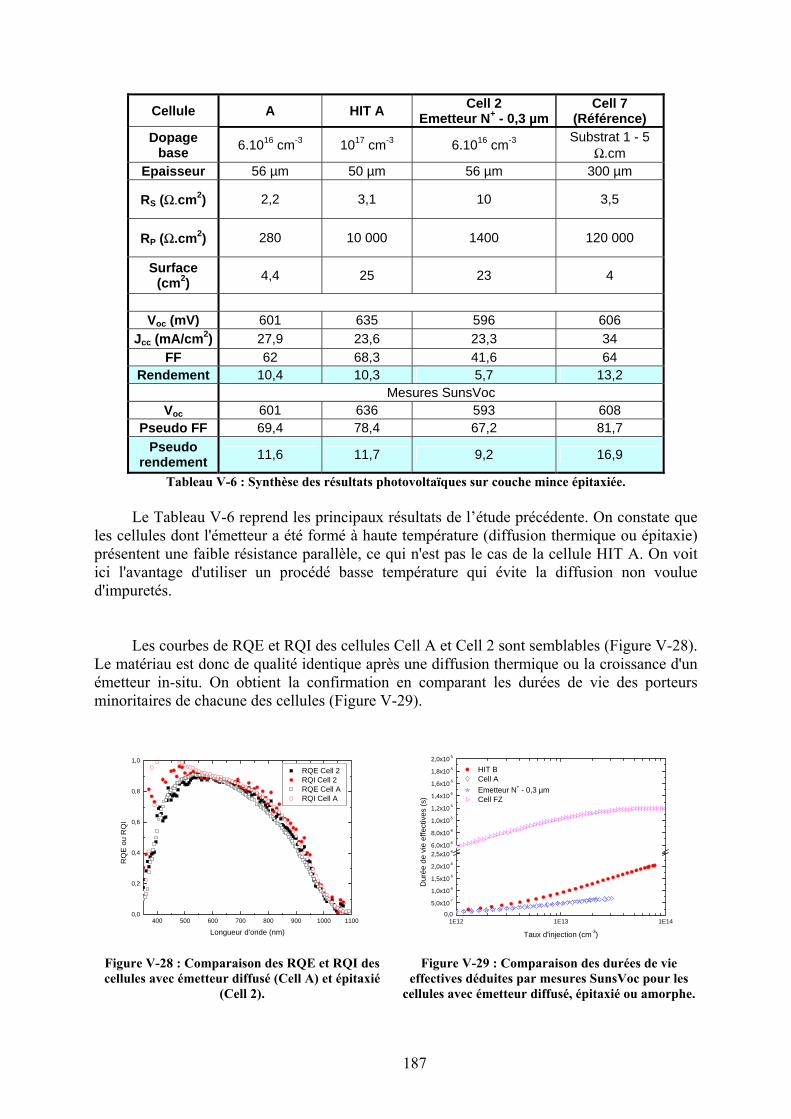
Cellule A HIT A Cell 2 Emetteur N+ - 0,3 µm
Cell 7 (Référence)
Dopage base 6.1016 cm-3 1017 cm-3 6.1016 cm-3 Substrat 1 - 5
Ω.cm Epaisseur 56 µm 50 µm 56 µm 300 µm
RS (Ω.cm2) 2,2 3,1 10 3,5
RP (Ω.cm2) 280 10 000 1400 120 000
Surface (cm2) 4,4 25 23 4
Voc (mV) 601 635 596 606
Jcc (mA/cm2) 27,9 23,6 23,3 34 FF 62 68,3 41,6 64
Rendement 10,4 10,3 5,7 13,2 Mesures SunsVoc
Voc 601 636 593 608 Pseudo FF 69,4 78,4 67,2 81,7
Pseudo rendement 11,6 11,7 9,2 16,9
Tableau V-6 : Synthèse des résultats photovoltaïques sur couche mince épitaxiée. Le Tableau V-6 reprend les principaux résultats de l’étude précédente. On constate que
les cellules dont l'émetteur a été formé à haute température (diffusion thermique ou épitaxie) présentent une faible résistance parallèle, ce qui n'est pas le cas de la cellule HIT A. On voit ici l'avantage d'utiliser un procédé basse température qui évite la diffusion non voulue d'impuretés.
Les courbes de RQE et RQI des cellules Cell A et Cell 2 sont semblables (Figure V-28).
Le matériau est donc de qualité identique après une diffusion thermique ou la croissance d'un émetteur in-situ. On obtient la confirmation en comparant les durées de vie des porteurs minoritaires de chacune des cellules (Figure V-29).
400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
RQ
E ou
RQ
I
Longueur d'onde (nm)
RQE Cell 2 RQI Cell 2 RQE Cell A RQI Cell A
1E12 1E13 1E140,0
5,0x10-7
1,0x10-6
1,5x10-6
2,0x10-6
2,5x10-66,0x10-6
8,0x10-6
1,0x10-5
1,2x10-5
1,4x10-5
1,6x10-5
1,8x10-5
2,0x10-5
Dur
ée d
e vi
e ef
fect
ives
(s)
Taux d'injection (cm-3)
HIT B Cell A Emetteur N+ - 0,3 µm Cell FZ
Figure V-28 : Comparaison des RQE et RQI des cellules avec émetteur diffusé (Cell A) et épitaxié
(Cell 2).
Figure V-29 : Comparaison des durées de vie effectives déduites par mesures SunsVoc pour les
cellules avec émetteur diffusé, épitaxié ou amorphe.
187
L’augmentation des performances des cellules sur couche mince épitaxiée dépend de l’optimisation des conditions de température lors de la croissance par épitaxie. La longueur de diffusion effective mesurée à partir des réponses spectrales est de 30 µm, valeur qui peut être améliorée.
D’autre part, le procédé basse température de dépôt de a-Si:H est bénéfique à la qualité du matériau.
V.3 Cellules sur substrat mince Dans ce paragraphe, nous exposons nos travaux concernant des cellules réalisées sur
substrats minces (< 70 µm). Une première série de cellules a été réalisée sur des substrats monocristallins CZ
amincis de grande taille (diamètre 100 mm). Les substrats minces CZ autosupportés ont des épaisseurs comprises entre 50 µm et 70 µm. Les performances des cellules réalisées nous fourniront un indicateur supplémentaire pour juger du potentiel du matériau épitaxié. De plus, nous aurons l'aperçu des problématiques techniques d'un procédé couche mince: fragilité, contrainte mécanique, adaptation des équipements.
Une deuxième série de cellules a été obtenues par notre procédé de transfert de couche
mince sur des substrats de diamètre 50 mm. Dans ce dernier cas, les cellules ont été reportées par soudure aluminium sur un support de silicium préalablement recouvert de nitrure.
V.3.1 Cellules réalisées sur substrats monocristallins CZ amincis
V.3.1.1 Objectifs Suite aux problèmes techniques survenus sur le réacteur d’épitaxie, nous avons opté
pour la réalisation de cellules sur substrats minces autosupportés. Le procédé utilisé tend à recréer, au mieux, les caractéristiques d’une couche mince obtenue par épitaxie. Les substrats amincis CZ de type P proviennent de la société Siltronix ; ils ont des épaisseurs comprises entre 50 µm et 70 µm et sont polis simple face. Leur résistivité se situe entre 0,5 et 1 Ω.cm.
Les structures réalisées sont de deux types différents : - 1) Cellules avec émetteur obtenu par diffusion phosphore avec contact par points en
face arrière sur substrat mince (cellules 1) et épais (cellules 7, la même qu’au paragraphe V.1.2).
- 2) Cellules avec émetteur en silicium amorphe (hétérojonction a-Si:H/c-Si) avec
(cellules 3 et 5) ou sans (cellule 2 bis) contact par points en face arrière sur substrats minces.
Cette série de cellules nous permettra de conclure sur l’avantage d’un contact par points
ayant un recouvrement de 10 % par rapport à une métallisation pleine plaque mais aussi sur l’influence de l’épaisseur du substrat et sur le type d’émetteur, diffusé phosphore ou en silicium amorphe.
188
V.3.1.2 Procédé technologique La succession des étapes technologiques, pour chaque structure est présentée sur la
Figure V-30. Concernant la face arrière, nous avons réalisé un champ répulsif en face arrière (BSF)
par implantation ionique de bore. La dose implantée est de 1016 cm-2 pour un dopage attendu de 5.1020 cm-3. Cette étape onéreuse permet de simuler le BSF que nous réalisons in situ durant l’épitaxie. Les étapes de métallisation sont réalisées par évaporation sous vide d’aluminium. Quant à l’ouverture des contacts par points dans la couche de passivation arrière, elle est obtenue par photolithographie. Là encore, des solutions industrialisables, moins coûteuses, existent en effectuant les ouvertures par ablation laser [189].
Suivant la structure, l’émetteur est réalisé par diffusion de phosphore à 850°C ou bien
par dépôt de silicium amorphe hydrogéné. L’émetteur diffusé à une résistance de 40 Ω/ et une profondeur de jonction de 0,3 µm environ. Dans le cas des cellules à hétérojonction le dépôt de silicium amorphe est effectué dans un réacteur PECVD à 150°C. Le dépôt est constitué de 3 nm de a-Si :H intrinsèque et de 8 nm de a-Si:H fortement dopé.
Enfin, pour les cellules de la structure 1, la couche anti-reflet et la couche passivante en
face arrière sont réalisées par un dépôt de nitrure hydrogéné dans un réacteur PECVD à 370°C. Dans le cas des cellules à hétérojonction, la couche anti-reflet est alors un oxyde transparent conducteur, un oxyde d'indium et d’étain (ITO pour Indium Tin Oxyde) dans notre cas. L’ITO est déposé par pulvérisation cathodique.
Les métallisations sont obtenues par un dépôt de 1 µm d’argent par évaporation sous
vide.
189
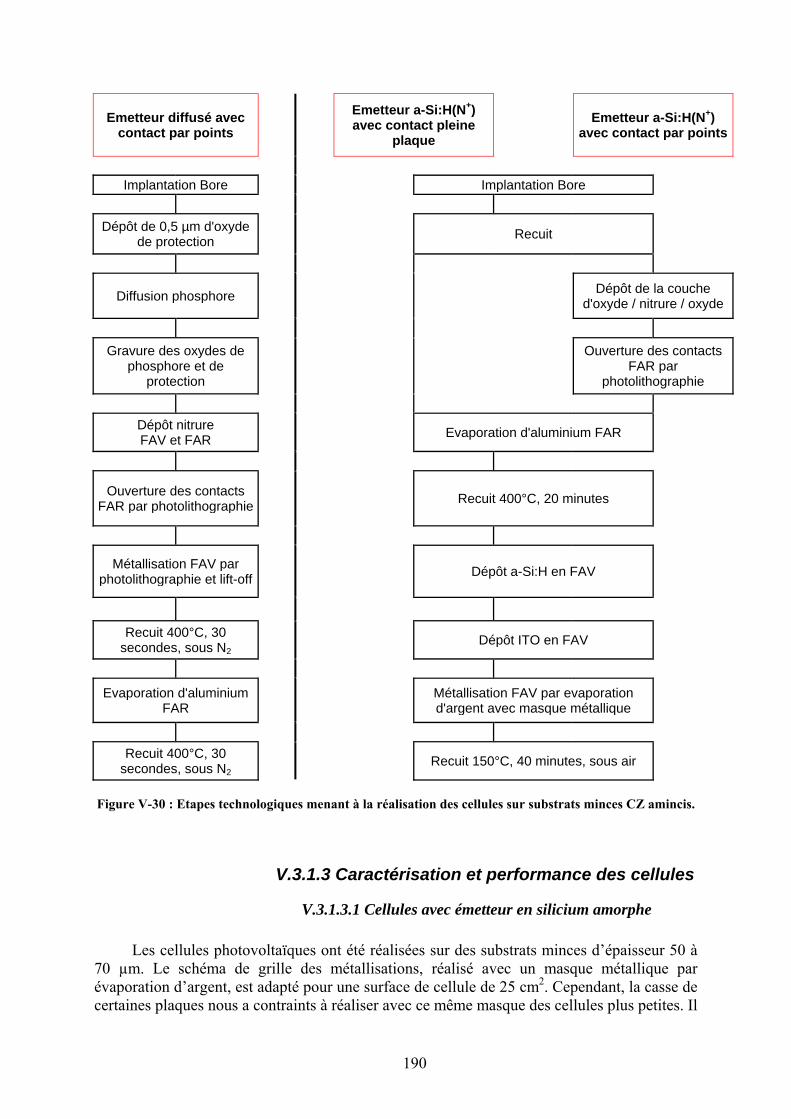
Emetteur diffusé avec contact par points
Emetteur a-Si:H(N+) avec contact pleine
plaque Emetteur a-Si:H(N+)
avec contact par points
Implantation Bore Implantation Bore
Dépôt de 0,5 µm d'oxyde de protection
Recuit
Diffusion phosphore
Dépôt de la couche d'oxyde / nitrure / oxyde
Gravure des oxydes de phosphore et de
protection
Ouverture des contacts FAR par
photolithographie
Dépôt nitrure FAV et FAR
Evaporation d'aluminium FAR
Ouverture des contacts FAR par photolithographie
Recuit 400°C, 20 minutes
Métallisation FAV par photolithographie et lift-off
Dépôt a-Si:H en FAV
Recuit 400°C, 30 secondes, sous N2
Dépôt ITO en FAV
Evaporation d'aluminium FAR
Métallisation FAV par evaporation d'argent avec masque métallique
Recuit 400°C, 30
secondes, sous N2
Recuit 150°C, 40 minutes, sous air
Figure V-30 : Etapes technologiques menant à la réalisation des cellules sur substrats minces CZ amincis.
V.3.1.3 Caractérisation et performance des cellules
V.3.1.3.1 Cellules avec émetteur en silicium amorphe Les cellules photovoltaïques ont été réalisées sur des substrats minces d’épaisseur 50 à
70 µm. Le schéma de grille des métallisations, réalisé avec un masque métallique par évaporation d’argent, est adapté pour une surface de cellule de 25 cm2. Cependant, la casse de certaines plaques nous a contraints à réaliser avec ce même masque des cellules plus petites. Il
190
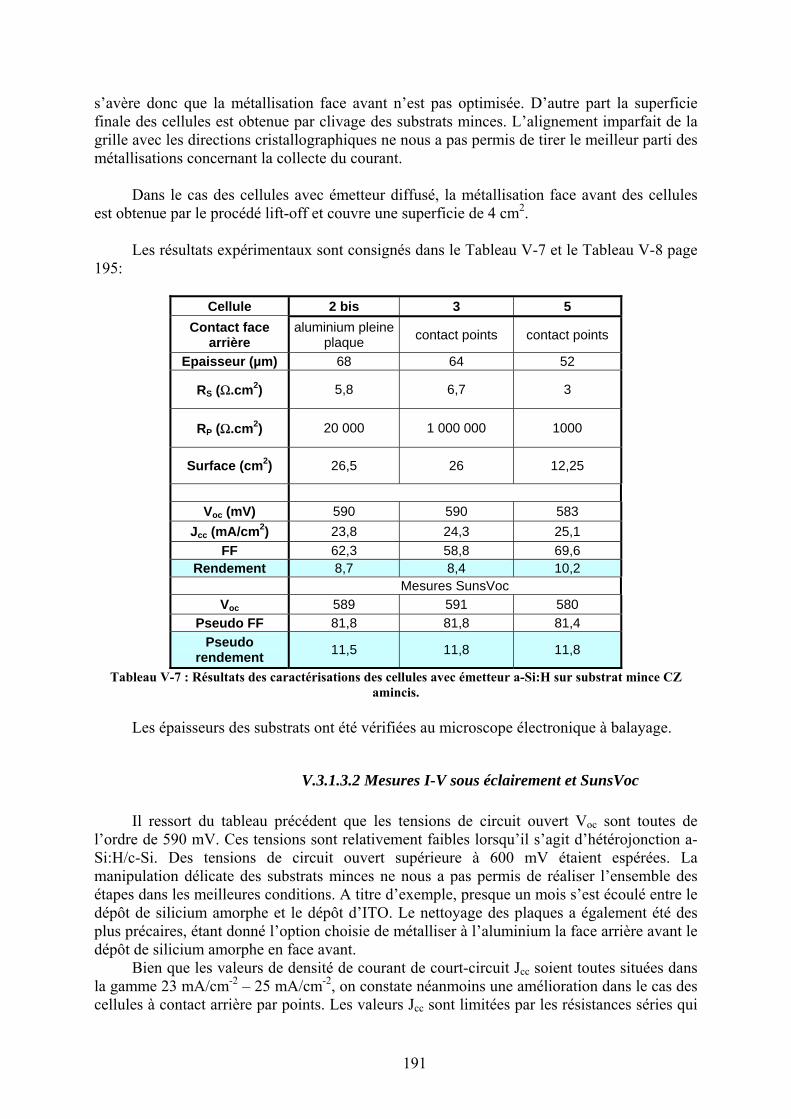
s’avère donc que la métallisation face avant n’est pas optimisée. D’autre part la superficie finale des cellules est obtenue par clivage des substrats minces. L’alignement imparfait de la grille avec les directions cristallographiques ne nous a pas permis de tirer le meilleur parti des métallisations concernant la collecte du courant.
Dans le cas des cellules avec émetteur diffusé, la métallisation face avant des cellules
est obtenue par le procédé lift-off et couvre une superficie de 4 cm2. Les résultats expérimentaux sont consignés dans le Tableau V-7 et le Tableau V-8 page
195:
Cellule 2 bis 3 5 Contact face
arrière aluminium pleine
plaque contact points contact points
Epaisseur (µm) 68 64 52
RS (Ω.cm2) 5,8 6,7 3
RP (Ω.cm2) 20 000 1 000 000 1000
Surface (cm2) 26,5 26 12,25
Voc (mV) 590 590 583
Jcc (mA/cm2) 23,8 24,3 25,1 FF 62,3 58,8 69,6
Rendement 8,7 8,4 10,2 Mesures SunsVoc
Voc 589 591 580 Pseudo FF 81,8 81,8 81,4
Pseudo rendement 11,5 11,8 11,8
Tableau V-7 : Résultats des caractérisations des cellules avec émetteur a-Si:H sur substrat mince CZ amincis.
Les épaisseurs des substrats ont été vérifiées au microscope électronique à balayage.
V.3.1.3.2 Mesures I-V sous éclairement et SunsVoc Il ressort du tableau précédent que les tensions de circuit ouvert Voc sont toutes de
l’ordre de 590 mV. Ces tensions sont relativement faibles lorsqu’il s’agit d’hétérojonction a-Si:H/c-Si. Des tensions de circuit ouvert supérieure à 600 mV étaient espérées. La manipulation délicate des substrats minces ne nous a pas permis de réaliser l’ensemble des étapes dans les meilleures conditions. A titre d’exemple, presque un mois s’est écoulé entre le dépôt de silicium amorphe et le dépôt d’ITO. Le nettoyage des plaques a également été des plus précaires, étant donné l’option choisie de métalliser à l’aluminium la face arrière avant le dépôt de silicium amorphe en face avant.
Bien que les valeurs de densité de courant de court-circuit Jcc soient toutes situées dans la gamme 23 mA/cm-2 – 25 mA/cm-2, on constate néanmoins une amélioration dans le cas des cellules à contact arrière par points. Les valeurs Jcc sont limitées par les résistances séries qui
191
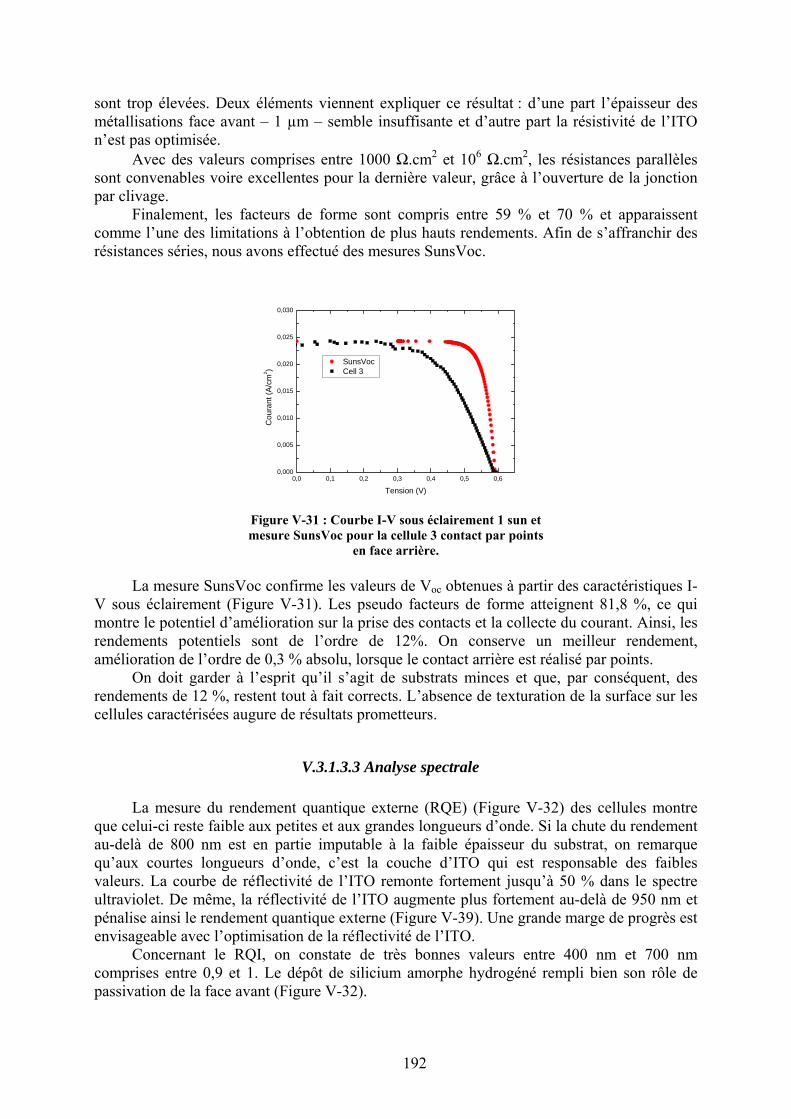
sont trop élevées. Deux éléments viennent expliquer ce résultat : d’une part l’épaisseur des métallisations face avant – 1 µm – semble insuffisante et d’autre part la résistivité de l’ITO n’est pas optimisée.
Avec des valeurs comprises entre 1000 Ω.cm2 et 106 Ω.cm2, les résistances parallèles sont convenables voire excellentes pour la dernière valeur, grâce à l’ouverture de la jonction par clivage.
Finalement, les facteurs de forme sont compris entre 59 % et 70 % et apparaissent comme l’une des limitations à l’obtention de plus hauts rendements. Afin de s’affranchir des résistances séries, nous avons effectué des mesures SunsVoc.
0,0 0,1 0,2 0,3 0,4 0,5 0,60,000
0,005
0,010
0,015
0,020
0,025
0,030
Cou
rant
(A/c
m2 )
Tension (V)
SunsVoc Cell 3
Figure V-31 : Courbe I-V sous éclairement 1 sun et mesure SunsVoc pour la cellule 3 contact par points
en face arrière. La mesure SunsVoc confirme les valeurs de Voc obtenues à partir des caractéristiques I-
V sous éclairement (Figure V-31). Les pseudo facteurs de forme atteignent 81,8 %, ce qui montre le potentiel d’amélioration sur la prise des contacts et la collecte du courant. Ainsi, les rendements potentiels sont de l’ordre de 12%. On conserve un meilleur rendement, amélioration de l’ordre de 0,3 % absolu, lorsque le contact arrière est réalisé par points.
On doit garder à l’esprit qu’il s’agit de substrats minces et que, par conséquent, des rendements de 12 %, restent tout à fait corrects. L’absence de texturation de la surface sur les cellules caractérisées augure de résultats prometteurs.
V.3.1.3.3 Analyse spectrale La mesure du rendement quantique externe (RQE) (Figure V-32) des cellules montre
que celui-ci reste faible aux petites et aux grandes longueurs d’onde. Si la chute du rendement au-delà de 800 nm est en partie imputable à la faible épaisseur du substrat, on remarque qu’aux courtes longueurs d’onde, c’est la couche d’ITO qui est responsable des faibles valeurs. La courbe de réflectivité de l’ITO remonte fortement jusqu’à 50 % dans le spectre ultraviolet. De même, la réflectivité de l’ITO augmente plus fortement au-delà de 950 nm et pénalise ainsi le rendement quantique externe (Figure V-39). Une grande marge de progrès est envisageable avec l’optimisation de la réflectivité de l’ITO.
Concernant le RQI, on constate de très bonnes valeurs entre 400 nm et 700 nm comprises entre 0,9 et 1. Le dépôt de silicium amorphe hydrogéné rempli bien son rôle de passivation de la face avant (Figure V-32).
192
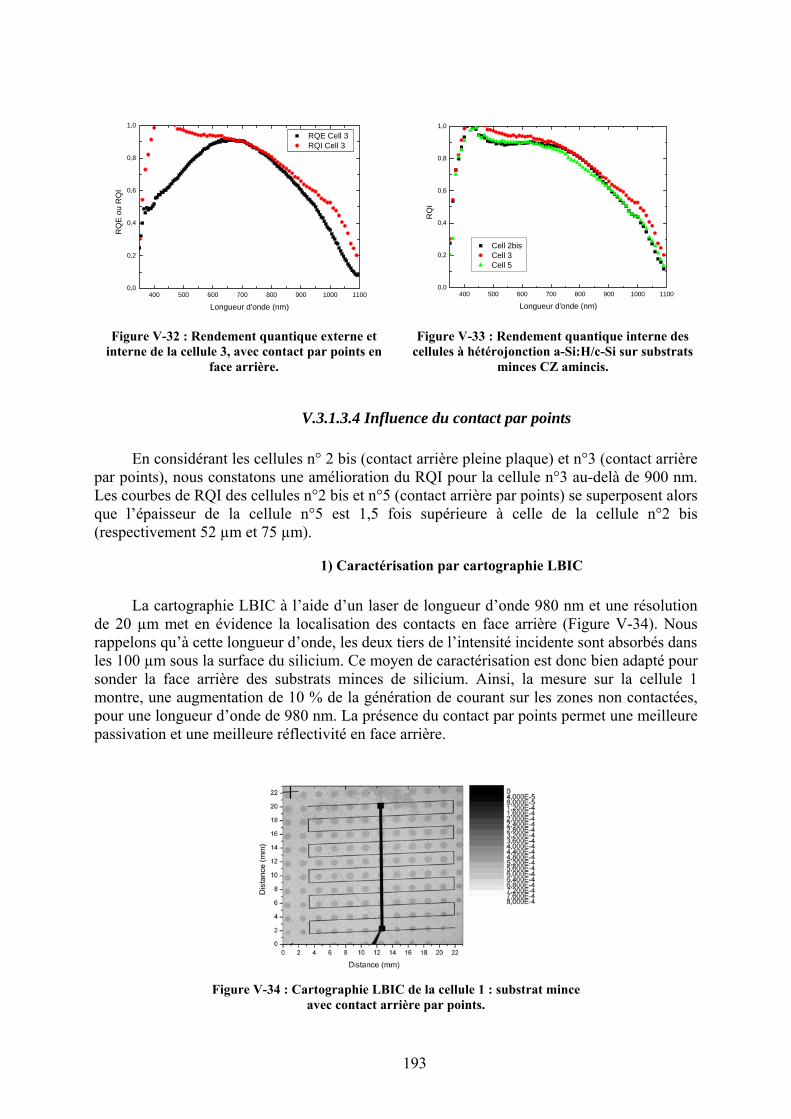
400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
R
QE
ou
RQ
I
Longueur d'onde (nm)
RQE Cell 3 RQI Cell 3
400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
RQ
I
Longueur d'onde (nm)
Cell 2bis Cell 3 Cell 5
Figure V-32 : Rendement quantique externe et interne de la cellule 3, avec contact par points en
face arrière.
Figure V-33 : Rendement quantique interne des cellules à hétérojonction a-Si:H/c-Si sur substrats
minces CZ amincis.
V.3.1.3.4 Influence du contact par points En considérant les cellules n° 2 bis (contact arrière pleine plaque) et n°3 (contact arrière
par points), nous constatons une amélioration du RQI pour la cellule n°3 au-delà de 900 nm. Les courbes de RQI des cellules n°2 bis et n°5 (contact arrière par points) se superposent alors que l’épaisseur de la cellule n°5 est 1,5 fois supérieure à celle de la cellule n°2 bis (respectivement 52 µm et 75 µm).
1) Caractérisation par cartographie LBIC La cartographie LBIC à l’aide d’un laser de longueur d’onde 980 nm et une résolution
de 20 µm met en évidence la localisation des contacts en face arrière (Figure V-34). Nous rappelons qu’à cette longueur d’onde, les deux tiers de l’intensité incidente sont absorbés dans les 100 µm sous la surface du silicium. Ce moyen de caractérisation est donc bien adapté pour sonder la face arrière des substrats minces de silicium. Ainsi, la mesure sur la cellule 1 montre, une augmentation de 10 % de la génération de courant sur les zones non contactées, pour une longueur d’onde de 980 nm. La présence du contact par points permet une meilleure passivation et une meilleure réflectivité en face arrière.
Figure V-34 : Cartographie LBIC de la cellule 1 : substrat mince
avec contact arrière par points.
193
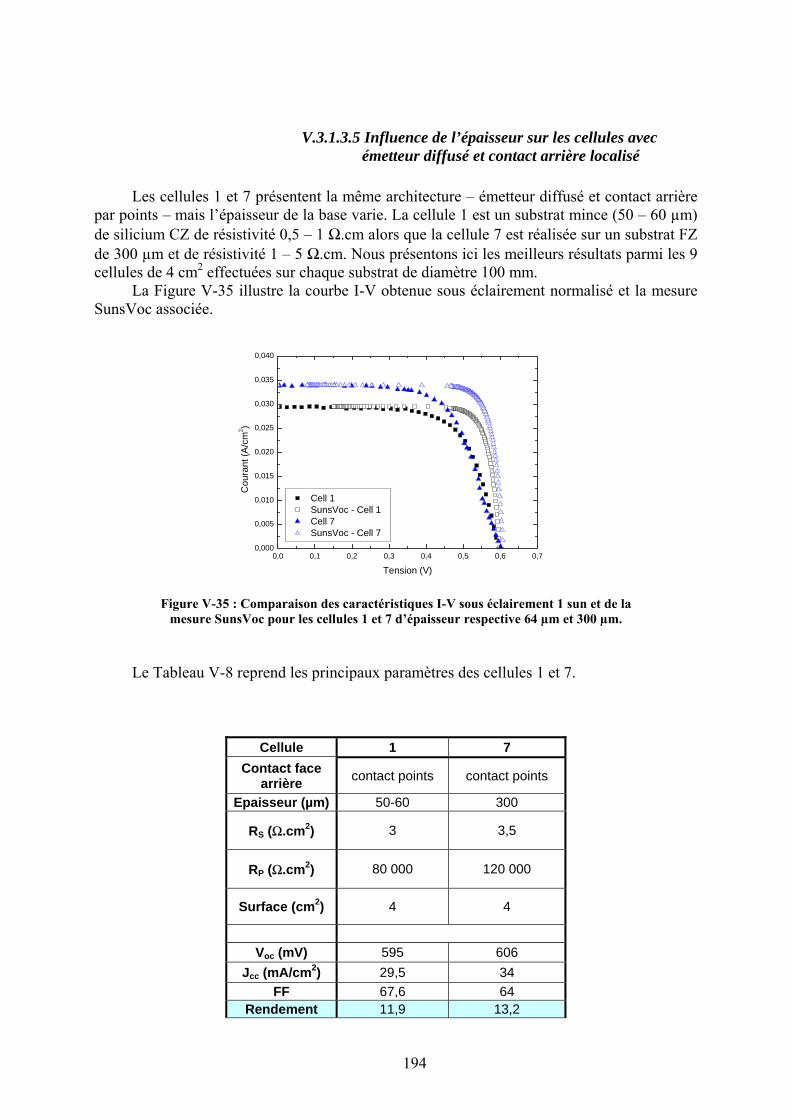
V.3.1.3.5 Influence de l’épaisseur sur les cellules avec émetteur diffusé et contact arrière localisé
Les cellules 1 et 7 présentent la même architecture – émetteur diffusé et contact arrière
par points – mais l’épaisseur de la base varie. La cellule 1 est un substrat mince (50 – 60 µm) de silicium CZ de résistivité 0,5 – 1 Ω.cm alors que la cellule 7 est réalisée sur un substrat FZ de 300 µm et de résistivité 1 – 5 Ω.cm. Nous présentons ici les meilleurs résultats parmi les 9 cellules de 4 cm2 effectuées sur chaque substrat de diamètre 100 mm.
La Figure V-35 illustre la courbe I-V obtenue sous éclairement normalisé et la mesure SunsVoc associée.
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,70,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
Cou
rant
(A/c
m2 )
Tension (V)
Cell 1 SunsVoc - Cell 1 Cell 7 SunsVoc - Cell 7
Figure V-35 : Comparaison des caractéristiques I-V sous éclairement 1 sun et de la
mesure SunsVoc pour les cellules 1 et 7 d’épaisseur respective 64 µm et 300 µm. Le Tableau V-8 reprend les principaux paramètres des cellules 1 et 7.
Cellule 1 7 Contact face
arrière contact points contact points
Epaisseur (µm) 50-60 300
RS (Ω.cm2) 3 3,5
RP (Ω.cm2) 80 000 120 000
Surface (cm2) 4 4
Voc (mV) 595 606
Jcc (mA/cm2) 29,5 34 FF 67,6 64
Rendement 11,9 13,2
194
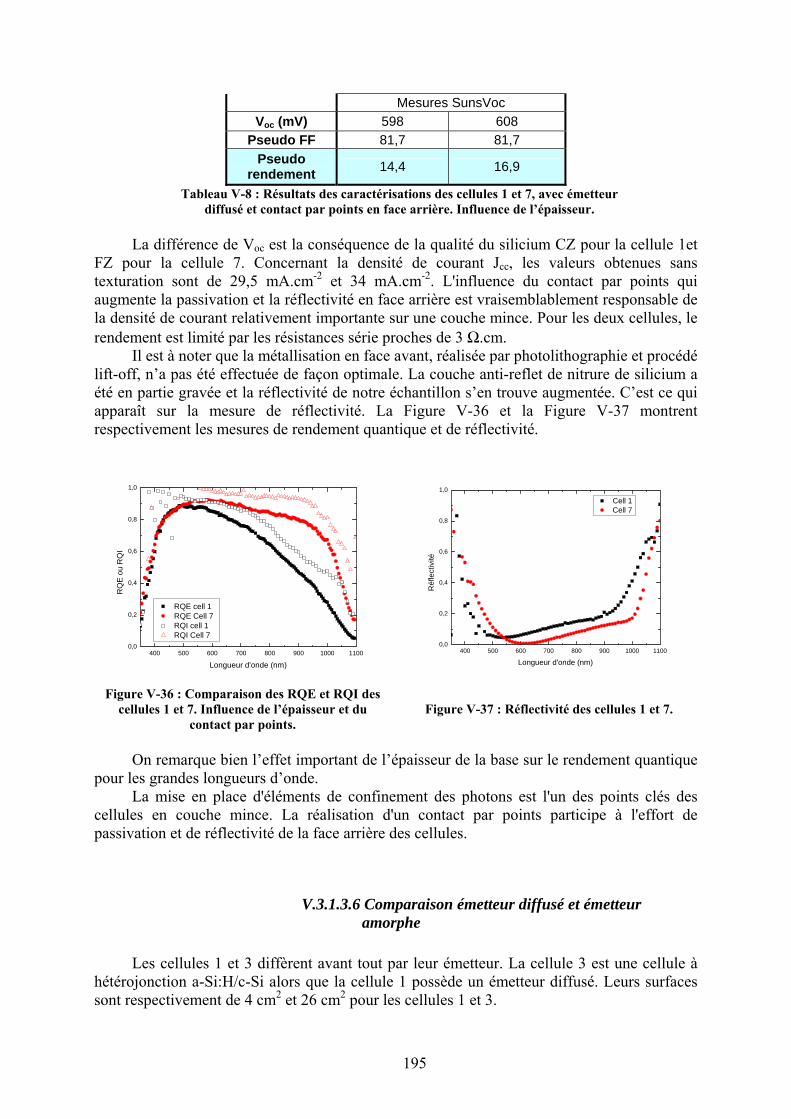
Mesures SunsVoc Voc (mV) 598 608
Pseudo FF 81,7 81,7 Pseudo
rendement 14,4 16,9
Tableau V-8 : Résultats des caractérisations des cellules 1 et 7, avec émetteur diffusé et contact par points en face arrière. Influence de l’épaisseur.
La différence de Voc est la conséquence de la qualité du silicium CZ pour la cellule 1et
FZ pour la cellule 7. Concernant la densité de courant Jcc, les valeurs obtenues sans texturation sont de 29,5 mA.cm-2 et 34 mA.cm-2. L'influence du contact par points qui augmente la passivation et la réflectivité en face arrière est vraisemblablement responsable de la densité de courant relativement importante sur une couche mince. Pour les deux cellules, le rendement est limité par les résistances série proches de 3 Ω.cm.
Il est à noter que la métallisation en face avant, réalisée par photolithographie et procédé lift-off, n’a pas été effectuée de façon optimale. La couche anti-reflet de nitrure de silicium a été en partie gravée et la réflectivité de notre échantillon s’en trouve augmentée. C’est ce qui apparaît sur la mesure de réflectivité. La Figure V-36 et la Figure V-37 montrent respectivement les mesures de rendement quantique et de réflectivité.
400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
RQ
E ou
RQ
I
Longueur d'onde (nm)
RQE cell 1 RQE Cell 7 RQI cell 1 RQI Cell 7
400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
Réf
lect
ivité
Longueur d'onde (nm)
Cell 1 Cell 7
Figure V-36 : Comparaison des RQE et RQI des
cellules 1 et 7. Influence de l’épaisseur et du contact par points.
Figure V-37 : Réflectivité des cellules 1 et 7.
On remarque bien l’effet important de l’épaisseur de la base sur le rendement quantique
pour les grandes longueurs d’onde. La mise en place d'éléments de confinement des photons est l'un des points clés des
cellules en couche mince. La réalisation d'un contact par points participe à l'effort de passivation et de réflectivité de la face arrière des cellules.
V.3.1.3.6 Comparaison émetteur diffusé et émetteur amorphe
Les cellules 1 et 3 diffèrent avant tout par leur émetteur. La cellule 3 est une cellule à
hétérojonction a-Si:H/c-Si alors que la cellule 1 possède un émetteur diffusé. Leurs surfaces sont respectivement de 4 cm2 et 26 cm2 pour les cellules 1 et 3.
195
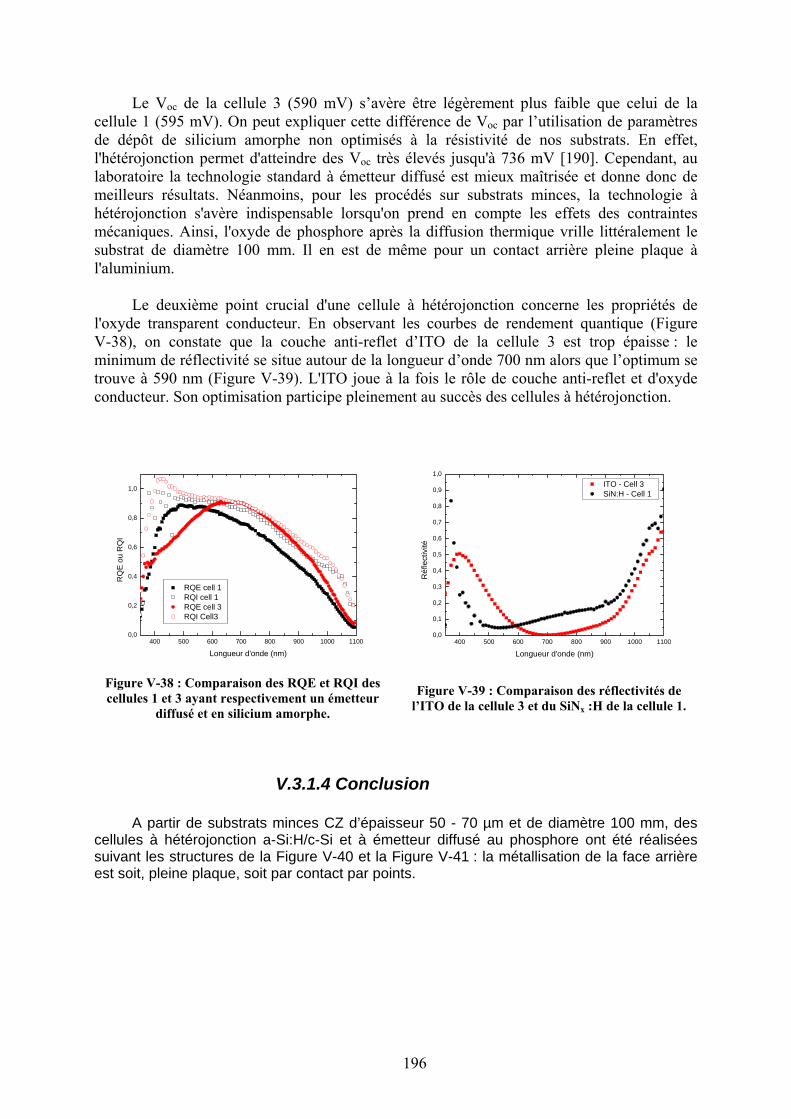
Le Voc de la cellule 3 (590 mV) s’avère être légèrement plus faible que celui de la cellule 1 (595 mV). On peut expliquer cette différence de Voc par l’utilisation de paramètres de dépôt de silicium amorphe non optimisés à la résistivité de nos substrats. En effet, l'hétérojonction permet d'atteindre des Voc très élevés jusqu'à 736 mV [190]. Cependant, au laboratoire la technologie standard à émetteur diffusé est mieux maîtrisée et donne donc de meilleurs résultats. Néanmoins, pour les procédés sur substrats minces, la technologie à hétérojonction s'avère indispensable lorsqu'on prend en compte les effets des contraintes mécaniques. Ainsi, l'oxyde de phosphore après la diffusion thermique vrille littéralement le substrat de diamètre 100 mm. Il en est de même pour un contact arrière pleine plaque à l'aluminium.
Le deuxième point crucial d'une cellule à hétérojonction concerne les propriétés de
l'oxyde transparent conducteur. En observant les courbes de rendement quantique (Figure V-38), on constate que la couche anti-reflet d’ITO de la cellule 3 est trop épaisse : le minimum de réflectivité se situe autour de la longueur d’onde 700 nm alors que l’optimum se trouve à 590 nm (Figure V-39). L'ITO joue à la fois le rôle de couche anti-reflet et d'oxyde conducteur. Son optimisation participe pleinement au succès des cellules à hétérojonction.
400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
RQ
E ou
RQ
I
Longueur d'onde (nm)
RQE cell 1 RQI cell 1 RQE cell 3 RQI Cell3
400 500 600 700 800 900 1000 11000,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Réf
lect
ivité
Longueur d'onde (nm)
ITO - Cell 3 SiN:H - Cell 1
Figure V-38 : Comparaison des RQE et RQI des cellules 1 et 3 ayant respectivement un émetteur
diffusé et en silicium amorphe.
Figure V-39 : Comparaison des réflectivités de l’ITO de la cellule 3 et du SiNx :H de la cellule 1.
V.3.1.4 Conclusion A partir de substrats minces CZ d’épaisseur 50 - 70 µm et de diamètre 100 mm, des
cellules à hétérojonction a-Si:H/c-Si et à émetteur diffusé au phosphore ont été réalisées suivant les structures de la Figure V-40 et la Figure V-41 : la métallisation de la face arrière est soit, pleine plaque, soit par contact par points.
196
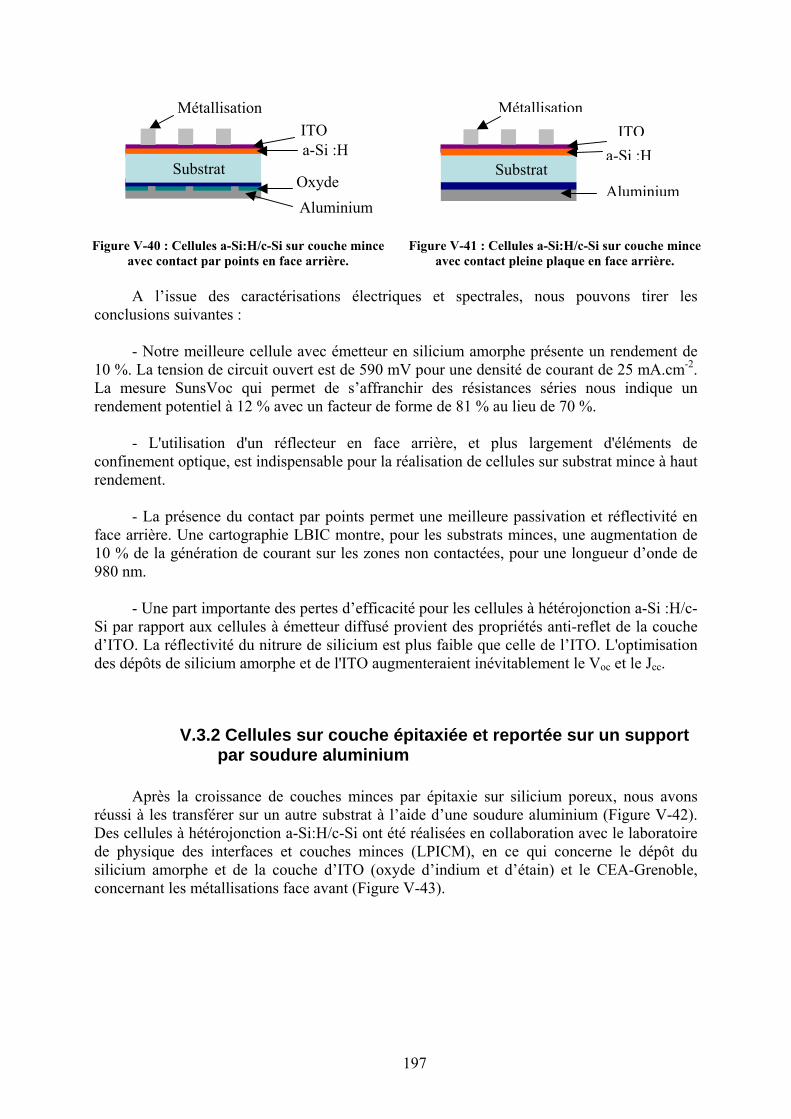
197
Figure V-40 : Cellules a-Si:H/c-Si sur couche mince avec contact par points en face arrière.
Figure V-41 : Cellules a-Si:H/c-Si sur couche mince avec contact pleine plaque en face arrière.
A l’issue des caractérisations électriques et spectrales, nous pouvons tirer les
conclusions suivantes : - Notre meilleure cellule avec émetteur en silicium amorphe présente un rendement de
10 %. La tension de circuit ouvert est de 590 mV pour une densité de courant de 25 mA.cm-2. La mesure SunsVoc qui permet de s’affranchir des résistances séries nous indique un rendement potentiel à 12 % avec un facteur de forme de 81 % au lieu de 70 %.
- L'utilisation d'un réflecteur en face arrière, et plus largement d'éléments de
confinement optique, est indispensable pour la réalisation de cellules sur substrat mince à haut rendement.
- La présence du contact par points permet une meilleure passivation et réflectivité en
face arrière. Une cartographie LBIC montre, pour les substrats minces, une augmentation de 10 % de la génération de courant sur les zones non contactées, pour une longueur d’onde de 980 nm.
- Une part importante des pertes d’efficacité pour les cellules à hétérojonction a-Si :H/c-
Si par rapport aux cellules à émetteur diffusé provient des propriétés anti-reflet de la couche d’ITO. La réflectivité du nitrure de silicium est plus faible que celle de l’ITO. L'optimisation des dépôts de silicium amorphe et de l'ITO augmenteraient inévitablement le Voc et le Jcc.
V.3.2 Cellules sur couche épitaxiée et reportée sur un support par soudure aluminium
Après la croissance de couches minces par épitaxie sur silicium poreux, nous avons
réussi à les transférer sur un autre substrat à l’aide d’une soudure aluminium (Figure V-42). Des cellules à hétérojonction a-Si:H/c-Si ont été réalisées en collaboration avec le laboratoire de physique des interfaces et couches minces (LPICM), en ce qui concerne le dépôt du silicium amorphe et de la couche d’ITO (oxyde d’indium et d’étain) et le CEA-Grenoble, concernant les métallisations face avant (Figure V-43).
Métallisation
Substrat Aluminium
a-Si :HITO
Métallisation
Substrat a-Si :H
OxydeAluminium
ITO
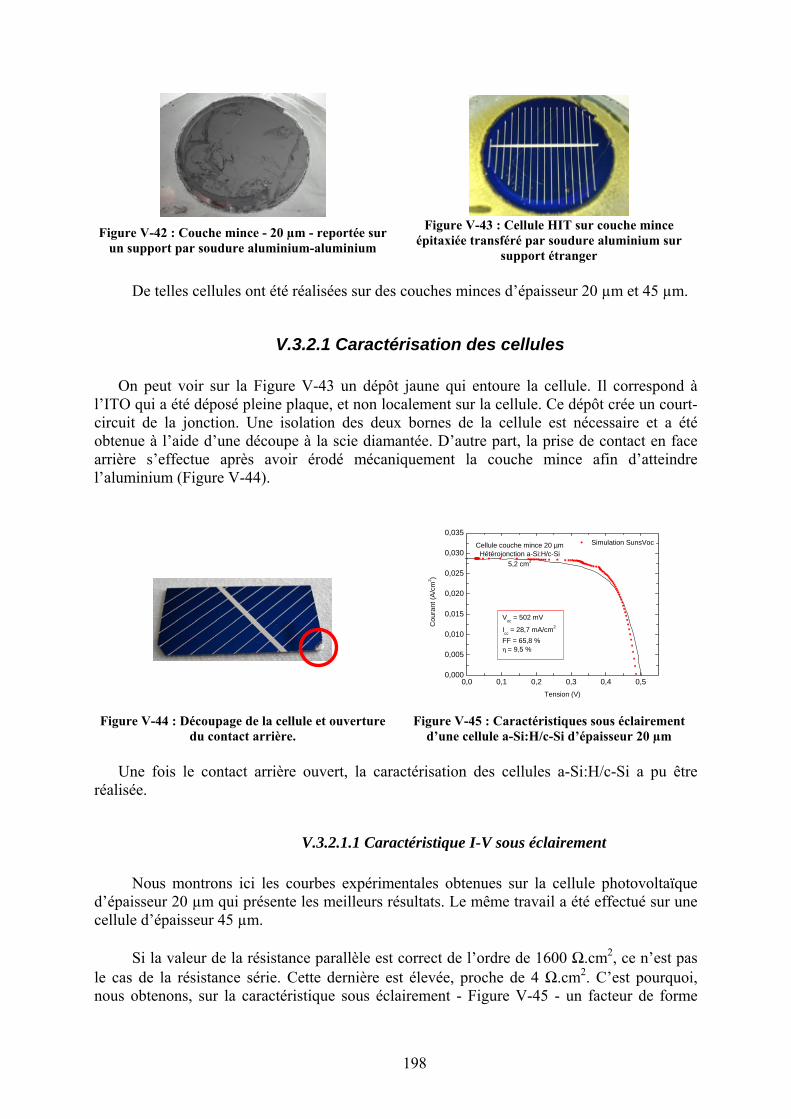
198
Figure V-42 : Couche mince - 20 µm - reportée sur
un support par soudure aluminium-aluminium
Figure V-43 : Cellule HIT sur couche mince épitaxiée transféré par soudure aluminium sur
support étranger De telles cellules ont été réalisées sur des couches minces d’épaisseur 20 µm et 45 µm.
V.3.2.1 Caractérisation des cellules
On peut voir sur la Figure V-43 un dépôt jaune qui entoure la cellule. Il correspond à l’ITO qui a été déposé pleine plaque, et non localement sur la cellule. Ce dépôt crée un court-circuit de la jonction. Une isolation des deux bornes de la cellule est nécessaire et a été obtenue à l’aide d’une découpe à la scie diamantée. D’autre part, la prise de contact en face arrière s’effectue après avoir érodé mécaniquement la couche mince afin d’atteindre l’aluminium (Figure V-44).
0,0 0,1 0,2 0,3 0,4 0,50,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035 Simulation SunsVoc
Cou
rant
(A/c
m2 )
Tension (V)
Cellule couche mince 20 µmHétérojonction a-Si:H/c-Si
5,2 cm2
Voc = 502 mV
Icc
= 28,7 mA/cm2
FF = 65,8 %η = 9,5 %
Figure V-44 : Découpage de la cellule et ouverture du contact arrière.
Figure V-45 : Caractéristiques sous éclairement d’une cellule a-Si:H/c-Si d’épaisseur 20 µm
Une fois le contact arrière ouvert, la caractérisation des cellules a-Si:H/c-Si a pu être
réalisée.
V.3.2.1.1 Caractéristique I-V sous éclairement Nous montrons ici les courbes expérimentales obtenues sur la cellule photovoltaïque
d’épaisseur 20 µm qui présente les meilleurs résultats. Le même travail a été effectué sur une cellule d’épaisseur 45 µm.
Si la valeur de la résistance parallèle est correct de l’ordre de 1600 Ω.cm2, ce n’est pas
le cas de la résistance série. Cette dernière est élevée, proche de 4 Ω.cm2. C’est pourquoi, nous obtenons, sur la caractéristique sous éclairement - Figure V-45 - un facteur de forme
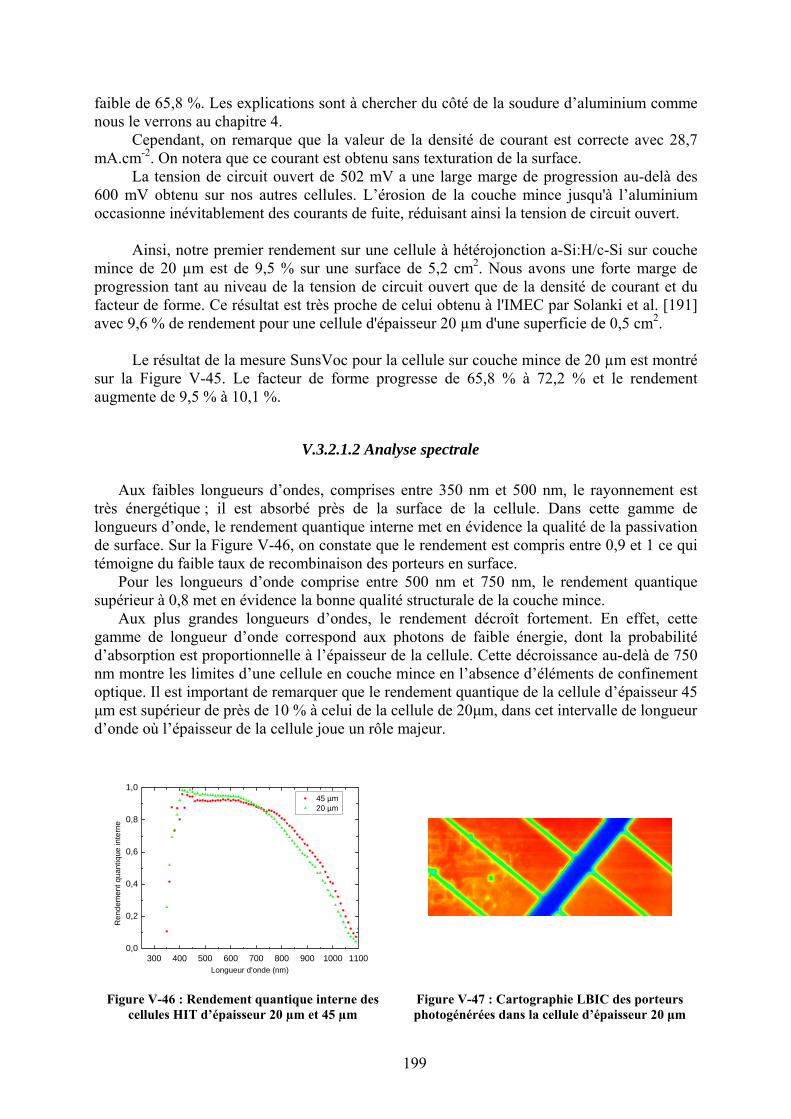
faible de 65,8 %. Les explications sont à chercher du côté de la soudure d’aluminium comme nous le verrons au chapitre 4.
Cependant, on remarque que la valeur de la densité de courant est correcte avec 28,7 mA.cm-2. On notera que ce courant est obtenu sans texturation de la surface.
La tension de circuit ouvert de 502 mV a une large marge de progression au-delà des 600 mV obtenu sur nos autres cellules. L’érosion de la couche mince jusqu'à l’aluminium occasionne inévitablement des courants de fuite, réduisant ainsi la tension de circuit ouvert.
Ainsi, notre premier rendement sur une cellule à hétérojonction a-Si:H/c-Si sur couche
mince de 20 µm est de 9,5 % sur une surface de 5,2 cm2. Nous avons une forte marge de progression tant au niveau de la tension de circuit ouvert que de la densité de courant et du facteur de forme. Ce résultat est très proche de celui obtenu à l'IMEC par Solanki et al. [191] avec 9,6 % de rendement pour une cellule d'épaisseur 20 µm d'une superficie de 0,5 cm2.
Le résultat de la mesure SunsVoc pour la cellule sur couche mince de 20 µm est montré
sur la Figure V-45. Le facteur de forme progresse de 65,8 % à 72,2 % et le rendement augmente de 9,5 % à 10,1 %.
V.3.2.1.2 Analyse spectrale
Aux faibles longueurs d’ondes, comprises entre 350 nm et 500 nm, le rayonnement est très énergétique ; il est absorbé près de la surface de la cellule. Dans cette gamme de longueurs d’onde, le rendement quantique interne met en évidence la qualité de la passivation de surface. Sur la Figure V-46, on constate que le rendement est compris entre 0,9 et 1 ce qui témoigne du faible taux de recombinaison des porteurs en surface.
Pour les longueurs d’onde comprise entre 500 nm et 750 nm, le rendement quantique supérieur à 0,8 met en évidence la bonne qualité structurale de la couche mince.
Aux plus grandes longueurs d’ondes, le rendement décroît fortement. En effet, cette gamme de longueur d’onde correspond aux photons de faible énergie, dont la probabilité d’absorption est proportionnelle à l’épaisseur de la cellule. Cette décroissance au-delà de 750 nm montre les limites d’une cellule en couche mince en l’absence d’éléments de confinement optique. Il est important de remarquer que le rendement quantique de la cellule d’épaisseur 45 µm est supérieur de près de 10 % à celui de la cellule de 20µm, dans cet intervalle de longueur d’onde où l’épaisseur de la cellule joue un rôle majeur.
300 400 500 600 700 800 900 1000 11000,0
0,2
0,4
0,6
0,8
1,0
Ren
dem
ent q
uant
ique
inte
rne
Longueur d'onde (nm)
45 µm 20 µm
Figure V-46 : Rendement quantique interne des cellules HIT d’épaisseur 20 µm et 45 µm
Figure V-47 : Cartographie LBIC des porteurs photogénérées dans la cellule d’épaisseur 20 µm
199
V.3.2.1.3 Mesure LBIC La cartographie LBIC d’une partie de la cellule d’épaisseur 20 µm est représentée sur la
Figure V-47. Les parties bleues et vertes correspondent aux zones ne générant pas de porteurs – les
métallisations - et les zones rouges, sont celles où le maximum de porteurs sont générés. Le balayage de la cellule par le laser (λ= 780 nm) est fait de 250 mesures suivant les abscisses et 100 mesures suivant les ordonnées. Le pas de mesure étant de 50µm, la surface de la cellule balayée est de 12,5 mm x 5 mm, c'est-à-dire 62,5 mm2. On voit sur cette image que la génération des porteurs ne s’effectue pas de manière complètement homogène. A gauche de la large métallisation (bleue) se trouve une zone qui comporte des défauts, notamment une zone où se situe un court circuit (point vert). Plus à droite de l’image, des zones avec peu de défauts présentent un courant photogénéré homogène.
V.3.2.2 Synthèse Cette série de cellules photovoltaïques à hétérojonction a-Si:H/c-Si réalisée sur couche
mince à partir d’un procédé de transfert de film donne des résultats encourageants.
En utilisant des paramètres d’élaboration standard, non optimisés pour les applications couches minces, notre meilleure cellule montre un rendement de 9,5 % avec un courant de court circuit de 28,7 mA.cm-2. Notre meilleure tension de circuit ouvert est de 600 mV.
Alors que les mesures de rendement quantique interne indiquent une bonne passivation de la surface, la faiblesse de notre cellule réside dans la valeur de la résistance série. Ainsi, la soudure aluminium et la prise de contact en face arrière sont à améliorer.
V.4 Conclusion Notre travail de réalisation des cellules photovoltaïques nous a mené à caractériser un
grand nombre de cellules se distinguant par l’épaisseur de leur base, le type de contact arrière ou encore le procédé de formation de l’émetteur.
La comparaison des paramètres des cellules permet de dégager les conclusions suivantes :
- Les rendements des cellules sur couche épitaxiée atteignent 10 % ce qui représente 75 % du rendement de notre cellule de référence (13,2 %) réalisée sur substrat FZ 300 µm.
- Le contact arrière par points améliore la réflectivité en face arrière, ce qui se traduit par un gain en courant (mesure LBIC). Il pourrait également expliquer la valeur très correcte de densité de courant (29,5 mA.cm-2) de la cellule Cell 1 dont l'épaisseur est 50 – 60 µm. D'autre part, il permet d'éviter la courbure des substrats minces par le dépôt d'aluminium pleine plaque.
- La technologie a-Si:H/c-Si est très intéressante du point de vue de la température du procédé. Elle permet aussi d'éviter les contraintes thermiques et mécaniques
200

(oxyde de phosphore) sur les couches minces. Nos résultats sont limités par la non optimisation du dépôt de a-Si:H et de la réflectivité de l’ITO.
- La formation d’un émetteur in-situ par épitaxie est caractérisée par une jonction abrupte et donne des Voc de 600 mV.
- Les performances des cellules semblent être limitées par les conditions expérimentales des procédés plus que par la qualité du matériau épitaxié.
201
V.5 Bibliographie du chapitre V
[170] Lelièvre J-F., Rozier Y., Bernaudeau A., Palais O., Kaminski A., Quoizola S., Nichiporuk O., Bérenguer M., Girard P., Loretz J-C., Giral C., Pellegrin Y., Lemiti M. Surface and bulk passivation of silicon by LF-PECVD hydrogenated silicon nitride SiNx:H. 15th International Photovoltaic Science and Engineering Conference, 2005, Shanghai (Chine), pp.124-125.
[171] Schneiderlöchner E., Preu R., Ludmann R., Glunz S. Laser-Fired Rear Contacts for Crystalline Silicon Solar Cells. Progress in Photovoltaics: Research and Applications, 2002, vol. 10, pp. 29-34.
[172] Hermle M., Schneiderlöchner E., Grupp G., Glunz, S. Comprehensive comparison of different rear side contacting methods for high-efficiency solar cells 20th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 2005.
[173] Kray D., Hermle M., Glunz S.W. Theory and Experiments on the Back Side Reflectance of silicon Wafer Solar Cells. Progress in Photovoltaics: Research and apllications, 2008, vol. 16, no1, pp. 1-15.
[174] Plagwitz H., Schaper M., Schmidt J., Terheiden B., Brendel R., Analytical model for the optimization of locally contacted solar cells, Thirty-first IEEE Photovoltaic Specialists Conference, 2005, pp. 999 - 1002.
[175] Kerr J. M. Surface, Emitter and bulk recombination in silicon and development of nitride silicon passivated solar cells. PhD Thesis. Australian National University, 2002, 228 p.
[176] Basore P. A. Extended spectral analysis of internal quantum efficiency. 23rd IEEE Photovoltaic Specialists Conference, 1993, p. 147.
[177] Spiegel M. Fischer B.; Keller S.; Bucher E. Separation of bulk diffusion length and back surface recombination velocity by improved IQE-analysis. 28th IEEE Photovoltaic Specialists Conference, Anchorage, Alaska, 2000, pp.311 – 314.
[178] Hirsch M., Brendel R., Werner J. H., Rau U. Quantum efficiency of thin film solar cells on a highly doped substrate. 1st World Conference on Photovoltaic Energy Conversion, 1994, USA, Hawaï, pp. 1454 – 1457.
[179] Tayanaka H., Yamauchi K., Matsushita T. Thin -film crystalline silicon solar cells obtained by separation of a porous silicon sacrificial layer. Proc. of the 2nd World Conference and Exhibition on Photovoltaic Solar Energy Conversion, Vienna, Austria, 1998, pp. 1272-1277.
[180] Schroder D. K., Choi B. D., Kang S. G., Ohashi W., Kitahara K., Opposits G., Pavelka T., Benton J. Silicon epitaxial layer recombination and generation lifetime characterization. IEEE Transactions on electron devices, 2003, vol. 50, n°4, pp. 906 – 912.
[181] Faller F.R., Schillinger N., Hurrle A., Schetter C.. Improvement and characterization of mc-Si Thin-Film Solar Cells on Low-Cost SSP Ribbons. 14th European Photovoltaic Solar Energy Conference, Barcelona, Spain, 1997, pp. 784-787.
202
[182] Van Nieuwenhuysen K., Duerinckx F., Kuzma I., van Gestel D., Beaucarne G., Poortmans J. Progress in epitaxial deposition on low cost substrates for thin-film crystalline silicon solar cells at IMEC. Journal of Crystal Growth, 2006, vol. 287, pp. 438-441.
[183] Schmich E., Schillinger N., Reber S. Silicon CVD deposition for low cost applications in photovoltaics. Surface and coatings technology, 2007, vol. 201, pp. 9325-9329.
[184] Van Nieuwenhuysen K., Duerinckx F., Kuzma I., Récaman Payo M., Beaucarne G., Poortmans J. Optimal use of CVD for epitaxial thin film crystalline silicon solar cells : Emitter formation by CVD. 22nd European Photovoltaic Solar Energy Conference, Milan, Italy, 2007, pp. 920-923.
[185] Schmich E., Lautenschlager H., Friess T., Trenkel F., Schillinger N., Reber S. n-Type emitter epitaxy for crystalline silicon thin-film solar cells. Progress in Photovoltaics: Res. And App. 2008, vol. 16, n°2, pp. 159 - 170.
[186] Breitenstein O., Iwig K. Forward bias shunt hunting in solar cells by dynamical precision contact thermography. Proceedings of the 13th Photovoltaic Solar Energy Conference, 1996, Felmersham, United Kingdom, pp. 145 – 149.
[187] Wolf A., Terheiden B., Brendel R. Formation of phosphorus emitter in crystalline silicon thin-film solar cells by novel autodiffusion process. 21nd European Photovoltaic Solar Energy Conference, Dresde, Gernany, 2006, pp. 1-4.
[188] Schmidt M., Angermann H., Conrad E., Korte L., Laades A., Maydell K. v., Schubert Ch., Stangl R. Physical and technological aspects of a-Si:H/c-Si hetero-junction solar cells. 2006 IEEE 4th World Conference on Photovoltaic Energy Conversion, Hawaï, 2006.
[189] Breitenstein O., Langenkamp M., Lang O., Schirrmacher A. Shunts due to laser scribing of solar cells evaluated by highly sensitive lock-in thermography. Solar Energy Materials & Solar Cells, 2001, vol. 65, pp. 55 – 62.
[190] Taira S., Yoshimine Y., Baba T., Taguchi M., Kanno H., Kinoshita T., Sakata H., Maruyama E., Tanaka M. Our approaches for achieving HIT solar cells with more than 23 % efficiency. Proceedings of the 22nd European Photovoltaic Solar Energy Conference, Milan Italy, 2007, pp. 932 – 935.
[191] Solanki C.S., Carnel L., Van Nieuwenhuysen K., Ulyashin A., Posthuma N., Beaucarne G., Poortmans J. Thin-film Free-standing Monocrystalline Si Solar Cells with Heterojunction Emitter. Prog. Photovolt: Res. Appl. 2005, vol. 13, pp. 201 – 208.
203

204
Conclusion générale
L'électricité d'origine photovoltaïque sera une composante essentielle des apports
énergétiques des prochaines décennies. Aujourd'hui le coût des cellules est encore trop élevé pour permettre son expansion au grand public sans les subventions des pouvoirs publics. La réponse à cette problématique, exposé dans ce manuscrit est double.
Il s'agit d'obtenir des substrats minces de silicium monocristallin par un procédé de transfert de couche pour ainsi réduire la consommation de matière première. La seconde approche est celle du procédé cellule à faible budget thermique et haut rendement. Deux structures ont été identifiées et réalisées: la cellule à hétérojonction a-Si:H/c-Si et la cellule à homojonction réalisée in-situ par épitaxie.
Le procédé de transfert de couche, basé sur la formation de silicium poreux et sur la
croissance par épitaxie a été une réussite sur des substrats de diamètre 50 mm. Ce bon résultat a tout logiquement amené à étendre son application aux substrats de diamètre 100 mm afin d'obtenir une crédibilité industrielle.
Pour cela, nous avons adapté nos équipements pour l'épitaxie et réalisé une nouvelle nacelle d'anodisation du silicium. L'extension du procédé n'a pas fait apparaître de nouveaux verrous techniques. Les premiers essais de croissance par épitaxie ont révélé des difficultés avec le chauffage par induction pour des substrats plus larges. Notre étude par simulation a montré la présence d'un fort gradient de température entre les bords et le centre du substrat. Cet inconvénient, qui n'existait pas auparavant, est une conséquence du changement d'échelle. D'autre part, nous avons ajouté une ligne de gaz PH3 diluée dans H2 pour avoir accès à la croissance de silicium de type N.
Nous avons alors qualifié le réacteur d'épitaxie. Les vitesses de croissance accessibles sont comprises entre 0,3 µm.min-1 et 1,8 µm.min-1 et des niveaux de dopage jusqu'à 2.1018 cm-3 pour le bore et 2.1019 cm-3 pour le phosphore ont été mesurés. Les épaisseurs des couches sont homogènes à ± 1 µm. Le phénomène d'exo-diffusion a été observé et une solution efficace pour s'en affranchir a été proposée: le refroidissement sous flux de phosphine permet d'atteindre une concentration en phosphore de 1020 cm-3 en surface. L'ensemble des caractérisations nous a permis de définir nos procédures de croissance de silicium dopé au bore et au phosphore. Le caractère abrupt des jonctions PN obtenu in-situ a été vérifié par des analyses SIMS. Les différentes techniques de caractérisation (AFM, effet Hall, LBIC, attaque SECCO, RX, MEB) ont montré un matériau de qualité très convenable pour les applications photovoltaïques. La densité de défauts est de l'ordre de 104 cm-2. Les longueurs de diffusion sont de 300 µm et 80 µm dans le silicium de type P et N pour un dopage de 6.1016 cm-3. La mobilité des porteurs majoritaires dans une couche de type P dopée à 1017 cm-3 est de 240 cm2.V-1.s-1. Notre réacteur d'épitaxie fournit un matériau de bonne qualité avec la possibilité d'obtenir des profils de concentration de dopants particulièrement avantageux.
Notre travail concernant le silicium poreux a mis en évidence le processus de
restructuration de surface de la bicouche poreuse dans les conditions de chauffage de notre réacteur d'épitaxie. La formation de nanoplots de silicium, puis leur aplanissement avant la cratérisation de la surface par l'éclosion des pores débouchant à la surface ont été observés. La fragilisation de la couche fortement poreuse enterrée s'avère suffisante pour nos conditions de recuit, et aboutit au succès du détachement des couches épitaxiées sur des substrats de
205
206
diamètre 100 mm. La qualité structurale et électronique de ces dernières est également satisfaisante.
La dernière brique technologique du procédé est relative à la méthode de transfert des
couches minces. La soudure aluminium testée avec succès sur les substrats de diamètre 50 mm n'est plus valable pour les grandes surfaces. D'autres solutions à l'aide d'un film plastique, de pâte de sérigraphie ou d'une soudure à l'étain ont été explorées. La soudure directe étain-silicium n'est pas efficace; l'ajout d'un alliage nickel-bore déposé par une méthode originale développée par la société Jet Métal donne des résultats encourageants. Des investigations supplémentaires sont nécessaires pour parvenir à une solution définitive.
Notre deuxième centre d’intérêt a été la réalisation de cellules photovoltaïques sur
couche mince et à faible budget thermique. Les architectures à hétérojonction a-Si:H/c-Si et à émetteur obtenu in-situ par épitaxie ont été retenues. Des rendements de 10 % ont été atteints sur des couches actives de 50 µm en l’absence de texturation de la surface. Mais au-delà des résultats bruts, nous avons mis en avant des éléments caractéristiques d’une technologie cellule sur couche mince : contact par points et réflecteur en face arrière, analyse de la face arrière par mesures LBIC, procédé basse température ou émetteur in-situ.
Le contact par points remplit trois fonctions prépondérantes pour une cellule mince. Il assure la passivation de la face arrière ainsi que l’augmentation de la réflectivité en face arrière. Nos mesures ont montré un gain de 10 % sur le courant photogénéré en présence du réflecteur. De plus le contact localisé évite la courbure du substrat due aux contraintes mécaniques d’une métallisation pleine plaque.
Nous avons également vu que la mesure LBIC est bien adaptée à l’analyse du contact arrière de la cellule après son report par soudure. Elle révèle la qualité de l’interface.
Enfin, la formation de l’émetteur à basse température ou in-situ par épitaxie évite une éventuelle dégradation du matériau lors d’une étape de diffusion, mais aussi la formation d’un oxyde, source de contraintes mécaniques.
Les cellules à hétérojonction a-Si:H/c-Si sont particulièrement bien adaptées aux
substrats minces. C'est une architecture éprouvée à haut rendement et réalisée à basse température; elle est profitable à la qualité du substrat (aucune contrainte thermique), aux performances des cellules (fort VBocB, passivation par l'hydrogène) et au coût de fabrication. Expérimentalement, la réalisation de cellules performantes est sujette à la qualité de l'interface a-Si:H/c-Si et aux propriétés de l'ITO.
A l’issue de notre travail, différents champs d’exploration se sont ouverts. Les actions à mener seraient :
- Optimiser la formation de l’émetteur in-situ avec la possibilité de réaliser des
émetteurs sélectifs. Un émetteur dopé en surface (quelques nm) à 10P
20P cmP
-3P et à 2.10P
18P
cmP
-3P en profondeur augmenterait la passivation de l'émetteur tout en gardant une
résistance de contact acceptable. Nos conditions de croissance par épitaxie sont adaptées pour réaliser ce type de structure.
- Profiter de la technologie cellule standard de la plateforme RESTAURE pour réaliser
des cellules sur une couche épitaxiée sur substrat fortement dopé. On aurait alors un indicateur supplémentaire des performances accessibles avec le matériau épitaxié.
207
- Réaliser des cellules sur substrat fortement dopé multicristallin ou obtenu par frittage et recristallisation. Ce type de structures fait également partie des approches à faible coût pour la réalisation de cellules photovoltaïques.
- Intégrer la formation du contact par points sur une couche obtenu par le procédé de
transfert de couches minces. Le contact par points pourrait être introduit simultanément à l'étape de transfert via l'utilisation de pâte SOG. Une attention particulière devra être portée sur la passivation de la face arrière.
- Intégrer une texturation de la surface. La problématique consiste à consommer très peu
de matière tout en obtenant une géométrie appropriée. La voie électrochimique ou la texturation par plasma sont envisageables.

209
Publications de l'auteur ELIT Process: Epitaxial Layers for Interdigated Back Contacts Solar Cells Transferred J. Kraiem, S. Amtablian, O. Nichiporuk, P. Papet, J-F. Lelievre, S. Quoizola, A. Fave, A. Kaminski,
P-J. Ribeyron, M. Lemiti Proceedings of 21 P
thP European Photovoltaic Solar Energy Conference (2006), Dresden (Germany),
p1268-1271. Epitaxial Layer for Interdigitated back contacts on Transferred solar cells J. Kraiem, P. Papet, O. Nichiporuk, S. Amtablian, J-F. Lelievre, S.Quoizola, A. Fave, A. Kaminski,
P-J. Ribeyron, C. Jaussaud, M. Lemiti Proceedings of 4 P
thP World Conference on Photovoltaic Energy Conversion (2006), Waikoloa, Hawaii
(USA), p1126-1129. Control of strain status in SiGe thin film by epitaxial growth on Si with buried porous layer N. Usami, K. Kutsukake, K. Nakajima, S. Amtablian, A. Fave and M. Lemiti Appl. Phys. Lett. 90, 031915 (2007).
a-Si:H/c-Si heterojunction solar cells on transferred silicon thin film epitaxially grown on
porous silicon. S. Amtablian, D. Eon, A. Kaminski, A. Fave, P. Roca i Cabarrocas, P-J. Ribeyron, M. Lemiti. 22 P
ndP
European Photovoltaic Solar Energy Conference, Milan, 2007, p1990-1992.
a-Si:H/c-Si heterojunction solar cells on 50 µm thick wafers with rear point contacts. S. Amtablian, M. Labrune, P. Carroy, J. Dupuis, E. Fourmond, A. Kaminski, A. Fave, P. Roca i
Cabarrocas, P-J. Ribeyron, M. Lemiti. 23rd European Photovoltaic Solar Energy Conference, Valencia, 2008.
Electrical characterisation of thin silicon layers by light beam induced current and internal
quantum efficiency measurements. Y. Sayad, S. Amtablian, A. Kaminski, D. Blanc, P. Carroy, A. Nouiri, M. Lemiti. 9 P
THP International
Workshop on Expert Evaluation & Control of Compound Semiconductor Materials & Technologies (EXMATEC), 2008.


211
212
UFOLIO ADMINISTRATIF
THESE SOUTENUE DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
NOM : AMTABLIAN DATE de SOUTENANCE : 11 décembre 2008 Prénoms : Sévak TITRE : Du transfert de films minces de silicium monocristallin vers un procédé cellule à faible budget thermique NATURE : Doctorat Numéro d'ordre : 2008 ISAL 0103 Ecole doctorale : Electronique, Electrotechnique, Automatique Spécialité : Dispositifs de l'électronique intégrée Cote B.I.U. - Lyon : et bis CLASSE : RESUME : La seconde génération de cellules photovoltaïques se caractérise par une diminution des coûts de production tout en gardant des
rendements de conversion élevés. L'approche abordée dans ce manuscrit consiste à jumeler économie de matière et procédés cellule à faible budget thermique. Nous développons une technique de transfert de couche mince (< 50 µm) de silicium monocristallin basée sur la formation d'une couche fragile de silicium poreux, la croissance par épitaxie de la couche active et son détachement après son report sur un substrat bon marché. La formation de la couche de silicium poreux et son comportement à haute température ont été étudiés afin de fournir une couche simultanément assez dense pour obtenir une croissance par épitaxie de bonne qualité et assez fragile pour autoriser le détachement de la couche mince. Un réacteur d'épitaxie pour des substrats de diamètre 100 mm a été installé et les paramètres de croissance ont été validés: température, vitesse de croissance, dopage, homogénéité. Les caractérisations structurales (MEB, RX, attaque SECCO) et électriques (effet Hall, LBIC, résistivité) du matériau montrent une qualité adaptée aux applications photovoltaïques.
Nous avons alors entrepris la réalisation de cellules à faible budget thermique à hétérojonction a-Si:H/c-Si et à émetteur obtenu in-situ par épitaxie. Outre l'avantage économique, les procédés basses températures sont bénéfiques à la qualité du matériau. De plus, les atouts du contact arrière par points sur le rendement et le procédé de fabrication des cellules minces sont mis en avant: gain en courant, gain en passivation, réduction des contraintes mécaniques.
MOTS-CLES : Cellule photovoltaïque, Epitaxie en phase vapeur, Silicium poreux, Hétérojonction. Laboratoire (s) de recherche : Institut des Nanotechnologies de Lyon Directeur de thèse: M. Mustapha LEMITI Président de jury : M. Abdelillah SLAOUI Composition du jury : M. Alain FAVE Maître de conférence, INSA de Lyon M. Gérard GUILLOT Professeur, INSA de Lyon M. Mustapha LEMITI Professeur, INSA de Lyon Directeur M. Pierre-Jean RIBEYRON Docteur, CEA-INES Chambéry M. Abdelillah SLAOUI Directeur de recherche, INESS Strasbourg Rapporteur M. Alain STRABONI Professeur, Université de Poitiers Rapporteur

213