prohelp epm system administration manual › service › document › 810-0014-esn.pdf ·...
TRANSCRIPT

ProHelp® EPM
Sistema del Control De Producción & Proceso
Manual del Administrador del Sistema Para ProHelp® EPM, Version 7.1.0
MANUAL #810-0014
Revision – C
May 19, 2007

ATENCIÓN Se puede obtener apoyo de servicio por visitar el sitio web de Mattec en http://www.mattec.com, por mandar correo electrónico a [email protected], o por teléfono en (800) 966-1301. Este manual es para usuarios avanzados solamente que están bien preparados como configuar el sistema ProHelp® EPM.
Copyright © 1983-2007 Mattec Corporation
1-1 810-0014 Rev – C
ÍNDICE DE MATERIAS 1. Introducción a ProHelp® EPM.......................................................................................... 1-3
1.1 Vista General .................................................................................................................. 1-3 1.2 Gerente del Sistema ........................................................................................................ 1-4 1.3 Componentes del Sistema............................................................................................... 1-5
1.3.1 Computadora de Server............................................................................................ 1-5 1.3.2 Unidad de Interfaz de Máquina (MIU) ................................................................... 1-5 1.3.3 Tabla de Comunicación Serial de RocketPort y Caja de Búfer ............................... 1-5 1.3.4 Computadoras de Cliente......................................................................................... 1-6
1.4 Procedimiento para Cerrar.............................................................................................. 1-6 2. Administración del Sistema Básico ................................................................................... 2-7
2.1 Configuración de Turno.................................................................................................. 2-8 2.2 Excepciónes de Turno .................................................................................................. 2-12 2.3 Departmento ................................................................................................................. 2-16 2.4 Canel............................................................................................................................. 2-18 2.5 Configuración del Sistema............................................................................................ 2-23 2.6 Códigos de Inactividad ................................................................................................. 2-32 2.7 Códigos de Rechazo ..................................................................................................... 2-38 2.8 Códigos de Ayuda ........................................................................................................ 2-42 2.9 Códigos de Mantenimiento Preventivo del Máquina ................................................... 2-46 2.10 Códigos de Mantenimiento Preventivo de Instrumento............................................ 2-48 2.11 Parámetros del Proceso ............................................................................................. 2-50 2.12 Configuración de PCMIU (Director de Cell) ............................................................ 2-53 2.13 Identificación de Operadores .................................................................................... 2-56 2.14 Características Materiales ......................................................................................... 2-59 2.15 Tipos de Indicador..................................................................................................... 2-61 2.16 Grupos ....................................................................................................................... 2-63 2.17 Categorías de Grupos ................................................................................................ 2-65
3. Configuración del Máquina ............................................................................................. 3-66 3.1 Configuración del Máquina (Tab General) ................................................................. 3-72 3.2 Configuración del Máquina (Tab Miscelanio) ............................................................ 3-75 3.3 Configuración de Máquina (Tab de Mapas de Código) .............................................. 3-76 3.4 Configuración de Máquina (Tab de AIUs).................................................................. 3-78 3.5 Configuración de Máquina (Tab de Parámetros del Proceso) ..................................... 3-80 3.6 Configuración de Máquina (Tab de Compatibilidad de Instrumento) ........................ 3-84 3.7 Configuración de Máquina (Tab de Historia PM)....................................................... 3-84 3.8 Calibración del Máquina .............................................................................................. 3-85
4. Escritorio de Pantalla de Tiempo Real............................................................................. 4-87 4.1 Pantalla de Tiempo Real Normal.................................................................................. 4-89 4.2 Pantalla Gráfica de Piso de Fábrica.............................................................................. 4-96 4.3 Pantalla de Eficiencia del Operario ............................................................................ 4-100 4.4 Pantalla de Cuesta....................................................................................................... 4-103 4.5 Pantalla de Alarma del Proceso .................................................................................. 4-106
5. Administración Avanzado del Sistema.......................................................................... 5-109

Copyright © 1983-2007 Mattec Corporation
1-2 810-0014 Rev – C
5.1 Alarmas de Voz y Alarmas de Correo Electrónico .................................................... 5-109 5.1.1 Reconociendo Alarmas ........................................................................................ 5-111 5.1.2 Recordando Archivos .WAV para Alarmas de Voz ............................................ 5-113 5.1.3 Creando Direcciónes de Correo Electrónico para Alarmas de Correo Electrónico5-116 5.1.4 Mapas de Voz y de Correo Electrónico ............................................................... 5-119 5.1.5 Escenarios Avanzados de Registro ...................................................................... 5-124 5.1.6 Escenarios Avanzados de Correo Electrónico (Para el Server de Microsoft Exchange).......................................................................................................................... 5-126 5.1.7 Administrador de Voz – Instrumento Diagnóstico .............................................. 5-129
5.2 Impresión de Código de Barras A-Solicitud............................................................... 5-133 5.2.1 Servers de Impresión............................................................................................ 5-135 5.2.2 Impresoras............................................................................................................ 5-137 5.2.3 Diseño de Rótulos ................................................................................................ 5-139 5.2.4 Configuración ...................................................................................................... 5-141 5.2.5 Escenarios de Registros Avanzados..................................................................... 5-144
5.3 Impresión de Código de Barras Automático .............................................................. 5-146 5.4 Seguridad del Sistema ................................................................................................ 5-149 5.5 Respaldo de Base de Datos......................................................................................... 5-154 5.6 Purgación .................................................................................................................... 5-157 5.7 Cargando el Software del Cliente............................................................................... 5-159
5.7.1 Fuente de Datos ODBC ....................................................................................... 5-161 5.7.2 Redacción de Nombres del Sistema..................................................................... 5-163
6. Integración de ERP ........................................................................................................ 6-165 6.1 Exportación de Datos DTR......................................................................................... 6-165 6.2 Integración de Software de CMS................................................................................ 6-166 6.3 Basado en Eventos CMS (Mapa)................................................................................ 6-166

Copyright © 1983-2007 Mattec Corporation
1-3 810-0014 Rev – C
1. Introducción a ProHelp® EPM Lo siguiente da una Introducción breve al Sistema del Control de Producción y Proceso ProHelp® EPM. 1.1 Vista General El Sistema del Control de Producción y Proceso ProHelp® EPM de Mattec Corporation está diseñado específicamente por el controlado en tiempo real de todos tipos de equipo de producción. Está usado mucho en los industrios de la moldura de la inyección de plásticos, la efusión, el golpe que moldea, la película soplada, el metal que estampa, el fundición a troquel [plastics injection molding, extrusion, blow molding, blown film, metal stamping, die casting], impresión, pintado, y asamblea. El Sistema de ProHelp® EPM está basado en el idea que los jefes del fábrica y la gente operaciónal hacen acciones correctivas para resolver problemas en equipo de producción cuando ellos saben que los problemas existen. ProHelp® EPM es la cosa que alerta a los empleados a los problemas inmediatamente cuando los problemas occurren. Para eso, se puede tener ahorros tremendos con más y mejor producción y menos partes sin uso. El sistema ProHelp® EPM combina hardware de computadoras, software de computadoras, y Unidades de Interfaz de Máquinas (MIUs) en un sistema eficiente para dar control en producción y proceso en tiempo real, informes de producción, alarmas de proceso, planificación del trabajo, mantenimiento preventivo, y proceso SPC/SQC y el análisis de la capacidad de partes. El personal del piso puede utilizar las terminales montadas de máquina para señalar a los departamentos diferentes para ayuda, para ver los resultados de la producción en el sitio de máquina, y para entrar las razones de tiempo de inactividad o razones de rechazo. Se puede hacer informes de producción, tiempo de inactividad, y rechazo por cada turno y cada día, y el usuario puede hacer estos informes por períodos de tiempo prolongados por especificar un comienzo y una termina por el informe deseado. Los datos de la historia del trabajo son resumidos continuamente y están disponibles para la revisión de la gerencia. ProHelp® EPM utiliza el sistema operativo de Microsoft Windows Server 2003 y el base de datos Microsoft SQL Server 2005. Los usuarios pueden conectar al sistema de la mayoría de los sistemas operativos de Microsoft Windows. Este manual describe las funciones de la Administración del Sistema en ProHelp® EPM. Estas funciones son utilizadas para configurar ProHelp® EPM en una manera apropiada para su facilidad.
Copyright © 1983-2007 Mattec Corporation
1-4 810-0014 Rev – C
1.2 Gerente del Sistema El Gerente del sistema es una persona designó a ser el experto en el sistema ProHelp® EPM. Esta persona es generalmente un empleado del Departamento de Control de la Producción, pero puede ser un ingeniero o un líder del proyecto. Las responsabilidades del Gerente del sistema incluyen: 1. Comunique problemas al Departamento de Atención al Cliente del Mattec. 2. Instale nuevo software cuando mandado por Departamento de Atención al Cliente de Mattec. 3. Determine e inicialice las variables de la instalación para nombres de tiempo de inactividad, los nombres del rechazo, el comienzo del cambio y tiempos finales, los números de las máquinas, etc. 4. Respalda los datos del sistema para proteger contra accidentes. El respaldo diario es recomendado; el respaldo semanal es obligatorio. 5. Utilice la función de purga del sistema para mantener las cosas que funcionan apropiadamente. 6. Configure a las Identificaciónes de Usuarios y Contraseñas para permitir el acceso al personal autorizado. 7. Coordine la instrucción para usuarios del sistema. 8. Contacte el Departamento de Atención al Cliente de Mattec para aprender las nuevas liberaciones de software y hardware. Es buena idea para el Gerente del sistema visitar a Mattec una vez por año para recibir la instrucción adicional en el Sistema ProHelp® EPM.
Copyright © 1983-2007 Mattec Corporation
1-5 810-0014 Rev – C
1.3 Componentes del Sistema Las secciones siguientes dan una vista general breve de esos componentes que comprenden el Sistema ProHelp® EPM. 1.3.1 Computadora de Server La computadora principal de ProHelp EPM se llama la computadora "server", "host", o "monitoring node." Esto es la única computadora que es requerida usar el Sistema ProHelp® EPM. Esta computadora contiene todos los archivos de configuración, los archivos de datos, y el software de ProHelp® EPM. La computadora de server utiliza el sistema de operación de Microsoft Windows Server 2003 y el base de datos de Microsoft SQL Server 2005. Todos los MIUs conectan a la computadora de server. Todos los datos de los MIUs son registrados automáticamente en el server y pueden ser vistos de otras computadoras en tiempo real. 1.3.2 Unidad de Interfaz de Máquina (MIU) La Unidad de Interfaz de Máquina (MIU) es un dispositivo muy resistente de la recogida de datos que ha sido diseñado y ha sido fábricado por Mattec. Es utilizado para reunir información de producción y proceso de la máquina industrial y transmite los datos en tiempo real a la computadora de server. Hay una gran variedad de MIUs. La mayoría tienen un interfaz gráfico que permite el maquinista para ver los datos acerca del trabajo e información actual pertinente de entrada (por ejemplo, las partes de rechazo). Muchos MIUs tienen entradas analógicas y digitales. Muchos MIUs tienen un interfaz PLC opciónal que puede ser utilizado para extraer los datos directamente de directores sostenidos de máquina. 1.3.3 Tabla de Comunicación Serial de RocketPort y Caja de Búfer Los MIUs son conectados a la computadora de server vía cables R-485. Típicamente, hasta 16 MIUs pueden ser encadenadas juntas en un solo canal. Múltiplos canales pueden ser utilizados para alcanzar el máximo 4.096 MIUs por sistema. La Caja del Búfer es un pequeño dispositivo que ha sido diseñado y ha sido fábricado por Mattec. Es localizado generalmente unos pocos pies de la computadora de server. La Caja del Búfer convierte las señales RS-485 a una señal RS-232 y "condiciona" la señal. Un canal de MIUs (RS-485) es alambrado en la Caja del Búfer en un lado. En el otro lado, la Caja del Búfer produce una señal RS-232 que es conectada a un puerto de comunicación de serie en la computadora de server.
Copyright © 1983-2007 Mattec Corporation
1-6 810-0014 Rev – C
En la mayoría de las aplicaciones, Mattec habrá instalado una Tabla de Comunicación de Serie RocketPort en la computadora de server. La señal RS-232 de la Caja del Búfer es conectada a uno de los canales en la tabla de RocketPort. La tabla de RocketPort contiene múltiples puertos de comunicación y es un dispositivo "inteligente" que mejora el proceso de comunicación. 1.3.4 Computadoras de Cliente Aunque la computadora de server es un sistema completamente funcionando de "cliente", la mayoría de los usuarios querrán conectar al sistema de su propia computadora. Para hacerlo, ellos necesitarán tener un sistema operativo de Microsoft cargado en su computadora. El Gerente del sistema cargará el software ProHelp® EPM de Cliente en esa computadora y lo configura para conectar a la computadora del server. El usuario será dado los permisos a conseguir acceso a o para modificar los datos, como apropia. Estos usuarios entonces pueden ver los datos para toda la facilidad en tiempo real. 1.4 Procedimiento para Cerrar ProHelp® EPM es pensado correr 24 horas por día, cada día. Cuándo es necesario reiniciar el sistema, utilice este procedimiento. Traerá el sistema a un cerrado ordenado.
• Anuncia a todos usuarios que se estará cerrando el sistema. Todos usuarios tienen que cerrar su software ProHelp® EPM.
• Asegura que ningún cambios del trabajo en ProHelp® EPM están en camino.
• Asegura que un cambio del turno no está en progreso. .
• Entra a la computadora de server como un usuario autorizado.
• Utilizando el ratón, clik en el Microsoft Windows Start Menu y oprima Shut
Down. La caja de diálogo Shut Down Windows será demostrado.
• Oprima Shut Down the computer? y clik Ok.

Copyright © 1983-2007 Mattec Corporation
2-7 810-0014 Rev – C
2. Administración del Sistema Básico En la mayoría de los casos, el Departamento de Atención al Cliente de Mattec trabajará con su Gerente del Sistema para configurar su sistema apropiadamente. Las secciones siguientes son pensadas como una referencia para el Gerente del Sistema cuando llega a ser necesario para reconfigurar su sistema.
Cuidado:
Es buena idea contactar el Departamento de Atención al Cliente de Mattec para ayuda cuando se necesita modificar un área de configuración del sistema con que no está familiarizado. ¡Los escenarios en la aplicación de Configuración del Sistema controlan la conducta de su sistema ProHelp® EPM, y modificar algunos escenarios se puede causar una pérdida permanente de datos!
Copyright © 1983-2007 Mattec Corporation
2-8 810-0014 Rev – C
2.1 Configuración de Turno Un turno es utilizado para definir el horario de turnos normal y diario para uno o más máquinas.
Punta Avanzada#1
Excepciónes a la configuración del turno (por ejemplo, las vacaciones) son configurados en la pantalla de configuración de Excepción de Turno. Información adicional esta en Sección 2.2.
Un departamento (Sección 2.3) contiene una configuración predefinida del turno que aplica a todas máquinas que son asignadas al departamento. Sin embargo, máquinas individuas (Sección 3) pueden invalidar la configuración del turno de departamento y pueden especificar una configuración del turno máquina-específico. Cada configuración del turno tiene por lo menos uno (1) "cambio del turno," y no más de diez (10) cambios del turno, por día. La configuración del turno es requerida a "repetir" por lo menos cado año (52 semanas). Cada día en la configuración del turno debe justificar 24 horas en un día. Cada semana en la configuración del turno debe justificar 7 días de una semana. La configuración más común es una configuración del turno que repite cada semana (y es comprendido de una sola semana en la pantalla de configuración). Un máximo de 127 configuraciones del turno puede ser configurado en el sistema. El fin de un turno y el principio del próximo turno pueden cruzar en el día siguiente. Por ejemplo, el tercer turno de lunes puede terminar el martes por la mañana a las 6:00.
Ejemplo #1
Imagina una facilidad donde las máquinas son planificadas para trabajar tres (3) turnos por día, siete (7) días a la semana. El Gerente del Sistema definiría una configuración del turno con 3 "cambios del turno" por día y una pauta "repite" de una semana. Así, sólo una semana sería definida en la configuración de la frontera del turno.
Las horas de trabajo precisas para cada turno serían entradas en la configuración del turno. La configuración del turno entonces podría ser asignada a un departamento específico y/o máquinas específicas.
En este ejemplo, no importa si las máquinas son planificadas para trabajar el sábado y/o el domingo. El Gerente del Sistema define si o no un turno es "activo" por utilizar la pantalla de configuración de turno.
Copyright © 1983-2007 Mattec Corporation
2-9 810-0014 Rev – C
Para crear una configuración de turno, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
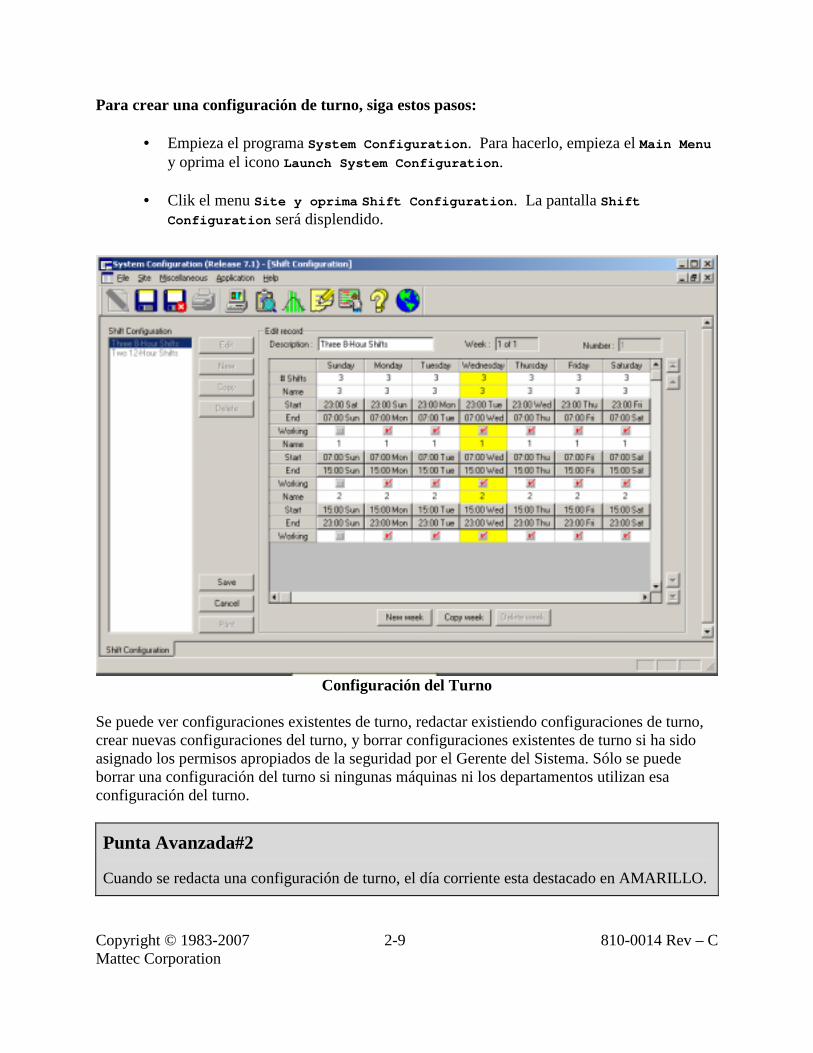
• Clik el menu Site y oprima Shift Configuration. La pantalla Shift Configuration será displendido.
Configuración del Turno
Se puede ver configuraciones existentes de turno, redactar existiendo configuraciones de turno, crear nuevas configuraciones del turno, y borrar configuraciones existentes de turno si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. Sólo se puede borrar una configuración del turno si ningunas máquinas ni los departamentos utilizan esa configuración del turno.
Punta Avanzada#2
Cuando se redacta una configuración de turno, el día corriente esta destacado en AMARILLO.
Copyright © 1983-2007 Mattec Corporation
2-10 810-0014 Rev – C
Los campos siguientes están disponibles en la pantalla de configuración de turno:
Campo Descripción Description Descripción; Un nombre único para la configuración del turno.
Este nombre será demostrado en los programas de configuración de Máquina y de configuración de Departamento.
# Shifts Número de turnos; El número de turnos por el día específica. Name Nombre; Un nombre con dos carácteres por el turno. Start Empieza; El tiempo de empieza por el turno por el día específica. End Termina; El tiempo de termina por el turno por el día específica. Working Trabajando; Si es verificado, el turno específicado es un turno
trabajando. Si no es verificado, el turno específicado es inactivo (no trabajando).
Se puede pasar por las semanas en una configuración existente del turno utilizando las llaves de Arriba/Abajo en la mano derecha de la pantalla.
Ejemplo #2
Imagina una facilidad donde empleados son planificados en "tripulaciones" numeró "A", "B", "C", y "D". Cada tripulación trabaja doce horas por día por 3 días, entonces no trabajan por 4 días, entonces trabajan por 4 días, entonces no trabajan por 3 días.
Por ejemplo, la tripulación "A" trabaja el turno de la mañana y la tripulación "C" trabaja el turno nocturno. Las dos tripulaciones trabajan el domingo, el lunes, y el martes, entonces no trabajan el miércoles, el jueves, el viernes, y el sábado, entonces trabajan el domingo, el lunes, el martes, y el miércoles, entonces no trabajan el jueves, el viernes, y el sábado. Las tripulaciones "B" y "D" trabajan al contrario de las tripulaciones "A" y "C".
En este ejemplo, una pauta de repitir de dos semanas será requerida. Los cambios serán denominados "A", "B", "C", y "D", como apropia.
Las horas de trabajo precisas para cada turno serían entradas en la configuración del turno. La configuración del turno entonces podría ser asignada a un departamento específico y/o máquinas específicas.
Tenga cuidado cuando creando configuraciones de turno de multi-semana. Estos tipos de configuraciones son generalmente mucho más complicados que la configuración sencilla en el ejemplo #1. Es buena idea contactar el Departamento de Atención al Cliente de Mattec para ayuda cuando se planea crear una configuración del turno de multi-semana.

Copyright © 1983-2007 Mattec Corporation
2-11 810-0014 Rev – C
Punta Avanzada#3
La Utilidad del Tiempo del Turno sirve dos propósitos:
• Puede traducir un valor interno "time_t" en una cuerda fecha/tiempo legible de humanos.
• Puede ayudar al usuario que crea una configuración de la frontera del turno multi-semana por determinar donde la semana presente entraría la configuración de la multi-semana. Esto fue necesitado en ProHelp® EPM, la Liberación 6.0.0 y más temprano.
La Utilidad del Tiempo del Turno ya no es necesario determinar donde la semana presente entraría una configuración del turno en multi-semana, porque el día actual está destacado en amarillo en el programa de configuración de turno.
Copyright © 1983-2007 Mattec Corporation
2-12 810-0014 Rev – C
2.2 Excepciónes de Turno Las excepciónes de turno son utilizadas para definir las excepciónes al horario normal y diario (configuración de turno) que fue descrito en la Sección 2.1. Hay varias razones por qué se necesitaría definir una excepción a la configuración del turno, incluyendo: • Vacaciones. • Excepciónes a la bandera "trabajando" para una configuración del turno. Por ejemplo, si se trabaja normalmente los sábados, pero no se trabajará este sábado, el Gerente del Sistema quizás cree una excepción del turno. • Excepciónes a la bandera "no trabajando" para una configuración del turno. Por ejemplo, si normalmente no se trabaja los domingos, pero se trabajará este domingo, el Gerente del Sistema quizás cree una excepción del cambio. El Gerente del Sistema puede crear excepciónes del turno para departamentos específicos y/o máquinas específicas.
Ejemplo #1
Imagina que todas las máquinas en el departamento "Moldura de la Inyección" trabaja normalmente tres turnos por día, el lunes hasta el viernes, y no trabajan el sábado y el domingo.
El 25 de diciembre es el martes y la planta será cerrada ese día. Podría crear una excepción del turno para el 25 de diciembre que aplica a todas las máquinas y todos los departamentos y que específica que ellos "no trabajan".
Para configurar una excepción del turno, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Shift Exception. La pantalla de la configuración de Shift Exception será demostrada.
Copyright © 1983-2007 Mattec Corporation
2-13 810-0014 Rev – C
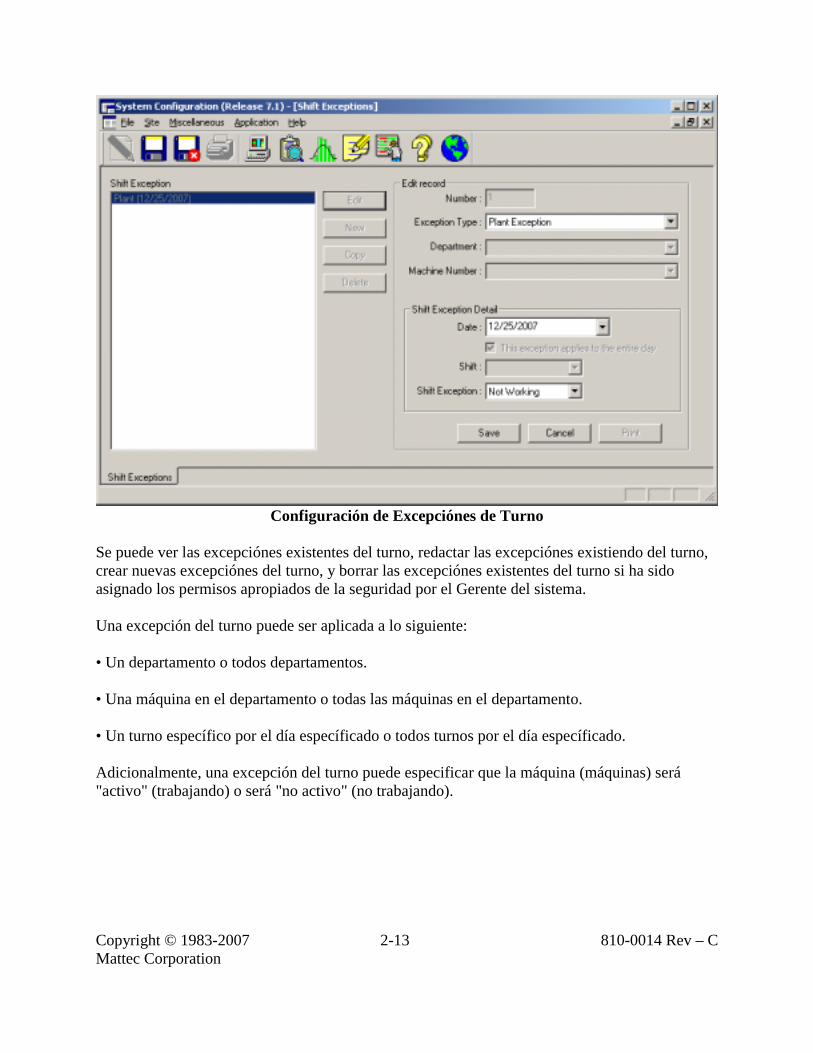
Configuración de Excepciónes de Turno
Se puede ver las excepciónes existentes del turno, redactar las excepciónes existiendo del turno, crear nuevas excepciónes del turno, y borrar las excepciónes existentes del turno si ha sido asignado los permisos apropiados de la seguridad por el Gerente del sistema. Una excepción del turno puede ser aplicada a lo siguiente: • Un departamento o todos departamentos. • Una máquina en el departamento o todas las máquinas en el departamento. • Un turno específico por el día específicado o todos turnos por el día específicado. Adicionalmente, una excepción del turno puede especificar que la máquina (máquinas) será "activo" (trabajando) o será "no activo" (no trabajando).
Copyright © 1983-2007 Mattec Corporation
2-14 810-0014 Rev – C
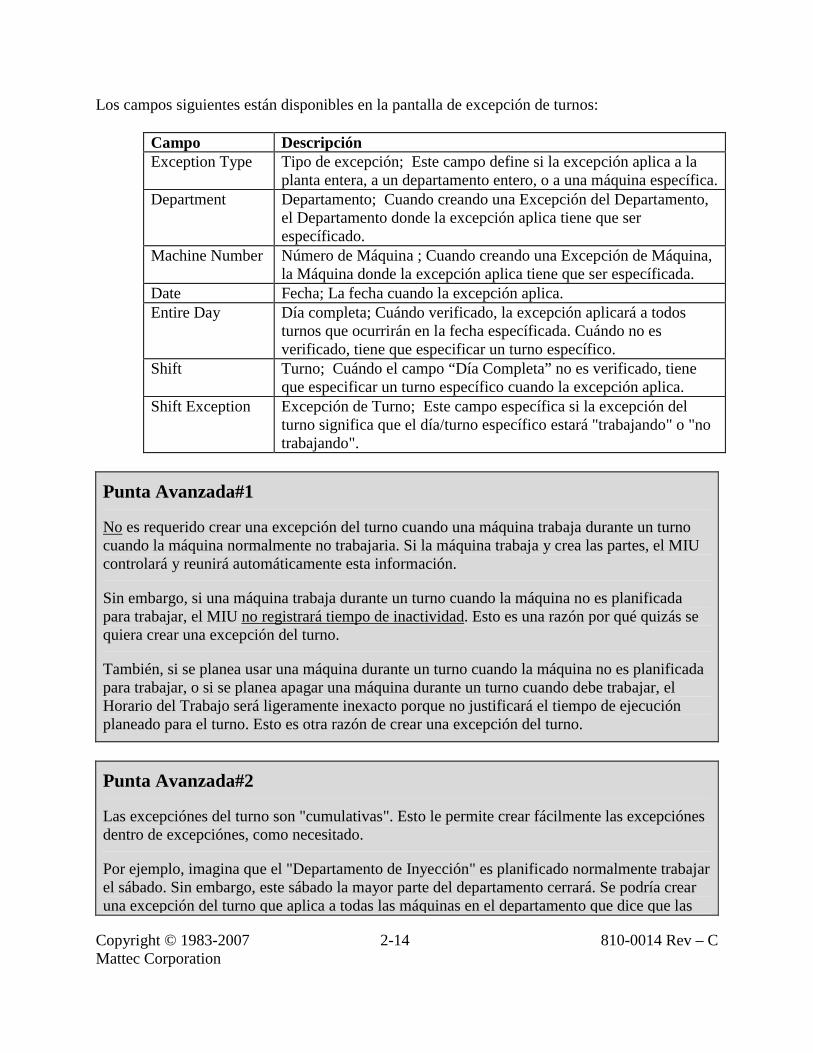
Los campos siguientes están disponibles en la pantalla de excepción de turnos:
Campo Descripción Exception Type Tipo de excepción; Este campo define si la excepción aplica a la
planta entera, a un departamento entero, o a una máquina específica.Department Departamento; Cuando creando una Excepción del Departamento,
el Departamento donde la excepción aplica tiene que ser específicado.
Machine Number Número de Máquina ; Cuando creando una Excepción de Máquina, la Máquina donde la excepción aplica tiene que ser específicada.
Date Fecha; La fecha cuando la excepción aplica. Entire Day Día completa; Cuándo verificado, la excepción aplicará a todos
turnos que ocurrirán en la fecha específicada. Cuándo no es verificado, tiene que especificar un turno específico.
Shift Turno; Cuándo el campo “Día Completa” no es verificado, tiene que especificar un turno específico cuando la excepción aplica.
Shift Exception Excepción de Turno; Este campo específica si la excepción del turno significa que el día/turno específico estará "trabajando" o "no trabajando".
Punta Avanzada#1
No es requerido crear una excepción del turno cuando una máquina trabaja durante un turno cuando la máquina normalmente no trabajaria. Si la máquina trabaja y crea las partes, el MIU controlará y reunirá automáticamente esta información.
Sin embargo, si una máquina trabaja durante un turno cuando la máquina no es planificada para trabajar, el MIU no registrará tiempo de inactividad. Esto es una razón por qué quizás se quiera crear una excepción del turno.
También, si se planea usar una máquina durante un turno cuando la máquina no es planificada para trabajar, o si se planea apagar una máquina durante un turno cuando debe trabajar, el Horario del Trabajo será ligeramente inexacto porque no justificará el tiempo de ejecución planeado para el turno. Esto es otra razón de crear una excepción del turno.
Punta Avanzada#2
Las excepciónes del turno son "cumulativas". Esto le permite crear fácilmente las excepciónes dentro de excepciónes, como necesitado.
Por ejemplo, imagina que el "Departamento de Inyección" es planificado normalmente trabajar el sábado. Sin embargo, este sábado la mayor parte del departamento cerrará. Se podría crear una excepción del turno que aplica a todas las máquinas en el departamento que dice que las
Copyright © 1983-2007 Mattec Corporation
2-15 810-0014 Rev – C
máquinas "no estará trabajando".
Sin embargo, la Máquina #1, que forma parte del "Departamento de Inyección", trabaja un trabajo importante y trabajara el sábado. Se podría crear una segunda excepción del turno que aplica sólo para la Máquina #1 que dice que la Máquina #1 estará "trabajando". Esta excepción de la máquina, que sólo aplicará para la Máquina #1, invalidara la excepción del departamento.
Punta Avanzada#3
Excepciónes de la Fábrica siempre aplican al día completo.
Excepciónes de la Máquina siempre aplican a una máquina sola y pueden ser aplicado al día completo o a un turno específico.
En un sistema típico, todas las máquinas en un departamento utilizarán la misma configuración del turno como la configuración de turno del departamento. Sin embargo, esto no es requerido, y una máquina en un departamento puede tener una configuración diferente del turno que el departamento.
Una Excepción del Departamento aplicará a todas las máquinas en el departamento que utilizan la misma configuración del turno que el departamento utiliza. Si una máquina utiliza una configuración diferente del turno que su departamento, entonces una Excepción de Departamento no aplicará a esa máquina.
Copyright © 1983-2007 Mattec Corporation
2-16 810-0014 Rev – C
2.3 Departmento Un departamento es utilizado para agrupar unos máquinas juntos. Cada máquina debe ser asignada a un y solo un departamento. Los departamentos son una manera conveniente de organizar máquinas en la Pantalla de Tiempo Real, en informes, y en otras partes. Un máximo de 99 departamentos pueden ser definidos en el sistema. Un departamento debe ser definido antes de que se puede crear máquinas. Una máquina es asignada a un departamento vía el programa de configuración de Máquina. Visita la Sección 3 para información adicional. Para configurar un departamento, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Department. La pantalla de la configuración de Department será demostrada.
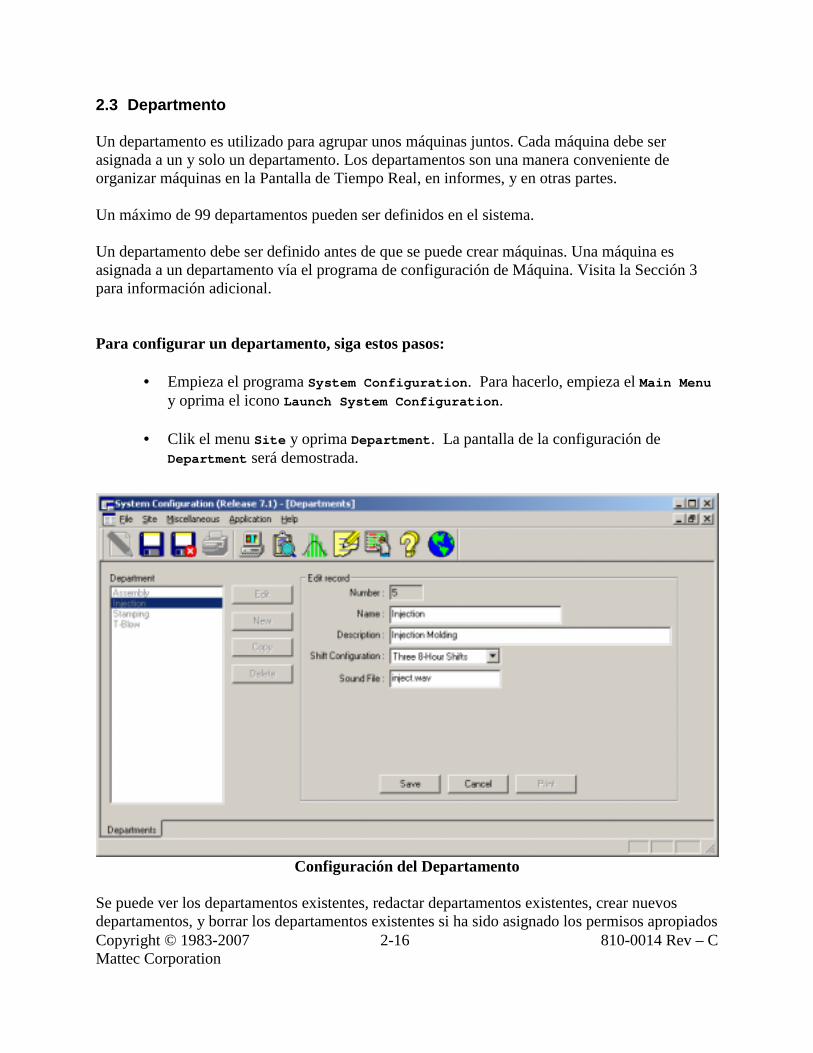
Configuración del Departamento
Se puede ver los departamentos existentes, redactar departamentos existentes, crear nuevos departamentos, y borrar los departamentos existentes si ha sido asignado los permisos apropiados

Copyright © 1983-2007 Mattec Corporation
2-17 810-0014 Rev – C
de la seguridad por el Gerente del Sistema. Sólo se puede borrar un departamento si ningunas máquinas son asignadas a ese departamento. Los campos siguientes están disponibles en la pantalla de configuración de Departamento:
Campo Descripción Name Nombre; Un nombre único para el departamento. Este nombre será
demostrado en la Pantalla de Tiempo Real, en informes, y en otras partes.
Description Descripción; Una descripción para el departamento. La descripción será demostrada en la Pantalla de Tiempo Real, en informes, y en otras partes.
Shift Configuration
Configuración de Turno; La "Configuración de Turno" implícito para las máquinas que serán asignadas a este departamento. Se puede invalidar esta colocación máquina por máquina en el programa de configuración de Máquina. Visita las Secciones 2.1 y 3 para información adicional.
Sound File Archivo de Sonido; El nombre del archivo de sonido (*.WAV) utilizar para alarmas de voz. Este archivo es localizado típicamente en la guía "Voice\Names\Dept". Visita la Sección 5.1 para información adicional.

Copyright © 1983-2007 Mattec Corporation
2-18 810-0014 Rev – C
2.4 Canel MIUs son conectados típicamente a la computadora de server vía cables R-485. Típicamente, hasta 16 MIUs pueden ser conectados juntos en un solo canal. Múltiplos canales pueden ser utilizados para alcanzar el máximo 4.096 MIUs por sistema. La Caja del Búfer es un pequeño dispositivo electrónico que ha sido diseñado y ha sido fábricado por Mattec. Es localizado generalmente unos pocos pies de la computadora de server. La Caja del Búfer convierte las señales R-485 a una señal R-232 y "condiciona" la señal.
Alambrado de Comunicación de ProHelp® EPM
MIU Channel 4
Server
Rocketport Board
Cable P07
Phone Modem
Belden 8777 to MIU’s
Buffer Box
Cables P0, P1, P2, P3
MIU Channel 3
MIU Channel 2
MIU Channel 1
Up to 16 MIUs may be daisy-chained per channel
Copyright © 1983-2007 Mattec Corporation
2-19 810-0014 Rev – C
Un canal de MIUs (RS-485) es alambrado en la Caja del Búfer en un lado. En el otro lado, la Caja del Búfer produce una señal R-232 que es conectada a un puerto de serie de comunicación en la computadora de server. En la mayoría de las aplicaciones, Mattec habrá instalado una Tabla de Serie de Comunicación RocketPort en la computadora de server para este fin. La señal R-232 de la Caja del Búfer es conectada a uno de los canales en la tabla de RocketPort. La tabla de RocketPort contiene múltiples puertos de comunicación y es un dispositivo "inteligente" que mejora el proceso de comunicación. Para aplicaciones más pequeñas, puede ser posible utilizar un puerto de comunicación que es incorporado a la computadora de server, en vez de utilizar una tabla de RocketPort. Sin embargo, la tabla de RocketPort es utilizada para la mayoría de las aplicaciones. Un canal debe ser definido antes de que se puede crear máquinas. Una máquina es asignada a un canal vía el programa de configuración de Máquina. Visita la Sección 3 para información adicional. Un máximo de 255 canales puede ser definido en el sistema. Cada canal requerirá un puerto de serie de comunicación en la computadora de server. Para configurar un canel, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Channel. La pantalla de configuración de Channel será demostrada.

Copyright © 1983-2007 Mattec Corporation
2-20 810-0014 Rev – C
Configuración de Canel
Se puede ver canales existentes, redactar canales existentes, crear nuevos canales, y borrar canales existentes si ha sido asignado los permisos apropiados de seguridad por el Gerente del sistema. Sólo se puede borrar un canal si ningunas máquinas utilizan ese canal. Los campos siguientes están disponibles en la pantalla de configuración de Canal:
Campo Descripción Number Número; Un número de referencia interno, 1-255, para el canal. Description Descripción; Una descripción para el canal que será visto en el
programa de configuración de Máquina. Type Tipo; Este siempre es puesto a "Mattec 422”. Computer Computadora; Este es el nombre de server en que el canal es
alambrado físicamente. Siempre será el nombre de la computadora de server de ProHelp® EPM.
Setup String Cuerda de Arreglo; Este contiene información de inicialización, e incluye el puerto de serie de comunicación en que el canal es conectado.
En el ejemplo arriba, "Channel 1” es alambrado a "COMM1" en una computadora denominado "PROHELP_EPM_SERVER". Sólo el número del puerto de serie de comunicación, no la palabra "COMM", es incluido en la "Cuerda de Arreglo".
Copyright © 1983-2007 Mattec Corporation
2-21 810-0014 Rev – C
Punta Avanzada#1
Tiene que reempezar "el Servicio de Mattec MIU" (por ejemplo, reinicia la computadora de server) después de hacer cambios a la configuración del canal.
Punta Avanzada#2
MIUs de departamentos diferentes y MIUs de estilos diferentes pueden ser configurados en el mismo canal.
Punta Avanzada#3
ProHelp® EPM sostiene sólo un (1) nodo controlando. Todos los MIUs en el sistema son alambrados en la misma computadora de server.
Punta Avanzada#4
La velocidad en baudios que es escogida para un canal debe corresponder a la velocidad en baudios que ha sido escogida en los MIUs que son alambrados en el canal. Si se cambia la velocidad en baudios para un canal sin hacer un cambio correspondiente en los MIUs, los MIUs no podrán comunicar con la computadora de server.
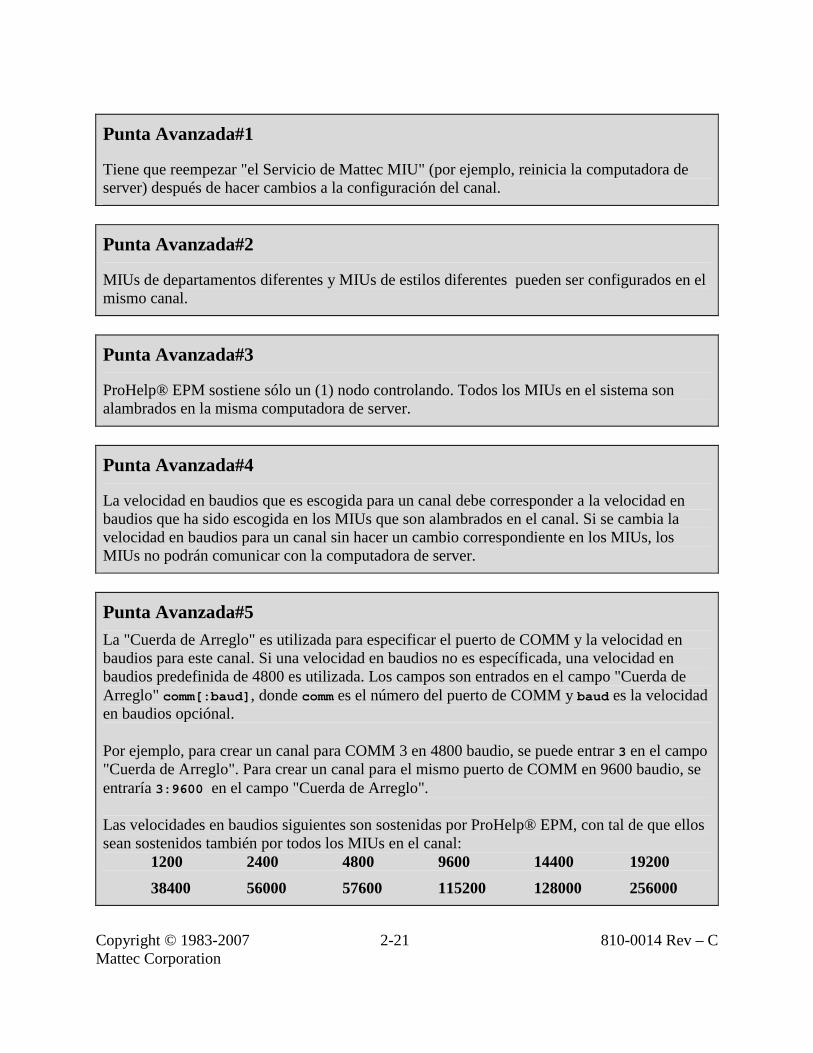
Punta Avanzada#5 La "Cuerda de Arreglo" es utilizada para especificar el puerto de COMM y la velocidad en baudios para este canal. Si una velocidad en baudios no es específicada, una velocidad en baudios predefinida de 4800 es utilizada. Los campos son entrados en el campo "Cuerda de Arreglo" comm[:baud], donde comm es el número del puerto de COMM y baud es la velocidad en baudios opciónal. Por ejemplo, para crear un canal para COMM 3 en 4800 baudio, se puede entrar 3 en el campo "Cuerda de Arreglo". Para crear un canal para el mismo puerto de COMM en 9600 baudio, se entraría 3:9600 en el campo "Cuerda de Arreglo". Las velocidades en baudios siguientes son sostenidas por ProHelp® EPM, con tal de que ellos sean sostenidos también por todos los MIUs en el canal: 1200 2400 4800 9600 14400 19200 38400 56000 57600 115200 128000 256000
Copyright © 1983-2007 Mattec Corporation
2-22 810-0014 Rev – C
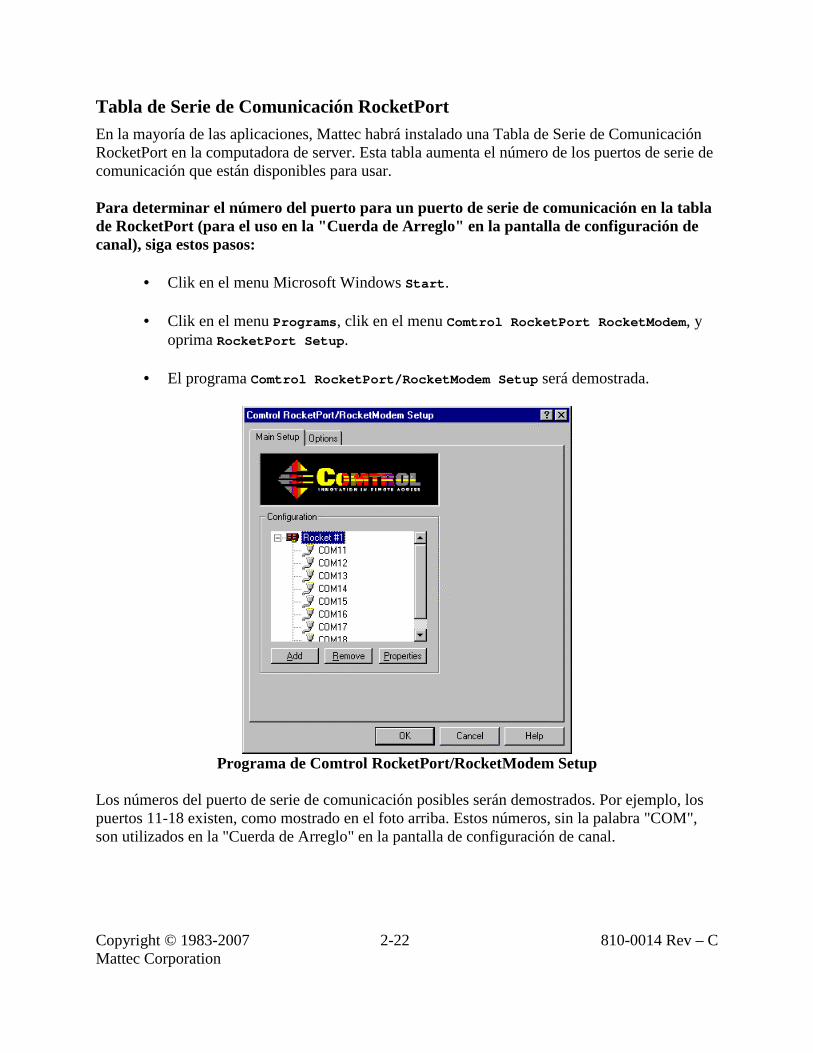
Tabla de Serie de Comunicación RocketPort En la mayoría de las aplicaciones, Mattec habrá instalado una Tabla de Serie de Comunicación RocketPort en la computadora de server. Esta tabla aumenta el número de los puertos de serie de comunicación que están disponibles para usar. Para determinar el número del puerto para un puerto de serie de comunicación en la tabla de RocketPort (para el uso en la "Cuerda de Arreglo" en la pantalla de configuración de canal), siga estos pasos:
• Clik en el menu Microsoft Windows Start.
• Clik en el menu Programs, clik en el menu Comtrol RocketPort RocketModem, y oprima RocketPort Setup.
• El programa Comtrol RocketPort/RocketModem Setup será demostrada.
Programa de Comtrol RocketPort/RocketModem Setup
Los números del puerto de serie de comunicación posibles serán demostrados. Por ejemplo, los puertos 11-18 existen, como mostrado en el foto arriba. Estos números, sin la palabra "COM", son utilizados en la "Cuerda de Arreglo" en la pantalla de configuración de canal.

Copyright © 1983-2007 Mattec Corporation
2-23 810-0014 Rev – C
2.5 Configuración del Sistema La pantalla de la Configuración del Sistema en el programa de Configuración del Sistema es utilizada para controlar una variedad de escenarios para su sistema de ProHelp® EPM. Para configurar el sistema, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima System Configuration. La pantalla System Configuration screen será demostrada.
Configuración del Sistema
Se puede ver la configuración existente del sistema y redactar la configuración existente del sistema si ha sido asignado los permisos apropiados de seguridad por el Gerente del sistema. No se puede borrar la configuración de sistema. Los tabs en la pantalla contienen campos que controlan la conducta de áreas diferentes del sistema ProHelp® EPM. Los campos siguientes están disponibles en la pantalla de Configuración del Sistema:
Copyright © 1983-2007 Mattec Corporation
2-24 810-0014 Rev – C
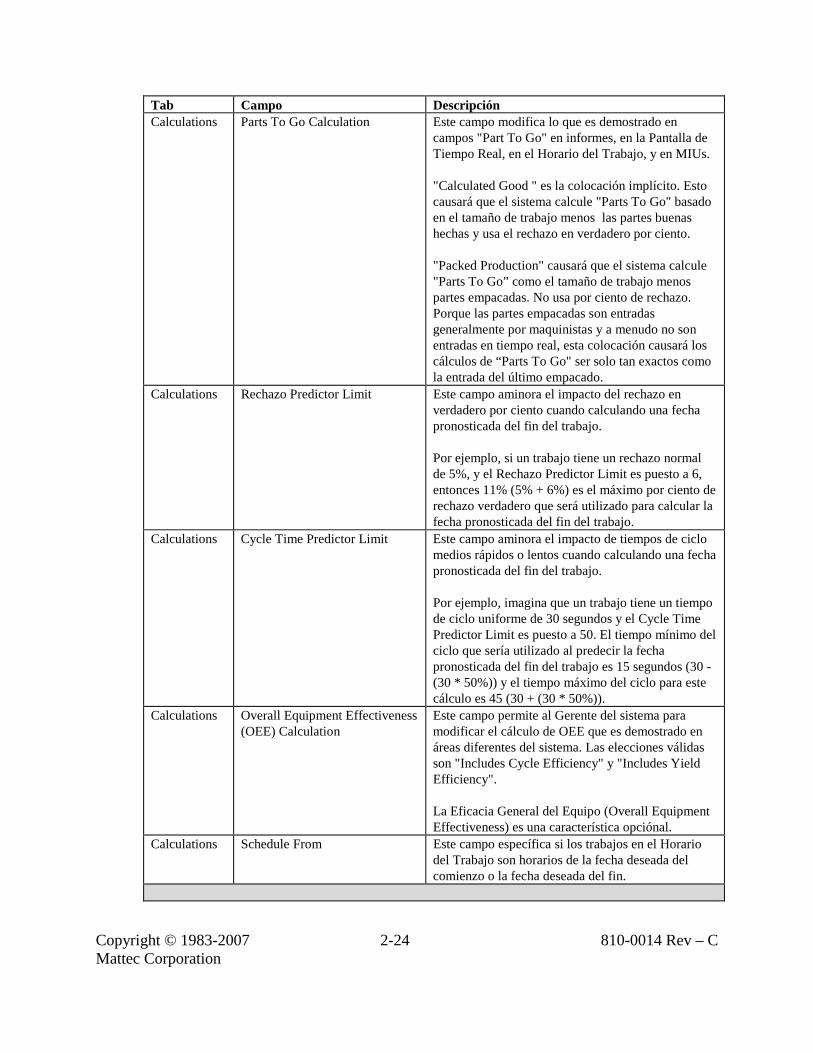
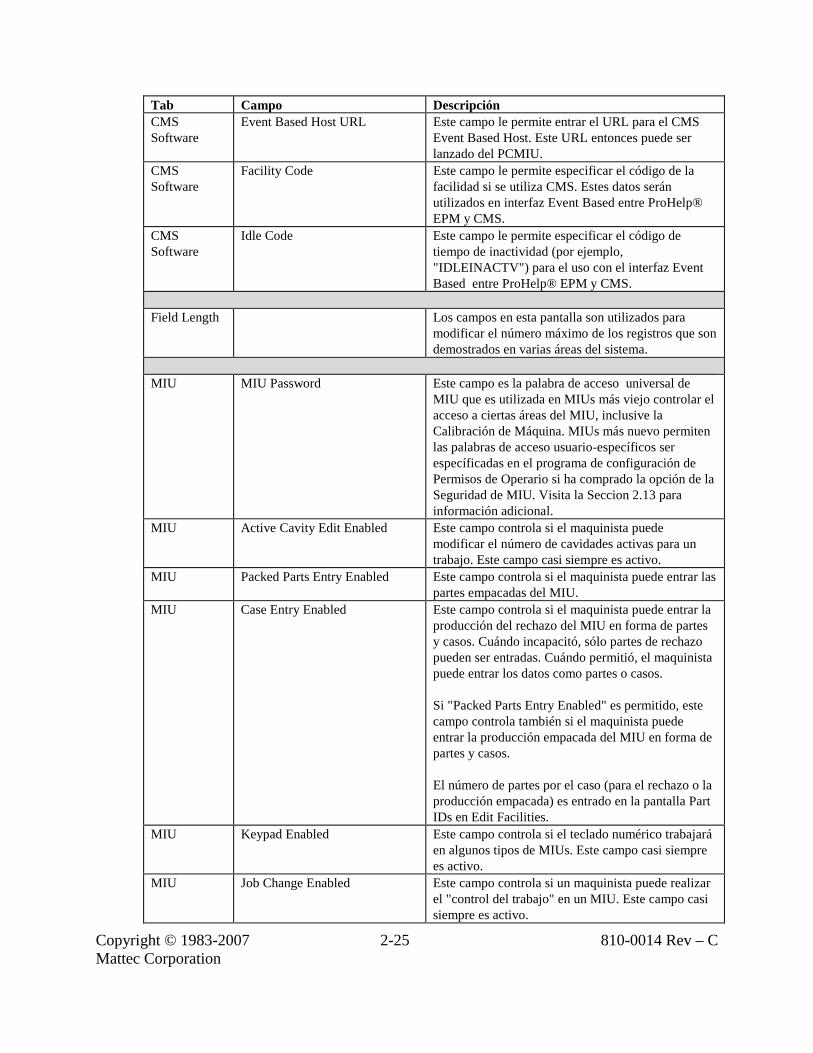
Tab Campo Descripción Calculations Parts To Go Calculation Este campo modifica lo que es demostrado en
campos "Part To Go" en informes, en la Pantalla de Tiempo Real, en el Horario del Trabajo, y en MIUs. "Calculated Good " es la colocación implícito. Esto causará que el sistema calcule "Parts To Go" basado en el tamaño de trabajo menos las partes buenas hechas y usa el rechazo en verdadero por ciento. "Packed Production" causará que el sistema calcule "Parts To Go” como el tamaño de trabajo menos partes empacadas. No usa por ciento de rechazo. Porque las partes empacadas son entradas generalmente por maquinistas y a menudo no son entradas en tiempo real, esta colocación causará los cálculos de “Parts To Go" ser solo tan exactos como la entrada del último empacado.
Calculations Rechazo Predictor Limit Este campo aminora el impacto del rechazo en verdadero por ciento cuando calculando una fecha pronosticada del fin del trabajo. Por ejemplo, si un trabajo tiene un rechazo normal de 5%, y el Rechazo Predictor Limit es puesto a 6, entonces 11% (5% + 6%) es el máximo por ciento de rechazo verdadero que será utilizado para calcular la fecha pronosticada del fin del trabajo.
Calculations Cycle Time Predictor Limit Este campo aminora el impacto de tiempos de ciclo medios rápidos o lentos cuando calculando una fecha pronosticada del fin del trabajo. Por ejemplo, imagina que un trabajo tiene un tiempo de ciclo uniforme de 30 segundos y el Cycle Time Predictor Limit es puesto a 50. El tiempo mínimo del ciclo que sería utilizado al predecir la fecha pronosticada del fin del trabajo es 15 segundos (30 - (30 * 50%)) y el tiempo máximo del ciclo para este cálculo es 45 (30 + (30 * 50%)).
Calculations Overall Equipment Effectiveness (OEE) Calculation
Este campo permite al Gerente del sistema para modificar el cálculo de OEE que es demostrado en áreas diferentes del sistema. Las elecciones válidas son "Includes Cycle Efficiency" y "Includes Yield Efficiency". La Eficacia General del Equipo (Overall Equipment Effectiveness) es una característica opciónal.
Calculations Schedule From Este campo específica si los trabajos en el Horario del Trabajo son horarios de la fecha deseada del comienzo o la fecha deseada del fin.
Copyright © 1983-2007 Mattec Corporation
2-25 810-0014 Rev – C
Tab Campo Descripción CMS Software
Event Based Host URL Este campo le permite entrar el URL para el CMS Event Based Host. Este URL entonces puede ser lanzado del PCMIU.
CMS Software
Facility Code Este campo le permite especificar el código de la facilidad si se utiliza CMS. Estes datos serán utilizados en interfaz Event Based entre ProHelp® EPM y CMS.
CMS Software
Idle Code Este campo le permite especificar el código de tiempo de inactividad (por ejemplo, "IDLEINACTV") para el uso con el interfaz Event Based entre ProHelp® EPM y CMS.
Field Length Los campos en esta pantalla son utilizados para
modificar el número máximo de los registros que son demostrados en varias áreas del sistema.
MIU MIU Password Este campo es la palabra de acceso universal de
MIU que es utilizada en MIUs más viejo controlar el acceso a ciertas áreas del MIU, inclusive la Calibración de Máquina. MIUs más nuevo permiten las palabras de acceso usuario-específicos ser específicadas en el programa de configuración de Permisos de Operario si ha comprado la opción de la Seguridad de MIU. Visita la Seccion 2.13 para información adicional.
MIU Active Cavity Edit Enabled Este campo controla si el maquinista puede modificar el número de cavidades activas para un trabajo. Este campo casi siempre es activo.
MIU Packed Parts Entry Enabled Este campo controla si el maquinista puede entrar las partes empacadas del MIU.
MIU Case Entry Enabled Este campo controla si el maquinista puede entrar la producción del rechazo del MIU en forma de partes y casos. Cuándo incapacitó, sólo partes de rechazo pueden ser entradas. Cuándo permitió, el maquinista puede entrar los datos como partes o casos. Si "Packed Parts Entry Enabled" es permitido, este campo controla también si el maquinista puede entrar la producción empacada del MIU en forma de partes y casos. El número de partes por el caso (para el rechazo o la producción empacada) es entrado en la pantalla Part IDs en Edit Facilities.
MIU Keypad Enabled Este campo controla si el teclado numérico trabajará en algunos tipos de MIUs. Este campo casi siempre es activo.
MIU Job Change Enabled Este campo controla si un maquinista puede realizar el "control del trabajo" en un MIU. Este campo casi siempre es activo.
Copyright © 1983-2007 Mattec Corporation
2-26 810-0014 Rev – C
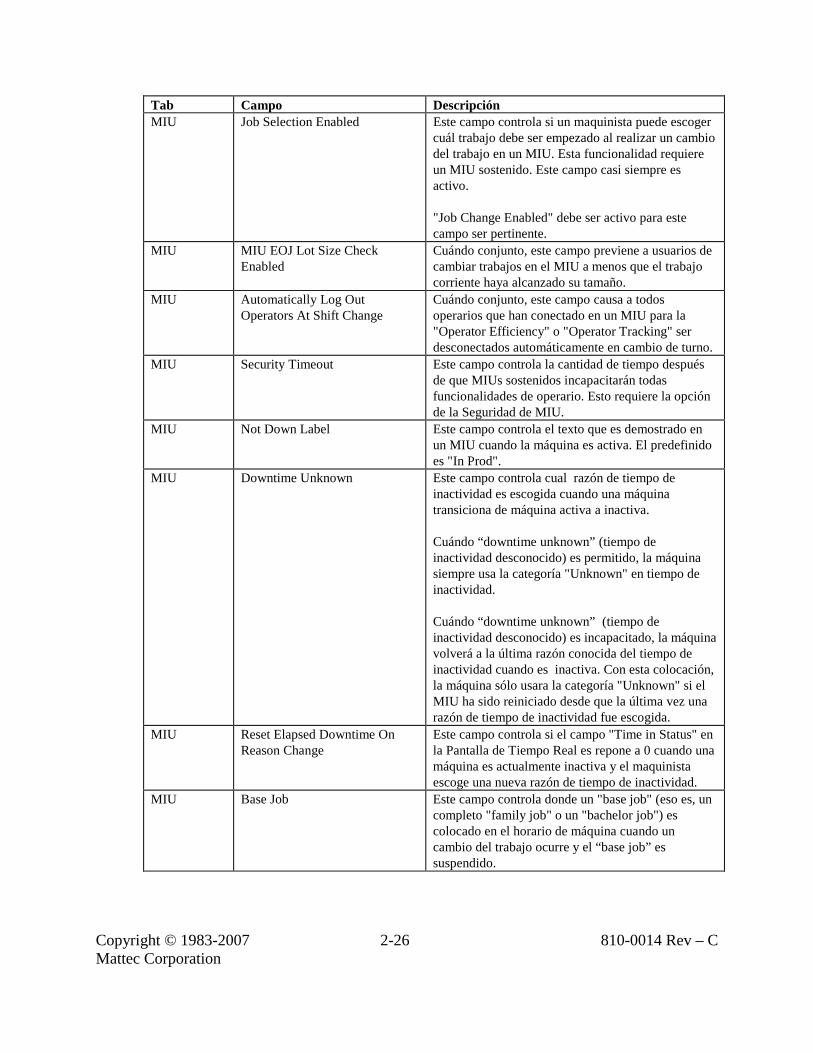
Tab Campo Descripción MIU Job Selection Enabled Este campo controla si un maquinista puede escoger
cuál trabajo debe ser empezado al realizar un cambio del trabajo en un MIU. Esta funcionalidad requiere un MIU sostenido. Este campo casi siempre es activo. "Job Change Enabled" debe ser activo para este campo ser pertinente.
MIU MIU EOJ Lot Size Check Enabled
Cuándo conjunto, este campo previene a usuarios de cambiar trabajos en el MIU a menos que el trabajo corriente haya alcanzado su tamaño.
MIU Automatically Log Out Operators At Shift Change
Cuándo conjunto, este campo causa a todos operarios que han conectado en un MIU para la "Operator Efficiency" o "Operator Tracking" ser desconectados automáticamente en cambio de turno.
MIU Security Timeout Este campo controla la cantidad de tiempo después de que MIUs sostenidos incapacitarán todas funcionalidades de operario. Esto requiere la opción de la Seguridad de MIU.
MIU Not Down Label Este campo controla el texto que es demostrado en un MIU cuando la máquina es activa. El predefinido es "In Prod".
MIU Downtime Unknown Este campo controla cual razón de tiempo de inactividad es escogida cuando una máquina transiciona de máquina activa a inactiva. Cuándo “downtime unknown” (tiempo de inactividad desconocido) es permitido, la máquina siempre usa la categoría "Unknown" en tiempo de inactividad. Cuándo “downtime unknown” (tiempo de inactividad desconocido) es incapacitado, la máquina volverá a la última razón conocida del tiempo de inactividad cuando es inactiva. Con esta colocación, la máquina sólo usara la categoría "Unknown" si el MIU ha sido reiniciado desde que la última vez una razón de tiempo de inactividad fue escogida.
MIU Reset Elapsed Downtime On Reason Change
Este campo controla si el campo "Time in Status" en la Pantalla de Tiempo Real es repone a 0 cuando una máquina es actualmente inactiva y el maquinista escoge una nueva razón de tiempo de inactividad.
MIU Base Job Este campo controla donde un "base job" (eso es, un completo "family job" o un "bachelor job") es colocado en el horario de máquina cuando un cambio del trabajo ocurre y el “base job” es suspendido.
Copyright © 1983-2007 Mattec Corporation
2-27 810-0014 Rev – C
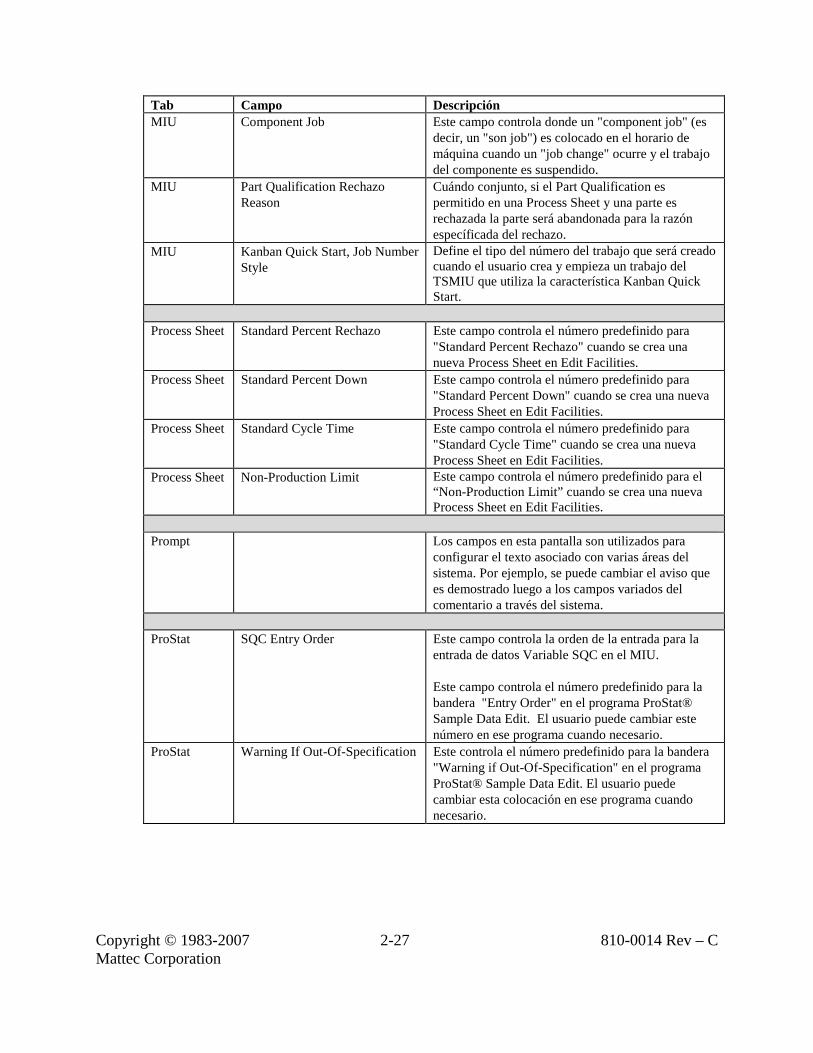
Tab Campo Descripción MIU Component Job Este campo controla donde un "component job" (es
decir, un "son job") es colocado en el horario de máquina cuando un "job change" ocurre y el trabajo del componente es suspendido.
MIU Part Qualification Rechazo Reason
Cuándo conjunto, si el Part Qualification es permitido en una Process Sheet y una parte es rechazada la parte será abandonada para la razón específicada del rechazo.
MIU Kanban Quick Start, Job Number Style
Define el tipo del número del trabajo que será creado cuando el usuario crea y empieza un trabajo del TSMIU que utiliza la característica Kanban Quick Start.
Process Sheet Standard Percent Rechazo Este campo controla el número predefinido para
"Standard Percent Rechazo" cuando se crea una nueva Process Sheet en Edit Facilities.
Process Sheet Standard Percent Down Este campo controla el número predefinido para "Standard Percent Down" cuando se crea una nueva Process Sheet en Edit Facilities.
Process Sheet Standard Cycle Time Este campo controla el número predefinido para "Standard Cycle Time" cuando se crea una nueva Process Sheet en Edit Facilities.
Process Sheet Non-Production Limit Este campo controla el número predefinido para el “Non-Production Limit” cuando se crea una nueva Process Sheet en Edit Facilities.
Prompt Los campos en esta pantalla son utilizados para
configurar el texto asociado con varias áreas del sistema. Por ejemplo, se puede cambiar el aviso que es demostrado luego a los campos variados del comentario a través del sistema.
ProStat SQC Entry Order Este campo controla la orden de la entrada para la
entrada de datos Variable SQC en el MIU. Este campo controla el número predefinido para la bandera "Entry Order" en el programa ProStat® Sample Data Edit. El usuario puede cambiar este número en ese programa cuando necesario.
ProStat Warning If Out-Of-Specification Este controla el número predefinido para la bandera "Warning if Out-Of-Specification" en el programa ProStat® Sample Data Edit. El usuario puede cambiar esta colocación en ese programa cuando necesario.
Copyright © 1983-2007 Mattec Corporation
2-28 810-0014 Rev – C
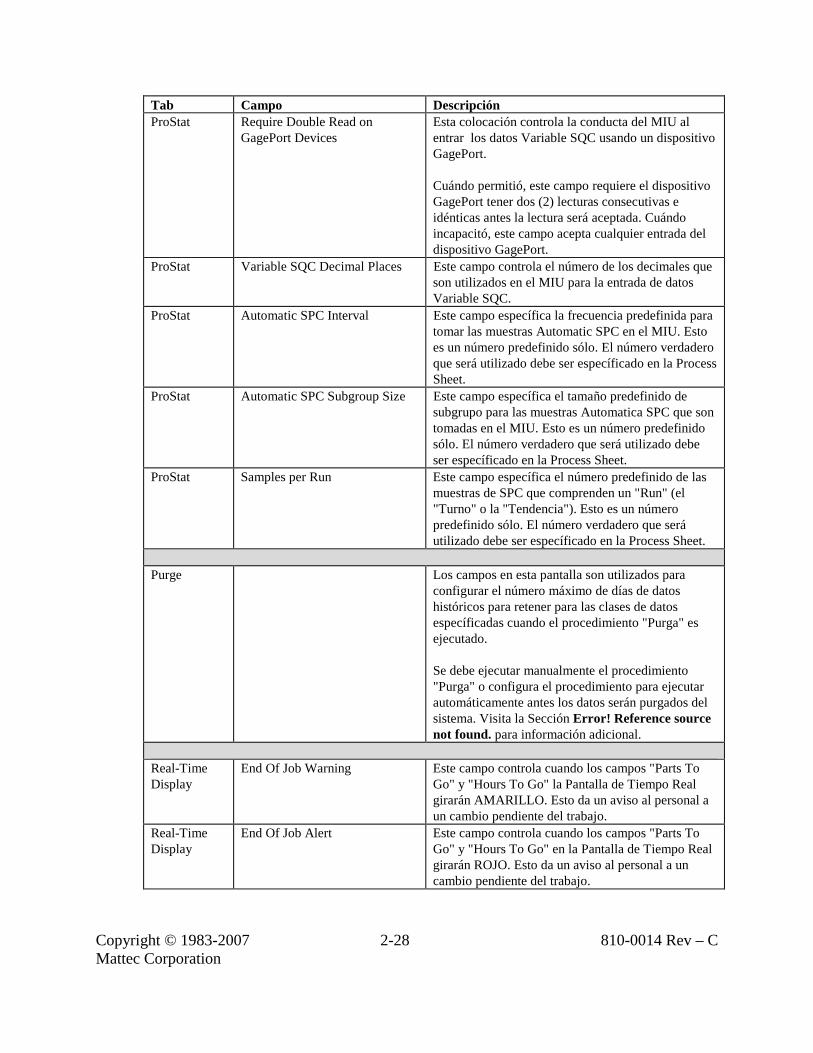
Tab Campo Descripción ProStat Require Double Read on
GagePort Devices Esta colocación controla la conducta del MIU al entrar los datos Variable SQC usando un dispositivo GagePort. Cuándo permitió, este campo requiere el dispositivo GagePort tener dos (2) lecturas consecutivas e idénticas antes la lectura será aceptada. Cuándo incapacitó, este campo acepta cualquier entrada del dispositivo GagePort.
ProStat Variable SQC Decimal Places Este campo controla el número de los decimales que son utilizados en el MIU para la entrada de datos Variable SQC.
ProStat Automatic SPC Interval Este campo específica la frecuencia predefinida para tomar las muestras Automatic SPC en el MIU. Esto es un número predefinido sólo. El número verdadero que será utilizado debe ser específicado en la Process Sheet.
ProStat Automatic SPC Subgroup Size Este campo específica el tamaño predefinido de subgrupo para las muestras Automatica SPC que son tomadas en el MIU. Esto es un número predefinido sólo. El número verdadero que será utilizado debe ser específicado en la Process Sheet.
ProStat Samples per Run Este campo específica el número predefinido de las muestras de SPC que comprenden un "Run" (el "Turno" o la "Tendencia"). Esto es un número predefinido sólo. El número verdadero que será utilizado debe ser específicado en la Process Sheet.
Purge Los campos en esta pantalla son utilizados para
configurar el número máximo de días de datos históricos para retener para las clases de datos específicadas cuando el procedimiento "Purga" es ejecutado. Se debe ejecutar manualmente el procedimiento "Purga" o configura el procedimiento para ejecutar automáticamente antes los datos serán purgados del sistema. Visita la Sección Error! Reference source not found. para información adicional.
Real-Time Display
End Of Job Warning Este campo controla cuando los campos "Parts To Go" y "Hours To Go" la Pantalla de Tiempo Real girarán AMARILLO. Esto da un aviso al personal a un cambio pendiente del trabajo.
Real-Time Display
End Of Job Alert Este campo controla cuando los campos "Parts To Go" y "Hours To Go" en la Pantalla de Tiempo Real girarán ROJO. Esto da un aviso al personal a un cambio pendiente del trabajo.
Copyright © 1983-2007 Mattec Corporation
2-29 810-0014 Rev – C
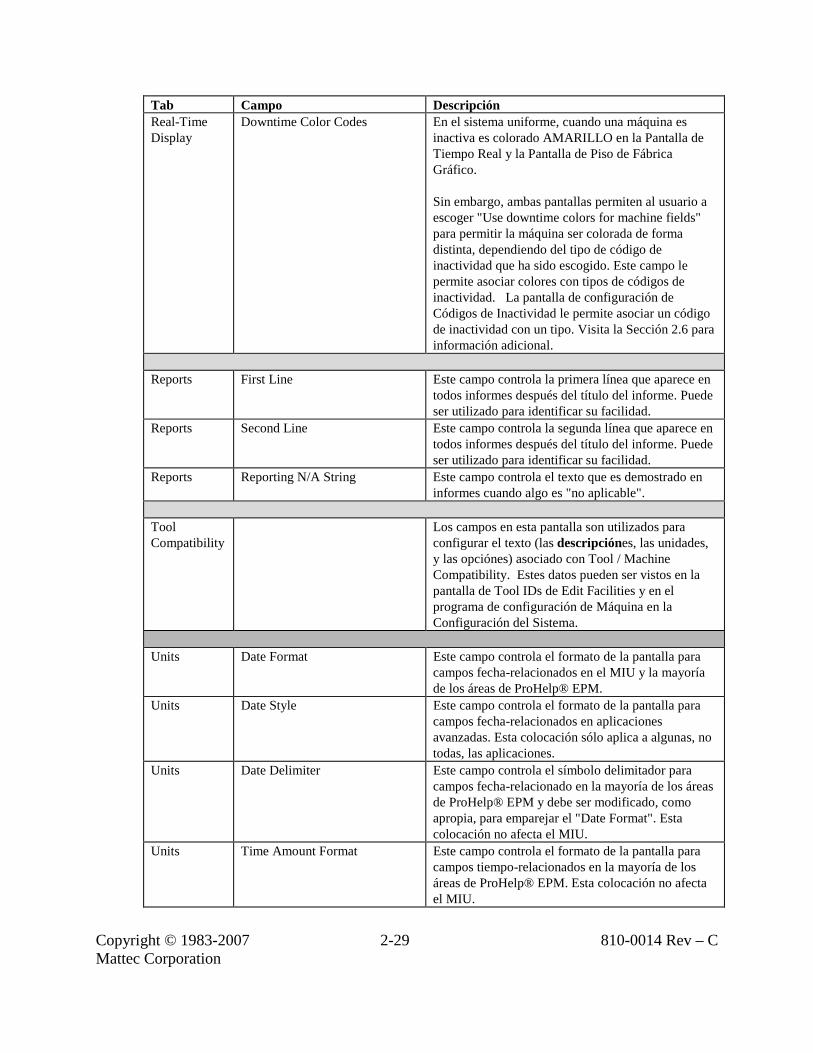
Tab Campo Descripción Real-Time Display
Downtime Color Codes En el sistema uniforme, cuando una máquina es inactiva es colorado AMARILLO en la Pantalla de Tiempo Real y la Pantalla de Piso de Fábrica Gráfico. Sin embargo, ambas pantallas permiten al usuario a escoger "Use downtime colors for machine fields" para permitir la máquina ser colorada de forma distinta, dependiendo del tipo de código de inactividad que ha sido escogido. Este campo le permite asociar colores con tipos de códigos de inactividad. La pantalla de configuración de Códigos de Inactividad le permite asociar un código de inactividad con un tipo. Visita la Sección 2.6 para información adicional.
Reports First Line Este campo controla la primera línea que aparece en
todos informes después del título del informe. Puede ser utilizado para identificar su facilidad.
Reports Second Line Este campo controla la segunda línea que aparece en todos informes después del título del informe. Puede ser utilizado para identificar su facilidad.
Reports Reporting N/A String Este campo controla el texto que es demostrado en informes cuando algo es "no aplicable".
Tool Compatibility
Los campos en esta pantalla son utilizados para configurar el texto (las descripciónes, las unidades, y las opciónes) asociado con Tool / Machine Compatibility. Estes datos pueden ser vistos en la pantalla de Tool IDs de Edit Facilities y en el programa de configuración de Máquina en la Configuración del Sistema.
Units Date Format Este campo controla el formato de la pantalla para
campos fecha-relacionados en el MIU y la mayoría de los áreas de ProHelp® EPM.
Units Date Style Este campo controla el formato de la pantalla para campos fecha-relacionados en aplicaciones avanzadas. Esta colocación sólo aplica a algunas, no todas, las aplicaciones.
Units Date Delimiter Este campo controla el símbolo delimitador para campos fecha-relacionado en la mayoría de los áreas de ProHelp® EPM y debe ser modificado, como apropia, para emparejar el "Date Format". Esta colocación no afecta el MIU.
Units Time Amount Format Este campo controla el formato de la pantalla para campos tiempo-relacionados en la mayoría de los áreas de ProHelp® EPM. Esta colocación no afecta el MIU.
Copyright © 1983-2007 Mattec Corporation
2-30 810-0014 Rev – C
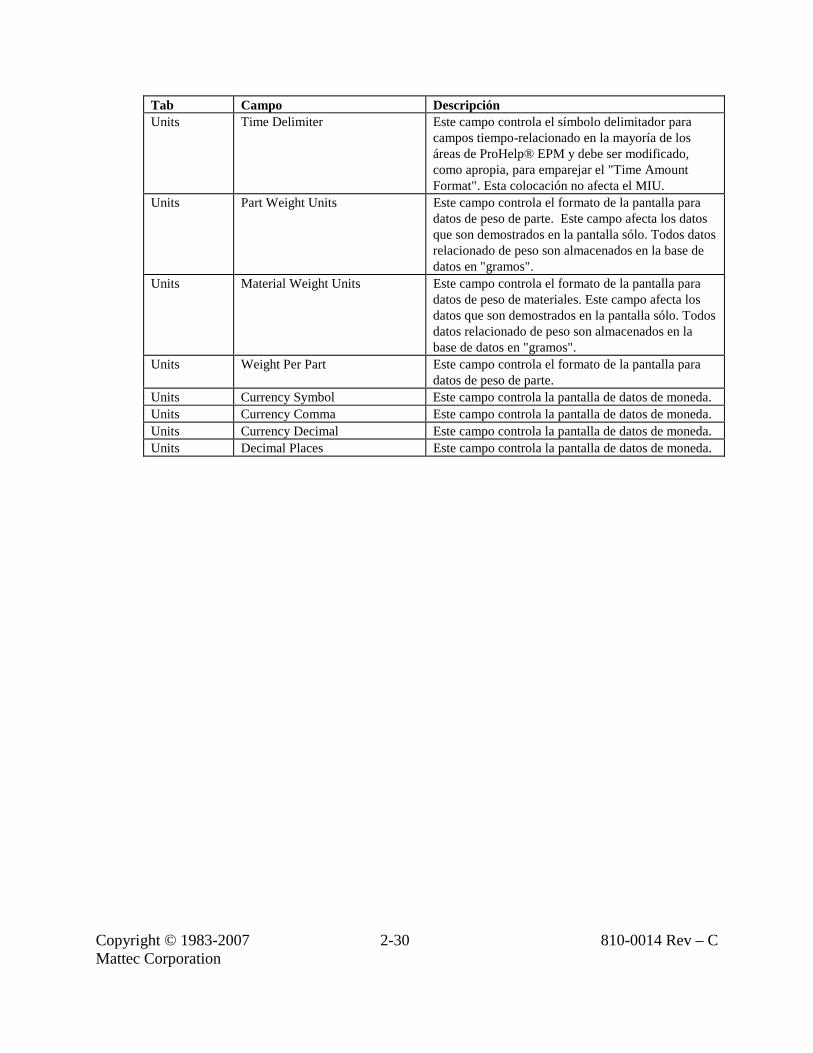
Tab Campo Descripción Units Time Delimiter Este campo controla el símbolo delimitador para
campos tiempo-relacionado en la mayoría de los áreas de ProHelp® EPM y debe ser modificado, como apropia, para emparejar el "Time Amount Format". Esta colocación no afecta el MIU.
Units Part Weight Units Este campo controla el formato de la pantalla para datos de peso de parte. Este campo afecta los datos que son demostrados en la pantalla sólo. Todos datos relacionado de peso son almacenados en la base de datos en "gramos".
Units Material Weight Units Este campo controla el formato de la pantalla para datos de peso de materiales. Este campo afecta los datos que son demostrados en la pantalla sólo. Todos datos relacionado de peso son almacenados en la base de datos en "gramos".
Units Weight Per Part Este campo controla el formato de la pantalla para datos de peso de parte.
Units Currency Symbol Este campo controla la pantalla de datos de moneda. Units Currency Comma Este campo controla la pantalla de datos de moneda. Units Currency Decimal Este campo controla la pantalla de datos de moneda. Units Decimal Places Este campo controla la pantalla de datos de moneda.
Copyright © 1983-2007 Mattec Corporation
2-31 810-0014 Rev – C
Punta Avanzada#1
La Seguridad de MIU, la Eficacia General del Equipo (OEE), la Conservación Impeditiva, Kanban Quick Start, y ProStat® SPC/SQC son características opciónales. Se puede comprar estas características cuando quiere por contactar la Sección de Ventas de Mattec.
Punta Avanzada#2
Es buena idea reempezar el "Mattec MIU Service" (por ejemplo, reinicia la computadora de server) después de hacer cambios a la configuración del sistema para asegurar que sus cambios surtan efecto.
Punta Avanzada#3
Los campos en la pantalla de Configuración del Sistema serán incapacitados si son asociados con una característica opciónal que no se ha comprado.
Punta Avanzada#4
Si ha comprado la opción ProStat® SPC/SQC, Automatic SPC sampling es permitido en la Process Sheet. Manual SPC, Variable SQC, y Atribute SQC sampling son permitidos en la Sample Sheet.
Punta Avanzada#5
La Configuración del sistema no es un lugar bueno para el "tanteo". Si no es familiarizado con una colocación en la Configuración del Sistema, contacta el Departamento de Atención al Cliente de Mattec antes de modificar la colocación.
Copyright © 1983-2007 Mattec Corporation
2-32 810-0014 Rev – C
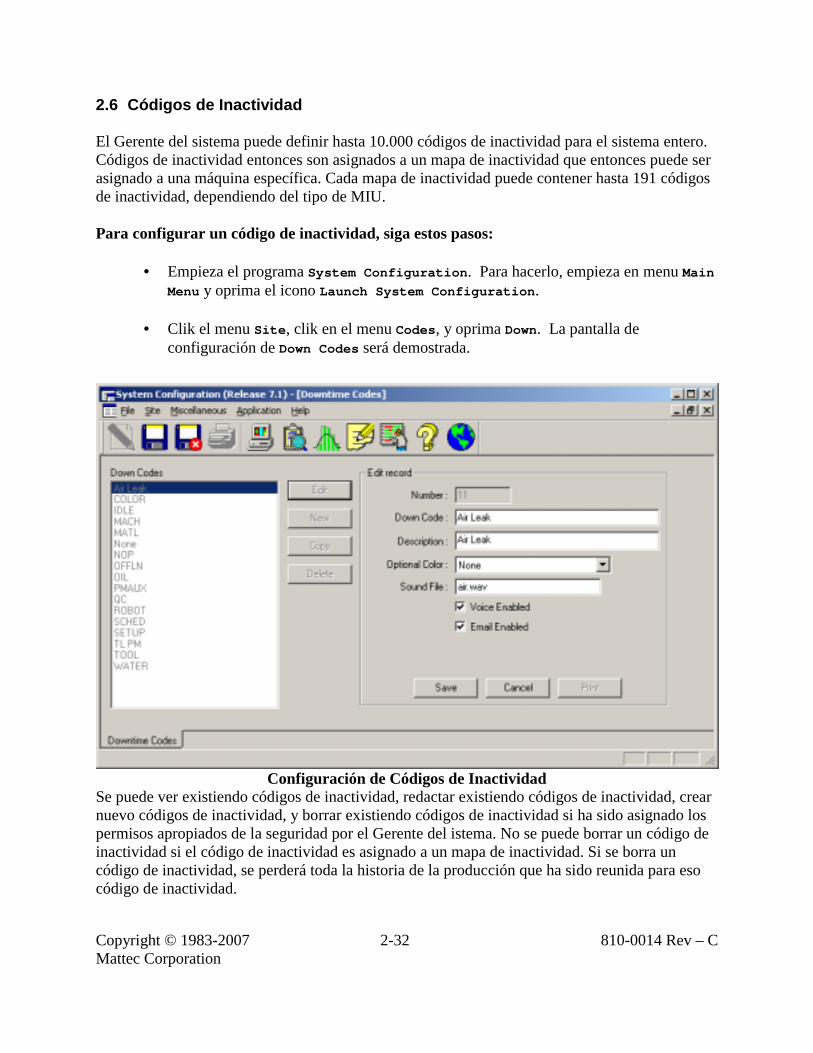
2.6 Códigos de Inactividad El Gerente del sistema puede definir hasta 10.000 códigos de inactividad para el sistema entero. Códigos de inactividad entonces son asignados a un mapa de inactividad que entonces puede ser asignado a una máquina específica. Cada mapa de inactividad puede contener hasta 191 códigos de inactividad, dependiendo del tipo de MIU. Para configurar un código de inactividad, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Down. La pantalla de configuración de Down Codes será demostrada.
Configuración de Códigos de Inactividad
Se puede ver existiendo códigos de inactividad, redactar existiendo códigos de inactividad, crear nuevo códigos de inactividad, y borrar existiendo códigos de inactividad si ha sido asignado los permisos apropiados de la seguridad por el Gerente del istema. No se puede borrar un código de inactividad si el código de inactividad es asignado a un mapa de inactividad. Si se borra un código de inactividad, se perderá toda la historia de la producción que ha sido reunida para eso código de inactividad.
Copyright © 1983-2007 Mattec Corporation
2-33 810-0014 Rev – C
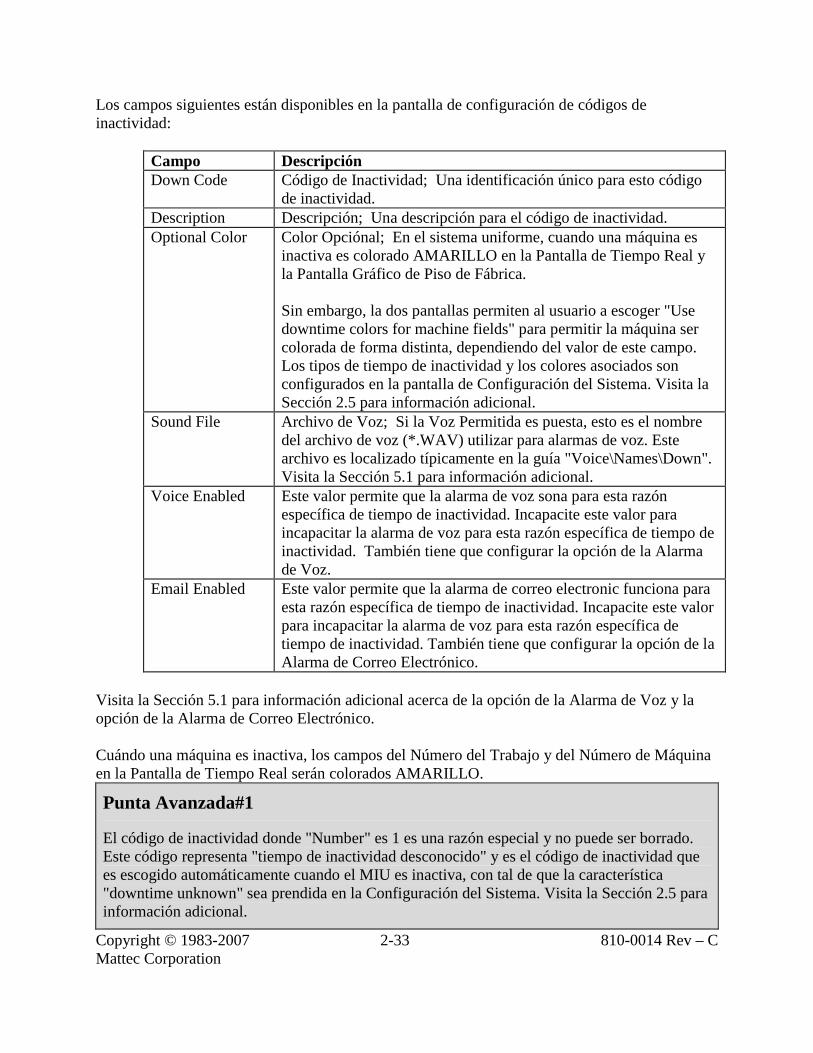
Los campos siguientes están disponibles en la pantalla de configuración de códigos de inactividad:
Campo Descripción Down Code Código de Inactividad; Una identificación único para esto código
de inactividad. Description Descripción; Una descripción para el código de inactividad. Optional Color Color Opciónal; En el sistema uniforme, cuando una máquina es
inactiva es colorado AMARILLO en la Pantalla de Tiempo Real y la Pantalla Gráfico de Piso de Fábrica. Sin embargo, la dos pantallas permiten al usuario a escoger "Use downtime colors for machine fields" para permitir la máquina ser colorada de forma distinta, dependiendo del valor de este campo. Los tipos de tiempo de inactividad y los colores asociados son configurados en la pantalla de Configuración del Sistema. Visita la Sección 2.5 para información adicional.
Sound File Archivo de Voz; Si la Voz Permitida es puesta, esto es el nombre del archivo de voz (*.WAV) utilizar para alarmas de voz. Este archivo es localizado típicamente en la guía "Voice\Names\Down". Visita la Sección 5.1 para información adicional.
Voice Enabled Este valor permite que la alarma de voz sona para esta razón específica de tiempo de inactividad. Incapacite este valor para incapacitar la alarma de voz para esta razón específica de tiempo de inactividad. También tiene que configurar la opción de la Alarma de Voz.
Email Enabled Este valor permite que la alarma de correo electronic funciona para esta razón específica de tiempo de inactividad. Incapacite este valor para incapacitar la alarma de voz para esta razón específica de tiempo de inactividad. También tiene que configurar la opción de la Alarma de Correo Electrónico.
Visita la Sección 5.1 para información adicional acerca de la opción de la Alarma de Voz y la opción de la Alarma de Correo Electrónico. Cuándo una máquina es inactiva, los campos del Número del Trabajo y del Número de Máquina en la Pantalla de Tiempo Real serán colorados AMARILLO.
Punta Avanzada#1
El código de inactividad donde "Number" es 1 es una razón especial y no puede ser borrado. Este código representa "tiempo de inactividad desconocido" y es el código de inactividad que es escogido automáticamente cuando el MIU es inactiva, con tal de que la característica "downtime unknown" sea prendida en la Configuración del Sistema. Visita la Sección 2.5 para información adicional.
Copyright © 1983-2007 Mattec Corporation
2-34 810-0014 Rev – C
Mapa de Inactividad Un mapa de inactividad es un subconjunto de los códigos de inactividad en el sistema. Un mapa de inactividad debe ser definido antes de que se puede crear máquinas. Un mapa de inactividad es asignado a una máquina vía el programa de configuración de Máquina. Es común para todas las máquinas en un departamento especificar el mismo mapa de inactividad, aunque esto no sea requerido. Visita la Sección 3 para información adicional. Un mapa de inactividad puede contener opciónalmente subcategorías que son definidas en el área "Advanced". Los razones de tiempo de inactividad primarios (en la pantalla principal) son utilizados para MIUs más viejos, ésos que son capaces de utilizar 10 o 20 códigos de inactividad sólo. Si subcategorías son definidas, ésos son utilizados para nuevos MIUs, inclusive ésos que son capaces de usar a 191 códigos de inactividad. Si subcategorías no son definidas, MIUs más nuevos utilizan las razones primarias de tiempo de inactividad que son definidas. Para configurar un mapa de inactividad, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Down Map. La pantalla de configuración de Down Map será demostrada.
Copyright © 1983-2007 Mattec Corporation
2-35 810-0014 Rev – C
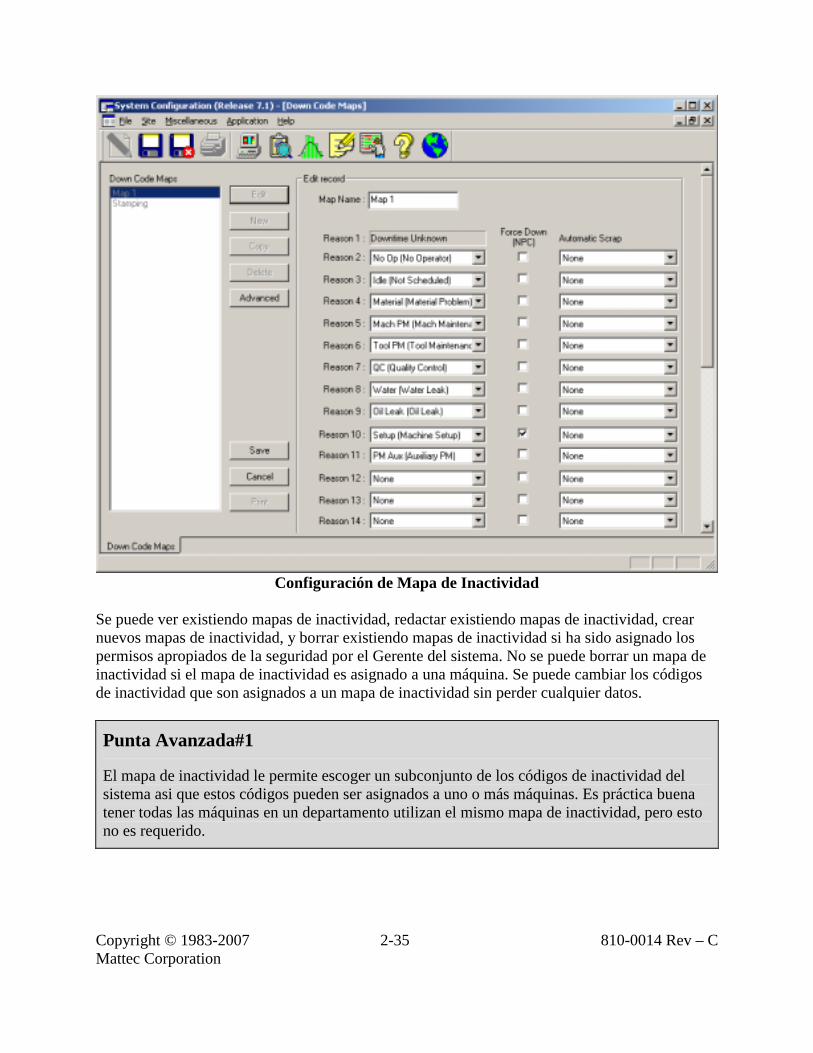
Configuración de Mapa de Inactividad
Se puede ver existiendo mapas de inactividad, redactar existiendo mapas de inactividad, crear nuevos mapas de inactividad, y borrar existiendo mapas de inactividad si ha sido asignado los permisos apropiados de la seguridad por el Gerente del sistema. No se puede borrar un mapa de inactividad si el mapa de inactividad es asignado a una máquina. Se puede cambiar los códigos de inactividad que son asignados a un mapa de inactividad sin perder cualquier datos.
Punta Avanzada#1
El mapa de inactividad le permite escoger un subconjunto de los códigos de inactividad del sistema asi que estos códigos pueden ser asignados a uno o más máquinas. Es práctica buena tener todas las máquinas en un departamento utilizan el mismo mapa de inactividad, pero esto no es requerido.
Copyright © 1983-2007 Mattec Corporation
2-36 810-0014 Rev – C
Punta Avanzada#2 Oprima la caja "Force Down (NPC)" para hacer el código de inactividad una “force-down reason” (o razón de “non-production count”). Cuándo el maquinista escoge una razón de force-down”, la máquina será tratada como si fuera inactiva, a pesar de si o no es cycling. Eso es, tiempo de actividad y partes hechos no serán acumulados. Un uso común de esta característica es permitir la máquina ser colocada en el "setup", donde la máquina será cycled periódicamente, pero no producirá partes. El maquinista tiene que reempezar manualmente la máquina escogiendo el razón de inactividad "In Prod" después de escoger una razón de force-down. Cualquier ciclos de la máquina que ocurren cuando la máquina está en una razón de force-down será contado en el campo de “non-production cycles” en el descriptor del trabajo, a menos que la razón de force-down sea la Razón #10. En este caso, los ciclos de máquina serán contados en el campo de "setup cycles" en el descriptor del trabajo.
Punta Avanzada#3
Escoja una razón "Automatic Rechazo" para hacer el código de inactividad una razón automática de rechazo. Cuándo el maquinista escoge una razón automática de rechazo, la máquina contará las partes hechas, el tiempo de ejecución, e incluso tiempo de inactividad si apropia, sin embargo todas las partes hechas serán abandonadas.
Un uso común de esta característica es permitir la máquina ser colocada en algún tipo de modo "startup", donde la máquina hace el ciclo y es activa pero las partes que son hechas no son apropiadas para enviar. Un ejemplo de esto quizás sea un cambio del color.
Punta Avanzada#4
Las razones de inactividad "Force Down" y "Automatic Rechazo" se excluyen mutuamente.
Si una máquina es forzada de inactividad, no contará las partes hechos y el tiempo de ejecución. Si una máquina está en el modo “automatic rechazo”, contará las partes y el tiempo de ejecución, pero abandonará esas partes que son hechas.
Punta Avanzada#5
Se puede agregar subcategorías a cualquier razón del tiempo de inactividad por oprimir el botón "Advanced". Cuándo se crea una subcategoría, será permitido especificar un nombre de la categoría y 10 códigos adicionales de tiempo de inactividad. Cada subcategoría debe contener por lo menos 1 razón de inactividad y puede contener tanto como 10 razones de
Copyright © 1983-2007 Mattec Corporation
2-37 810-0014 Rev – C
inactividad.
Punta Avanzada#6
Si tiene 10 o menos códigos de inactividad definidos, la pantalla de la Selección de Tiempo de Inactividad en el TSMIU utilizará pulsadores grandes para la entrada de datos. Si tiene entre 11 y 20 categorías de inactividad, la pantalla de la Selección de Tiempo de Inactividad en el TSMIU utilizará pulsadores pequeños para la entrada de datos.
Punta Avanzada#7
Si utiliza software de Mattec PCMIU, la pantalla de la Selección de Tiempo de Inactividad sólo trabajará si el MIU relacionado sostiene la característica "remote downtime selection". Si el MIU sostiene esta característica, se podrá escoger el mismo número de razones de tiempo de inactividad (10, 20, o 191) que el MIU sostiene.

Copyright © 1983-2007 Mattec Corporation
2-38 810-0014 Rev – C
2.7 Códigos de Rechazo El Gerente del Sistema puede definer hasta 10.000 códigos de reachazo para el sistema entero. Los códigos de reachazo entonces son asignados a un mapa de rechazo que entonces puede ser asignado a una máquina específica. Para configurar un código de rechazo, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Rechazo. La pantalla de configuración de Rechazo Codes será demostrada.
Configuración de Códigos de Rechazo
Se puede ver existiendo códigos de rechazo, redactar existiendo códigos de rechazo, crear nuevos códigos de rechazo, y borrar existiendo códigos de rechazo si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar un código de rechazo si el código de rechazo es asignado a un mapa de rechazo. Si se borra un código de rechazo, se perdera toda la historia de producción que ha sido colectada por eso código de rechazo.
Copyright © 1983-2007 Mattec Corporation
2-39 810-0014 Rev – C
Los campos siguientes están disponibles en la pantalla de configuración de códigos de rechazo:
Campo Descripción Rechazo Code Código de Rechazo; Una identificación único para esto código de
rechazo. Description Descripción; Una descripción por el código de rechazo.
Mapa de Rechazo Un mapa de rechazo es un subconjunto de los códigos de rechazo en el sistema. Un mapa de rechazo debe ser definido antes de que se puede crear máquinas. Un mapa de rechazo es asignado a una máquina vía el programa de configuración de Máquina. Es común para todas las máquinas en un departamento para especificar el mismo mapa de rechazo, aunque esto no sea requerido. Visita la Sección 3 para información adicional. Un mapa de rechazo puede contener opciónalmente subcategorías que son definidas en el área "Avanzada". Los razones de rechazo primaries (en la pantalla principal) son utilizados para MIUs más viejos, ésos que solo pueden utilizar 10 o 20 códigos de rechazo. Si las subcategories son definidas, ésos son utilizados para nuevos MIUs, incluyendo ésos que pueden usar hasta 200 códigos de rechazo. Si las subcategorías no son definidas, MIUs más nuevos utilizan las razones primarias de rechazo que son definidas. Para configurar un mapa de rechazo, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Rechazo Map. La pantalla de configuración de Rechazo Map será demostrada.
Copyright © 1983-2007 Mattec Corporation
2-40 810-0014 Rev – C
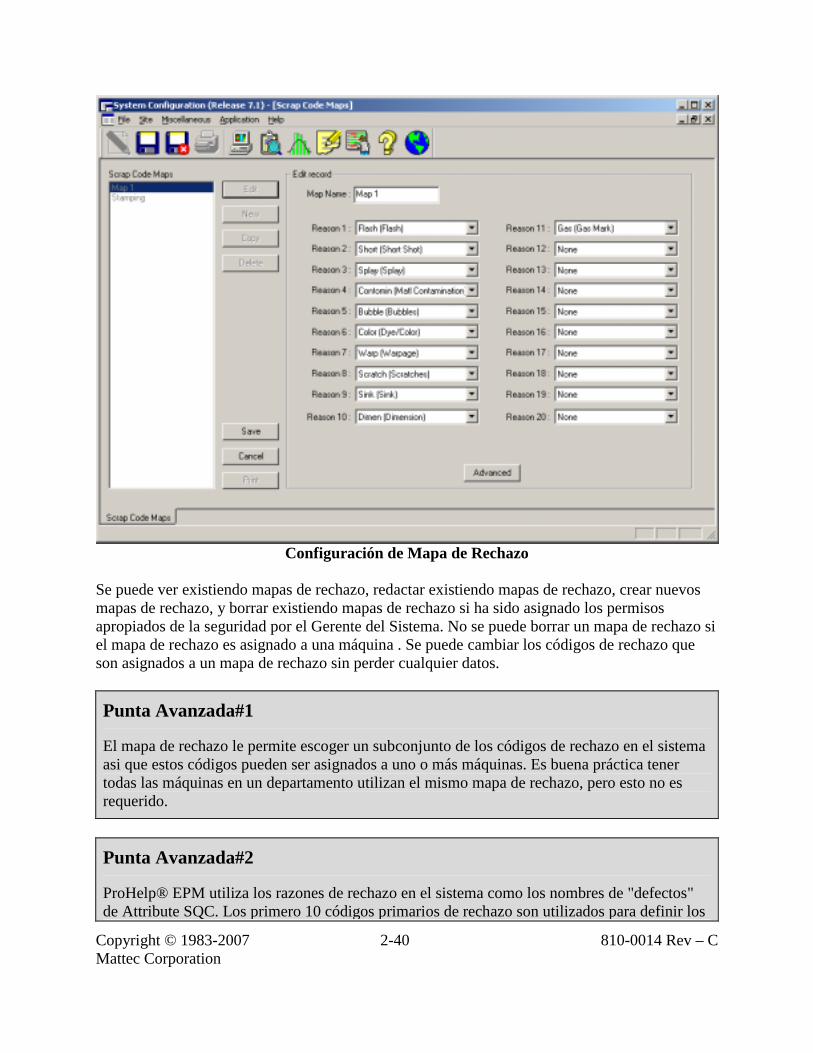
Configuración de Mapa de Rechazo
Se puede ver existiendo mapas de rechazo, redactar existiendo mapas de rechazo, crear nuevos mapas de rechazo, y borrar existiendo mapas de rechazo si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar un mapa de rechazo si el mapa de rechazo es asignado a una máquina . Se puede cambiar los códigos de rechazo que son asignados a un mapa de rechazo sin perder cualquier datos.
Punta Avanzada#1
El mapa de rechazo le permite escoger un subconjunto de los códigos de rechazo en el sistema asi que estos códigos pueden ser asignados a uno o más máquinas. Es buena práctica tener todas las máquinas en un departamento utilizan el mismo mapa de rechazo, pero esto no es requerido.
Punta Avanzada#2
ProHelp® EPM utiliza los razones de rechazo en el sistema como los nombres de "defectos" de Attribute SQC. Los primero 10 códigos primarios de rechazo son utilizados para definir los
Copyright © 1983-2007 Mattec Corporation
2-41 810-0014 Rev – C
"defectos" del Attribute SQC que están disponibles para la entrada de un MIU (para MIUs que sostienen esta característica).
Punta Avanzada#3
Se puede agregar subcategorías a cualquier razón de rechazo por oprimir el botón "Advanced". Cuándo se crea una subcategoría, será permitido especificar un nombre de la categoría y 10 códigos adicionales de rechazo. Cada subcategoría debe contener por lo menos 1 razón de rechazo y puede contener tantas como 10 razones de rechazo.
Punta Avanzada#4
Si se tiene 10 o menos códigos de rechazo definidos, la pantalla de Rechazo Entry en el TSMIU utilizará pulsadores grandes para la entrada de datos. Si se tiene entre 11 y 20 categorías de rechazo, la pantalla de Rechazo Entry en el TSMIU utilizará pequeños pulsadores para la entrada de datos.
Punta Avanzada#5
Si se utiliza software de Mattec PCMIU, la pantalla de Rechazo Entry siempre le permitirá entrar hasta 200 razones de rechazo, incluso si el MIU relacionado sólo sostenga 10 (o 20) razones de rechazo.
Copyright © 1983-2007 Mattec Corporation
2-42 810-0014 Rev – C
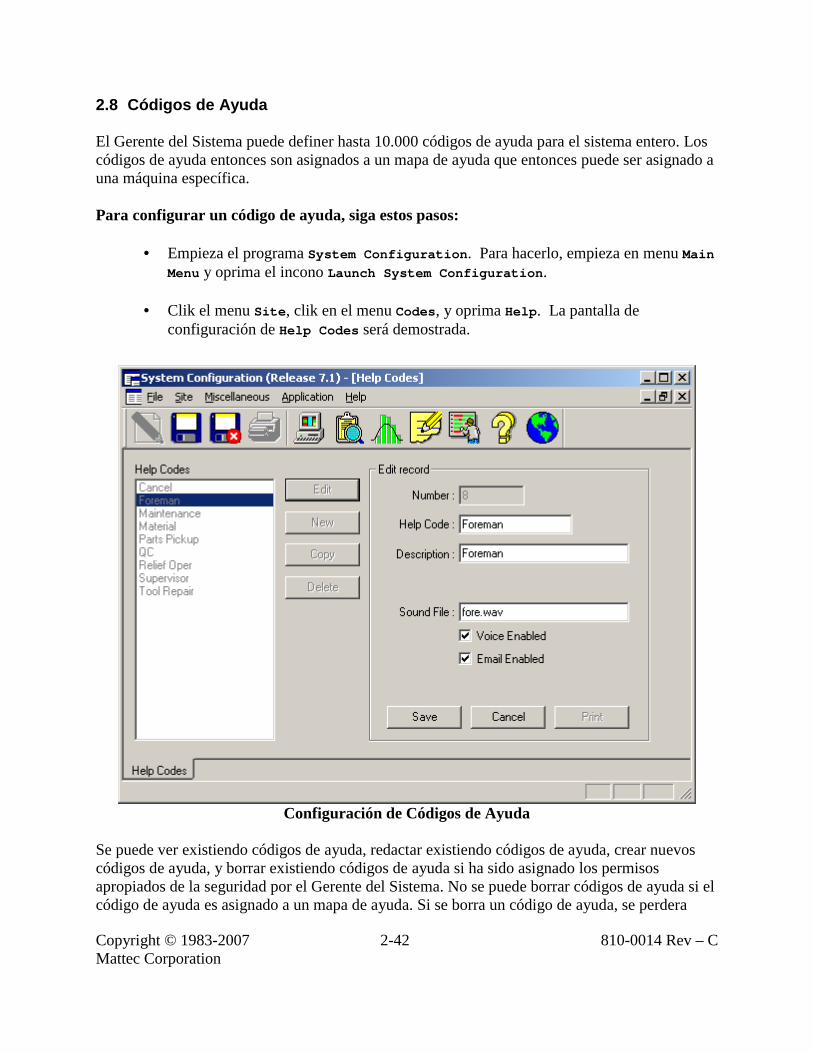
2.8 Códigos de Ayuda El Gerente del Sistema puede definer hasta 10.000 códigos de ayuda para el sistema entero. Los códigos de ayuda entonces son asignados a un mapa de ayuda que entonces puede ser asignado a una máquina específica. Para configurar un código de ayuda, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Help. La pantalla de configuración de Help Codes será demostrada.
Configuración de Códigos de Ayuda
Se puede ver existiendo códigos de ayuda, redactar existiendo códigos de ayuda, crear nuevos códigos de ayuda, y borrar existiendo códigos de ayuda si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar códigos de ayuda si el código de ayuda es asignado a un mapa de ayuda. Si se borra un código de ayuda, se perdera

Copyright © 1983-2007 Mattec Corporation
2-43 810-0014 Rev – C
toda la historia que ha sido colectada por eso código de ayuda. Los campos siguientes están disponibles en la pantalla de configuración de Códigos de Ayuda:
Campo Descripción Help Code Código de Ayuda; Una identificación único para esto código de
inactividad. Description Descripción; Una descripción para el código de inactividad. Sound File Archivo de Voz; Si la Voz Permitida es puesta, esto es el nombre
del archivo de voz (*.WAV) utilizar para alarmas de voz. Este archivo es localizado típicamente en la guía "Voice\Names\Down". Visita la Sección 5.1 para información adicional.
Voice Enabled Este valor permite que la alarma de voz sona para esta razón específica de ayuda. Incapacite este valor para incapacitar la alarma de voz para esta razón específica de ayuda. También tiene que configurar la opción de la Alarma de Voz.
Email Enabled Este valor permite que la alarma de correo electronic funciona para esta razón específica de ayuda. Incapacite este valor para incapacitar la alarma de voz para esta razón específica de ayuda. También tiene que configurar la opción de la Alarma de Correo Electrónico.
Visita la Sección 5.1 para información adicional acerca de la opción de la Alarma de Voz y la opción de la Alarma de Correo Electrónico.
Punta Avanzada#1
El código de ayuda donde "Number" es 0 es una razón especial y no puede ser borrado. Este código representa "cancel help" y es el código de ayuda que el maquinista escoge para cancelar una llamada activa para ayuda.
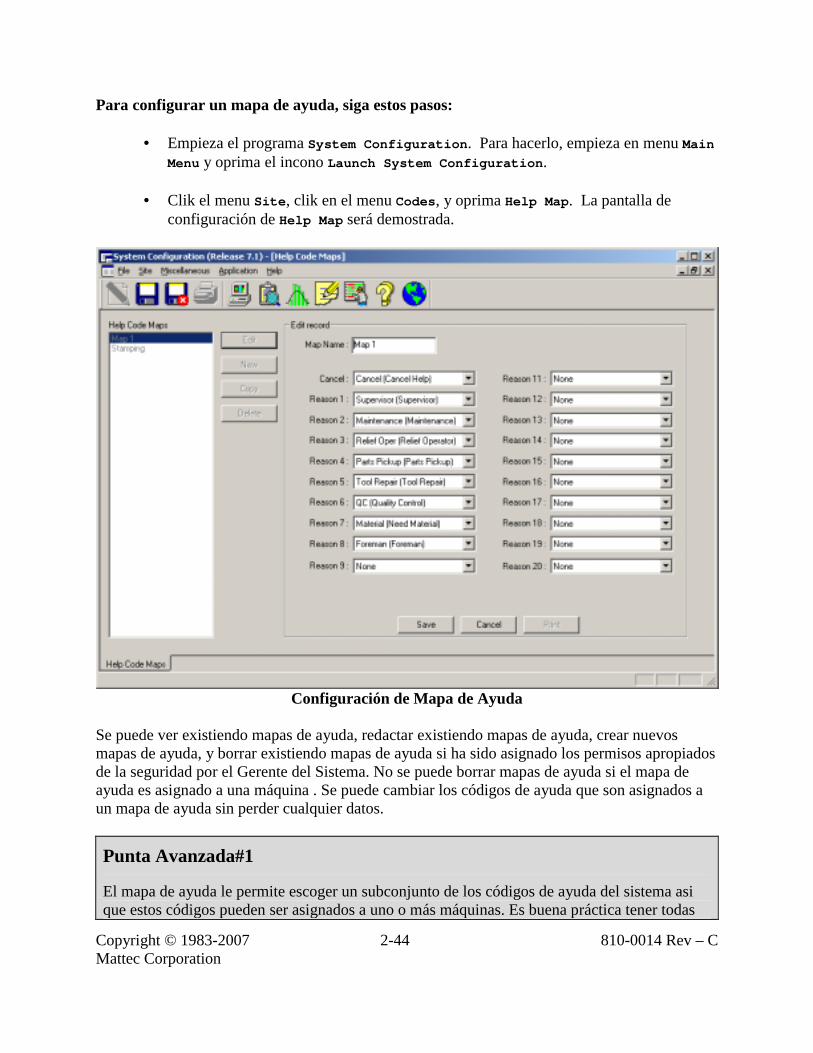
Mapa de Ayuda Un mapa de ayuda es un subconjunto de los códigos de ayuda del sistema. Un mapa de ayuda debe ser definido antes de que se puede crear máquinas. Un mapa de ayuda es asignado a una máquina vía el programa de configuración de Máquina. Es común para todas las máquinas en un departamento especificar el mismo mapa de ayuda, aunque esto no sea requerido. Visita la Sección 3 para información adicional. No existe un "Advanced Help Map" (mapa de ayuda avanzada). La mayoria de los MIUs son capaces de utilizar ocho (8) códigos de ayuda sólo, más "Cancel Help".
Copyright © 1983-2007 Mattec Corporation
2-44 810-0014 Rev – C
Para configurar un mapa de ayuda, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Help Map. La pantalla de configuración de Help Map será demostrada.
Configuración de Mapa de Ayuda
Se puede ver existiendo mapas de ayuda, redactar existiendo mapas de ayuda, crear nuevos mapas de ayuda, y borrar existiendo mapas de ayuda si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar mapas de ayuda si el mapa de ayuda es asignado a una máquina . Se puede cambiar los códigos de ayuda que son asignados a un mapa de ayuda sin perder cualquier datos.
Punta Avanzada#1
El mapa de ayuda le permite escoger un subconjunto de los códigos de ayuda del sistema asi que estos códigos pueden ser asignados a uno o más máquinas. Es buena práctica tener todas
Copyright © 1983-2007 Mattec Corporation
2-45 810-0014 Rev – C
las máquinas en un departamento utilizan el mismo mapa de ayuda, aunque esto no sea requerido.
Punta Avanzada#2 El primer código de ayuda en un mapa de ayuda siempre es "Cancel Help". Esto es el código de ayuda que el maquinista escoge para cancelar una llamada activa para ayuda.

Copyright © 1983-2007 Mattec Corporation
2-46 810-0014 Rev – C
2.9 Códigos de Mantenimiento Preventivo del Máquina El Gerente del Sistema puede definir hasta 10.000 códigos de mantenimiento preventivo del máquina para rastrear y pronosticar el mantenimiento preventivo. El sistema predecirá cuando cada código de mantenimiento será debido con tal de que se realice el mantenimiento (es decir, entra por lo menos un registro de historia) para el código específico del mantenimiento para una máquina específica primero. El Mantenimiento Preventivo es una característica opciónal en el sistema ProHelp® EPM. Para configurar los códigos de mantenimiento preventivo, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Machine Maintenance. La pantalla de configuración de Machine Maintenance Codes será demostrada.
Configuración de Códigos de Mantenimiento de Máquinas

Copyright © 1983-2007 Mattec Corporation
2-47 810-0014 Rev – C
Se puede ver existiendo códigos de mantenimiento, redactar existiendo códigos de mantenimiento, crear nuevos códigos de mantenimiento, y borrar existiendo códigos de mantenimiento si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. Si se borra un código de mantenimiento, se perdera toda la historia de producción y la historia que ha sido colectada por eso código de mantenimiento.
Punta Avanzada#1
El Mantenimiento Preventivo es una característica opciónal. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.
Cuándo se crea códigos de mantenimiento de máquina, se puede instruir el sistema para predecir cuando el mantenimiento será debida basada en lo siguiente:
• Actividad de la Máquina • Tiempo de Calendario
• Ciclos de la Máquina
Se puede modificar el odómetro de la máquina en el programa de configuración de Máquina en la Configuración del Sistema. Esto afectará las predicciones del mantenimiento, así que se debe modificar el odómetro con cuidado. Visita la Sección 3 para información adicional.
Punta Avanzada#2
El sistema predecirá cuando cada código de mantenimiento será debido con tal de que se realice el mantenimiento (es decir, entra por lo menos un registro de historia) para el código específico del mantenimiento para una máquina específica primero. Así, aunque los códigos del mantenimiento de máquina sean configurados en el sistema, ellos sólo aplicarán a esas máquinas donde se ha entrado específicamente la historia.
Punta Avanzada#3
La mayoria de los MIUs sólo pueden demostrar 100 códigos de mantenimiento preventivo. Si más de 100 códigos son definidos para una máquina, sólo el primer 100 donde historia ha sido entrada será demostrado en la máquina.
Punta Avanzada#4 Se puede invalidar los escenarios predefinidos del tiempo/ciclo para uno o más máquinas por oprimir el tab de "Overrides."

Copyright © 1983-2007 Mattec Corporation
2-48 810-0014 Rev – C
2.10 Códigos de Mantenimiento Preventivo de Instrumento El Gerente del Sistema puede definir hasta 10.000 códigos de mantenimiento preventivo de instrumento para rastrear y pronosticar el mantenimiento preventivo. El sistema predecirá cuando cada código de mantenimiento será debido con tal de que se realice el mantenimiento (es decir, entra por lo menos un registro de historia) para el código específico del mantenimiento para un instrument específico primero. El Mantenimiento Preventivo es una característica opciónal en el sistema ProHelp® EPM. Para configurar los códigos de mantenimiento de instrumento, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Tool Maintenance. La pantalla de configuración de Tool Maintenance Codes será demostrada.
Configuración de Códigos de Mantenimiento de Instrumentos
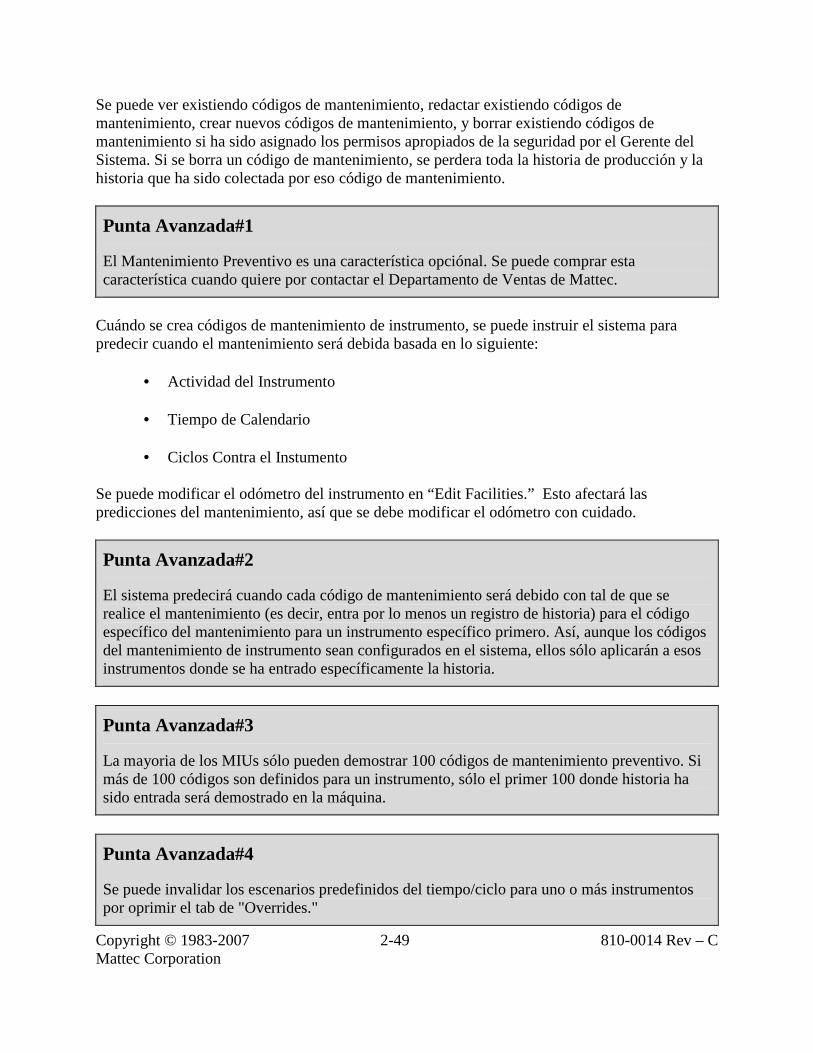
Copyright © 1983-2007 Mattec Corporation
2-49 810-0014 Rev – C
Se puede ver existiendo códigos de mantenimiento, redactar existiendo códigos de mantenimiento, crear nuevos códigos de mantenimiento, y borrar existiendo códigos de mantenimiento si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. Si se borra un código de mantenimiento, se perdera toda la historia de producción y la historia que ha sido colectada por eso código de mantenimiento.
Punta Avanzada#1
El Mantenimiento Preventivo es una característica opciónal. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.
Cuándo se crea códigos de mantenimiento de instrumento, se puede instruir el sistema para predecir cuando el mantenimiento será debida basada en lo siguiente:
• Actividad del Instrumento • Tiempo de Calendario
• Ciclos Contra el Instumento
Se puede modificar el odómetro del instrumento en “Edit Facilities.” Esto afectará las predicciones del mantenimiento, así que se debe modificar el odómetro con cuidado.
Punta Avanzada#2
El sistema predecirá cuando cada código de mantenimiento será debido con tal de que se realice el mantenimiento (es decir, entra por lo menos un registro de historia) para el código específico del mantenimiento para un instrumento específico primero. Así, aunque los códigos del mantenimiento de instrumento sean configurados en el sistema, ellos sólo aplicarán a esos instrumentos donde se ha entrado específicamente la historia.
Punta Avanzada#3
La mayoria de los MIUs sólo pueden demostrar 100 códigos de mantenimiento preventivo. Si más de 100 códigos son definidos para un instrumento, sólo el primer 100 donde historia ha sido entrada será demostrado en la máquina.
Punta Avanzada#4
Se puede invalidar los escenarios predefinidos del tiempo/ciclo para uno o más instrumentos por oprimir el tab de "Overrides."
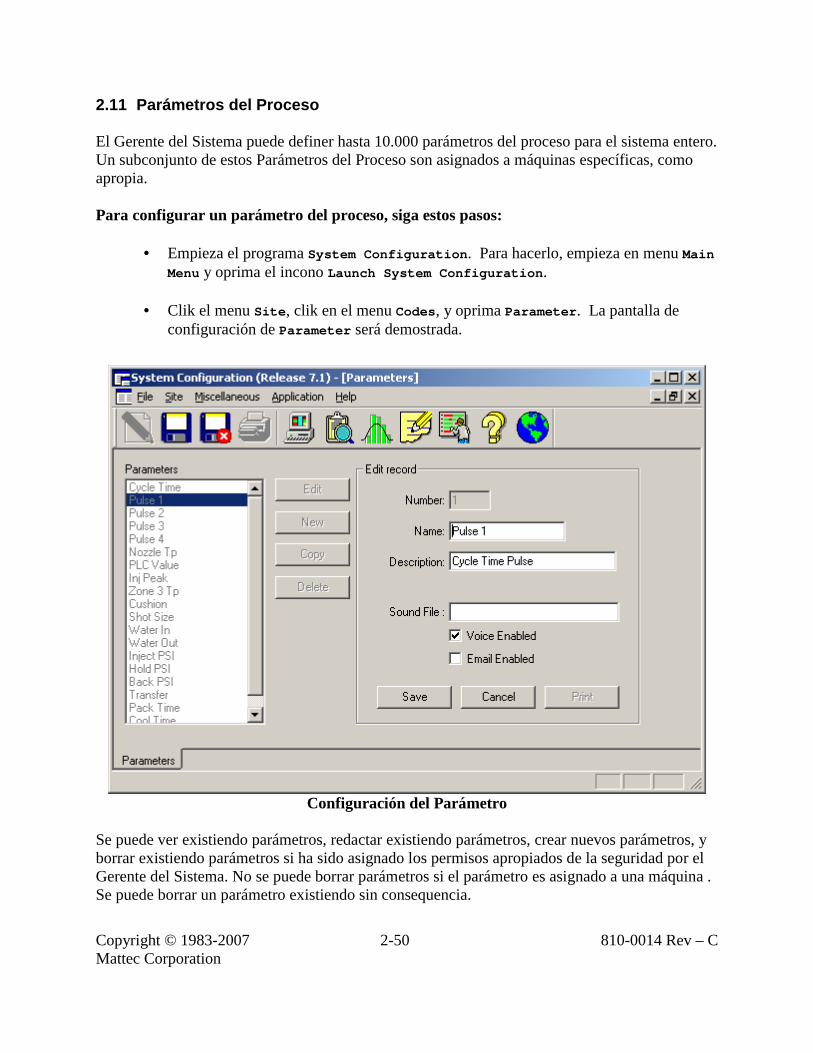
Copyright © 1983-2007 Mattec Corporation
2-50 810-0014 Rev – C
2.11 Parámetros del Proceso El Gerente del Sistema puede definer hasta 10.000 parámetros del proceso para el sistema entero. Un subconjunto de estos Parámetros del Proceso son asignados a máquinas específicas, como apropia. Para configurar un parámetro del proceso, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site, clik en el menu Codes, y oprima Parameter. La pantalla de configuración de Parameter será demostrada.
Configuración del Parámetro
Se puede ver existiendo parámetros, redactar existiendo parámetros, crear nuevos parámetros, y borrar existiendo parámetros si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar parámetros si el parámetro es asignado a una máquina . Se puede borrar un parámetro existiendo sin consequencia.
Copyright © 1983-2007 Mattec Corporation
2-51 810-0014 Rev – C
Los campos siguientes están disponibles en la pantalla de configuración de Parámetros del Proceso:
Campo Descripción Name Nombre; Una identificación único para esto parámetro del proceso. Description Descripción; Una descripción para el parámetro del proceso. Sound File Archivo de Voz; No usa esto campo, incluso si "Voice Enabled"
sea verificado. Voice Enabled Este valor permite que la alarma de voz sona para esto parámetro
del proceso específico. Incapacite este valor para incapacitar la alarma de voz para esto parámetro del proceso específico. También tiene que configurar la opción de la Alarma de Voz.
Email Enabled Este valor permite que la alarma de correo electronic funciona para esto parámetro del proceso específico. Incapacite este valor para incapacitar la alarma de voz para esto parámetro del proceso específico. También tiene que configurar la opción de la Alarma de Correo Electrónico.
Copyright © 1983-2007 Mattec Corporation
2-52 810-0014 Rev – C
Punta Avanzada#1
Cuando se usa la opción de Alarma de Voz o la Alarma de Correo Electrónico para alarmas fuera-de-específicación, es buena idea permitir todos los parámetros del proceso y no permitir algunos parámetros del proceso al incapacitar otros parámetros del proceso. Es buena idea no usar el “Sound File.”
Si algunos parámetros del proceso son permitidos para Alarmas de Voz o Alarmas de Correo Electrónico, mientras otros parámetros del proceso son incapacitados para Alarmas de Voz o Alarmas de Correo Electrónico, el siguiente ocurrirá:
• Si la máquina es fuera-de-específicación para un parámetro del proceso que es permitido para alarmar, entonces una Alarma de Voz o Alarma de Correo Electrónico será mandada. Si la máquina se queda afuera de la específicación pero para una razón diferente, inclusive una razón que es incapacitada para alarmar, la Alarma de Voz o la Alarma de Correo Electrónico continuará ser llamada para la razón original.
• Si la máquina es fuera-de-específicación para un parámetro del proceso que es incapacitado para la alarma, entonces una Alarma de Voz o Alarma de Correo Electrónico no será mandada. Si la máquina se queda afuera de la específicación pero para una razón diferente, inclusive una razón que es permitida para alarmar, la Alarma de Voz o la Alarma de Correo Electrónico no será mandada.
• Si la máquina es fuera-de-específicación para múltiples parámetros del proceso, si cualquiera de ésos parámetros del proceso son permitidos para la alarma, una Alarma de Voz o Alarma de Correo Electrónico "genérica" será mandada. Si la máquina se queda afuera de la específicación para cualquier razón, una Alarma de Voz o Alarma de Correo Electrónico "genérica" continuará ser mandada
Visita la Sección 5.1 para información adicional acerca de la opción de la Alarma de Voz y la opción de la Alarma de Correo Electrónico.
Copyright © 1983-2007 Mattec Corporation
2-53 810-0014 Rev – C
2.12 Configuración de PCMIU (Director de Cell) El PCMIU, o el Director de Cell, es un programa de software-sólo que da un interfaz de usuario para el maquinista. Esto interfaz es semejante al interfaz TSMIU. El software de PCMIU usa Microsoft Windows, usa conexiones de Ethernet o radiofónicas, y puede ser utilizado con una computadora personal toque-pantalla o con una computadora personal normal. Para crear la configuración para un PCMIU, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Miscellaneous y oprima PCMIU Cell Configuration. El programa de PCMIU Cell Configuration será demostrada.
Configuración de Cell de PCMIU
Se puede ver existiendo configuraciones de PCMIU, redactar existiendo configuraciones de PCMIU, crear nuevos configuraciones de PCMIU, y borrar existiendo configuraciones de PCMIU si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. Se puede borrar un PCMIU existiendo sin consequencia.
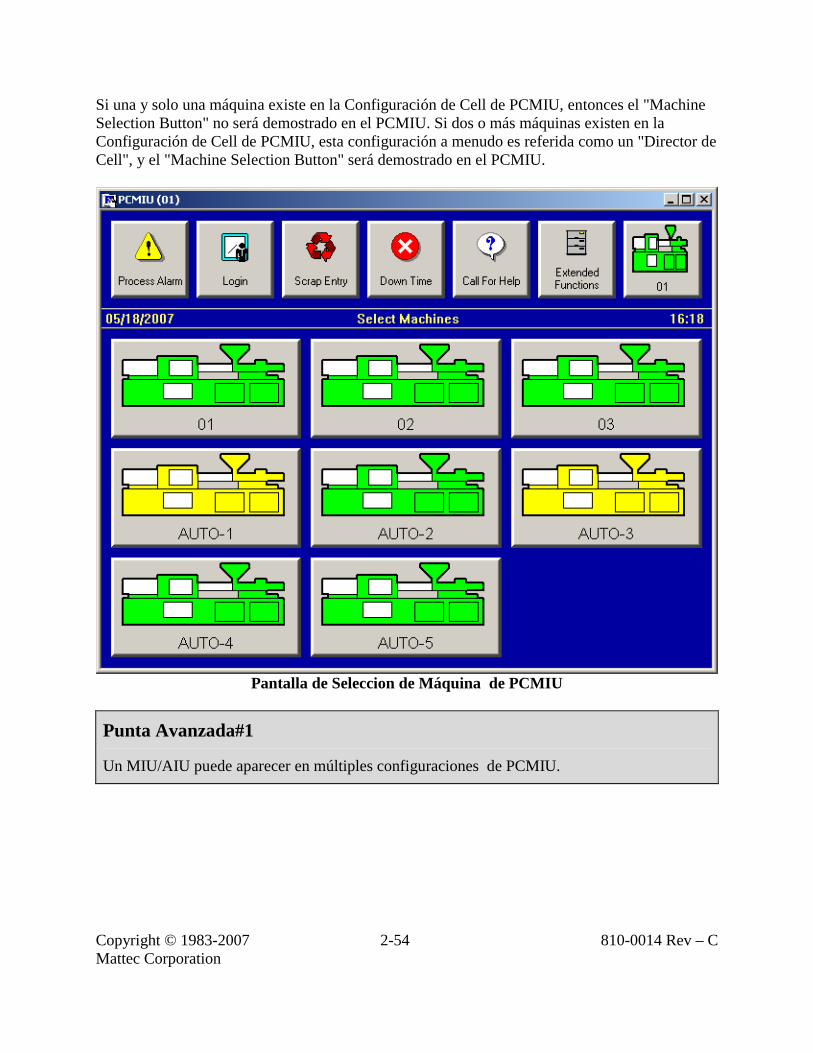
Copyright © 1983-2007 Mattec Corporation
2-54 810-0014 Rev – C
Si una y solo una máquina existe en la Configuración de Cell de PCMIU, entonces el "Machine Selection Button" no será demostrado en el PCMIU. Si dos o más máquinas existen en la Configuración de Cell de PCMIU, esta configuración a menudo es referida como un "Director de Cell", y el "Machine Selection Button" será demostrado en el PCMIU.
Pantalla de Seleccion de Máquina de PCMIU
Punta Avanzada#1
Un MIU/AIU puede aparecer en múltiples configuraciones de PCMIU.

Copyright © 1983-2007 Mattec Corporation
2-55 810-0014 Rev – C
Punta Avanzada#2
Algunas características del PCMIU sólo trabajarán si el MIU/AIU que es demostrado sostiene la característica relacionada. Por ejemplo, sólo se puede escoger una razón de tiempo de inactividad en el PCMIU si el MIU/AIU relacionado sostiene la característica " remote downtime selection".
Punta Avanzada#3
Un PCMIU siempre le permitirá escoger hasta 200 razones de rechazo (Mapa Avanzado de Rechazo) y 19 razones de llamada de ayuda (más Cancel Help), incluso si el MIU/AIU relacionado que es demostrado sólo sostiene 10 razones de rechazo y 8 razones de llamada de ayuda.
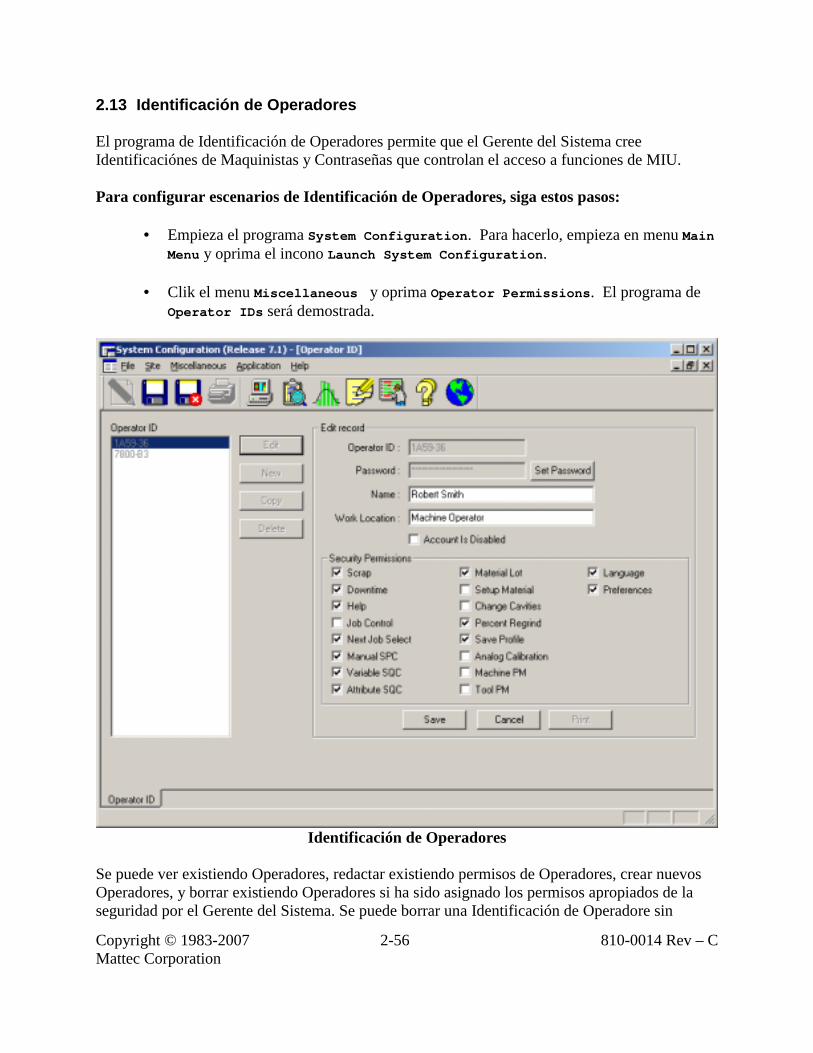
Copyright © 1983-2007 Mattec Corporation
2-56 810-0014 Rev – C
2.13 Identificación de Operadores El programa de Identificación de Operadores permite que el Gerente del Sistema cree Identificaciónes de Maquinistas y Contraseñas que controlan el acceso a funciones de MIU. Para configurar escenarios de Identificación de Operadores, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Operator Permissions. El programa de Operator IDs será demostrada.
Identificación de Operadores Se puede ver existiendo Operadores, redactar existiendo permisos de Operadores, crear nuevos Operadores, y borrar existiendo Operadores si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. Se puede borrar una Identificación de Operadore sin
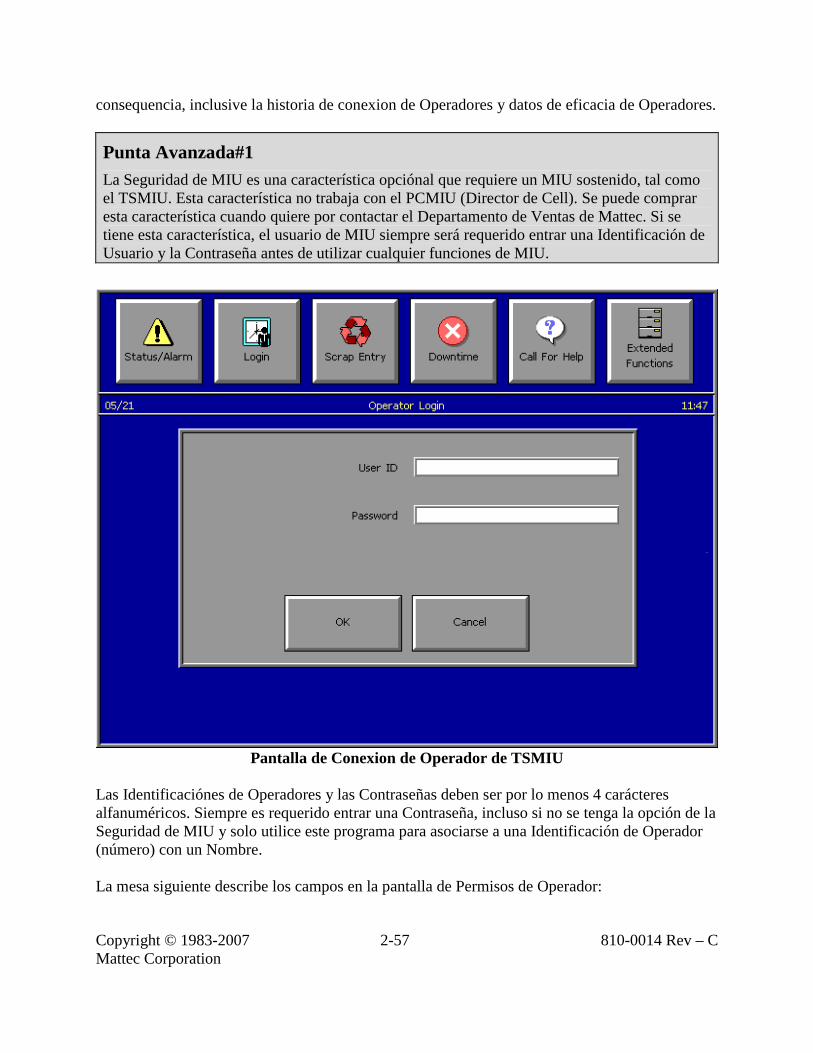
Copyright © 1983-2007 Mattec Corporation
2-57 810-0014 Rev – C
consequencia, inclusive la historia de conexion de Operadores y datos de eficacia de Operadores.
Punta Avanzada#1 La Seguridad de MIU es una característica opciónal que requiere un MIU sostenido, tal como el TSMIU. Esta característica no trabaja con el PCMIU (Director de Cell). Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec. Si se tiene esta característica, el usuario de MIU siempre será requerido entrar una Identificación de Usuario y la Contraseña antes de utilizar cualquier funciones de MIU.
Pantalla de Conexion de Operador de TSMIU
Las Identificaciónes de Operadores y las Contraseñas deben ser por lo menos 4 carácteres alfanuméricos. Siempre es requerido entrar una Contraseña, incluso si no se tenga la opción de la Seguridad de MIU y solo utilice este programa para asociarse a una Identificación de Operador (número) con un Nombre. La mesa siguiente describe los campos en la pantalla de Permisos de Operador:

Copyright © 1983-2007 Mattec Corporation
2-58 810-0014 Rev – C
Campo Descripción Name Nombre; Un nombre descriptivo para el maquinista. Work Location Lugar de trabajo; El lugar del trabajo, el departamento, u otra
descripción para el maquinista. Account Is Disabled Este campo le permite incapacitar temporalmente a una
Identificación de Operador sin borrar el registro. Esto puede ser necesario, por ejemplo, cuando un usuario autorizado toma una ausencia temporaria de su compañía.
Security Permissions Estos campos controlan el acceso a las funciones relacionadas de MIU. Por ejemplo, un usuario con el permiso de "Rechazo" es permitido entrar las partes de rechazo en un MIU, mientras que un usuario que no tiene el permiso de "Rechazo" puede ver la Pantalla de Rechazo de MIU pero puede entrar las partes del rechazo.
Punta Avanzada#2
Los permisos del operario en un MIU son revocados automáticamente después de una cierta cantidad de tiempo de inactividad en el MIU. La cantidad de tiempo es configurada en el campo de “Security Timeout” en la pantalla de Configuración del Sistema. Visita la Sección 2.5 para información adicional.
Punta Avanzada#3 Se puede utilizar opciónalmente la pantalla de Permisos de Operadores para crear Identificaciónes de Operadores incluso si no haya comprado la opción de la Seguridad de MIU. Estes datos entonces pueden ser vistos en el "Operator Login Report" y el "Operator Efficiency Report" en System Reports y la Pantalla de Tiempo Real de Eficiencia de Operario. Será requerido entrar una contraseña para cada usuario que es creado, aunque no haya comprado la opción de la Seguridad de MIU.

Copyright © 1983-2007 Mattec Corporation
2-59 810-0014 Rev – C
2.14 Características Materiales El programa de Características Materiales permite el Gerente del Sistema definir características que aplicarán a todas Identificaciónes Materiales. Para configurar Características Materiales, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Material Characteristics. El programa de Material Characteristics será demostrada.
Características Materiales
Se puede ver existiendo Características Materiales, redactar existiendo Características Materiales, crear nuevos Características Materiales, y borrar existiendo Características Materiales si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. Si se borra una existiendo Característica Material, los datos relacionados que han sido entrados en una Identificación Material será borrado también.
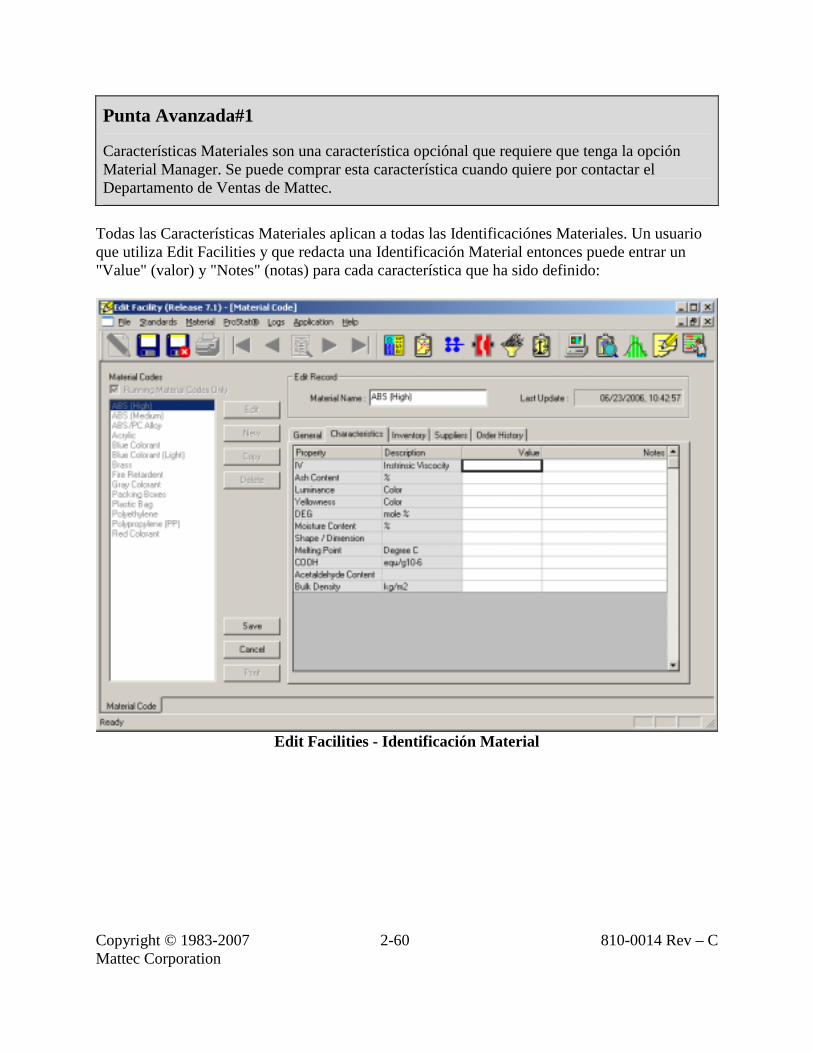
Copyright © 1983-2007 Mattec Corporation
2-60 810-0014 Rev – C
Punta Avanzada#1
Características Materiales son una característica opciónal que requiere que tenga la opción Material Manager. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.
Todas las Características Materiales aplican a todas las Identificaciónes Materiales. Un usuario que utiliza Edit Facilities y que redacta una Identificación Material entonces puede entrar un "Value" (valor) y "Notes" (notas) para cada característica que ha sido definido:
Edit Facilities - Identificación Material
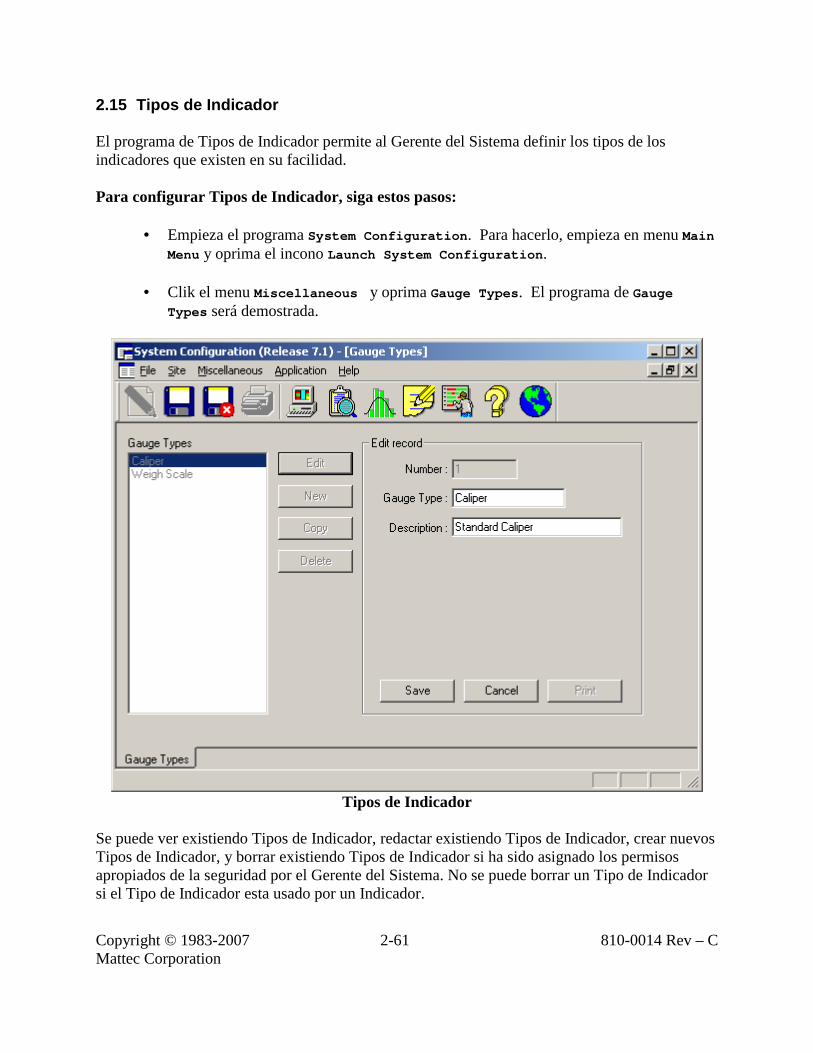
Copyright © 1983-2007 Mattec Corporation
2-61 810-0014 Rev – C
2.15 Tipos de Indicador El programa de Tipos de Indicador permite al Gerente del Sistema definir los tipos de los indicadores que existen en su facilidad. Para configurar Tipos de Indicador, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Gauge Types. El programa de Gauge Types será demostrada.
Tipos de Indicador
Se puede ver existiendo Tipos de Indicador, redactar existiendo Tipos de Indicador, crear nuevos Tipos de Indicador, y borrar existiendo Tipos de Indicador si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar un Tipo de Indicador si el Tipo de Indicador esta usado por un Indicador.

Copyright © 1983-2007 Mattec Corporation
2-62 810-0014 Rev – C
Punta Avanzada#1
Los Tipos de Indicador son una característica opciónal que requiere que tenga la opción de Guage Manager. Se puede comprar esta característica cuando quiere por contactar El Departamento de Ventas de Mattec.
Un usuario que utiliza Edit Facilities y que redacta un Indicador puede escoger el Tipo de Indicador de la lista de los tipos que han sido definidos:
Edit Facilities – Configuración de Indicador
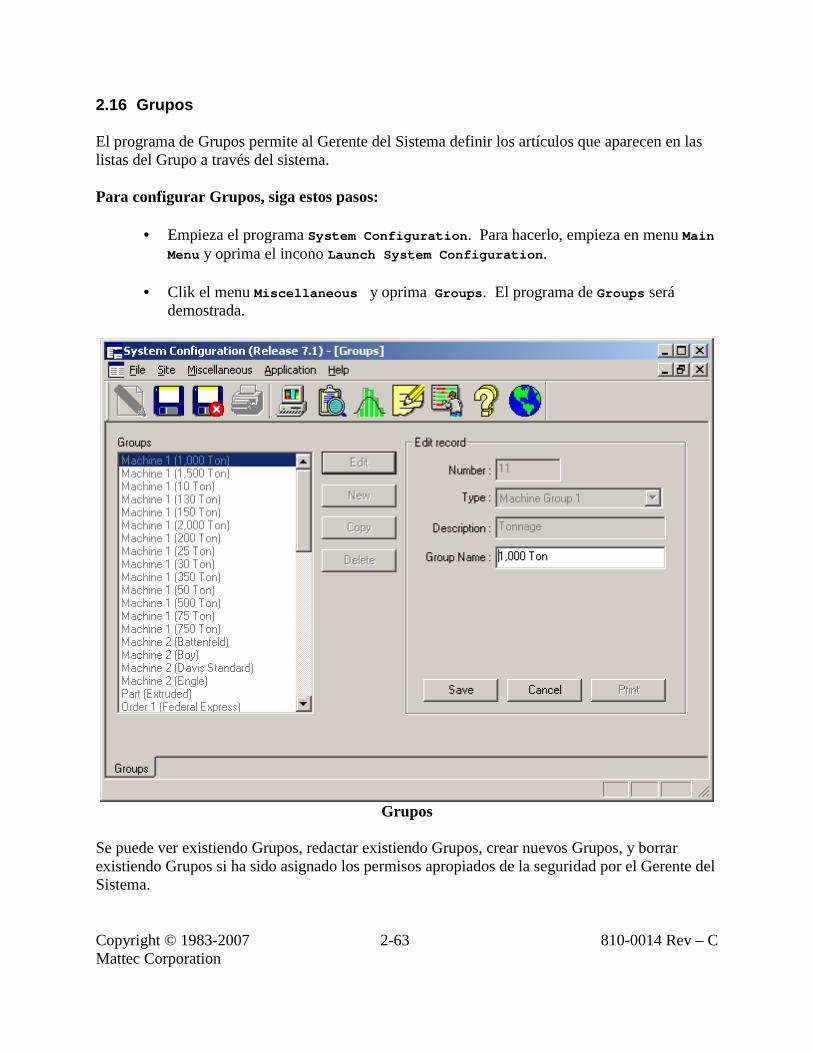
Copyright © 1983-2007 Mattec Corporation
2-63 810-0014 Rev – C
2.16 Grupos El programa de Grupos permite al Gerente del Sistema definir los artículos que aparecen en las listas del Grupo a través del sistema. Para configurar Grupos, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Groups. El programa de Groups será demostrada.
Grupos
Se puede ver existiendo Grupos, redactar existiendo Grupos, crear nuevos Grupos, y borrar existiendo Grupos si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema.
Copyright © 1983-2007 Mattec Corporation
2-64 810-0014 Rev – C
Hay varias Categorías del Grupo que son demostrados a través del sistema ProHelp® EPM, incluyendo:
• Un grupo de Indentificaciones de Partes. • Un grupo de Identificaciónes de Instrumentos. • Un grupo de Identificaciónes Materiales. • Cuatro grupos de Máquinas. • Cuatro grupos de Orden Material. • Un grupo de Identificación de Suministrador Material.
Cuándo se crea un nuevo Grupo, se debe especificar la Categoría del Grupo que lo pertenece a en la lista del "Tipo".
Punta Avanzada#1
Los cuatro grupos de la Máquina pueden ser utilizados como filtros en la Pantalla de Tiempo Real.
Punta Avanzada#2
Se puede utilizar los grupos para agrupar los datos en un informe costumbre. Por ejemplo, Se puede crear un Informe de la Producción Diario costumbre que agrupa los datos juntos basado en el grupo de la Identificación de Parte.
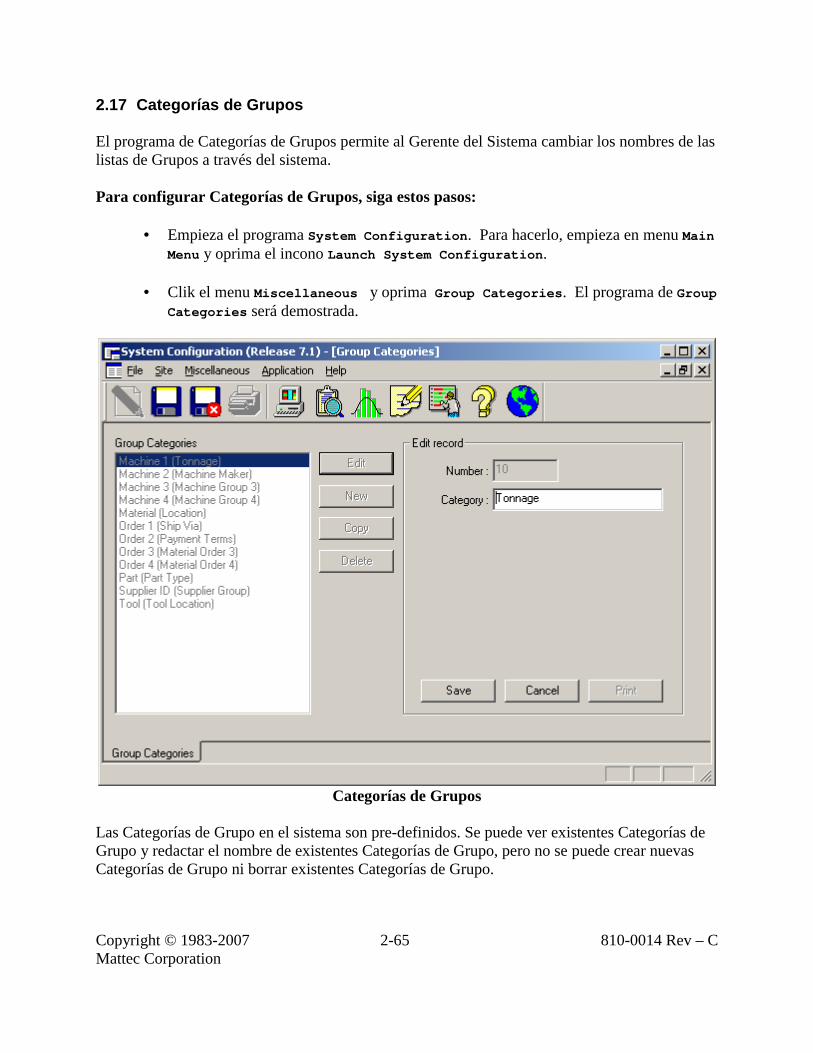
Copyright © 1983-2007 Mattec Corporation
2-65 810-0014 Rev – C
2.17 Categorías de Grupos El programa de Categorías de Grupos permite al Gerente del Sistema cambiar los nombres de las listas de Grupos a través del sistema. Para configurar Categorías de Grupos, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Group Categories. El programa de Group Categories será demostrada.
Categorías de Grupos
Las Categorías de Grupo en el sistema son pre-definidos. Se puede ver existentes Categorías de Grupo y redactar el nombre de existentes Categorías de Grupo, pero no se puede crear nuevas Categorías de Grupo ni borrar existentes Categorías de Grupo.
Copyright © 1983-2007 Mattec Corporation
3-66 810-0014 Rev – C
3. Configuración del Máquina La Unidad de Interfaz de Máquina (MIU) es un dispositivo muy resistente de la recogida de datos que ha sido diseñado y ha sido fábricado por Mattec. Es utilizado para reunir información de producción y proceso de la máquina industrial y transmite los datos en tiempo real a la computadora de server. Hay una gran variedad de MIUs. La mayoría tienen un interfaz gráfico que permite al maquinista para ver los datos acerca del trabajo y entrar información pertinente (por ejemplo, las partes de rechazo). Muchos MIUs tienen entradas analógicas y digitales. Muchos MIUs tienen una opciónal "PLC interface" (interfaz de PLC) que puede ser utilizado para extraer datos directamente de directores de máquina sostenidos. Las máquinas (MIUs) son agrupados en departamentos. MIUs son alambrados a la computadora de server en canales. Cada máquina puede tener su propio horario del turno, mapa de rechazo (las razones de rechazo), mapa de inactividad (razones de inactividad), mapa de ayuda (las razones de la llamada de ayuda), mapa de voz y correo electrónico, mapa de CMS Event Based, server de impresión de Código de Barras e impresora de Código de Barras, razones de mantenimiento preventive de máquina, y parámetros del proceso. Sin embargo, para la conformidad y la comodidad del uso, es común para todas las máquinas en un departamento para ser configurado en una manera semejante. El programa de la configuración de la Máquina es extraordinario porque debe corresponder al hardware y el alambrado físico en su sistema. Es utilizado para realizar lo siguiente:
• Identifica el hardware físico del MIU que será utilizado para reunir los datos de la máquina industrial, inclusive entradas analógicas, entradas digitales, entradas de PLC, y los métodos de la reducción. Esta configuración debe corresponder al hardware verdadero del MIU que será utilizado.
• Identifica el tipo de datos de la producción que será controlado (por ejemplo, tiempo
de ciclo, los ciclos por hora, los ciclos por minuto, o los metros por minuto).
• Identifica configuración para el MIU, inclusive el horario del turno, mapa de rechazo (las razones de rechazo), mapa de inactividad (razones de inactividad), mapa de ayuda (las razones de la llamada de ayuda), mapa de voz y correo electrónico, mapa de CMS Event Based, server de impresión de Código de Barras e impresora de Código de Barras, y parámetros del proceso.
Cuidado:
Es buena idea contactar el Departamento de Atención al Cliente de Mattec para ayuda cuando se necesita modificar una configuración existente de Máquina o se necesita agregar una nueva
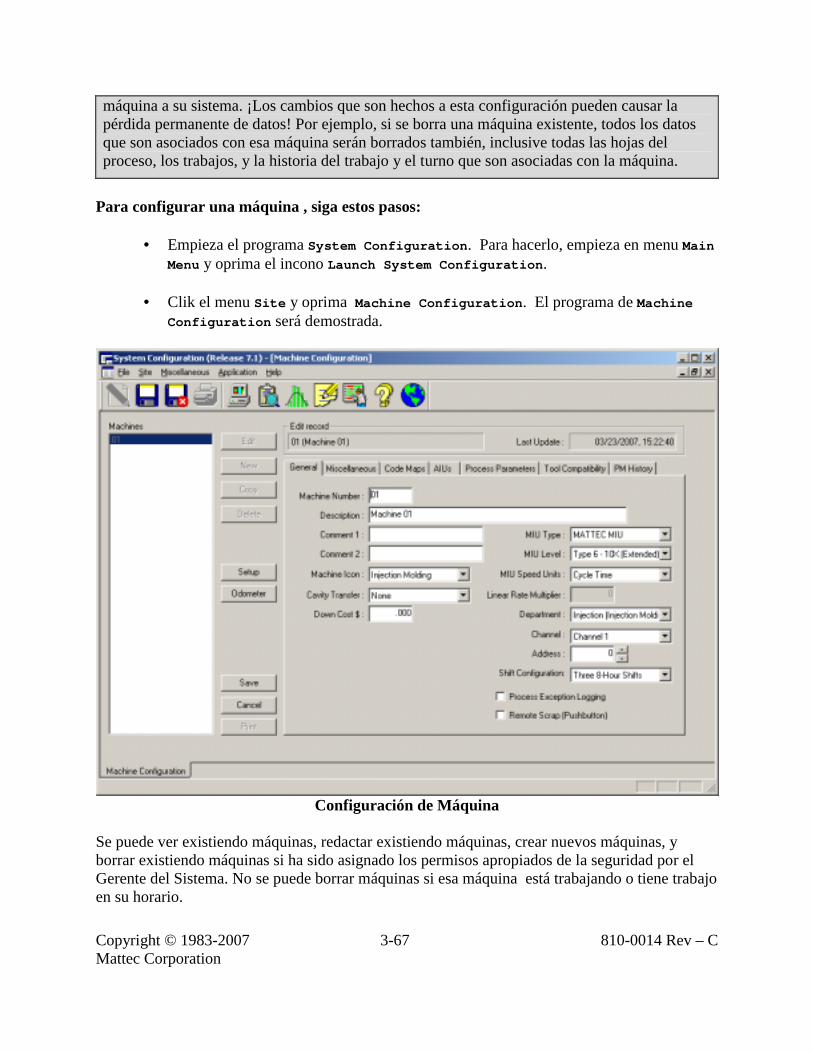
Copyright © 1983-2007 Mattec Corporation
3-67 810-0014 Rev – C
máquina a su sistema. ¡Los cambios que son hechos a esta configuración pueden causar la pérdida permanente de datos! Por ejemplo, si se borra una máquina existente, todos los datos que son asociados con esa máquina serán borrados también, inclusive todas las hojas del proceso, los trabajos, y la historia del trabajo y el turno que son asociadas con la máquina.
Para configurar una máquina , siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza en menu Main Menu y oprima el incono Launch System Configuration.
• Clik el menu Site y oprima Machine Configuration. El programa de Machine Configuration será demostrada.
Configuración de Máquina
Se puede ver existiendo máquinas, redactar existiendo máquinas, crear nuevos máquinas, y borrar existiendo máquinas si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar máquinas si esa máquina está trabajando o tiene trabajo en su horario.
Copyright © 1983-2007 Mattec Corporation
3-68 810-0014 Rev – C
Si se borra una máquina, se perderá todos los datos que son asociados con esa máquina, inclusive todo la historia del trabajo y de la producción del turno para cualquier trabajo en esa máquina. En vez de borrar una máquina, se puede poner el "MIU Level" a "None (Disabled).” La máquina persistirá y estará disponible para propósitos de informar, pero no aparecerá en la Pantalla de Tiempo Real, no aparecerá en el Horario del Trabajo, y no contará como una máquina para propósitos de licenciar. Si se hace cambios significativos a una máquina existente, se puede causar que el sistema pierda permanentemente los datos.
Punta Avanzada#1
Los cambios al programa de la configuración de la Máquina deben ser hechos con cuidado.
Punta Avanzada#2
Se debe reempezar el "Mattec MIU Service" después de hacer cambios a la configuración de la Máquina. También es buena idea reiniciar el MIU afectado.
Hay varias tabs en la pantalla de configuración de Máquina que son utilizados para configurar áreas diferentes del MIU, incluyendo:
Campo Descripción General General; Esta tab es utilizada para configurar información general
para el MIU, inclusive el número del máquina (el nombre), el departamento donde la máquina esta asignada, información de cablegrafiar físico (el canal y la dirección), y el tipo de MIU (Tipo de MIU y el Nivel de MIU).
Miscellaneous Miscelanio; Esta tab es utilizada para configurar información variada, inclusive los cuatro grupos de máquina, información de impresión de Código de Barras, y el URL para la hoja de arreglo en el web.
Code Maps Mapas de Códigos; Esta tab es utilizada para escoger un existente mapa de inactividad, mapa de rechazo, mapa de ayuda, mapa de voz y correo electrónico, y mapa de CMS Event Based que aplicará a este MIU.

Copyright © 1983-2007 Mattec Corporation
3-69 810-0014 Rev – C
Campo Descripción AIUs Esta tab es utilizada para configurar el hardware de AIU que
comprende el MIU físico. Cuándo se refirió en este contexto, un AIU es una colección de las entradas analógicas y digitales que forman parte del MIU. MIUs modernos, inclusive el TSMIU, tienen dos (2) AIUs incorporados. MIUs más viejos, inclusive la "caja negra" MIU, tiene uno (1) AIU incorporado. Si el MIU tiene un PLC intefaz opciónal, el PLC interfaz es específicado aquí. Si se utiliza TSMIUs, se debe escoger también el PLC interfaz en la Pantalla del Servicio de MIU.
Parameters Parámetros; Esta tab es utilizada para configurar las entradas físicas, analógicas y digitales que son asociadas con el MIU y configuran los parámetros del proceso. Esto es los datos verdaderos que serán reunidos de la máquina (las entradas analógicas, las entradas digitales, y/o las entradas de PLC) y eso será almacenado para trabajos. Un parámetro del proceso es escogido de la lista de parámetros del proceso configurados (visita la Sección 2.11). Cada parámetro del proceso es asociado con una entrada. Sin embargo, múltiples parámetros del proceso pueden ser asociados con la misma entrada. Esta tab le permite definir el método de la reducción que será utilizado para convertir la entrada física en información útil. Si se especificó que el MIU tiene un interfaz de PLC opciónal (en la tab de AIU), entonces las entradas en esta tab pueden ser configuradas opciónalmente como "PLC Source". Cuándo esto es hecho, información adicional es requerida para configurar la entrada de PLC, y esa configuración es entrada en esta pantalla. Las entradas son agregadas automáticamente o son borradas como se agrega o borra AIUs.
Tool Compatibility
Compatibilidad de Instrumentos; La tab de compatibilidad le permite especificar información de Compatibilidad de Instrumento/Máquina que puede ser utilizada para comparar manualmente con la Identificación del Instrumento. Esta tab no afecta la recogida de datos de MIU.
PM History Historia PM; Esta tab muestra la historia de mantenimiento preventivo que ha sido realizada para la máquina.
Copyright © 1983-2007 Mattec Corporation
3-70 810-0014 Rev – C
Punta Avanzada#3
Si se borra una máquina existente, todos los datos que son asociados con esa máquina serán borrados también. Por ejemplo, todas las hojas del proceso, los trabajos, y la historia del trabajo y el turno que son asociadas con la máquina serán borradas.
Punta Avanzada#4
Si se borra un AIU de una máquina existente, todos los parámetros que son asociados con eso AIU serán borrados también. Toda la información histórica que es asociada con esos parámetros será borrada también, inclusive la historia Automática de SPC.
Punta Avanzada#5
Si se borra un parámetro de una máquina existente, toda la información histórica que es asociada con ese parámetro será borrada también, inclusive la historia Automática de SPC.
Si ha comprado la opción de ProStat® SPC/SQC, muestreo Automática de SPC y Grabación de Parámetro puede ser permitida o puede ser incapacitada en una Hoja del Proceso. Apuntar de Excepción de Proceso puede ser permitido en la tab General.
Punta Avanzada#6
ProStat® SPC/SQC, la Transferencia de la Presión de la Cavidad, las Alarmas de Voz, las Alarmas de Correo Electrónico, interfazes de PLC, Stage Detection, Hojas de Arreglo de web, Impresión de Código de Barras cuando quiere, y el Mantenimiento Preventivo son características opciónales. Se puede comprar estas características cuando quiere por contactar el Departamento de Ventas de Mattec.
El Gerente del Sistema escoge grupos apropiados del filtro de máquina en la sección de "Grouping" de la tab "Miscellaneous" en el programa de configuración de Máquina. Estos grupos pueden ser utilizados como condiciones de filtro en la Pantalla de Tiempo Real. Visita las Secciones 2.16 and 2.17 para información adicional.
Punta Avanzada#7
A diferencia de sistemas más viejos de ProHelp®, ProHelp® EPM sostiene sólo uno (1) nodo controlando. Todos los MIUs en el sistema son alambrados en la misma computadora de server.

Copyright © 1983-2007 Mattec Corporation
3-71 810-0014 Rev – C
Punta Avanzada#8
MIUs son encadenados juntos en un canal. El canal es conectado a una caja del búfer que, en cambio, es conectado a la computadora de server. Los tipos diferentes de MIUs pueden ser alambrados juntos en el mismo canal con tal de que todos sean configurados para comunicar en la misma velocidad en baudios.
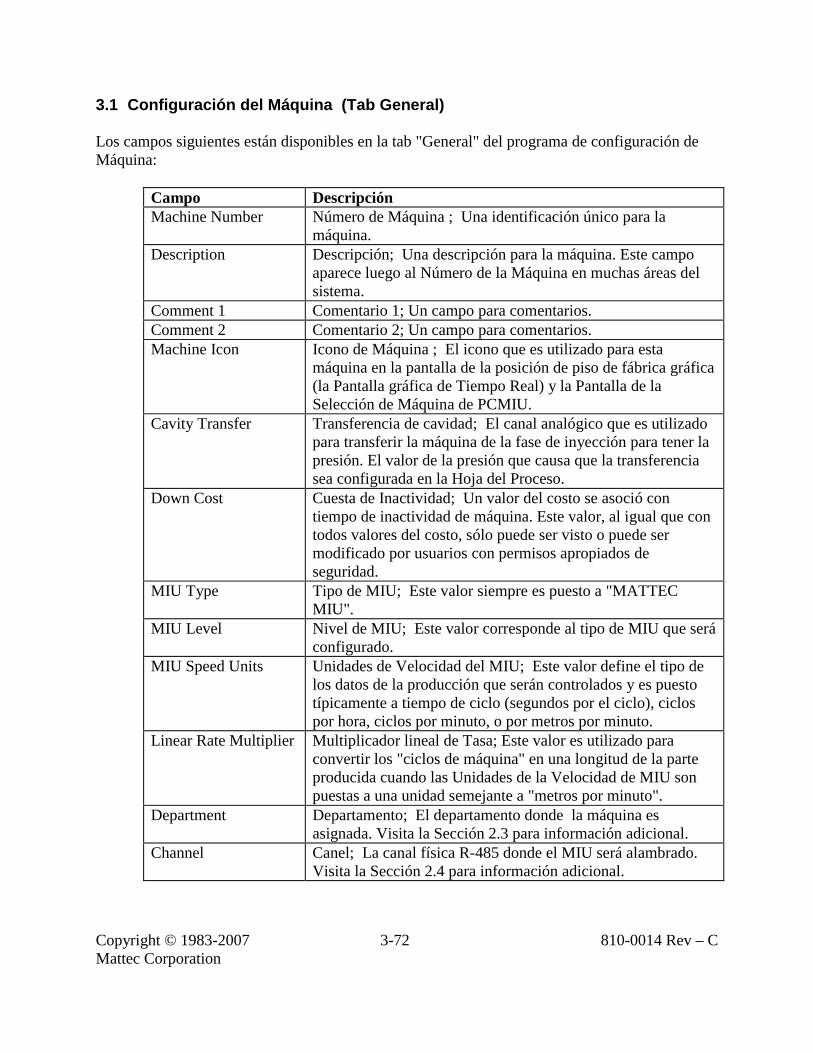
Copyright © 1983-2007 Mattec Corporation
3-72 810-0014 Rev – C
3.1 Configuración del Máquina (Tab General) Los campos siguientes están disponibles en la tab "General" del programa de configuración de Máquina:
Campo Descripción Machine Number Número de Máquina ; Una identificación único para la
máquina. Description Descripción; Una descripción para la máquina. Este campo
aparece luego al Número de la Máquina en muchas áreas del sistema.
Comment 1 Comentario 1; Un campo para comentarios. Comment 2 Comentario 2; Un campo para comentarios. Machine Icon Icono de Máquina ; El icono que es utilizado para esta
máquina en la pantalla de la posición de piso de fábrica gráfica (la Pantalla gráfica de Tiempo Real) y la Pantalla de la Selección de Máquina de PCMIU.
Cavity Transfer Transferencia de cavidad; El canal analógico que es utilizado para transferir la máquina de la fase de inyección para tener la presión. El valor de la presión que causa que la transferencia sea configurada en la Hoja del Proceso.
Down Cost Cuesta de Inactividad; Un valor del costo se asoció con tiempo de inactividad de máquina. Este valor, al igual que con todos valores del costo, sólo puede ser visto o puede ser modificado por usuarios con permisos apropiados de seguridad.
MIU Type Tipo de MIU; Este valor siempre es puesto a "MATTEC MIU".
MIU Level Nivel de MIU; Este valor corresponde al tipo de MIU que será configurado.
MIU Speed Units Unidades de Velocidad del MIU; Este valor define el tipo de los datos de la producción que serán controlados y es puesto típicamente a tiempo de ciclo (segundos por el ciclo), ciclos por hora, ciclos por minuto, o por metros por minuto.
Linear Rate Multiplier Multiplicador lineal de Tasa; Este valor es utilizado para convertir los "ciclos de máquina" en una longitud de la parte producida cuando las Unidades de la Velocidad de MIU son puestas a una unidad semejante a "metros por minuto".
Department Departamento; El departamento donde la máquina es asignada. Visita la Sección 2.3 para información adicional.
Channel Canel; La canal física R-485 donde el MIU será alambrado. Visita la Sección 2.4 para información adicional.
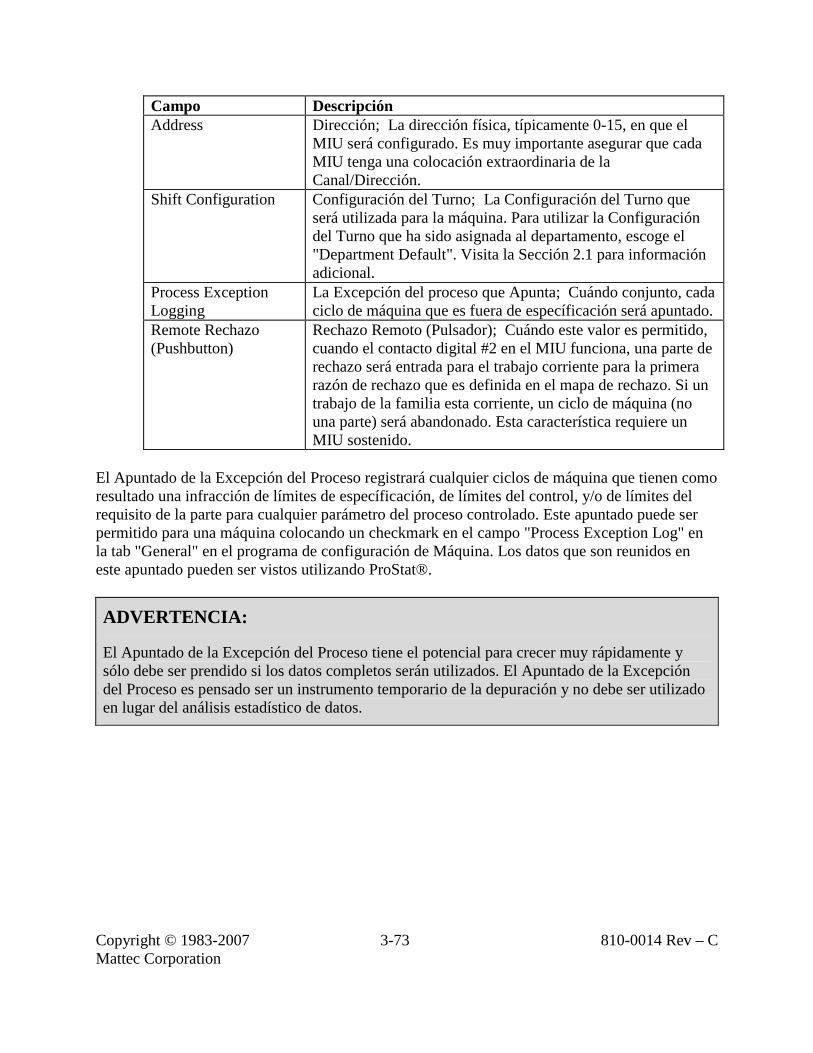
Copyright © 1983-2007 Mattec Corporation
3-73 810-0014 Rev – C
Campo Descripción Address Dirección; La dirección física, típicamente 0-15, en que el
MIU será configurado. Es muy importante asegurar que cada MIU tenga una colocación extraordinaria de la Canal/Dirección.
Shift Configuration Configuración del Turno; La Configuración del Turno que será utilizada para la máquina. Para utilizar la Configuración del Turno que ha sido asignada al departamento, escoge el "Department Default". Visita la Sección 2.1 para información adicional.
Process Exception Logging
La Excepción del proceso que Apunta; Cuándo conjunto, cada ciclo de máquina que es fuera de específicación será apuntado.
Remote Rechazo (Pushbutton)
Rechazo Remoto (Pulsador); Cuándo este valor es permitido, cuando el contacto digital #2 en el MIU funciona, una parte de rechazo será entrada para el trabajo corriente para la primera razón de rechazo que es definida en el mapa de rechazo. Si un trabajo de la familia esta corriente, un ciclo de máquina (no una parte) será abandonado. Esta característica requiere un MIU sostenido.
El Apuntado de la Excepción del Proceso registrará cualquier ciclos de máquina que tienen como resultado una infracción de límites de específicación, de límites del control, y/o de límites del requisito de la parte para cualquier parámetro del proceso controlado. Este apuntado puede ser permitido para una máquina colocando un checkmark en el campo "Process Exception Log" en la tab "General" en el programa de configuración de Máquina. Los datos que son reunidos en este apuntado pueden ser vistos utilizando ProStat®.
ADVERTENCIA:
El Apuntado de la Excepción del Proceso tiene el potencial para crecer muy rápidamente y sólo debe ser prendido si los datos completos serán utilizados. El Apuntado de la Excepción del Proceso es pensado ser un instrumento temporario de la depuración y no debe ser utilizado en lugar del análisis estadístico de datos.

Copyright © 1983-2007 Mattec Corporation
3-74 810-0014 Rev – C
Punta Avanzada#1
El Departamento de Atención al Cliente de Mattec lo puede ayudar a crear configuraciones de Unidades de Velocidad de Máquina por agregar los registros en la mesa de la base de datos de dbo.MachineSpeedUnits.
ProHelp® Millennium estuvo sólo enterado de tiempo de ciclo, los ciclos por hora, los ciclos por minuto, y por los metros por minuto. Como resultado, la mayoría de los tipos de MIU son también sólo enteradas de esas unidades.
Sin embargo, el PCMIU y todos programas de software permiten las unidades de la velocidad de máquina definidas por el usuario donde todos valores de tiempo ("segundos" en el tiempo del ciclo, "por hora" en ciclos por hora, "por minuto" en ciclos por minuto, y "por minuto" en metros por minuto) pueden ser variables. Por ejemplo, es posible crear una unidad costumbre de la velocidad de máquina que le permite ver/entrar valores de tiempo de ciclo en "minutos por el ciclo" en vez de "segundos por el ciclo".
Semejantemente, los programas permiten las unidades definidas por el usuario de la velocidad de máquina donde todas longitudes (es decir, los metros por minuto) pueden ser variables. Por ejemplo, es posible crear una unidad costumbre de la velocidad de máquina que le permite ver/entrar los valores lineales de la tasa en "pies por minuto" o "metros por hora".

Copyright © 1983-2007 Mattec Corporation
3-75 810-0014 Rev – C
3.2 Configuración del Máquina (Tab Miscelanio) Los campos siguientes son disponibles en el tab “Miscellaneous” del programa de configuración de la Máquina :
Campo Descripción Grouping 1-4 Agrupado; Una máquina puede ser asignada a cuatro grupos
diferentes. Estos grupos pueden ser utilizados como filtros en la Pantalla de Tiempo Real o en informes costumbres. Visita las Secciones 2.16 and 2.17 para información adicional.
Código de Barras Printer
Impresora de Código de Barras; La impresora de Código de Barras que será utilizada, por omisión, cuando un rotulo de Código de Barras es impresa para un trabajo que corre en esta máquina cuando se usa la opción de On-Demand Código de Barras Printing. Visita la Sección 5.2.2 para información adicional. Visita la Sección 5.2.5 para información en cómo invalidar esta colocación para una computadora específica.
Print Server Impresora de Server; La impresora de server que será utilizado, por omisión, cuando un rotulo de Código de Barras es impresa para un trabajo que corre en esta máquina cuando se usa la Opción de On-Demand Código de Barras Printing. Visita la Sección 5.2.1 para información adicional. Visita la Sección 5.2.5 para información en cómo invalidar esta colocación para una computadora específica.
Setup Document Documento de Inicializacion; Un URL para la hoja de arreglo de web para esta máquina que puede ser vista en el PCMIU o el Centro del Control de Documento.
Punta Avanzada#1
Las Hojas de Arreglo de Web y On-Demand Código de Barras Printing son características opciónales. Se puede comprar estas características cuando quiere por contactar el Departamento de Ventas de Mattec.

Copyright © 1983-2007 Mattec Corporation
3-76 810-0014 Rev – C
3.3 Configuración de Máquina (Tab de Mapas de Código) Los campos siguientes son disponibles en el tab “Code Maps” del programa de configuración de Máquina :
Campo Descripción Help Code Map Mapa de Código de Ayuda; El Mapa de Código de Ayuda
que define cuál códigos de ayuda están disponibles para esta máquina. Visita la Sección 2.8 para información adicional.
Rechazo Code Map Mapa de Código de Rechazo; El Mapa de Código de Rechazo que define cuál códigos del rechazo están disponibles para esta máquina. Visita la Sección 2.7 para información adicional.
Down Code Map Mapa de Código de Inactividad; El Mapa de Código de Inactividad que define cuál códigos de inactividad están disponibles para esta máquina. Visita la Sección 2.6 para información adicional.
Voice/Email Alarm Map Mapa de Alarma de Voz/Correo Electrónico; El Mapa de la Alarma de Voz/Correo Electrónico que define la conducta de la opción de la Alarma de Voz y Correo Electrónico para esta máquina. Visita la Sección 5.1.4 para información adicional.
Sound File Archivo de Voz; El nombre del archivo de voz (*.WAV) utilizar para alarmas de voz. Este archivo es localizado típicamente en la guía "Voice\Names\Mach". Visita la Sección 5.1 para información adicional.
CMS Event Based Map Mapa de CMS Event Based; El Mapa de CMS Event Based que define los acontecimientos que esta máquina mandará automáticamente a su sistema de CMS ERP. Visita la Sección 6.3 para información adicional.
Punta Avanzada#1
La Opción de la Alarma de Voz y la Opción de la Alarma de Correo Electrónico son características opciónales. Se puede comprar estas características cuando quiere por contactar el Departamento de Ventas de Mattec.

Copyright © 1983-2007 Mattec Corporation
3-77 810-0014 Rev – C
Punta Avanzada#2
MIUs modernos, inclusive el TSMIU, le permiten configurar 200 razones de rechazo y 191 razones de tiempo de inactividad para la máquina. MIUs más viejos sólo le permiten configurar 10 o 20 razones de rechazo y 10 o 20 razones de tiempo de inactividad para la máquina.
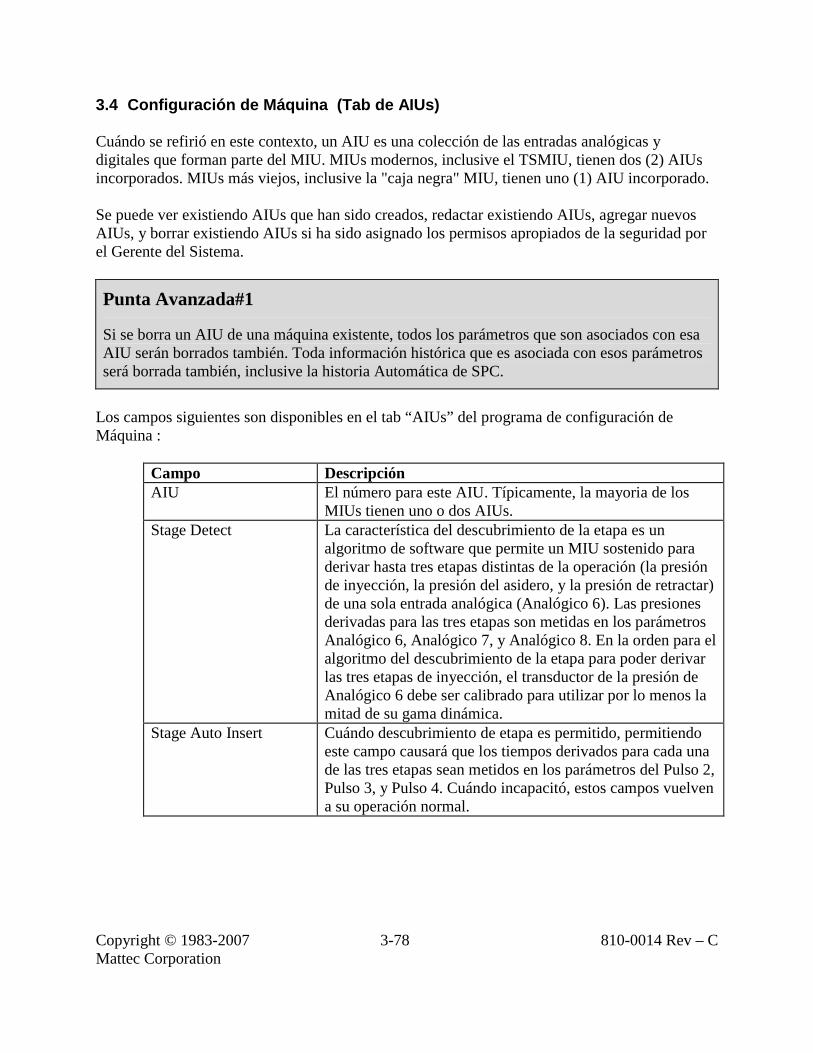
Copyright © 1983-2007 Mattec Corporation
3-78 810-0014 Rev – C
3.4 Configuración de Máquina (Tab de AIUs) Cuándo se refirió en este contexto, un AIU es una colección de las entradas analógicas y digitales que forman parte del MIU. MIUs modernos, inclusive el TSMIU, tienen dos (2) AIUs incorporados. MIUs más viejos, inclusive la "caja negra" MIU, tienen uno (1) AIU incorporado. Se puede ver existiendo AIUs que han sido creados, redactar existiendo AIUs, agregar nuevos AIUs, y borrar existiendo AIUs si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema.
Punta Avanzada#1
Si se borra un AIU de una máquina existente, todos los parámetros que son asociados con esa AIU serán borrados también. Toda información histórica que es asociada con esos parámetros será borrada también, inclusive la historia Automática de SPC.
Los campos siguientes son disponibles en el tab “AIUs” del programa de configuración de Máquina :
Campo Descripción AIU El número para este AIU. Típicamente, la mayoria de los
MIUs tienen uno o dos AIUs. Stage Detect La característica del descubrimiento de la etapa es un
algoritmo de software que permite un MIU sostenido para derivar hasta tres etapas distintas de la operación (la presión de inyección, la presión del asidero, y la presión de retractar) de una sola entrada analógica (Analógico 6). Las presiones derivadas para las tres etapas son metidas en los parámetros Analógico 6, Analógico 7, y Analógico 8. En la orden para el algoritmo del descubrimiento de la etapa para poder derivar las tres etapas de inyección, el transductor de la presión de Analógico 6 debe ser calibrado para utilizar por lo menos la mitad de su gama dinámica.
Stage Auto Insert Cuándo descubrimiento de etapa es permitido, permitiendo este campo causará que los tiempos derivados para cada una de las tres etapas sean metidos en los parámetros del Pulso 2, Pulso 3, y Pulso 4. Cuándo incapacitó, estos campos vuelven a su operación normal.

Copyright © 1983-2007 Mattec Corporation
3-79 810-0014 Rev – C
Campo Descripción Stage Tolerance Cuándo descubrimiento de etapa es permitido, este campo es
utilizado por el algoritmo del descubrimiento de la etapa para determinar cuando un cambio entre dos etapas ha ocurrido. El nivel de la tolerancia de la etapa debe ser más que cualquier ruido que puede ser presente en la señal analógica, pero debe ser menos que la diferencia verdadera entre cualquier dos etapas.
PLC El nombre del interfaz de PLC para reunir información de parámetro de proceso. Si se cambia este valor, se debe hacer un cambio correspondiente (o el cambio de EPROM) en el MIU. El fracaso para hacerlo puede causar que el MIU pare comunicar.
PLC Configure Algúnos PLCs requieren información adicional de configuración para el PLC general (además de información de configuración para cada parámetro individual de PLC). Si el PLC escogido requiere esta información adicional, será entrada aquí. Contacte el Departamento de Atención al Cliente de Mattec para información adicional.
Punta Avanzada#2
El Descubrimiento de la Etapa e Interfaces de PLC son características opciónales. Los dos requieren un MIU sostenido. Se puede comprar estas características cuando quiere por contactar el Departamento de Ventas de Mattec.

Copyright © 1983-2007 Mattec Corporation
3-80 810-0014 Rev – C
3.5 Configuración de Máquina (Tab de Parámetros del Proceso) El tab del Parámetro del Proceso del programa de configuración de Máquina es utilizada para configurar las entradas físicas, analógicas y digitales que son asociadas con el MIU y configurar los parámetros del proceso. Estos son los datos verdaderos que serán reunidos de la máquina (las entradas analógicas, las entradas digitales, y/o las entradas de PLC) y serán almacenados para trabajos. Un parámetro del proceso es escogido de la lista de parámetros de proceso configurados (visita la Sección 2.11). Cada parámetro del proceso es asociado con una entrada. Sin embargo, múltiples parámetros del proceso pueden ser asociados con la misma entrada. Este tab le permite definir el método de la reducción que será utilizado para convertir la entrada física en información útil.
Configuración de Máquina – Tab de Parámetros del Proceso
Si se especificó que el MIU tiene un interfaz de PLC opciónal (en el tab de AIU), entonces las entradas en este tab pueden ser configuradas opciónalmente como "PLC Source". Cuándo esto es hecho, información adicional es requerida para configurar la entrada de PLC, y esa configuración es entrada en esta pantalla.

Copyright © 1983-2007 Mattec Corporation
3-81 810-0014 Rev – C
Las entradas son agregadas automáticamente o son borradas a este tab cuando se agrega o borra AIUs en el tab de AIUs. Visita la Sección 3.4 para información adicional. Los campos siguientes están disponibles en el tab de "Parámetros de Proceso" del programa de configuración de Máquina:
Campo Descripción Input Una entrada es asociada con el hardware físico en el MIU. Las
entradas son agregadas automáticamente o son borradas de la máquina cuando AIUs son agregados o son borrados.
Parameter El nombre del parámetro del proceso para ser asociado con la entrada. Si un parámetro no es específicado, los datos no serán reunidos para esta entrada. Visita la Sección 2.11 para información adicional.
Current Value El último valor para este parámetro que fue mandado del MIU al servidor. Clik en el encabezamiento "Current Value" para causar que el programa re-lee estes datos.
Units Este campo es texto descriptivo para el parámetro y puede ser visto en una variedad de lugares en el sistema.
Type Este campo le permite modificar la entrada. Para las entradas digitales que pueden ser modificadas, el tipo puede ser "Digitales" (datos sin procesar son leídos del hardware de MIU) o "PLC Source" (los datos procesados son leídos del PLC de la máquina). Para entradas analógicas, el tipo puede ser uno de varios tipos de sensor (datos sin procesar son leídos del hardware de MIU por utilizar el específicado tipo de sensor) o "PLC Source" (los datos procesados son leídos del PLC de la máquina).
Reduction Method Este campo le permite tomar los datos analógicos crudos que son leídos de la entrada (inclusive las entradas que son cruz-emparejados) y conversar los datos en el valor deseado del parámetro. Por ejemplo, Analógico 6 puede tener un sensor de la Presión de Inyección alambró en el analógico y el Método de la Reducción puede ser configurado para capturar el "Valor Máximo" que fue leído durante un ciclo de máquina. Si el Tipo ha sido puesto a "PLC Source", entonces el Método de Reducción no aplica.
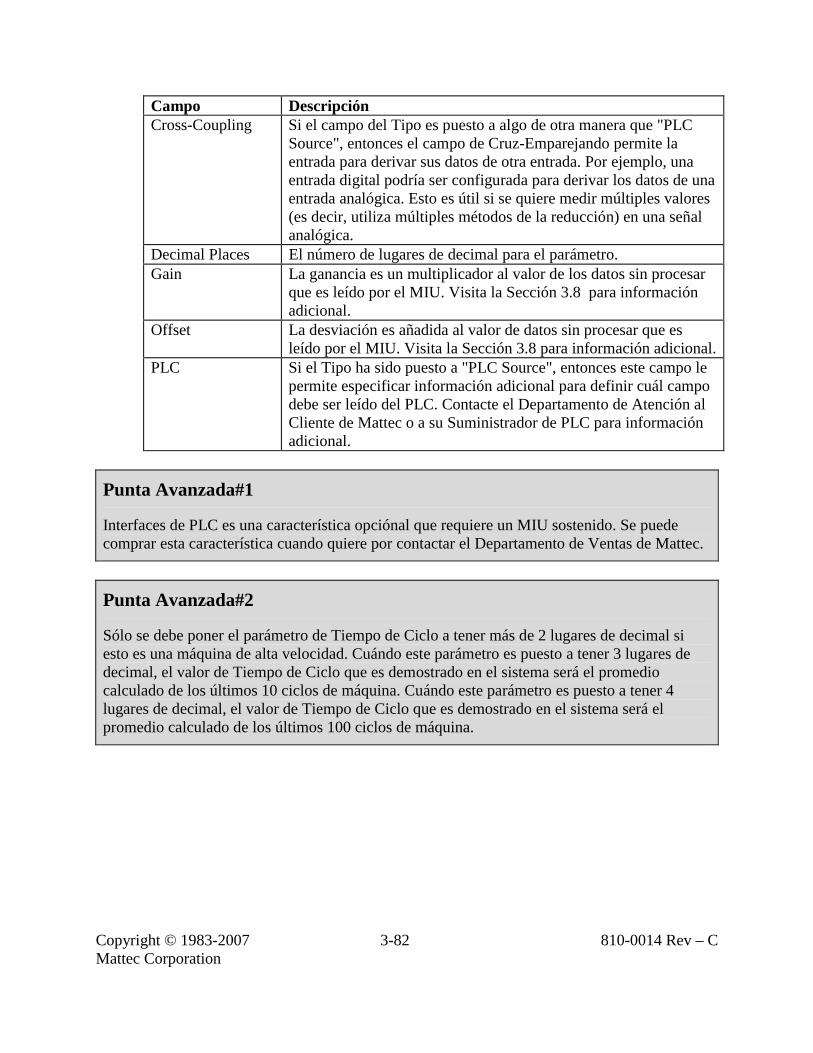
Copyright © 1983-2007 Mattec Corporation
3-82 810-0014 Rev – C
Campo Descripción Cross-Coupling Si el campo del Tipo es puesto a algo de otra manera que "PLC
Source", entonces el campo de Cruz-Emparejando permite la entrada para derivar sus datos de otra entrada. Por ejemplo, una entrada digital podría ser configurada para derivar los datos de una entrada analógica. Esto es útil si se quiere medir múltiples valores (es decir, utiliza múltiples métodos de la reducción) en una señal analógica.
Decimal Places El número de lugares de decimal para el parámetro. Gain La ganancia es un multiplicador al valor de los datos sin procesar
que es leído por el MIU. Visita la Sección 3.8 para información adicional.
Offset La desviación es añadida al valor de datos sin procesar que es leído por el MIU. Visita la Sección 3.8 para información adicional.
PLC Si el Tipo ha sido puesto a "PLC Source", entonces este campo le permite especificar información adicional para definir cuál campo debe ser leído del PLC. Contacte el Departamento de Atención al Cliente de Mattec o a su Suministrador de PLC para información adicional.
Punta Avanzada#1
Interfaces de PLC es una característica opciónal que requiere un MIU sostenido. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.
Punta Avanzada#2
Sólo se debe poner el parámetro de Tiempo de Ciclo a tener más de 2 lugares de decimal si esto es una máquina de alta velocidad. Cuándo este parámetro es puesto a tener 3 lugares de decimal, el valor de Tiempo de Ciclo que es demostrado en el sistema será el promedio calculado de los últimos 10 ciclos de máquina. Cuándo este parámetro es puesto a tener 4 lugares de decimal, el valor de Tiempo de Ciclo que es demostrado en el sistema será el promedio calculado de los últimos 100 ciclos de máquina.

Copyright © 1983-2007 Mattec Corporation
3-83 810-0014 Rev – C
Punta Avanzada#3 Si un parámetro es configurado para ser el tipo "Linear Analog (Tool)", entonces los datos relacionados de calibración de máquina son almacenados con el instrumento/máquina. Esto es útil si se tiene sensores de presión de cavidad instalados en un instrumento (que será quitado de la máquina y periódicamente repetición). Se debe calibrar todavía el sensor una vez para cada máquina en que el instrumento es corrido. Sin embargo, después de que el sensor haya sido calibrado una vez, la información correcta de la calibración será recuperada cada vez que el instrumento es corrido en la máquina.
Copyright © 1983-2007 Mattec Corporation
3-84 810-0014 Rev – C
3.6 Configuración de Máquina (Tab de Compatibilidad de Instrumento) El tab de la Compatibilidad del Instrumento del programa de configuración de Máquina le permite especificar información de Compatibilidad de Instrumento/ Máquina que puede ser utilizada para comparar manualmente con la Identificación del Instrumento. Este tab no afecta la recogida de datos de MIU. La información semejante (para la "Compatibilidad de Máquina") puede ser definido en la Identificación del Instrumento en el programa de Edit Facilities. Las valores de compatibilidad que son demostrados son configurados por el Gerente del Sistema. Visita la Sección 2.5 para información adicional.
Punta Avanzada#1
Los campos en esta pantalla no le previenen de planificar un trabajo (instrumento) a una máquina que no encuentra los requisitos de la compatibilidad. Estos valores son para propósitos de información sólo.
3.7 Configuración de Máquina (Tab de Historia PM) El tab de Historia PM del programa de configuración de Máquina muestra la historia del mantenimiento preventivo que ha sido realizada para la máquina. El número de los registros de la historia que serán demostrados puede ser limitado por el Gerente del Sistema. Visita la Sección 2.5 para información adicional.
Punta Avanzada#1 El Mantenimiento Preventivo es una característica opciónal. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.
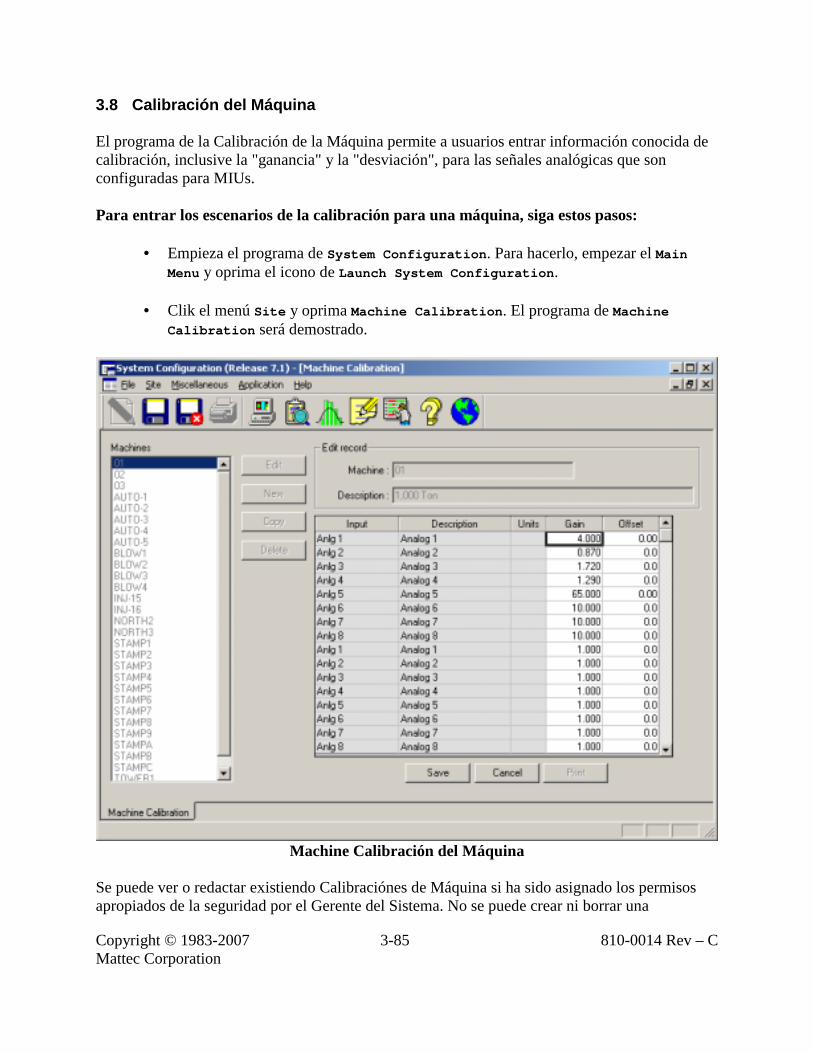
Copyright © 1983-2007 Mattec Corporation
3-85 810-0014 Rev – C
3.8 Calibración del Máquina El programa de la Calibración de la Máquina permite a usuarios entrar información conocida de calibración, inclusive la "ganancia" y la "desviación", para las señales analógicas que son configuradas para MIUs. Para entrar los escenarios de la calibración para una máquina, siga estos pasos:
• Empieza el programa de System Configuration. Para hacerlo, empezar el Main Menu y oprima el icono de Launch System Configuration.
• Clik el menú Site y oprima Machine Calibration. El programa de Machine Calibration será demostrado.
Machine Calibración del Máquina
Se puede ver o redactar existiendo Calibraciónes de Máquina si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede crear ni borrar una
Copyright © 1983-2007 Mattec Corporation
3-86 810-0014 Rev – C
Calibración de Máquina. Si se redacta una Calibración de Máquina existente, esto cambiará los valores que son leídos por el MIU y transmitidos al servidor. Haga cambios con cuidado. Los campos siguientes están disponibles en la pantalla de la Calibración del Máquina:
Campo Descripción Input El nombre de una entrada física que es asociada con el hardware de
MIU. Description La descripción de la entrada física. Units Las unidades para la entrada física que fue entrada por el usuario en
el programa de configuración de Máquina. Gain La ganancia es un multiplicador al valor de datos sin procesar que
es leído por el MIU. Offset La desviación es añadida al valor de datos sin procesar que es leído
por el MIU. Cuándo una ganancia o desviación es aplicada, un "adjusted raw value" es creado: Adjusted Raw Value = (Valor Crudo * Ganancia) + Desviacion.
Punta Avanzada#1
Mattec enseña una clase de "el Mantenimiento, la Calibración, y Localizando fallas" que instruye a asistentes en las técnicas apropiadas de la calibración para MIUs. Esta clase es pensada para técnicos de conservación que son responsables de calibrar MIUs.
Punta Avanzada#2
Si un parámetro es configurado para ser el tipo "Linear Analog (Tool)", entonces los datos relacionados de calibración de máquina son almacenados con el instrumento/máquina. Esto es útil si se tiene sensores de presión de cavidad instalados en un instrumento (que será quitado de la máquina y periódicamente repetición). Se debe calibrar todavía el sensor una vez para cada máquina en que el instrumento es corrido. Sin embargo, después de que el sensor haya sido calibrado una vez, la información correcta de la calibración será recuperada cada vez que el instrumento es corrido en la máquina.

Copyright © 1983-2007 Mattec Corporation
4-87 810-0014 Rev – C
4. Escritorio de Pantalla de Tiempo Real Los usuarios pueden crear sus propios Pantallas de Tiempo Real y Pantallas gráficas de Posición de Piso de Fábrica para el uso con el programa de la Pantalla de Tiempo Real. Esta poderosa, y fácil al uso, característica le da mucho flexibilidad para controlar la información que está disponible en el tiempo real a usuarios del sistema. Hay cinco (5) tipos de la Pantalla de Tiempo Real, incluyendo:
• La Pantalla Uniforme de Tiempo Real
• La Pantalla de la Eficiencia de Operario
• La Pantalla de Costo
• El Tab de Alarma del Proceso
• La Pantalla Gráfica de Piso de Fábrica
Punta Avanzada#1
Las Pantallas Gráficas del Piso de la Fábrica son creados utilizando el Escritorio de la Pantalla de Piso de Fábrica. Los otro cuatro (4) tipos de pantalla son creados utilizando el Escritorio de la Pantalla de Tiempo Real. Un tipo de pantalla es asignado a la Pantalla de Tiempo Real costumbre cuando la pantalla es creado y no puede ser modificado.
Punta Avanzada#2
Su sistema de ProHelp® EPM envió con varias Pantallas de Tiempo Real incorporadas. Mattec creó estas pantallas por utilizar al Escritorio de la Pantalla de Tiempo Real. Se puede modificar o se puede borrar estas pantallas, si deseado.
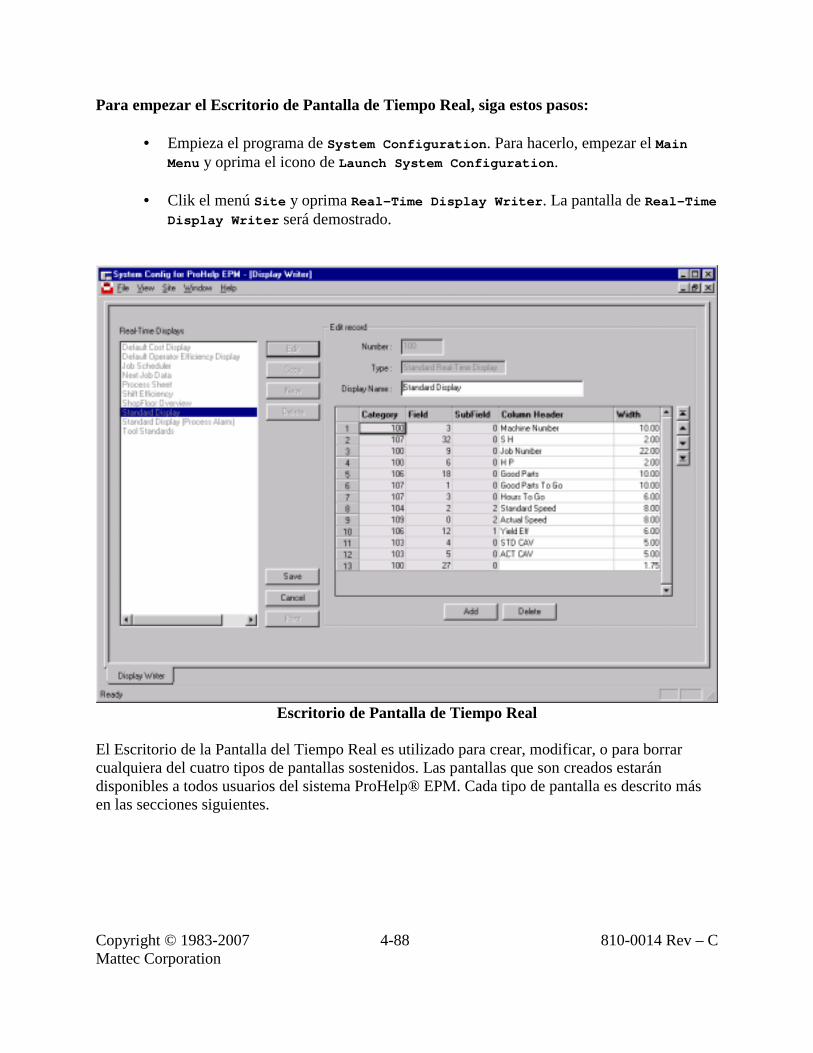
Copyright © 1983-2007 Mattec Corporation
4-88 810-0014 Rev – C
Para empezar el Escritorio de Pantalla de Tiempo Real, siga estos pasos:
• Empieza el programa de System Configuration. Para hacerlo, empezar el Main Menu y oprima el icono de Launch System Configuration.
• Clik el menú Site y oprima Real-Time Display Writer. La pantalla de Real-Time Display Writer será demostrado.
Escritorio de Pantalla de Tiempo Real
El Escritorio de la Pantalla del Tiempo Real es utilizado para crear, modificar, o para borrar cualquiera del cuatro tipos de pantallas sostenidos. Las pantallas que son creados estarán disponibles a todos usuarios del sistema ProHelp® EPM. Cada tipo de pantalla es descrito más en las secciones siguientes.

Copyright © 1983-2007 Mattec Corporation
4-89 810-0014 Rev – C
4.1 Pantalla de Tiempo Real Normal La Pantalla de Tiempo Real es uno de las características más poderosas en el sistema ProHelp® EPM. Esta pantalla permite a usuarios a través de su facilidad para ver la posición de todos trabajos y máquinas en la fábrica en tiempo real. Los campos tienen colores para hacer la identificación de los problemas mas fácil. Para ver una Pantalla de Tiempo Real Normal, siga estos pasos:
• Empieza el programa Real-Time Display. Para hacerlo, empieza el Main Menu y oprima el icono Launch Real-Time Display. La pantalla Standard Real-Time Display será demostrado.
Pantalla de Tiempo Real Normal
Los campos en la Pantalla de Tiempo Real Normal son configurables por el Gerente del Sistema en la pantalla de Escritorio de Pantalla de Tiempo Real. Más de 500 campos están disponibles para la pantalla, inclusive lo siguiente:
• Los Estándares del Trabajo
• Los Estándares de Partes
• Los Estándares de Instrumentos
• Valores Actuales del Parámetros del Proceso

Copyright © 1983-2007 Mattec Corporation
4-90 810-0014 Rev – C
• La Historia de la Producción del Turno
• La Historia de la Producción del Trabajo
• Datos del Trabajo Próximo
• Historia PM de Máquina y PM Debido
• Historia PM de Instrumentos y PM Debido
Para empezar el Escritorio de Pantalla de Tiempo Real, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik en menu Miscellaneous y oprima Real-Time Display Writer. La pantalla de Real-Time Display Writer será demostrado.
Pantalla de Tiempo Real Normal
El Escritorio de la Pantalla de Tiempo Real mostrará una lista de todas las pantallas existentes

Copyright © 1983-2007 Mattec Corporation
4-91 810-0014 Rev – C
para los tipos sostenidos de pantalla. Todas Pantallas de Tiempo Real Normal identificarán su "Tipo" como "Standard Real-Time Display". Para agregar un nuevo campo a la pantalla, oprima el botón “Add.” Una lista de campos disponibles será demostrada. Se puede modificar manualmente el "Column Header" y "Width" para el campo o se puede aceptar los valores predefinidos. Se puede pedir de nuevo los campos en la pantalla. Para hacerlo, destacar un campo y utilizar uno de las cuatro teclas de flecha en la mano derecha de la pantalla para subir o bajar el campo. Para borrar un campo de la pantalla, destacar el campo y oprima el botón “Delete”. Hay tantos campos que están disponibles para la pantalla que los campos están en "Categorías". La mesa siguiente describe las varias categorías de los datos que están disponibles para Pantallas de Tiempo Real Normal:
Categoría Descripción Basic Data Contiene varios campos relacionados al Descriptor de la
Máquina o el Trabajo, inclusive el Número de Máquina, el Número de Trabajo, información de Departamento, y campos internos que son útiles al Departamento de Atención al Cliente de Mattec.
Custom Data Esta categoría requiere software especial. Father Job Data Contiene campos relacionados a estándares de Descriptor de
Trabajo de Padre. Estos campos estarán en blanco para trabajos de "bachelor".
Job Data Contiene campos relacionados a estándares de Descriptor de Trabajo.
Job Digital Counters Contiene campos relacionados a los datos generales del contadores digitales de trabajo que es acumulado en tiempo real para trabajos corrientes.
Job Production Data Contiene campos relacionados a los datos generales de la historia de la producción del trabajo que es acumulado en tiempo real para trabajos corrientes.
Machine Configuration Data
Contiene campos relacionados a la configuración de la máquina.
Machine PM Due Contiene campos relacionados a la próxima actividad de Mantenimiento Preventivo de Máquina que es debida, con tal de que la fecha debida es entre el "PM Due Warning" o "PM Due Alert" que es específicado en la Configuración del Sistema. Visita la Sección 2.5 para información adicional.
Copyright © 1983-2007 Mattec Corporation
4-92 810-0014 Rev – C
Categoría Descripción Machine PM History Contiene campos relacionados a la última actividad de
Mantenimiento Preventivo de Máquina que fue realizada, con tal de que la fecha que la actividad fuera realizada esta dentro de "Hours of PM History to Display" que es específicado en la Configuración del Sistema. Visita la Sección 2.5 para información adicional.
Material List Contiene campos relacionados a la Lista de Materiales que es específicada en la Identificación de Partes para los trabajos corrientes.
Material Lot Data Contiene campos relacionados a los lots (númerous de serie) de materiales actuales para los trabajos corrientes.
Next Job Data Contiene campos relacionados a estándares de Descriptor de Trabajo para el próximo trabajo planificado.
Next Job Material List Contiene campos relacionados a la Lista de Materiales que es específicada en la Identificación de Partes para el próximo trabajo planificado.
Next Job Primary Material
Contiene campos relacionados a la Materia Primaria que es específicada en la Lista de Materiales en la Identificación de Partes para el próximo trabajo planificado.
Part Data Contiene campos relacionados a los estándares de Identificación de Partes.
Primary Material Contiene campos relacionados a la Materia Primaria que es específicada en la Lista de Materiales en la Identificación de Partes para trabajos corrientes.
Primary Material Used Contiene campos relacionados a la materia utilizada para la Materia Primaria para los trabajos corrientes.
Process Parameter (Preferred)
Contiene campos relacionados a los parámetros del proceso. Esta categoría es preferida sobre el "Process Parameter Indicators" y " Process Parameter Values " porque permite que se especifique los números 1 por 32 para representar los parámetros del proceso que son configurados para una máquina. Los campos en esta categoría pueden impresiónar dramáticamente el desempeño del sistema. Cada parámetro del proceso que es añadido a la pantalla requerirá un leido adicional de la base de datos para cada máquina que es demostrada.
Process Parameter Calculations
Contiene campos que son calculados basado en el valor de ciertos parámetros del proceso.
Copyright © 1983-2007 Mattec Corporation
4-93 810-0014 Rev – C
Categoría Descripción Process Parameter Indicators
Contiene campos relacionados a los parámetros del proceso. Antes de que demuestra el valor del parámetro del proceso, los campos en esta categoría demostrarán un "indicador" identificado por colores, donde "1" es utilizado para el primer parámetro, "2" es utilizado para el segundo parámetro, etc. Los campos en esta categoría pueden impresiónar dramáticamente el desempeño del sistema. Cada parámetro del proceso que es añadido a la pantalla requerirá un leido adicional de la base de datos para cada máquina que es demostrada.
Process Parameter Values
Contiene campos relacionados a los parámetros del proceso. Los campos en esta categoría demostrarán un valor identificado por colores para cada parámetro que es escogido. Los campos en esta categoría pueden impresiónar dramáticamente el desempeño del sistema. Cada parámetro del proceso que es añadido a la pantalla requerirá un leido adicional de la base de datos para cada máquina que es demostrada.
Process Sheet Data Contiene campos relacionados a los estándares de Hojas de Proceso.
Shift Digital Counters Contiene campos relacionados a los datos digitales de contador de turno que es acumulado en tiempo real para trabajos corrientes.
Shift Production Data Contiene campos relacionados a los datos de la historia de la producción del turno que es acumulado en tiempo real para trabajos corrientes.
Tool Data Contiene campos relacionados a los estándares de Identificación de Instrumentos.

Copyright © 1983-2007 Mattec Corporation
4-94 810-0014 Rev – C
Categoría Descripción Tool PM Due Contiene campos relacionados al próximo actividad de
Mentenimiento Preventivo de Instrumento que es debida, con tal de que la fecha debida esta entre el "PM Due Warning” o "PM Due Alert" que es específicado en la Configuración del Sistema. Visita la Sección 2.5 para información adicional.
Tool PM History Contiene campos relacionados al último actividad de Mantenimiento Preventivo del Instrumento que fue realizada, con tal de que la fecha que la actividad fuera realizada esta dentro de "Hours of PM History to Display" que es específicado en la Configuración del Sistema. Visita la Sección 2.5 para información adicional.
Punta Avanzada#1
Cuándo se agrega nuevos campos a la pantalla, un nombre y descripción son mostrados en el picklist de "Campo". Generalmente, sólo Personal de Servicio de Mattec serán interesados a ver campos que contienen la descripción "Interna".
Por ejemplo, el campo marcó "MachNo – Internal MachNo" no es el mismo como el campo que es marcado "Mach Number – Machine Number". Los dos campos pueden ser encontrados en la categoría de "Datos Básicos".
Punta Avanzada#2
Cuándo se agrega un campo a la pantalla, se puede ser permitido modificar el "SubField", dependiendo de cual campo se acaba de agregar. Por ejemplo, si se agrega cualquier parámetro del proceso a la pantalla de la categoría "Parámetros del Proceso (Preferido)", entonces el "SubField" controla el número del parámetro del proceso 1-32 que es demostrado.
El texto en la "Descripción de SubField" describe el propósito del "SubField" para el campo actual.
Punta Avanzada#3 A diferencia de los otros tipos de la Pantalla de Tiempo Real, se debe considerar los asuntos de la velocidad y el desempeño cuando se crea una Pantalla de Tiempo Real Normal. Cuándo se agrega un campo de una nueva "Categoría" de datos a la pantalla, la Pantalla de Tiempo Real requerirá un leido adicional de la base de datos para cada máquina que es demostrada. Por ejemplo, si su Pantalla de Tiempo Real tiene un campo de cada uno de tres (3) categorías, entonces tres (3) leidos de base de datos serán requeridas para cada máquina que es demostrada. Opuestamente, si su Pantalla de Tiempo Real tiene tres (3) campos de una

Copyright © 1983-2007 Mattec Corporation
4-95 810-0014 Rev – C
categoría "típica" (por ejemplo, los Datos Básicos), sólo un leido del base de datos será requerida para cada máquina que es demostrada. Se debe ser muy cuidadoso cuando se usa campos de las categorías "Parámetro del Proceso (Prefirió)", "Indicadores de Parámetro de Proceso", y "Valores del Parámetro del Proceso". Los campos en estas categorías pueden impresiónar dramáticamente el desempeño del sistema. Cada campo que es añadido a la pantalla de uno de estas categorías requerirá un leido adicional de la base de datos para cada máquina que es demostrada. Por ejemplo, si su Pantalla de Tiempo Real tiene trece (13) valores diferentes del parámetro del proceso en la pantalla (de la categoría "Valores del Parámetro del Proceso"), la pantalla requerirá trece (13) leidos de la base de datos para cada máquina que es demostrada. Contacte el Departamento de Atención al Cliente de Mattec para información adicional.
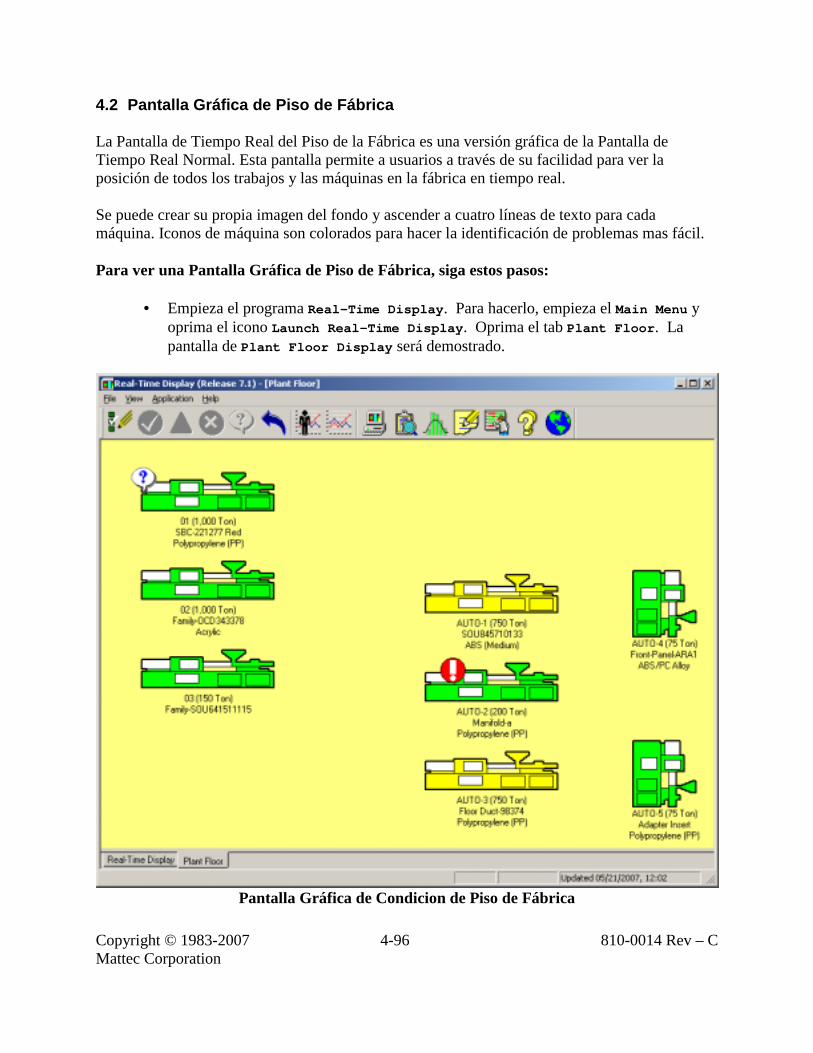
Copyright © 1983-2007 Mattec Corporation
4-96 810-0014 Rev – C
4.2 Pantalla Gráfica de Piso de Fábrica La Pantalla de Tiempo Real del Piso de la Fábrica es una versión gráfica de la Pantalla de Tiempo Real Normal. Esta pantalla permite a usuarios a través de su facilidad para ver la posición de todos los trabajos y las máquinas en la fábrica en tiempo real. Se puede crear su propia imagen del fondo y ascender a cuatro líneas de texto para cada máquina. Iconos de máquina son colorados para hacer la identificación de problemas mas fácil. Para ver una Pantalla Gráfica de Piso de Fábrica, siga estos pasos:
• Empieza el programa Real-Time Display. Para hacerlo, empieza el Main Menu y oprima el icono Launch Real-Time Display. Oprima el tab Plant Floor. La pantalla de Plant Floor Display será demostrado.
Pantalla Gráfica de Condicion de Piso de Fábrica
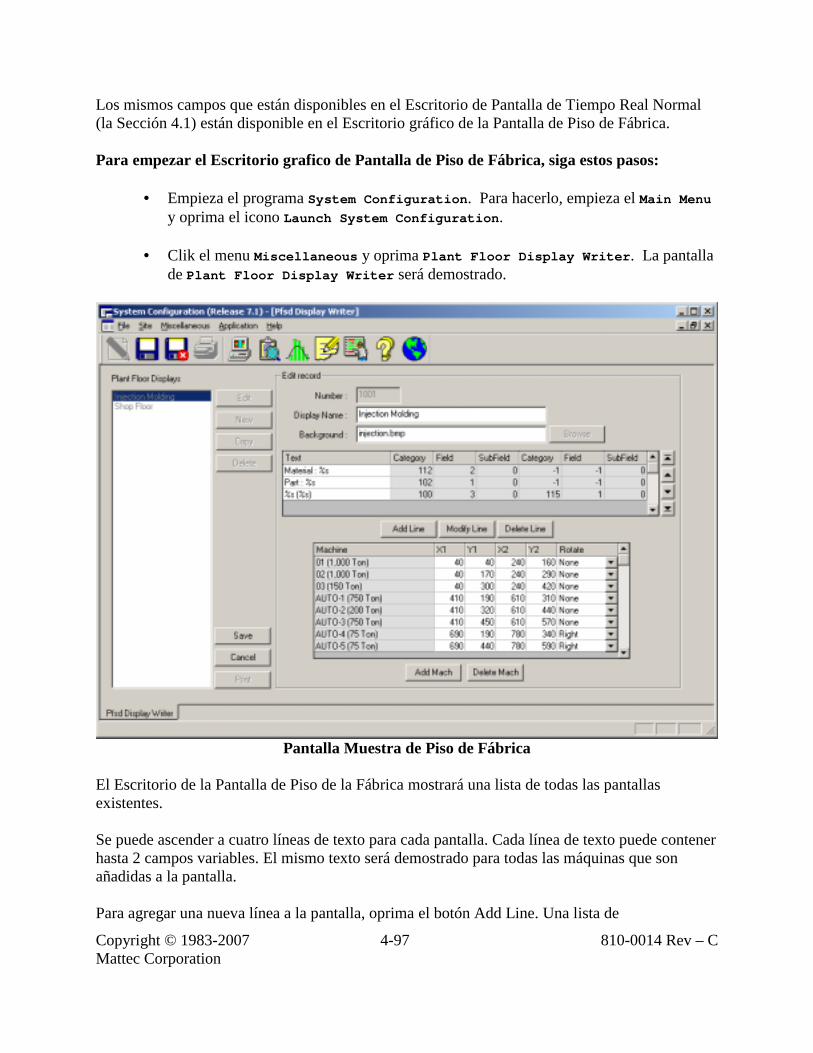
Copyright © 1983-2007 Mattec Corporation
4-97 810-0014 Rev – C
Los mismos campos que están disponibles en el Escritorio de Pantalla de Tiempo Real Normal (la Sección 4.1) están disponible en el Escritorio gráfico de la Pantalla de Piso de Fábrica. Para empezar el Escritorio grafico de Pantalla de Piso de Fábrica, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Plant Floor Display Writer. La pantalla de Plant Floor Display Writer será demostrado.
Pantalla Muestra de Piso de Fábrica
El Escritorio de la Pantalla de Piso de la Fábrica mostrará una lista de todas las pantallas existentes. Se puede ascender a cuatro líneas de texto para cada pantalla. Cada línea de texto puede contener hasta 2 campos variables. El mismo texto será demostrado para todas las máquinas que son añadidas a la pantalla. Para agregar una nueva línea a la pantalla, oprima el botón Add Line. Una lista de
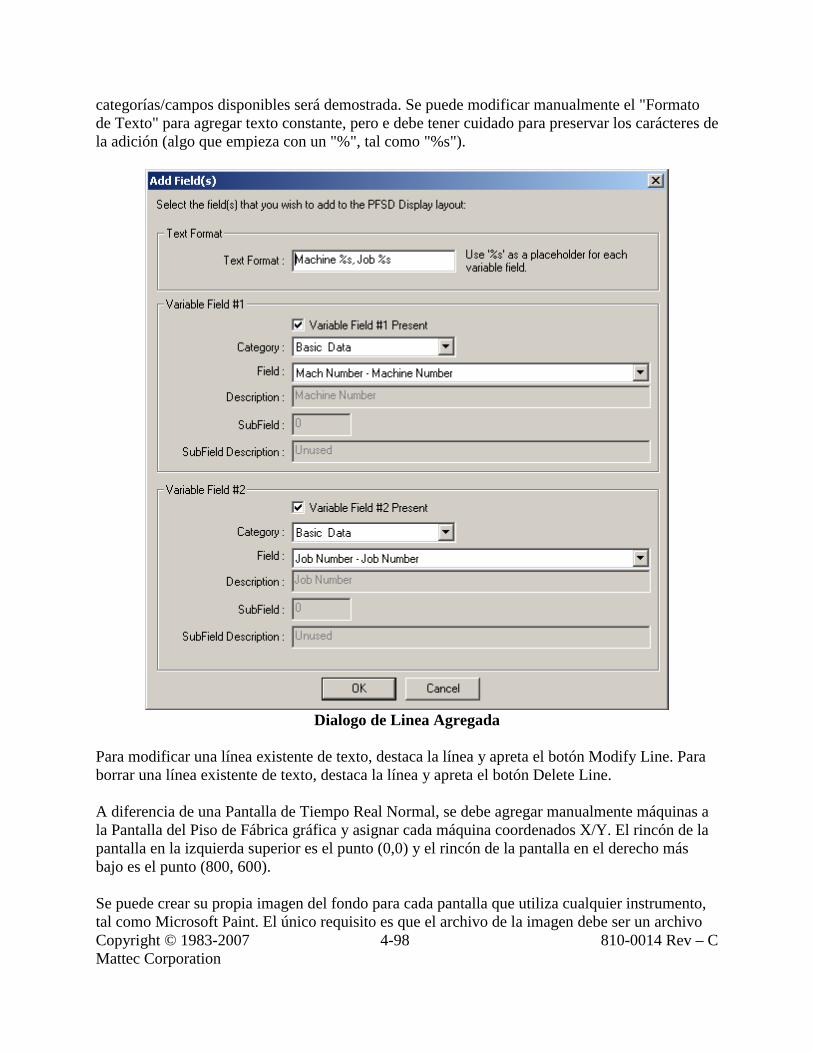
Copyright © 1983-2007 Mattec Corporation
4-98 810-0014 Rev – C
categorías/campos disponibles será demostrada. Se puede modificar manualmente el "Formato de Texto" para agregar texto constante, pero e debe tener cuidado para preservar los carácteres de la adición (algo que empieza con un "%", tal como "%s").
Dialogo de Linea Agregada
Para modificar una línea existente de texto, destaca la línea y apreta el botón Modify Line. Para borrar una línea existente de texto, destaca la línea y apreta el botón Delete Line. A diferencia de una Pantalla de Tiempo Real Normal, se debe agregar manualmente máquinas a la Pantalla del Piso de Fábrica gráfica y asignar cada máquina coordenados X/Y. El rincón de la pantalla en la izquierda superior es el punto (0,0) y el rincón de la pantalla en el derecho más bajo es el punto (800, 600). Se puede crear su propia imagen del fondo para cada pantalla que utiliza cualquier instrumento, tal como Microsoft Paint. El único requisito es que el archivo de la imagen debe ser un archivo
Copyright © 1983-2007 Mattec Corporation
4-99 810-0014 Rev – C
de BMP y debe ser localizado en la guía de ProHelp "sys\images".
Punta Avanzada#1
Las archivas de imagenes (para la imagen del Fondo) son almacenados en la guía ProHelp "sys\images", tal como C:\Program Files\Mattec\ProHelp\Sys\Images en la computadora de server. Todos los fondos de las imagenes deben ser archivos válidos de BMP.
Iconos de máquina pueden variar para cada máquina y son asignados por el Gerente del Sistema en el programa de configuración de Máquina. Visita la Sección 3.1 para información adicional.
Punta Avanzada#2
Los usuarios no pueden crear sus propios iconos de máquina. Iconos son predefinidos por Mattec y están disponibles en un picklist en el programa de configuración de Máquina.

Copyright © 1983-2007 Mattec Corporation
4-100 810-0014 Rev – C
4.3 Pantalla de Eficiencia del Operario Esta característica permite a maquinistas para conectar en los MIUs sostenidos para la grabación de la eficiencia de operario. El sistema entonces registrará automáticamente información de desempeño para el maquinista, inclusive partes hechas, por ciento de inactividad, por ciento de rechazo, por ciento de los ciclos de máquina que son fuera de específicación, la eficiencia del rendimiento, y mucho, mucho más. La información que es reunida para el maquinista está disponible en el Informe de la Eficiencia de Operario y puede ser visto en tiempo real en la Pantalla de Tiempo Real de Eficiencia de Operario. Para ver una Pantalla de Tiempo Real de Eficiencia de Operario, siga estos pasos:
• Empieza el programa Real-Time Display. Para hacerlo, empieza el Main Menu y oprima el icono Launch Real-Time Display.
• Oprima el icono Operator Efficiency Display. La pantalla de Operator Efficiency Real-Time Display será demostrado.
Pantalla de Tiempo Real de Eficiencia de Operario
Los campos en la Pantalla de Tiempo Real de Eficiencia de Operario son configurables por el Gerente del Sistema en la pantalla de Escritorio de Pantalla de Tiempo Real.
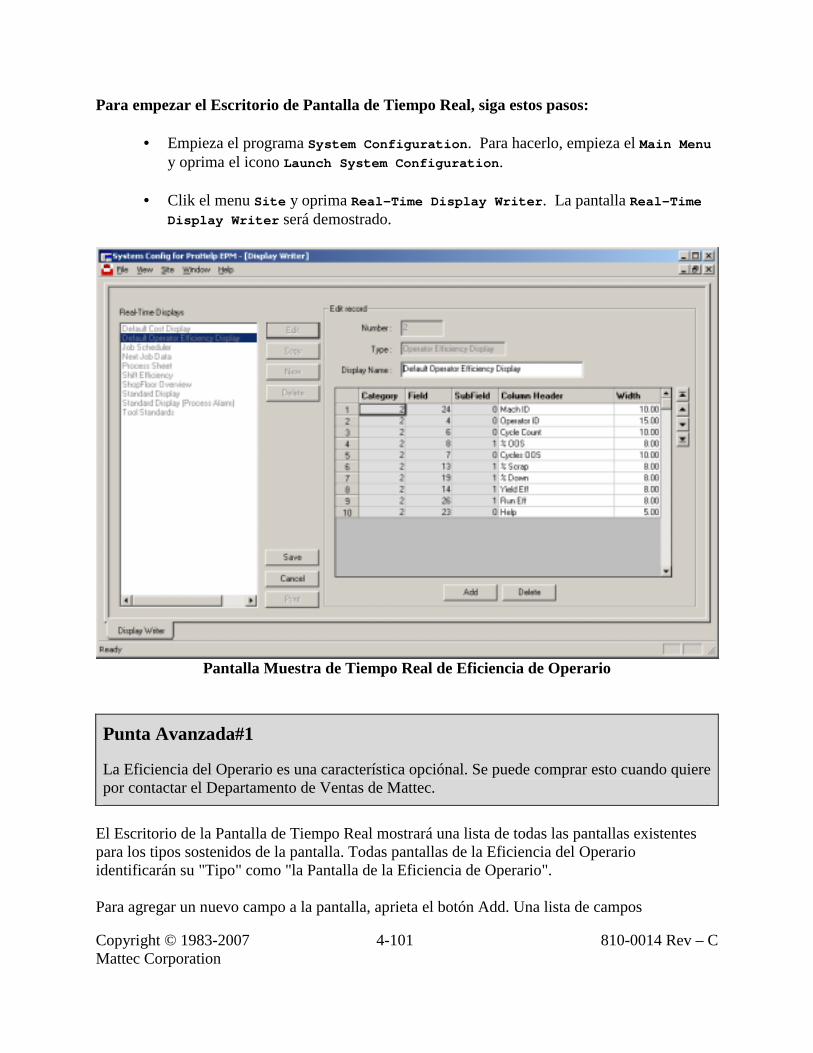
Copyright © 1983-2007 Mattec Corporation
4-101 810-0014 Rev – C
Para empezar el Escritorio de Pantalla de Tiempo Real, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Real-Time Display Writer. La pantalla Real-Time Display Writer será demostrado.
Pantalla Muestra de Tiempo Real de Eficiencia de Operario
Punta Avanzada#1
La Eficiencia del Operario es una característica opciónal. Se puede comprar esto cuando quiere por contactar el Departamento de Ventas de Mattec.
El Escritorio de la Pantalla de Tiempo Real mostrará una lista de todas las pantallas existentes para los tipos sostenidos de la pantalla. Todas pantallas de la Eficiencia del Operario identificarán su "Tipo" como "la Pantalla de la Eficiencia de Operario". Para agregar un nuevo campo a la pantalla, aprieta el botón Add. Una lista de campos
Copyright © 1983-2007 Mattec Corporation
4-102 810-0014 Rev – C
disponibles será demostrada. Se puede modificar manualmente el "Column Header" y "Width" para el campo o se puede aceptar los valores predefinidos. Se puede pedir de nuevo los campos en la pantalla. Para hacerlo, destaca un campo y utiliza uno de las cuatro teclas de flecha a mano derecha de la pantalla para subir o bajar el campo. Para borrar un campo de la pantalla, destaca el campo y oprima el botón Delete.
Punta Avanzada#2
No hay conciernes de velocidad con respecto a las Pantallas de Tiempo Real de Eficiencia de Operario. Se puede agregar cualquiera de los campos disponibles relacionados de eficiencia de operario a la pantalla sin un impacto notable en el desempeño del sistema.
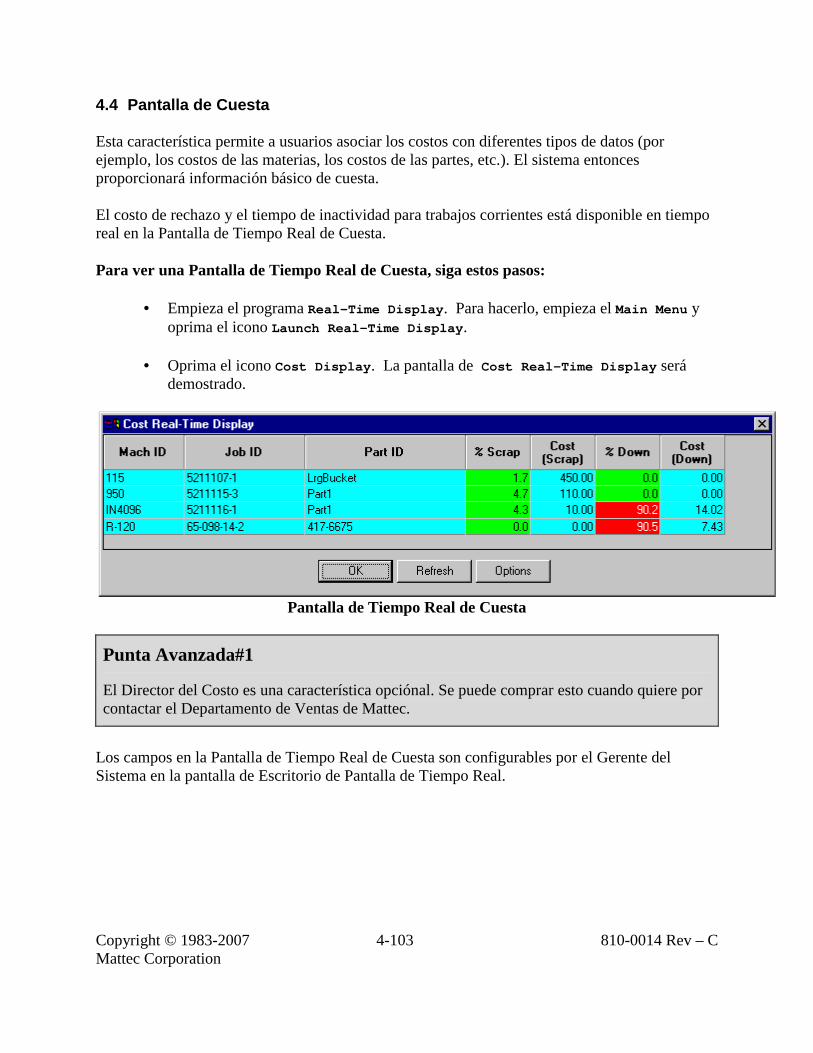
Copyright © 1983-2007 Mattec Corporation
4-103 810-0014 Rev – C
4.4 Pantalla de Cuesta Esta característica permite a usuarios asociar los costos con diferentes tipos de datos (por ejemplo, los costos de las materias, los costos de las partes, etc.). El sistema entonces proporcionará información básico de cuesta. El costo de rechazo y el tiempo de inactividad para trabajos corrientes está disponible en tiempo real en la Pantalla de Tiempo Real de Cuesta. Para ver una Pantalla de Tiempo Real de Cuesta, siga estos pasos:
• Empieza el programa Real-Time Display. Para hacerlo, empieza el Main Menu y oprima el icono Launch Real-Time Display.
• Oprima el icono Cost Display. La pantalla de Cost Real-Time Display será demostrado.
Pantalla de Tiempo Real de Cuesta
Punta Avanzada#1
El Director del Costo es una característica opciónal. Se puede comprar esto cuando quiere por contactar el Departamento de Ventas de Mattec.
Los campos en la Pantalla de Tiempo Real de Cuesta son configurables por el Gerente del Sistema en la pantalla de Escritorio de Pantalla de Tiempo Real.
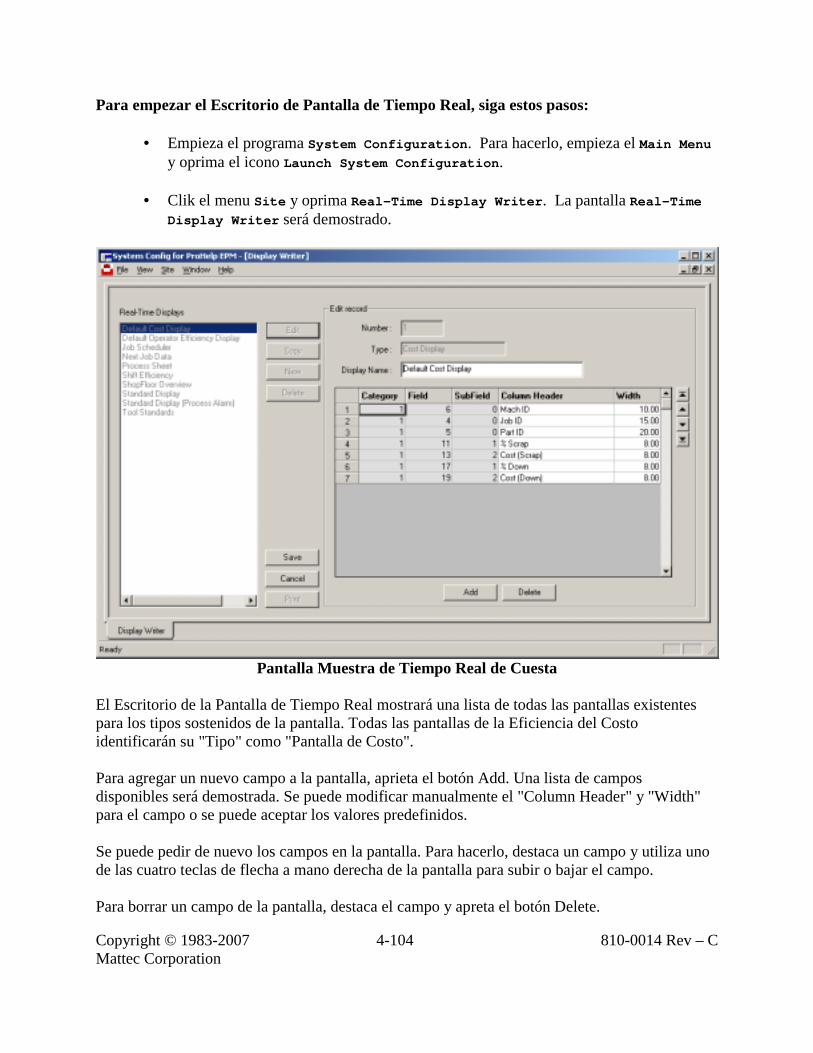
Copyright © 1983-2007 Mattec Corporation
4-104 810-0014 Rev – C
Para empezar el Escritorio de Pantalla de Tiempo Real, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Real-Time Display Writer. La pantalla Real-Time Display Writer será demostrado.
Pantalla Muestra de Tiempo Real de Cuesta
El Escritorio de la Pantalla de Tiempo Real mostrará una lista de todas las pantallas existentes para los tipos sostenidos de la pantalla. Todas las pantallas de la Eficiencia del Costo identificarán su "Tipo" como "Pantalla de Costo". Para agregar un nuevo campo a la pantalla, aprieta el botón Add. Una lista de campos disponibles será demostrada. Se puede modificar manualmente el "Column Header" y "Width" para el campo o se puede aceptar los valores predefinidos. Se puede pedir de nuevo los campos en la pantalla. Para hacerlo, destaca un campo y utiliza uno de las cuatro teclas de flecha a mano derecha de la pantalla para subir o bajar el campo. Para borrar un campo de la pantalla, destaca el campo y apreta el botón Delete.

Copyright © 1983-2007 Mattec Corporation
4-105 810-0014 Rev – C
Punta Avanzada#2
No hay conciernes de velocidad considerando las Pantallas de Tiempo Real de Cuesta. Se puede agregar cualquiera de los campos disponibles que son relacionados de costo sin un impacto notable en el desempeño del sistema.
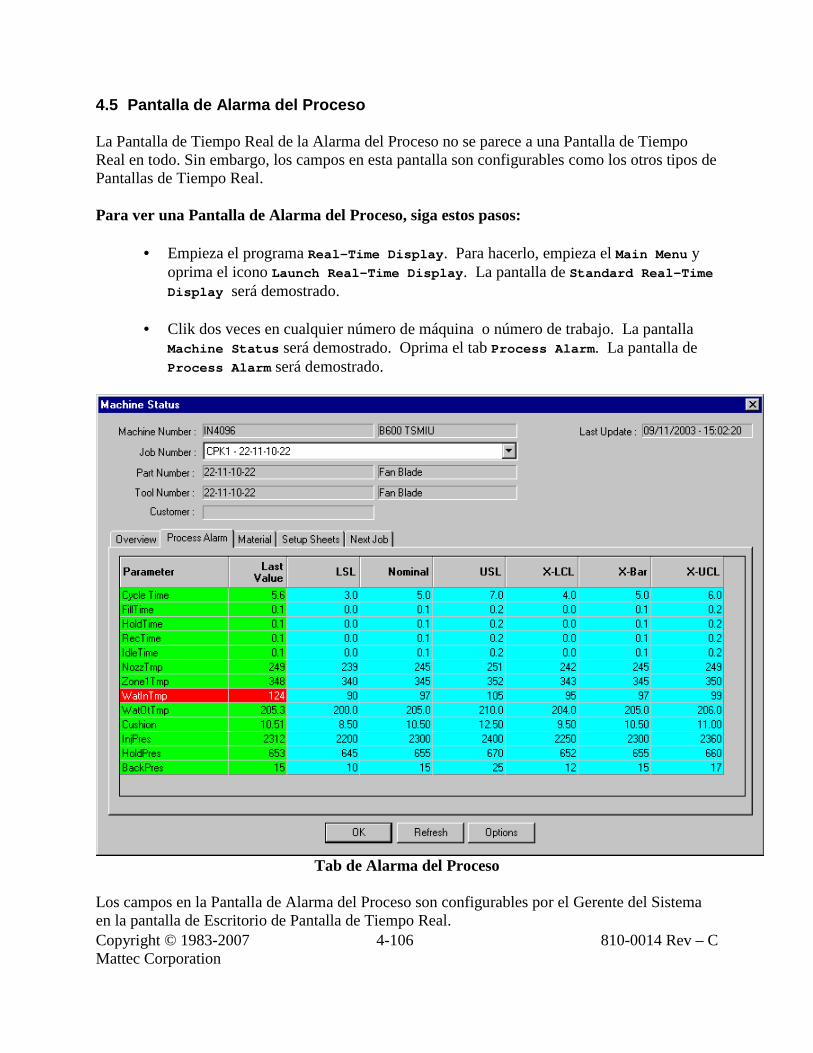
Copyright © 1983-2007 Mattec Corporation
4-106 810-0014 Rev – C
4.5 Pantalla de Alarma del Proceso La Pantalla de Tiempo Real de la Alarma del Proceso no se parece a una Pantalla de Tiempo Real en todo. Sin embargo, los campos en esta pantalla son configurables como los otros tipos de Pantallas de Tiempo Real. Para ver una Pantalla de Alarma del Proceso, siga estos pasos:
• Empieza el programa Real-Time Display. Para hacerlo, empieza el Main Menu y oprima el icono Launch Real-Time Display. La pantalla de Standard Real-Time Display será demostrado.
• Clik dos veces en cualquier número de máquina o número de trabajo. La pantalla Machine Status será demostrado. Oprima el tab Process Alarm. La pantalla de Process Alarm será demostrado.
Tab de Alarma del Proceso
Los campos en la Pantalla de Alarma del Proceso son configurables por el Gerente del Sistema en la pantalla de Escritorio de Pantalla de Tiempo Real.
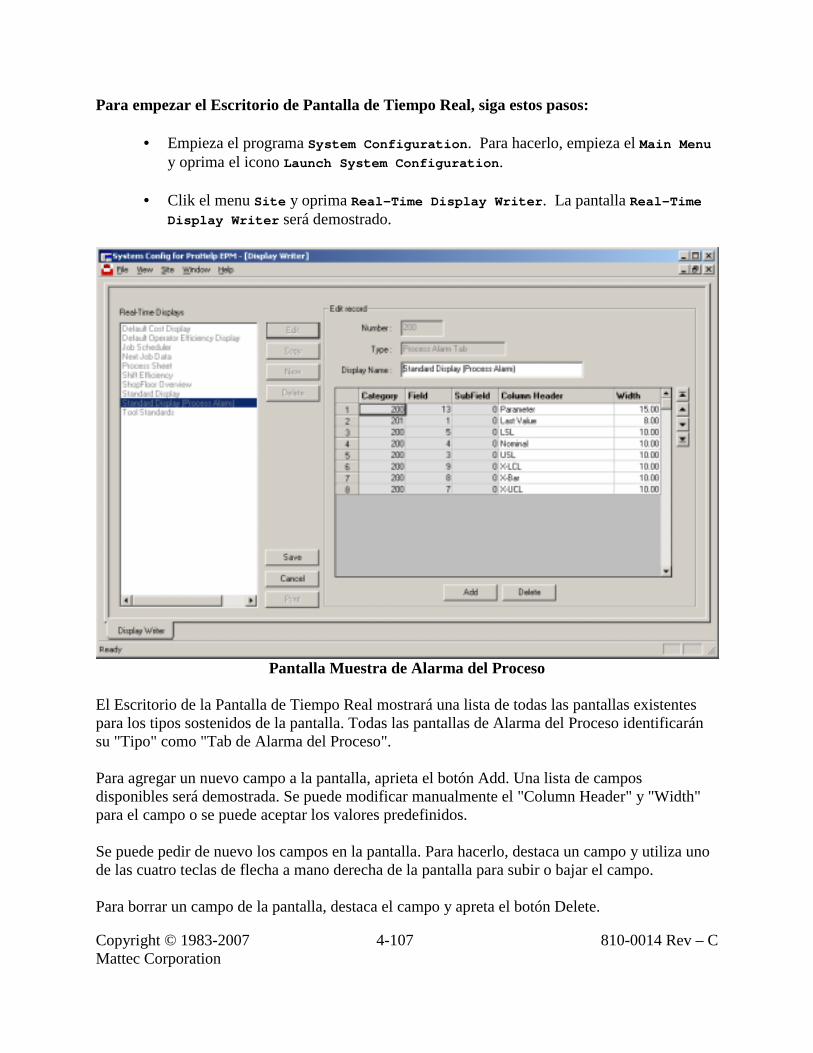
Copyright © 1983-2007 Mattec Corporation
4-107 810-0014 Rev – C
Para empezar el Escritorio de Pantalla de Tiempo Real, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Real-Time Display Writer. La pantalla Real-Time Display Writer será demostrado.
Pantalla Muestra de Alarma del Proceso
El Escritorio de la Pantalla de Tiempo Real mostrará una lista de todas las pantallas existentes para los tipos sostenidos de la pantalla. Todas las pantallas de Alarma del Proceso identificarán su "Tipo" como "Tab de Alarma del Proceso". Para agregar un nuevo campo a la pantalla, aprieta el botón Add. Una lista de campos disponibles será demostrada. Se puede modificar manualmente el "Column Header" y "Width" para el campo o se puede aceptar los valores predefinidos. Se puede pedir de nuevo los campos en la pantalla. Para hacerlo, destaca un campo y utiliza uno de las cuatro teclas de flecha a mano derecha de la pantalla para subir o bajar el campo. Para borrar un campo de la pantalla, destaca el campo y apreta el botón Delete.
Copyright © 1983-2007 Mattec Corporation
4-108 810-0014 Rev – C
Punta Avanzada#1
No hay conciernes significativas de velocidad con respecto a la Pantalla de Tiempo Real de Alarma del Proceso. Todos datos para cada línea de la pantalla de la Alarma del Proceso son leídos con dos o menos leidos de la base de datos. Estes datos son vistos una máquina a la vez. Se puede agregar cualquiera de los campos disponibles relacionados de alarma del proceso sin un impacto significativo en el desempeño del sistema.

Copyright © 1983-2007 Mattec Corporation
5-109 810-0014 Rev – C
5. Administración Avanzado del Sistema Las secciones siguientes describen la funcionalidad avanzada de la administración del sistema. 5.1 Alarmas de Voz y Alarmas de Correo Electrónico La opción de la Alarma de Voz permite las condiciones de la alarma ser anunciadas por una tabla de la voz que puede ser conectada a un sistema PA. Las alarmas repetirán periódicamente hasta que la condición de la alarma sea resuelta o hasta que la alarma sea "Reconocida" en el MIU o la Pantalla de Tiempo Real. La opción de la Alarma de Correo Electrónico permite las mismas condiciones de la alarma ser mandadas a usuarios vía correo electrónico. En vez de repetir periódicamente, las alarmas de correo electrónico pueden ser mandadas a usuarios adicionales (es decir, la alarma es agravada) hasta que la condición de la alarma sea resuelta o hasta que la alarma sea "Reconocida" en el MIU o la Pantalla de Tiempo Real. Las condiciones siguientes de la alarma están disponibles par las opciónes de la Alarma de Voz y de la Alarma de Correo Electrónico:
• Llamada de ayuda iniciado en el MIU o el PCMIU. Las alarmas pueden ser permitidas para cualquier o todas llamadas de ayuda.
• Tiempo de Inactividad en la Máquina . Las alarmas pueden ser permitidas para cualquier o todas razones de tiempo de inactividad.
• Máquina Fuera De Específicación. Idealmente, las alarmas deben ser permitidas para todos parámetros del proceso para una máquina.
Punta Avanzada#1
Las Alarmas de Voz es una característica opciónal. Las Alarmas de Correo Electrónico es una característica semejante pero diferente y opciónal. Las dos características trabajan con cualquier tipo de MIU, aunque MIUs más viejos no puedan permitir al Maquinista para "Reconocer" una alarma. Se puede comprar estas características cuando quiere por contactar el Departamento de Ventas de Mattec.
Para configurar la opción de la alama de voz, tiene que hacer lo siguiente:
1. Instale una tarjeta sonido y a los controladores apropiados en la computadora de server de ProHelp® EPM. En este momento, es más fácil conectar un par sencillo de oradores a la tarjeta sonido en vez de conectar la tarjeta sonido a su sistema PA.
Copyright © 1983-2007 Mattec Corporation
5-110 810-0014 Rev – C
2. Graba archivos de voz, copialos a la guía apropiada en la computadora de server, y entran los nombres del archivo en el programa del Departamento, el programa de configuración de Máquina, programa de Códigos de Ayuda, programa de Códigos de Inactividad, y programa de Parámetros del Proceso. Visita la Sección 5.1.2 para información adicional.
3. Cree una Mapa de Voz y de Correo Electrónico y asigne el mapa a uno o más
máquinas. Visita la Sección 5.1.4para información adicional.
4. Reempieza el "Servicio de Mattec MIU".
5. Pruebe su configuración. Si problemas existen, el Administrador de Voz (Sección 5.1.7) puede ser un instrumento diagnóstico útil.
6. Conecte la tarjeta sonido a su sistema PA.
Para configurar la opción de la alama de correo electrónico, tiene que hacer lo siguiente:
1. Conecta en la computadora de server de ProHelp® EPM como el "Administrador" de Microsoft Windows y configure Outlook Express para mandar correos electrónicos.
2. Defina las direcciónes de correo electrónico en ProHelp® EPM. Visita la Sección
5.1.3 para información adicional.
3. Cree una Mapa de Voz y de Correo Electrónico y asigne el mapa a uno o más máquinas. Visita la Sección 5.1.4 para información adicional.
4. Reempieza el "Servicio de Mattec MIU".
5. Pruebe su configuración. Si problemas existen, trata de utilizar los Escenarios
Avanzados de Correo Electrónico descrito en la Sección 5.1.5 El Administrador de Voz (Sección 5.1.7) puede ser un instrumento diagnóstico útil.

Copyright © 1983-2007 Mattec Corporation
5-111 810-0014 Rev – C
5.1.1 Reconociendo Alarmas La opción de la Alarma de Voz permite las condiciones de la alarma ser anunciadas por una tabla de voz que puede ser conectada a un sistema PA. Las alarmas repetirán periódicamente hasta que la condición de la alarma sea resuelta o hasta que la alarma sea "Reconocida" en el MIU o la Pantalla de Tiempo Real. La opción de la Alarma de Correo Electrónico permite las mismas condiciones de la alarma ser mandadas a usuarios vía correo electrónico. En vez de repetir periódicamente, las alarmas de correo electrónico pueden ser mandadas a usuarios adicionales (es decir, la alarma es agravada) hasta que la condición de la alarma sea resuelta o hasta que la alarma sea "Reconocida" en el MIU o la Pantalla de Tiempo Real. Para reconocer una alarma de voz o de correo electrónico de una computadora, siga estos pasos:
• Empieza el programa Real-Time Display. Para hacerlo, empieza el Main Menu y oprima el icono Launch Real-Time Display.
• Clik dos veces en la máquina apropriada (o icono de máquina ). La pantalla de Machine Status será demostrada.
• Oprima el boton Voice/Email. La pantalla de Acknowledge Voice/Email Alarms
será demostrada. Oprima el tipo(s) de alarma(s) para reconocer y oprima Acknowledge.
Pantalla de Reconocer Alarmas de Voz/Correo Electrónico
Para reconocer una alarma de voz o de correo electrónico de un MIU, vaya al área relacionada del MIU y aprieta el botón Acknowledge Voice. Por ejemplo, para reconocer las alarmas de Ayuda, vaya a la pantalla de Llamada Para Ayuda y aprieta el botón Acknowledge Voice. Para reconocer las alarmas de Tiempo de Inactividad, vaya a la pantalla de la selección del Tiempo de

Copyright © 1983-2007 Mattec Corporation
5-112 810-0014 Rev – C
Inactividad y aprieta el botón Acknowledge Voice. Para reconocer alarmas Fuera de Específicación, vaya a la pantalla de Posición/Alarma y aprieta el botón Acknowledge Voice.
Copyright © 1983-2007 Mattec Corporation
5-113 810-0014 Rev – C
5.1.2 Recordando Archivos .WAV para Alarmas de Voz Antes de permitir la opción de la Alarma de Voz, se debe crear los archivos sonidos necesarios. Todos archivos sonidos que son utilizados por ProHelp® EPM son grabados típicamente por el cliente y siempre son almacenados en archivos .WAV. Es buena idea utilizar un instrumento de terceros para grabar y redactar los archivos sonidos.
Punta Avanzada#1
Goldwave™ es una grabadora de sonidos buena de terceros. Cuando se usa Goldwave™, salva los archivos sonidos como archivos .WAV en el formato " PCM signed 16 bit, Mono, 44100Hz ". Esto proporcionará un sonido de buena calidad para la mayoría de los sistemas PA.
Los archivos sonidos son leídos por el motor controlado de una ubicación predefinida (C:\Program Files\Mattec\ProHelp\Voice) en la computadora de server. Los archivos de tipos diferentes son almacenados en subdirectorios diferentes. Por ejemplo, los nombres de máquinas son almacenados en el subdirectorio “..\Names\Mach” como (C:\Program Files\Mattec\ProHelp\Voice\Names\Mach). Cada máquina (por ejemplo, "01") tendrá su propio archivo sonido (por ejemplo, "01.wav") que dice simplemente el nombre de la máquina (por ejemplo, "Máquina Uno").
Punta Avanzada#2
Antes de crear centenares de archivos sonidos, se puede querer utilizar los archivos sonidos predefinidos que Mattec proporciona para permitir la opción de la Alarma de Voz para una razón de la Llamada de Ayuda. Esto le permitirá probar su configuración y escuchar a algunos de archivos de muestra de Mattec.
La mesa siguiente describe los tipos de los archivos sonidos que se necesitará crear y su ubicación predefinida:
Tipo Subdirectorio Descripción Machine Names ..\Voice\Names\Mach Los nombres de cada máquina. El
nombre de cada archivo (por ejemplo, "01.WAV") será entrado en el programa de configuración de Máquina. Visita la Sección 3 para información adicional.
Copyright © 1983-2007 Mattec Corporation
5-114 810-0014 Rev – C
Tipo Subdirectorio Descripción Department Names ..\Voice\Names\Dept Los nombres de cada departamento. El
nombre de cada archivo será entrado en el programa de Configuración de Departamento. Visita la Sección 2.3 para información adicional.
Help Call Reasons ..\Voice\Help Los nombres de cada razón de llamada de ayuda. El nombre de cada archivo será entrado en el programa de Configuración de Códigos de Ayuda. Visita la Sección 2.8 para información adicional.
Downtime Reasons ..\Voice\Down Los nombres de cada razón de tiempo de inactividad. El nombre de cada archivo será entrado en el programa de Configuración de Códigos de Inactividad. Visita la Sección 2.6 para información adicional.
Parameter Names ..\Voice\Parm El nombre de cada parámetro del proceso. El nombre de cada archivo será entrado en el programa de Configuración de Parámetros de Proceso. Visita la Sección 2.11 para información adicional.
No se puede necesitar registrar todos los archivos sonidos. Por ejemplo, si no se realizará alarmar para llamadas para ayuda, entonces no se necesita registrar las Razones de Llamada de Ayuda. Si no se realizará alarmar cuando una máquina es inactiva, entonces no se necesita registrar las Razones de Tiempo de Inactividad. Si no se realizará alarmar en el parámetro del proceso fuera de condiciones de específicación, entonces no se necesita registrar los Nombres del Parámetro. Si un archivo sonido es necesitado, pero pierde, será saltado simplemente. Hay un puñado de archivos sonidos especiales que no existen en el encima de guías. La mesa siguiente describe estos archivos especiales que se necesitará crear y su ubicación predefinida:
Nombre de Archivo
Subdirectorio Descripción
bell.wav ..\Voice\Names Este archivo contiene el sonido de la campana que puede ser tocado opciónalmente en el comienzo de un anuncio de voz.

Copyright © 1983-2007 Mattec Corporation
5-115 810-0014 Rev – C
Nombre de Archivo
Subdirectorio Descripción
down.wav ..\Voice\Names Este archivo, que contiene típicamente la frase “…down for…”, es tocado durante un anuncio de tiempo de inactividad.
help.wav ..\Voice\Names Este archivo, que contiene típicamente la frase “…needs assistance…” es tocado durante un anuncio de la llamada de ayuda.
signal.wav ..\Voice\Names Este archivo, que contiene típicamente la frase “…limits violation…”es tocado durante un anuncio de fuera de específicación.
unknown.wav ..\Voice\Names Este archivo, que contiene típicamente la frase “Unknown”, es tocado siempre cuando un archive de voz necesitado no puede ser localizado.
Punta Avanzada#3
Una grabación del sonido buena será fuerte, sin cualquier deformación. Se puede querer practicar grabación y tocar el sonido y ajustar su distancia al micrófono, como apropia.
En vez de recordando simplemente el texto necesitado, trata de decir el anuncio repleto de la voz, entonces elimina el texto innecesario. Por ejemplo, se imagina que se tiene una Llamada de Ayuda denominado "Supervisor". Se quiere que el anuncio de la voz repleto diga "Máquina Uno necesita un supervisor". En vez de recordando simplemente el texto "necesita un supervisor", trata de recordar el anuncio repleto "Máquina Uno necesita un supervisor" entonces elimina el texto "Máquina Uno". Esto puede tener como resultado un anuncio que tiene un sonido más natural.
Después de colocar los archivos sonidos en las guías apropiadas en la computadora de server, asegura que se modifique las áreas apropiadas del software para listar los nombres de los archivos. Por ejemplo, cada configuración de Máquina debe ser modificada para listar el nombre del archivo sonido pertinente para la máquina. Repita esto para todas Máquinas, los Departamentos, Códigos de Ayuda, Códigos de Inactividad, y los Parámetros del Proceso.
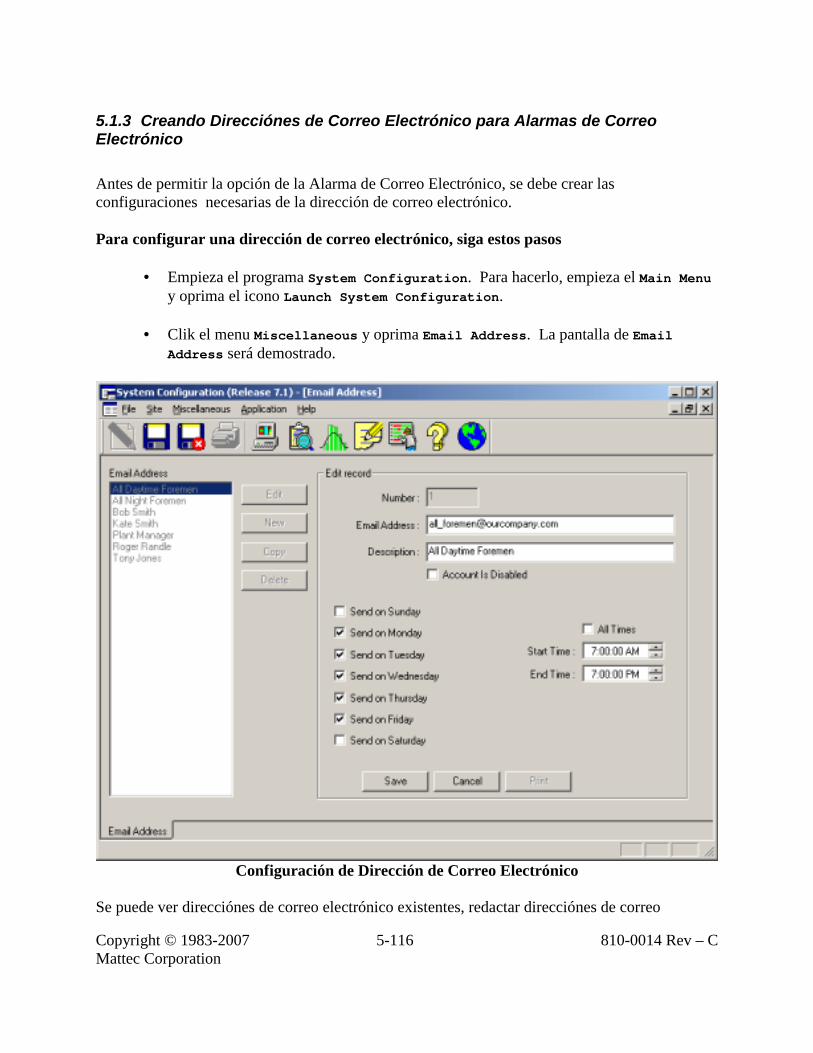
Copyright © 1983-2007 Mattec Corporation
5-116 810-0014 Rev – C
5.1.3 Creando Direcciónes de Correo Electrónico para Alarmas de Correo Electrónico Antes de permitir la opción de la Alarma de Correo Electrónico, se debe crear las configuraciones necesarias de la dirección de correo electrónico. Para configurar una dirección de correo electrónico, siga estos pasos
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Email Address. La pantalla de Email Address será demostrado.
Configuración de Dirección de Correo Electrónico
Se puede ver direcciónes de correo electrónico existentes, redactar direcciónes de correo
Copyright © 1983-2007 Mattec Corporation
5-117 810-0014 Rev – C
electrónico existentes, crear nuevas direcciónes de correo electrónico, y borrar direcciónes de correo electrónico existentes si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar una dirección de correo electrónico si la dirección es asignada a un Mapa de Voz/Correo Electrónico. Los campos siguientes están disponibles en la pantalla de Configuración de Dirección de Correo Electrónico:
Campo Descripción Email Address La dirección de correo electrónico (o alias) donde alarmas de correo
electrónico serán mandadas. Description Una descripción para esta configuración. Si un usuario necesita
múltiples configuraciones , utilizan simplemente la misma Dirección de Correo Electrónico y una Descripción diferente.
Account Disabled
Le permite incapacitar temporalmente esta Dirección de Correo Electrónico, tal como cuando un usuario está de vacaciones.
Days of Week Verifique los días de la semana cuando este usuario debe recibir las alarmas de correo electrónico.
Times Verifique "All Times" para mandar las alarmas de correo electrónico a este usuario todo el día por el día(s) permitido o específica un tiempo del comienzo y tiempo final para mandar las alarmas.
El programa de la Configuración de la Dirección de Correo Electrónico le permite definir las horas del día (o "All Times") y los días de la semana cuando una dirección de correo electrónico específica debe recibir las alarmas de correo electrónico. Por ejemplo, algunos usuarios sólo pueden recibir las alarmas de correo electrónico durante su día de trabajo normal, mientras que otros usuarios sólo pueden recibir las alarmas de correo electrónico después de horas.

Copyright © 1983-2007 Mattec Corporation
5-118 810-0014 Rev – C
Punta Avanzada#1
Algunos usuarios pueden querer múltiples configuraciones de correo electrónico. Por ejemplo, el Director de Fábrica puede querer recibir correos electrónicos para acontecimientos de tiempo de inactividad después de que una máquina haya sido inactiva durante 30 minutos, con tal de que él/ella sea actualmente en la oficina. Sin embargo, él/ella puede querer ser notificada inmediatamente si una máquina esta inactiva después de horas.
Para alcanzar esto, crea simplemente dos configuraciones de la Dirección de Correo Electrónico para el usuario, cada con la misma Dirección de Correo Electrónico pero cada con una "Descripción" diferente. Una dirección recibirá correos electrónicos durante ciertos días/tiempos mientras la segunda dirección recibirá correos electrónicos durante días/tiempos diferentes. (El Mapa de Voz/Correo Electrónico le permitirá mandar las alarmas de correo electrónico a la primera cuenta después de que una máquina haya sido inactiva durante 30 minutos y a la segunda cuenta tan pronto como una máquina es inactiva).
Punta Avanzada#2
Si un usuario quiere recibir las alarmas de correo electrónico de 8-12 y de 1-5, pero no quiere recibir las alarmas de correo electrónico durante el almuerzo, crean simplemente dos cuentas de correo electrónico para este usuario como descrito arriba.
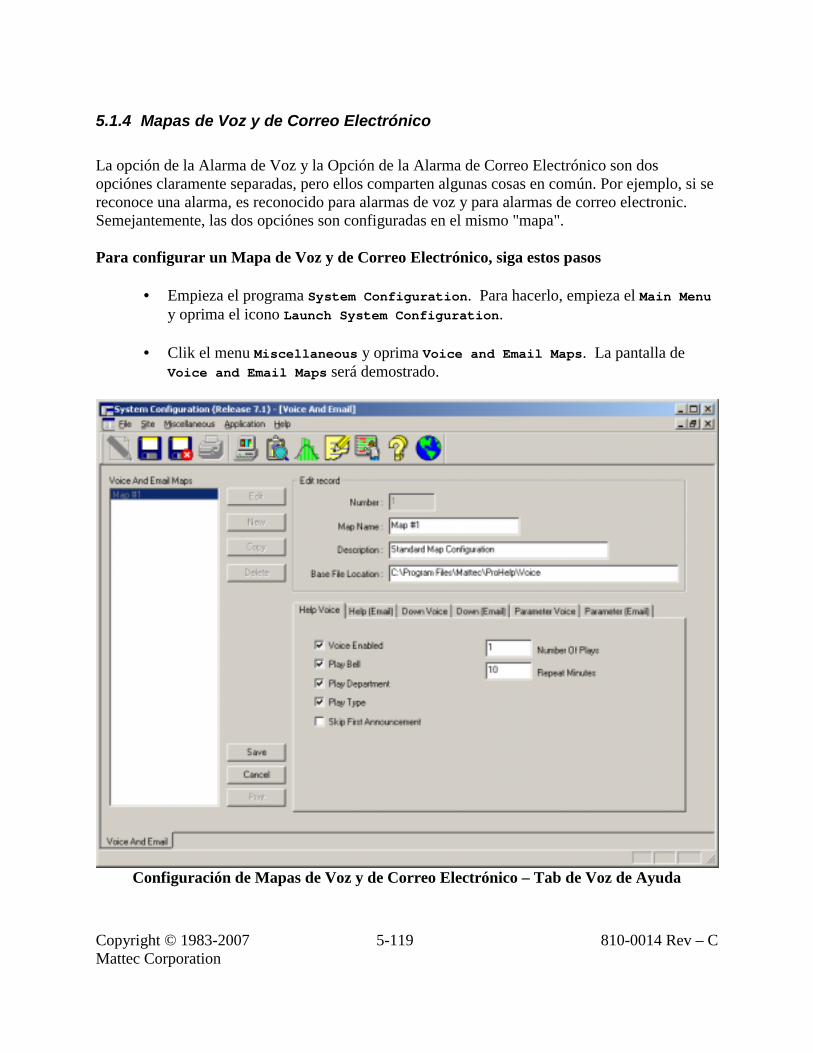
Copyright © 1983-2007 Mattec Corporation
5-119 810-0014 Rev – C
5.1.4 Mapas de Voz y de Correo Electrónico La opción de la Alarma de Voz y la Opción de la Alarma de Correo Electrónico son dos opciónes claramente separadas, pero ellos comparten algunas cosas en común. Por ejemplo, si se reconoce una alarma, es reconocido para alarmas de voz y para alarmas de correo electronic. Semejantemente, las dos opciónes son configuradas en el mismo "mapa". Para configurar un Mapa de Voz y de Correo Electrónico, siga estos pasos
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Voice and Email Maps. La pantalla de Voice and Email Maps será demostrado.
Configuración de Mapas de Voz y de Correo Electrónico – Tab de Voz de Ayuda

Copyright © 1983-2007 Mattec Corporation
5-120 810-0014 Rev – C
Configuración de Mapas de Voz y de Correo Electrónico – Tab de Ayuda de Correo
Electrónico Se puede ver mapas existentes, redactar existiendo mapas, crear nuevos mapas, y borrar mapas existentes si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar un mapa si el mapa es asignado a una Máquina. Un Mapa de Voz y de Correo Electrónico es utilizado para permitir/incapacitar lo siguiente:
• Alarmas de Voz para llamadas de ayuda. • Alarmas de Correo Electrónico para llamadas de ayuda. • Alarmas de Voz para máquinas inactivas. • Alarmas de Correo Electrónico para máquinas inactivas. • Alarmas de Voz para máquinas fuera-de-específicacion. • Alarmas de Correo Electrónico para máquinas fuera-de-específicacion.
Copyright © 1983-2007 Mattec Corporation
5-121 810-0014 Rev – C
Punta Avanzada#1
Cuando se usa cualquier opción de alarma para llamadas de ayuda, los códigos específicos de ayuda deben ser permitidos individualmente. Visita la Sección 2.8 para información adicional.
Cuando se usa cualquier opción de alarma para máquinas que son inactivas, los códigos específicos de inactividad deben ser permitidos individualmente. Visita la Sección 2.6 para información adicional.
Punta Avanzada#2
Cuando se usa cualquier opción de alarma para alarmas de fuera de específicación, es buena idea de permitir todos parámetros del proceso y no permitir algunos parámetros del proceso al incapacitar otros parámetros del proceso. Salga en blanco el "Archivo del Sonido" para todos parámetros del proceso. Visita la Sección 2.11 para información adicional.
Los campos siguientes están disponibles en la pantalla de Configuración de Mapa de Voz y de Correo Electrónico:
Campo Descripción Map Name El nombre único para el Mapa. Este valor será demostrado en el
programa de configuración de Máquina. Description Una descripción para el mapa. Base File Location La ubicación del archivo, de la perspectiva de la computadora de
server, donde archivos/guías de voz son localizadas. Voice Enabled Permite las alarmas de voz para esta tab (Ayuda, Inactiva, o
Parámetro). Play Bell Si permitido, un sonido de campana será tocado en el comienzo
del anuncio de voz. Play Department Si permitido, el nombre del departamento será tocado antes de que
el número de máquina es tocado. Play Type Si permitido, el tipo de alarma (por ejemplo, "Necesita Ayuda")
será tocado antes de que la razón específica (por ejemplo, el "Supervisor") es tocado. Este campo es incapacitado para los anuncios del Parámetro (fuera-de-específicacion) para que una frase semejante a "limite la infracción" siempre es tocado.
Skip First Announcement
Si permitido, el primer anuncio de la voz es saltado. El primer anuncio audible será oído después de "Repite Minutos" ha pasado.
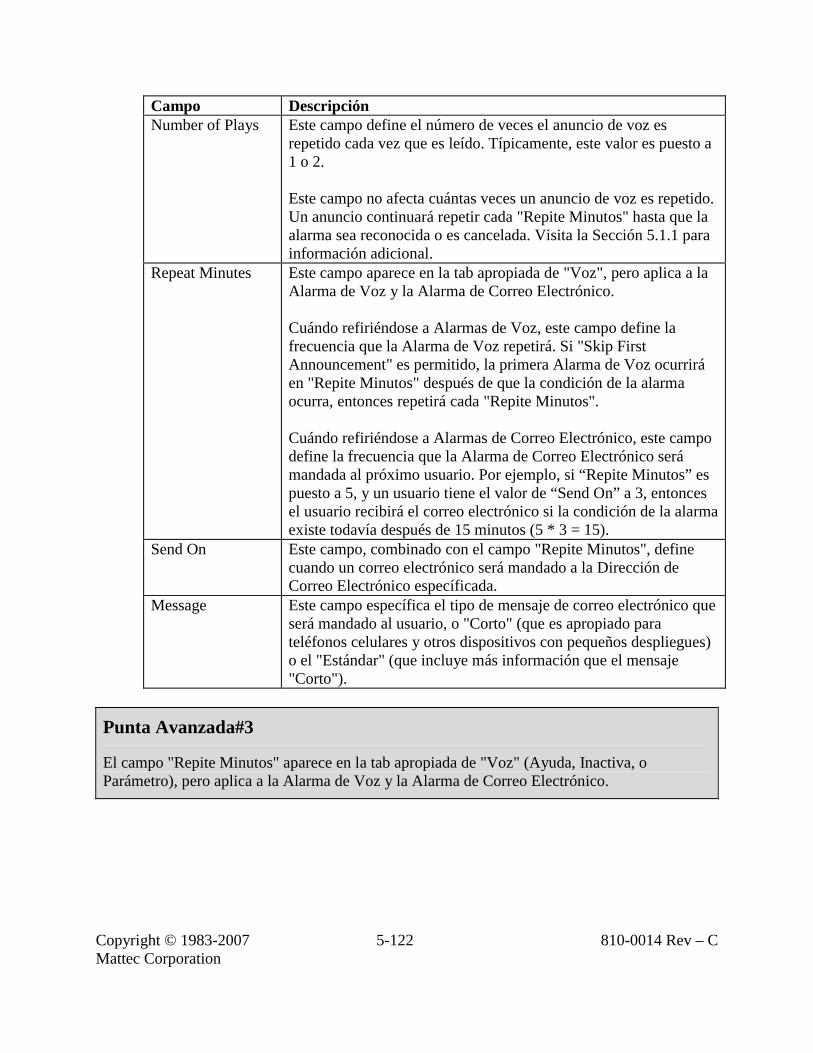
Copyright © 1983-2007 Mattec Corporation
5-122 810-0014 Rev – C
Campo Descripción Number of Plays Este campo define el número de veces el anuncio de voz es
repetido cada vez que es leído. Típicamente, este valor es puesto a 1 o 2. Este campo no afecta cuántas veces un anuncio de voz es repetido. Un anuncio continuará repetir cada "Repite Minutos" hasta que la alarma sea reconocida o es cancelada. Visita la Sección 5.1.1 para información adicional.
Repeat Minutes Este campo aparece en la tab apropiada de "Voz", pero aplica a la Alarma de Voz y la Alarma de Correo Electrónico. Cuándo refiriéndose a Alarmas de Voz, este campo define la frecuencia que la Alarma de Voz repetirá. Si "Skip First Announcement" es permitido, la primera Alarma de Voz ocurrirá en "Repite Minutos" después de que la condición de la alarma ocurra, entonces repetirá cada "Repite Minutos". Cuándo refiriéndose a Alarmas de Correo Electrónico, este campo define la frecuencia que la Alarma de Correo Electrónico será mandada al próximo usuario. Por ejemplo, si “Repite Minutos” es puesto a 5, y un usuario tiene el valor de “Send On” a 3, entonces el usuario recibirá el correo electrónico si la condición de la alarma existe todavía después de 15 minutos (5 * 3 = 15).
Send On Este campo, combinado con el campo "Repite Minutos", define cuando un correo electrónico será mandado a la Dirección de Correo Electrónico específicada.
Message Este campo específica el tipo de mensaje de correo electrónico que será mandado al usuario, o "Corto" (que es apropiado para teléfonos celulares y otros dispositivos con pequeños despliegues) o el "Estándar" (que incluye más información que el mensaje "Corto").
Punta Avanzada#3
El campo "Repite Minutos" aparece en la tab apropiada de "Voz" (Ayuda, Inactiva, o Parámetro), pero aplica a la Alarma de Voz y la Alarma de Correo Electrónico.

Copyright © 1983-2007 Mattec Corporation
5-123 810-0014 Rev – C
Punta Avanzada#4 El campo "Play Type" es incapacitado para los anuncios del Parámetro (fuera-de-específicacion) para que una frase semejante a "limite la infracción" siempre es tocado. Si múltiples parámetros del proceso son fuera de específicación en el tiempo cuando la condición de la alarma ocurre, ningúnos nombres del parámetro del proceso serán anunciados.
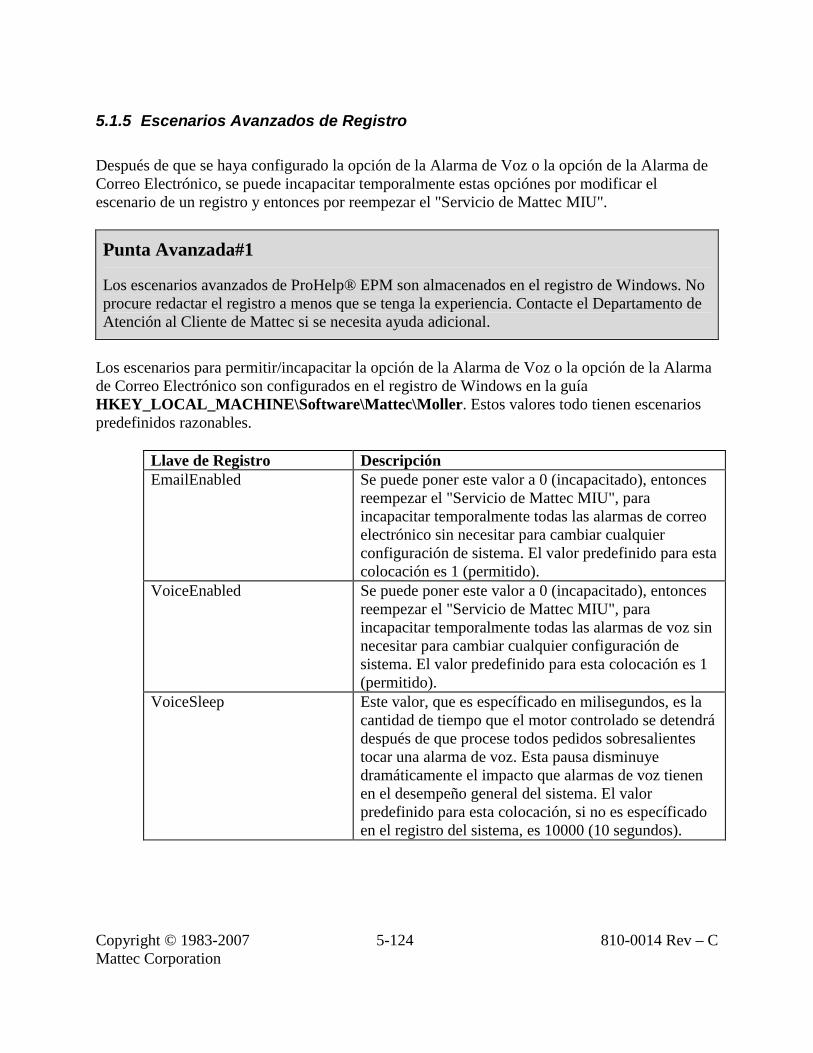
Copyright © 1983-2007 Mattec Corporation
5-124 810-0014 Rev – C
5.1.5 Escenarios Avanzados de Registro Después de que se haya configurado la opción de la Alarma de Voz o la opción de la Alarma de Correo Electrónico, se puede incapacitar temporalmente estas opciónes por modificar el escenario de un registro y entonces por reempezar el "Servicio de Mattec MIU".
Punta Avanzada#1
Los escenarios avanzados de ProHelp® EPM son almacenados en el registro de Windows. No procure redactar el registro a menos que se tenga la experiencia. Contacte el Departamento de Atención al Cliente de Mattec si se necesita ayuda adicional.
Los escenarios para permitir/incapacitar la opción de la Alarma de Voz o la opción de la Alarma de Correo Electrónico son configurados en el registro de Windows en la guía HKEY_LOCAL_MACHINE\Software\Mattec\Moller. Estos valores todo tienen escenarios predefinidos razonables.
Llave de Registro Descripción EmailEnabled Se puede poner este valor a 0 (incapacitado), entonces
reempezar el "Servicio de Mattec MIU", para incapacitar temporalmente todas las alarmas de correo electrónico sin necesitar para cambiar cualquier configuración de sistema. El valor predefinido para esta colocación es 1 (permitido).
VoiceEnabled Se puede poner este valor a 0 (incapacitado), entonces reempezar el "Servicio de Mattec MIU", para incapacitar temporalmente todas las alarmas de voz sin necesitar para cambiar cualquier configuración de sistema. El valor predefinido para esta colocación es 1 (permitido).
VoiceSleep Este valor, que es específicado en milisegundos, es la cantidad de tiempo que el motor controlado se detendrá después de que procese todos pedidos sobresalientes tocar una alarma de voz. Esta pausa disminuye dramáticamente el impacto que alarmas de voz tienen en el desempeño general del sistema. El valor predefinido para esta colocación, si no es específicado en el registro del sistema, es 10000 (10 segundos).
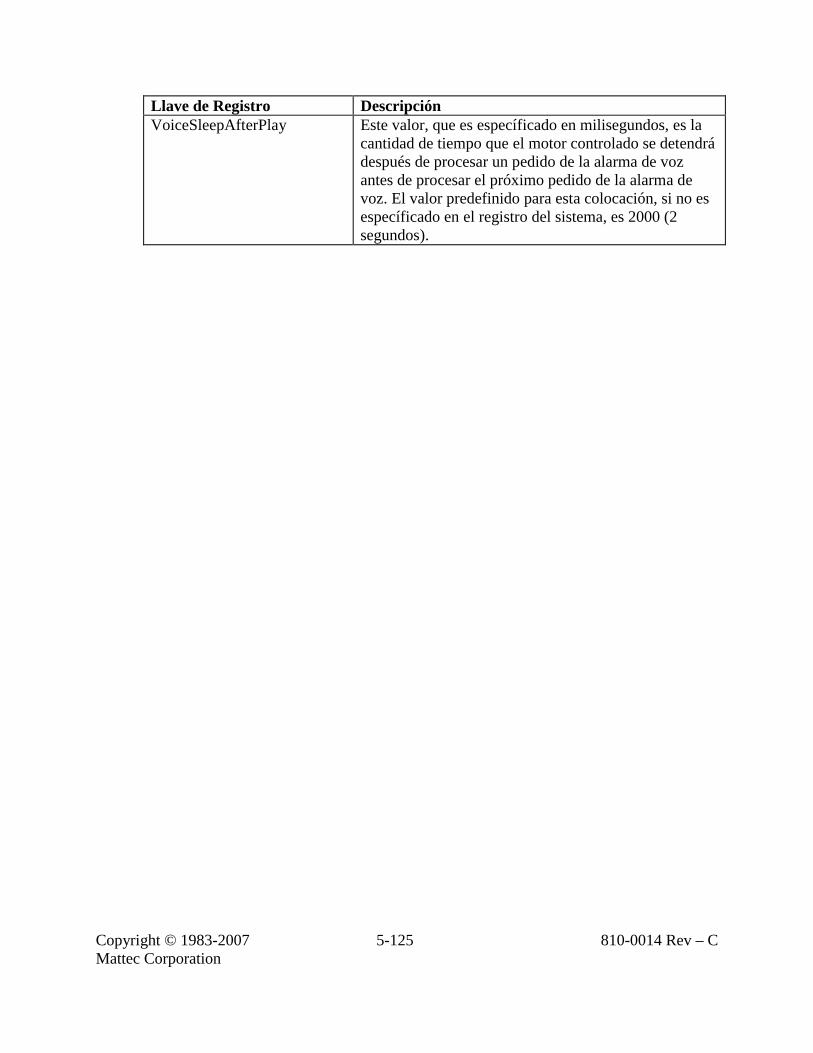
Copyright © 1983-2007 Mattec Corporation
5-125 810-0014 Rev – C
Llave de Registro Descripción VoiceSleepAfterPlay Este valor, que es específicado en milisegundos, es la
cantidad de tiempo que el motor controlado se detendrá después de procesar un pedido de la alarma de voz antes de procesar el próximo pedido de la alarma de voz. El valor predefinido para esta colocación, si no es específicado en el registro del sistema, es 2000 (2 segundos).
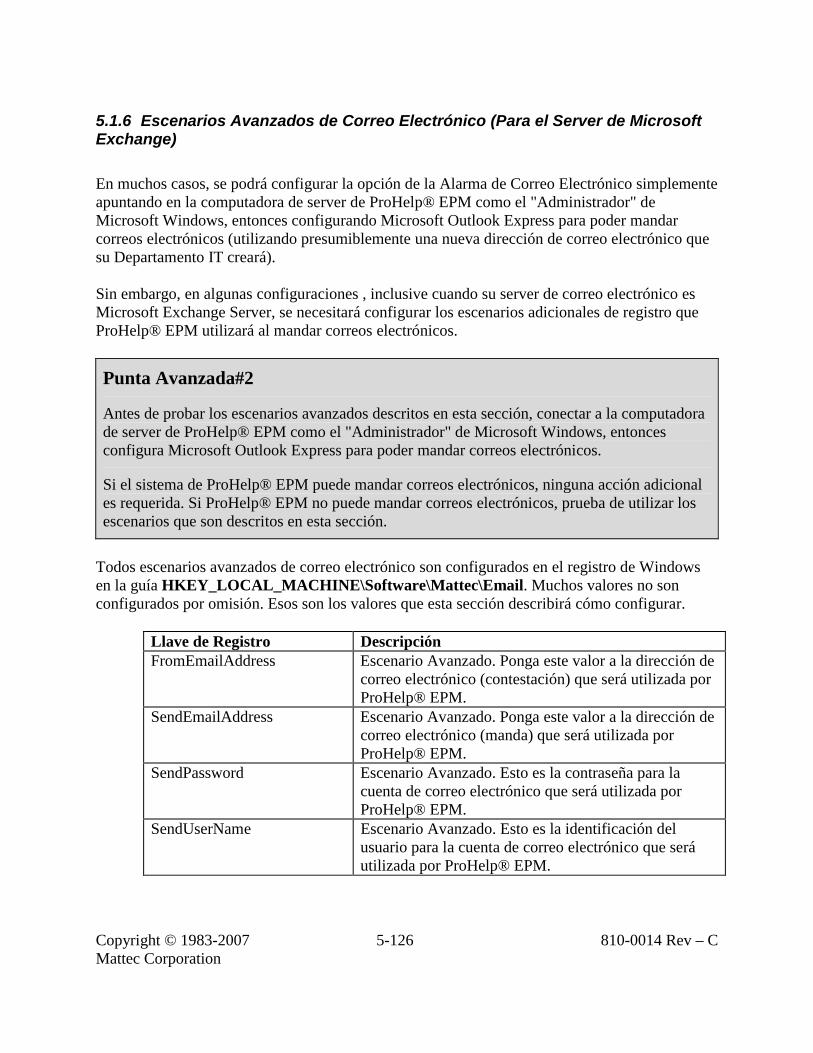
Copyright © 1983-2007 Mattec Corporation
5-126 810-0014 Rev – C
5.1.6 Escenarios Avanzados de Correo Electrónico (Para el Server de Microsoft Exchange) En muchos casos, se podrá configurar la opción de la Alarma de Correo Electrónico simplemente apuntando en la computadora de server de ProHelp® EPM como el "Administrador" de Microsoft Windows, entonces configurando Microsoft Outlook Express para poder mandar correos electrónicos (utilizando presumiblemente una nueva dirección de correo electrónico que su Departamento IT creará). Sin embargo, en algunas configuraciones , inclusive cuando su server de correo electrónico es Microsoft Exchange Server, se necesitará configurar los escenarios adicionales de registro que ProHelp® EPM utilizará al mandar correos electrónicos.
Punta Avanzada#2
Antes de probar los escenarios avanzados descritos en esta sección, conectar a la computadora de server de ProHelp® EPM como el "Administrador" de Microsoft Windows, entonces configura Microsoft Outlook Express para poder mandar correos electrónicos.
Si el sistema de ProHelp® EPM puede mandar correos electrónicos, ninguna acción adicional es requerida. Si ProHelp® EPM no puede mandar correos electrónicos, prueba de utilizar los escenarios que son descritos en esta sección.
Todos escenarios avanzados de correo electrónico son configurados en el registro de Windows en la guía HKEY_LOCAL_MACHINE\Software\Mattec\Email. Muchos valores no son configurados por omisión. Esos son los valores que esta sección describirá cómo configurar.
Llave de Registro Descripción FromEmailAddress Escenario Avanzado. Ponga este valor a la dirección de
correo electrónico (contestación) que será utilizada por ProHelp® EPM.
SendEmailAddress Escenario Avanzado. Ponga este valor a la dirección de correo electrónico (manda) que será utilizada por ProHelp® EPM.
SendPassword Escenario Avanzado. Esto es la contraseña para la cuenta de correo electrónico que será utilizada por ProHelp® EPM.
SendUserName Escenario Avanzado. Esto es la identificación del usuario para la cuenta de correo electrónico que será utilizada por ProHelp® EPM.
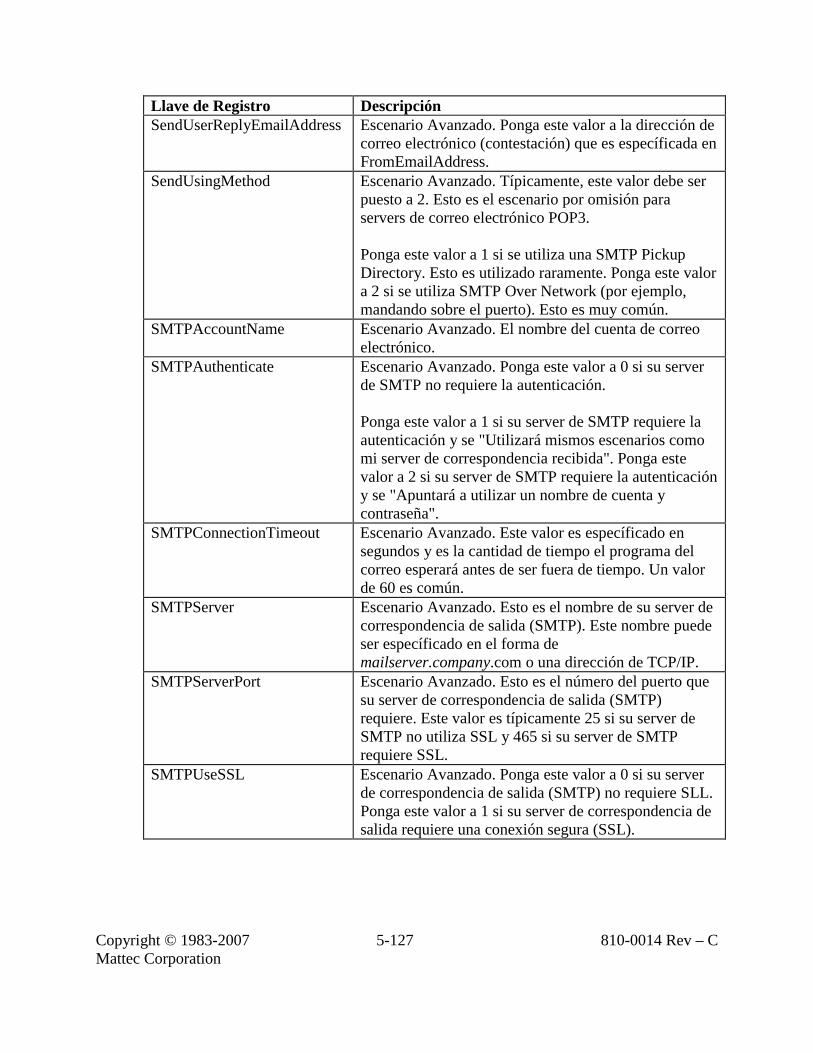
Copyright © 1983-2007 Mattec Corporation
5-127 810-0014 Rev – C
Llave de Registro Descripción SendUserReplyEmailAddress Escenario Avanzado. Ponga este valor a la dirección de
correo electrónico (contestación) que es específicada en FromEmailAddress.
SendUsingMethod Escenario Avanzado. Típicamente, este valor debe ser puesto a 2. Esto es el escenario por omisión para servers de correo electrónico POP3. Ponga este valor a 1 si se utiliza una SMTP Pickup Directory. Esto es utilizado raramente. Ponga este valor a 2 si se utiliza SMTP Over Network (por ejemplo, mandando sobre el puerto). Esto es muy común.
SMTPAccountName Escenario Avanzado. El nombre del cuenta de correo electrónico.
SMTPAuthenticate Escenario Avanzado. Ponga este valor a 0 si su server de SMTP no requiere la autenticación. Ponga este valor a 1 si su server de SMTP requiere la autenticación y se "Utilizará mismos escenarios como mi server de correspondencia recibida". Ponga este valor a 2 si su server de SMTP requiere la autenticación y se "Apuntará a utilizar un nombre de cuenta y contraseña".
SMTPConnectionTimeout Escenario Avanzado. Este valor es específicado en segundos y es la cantidad de tiempo el programa del correo esperará antes de ser fuera de tiempo. Un valor de 60 es común.
SMTPServer Escenario Avanzado. Esto es el nombre de su server de correspondencia de salida (SMTP). Este nombre puede ser específicado en el forma de mailserver.company.com o una dirección de TCP/IP.
SMTPServerPort Escenario Avanzado. Esto es el número del puerto que su server de correspondencia de salida (SMTP) requiere. Este valor es típicamente 25 si su server de SMTP no utiliza SSL y 465 si su server de SMTP requiere SSL.
SMTPUseSSL Escenario Avanzado. Ponga este valor a 0 si su server de correspondencia de salida (SMTP) no requiere SLL. Ponga este valor a 1 si su server de correspondencia de salida requiere una conexión segura (SSL).
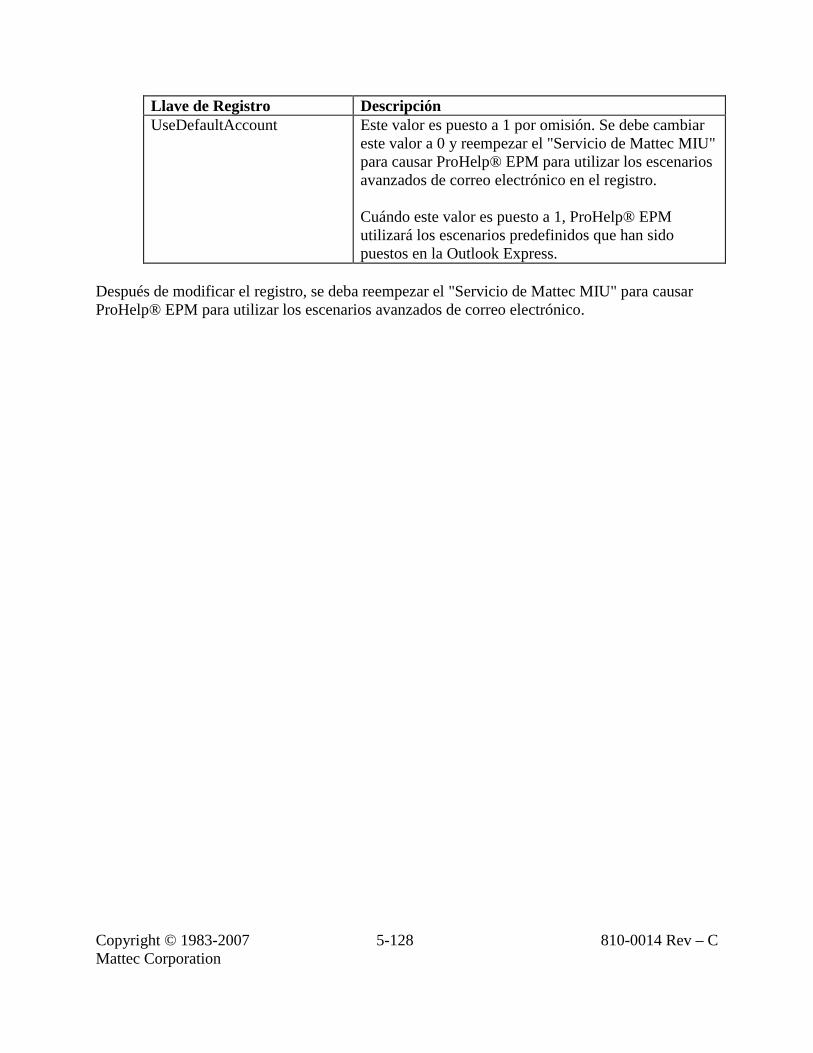
Copyright © 1983-2007 Mattec Corporation
5-128 810-0014 Rev – C
Llave de Registro Descripción UseDefaultAccount Este valor es puesto a 1 por omisión. Se debe cambiar
este valor a 0 y reempezar el "Servicio de Mattec MIU" para causar ProHelp® EPM para utilizar los escenarios avanzados de correo electrónico en el registro. Cuándo este valor es puesto a 1, ProHelp® EPM utilizará los escenarios predefinidos que han sido puestos en la Outlook Express.
Después de modificar el registro, se deba reempezar el "Servicio de Mattec MIU" para causar ProHelp® EPM para utilizar los escenarios avanzados de correo electrónico.
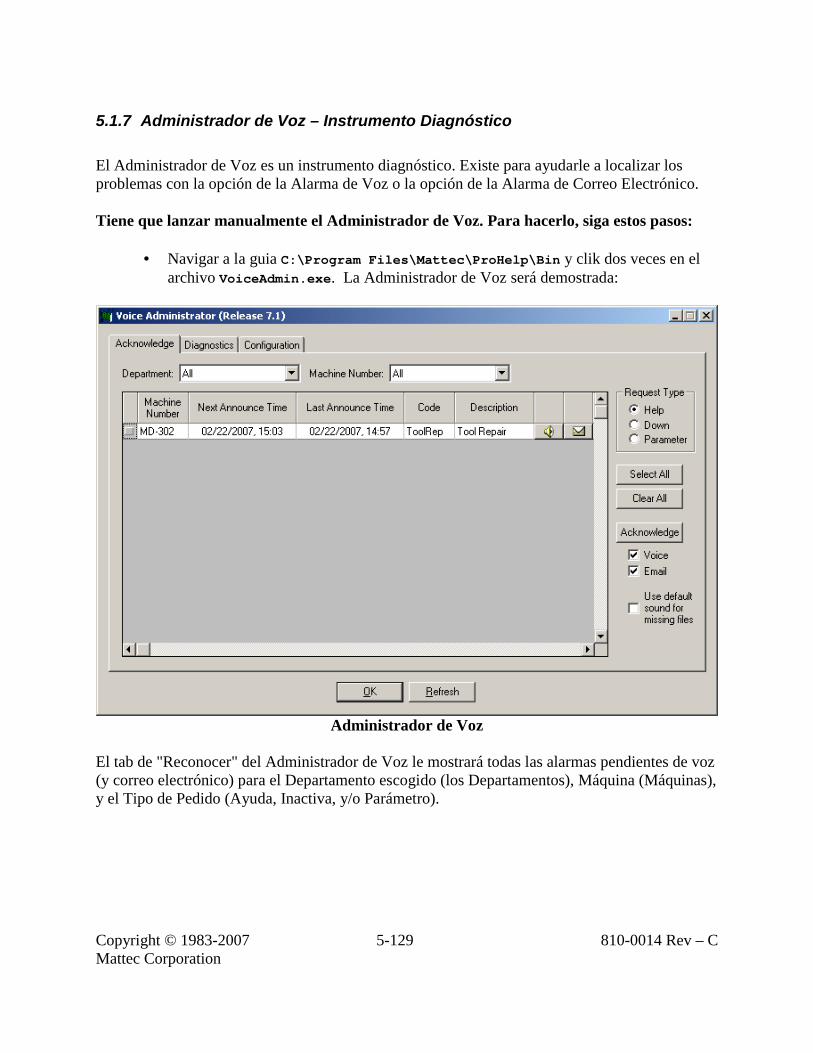
Copyright © 1983-2007 Mattec Corporation
5-129 810-0014 Rev – C
5.1.7 Administrador de Voz – Instrumento Diagnóstico El Administrador de Voz es un instrumento diagnóstico. Existe para ayudarle a localizar los problemas con la opción de la Alarma de Voz o la opción de la Alarma de Correo Electrónico. Tiene que lanzar manualmente el Administrador de Voz. Para hacerlo, siga estos pasos:
• Navigar a la guia C:\Program Files\Mattec\ProHelp\Bin y clik dos veces en el archivo VoiceAdmin.exe. La Administrador de Voz será demostrada:
Administrador de Voz
El tab de "Reconocer" del Administrador de Voz le mostrará todas las alarmas pendientes de voz (y correo electrónico) para el Departamento escogido (los Departamentos), Máquina (Máquinas), y el Tipo de Pedido (Ayuda, Inactiva, y/o Parámetro).
Copyright © 1983-2007 Mattec Corporation
5-130 810-0014 Rev – C
Punta Avanzada#1
Si una alarma debe estar pendiente, pero no es demostrado, entonces la alarma probablemente no es configurada apropiadamente. Por ejemplo, si se ha pedido Ayuda (Razón #2) de la Máquina #1, pero una alarma no es demostrada, verifica lo Siguiente:
1. Asegure que Razón de Ayuda #2 ha sido permitido para alarmas de voz (y tiene un "Archivo de Voz" específicado) o ha sido permitido para alarmas de correo electrónico.
2. Asegure que Máquina #1 tiene un Mapa de Voz y de Correo Electrónico específicado.
3. Asegure que el Mapa de Voz y de Correo Electrónico tiene las alarmas de voz para la llamada de ayuda o alarmas de correo electrónico para llamadas de ayuda permitido.
Se puede apretar el icono del sonido para probar un pedido de voz pendiente. El pedido será tocado inmediatamente utilizando la configuración en el Mapa de Voz y de Correo Electrónico. Se puede apretar el icono de correo electrónico para probar un pedido de correo electrónico pendiente. Se será incitado a escoger una dirección de correo electrónico válida (tal como su propio) y el sistema le mandará la alarma de correo electrónico utilizando la configuración en el Mapa de Voz y de Correo Electrónico.
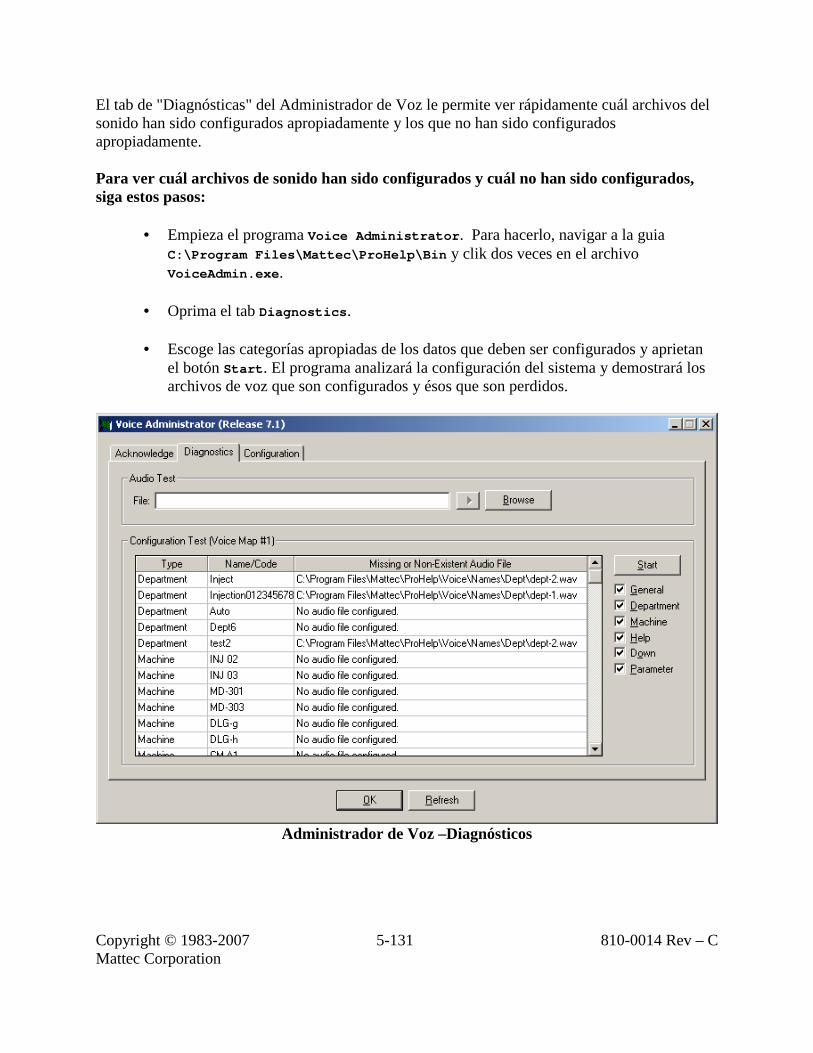
Copyright © 1983-2007 Mattec Corporation
5-131 810-0014 Rev – C
El tab de "Diagnósticas" del Administrador de Voz le permite ver rápidamente cuál archivos del sonido han sido configurados apropiadamente y los que no han sido configurados apropiadamente. Para ver cuál archivos de sonido han sido configurados y cuál no han sido configurados, siga estos pasos:
• Empieza el programa Voice Administrator. Para hacerlo, navigar a la guia C:\Program Files\Mattec\ProHelp\Bin y clik dos veces en el archivo VoiceAdmin.exe.
• Oprima el tab Diagnostics.
• Escoge las categorías apropiadas de los datos que deben ser configurados y aprietan
el botón Start. El programa analizará la configuración del sistema y demostrará los archivos de voz que son configurados y ésos que son perdidos.
Administrador de Voz –Diagnósticos
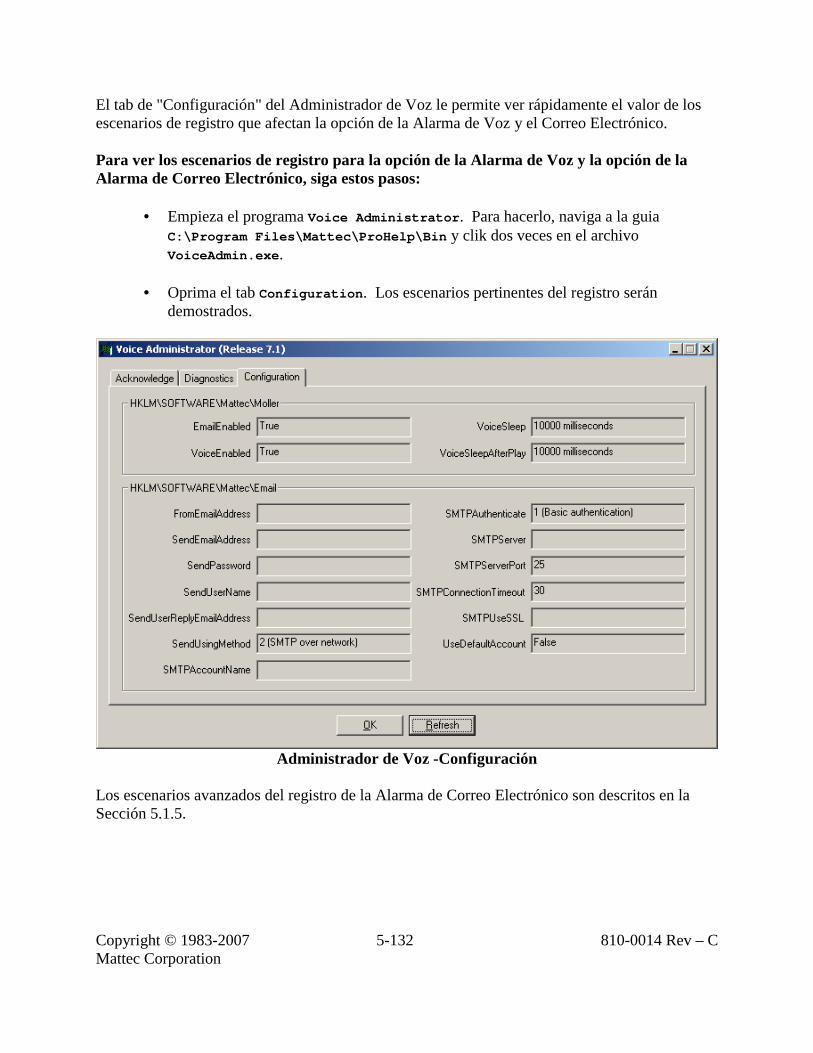
Copyright © 1983-2007 Mattec Corporation
5-132 810-0014 Rev – C
El tab de "Configuración" del Administrador de Voz le permite ver rápidamente el valor de los escenarios de registro que afectan la opción de la Alarma de Voz y el Correo Electrónico. Para ver los escenarios de registro para la opción de la Alarma de Voz y la opción de la Alarma de Correo Electrónico, siga estos pasos:
• Empieza el programa Voice Administrator. Para hacerlo, naviga a la guia C:\Program Files\Mattec\ProHelp\Bin y clik dos veces en el archivo VoiceAdmin.exe.
• Oprima el tab Configuration. Los escenarios pertinentes del registro serán
demostrados.
Administrador de Voz -Configuración
Los escenarios avanzados del registro de la Alarma de Correo Electrónico son descritos en la Sección 5.1.5.

Copyright © 1983-2007 Mattec Corporation
5-133 810-0014 Rev – C
5.2 Impresión de Código de Barras A-Solicitud La opción de la impresión de Código de Barras A-Solicitud de Mattec es una manera de bajo costo pero sumamente-flexible de aplicar el imprimir de Código de Barras dentro de su facilidad. Esta opción le da mucho del control sobre el diseño de rotulo, soporte muchas impresoras, y tiene la capaz de engendrar rótulos de RFID.
Punta Avanzada#1
La impresión de Código de Barras A-Solicitud es una característica opciónal. Se puede comprar esta característica cuande quiere por contactar el Departamento de Ventas de Mattec.
Para configurar la opción de la Impresión de Código de Barras, tiene que hacer lo siguiente:
1. Comprar e instalar por lo menos una copia de Ultra Label Gold. Muchos clientes encontrarán que se pueden cargar este software en la computadora de server de ProHelp® EPM.
2. Diseñe uno o más rótulos de Código de Barras.
3. Defina un Server de Impresión en el software de ProHelp® EPM y configure el
Server de Impresión para escudriñar para pedidos de impresión. Visita la Sección 5.2.1 para información adicional.
4. Cree uno o más Impresoras en Microsoft Windows y los define en el software de
ProHelp® EPM. Visita la Sección 5.2.2para información adicional.
5. Asigne un Server de Impresión y una Impresora a cada Máquina en el programa de configuración de Máquina.
6. Permita la Impresión de Códigos de Barras A-Solicitud en una Identificación de
Parte. Los rótulos pueden ser impresas por apretar el botón de "Print Label" en el PCMIU o por lanzar el Centro del Control de Documento de la Pantalla de Tiempo Real.

Copyright © 1983-2007 Mattec Corporation
5-134 810-0014 Rev – C
Punta Avanzada#2
La impresión de Código de Barras A-Solicitud le requiere a comprar por lo menos una copia de Ultra Label Gold de General Software (www.general-data.com). Ultra Label Gold será utilizado para diseñar rótulos de Código de Barras y será utilizado por el software de ProHelp® EPM para imprimir los rótulos. Cualquier impresora que es sostenida por Ultra Label Gold puede ser utilizada, inclusive impresoras de RFID.

Copyright © 1983-2007 Mattec Corporation
5-135 810-0014 Rev – C
5.2.1 Servers de Impresión Cuándo se instala el software de Ultra Label Gold en una computadora (por ejemplo, la computadora de server de ProHelp® EPM), esta computadora será referida como un "Server de Impresión". Se debe definir por lo menos un Server de Impresión dentro de ProHelp® EPM y configurar al Server de Impresión para escudriñar para pedidos de impresión. Para definir un Server de Impresión, siga estos pasos:
• Cargue el software de Ultra Label Gold en la computadora de Server de Impresión. • Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu
y oprima el icono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Código de Barras Print Servers. La pantalla de configuración de Código de Barras Printer Server será demostrada.
Configuración de Server de Impresión de Código de Barras
Se puede ver Servers de Impresión existentes, redactar existiendo Servers de Impresión, crear nuevos Servers de Impresión, y borrar Servers de Impresión existentes si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar un Server de Impresión si el Server de Impresión es asignado a una máquina.

Copyright © 1983-2007 Mattec Corporation
5-136 810-0014 Rev – C
El " Command File Directory " debe ser una guía en la computadora de Server de Impresión que es compartida para que todas las computadoras que imprimirán rótulos de Código de Barras pueden escribir archivos de pedidos de impresión a la guía. El ejemplo encima presume que la guía "C:\Commands" ha sido compartida y que usuarios tendrán el acceso de Leer/Escribir a esa guía.
Punta Avanzada#1
Cada sistema necesita por lo menos un Server de Impresión de Código de Barras. Se puede crear Servers de Impresión adicionales para aumentar el rendimiento del sistema. Cargue simplemente copias adicionales de Ultra Label Gold en computadoras adicionales, defina los Servers de la Impresión de Códigos de Barras en el software de ProHelp® EPM, y redireccióne algunas máquinas por mandar sus pedidos de impresión a los Servers de Impresión adicionales.
Después de que definir a un Server de Impresión, tiene que usar el software de Ultra Label Gold para decirlo buscar los pedidos de la impresión en la guía apropiada. Para hacerlo, siga estos pasos:
• Empieza el software de Ultra Label Gold en la computadora de Server de Impresión. • Clik el menu Options, clik el menu Configuration, y oprima Command File.
• Entra el nombre del " Command File Directory " que fue específicado arriba, tal
como C:\ Commands. Para imprimir rótulos, se debe empezar manualmente el Command File Monitor en el software de Ultra Label Gold. Para hacerlo, siga estos pasos:
• Empieza el software de Ultra Label Gold en la computadora de Server de Impresión. • Clik el menu Server y oprima Command File. El Command File Monitor será
demostrado.
Advanced Tip #2
Los rótulos de Código de Barras no serán impresas a menos que Ultra Label Gold Command File Monitor es activa. Este programa debe ser empezado manualmente cada vez la computadora de Server de Impresión es reiniciada.

Copyright © 1983-2007 Mattec Corporation
5-137 810-0014 Rev – C
5.2.2 Impresoras El software de Ultra Label Gold sostiene muchas impresoras. Cualquier impresora que es sostenida por Ultra Label Gold puede ser utilizada con la opción de la Impresión de Código de Barras A-Solicitud, inclusive impresoras de RFID. Para definir una Impresora, siga estos pasos:
• Conectar a la computadora del Server de Impresión. Utilizando el Microsoft Windows Control Panel, define una nueva impresora de Código de Barras. La impresora puede ser una impresora conectada, una impresora que es conectada directamente al Server de la Impresión, o una impresora que es conectada directamente a una computadora diferente y compartido para el uso por el Server de Impresión. Sin embargo, se debe poder definir (y accesar) la impresora de la computadora de Server de Impresión.
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu
y oprima el icono Launch System Configuration.
• Clik el menu Miscellaneous y oprima Código de Barras Printers. La pantalla de configuración de Código de Barras Printer será demonstrada.
Configuración de Impresora de Código de Barras
Se puede ver impresoras existentes, redactar existiendo impresoras, crear nuevas impresoras, y borrar impresoras existentes si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar una impresora si la impresora es asignada a una
Copyright © 1983-2007 Mattec Corporation
5-138 810-0014 Rev – C
máquina. El "Nombre de la Impresora" es el nombre largo para la impresora que es demostrada en el Tablero de Control.
Punta Avanzada#1
El Nombre de la Impresora es el nombre largo para la impresora que es demostrada en el Tablero de Control de Microsoft Windows (Impresoras y Fax). Entre este nombre con cuidado, como es caso-sensible.
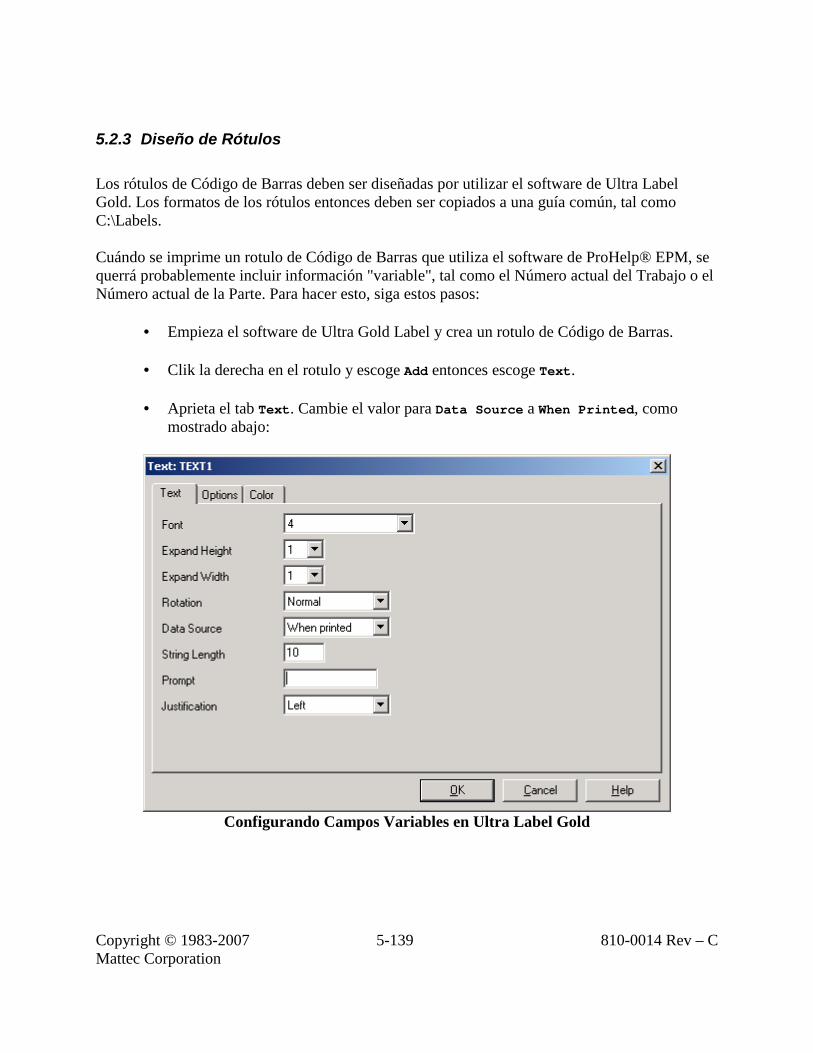
Copyright © 1983-2007 Mattec Corporation
5-139 810-0014 Rev – C
5.2.3 Diseño de Rótulos Los rótulos de Código de Barras deben ser diseñadas por utilizar el software de Ultra Label Gold. Los formatos de los rótulos entonces deben ser copiados a una guía común, tal como C:\Labels. Cuándo se imprime un rotulo de Código de Barras que utiliza el software de ProHelp® EPM, se querrá probablemente incluir información "variable", tal como el Número actual del Trabajo o el Número actual de la Parte. Para hacer esto, siga estos pasos:
• Empieza el software de Ultra Gold Label y crea un rotulo de Código de Barras. • Clik la derecha en el rotulo y escoge Add entonces escoge Text.
• Aprieta el tab Text. Cambie el valor para Data Source a When Printed, como
mostrado abajo:
Configurando Campos Variables en Ultra Label Gold

Copyright © 1983-2007 Mattec Corporation
5-140 810-0014 Rev – C
• Oprima el tab Options. Específica el variable en la caja Field Name.
Específicando el variable “MATTECJob”
Los campos variables siguientes están disponibles para usar en el software uniforme:
Campo Variable Descripción MattecJob El Número del Trabajo. MattecPart El Número de Parte. MattecPartsPerCase Las partes por el caso para la identificación de Partes. MattecBoxCount La producción empacada dividida por las partes por el
caso. MattecOperator El maquinista primario. MattecDate La fecha. MattecTime El tiempo.
Punta Avanzada#1
Si se necesita campos variables adicionales, Mattec puede crear software costumbre para hacerlo. Contacte por favor el Departamento de Atención al Cliente de Mattec para información adicional.

Copyright © 1983-2007 Mattec Corporation
5-141 810-0014 Rev – C
5.2.4 Configuración Después de que se haya creado un Server de Impresión, impresoras de Código de Barras, y rótulos diseñados, se necesita configurar el sistema de ProHelp® EPM. Cuándo un rotulo es impresa (en el PCMIU o vía el Centro del Control de Documentos), es mandado a un Server de Impresión predefinido. El Server de Impresión aceptará el pedido de impresión, engendra un rotulo de Código de Barras que incluye algún campo variable, y manda el rotulo formateado a la impresora predefinida. El Server de Impresión predefinido y la impresora predefinida pueden variar para cada máquina. Para asignar el Server de Impresión predefinido y una impresora predefinida a una máquina, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Machine Configuration. El programa de Machine Configuration program será demostrada. Oprima el tab Miscellaneous.
Configuración de Máquina
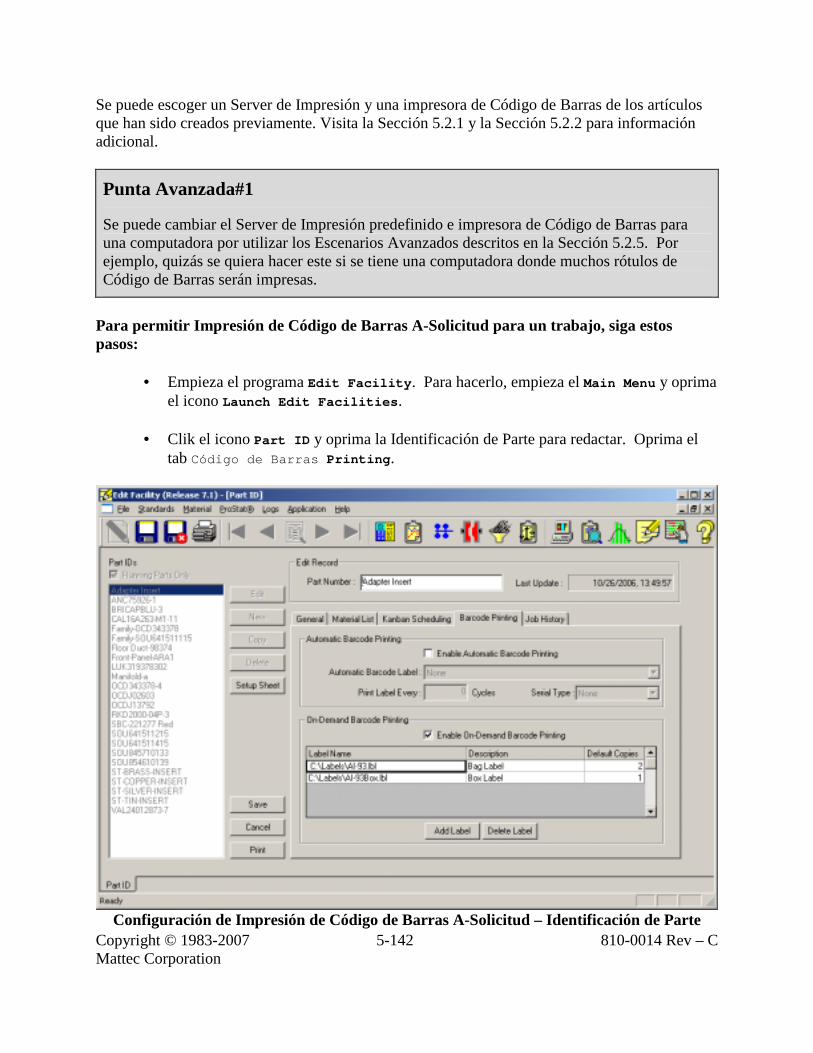
Copyright © 1983-2007 Mattec Corporation
5-142 810-0014 Rev – C
Se puede escoger un Server de Impresión y una impresora de Código de Barras de los artículos que han sido creados previamente. Visita la Sección 5.2.1 y la Sección 5.2.2 para información adicional.
Punta Avanzada#1
Se puede cambiar el Server de Impresión predefinido e impresora de Código de Barras para una computadora por utilizar los Escenarios Avanzados descritos en la Sección 5.2.5. Por ejemplo, quizás se quiera hacer este si se tiene una computadora donde muchos rótulos de Código de Barras serán impresas.
Para permitir Impresión de Código de Barras A-Solicitud para un trabajo, siga estos pasos:
• Empieza el programa Edit Facility. Para hacerlo, empieza el Main Menu y oprima el icono Launch Edit Facilities.
• Clik el icono Part ID y oprima la Identificación de Parte para redactar. Oprima el tab Código de Barras Printing.
Configuración de Impresión de Código de Barras A-Solicitud – Identificación de Parte
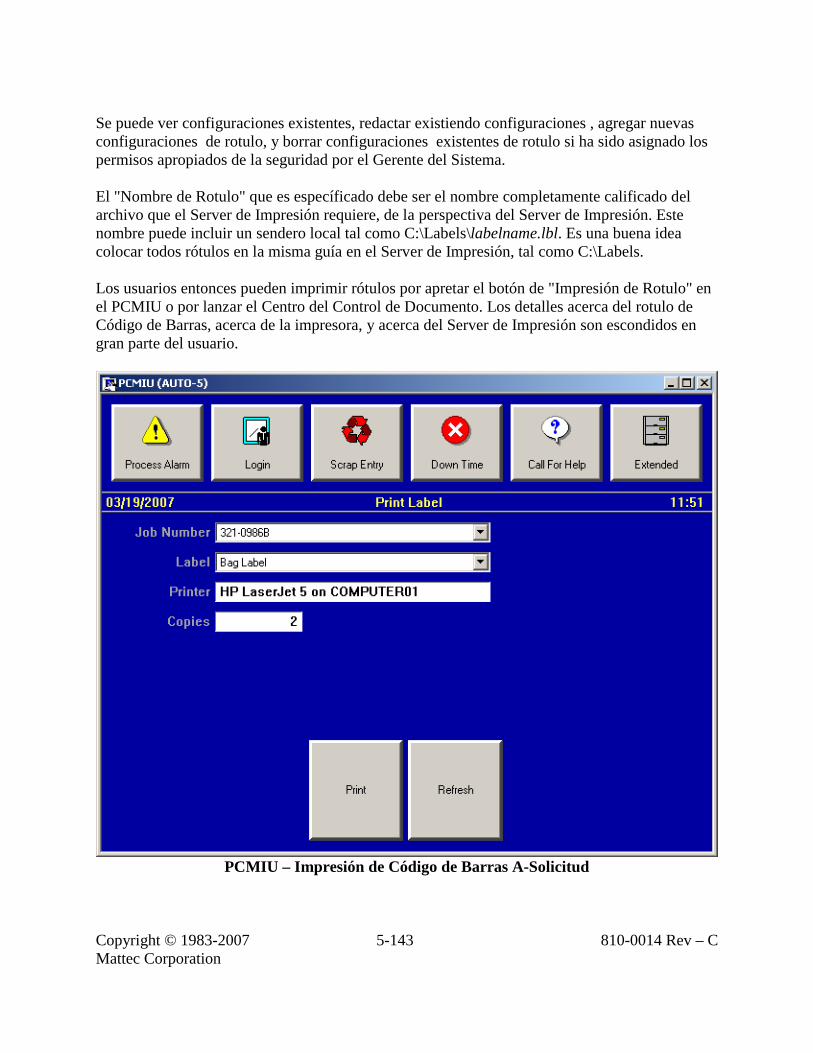
Copyright © 1983-2007 Mattec Corporation
5-143 810-0014 Rev – C
Se puede ver configuraciones existentes, redactar existiendo configuraciones , agregar nuevas configuraciones de rotulo, y borrar configuraciones existentes de rotulo si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. El "Nombre de Rotulo" que es específicado debe ser el nombre completamente calificado del archivo que el Server de Impresión requiere, de la perspectiva del Server de Impresión. Este nombre puede incluir un sendero local tal como C:\Labels\labelname.lbl. Es una buena idea colocar todos rótulos en la misma guía en el Server de Impresión, tal como C:\Labels. Los usuarios entonces pueden imprimir rótulos por apretar el botón de "Impresión de Rotulo" en el PCMIU o por lanzar el Centro del Control de Documento. Los detalles acerca del rotulo de Código de Barras, acerca de la impresora, y acerca del Server de Impresión son escondidos en gran parte del usuario.
PCMIU – Impresión de Código de Barras A-Solicitud
Copyright © 1983-2007 Mattec Corporation
5-144 810-0014 Rev – C
5.2.5 Escenarios de Registros Avanzados Las secciones previas describen cómo configurar la opción de Impresión de Código de Barras A-Solicitud. Para la mayoría de los usuarios, esto será suficiente. Sin embargo, Mattec ha creado la abilidad de cambiar los escenarios predefinidos, tal como la impresora y Guía de Archivo de Orden (Server de Impresión) que son configurados en la configuración de Máquina, en una base de computadora por computadora. Por ejemplo, quizás se quiera hacer este si tiene una computadora que imprimirá un volumen grande de rótulos. Se podría configurar esta computadora para ser un Server de Impresión con una impresora definido-localmente y causa que todos rótulos que sean impresas de la computadora para ser mandadas al Server de Impresión local y la impresora del Código de Barras local. Todos escenarios avanzados de la Impresión de Código de Barras A-Solicitud son configurados en el registro de Windows en la guía HKEY_LOCAL_MACHINE\Software\Mattec\Pcmiu. Estos escenarios aplican al PCMIU y el Documento Controla el Centro.
Punta Avanzada#2
Los escenarios avanzados de Impresión de Código de Barras A-Solicitud de ProHelp® EPM son almacenados en el registro de Windows. No procure redactar el registro a menos que tenga experiencia. Contacte el Departamento de Atención al Cliente de Mattec si se necesita ayuda adicional.
Llave de Registro Descripción Label Este escenario de registro es utilizada raramente. Le
permite forzar el PCMIU y/o el Centro de Control de Documento siempre imprimir el rotulo de Código de Barras específicado, a pesar de lo que es definida en la identificación de Parte.
Printer Este escenario de registro le permite cambiar el nombre de la impresora que es definida en la Configuración de Impresora y escogido en la configuración de Máquina. Por ejemplo, quizás se especifique el nombre de una impresora que es conectada directamente a esta computadora.
Copies Este escenario de registro le permite cambiar el Número Predefinido de Copias que serán impresas. El usuario puede cambiar todavía este escenario en el PCMIU o el Centro del Control de Documento.
Copyright © 1983-2007 Mattec Corporation
5-145 810-0014 Rev – C
Llave de Registro Descripción FileLocation Este escenario de registro le permite cambiar la
ubicación de la guía del Archivo de Orden para el Server de Impresión. Por ejemplo, quizás se especifique una guía local denominada C:\Commands si se piensa configurar esta computadora para ser un Server de Impresión.

Copyright © 1983-2007 Mattec Corporation
5-146 810-0014 Rev – C
5.3 Impresión de Código de Barras Automático La opción de Impresión de Código de Barras Automático de Mattec es una aplicación muy poderoso mas sorprendentemente sencilla. Esta característica opciónal permite el MIU para imprimir un rotulo costumbre, publicada por entregas de Código de Barras y para registrar permanentemente el número de serie e información relacionada de trabajo. Los datos variables, tal como el Número del Trabajo y el Número de Serie pueden ser incluidos en el rotulo de Código de Barras. Porque rótulos son engendrados y son impresas por el MIU, el rendimiento de sistema (el número de rótulos que el sistema es capaz de imprimir) es muy alto. Para configurar un MIU para Impresión de Código de Barras Automático, siga estos pasos:
• Diseña un rotulo de Código de Barras que utiliza un paquete del diseño de rótulos (por ejemplo, EasyLabel) que puede "Imprimir para Archivar" en el formato de Zebra ZPL2. Se puede utilizar los símbolos para representar las variables, tal como %% S para el Número de Serie.
• Denomina el archivo LABx.DAT, donde X es el número 1-9. • Copia manualmente el archivo de LABx.DAT al hard drive del MIU. Repita este
paso para cada MIU que imprimirá este rotulo de Código de Barras. • Permite manualmente el rotulo en el sistema por agregar una entrada apropiada en
la mesa de base de datos dbo.Label. • Permite Imprimir Automático de Código de Barras en la identificación de Parte
vía Edit Facilities.
Punta Avanzada#1
Impresión Automático de Código de Barras es una característica opciónal que requiere un TSMIU o un AIU sostenido. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.
Aplicando Impresión Automático de Código de Barras en una facilidad es seguramente un proyecto carísimo. Si se busca una solución de impresión de Código de Barras de bajo costo, la opción de Impresión de Código de Barras A-Solicitud de Mattec puede ser más apropia. Visita la Sección 5.2 para información adicional.
Los símbolos variables siguientes están disponibles:
Simbolos Descripción %%S El Número de serie. %%T1 El Número de Máquina. %%T2 El Número del Trabajo para el trabajo corriente. %%T3 El Número de Parte para el trabajo corriente.

Copyright © 1983-2007 Mattec Corporation
5-147 810-0014 Rev – C
Simbolos Descripción %%T4 El Número del Instrumento para el trabajo corriente.
Si se necesita datos variables adicionales ser impresos en el rotulo de Código de Barras, programacion costumbre será requerido.
Punta Avanzada#2
Para utilizar la característica de Impresión de Código de Barras Automático, se debe conectar una impresora de Código de Barras de Zebra que sostiene el lenguaje de programación ZPL2 vía una interfaz serial a un Puerto de COMM en el TSMIU. Desde que todos Puertos de COMM en el TSMIU ya son asignados, una pequeña cantidad de programacion costumbre es requerida.
Punta Avanzada#3 Mattec diseña rótulos para la característica de la Impresión de Código de Barras Automático utilizando EasyLabel de Tharo Systems Inc. (www.easylabel.com). Esto es un paquete del diseño del rotulo fácil al uso que le permite "Imprimir para Archivar" para una impresora de Zebra que sostiene el lenguaje de programación ZPL2.
El " Mattec Standard Serial Number " es un número de serie de 24 carácteres que tiene el formato siguiente: JJJJJJJJJJSSSSSSSSSCCCCC Dónde "JJJJJJJJJJ" es el JobSeq interno que identifica extraordinariamente un Número del Trabajo, "SSSSSSSSS" es el ShiftSeq interno cuando el Código de Barras fue impreso (un ShiftSeq identifica extraordinariamente una fecha y el turno) y CCCCC es el conde del ciclo de máquina dentro del turno específicado.
Punta Avanzada#4
La característica de Impresión de Código de Barras Automático no es capaz de grabar 100% de los números de serie que son engendrados. Sin embargo, el número de serie predefinido incluye los datos que permitirían a un usuario informado derivar el Número de Máquina, el Número del Trabajo, y se aproxima Fecha/Tiempo que el rotulo fue impresa.
En un sistema de ProHelp® EPM normal, la característica de la Impresión de Código de Barras Automático sólo registrará los datos del número de serie para 95% a 98% de rótulos que son impresos. Si el MIU no puede comunicar con el servidor (tal como cuando el servidor es apagado), esta característica registrará 0% de los datos relacionados.
Copyright © 1983-2007 Mattec Corporation
5-148 810-0014 Rev – C
Punta Avanzada#5
Si se desea imprimir un rotulo de RFID, tal como Mattec demostró en la Exposición de NPE en 2006, programacion costumbre es requerido. Específicamente, la mayoría de los rótulos de RFID son capaces de tener sólo una cantidad diminuta de información y su sistema requerirá un número de serie costumbre como resultado.
Edit Facilities tiene un “Serial Number Locator” que le permite escribir a máquina un Número de Serie. El programa volverá el Número de Máquina, el Número del Trabajo, el Turno, la Fecha, y el Tiempo que el rotulo fue impreso. Si un Número de Serie no puede ser encontrado, se debe buscar manualmente los números semejantes en la mesa de base de datos dbo.SerialNumbers para identificar los datos pertinentes del trabajo y se aproxima fecha/tiempo que el rotulo fue impreso. Si el Grabación de Parámetro o Process Exception Logging fue permitido cuando el número de serie fue impreso, y si el Localizador del Número de Serie encuentra el número de serie en la base de datos, el sistema demostrará también datos relacionados de Grabación de Parámetro, los datos de la Excepción del Proceso, o los datos Last 10,000 Chart, si estes datos son todavía en línea.
Punta Avanzada#6 Cuándo impresión automático de Código de Barras es permitido para un trabajo, el sistema almacenará el número de serie que es engendrado en la mesa de base de datos dbo.SerialNumbers. Adicionalmente, si Grabación de Parámetro es permitida para el trabajo, el número de serie será almacenado con los datos en la mesa de base de datos dbo.ParameterRecording. Si Exception Logging es permitido para el trabajo, el número de serie será almacenado con los datos en la mesa de base de datos dbo.ExceptionLog. Finalmente, el número de serie será registrado con los datos de Last 10,000 Chart en la mesa de base de datos dbo.ParmDat.
Copyright © 1983-2007 Mattec Corporation
5-149 810-0014 Rev – C
5.4 Seguridad del Sistema ProHelp® EPM confía mucho en la seguridad del usuario/grupo que es construida en el Server de Microsoft Windows 2003 para permitir/limitar acceso a áreas de software de ProHelp® EPM. Para agregar a un nuevo usuario al sistema de ProHelp® EPM, siga estos pasos:
• Crea un usuario nuevo de Windows Server 2003 por usar la utilidad de Microsoft Windows Computer Management.
• Hace que el usuario es un miembro del grupo SQL Users.
• Hace que el usuario es un miembro de los grupos MATTEC, como apropria.
Punta Avanzada#1
Si se utiliza la "seguridad del dominio" de Microsoft, se puede seguir los pasos del encima en el director del dominio, con tal de que escrituras de seguridad-relacionados de Mattec fuera corrido en el director del dominio. Contacte el Departamento de Atención al Cliente de Mattec para información adicional.
La seguridad dentro de ProHelp® EPM es muy flexible, y es común para clientes para personalizar la seguridad para satisfacer sus necesidades. La seguridad a áreas específicas de ProHelp® EPM es basado en los derechos de usuario a los archivos de la seguridad en la guía C:\Program Files\Mattec\ProHelp\Sys\Security. Tres tipos de permisos existen, incluyendo:
• Ninguno – El usuario no puede ver, redactar, crear, ni borrar los registros en esta área de ProHelp® EPM.
• Leer + Ejecutar – El usuario puede ver los registros en esta área de ProHelp® EPM, pero no puede redactar, crear, ni borrar los registros.
• Crear – El usuario puede ver, redactar, crear, o borrar los registros en esta área de ProHelp® EPM.
Por ejemplo, el archivo "Horario" en la guía arriba permite/niega acceso al Horario del Trabajo en ProHelp® EPM. Un usuario que no tiene los derechos al archivo del "Horario" no podrá ver o modificar el Horario del Trabajo. Un usuario que tiene los derechos “Leer + Ejecutar” al archivo del "Horario" podrá ver el Horario del Trabajo, pero no puede modificar el Horario del Trabajo. Un usuario que tiene los derechos "Crear" al archivo del "Horario" podrá ver, redactar, crear, o borrar los registros en el Horario del Trabajo.
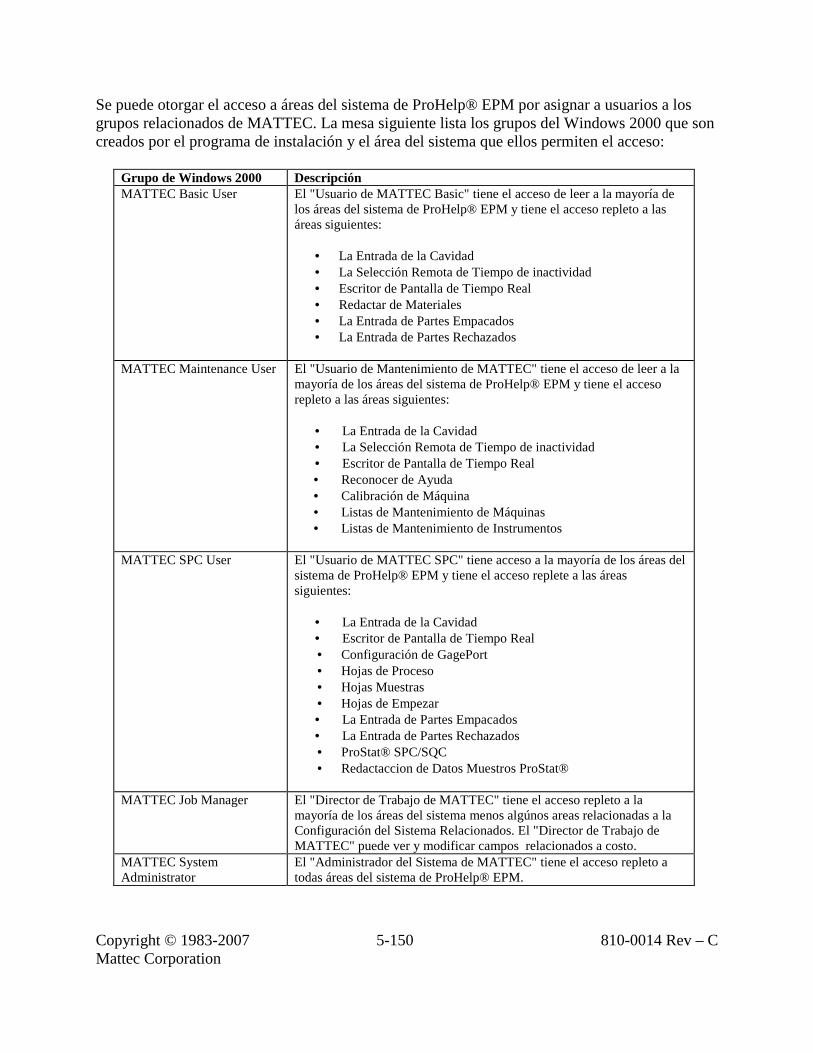
Copyright © 1983-2007 Mattec Corporation
5-150 810-0014 Rev – C
Se puede otorgar el acceso a áreas del sistema de ProHelp® EPM por asignar a usuarios a los grupos relacionados de MATTEC. La mesa siguiente lista los grupos del Windows 2000 que son creados por el programa de instalación y el área del sistema que ellos permiten el acceso:
Grupo de Windows 2000 Descripción MATTEC Basic User El "Usuario de MATTEC Basic" tiene el acceso de leer a la mayoría de
los áreas del sistema de ProHelp® EPM y tiene el acceso repleto a las áreas siguientes:
• La Entrada de la Cavidad • La Selección Remota de Tiempo de inactividad • Escritor de Pantalla de Tiempo Real • Redactar de Materiales • La Entrada de Partes Empacados • La Entrada de Partes Rechazados
MATTEC Maintenance User El "Usuario de Mantenimiento de MATTEC" tiene el acceso de leer a la
mayoría de los áreas del sistema de ProHelp® EPM y tiene el acceso repleto a las áreas siguientes:
• La Entrada de la Cavidad • La Selección Remota de Tiempo de inactividad • Escritor de Pantalla de Tiempo Real • Reconocer de Ayuda • Calibración de Máquina • Listas de Mantenimiento de Máquinas • Listas de Mantenimiento de Instrumentos
MATTEC SPC User El "Usuario de MATTEC SPC" tiene acceso a la mayoría de los áreas del
sistema de ProHelp® EPM y tiene el acceso replete a las áreas siguientes:
• La Entrada de la Cavidad • Escritor de Pantalla de Tiempo Real • Configuración de GagePort • Hojas de Proceso • Hojas Muestras • Hojas de Empezar • La Entrada de Partes Empacados • La Entrada de Partes Rechazados • ProStat® SPC/SQC • Redactaccion de Datos Muestros ProStat®
MATTEC Job Manager El "Director de Trabajo de MATTEC" tiene el acceso repleto a la
mayoría de los áreas del sistema menos algúnos areas relacionadas a la Configuración del Sistema Relacionados. El "Director de Trabajo de MATTEC" puede ver y modificar campos relacionados a costo.
MATTEC System Administrator
El "Administrador del Sistema de MATTEC" tiene el acceso repleto a todas áreas del sistema de ProHelp® EPM.
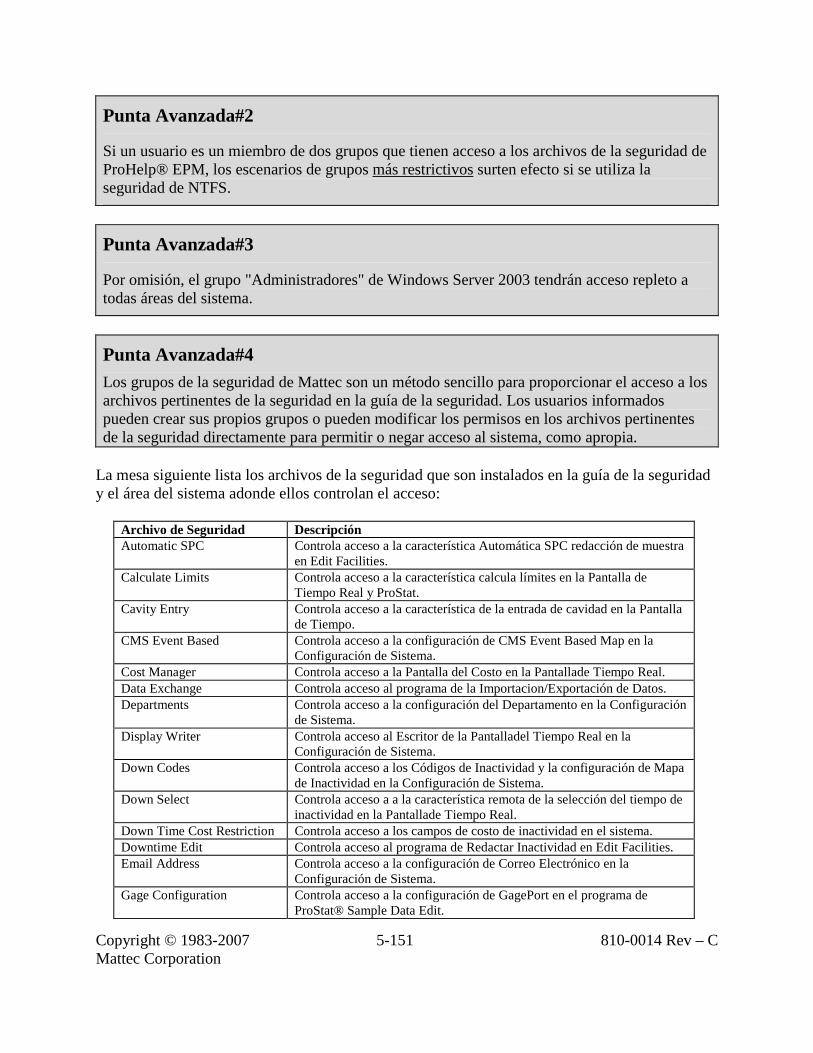
Copyright © 1983-2007 Mattec Corporation
5-151 810-0014 Rev – C
Punta Avanzada#2
Si un usuario es un miembro de dos grupos que tienen acceso a los archivos de la seguridad de ProHelp® EPM, los escenarios de grupos más restrictivos surten efecto si se utiliza la seguridad de NTFS.
Punta Avanzada#3
Por omisión, el grupo "Administradores" de Windows Server 2003 tendrán acceso repleto a todas áreas del sistema.
Punta Avanzada#4 Los grupos de la seguridad de Mattec son un método sencillo para proporcionar el acceso a los archivos pertinentes de la seguridad en la guía de la seguridad. Los usuarios informados pueden crear sus propios grupos o pueden modificar los permisos en los archivos pertinentes de la seguridad directamente para permitir o negar acceso al sistema, como apropia.
La mesa siguiente lista los archivos de la seguridad que son instalados en la guía de la seguridad y el área del sistema adonde ellos controlan el acceso:
Archivo de Seguridad Descripción Automatic SPC Controla acceso a la característica Automática SPC redacción de muestra
en Edit Facilities. Calculate Limits Controla acceso a la característica calcula límites en la Pantalla de
Tiempo Real y ProStat. Cavity Entry Controla acceso a la característica de la entrada de cavidad en la Pantalla
de Tiempo. CMS Event Based Controla acceso a la configuración de CMS Event Based Map en la
Configuración de Sistema. Cost Manager Controla acceso a la Pantalla del Costo en la Pantallade Tiempo Real. Data Exchange Controla acceso al programa de la Importacion/Exportación de Datos. Departments Controla acceso a la configuración del Departamento en la Configuración
de Sistema. Display Writer Controla acceso al Escritor de la Pantalladel Tiempo Real en la
Configuración de Sistema. Down Codes Controla acceso a los Códigos de Inactividad y la configuración de Mapa
de Inactividad en la Configuración de Sistema. Down Select Controla acceso a a la característica remota de la selección del tiempo de
inactividad en la Pantallade Tiempo Real. Down Time Cost Restriction Controla acceso a los campos de costo de inactividad en el sistema. Downtime Edit Controla acceso al programa de Redactar Inactividad en Edit Facilities. Email Address Controla acceso a la configuración de Correo Electrónico en la
Configuración de Sistema. Gage Configuration Controla acceso a la configuración de GagePort en el programa de
ProStat® Sample Data Edit.

Copyright © 1983-2007 Mattec Corporation
5-152 810-0014 Rev – C
Archivo de Seguridad Descripción Gauge Controla acceso a la configuración de Tipo de Calibrador en la
Configuración de Sistema. Help Ack Controla acceso a la característica reconocer ayuda en la Pantallade
Tiempo Real. Help Codes Controla acceso a los Códigos de la Ayuda y la configuración del Mapa
de la Ayuda en la Configuración de Sistema. Job Descriptor Controla acceso al Descriptor del Trabajo en Edit Facilities. Job Setups Controla acceso a Notas de Arreglo de Trabajo en Edit Facilities. JobControl Controla acceso al Control del Trabajo. KanbanScan Controla acceso al programa del Escáner de Kanban. Machine Calibration Controla acceso a la Calibración de la Máquina en la Configuración de
Sistema. Machine Configuration Controla acceso a la Configuración de la Máquina en la Configuración de
Sistema. Machine Maintenance Codes Controla acceso a los Códigos del Mantenimiento de la Máquina en la
Configuración de Sistema. Machine Maintenance Logs Controla acceso a los Listas del Mantenimiento de la Máquina en Edit
Facilities. Manual SPC Controla acceso a la característica de redacción de la muestra de Manual
SPC en Sample Data Edit. Material Characteristic Controla acceso a la configuración de Característica de Materiales en la
Configuración de Sistema. Material IDs Controla acceso a las identificaciónes de Materiales en Edit Facilities. Material Inventory Controla acceso a Inventario Material en Edit Facilities. Material Lots Controla acceso a la Cantidades de Materiales en Edit Facilities. Material Order Controla acceso a a la Orden de Compra de Materiales en Edit Facilities
y el Horario del Trabajo. Material Supplier Controla acceso al Suministrador de Materiales en Edit Facilities. Operator Efficiency Controla acceso a la Pantalla de la Eficiencia del Operario en la
Pantallade Tiempo Real. Operator ID Controla acceso al Programa de Permisos del Operario en la
Configuración de Sistema. Packed Entry Controla acceso a la característica de la entrada de partes empacadas en
la Pantallade Tiempo Real. Parameter Choices Controla acceso a la configuración del Parámetro en la Configuración de
Sistema. Part Cost Restriction Controla acceso a los campos del costo de la parte en el sistema. Part IDs Controla acceso a identificaciónes de Partes en Edit Facilities. PCMIU Cells Controla acceso a la configuración de la Célula de PCMIU en la
Configuración de Sistema. PCMIU User Controla acceso al programade PCMIU (Controlar de Célula) y
proporcionan el acceso a casi todas características del PCMIU. Percent Regrind Controla acceso a la característica de por ciento de triturado en la
Pantallade Tiempo Real. Printers Controla acceso a a la configuración de la impresora del Código de
Barras en la Configuración de Sistema. Process Sheets Controla acceso a Hojas de Proceso en Edit Facilities. Production Edit Controla acceso al programa de Redacción de Historia de la Producción
en Edit Facilities. ProStat Controla acceso a análisis de datos de ProStat® SPC/SQC. RealTimeDisplay Controla acceso al programa de la Pantalladel Tiempo Real.
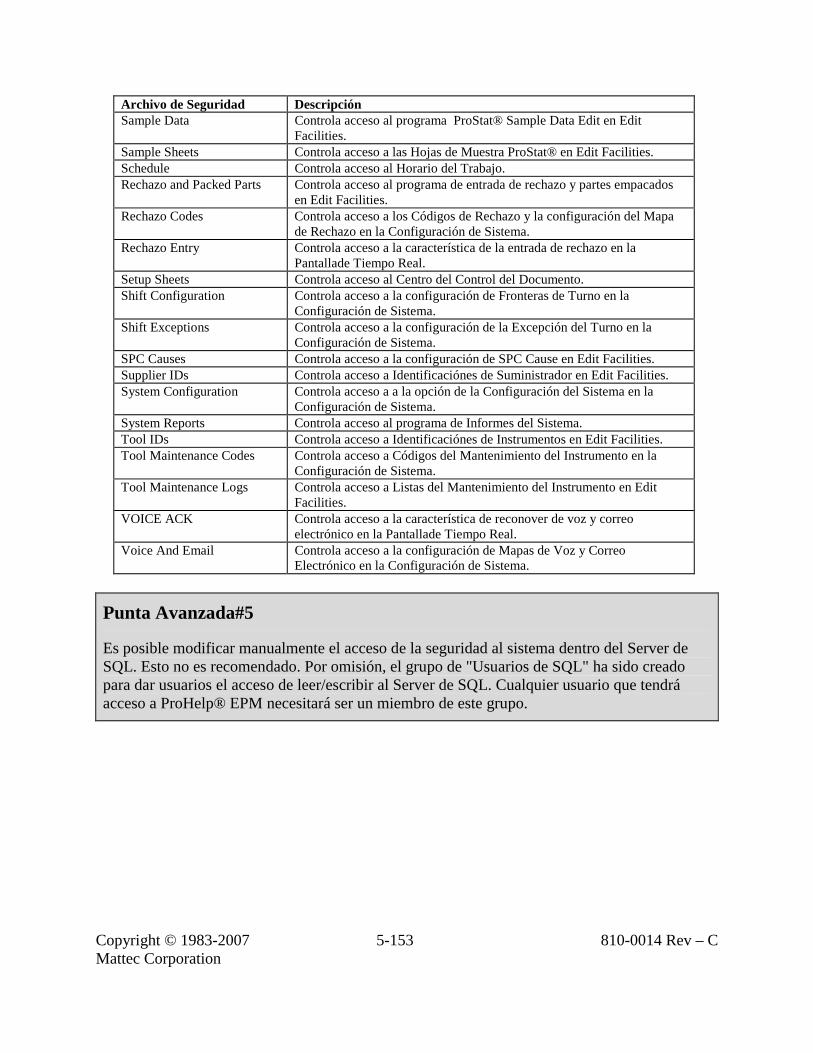
Copyright © 1983-2007 Mattec Corporation
5-153 810-0014 Rev – C
Archivo de Seguridad Descripción Sample Data Controla acceso al programa ProStat® Sample Data Edit en Edit
Facilities. Sample Sheets Controla acceso a las Hojas de Muestra ProStat® en Edit Facilities. Schedule Controla acceso al Horario del Trabajo. Rechazo and Packed Parts Controla acceso al programa de entrada de rechazo y partes empacados
en Edit Facilities. Rechazo Codes Controla acceso a los Códigos de Rechazo y la configuración del Mapa
de Rechazo en la Configuración de Sistema. Rechazo Entry Controla acceso a la característica de la entrada de rechazo en la
Pantallade Tiempo Real. Setup Sheets Controla acceso al Centro del Control del Documento. Shift Configuration Controla acceso a la configuración de Fronteras de Turno en la
Configuración de Sistema. Shift Exceptions Controla acceso a la configuración de la Excepción del Turno en la
Configuración de Sistema. SPC Causes Controla acceso a la configuración de SPC Cause en Edit Facilities. Supplier IDs Controla acceso a Identificaciónes de Suministrador en Edit Facilities. System Configuration Controla acceso a a la opción de la Configuración del Sistema en la
Configuración de Sistema. System Reports Controla acceso al programa de Informes del Sistema. Tool IDs Controla acceso a Identificaciónes de Instrumentos en Edit Facilities. Tool Maintenance Codes Controla acceso a Códigos del Mantenimiento del Instrumento en la
Configuración de Sistema. Tool Maintenance Logs Controla acceso a Listas del Mantenimiento del Instrumento en Edit
Facilities. VOICE ACK Controla acceso a la característica de reconover de voz y correo
electrónico en la Pantallade Tiempo Real. Voice And Email Controla acceso a la configuración de Mapas de Voz y Correo
Electrónico en la Configuración de Sistema.
Punta Avanzada#5
Es posible modificar manualmente el acceso de la seguridad al sistema dentro del Server de SQL. Esto no es recomendado. Por omisión, el grupo de "Usuarios de SQL" ha sido creado para dar usuarios el acceso de leer/escribir al Server de SQL. Cualquier usuario que tendrá acceso a ProHelp® EPM necesitará ser un miembro de este grupo.

Copyright © 1983-2007 Mattec Corporation
5-154 810-0014 Rev – C
5.5 Respaldo de Base de Datos Es importante respaldar los datos del sistema para protejar contra accidentes. El respaldo diario es recomendado; el respaldo semanal es obligatorio.
Punta Avanzada#1
Si el hard drive en su server de ProHelp® EPM "choques", el sistema será reedificado utilizar un respaldo de la base de datos. ¡Si no se tiene un respaldo de la base de datos que es físicamente separado del server (por ejemplo, localizado en una cinta), entonces se puede perder todos datos de su sistema!
Punta Avanzada#2 El trabajo más importante que el Gerente del Sistema tiene está a apropiadamente respaldar el base de datos de ProHelp® EPM en una manera oportuna y para copiar la base de datos a un dispositivo apropiado del almacenamiento (inclusive cinta, un CD, un DVD, u hard drive de otra computadora). Este trabajo hace probable desapercibido a menos que/hasta que el hard drive de su sistema "choques". En ese punto, todos ojos serán enfocados en el Gerente del Sistema.
Respaldando la base de datos es una función de Server de SQL. Eso es, ProHelp® EPM no proporciona ningún instrumento para realizar un respaldo de la base de datos. Para respaldar la base de datos, siga estos pasos:
• Empieza el SQL Server Enterprise Manager. Para hacerlo, clik en el Microsoft Windows Start Menu. Clik en el menu Programs, clik en el menu Microsoft SQL Server, y oprima Enterprise Manager.
• Localice el base de datos de MATTEC_PROHELP.
• Clik a la derecha del base de datos de MATTEC_PROHELP, clik en All Tasks, y oprima Backup Database. La pantalla de SQL Server Backup será demostrada.
• Asegure que Database – complete es oprimida.
• Asegure que en el area de Backup To que Disk es oprimida. Este respaldara el base de datos a un archivo de disk.
• Se puede apretar el botón Add para especificar un nombre del Destination para el respaldo de la base de datos. Si ya se ha corrido esta utilidad, un nombre del
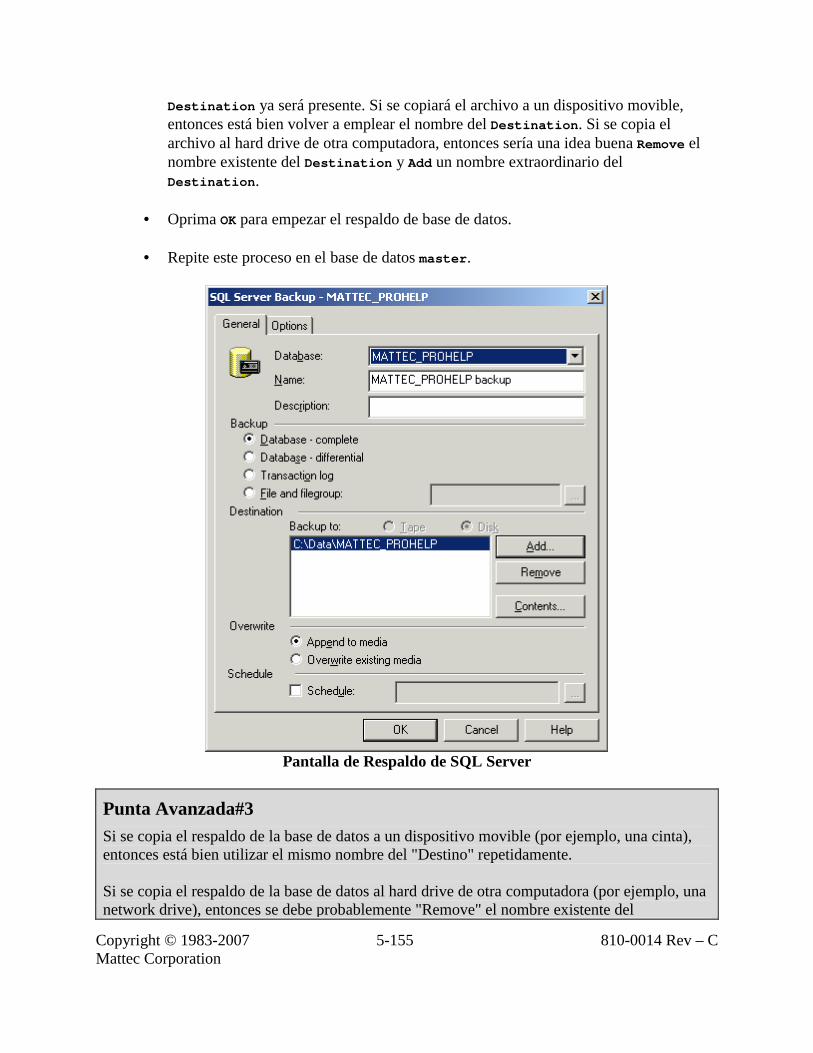
Copyright © 1983-2007 Mattec Corporation
5-155 810-0014 Rev – C
Destination ya será presente. Si se copiará el archivo a un dispositivo movible, entonces está bien volver a emplear el nombre del Destination. Si se copia el archivo al hard drive de otra computadora, entonces sería una idea buena Remove el nombre existente del Destination y Add un nombre extraordinario del Destination.
• Oprima OK para empezar el respaldo de base de datos.
• Repite este proceso en el base de datos master.
Pantalla de Respaldo de SQL Server
Punta Avanzada#3 Si se copia el respaldo de la base de datos a un dispositivo movible (por ejemplo, una cinta), entonces está bien utilizar el mismo nombre del "Destino" repetidamente. Si se copia el respaldo de la base de datos al hard drive de otra computadora (por ejemplo, una network drive), entonces se debe probablemente "Remove" el nombre existente del
Copyright © 1983-2007 Mattec Corporation
5-156 810-0014 Rev – C
"Destination" y "Add" un nombre extraordinario del "Destination" cada vez que hace un respaldo de la base de datos.
Punta Avanzada#4
El Departamento de Atención al Cliente de Mattec puede automatizar el procedimiento de respaldo de la base de datos. Entonces, el único trabajo para el Gerente del Sistema es de asegurar que el respaldo de la base de datos corrió exitosamente y fue copiado a un dispositivo apropiado del almacenamiento (inclusive cinta, un CD, un DVD, u hard drive de otra computadora).
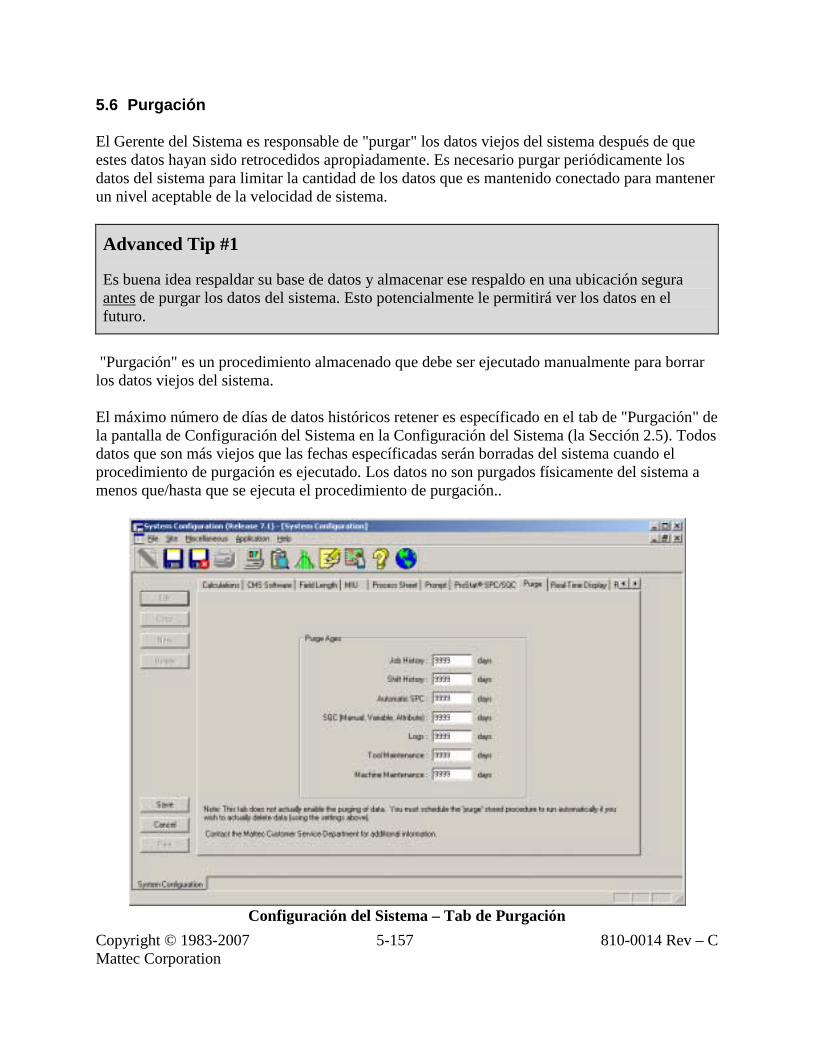
Copyright © 1983-2007 Mattec Corporation
5-157 810-0014 Rev – C
5.6 Purgación El Gerente del Sistema es responsable de "purgar" los datos viejos del sistema después de que estes datos hayan sido retrocedidos apropiadamente. Es necesario purgar periódicamente los datos del sistema para limitar la cantidad de los datos que es mantenido conectado para mantener un nivel aceptable de la velocidad de sistema.
Advanced Tip #1
Es buena idea respaldar su base de datos y almacenar ese respaldo en una ubicación segura antes de purgar los datos del sistema. Esto potencialmente le permitirá ver los datos en el futuro.
"Purgación" es un procedimiento almacenado que debe ser ejecutado manualmente para borrar los datos viejos del sistema. El máximo número de días de datos históricos retener es específicado en el tab de "Purgación" de la pantalla de Configuración del Sistema en la Configuración del Sistema (la Sección 2.5). Todos datos que son más viejos que las fechas específicadas serán borradas del sistema cuando el procedimiento de purgación es ejecutado. Los datos no son purgados físicamente del sistema a menos que/hasta que se ejecuta el procedimiento de purgación..
Configuración del Sistema – Tab de Purgación
Copyright © 1983-2007 Mattec Corporation
5-158 810-0014 Rev – C
Punta Avanzada#2
El máximo número de días de datos históricos retener es específicado en la etiqueta de "Purga" de la pantalla de Configuración de Sistema en la Configuración de Sistema (la Sección 2.5). Sin embargo, los datos no son purgados físicamente del sistema hasta que se ejecute el procedimiento de purgación.
Punta Avanzada#3
El Departamento de Atención al Cliente de Mattec puede automatizar el procedimiento de purgación.
Copyright © 1983-2007 Mattec Corporation
5-159 810-0014 Rev – C
5.7 Cargando el Software del Cliente El Gerente del Sistema es responsable de cargar el software del cliente de ProHelp® EPM en estaciones de trabajo de computadora a través de su facilidad. Esto necesitará ser hecho periódicamente para las razones siguientes:
• Cuando un nuevo empleado es empleado, su computadora necesitará ser configurada para conseguir acceso a ProHelp® EPM.
• Cuando se recibe una actualizacion de software de Mattec Corporation, todas computadoras existentes de cliente necesitarán ser actualizadas con el nuevo software.
Hay dos tipos de instalaciones de cliente, incluyendo:
• Típico – Esta instalación sale la mayoría de los archivos de la aplicación en el server de ProHelp® EPM y no copia los archivos a la computadora del cliente. Este tipo de instalación puede ir más despacio el sistema ligeramente pero puede eliminar la necesidad de actualizar las computadoras de cliente cuando los aumentos o los parches secundarios son cargados en el sistema.
• Local – Esta instalación copia todos los archivos necesarios de la aplicación a la
computadora del cliente. Este tipo de la instalación proporciona el desempeño más grande de sistema pero lo hace necesario para actualizar todas computadoras de cliente cuando una nueva liberación de software es cargada en el sistema.
Para cargar el software de cliente de ProHelp® EPM en una computadora de cliente, siga estos pasos:
• Asegura que la computadora de cliente usa un sistema operativo aprobado de Microsoft.
• Asegura que el usuario de la computadora de cliente tenga los permisos apropiados de la entrada en la computadora de server de ProHelp® EPM.
• Asegura que el usuario de la computadora de cliente tenga los permisos de la
seguridad apropiado de ProHelp® EPM en la computadora de server de ProHelp® EPM. Visita la Sección 5.2 para información adicional.
• Si esto es una nueva instalación de la computadora de cliente, cree un ODBC DSN en la computadora de cliente que conecta al base de datos MATTEC_PROHELP del server de ProHelp® EPM. El nombre del ODBC DSN debe ser el mismo nombre como la base de datos en el server de ProHelp® EPM para razones históricas. Visita la Sección 5.7.1 para información adicional.

Copyright © 1983-2007 Mattec Corporation
5-160 810-0014 Rev – C
• Instala el software de cliente de ProHelp® EPM. Este software puede ser encontrado
en el CD de instalación de ProHelp® EPM que vino con su sistema en un subdirectorio denominó Client. Siga los avisos en pantalla como apropia.
• Cuando incitado, reinicia la computadora y asegura que la instalación termine sin
cualquier error.
• Si esto es una nueva instalación de la computadora de cliente, y se ha realizado una instalación "Local", corre el programa System Names Edit y lo configura como apropia. Visita la Sección 5.7.2para información adicional.
• Se resuelve cualquier error inmediatamente con el Departamento de Atención al
Cliente de Mattec.
Punta Avanzada#1
Se debe resolverse cualquier errores de la instalación inmediatamente con el Departamento de Atención al Cliente de Mattec.
Punta Avanzada#2 Cuándo se mejora el software de cliente en el futuro (tal como cuando se recibe una nueva liberación de ProHelp® EPM), no se será incitado a entrar ningún datos. Si se desea cambiar la guía de la instalación o cualquier otras opciónes, se debe desinstalar primero la instalación existente.
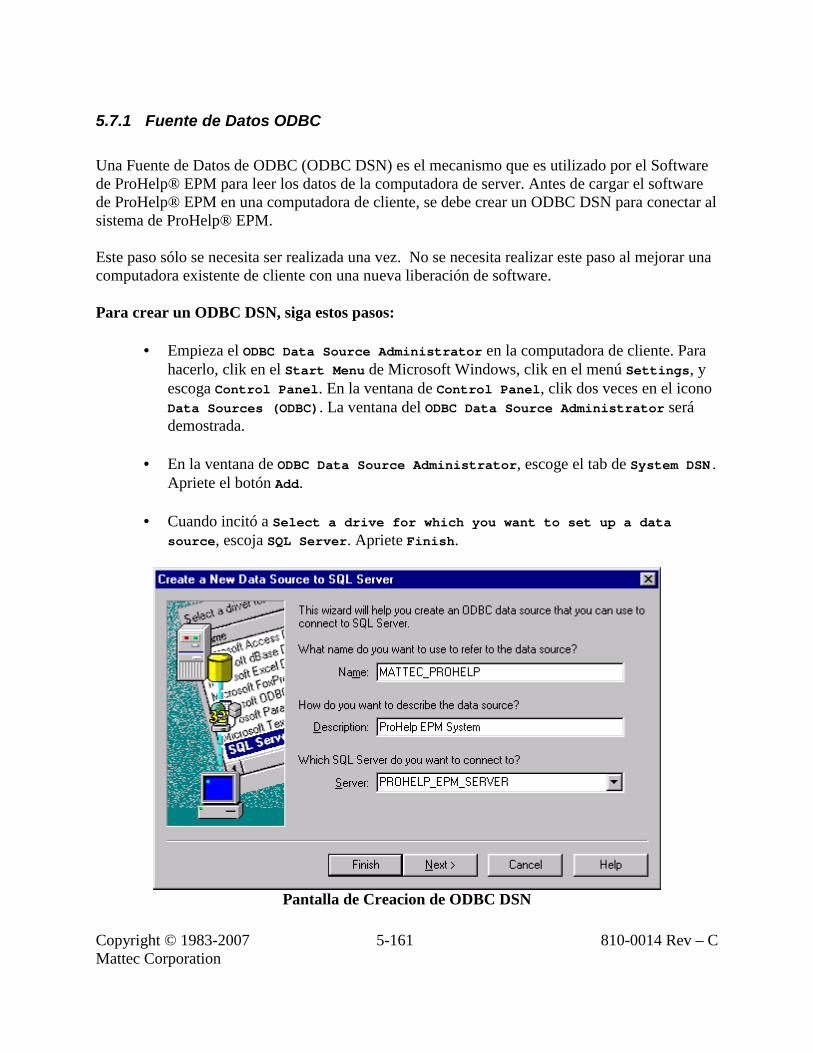
Copyright © 1983-2007 Mattec Corporation
5-161 810-0014 Rev – C
5.7.1 Fuente de Datos ODBC Una Fuente de Datos de ODBC (ODBC DSN) es el mecanismo que es utilizado por el Software de ProHelp® EPM para leer los datos de la computadora de server. Antes de cargar el software de ProHelp® EPM en una computadora de cliente, se debe crear un ODBC DSN para conectar al sistema de ProHelp® EPM. Este paso sólo se necesita ser realizada una vez. No se necesita realizar este paso al mejorar una computadora existente de cliente con una nueva liberación de software. Para crear un ODBC DSN, siga estos pasos:
• Empieza el ODBC Data Source Administrator en la computadora de cliente. Para hacerlo, clik en el Start Menu de Microsoft Windows, clik en el menú Settings, y escoga Control Panel. En la ventana de Control Panel, clik dos veces en el icono Data Sources (ODBC). La ventana del ODBC Data Source Administrator será demostrada.
• En la ventana de ODBC Data Source Administrator, escoge el tab de System DSN. Apriete el botón Add.
• Cuando incitó a Select a drive for which you want to set up a data source, escoja SQL Server. Apriete Finish.
Pantalla de Creacion de ODBC DSN
Copyright © 1983-2007 Mattec Corporation
5-162 810-0014 Rev – C
• Cuando incitado, específica MATTEC_PROHELP como el Data Source Name, donde MATTEC_PROHELP es el nombre de la fuente de datos que fue utilizado en el server. Entre el nombre del server de ProHelp® EPM en el campo de Server. Apriete Next..
• Apriete Finish.
• Escoge Test Data Source. No continúe hasta que la prueba de la fuente de datos complete exitosamente.
Punta Avanzada#1
Los pasos para empezar al Administrador de Datos de ODBC varía dependiendo ligeramente de la versión de Microsoft Windows que es cargado en la computadora de cliente. Visita la documentación de Microsoft que vino con la computadora de cliente para información adicional.
Punta Avanzada#2
El nombre del ODBC DSN no necesita ser el mismo nombre como la base de datos física en el server de ProHelp® EPM.
Sistemas más viejos de ProHelp ® EPM requirieron el ODBC DSN tener el mismo nombre como la base de datos física. Esto ya no es requerido.
Punta Avanzada#3
Es recomendado que se escogiera TCP/IP en la pantalla de Configuración de Cliente.
Sistemas más viejos de ProHelp ® EPM requirieron este valor ser puesto a Named Pipes. Esto ya no es requerido.
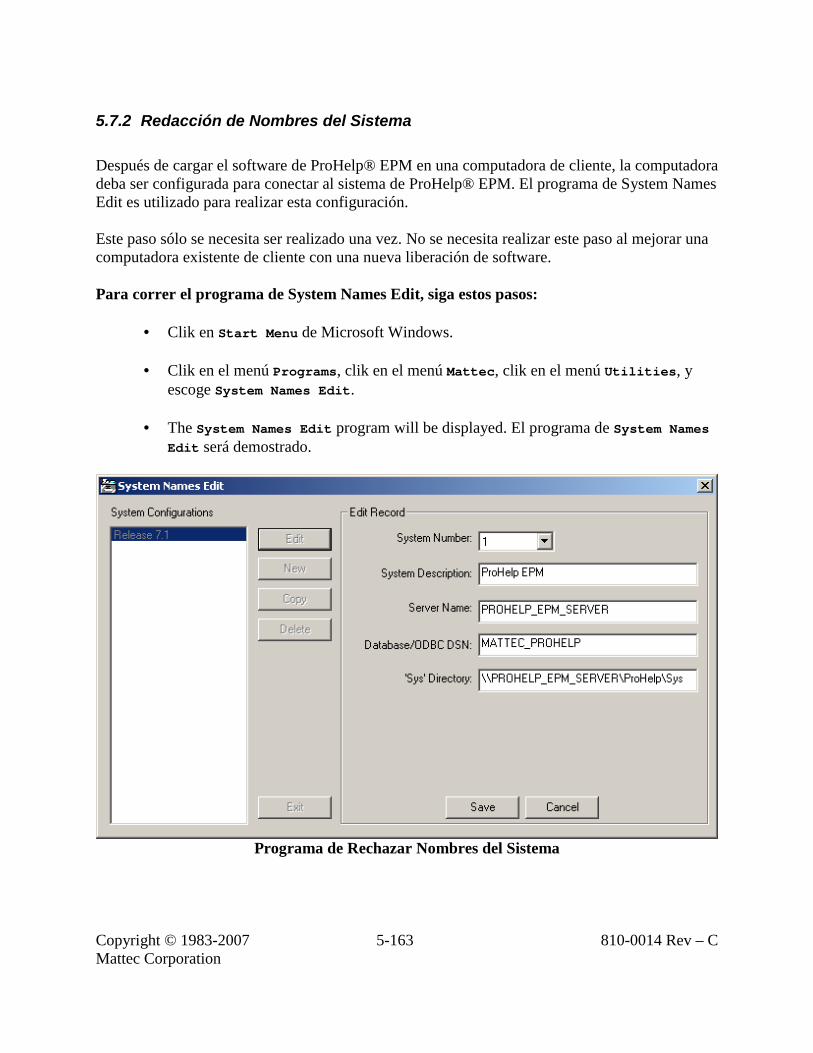
Copyright © 1983-2007 Mattec Corporation
5-163 810-0014 Rev – C
5.7.2 Redacción de Nombres del Sistema Después de cargar el software de ProHelp® EPM en una computadora de cliente, la computadora deba ser configurada para conectar al sistema de ProHelp® EPM. El programa de System Names Edit es utilizado para realizar esta configuración. Este paso sólo se necesita ser realizado una vez. No se necesita realizar este paso al mejorar una computadora existente de cliente con una nueva liberación de software. Para correr el programa de System Names Edit, siga estos pasos:
• Clik en Start Menu de Microsoft Windows.
• Clik en el menú Programs, clik en el menú Mattec, clik en el menú Utilities, y escoge System Names Edit.
• The System Names Edit program will be displayed. El programa de System Names Edit será demostrado.
Programa de Rechazar Nombres del Sistema
Copyright © 1983-2007 Mattec Corporation
5-164 810-0014 Rev – C
Los campos siguientes están disponibles en la pantalla de System Names Edit:
Campo Descripción System Number El número para el sistema, correspondiendo al número que es
configurado en el server (en el registro y en el programa de System Names Edit). Para la mayoría de las instalaciones, este número será "1".
System Description
Una descripción para el sistema. Esta descripción aparecerá en la barra del título de algunas aplicaciones.
Server Name El nombre del server de ProHelp® EPM. Este valor debe ser entrado sin un "\\".
Database / ODBC DSN
El nombre del ODBC DSN que es capaz de conectar a la base de datos en el server de ProHelp® EPM.
‘Sys’ Directory La ubicación de la guía de Sys en la computadora de server. Típicamente, la guía de C:\Program Files\Mattec\ProHelp en la computadora de server será compartida bajo el nombre "ProHelp".
Contacte el Departamento de Atención al Cliente de Mattec si se necesita ayuda en determinar los valores para cualquiera de parámetros de configuración arriba.
Punta Avanzada#1
Una sola computadora del cliente puede ser configurada para conectar a tanto como 99 sistemas diferentes de ProHelp ® EPM, con tal de que todos los sistemas usan la misma versión de software. Si una computadora de cliente es configurada para conectar a dos (2) o más sistemas, el usuario será incitado a escoger cuál sistema para conectar siempre cuando empieza una aplicación. El programa de System Names Edit es utilizado para realizar esta configuración.
Punta Avanzada#2
Cuándo se empieza el programa de System Names Edit, se será incitado a entrar una contraseña. Esta contraseña no es un secreto muy bien guardado y existe para prevenir simplemente usuarios de principiante de borrar su configuración de la computadora de cliente.
Si no se sabe la contraseña al programa de System Names Edit pero tiene una necesidad de saber la contraseña, contacte el Departamento de Atención al Cliente de Mattec.
Copyright © 1983-2007 Mattec Corporation
6-165 810-0014 Rev – C
6. Integración de ERP La opción de la Importacion/ Exportación de Datos permite ProHelp® EPM para ser conectado fácilmente con sistemas terceros de ERP como SAP, BAAN, Oracle, Microsoft, JD Edwards, PeopleSoft, DTR (Made2Manage), y otros. La información del Horario de Trabajo y de la Máquina pueden ser extraídos de sistemas externos, escritos en un archivo de texto ASCII en un formato definido de Mattec, e importados en ProHelp® EPM. Los datos pueden ser exportados también de ProHelp® EPM en un archivo de texto ASCII y entonces leyeron en sistemas externos.
Advanced Tip #1
La Importacion/ Exportación de Datos es una característica opciónal. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.
Los usuarios avanzados pueden utilizar los procedimientos de la base de datos y las vistas del base de datos que son utilizadas por el programa de la Importación/Exportación de Datos para crear un sumamente-personalizado, sumamente-integrado interfaz entre ProHelp® EPM y su Sistema de ERP. Este proceso es descrito minuciosamente en el Data Exchange Manual, #810-0002 de Mattec.
Advanced Tip #2 Mencione el Data Exchange Manual, #810-0002, para información adicional en la característica de Mattec de la Importacion/Exportación de Datos.
6.1 Exportación de Datos DTR La opción de la Exportación de Datos DTR para ProHelp® EPM permite el sistema de ProHelp® EPM para ser integrado fácilmente con el software de The Manufacturing Manager™ (TMM) de Made2Manage. Permite los datos de la historia del turno de ProHelp® EPM ser exportados utilizando el formato TMM Standard (revisado el 3 de febrero de 1999). Los usuarios necesitarán todavía comprar la opción de la Importación/Exportación de Datos si se necesitan importar los datos en ProHelp® EPM o para exportar la Historia de Producción, la Historia de SPC, la Historia del Trabajo, Hojas de Proceso, Identificaciónes de Partes, o Identificaciónes de Instrumentos.
Punta Avanzada#1
La Exportación de Datos DTR es una característica opciónal. Se puede comprar esta característica cuando quiere por contactar el Departamento de Ventas de Mattec.

Copyright © 1983-2007 Mattec Corporation
6-166 810-0014 Rev – C
6.2 Integración de Software de CMS En 2006, la Corporación de Mattec unió con CMS Software de Toronto, Canadá. CMS es un proveedor delantero de software de ERP, software de fábricacion, y las soluciones de software de administración de cadena de suministro a fábricantes y distribuidores que operan en ambientes intensivos de cadena de suministro.
Punta Avanzada#1
Mientras Mattec se queda cometido a ayudar a nuestros clientes integrar ProHelp® EPM con cualquier solución de ERP que el cliente escoge, las soluciones de ERP de CMS que son basados en IBM(i5) y Microsoft(m5) pueden ser integradas apretadamente con ProHelp® EPM por utilizar instrumentos de estándar proporcionados por Mattec y CMS.
Los datos tales como Identificaciónes de Partes, Identificaciónes de Instrumentos, Hojas de Proceso, Identificaciónes de Materiales, Listas de Materiales, Descriptores de Trabajo, y Horarios de Máquina pueden ser mandados de CMS i5/m5 directamente en la base de datos de ProHelp® EPM. Los mecanismos para realizar estas transferencias son configuradas dentro del software de CMS i5/m5. Los datos tales como información de Historia de Producción pueden ser mandadas de ProHelp® EPM a CMS i5 o CMS m5 por uno de dos mecanismos:
• Interfaz de Serie
• Interfaz Basado en Eventos A pesar de su nombre, la Interfaz de Serie puede ser planificado de correr muchos veces a través del día y puede transferir los datos de la Historia de Producción de ProHelp® EPM a CMS i5/m5 en tiempo real. Los mecanismos para realizar estas transferencias son configuradas dentro del software de CMS i5/m5. El Interfaz Basado en Eventos entre ProHelp® EPM y CMS i5/m5 es descrito en la sección siguiente. 6.3 Basado en Eventos CMS (Mapa) El Interfaz Basado en Eventos de CMS está disponible para CMS i5 y CMS m5. Es un mecanismo que CMS creó para permitir usuarios a entrar los datos en el sistema de CMS ERP en tiempo real. Por ejemplo, CMS ha creado aplicaciones de escudriñar de Código de Barras que permiten al usuario a escudriñar un número del trabajo (el número de pedido del trabajo) y entrar producción, tiempo de actividad, tiempo de inactividad, partes de rechazo, etc.
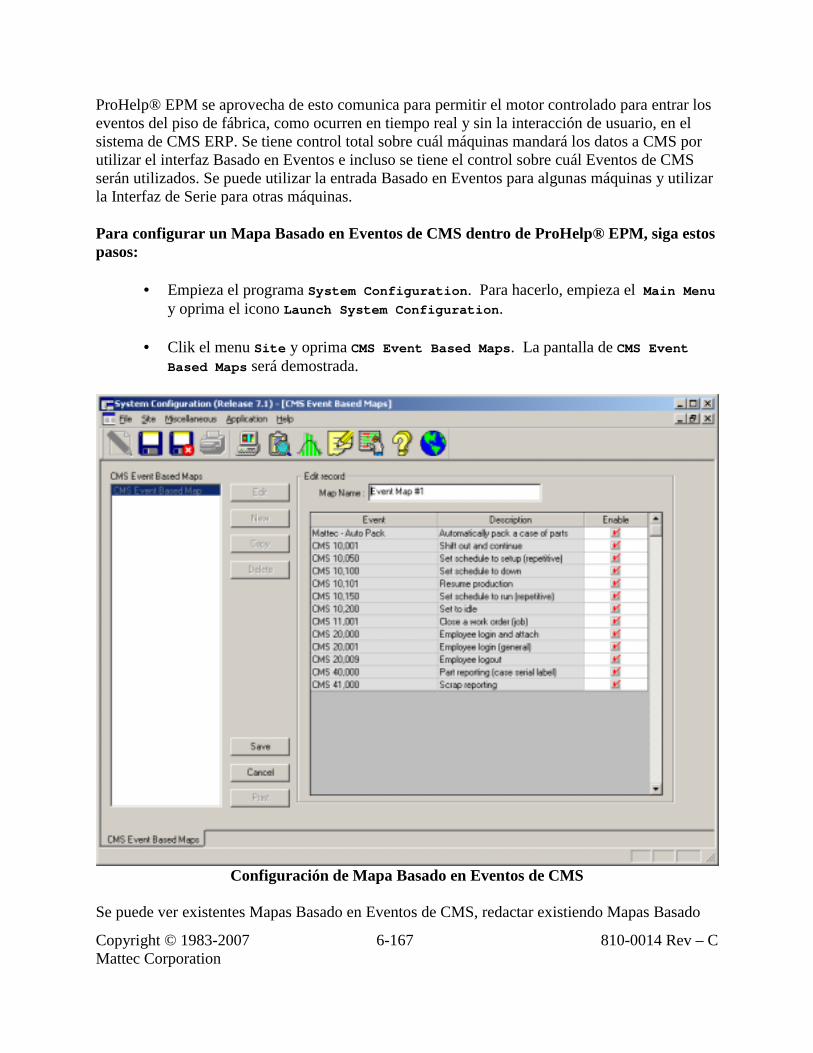
Copyright © 1983-2007 Mattec Corporation
6-167 810-0014 Rev – C
ProHelp® EPM se aprovecha de esto comunica para permitir el motor controlado para entrar los eventos del piso de fábrica, como ocurren en tiempo real y sin la interacción de usuario, en el sistema de CMS ERP. Se tiene control total sobre cuál máquinas mandará los datos a CMS por utilizar el interfaz Basado en Eventos e incluso se tiene el control sobre cuál Eventos de CMS serán utilizados. Se puede utilizar la entrada Basado en Eventos para algunas máquinas y utilizar la Interfaz de Serie para otras máquinas. Para configurar un Mapa Basado en Eventos de CMS dentro de ProHelp® EPM, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima CMS Event Based Maps. La pantalla de CMS Event Based Maps será demostrada.
Configuración de Mapa Basado en Eventos de CMS
Se puede ver existentes Mapas Basado en Eventos de CMS, redactar existiendo Mapas Basado

Copyright © 1983-2007 Mattec Corporation
6-168 810-0014 Rev – C
en Eventos de CMS, crear nuevos Mapas Basado en Eventos de CMS, y borrar Mapas Basado en Eventos de CMS existentes si ha sido asignado los permisos apropiados de la seguridad por el Gerente del Sistema. No se puede borrar Mapas Basado en Eventos de CMS si el mapa es asignado a una máquina. Cuando se ha creado un Mapa Basado en Eventos de CMS, tiene que asignarlo a uno o más máquinas. Para asignar un Mapa Basado en Eventos de CMS a una máquina, siga estos pasos:
• Empieza el programa System Configuration. Para hacerlo, empieza el Main Menu y oprima el icono Launch System Configuration.
• Clik el menu Site y oprima Machine Configuration. La pantalla de Machine Configuration será demostrada. Oprima el tab Code Maps.
Configuración de Máquina
Especifique un Mapa Basado en Eventos de CMS, como apropia. Se debe configurar los interfaces de web Basado en Eventos de CMS en el server de ProHelp®

Copyright © 1983-2007 Mattec Corporation
6-169 810-0014 Rev – C
EPM, como apropia. Contacte el Departamento de Atención al Cliente de Mattec para información adicional. Finalmente, se debe reempezar el "Servicio de Mattec MIU" para asegurar que sus cambios surtan efecto.