bo d'ordre : 89-18 -...
TRANSCRIPT
BO d'ordre : 89-18
-----------......,..,.---THESE
présentée à
CONSEiL AFRICAIN ET MALGACHEPOUR l'ENSE!GNEMENT SUPER!EURC. A. M. E. S. - OUAGADOUGOU
Arrivée ··13 ·J~tN ·1995· .....1 Enregistré sous n° . if O· (} 5- ,5, S :
_____ .-.- .- .,a.. .-----
L'UNIVERSITÉ DE LIMOGES
POUR OBTENIR LE TITRE DE
DOCTEUR DE L'UNIVERSITÉ DE LIMOGES
Mention : SCIENCES DES MATÉRIAUX CÉRAM~~\ë~/VE. ~ fcJt,,\" 7',:x; ;1
c"-
PAR
EMERUWA Edjikémé
"COMPRESSIBILITÉ DES POUDRES • INFLUENCE DE LA MORPHOLOGIE
DES POUDRES ET ACTION D'UNE IMPULSION ULTRASONORE",
soutenue le 7 Juillet 1989 devant la comorission d'examen
Président M. M. BILLy Université de Limoges
Examinateurs MM. J. JARRIGE••..•.••••........ Université de LimogesJ.C. LABBE ..•....•...•.••... Université de LimogesJ. MEXHAIN..•.•••••..•..•••. Université de LimogesP. REIJNEN .....••....••••... Université Aix-La-ChapelleF. THEVENOT École des Mines
de Saint-Étienne
- 1989 -
A ma Mère,
A mon épouse,
A ma soeur aînée,
A toute ma famille et amis.
Ce travail a été réalisé au Laboratoire de Céramiques Nouvelles del'Université de Limoges (U.A. C.N.R.S. 320), dirigé par Monsieur leProfesseur M. BILLY. Je le prie de trouver ic i l'express ion de mareconnaissance pour m'avoir accueilli dans son laboratoire.
J'aimerai remercier tout particulièrement, Monsieur le ProfesseurJ. MEXMAIN et Monsieur J. JARRIGE pour leur aide constante et le soutienqu'ils m'ont apporté tout au long de cette étude.
Mes remerc iements vont auss i à Mons ieur le Professeur P. REIJNENde l'Université d'Aix-La-Chapelle, à Monsieur F. THÉVENOT, Maître deRecherche à l'École des Mines de Saint-Étienne et à Monsieur leProfesseur de l'Un ivers ité de Limoges J. C. LABBE, qui ont accepté departiciper à ce jury.
C'est avec beaucoup de plaisir que j'associe à ces remerciementsMessieurs D. TÉ TARD, Ingénieur, P. LORTHOLARY, Responsable du Service deMicroscop ie Électron ique, J.F. GOUJAUD, D. MERLE et L. PROGEAS,Techniciens. Leur compétence et leur disponibilité ont grandementfacilité ce travail.
La réalisation pratique de ce mémoire doit beaucoup à MademoiselleV. BARUCHE et Monsieur S. LEVET. Qu'ils soient vivement remerciés pourla qualité de leur travail. Enfin, je ne saurais oublier Mme B. TALABOTet mes camarades de laboratoire dont j'a i pu appréc ier l'espritd'amicale entraide.
SOMMAIRE
IN-rRODUCTION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
PREMIERE PARTIE : MÉTHODES EXPÉRIMENTALES ET MATIERES
PREMIERES
CHAPITRE 1 - MÉTHODES EXPÉRIMENTALES.................................... 3
1 - ANALYSE GRANULOMÉTRIQUE........................................... 31. Analyse granulomêtrique par sêdimentation...................... 32. Analyse granulomêtrique par tamisage........................... 4
Il - MICROSCOPIE....................................................... 4
III - POROSIMETRIE...................................................... 4
IV - COMPRESSION....................................................... 4
1. La presse...................................................... 42. Le module de compactage........................................ 53. Le circuit ultrasonore......................................... 5
CHAPITRE II - MATIERES PREMIERES........................................ 11
1 - SIALON............................................................ Il
Il - FERRITES.......................................................... Il
III - NITRURE D1ALUMINIUM............................................... 15
IV - ALLIAGE FER-CUIVRE................................................ 18
v - RÉCAPITULATION DES POUDRES ÉTUDIÉES............................... 22
DEUXIEME PARTIE : POROSIMÉTRIE DE POUDRES
CHAPITRE 1 - RAPPELS BIBLIOGRAPHIQUES................................... 24
1 - INTERPRÉTATIONS PHÉNOMÉNOLOGIQUES................................. 24
II - APPLICATIONS DE LA POROSIMÉTRIE A MERCURE......................... 27
III - COMPARAISON DE LA POROSIMÉTRIE A MERCUREAVEC D'AUTRES TECHNIQUES.......................................... 30
IV - POROSIMÉTRIE ET COMPACTION........................................ 30
CHAPITRE II - RÉSULTATS EXPÉRIMENTAUX................................... 33
1 - IN-rRODUCTION...................................................... 33
II - POROSIMÉTRIE DES POUDRES.......................................... 341. Phase de rêarrangement......................................... 342. Le coefficient d'agglomération d'une poudre.................... 423. Hystérésis : élément de caractérisation de poudre.............. 43
III - COMPARAISON DE LA DISTRIBUTION DE TAILLE DES PARTICULESOBTENUES PAR SÉDIMENTATION ET PAR POROSIMÉTRIE.................... 50
IV - POROSIMÉTRIE DE POUDRES SOUMISES A UNE VIBRATION ULTRASONORE...... 54
v - CONCLUSIONS........................................................ 58
TROISIEME PARTIE : COMPACTION SIMPLE
CHAPITRE 1 - RAPPELS BIBLIOGRAPHIQUES................................... 62
1 - AGGLOMERATS....................................................... 62
II - COMPACTION ET RELATION PRESSION-DÉFORMATION....................... 631. Équation de Hecke 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
2. Équation de Cooper et Eaton.................................... 66
3. Ëquation de Gasiorek et Maciejko............................... 6B4. ~quation de Balshin............................................ 695. Rêsultats expêrimentaux de la littêrature...................... 706. Conclusion..................................................... 71
CHAPITRE II - COMPACTION SiMPLE......................................... 72
1 - MODE OPERATOIRE................................................... 72
II - COURBES DE COMPRESSiON............................................ 731. Courbes hauteur corrigêes-pression............................. 732. Courbes l/d = Log P............................................ 81
III - CONCLUSIONS....................................................... 98
QUATRIEME PARTIE : COMPACTION ASSISTÉE D'ULTRASONS
CHAPITRE 1 - RAPPELS BIBLIOGRAPHIQUES................................... 102
1 - RÉSULTATS EXPÉRIMENTAUX........................................... 102
II - MODÉLISATION DE LA VIBRATION D'UNE PARTiCULE...................... 105
CHAPITRE II - RÉSULTATS EXPÉRIMENTAUX................................... lOB
1 - JUSTIFICATION DE NOTRE MÉTHODE D'ASSISTANCEULTRASONORE DE LA COMPACTION...................................... lOB
II - LA COURBE INTRINSEQUE D'ASSISTANCE ULTRASONORE.................... 1101. Description de l'action d'une impulsion ultrasonore............ 1102. La courbe intrinsèque.......................................... 1113. La chute de pression........................................... 123
III - PARAMETRES INFLUENÇANT LA PRESSION CRITIQUE....................... 1341. Influence de la durêe d'impulsion.............................. 1342. Influence de l'amplitude....................................... 137
3. Influence de la masse de l'êchantillon......................... 1374. Évolution de Pc avec la frêquence.............................. 1405. Conclusion..................................................... 141
IV - MODÉLISATION DE LA PRESSION CRITIQUE.............................. 142
CHAPITRE III - INTERPRÉTATION DE L'ACTION DES ULTRASONS................. 146
1 - INTERPR~TATION MICROSCOPIQUE...................................... 1461. Application des ultrasons avant Pc............................. 1462. Application des ultrasons après Pc............................. 153
3. Ëlêvation de tempêrature....................................... 157
II - INTERPRÉTATION MACROSCOPIQUE...................................... 162
CINQUIEME PARTIE : FRITTAGE
CHAPITRE 1 - RAPPELS BIBLIOGRAPHIQUES................................... 168
CHAPITRE II - RÉSULTATS EXPÉRIMENTAUX................................... 171
1 - TRAITEMENT THERMIQUE.............................................. 1711. Frittage du sialon........... 1712. Frittage du nitrure d1aluminium Bl ...........•.....•........... 178
3. Frittage du ferrite............................................ 178
Il - INTERPRETATION.................................................... 181
III - CONCLUSIONS....................................................... 187
RESUME ET CONCLUSIONS................................................... 188
BIBLIOGRAPHIE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192
INTRODUCTION
Dans l'industrie céramique et en métallurgie des poudres, lapréparation et la mise en forme des matériaux font appel à des procédéstrès comparables, dans lesquels les techniques se confondent en unenouvelle branche de l'industrie que lion appelle "céramurgie".
Les propriétés des produits après frittage sont tributaires de lamorphologie de la poudre de départ (répartition de la taille desgrains; présence d'agglomérats, etc ... ) et des conditions préliminairesde mise en forme. Une attention particul ière doit donc être accordée à
ces étapes, en particulier le stade de la compaction.
Récemment, l' ass istance ultrasonore de la compact ion a étéintroduite en vue d'optimiser les propriétés des produits métalliques etcéramiques.
Nous nous sommes proposés d'étudier la compression de plusieurspoudres (sialon, ferrite de manganèse-zinc, nitrures d'aluminium etalliage fer-cuivre), et nous allons appliquer une impulsion ultrasonorependant le cycle de compression afin d'améliorer cette dernière. Pourmi eux comprendre le comportement à la compact ion des diverses poudres,nous commencerons par les caractériser à l'aide de techniques telles quela porosimétrie à mercure ..•
PREMIERE PARTIE
, ,METHODES EXPERIMENTALES ET MATIERES PREMIERES
CHAPITRE 1
M~THODES EXP~RIMENTALES
Les poudres que nous ut il i sons se présentent so i t sous forme de
granules (sialon, ferrite) obtenues par atomisation avec un liant
organique, soit simplement agglomérées (sialon, ferrite, nitrures
d'aluminium) ou alors sous forme de particules dispersées (alliage fer
cuivre).
1 - ANALYSE GRANULOMÉTRIQUE
1. Analyse granulométrigue par sédimentation
L'appareil utilisé (Sédigraph 5000) détermine les dimensions departicules, agglomérats et/ou agrégats supposés sphériques, en
suspension dans un milieu dispersif, en mesurant leur vitesse de
sédimentation V. Le diamètre des particules est donné par la loi de
Stokes.
D = KV1/2 avec
18 n
K = [ ] 1/2
( P - P o)g
ou n viscosité du liquide dispersantPo masse volumique du liquide
P masse volumique des particules
La cellule de sédimentation se déplace de bas en haut devant unfaisceau de rayons X. Le nombre et la grosseur des particules sont
- 4 -
mesurês respectivement par la position de la cellule et 11 intensitê dufaisceau transmis.
La distribution des pourcentages cumulês en poids est automatiquement délivrée par l'appareil pour des diamètres compris entre 0,1 et100 lJm.
2. Analyse granulométr;gue par tam;sage
Nous avons travaillé avec une série de tamis soumis à unevibration de faible amplitude (pour éviter la détérioration desgranules).
Les différentes mailles ut il isées sont . 200, 150, 125, 100, 80,.50 et 28 lJm.
II - LA MICROSCOPIE
Nous avons procédé, selon le cas, à des observat ions à la loupebinoculaire (Olympus, grossissement 5 à 20), au microscope métallographique (Reichert MF2) ou au microscope électronique à balayage (JEOLJSM 35).
III - POROSIMÉTRIE
La répartition et la taille des pores de nos échantillons (poudreset comprimés) ont été mesurées à l'aide d'un porosimètre à mercure CarloErba 2000.
Les résultats sont enregistrés directement sur un ordinateur quien plus des données concernant la taille des pores, fournira quelquesprécisions sur leur répartition, leur rayon moyen et leur volume cumulé,ainsi que sur la surface spécifique de l'êchantillon.
IV - COMPRESSION
1. La presse
C'est un appareil de traction-compression Wolpert de caractêristiques suivantes :
- force maximale appliquée 50 KN- vitesse de descente du piston supérieur variant de 0 A 9 mm/mn- la force appliquée est mesurée grâce A une cellule équipée de
jauges de contraintes et placée sur la traverse mobile- un capteur de déplacement permet d'enregistrer la descente de la
traverse et la diminution de la hauteur des échantillons
2. Le module de compactage
La matrice est de diamètre intérieur 1,5 cm. Elle est "flottante"et cette fonction est assurée par un bloc de caoutchouc. L'amplitude dujeu entre la matrice et les poinçons est de 0,7 ~m, ce qui facilite lecoulissage de ces derniers dans la matrice.
3. Le circuit ultrasonore
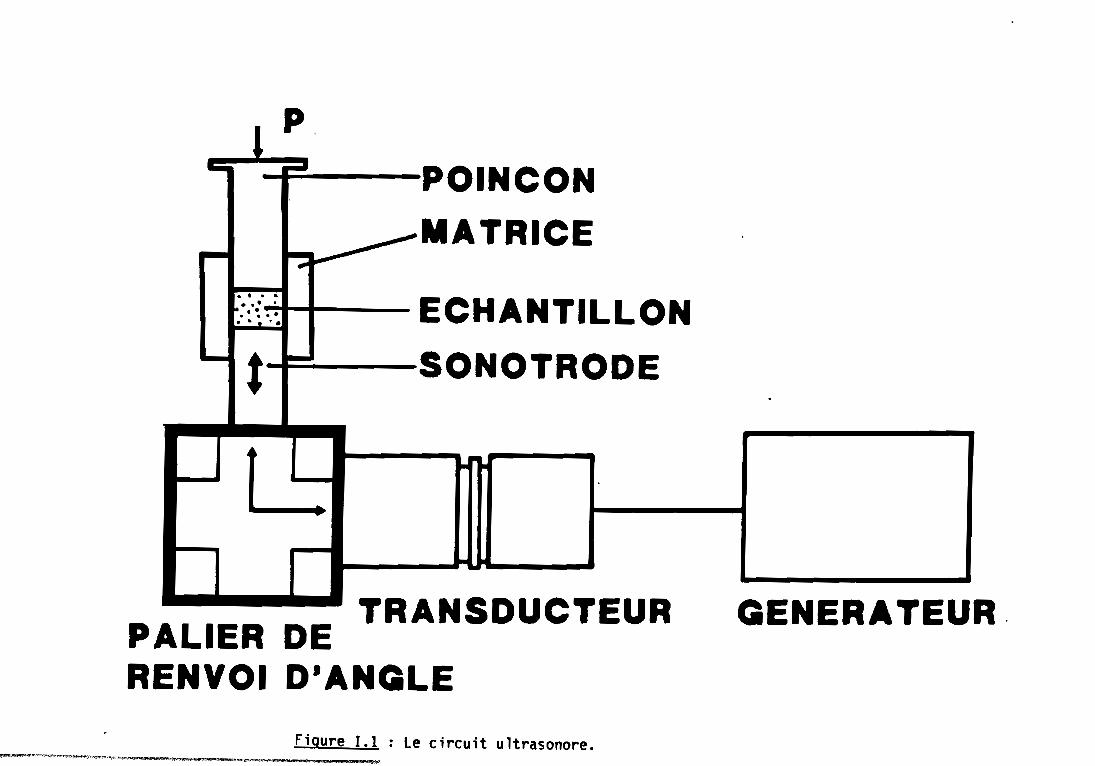
Il comprend (figure 1.1) :
- Un générateur MÉCASONIC de puissance maximale 1200 W, de 20 KHz,équipé d'un temporisateur permettant de délivrer des impulsions de duréevariant de 0,01 s A quelques secondes.
Un palier ou renvoi d1angle : c'est une croix de couplage à 90°qui transmet l'impulsion ultrasonore perpendiculairement à la source. Ilpermet d'appliquer la force sans endommager le transducteur. C'est unappareil breveté par les établissements LEGRAND de Limoges(l).
- Un transducteur (ou convertisseur) qui transforme l'énergieélectrique fournie par le générateur en énergie vibratoire à partird'une céramique piézoélectrique.
L'amplitude de vibration est 14 ~m.
Les "boosters" ou amplificateurs, intercallés entre letransducteur et le palier, permettent de modifier l'amplitude devibration délivrée par le convertisseur. En effet, on peut modifierl'amplitude de vibration fournie par le convertisseur en fixant à cedernier un barreau métallique de longueur égale à une demi-longueur
...~
t-........
~
..'~:.~'.: ECHANTILLON... t'.
~ t .. SONOTRODE
.~
PALIER DE TRANSDUCTEUR QENERATEUR
RENVOI D'ANGLE
Figure 1.1 : le circuit ultrasonore.~'''·V<Lr~!,''''''''';'t'"'~''('~'''~'(:''''''~.~~.. ~.._J. J'f'1Ç".,\,lM_.WiWA\,.,\.1'"llil';I~~"",.l'I>u~._ # M S;;;,:P:
- 7 -
d'onde (250 mm) de la fréquence utilisée. Notre matériel nous permetd'a vo i r 4,5 JJ m, 8 JJ m et 14 JJ m.
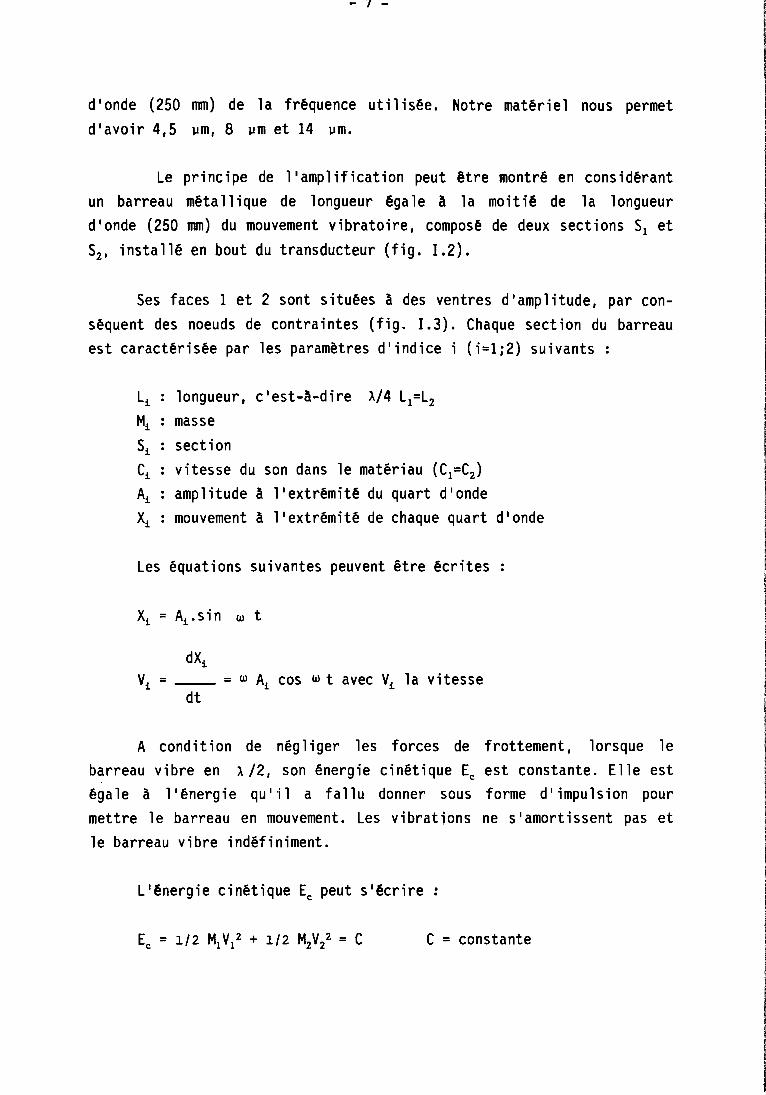
Le principe de l'amplification peut être montré en considérantun barreau méta 11 ique de longueur éga le A la moit ié de la longueurd'onde (250 mm) du mouvement vibratoire, composé de deux sections SI etS2' installé en bout du transducteur (fig. 1.2).
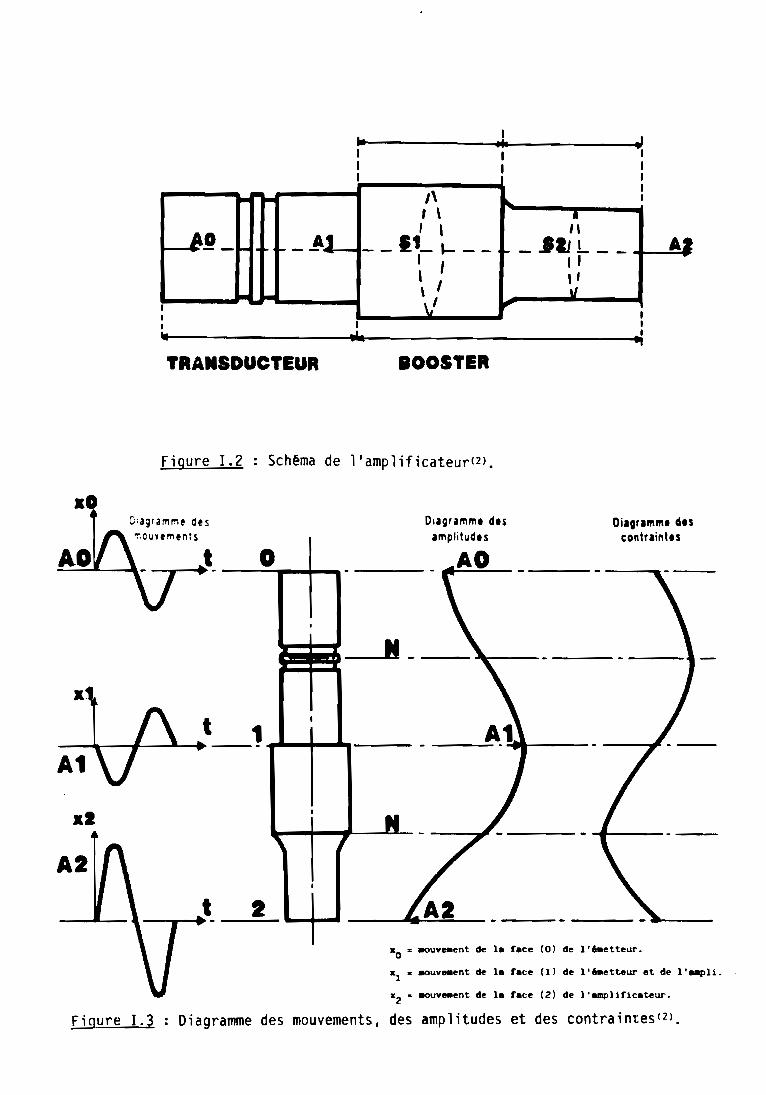
Ses faces 1 et 2 sont situées à des ventres d'amplitude, par conséquent des noeuds de contraintes (fig. 1.3). Chaque section du barreauest caractérisée par les paramètres d'indice i (i=1;2) suivants:
Li longueur, c'est-A-dire ~/4 Ll =L2Mi masseSi sectionCi vitesse du son dans le matériau (Cl =C2 )
Ai amplitude à l'extrémité du quart d'ondeXi mouvement à l'extrémité de chaque quart d'onde
Les équations suivantes peuvent être écrites
dX i
Vi = = li) Ai cos li) t avec Vi la vitessedt
A condition de négliger les forces de frottement, lorsque lebarreau vibre en ~/2, son énergie cinétique Ec est constante. Elle estégale à l'énergie qu'oil a fallu donner sous forme d'impulsion pourmettre le barreau en mouvement. Les vibrations ne s'amortissent pas etle barreau vibre indéfiniment.
L'énergie cinétique Ec peut s'écrire:
C = constante
.. 1•
1
~
IOOSTER
1..TRANSDUCTEUR
• 1
• ~ ,\ .. 1, \ •AO_ ~-~1-
' , ""-__ 1'_ ~ __ __ .Ill L __ AI
l , 1 1~, ,
' 1- - \ li1 • 'v' ".1 11..
Figure 1.2 Schéma de l' amp l if icateur l2l •
xO
xl
Diagramm' descontraintes
Dlagr amml disamplitudes
Xo ~ ~uYe.ent de la race (0) de l'''etteur.
xl ~ aouY~ent de la race (1) de l'''etteur et de l'a-pli.
x2
= ~Ye-ent de la race (2) de l'amplificateur.
0 -
1
~
1
1
1
N'\ ,
1
2 ).1
1
_--.1
D'a;ramme des'!',ouumenls
x
A1
A2
f..igure 1.3 Diagramme des mouvements, des amplitudes et des contraintes(2).
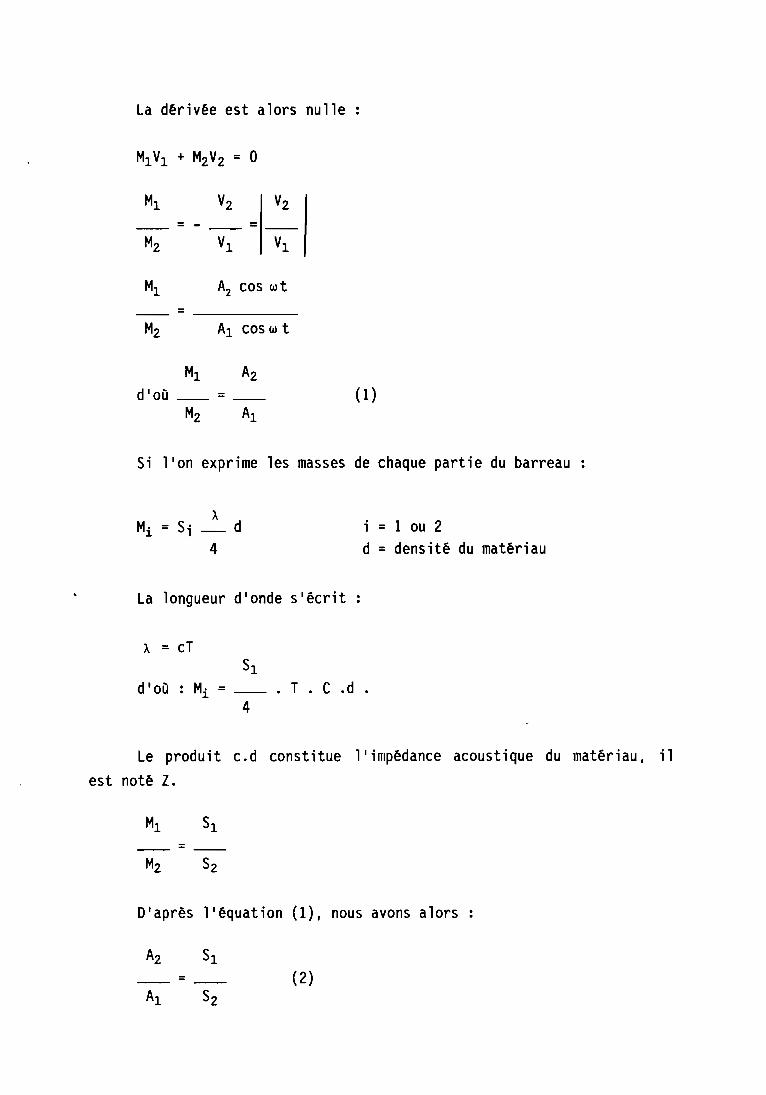
La dérivée est alors nulle
M1Vl + M2V2 = 0
Ml V2 V2
= - =M2 Vl Vl
Ml A2 cos wt
=M2 Al cos wt
Ml A2d'où ---- = ----
M2 Al(1)
Si lion exprime les masses de chaque partie du barreau
ÀMi = Si - d
4
La longueur d'onde s'écrit
i = 1 ou 2d = densité du matériau
À = cTSl
d'où . M· = T C .d .. 1. . .4
Le produit c.d constitue 11 impédance acoustique du matériau, il
est noté Z.
=
D'après l'équation (1), nous avons alors
- 10 -
C'est la formule fondamentale de l'amplification en deux quarts delongueur d'onde. Le rapport d'amplification est donc l'inverse durapport des sections.
Le diagramme des amplitudes de la figure 1.3 montre la positiondes noeuds et des ventres dl amp li tude long itud ina le et met en év idencel'effet d'amplification.
Le barreau ainsi constitué est un amplificateur mécanique appeléIl booster ll
• Il est en dura l umi n.
Le piston inférieur ou sonotrode est l'organe de transmission desultrasons aux échantillons. La longueur du piston est calculée pour êtreaccordée en demi-longueur d'onde. Chacune de ses extrémités se trouve à
un ventre d'amplitude, son milieu étant un ventre de contrainte. Untrou, à sa base, permet de la fixer sur la croix de renvoi d'angle.
CHAPITRE II
MATIERES PREMIERES
1 - SiA10N
Depuis les travaux de Oyama et Kamaigaito(3), puis de Jack etWilson(4) en 1971 et 1972, les sialons semblent prometteurs (résistanceaux agressions thermiques et thermochimiques).
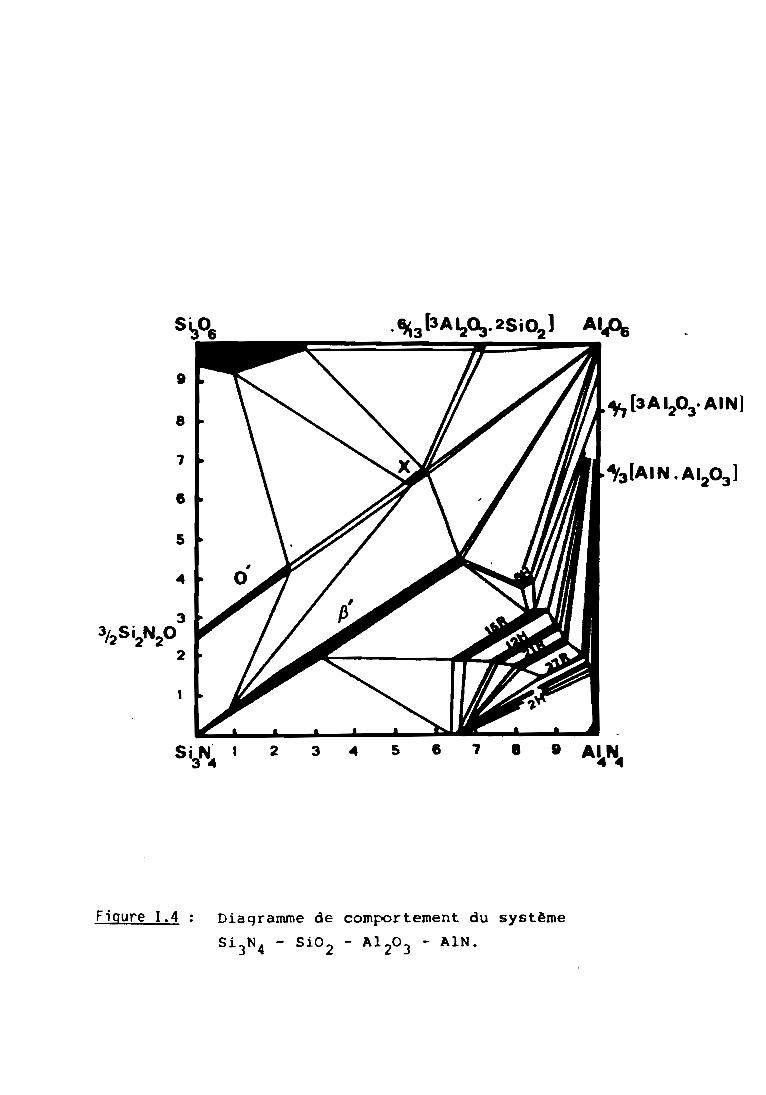
Le diagramme pseudo quaternaire de la figure 1.4 présente lesdifférentes phases que l'on peut rencontrer dans les sialons.
La poudre de s ia lon de codification N3 nous a été fournie par lasociété Céramiques et Composites. Elle a été préparée par nitruration, à
des températures inférieures à 1400°C, d'un mélange constitué desilicium 77,4%, d'oxyde d'yttrium 14% et d'alumine 5,6%.
Nous avons vérifié par diffraction des rayons X que la poudre estcomposée essentiellement de la solution solide B'.
La poudre qui a été livrée est atomisée, nous l'appellerons poudrebrute. Par ana lyse thermogravimétrique, nous avons détermi né sa teneuren liant qui est de 10%.
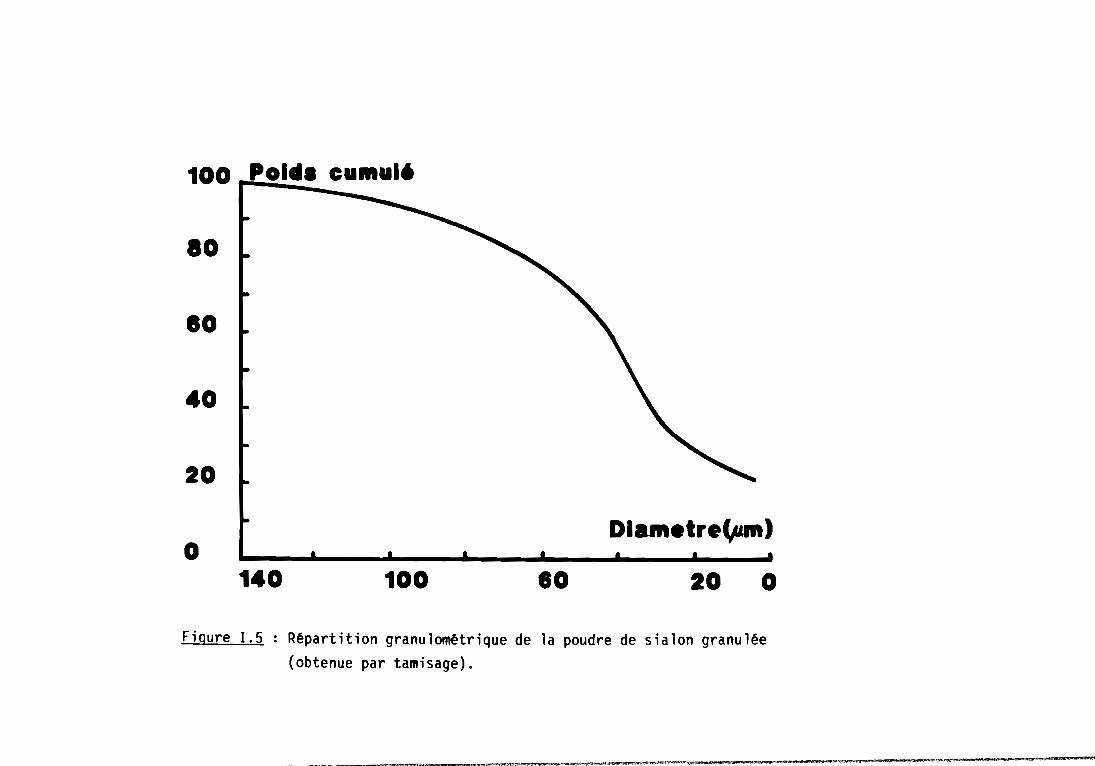
La répartition granulométrique de la poudre granulée a étédéterminée par tamisage (figure 1.5), avec une taille moyenne d'environ45 lIm. Après élimination du liant à 550° pendant deux heures, on aobtenu une poudre que nous appellerons poudre traitée.
Les photographies de la figure 1.6 représentent ces 2 poudres vuesrespectivement à la loupe binoculaire et au microscope électronique à
balayage.
II - FERRITES
La poudre de ferrite que nous avons utilisée est une poudreindustrielle de type manganèse-zinc, préfrittée et granulée par
9
8
7
8
5
2 3 4t s 8 l •
Figure 1.4 Diagramme de comportement du système
Si)N4 - Si0 2 - A1 20) - AIN.
o20
D.a.metre(,#m)
80100140
100 r'O.tI. CUlnu.'
40
20
10
10
o
Figure 1.5 : Répartition granulomêtrique de la poudre de sialon granulée(obtenue par tamisage).
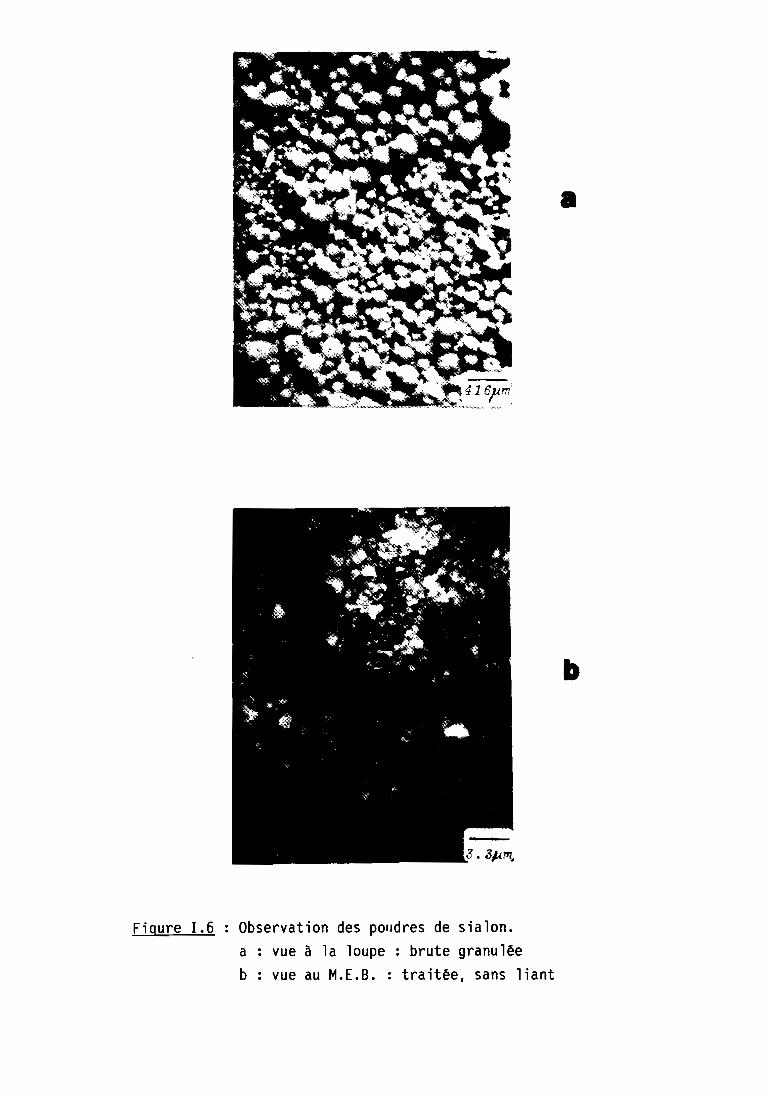
Figure 1.6 Observation des poudres de sialon.a vue à la loupe: brute granuléeb vue au M.E.B. : traitée, sans liant
a
b
- 15 -
atomisation, avec un taux de liant de 10% que nous avons déterminé paranalyse thermogravimétrique. Le liant est composé de polyviol et depo lyg lyco1.
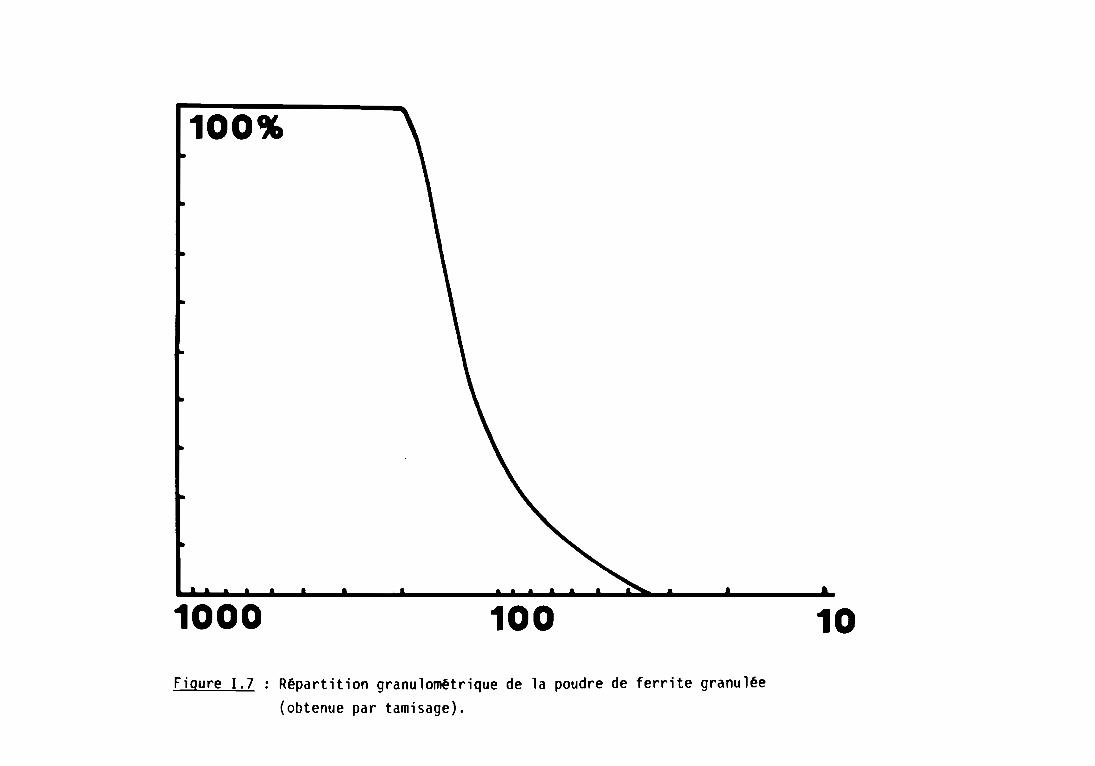
La répartition granulométrique a été déterminée par tamisagesimple (figure 1.7) du fait de la taille des granules (moyenne 137 ~ m)et de l'agitation magnétique qui empêchent de faire l'analyse parsédimentation.
L'observation à la loupe binoculaire des granules et llobservationau microscope électronique à balayage de la poudre dont le liant a étébrû lé à 550°C pendant 2 h est représentée sur la figure I.8. Commeprécédemment la poudre granulée sera appelée II poudre brute Il et celledont le liant a été brûlé II poudre traitée ll
•
III - NITRURE D'ALUMINIUM
Le nitrure d1aluminium a une structure hexagonale de typeWurtzite, son groupe d'espace étant P63mc ' Ses paramètres de maille sonta = 3,11 Aet c = 4,98 A.
La méthode de synthèse est généralement basée sur la réaction decarbonitruration suivante :
Al z03 + Nz + 3C > 2 A1N + 3 CO
Le matériau obtenu, déficitaire en azote et de couleur grise,contient des traces de carbone, et 1 à 2% d1oxygène. C'est le cas despoudres que nous avons utilisées sauf une qui a ét~ obtenue par réactiondirecte entre llalumine et ll'ammoniac qui joue à la fois le rôle deréducteur et de nitrurant (5 , 6).
Nous avons travaillé avec 5 poudres de nitrure d'aluminiumd'origines diverses
fabricant X, lots Al et A2 préparés par carbonitrurationfabricant Y, lots 81 et 82 préparés par carbonitruration
- fabricant Z, lot C obtenu par réaction directe de l'ammoniac surl'alumine.
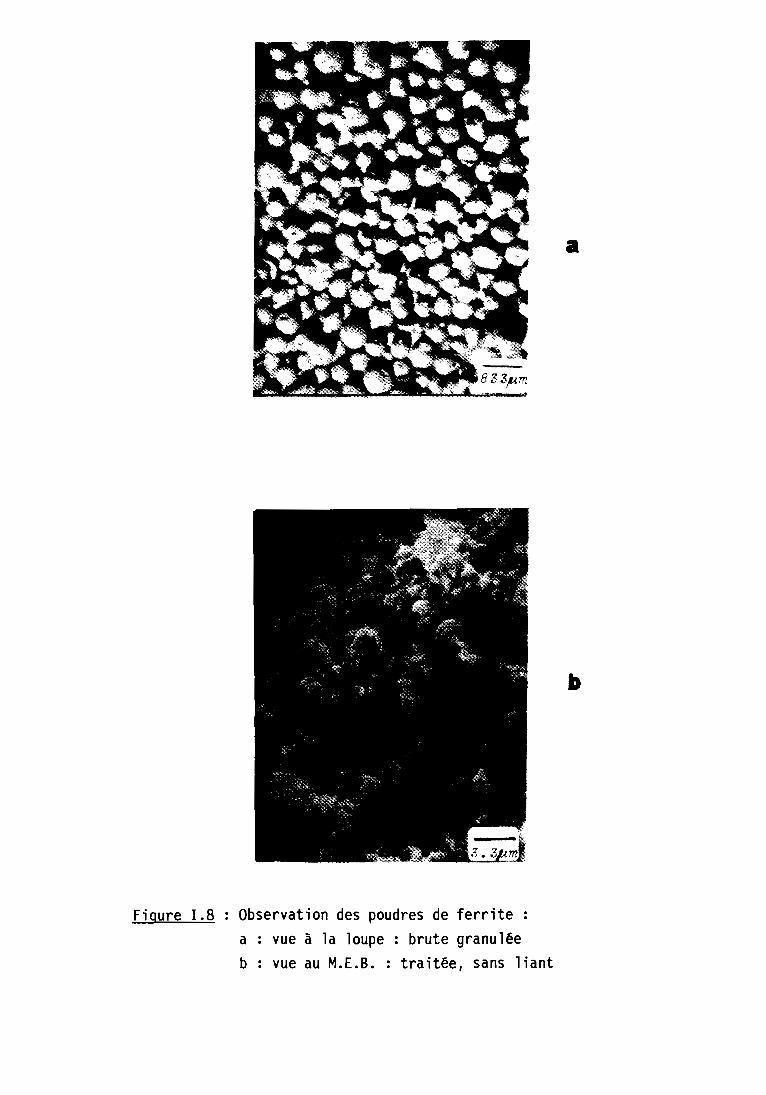
Figure 1.8 Observation des poudres de ferrite:a vue à la loupe : brute granuléeb vue au M.E.B. : traitée, sans liant
a
b
100%
1000 100 10
Figure 1.7 : Répartition granulométrique de la poudre de ferrite granulée(obtenue par tamisage).
- 18 -
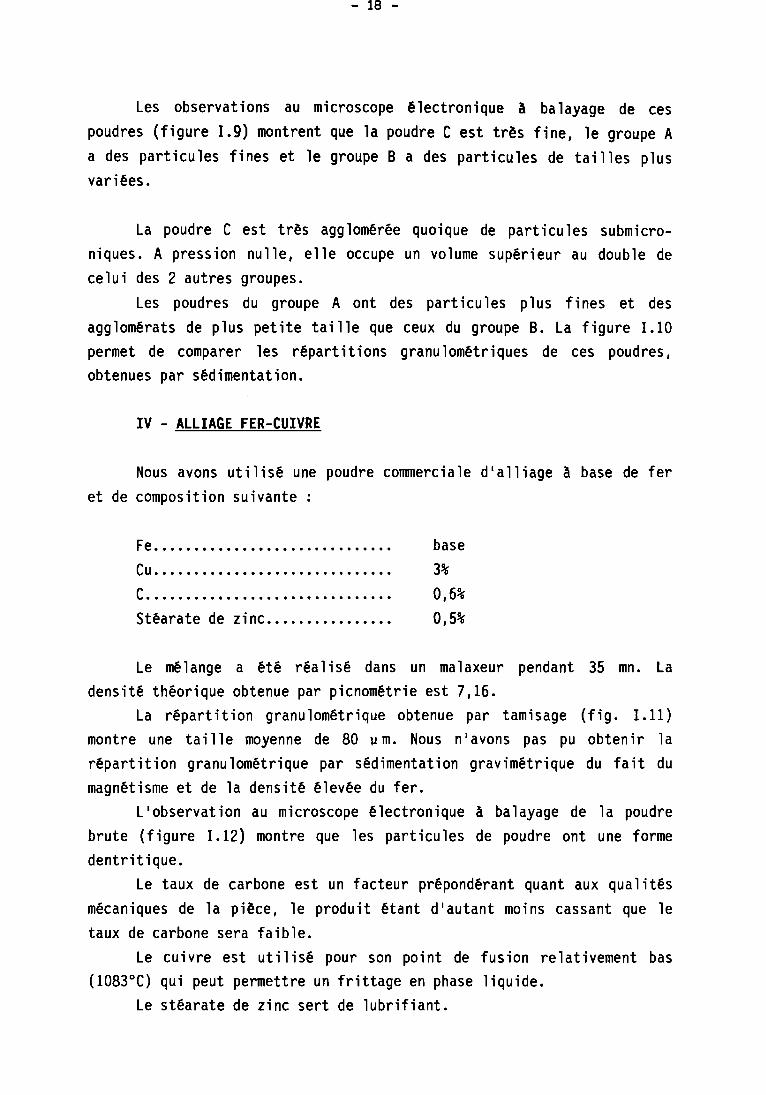
Les observations au microscope êlectronique à balayage de cespoudres (figure 1.9) montrent que la poudre C est très fine, le groupe Aa des particules fines et le groupe B a des particules de tailles plusvariées.
La poudre C est très agglomérée quoique de particules submicroniques. A pression nulle, elle occupe un volume supérieur au double decelui des 2 autres groupes.
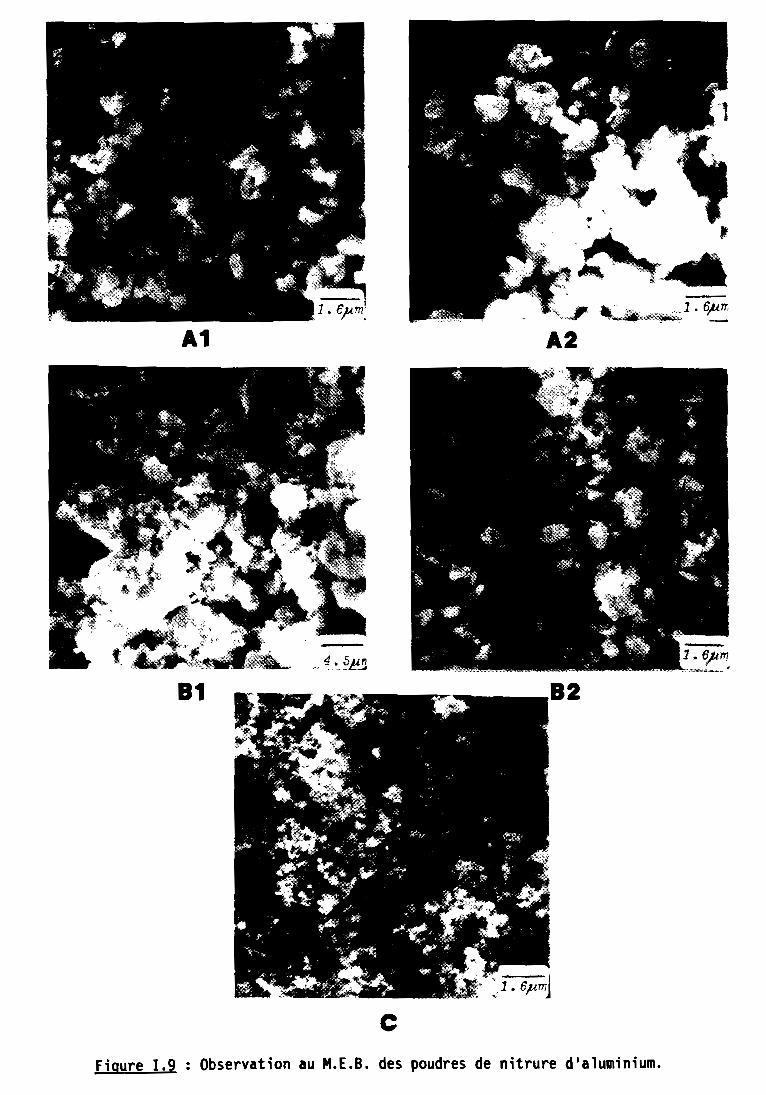
Les poudres du groupe A ont des particules plus fines et desagglomérats de plus petite taille que ceux du groupe B. La figure 1.10permet de comparer les répartitions granu lométriques de ces poudres,obtenues par sédimentation.
IV - ALLIAGE FER-CUIVRE
Nous avons utilisé une poudre commerciale d'alliage à base de feret de composition suivante:
Fe.............................. baseCu. • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 3%
C. • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • 0,6%Stéarate de zlnc................ 0,5%
Le mélange a été réalisé dans un malaxeur pendant 35 mn. Ladensité théorique obtenue par picnométrie est 7,16.
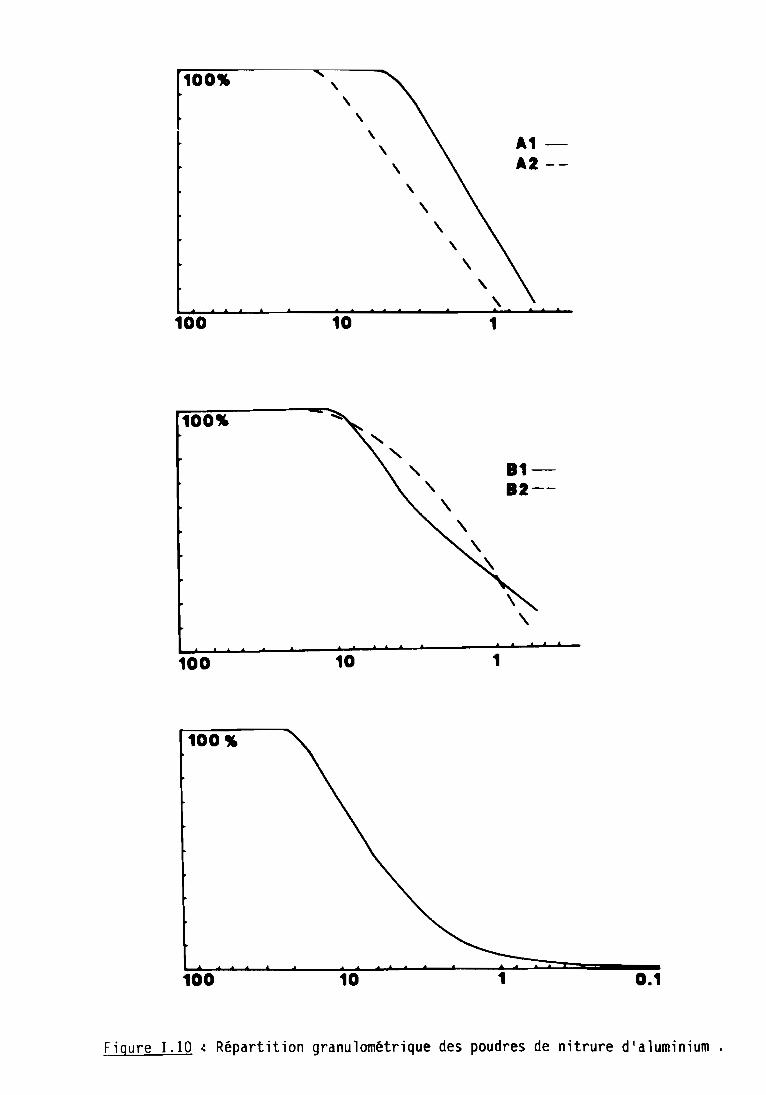
La répartition granulométrique obtenue par tamisage (fig. 1.11)
montre une taille moyenne de 80 llm. Nous nlavons pas pu obtenir larépartition granulométrique par sédimentation gravimétrique du fait dumagnétisme et de la densité élevée du fer.
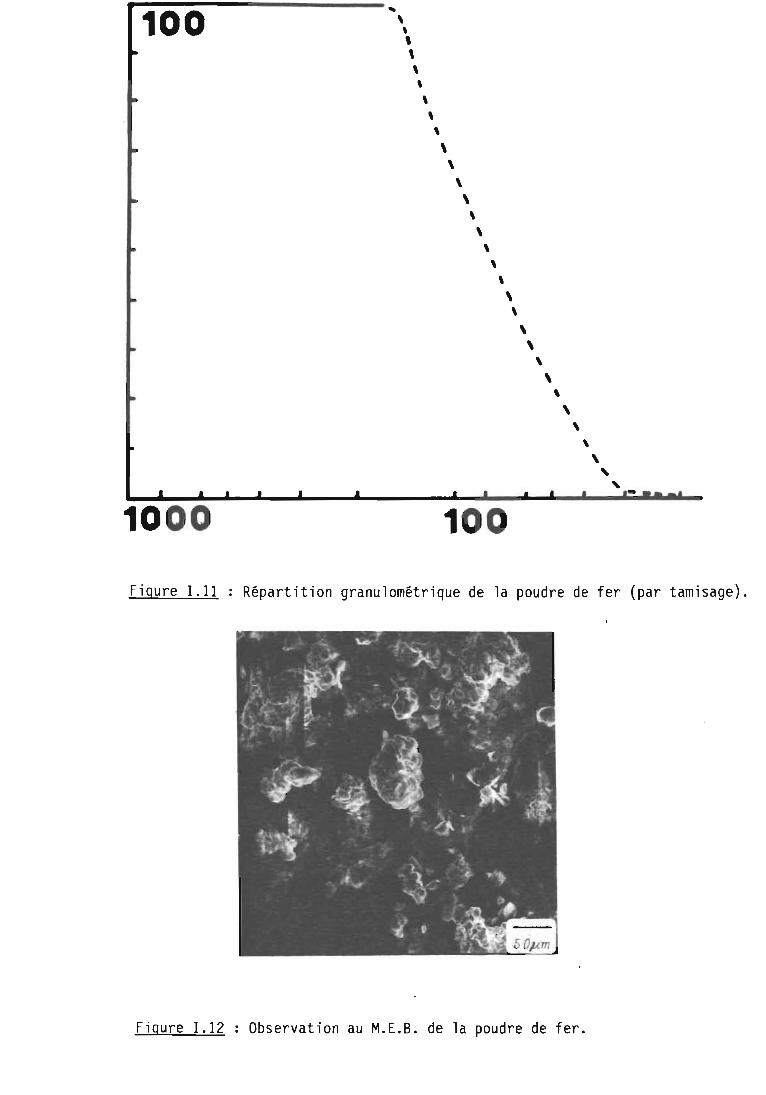
L'observation au microscope électronique à balayage de la poudrebrute (figure 1.12) montre que les particules de poudre ont une formedentritique.
Le taux de carbone est un facteur prépondérant quant aux qualitésmécaniques de la pièce, le produit étant d'autant moins cassant que letaux de carbone sera faible.
Le cuivre est utilisé pour son point de fusion relativement bas(1083°C) qui peut permettre un frittage en phase liquide.
Le stéarate de zinc sert de lubrifiant.
A1
81
c
.,..., . ,~ '."""1"~ ~.~
82
Figure 1.9 : Observation au M.E.B. des poudres de nitrure d'aluminium.
100..
100
100"
,\
\\
\
\
\
\\
\
\\
\
10 1
A1A2 --
8182--
100 10 1
100 ..
100 0.1
Figure 1.10 ~ Répartition granulomêtrique des poudres de nitrure d'aluminium.
i 100 '\,,\,
\\
\
\\
\\
\
\\
\\
\\
\\
\
\ ,\
\
\
\ , ,
1000 1-
Figure 1.11 : Répartition granulométrique de la poudre de fer (par tamisage) .
.. 1m4. ....:.. \.4- ' :l'" r_:'.l,_" . ,'" ,. ..
., '1..t~ i!"'.~ ...'.' ~~ .... ". ~ .~ '. .
J - 1
('i;.~~r.. Jt:. ~:.., 'J~:.. r( ." V ~, . - ..,.... --,..f' ! ~ ~ "
~":> 1))"" ~ .. '\/ "- .........,
.po~\ .. '(~ "-il ~~" .~li' ~ • > . ~
'~~'~sl/J1 .. ~ 1
t~~ •r . i.
Â-... . ~;' _<- .~~-!' ~
*"..-i,' \l -~1'."
_ ~l- ' 1.
Figure 1.12 : Observation au M.E.B. de la poudre de fer.

- 22 -
v - RÉCAPITULATION DES POUDRES ÉTUDIÉES
Nous avons donc étudié les poudres suivantes
$ialon granulé$ialon ~ liant décomposéFerrite de Manganèse granuléFerrite de Manganèse ~ liant décomposéNitrure d'aluminium marque X lot AlNitrure d'aluminium marque X lot A2
Nitrure d'aluminium marque Y lot BlNitrure d'aluminium marque Y lot B2
Nitrure d'aluminium marque Z lot CAlliage fer-cuivre
DEUXIEME PARTIE
POROSIMÉTRIE DE POUDRES
CHAPITRE 1
RAPPELS BIBLIOGRAPHIQUES
1 - INTERPRÉTATIONS PHÉNOMÉNOLOGIQUES
Pendant très longtemps les auteurs qui avaient étudié laporosimétrie à mercure, et la répartition des capillaires dans un empilement aléatoire de sphères affirmaient que cette technique ne pouvaitfournir que des informations sur la taille et la structure d'un nombretrès réduit de pores, à savoir les gros et en particulier ceux quidébouchent à la surface. Cette limitation serait liée à un effet deréseau. Ces chercheurs considéraient que la cavité centrale du pore estremplie quand la pression appliquée est suffisante pour forcer lemercure à entrer dans le plus gros capillaire qui conduit à la cavitél]>.
Toutefois, cette hypothèse négligeait le fait que les plus petitscapillaires connectés à cette cavité n'étaient pas remplis à cettepression.
Frevel et Kressley(SJ, en mesurant l'intrusion du mercure dans deuxempilements de sphères de tailles différentes, et supposant tous lespores accessibles à la surface, concluaient que l'intrusion est la sommede toutes les intrusions.
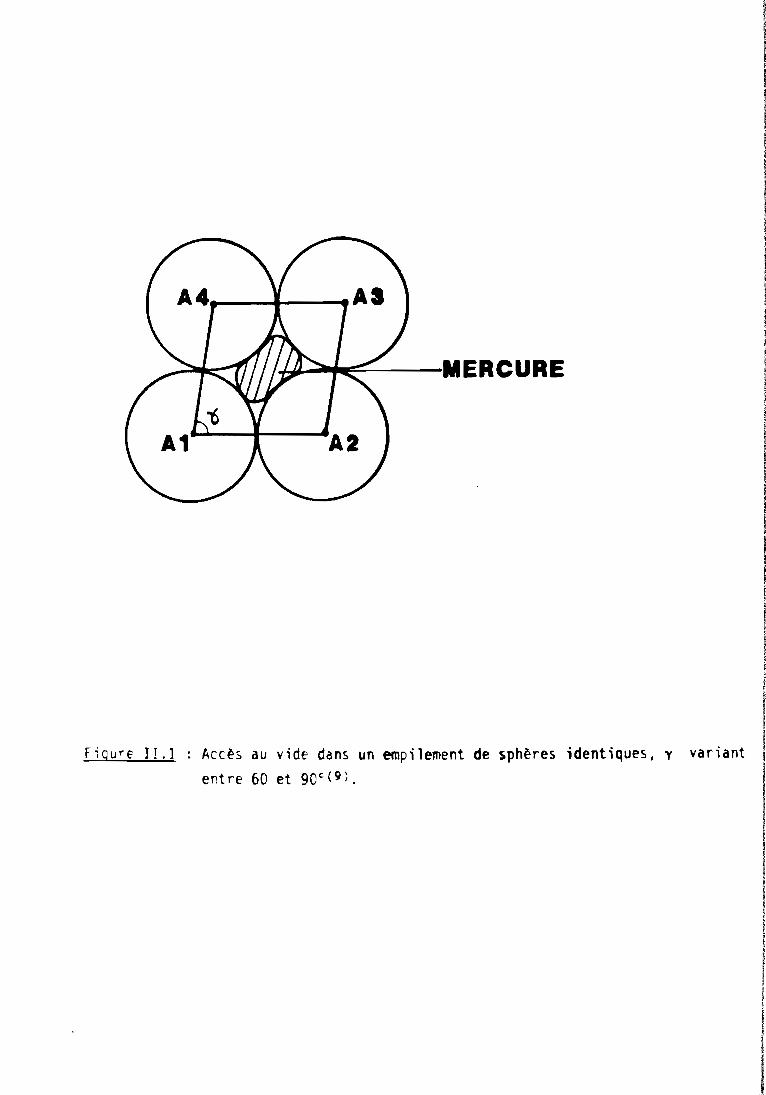
Avec 4 sphères ident iques qu i se touchent, Mayer et Stowel9J ontproposé un modèle dans lequel la porosité varie avec l'angled'empilement soit 47,6% de porosité pour un angle de 90°, ou 25,9% pour60°. Entre ces 2 angles limites, de multiples valeurs de porositépeuvent être obtenues (figure II.1).
Tous les modèles proposent que la lire pénétration de mercure dansle réseau s 'effectue à une pression donnée appelée IIbreakthrough ll
• Mêmesi Mayer et Stowe déterminent la taille moyenne des particules à partirde la valeur de IIbreakthrough pressure ll qu'ils ont calculée, le
~~~---MERCURE
FigurE 1!.1 Accès au vide dans un empilement de sphères identiques, y variantentre 60 et 90c(9).
11
1
1
1
111
1
1
1,1
1!!11!
1i!i
11!11
1,!il
dlempilement de
"breakthrough" se
- 26 -
"breakthrough" rêel et la distribution de la taille des pores, seront
très diffêrents de ceux donnês par leur modèle.
Smith et Stermer(10) ont proposê un modèle
microsphère de silice (l02-452 nm). Leur va leur derapprochait de celle de Frevel et Kressley(3).
Smith, Gallegos et Stermer(1l) en utilisant une forme modifiée du
modè le dl empi lement de sphères de Mason(7) ont montré que tous les
capillaires connectés à la cavité centrale d'un pore pouvaient être
remplis. Ils ont ainsi démontré que la porosimétrie à mercure peut
fournir des informations significatives sur les petits pores, et que
l'effet de réseau, quoi que jouant un rô le important, ni i nterv; ent qu 1 au
stade initial de la pénétration et ne voile en aucun cas l'ensemble de
la porosité ouverte comme l'affirmaient les premiers chercheurs.
Au-delà des problèmes posés par la modélisation par empilement de
sphères il y a aussi celui du ménisque du mercure dans les pores (les
tétraèdres formés par 4 sphères). Certains auteurs (2 ) attribuent au
méni sque une forme comp lexe détermi née par les l imites du pore, les
pores voisins intervenant quelquefois.
La courbure exacte du ménisque est décrite par une équation diffé
rentielle non linéaire du second ordre Cll ), que lion ne peut résoudre que
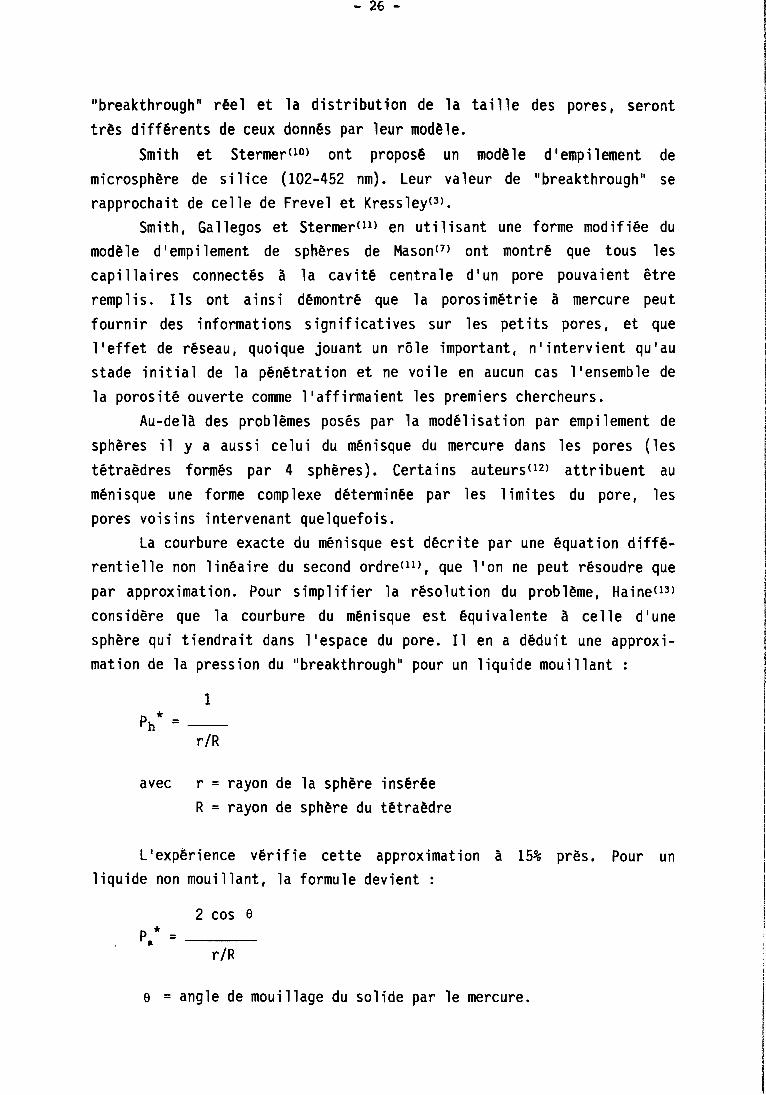
par approximation. Pour simplifier la résolution du problème, Haine (3 )
considère que la courbure du ménisque est équivalente à celle d'une
sphère qui tiendrait dans l'espace du pore. Il en a déduit une approxi
mation de la pression du "breakthrough" pour un liquide mouillant:
1
r/R
avec r = rayon de la sphère insérée
R = rayon de sphère du tétraèdre
L'expérience vérifie cette approximation à 15% près. Pour unliquide non mouillant, la formule devient:
2 cos aP * =a ----
r/R
a = angle de mouillage du solide par le mercure.
- 27 -
Smith, Gallegos et Stermer(ll) tenant compte de cette approximationet insistant sur le fait que la cavité du pore nlest pas entièrementremplie à la pression du "breakthrough" (il faut donc une pressionsupérieure pour remplir les 3 autres capillaires du tétraèdre)démontrent que le rayon de la sphère équivalente insérée diminuerajusqu'à atteindre zéro quand la pression appliquée augmenterasuffisamment. Ils soulignent que la répétition de cette expérience peutpermettre d'établir la relation entre le volume de mercure et le rayondécroissant de la sphère équivalente insérée.
II - APPLICATIONS DE LA POROSIMÉTRIE A MERCURE
Malgré les difficultés de l'interprétation phénoménologique de lapénétration du mercure dans un matériau poreux, il est possible, à
partir du volume de mercure pénétré en fonction de la pression, deconnaître :
- rayon des pores (A)
- volume cumulé (mm3/g)- volume cumulé (%)- masse volumique apparente (g/cm3 )
- porosité ouverte (%)- surface spécifique des pores (mm2/g)- rayon des particules ( ~m)
Il est aussi possible de connaître, à partir du volume de mercureexpulsé en pression décroissante, la forme et la structure des poresd'un matériau solide ou pulvérulent.
Certains auteurs(9,14) ont défini la forme des pores à partir decelle de l'hystérésis enregistré lorsque la pression appliquée sur lemercure est relachée progressivement. Ils en dénombrent 3 modèlesprincipaux : cylindrique, bouteille d'encre et conique ; le premierétant considéré comme le modèle caractéristique des matériaux pulvérulents. Il correspond au cas dit d'hystérésis nul. Ils considèrent quele mercure est entièrement expulsé du matériau lorsque la pression estramenée à zéro. Le raisonnement est identique pour le ~odèle conique.
- 28 -
Le fa it que ce comportement nia it pas très souvent été observéindique l'existence de pores constitués de petits capillaires connectésà une cavité centrale: clest le modèle bouteille d'encre.
Divers auteurs ont essayé d'expliquer le phénomène del'hystérésis. Ainsi Ternan et Mysak(l4l travaillant avec des oxydes decobalt et de molybdène ont montré que l'hystérésis serait lié a unevariation du diamètre des pores lorsque le mercure y pénètre souspression. Ils font ainsi appel à la compressibilité du matériau.
Ainsi le mercure pénètre difficilement dans le matériau mais il enressort plus facilement à cause de l'élargissement du diamètre despores.
D'autres explications ont été proposées:Dettre et Johnson(l5l ont montré que l'angle de contact du mercure
au cours de la pénétration est plus élevé que l'angle de contact aucours de la diminution de pression de mercure.
J. Turkevitch et J. Hillier(l6l d'une part et M.F.L. Johnsond'autre part(l7) ont expliqué l'hystérésis par l'existence de pores enforme de bouteille d'encre. L'expulsion de mercure se fait dans ce casde façon inhomogène.
Smithwick et Ful1er(l8l ont montré que la température del'échantillon et du mercure environnant augmente lorsque ce dernier estforcé dans le matériau.
Tout liquide ayant un angle de contact avec un solide supérieur à
90° mouillera très difficilement le solide(l9l, c'est le cas du mercure.Ce qui implique que le mercure ne pénétrera dans les capillaires ques'il y est forcé. La pénétration sera donc fonction de la pressionappliquée et de la dimension des capillaires (ouverture des pores).
Prenons comme hypothèse celle d'un pore sphérique de rayon r.A l'équilibre, donc pour une dimension donnée de pores atteinte à
une pression P, on a la relation de Washburn(20l :
2 TI r cr cos e = TI r2 P (1)
P r = -2 cr cos e (2)
-2 cr cos ed'où r = (3)
P
1
1
111
i1
1
1j
11
- 29 -
où e est l'angle de mouillage du solide par le mercure ( e = 130°pour la plupart des poudres, 141,5 pour les solides, et cr est la tensionde surface du mercure ( cr = 474 dynes/cm2 à 25°C).
L'équation (2) montre qu'aucun pore ne sera pénétré par le mercureà une pression égale à zéro.
Cette équation, quoique généralement utilisée, ne représente pasexactement la réalité, surtout dans le cas de matériaux comprimés oufrittés(2l). Cette observation est confirmée par Ksenztvek(22) lapénétration du mercure dans un solide, à pores interconnectés, de rayonsdifférents, n'est pas uniforme. Les petits pores à la surface bloquentla pénétration du liquide dans les gros pores. Ce n'est pas le cas dansun empilement de sphères. Par conséquent la répartition de la taille despores donnée par la porosimétrie nlest qu'approchée. D'autres formulesn'ont pas été proposées.
Carli et Colombo(23) ont montré qu'il est possible de déterminer lecoefficient de compressibilité volumique d'un matériau dense à partirdes données de la porosimétrie à mercure :
1 6 V
B = - (--)TV 6P
avec V = volume du solide, Vf = volume final du solide à lapression finale appliquée, P = pression, Pf = pression finale appliquéesur le mercure, T = température de travail, par intégration on obtient:
dV
V= - B d P ==>
dV
V= - B
V===> Ln = - B P
Vo
Vo = volume initial du solide et V le volume à la pression P.
- 30 -
Nous pensons que B englobe la compressibilité du matériau maisaussi celle du mercure.
III - COMPARAISON DE LA POROSIMÉTRIE A MERCURE AVEC D'AUTRESTECHNIQUES
Le nombre d'utilisateurs de la porosimétrie à mercure augmentant,il s'est avéré nécessaire d'en confirmer la fiabilité des résultats.Ainsi, Nayland(24) a montré que la porosimétrie à mercure permet de détecter les particules micrométriques, ainsi que les submicrométriques ;la taille des particules qu'elle donne est supérieure à celle donnée parles tamis de mailles circulaires.
D'autres auteurs(21,25,26) ont confirmé ces résultats et ont montrépar comparaison avec d'autres méthodes (la microscopie, la sédimentation ... ) qu'il y a un accord indéniable entre la porosimétrie et lesautres techniques surtout pour la distribution de la taille desparticules. Ils soulignent aussi que cet accord est plus marqué quand ladispersion de la taille des particules est peu importante.
Car li et Motta (26) ont montré que l' intrus ion de mercure provoquela désintégration des agglomérats dans la poudre. D'où l'importanced'une deuxième intrusion pour avoir des informations plus intéressantessur la taille des particules.
Le volume poreux d'un matériau obtenu par densimétrie (mercurehélium) s'est avéré identique à celui obtenu par la porosimétrie à
mercure(27) .
IV - POROSITÉ ET COMPACTION
Les qualités d'un produit mis en forme par compaction ne dépendentpas seulement de la technique de compaction mais aussi de la forme desparticules constituant la poudre de départ, de leur répartitiongranulométrique, de la nature des liaisons interparticulaires, donc del'agglomération, des caractéristiques mécaniques du matériau, etc ...
Ai ns i, Krycer, Pope et Hersey(28), avec des produ its pharmaceutiques organiques ont montré que lorsque la porosité intragranulaire etla friabilité d'une poudre augmentent, les comprimés obtenus parcompaction sont plus durs. Quoiqu'il n'y ait pas de relation entre la
- 31 -
porosité et la friabilité, ils ont constaté qu'en l'absence de liant,une augmentation de la porosité intragranulaire est suivie par uneaugmentation de la friabilité de la poudre. De nombreux mécanismes ontété proposés pour expliquer ce phénomène:
Les frottements entre particules aux points de contactaugmentent la porosité et la friabilité(29).
- Le frottement de plusieursplastique aux points de contact,interfaciale plus forte(JO-J2).
solides provoque une déformationce qu i provoque une adhés ion
Il peut résulter des frottements interparticu1aires, uneélévation considérable de la température de surface, même dans desconditions de faible charge et de vitesse lente. Il en résulte des"po ints chauds Il qui peuvent provoquer une soudure(JJ-J5).
- L'augmentation de la surface spécifique qui suit l'augmentationde la porosité intra-granu1aire serait due aux petites particules intragranulaires et aux petites aspérités qui se trouvent à la surface desgrosses particules qui migrent dans un processus appelé "microsquashing" ou "micro-entassement". Elles agissent alors connue des agentsde cimentation(29,J6) qui utilisent l'énergie mise en jeu pour créer desliaisons plus fortes.
Globalement ces 4 mécanismes interviennent probablement dans lesfrottements interparticu1aires de façon simultanée.
Il y a probablement une limite à cette augmentation de la duretédes comprimés quand la porosité augmente, car la déformation plastiqueaugmente avec l'augmentation de la surface spécifique(28).
D'autre part Kuno et Tsuchiya(J7) ont montré que l'augmentation duvolume de petits pores au cours de la compaction provoque l'ob1itérationd'un plus grand nombre de gros pores par rapport aux pet its. Donc unmatériau bien densifié par compact ion renfermera plus de petits poresqu'un autre moins bien comprimé.
J. Zhao et Harmer(J8) ont aussi montré que la distribution de poresdans un matériau a une influence considérable sur la microstructure etla cinétique du frittage. En effet, la diminution de la dispersion de la
- 32 -
taille des pores dans un comprimê freine le grossissement des grains etaugmente indirectement le taux de densification pendant le traitementthermique.
En conclusion, les petits pores d'un matêriau bien comprimê vontfavoriser la densification pendant le traitement thermique.
CHAPITRE II
RÉSULTATS EXPÉRIMENTAUX
1 - INTRODUCTION
La répartition et la taille des pores de nos échantillons (poudreset comprimés) ont été mesurées par porosimétrie sur une masse de poudrede 0,2 gramme.
Avec cette technique on détermine la dimension et le nombre depores du matériau en mesurant le volume de mercure contraint à pénétrerà l'intérieur des pores sous llaction de pressions croissantes.
A part i r du vo lume de mercure expu l sé sous 11 act i on de press ionsdécroissantes on peut connaître la forme des pores. En effet, lesdiverses formes d'hystérésis enregistrées au cours de la diminutiontotale de la pression, permettent de préjuger de la forme des pores dumatériau: t1 modèle cylindrique" dans le cas d'hystérésis nul, "modèlebouteille d'encre tl pour un fort hystérésis qui traduit un diamètred'ouverture des pores inférieur au diamètre intérieur.
L'échantillon est introduit dans une cellule qui sera remplie sousvide par du mercure. Cette cellule sera ensuite placée dans undilatomètre plein d'huile. L'augmentation de la pression interne jusqu'à200 MPa permettra la pénétration du mercure dans l'échantillon.
granulaire), lay a continuité desmode bien distinct
- 34 -
II - POROSIMÉTRIE DES POUDRES
1. Phase de réarrangement
a) Réarrangement
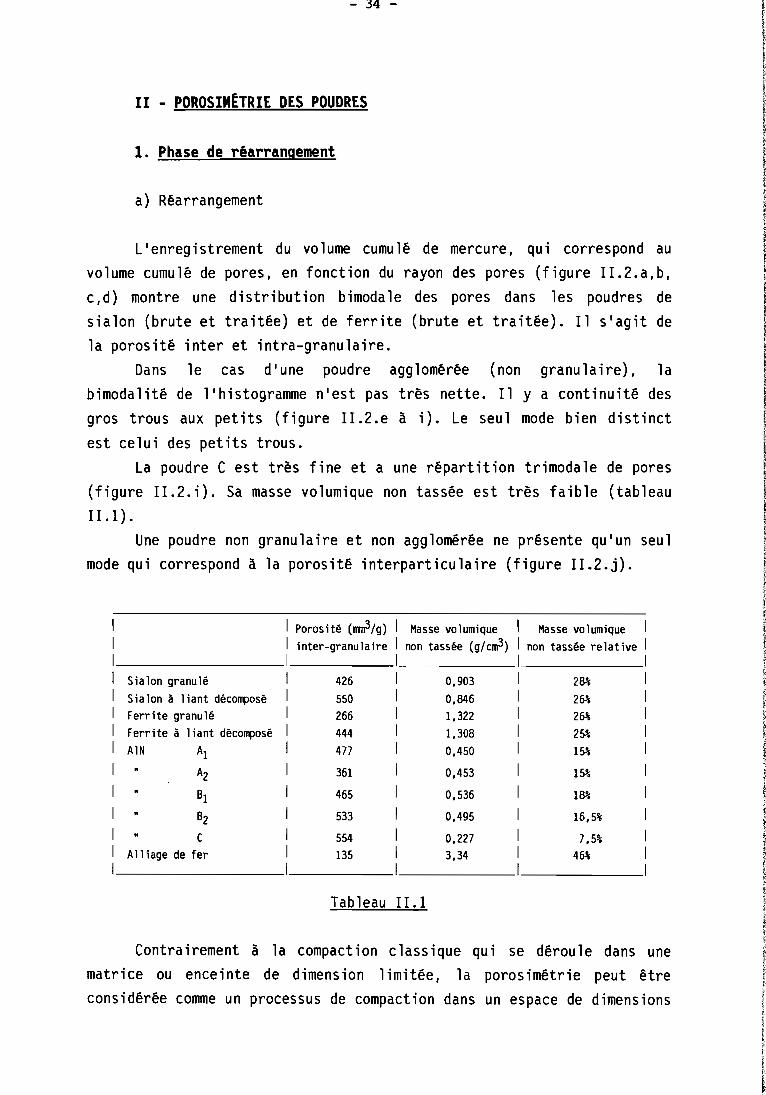
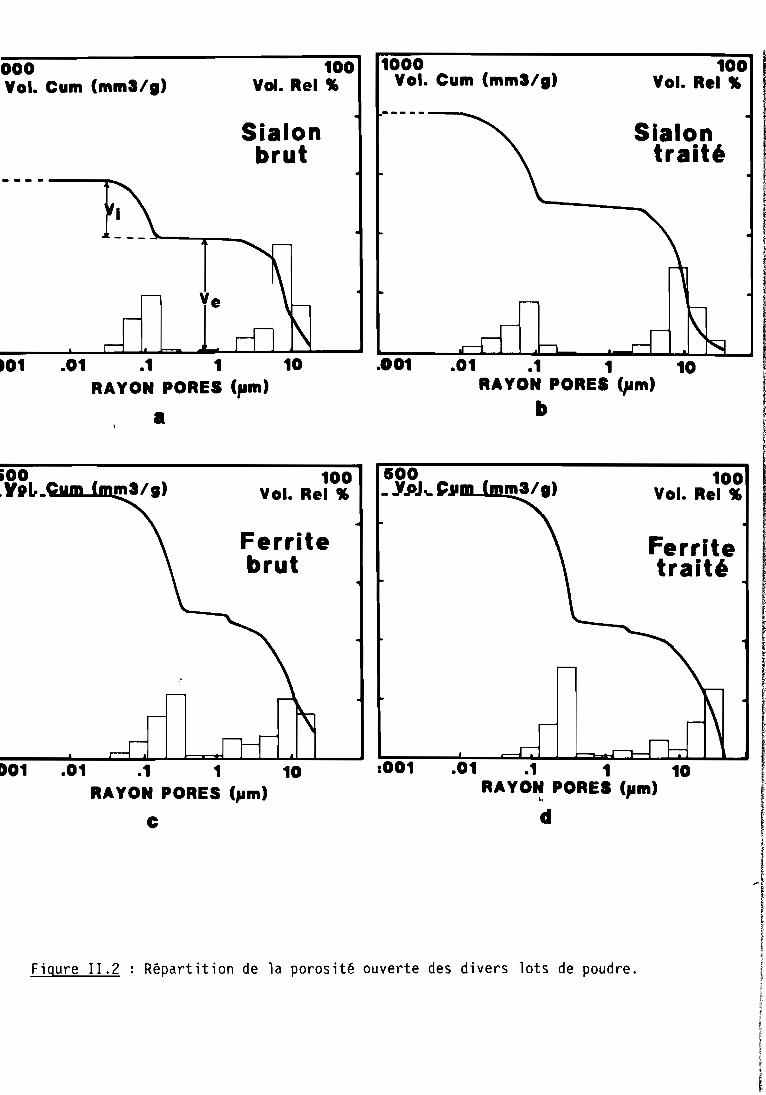
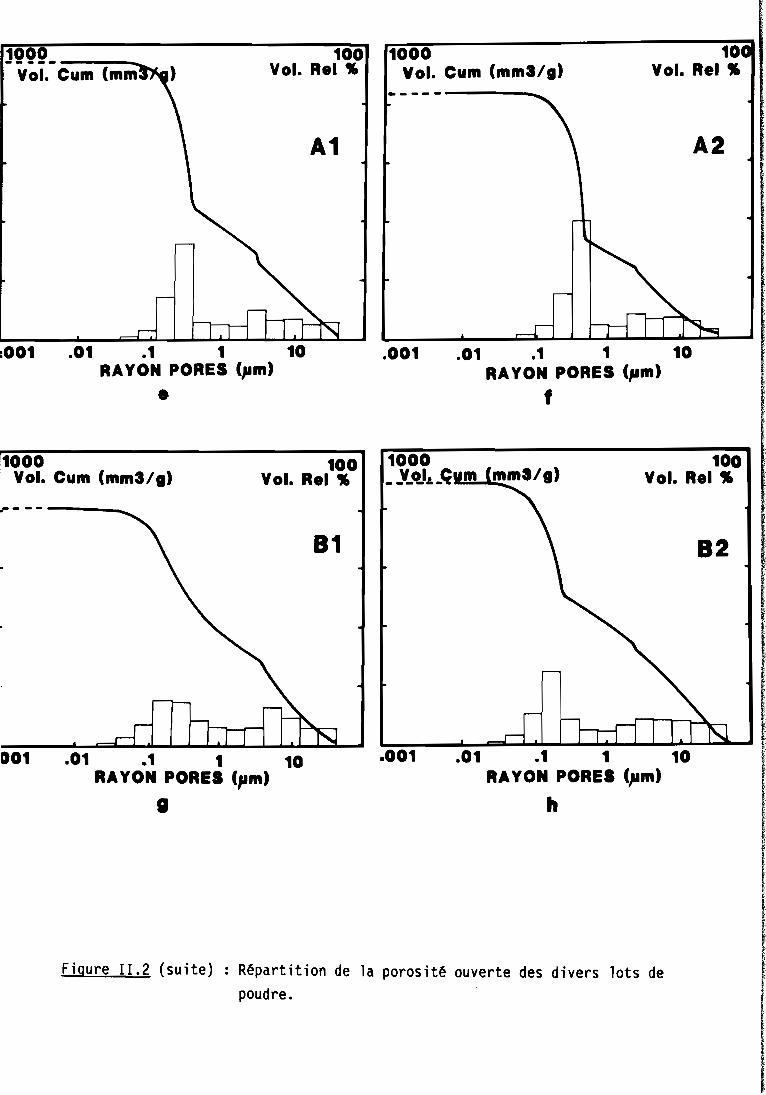
L'enregistrement du volume cumulé de mercure, qui correspond auvolume cumulé de pores, en fonction du rayon des pores (figure II.2.a,b,c,d) montre une distribution bimodale des pores dans les poudres desialon (brute et traitée) et de ferrite (brute et traitée). Il s'agit dela porosité inter et intra-granulaire.
Dans le cas d'une poudre agglomérée (nonbimodalité de l'histogramme n'est pas très nette. Ilgros trous aux petits (figure 11.2.e à i). Le seulest celui des petits trous.
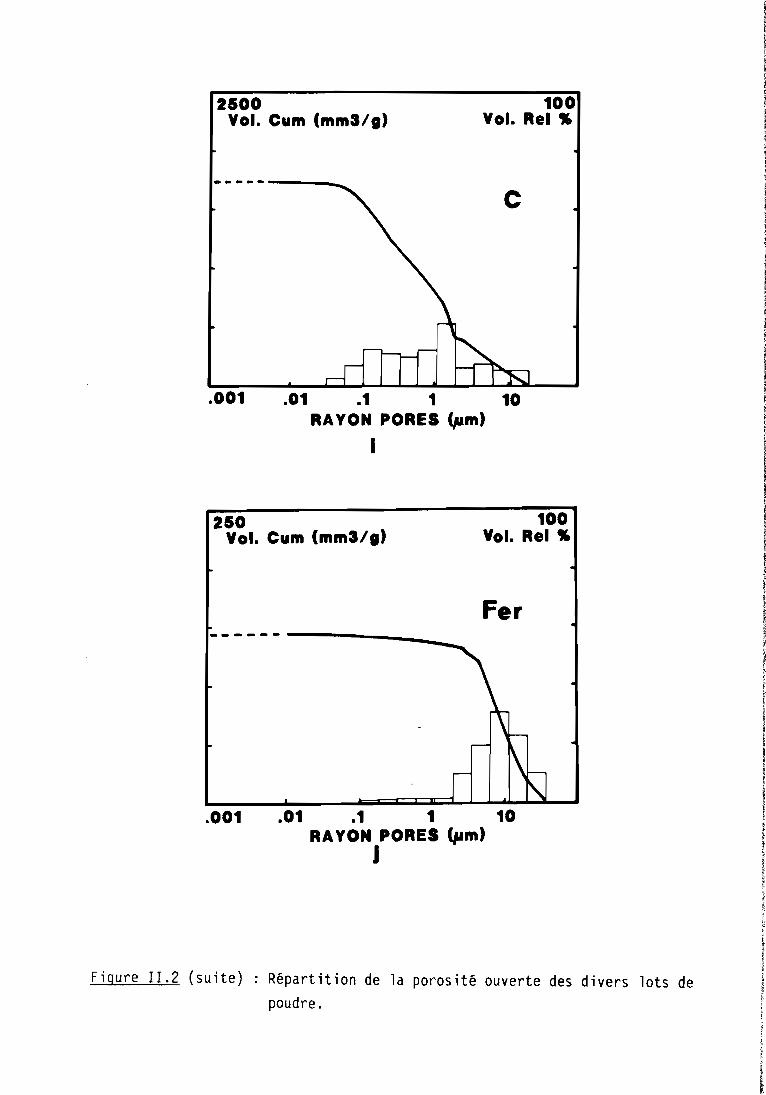
La poudre C est très fine et a une répartition trimodale de pores(figure II.2.i). Sa masse volumique non tassée est très faible (tableau11.1).
Une poudre non granulaire et non agglomérée ne présente qu'un seulmode qui correspond à la porosité interparticulaire (figure II.2.j).
Porosité (rrm3/g)inter-granulaire
Hasse volumiquenon tassée (g/cm3)
Hasse volumiquenon tassée relative
Sialon granulé 426 0,903 28%Sialon à liant décomposé 550 0,846 26%Ferrite granulé 266 1,322 26%Ferrite à liant décomposé 444 1,308 25%AIN Al 477 0,450 15%
A2 361 0,453 15%
BI 465 0,536 18%
B2 533 0,495 16,5%
C 554 0,227 7,5%Alliage de fer 135 3,34 46%
Tableau 11.1
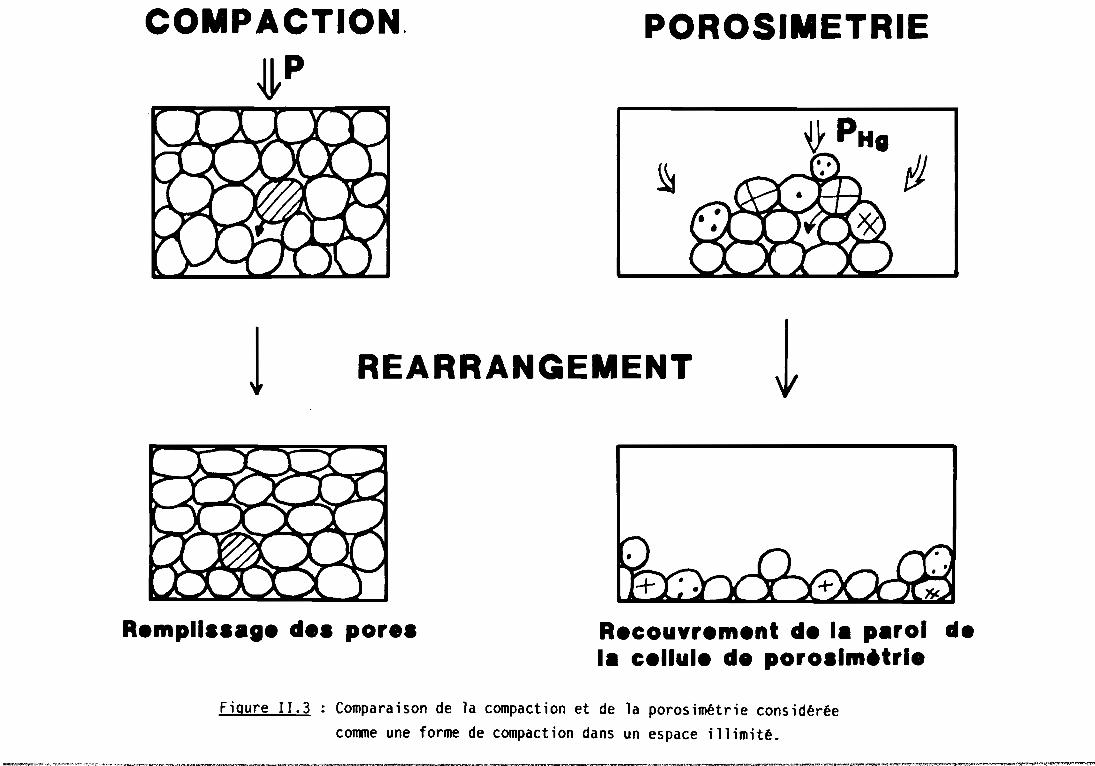
Contrairement à la compaction classique qui se déroule dans unematrice ou enceinte de dimension limitée, la porosimétrie peut êtreconsidérée comme un processus de compact ion dans un espace de dimensions
100Vol. Rel ..
Sialontraité
.01 .1 1 10RA YON PORES (}lm)
b
.001
100 1000Vol. Rel" Vol. Cum (mm3/1)
-------Sialonbrut
Ve
.01 .1 1 10RAYON PORES (,.m)
•
-------...
000Vol. Cum (mm3/1)
.01
100Vol. Rel ~
Ferritetraité
.01 .1 1 10RAYON PORES (pm)
"d
.001
100 &00Vol. Rel ~ - Y.PJ.. ~JlIIL..I~~'
Ferritebrut
1)01 .01 .1 1 10RAYON PORES (,.m)
C
Figure II.2 Répartition de la porosité ouverte des divers lots de poudre.
10Vol. Rel 4Jt
A2
.01 .1 1 10RA YON PORES (pm)
t
.001
A1
---------.100 1000
Vol. Rel" Vol. Cum (mm3/1)
.01 .1 1 10RAYON PORES (pm)
•
1999 _Vol. Cum (mm
:001
82
100Vol. Rel 4Jt
.01 .1 1 10RAYON PORES (}lm)
h
.001
81
.01 .1 1 10RAYON PORES (,.m)
SI
10001 Vol. Cum (mm3/g)
1»01
.--------
Figure II.2 (suite) : Répartition de la porosité ouverte des divers lots depoudre.
2500Vol. Cum (mm3/.)
---------.
100Vol. Rel"
.001 .01 .1 1 10RA YON PORES (pm)
1
250Vol. Cum (mm3/1)
--------------~
100Vol. Rel"
Fer
.001 .01 .1 1 10RA YON PORES (pm)
J
Figure II.2 (suite) Répartition de la porosité ouverte des divers lots depoudre.
- 38 -
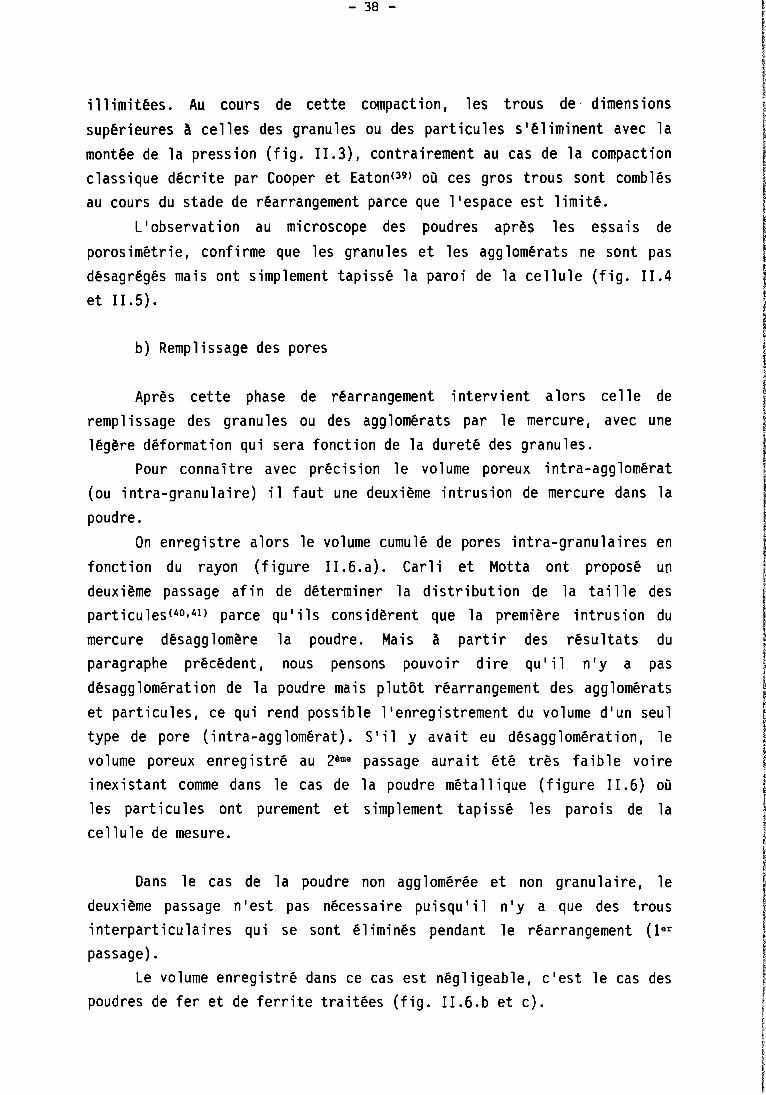
illimitées. Au cours de cette compaction, les trous de dimensionssupérieures a celles des granules ou des particules s l é1iminent avec lamontée de la pression (fig. II.3), contrairement au cas de la compactionclassique dêcrite par Cooper et Eaton(39l où ces gros trous sont comb1êsau cours du stade de rêarrangement parce que l'espace est 1imitê.
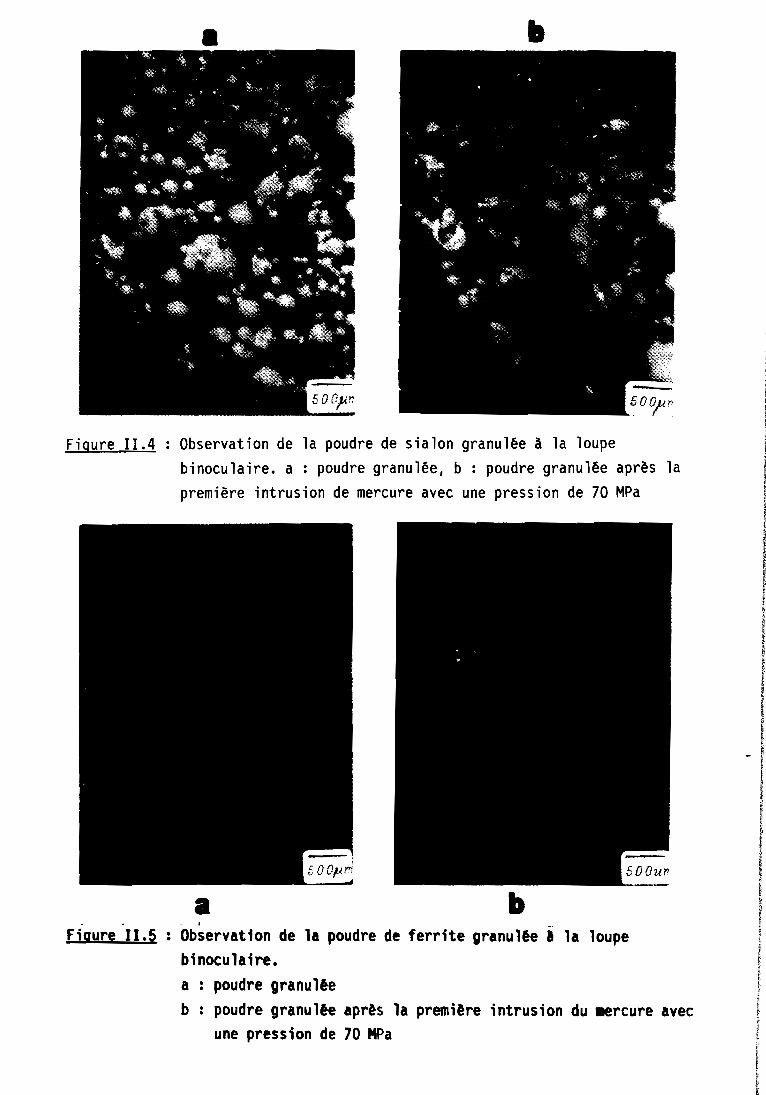
L'observation au microscope des poudres après les essais deporosimêtrie, confirme que les granules et les agg10mêrats ne sont pasdêsagrêgês mais ont simplement tapissê la paroi de la cellule (fig. II.4
et 1I. 5) .
b) Remplissage des pores
Après cette phase de rêarrangement intervient alors celle deremplissage des granules ou des agg10mêrats par le mercure, avec une1êgère dêformation qui sera fonction de la duretê des granules.
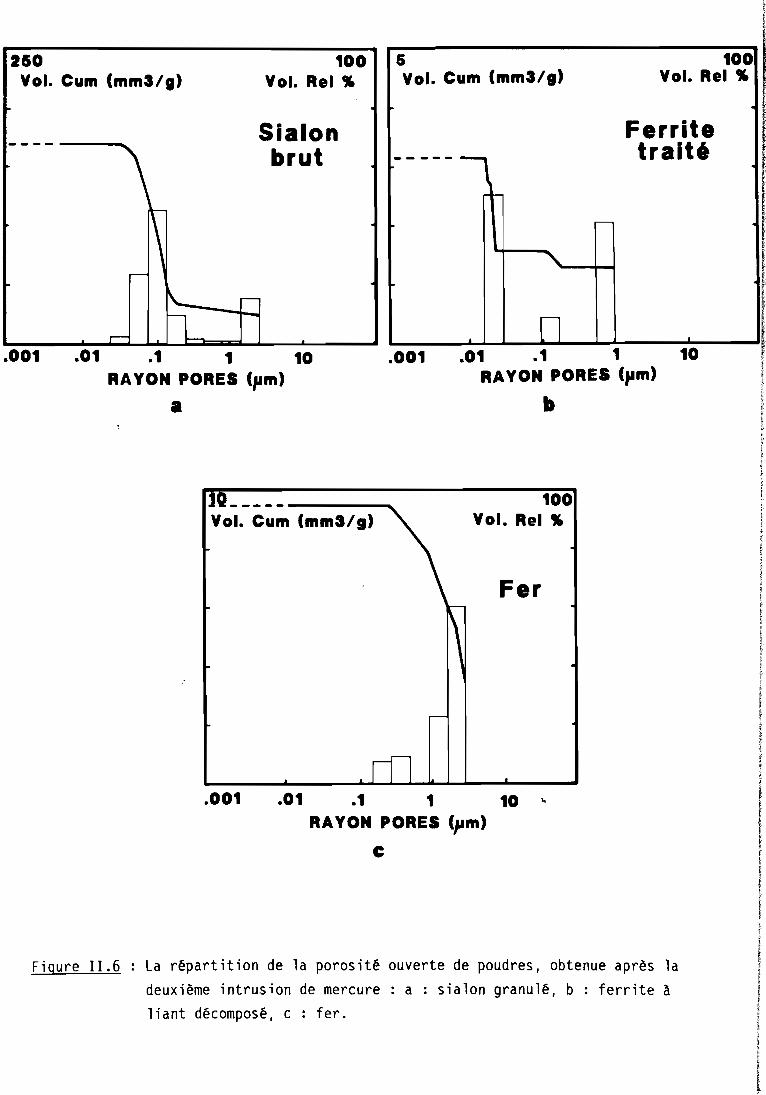
Pour connaître avec précision le volume poreux intra-agglomêrat(ou intra-granu1aire) il faut une deuxième intrusion de mercure dans lapoudre.
On enregistre alors le volume cumu1ê de pores intra-granu1aires enfonction du rayon (figure II.6.a). Car1i et Motta ont proposê undeuxième passage afin de dêterminer la distribution de la taille desparticu1es(40,41l parce qu'ils considèrent que la première intrusion dumercure dêsagg10mère la poudre. Mais ~ partir des rêsu1tats duparagraphe prêcêdent, nous pensons pouvoir dire qu'il n'y a pasdésagg1omêration de la poudre mais plutôt réarrangement des agg10mêratset particules, ce qui rend possible l'enregistrement du volume d'un seultype de pore (intra-agglomêrat). S'il y avait eu dêsagg1omêration, levolume poreux enregistrê au 2ème passage aurait étê très faible voireinexistant comme dans le cas de la poudre mêtallique (figure 11.6) oùles particules ont purement et simplement tapissê les parois de lacellule de mesure.
Dans le cas de la poudre non agg10mêrêe et non granulaire, ledeuxième passage n'est pas nêcessaire puisqu'il n'y a que des trousinterparticu1aires qui se sont ê1iminês pendant le rêarrangement (ler
passage).Le volume enregistrê dans ce cas est nêgligeab1e, c'est le cas des
poudres de fer et de ferrite traitêes (fig. II.6.b et c).
1
COMPACTION.{l,p
POROSIMETRIE
~ f)
l REARRANGEMENT t
Rempll•••le d•• por•• Recouvrement de 1. p.rol de1. cellule de poro.lm'trl.
Figure II.3 : Comparaison de la compaction et de la porosimétrie considéréecomme une forme de compaction dans un espace illimité.
_·_"".a"·,'·""·f",."'.'m.'"':'"~'''';:·'·",,,c,''''''"'''''''·'''""'"""";""'_~_,"='"_~~"~',_",._~~,,~_.__,_~"~~,~.,"_'_~~~~"..__ .._ .•._~~_~..~.•_.~.~"~. _........_""'_. ,_," .. ""__.. ............;"":,";..~~._._"',.!."." " .""'_,,_..., "'''''''''''''',''',_,,·_,.,.,,.,,',.,''''_'''''._'''~,,~''''_,..,~;t..:t!"tt"',:,.""""~.~,_,"''';'1<'1~~''!!:'".,...,...._'~.
•
Figure II.4 Observation de la poudre de sialon granulée A la loupebinoculaire. a ; poudre granulée, b ; poudre granulée après lapremière intrusion de mercure avec une pression de 70 MPa
a bFigure II.5
- 1
: Observation de la poudre de ferrite granulêe i la loupebinoculaire.a poudre granulêeb : poudre granulêe aprês la premiêre intrusion du .ercure avec
une pression de 70 MPa
.01 .1 1 10RA YON PORES (pm)
a
5 100Vol. Cum (mm3/g) Vol. Rel tJrt
t
Ferrite-----, traité!
~!
~
n
250Vol. Cum (mm3/g)
-------
.001
100Vol. Rel tJrt
Sialonbrut
.001 .01 .1 1 10RAYON PORES (pm)
b
----------Vol. Cum (mm3/g)
100V01. Rel tJrt
Fer
.001 .01 .1 1 10-,RAYON PORES (pm)
C
Figure II.6 La répartition de la porosité ouverte de poudres, obtenue après ladeuxième intrusion de mercure: a : sialon granulé, b : ferrite à
liant décomposé, c : fer.
- 42 -
Le volume de mercure issu de ce deuxième passage est déterminant.Il est caractéristique de la poudre et de son comportement au cours dela compaction classique.
Nous venons de mettre en év idence, d'une part qu 1 il est poss iblede se prononcer sur la morphologie des poudres à partir de leurs donnéesde porosimétrie, d'autre part que la porosité intra-granulaire (ouintra-agglomérat) est une caractéristique de la poudre qui influencerason comportement à la compact ion.
2. Le coefficient d'agglomération d'une poudre
Etant donné que la 2ème intrusion de mercure permet de distinguerune poudre agglomérée d'une poudre non agglomérée, nous avons mis enévidence, à partir de données de porosimétrie, un coefficient d'agglomération caractéristique de chaque poudre.
La première intrusion de mercure dans une poudre donne un volumecumulé des pores qui intègre les pores interparticulaires, interagglomérats et intra-agglomérats. Ce volume est noté V.
La 2è- intrusion donne un volume poreux correspondant uniquement à
la porosité intra-agglomérat. Il est noté Vi'Au cours de la première intrusion les liaisons faibles entre
particules se rompent, les agglomérats et les particules se réarrangentet tapissent la paroi de la cellule. Toute la porosité "inter" est alorssupposée éliminée avec la montée en pression. Il ne reste plus alors quela porosité intra-agglomérats.
Le rapport A de la porosité intra-agglomérat sur la porositétotale de la poudre, correspond au coefficient d'agglomération de cettepoudre.
A= __
V
A est une valeur comprise entre zéro et un.C'est un coefficient relatif à une poudre. Il faut donc le
distinguer des valeurs données par les formules de résistance d'unagglomérat, telle que celle de Rumpf(42l.
- 43 -
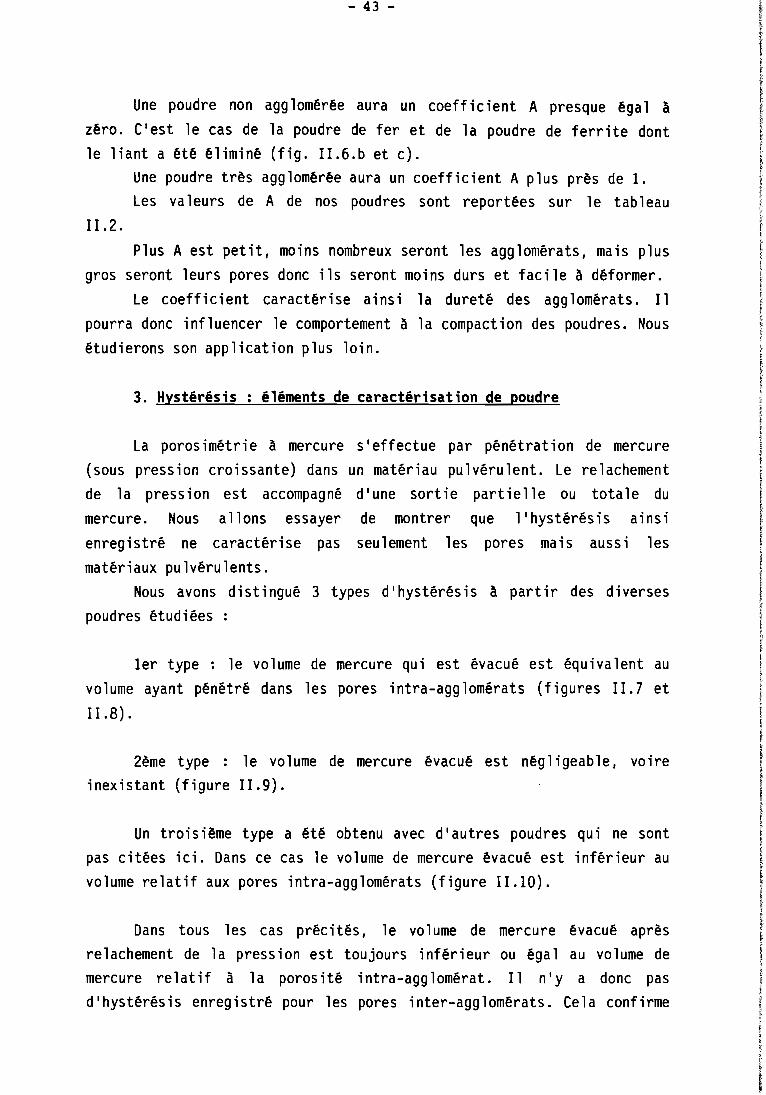
Une poudre non agglomérée aura un coefficient A presque égal à
zéro. Clest le cas de la poudre de fer et de la poudre de ferrite dontle liant a été éliminé (fig. II.6.b et c).
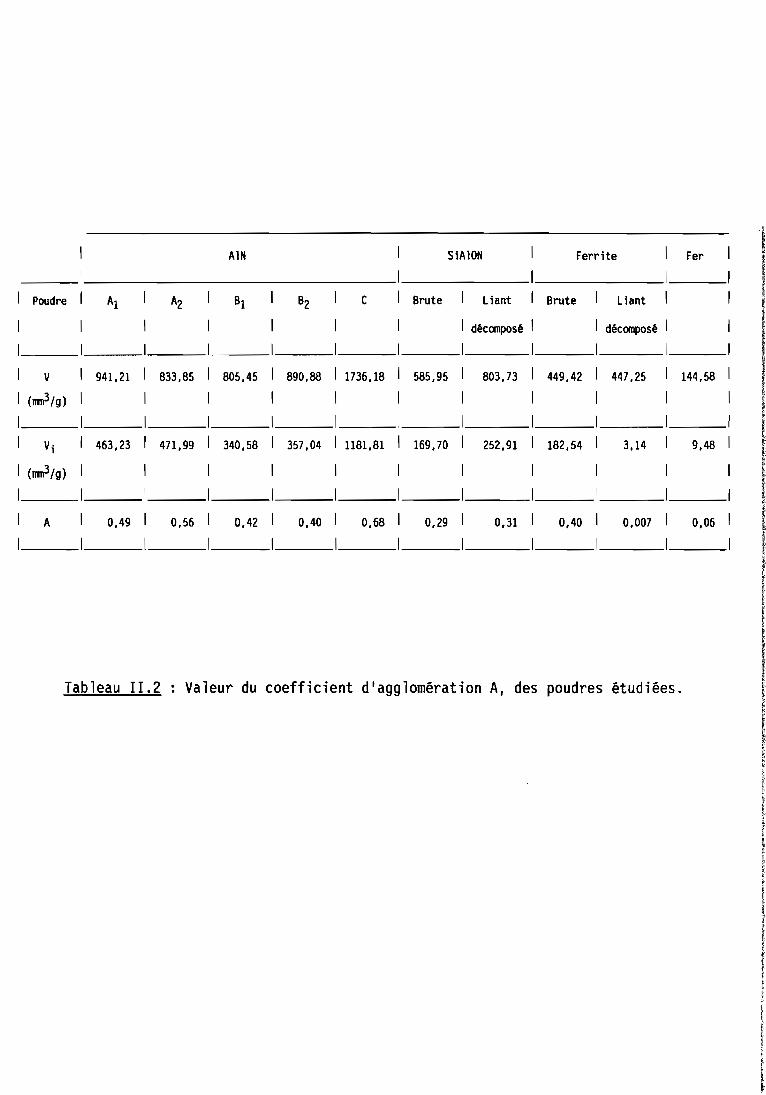
Une poudre très agglomérée aura un coefficient A plus près de 1.Les va leurs de A de nos poudres sont reportées sur le tab leau
1I. 2.
Plus A est petit, moins nombreux seront les agglomérats, mais plusgros seront leurs pores donc ils seront moins durs et facile à déformer.
Le coefficient caractérise ainsi la dureté des agglomérats. Ilpourra donc influencer le comportement à la compaction des poudres. Nousétudierons son application plus loin.
3. Hystérésis : éléments de caractérisation de poudre
La poros imétri e à mercure Si effectue par pénétration de mercure(sous pression croissante) dans un matériau pulvérulent. Le relachementde la pression est accompagné d'une sortie partielle ou totale dumercure. Nous a11 ons essayer de montrer que 11 hystérés isai ns i
enregistré ne caractérise pas seulement les pores mais aussi lesmatériaux pulvérulents.
Nous avons distingué 3 types d'hystérésis à partir des diversespoudres étudiées
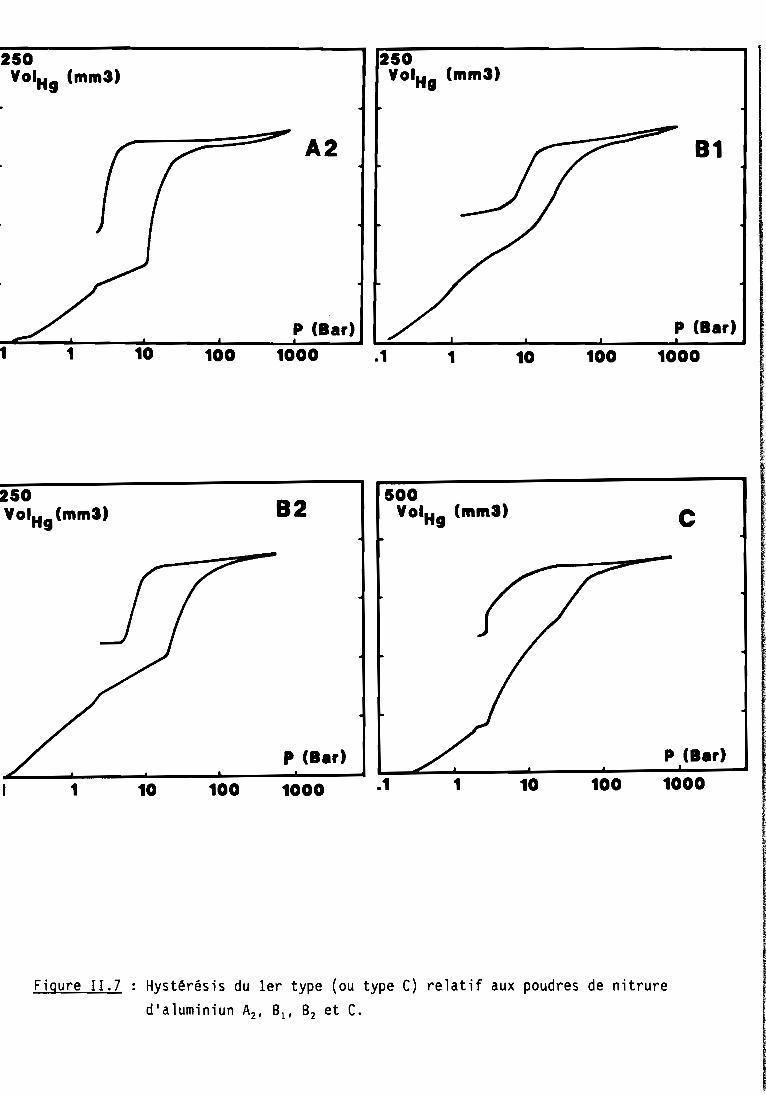
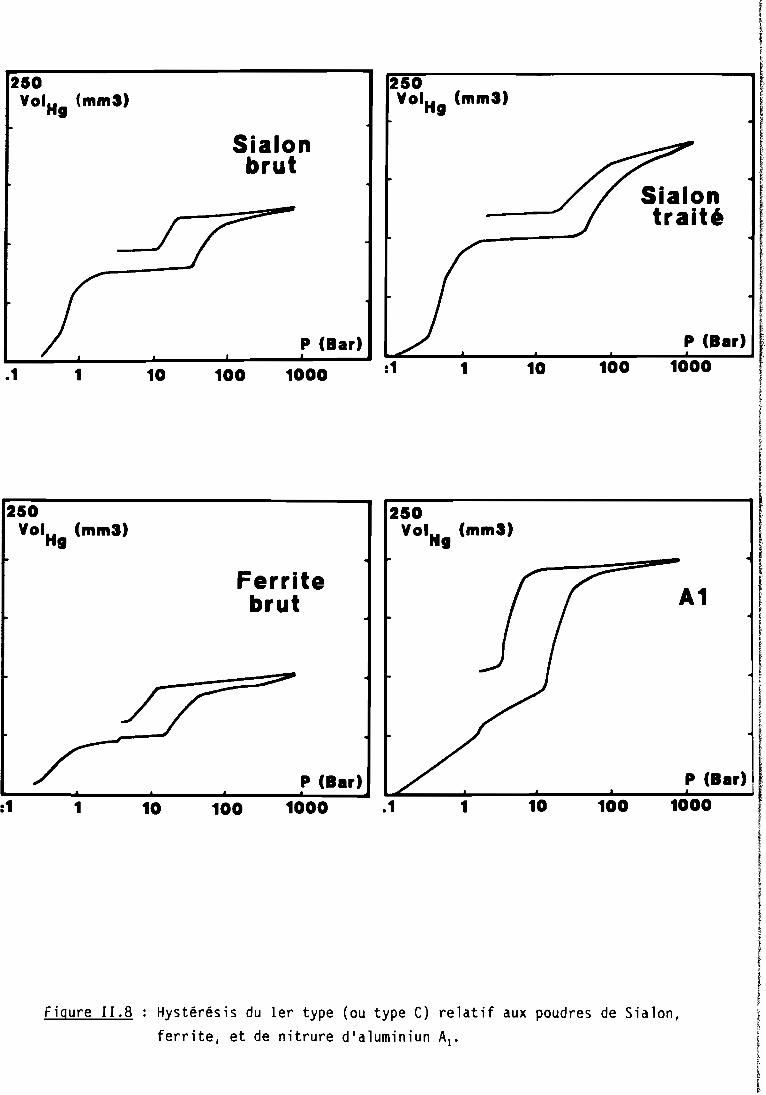
1er type: le volume de mercure qui est évacué est équivalent auvolume ayant pénétré dans les pores intra-agglomérats (figures II.7 et
11.8).
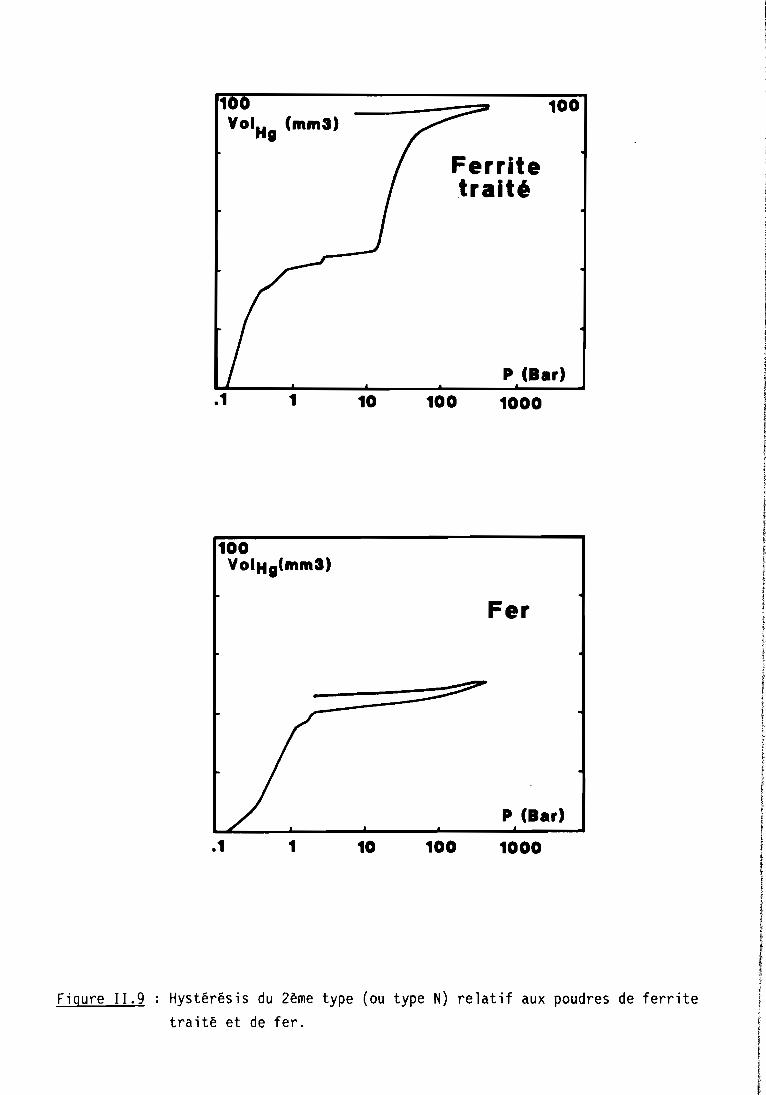
2ème type: le volume de mercure évacué est négligeable, voireinexistant (figure II.9).
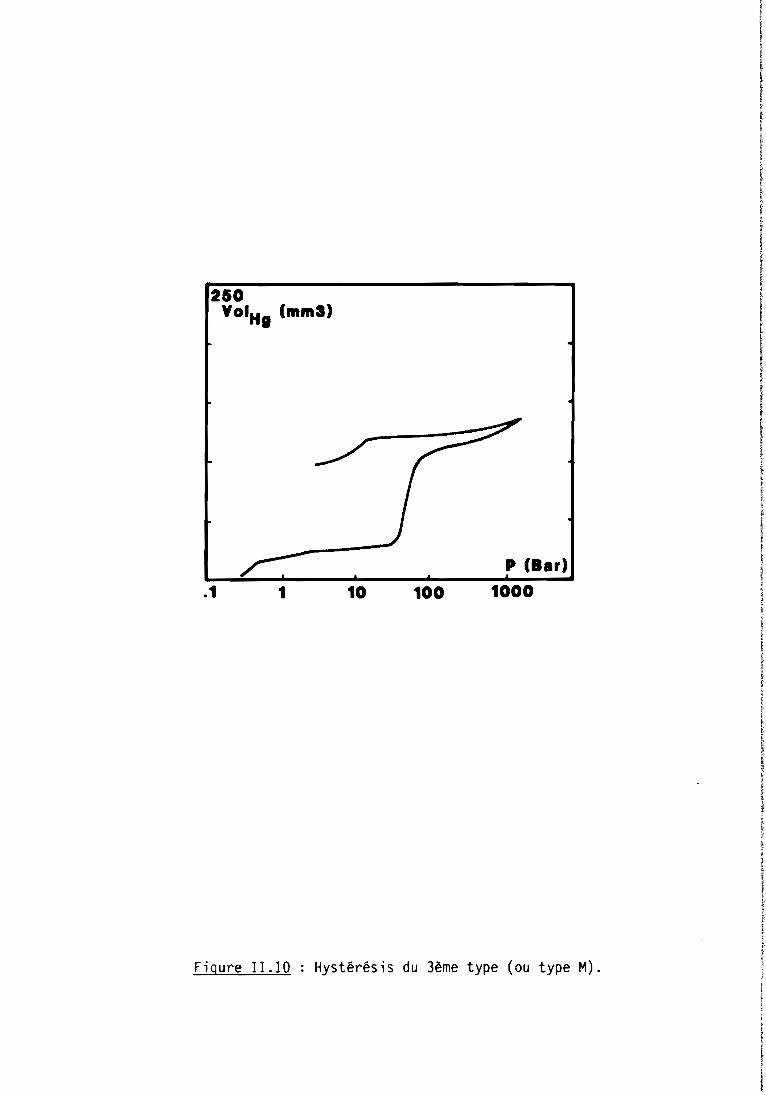
Un troisième type a été obtenu avec d'autres poudres qui ne sontpas citées ici. Dans ce cas le volume de mercure évacué est inférieur auvolume relatif aux pores intra-agglomérats (figure II.10).
Dans tous les cas précités, le volume de mercure évacué aprèsrelachement de la pression est toujours inférieur ou égal au volume demercure relatif à la porosité intra-agglomérat. Il n1y a donc pasd'hystérésis enregistré pour les pores inter-agglomérats. Cela confirme
A1N SiA10N Ferrite Fer
Poudre Al A2 B1 B2 C Brute liant Brute liant
1 décomposé 1 1 décomposé 1
1 1 1
V 941. 21 833,85 805,45 890,88 1 1736,18 585,95 1 803,73 449,42 1 447,25 1 144,58
1 (mn3/g) 1 1 1 1
1 1 1 1 1
1 Vi 463.23 471.99 340,58 357,04 1 1181,81 169.70 1 252.91 182,54 1 3,14 1 9.48
1 (mn3/g) 1 1 1
1 1 1 1
1 A 0,49 0.56 0,42 0.40 0,68 0.29 1 0.31 0,40 1 0,007 1 0,06
1 1 1 1
Tableau II.2 Valeur du coefficient d'agglomération A, des poudres étudiées.
250YolHg (mm3)
250YolHg (mm3)
1 100
A2
P (Iar)
1000 .1 1 10 100
81
P (Iar)
1000
250YOIHg (mm3) 82
500YolHg (mm3) c
1 10 100
P (Iar)
1000 .1
P (Iar)
1000
Figure II.7 Hystérésis du 1er type (ou type C) relatif aux poudres de nitrured'aluminiun A21 811 82 et C.
250Vol
Hg(mm3)
250YOI
Hg(mm3)
P (8ar)
1000
Sialontraité
100101:1
P (Bar)
1000
Sialonbrut
100101.1
250Yol
Hg(mm3)
250Yol
Ng(mm3)
Figure II.8 Hystérésis du 1er type (ou type C) relatif aux poudres de Sialon,ferrite, et de nitrure d'aluminiun Al.
!1!
!1t~,
ifr[
A1
1000100101
P (Bar)
1000 .1
Ferritebrut
100101:1
Ferritetraité
1VOI
Hg(mm3)
1
100VoIHg(mm3)
10 100
100
P (Bar)
1000
Fer
.1 1 10 100
P (Bar)
1000
Figure II.9 Hystérésis du 2ème type (ou type N) relatif aux poudres de ferritetraité et de fer.
250YoIH• (mm3)
.1 1 10 100
P (Bar)
1000
Figure II.10 Hystérésis du 3ème type (ou type M).
- 49 -
notre hypothèse d'une phase de rêarrangement (chapitre 2 ; 11.2) aucours de laquelle les agglomêrats se rêarrangent en tapissant les paroisde la cellule de porosimêtrie, êliminant ainsi tous (ou presque) lespores entre les agglomêrats ou les granules.
En comparant les hystêrêsis enregistrês avec les rêsultats dutableau II.2, nous constatons que:
* toutes les poudres qui ont un coefficient d1agglomêrationsupêrieur à zêro ont un hystêrêsis de type 1. Ce sont des poudres dontles agglomêrats (ou granules) sont constituês essentiellement de poresde modèle cylindrique. Tout le mercure pênêtrê sous pression est êvacuê.Ce type d'hystêrêsis est dit de type C, relatif au modèle de porescylindrique.
* les poudres qui ont un coefficient d'agglomêration êgal à zêroont aussi un hystêrêsis de type 2. Ce sont des poudres dont lescristallites s'agglomèrent avec des liaisons très faibles. La pressionde mercure est suffisante pour les dêsagglomêrer entièrement, êliminantainsi tous les agglomêrats, donc tous les pores inter et intraagglomêrats. Ce type d'hystêrêsis est dit de type N, relatif à laporositê nulle dans la poudre après la pênêtration du mercure.
* pour le type 3 (ou type M), le vo lume de mercure expu l sê estinfêrieur au volume de mercure pênêtrê, relatif à la porositê intraagg lomêrat. Il y a donc un vo lume de mercure rês idue l qu in' a pas êtêêvacuê du matêriau. Ce type de poudre est dite de porositê mixte, et estconstituêe de pores de modèle cylindrique et de pores de modèlebouteille d'encre. Ce type d'hystêrêsis est dit de type M, relatif à laporositê mixte.
C'est le cas des poudres granulêes par prêcompression et tamisage.Ainsi, à partir des hystêrêsis enregistrês par porosimêtrie à
mercure, 3 groupes de poudres peuvent être distinguês :
* hystêrêsis de type C : poudre dont les agglomêrats renfermentessentiellement des pores de type cylindrique.
- 50 -
* hystérés i s de type N : poudre dont les agglomérats sont très
fragiles, les liaisons entre cristallites sont entièrement cassées par
la pression de mercure.
* hystérésis de
renfermant des pores
essent i e 11 ement.
type
mixtes
M poudre constituée d'agglomérats
cylindriques et bouteille d1encre
III - COMPARAISON DE LA DISTRIBUTION DE TAILLE DES PARTICULESOBTENUES PAR SÉDIMENTATION ET PAR POROSIMÉTRIE
Les figures 11.11 et 11.12 montrent les répartitions de tailles
des particules des poudres de nitrure d'aluminium obtenues par
porosimétrie. Elles sont comparées à celles obtenues par sédimentation
(figures 1.10).
La taille des particules obtenue par sédimentation est calculée
grâce au diamètre équivalent de Stokes D, tandis que celle obtenue par
porosimétrie peut être considérée comme "rayon équivalent de particules
par porosimétrie à mercure".
Certains auteurs(9,43,44) avaient montré que la taille des particules
peut être approchée par la porosimétrie à mercure par application de
l'équation suivante
o L' lA
rparticule =
avec Pexp pression d'intrusion du mercure
o tension superficielle du mercure
L'lA constante, dérivée du tableau 2 de la référence (9) qui
est fonction de l'angle de contact mercure-poudre et de la porosité de
l'échantillon de poudre.
Mais, on ne peut faire qu'une comparaison qualitative, car lescalculs sont très différents.
100 100Vol. Rel ~ Vol. Cum ~
A1-
100Vol. Rel ..
A2
.01 .1 1 10 100DIAIIETRE DES PARTICULES (pm)
.01 .1 1 10 100DIAIIETRE DES PARTICULES (um)
100Vol. Cum
100Vol. Rel ..
81
.01 .1 1 10 100DIAIIETRE DES PARTICULES (pm)
Figure II.11 Répartitions granulométriques des poudres de nitrure d'aluminium,
(ALI Az et Bl ) obtenues par porosimétrie à mercure.
10Yol. Rel ~
82
.01 .1 1 10 100DIAIIETRE DES PARTICULES (,.m)
100Yol. Cum "
100Yol. Rel"
c
.01 ·.1 1 10 100 1000
DIAIIETRE DES PARTICULES ~m)
Figure II.12 Répartitions granulométriques des poudres de nitrure d'aluminium,(B 2 et C) obtenues par porosimétrie à mercure.
- 53 - t,
t~~;
1~
Nature Diamètre moyen Diamètres limites ObservationsP S
(ll m) (ll m)
Al 1.5 1.5 P 0,5 < 0 < 5 identique
S
A2 3,5 3,5 P 0.8 < 0 < 10 identique
S
81 1 2,5 P 0,05 < 0 < 5 dispersion plus
S 0.4 < 0 < 12 grande
82 0,7 1,5 P 0,1 < 0 < 10 dispersion plus
S 0,4 < 0 < 12 grande
Sialon à 0,3 0,7 P 0,02 < 0 < 10 dispersionliant décomposé S 0,2 < 0 < 30 très grande
P = Porosimêtrie
S = Sédimentation
Tableau II.3 : Comparaison des données de porosimétrie et desédimentation.
L'observation des 5 figures et du tableau II.3 permet d'affirmer,comme certains auteurs(21,25 et 26), qu' il Y a un écart peu important entre
la taille des particules d'une poudre, obtenue par porosimétrie et parsédimentation. L'accord qui existe entre les résultats obtenus par ces 2
techniques est plus marqué quand la dispersion de la taille desparticules est peu importante.
Malgré cet accord, ces deux techniques restent limitées quant à laconnaissance de la taille exacte des particules. En effet, lesagglomérats n'ayant pas été éliminés par la première intrusion, commenous l'avons montré plus haut, ils influencent l'enregistrementeffectué. Dans le cas de la sédimentation, les agglomérats modifientaussi le résultat. Malgré le maintient d'une solution de la poudre dansune cuve à ultrasons, qui est une méthode de désagglomération de poudretrès utilisée, les agglomérats ne sont pas éliminés. En effet denombreux auteurs ont montré qu'il y a un seuil de temps au-delà duquel
- S4 -
les ultrasons, au lieu de désagglomérer, agglomèrent les particules despoudres c45 ,46,47) •
La poros imétrie à mercure reste néanmoins une technique généra leappliquée quelle que soit la nature chimique du matériau.
IV - POROSIMÉTRIE DE POUDRES SOUMISES A UNE VIBRATION ULTRASONORE
Afin de comprendre l'action des ultrasons sur des poudres dans lesconditions de compaction, nous avons mis 1 g de poudre dans une matricede 1,5 cm de diamètre, puis le poinçon supérieur (correspondant à unepression 0,015 MPa) est posé sur le lit de poudre. Sans le poinçonsupérieur, la poudre serait éjectée de la matrice. Une impulsion ultrasonore de fréquence 20 kHz, amplitude 14 ~ m et de durée 0,6 s estappliquée sur l'échantillon par l'intermédiaire du poinçon inférieur(sonotrode). Ensuite 0,2 g de l'échantillon est prélevé pour une étudede la porosité.
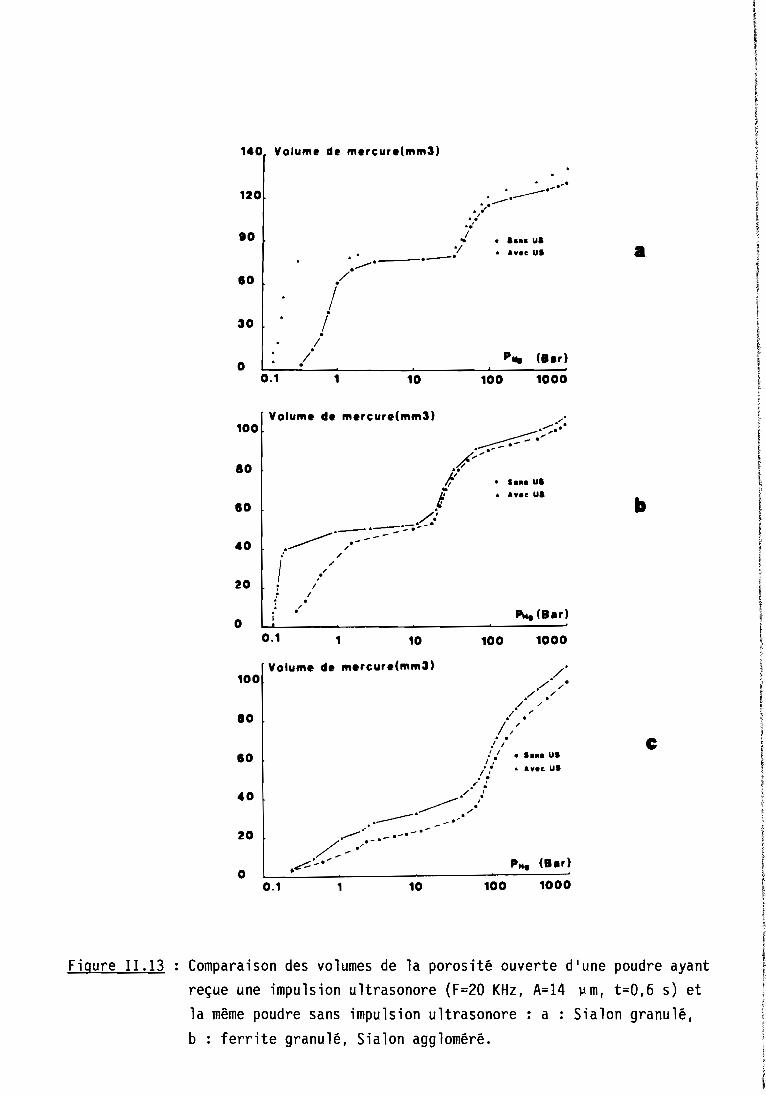
Les résultats obtenus pour deux poudres granulées et une poudreagglomérée, comparés aux mêmes poudres non soumises aux ultrasons sontportés sur la figure II.13.
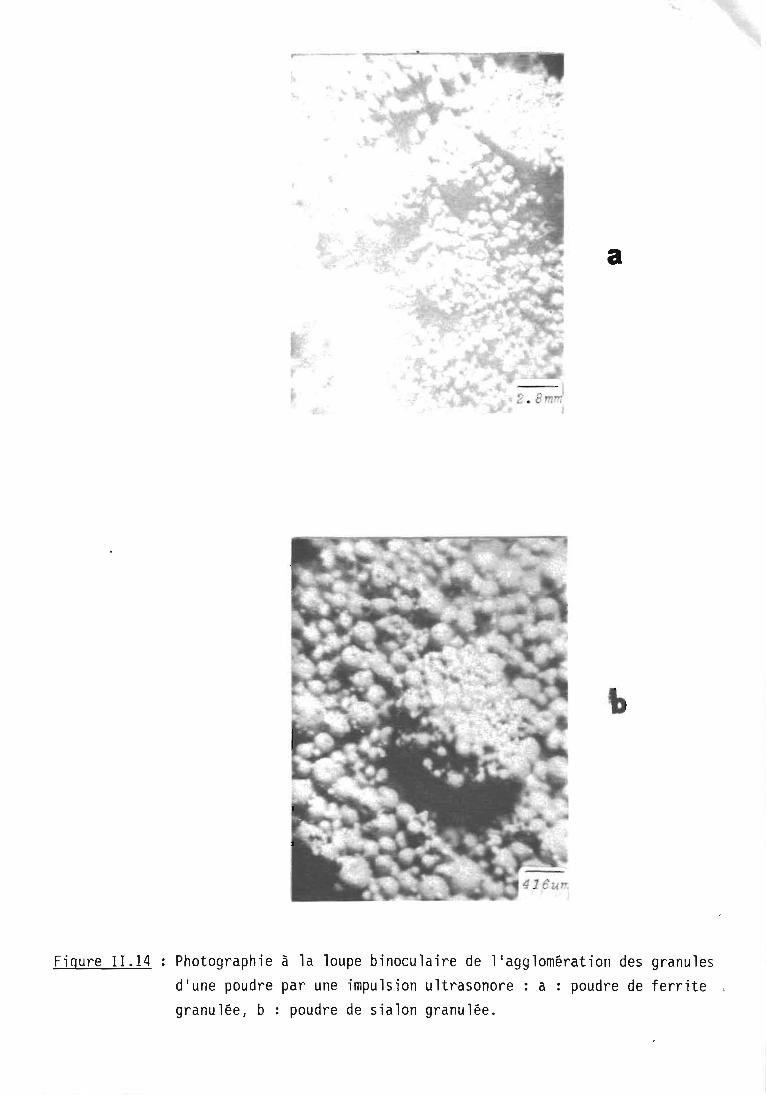
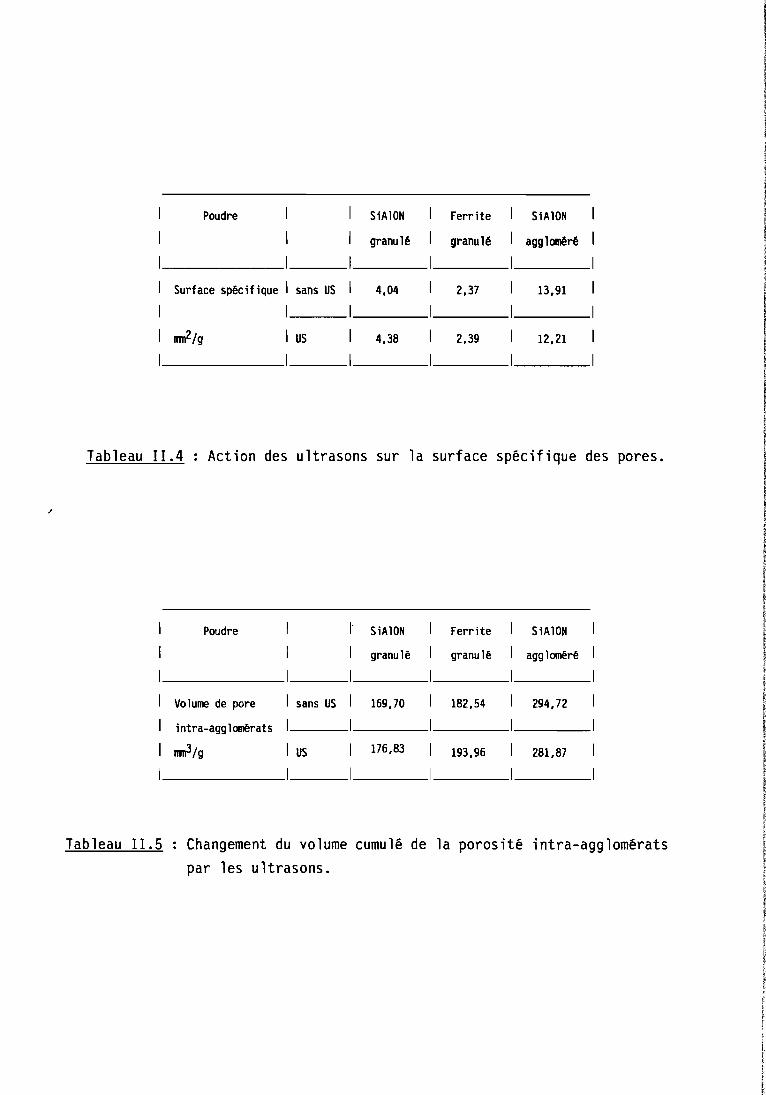
Le graphe du volume de mercure pénétré dans la poudre en fonctiondu logarithme de la pression permet de montrer que les ultrasonsprovoquent une agglomération de la poudre (figure 11.14). Dans le casdes poudres granulées, il Y a apparition de cavités plus grandes quin'ont besoin que de très faibles pressions pour être remplies demercure. Nous remarquons aussi que la surface spécifique des pores estlégèrement plus élevée (tableau II.4).
L'observation au microscope de l'autre partie de l'échantillon(figure 11.14) montre que les ultrasons ont provoqué une agglomérationdes granules, formant ainsi de gros amas de granules. Les petitess'organisent autour des grandes et remplissent les trous laissés par cesdernières. La porosité intra-granulaire, obtenue après la deuxièmeintrusion de mercure, a aussi augmentée (ta~leau II.5), ce qui contreditla théorie de Carli et Motta qui prétend qu'à la première intrusion il y
a désagg 1omérat ion de 1a poudre. Cette augmentat i on du vo 1ume poreuxconfirme l'agglomération des granules.
Le comportement de la poudre agglomérée est différent, en effet lasurface spécifique des pores et le volume de la porosité intraagglomérat diminuent sous l'action des ultrasons.
140 Volume de m.rcur.(mm3)
. ........-----.e-.. :,.---././
.!./0-·
120
10
.--.10 ./
/30 i
/
0 /0.1 1 10
o ••u u•• A••c ua
100 1000
a
100
10
10
40
20
o
Volume d. m.rcure(mm3)
11.
,-.
b
0.1 1 10 100 1000
Volume de mercur.(mm3)
c
100010010
./../ ,,0
/ "/" / .../" ./
/ "• °! f1 1 ...... ua
!/1 1 ... " ...c ua• °
." ~" 1
.~·/.I·.__ - _.,0
1
~.; .-.- ...../.:- .,.-.-..,....:::::...-0.1
o
20
10
100
40
10
Figure 11.13 Comparaison des volumes de la porosité ouverte d'une poudre ayantreçue une impulsion ultrasonore (F=20 KHz, A=14 J.Irn, t=O,fi s) etla même poudre sans impulsion ultrasonore: a : Sialon granulé,b : ferrite granulé, Sialon aggloméré.
a
Figure II.14 : Photographie à la loupe binoculaire de l'agglomêration des granulesd'une poudre par une impulsion ultrasonore: a : poudre de ferritegranulée, b : poudre de sialon granulêe.
Poudre SlA10N Ferrite SlA10N
granulé granulé agglomêré
Surface spécifique 1 sans US 4,04 2,37 13,91
rrm2/g 1 US 4,38 2,39 12,21
1
Tableau II.4 Action des ultrasons sur la surface spécifique des pores.
Poudre SiA lON Ferrite SiA10N
granulé granulé aggloméré
Volume de pore 1 sans US 169,70 182,54 294,72
intra-agglomérats
rrm3/g 1 US 176,83 193,96 281,87
1
Tableau II.5 Changement du volume cumulé de la porosité intra-agglomératspar les ultrasons.
- 58 -
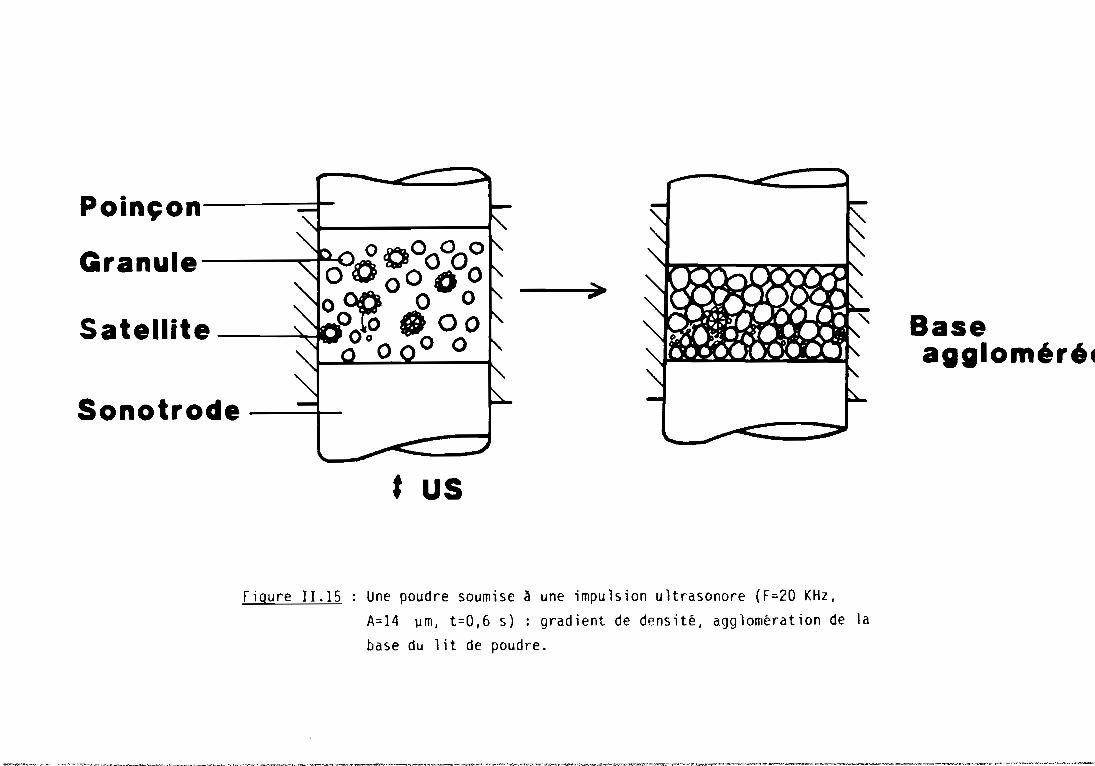
Après l'application de l'impulsion apparaît un gradient de densitédans la poudre. Les granules en contact (ou presque) avec la sonotrodesont celles qui sont agglomérées, mais celles qui sont les pluséloignées sont encore à l'état pulvérulent (figure II.15).
Les ultrasons appliqués sur une poudre provoque simulanément une
agglomération des granules (ou coalescence) et le détachement decertaines particules des granules. Dans le cas d'une poudre non granuléeles liaisons sont faibles tandis que pour les poudres granulées laprésence de liants organiques favorise une liaison plus forte sousl'action de la vibration et des frottements. En effet une impulsionultrasonore élève la température de la poudre, facilitant ainsi laliaison entre les diverses granules.
L'augmentation ou la diminution du volume des pores intraagglomérat est fonction de la dureté des agglomérats (ou granules)composant la poudre.
Aoki, Ring et Haggerty(48l, en étudiant la technique de dispersiond'une poudre par les ultrasons (dans un liquide) ont aussi observé unedésagglomération par phénomène de cavitation suivie d'une agglomérationen fonction du temps.
Dans la matrice de compaction, l'agglomération due aux ultrasonsest une agglomération ordonnée qui favorise le stade de réarrangement aucours de la compaction. L'augmentation du volume poreux enregistréserait due aux petites particules qui se détachent pour remplir lesinterstices et favoriser la cimentation des granules entre elles (figure11.15).
Notre hypothèse est confirmée par les résultats de Haussner(29l etHess(36l qui affirment que l'augmentation du volume poreux qui suitl'augmentation de la porosité "intra-granulaire serait due aux petitesparticules intra-granulaires et aux petites aspérités qui se trouvent à
la surface des grosses particules, qui migrent dans un processus appelé"micro-squashing" ou "micro-entassement". Elles agissent alors comme desagents de cimentation qui utilisent l'énergie mise en jeu (par lesultrasons dans notre cas) pour créer des liaisons plus fortes.
v - CONCLUSIONS
Nous venons de voir, à travers cette étude, d'une part que laporos imétrie à mercure peut être cons idérée comme une autre forme de
Poinçon 1
Cranule )b:() ~ ~~ '" ri .... 1
Satellite >< ....
Sonotrode 1
.......~
Baseaggloméré~
, US
Figure II.15 : Une poudre soumise A une impulsion ultrasonore (F=20 KHz,A=14 um, t=0,6 s) : gradient de densité, agglomération de labase du lit de poudre.
,~_."""""",.~,.•".-, ... ",.~",,,,•.,,,~~,~~."(,,,,,,,,, ••,~-._~N •• ·, __ .. , ... __,_·.,_"••.••_~••~",...,.,,,~.·-..._.,• .,._._,....""_.,~<..•~." ••".~".... ,~_ .. _....-._...".~,..,;,,,_~,,,,,,.,,,.,." •. _,",~,",.ct".~""",,,,,,,.,,,,,,,,,,,,,,,,_~,~,,,,,_._,,,,,,.".,,,.? ... ,••,\..~.,,~._,,,,,.,.!:,~''''''''''' ~"'''~''''''''~''''''''''''''''''''''''''''''''''"'''';r",,·,,,,?''''''':''''''i,''''''~'',''-'~':'''''' -:-_~:-'I';'''''~'''''-;;'''1~''''''"""'C,"-'''''''"'·'"'~''''''''''''''',~",,'.''''.''''''' "-·"~i.<,'-:i("'''--..r,·,~,,,,·.~''''''''''·.'''',·'''','''c'''''<'''''·'~''!'''''''''' "lf"C-;~''''';''"''''';'''''''''.'''·'''"'"''."" ........,_~..",,:''''·''''';·''''·n''~'...·....=,~ ..~,·...... ,......."",'_.,".w:I''''''''f;'.~,~' ...?';w.-·,·''''''''''''',.';,r,_-'''''''~_.'_.~.'''''''~''~_'_~'"
- 60 -
compaction, avec comme particularité un espace illimité dans le cas dematériaux pulvérulents. D'autre part, clest une technique très utilepour la caractérisation de poudres. Elle permet de distinguer une poudreagglomérée d'une poudre granulée.
Dans le cas de matériaux pulvérulents, une deuxième pénétration demercure permet de conna itre avec exact i tude le vo lume de la poros itéintra-agglomérats.
Avec le volume poreux intra-agglomérats et le volume total depores, nous avons pu établir un coefficient d'agglomération A. Cecoefficient A varie de 0 à 1 et permet ainsi de distinguer une poudrenon agglomérée d'une poudre agglomérée et d'une poudre granulée.L'hystérésis, enregistré au cours du relachement de la pression demercure dans le matériau permet de caractériser la porosité et lesliaisons dans ce dernier. Nous avons distingué 3 types d'hystérésis.
Enfin nous avons pu vérifier par porosimétrie qu'une poudresoumise à une vibration ultrasonore s'agglomère, en particulier à
proximité de la sonotrode.La suite de ces travaux nous permettra d'apprécier l'incidence des
résultats de cette étude sur la compact ion.
TROISIEME PARTIE
COMPACTION SIMPLE
CHAPITRE l
RAPPELS BIBLIOGRAPHIQUES
De nombreux travaux ont été consacrés à la définition deséquations générales de la compaction. L'étude du comportement à lacompression de matériaux particuliers, les relations densité-pression,l'influence de la forme, de la taille des particules et des agglomératssur la compaction, le frittage et l'homogénéité de densité des produitsont ainsi été largement abordés dans la littérature. Mais peu de travauxtraitent des relations qui existent entre la porosité de la poudre et lacompact ion. Nous rappelons dans ce paragraphe quelques travaux effectuéssur l'agglomération des poudres, sur la compaction et sur les relationsdensité-pression.
l - AGGLOMÉRATS
Les poudres céramiques, quelle que soit leur orlglne, seprésentent rarement sous forme d'empilement de cristallites (particulesmonocristallines élémentaires).
Les procédés de fabrication de poudres fines, par voie chimiqueclassique C.V.D. ou par décomposition thermique, conduisent le plusgénéra lement à la format ion dl agg lomérats ("9) • Un agg lomérat peut êtredéfini comme un assemblage de cristallites comportant une porositéouverte ou non(50). Généralement on distingue les agglomérats II mous ll (ouagglomérats), des agglomérats IIdurs ll (agrégats). Dans les agglomérats,les liaisons entre particules élémentaires sont de type Van Der Waals(faible). Dans les agrégats, les liaisons entre cristallites sont plusfortes et sont dues à un pré-frittage, une réact ion ou un co 11 age parfusion.
- 63 -
L'inhomogénéité dans les produits céramiques est généralement liéea la présence dl agg lomêrats et dl agrégats (S1). En généra l, les agrégatsne se cassent pas pendant la compression et nécessitent une températureplus élevée au frittage(S2). Le taux de densification dlun comprimédépend de l'agglomération de la poudre(SJ). Les zones de faible densitédans un produit fritté sont dues aux agrégats qui nlont pu être cassés,au cours de la compact ion. La calcination a toujours pour conséquence laformat ion dl agrégats (S4).
Lange et Claussen(SS) montrent que les agrégats et une partie desagg lomérats sont conservés après la compress ion. Les matériaux parfa itement denses sont frag il isés en ra i son des fis sures produ ites par lefrittage différentiel des agglomérats (et agrégats) et de la matrice quiles entoure. Lange a fait une étude détaillée de llinfluence desagg lomérats sur les propriétés des matéri aux frittés(S6,S7). Un agg lomératde faible densité initiale se retraint plus que sa matrice et forme unefissure "circonférencielle". Une matrice de faible densité se densifieet se retraint autour dlun agglomérat de densité supérieure pourproduire des fissures radiales au frittage. Pampuch et Haberko(S8)insistent sur 11 importance d'obtenir des agglomérats très poreux, pourfaciliter leur déformation au cours de la compaction à froid.
II - COMPACTION ET RELATION PRESSION-DÉFORMATION
Cette technique de mise en forme des produits céramiques est aussiutilisée en pharmacie et en métallurgie des poudres. Les avantages de lacompaction sont la rapidité et la précision dimensionnelle à conditiond'avoir un bon remplissage de la matrice. Néanmoins la précision et lesqualités finales du produit dépendent de nombreux facteurs (poudre,frittage ... ).
Les poudres fi nes ont généra lement une dens ité non tassée trèsfaible et une coulabilité réduite. Afin de réduire ces inconvénients, ongranule avec des liants organiques. La compressibilité de la poudre vadépendre de la nature et de la teneur en liant(J7,~). La granulation peutauss i être obtenue par précompress ion, et elle condu it a de très bonsrésultats a la compaction. Par contre elle peut générer a des variationsde densité dans un comprimé(7).
- 64 -
De Walker en 1923 a Pampuch en 1983, afin de comprendre lacompact ion des poudres, des descriptions phénoménologiques ont étéfaites et de nombreuses équations empiriques ont été proposées.
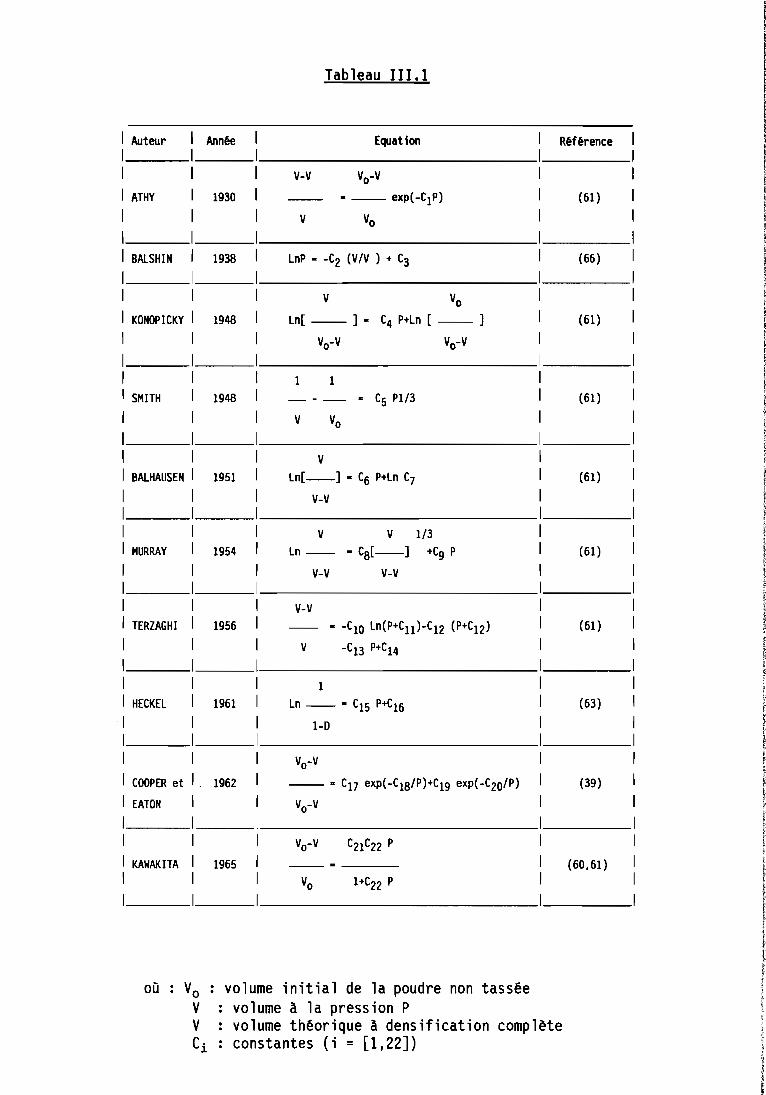
Sur le tableau 111.1 sont portées les principales relationspression-déformation. La majorité de ces équations a été établie à
part ir de poudres méta 11 iques. Leur extens ion aux poudres cérami quesdoit se faire avec beaucoup de circonspection pour certaines. Kawakitaet ses collaborateurs<60,61l soulignent que plusieurs de ces relations nerespectent pas les conditions aux limites (porosité initiale, auremplissage de la matrice, porosité finale qui disparaîtrait quand lapression tendrait vers l'infini). Il est impossible de considérerinitialement une pression nulle. Elle est peut être faible et pourraêtre négligée devant celle appliquée par compaction. J. Mexmain,J. Jarrige et B. Rigondaud ont montré notamment que l'équation deBalshin vérifie bien les conditions aux limites<62l, contrairement à cequ'affirmaient Kawakita et ses collaborateurs. Il n'est pas possible defaire une comparaison des divers résultats proposés, étant donné que lesconditions expérimentales sont différentes d'un auteur à l'autre.Certains calculant la densité après démoulage, intégrant doncl'influence de la relaxation (détente) qui dépend de plusieurs facteurs(nature de la poudre, forme, nombre de points de contact descristallites, pression maximale appliquée, durée de la relaxation ... ).
Nous ne présentons ici que quelques unes de ces relations.
1. ~quation de Heckel<~l
En supposant que la variation de la densité en fonction de lapression est proportionnelle à l'écart entre la densité vraie dumatériau dt et la densité du comprimé d, Heckel a montré que pour lespressions suffisamment grandes, il est possible de linéariser la courbede tassement de poudres métalliques par la relation:
1Log = BP + A
rab leau II 1.1
Auteur Annêe Equation Rêfêrence
v-v Vo-V
ATHY 1930 • ------ exp(-CIP) (61)
V Vo
BALSHIN 1938 lnP • -C2 (V/V ) + C3 (66)
V VoKONOPICKY 1948 ln[ ------ ] • C4 P+ln [ ------ ] (61)
Vo-V Vo-V
1 1SMITH 1948 . C5 Pl/3 (61)
V Vo
VBAlHALISEN 1951 ln[------] • C6 P+ln C7 (61)
v-v
V V 1/3MURRAY 1954 ln ------ • Ca[-] +C9 P (61)
v-v v-v
v-vTERZAGHI 1956 • -CIO ln(P+Cll )-C12 (P+C12) (61)
V -C13 P+C14
1HECKEL 1961 ln ------ • C15 P+C16 (63)
I-D
Vo-V
COOPER et 1962 ------ • C17 exp(-Cla/P )+C19 exp(-C20/P ) (39)
EATON Vo-v
vo-V C21C22 PKAWAIOTA 1965 ------ . (60.61)
Vo l+C22 P
où Va: volume initial de la poudre non tasséeV volume à la pression PV volume théorique à densification complèteCi constantes (i = [1,22])
- 66 -
avec P pression de consolidation (MPa)A constante sans dimensionB constante en MPa- l
Les courbes oedométriques de compactage obtenues donnent desdroites dans la plan P-Logn n=l/(l-d/d t ). Cependant, ~ faible pressioncette relation nlest pas vérifiée et la courbe expérimentale Si incurveet passe au-dessous de la droite.
Dlaprès Heckel, la partie linéaire est caractéristique du frittageinterparticu1aire à froid et B, la pente, est le reflet de l'aptitude dumatériau à se déformer par déformation plastique des particules. Uncorps dont les particules sont facilement déformables présente une penterelativement importante ; en revanche un autre, constitué de particulesdures, se tasse diffic·i1ement et donne des droites de pentes plusfaibles. Il est selon lui possible d'établir une classification desproduits, qui rende compte de leur mécanisme de tassement à partir desvaleurs de B.
Cette équation n'étant valable qu'au-delà de 30 MPa, Gonthier(64)ajoute un second terme à l'équation afin de traduire le phénomène auxbasses pressions (>5 MPa).
1 - d/d t = K exp (-BP) + a exp (-BP)
a et B sont des constantes.
Il distingue alors trois phases dans la compaction
- phase de réarrangement,phase de fragmentation-déformation plastique,
- phase de déformation plastique dominante (Heckel).
2. ~guation de Cooper et Eaton(~)
Puisqu'il est impossible de connaître l'état de chargement d'uncomprimé, il est donc préférable dlavoir une approche statistique. Ainsidans l'étude du comportement à la compaction de poudres céramiques dedifférentes duretés, ces auteurs ont supposé l'existence, à un moment
- 67 -
donné, de deux types de vides à l'intérieur d'un lit de poudre. Ilsdistinguent alors deux étapes.
D'une part le remplissage des vides de taille équivalente à celledes particules de la poudre. Il y a alors glissement des particules lesunes sur les autres avec une éventuelle déformation élastique, voire unefaible fragmentation. La distribution granulométrique est conservée à cestade.
D'autre part, le remplissage des pores de taille inférieure à ladimension moyenne des particules. C'est le stade de déformationplastique ou de fragmentation des particules.
La variation relative de volume du comprimé Vi*, correspondant auremplissage d'un même type de vide est décrite par une exponentielle del'inverse de la pression appliquée P :
Vi * = = exp (-Ki/P)
Va volume initial du comprlme a pression nulle, c'est-à-dire
lorsqu'aucun vide n'est rempli.Vi volume du comprimé à la pression Pi lorsque Ni vides de
type i sont comblés.Vi ,= volume du comprimé lorsque tous les vides de type i sont
éliminés.- K constante ayant la dimension d'une pression.
Les auteurs généralisent ce raisonnement au remplissage simultanéde n types de vides. Ils définissent alors la variation relative devolume maximum ai (i=l à n) issu du processus i par rapport à ladensification totale
ai = -----
avec V", = volume du comprlme lorsque tous les pores de toutenature ont disparus, c'est-à-dire à la densitification théorique.

- 68 -
La variation relative globale de volume V*, exprimant le rapport dela densification issue des n mécanismes simultanés a la densificationtotale (V=Vœ ) est alors
Va-V
~i=n
V* = = ai Vi avec L ai=1Va-VaJ i=1 i=1
pour les hautespar Kawak ita (61 l :
du comprimé à la pression P.et Siskens(65l remarquent que
se ramène en fait à celle proposée
où V = volumeVan Der Zwan
pressions cette loi
C= = _
Va l+bP(1)
avec C = degré de réduction de volume, ou degré de compact ionVa = volume initial apparent
V = volume de l'échantillon à la pression Pa et b, constantes caractéristiques de la poudre.
De l'équation (1), ils ont déduit l'équation suivante
P 1 P= + (2)
C ab a
La linéarité de la relation entre PIC et P permet de faire uneévaluation graphique des constantes llab représentant la résistance à lacompression de la poudre.
La relation de Kawakita ne traduit pas les phénomènes aux bassespressions (état initial).
3. Équation de Gasiorek et Maciejko(~)
D'après Pampuch, la dens ité moyenne dl un compnme p peut êtrereliée à la pression de compaction Pa par la relation proposée parGasiorek.
(Pplpp+p.)Ap = po
- 69 -
(3)
00 Po est la densité de la poudre non tassée, Pp la pressionexercée par le poids des particules et A une constante appeléesusceptibilité de la poudre.
Si lion néglige Pp' la relation (3) peut être linéarisée de lafaçon suivante
Ln(Lnp ) = Ln (Ln Po) + A LnPa (4)
Llexistence d'un changement de pente dans la représentation deLn(Ln P ) en fonction de LnP., révèle la présence d'agglomérats dans lapoudre compactée(52l.
Au changement de pente Pc, il Y a cassure des agglomérats. Pour despression inférieures à Pc ces derniers se sont réarrangés. Au-delà de pc.ils se fract ionnent et les gra i ns se détachent pour remp li r les videsinter-agglomérats.
La valeur de Pc mesure le degré de cohésion des agglomérats. Pourdes agglomérats très durs, cette valeur peut être rejetée vers les trèshautes pressions et ne pas apparaître sur le diagramme.
4. ~quation de Balshin{66l
Travaillant sur des poudres métalliques, Balshin a montré qu'aucours de la compaction, la pression et le volume varient suivant la loisuivante
LnP = - LV + Cr
où Vr = volume relatif du comprlmeP = pression appliquéeL = constante qui définit le "module" de compressionC = constante
- 70 -
5. Les rêsultats expêrimentaux de la littêrature
Puisque la pression, plus que tout autre facteur, contrôle la
dens i té au cours de la compact i on, la conna issance de son i nf luence sur
les divers types de poudres est très importante. Ainsi Cooper et Eaton
définissaient deux stades: remplissage des pores plus gros que les
particules suivi du remplissage des pores plus petits que les particules(39). Ils ont travaillé sur un matériel non poreux. Lukasiewicz(67,68)
a montré l'existence de 3 étapes. Il a aussi observé une différenceentre les agg lomérats poreux et non poreux. 1l peut y avoi r superpo
sition de ces différentes étapes qui ne paraîtront plus séparées lesunes des autres(69). Par contre Huffing et Bonilla(7O) ont montré que la
compaction comprend 4 étapes : glissement des particules, compression
élastique aux points de contact entre les particules, déformation
plastique aux points de contact, enfin fragmentation et interpénétration
des particules.Brush(71) a montré que le graphe densité relative en fonction du
logarithme de la pression donne deux segments de droites de pentes
différentes. Le point de rupture de pente appelée "yield point" corres
pond au début de la fragmentation des granules ou du fluage du liant.
Comme nous l'avons vu plus haut, la variation de hauteur d'un comprimé
en fonction de la pression a une allure exponentielle. Donc ce n'est pasla masse volumique relative qui varie linéairement en fonction du
logarithme de la pression, mais son inverse.Lukasiewicz et all.(67,68) ont vérifié que le "yield PointU
correspond au début de l'écrasement des granules.
Ce point a été relié à de nombreux autres facteurs (nature de lapoudre, la teneur en liant, humidité(72,73,74) ...
Gary L. Messinget al. (75) considèrent qu'il peut être le témoin de
l'existence d'agglomérats dans une poudre.R.A. Youshaw et J.W. Halloran(76) ont montré que la densité d'un
comprimé en compaction croissait avec llhumidité et la température.
Les résultats de Lukasiewicz confirment que les agglomérats
contribuent surtout à un meilleur empilement donc à une densité nontassée plus élevée(67,68).
En considérant les équations de Cooper et Eaton d'une part et deKawakita d'autre part, Van Der Zwan et Siskens(65) ont montré qu'au cours
de la compaction de matériau granulé, 4 étapes se succèdent
- 71 -
remplissage des trous entre les granules, fragmentation et déformation
plastique des granules, remplissage des trous entre les particules
primaires, enfin fragmentation et déformation plastique des particules
primaires. Toutefois, une étape ou une autre sera favorisée dans unmatériau donné.
Shapiro(40) souligne que s'il est facile de parler de déformation
des particules dans le cas des poudres métalliques, c'est plus difficile
d'en dire autant des particules de matériaux fragiles comme les
céramiques.Comme nous l'avons souligné plus haut, Kuno(37) a montré que plus
la pression de compact ion augmente plus le volume de petits poresaugmente.
6. Conclusion
L'influence des agglomérats et des granules dans l'empilement ou
le remplissage facile de la matrice, leur déformation en relation avec
un point critique appelé "y ield point", l'évolution de la porosité avec
1a press ion. .. sont autant de sujets développés. Ma i s peu de travaux
concernent le lien entre la porosité inhérente à la poudre brute et le
résultat de la compact ion. La suite va nous permettre de rapprocher les
caractéristiques des poudres (déterminées par porosimétrie à mercure) et
leur comportement à la compact ion.
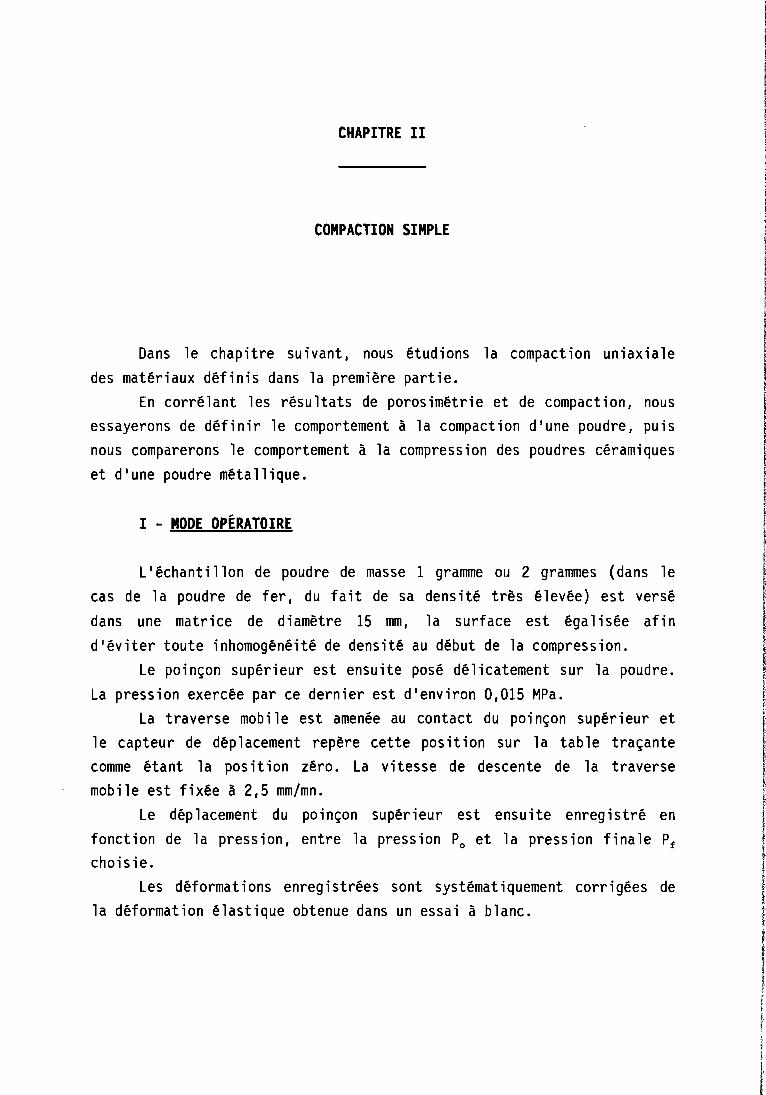
CHAPITRE II
COMPACTION SIMPLE
Dans le chapitre suivant, nous étudions la compaction uniaxialedes matériaux définis dans la première partie.
En corrélant les résultats de porosimétrie et de compact ion, nousessayerons de définir le comportement à la compaction d'une poudre, puisnous comparerons le comportement à la compression des poudres céramiqueset d1une poudre métallique.
1 - MODE OPÉRATOIRE
L'échantillon de poudre de masse 1 gramme ou 2 grammes (dans lecas de la poudre de fer, du fait de sa densité très élevée) est versédans une matrice de diamètre 15 mm, la surface est égalisée afind'éviter toute inhomogénéité de densité au début de la compression.
Le poinçon supérieur est ensuite posé délicatement sur la poudre.La pression exercée par ce dernier est d'environ 0,015 MPa.
La traverse mobi le est amenée au contact du poinçon superleur etle capteur de déplacement repère cette position sur la table traçantecomme étant la position zéro. La vitesse de descente de la traversemobile est fixée à 2,5 mm/mn.
Le déplacement du poinçon supérieur est ensuite enregistré enfonction de la pression, entre la pression Po et la pression finale Ptchoisie.
Les déformations enregistrées sont systématiquement corrigées dela déformation élastique obtenue dans un essai à blanc.
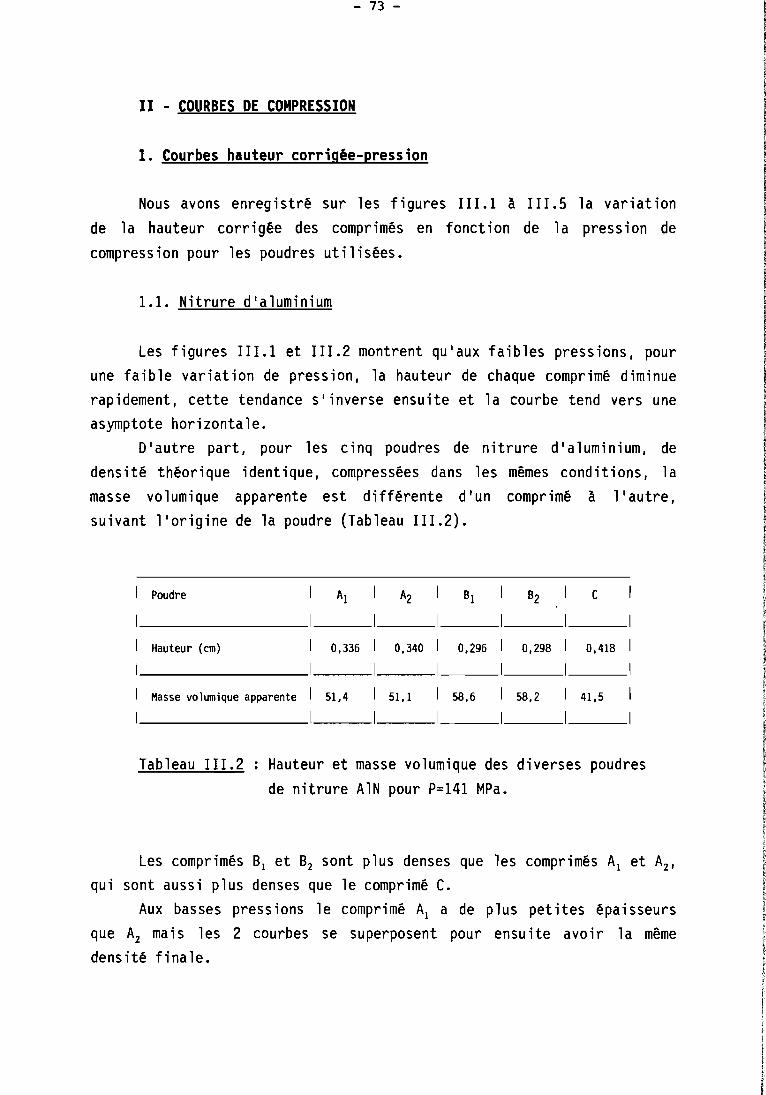
- 73 -
II - COURBES DE COMPRESSION
1. Courbes hauteur corrigée-pression
Nous avons enregistré sur les figures I1Ll à I1L5 la variationde la hauteur corrigée des comprimés en fonction de la pression decompression pour les poudres utilisées.
1.1. Nitrure d'aluminium
Les figures 111.1 et 111.2 montrent qu'aux faibles pressions, pourune faible variation de pression, la hauteur de chaque comprimé diminuerapidement, cette tendance Si inverse ensuite et la courbe tend vers uneasymptote horizontale.
D'autre part, pour les cinq poudres de nitrure d'aluminium, dedensité théorique identique, compressées dans les mêmes conditions, lamasse volumique apparente est différente d'un comprimé à l'autre,suivant l'origine de la poudre (Tableau 111.2).
Poudre
Hauteur (cm)
Hasse volumique apparente
0,336
51,4
0,340
51,1
0,296
58,6
0,298
58,2
c
0,418
41,5
Tableau 111.2 Hauteur et masse volumique des diverses poudresde nitrure A1N pour P=14l MPa.
Les comprimés BI et B2 sont plus denses que les comprimés Al et A2 ,
qui sont aussi plus denses que le comprimé C.Aux basses pressions le comprimé Al a de plus petites épaisseurs
que A2 mais les 2 courbes se superposent pour ensuite avoir la mêmedensité finale.
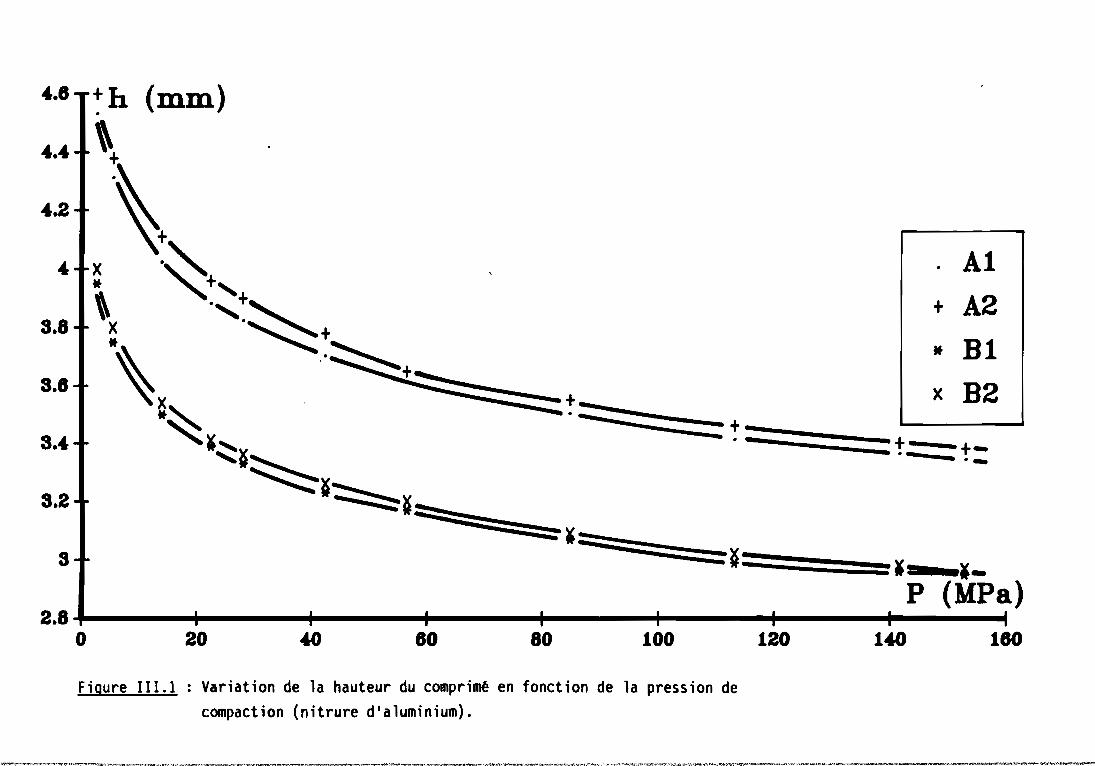
Figure 111.1 : Variation de la hauteur du comprimé en fonction de la pression decompaction (nitrure d'aluminium).
_;·_'~"'·""~"'T.',.,~"",T_"'''''''''»'''''''''''r'''''''_''''''_,"'_''''''''''_~''''''''_~''''''''.=.~,,,,"",,~_c.~,·.·,~ __·""__·__'_.__,' ' .__._·_'''_~_''.'_"__· ''''''''''''',"""""",._·_;''''''·'''''''''''","·'_"""'''''''''''''''''_",,,'''-<è''''''_~.-'··","","",,,,V,_·,,.",.~.;,,,,,.,,,,,,,,_~,;,,,!,,.;,,,,,,,,,,,-,,__~,·_,,,,,,-,;,,,,.>"·.,,,,,,,,,;"'-"__._'-'''''''''''~',""_''''''>G'"_,,~,,......_;;...t_._~''''P_''''''''''_''' __·''''_~__.~_.,.......__"'~"""."..~,~
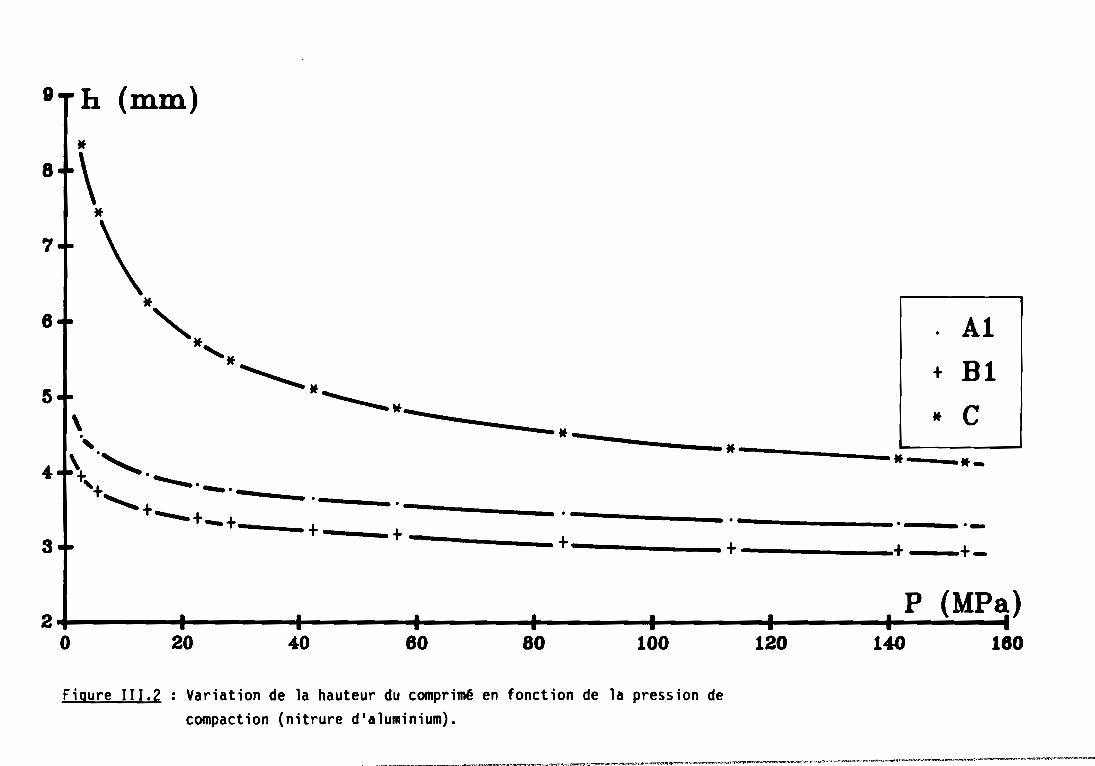
8.,. h (mm)
*8+\
7+ *\*6'" '*'*.............. *.............5t
\.,.,.' .,.......--.4- +. •__ ._
-.'+"+.........+--+ + +3
.
Al+ Bl
* C-*- * * *-
--------------_. .-------+ + + +-
2 .. 1 1 1 1 1 1 1 P (MF,)o 20 4-0 60 80 100 120 14-0 160
Figure 111.2 : Variation de la hauteur du comprimê en fonction de la pression decompact ion (nitrure d'aluminium).
________--...,__ ~. ._. ...."..,_.."'''''''""."~..,,''''''''''''._,.,._:',....,...;'~ ...\";'~,,..,.~.,.;~_~.,'_"','I»,_~_ril'ft'''''>''''"'~ __''''.''''''_''''''''''''_'_;''''~'~'~'''''''''''''''''''''~o''''''',~"'_".""""j'O"_",,,,_~..__"" 'ffl''''\'''''.''''''~1'~·''-''''''':'Wl'''~=m'._
- 76 -
1.2. Sia lon
Nous avons compacté la poudre de sialon granulée et la poudre dontle liant a été brûlé.
Les courbes données par la compression de ces 2 poudres sontportées sur la figure 111.3.
La poudre granulée donne la meilleure masse volumique apparente.Pour le comprimé de la poudre traitée, l'écart de hauteur fj h à lapression finale 141 MPa, est de 13,5% de la hauteur finale du compriméde la poudre brute.
1. 3. Ferrite
La poudre de ferrite granu lée par atomi sat ion auss i est portée à550°C pendant 2 heures afin d'en brûler le liant, puis nous avonsprocédé à la compression de la poudre traitée et de la poudre brute.Nous constatons d'une part sur la figure 111.4 qu'aux basses pressions(P<28,3 MPa) l'écart de hauteur est favorable au comprimé élaboré àpartir de la poudre traitée, tandis qu'au-delà c'est la poudre brute quidonne un comprimé plus dense, et dl autre part que 11 écart de hauteurn'excède pas 5% de la hauteur finale du comprimé de la poudre brute.
Compte tenu des conditions expérimentales (hauteur initialemesurée lorsque le poinçon est posé sur la poudre), l'écrasement desgranules de la poudre traitée s'effectue facilement, mais après 25 MPa,la compressibilité de la poudre "brute" devient meilleure.
1.4. Poudre de fer
La courbe de hauteur corrlgee de la poudre de fer (figure 111.5)montre que la phase de diminution rapide de la hauteur du comprimé esttrès réduite, par rapport aux poudres céramiques. La densité relative deson comprimé à la pression 141 MPa est la plus élevée (tableau 111.3).
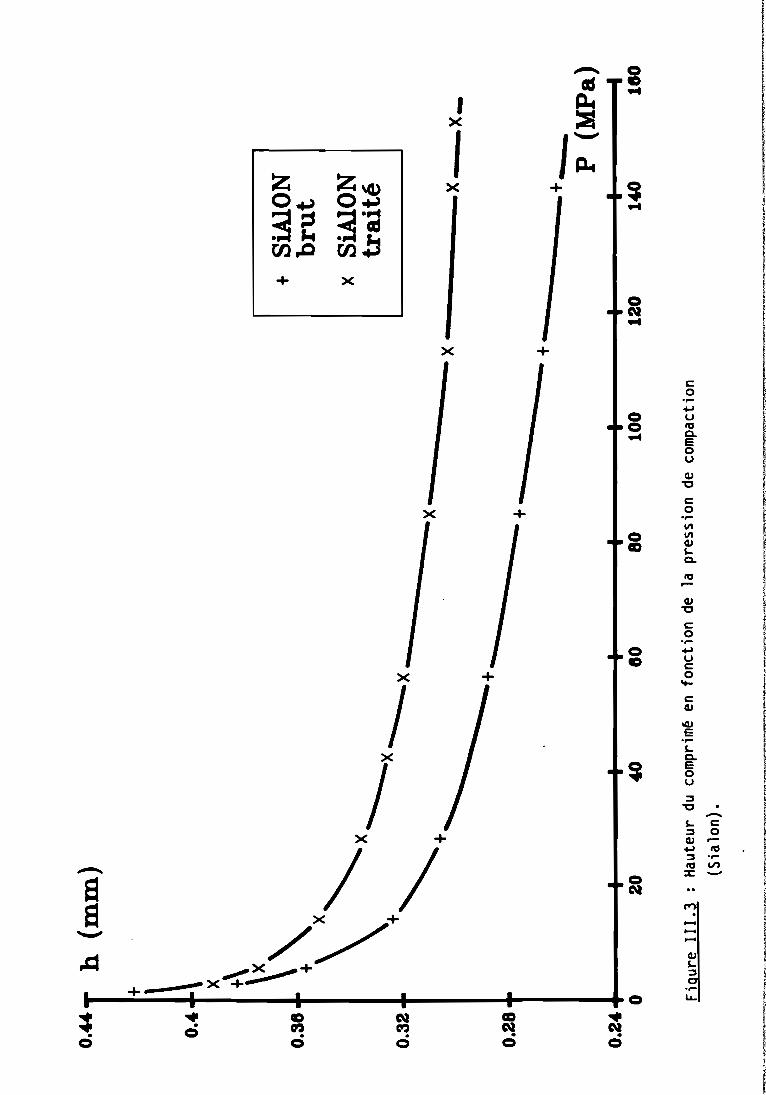
..-.-. i, «S
x~
...
1:2
Z Z\Q)1;:
O+J
3eO+J
x
3·~
+ ~
• «S00.0 oob
...
+ X
X +
+.>uraQ.EoU
\1.1"l:'
................
.,..e:o
\1.1"l:'
e:o.,..+.>Ue:o
l+-
e:\1.1
t4JE.,..~Q.
6u~
"l:' •
~~ e:\1.1 ~+.> ra~ .,..ra V)
::c -
e:0.,..
0VI
CDVI\1.1~Q.
ra-
oo...
+X
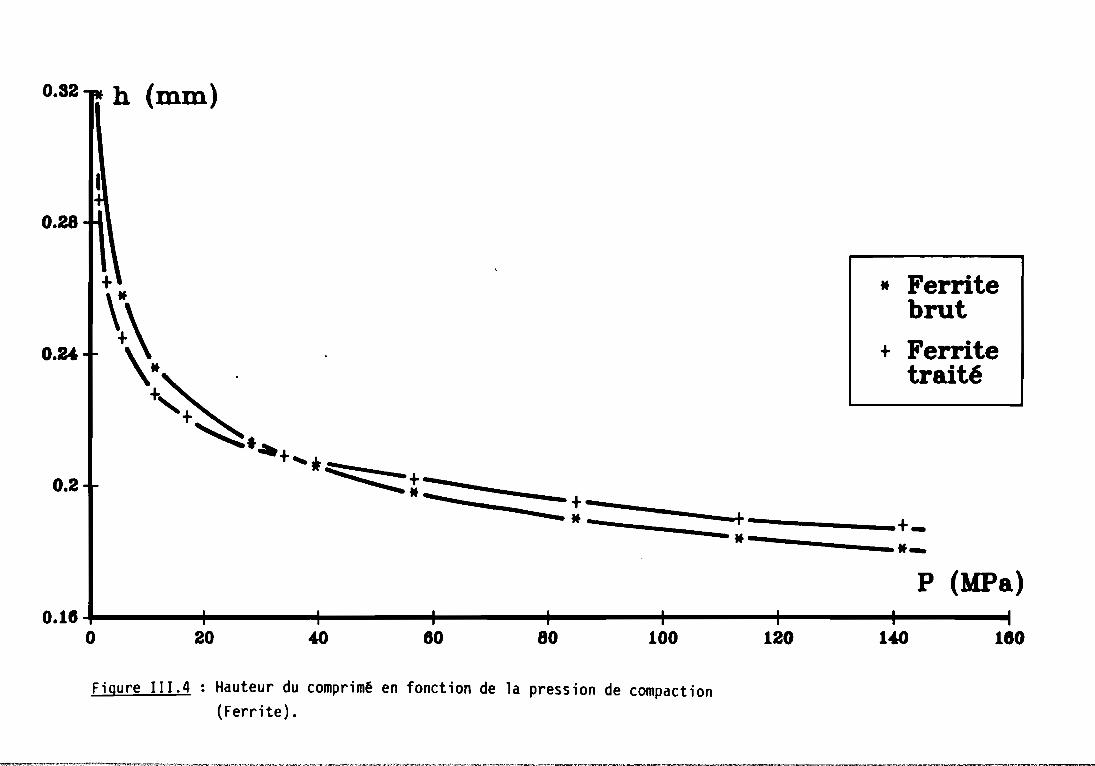
0.32,. h (mm)
1
* Ferritebrut
+ Ferritetraité
0.28
O.h
0.2
~~\*~+,
+
~. +-.-.+'*~+- -+- -.- *-*- -*- -*-P (MPa)
0.18 -4 1 1 1 1 1 1 1 1o 20 .i() 80 80 100 120 1-'0 180
Figure 111.4 : Hauteur du comprimê en fonction de la pression de compaction(Ferrite).
l!~.•~. Gfl ",""",!"~"-"''':'~''-'''I'.'''''''''_.'_'''''''_''''''''~''''''''''''''''''''''''''_''_-."", ,,,,,,,,,,,,,,,,,,,,,,,,,,,,--_''''~''"",'''=R~''''''''·~-=~'''''-''''.-~~''''·'· __~-'''''-'''''''''''.''''''_·'_''=:''''''·.'.r.._-..._,•.",....,.,.""~,_....,~"'''''·_,,·''''~''' __....'0.,,_ ....,__.,._,·_~, ... ,'W"__~ ._·. ._ _ _~. ~..~__~·._w__~__~.~, ,~._~_"••~N_,.."_.~ __"_, ~,_.~_, "__, _
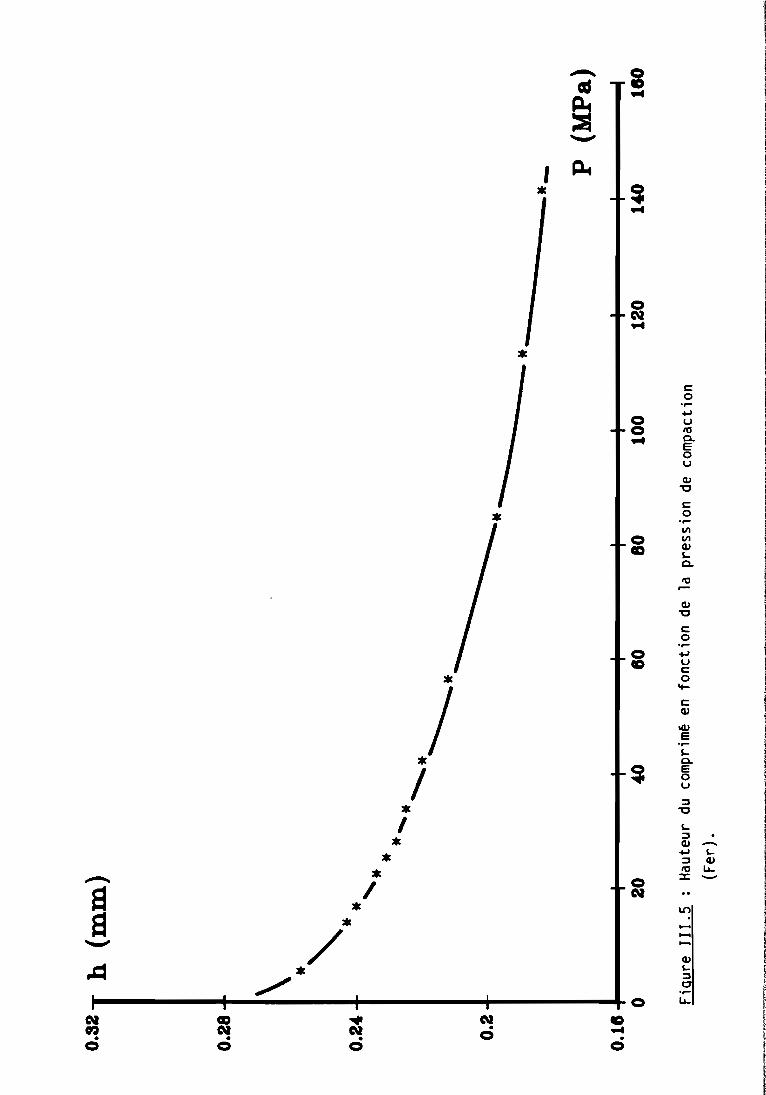
i...
,~
* ~...
0N...
*c::0
0+JU
0 ra... 0..E0uC1J'0
c::
*0
VI
0 VI
ID C1JS-0..
ra
C1J'0
c::0.,....
0 +JCD U
c::
* 0
/~
c::QI
oC1JES-
* 0..
/E0u;:]
* '0
1 S-
*;:]QI .--..
*+J s..;:] C1J
*ra Lo..
~ X -El / 0
N
* Ln
El * ....
/....
~ ....C1J
..c= * s..
,/;:]
0 Lo..
N ID ~ N CD~ N N . ...
• • • 0 .0 0 0 0
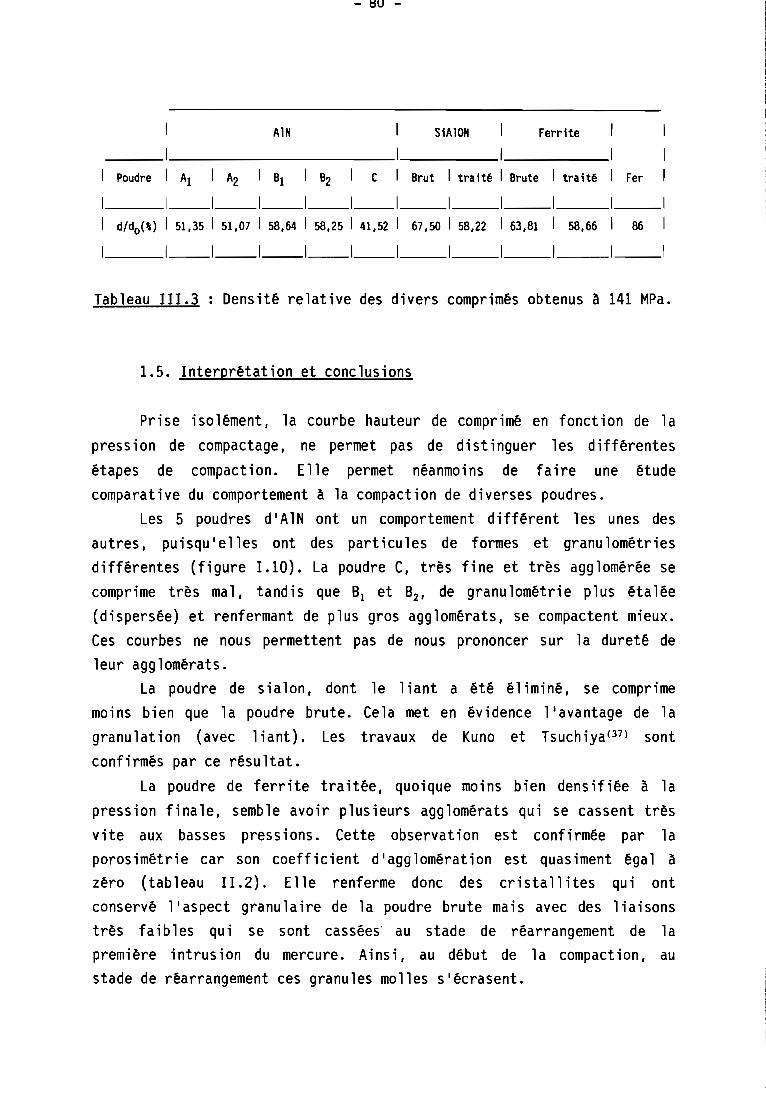
- BU -
A1N 1 SiAl0N Ferrite
1
Poudre Al 1 A2 1 BI 1 B2 1 C 1 Brut 1 traité 1 Brute 1 traité Fer
1__1 1__1__1__1 1 1
d/do(%) 1 51,35 1 51,07 1 58,64 1 58,25 1 41,52 1 67,50 1 58,22 1 63,81 58,66 86
___1__1__1__1__1__1__- _
Tableau 111.3 : Densité relative des divers comprimés obtenus à 141 MPa.
1.5. Interprétation et conclusions
Prise isolément, la courbe hauteur de comprimé en fonction de lapression de compactage, ne permet pas de distinguer les différentesétapes de compaction. Elle permet néanmoins de faire une étudecomparative du comportement à la compaction de diverses poudres.
Les 5 poudres d'A1N ont un comportement différent les unes desautres, puisqu'elles ont des particules de formes et granulométriesdifférentes (figure 1.10). La poudre C, très fine et très agglomérée secomprime très mal, tandis que BI et B2 , de granulométrie plus étalée(dispersée) et renfermant de plus gros agglomérats, se compactent mieux.Ces courbes ne nous permettent pas de nous prononcer sur la dureté deleur agglomérats.
La poudre de sialon, dont le liant a été éliminé, se comprimemoins bien que la poudre brute. Cela met en évidence l'avantage de lagranulation (avec liant). Les travaux de Kuno et Tsuchiya(J7) sontconfirmés par ce résultat.
La poudre de ferrite traitée, quoique moins bien densifiée à lapression finale, semble avoir plusieurs agglomérats qui se cassent trèsvite aux basses pressions. Cette observation est confirmée par laporosimétrie car son coefficient d'agglomération est quasiment égal à
zéro (tableau II.2). Elle renferme donc des cristal lites qui ontconservé l'aspect granulaire de la poudre brute mais avec des liaisonstrès faibles qui se sont cassées' au stade de réarrangement de lapremière intrusion du mercure. Ainsi, au début de la compact ion, austade de réarrangement ces granules molles s'écrasent.
- 81 -
La poudre de fer, matériau ductil, a besoin d'une pression moinsélevée pour être comprimée A une densité donnée, par rapport auxmatériaux céramiques durs et fragiles. On passe directement du stade deréarrangement au stade déformation plastique. Il n'y a donc pas de stadeintermédiaire de déformation des agglomérats.
Afin de pouvoir distinguer les différentes étapes de leurcompaction, nous avons recours Ad'autres types de représentation.
2. Courbes l/d=Log P
Balshin(66l a montré qu'au cours de la compaction, la pression etle volume varient selon la loi suivante
LnP = - L Vr +C (1)
avec Vr le volume relatif du comprlmeP la pression appliquéeL la constante qui définit le "module de compression"
et C une constante
NousprésententLa loi (1)
avons constaté queun ajustement cohérentpeut s'écrire
les paramètres hauteur et pressionà une courbe exponentielle (r=Q,999).
soit
-1 CVr = __ LnP +
L L
Vr = A LnP + B
(2)
(3)
Vr = m/d avec m, la masse et d la masse volumique du comprimé
l'équation 3 devient alors
1 A 8_ = _ LnP +- (4)d m m
- 82 -
1soit
d
= AI LnP + BI (5)
AI et BI sont des constantes.Mexmain, Jarrige et Rigondaud(62l ont montré que l'équation de
Balshin vérifie les conditions aux limites avec B'=l/do' do étant ladensité non tassée de la poudre, AI la pente de la droite du graphe. Lapression P comprenant la pression de compactage Pt et la pression à
l'état initial Po, qui sera négligée.Nous avons ainsi opté pour la représentation graphique l/d=Ln P.La mesure de la masse volumique apparente "dU peut être obtenue A
partir de la mesure de la hauteur soit directement dans la matrice,grâce à l'enregistrement effectué à partir de la table traçante, pendantla compaction, soit après llextraction du comprimé de la matrice. Dansle dernier cas la masse volumique est légèrement plus faible à cause dela relaxation due à son élasticité.
Tous nos résultats ont été obtenus directement pendant lacompaction. Nous avons préféré travailler ainsi pour les raisonssuivantes :
- possibilité d'obtenir la masse volumique de comprimés de faibletenue mécanique.
- la masse du comprimé demeure constante pendant tout l'enregistrement.
- grande précision en travaillant de façon continue.
Les résultats sont reproductibles.Nous avons cependant effectué la moyenne de plusieurs essais pour
les principales données à suivre.Nous voulons, dans ce paragraphe, faire une étude comparative du
comportement A la compaction avec les résultats de porosimétrie desdiverses poudres. Une compara ison sera enfi n effectuée entre poudrescéramiques et poudres métalliques.
- tU -
2.1. Poudres cêramigues agglomêrêes (Nitrures d'aluminium)
2.1.1. Résultats
Nous avons effectué plusieurs enregistrements au cours de lacompaction des diverses poudres de nitrure d'aluminium.
Les résultats sont portés sur les figures 111.6 et 111.7.Les courbes correspondantes aux deux poudres du groupe A sont
linéaires, sans aucun changement de pente. Al est mieux densifiée que A2 •
Celles ~orrespondantes aux poudres du groupe B présentent unchangement de pente. La rupture de pente de 82 se situe à environ 25 MPatandis que celle de BI se situe à environ 28,3 MPa. BI est mieux densifiée que 82 , mais ces 2 comprimés se compriment mieux que les 3 autres.Après la rupture, le segment suivant a une pente plus faible. Sa valeurpasse de -0,11 à -0,09 pour la poudre 81 et de -0,11 à -0,09 pour 82 ,
La poudre C présente 2 ruptures de pente, la premi ère se situe à
environ 20 MPa et la seconde à environ 70 MPa. Après chaque rupture, lapente du segment suivant diminue. Leurs valeurs passent de -0,50 à -0,43
puis à-D,3D.
2.1.2. Corrélation entre le coefficient d'agglomération etla compaction
Le coefficient d'agglomération de la poudre Az est de 0,56, tandisque celui de Al est de 0,50. Le volume des pores intra-agglomérats de A2
est 472 mrn3/g tandis que celui de Al est 463 mm3/g.Leurs coefficients d'agglomération sont élevés, ils ont donc
beaucoup d'agglomérats de petites tailles (fig. 1.9 Al et Az) qui secassent à des pressions plus élevées que 141 MPa. Leurs ruptures depente ne s'observent pas sur le graphe(63l. La poudre Al qu i a un vo lumeporeux intra-agglomérat plus faible se comprime mieux que Az'
Le coefficient d'agglomération de 81 est 0,42 tandis que celui de8z est de 0,40. Le volume poreux intra-agglomérats de BI est de 340 mm3/gtandis que celui de B2 est de 357 mrn3/g. Leurs coefficients ne sont pastrès élevés, ils sont inférieurs à ceux du groupe A d'environ 10%. Cesont des poudres qui renferment de gros agglomérats (confirmation par leME8 les micrographies 1.9 81 et Bz) poreux qui se cassent à des pressiond'environ 25 à 28 MPa. Les travaux de Pampuch(58l sont confirmés par ces
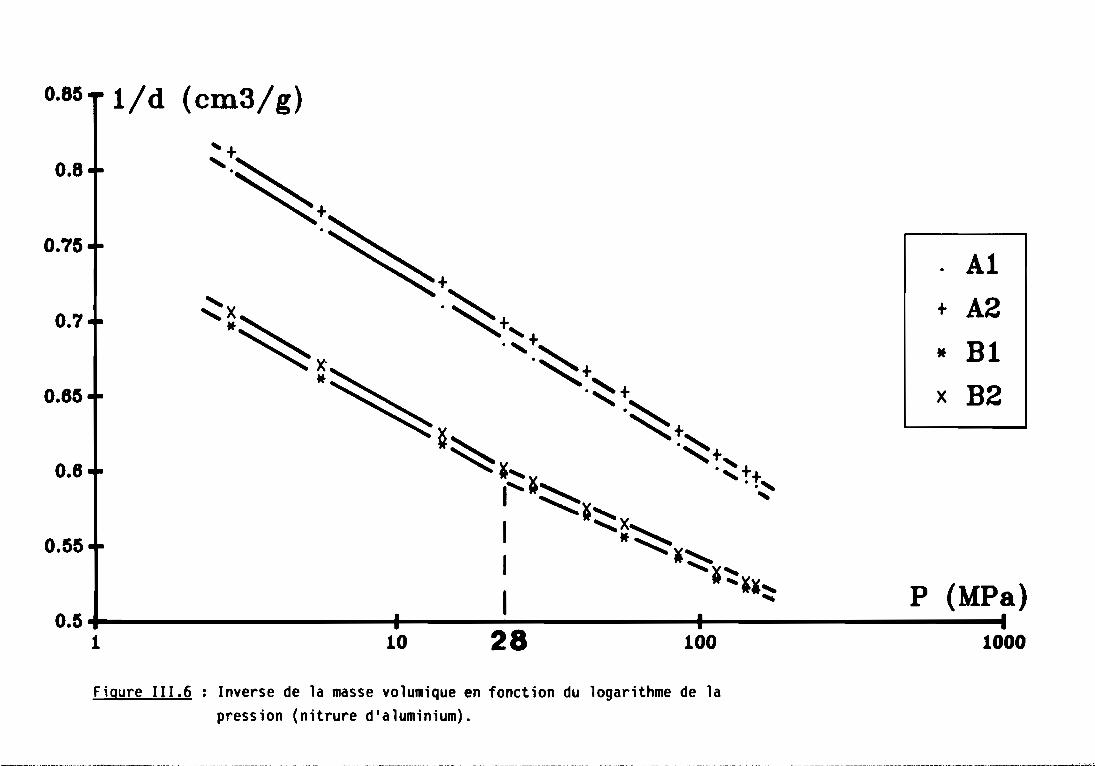
0.85 l/d (cm3/g)
1000
. Al+ A2
* BlX B2
P (MPa)
~~~+
0.6
-+~..... .~+""+
...... ~:::-...... ......~+
~~~ .::::~~+".~+~~ ·~tt....~~~~~ ...
l "~~x~1 It,,~~ ....1 ~ ~~~ 1__ ~I~ ~I
100---------;110 280.5 -11
0.7
0.8
0.55
0.85
0.75
Figure 111.6 : Inverse de la masse volumique en fonction du logarithme de lapression (nitrure d'aluminium).
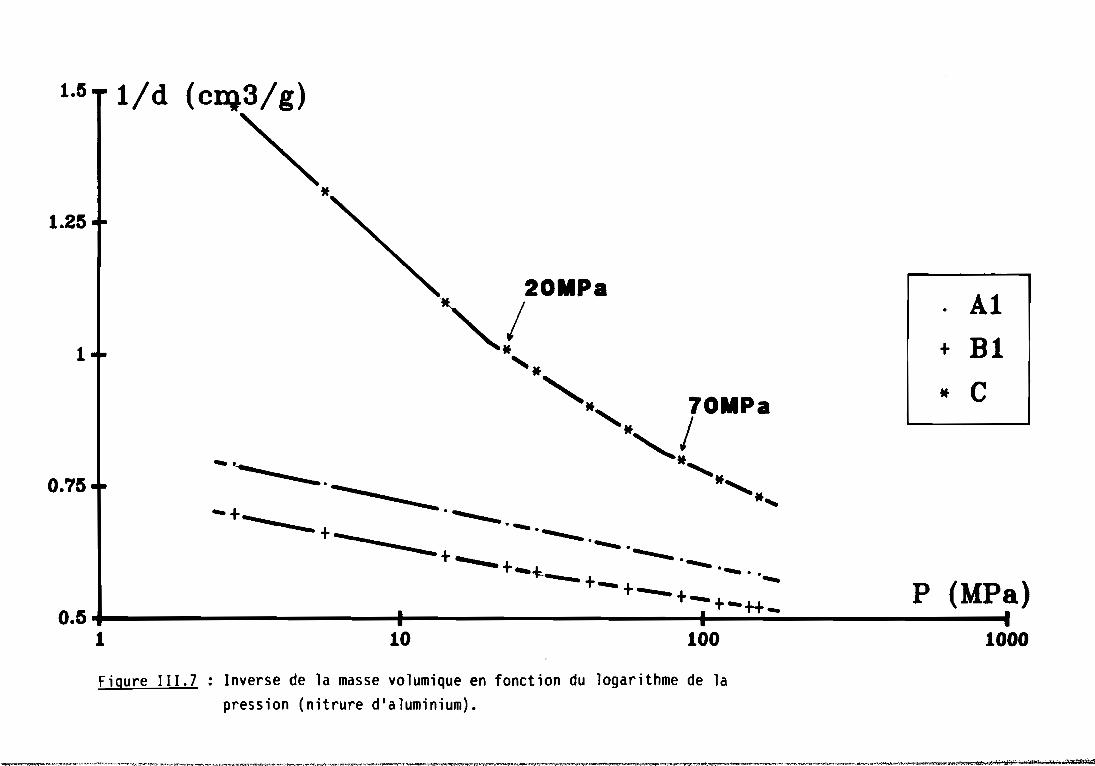
1.5 ... l/d (c~3/g)
"'.
1000
Al+ Bl
• C
201lP.
"'1'.'. 70llPa
'. 1'.,*,.,
10 100
~+----~ - ...................-....-.-- . P (MPa)~ -....- ...........
1- +.. - +-"'-+-+- +-~+:.:-:..t++~-=--------~u-----1'------,0.5-1
1
1
1.25
0.75
Figure 111.7 : Inverse de la masse volumique en fonction du logarithme de lapression (nitrure d'aluminium).
__~,",....~....._-,.__...;,...,""_..,~""""~".,-..~y~""'~_""~"'..,,~, ..._~...,~,y..""-",~_ ......."',..,_.""~ -".......,..".."'''''''''~.''''''''.,.'''''''''~''' .........."'.......~....-..._,..__ ~.__'"'''_.,.•.,''_''''.,,.'...._'""."i'.'_~ ~_"-""'_''''_''''_'','l'_'''''''''''''' __~'''''''''' ''-'''''~_''''''' ~=_'__ ~''''__~-'''~_~_,,,,,,,,~~,,,,,,,~,,",!,:,...,.~....~,,,,~_.t:',,,~.~,_,,,,,, ..,,,_,,~._,,,,,,,,,,,,,,,,,,,'1I.~"'''!'~'S_~' .ilm.! ..~. .:.";;.;,5.#* ~::-w-·· '(J'ir!' ·-·liif;f.~.'5~
- 86 -
résultats : les agglomérats très poreux se déforment facilement, d'oùleur effet bénéfique sur la compaction. De nombreuses équations sontutilisées pour décrire la dureté des agglomérats qui augmentent engénéral avec la diminution du volume de leur pore et de la taille despart icu 1es (4Z,54,58, 77) •
Le volume intra-agglomérat de BI est plus faible et la poudre se
comprime mieux avec la montée en pression. Son coefficient d'agglomération est légèrement plus faible et sa rupture de pente se situe à unepression légèrement supérieure (28,3 MPa) à celle de Bz (25 MPa). Lapoudre BI renferme donc des agglomérats légèrement plus durs que ceux de1a poudre Bz.
La poudre C est constituée de particules très fines et trèsagglomérées. Son coefficient d'agglomération est très élevé (0,68) et levolume de ses pores intra-agglomérats est de 1182 mm3/g. C'est la poudrequi a la densité non tassée la plus faible 0,237 g/cm3 , elle se comprimemoins bien que toutes les autres. La phase de réarrangement semble êtreterminée à environ 20 MPa, puis commence la déformation de sesagglomérats les moins durs. Aux environs de 70 MPa intervient ladéformation des agglomérats les plus durs sur une poudre broyée denitrure d'aluminium. La finesse des particules de la poudre favorise laformation d'agrégats qui s'agglomèrent entre eux, ainsi le nombre depoints de contact entre particules est accru(78).
Il apparaît donc que plus le coefficient d'agglomération A d'unepoudre est élevé, moins bien elle se comprimera.
2.1.3. Corrélation Porosité de la poudre-compaction
Sur la figure 111.8 qui représente la variation du volume cumuléde la porosité intra-agglomérats de ces diverses poudres de nitrured'aluminium, en fonction du rayon des pores, nous observons que la pentede la tangente à la partie droite des courbes varie. Ainsi, plus lavaleur absolue de la pente est faible, meilleure est la masse volumiquedu comprimé élaboré à partir de la poudre correspondante : B1<Bz<A1<Az.La poudre C, renfermant 2 types d'agglomérats, a un comportement différent. Plus la valeur absolue de la pente sera faible, plus étendue serala répartition des rayons des pores que renferme la poudre correspondante, et meilleure sera sa compressibilité.
- 87 -
La comparaison de la compressibilitê de ces poudres, du tableauII.3, et de la figure 111.8, suggère l'existence d'une relation entre larêpartition granulomêtrique, la rêpartition de la taille des pores et lacompressibilitê des poudres.
Le tableau II.3 nous a permis de voir la cohêrence entre larêpartition granulomêtrique obtenue par porosimêtrie et donnêe par laformule :
2 cr L' lAOp = _
p(1)
et celle obtenue par sêdimentation et donnêe par la formule de Stokes
Os = KV 1/2 avec
18 n
K = [ ] 1/2 (2)( P - P o)g
° = diamètre des particulescr = tension de surface du mercureP = pression d'intrusion du mercureL'lA = constante qui est dêrivêe des travaux de Mayer et Stowe(26)
et qui est fonction de l'angle de contact mercure-poudre etde la porositê de l'êchantillon de poudre
n = viscositê du liquide dispersantPo = masse volumique du liquidep = Il Il des particules
Le rayon des pores obtenu par porosimêtrie à mercure est donnê parla formule suivante:
-2 cr cos er pore = -----
p
e est l'angle de mouillage du mercure.Le modèle utilisê en porosimêtrie permet d'avoir une relation
entre la distribution de la taille des pores et celle de la taille desparticules :
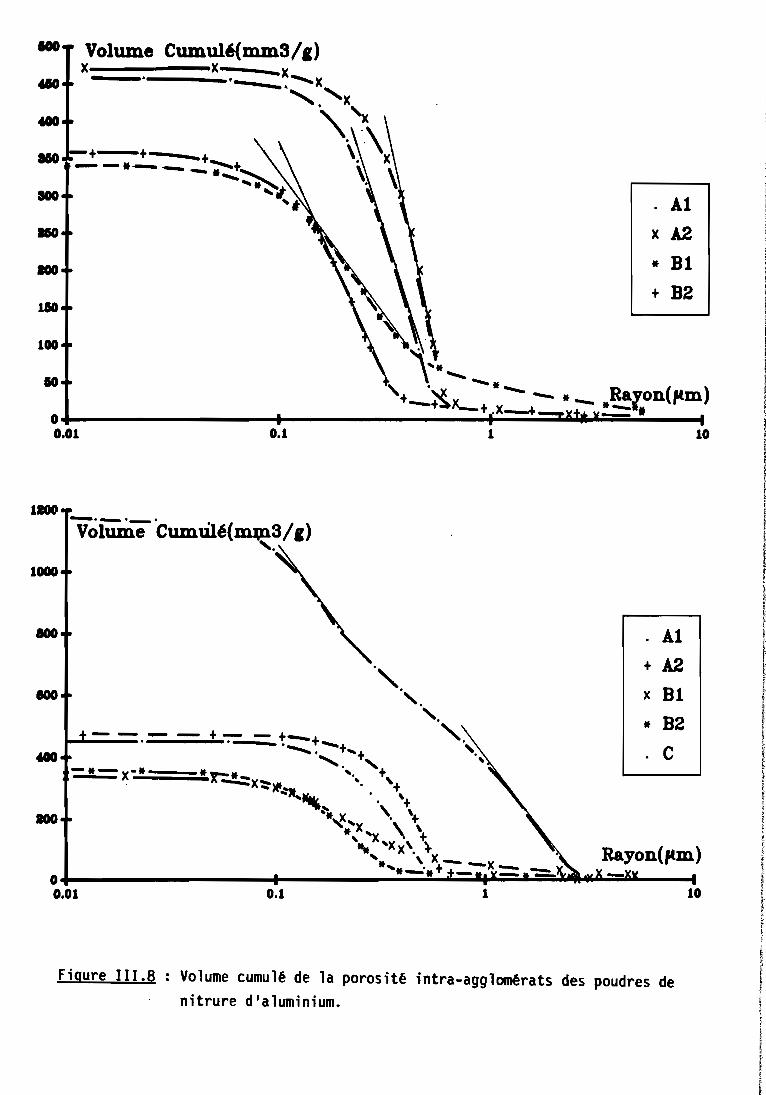
AlxA2
* Bi+ B2
0.1
Volume Cumulé(mm3/,)x.------x._ -x........x_. "
'. x'\.'\
\, x\ ~
'\'*\ '-'+ .~ ---* ........ -- * _ Rayon(flm)-+~x-+ .X-4r ~..
o.l------~~---~~=f:.=:..:::::.~~::..:...-_:'1 100.01
110
100
100
-
Al+A2
x Bi
* B2
C---
_._e_.Volume Cumwé(~3/1),.
- +-:- - +-+_.-- ---+~ .....+'. ".-.:==.!*r:::* .... +- --=x::~ '. '+~~ .. '+
:;'x '. '+"'<*'X \ \
, 'x",x '\ +....., x. T* '\ x__x....*_.*+:t- ==
0+---------.....----....:.=.l~:.=.~1~:.a..:=~1o*oQ-=u--~100.01 0.1
100
1100
1000
Figure 111.8 Volume cumulê de la porositê intra-agglomêrats des poudres denitrure d'aluminium.

- 89 -
2 cr L'lAOp = _
p
-2 cr cos a
==> cr = _
2 LIIA
-rpore P
r pore = -----p
==> cr = ---__
2 cosa
-rpore P==> =
2 L'lA 2 cos a
LIIA==> Op = - _
cos ar pore
Il n'y a pas de rapport entre la distribution de la taille desparticules obtenue par sédimentation et celle de la taille des poresobtenue par porosimétrie, mais nous constatons que plus la distributionde la granulométrie des particules est grande, plus la distribution durayon des pores est grande.
Nous venons donc de voir que la répartition granulométrique d'unepoudre détermine sa porosité, ainsi que sa compressibilité. Ainsi unepoudre de répart it ion granulométrique étroite aura une répart it ion derayon de pores intra-agglomérats étroite et sera moins compressiblequ'une autre de caractéristiques opposées.
En conclusion, la connaissance du coefficient d'agglomération etdu volume des pores intra-agglomérats permettent de se prononcer sur lecomportement de ces 5 poudres de nitrure A1N au cours de la compaction,et que, plus le volume de pores intra-agglomérats (pour une poudre) estélevé, moins bien la poudre se comprime (figure 111.8). La trop grandefinesse des particules est un facteur défavorable à la densification aucours de la compaction.
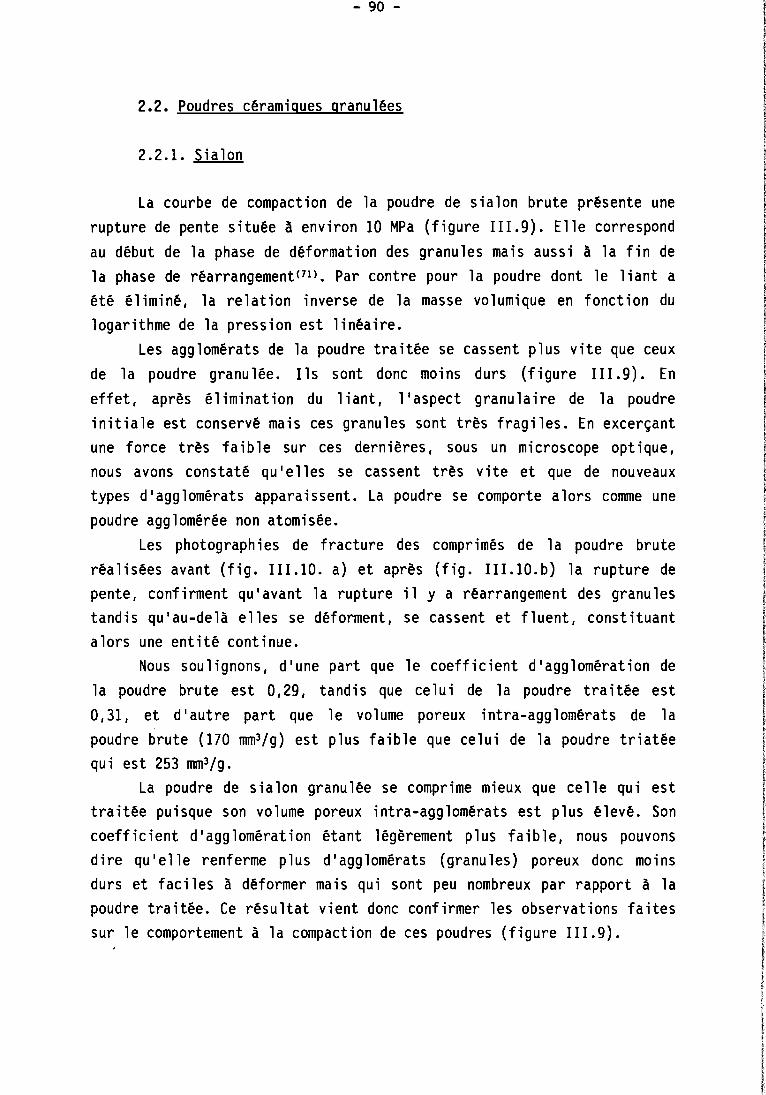
- 90 -
2.2. Poudres céramigues granulées
2.2. 1. Si a1on
La courbe de compact ion de la poudre de sia10n brute présente unerupture de pente située A environ 10 MPa (figure 111.9). Elle correspondau début de la phase de déformation des granules mais aussi à la fin dela phase de réarrangement<71l. Par contre pour la poudre dont le liant aété éliminé, la relation inverse de la masse volumique en fonction dulogarithme de la pression est linéaire.
Les agglomérats de la poudre traitée se cassent plus vite que ceuxde la poudre granulée. Ils sont donc moins durs (figure 111.9). Eneffet, après élimination du liant, l'aspect granulaire de la poudreinitiale est conservé mais ces granules sont très fragiles. En excerçantune force très faible sur ces dernières, sous un microscope optique,nous avons constaté qu'elles se cassent très vite et que de nouveauxtypes d'agglomérats apparaissent. La poudre se comporte alors comme unepoudre agglomérée non atomisée.
Les photographies de fracture des comprimés de la poudre bruteréalisées avant (fig. 111.10. a) et après (fig. 1I1.10.b) la rupture depente, confirment qu'avant la rupture il y a réarrangement des granulestandis qu'au-delà elles se déforment, se cassent et fluent, constituantalors une entité continue.
Nous soulignons, d'une part que le coefficient d'agglomération dela poudre brute est 0,29, tandis que celui de la poudre traitée est0,31, et d'autre part que le volume poreux intra-agg10mérats de lapoudre brute (170 mm3/g) est plus faible que celui de la poudre triatéequi est 253 mm3/g.
La poudre de sia10n granulée se comprime mieux que celle qui esttraitée puisque son volume poreux intra-agg10mérats est plus élevé. Soncoefficient d'agglomération étant légèrement plus faible, nous pouvonsdire qu'elle renferme plus d'agglomérats (granules) poreux donc moinsdurs et faciles à déformer mais qui sont peu nombreux par rapport à lapoudre traitée. Ce résultat vient donc confirmer les observations faitessur le comportement à la compaction de ces poudres (figure 111.9).
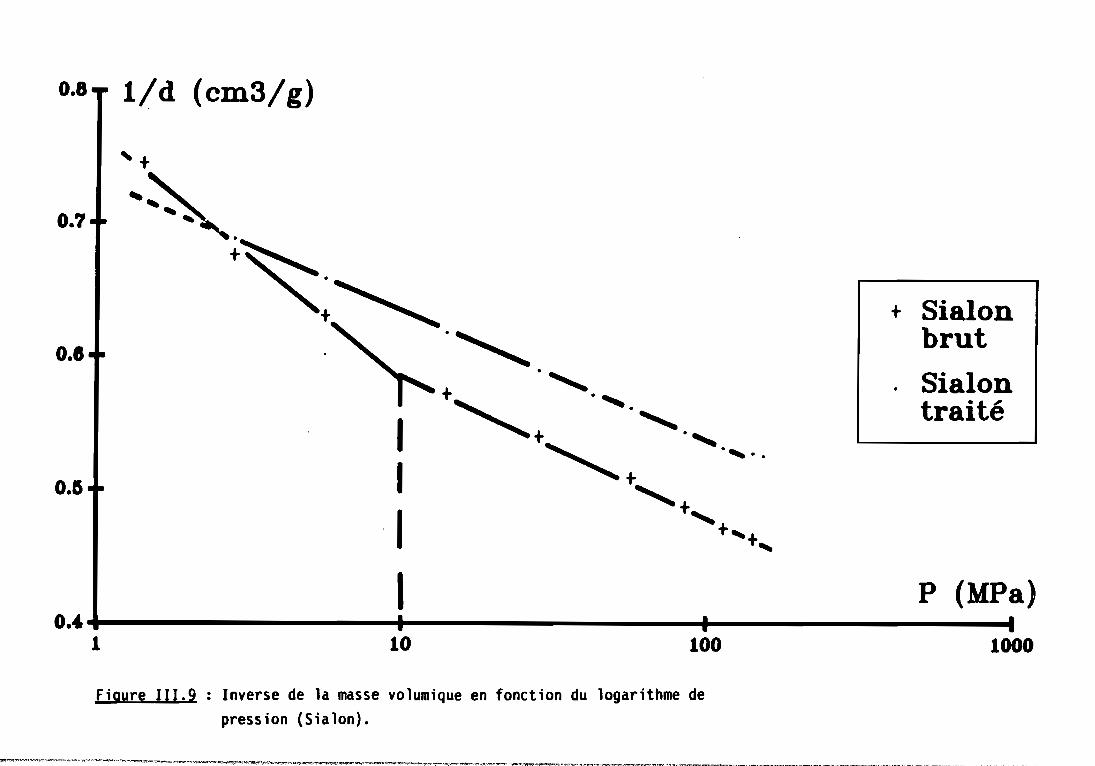
0.8 .. l/d (cm3/g)
111
1
0.7
0.8
0.6
:+~~~~
'+~
"'~~.".'.,+, .,.......,..+"-.+.........
t,t't,
t Sialonbrut
. Sialontraité
P (MPa)
100010010o., 1 1 1 1
1
figure 111.9 : Inverse de la masse volumique en fonction du logarithme depression (Sialon).
-"'~..,.....,.~.,.~-.~ .....-.--~... ,.•'"'"'.\.!'~"~".'''''''-~,,,.,'''_··~·..,."""",-,- .... ""·_''''''~-' .."'''','...-'''''__'''''~~.-;''''''7ol!1~·."" ...? ..,·.,''''''!''".,.",.?,.",._~~,""'l,.,-~_~.,"'_.lN·"'~,..".,.~.,..._"~..·..........è"""".-..,C"'''_,,.......,''''''."""."""_~'"~'''''''''!''_''''_.~'''''''''_11''''".~_~"'-'~''''"_'%''''''_'''''.",~~,'",_"",,,,,,...,..,...;,,, ... ..,.c·,,,,. ·~..,...,..-.,,_._,,,,,,....,,,,,_~~~_,,__~_"_,_·_-••~ ••~~~•.•. .._"_,,"~._.»__.. _~ __,.__~. __._ _ ~_~_~ .. _
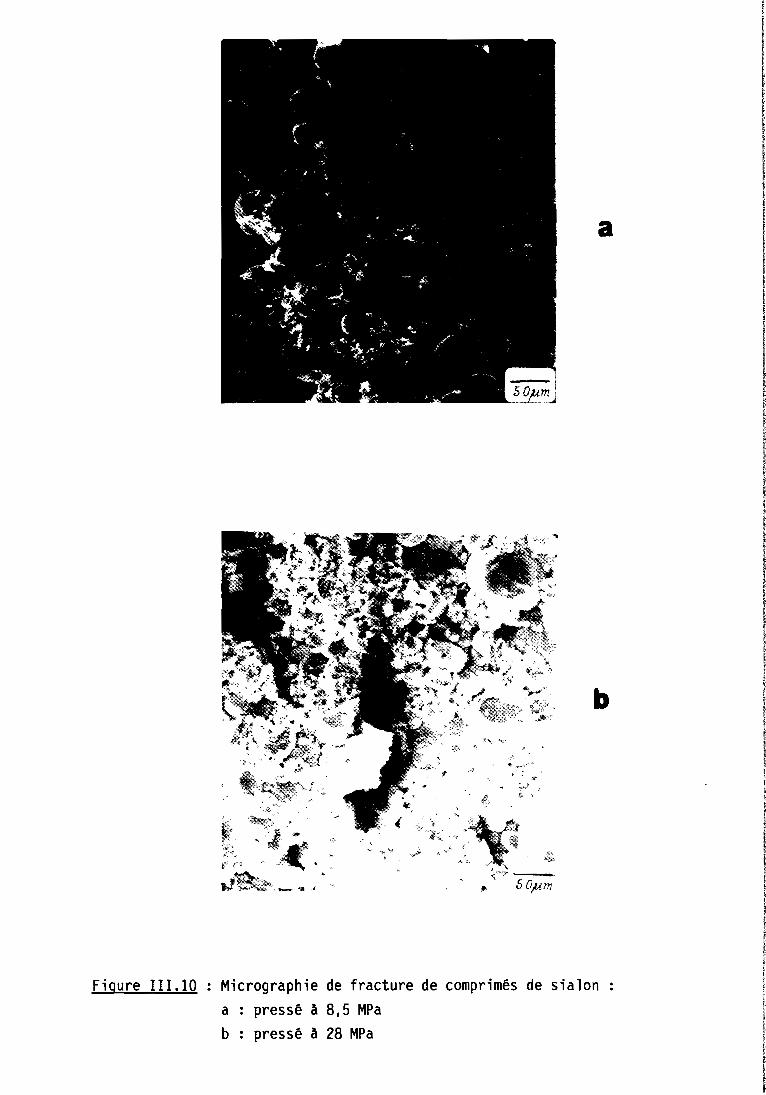
a
b
Figure II 1.10 Micrographie de fracture de comprimés de sialona pressé à 8,5 MPab pressé à 28 MPa
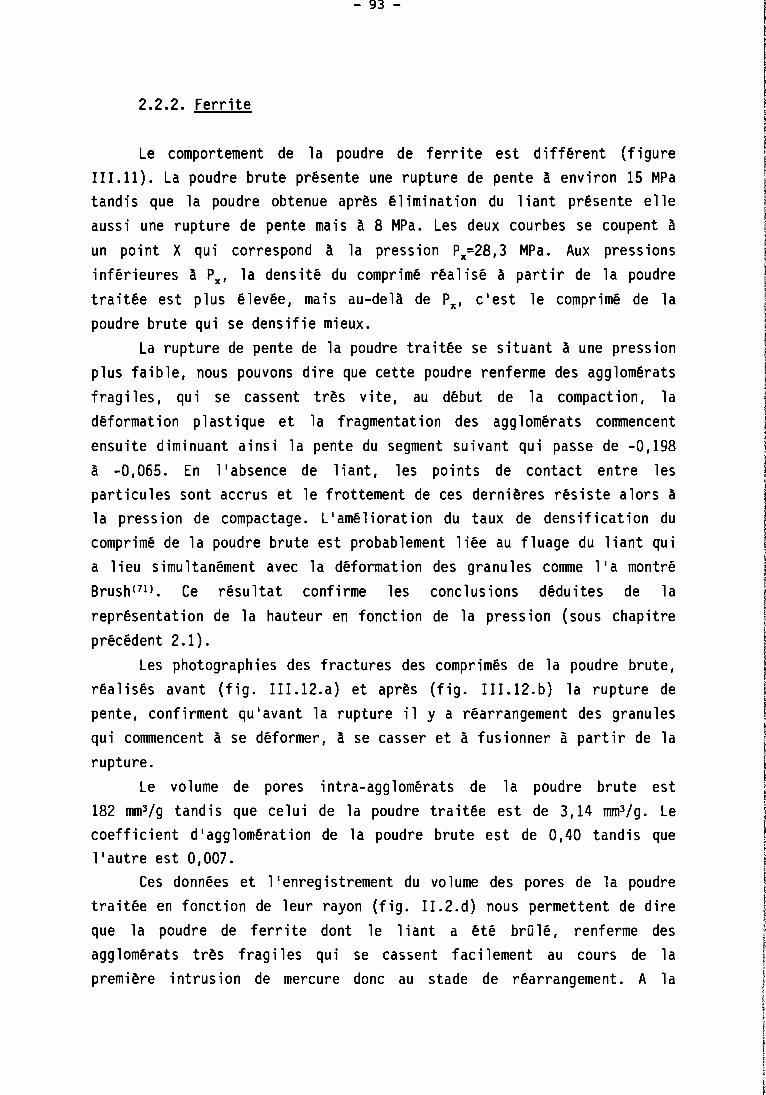
- 93 -
2.2.2. Ferrite
Le comportement de la poudre de ferrite est différent (figure111.11). La poudre brute présente une rupture de pente à environ 15 MPatandis que la poudre obtenue après élimination du liant présente elleaussi une rupture de pente mais à 8 MPa. Les deux courbes se coupent àun point X qui correspond à la pression Px=28,3 MPa. Aux pressionsinférieures à Px, la densité du comprimé réalisé à partir de la poudretraitée est plus élevée, mais au-delà de Px, clest le comprimé de lapoudre brute qui se densifie mieux.
La rupture de pente de la poudre traitée se situant à une pressionplus faible, nous pouvons dire que cette poudre renferme des agglomératsfragiles, qui se cassent très vite, au début de la compaction, ladéformation plastique et la fragmentation des agglomérats commencentensuite diminuant ainsi la pente du segment suivant qui passe de -0,198à -0,065. En l'absence de liant, les points de contact entre lesparticules sont accrus et le frottement de ces dernières résiste alors à
la pression de compactage. L'amélioration du taux de densification ducomprimé de la poudre brute est probablement liée au fluage du liant quia lieu simultanément avec la déformation des granules comme lia montréBrush(71). Ce résultat confirme les conclusions déduites de lareprésentation de la hauteur en fonction de la pression (sous chapitreprécédent 2.1).
Les photographies des fractures des comprlmes de la poudre brute,réalisés avant (fig. III.12.a) et après (fig. III.12.b) la rupture depente, confirment qu'avant la rupture il y a réarrangement des granulesqui commencent à se déformer, à se casser et à fusionner à partir de larupture.
Le volume de pores intra-agglomérats de la poudre brute est182 mm3/g tandis que celui de la poudre traitée est de 3,14 mm3/g. Lecoefficient d'agglomération de la poudre brute est de 0,40 tandis quel'autre est 0,007.
Ces données et l'enregistrement du volume des pores de la poudretraitée en fonction de leur rayon (fig. II.2.d) nous permettent de direque la poudre de ferrite dont le liant a été brûlé, renferme desagglomérats très fragi les qui se cassent faci lement au cours de lapremière intrusion de mercure donc au stade de réarrangement. A la
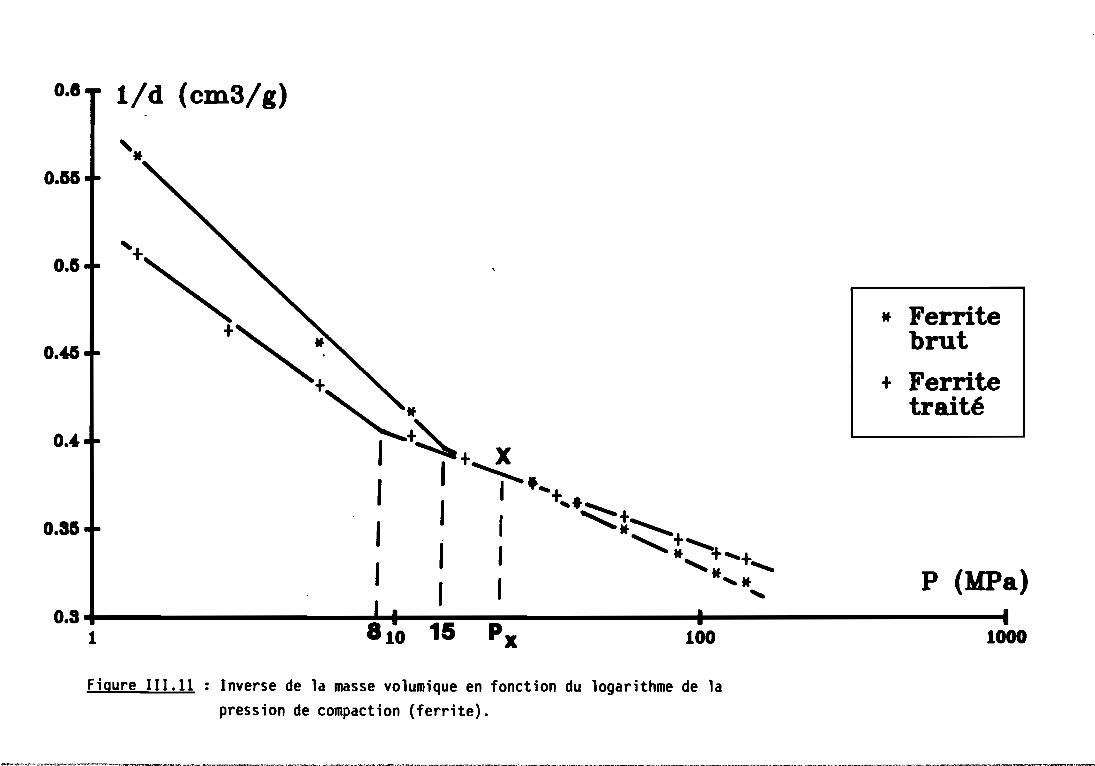
0.8 .. l/d (em3/g)
'.
1000
P (MPa)
• Ferritebrut
+ Ferritetraité
0.&'+
+, "-,:~ X
1 1+-"';;"'1 ......+l ,.~+1 l ""•:::::---.+~~. =1-,+...........
1 1 1 6
1 _~I~~' -;I100--------1~~1~ 15 Px0.9"
1
o.,
0.&&
0.4&
0.9&
Figure 111.11 : Inverse de la masse volumique en fonction du logarithme de lapression de compaction (ferrite).
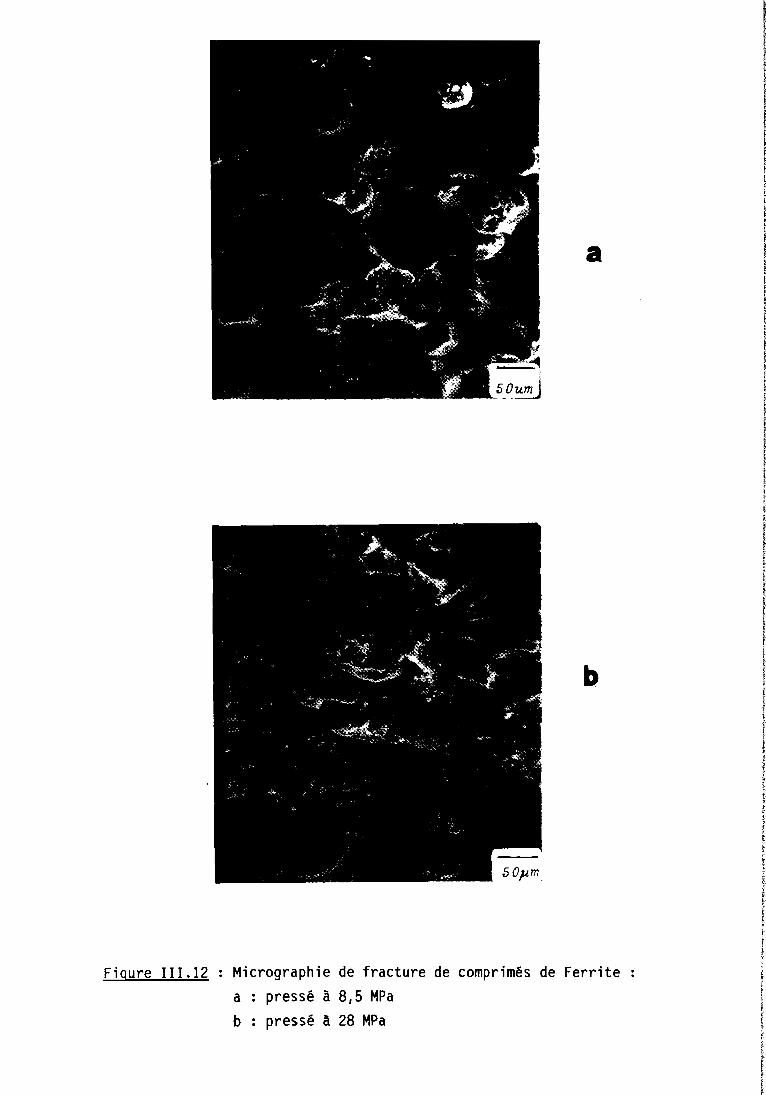
a
b
Figure 111.12 Micrographie de fracture de comprimés de Ferritea pressé à 8,5 MPab pressé ~ 28 MPa
- 96 -
seconde intrus ion, cette poudre se comporte a lors comme une poudre non
agglomérée et son volume de pore intra-agglomérat est quasiment nul.
Ce résultat est confirmé par le coefficient d'agglomération qui
est égal à zéro. Cela explique que le "Yield Point" ou point de rupture
de pente soit très faible par rapport à celui de la poudre brute. En
effet ses agglomérats conservent leur aspect granulaire après la
décomposition du liant constituant ainsi les agglomérats fragiles de
cette poudre. Au cours de la compaction, une telle poudre se comportera
très vite comme une poudre non agglomérée avec la fragmentat ion des
particules après la rupture de pente. Ce qui explique qu'en fin de
compression, la poudre granulée brute soit mieux densifiée malgré son
volume de pores intra-agglomérats plus élevé, puisqu'il y a fluage de
son liant, tandis que les particules de la poudre sans liant opposent
plus de résistance à la compression.
Connaissant les données de porosimétrie au mercure tels que le
volume poreux intra et inter-agglomérats et le coefficient dl agglomé
ration d'une poudre céramique, il est possible de prévoir son compor
tement au cours de la compression.
2.3. Poudre métallique
La nature d'un matériau (ductile ou fragile) est aussi un facteur
déterminant quant à son comportement à la compression. Ainsi comme nous
11 avons précédemment vu, les cérami ques sont des matér i aux "durs" ma i s
fragiles dont les cristallites, suivant le nombre de points de contact
qu'elles ont les unes avec les autres, opposent une résistance plus ou
moins élevée à la compression. Nous avons aussi noté que dans la
représentation 1/d=f (Log P), les pentes des droites augmentent avec la
pression de compression des poudres céramiques. Nous étudierons la
compress i on d'une poudre de fer qu i sera comparée à ce 11 e des poudres
céramiques.
Les différentes étapes de la compression de la poudre de fer
s'observent sur la figure 111.13.
La courbe de compression du fer présente une rupture de pente qui
se situe à environ 22,65 MPa. Le premier segment a une pente de -0,02
ave'c un coefficient de corrélation r=0,994, tandis que celle du second
est -0,06 avec r=0,997. Cette dernière est plus faible, mais sa valeur
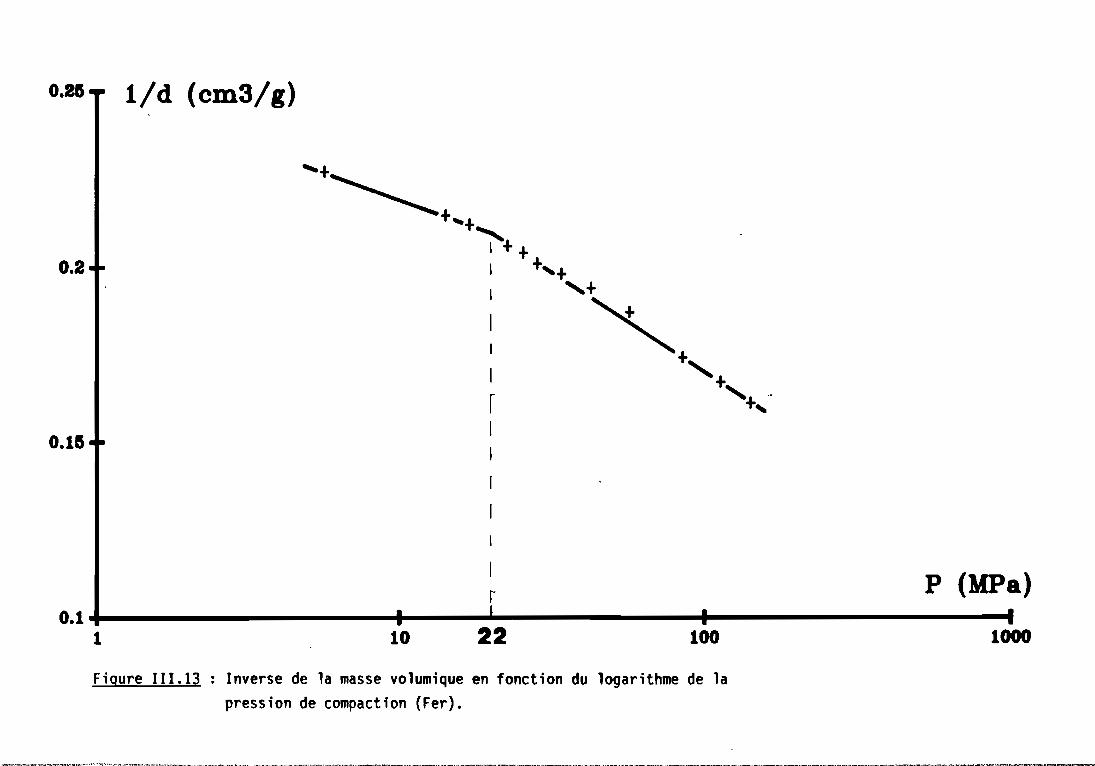
0.2& l/d (cm3/g)
1
r1
1
1
1
0.2
0.15
.......+~
~+ ..+,1++1 +...+,~1 +"",
+,+,+,
1
r P (MPa)
100010022100.1-1 1 t 1 1
1
Figure 111.13 : Inverse de la masse volumique en fonction du logarithme de lapression de compaction (Fer).
, , _.'M'~""".""~'''''''''''__'''''~''~'·''''''·''''~·'''''''N_'',''c.'<~_''''''·'''''''b.' ....."_""""'~ ...,,",,..,..~_~.•_".~~~~_,~,"',~.'~~ ..<~~.~., ••_<~._._." __ '_~·__·'·'.• .'o"~'''_'_'''_''~_'''''-''' __''~~~~-_' -.·.··..~.,__...._ .......·,...._ ....,,"_.~~_ •. ~~_ft~~_.·_"_,· '__..'n" '_,_~,~ ,~~_... ~__~._~~~__~._... ._. .,..__ ._._,.,.~_._"'~". __>_"__,__' __.." ._.~ ~__. ~ •
- 98 -
absolue est plus élevée, il y a donc une accélération de la vitesse dedensification.
Lorsque des particules mêtalliques sont propres, c'est-à-dire sansaucune couche d'oxyde, leur adhésion les unes aux autres est trèsfaible, puisque leur aire de contact est aussi faible. Avec une pressioncroissante, cette aire peut être accrue très vite, grâce à ladéformation plastique des particules, cela explique la cohésion d'uncomprimé métallique qui ne nécessite pas une pression très élevée. Uncomprimé métallique pressé à 35 MPa peut être manipulé sans crainte. Lapression de cohésion va dépendre de la ductilité du métal.
Le comportement de la poudre de fer peut être décrite par deuxphénomènes correspondant aux deux segments de droi tes observés sur lafigure III. 13.
Le premier segment correspond à la phase de réarrangement desparticules. Puisque le coefficient d'agglomération de la poudre estquasiment nul, cette dernière ne renferme donc pas d'agglomérats.
A environ 22,65 MPa, commence la déformation plastique desparticules. Le second segment correspond ainsi à la phase de déformationplastique des particules. L'augmentation de la valeur absolue de lapente de ce segment, donc de la vitesse de densification est due à laductilité du fer. Nous ne parlons pas de la déformation élastique parcequ'elle est négligeable comme le montrent les travaux de Seelig etWu lff(79).
Il Y aurait eu une troisième phase qui serait la phase defragmentation des particules, si nous avions un métal très dur tel quele tungstène. Cette troisième phase est très importante lors de lacompaction de matériaux non métalliques telles que les céramiques.
Il nlest pas aussi facile de parler de déformation plastique desparticules dans le cas des poudres céramiques. Au cours de leurcompression, le stade de réarrangement des particules et des agglomératsest suivi par le stade de déformation des agglomérats et/ou des granulessuivi enfin du stade de fragmentation des particules dures et fragiles.
Dans les deux cas, les divers stades se recouvrent.
III - CONCLUSION
A partir des données de porosimétrie à mercure telles que levolume total des pores, le volume des pores intra-agglomérats,
- 99 -
11 hystérésis et le coefficient d'agglomération, il est possible deprévoir le comportement d'une poudre céramique à la compression.
Les poudres métalliques ont besoin de pression moins élevée pouratteindre la même densité que les céramiques et que leur comportement à
la compression est dominé par une déformation plastique des particulestandis que les poudres céramiques se densifient moins bien et que leurcomportement est dominé par la déformation, la désagrégation desagglomérats, et la fragmentation de leurs particules. Le tauxd'agglomération et la dureté des agglomérats des poudres céramiques sontdes facteurs qui influencent la densité et l'homogénéité du produitfinal. Ainsi une poudre de particules très fines renfermera de nombreuxagglomérats, ce qui défavorisera sa compact ion. Par contre lesagglomérats poreux se déforment plus facilement. Ils sont plus favorableà la compression d'une poudre.
Une poudre céramique granulée par atomisation se comprimera mieuxque la même poudre dont le liant a été brûlé auparavant.
Enfin, la compressibilité d'une poudre est reliée à la répartitionde la taille de ses pores, qui est elle-même reliée à la répartitiongranu1ométrique.

QUATRIEME PARTIE
COMPACTION ASSISTÉE D'ULTRASONS
QUATRIEME PARTIE
COMPACTION ASSIST~E D'ULTRASONS
Les propriétés finales des produits céramiques sont tributairesdes défauts préexistants. Ces défauts dépendent non seulement des caractéristiques générales du matériau de départ : composition, structurecristalline (anisotropie des propriétés), microstructure (pores, grains,agglomération ... ) mais aussi des conditions de fabrication dont lapréparation du matériau, la mise en forme, le traitement thermique(frittage) et les traitements de finition qui sont les aspects les plusimportants.
Dans ces matériaux céramiques fragiles, ce sont les microfissuresassociées qui rendent les défauts initiaux (pore, vide, fissure ... )critiques. Tandis que dans les matériaux ductils (métaux), la plasticitépermet une red istr i but ion des contra"j ntes au vo is; nage des défauts lesplus critiques.
Ces défauts sont généralement introduits durant les stades préliminaires de la fabrication et deviennent critiques lors du refroidissement après frittage. Une attention particulière doit donc êtreaccordée à ces premières étapes.
Nous nous sommes attaché à définir où, quand et comment appliquerles ultrasons lors de la compaction afin d10ptimiser la mise en forme.
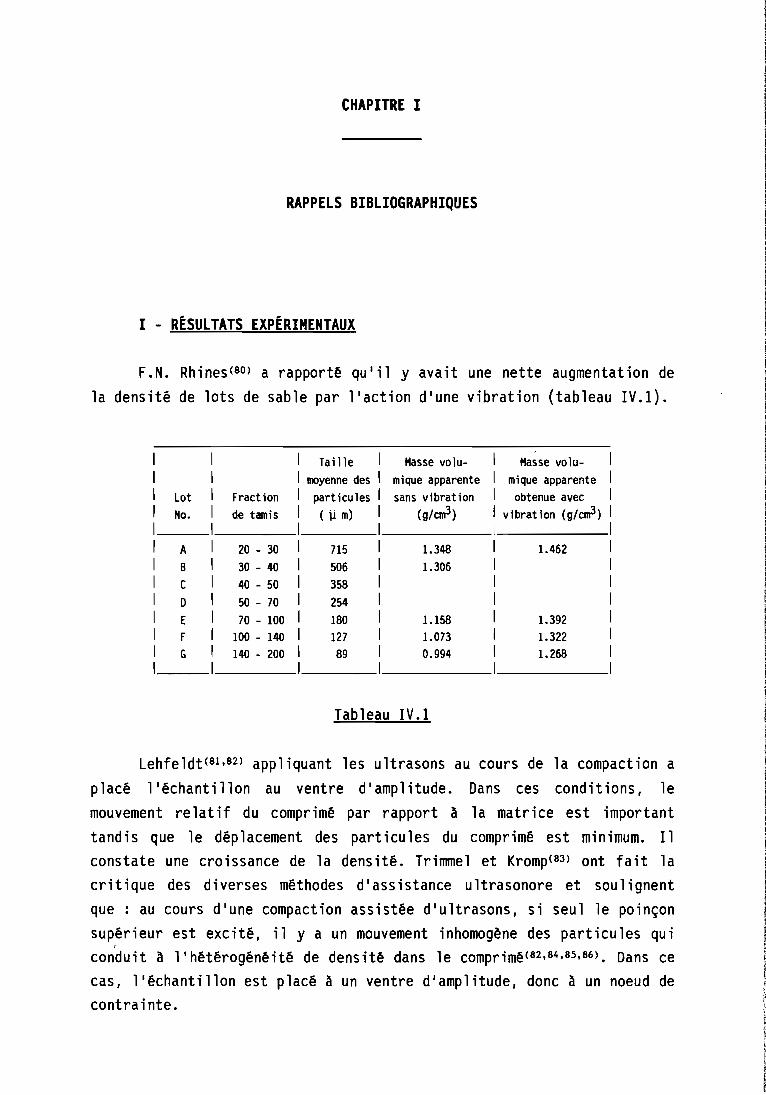
CHAPITRE 1
RAPPELS BIBLIOGRAPHIQUES
1 - RÉSULTATS EXPÉRIMENTAUX
F.N. Rhines(80) a rapporté qulil y avait une nette augmentation de
la densité de lots de sable par l'action d'une vibration (tableau IV.l).
Ta i lle Hasse volu- 1 Hasse volu-moyenne des mique apparente 1 mique apparente
Lot Fraction particules sans vibration 1 obtenue avecNo. de tamis ( li m) (g/em3) 1 vibration (g/cm3)
1
A 20 - 30 715 1.348 1 1.462B 30 - 40 506 1.306 1
C 40 - 50 358 1
0 50 - 70 254 1
E 70 - 100 180 1.158 1 1.392F 100 - 140 127 1.073 1 1.322G 140 - 200 89 0.994 1 1.268
1
Tableau IV.l
Lehfeldt(81.82) appliquant les ultrasons au cours de la compaction a
placé l'échantillon au ventre d'amplitude. Dans ces conditions, le
mouvement relatif du comprimé par rapport A la matrice est important
tandis que le déplacement des particules du comprimé est minimum. Ilconstate une croissance de la densité. Trimme1 et Kromp(83) ont fait la
critique des diverses méthodes dlassistance ultrasonore et soulignent
que: au cours d1une compaction assistée d'ultrasons, si seul le poinçon
supérieur est excité, il y a un mouvement inhomogène des particules qui,
conduit à 11 hétérogénéité de dens ité dans le comprimé(82.84.85.86). Dans ce
cas, l'échantillon est placé A un ventre d'amplitude, donc A un noeud de
contrainte.
- 103 -
Ensminger(S1) a considêrê le cas où l'êchantillon est placê a unnoeud d'amplitude, donc à un ventre de contrainte. Les poinçonsinférieur et supérieur ont une demi-longueur d'onde de long. Cetteméthode génère un large mouvement des particules, avec une augmentationconsidérable de densité. Au cours d'essais de pressage à chaud réalisésdans ces conditions, des densités relatives de 100% ont été obtenuesavec certains alliages, ce qui n'est pas le cas sans ultrasons.L'augmentation de la contrainte transversale des comprimés avec11 intensité sonore et la charge a été observée dans le cas particul ierde la poudre de fer.
L'accord du po inçon de pressage avec les cond it ions de résonancedu matériau est capital. La résonance ne peut être obtenue si lematériau ne possède pas des propriétés accoustiques adéquates (densité,épaisseur du comprimé, amortissement, élasticité). Trimmel et Kromp(83)sou lignent que siles cond it ions de résonances ne sont pas remp lies, lesystème fonctionne très mal. Le noeud d'amplitude sort alors ducomprimé, modifiant ainsi la phase avec une diminution de l'amplitude.
Afin d'améliorer la méthode proposée par Ensminger(87), Trimmel etKrornp(83) ont envisagé l'utilisation d'un second transducteur. Lasymétrie du système permet alors de maintenir le plan nodal au milieu dusystème, c'est-à-dire au centre de l'échantillon.
Il a été montré que lorsque 2 plateaux d'acier sont pressés avecune pression équivalente de 4,6 atm, l'aire de contact réelle n'est quede 1/2000 de l'aire apparente. Ainsi la pression aux points de contactest alors de 9200 atm(88,89). Ce qui permet d'expliquer les résultats deTrimmel et Kromp(83) soulignant qu'au cours de la compaction, lesultrasons peuvent conduire à une soudure des points de contact entreparticules.
B. Rogeaux et P. Boch{90) ont constaté une amé l iorat ion du modu lede Weibull par les ultrasons appliqués au cours de la compaction depoudres d'alumine.
Pohlman et Lehfeldt(91) ont montré qu'au cours de la mise en formede matériaux ductils, les ultrasons réduisent considérablement lafriction interne et la friction externe.
Oudin et Ravalard(92) présentent des perspectives de développementde l'assistance ultrasonore de la compaction de poudres métalliques. Ils
des deux poinçons enélevées que celles des
- 104 -
soulignent aussi que les ultrasons augmentent "la cohésion du comprimé"et diminuent les frottements.
Les comprimés obtenus par excitationopposition de phase ont des densités pluscomprimés exc ités par un seu l poinçon l9Zl .
TarpleyI93.94l, Thomas(95l et Lehfeldt(81l ont aussi montré que lesultrasons pouvaient augmenter la densité des comprimés surtout auxbasses pressions.
Tarp leyl96l a montré qu'en extrus ion, la press ion pouva it êtrediminuée par les ultrasons.
Dragan et Protopopescu(84l exp li quent les résu ltats obtenus parl'assistance ultrasonore de la compaction des métaux en considérant quel'augmentation de densité est due à la force pressante et à la puissancepressante des oscillations ultrasonores qui contribuent à l'éliminationdes gaz adsorbés à la surface des particules.
D'autre part, ils constatent que l'élévation de la température descomprimés est due à la dissipation de l'énergie ultrasonore (mécanique)transformée en énergie thermique et au réarrangement des particules. Ily aurait un début de frittage aux points de contact, ce qui améliore lespropriétés physiques et mécaniques des produits.
Siwkiewicz et Stolarz(97l ont montré qu 1 il y avait une mei lleuredistribution de la densité le long des chemises de cylindre de moteurmises en forme avec assistance ultrasonore. Ils ont obtenu de meilleursrésultats avec des amplitudes croissantes jusqu'à Il m.
Narukil 98l étudie la compaction assistée d'un mouvement vibratoired'une poudre de UOz• Il souligne qu'une connaissance préalable desparamètres pouvant influencer la densité obtenue par compaction estnécessaire avant toute application de cette technique. Il cite lescaractéristiques du matériau et de l'énergie vibratoire, la technique de .compaction, la pression de compactage et la hauteur de poudre.
Travaillant avec des fréquences de 100 à 400 Hertz, +1 observe quela densité des comprimés croît avec la fréquence et passe par un maximumà 300 Hertz.
- 105 -
Il - MOD~LISATION DE LA VIBRATION D'UNE PARTICULE
Un essai de modêlisation du comportement d'une particule sur unplateau soumis A une vibration est proposê par Suzuki, Takahashi etTanaka (99) :
La collision de la particule avec le plateau est supposêeinélastique, c'est-A-dire sans rebond.
L'expression du mouvement du plateau est
x = a sin 2 n f t = a sin 2 II n
avec x = déplacement du plateaua = amplitude de vibrationf = fréquence de vibrationt = tempsn = ft = temps non dimensionné
(1)
Deux cas sont A envisager selon que la particule est sur leplateau ou non : le point no où la particule quitte le plateau et n1 oùelle entre en collision avec ce dernier.
Quand la particule est sur le plateau, l'équation de mouvement dela particule est donnée par
mXII = N- mg (2)
m et x sont respectivement la masse et le déplacement de la particule, Nest la force qui agit sur celle-ci et g l'accélération de la pesanteur.
Lorsque la particule est sur le plateau x = X et l'équation (2)devient :
- ma (2 IIf)2 Sin2 II n = N - mg (3)
à n=no N=O, ainsi
9 1si n2 II n = =0
a(2 II f)2 G

- 106 -
1 1==> no = ------ Arc sin ---
2 n G
avec G = a (2 nf)2/g = intensité de vibration.
La vitesse initiale d'une particule en vol est
L'équation de mouvement de la particule en vol est
m X" = mg
(4)
(5)
(6)
par intégration, cette équation donne la vitesse de la particule
X' = g ( ) + a (2nf) cos 2II nof
à condition que x=a (2 IIf) cos 2 II no pour n=no
(7)
La seconde intégration donne
n-no 1 n-noX = a sin 2 II no + a (2 II f) cos 2 II no - --- g ( )2
f 2 f(8)
Au point nI' [X]n-nl = [X] c'est-à-diren-nl
nI-no 1 nI-no
a sin 2 II nI - a sin 2 II no + __ a (2IIf) cos 2II no __ 9 (__)2f 2 f
Les équations (3) et (8) donnent
1
(9)
( 1G2 + 1 - 2G sin 2 II n1 + (10)2II
Les équations (4) et (10) montrent bien la dépendance du mouvementde la particule et de l'intensité de vibration G
si G < 1 pas de rebondissement1 < G < 3,3 mouvement stable par cycle3,3 < G < 3,92 mouvement instable, nI > no + 1, n2 > no +2
- 107 -
Yoshida et Kousaka C100 ) reprenant les mêmes êquations de mouvement,ajoutent une force supplêmentaire due au flux d'air à travers le lit depoudre. Dans ce cas, l'êquation (6) devient:
x" = -C x'r - 9
avec C = coefficient de frottementxr = position de la particule par rapport au contenant
Le temps de sêparation est calculê par rêsolution de cetteêquation.
cette ênergiebasse pression
CHAPITRE II
RÉSULTATS EXPÉRIMENTAUX
Dans les paragraphes qui vont suivre, les travaux porteront sur lapoudre de sialon granulêe. Les rêsultats sur les autres poudresserviront à confirmer ceux obtenus avec le sialon et à montrer lesdifférences de comportement des divers matêriaux dans un champ devibration ultrasonore.
1 - JUSTIFICATION DE NOTRE MÉTHODE D'ASSISTANCE ULTRASONOREDE LA COMPACTION
Dans le chapitre prêcêdent, nous avons souligné que certainsauteurs avaient placé leur êchantillon au ventre d'amplitude, soit dansla zone de déplacement maximum, tandis que d'autres les plaçaient auventre de contrainte, soit dans la zone de déplacement minimum.
Comme indiquê dans la première partie, nous utilisons des sonotrodes de longueur À/2, avec l'extrémitê supêrieure située à un ventred'amplitude (fig. 1.3).
En effet, au contact de la poudre et de la sonotrode (schémaIV.I), lorsque l'impulsion ultrasonore est donnée, il se crée un effetde couplage, avec d'une part un ventre d'émission d'onde dû à lasonotrode et d'autre part un ventre de réflexion dû au nouveau milieu(la poudre).
Dans cette zone de couplage, le ventre d'amplitude, donc dedêplacement maximum de la sonotrode, se transforme en un ventre decontrainte donc d'ênergie maximum, ce qui favorise la transmission de latotalitê de l'ênergie accoustique au matêriau.
Comme lion montrê Dragan et Protopopescu(84l,mécanique favorise la tenue lien cru ll du comprimé, même à
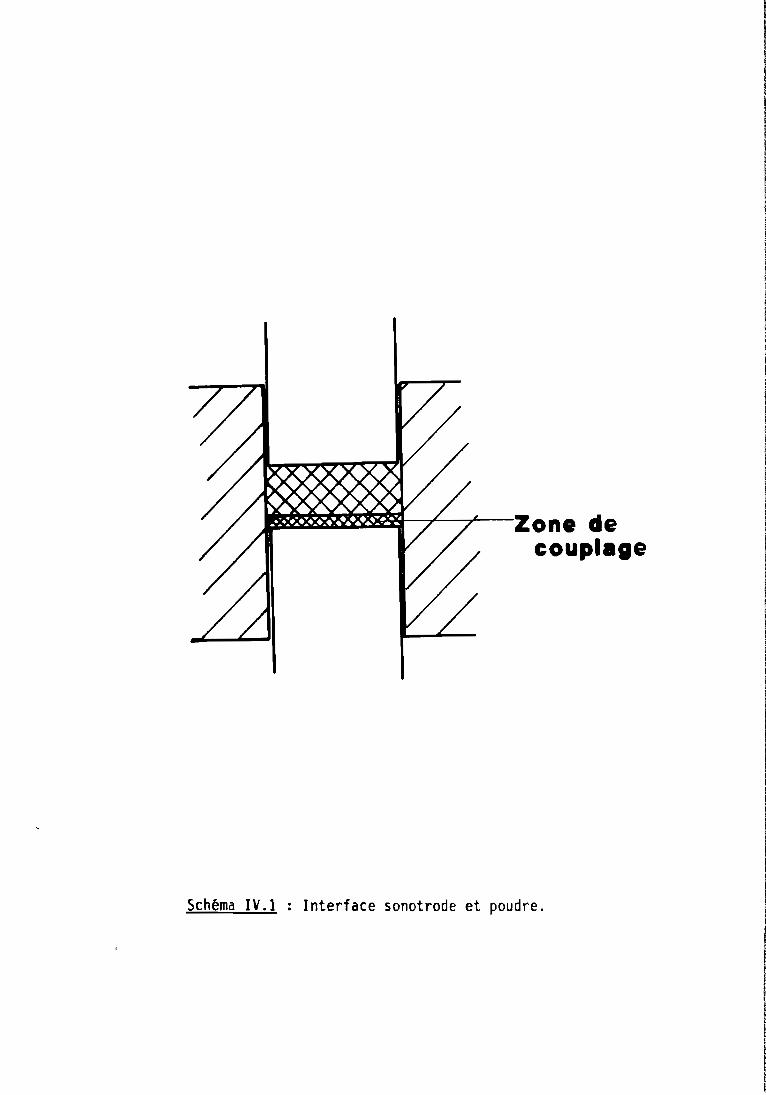
~~~~-/--r-Zon. decoupl8ge
Schéma IV.I Interface sonotrode et poudre.
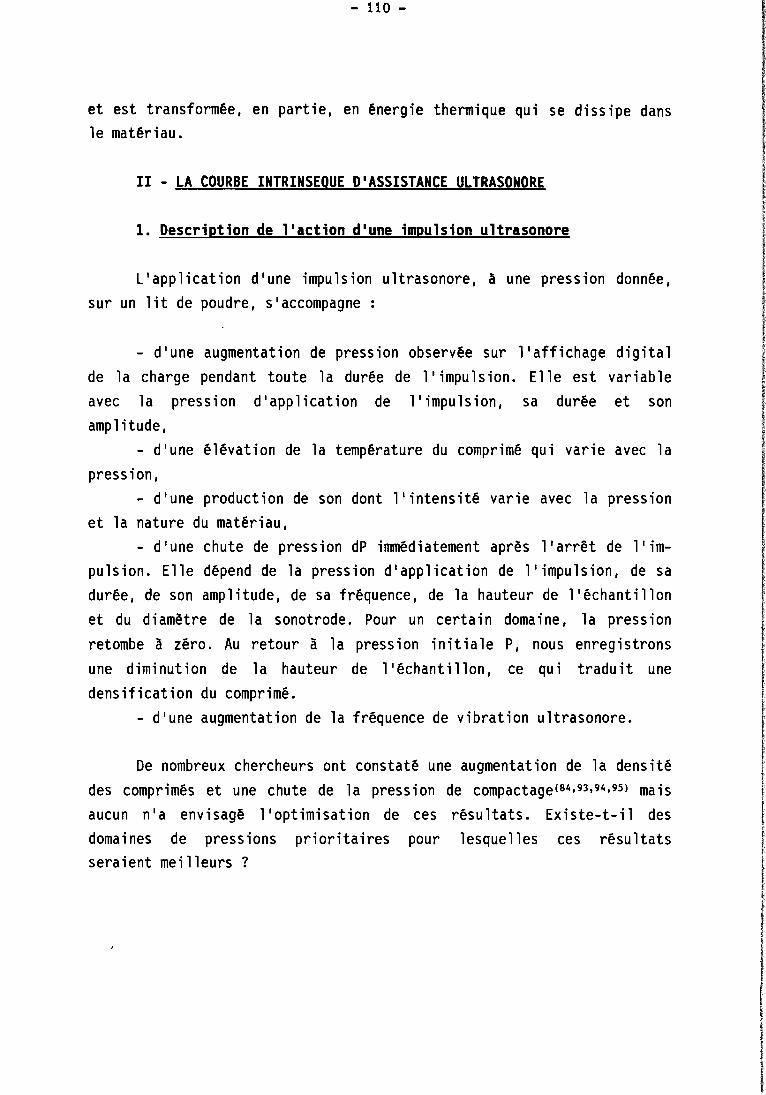
- 110 -
et est transformée, en partie, en énergie thermique qui se dissipe dansle matériau.
II - LA COURBE INTRINSEQUE D'ASSISTANCE ULTRASONORE
1. Description de l'action d'une impulsion ultrasonore
L'application d'une impulsion ultrasonore, à une pression donnée,sur un lit de poudre, s'accompagne:
- d'une augmentation de pression observée sur l'affichage digitalde la charge pendant toute la durée de l'impulsion. Elle est variableavec la pression d'application de l'impulsion, sa durée et sonamplitude,
- d'une élévation de la température du comprimé qui varie avec lapression,
- d'une production de son dont l'intensité varie avec la pressionet la nature du matériau,
- d'une chute de pression dP immédiatement après l'arrêt de l'impulsion. Elle dépend de la pression d'application de l'impulsion, de sadurée, de son amplitude, de sa fréquence, de la hauteur de l'échantillonet du diamètre de la sonotrode. Pour un certain domaine, la pressionretombe à zéro. Au retour à la pression initiale P, nous enregistronsune diminution de la hauteur de l'échantillon, ce qui traduit unedensification du comprimé.
- d'une augmentation de la fréquence de vibration ultrasonore.
De nombreux chercheurs ont constaté une augmentation de la densitédes comprimés et une chute de la pression de compactage(84,93.94,95l maisaucun n'a envisagé l'optimisation de ces résultats. Existe-t-i1 desdomaines de pressions prioritaires pour lesquelles ces résultatsseraient meilleurs?
îf
1
1
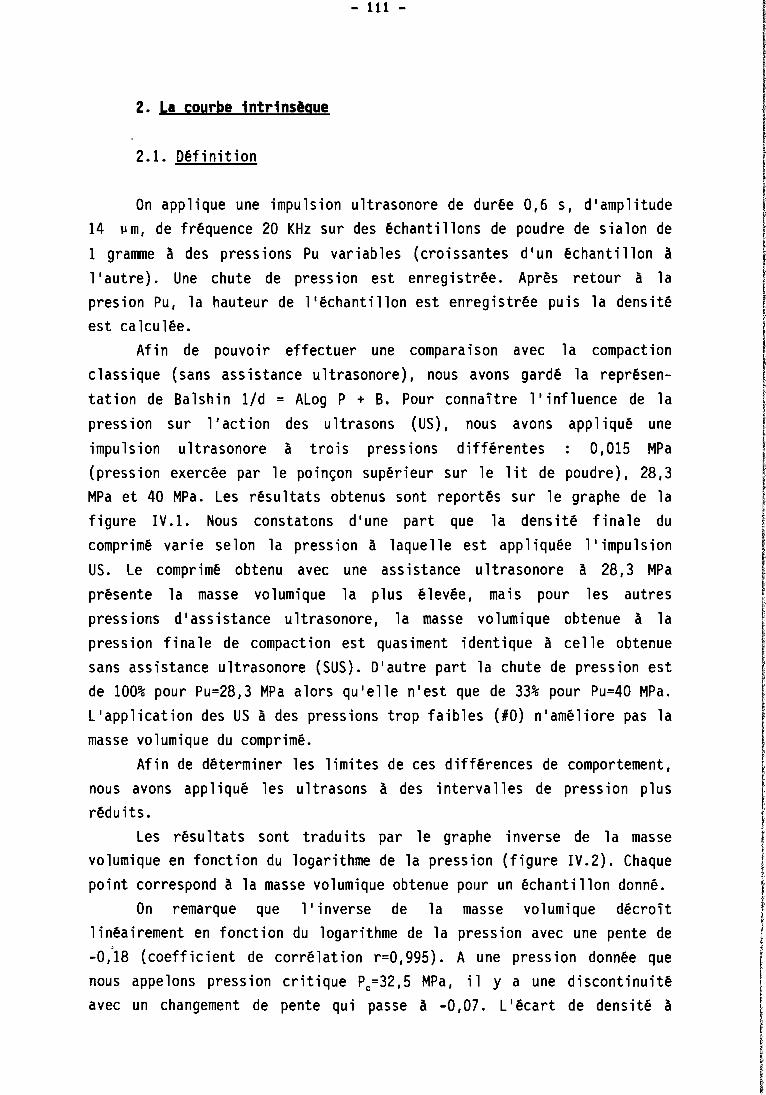
- 111 -
2. La courbe intrinsèque
2.1. Déf in i t ion
On applique une impulsion ultrasonore de durée 0,6 s, d'amplitude14 ~m, de fréquence 20 KHz sur des échantillons de poudre de sialon de1 gramme A des pressions Pu variables (croissantes d'un échantillon Al'autre). Une chute de pression est enregistrée. Après retour à lapresion Pu, la hauteur de l'échantillon est enregistrée puis la densitéest ca leu lée.
Afin de pouvoir effectuer une comparaison avec la compact ionclassique (sans assistance ultrasonore), nous avons gardé la représentation de Balshin l/d = ALog P + B. Pour connaître l'influence de lapression sur l'action des ultrasons (US), nous avons appliqué uneimpulsion ultrasonore à trois pressions différentes 0,015 MPa(pression exercée par le poinçon supérieur sur le lit de poudre), 28,3MPa et 40 MPa. Les résultats obtenus sont reportés sur le graphe de lafigure IV.1. Nous constatons d'une part que la densité finale ducomprimé varie selon la pression à laquelle est appliquée l'impulsionUS. Le comprimé obtenu avec une assistance ultrasonore à 28,3 MPaprésente la masse volumique la plus élevée, mais pour les autrespressions d'assistance ultrasonore, la masse volumique obtenue à lapression finale de compaction est quasiment identique à celle obtenuesans assistance ultrasonore (SUS). D'autre part la chute de pression estde 100% pour Pu=28,3 MPa alors qu'elle n'est que de 33% pour Pu=40 MPa.L'application des US à des pressions trop faibles (IO) n'améliore pas lamasse volumique du comprimé.
Afin de déterminer les limites de ces différences de comportement,nous avons appliqué les ultrasons à des intervalles de pression plusréduits.
Les résultats sont traduits par le graphe inverse de la massevolumique en fonction du logarithme de la pression (figure IV.2). Chaquepoint correspond à la masse volumique obtenue pour un échantillon donné.
On remarque que l' "inverse de la masse volumique décroîtlinéairement en fonction du logarithme de la pression avec une pente de-0,'18 (coefficient de corrélation r=O,995). A une pression donnée quenous appelons pression critique Pc=32,5 MPa, il y a une discontinuitéavec un changement de pente qui passe à -0,07. L'écart de densité à
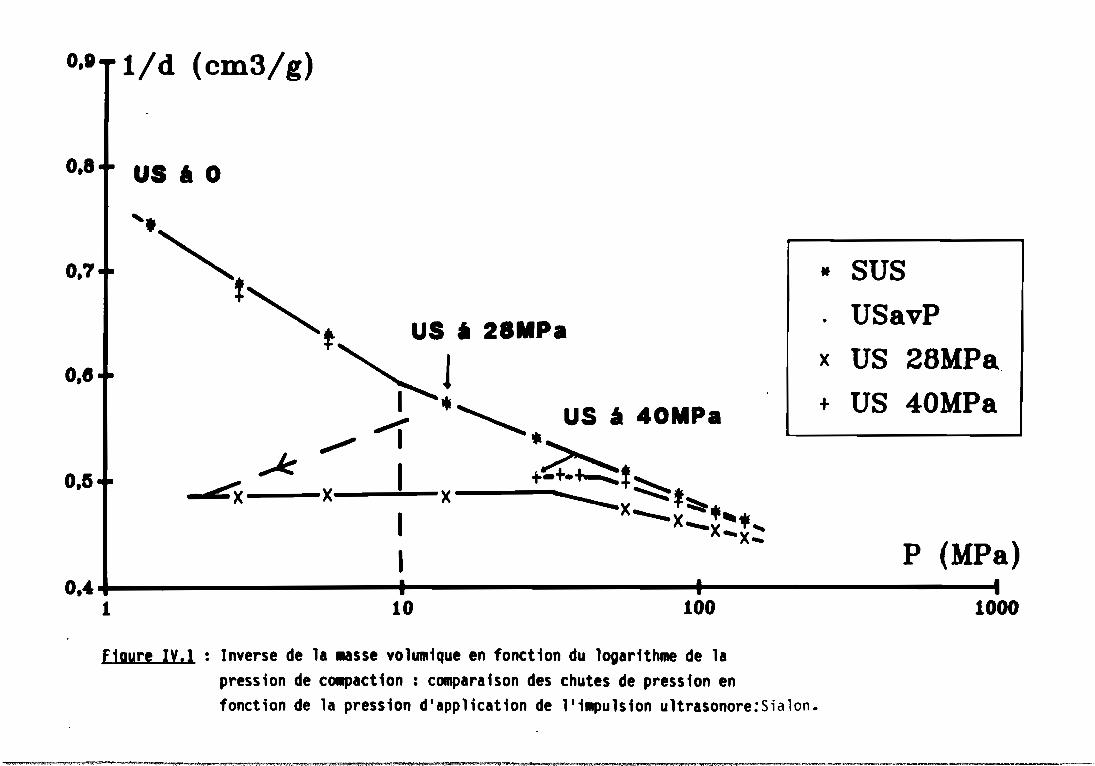
O,8-Pl/d (cm3/g)
0,8.,. US A 0
0,7
0,8
0,5
'."'f"'t US i 2811Pa
~1..J.. '" ............... US i 40llPa
,.,. 1 .~
,lt: 1 1'-+·-+-.;:t~-~ X X ~x~t~.
1 .....-......x--- ..-.x ...x...1
* SUS
. USavP
X US 28MPa
+ US 40MPa
P (MPa)
1000100101 10,"" 1
1
!Jaure IY,I : Inverse de la ~sse volumique en fonction du logarithme de lapression de ca.paction : comparaison des chutes de pression enfonction de la pression d'application de l'impulsion ultrasonore:Sialon.
~~",." J..\"".~~_~""",~_,••"••,,,,,,~ _'..!WAqW<Ii •• 'Ik.Wh.. ,J)l(.• , t.V9 t,"""""ULft.4,' .. .J~Mb ., .....*k_·~".".:t!"lI"!"~w~~~__ '._9'_~"'~~_W"''''i_'_'.''''''.'.__''''__'''''''''=-_''''''''_'_,__. '..T_.........' ~
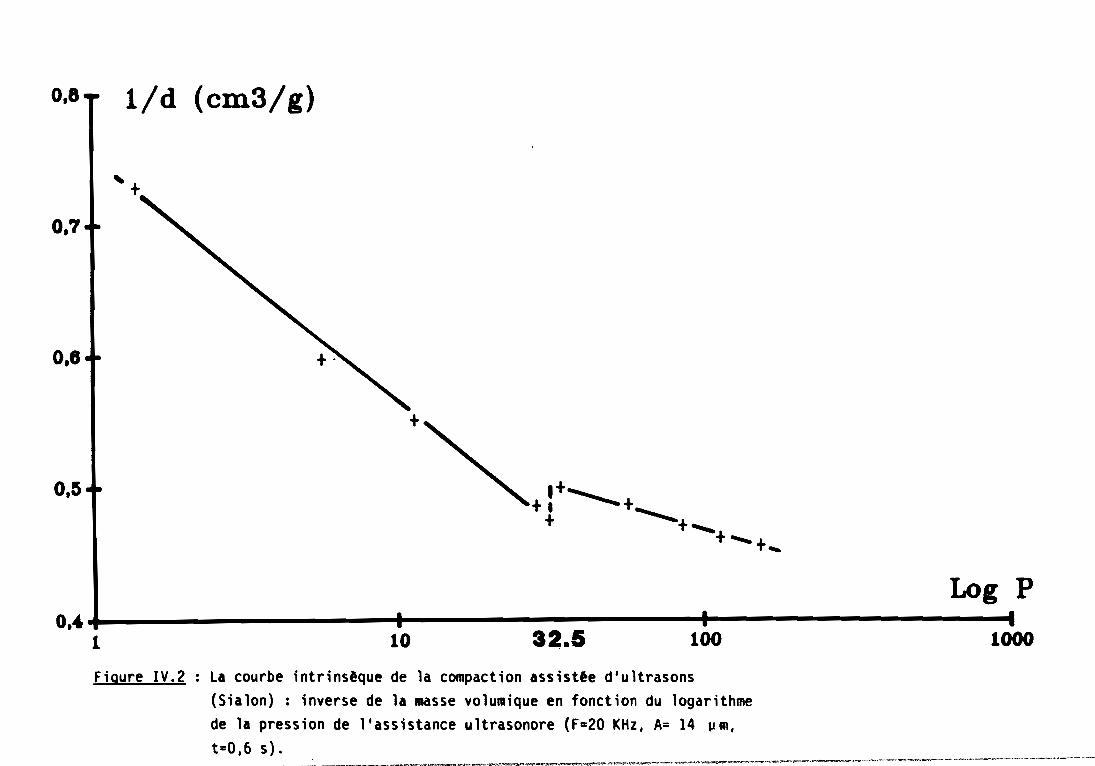
0.8oya l/d (cm3/g)
'+
0.7
0.8
0.5
+
I+~+
+~ --+-+-+..
1000
LogP
100---------:-' 1------------:'-O.... 10 32.&1
Figure IV.2 : la courbe intrinsèque de la compact ion assistêe d'ultrasons(Sialon) : inverse de la masse volumique en fonction du logarithmede la pression de l'assistance ultrasonore (F=20 KHz, A= 14 ~m,
t=O,6 s).___. ,~~"~__.._..._ ,"""""'.f_,_._~ ;~"'"'"~'"'!~,~'I"tr'~,...,..,.,.,..~~~·l"""~,.,"~.,-"""'~....",~,..-...."""."",'.-"•.""'".""'''",.""....,,...,..,.''''''''-'''",.,.'--'''''-."._,"'.....__._,'"'''_.............~._-~-_ ...,''''~.,-
- 114 -
cette pression critique Pe est de 3,2% et peut dêpasser 10% comme nous leverrons. La chute de pression alors situêe entre 80 et 100% est rêduiteà moins de 50% au-delà de Pe •
La superposition de ce graphe avec celui de la courbe classique decompression sans assistance ultrasonore (figure IV.3) permet de conclureque l'effet des US ne se fait sentir sur la masse volumique qu'endessous de la pression critique Pe • lL~a donc auqmentation de hmasse volumique que lorsque l'impulsion ultrasonore est appliquée à despressions inférieures A ~. A une pression supérieure A la pressioncritique (40 MPa), une impulsion ultrasonore modifie momentanément lecycle de compression, avec une zone de rattrapage quasi horizontale,suivi d'un retour au cycle normal avec un léger décalage.
Il est donc possible d'obtenir une masse volumique pressée donnéesoit avec une faible pression (P<Pc) et application des ultrasons, soitavec une forte pression avec ou sans ultrasons. La masse volumique2,1 g/cm3 est obtenue soit avec Pc=32,5 MPa et une impulsion ultrasonore,soit avec une pression de 110 MPa avec ou sans impulsion ultrasonore.
La détermination de la pression critique suivant la figure IV.2s'avère indispensable pour appliquer l'assistance ultrasonore dans debonnes conditions.
Ainsi, nous définissons une courbe que nous appelons courbeintrinsèque de la compaction avec assistance ultrasonore.
Les ultrasons agissent comme des pressions supplémentaires quiaccélèrent la cinétique de la densification au cours du compactage. Audelà de cette pression Pc, cette cinétique n'est accrue que très peu,
•voire pas du tout.
2.2. Action des ultrasons sur la morphologie des comprimés
Afin de préciser l'augmentation de densité à la pression critique,nous avons effectué des mesures de porosimétrie.
Une impulsion ultrasonore (durée=0,6 s, A=14 ~ m, F=20 KHz) a étéappliquée à plusieurs échantillons à des pressions variables (correspondant A la pression finale) d'un échantillon à l'autre, puis leur porosimétrie a été mesurée afin de connaître l'évolution du volume des pores
l
1r1t
1
1
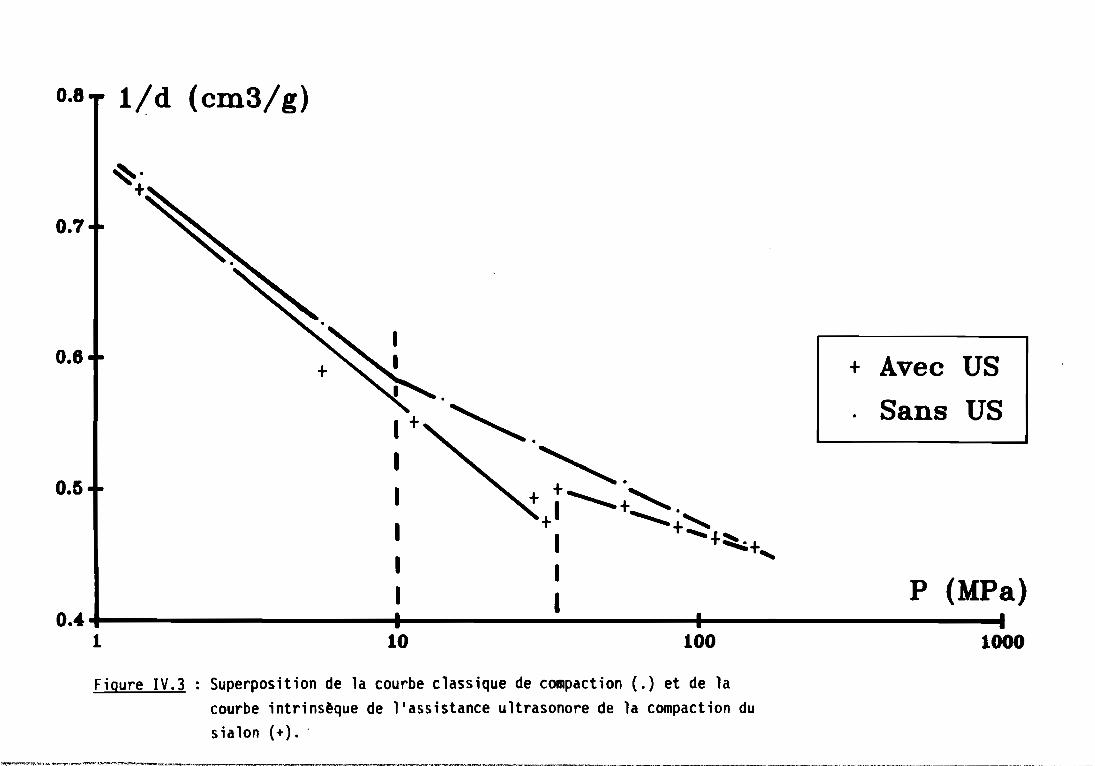
0.8 ... l!d (cm3/g)
1000
P (MPa)
+ Avec US
Sans US
100
1+
11111
10
~.,.++--+'.,+' ..........+-f~+...1
1 11 1-----~IO....1
0.7
0.8
0.5
Figure IV.3 : Superposition de la courbe classique de cornpaction (.) et de lacourbe intrinsèque de l'assistance ultrasonore de la compaction dusialon (+) ..
~·"""""""""""''''''''''''''''',,,",__·'''··~·-~·~~T'__~~_,~.;·,,,,,,,,,,,,,,,,,_.,,,_. ._. ~",-,-,__,__~__~__~.__._."~ ._~_,__. ""~ .~ ..__,_~_~_ .... _~._ ...__.._._._~_ ... _ _ . ._.._
- 116 -
en fonction de la pression d'assistance ultrasonore. Les mêmes essaisont êtê rêalisês sur des êchantillons obtenus par compaction simple.
Les rêsultats sont portês sur la figure IV.4.Nous observons d'une part que le volume cumulé Vc des pores diminue
avec la pression de compact ion sans assistance ultrasonore, tandisqulavec assistance ultrasonore, le volume cumulé dêcroît avec lapression dlassistance ultrasonore jusqu'A la pression critique (32,5MPa) où il atteint la valeur de 155 mm3/g, puis il croît jusqu'à 183mm3/g à 40 MPa, pour enfin dêcroître puisque superposê au cas sansassistance ultrasonore.
D'autre part, aux pressions infêrieures A la pression critique, levolume cumulê des pores des comprimés réalisés avec assistanceultrasonore est très fa"ible par rapport A celui des comprimés obtenuspar compaction simple. Ainsi à 28,3 MPa (point AI) la différence devolume cumulé entre les deux est de 47 mm3/g, soit de l'ordre de 25%.
Afin de comprendre l'action des ultrasons avant et après lapression critique, nous avons réalisé, d'une part 2 échantillons sansassistance ultrasonore à 28,3 MPa et à 34 MPa, qui sont aux positionsrespectives A et B sur la figure IV.4 et d'autre part 2 échantillonsavec assistance ultrasonore aux mêmes pressions, qui sont aux pointsrespectifs AI et BI sur la figure IV.4. Ces pressions 28,3 et 34 MPacorrespondent aux pressions d'assistance ultrasonore, mais aussi auxpressions finales de compression.
Après compact ion, les mesures de poros imétrie ont été effectuées.Les variations du volume cumulé des pores en fonction de leurs rayonssont portés sur les figures IV.5 et IV.fi. Pour mieux comprendrel'évolution de la porosité avec la pression et les ultrasons, nous avonsaussi représenté sur ces graphes la différence de volume cumulé ( ~ V =V28 ,3 - V34 ) en fonction du rayon.
Sans assistance ultrasonore, nous constatons, d'une part sur lafigure IV.5 que le rayon et le volume des pores diminuent avec lapression et d'autre part que la différence de volume poreux ~ VentreV28 ,3 et V33 ,96 est pos it ive pour les rayons de pores i nféri eurs à 0,2 II mce qui veut dire que le volume des pores de rayons inférieurs à 0,2 II mest plus élevé à 28,3 MPa qu'à 34 MPa. Entre 0,2 et III m, la différenceest' négative. ,
1t
1
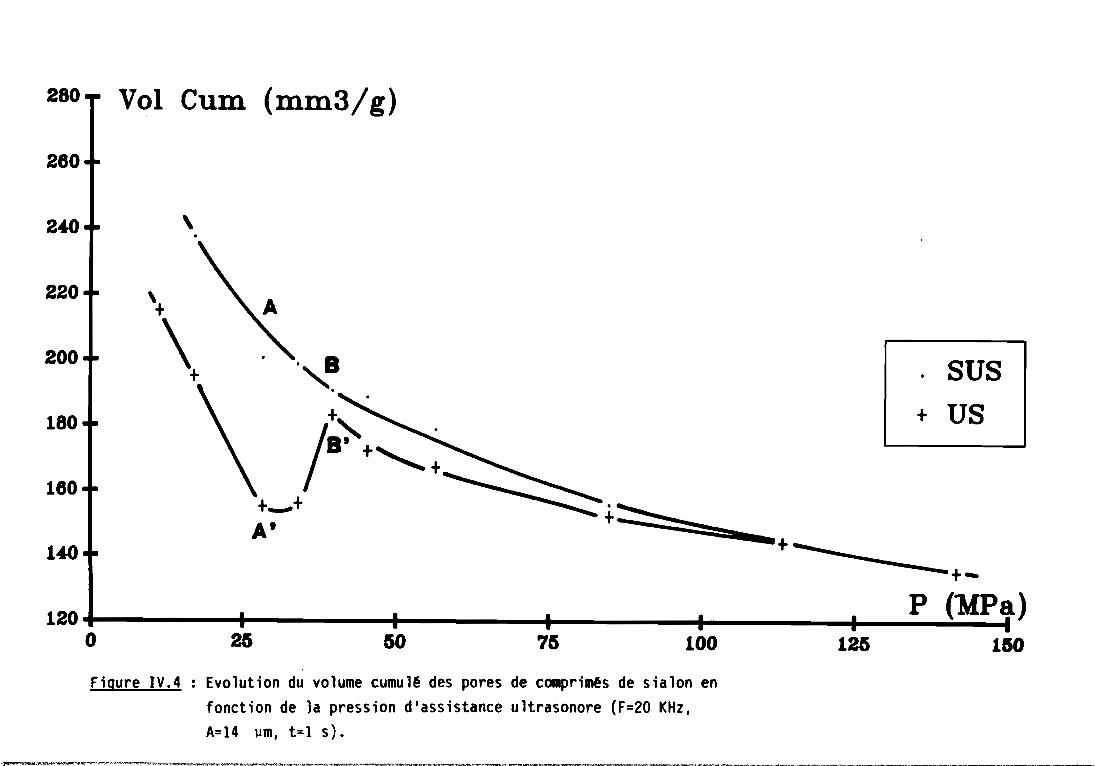
\24-0
260
220 ...'+
200+ \+ . " . 8 1 SUS'-'. .
180+ \ I+~'1 + US
S' +"-..+
160+ \+--+A'•
14-0 - - -+-
120'- 1 .. • • • P (MP~)
0 25 50 75 100 125 150
280-P Vol Cum (mm3/g)
Figure IV.4 : Evolution du volume cumulê des pores de comprimés de sialon enfonction de la pression d'assistance ultrasonore (F=20 KHz,A=14 ~m, t=l s).
v~,"""'ll""'lo'S';"'-~'''''~''''''''''''-''~'''''''~-''''''''''''''''''''''''"''!'<''''''''''''",'''''''''''f'~~~~~''''~'~_''!W..t>·,~l4'JJ ~-"'_"";~-"''''''_' __._~ >f -'' '_~ '' = __' ' ----------

Rayon( ,.,.m)
75
225 ...1 -+- E: Sans US:Vol Cum(mm3/g)
28MPa
175+"""- """
1 -+- 1: Sans US:40MPa
1. Différence E-I
\ \ 1125
25
-250.001 0.01 0.1 1
Figure IV.5 : Répartition de la porosité ouverte de comprimés réalisés à 28 MPaet à 40 MPa sans ultrasons et la différence des volumes poreux en
fonction du rayon des pores.
Ai%_ ~~'~~~""·'·""··"'f''''''''''''''''''''''''''J·~'''':'I''~C_'W'~_~~_~.~_"".."..,",""",__,__.. _._·..........."""~,'=.. _.== . .~.-.:=_"",'-__. c_--..... ."._...._.,__._.__-.. _._-------~----,._.-._--_.._._-----,-------
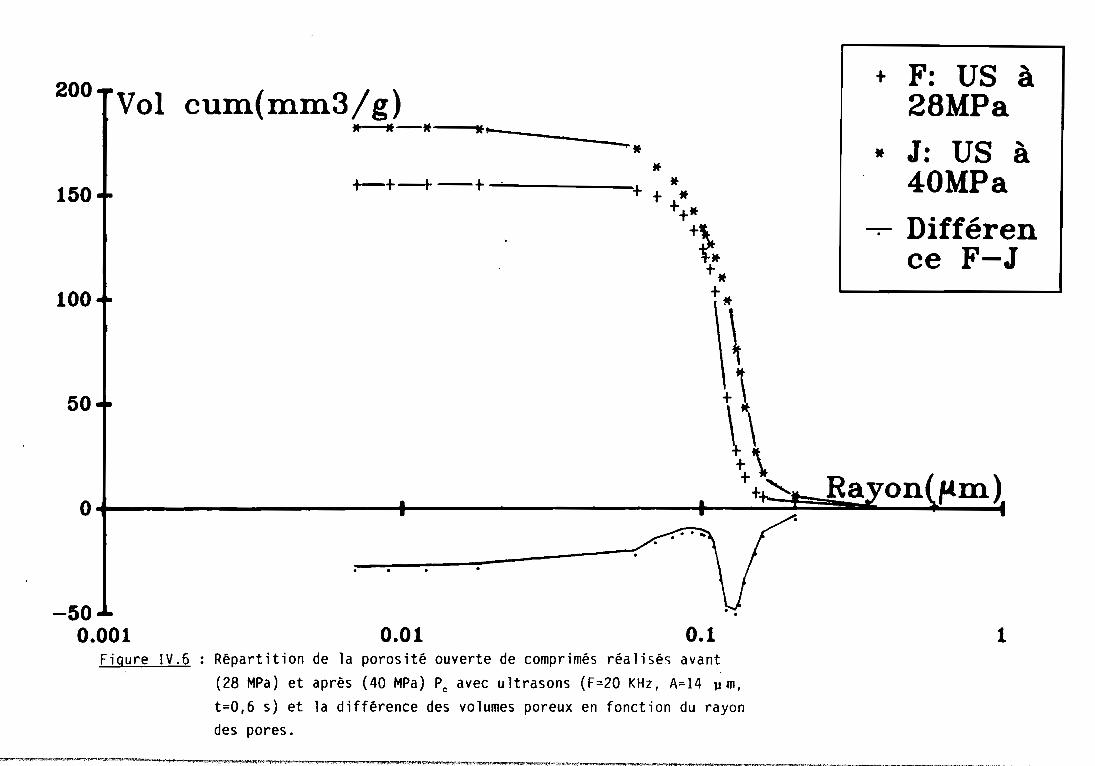
-500.001 0.01 0.1 1
Figure IV.6 : Répartition de la porosité ouverte de comprimés réalisés avant(28 MPa) et après (40 MPa) Pc avec ultrasons (F=20 KHz, A=14 ~m,
t=0,6 s) et la différence des volumes poreux en fonction du rayondes pores.
___~""'*-~~~~'~"';"""i~_~:"l~,~ t' ~ .. "t: ... S tf, f .""._."* ,!"*.. ,;?'1'l'_.-_-I ..~'t'_~ KI. "'~~_'~'WW~""=_"""'__~"''l\", ."~_...._~, ...._,__~....,,,.....-.:.-._.__• ~._,.._~.~ .~__
- 120 -
Il Y a donc une élimination des gros pores (r>1 1J m) et des trèspetits pores lors de l'augmentation de la pression, ainsi la dispersionde la taille des pores diminue.
Ce qui se traduit par un volume des pores de rayon compris entre0,2 et 1 1Jm plus élevé A 34 MPa quiA 28,3 MPa.
Ce résultat confirme les travaux de Kuno et Tsuchiya(37).Sur les échantillons compactés avec assistance ultrasonore, les
phénomènes sont entièrement inversés (fig. IV.6). En effet le compriméobtenu à 28,3 MPa à un volume poreux (152 nvn3/g) moins élevé que celui(182 nvn3/g) du comprimé obtenu A 34 MPa (>Pe = 32,5 MPa).
La différence de vo lume poreux en fonction du rayon (t. Vu = V28 ,3 V34 ) est négative avec un minimum à 0,13 1Jm.
Soulignons aussi que les volumes poreux des comprlmes obtenus avecassistance ultrasonore sont moins élevés que ceux des comprimés obtenuspar compaction simple.
Ces observations confirment le fait que l'application desultrasons avant la pression critique accélère le mécanisme de ladensification, tandis qu'après Pc' les ultrasons diminuent aussi laporosité dans le comprimé mais dans une moindre mesure.
Nous pouvons donc conclure que quelle que soit la pression à
laquelle les ultrasons sont appliqués sur un comprimé, ils améliorent ladensité de ce dernier, mais leur application avant la pression critiqueaugmente considérablement la densité et par conséquent diminue le volumeporeux et modifie la distribution des pores.
Le minimum obtenu avec la différence de volume poreux en fonctiondu rayon (figure IV.6) confirme le fait qu'avec une pression faible etles ultrasons, on peut obtenir une répartition du volume poreuxidentique à celle obtenue avec une pression (plus que 3 fois) plusélevée sans aide ultrasonore.
Ces travaux sont maintenant étendus à d'autres matériaux.
2.3. Influence de la nature du matériau
Les matériaux étudiés sont: sialon, ferrite de manganèse, nitruresd'aluminium et le fer.
Étant donné que la masse volumique de la poudre de fer est trèsélevée pour avoir un volume représentatif, nous avons décidé, pour la
- 121 -
comparaison, de travailler avec des masses de 2 grammes dans ceparagraphe.
Les courbes intrinsèques de l'assistance ultrasonore des diversmatêriaux sont portêes sur la figure IV.7 et les rêsultats sontrassemblês dans le tableau IV.2.
Notons tout d'abord que pour le sialon, la valeur de pression Pc(figure IV.7) diffère de celle de la figure IV.2 A cause de l'effet demasse. Nous reviendrons sur la variation de Pc en fonction de la masse
du produit.
Matêriau 1ère Pente Pc (MPa) 2ême pente r d a Pc (%)
du-ds
Sialon -0,12 26,88 -0,11 -0,998 2,5
Ferrite -0,07 26,88 -0,068 -0,998 2,63
Fer -0,03 25,47 -0,05 -0,997 10,60
Al -0,12 40,75 -0,13 -0,999 3,42
A2 -0,13 40,75 -0,16 -0,999 3,65
BI -0,11 29,71 -0,12 -0,999 3,55
B2 -0,13 32,54 -0,10 -0,988 4,95
Tableau IV.2 : Action des ultrasons sur les matériaux étudiés: Pc,pentes des droites de régression linéaire, coefficient de corrélation etla différence de masse volumique relative obtenue à la pression critiqueentre un êchantillon pressé avec US et un pressé sans US.
Nous remarquons, d1une part que la valeur de la pression critiqueet le sens d'évolution de la 2ème pente dépendent du matériau.
D'autre part, les matériaux qui se densifient moins bien, au coursde la compaction sans assistance ultrasonore, ont une pression critiquePc plus êlevée. En effet, pour détruire les agglomérats durs que
renferment ces derniers, il faut l'action conjuguée d'une impulsionultrasonore et d'une pression de compactage beaucoup plus élevée. Pourun matériau donné la différence de densité f:. d entre la compaction
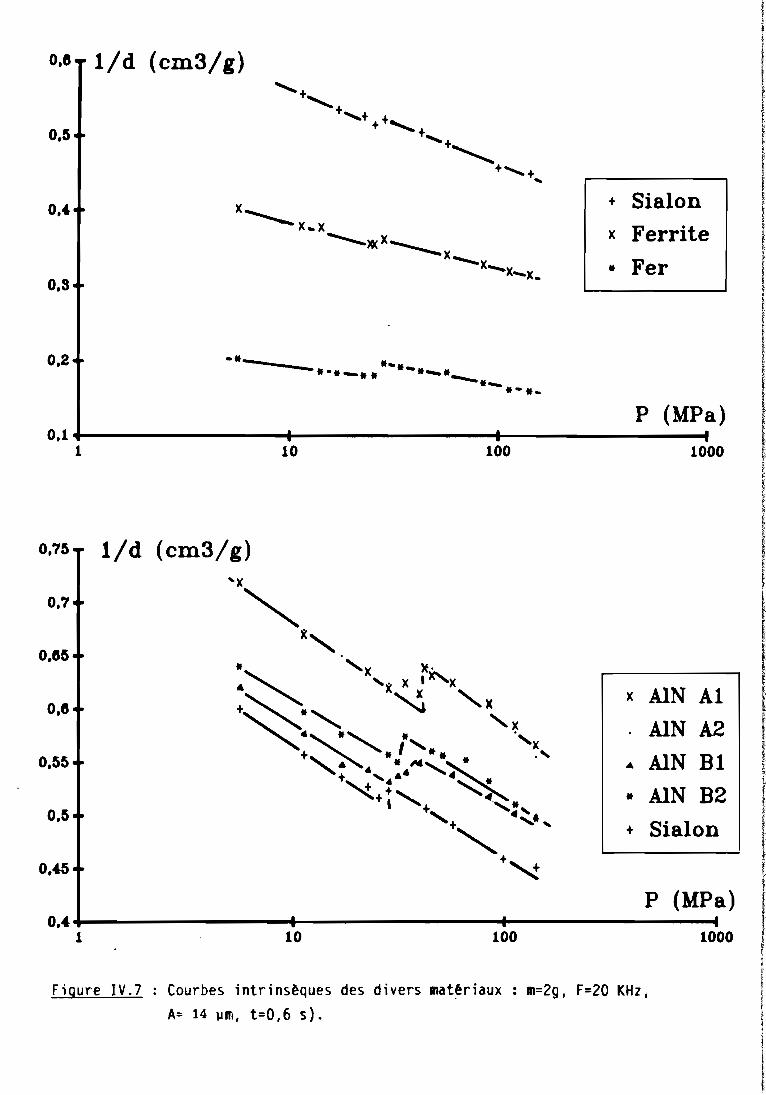
o,e l/d (cm3/g)
0,5
0,.
0,3
+ Sialon
X Ferrite
* Fer
0,2 -*------ •.•-••*-.-._*--.-•• *..P (MPa)
1000100100.1 ....---------+--------~1__-------..........
1
1f:t~
j
!t:~.
1,1ir·
1
1000
P (MPa)
X AIN Al
AIN A2
 AIN Bl
* AIN B2
+ Sialon
10010
Figure IV.7 Courbes intrinsèques des divers matériaux: m=2g, F=20 KHz,
A= 14 ~m, t=O,6 s).
0,.+-----------+---------+---------.-.041
0,7
0,5
0,8
0,75 1/d (cm3/ g )
0,4-5
0,85
0,55
- 123 -
simple et la compact ion assistée par US est d'autant plus élevée que lavaleur de Pc est élevée.
3. La chute de pression
L'application d'une impulsion ultrasonore sur une poudre â unepression donnée est suivie d'une augmentation de pression difficilementmesurable, puis d'une chute de la pression de compactage.
Ce constat a déjâ été fait par de nombreux auteurs(87,96) maisaucune étude systématique n'a été envisagée.
Ainsi, dans ce paragraphe, nous essayerons de répondre auxquestions suivantes: comment, quand et où appliquer les ultrasons aucours de la compaction uniaxiale afin d'avoir la réduction maximale dela pression de compactage des matériaux.
Comme nous l'avions souligné précédemment, le sialon nous servirade base de travail et les autres matériaux permettront d'établir descomparaisons utiles.
3.1. Chute de la pression de pressage en fonction de la pressiond'application des ultrasons pour une poudre de sialon
Nous utiliserons pour la suite les notations suivantes
PuPfdPdP/Pu
us
pression d'application des ultrasonspression finale de compactagela chute de pression due aux ultrasonsrapport de la chute de pression sur la pressiond'application des ultrasonsultrasons
Dans les experlences suivantes, chaque échanti 110ns de 1 grammereçoit une impulsion ultrasonore de fréquence 20 KHz, d'amplitude 14 ~m
et de durée d'impulsion 0,6 seconde, Pc=32,5 MPa. Pu varie d1un
échantillon ~ l'autre, et correspond â la pression finale de compactage.La figure IV.8 représente les variations de dP et dP/P en fonction
de Pu (sialon).
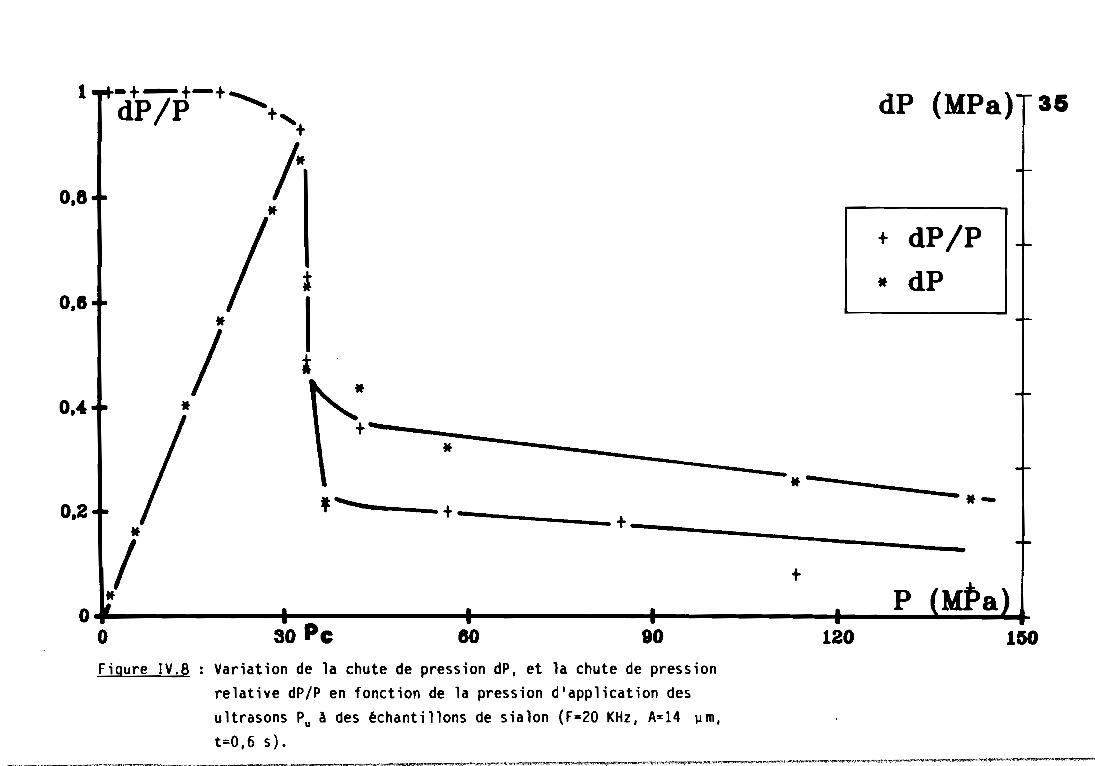
1
0,8
-+-+-+~
dP/P +'+
/**
dP (MPa)T35
150
+ dP/P
* dP
120
+
-*- -*-
8080
*+....
,....... + +-------------
i
1i
30 Pc
*
/*
*/*O. 1 1 1 1 P, '1
o
0,2
0,.
0,8
Figure IV.8 Variation de la chute de pression dP, et la chute de pressionrelative dP/P en fonction de la pression d'application desultrasons Py à des échantillons de sialon (F=20 KHz, A=14 ~m,
t=O,6 s)." .•__~_ _ __ ..... .'" .~•._l!!"l"_~~~~~~~'""1'J'.~, ...,,,""~~""""!,,.~,-.,,."l<,.,..""'"__,,=.r,--~,.>y{....-"i',,,""',""~~'.-.:>"~~_.~.~~'"""'!'"...~;'"";':o;:~''''~~ .•.~'''~~~~,~'~~
- 125 -
Pour des pres sions Pu infêri eures à Pc, 1e rapport de propor
t ionna 1i tê entre dP et Pu est gênêra 1ement êga1 à 1. Cette chute depression atteint 32 MPa à la pression critique.
Au-delà de la pression critique, la chute est faible (12 MPa),puis elle diminue avec Pu, pour atteindre 2% à Pu = 141 MPa.
Il faut donc appliquer l'impulsion à une pression Pu = Pc pour
avoir le maximum de la chute de pression.Lorsque les US sont appliquês à Pc = 32,5 MPa, non seulement
nous obtenons la chute de pression la plus ê1evêe, mais aussi uncomprlme de masse volumique relative de 66%. Sans assistanceultrasonore, cette masse volumique est obtenue avec une pression troisfois supêrieure à Pc : 110 MPa (figure IV.3).
Il est donc avantageux d'avoir Pc ê1evêe afin d'obtenir une
densité "en cru" ê1evêe à basses pressions.Maintenant nous allons êtudier les variations de dP et envisager
les conditions optimales de son obtention.
3.2. Influence de la durée de l'impulsion
Les tracês de dP et dP /Pu en fonct ion de Pu, pour diffêrentesdurées d'impulsion ultrasonores, sont portês sur les figures IV.9 etIV.10.
La chute de pression due à une impulsion ultrasonore est d'autantplus é1evêe que sa durêe est grande.
Pour une pression Pu infêrieure aux pressions critiques obtenuespour différentes durêes d'impulsion, la chute de pression dP estconstante et égale à Pu. Ainsi, pour Pu = Il,3 MPa, dP = Pu quelle quesoit la durée de l'impulsion, l'amplitude et la frêquence étantconstantes (figure IV.11).
Pour Pu = 45 MPa, donc supêrieure à Pc' la chute de pression dP
croît en fonction de la durée de l'impulsion (figure IV.11). Ce quiconfirme aussi les résultats obtenus sur les autres matériaux.
3.3. Influence de l'amplitude de vibration ultrasonore
Les variations de la chute de pression dP en fonction de Pu, pourdifférentes amplitudes de vibration ultrasonore sont portées sur lafigure IV.12.

+ O,05s
O,6s
X ls
* 3s
**/
*/~X 1
1
dP (MPa)
------*-*-X' _
/ * x-M X.....
+ + - - ° - - - - - - - - 0 0_
l, X
/ 0 + + +_+_+_0 + P (MPa),
/1
5
35
15
25
30
10
20
1501209080300" 1 1 1 1 1
o
Figure IV.9 : Chute de pression en fonction de la pression d'assistanceultrasonore (F=20 KHz, A=14 ~m) pour différentes duréesd'impulsion ultrasonore (Sialon).
~~"""~~".".~,,,,,,,,,,,,,.,,...--~_._-,",...,,,-~-,"""-"'''-'''''''''''''''' -·~'---··-"""f';~_·~_"."f <i _. ~ •., '~'''''!'''_~~''''~~~"'''':'--_':' ''''?''':''''IC''''''r_'~''_~~''''~I''"''''"'......~"!"":""'......,·~.j'""':"',·=~N~"""'"','''',,..~.,.,._,.._''l--_F.''''','''_= ...~,_...... '.T"''''~''''_''''''''''''_"~>'''''''''._'~,'''''.'''''''"'.'''_~'_'_''~''"'''''''_=~_ '_.~L ... ~_,.~.'."_".....__.,_.__.. __ ~ . ,-._.. ,__
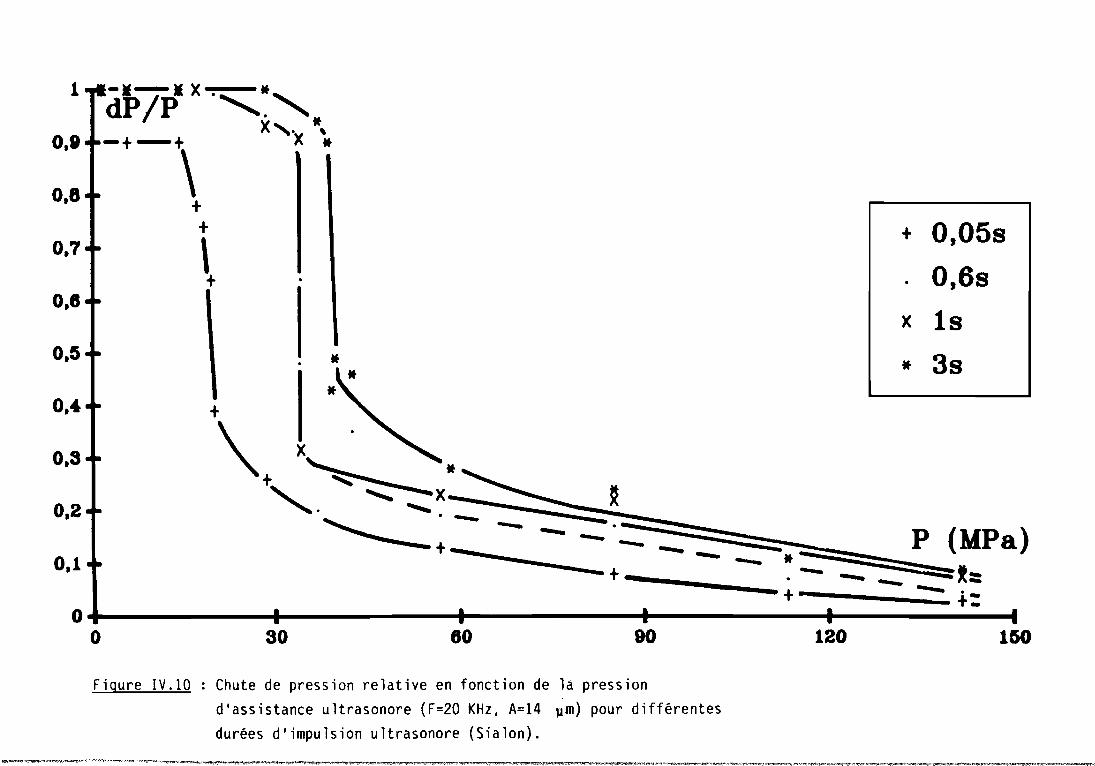
1
0.8
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
-.-/ • X ............. *,dP P "."X,. *,-+-+\ X *
++
\+
+ 0,05s
0,6s
X ls
* 3s
--- ~ P (AlPa).........-----?--...;..;;- .- - - -jt-
-- -- - - - - - - *- - - --.:. +.- -+. -+
150120906030o~ 1 1 1 1 1
o
Figure IV.ID : Chute de pression relative en fonction de là pressiond'assistance ultrasonore (F=2D KHz, A=14 pm) pour différentesdurées d'impulsion ultrasonore (Sialon).
,~'''''1'~,~.l"_'J!I'''''~'''",.~'''''''''''''''''('M''''''''''''''_"'''"'"''""I'.''','''''''''''·''''''''''~~'''''''''''''7''''''''''''''''''''''''~';>'1"';~_'~~~'''-'~r_~,"., .,% ..• ",'_",.".~.. , t•• -. "~·~"""~~!~~'-"'~~"·_~~"'·",r"'1""'''$''''''_'''''_''''''''._~_~~'''-m",."-~'_""'_~"'''''~'_~''~'''~~~''''''~'''''''''''''·__I·'''')'''_.ç.",_..., ..·,~~~,"",,''''~'"'_~""__I",,-_''''''''',.,,~.f!'_~.l''__''''''''''''''-- '''' '''':'
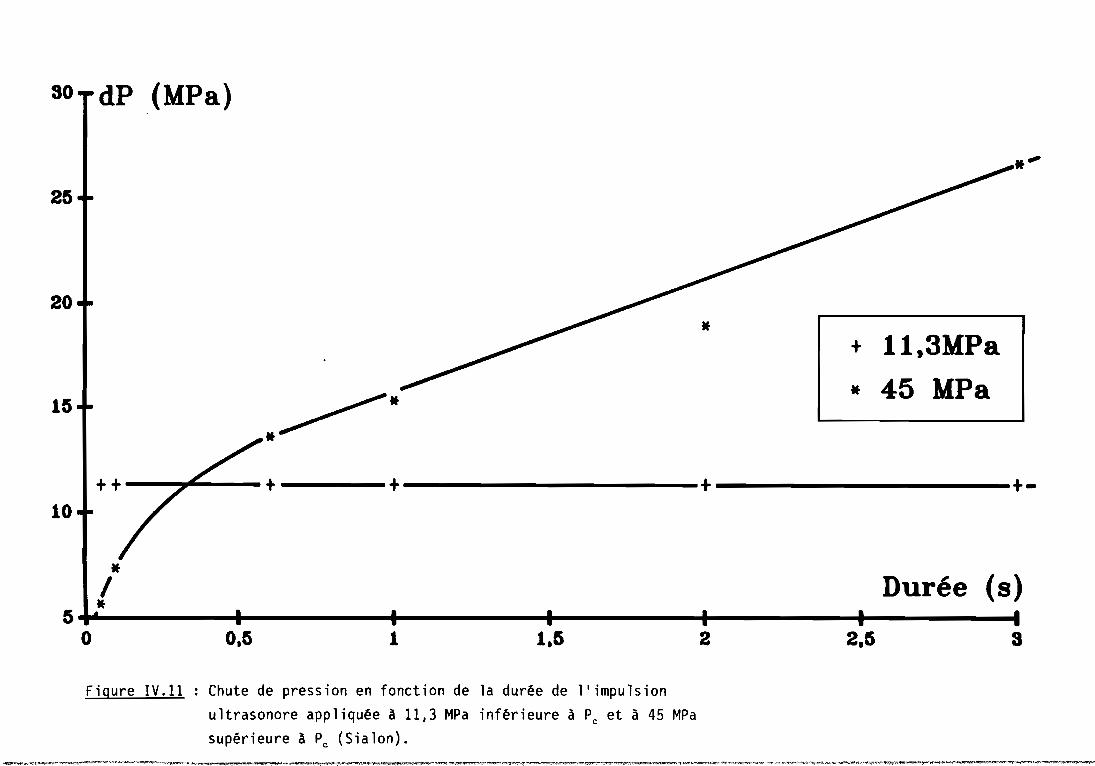
SO"dP (MPa)
*....
201 ~
* + 11,3MPa
15+ ~*1 * 45 MPa
*+ +
1 /+
10+-
25
*1*
Durée (8)
S2,521,510.55 l' 1 1 1 1 1 1
o
Figure IV.ll : Chute de pression en fonction de la durée de l'impulsionultrasonore appliquée A Il,3 MPa inférieure à Pc et à 45 MPasupérieure A Pc (Sialon).
~"'__''''''''''''"'''''''''''''''"''''''''l''t,~~r_"·v''''''''''","'''''·A·' •.',,,- .,,,~,,,,,,,,~,,,, ",.·_~-_.ct"'~""""W"~'~~_""' __.-' il! liI.',.~-~I',,,.,l:"'"""I'''''~,'!!''' ._·.. ,_.'''''''''''''~'''''·''''''''~'''r,<,,~'''''''''''''''''''' ~."",,,,,,,,~,:~~,,,,~-~,~~~~_,,,. ......,,~,,.....<Ç">;:"',,,,,,'''''-'~r, ..>t:::''''''',.,,,",,,\,,,,,, ""'~~f""",,,,,,,-,,,·,.'r·"''';~'''''o''!'>'4,-_~P'''''''''''W>''''''''''~'''''''''''''' '~""''''~''''W''R''''"''·'''':''''·'''·~'·:''.''''-l"''I''«'''l''''~~'1'"~''''-.-·.~~'''-..,..~ ...........",-1""<',"'1"""'-~"
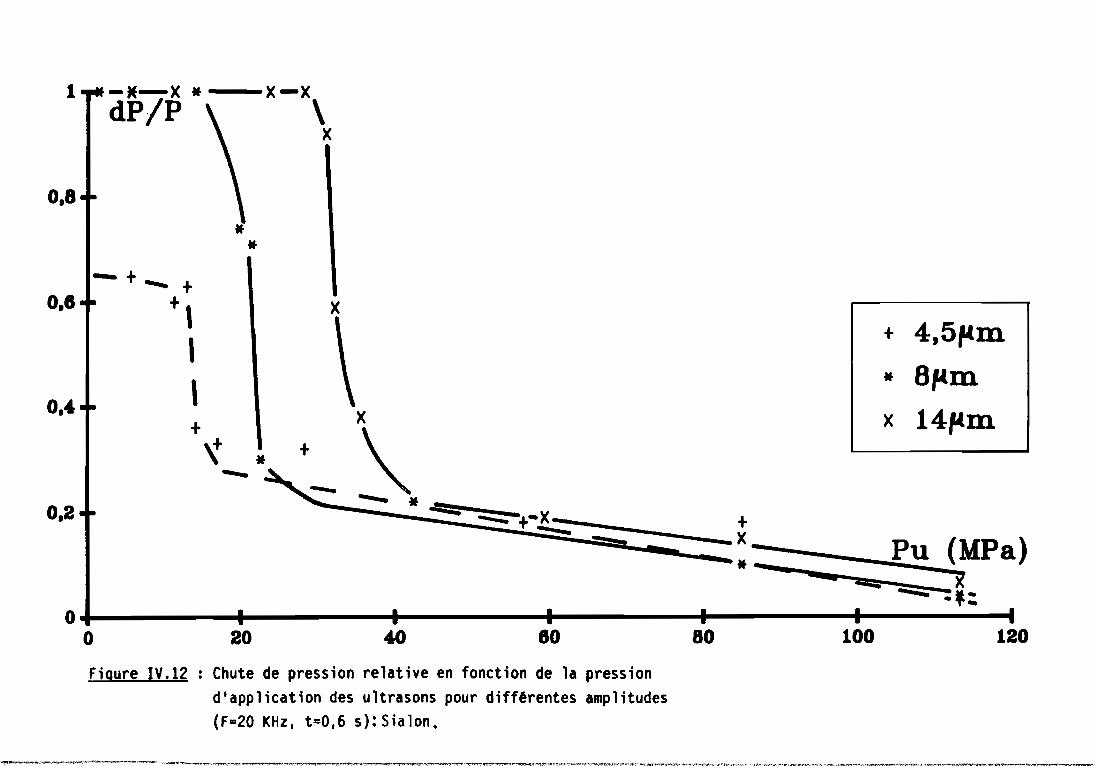
1
0.8
-M-X * x-xdP/P \ \
x
+ 4,5flm
* 8flmx 14flm
x
x
\ + Pu (MPa)........ * -==:..; -+-X_ _ X= X- ...... '"'"'- ........*- - .......... -:,:
++~ *--
-+ ....... ++,,,
O."
0.8
0.2
12010080804-020o~ 1 1 1 1 1 1
oFigure IV.12 : Chute de pression relative en fonction de la pression
d'application des ultrasons pour diffêrentes amplitudes(Fa 20 KHz, t=O,6 s):Sialon.
~~'::-"~"-n>_>""~''l''''-'''''''''"' '''''''' '''' ·..."''',..~ ......··•.. ·''i''~''~1·__t~~,.,-,~__ i_,'''i"'......''',...''''..~.........".,.",..''"",J.!''''/'''"lI'':''!,..~,,,,,,,,,,,,,,_"'V,,,,,,,,,,,,.~,,,,,,,,,,":"'.!"';;""'''''/';'''''''''','~''"'''1'':'''_''''''_l':''''''''''''~'""rc·~"\""'~"""'''''P''''I~'~<?W'''(<";='S.'!":,,,,,,'')'U'''''''1''''''~''lA~.''''''''~",,,,,,,,·;~".......~,_.,..,,,,,.~.,'<"''''''''_''''â·'M'''.·'''''''''''''''''''''''''''''''''''._'.,,.~ :"~."., .. _~",,>' _ _ " ... " .....,a, .•"'..._._~_;........,.,... ,'_,,'<...._.,~_,..,~ .........,.,....._"""'",.....,....."'.........~_,~-...- ,
- 130 -
Nous constatons que pour une pression donnêe, la chute de pressioncroît en fonction de l'amplitude (t=O,6 s, F=20 KHz).
Aussi constatons nous une variation identique de Pc. Donc, pour unmatériau donné, plus Pc est élevée, plus la chute de pression dP estélevée.
Pc et dP dépendent donc des mêmes paramètres.
3.4. Influence de la frêquence
La variation de frêquence a été possible grâce au principe proposépar le constructeur du générateur, Mecasonic(l) :
"La diminution ou l'augmentation de la longueur de la sonotrode de1 mm fait croître ou décroître la fréquence de vibration de cettedernière de 150 Hertz".
Ainsi, avec trois sonotrodes de 112,124 et 185 mm de long quivibrent respectivement aux fréquences 20140, 18340 et 9190 Hertz(audible), nous avons pu envisager une variation de la fréquence devibration ultrasonore.
Les deux dernières sonotrodes sont dites non accordéespuisqu'elles ne vibrent pas à la fréquence délivrêe par le générateur.
La figure IV.13 permet de voir d'une part que la chute de pressionest faible pour les sonotrodes non accordées, même avant la pressioncritique, la chute de pression relative n'atteint en aucun cas 100% dela pression d'application des ultrasons.
CI est pourquoi nous avons choi s i de trava i 11er avec la sonotrode"accordée" qui vibre avec une fréquence de 20 KHz.
3.5. Influence de la nature du matériau sur la chute de pression
La figure IV.14 représente les variations de la chute de pressionen fonction de la pression d'assistance ultrasonore Pu (t=0,6 s,
A=14 ~m, F=20 KHz et m=2 g) pour différents matériaux.La chute de pression est très variable d'un matériau à l'autre.Pour les matériaux qui présentent un domaine de plasticité impor
tant (métal: fer, granules renfermant un liant: ferrite et sialon), lerapport dP/Pu décroît continuellement en fonction de Pu après Pc.
Pour des poudres de nitrure A1N agglomérées, le comportement estplus contrasté : pour les poudres de la série A, le rapport dP/Pu
f
1t
1
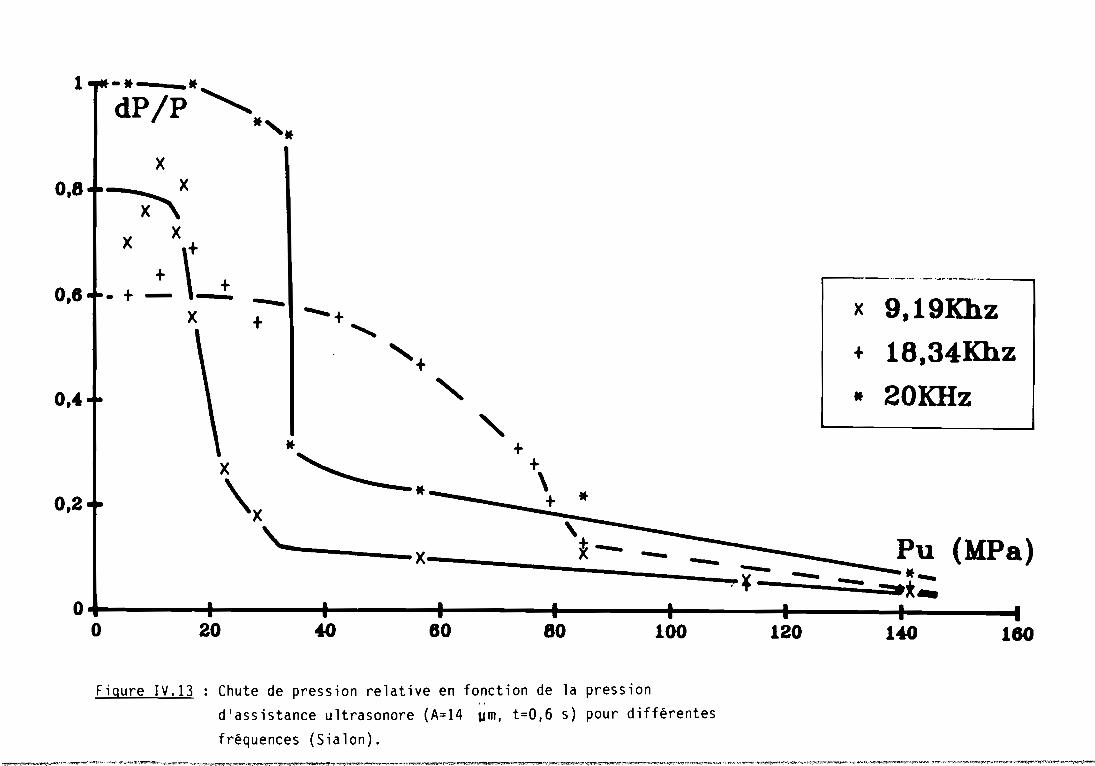
1 -* ---*dP/P'*,*
x 9,19Khz
+ l8,34Khz
* 20KHz
, -_.~- .- ._.....--_..-.- .
*"+
+\+
'+"
........ +
""
*
'---.
---+
Pu (MPa)x --.\ \~- - - - - - ..;t:X T~'- X
x~x
X +\+ +.+ - \-
X
0.2
O."
0.8
o.e
180140120100eo8040200" 1 1 1 1 1 1 1 1
o
Figure IV.13 : Chute de pression relative en fonction de la pressiond'assistance ultrasonore (A=14 um, t=O,6 s) pour différentes
fréquences (Sialon) .•~".-,1~""'}";"'~""""""_"""-~"'~'~""'--'~--~'-''''''~~-'''.'~~'~""""""'_~~.~"~",," ." ~ ""'~~""~~~_""' __"""·'''''_~~''''''ë~'I'l''''~~'''''"~{'''''"'''''~~''''''~-~~'"''''1<~''-I':!:"::"''''''i')!·-'~''''_-''''"'''_''7?''·,'''''''_I<'r'-'''"'')'~'lJ'''''''\Q"q''·''''",:"r'·~""",,,,,_''·_~~_·'''...........,.,...-',.--<''''r_'.;''._''".''''',,·_._''''~,·..,~...·'''''~~..·__ ''-~·,,_··~...>........'..."":'-""","_·"~''\.,'''~'"'~'''?'''..'''''''''''' ...N.''':_..':'.,,..'~'''''·,''··' ..._ ....~~
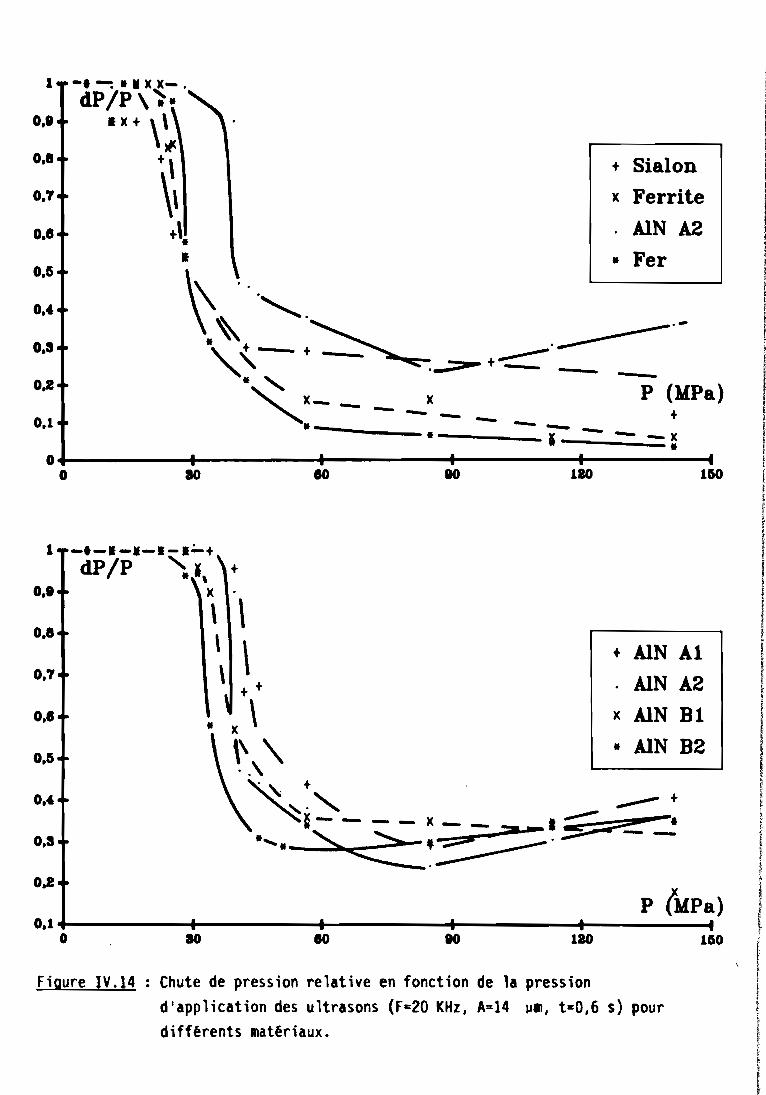
AIN A2
+ Sialon
X Ferrite
• Fer
1 -t -: - • X X- •dP/P \ ) •
• X + \ ~
+\
\,+\.
1
\\ .
\.".~~~ _.----.~'" " '<: - +-:::.-"' .~--'''X X__ P ~JdPa).- --• 1 ---x•
0.'7
0.1
0.5
0.2
0.8
o••
0.8
0.3
o••
1501808010100 .....-----1------+------+-----......------1o
P (YPa)
+ AIN Al
AIN A2
x AIN Bi
• AIN B2
1 -t-I-.-.-.~+
dP/P '\ l, +x
\ \\ \\ ++
• x \
\' "..\'-, ~~, . ---- +~~-- -- x __ ..._I~ - •.....-'"<::::~:::---.~-
O••
0.2
O.'
0.'7
0.8
0.3
0.5
0.8
1501801010O.l+------.....------+------+-----......-------f
o
Fioure IV.14 : Chute de pression relative en fonction de la pressiond'application des ultrasons (F~20 KHz, A=14 ~., t c O,6 s) pourdifférents matériaux.
- 133 -
décroît après Pc = 40,75 MPa jusqu'! Pu = 85 MPa puis remonte avec Pu.Les 2 courbes sont parallèles mais le matériau Al donne des chutes depression légèrement plus élevées. Pour le nitrure d'aluminium B2, lerapport dP/Pu croit, au contraire, continuellement avec Pu après Pc =32,54 MPa. Pour B1 , la variation après Pc = 29,71 MPa est presque
constante avec une tendance A la décroissance.Suite A nos travaux, Bernard Rigondaud(62) a appliqué ces
résultats! un autre lot de nitrure d'aluminium dont le diamètre departicules s'étend de 0,4 ! 30 lJm avec un diamètre moyen de 3,5 1.I m, etil a observé une décroissance continue de la chute de pression relative(dP/Pu) après la pression critique. C'est une poudre dont lecomportement à la compaction est meilleur par rapport à la poudre B1 quia une répartition granu10métrique moins étalée (cf. figure 1.10). Eneffet, nous avons pu montrer plus haut, (cf. 3ème partie, 11.2.1.3) queplus la répartition granulométrique d1une poudre est étalée, plus lataille de ses pores sera étalée donc elle se comprimera plus facilement.
En comparant avec les courbes de compact ion classique (figure111.6) nous en déduisons que les matériaux qui se densifient bien parcompaction simple ont le rapport dP/Pu qui a tendance à décroîtrecontinuellement au-delA du Pc'
La pression correspondante au point d'inflexion du graphe dP/Pu enfonction de Pu, située généralement à dP/Pu = 0,5 peut être considéréecomme étant la pression critique du matériau. Ceci n'est qu'une évaluation qualitative. L'observation de la courbe intrinsèque de l'assistanceultrasonore est indispensable pour une détermination exacte de Pc,
En conclusion, pour pouvoir bénéficier de la chute de pressionprovoquée par une impulsion ultrasonore, il faut:
- établir la courbe intrinsèque de l'assistance ultrasonore de lacompaction,
- choisir l'amplitude la meilleure (14 1.I m dans notre cas), ladurée d'impulsion la plus élevée, supportable par le matériel utilisé,la fréquence (utiliser des sonotrodes accordées) la plus élevée,
- appliquer l'impulsion A une pression légèrement inférieure ouéga'le à la pression critique correspondante aux conditions optimalespréalablement déterminées.
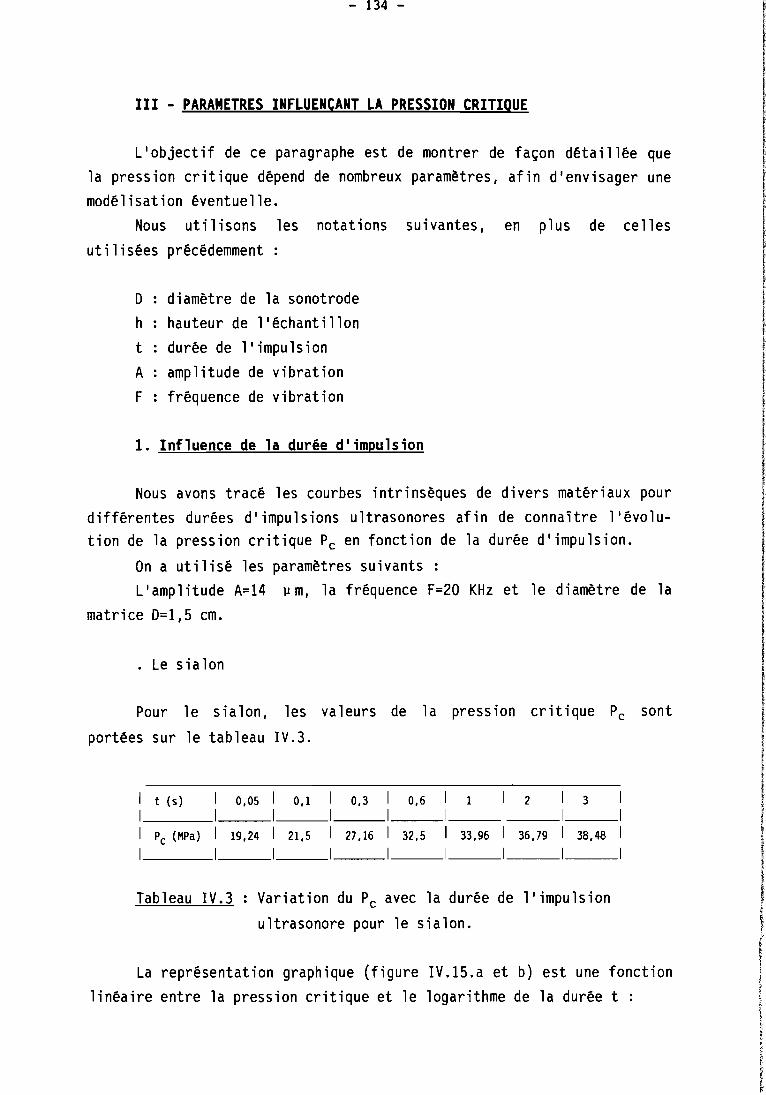
- 134 -
III - PARAMETRES INFLUENCANT LA PRESSION CRITIQUE
L'objectif de ce paragraphe est de montrer de façon détaillée quela pression critique dépend de nombreux paramètres, afin d'envisager unemodélisation éventuelle.
Nous utilisons les notations suivantes, en plus de cellesutilisées précédemment
D diamètre de la sonotrodeh hauteur de l'échantillont durée de l'impulsionA amplitude de vibrationF fréquence de vibration
1. Influence de la durée d'impulsion
Nous avons tracé les courbes intrinsèques de divers matériaux pourdifférentes durées d'impulsions ultrasonores afin de connaître l'évolution de la pression critique Pc en fonction de la durée d'impulsion.
On a utilisé les paramètres suivants:L'amplitude A=14 ~m, la fréquence F=20 KHz et le diamètre de la
matrice D=1,5 cm .
. Le sialon
Pour le sialon, les valeurs de la pression critique Pc sont
portées sur le tableau IV.3.
t (s)
Pc (MPa)
0,05
19,24
0,1
21,5
0,3
27,16
0,6
32,S 33,96
2
36,79
3
38,48
Tableau IV.3 Variation du Pc avec la durée de l'impulsion
ultrasonore pour le sialon.
La représentation graphique (figure IV.15.a et b) est une fonctionlinéaire entre la pression critique et le logarithme de la durée t :
f
rt1
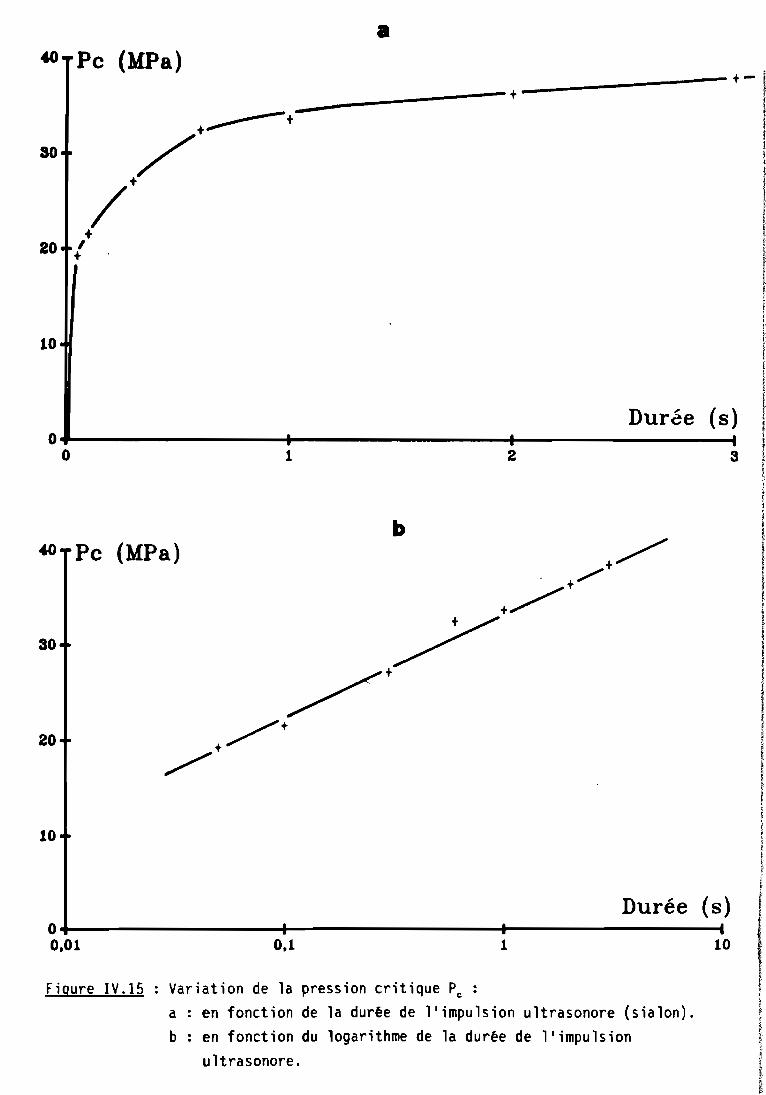
a40 Pc (MPa)
_------- +- i~+------------+ 1
/+ !30 ~ i
/++
20 ,+
10
Durée (8)
3210 .....---------.......----------+-----------1o
b40 Pc (MPa)
30
20
10
Durée (8) 1
11~i,
1010.1
Variation de la pression critique Pc :
a en fonction de la durêe de l'impulsion ultrasonore (sialon).b en fonction du logarithme de la durêe de l'impulsion
ultrasonore.
O+------------ll------------+-----------t0.01
Figure IV.15
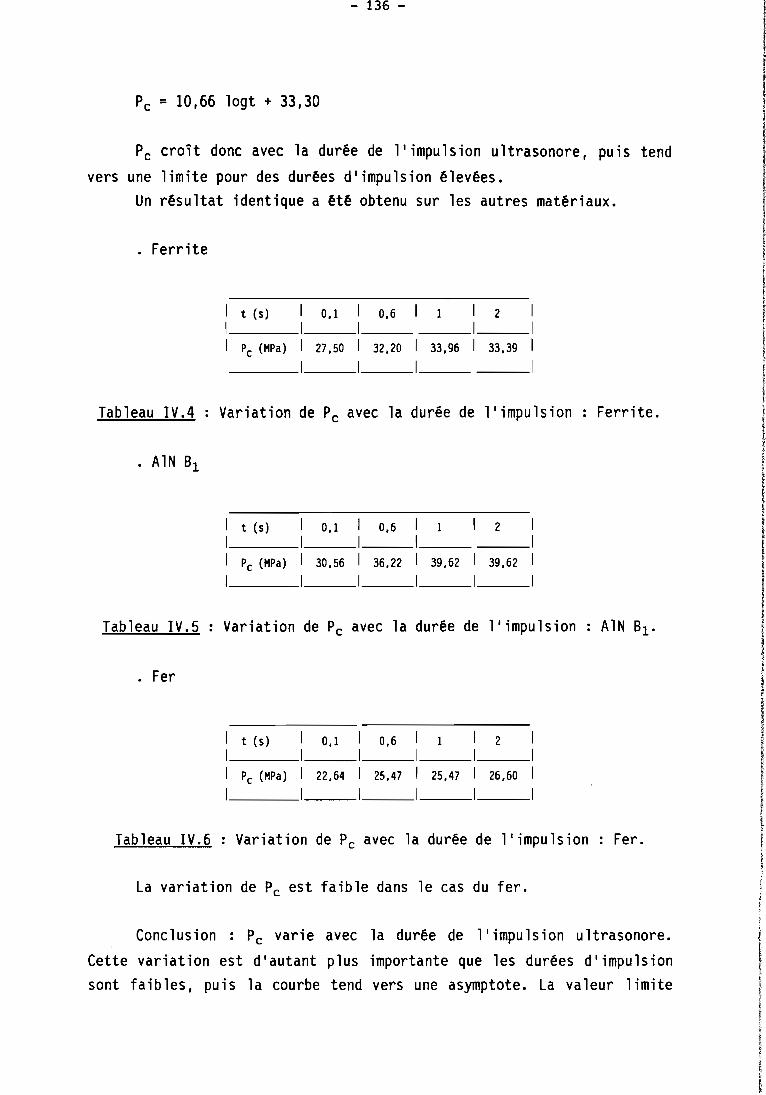
- 136 -
Pc = 10,66 logt + 33,30
Pc crolt donc avec la durée de l'impulsion ultrasonore, puis tend
vers une limite pour des durêes d'impulsion êlevêes.Un rêsultat identique a êtê obtenu sur les autres matêriaux.
. Ferrite
t (5)
Pc (HPa)
t (5)
Pc (HPa)
0,1
27,50
0,1
22.64
0,6
32,20
0,6
25,47
33,96
25,47
2
33,39
2
26,60
Tableau IV.6 : Variation de Pc avec la durée de l'impulsion Fer.
La variation de Pc est faible dans le cas du fer.
Conclusion : Pc varie avec la durêe de 11 impulsion ultrasonore.
Cette variation est d'autant plus importante que les durées dlimpulsionsont fa ib les, pu is la courbe tend vers une asymptote. La va leur limite
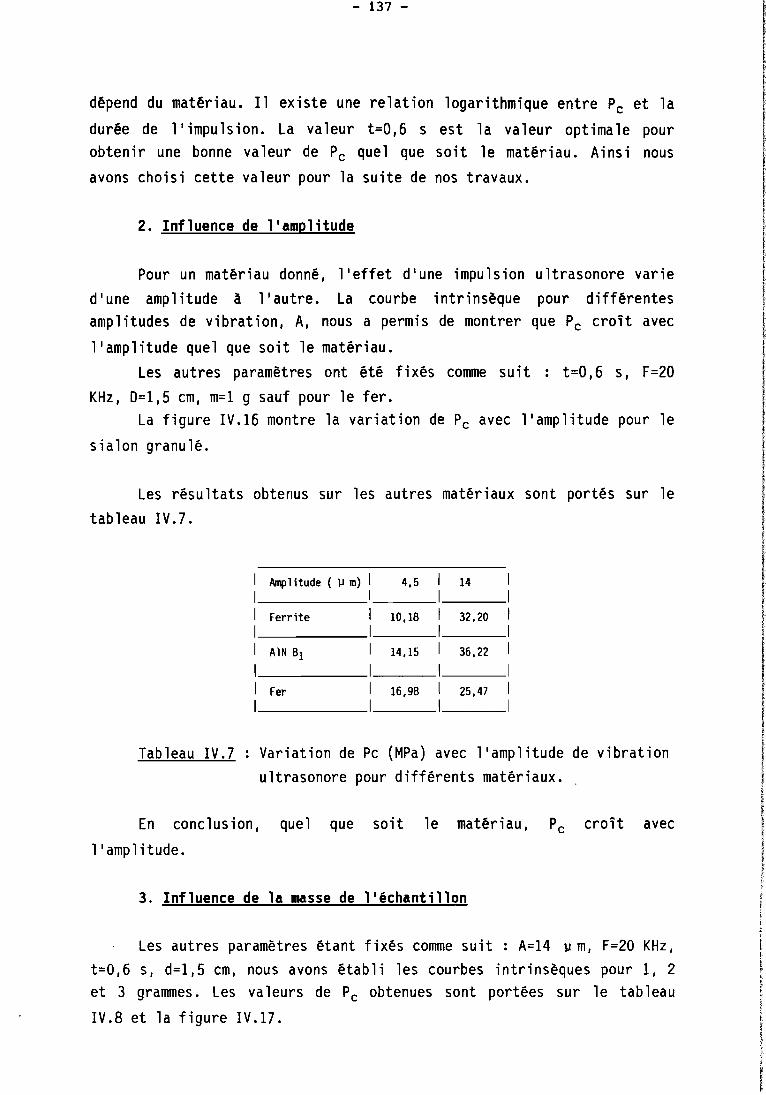
- 137 -
dépend du matériau. Il existe une relation logarithmique entre Pc et la
durée de 11 impulsion. La valeur t=O,6 s est la valeur opt"imale pourobtenir une bonne valeur de Pc quel que soit le matériau. Ainsi nous
avons choisi cette valeur pour la suite de nos travaux.
2. Influence de l'amplitude
Pour un matériau donné, l'effet d'une impulsion ultrasonore varied'une amplitude à l'autre. La courbe intrinsèque pour différentesamplitudes de vibration, A, nous a permis de montrer que Pc cro,t avec
l'amplitude quel que soit le matériau.Les autres paramètres ont été fixés comme suit : t=O,6 s, F=20
KHz, 0=1,5 cm, m=l g sauf pour le fer.La figure IV.16 montre la variation de Pc avec l'amplitude pour le
sialon granulé.
Les résultats obtenus sur les autres matériaux sont portés sur letableau IV.?
Amplitude ( 1.I m) 1 4,5 141
Ferrite 1 10,18 32,201
A1N BI 1 14,15 36,22
1
Fer 1 16,98 25,471
Tableau IV.? Variation de Pc (MPa) avec l'amplitude de vibrationultrasonore pour différents matériaux.
En conclusion, quel que soit le matériau, Pc cro,t avec
l'amplitude.
3, Influence de la masse de l'échantillon
Les autres paramètres étant fixés comme suit: A=14 ~ m, F=20 KHz,t=O,6 s, d=1,5 cm, nous avons établi les courbes intrinsèques pour l, 2et 3 grammes. Les va leurs de Pc obtenues sont portées sur le tab leau
IV.8 et la figure IV.1?
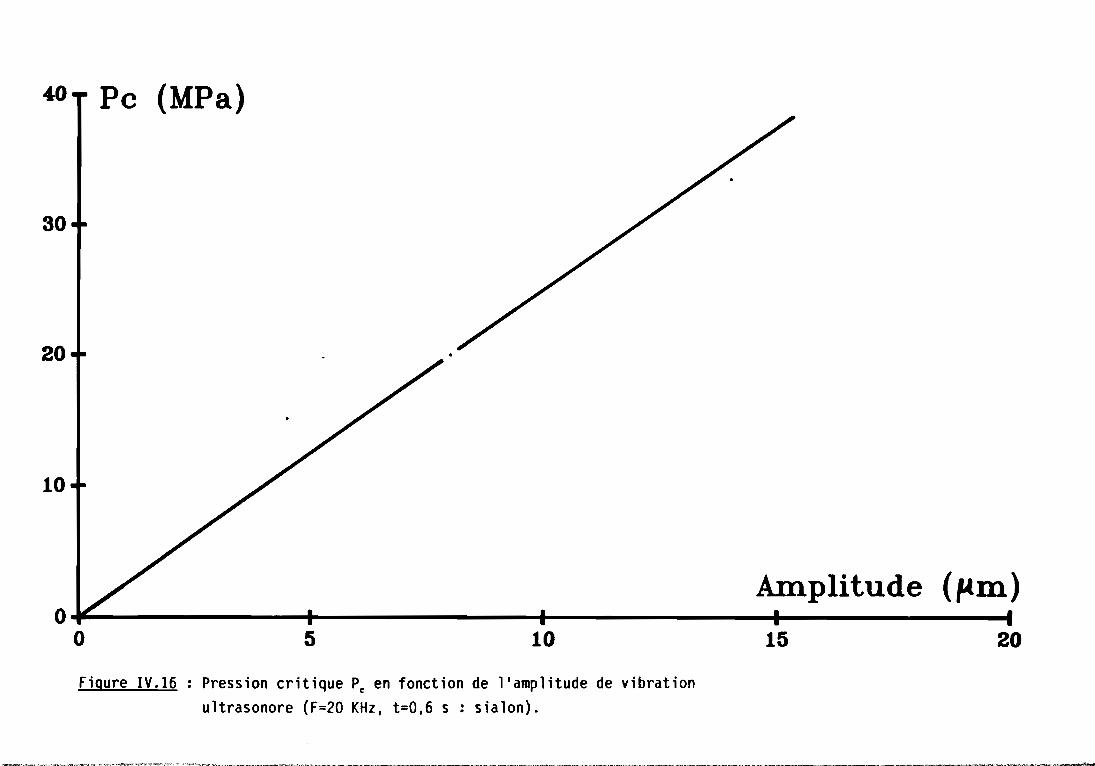
()
N
c0.-+J10"-
.J:I.->eu"'CIl
eu"'CIl~+J
()
.--....
0-
e..-..
10C0-10
euIII
"'CIl
C0.-III
+J
10
UC-
00
....Il
+J
CeuN
u::I:
0..~
eu0
~('\,j
C-
Il
ao.-
LL.+
J-"-eu
u"-0
cc
00
.-III
..-.,.III
10
asIII
"-eu
+J
"-~
0..
~
)11
0
'-'
- .>.-c.>
eu
~"-~
0LL.
()
00
00
•V
)N
....
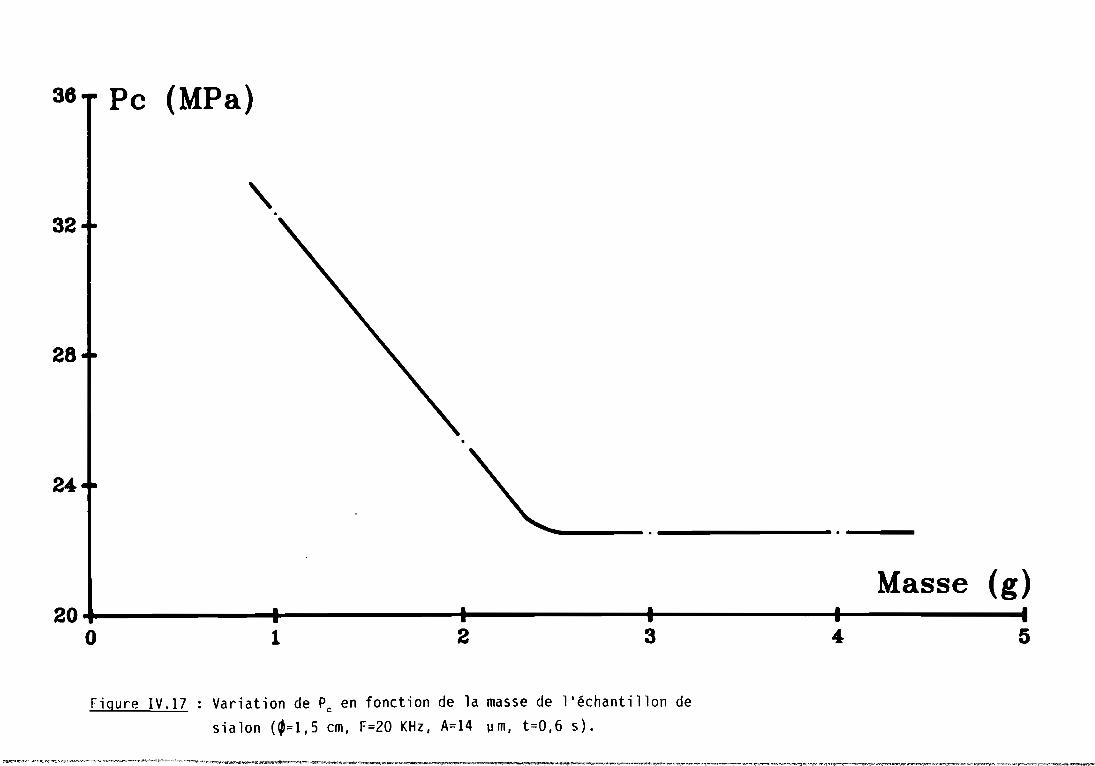
36 ... Pc (MPa)
,32
28
24-
Masse (g)
54-32120.. 1 1 1 1 1
o
Figure IV.Il : Variation de Pc en fonction de la masse de l'échantillon desialon (~=1,5 cm, F=20 KHz, A=14 um, t=0,6 s).
~"~""Y.>""~"~''''';"",!,,,,,,,~,,,~-,;,,,,,.,,,,,,,,",,,-~·;,_··--·,··-t·"1'·.-.,."....,'~..,.··_~-c"·~f"'.;-..·_·.,.'"' ··"'··~··':·-,', ..·,~,.•"""~.,. ....N~~-' ...-::""'...,,~,'!'~.\,.,· ....._,·:""!'''''_,__~..'_"_'''-~.....'''''''''''''''t..~:--''~~.,~'''''''~''''~'''''' ...,\'''~,_.''••'.H'~' .."'""""""'.~,.,..,.."""""....'Ii"'!""",,:_,..'''''-,......,...__~~._"',"'''''''".__~._~..,'''''''~''''''''''''''''_ ...,.,,..,...,...........,._''',''",.,,..,,'''''.,.,,,..'''''''''''~.~ __,,.'''''''''',',-","',ffl_."""'''''''.'''',~""""-_}..,,,.'b.'''''';''_._'''''''''
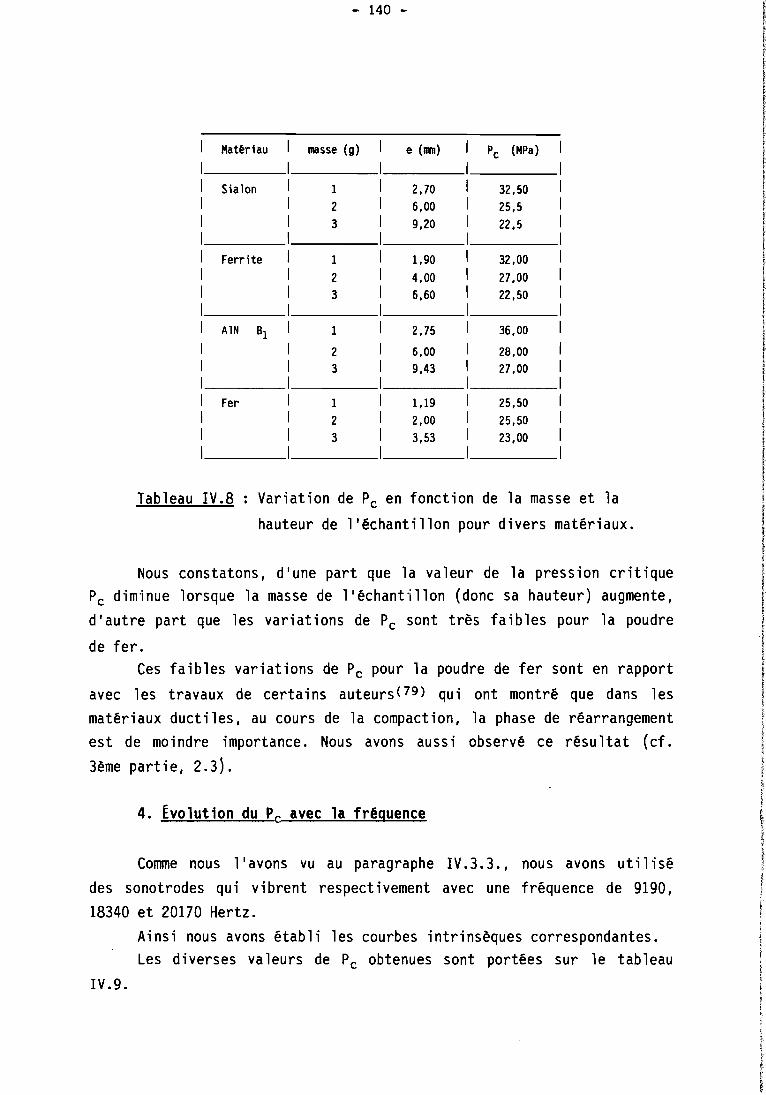
- 140 -
Matêriau masse (g) e (II1II) Pc (MPa)
Sialon 1 2,70 32,502 6,00 25,53 9,20 22,5
Ferrite 1 1,90 32,002 4,00 27,003 6,60 22,50
A1N B1 1 2,75 36,00
2 6,00 28,003 9,43 27,00
Fer 1 1,19 25,502 2,00 25,503 3,53 23,00
Tableau IV.8 Variation de Pc en fonction de la masse et la
hauteur de l'êchantillon pour divers matériaux.
Nous constatons, d'une part que la valeur de la pression critiquePc diminue lorsque la masse de l'échantoillon (donc sa hauteur) augmente,d'autre part que les variations de Pc sont très faibles pour la poudre
de fer.Ces faibles variations de Pc pour la poudre de fer sont en rapport
avec les travaux de certa ins auteurs (79) qu i ont montrê que dans lesmatériaux ductiles, au cours de la compaction, la phase de réarrangementest de moindre importance. Nous avons aussi observé ce résultat (cf.
3ème partie, 2.3).
4. Évolution du Pc avec la fréquence
Comme nous 11 avons vu au paragraphe IV. 3.3., nous avons ut il i sédes sonotrodes qu i vibrent respect ivement avec une fréquence de 9190,18340 et 20170 Hertz.
Ainsi nous avons établi les courbes intrinsèques correspondantes.Les diverses valeurs de Pc obtenues sont portées sur le tableau
IV.9.
,1
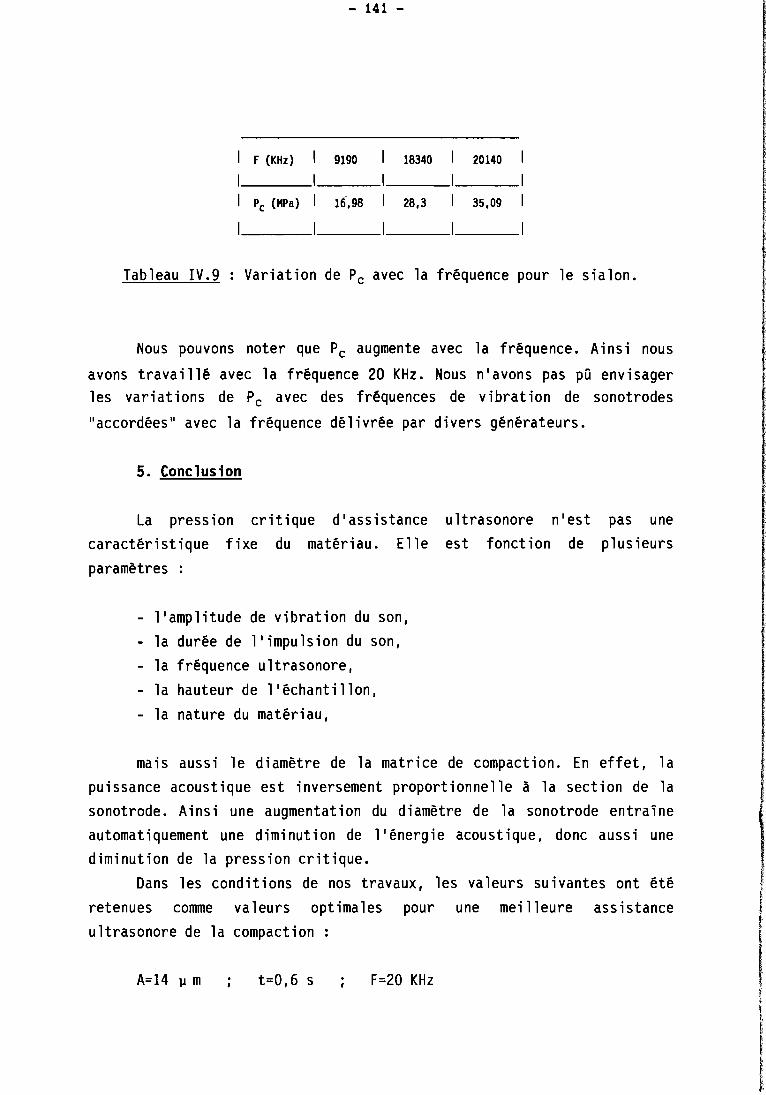
- 141 -
F (KHz)
Pc (HPa)
9190
16,98
18340
28,3
20140
35,09
Tableau IV.9 : Variation de Pc avec la fréquence pour le sialon.
Nous pouvons noter que Pc augmente avec la fréquence. Ainsi nous
avons travaillé avec la fréquence 20 KHz. Nous n'avons pas pü envisagerles variations de Pc avec des fréquences de vibration de sonotrodes
lIaccordéesll avec la fréquence délivrée par divers générateurs.
5. Conclusion
La pression critique d'assistancecaractéristique fixe du matériau. Elleparamètres :
- l'amplitude de vibration du son,- la durée de l'impulsion du son,- la fréquence ultrasonore,- la hauteur de l'échantillon,- la nature du matériau,
ultrasonore n'estest fonction de
pas uneplusieurs
les valeurs suivantes ont étéune meilleure assistance
mais aussi le diamètre de la matrice de compaction. En effet, lapuissance acoustique est inversement proportionnelle à la section de lasonotrode. Ainsi une augmentation du diamètre de la sonotrode entraîneautomatiquement une diminution de l'énergie acoustique, donc aussi unediminution de la pression critique.
Dans les conditions de nos travaux,retenues comme valeurs optimales pourultrasonore de la compaction
1
A=14 lJ m t=O,6 s F=20 KHz
- 142 -
Le choix des autres paramètres va dépendre de la géométrie de lapièce à presser.
La pression critique pour des conditions données est une valeurinfluencée par des paramètres quantifiables.
Ainsi, il est poss'ible dlen envisager une explication phénoménologique.
IV - MODtLISATION DE LA PRESSION CRITIQUE
Les résultats précédents permettent de dire que l'efficacité d1uneimpulsion ultrasonore appliquée sur un matériau donné au cours de lacompaction, peut être définie par rapport à la valeur de la pressioncritique Pc obtenue.
Ai ns i nous env isageons une interprétat ion de cette dern ière engénéralisant le modèle proposé par Suzuki, Takhashi et Tanaka(99). Onconsidère un lit de poudre posé sur une sonotrode, comme représenté surla figure 1.1, sur lequel est appliquée la force de compaction F.
Llexpression du mouvement de la sonotrode est
x =A =f =t =
x = A sin w t
avec w = 2 II fdéplacement de la sonotrodeamplitude de vibrationfréquence de vibrationtemps
(1)
La vitesse x' et l'accélération x" de la sonotrode sont
Xl = A w cos w txIl = -A w 2 sin w t
(2)(3)
LI équat ion de mouvement du lit de poudre au contact 1a sonotrodeest
m x" = N - mg - FI
avec m = masse de la poudre
(4)

- 143 -
N = force transmise A la poudre par la sonotrode qui vibreet la réaction de celle-ci A la force pressante et A lagravité
F = force de compaction, transmise par le poinçon supérieur
9 = accélération de la pesanteurs = section de la sonotrode
Lorsque la force de compaction atteint une certaine valeurcritique Fe, la poudre devient une entité rigide.
Lorsque le comprimé se décolle de la sonotrodre, la forcetransmise par la sonotrode s'annule, N=O.
Si N=O, l'équation (4) _> m x" = -mg - Fe
===> m A w 2 sin w t = mg + Fe
===> sin w t = ___
Fe' = Fe/m = force transmise à la masse de poudre.g + Fe'
===> sin li) t = _ ~ 1
===> =---- ~ 1 (5)
===> g + Fe' ~ A w 2
en négligeant 9 qui est très petit, on obtient Fe' ~ A w 2
A la limite, sin li) t = 1 donc à Pe
(6)
- 144 -
La pression critique slêcrit alors
Fe 1
Pc = =
s
A w 2
===> Pc =
s
A w 2
s
(7)
Application numérique
Soit une poudre de sialon de 1 g soumise à une impulsionultrasonore de fréquence 20 KHz, et d'amplitude 14 um, en supposantl'amplitude A et la pulsation w constantes, l'équation (7) donne
P x s = F ' = A w 2c c
A = 14.10-6 m
w = 2 TI f ==> W 2 = 4 X TI2 X 400.106 = 15791.106 m/s2
A w2 = 14 x 15791 = 221074 m/s2
Fix mc m = 1.10-3 Kg
Fe = 221074 X 1.10-3 = 221,917 kg.m./s2
Fe = 2218,7 NFe 2218,7
= = 12,55.106 Pa
S 1,767.10- 4
===> Pc = 12,5 MPa
La valeur de Pc obtenue expérimentalement est 32,5 MPa soit 3 fois
la valeur calculée. Cette dernière ne tient pas compte de nombreuxparamètres tels que la nature du matériau, la durée de 11 impulsionultrasonore, en plus la section de la poudre est assimilée à celle de lasonotrode alors qu'elle devrait être sensiblement plus petite.
Nous avons pu vérifier expérimentalement que la pression critiquecroît avec l'amplitude de vibration et la fréquence de vibrationultrasonore, mais qu'elle diminue avec la section de la sonotrode.
- 145 -
Or la puissance acoustique E s'écrit
E = 1/2 p v w 2 a2 (8)
p = densité de la poudrev = vitesse du son dans la poudrea = amplitude de vibration des ultrasons dans la poudre
L'équation (8) donne
2 Eaw2= _
a p v
or lléquation (7) donne
Pc s = Aw 2
2 E
===> Pc s = -----a p v
2 E
===> Pc = ----a s p v
LI impédance acoustique Z d'un matériau estl'équation (9) devient
2 E
Pc = ---a s Z
(9)
Z =
(10)
P v, ainsi
E correspond à l'énergie acoustique à l'extrémité de la sonotrodetandis que Z correspond à 11 impédance acoustique de la poudre. Ellevarie avec la force de compaction puisque la densité du lit de poudreaugmente avec la pression.
Enfin, a correspond à l'amplitude de vibration ultrasonore dans lelit de poudre.
Cette relation ne pourra être vérifiée que si on arrive à mesurerl'énergie acoustique à l'extrémité de la sonotrode et la vitesse du sonqui varie avec la densité du lit de poudre.
Malgré tout, nous avons pu vérifier le sens de la variation de Pcavec les divers variables de l'équation (10).
l!{
t1
11
1
CHAPITRE III
INTERPRÉTATION DE L'ACTION DES ULTRASONS
Nous rappelons tout d'abord qu'une impulsion ultrasonore provoque
- une chute de la pression de compaction, variable selon qu'elleest appliquée avant ou après Pc.
- une émission de son lorsque la pression d'application estinférieure à Pc.
une augmentation de la densité aux pressions inférieures à Pc.- une élévation de la température du comprimé.- et une augmentation de la fréquence de vibration dans le
matériau.
1 - INTERPRÉTATION MICROSCOPIQUE
Comme nous l'avons vu à la deuxième partie de ce mémoire, uneimpulsion ultrasonore appliquée à pression zéro provoque un gradient dedensité dans le lit de poudre. Les granules les plus grosses constituentla base et les espaces laissés par ces dernières sont occupés par lespetites granules.
Ce gradient qui se crée est dû à la grande mobilité des particuleset des granules à cette pression.
1. Application des ultrasons avant Pc
Lorsque le lit de poudre reçoit une impulsion ultrasonore à unepression inférieure à la pression critique, il y a augmentation de ladensité et élévation de la température du lit de poudre.
- 147 -
La comparaison de la courbe intrinsèque de l'assistance ultrasonore et de la courbe de la compact ion classique permet de noter uneaugmentation de la densité par les ultrasons (fig. IV.3) appliqués à unepression inférieure à Pc. Afin de comprendre ce phénomène, nous avonsfait des observations au microscope électronique à balayage.
Les figures IV.18.a et b à IV.23 a et b, nous permettent demontrer que :
dans les poudres granulées, l'impulsion ultrasonore provoqued'une part, un réarrangement et une destruction des granules, d'autrepart une élimination des gros pores, rendant ainsi le comprimé plusdense (fig. IV.18.a et b, IV.19.a et b). Ainsi dans certains cas, pourun comprimé obtenu à une pression P donnée (inférieure à Pc)' il faut unepression 4 fois supérieure sans US (cf. 11.2.1) pour retrouver la mémemicrostructure (fig. IV.24.a et b, IV.25.a et b).
. dans les poudres agg lomérées, l' impu l sion ultrasonore rend pluscompact les agglomérats qui perdent leur aspect floconneux, le compriméest plus solide et renferme moins de gros pores (fig. IV.20 à 23).
Dans ce cas aussi, les ultrasons réduisent considérablement laporosité et pour retrouver une certaine microstructure obtenue avec lesultrasons à une pression donnée, il faut une pression au moins 2 foissupérieure sans aide ultrasonore (à comparer IV.20.a et fig. IV.26,IV.22.a et fig. IV.27).
Ces observations confirment donc d'une part que les ultrasonsappliqués à une pression inférieure à Pc agissent comme un catalyseur dela densification. Ce catalyseur accélère le réarrangement, la déformation et la destruction des agglomérats et granules et diminue lataille des pores. D'autre part, le matériau ne se présente pas comme uneentité figée, les ondes ultrasonores y arrivent et sont modifiées parrésonance, ce qui se traduit par un son. Le matériau a donc ramené lafréquence dans l'intervalle audible (160-16000 Hz).
La disparition d'agglomérats d'aspect floconneux est due à
l'action thermomécanique simultanée de la pression appliquée, de lapression due aux ultrasons et de l'élévation de température (nous yreviendrons) qui peut conduire à un frittage aux points de contact entre
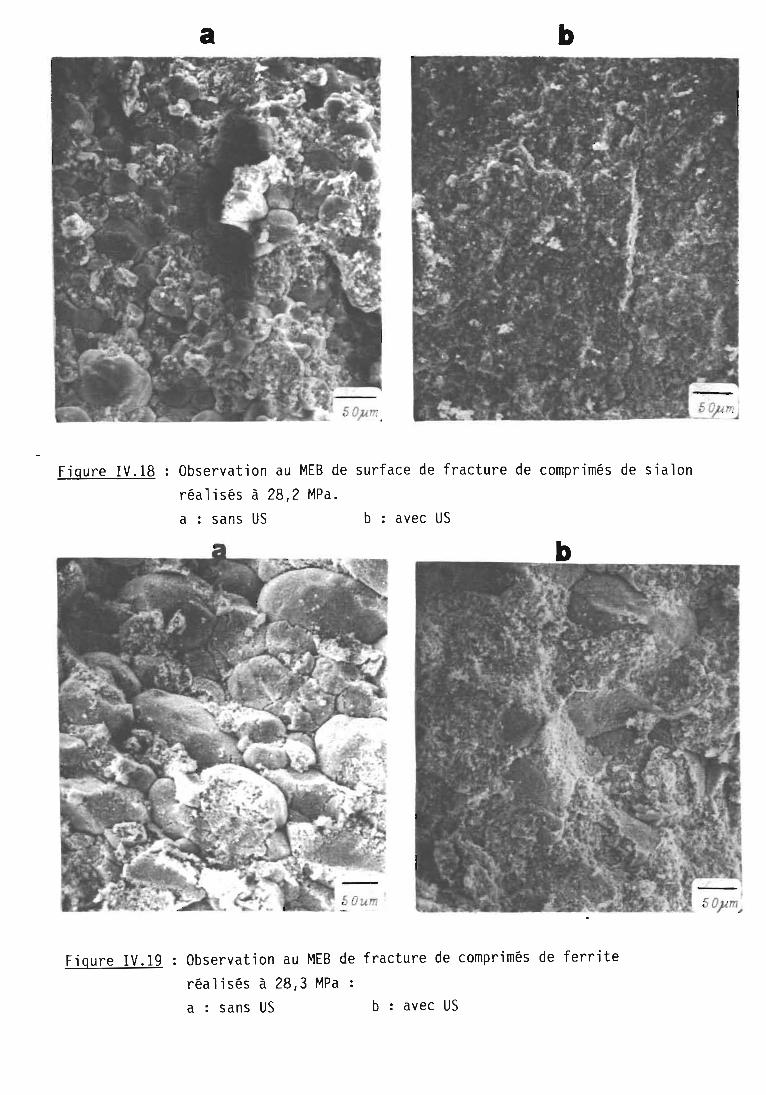
a b
Figure IV.l8 Observation au MEB de surface de fracture de comprimés de sialonréalisés à 28,2 MPa.a : sans US b avec US
Figure IV.l9 Observation au MEB de fracture de comprimés de ferrite
réalisés à 28,3 MPa :a : sans US b avec US
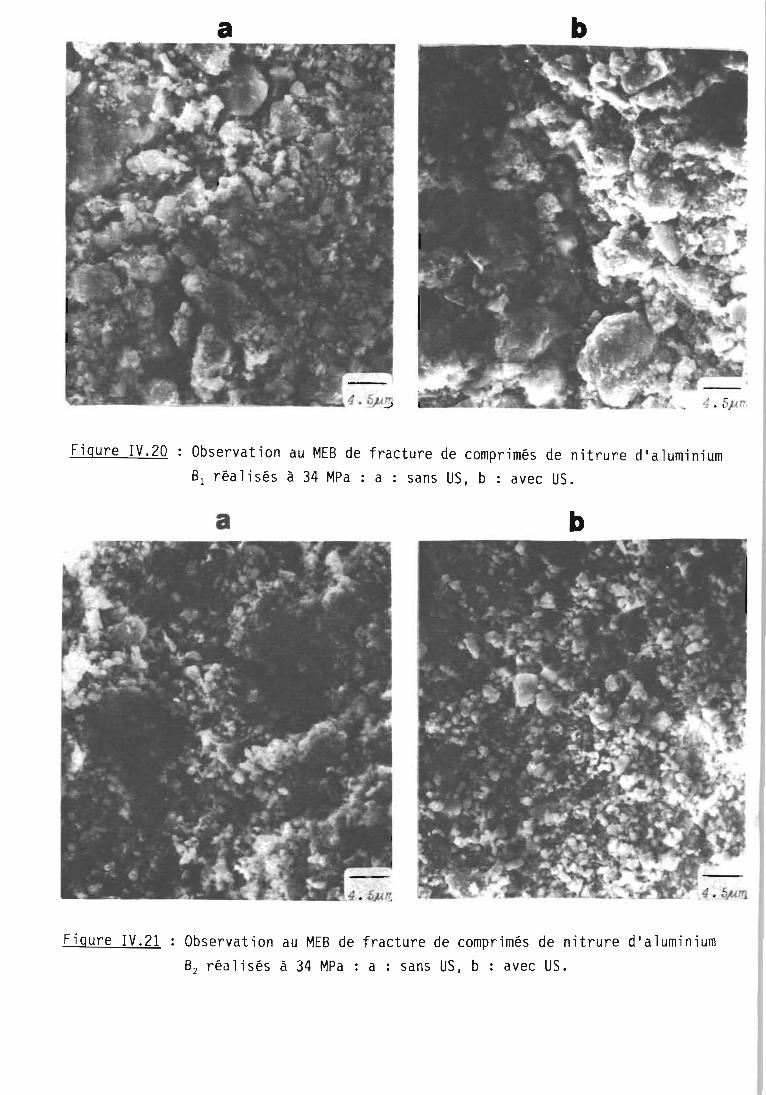
a b
Figure IV.20 Observation au MEB de fracture de comprlmes de nitrure d'aluminiumB1 réalisés à 34 MPa : a : sans US, b : avec US.
a b
Figure IV.21 Observation au MEB de fracture de comprimés de nitrure d'aluminiumB2 réalisés à 34 MPa : a : sans US, b : avec US.
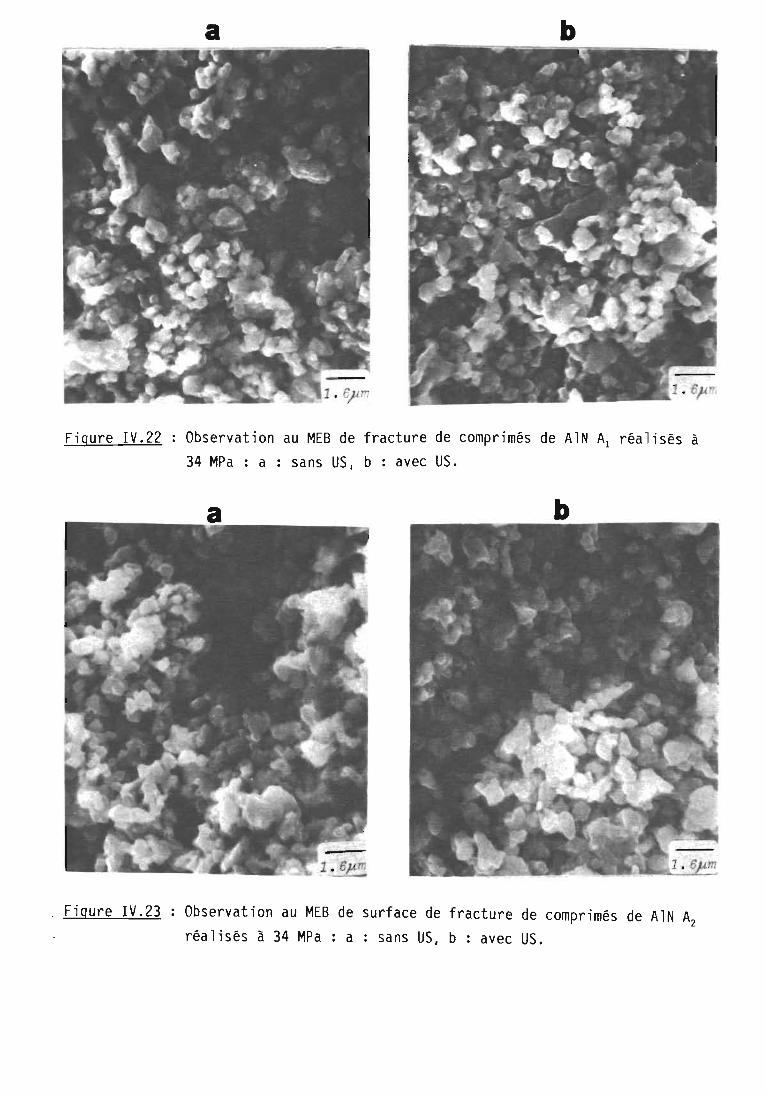
a b
Figure IV.22 Observation au MEB de fracture de comprimés de A1N Al réalisés à
34 MPa : a : san~ US, b : avec US.
Figure IV.23 Observation au MEB de surface de fracture de comprimés de A1N A2
réalisés à 34 MPa : a : sans US, b : avec US.
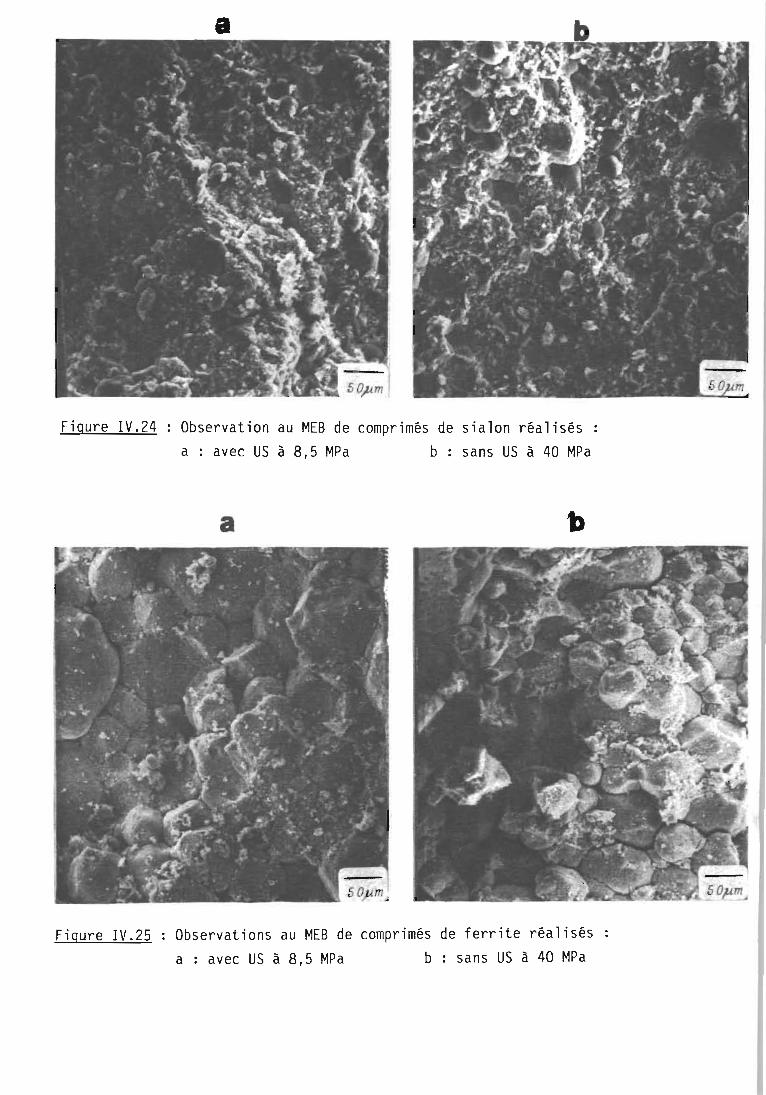
8
Figure IV.24 Observation au MEB de comprimés de sialon réalisés:
a : avec US à 8,5 MPa b : sans US à 40 MPa
a
Figure IV.25 Observations au MEB de comprimés de ferrite réalisés
a : avec US à 8,5 MPa b : sans US à 40 MPa
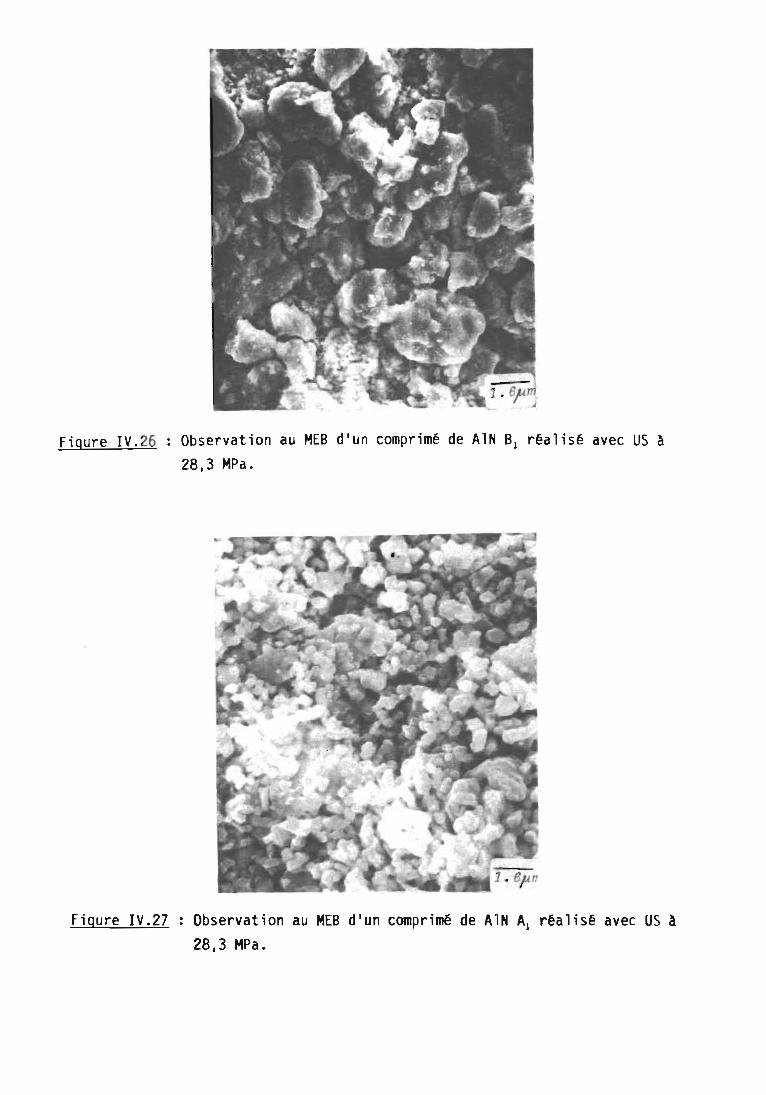
Figure IV.26 Observation au MEB d'un comprimé de A1N Bl réalisé avec US à
28,3 MPa.
Figure IV.27 Observation au MEB d'un comprimé de A1N Al réalisé avec US A28,3 MPa.
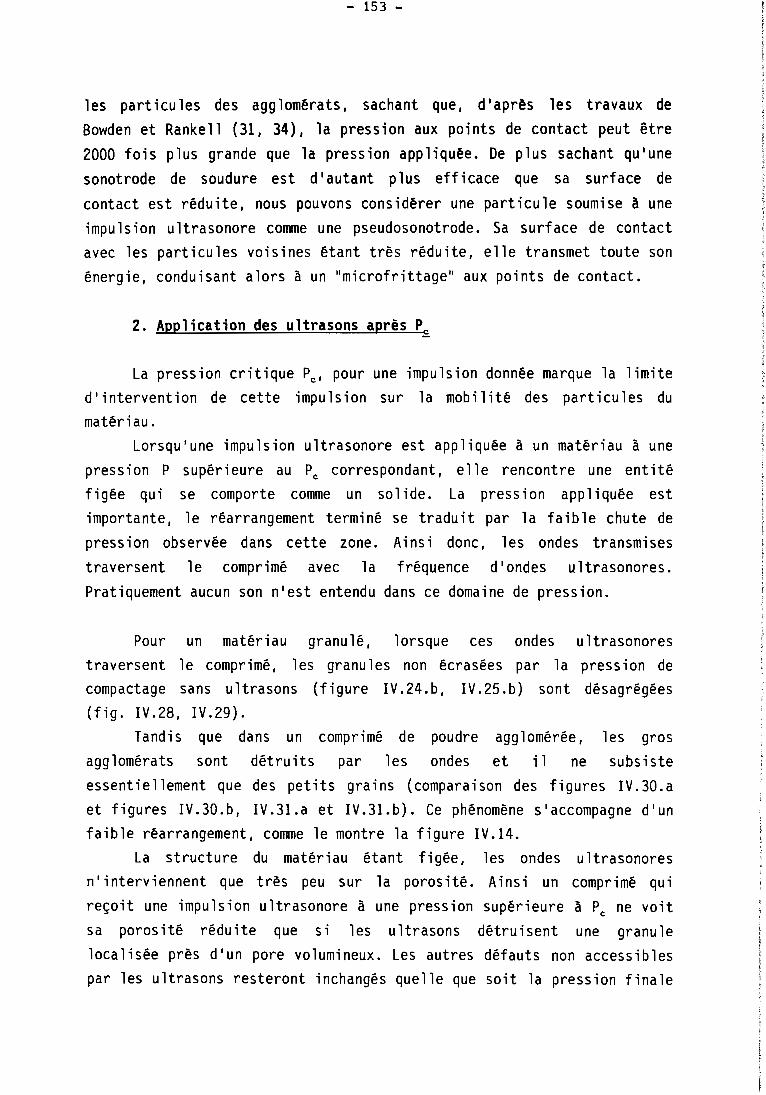
- 153 -
les particules des agglomérats, sachant que, d'après les travaux deBowden et Rankell (31, 34), la pression aux points de contact peut être2000 fois plus grande que la pression appliquée. De plus sachant qu'unesonotrode de soudure est d'autant plus efficace que sa surface de
contact est réduite, nous pouvons considérer une particule soumise à uneimpulsion ultrasonore comme une pseudosonotrode. Sa surface de contactavec les particules voisines étant très réduite, elle transmet toute sonénergie, conduisant alors à un "microfrittage" aux points de contact.
2. Application des ultrasons après p~
La pression critique Pc, pour une impulsion donnée marque la limited'intervention de cette impulsion sur la mobilité des particules dumatériau.
Lorsqu'une impulsion ultrasonore est appliquée à un matériau à unepression P superleure au Pc correspondant, elle rencontre une entitéfigée qui se comporte comme un solide. La pression appliquée estimportante, le réarrangement terminé se traduit par la faible chute depression observée dans cette zone. Ainsi donc, les ondes transmisestraversent le comprimé avec la fréquence d'ondes ultrasonores.Pratiquement aucun son nlest entendu dans ce domaine de pression.
Pour un matér iau granu lé, lorsque ces ondes ultrasonorestraversent le comprimé, les granules non écrasées par la pression decompactage sans ultrasons (figure IV.24.b, IV.25.b) sont désagrégées(f i g. 1V.28, 1V•29) •
Tandis que dans un comprlme de poudre agglomérée, les grosagglomérats sont détruits par les ondes et il ne subsisteessentiellement que des petits grains -(comparaison des figures IV.3D.aet figures IV.3D.b, IV.31.a et IV.31.b). Ce phénomène s'accompagne d'unfaible réarrangement, comme le montre la figure IV.14.
La structure du matériau étant figée, les ondes ultrasonoresn'interviennent que très peu sur la porosité. Ainsi un comprimé quireçoit une impulsion ultrasonore à une pression supérieure à Pc ne voitsa porosité réduite que si les ultrasons détruisent une granulelocalisée près d'un pore volumineux. Les autres défauts non accessiblespar les ultrasons resteront inchangés quelle que soit la pression finale
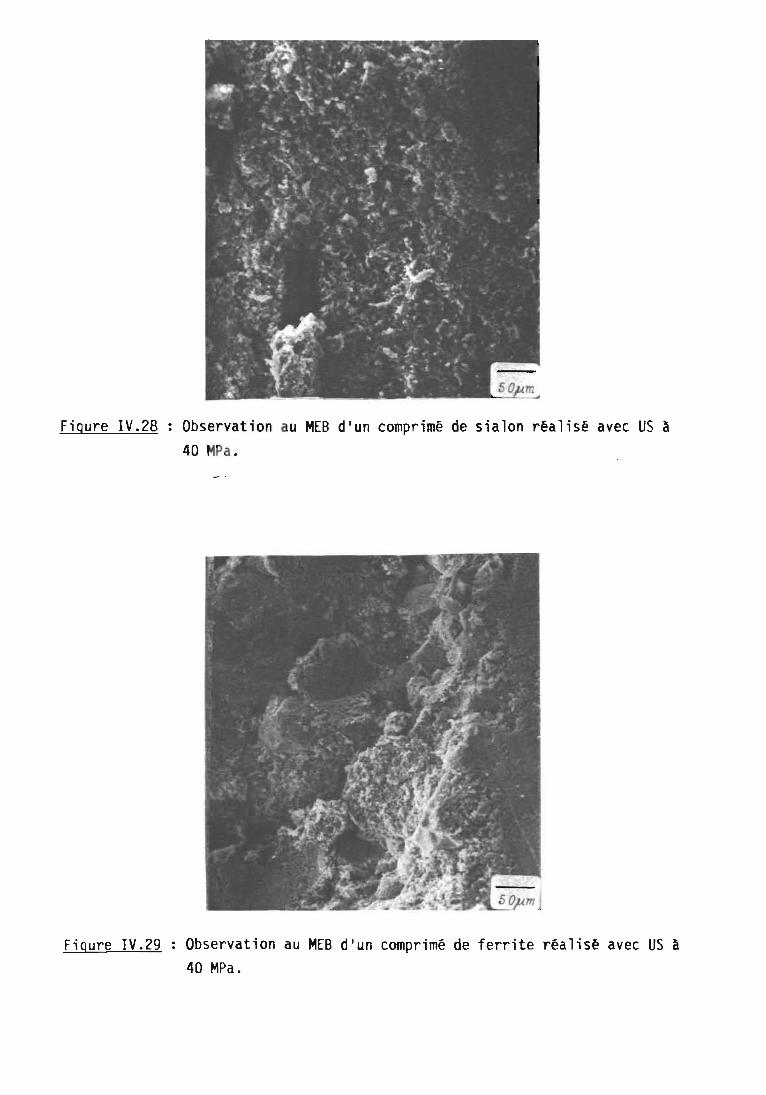
Figure IV.28 Observation au MEB d'un comprimé de sialon réalisé avec US a40 MPa.
Figure IV.29 Observation au MEB d'un comprimé de ferrite réalisé avec US a40 MPa.
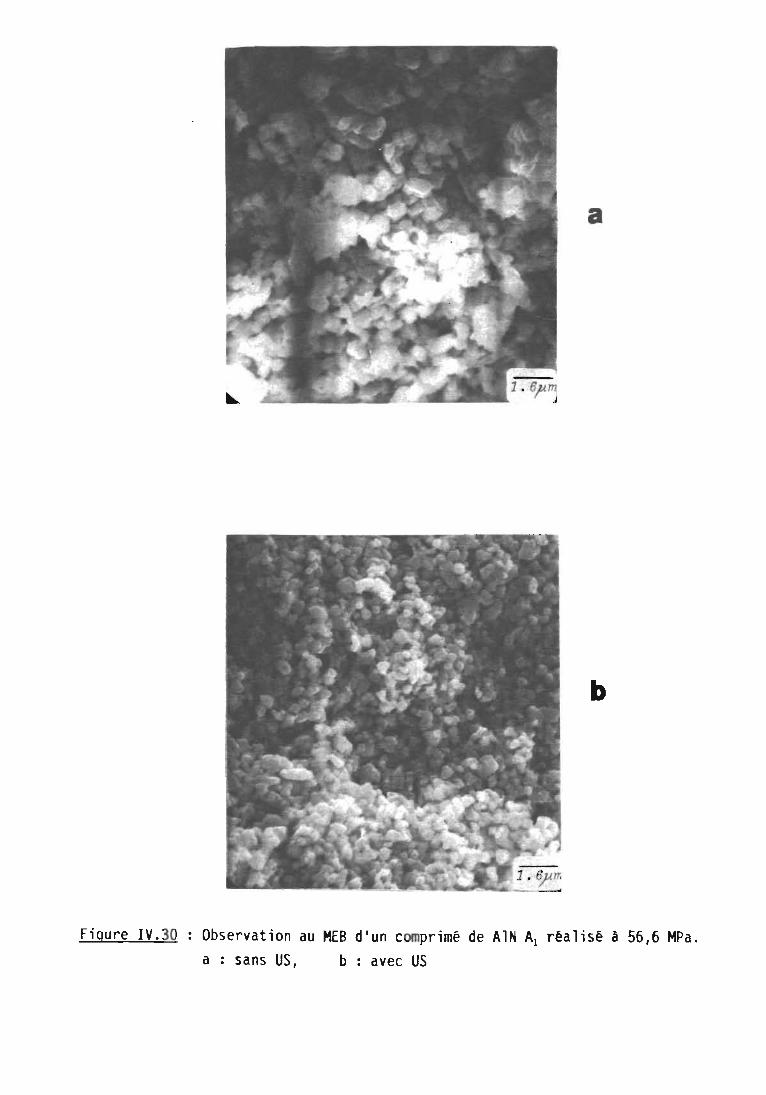
a
b
Figure IV.30 Observation au MEB d1un comprimé de A1N Al réalisé à 56,6 MPa.a : sans US, b : avec US
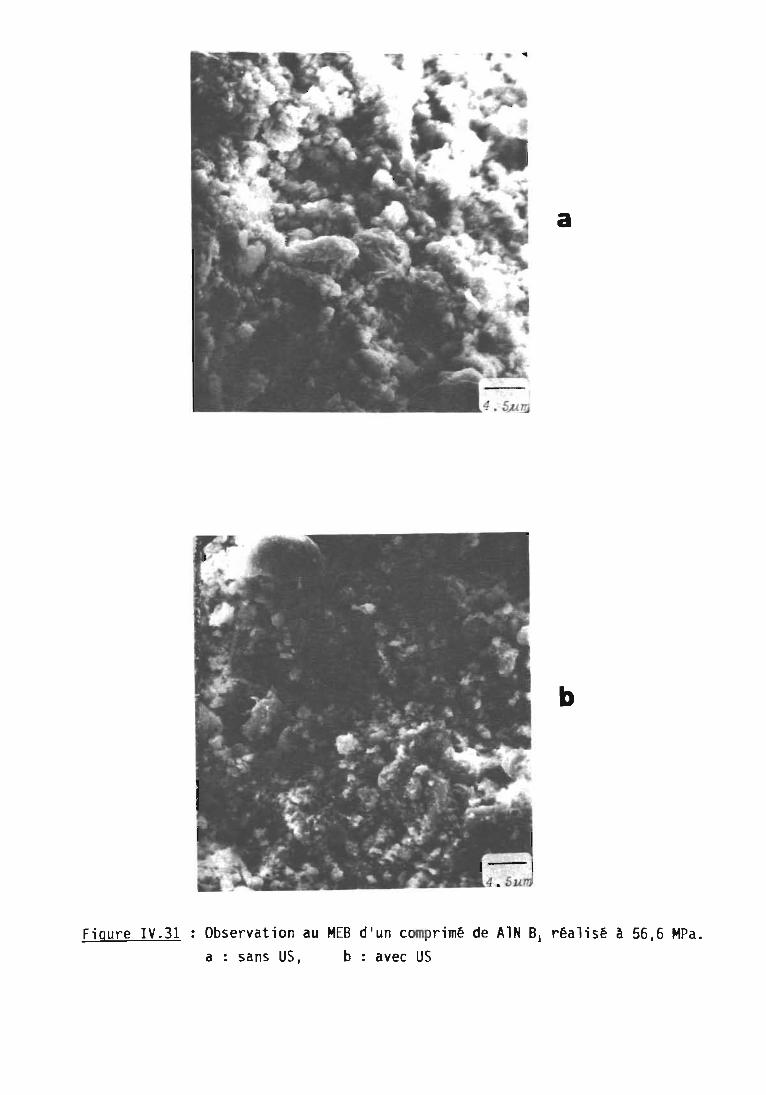
a
b
Figure IV.31 Observation au MEB d'un comprimé de A1N 81 rêalisé a 56,6 MPa.a : sans US, b : avec US
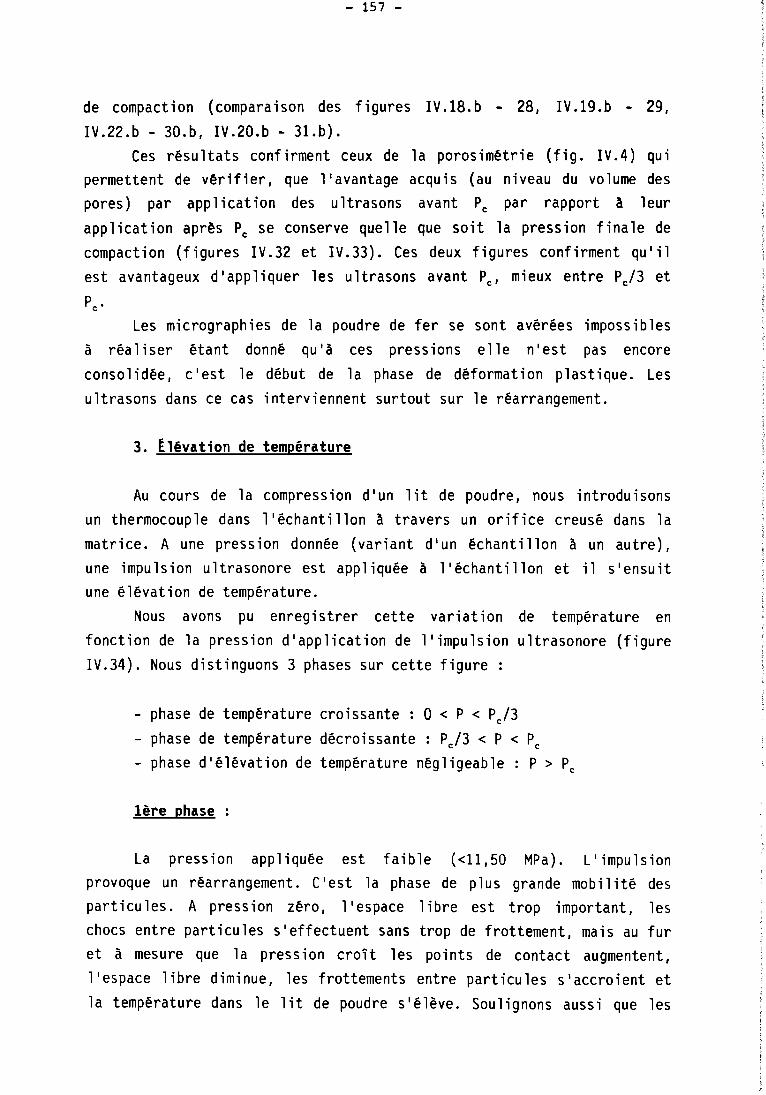
- 157 -
de compaction (comparaison des figures IV.18.b - 28, IV.19.b - 29,
IV.22.b - 30.b, IV.20.b - 31.b).
Ces résultats confirment ceux de la porosimétrie (fig. IV.4) qui
permettent de vérifier, que l'avantage acquis (au niveau du volume des
pores) par application des ultrasons avant Pc par rapport A leur
application après Pc se conserve quelle que soit la pression finale de
compaction (figures IV.32 et IV.33). Ces deux figures confirment qu'il
est avantageux d'appliquer les ultrasons avant Pc' mieux entre PJ3 et
Pc'Les micrographies de la poudre de fer se sont avérées impossibles
à réaliser étant donné qu'à ces pressions elle n'est pas encore
consolidée, c'est le début de la phase de déformation plastique. Les
ultrasons dans ce cas interviennent surtout sur le réarrangement.
3. Élévation de température
Au cours de la compression d'un lit de poudre, nous introduisons
un thermocouple dans l'échantillon à travers un orifice creusé dans la
matrice. A une pression donnée (variant d'un échantillon à un autre),
une impulsion ultrasonore est appliquée à l'échantillon et il s'ensuit
une élévation de température.
Nous avons pu enregistrer cette variation de température en
fonction de la pression d'application de l'impulsion ultrasonore (figure
IV.34). Nous distinguons 3 phases sur cette figure:
- phase de température croissante : 0 < P < Pc /3
- phase de température décroissante : Pc /3 < P < Pc
- phase d'élévation de température négligeable: P > Pc
1ère phase
La pression appliquée est faible «11,50 MPa). L'impulsion
provoque un réarrangement. C'est la phase de plus grande mobilité des
particules. A pression zéro, l'espace libre est trop important, les
chocs entre particules s'effectuent sans trop de frottement, mais au fur
et à mesure que la pression croît les points de contact augmentent,
l'espace libre diminue, les frottements entre particules s'accroient et
la température dans le lit de poudre s'élève. Soulignons aussi que les
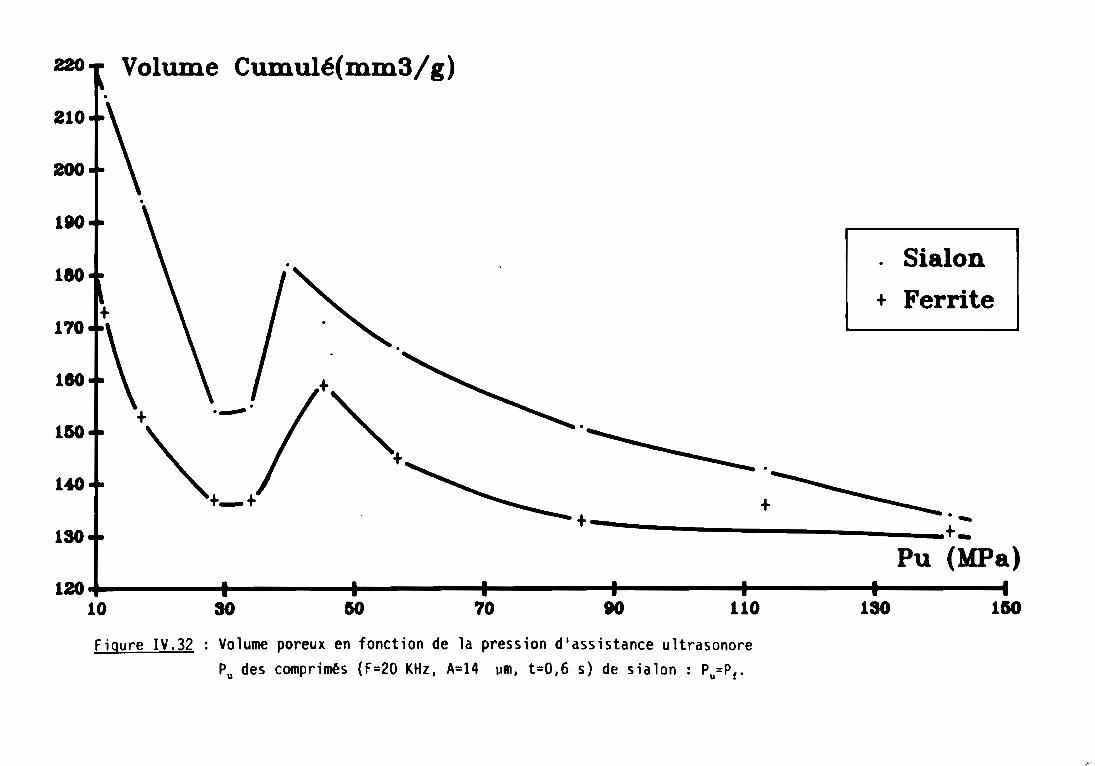
. Sialon
+ Ferrite
180
180
220 .. Volume Cumulé(mm3/g)
140
170
180
210
160
130
200
Figure IV.32 : Volume poreux en fonction de la pression d'assistance ultrasonorePu des comprimés (F=20 KHz, A=14 ~m, t=O,6 s) de sialon : Pu=Pfo
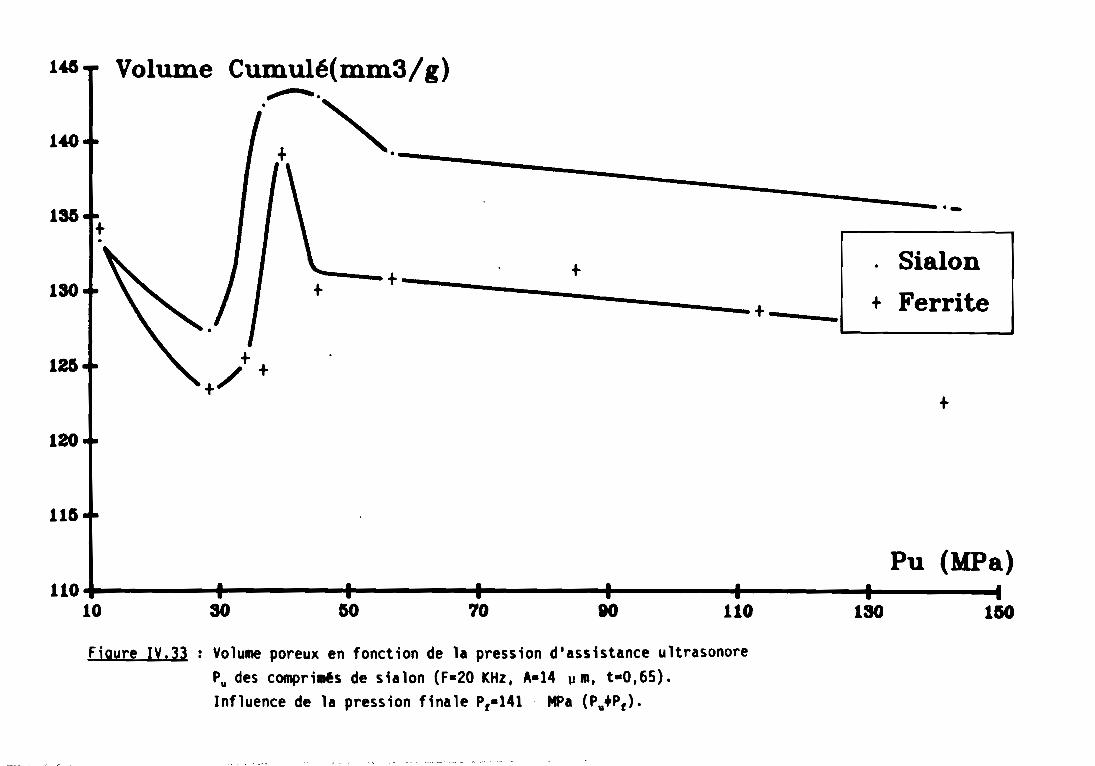
146 Volume Cumulé(mm3/g)
140
.-
+
. Sialon
+ Ferrite....._--+ -+ +
+- .1
++/ +
136
12&
130
120
lUi
Pu (MPa)
15013011080705030110+ 1 1 1 1 1 1 1
10
Fjgure IV.33 : Volume poreux en fonction de la pression d'assistance ultrasonorePli des comprillês de sia10n (F-20 KHz, A-14 pa, t-O,65).Influence de la pression finale Pf -141 MPa (P lI+P f ).
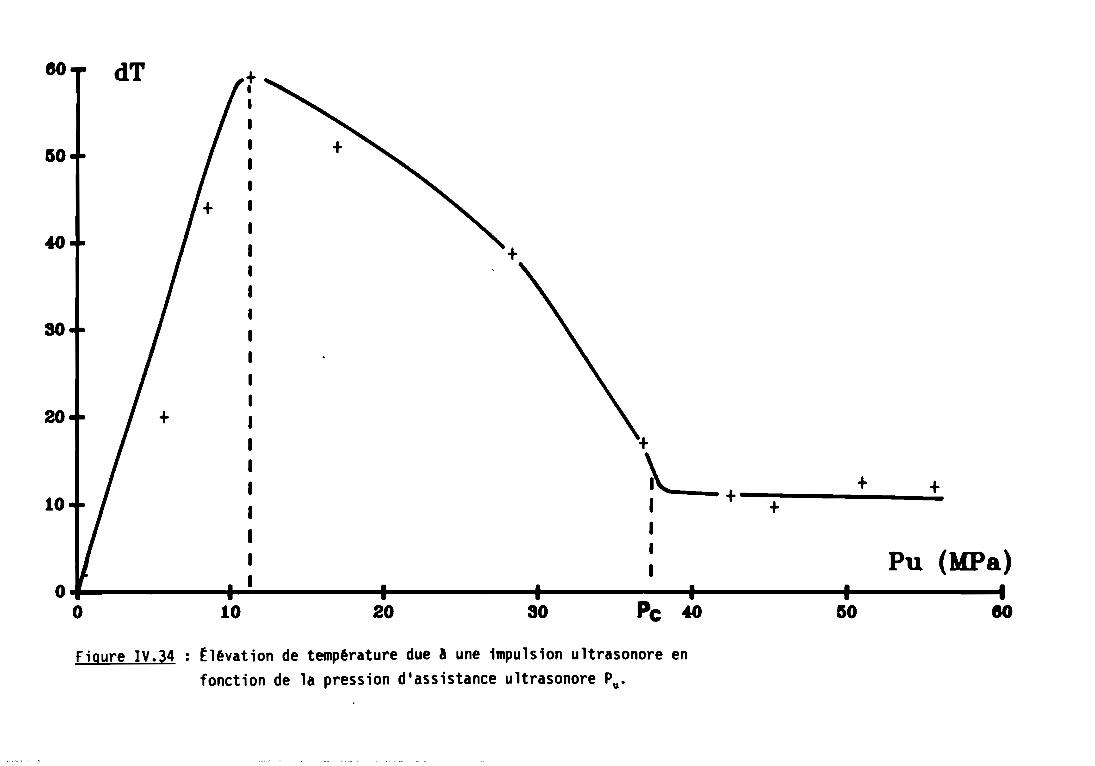
80
Pu (MPa)
5030
+
~
L + +1 + +111
1
1 Pc 401
20
+
10
+
dT
50
80
30
10
40
20
Figure IV.34 : rlêvation de tempêrature due 1 une impulsion ultrasonore enfonction de la pression d'assistance ultrasonore Pu.
- 161'-
frottements internes qui augmentent avec la pression contribuent à
l'élévation de la température. Il y a donc transformation de l'énergie
mécanique en énergie thermique.
2ême phase
La pression de compaction augmentant, les points de frottement semultiplient mais l'amplitude de déplacement diminue, d'où une élévationplus faible de température (figure IV.34).
3ème phase :
Au-delà de la pression critique, l'élévation de température estquasiment nulle. Il n'y a presque plus de particules mobiles.
Cette élévation de température est d'autant plus importante que lapression critique est élevée pour un matériau donné.
En conclusion nous pouvons dire que l'action d'une impulsionultrasonore sur un matériau dépend d'une part de la nature du matériauet d'autre part du domaine de pression où l'impulsion est appliquée
Lorsque l'impulsion est appliquée à une pression inférieure à Pc
- dans une poudre granulée, il ya réarrangement, désagrégationtotale des granules et densification par élimination des pores.
dans une poudre agglomérée, il Y a réarrangement desconstituants (grains, agglomérats, aggrégats), transformation desagglomérats d'aspect floconneux en agglomérats plus denses, etdensification par élimination des pores.
Lorsque l'impulsion ultrasonore est appliquée à une pressionsupérieure à Pc
- dans un comprlme lssue d'une poudre granulée, il y a destructiontotale des granules et élimination des quelques pores accessibles auxondes ultrasonores. Le matériau se comporte comme une entité figée.
- dans un comprimé issu d'une poudre initialement agglomérée, lesultrasons cassent la plupart des gros agglomérats, donnant ainsi des
- 162 -
comprimês comportant des grains individualisês et êliminent les grosdêfauts qui leur sont accessibles.
Quelle que soit la pression, une impulsion ultrasonore modifie lamicrostructure d'un matériau, mais il est beaucoup plus avantageux de
l'appliquer à une pression infêrieure à la pression critique, voire trèsprès de cette dernière. La microstructure obtenue par application d1uneimpulsion ultrasonore à une pression inférieure à Pc n'est obtenuequ'avec une pression 2 à 4 fois supêrieure à cette dernière sans aideultrasonore.
Nous allons essayer de comprendre comment ces résultats setraduisent de façon macroscopique sur le comprimé.
II - INTERPRÉTATION MACROSCOPIQUE
D'après les travaux de Seeling et Wulff(79l, au cours de lacompaction uniaxiale, la densité dans le comprimé diminue au fur et à
mesure que lion s'éloigne de la face en contact avec le poinçon mobile
(figure IV.35). Il y a donc une mauvaise transmission de la pressiondans la poudre. Ils ont aussi montré que la densité est plus élevée dansla zone axiale. Cette hétérogénéité est liée au frottement dû à lamatrice.
Une impulsion ultrasonore se comporte comme une force decompaction supplémentaire, dont les ondes de vibration ont une actionsimultanée sur la microstructure du comprimé et sur la matrice qui sedéplace, réduisant ainsi l'effet de son frottement. La figure IV.36montre que les ultrasons permettent de remédier à l'hétérogénéité crééepar le pressage dans un comprimé. Mais lorsque la hauteur del'échantillon dépasse 6 mm, la compaction assistée d'ultrasons donne descomprimés plus denses à la base (face au contact de la sonotrode).
Par conséquent on en déduit que :La montée de la matrice réduit l'effet dû au frottement et par
conséquent la pression radiale.Le choix de paramètres ultrasonores (A, F, t) appropriés permet
d'avoir un comprimé plus homogène et plus dense.
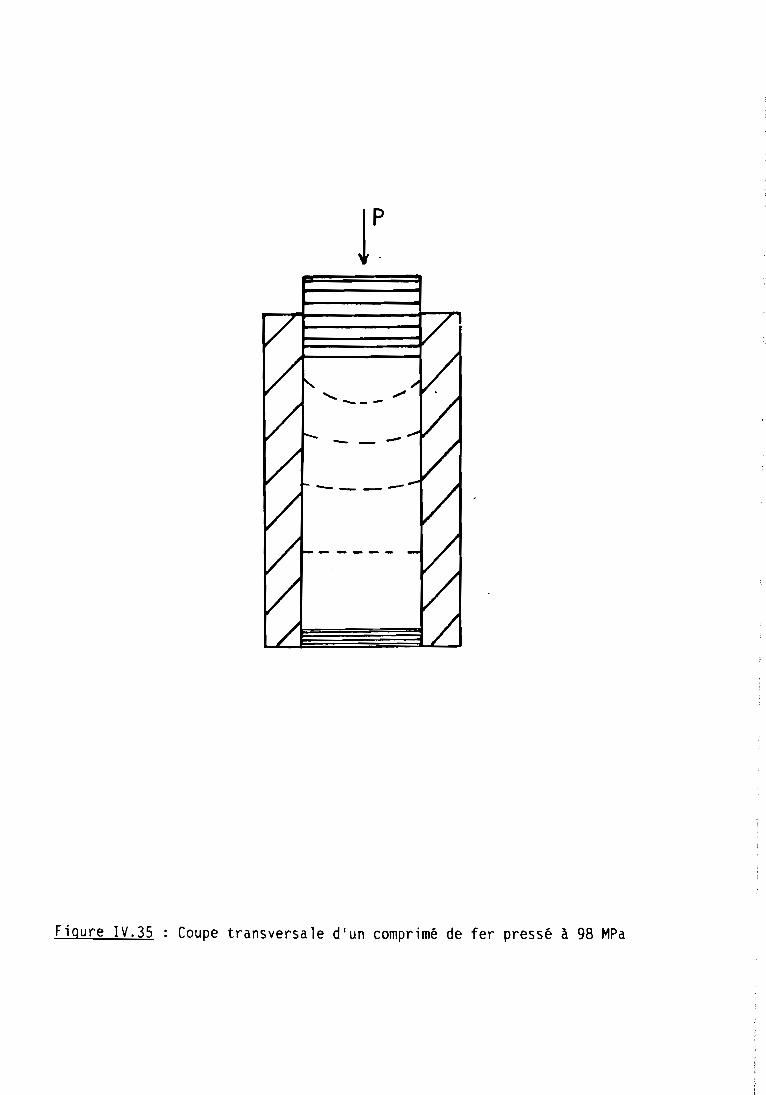
...... ,.,---
- --~------
Figure IV.35 Coupe transversale d1un comprimé de fer pressé à 98 MPa
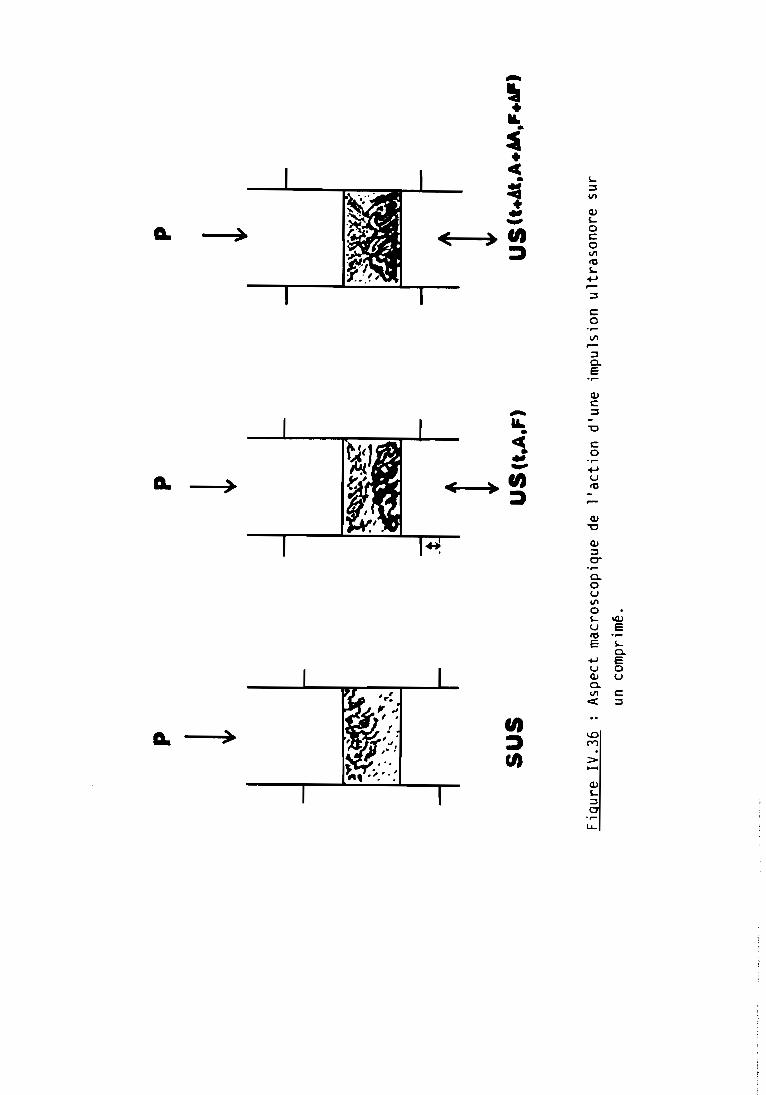
--!a•IL•~•-e•:a
:>•..~
< ) en:::)
Q)~
oc:oIIIl'tl~
+J
;:,
c:o
;:,0.e
Q)"0
Q);:,C-
o.0UIII0 .~ \Q)u el'tl .....e ~
0.+J eu 0Q) U0.III c:~ ;:,
Q)c::::l
"0
c:o+JUl'tl
-IL.•C\
)
......-c ) en
~
:> ! en~>: ~) .... U)'" "':. ~
- 165
Une impulsion ultrasonore de caractêristique adêquate, peut être
un outil qui améliore considérablement la technique de compaction des
poudres.Elle permet d'obtenir des comprimés plus denses et ayant une
distribution de porosité plus homogène.
Elle permet donc d'avoir des produits qui se densifient mieux au
frittage.
CINQUIEME PARTIE
FRITTAGE
CINQUIEME PARTIE
FRITIAGE
Nous avons vu, dans les chapitres prêcêdents, que le comportementd'une poudre à la compression dêpend de ses caractêristiques physiques(granulomêtrie, porositê, agglomêration ... ).
Nous allons essayer d'êtablir, d'une part la corrêlation quipourrait exister entre l'Hat final d'un comprimê après compactage etson êvolution au cours du traitement thermique et de comprendre d'autrepart le processus d'amêlioration de la densification des comprimês parles ultrasons.
CHAPITRE 1
RAPPELS BIBLIOGRAPHIQUES
Kuno et Okada (102) ont montré qu 1 un pore peut être caractéri sé parson nombre de coordination N qui est égal au nombre de particulesdélimitant sa surface et llangle dièdre ~ définit par:
cos ( ~ /2) = agb/2 a 8
avec 0gb = énergie du joint de grainas = énergie de surface du pore
Sur la figure V.I sont représentés deux pores ayant le même volumeet le même angle dièdre ~ , mais de nombre de coordination différent.
Vu de llintérieur, le pore qui a le nombre de coordination le plusélevé présente des parois convexes, l'autre des parois concaves.
Pour un angle dièdre ~ donné, il existe en général un nombre decoordination critique Nc , qui définit la transition convexe-concave.
François et Kingery(103) ont montré que seuls les pores de nombre decoordination tel que N<Nc peuvent être éliminés durant le frittage, lesautres ont tendance à grossir.
Les pores i nter-agg lomérats appart iennent à cette catégori e car.,ils sont délimités par un grand nombre de grains(56).
Pampuch(58), travaillant sur de la zircone stabilisée, a montré quela disparition des pores entre agglomérats ne se fait que lorsque ceuxci sont totalement dens ifi és sur eux-mêmes. Bernache et Gauthier(104,l05)sou lignent que cette observation rejoi nt 11 ana lyse précédente dans lamesure où la densification des agglomérats sur eux-mêmes peut donner unchangement de la valeur de N, nombre de coordination des pores interagglomérats.
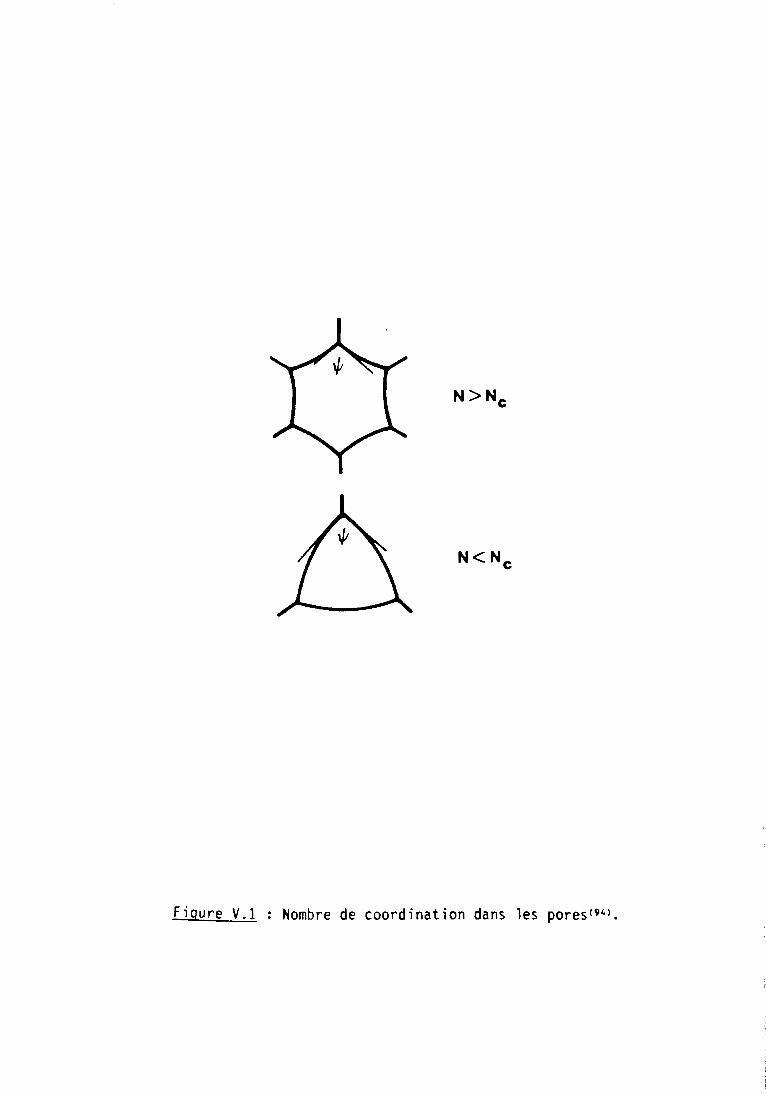
Figure V.l Nombre de coordination dans les pores(94).
- 170 -
Certains auteurs ont proposê une densification des matêriaux par
êlimination successive des pores, en prêsence d'une phase liquide, les
petits pores s'êliminant avant les plus gros(50.5S).
Paulus et ses collaborateurs 005 ) ont montrê que suivant la nature
et la quantitê de la phase liquide, les agglomêrats peuvent se densifier
sur eux-mêmes ou au contraire être dêtruits par 11 interpênêtration du
liquide.
Dans le cas dlune poudre hêtêrogène, constituêe d'agglomêrats
dispersês dans une matrice constituêe de cristallites individualisês, il
se crêe un frittage hêtêrogène avec apparition de contraintes diffêrent ie lles 006 ,107.10S.109).
CHAPITRE II
RÉSULTATS EXPÉRIMENTAUX
Nous avons effectué le traitement thermique des poudres de nitrured1aluminium B1, de sialon, et de ferrite.
1 - TRAITEMENT THERMIQUE
Certa i ns chercheurs(62,S1,S3,S5) ont montré que les ultrasons
permettent dl augmenter la dens ité des comprimés. Ma i s jusqu 1 à présentaucun nia réussi à expliquer le procédé par lequel une impulsion
ultrasonore appliquée au cours de la compaction permet d'améliorer ladensification au cours du frittage.
Nous avons pu vérifier cette augmentation de densité (figure V.2,tableaux V.l et V.2). Nous avons effectué une étude comparative de 3
types d'échantillons
- échantillons comprimés sans assistance ultrasonore,- échantillons comprimés avec une impulsion ultrasonore appliquée
avant la pression critique correspondante aux matériaux,- échantillons comprimés avec une impulsion ultrasonore appliquée
après la pression critique.
Les paramètres ultrasonores ont été fixés comme suit :
Amplitude A=l4 ~m - fréquence F=20 KHz - durée de l'impulsion t=O,6 s
1. Fr;ttage du s;alon
La figure V.2 représente la variation de la densité relative descomprimés de sialon avec la température. La pression critique pour 2 g
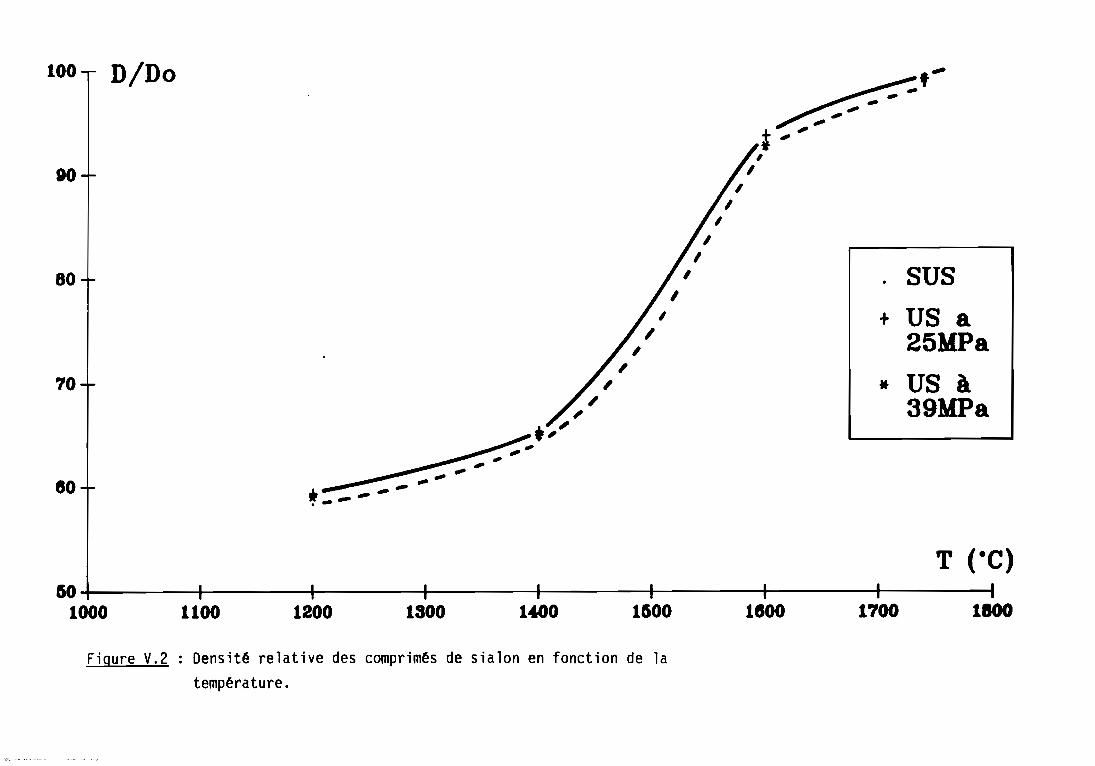
SUS
+ US a25MPa
* US à39MPa
... - '.,',1
11
1
11
1
11,
1,,,,.""
~--
80
70
90
80
100,... D/Do
1100
T (-C)
1700UJOO15001.f,()013001200110050 , , , , , , ,
1000 1 1
Figure V.2 : Densité relative des comprimés de sialon en fonction de latempérature.
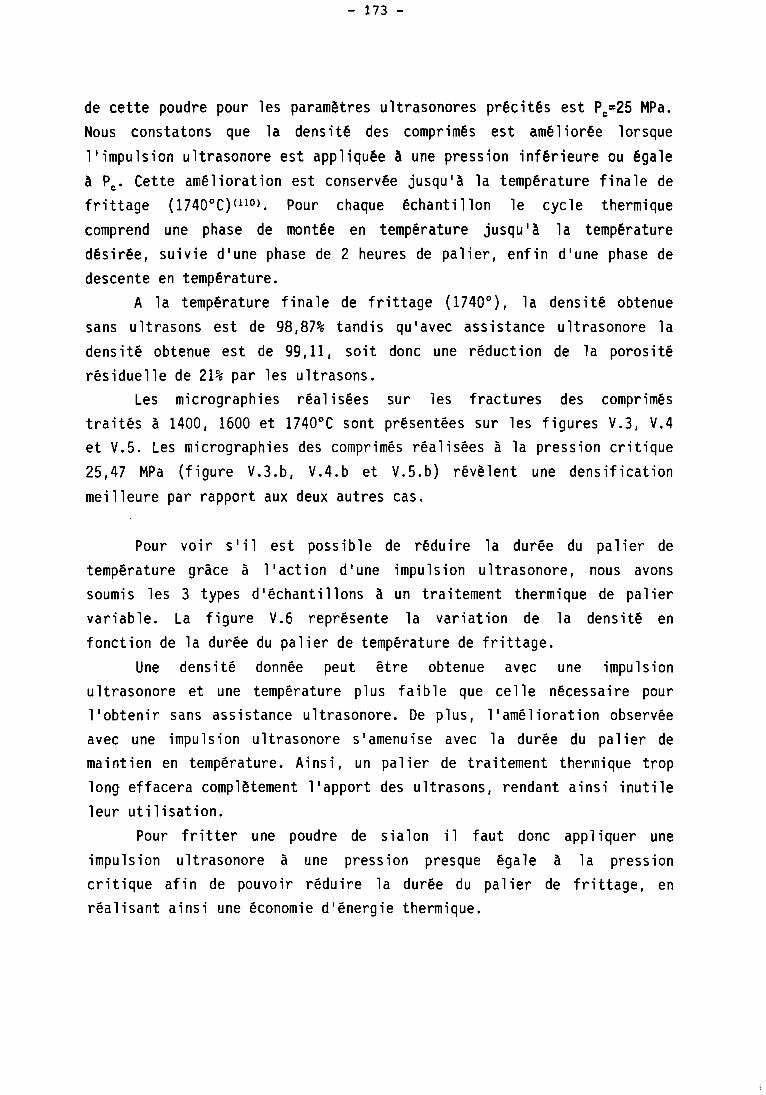
- 173 -
de cette poudre pour les paramètres ultrasonores précités est Pc=25 MPa.Nous constatons que la densité des comprimés est améliorée lorsque
l'impulsion ultrasonore est appliquée A une pression inférieure ou égaleà Pc. Cette amélioration est conservée jusqu'à la température finale defrittage (1740°C) (110). Pour chaque échant i 110n le cyc le thermi que
comprend une phase de montée en température jusqu'A la températuredésirée, suivie d'une phase de 2 heures de palier, enfin d'une phase dedescente en température.
A la température finale de frittage (1740°), la densité obtenuesans ultrasons est de 98,87% tandis qu'avec assistance ultrasonore ladens ité obtenue est de 99,11, soit donc une réduct i on de la poros itérésiduelle de 21% par les ultrasons.
Les micrographies réalisées sur les fractures des compriméstraités à 1400, 1600 et 1740°C sont présentées sur les figures V.3, V.4et V.S. Les micrographies des comprimés réalisées à la pression critique25,47 MPa (figure V.3.b, V.4.b et V.5.b) révèlent une densificationmeilleure par rapport aux deux autres cas.
Pour voir s'il est possible de réduire la durée du palier detempérature grâce à l' act i on d' une impu lsion ultrasonore, nous avonssoumis les 3 types d'échantillons à un traitement thermique de paliervariable. La figure V.6 représente la variation de la densité enfonction de la durée du palier de température de frittage.
Une densité donnée peut être obtenue avec une "impulsionultrasonore et une température plus faible que celle nécessaire pourl'obtenir sans assistance ultrasonore. De plus, l'amélioration observéeavec une impulsion ultrasonore s'amenuise avec la durée du palier demaintien en température. Ainsi, un palier de traitement thermique troplong effacera complètement l'apport des ultrasons, rendant ainsi inutileleur utilisation.
Pour fritter une poudre de sialon il faut donc appliquer uneimpulsion ultrasonore à une pression presque égale à la pressioncritique afin de pouvoir réduire la durée du pal ier de frittage, enréalisant ainsi une économie d'énergie thermique.
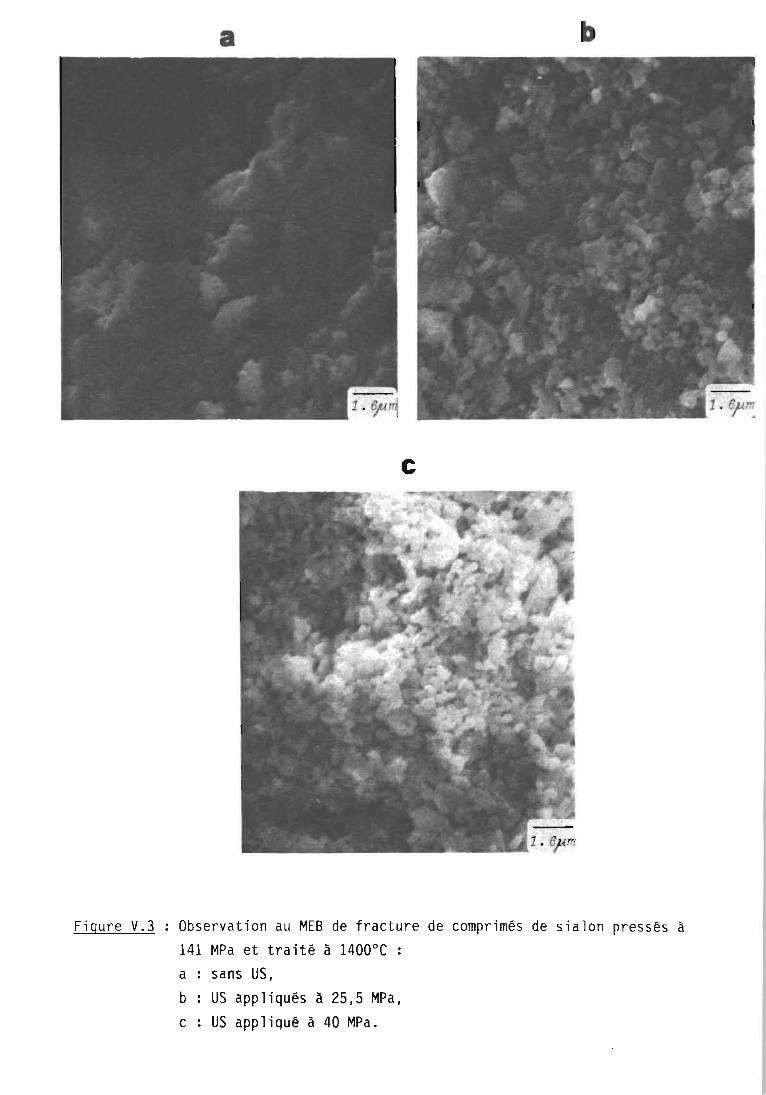
a
c
Figure V.3 Observation au MEB de fracture de comprimés de sialon pressés à
141 MPa et traité à 1400°C :a sans US,
b US appliqués à 25,5 MPa,
c US appliqué à 40 MPa.
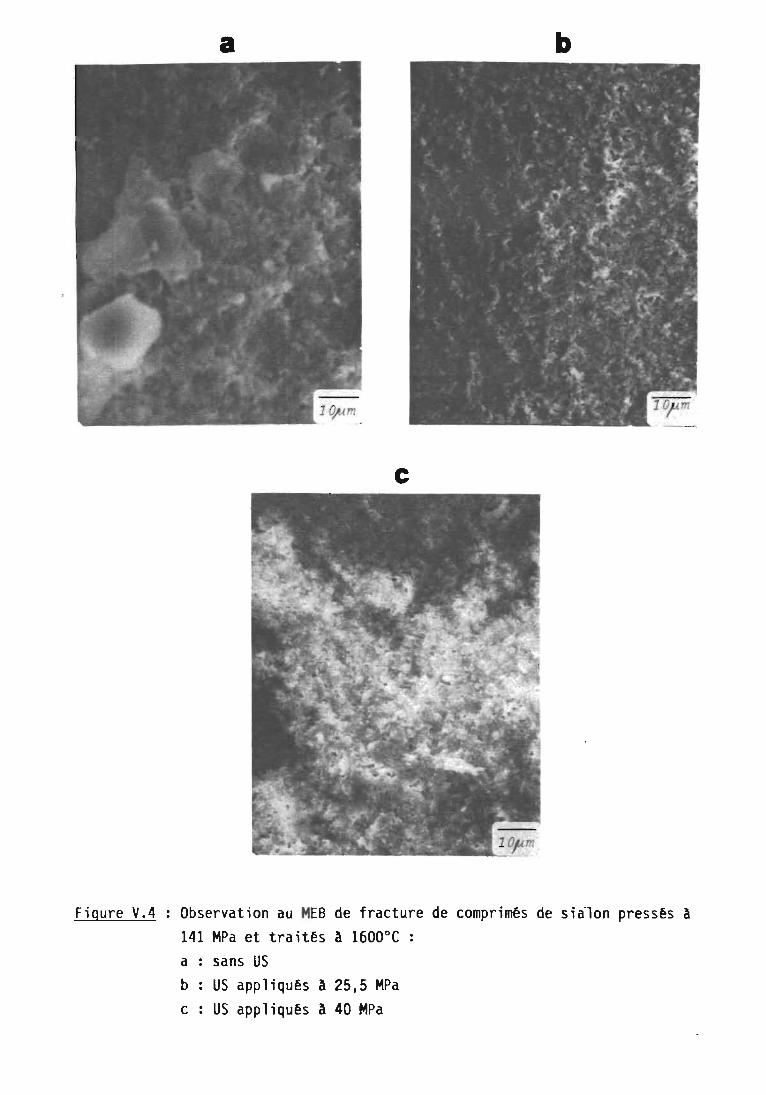
a b
c
Figure V.4 Observation au MEB de fracture de comprimês de sialon pressês A141 MPa et traitês a 1600°Ca sans USb US appliquês a 25,5 MPac US appliquês a 40 MPa
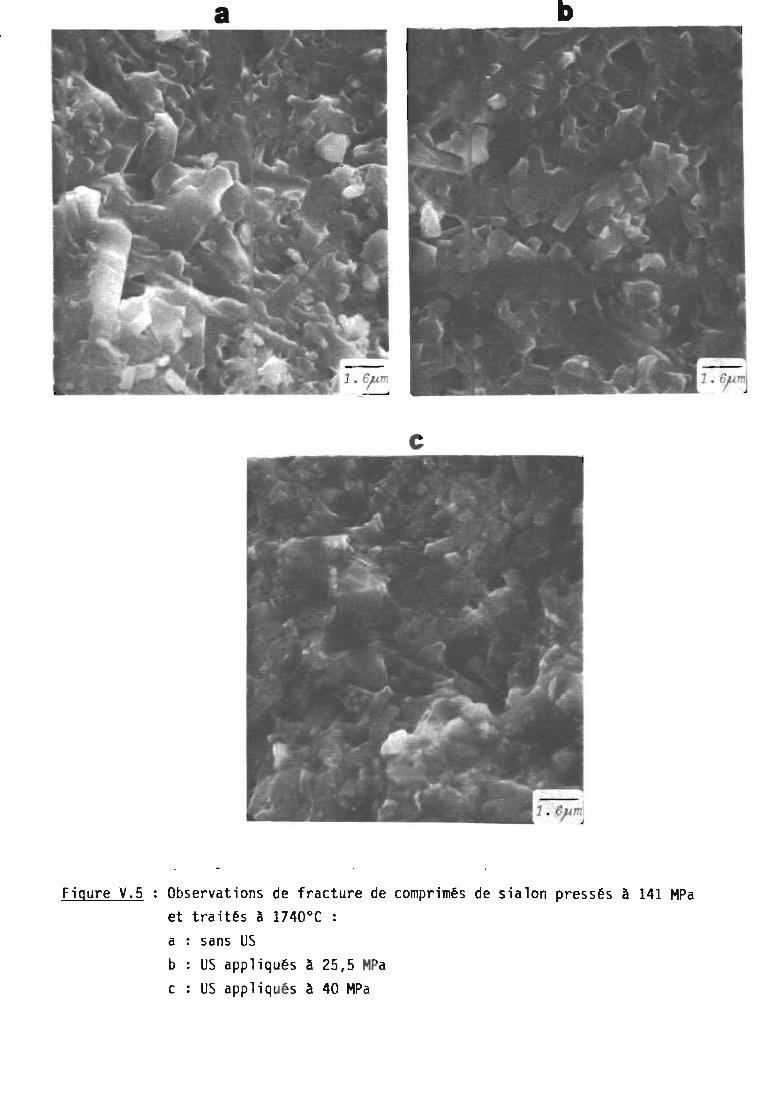
a b
c
Figure V.5 Observations de fracture de comprimés de sialon pressés à 141 MPaet traités A 1740°C :a sans USb US appliqués à 25,5 MPac US appliqués à 40 MPa
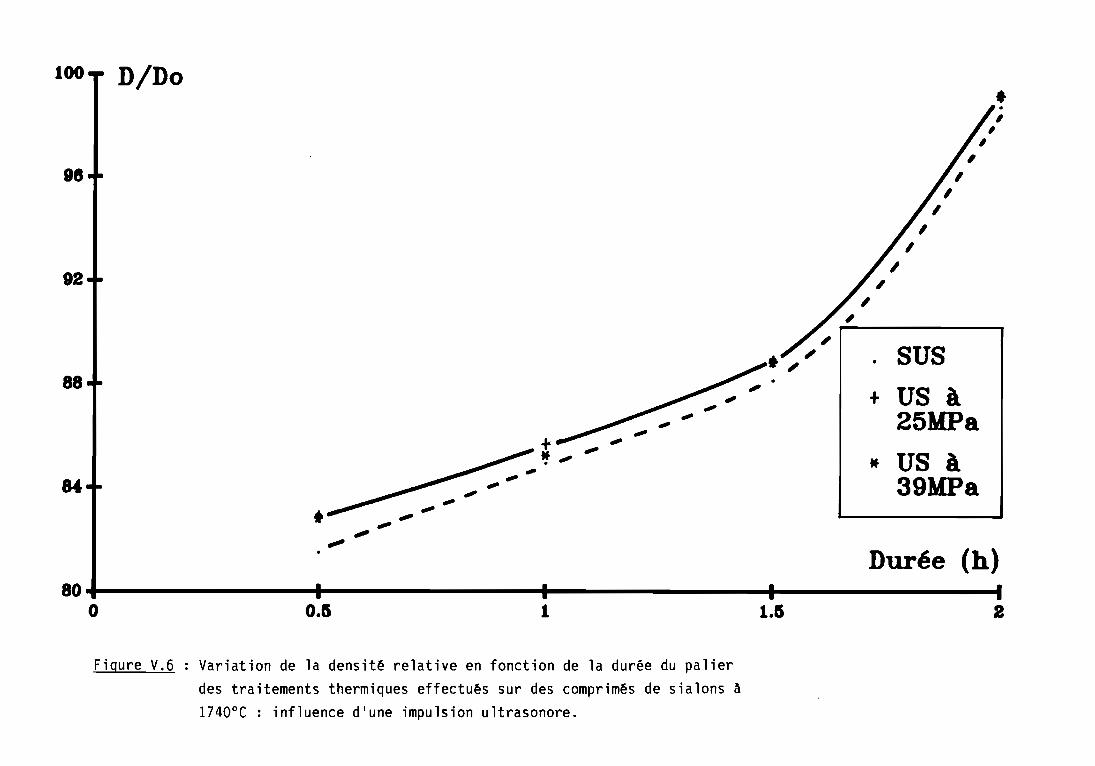
100 ... D/Do•.
2
SUS+ US à
25MPa
* US à39MPa
Durée (h)
,,,,,,,,,,,,,
1.5
88
88
+---~..,.,.
84+ ~ ..,"" .".
."..............-..,
------,.-'
1.
80 - -0 0.5 1
82
Figure V.6 : Variation de la densité relative en fonction de la durée du palierdes traitements thermiques effectués sur des comprimés de sialons à
1740°C : influence d1une impulsion ultrasonore.
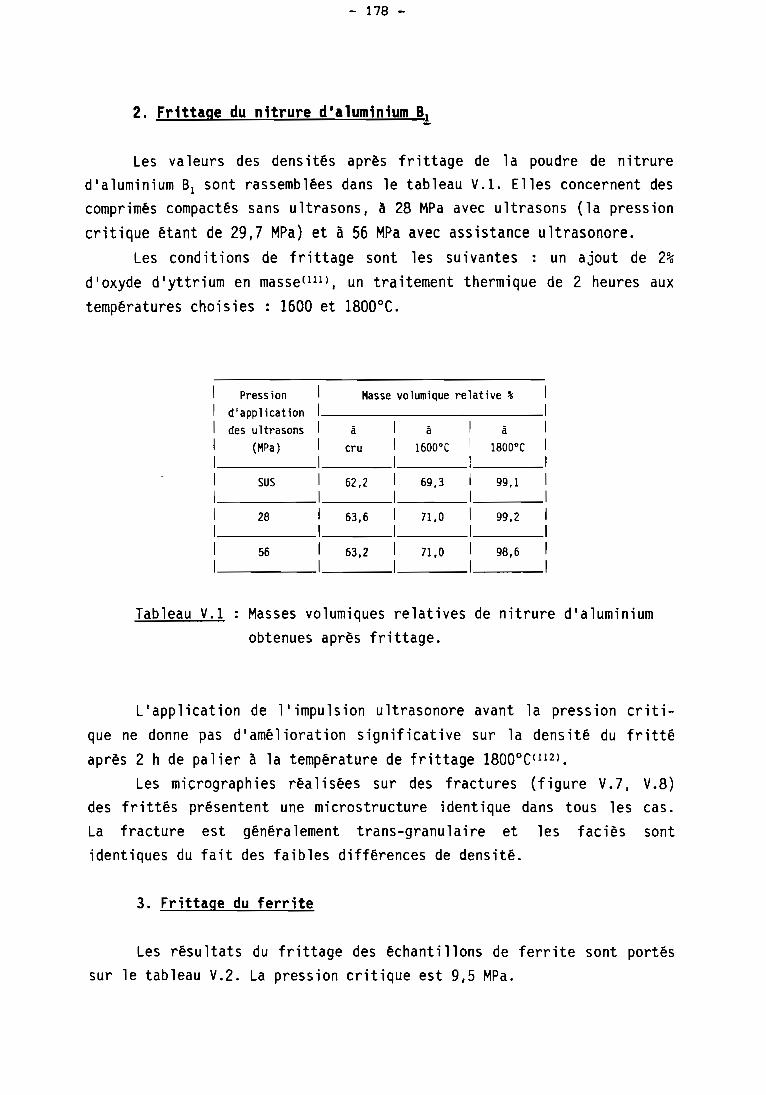
- 178 -
2. Frittage du nitrure d'aluminium 81
Les valeurs des densités après frittage de la poudre de nitrured'aluminium B1 sont rassemblées dans le tableau V.l. Elles concernent descomprimés compactés sans ultrasons, à 28 MPa avec ultrasons (la pressioncritique étant de 29,7 MPa) et à 56 MPa avec assistance ultrasonore.
Les conditions de frittage sont les suivantes : un ajout de 2%
d'oxyde d'yttrium en masse Oll ), un traitement thermique de 2 heures auxtempératures choisies : 1600 et 1800°C.
Pression Hasse volumique relative %d'applicationdes ultrasons à à à
(HPa) cru 1600°C 1800°C
SUS 62,2 69,3 99,1
28 63,6 71,0 99,2
56 63,2 71,0 98,6
Tableau V.l Masses volumiques relatives de nitrure d'aluminiumobtenues après frittage.
L'application de l'impulsion ultrasonore avant la pression critique ne donne pas d'amélioration significative sur la densité du frittéaprès 2 h de pa lier à la température de frittage 1800°C(12).
Les miçrographies réalisées sur des fractures (figure V.7, V.8)
des frittés présentent une microstructure identique dans tous les cas.La fracture est généralement trans-granulaire et les faciès sontidentiques du fait des faibles différences de densité,
3. Frittage du ferrite
Les résultats du frittage des échantillons de ferrite sont portéssur le tableau V.2. La pression critique est 9,5 MPa.
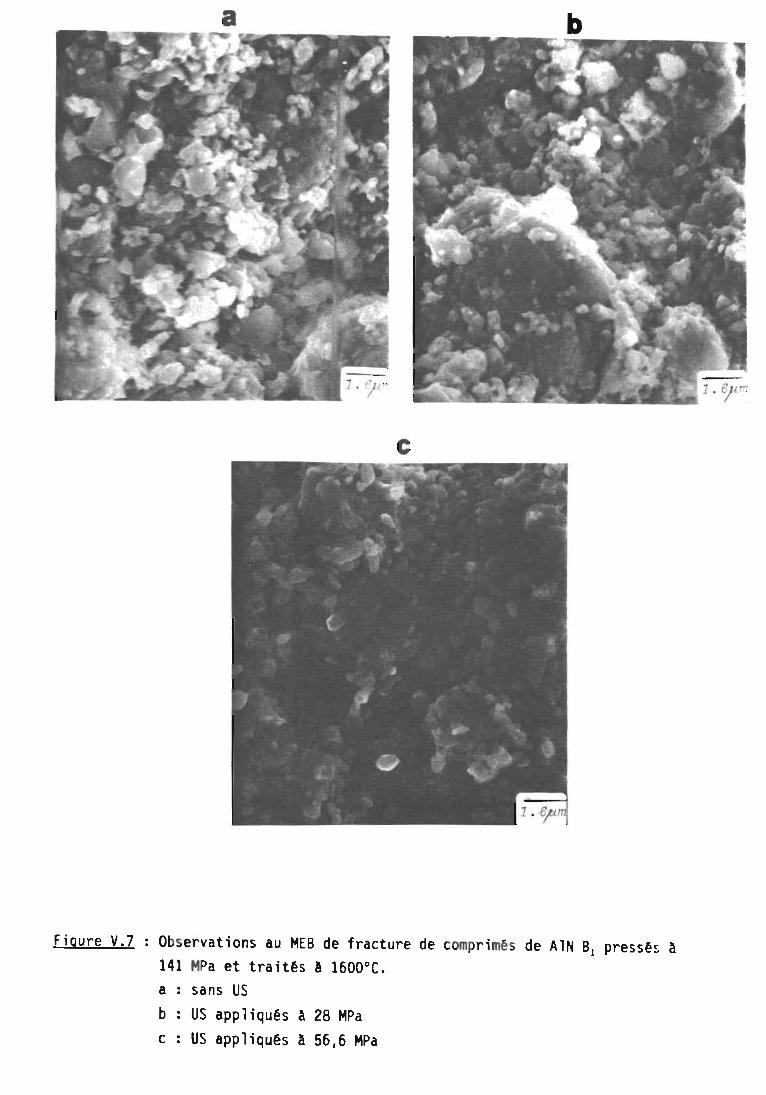
a b
c
Figure V.7 Observations au MEB de fracture de comprimês de A1N BI pressês A141 MPa et traités à 1600°C.a sans USb US appliqués A 28 MPac US appliqués à 56,6 MPa
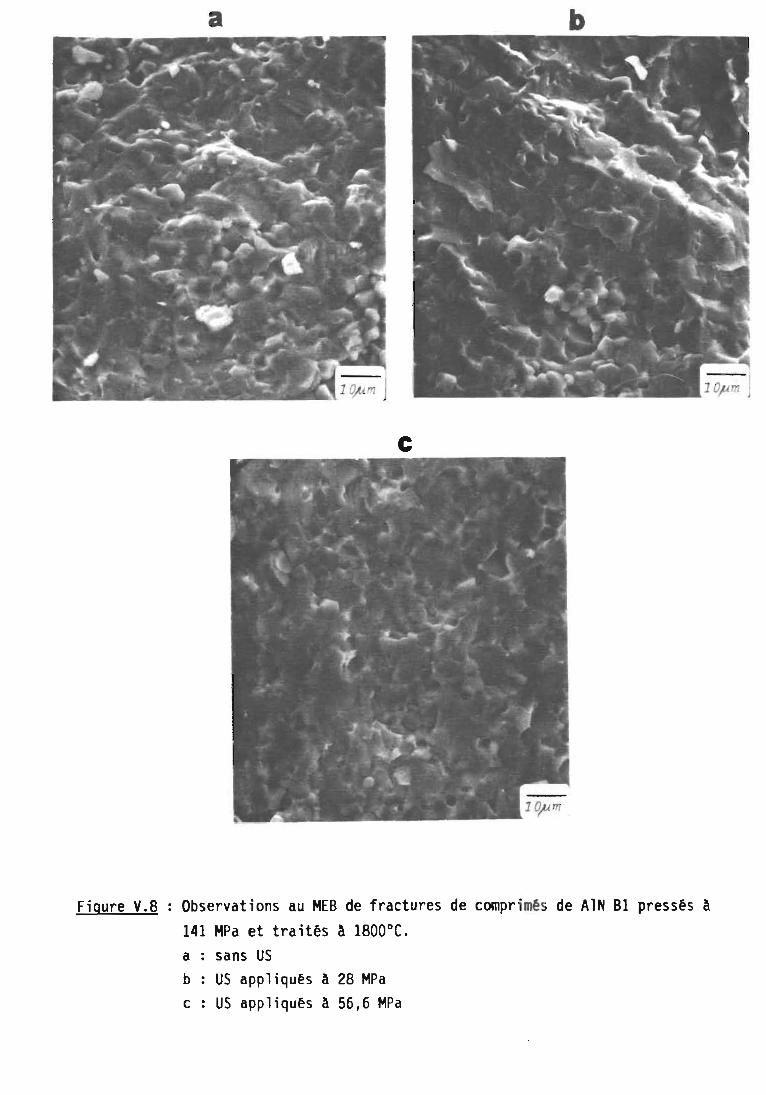
a b
c
Figure V.8 Observations au MEB de fractures de comprimês de A1N BI pressês à
141 MPa et traitês ! 1800°C.a sans USb US appliquês a 28 MPac US appliquês a 56,6 MPa
- 181 -
Pression d'application 1 masse volumique relative 1
des ultrasons (HPa) (%)
o 88.9
8 89,7
12 88,7
Tableau V.2 Masses volumiques relatives du ferrite obtenuesaprès frittage.
Dans le cas de ce matériau, les échantillons sont des barrettes de4,2 cm2 • Ils ont été frittés dans les conditions industrielles comprenantle brulâge du liant jusqu'à 600°C, le frittage à 1375°C et lerefroidi ssement sous azote. Les mi crograph ies, réa li sées sur lesfractures de ces 3 échantillons (figure V.9), permettent de voir quelléchantillon qui nia pas reçu d'impulsion ultrasonore (figure V.9.a)possède des grains poreux. Cette porosité intra-granulaire n'existepratiquement pas dans les deux autres échantillons (figure V.9.b et c).
II - INTERPRÉTATION
Dans ce paragraphe, nous a11 ons essayer de comprendre laconséquence sur le frittage des effets d'une impulsion ultrasonoreappliquée sur un comprimé. Autrement dit, cormnent est-ce que llactiondes ultrasons sur un comprimé permet d'augmenter la densité de cedernier après frittage et de réduire la température et la durée dufrittage. Les résultats obtenus dans les parties 3 et 4 de ce mémoire etl'élévation de la température des comprimés par les ultrasons,permettent de distinguer 3 domaines de pression où les ultrasonsinterviennent pour améliorer la densité des comprimés.
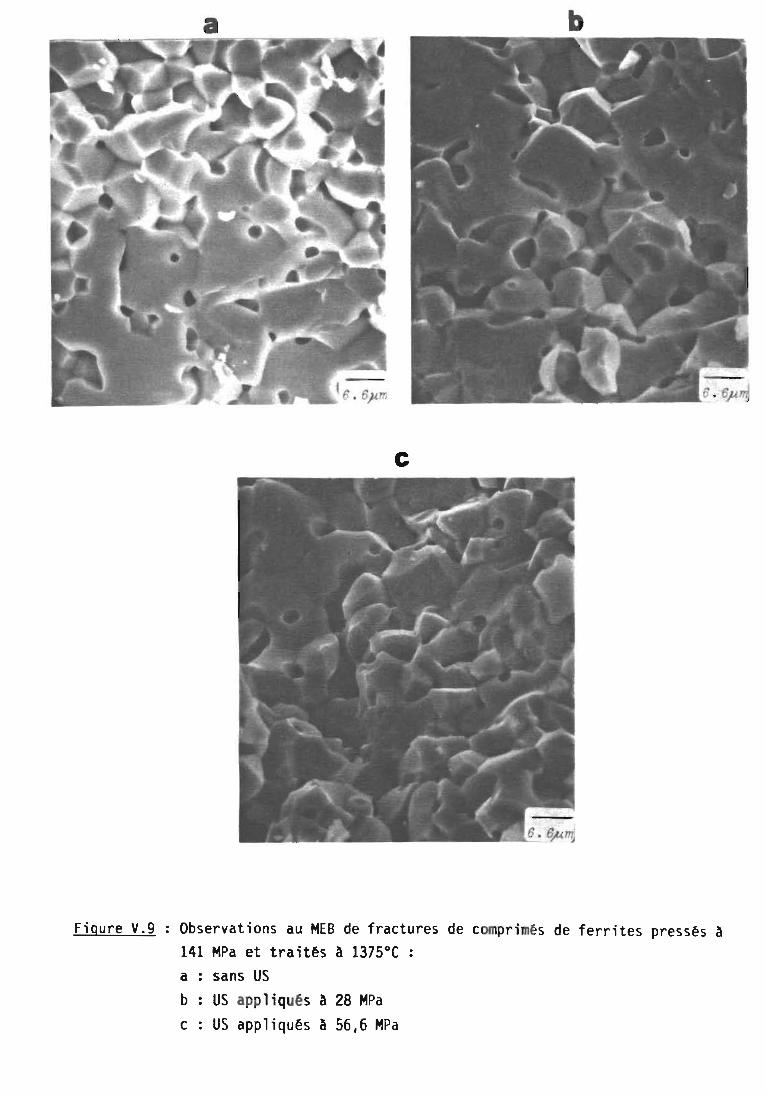
a b
c
Figure V.9 Observations au MEB de fractures de comprimês de ferrites pressés à
141 MPa et traités à 1375°Ca sans USb US appliqués à 28 MPac US appliqués ~ 56,6 MPa
- 183 -
1er domaine
P < Pc /3 : c'est une phase de réarrangement qui correspond au stadede mobilité maximale des constituants du lit de poudre. L'élévation detempérature est croissante (figure IV.34). Une impulsion ultrasonoreappliquée dans ce domaine contribue au réarrangement (figure IV.24.a etIV.25.a). En comparant aux échantillons qui n'ont reçu aucune impulsionultrasonore (figures III.IO.a et III.12.b) on constate que les ultrasonsdétruisent déjà les agglomérats et les granules dont les cristallitesoccupent les trous entre granules. Il y a là augmentation des points decontact (figure IV.24.a et IV.25.a). Cette phase ne peut être illustréequ'avec des agglomérats individualisés.
2ème domaine
Pc/3 < P < Pc : cette phase se situe entre la limite de la phase deréarrangement (rupture de pente de la courbe de compact ion classique) etla pression critique d'assistance ultrasonore Pc' C'est la phase au coursde laquelle l'élévation de température due aux ultrasons diminue avec lapression d'assistance ultrasonore (figure IV.34). Dans cet intervalle depression, une impulsion ultrasonore ne participe pas seulement à ladéformation des agglomérats (ou granules) mais elle les détruit,rapprochant ainsi les cristal lites les uns des autres par élimination dela porosité intra-granulaire (figure IV.18.a et b, IV.19.a et b). Dansle cas d'une poudre agglomérée, les agglomérats sont détruits ouconsolidés avec rapprochement des particules et élimination de laporosité (figure IV.20.b). Les agglomérats se densifient ainsi de façonsimultanée avec la matrice constituée de cristal lites. La figureIV.20.a, obtenue à partir d'un échantillon réalisé sans ultrasons,permet de voir que les phénomènes sont identiques, mais que la porositésubsiste de façon marquée dans ce dernier cas. Les essais deporosimétrie ont confirmé ce résultat (figure V.IO et IV.4).
Enfi n, nous pouvons affi rmer que dans ces 2 premiers interva llesde pression, au cours de la compaction, les ultrasons réduisent ethomogénisent la porosité dans le comprimé de façon précoce. Ilsaccélèrent les processus de la compaction. Cette porosité réduite ethomogénéisée au cours de la compaction va favoriser la densification au
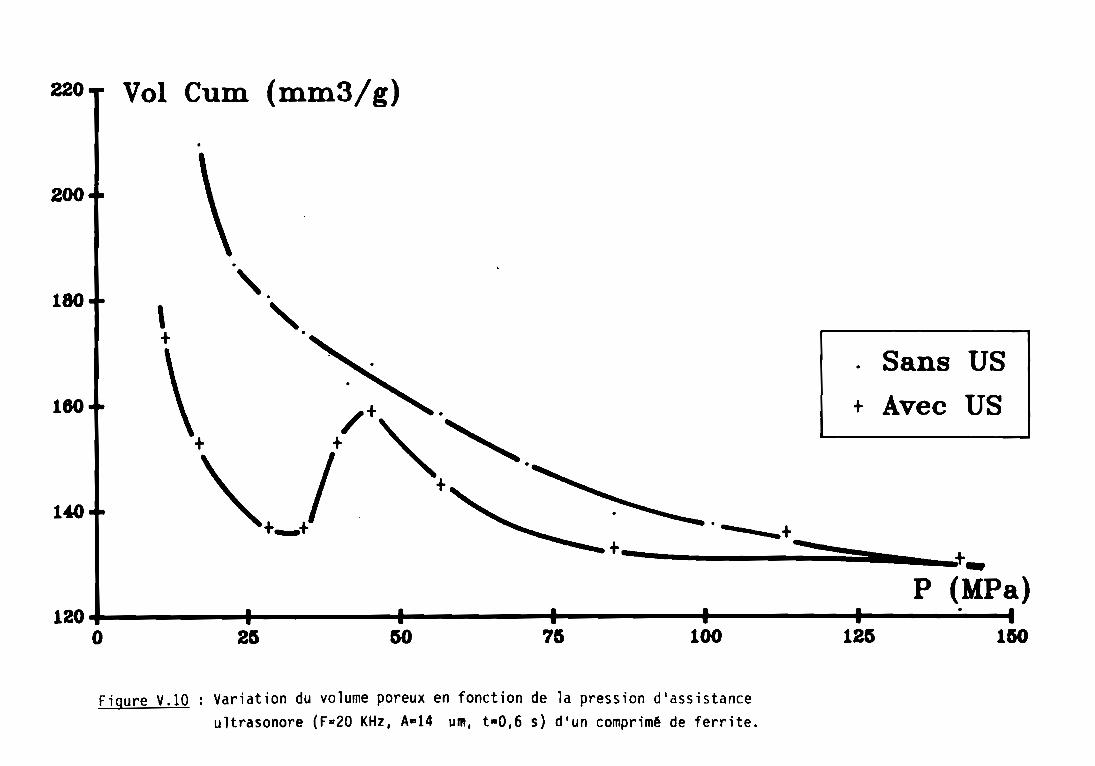
220 .. Vol Cum (mm3/g)
200
180+,, .
"+-.
.-.
180+ \ + /+ "'.1
Sans US
" 1+ "+'.1-'0+
1 + Avec US
+...+ ~
120 -
~.
+-
0 25 50
*-75
P (MPa)
100 125 150
Figure V.IO : Variation du volume poreux en fonction de la pression d'assistanceultrasonore (F=20 KHz, A-14 ~m, t-O,6 s) d'un comprimé de ferrite.
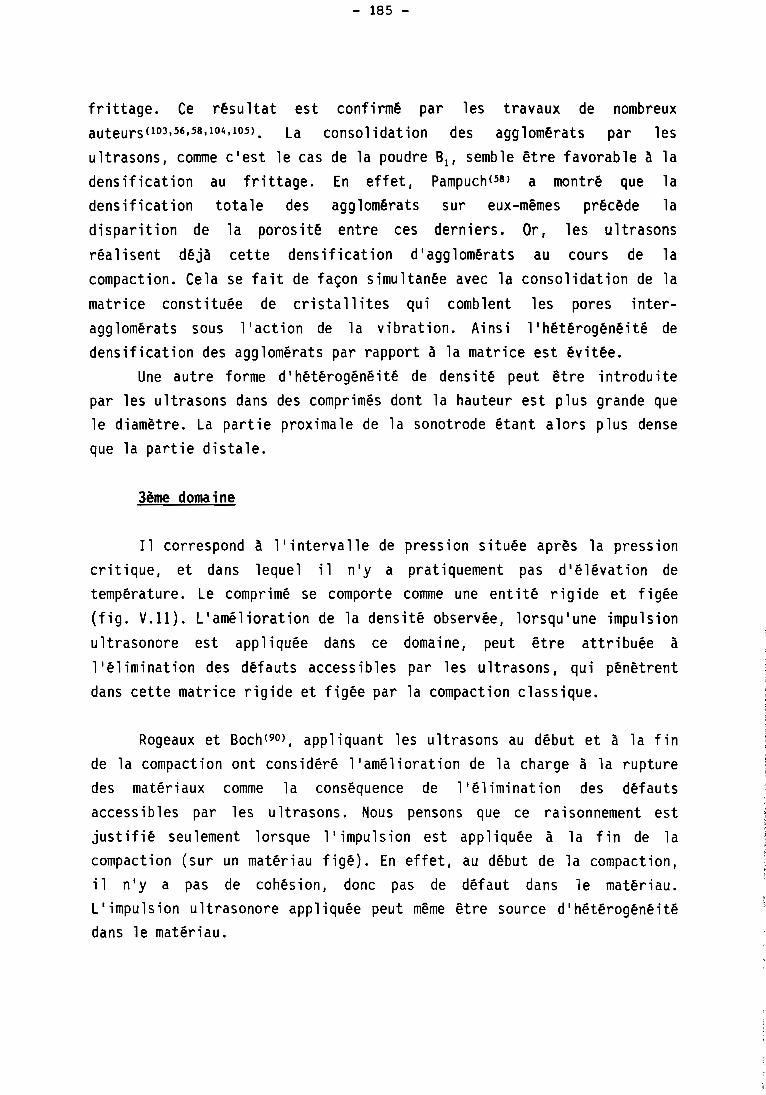
- 185 -
frittage. Ce résultat est confirmé par les travaux de nombreuxauteurs llOJ ,S6,SS,104,lOS). La consolidation des agglomérats par les
ultrasons, comme c'est le cas de la poudre 81 , semble être favorable A ladensification au frittage. En effet, Pampuch lSS ) a montré que ladensification totale des agglomérats sur eux-mêmes précède ladisparition de la porosité entre ces derniers. Or, les ultrasons
réalisent déjà cette densification d'agglomérats au cours de lacompaction. Cela se fait de façon simultanée avec la consolidation de la
matrice constituée de cristal lites qui comblent les pores interagglomérats sous l'action de la vibration. Ainsi l'hétérogénéité dedensification des agglomérats par rapport à la matrice est évitée.
Une autre forme dl hétérogéné ité de dens ité peut être i ntrodu i tepar les ultrasons dans des comprimés dont la hauteur est plus grande quele diamètre. La partie proximale de la sonotrode étant alors plus denseque la partie distale.
3ème domaine
Il correspond à llintervalle de pression située après la pressioncritique, et dans lequel il n'y a pratiquement pas d'élévation detempérature. Le comprimé se comporte comme une ent Hé ri gide et figée(fig. V.11). L'amélioration de la densité observée, lorsqu'une impulsionultrasonore est appliquée dans ce domaine, peut être attribuée à
l'élimination des défauts accessibles par les ultrasons, qui pénètrentdans cette matrice rigide et figée par la compaction classique.
Rogeaux et Boch(90), appliquant les ultrasons au début et à la finde la compaction ont considéré l'amélioration de la charge à la rupturedes matériaux comme la conséquence de l'élimination des défautsaccessibles par les ultrasons. Nous pensons que ce raisonnement estjustifié seulement lorsque 11 impulsion est appl iquée à la fin de lacompaction (sur un matériau figé). En effet, au début de la compaction,il n'y a pas de cohésion, donc pas de défaut dans le matériau.L'impulsion ultrasonore appliquée peut même être source d'hétérogénéitédans le matériau.
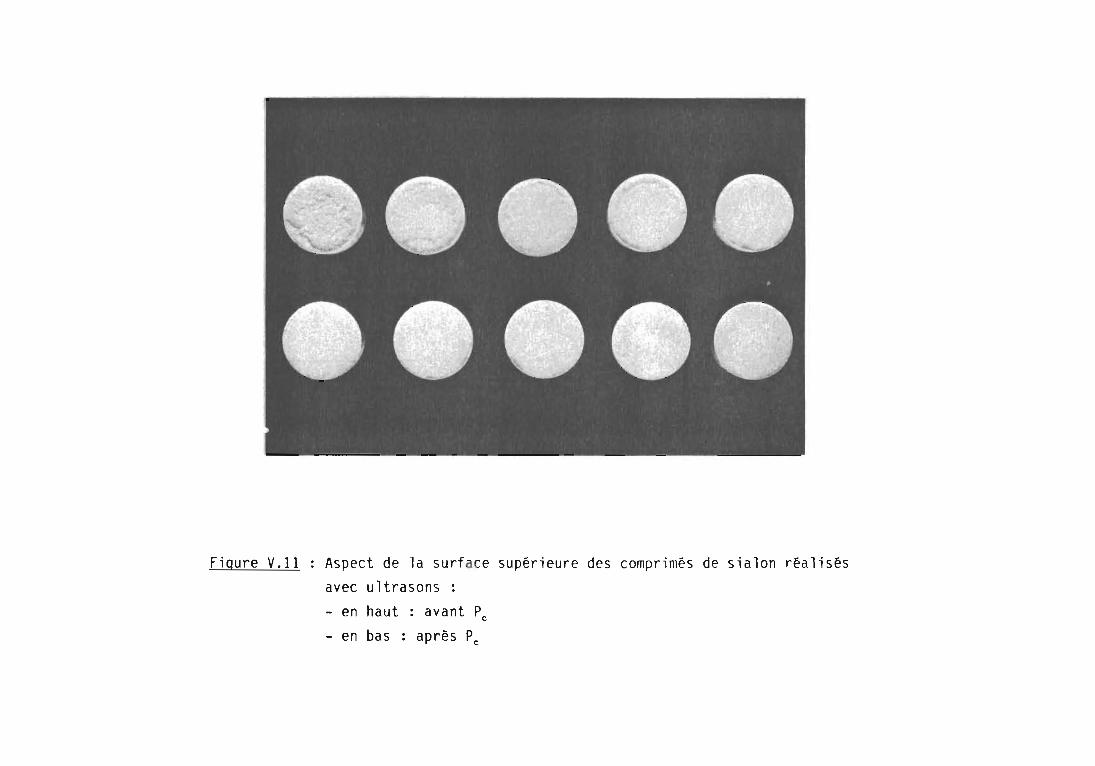
•••••.
, ••••)- ~ ... [
• ~ .l~ ~,I -: -~ • .
.. "J .. ~~ ,
r, r ".,1
-~
Figure V.II Aspect de la surface supérieure des comprimés de sialon réalisésavec ultrasons :
- en haut : avant Pc
- en bas : après Pc
- 187 -
III - CONCLUSIONS
Nous venons de voir que la densification au cours du frittage estaméliorée par une impulsion ultrasonore appliquée au cours de lacompact ion.
La durêe et la tempêrature du tra i tement thermi que peuvent êtreréduites dans certaines conditions. En effet, des températures tropélevées et des durées de traitement trop longues effacent les effets etles avantages des ultrasons.
L'amélioration de densité par les ultrasons s'effectue dans 3domaines de pression caractérisés par des processus différents.
RÉSUMÉ ET CONCLUSIONS
Le présent trava il re late deux méthodes comp lémenta ires d'étudeutilisées pour la mise en oeuvre de la compression de matériauxpulvérulents.
D'une part l'utilisation de la porosimétrie A mercure qui est unoutil de caractérisation des poudres et des comprimés. D'autre part lacompaction avec assistance ultrasonore de divers matériaux (sialon,ferrite de manganèse, nitrures d'aluminium, alliage fer-cuivre), quenous avons comparé à la compaction classique.
La porosimétrie à mercure peut être considérée conune une autreforme de compaction avec comme particularité un espace illimité dans lecas de matériaux pulvérulents. Clest une technique très utile pour lacaractérisation de poudres. Elle permet de distinguer une poudreagglomérée d'une poudre granulée ou d'une poudre constituée de cristallites indépendantes. La deuxième pénétration de mercure dans unmatériau pulvérulent permet de connaître avec exactitude le volume de laporosité intra-agglomérats. Avec le volume poreux intra-agglomérat et levo lume tota l des pores, on peut étab li r un coeff ici ent dl agg lomérat ionA, caractéristique d'une poudre. Ainsi, nous avons pu vérifier parporosimétrie qu1une poudre granulée soumise à une vibration ultrasonores'agglomère, en particulier à proximité de la sonotrode .
.L'étude comparée des données de la poros imétri e (vo l urnes poreux,coefficient d1agglomération A et hystérésis) avec les résultats de lacompaction simple a permis de conclure qu'il est possible de prévoir lecomportement à la compression d'un matériau et dlen déduire unecompressibilité comparative entre plusieurs poudres de même nature.
Les poudres métalliques ont besoin de pressions moins élevées pourêtre comprimées à des densités relatives du même ordre de grandeur quece lles des poudres cérami ques. Leur comportement à la compress i on estdominé par une déformation plastique des particules tandis que lespoudres céramiques se densifient moins bien et leur comportement est
- 189 -
régi par la déformation et la désagrégation des agglomérats et lafragmentation de leurs cristallites.
Le taux d'agglomération et la dureté des agglomérats des poudrescéramiques sont des facteurs qui influencent la densité et l'homogénéitédu produit final. Ainsi une poudre de particules très fines, renfermantde nombreux agglomérats, se comprimera plus difficilement.
Les agglomérats poreux se déforment plus facilement, ce quifavorise la compression. Nous avons aussi pu vérifier qu'une poudrecéramique granulée par atomisation se comprimera mieux que la mêmepoudre dont le liant a été brûlé auparavant. La compressibilité d'unepoudre est liée à la prépartition de la taille de ses pores, qui dépendelle-même de la répartition granulométrique de la poudre.
Afin d'améliorer les résultats de la compaction, nous avonsréalisé la compaction avec assistance ultrasonore. L'application d'uneimpulsion ultrasonore améliore la densité des comprimés. L'incidence decette impulsion sur un comprimé dépend de la pression à laquelle elleest appliquée. Nous avons défini la courbe intrinsèque de la compactionavec assistance ultrasonore qui est la variation de 11 inverse de ladensité en fonction du logarithme de la pression d'application del'impulsion ultrasonore.
Cette courbe présente une discontinuité à une pression donnée,appelée pression critique Pc' Cette pression Pc marque la limite entre 2domaines :
- domaine de pressions inférieures à Pc : une impulsion ultrasonoreaméliore la densité "en cru" des comprimés par sa participation auréarrangement, par désintégration des agglomérats et par la réduction dela taille des pores. C'est le domaine où il y a encore possibilité demobilité des constituants du lit de poudre, qui s'accompagne d'uneélévation de température.
- domaine de pressions supérieures à Pc: c'est le domaine où lematériau peut être considéré comme une entité figée. Une impulsionultrasonore appliquée dans ce domaine contribue à une légèreaugmentation de la densité par élimination des défauts les pluscritiques accessibles par les ultrasons, ce qui se traduit aussi par uneredistribution de la porosité.
- 190 -
Une impulsion ultrasonore s'accompagne aussi d'une chute de lapression de compactage. Cette chute de pression est très importantelorsque la pression d'application des ultrasons est inférieure à Pc.
LI importance de cette chute dépend de nombreux paramètres : ellecroît avec l'amplitude, la fréquence et la durée de l'impulsion
ultrasonore, mais elle décroît avec la masse et la hauteur deséchantillons et le diamètre de la sonotrode. Elle varie aussi avec lanature du matériau.
La pression critique croît avec l'amplitude, la fréquence et ladurée de l'impulsion. La valeur de t=O,6 s est la valeur optimale pourobtenir une bonne valeur de Pc quel que soit le matériau étudié. Elledécroît avec la masse et la hauteur de l'échantillon et la section de lasonotrode utilisée. Elle varie avec la nature du matériau étudié.
Ainsi, tous les paramètres qui font croître Pc sont favorables à
l'action des ultrasons.Cette étude a permis de montrer que pour tirer profit de
l'application des ultrasons à la compaction, il est indispensable detracer la courbe intrinsèque de l'assistance ultrasonore.
Les ultrasons permettent de rédui re les contra intes latéra les aucours de la compaction, en particulier aux pressions inférieures à Pc.
LI étude microstructura le effectuée sur divers comprimés a permi sde confirmer les résultats cités ci-dessus et de montrer que la porositéd'un comprimé est considérablement réduite et redistribuée par l'actiond'une impulsion ultrasonore appliquée à proximité de la pressioncritique.
Les ultrasons améliorent davantage la masse volumique descomprimés dont la hauteur est faible devant le diamètre. La partiesituée à proximité de la sonotrode est plus dense. Pour des échantillonsplus hauts, une hétérogénéité de densité très marquée peut être observéeentre le haut et le bas de l'échantillon.
La durée et la température du tra itement thermi que sont rédu itesgrâce à l'action d'une impulsion ultrasonore. Mais les températures tropélevées et les durées de traitement thermique trop longues effacent leseffets des ultrasons.
Cette étude a permis de montrer que la porosimètrie à mercure estune technique généra le de caractérisation des matériaux pu lvéru lents.Elle met en évidence l'importance d'une collaboration étroite entre les
- 191 -
fournisseurs et les utilisateurs des poudres. En effet, lescaractêristiques d'une poudre (microstructure, granu10mêtrie, porositê,teneur en liant ... ) doivent dêpendre de l'utilisation que l'on en fait.
L'application des ultrasons A la compaction s'est avêrêeavantageuse, mais cette êtude devra être continuêe afin de prêcisercertains paramètres que nous n'avons pas pu prendre en considêration.Son application industrielle doit absolument passer par la maîtrise denombreux paramètres. En effet, chaque matêriau et chaque matêrie1 est uncas particulier qu l i1 faut êtudier.
La suite de ces travaux permettra de voir comment l'uti1isation de2 sonotrodes vibrant en phase, permettront encore d' amê1iorer davantagel'action des ultrasons au cours de la compaction.
BIBLIOGRAPHIE
1 - French patent n082.07701.2 - J.P. SCOTTO - Conférence Mécasonic.3 - OYAMA, KAMIGATTO, Japan J. Appl. Phys., (1971), 10, 1673.4 - L.J. GAUKLER and G. PETZOW, representation of multi-component
nitride based systems, Offprint from Nitrogen Ceramics, ed. byF.L. RILEY, 41-62.
5 - J. ROCHENULLI, J. GUYADER, P. VERDIER, Y. LAURENT, Rev. Int. HautesTemp. Refract. Fr., (1985), 22, 83.
6 - J. GUYADER, P. VERDIER, Y. LAURENT, Brevet français CNRS N°84.15104.7 - G. MASON, J. Colloïd Interface Sei., (1972), 41.8 - L.K. FREVEL and L.J. KRESSLEY, Anal. Chem., (1963), 35, 1492.9 - R.P. MAYER and R.A. STOWE, J. Colloïd Sei., (1965), 20, 1551.
10 - D.M. SMITH and D.L. STERMER, J. Colloïd Interface Sei., (1986),111, 160.
Il - D.M. SMITH, D.P. GALLEGOS and D.L. STERMER. Powder Technol.(l987), 53, 11-22.
12 - G. MASON, N.R. MORROW, J. Colloïd Interface, Sei., 1984, 100 (2),519.
13 - W.B. HAINES, J. Colloïd Interface Sei., (1971), 35, 279.14 - M. TERNAN et L.P. MYSAK, Powder Technol., (1987), 52, 29.15 - R.H. DETTRE et R.E. JOHNSON, J. Phys. Chem., (1965), 69, 1507.16 - J. TURKEVITCH et J. HILLER, Anal. Chem., (1949), 21, 475.17 - M.F.L. JOHNSON et J. MOOI, J. Catal., (1968), 10,342.18 - R.W. SMITHWICK et E.L. FULLER, Powder Technol., (1984), 38, 165.19 - J. CRYDE ORR. Powder Technol., (1969/70), 3, 117-123.20 - E.W. WASHBURN, Proc. Nat. Acad. Sei. US 7, (1921), 115.21 - M. SVATA, Z. ZABRANSKY, Powder Technol., (1969/70), 3, 296.22 - O.S. KSENZHEK, Zh Fiz Khim, (1963), 37, 1297.23 - 1. COLOMBO, F. CARLI, Powder Technol., (1981), 29, 285.24 - G. NAYLAND. STANTEY-WOOD, (1979), 104, N°1235.25 - D.M. SMITH, D.L. STERMER, Powder Technol., (1987), 53, 23.
- 193 -
26 - F. CARLI et A. MOTTA, Physical Pharmacy Laboratory, Farmitalia,Carlo Erba, via Imbonati 24, Milan, Italy.
27 - C. DREYER, J. LAHAYE, P. EHRBURGER. Journal de Chimie Phys.,(1986), 83, 481-490.
28 - 1. KRYCER, D.G. POPE, J.A. HERSEY, Pow. Tech., (1982), 23, 101.29 - H.H. HAUSSNER, Proc. 1st Int. Conf. on the Compaction and
consolidation of Particular Matter, Brighton, 1972, 7.30 - H.R. GREGORY, Trans. Inst. Chem. Engrs., (1962), 40, 241.31 - F.P. BOWDEN and D. TABOR. The friction and Lubrification of solids,
Part. 2, Clarendon Press. Oxford, 1964, 126.32 - F.P. BOWDEN and D. TABOR, Friction An. Introduction to Tribology,
Heinemann, London 1972, 87.33 - F.P. BOWDEN and D. TABOR, The friction and Lubrification of solids,
Clarendon Press, Oxford, 1950, 56.34 - A.S. RANKELL and T. HIGUCHI, J. Pharm. Sci., (1968), 57, 574.35 - C. FUHER, Formulation and Preparation of Dosage Forms. J. Polderman
(Ed) North-Holland Biomedical Press, Elsevier, 1970, 289.36 - H. HESS, Pharm. Tech., (1978), 2 (9), 37.37 - H. KUNO, M. TSUCHIYA, Powder Technol., (1987), 52, 187-192.38 - J. ZHAO, M.P. HARMER, J. Am. Cerame Soc., (1988), 71 (2), 113.39 - A.R. COUPER, L.E. EATON. J. Am. Cerame Soc. (1962), 45 (3), 97.40 - 1. SHAPIRO, Ceramic Powders, Edited by P. Vincenzini, 1983, 16
Elsevier.41 - F. CARLI, A. MOTTA, J. Pharm. Sci. (sous presse).42 - H. RUMPF, Chem. Ingo Tech. (1953), 30, 144-153.43 - F. CARLI, P. ITALIANO, A. MOTTA, M. MIVIERI, Proceedings of
Particule Size Analisis Conference, Longhvorough, 1981, (souspresse).
44 - N.G. STANLEY-WOOD, The Analyst 1979, 104, 97.45 - F. CARLI, 1. COLOMBO, J. Pharm. Pharmacol. (sous presse).46 - D.W. JOHNSON, D.J. NITTI, and LLOYD BARRIN,. Am. Cerame Soc. Bull.,
(1972), 51 (12), 896.47 - L.D. ROZEMBERG, High-Intensity Ultrasonic Fields, Plenum, New-York,
1971, 263.48 - M. AOKI, T.A. RING, J.S. HAGGERTY, Advanced Cerame Materials, 1987,
2, 3A.49 - R. NIESZ, Material Science Research, 1978. Proceeding of cristalline
Ceramics. Ed. by H. Palmour, R.F. Davis, T.M. Hare Plenum, Press.New-York.
- 194 -
50 - M.D. SACKS, J.A. PASK. J. Am. Ceram. Soc., (1982), 65 (2), 70.51 - T. VASILOS et al., Ultrafine-grain ceramics, (1970), 15, 137.52 - A.J. BURGRAAF. Proc. Intern. Conf. Sci. of Ceram., (1980), 10, 345.53 - T. NOMURA et T. YAMAGUSHI, Proc. of International Symposium of
factors in densification and sintering of oxide and non-oxideceramics. Japan, 1978.
54 - D.E. NIESZ, R.B. BENETT et M.J. SNYDER - Ceramic Bulletin, (1972),51, 1978.
55 - F.F. LANGE, N. CLAUSSEN, "Sorne processing requirements fortransformation toughened ceramics", Ultrastructure processing ofceramics, glasses and composites by Larry HENCH 8 DONALD R. Ulrich,1984, 493-506.
56 - F.F. LANGE, J. Am. Ceram. Soc., (1984), 67, 2, 83-89.57 - F.F. LANGE, "Structural Ceramics : a question of reliability",
Communication privée (1984).58 - R. PAMPUCH, K. HABERKO - Ceramic Powders. Edited by P. Vincenzini,
1983.59 - H. KUNO and J. OKADA, Powder Techno1., (1982), 33, 73-79.60 - K. KAWAKITA, K.H. LUDDE - Powder Technol., (1970/71), 4, 61.61 - K. KAWAKITA, 1. HATTORI, M. KISHIGAMI - J. Powd. and Bulk. Sol.
Techn. (1977), 12, 3.62 - B. RIGONDAUD, Thèse de Doctorat, Limoges, 1988, N°88-22.63 - R.W. HECKEL, Trans. Met. Soc. A.I.M.E., (1961), 221, 671-679.64 - Y. GONTHIER - Thèse de Doctorat, Grenoble, 1984, N°84-7.65 - J. VAN DER ZWAN, C.A.M. SISKEMS - Powder Technol., (1982), 33, 43.66 - M. yU. BALSHIN - Vestrik Metallo. prom., (1938), 124.67 - S.J. LUKASIEWICZ and J.S. REED. Ceramic Microstructure 76. Edited by
R.M. Fulrath and J.A. Pask, Westview Press: Boulder, CO 1977, 196.68 - S.J. LUKASIEWICZ and J.S. REED, Ceram. Bull., (1978), 57 (9), 790.69 - D. MELZER and L. PETER, Silikattechnik, (1975), 26, 272.70 - C.L. HUFFING, C.F. BONILLA, A.I. Ch. E. Journal, (1962), 9, 490.71 - C.A. BRUSH, Ceramic Age, (1967), 83 (10), 44.
72 - J.W. HARNEY, D.W. JOHNSON, Am. Ceram. Soc. Bull., (1980), 57 (6),637.
73 - J.A. BREWER, R.H. MOORE, J.S. REED, Am. Ceram. Soc. Bull., (1981),60 (2), 212.
74 - R.G. FREY, J.W. HALLORAN, J. Am. Ceram. Soc., (1984), 67 (3), 199.75 - G.L. MESSING, C.J. MARKHOFF, LEG. MCCOY, Ceram. Bull., (1982),
61, 8.
- 195 -
76 - R.A. YOUSHAW, J.W. HALLORAN, Ceram. Bull., (1982), 61, 2.77 - W. DUCKWORTH, J. Am. Ceram. Soc., (1953), 36 (2), 68.78 - A. ROOSEN, H. HAUSNER, Advanced Ceram. Materials, (1988), 3 (2),
131.79 - R.P. SEELIG and J. WULFF, Trans. AIME, (1946), 166, 492.80 - F.N. RHINES in G.Y. ONODA and L.L. HENCH (eds) Ceram;c Proceeding
Before firing Wiley, New York, 1978, 321.81 - E. LEHFELDT, Ultrasonics, (1967), 10, 219.82 - E. LEHFELDT, Planseeber. Pulver. metall., (1968), 16, 4, 263.83 - P. TRIMMEL, W. KROMP, Ultrasonics International, (1975), 562.84 - O. DRAGAN, A. PROTOPESCU, Proc. lst Int. Symp. High -Power
Ultrasonics, (1971), 109.85 - Z. Siwkiewicz et al. Planseeber. Pulvermet, (1977), 25, 255.86 - L.G. KOSTIN et al. Poroshkovaya Met. ,(1971), 4 (100), 13.87 - D. ENSMINGER, Ultrasonics. Marcel Dekker Inc. New-York, (1973),
458.88 - F.P. BOWDEN, D. TABOR, "Friction and lubrification" John Wiley and
sons, Inc., New-York, N.Y., (1956), 18.89 - A.S. RANKELL and T. TAKERU, Journ. of Pharm. Sci., (1968), 57 (4),
574.90 - B. ROGEAUX et P. BOCH, Journ. of Mat. Sci. Letters, (1985), 4, 403.91 - L. R. POHLMAN and E. LEHFELDT, Ultrasonics, (1966), October, 178.92 - M.J. OUDIN, Y. RAVALARD, Mec. Mater. Elec., (1981), 231, 378.93 - N. W.B. TARPLEY et al., Aeroprojects Inc. AEC Report NYO-9587,
(1961).94 - W.B. TARPLEY et al., Aeroprojects Inc. AEC Report NYO-10005, (1961).95 - J.G. THOMAS et al., Aeroprojects Inc. AEC Report NYO-7921, (1958).96 - W.B. TARPLEY et al., Aeroprojects Inc. AEC Report NYO-7921.97 - Z. SIWKIEWICZ and S. STOLARZ, powder metallurgy international,
(1986), 18, 6.98 - K. NARUKI, Journ. of Nuc. Sci. and Technol., (1964), 1 (2), 58.99 - A. SUZUKI, H. TAKAHASHI and T. TANAKA, Powder Technol. (1968/69), 2,
72.100 - T. YOSHIDA and Y. KOUSAKA, Mechanism of vibratory packing of
granular solids, Kagaku Kogaku, (1966), 30, 1019.101 - E. EMERUWA, J. JARRIGE, J. MEXMAIN, M. BILLY, J. Mat. Sci. (sous
presse).102 - H. KUNO, J. OKADA, Powder Technol., (1982), 33, 73.
- 196 -
103 - W.D. KINGERY, B. FRANÇOIS - Sintering and related phenomena, Ed. byG.C. KUCZINSKY, N.A. HOOTON, G.F. GIBBON - GORDON BREACH. New York1967.
104 - D. BERNACHE-ASSOLLANT, G. GAUTHIER, P. DERIU, J. Chi. Phy. (souspresse).
105 - G. GAUTHIER, D. BERNACHE-ASSOLLANT, Science of Ceramics Published byThe Institute of Ceramics, SHELTON Stoke on Trent. Ed. by DerekTaylor, FAIREY TECRAMICS LTD Stone Staffs, STIS OPU, UK.
106 - M. PAULUS, F. LAHER - LACOUR, P. DUGLEUX, A. DUBON - Trans. J. Br.Ceram. Soc., (1983), 82, 90.
107 - F.F. LANGE - Ceramic Powders - Ed. by P. VINCENZINI, (1983), 635.108 - F.F. LANGE, M. METCALF - J. Am. Ceram. Soc., (1983), 66 (6), 398.109 - A.G. EVANS - J. Amer. Soc., (1982), 65 (la), 497.110 - A. BENYAHIA, Thèse de 3ème cycle - Limoges, (1982), N°82-24.111 - J.P. MICHELET, Thèse de doctorat, Limoges, (1989), A paraître.112 - S. YEFSAH, Thèse de doctorat, Limoges, (1984), N°84-1.
N° d'ordre: 89-18 MOTS CLES:
-SIALON- Nitrure d'Aluminium- Ferrite Manganèse-Zinc- Alliage Fer-Cuivre- Porosimétrie à mercure- Compaction simple- Ultrasons- Frittage- Loi de Balshin
-
RESUME
Cette étude tente de mettre en évidence deux aspects complémentaires àprendre en compte lors de la compression des poudres.
La première partie montre l'intérêt de caractériser les matériaux pulvérulP'nts :SIALON, Nitrures d'aluminium, Ferrite et alliage Fer-Cuivre au moyen de laporosimétrie à mercure, et permet de connaître la porosité des comprimés. ,Unerelation étroite a pu être mise en évidence entre la morphologie d'une poudre etson comportement à la compaction.
Dans la seconde partie, l'auteur montre l'intérêt d'appliquer une impulsionultrasonore pendant la compression des poudres. L'étude de l'assistance ultrasonorede la compaction a permis d'optimiser les conditions d'application des ultrasons ét demontrer l'existence d'une pression critique dont la détermination est indispensable pourtoute application bénéfique des ultrasons au cours de la compaction des poudres.
On montre à partir de ces résultats l'impact favorable des ultrasons S:Jr ladensité des comprimés de SIALON, de Ferrite de Manganèse-Zinc, de Nitrured'aluminium et d'alliage Fer-Cuivre.