article saint etienne
DESCRIPTION
mechanicsTRANSCRIPT
Elaboration et caractérisation d’un composite céramique-métal (WC-bronze) par la méthode d’infiltration
SAID AZEM, NECHICHE MUSTAPHA, MOHAMED HAKKOUM
Laboratoire d’Elaboration, Caractérisation et Modélisation des Matériaux (LEC2M)
Université Mouloud Mammeri de Tizi-Ouzou, Algérie
Résumé : Le monocarbure de tungstène (WC) est très utilisé dans le domaine de la mécanique, en particulier dans la fabrication des outils de coupe et de forage. Le phénomène de carburation du tungstène nécessite un contrôle strict de la teneur en carbone : le moindre déficit en cet élément favorise la formation de l’hémicarbure W2C[1]. Ces deux carbures son appréciés pour leurs grande dureté et tenue à l’usure. Néanmoins, ces deux composés ne sont jamais utilisés comme matériaux de structures en raison de leur grande fragilité. Cependant, ils sont mélangés à des métaux ou alliages qui apportent la ductilité nécessaire. Les matériaux obtenus conjuguent les propriétés de la céramique WC et du métal [2] d’où leur nom de cermet (Céramique-métal). En raison des très hautes températures de fusion des carbures, la métallurgie des poudres reste la technique d’élaboration préférée pour de tels matériaux. Dans ce travail, nous avons utilisé la technique d’infiltration par un alliage de cuivre (bronze au nickel) placé sur une poudre de carbure de tungstène tassée. A la température de 1180°C, l’infiltrant passe à l’état de fusion et s’écoule dans la porosité laissée par les particules solides du carbure de tungstène. L’écoulement du liquide entre les particules est favorisé par la gravité et le phénomène de capillarité qui contribuent à une meilleure densification du matériau. Le matériau obtenu est un composite formé d’une matrice de bronze et de particules dures de carbure WC et W2C. 1 INTRODUCTION
La densification des carbures de tungstène est souvent réalisée par frittage en phase liquide à haute température en présence d’un liant métallique destiné à apporter au matériau la ténacité exigée [1]. Le procédé de métallurgie des poudres constitue une voie la plus appropriée pour ce genre de matériau contrairement à la métallurgie classique qui impose un matériel onéreux en raison des températures de fusion élevées des carbures. La méthode d’infiltration permet de faire fondre le liant placé au dessus d’une poudre de carbures tassée dans un moule. L’écoulement du liant fondu est accéléré par les forces de gravité et favorisé par les forces capillaires. Ceci permet d’élaborer des matériaux composites céramique-métal qui conjuguent les propriétés réfractaires des carbures et la ténacité du métal. Ce procédé est utilisé pour la fabrication des outils de forage pétroliers et miniers. Ce travail consiste à élaborer, au laboratoire, un matériau par infiltration d’un mélange de carbures WC et W2C, tassé dans un moule en graphite, par du bronze allié au nickel. Le matériau obtenu est caractérisé par microscopie électronique à balayage (MEB) et par diffraction des rayons X. L’interface liant-carbure a été étudié par analyses EDS X permettant de mettre en évidence l’interdiffusion des éléments. Des essais de résiliences ont été effectués sur des éprouvettes élaborées directement par le même procédé.
2 PROCEDURE EXPERIMENTALE
La composition de la poudre de carbure utilisée est représentée dans le tableau I.
Tableau I. Composition de la poudre Poudre Granulométrie (µm) Fraction massique (%) Carbure de tungstène Nickel
35 à 60 60 à 80 80 à 100 100 à170 170 à 200 < 100µm
24 15 14 23 8 16
Elle est mélangée à la poudre de nickel (16%) et possède une répartition une répartition granulométrique assez large. Ce mélange est directement utilisé dans les têtes d’outils de forage. Le mélange pulvérulent est tassé dans un moule cylindrique en graphite de 20 mm de diamètre intérieur et 12 mm de profondeur. Une couronne cylindrique en graphite, emmanchée à la partie supérieure du moule, est remplie de granulés de bronze dont la masse est de 70% de celle de la poudre à infiltrer. Le tout est recouvert de poudre de graphite pour minimiser l’oxydation. Le moule est de forme prismatique lorsqu’il s’agit de confectionner des éprouvettes de résilience. Le moule est chauffée dans un four électrique jusqu’à la température d’infiltration fixée à 1180°C. A cette température le liant passe à l’état de fusion et s’écoule par gravité dans la porosité interparticulaires de la poudre de carbure. L’infiltration est favorisée par les forces capillaires. L’échantillon est maintenu à température pendant 40 mn. Le produit élaboré est caractérisé par diffraction des rayons X sur un diffractomètre BRUCKER D8 utilisant un tube à anticathode de cuivre et une tension de 40 kV. La vitesse de balayage est fixée à 0,02 degré par seconde. Une analyse microstructurale a été menée sur un microscope électronique à balayage de type JEOL JSM6830 équipé d’un système d’analyse par dispersion d’énergie (EDS-X) ayant permis d’effectués des analyses ponctuelles. Des essais de résilience ont été effectués sur des éprouvettes à entaille en v obtenues directement par infiltration dans des moules prismatiques en graphite. Un épaulement est prévu au fond du moule à l’effet d’obtenir directement une entaille sur l’éprouvette après infiltration. Des essais de microdureté ont été également menés sur les échantillons en ciblant les grains de carbure et le liant en bronze aux joints de grains. 3 RESULTATS ET DISCUSSION
3.1 Matières premières
3.1.1 Caractérisation de la poudre
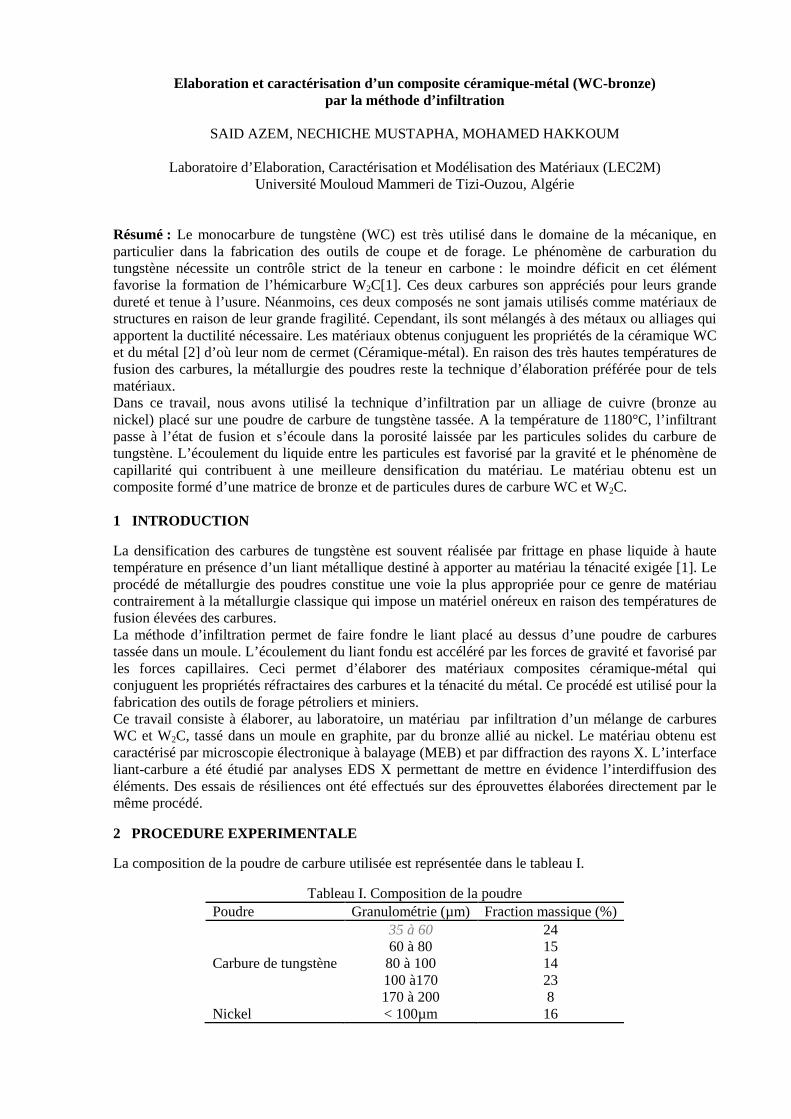
L’analyse par diffraction des rayons X, de la poudre de départ, révèle deux types de carbures de tungstène en l’occurrence le monocarbure WC et l’hémicarbure W2C. Cette poudre contient également un ajout de nickel pur. La figure 1a montre le diffractogramme. L’observation de cette poudre au microscope électronique à balayage, en électrons secondaires, révèle des formes facettées et rondes des particules comme le montre la figure 1b.
a) DRX b) MEB Figure 1. Poudre initiale
3.1.2 Caractérisation du liant métallique
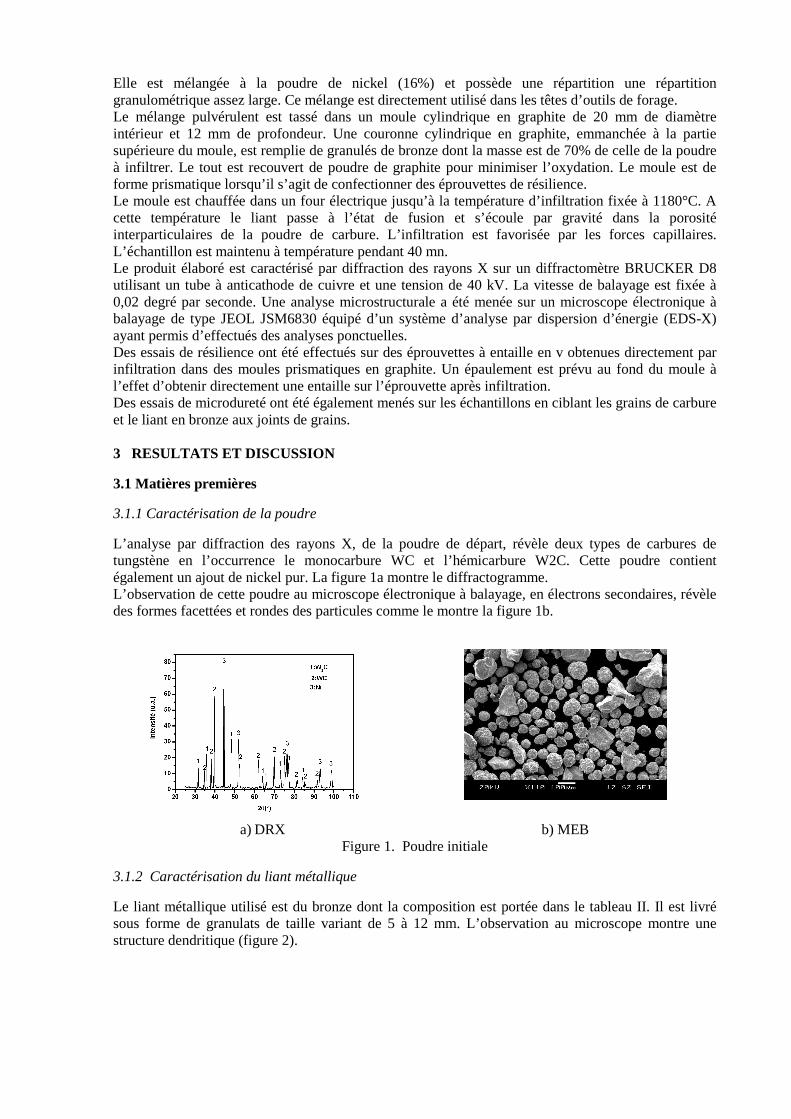
Le liant métallique utilisé est du bronze dont la composition est portée dans le tableau II. Il est livré sous forme de granulats de taille variant de 5 à 12 mm. L’observation au microscope montre une structure dendritique (figure 2).
100µm
Figure 2. Micrographie optique de l’infiltrant
Tableau II. Composition du liant
Composition % Massique Fusion (°C) Cu Ni Sn Mn
72 à 80% 8 à 10% 5 à 8% 4 à 7%
1050
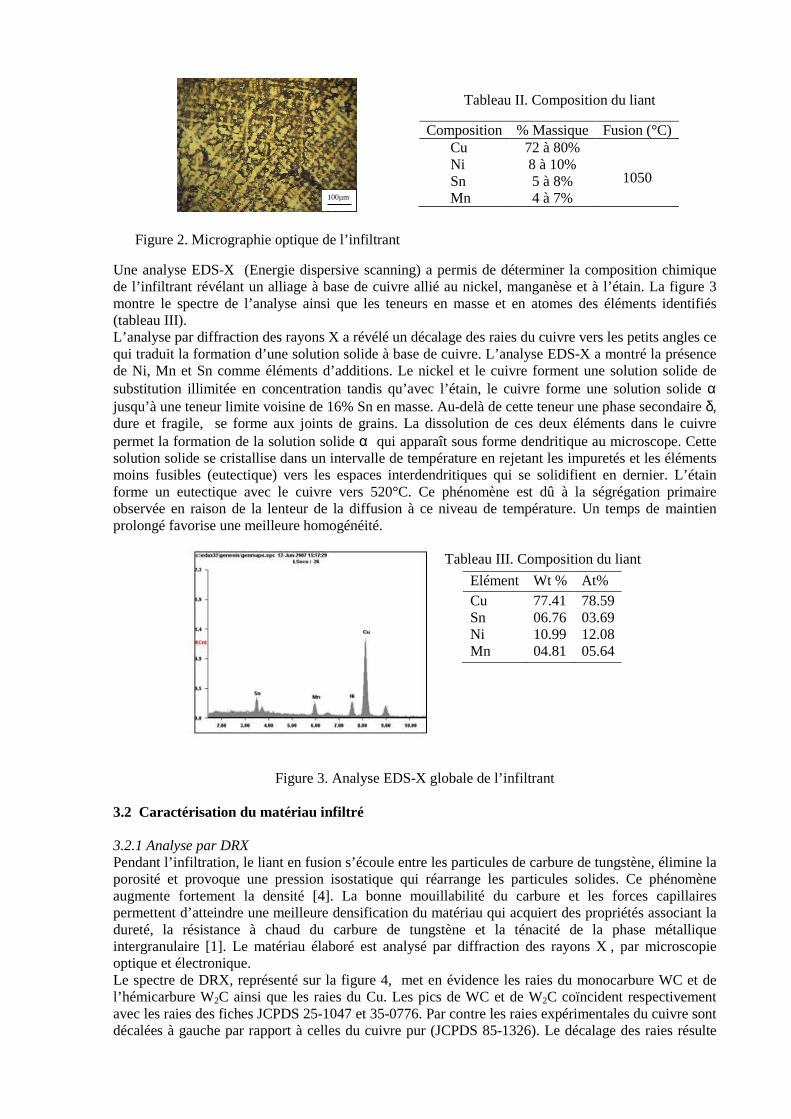
Une analyse EDS-X (Energie dispersive scanning) a permis de déterminer la composition chimique de l’infiltrant révélant un alliage à base de cuivre allié au nickel, manganèse et à l’étain. La figure 3 montre le spectre de l’analyse ainsi que les teneurs en masse et en atomes des éléments identifiés (tableau III). L’analyse par diffraction des rayons X a révélé un décalage des raies du cuivre vers les petits angles ce qui traduit la formation d’une solution solide à base de cuivre. L’analyse EDS-X a montré la présence de Ni, Mn et Sn comme éléments d’additions. Le nickel et le cuivre forment une solution solide de substitution illimitée en concentration tandis qu’avec l’étain, le cuivre forme une solution solide α jusqu’à une teneur limite voisine de 16% Sn en masse. Au-delà de cette teneur une phase secondaire δ, dure et fragile, se forme aux joints de grains. La dissolution de ces deux éléments dans le cuivre permet la formation de la solution solide α qui apparaît sous forme dendritique au microscope. Cette solution solide se cristallise dans un intervalle de température en rejetant les impuretés et les éléments moins fusibles (eutectique) vers les espaces interdendritiques qui se solidifient en dernier. L’étain forme un eutectique avec le cuivre vers 520°C. Ce phénomène est dû à la ségrégation primaire observée en raison de la lenteur de la diffusion à ce niveau de température. Un temps de maintien prolongé favorise une meilleure homogénéité.
Tableau III. Composition du liant
Elément Wt % At% Cu Sn Ni Mn
77.41 06.76 10.99 04.81
78.59 03.69 12.08 05.64
Figure 3. Analyse EDS-X globale de l’infiltrant
3.2 Caractérisation du matériau infiltré 3.2.1 Analyse par DRX Pendant l’infiltration, le liant en fusion s’écoule entre les particules de carbure de tungstène, élimine la porosité et provoque une pression isostatique qui réarrange les particules solides. Ce phénomène augmente fortement la densité [4]. La bonne mouillabilité du carbure et les forces capillaires permettent d’atteindre une meilleure densification du matériau qui acquiert des propriétés associant la dureté, la résistance à chaud du carbure de tungstène et la ténacité de la phase métallique intergranulaire [1]. Le matériau élaboré est analysé par diffraction des rayons X , par microscopie optique et électronique. Le spectre de DRX, représenté sur la figure 4, met en évidence les raies du monocarbure WC et de l’hémicarbure W2C ainsi que les raies du Cu. Les pics de WC et de W2C coïncident respectivement avec les raies des fiches JCPDS 25-1047 et 35-0776. Par contre les raies expérimentales du cuivre sont décalées à gauche par rapport à celles du cuivre pur (JCPDS 85-1326). Le décalage des raies résulte
probablement d’une dissolution du nickel et de l’étain dans le réseau du cuivre, formant ainsi une solution solide de substitution à base de cuivre.
Figure 4 : Diffractogramme du matériau infiltré
3.2.2 Analyse au MEB La figure 5 montre la micrographie obtenue par microscopie électronique à balayage du matériau infiltré. Celle-ci met en évidence le carbure de tungstène, de forme polyédrique, incrusté dans la phase liante de couleur sombre. Les carbures sont contrastés et montrent une fine porosité.
Figure 5. Cermet obtenu par infiltration à 1180°C
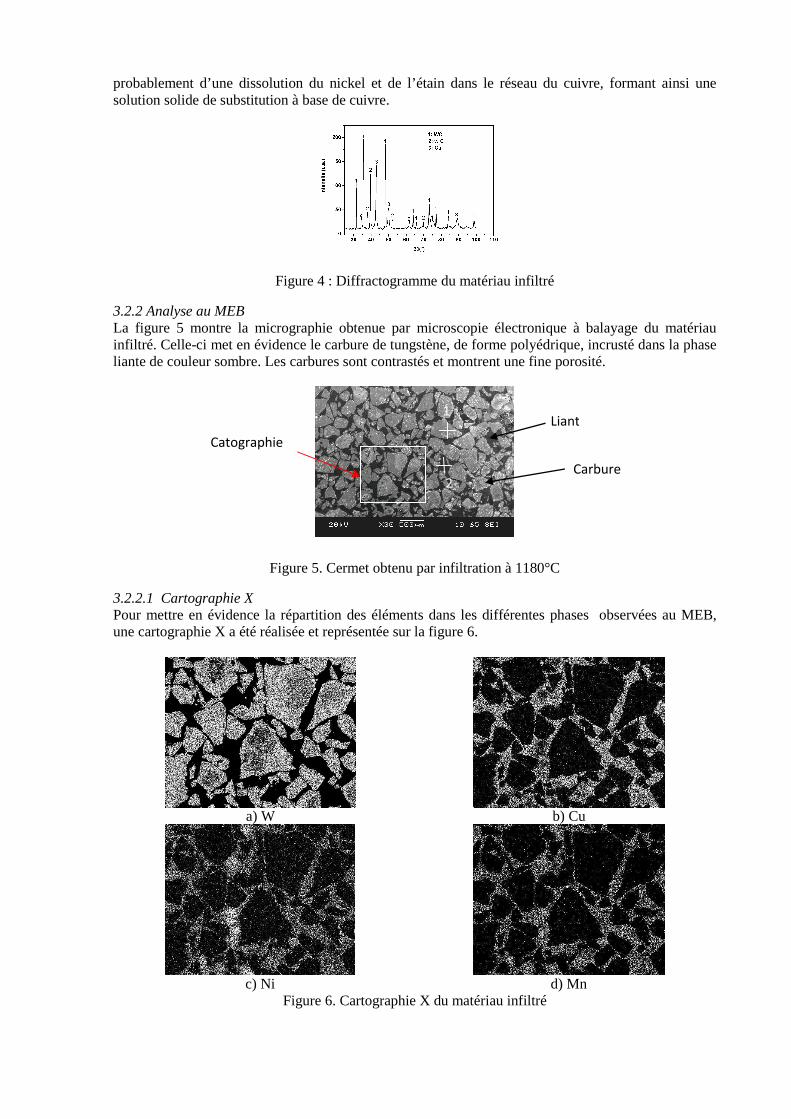
3.2.2.1 Cartographie X Pour mettre en évidence la répartition des éléments dans les différentes phases observées au MEB, une cartographie X a été réalisée et représentée sur la figure 6.
a) W
b) Cu
c) Ni
d) Mn
Figure 6. Cartographie X du matériau infiltré
Carbure
Catographie
2
1
Carbure
Liant
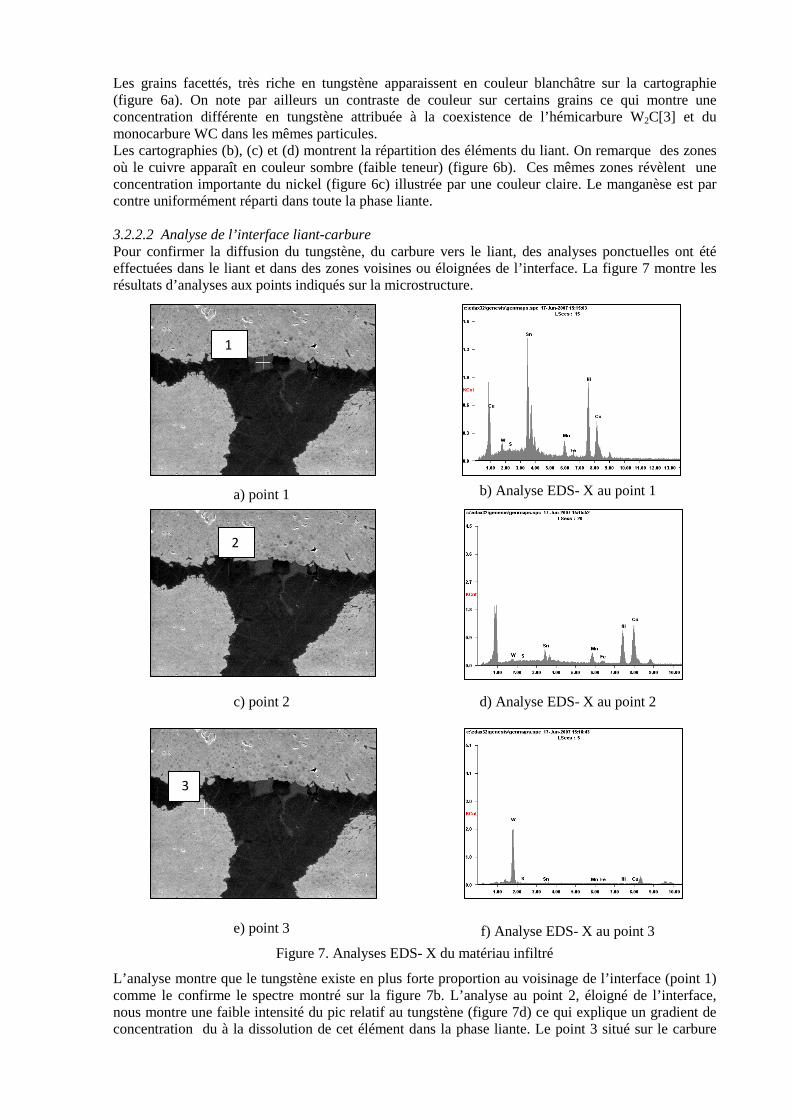
Les grains facettés, très riche en tungstène apparaissent en couleur blanchâtre sur la cartographie (figure 6a). On note par ailleurs un contraste de couleur sur certains grains ce qui montre une concentration différente en tungstène attribuée à la coexistence de l’hémicarbure W2C[3] et du monocarbure WC dans les mêmes particules. Les cartographies (b), (c) et (d) montrent la répartition des éléments du liant. On remarque des zones où le cuivre apparaît en couleur sombre (faible teneur) (figure 6b). Ces mêmes zones révèlent une concentration importante du nickel (figure 6c) illustrée par une couleur claire. Le manganèse est par contre uniformément réparti dans toute la phase liante. 3.2.2.2 Analyse de l’interface liant-carbure Pour confirmer la diffusion du tungstène, du carbure vers le liant, des analyses ponctuelles ont été effectuées dans le liant et dans des zones voisines ou éloignées de l’interface. La figure 7 montre les résultats d’analyses aux points indiqués sur la microstructure.
a) point 1
b) Analyse EDS- X au point 1
c) point 2
d) Analyse EDS- X au point 2
e) point 3
f) Analyse EDS- X au point 3
Figure 7. Analyses EDS- X du matériau infiltré
L’analyse montre que le tungstène existe en plus forte proportion au voisinage de l’interface (point 1) comme le confirme le spectre montré sur la figure 7b. L’analyse au point 2, éloigné de l’interface, nous montre une faible intensité du pic relatif au tungstène (figure 7d) ce qui explique un gradient de concentration du à la dissolution de cet élément dans la phase liante. Le point 3 situé sur le carbure
1 1
2
3
révèle une forte proportion du tungstène et de faibles quantités en éléments du liant (figure 7f). Ces analyses ont permis la mise en évidence d’une interdiffusion des éléments, en particulier le tungstène et le cuivre, à travers l’interface.
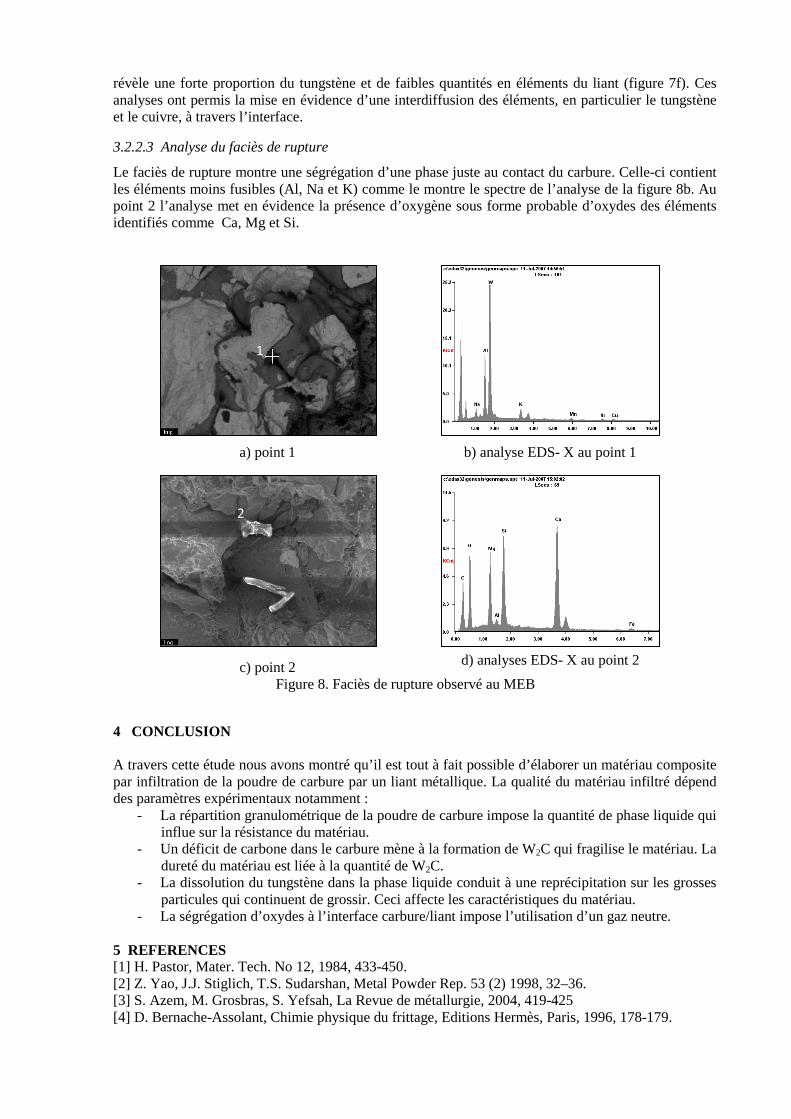
3.2.2.3 Analyse du faciès de rupture
Le faciès de rupture montre une ségrégation d’une phase juste au contact du carbure. Celle-ci contient les éléments moins fusibles (Al, Na et K) comme le montre le spectre de l’analyse de la figure 8b. Au point 2 l’analyse met en évidence la présence d’oxygène sous forme probable d’oxydes des éléments identifiés comme Ca, Mg et Si.
a) point 1
b) analyse EDS- X au point 1
c) point 2
d) analyses EDS- X au point 2
Figure 8. Faciès de rupture observé au MEB
4 CONCLUSION A travers cette étude nous avons montré qu’il est tout à fait possible d’élaborer un matériau composite par infiltration de la poudre de carbure par un liant métallique. La qualité du matériau infiltré dépend des paramètres expérimentaux notamment :
- La répartition granulométrique de la poudre de carbure impose la quantité de phase liquide qui influe sur la résistance du matériau.
- Un déficit de carbone dans le carbure mène à la formation de W2C qui fragilise le matériau. La dureté du matériau est liée à la quantité de W2C.
- La dissolution du tungstène dans la phase liquide conduit à une reprécipitation sur les grosses particules qui continuent de grossir. Ceci affecte les caractéristiques du matériau.
- La ségrégation d’oxydes à l’interface carbure/liant impose l’utilisation d’un gaz neutre. 5 REFERENCES [1] H. Pastor, Mater. Tech. No 12, 1984, 433-450. [2] Z. Yao, J.J. Stiglich, T.S. Sudarshan, Metal Powder Rep. 53 (2) 1998, 32–36. [3] S. Azem, M. Grosbras, S. Yefsah, La Revue de métallurgie, 2004, 419-425 [4] D. Bernache-Assolant, Chimie physique du frittage, Editions Hermès, Paris, 1996, 178-179.
1
2 2