conduite des broyeurs boulets · ... lieu de mon stage, ... fonctionnement de l’ensemble du...
TRANSCRIPT
Conduite des broyeurs à boulets
3
Sommaire :
1 Sommaire
2 Introduction
5 Chapitre 1) : Présentation de l’organisme d’accueil
6 I. Description générale de IMACID
6 1) généralités
7 2) Ateliers de IMACID
8 3) Ressources humaines
9 4) Organigramme de IMACID
10 II. Description du procédé
10 1) Broyage du phosphate
11 2) Attaque du phosphate
17 Chapitre 2) : Conduite des broyeurs à boulets
18 I. Généralités
21 II. Paramètres des broyeurs à boulets
21 1) Contraintes de fonctionnement
22 2) Perturbations
23 3) Variables d’action
24 4) Caractéristiques dynamiques d’une unité de broyage
25 III. Modèles des unités de broyage et simulateurs dynamiques
25 1) Modèles phénoménologiques des unités de broyage
26 2) Simulateurs d’unités
27 3) Modèles empiriques linéaires
30 Conclusion
31 Bibliographie
32 Annexes

Conduite des broyeurs à boulets
4
Le procédé de fabrication de l’acide phosphorique utilisé à IMACID, lieu de mon
stage, est par voie humide, dans lequel l’acide est obtenu par attaque directe du
phosphate minéral par un acide fort (acide sulfurique). Il est largement utilisé dans le
monde car il présente l’avantage de produire un acide ayant un faible prix de revient.
Les principaux procédés par voie humide ont pour nom : Rhône-Poulenc, Nissan,
Mitsubishi, Prayon ; ce dernier est celui utilisé par IMACID.
Les trois principales phases comprennent :
Le broyage : le broyage du phosphate brut a pour but d’augmenter la surface
d’attaque du minerai par l’acide sulfurique.
L’attaque filtration : Le phosphate broyé est attaqué par l’acide sulfurique
concentré à 98,5% et l’acide phosphorique moyen (18 à 22% de P2O5) en milieux
aqueux. Le mélange donne une bouillie. La filtration de cette bouillie consiste à séparer
l’acide phosphorique 29% P2O5 du phosphogypse via un filtre rotatif. Le produit est
ensuite stocké dans des bacs de décantation.
La concentration : La fonction de la concentration de l’acide phosphorique est de
permettre l’évaporation de l’eau pour obtenir un acide tirant 54% de P2O5.
INTRODUCTION

Conduite des broyeurs à boulets
5
Le broyage du phosphate est donc l’une des étapes déterminante du procédé de
fabrication de l’acide phosphorique car à ce niveau la consommation de l’énergie
atteint son maximum.
Dans le même cadre le sujet de mon stage consiste à étudier la conduite des
broyeurs à boulets afin de pouvoir trouver le modèle le plus simple et le plus adapté à
ce procédé pour ainsi optimiser le fonctionnement du broyeur notamment trouver
l’optimum de la charge qui permet la plus faible consommation en énergie électrique.
Pour ce faire, le plan adaptée est comme suit :
Une présentation générale de l’organisme d’accueil ainsi qu’une brève description
du procédé utilisé, ensuite présenter les différentes contraintes de fonctionnement des
broyeurs à boulets et les équations dynamiques qui le régissent, pour finir par quelques
technologies des broyeurs à boulets en annexes.
Conduite des broyeurs à boulets
6
Chapitre 1 : Présentation de l’organisme d’accueil
Conduite des broyeurs à boulets
7
I. DESCRIPTION GENERAL DE IMACID
1111)))) Généralités:Généralités:Généralités:Généralités:
Pour diversifier ses alliances stratégiques et en vue de sécuriser une partie de ces
exportations, le groupe O. C. P. a constitué le 20 novembre 1997 , en partenariat avec
le groupe Indien Birla , la société INDO MAROC PHOSPHORE S.A : IMACID, O.C.P. (50%)
et CHAMBEL fertilités & chemicals Ltd (50%).
Situé à Jorf Lasfar. Elle s’occupe principalement de la production et la
commercialisation de l’acide phosphorique avec une capacité de 330 000 tonnes par
an destiné à l’exportation comme suivent :
70% vers l’Inde
30% pour le marché international
Elle comprend :
� Une ligne de production d’acide sulfurique
� Un atelier de production de l’utilité
� Une ligne de production d’acide phosphorique
La production à IMACID a démarré en octobre 1999, son potentiel de production
est de 0,33 millions de P2O5 par an nécessitant :
� 1,2 millions de tonnes de phosphate de Khouribga,
� 0 ,33 millions de tonnes de soufre.
Par ailleurs, le 21 mars 2005 à New Delhi, un accord a été signé pour l’introduction, dans
le capital d’IMACID, d’un autre partenaire indien, TaTa Chemicals.
Aussi, IMACID bénéficie des avantages du site de Jorf Lasfar :
� La proximité du gisement minier de Khouribga ;
� La proximité du port avec un grand tirant d’eau ;
� L’alimentation en eau de mer et eau douce sur de faibles distances ;
� La dotation de site de grandes facilités industrielles ;
� La possibilité d’utilisation de l’infrastructure de Maroc Phosphore III – IV.
Conduite des broyeurs à boulets
8
L’énergie électrique nécessaire est fournie par un groupe turboalternateur de 27
MW fonctionnant au moyen de la vapeur haute pression produite par la chaleur
dégagée par la combustion du soufre.
IMACID a été conçue en utilisant le procédé et les technologies les plus innovants en
matière d’environnement et d’informatisation tout en intégrant le savoir faire du
groupe OCP en la matière :
� Procédé d’acide sulfurique MONSANTO à double absorption ;
� Procédé d’acide phosphorique PRAYON MARK IV avec unité de lavage
des gaz ;
� Unité conduite par un système numérique de contrôle commande
(SNCC).
2222. Ateliers de IMACID. Ateliers de IMACID. Ateliers de IMACID. Ateliers de IMACID ::::
IMACID dispose de trois principaux ateliers de production :
Atelier sulfurique
� Capacité nominale : 3600 tonnes monohydrate par jour ;
� Procédé : MONSANTO à double absorption.
Atelier utilités
Une centrale thermoélectrique (CTE) avec :
� Un groupe turbo alternateur de 27 MW,
� Une liaison avec le réseau vapeur HP de Maroc Phosphore III-IV afin de
fournir la vapeur pour les démarrages et augmenter la flexibilité du
fonctionnement de l’ensemble du complexe Jorf Lasfar.
Un atelier de traitement des eaux (TED) composé de :
� Deux chaînes de désiliciage d’eau ;
� Une station de compression d’air ;
� Une station de reprise d’eau de mer (REM).
Conduite des broyeurs à boulets
9
Atelier phosphorique
� Capacité nominale : 1180 tonnes de P2O5 par jour d’acide, qualité
marchande 54% ;
� Procédé : PRAYON MARK IV ;
� Système de broyage : broyage humide ;
� Réaction : cuve de réaction de six compartiments en
béton revêtu
� Digestion : trois digesteurs ;
� Filtration : filtre à cellules basculantes ;
� Concentration : trois échelons de 440 tonnes P2O5 par
échelon, à échangeurs tubulaires en graphite.
3. Ressources Humaines :
A IMACID, ils travaillent 190 personnes :
� 15 ingénieurs ;
� 175 agents.
Autres moyens :
� Ateliers de maintenance ;
� Magasin général de pièces de rechanges.

Conduite des broyeurs à boulets
10
4. Organigramme de IMACID :
Organigramme de Indo Maroc Phosphore
DIRECTION
Comptabilité
Gestion financière
Ressources humaines
Approvisionnement
Produit intermédiaire
Produit phosphorique
Mécanique
Instrumentation
Electrique
Génie civil
Magasin
Inspection
Process
Pilotage SMGI
Coordination Performance et Amélioration
Technique
Coordination
Maintenance
Coordination
production
Coordination Finance et Approvisionnement
Conduite des broyeurs à boulets
11
II. Description du procédé :
En pratique, l’acide phosphorique est obtenu selon deux procédés principaux : soit
par voie sèche (réduction du phosphate naturel en présence de coque et de silice, au
four électrique) , soit par voie humide(attaque du phosphate naturel par H2SO4 ) , qui
fait intervenir les opérations suivantes :
1. Broyage du minerai et dosage des matières premières ;
2. Attaque du phosphate ;
3. Séparation de l’acide produit ;
4. Concentration de l’acide.
1111)))) Broyage du phosphateBroyage du phosphateBroyage du phosphateBroyage du phosphate ::::
L’unité de broyage comprend principalement une trémie ou le phosphate venant
du hangar ; est stocke puis il est extrait à l’acide d’un extracteur et passe par une
bande doseuse pour être introduit dans le broyage a boulets avec un débit de 170 à
180 T/h environ.
Le broyage se fait avec injection d’eau à l’entrée du broyeur (0,5m3 d’eau/tonne
phosphate).
Le rapport eau/phosphate est varié par l’opérateur de manière à obtenir à la
sortie du broyeur une pulpe contenant 65% de solide, cette pulpe passe par un bac de
dégazage menu de l’agitation (élimination des bulles d’air en suspension) puis elle est
pompée vers le bac à pulpe.
Remarques :
Le broyage a pour but l’augmentation de la surface d’attaque du minerai, la
réaction chimique est d’autant plus facile que la surface offerte aux réactifs est plus
grande.
Le broyage est donc une opération qui présente une importance particulière en
effet :
• Un broyage insuffisant, conduit à une attaque très difficile, un temps de réaction
très élevé, et un rendement plus bas.
Conduite des broyeurs à boulets
12
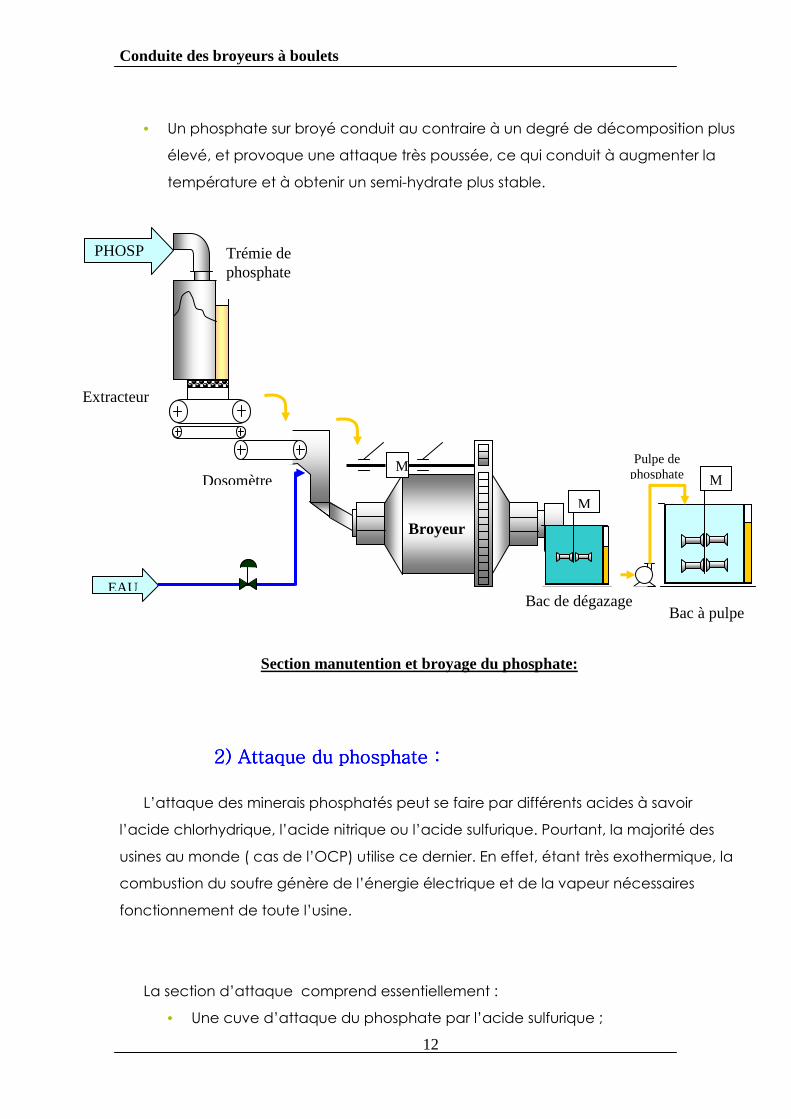
• Un phosphate sur broyé conduit au contraire à un degré de décomposition plus
élevé, et provoque une attaque très poussée, ce qui conduit à augmenter la
température et à obtenir un semi-hydrate plus stable.
Section manutention et broyage du phosphate:
2222)))) Attaque du phosphateAttaque du phosphateAttaque du phosphateAttaque du phosphate : : : :
L’attaque des minerais phosphatés peut se faire par différents acides à savoir
l’acide chlorhydrique, l’acide nitrique ou l’acide sulfurique. Pourtant, la majorité des
usines au monde ( cas de l’OCP) utilise ce dernier. En effet, étant très exothermique, la
combustion du soufre génère de l’énergie électrique et de la vapeur nécessaires
fonctionnement de toute l’usine.
La section d’attaque comprend essentiellement :
• Une cuve d’attaque du phosphate par l’acide sulfurique ;
PHOSPHA
EAU
Extracteur
M
M
M
Pulpe de phosphate
Broyeur
Trémie de phosphate
Dosomètre
Bac de dégazage Bac à pulpe
Conduite des broyeurs à boulets
13
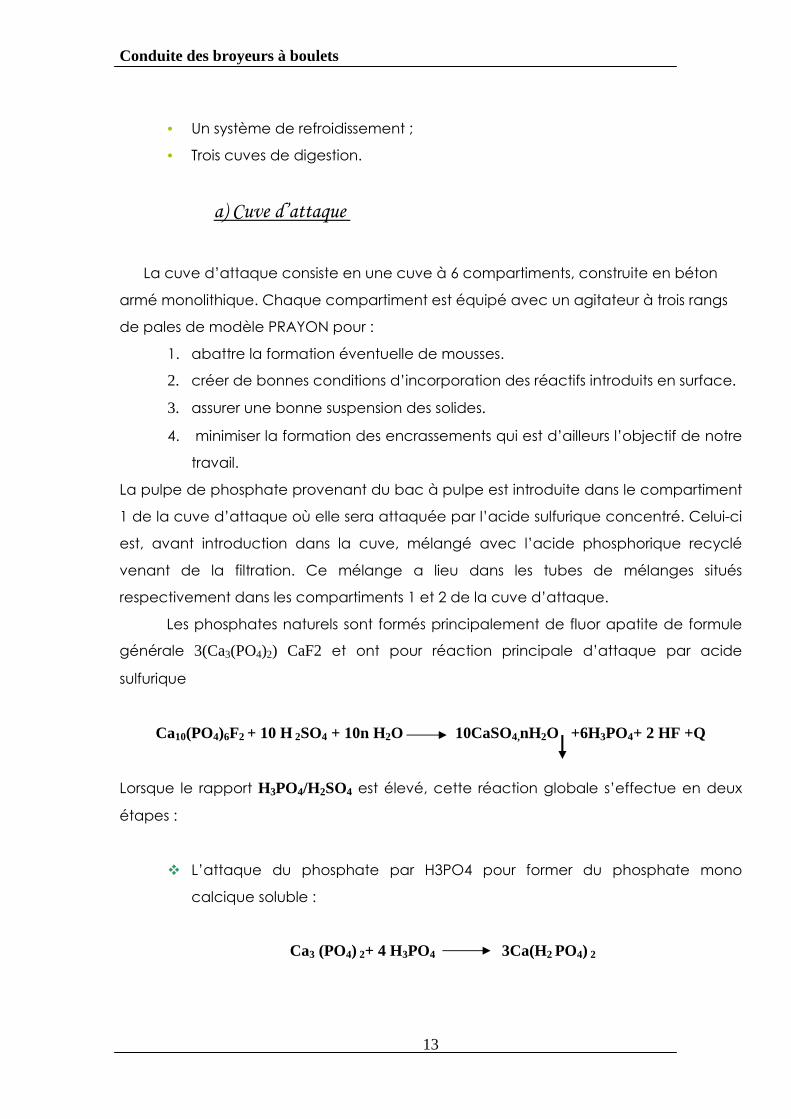
• Un système de refroidissement ;
• Trois cuves de digestion.
a) Cuve d’attaque
La cuve d’attaque consiste en une cuve à 6 compartiments, construite en béton
armé monolithique. Chaque compartiment est équipé avec un agitateur à trois rangs
de pales de modèle PRAYON pour :
1. abattre la formation éventuelle de mousses.
2. créer de bonnes conditions d’incorporation des réactifs introduits en surface.
3. assurer une bonne suspension des solides.
4. minimiser la formation des encrassements qui est d’ailleurs l’objectif de notre
travail.
La pulpe de phosphate provenant du bac à pulpe est introduite dans le compartiment
1 de la cuve d’attaque où elle sera attaquée par l’acide sulfurique concentré. Celui-ci
est, avant introduction dans la cuve, mélangé avec l’acide phosphorique recyclé
venant de la filtration. Ce mélange a lieu dans les tubes de mélanges situés
respectivement dans les compartiments 1 et 2 de la cuve d’attaque.
Les phosphates naturels sont formés principalement de fluor apatite de formule
générale 3(Ca3(PO4)2) CaF2 et ont pour réaction principale d’attaque par acide
sulfurique
Ca10(PO4)6F2 + 10 H 2SO4 + 10n H2O 10CaSO4,nH2O +6H3PO4+ 2 HF +Q
Lorsque le rapport H3PO4/H2SO4 est élevé, cette réaction globale s’effectue en deux
étapes :
� L’attaque du phosphate par H3PO4 pour former du phosphate mono
calcique soluble :
Ca3 (PO4) 2+ 4 H3PO4 3Ca(H2 PO4) 2

Conduite des broyeurs à boulets
14
La réaction entre le phosphate mono calcique et l’acide sulfurique pour
former l’acide phosphorique et le gypse :
Ca(H2(PO4)) 2 + H2 SO4 + 2 H2O (CaSO4 ,2 H2 O) + 2H3PO4
Pour les phosphates riches en CaCO3, il y a décomposition du carbonate avec
formation de sulfate et d’anhydride carbonique :
CaCO3 + H2SO4 + H2O CaSO4, 2H2O + CO2
Parallèlement il y a destruction du complexe fluophosphocarbonate suivant la réaction
globale:
3(Ca3(PO4)2) .CaF2. CaCO3+ 11 H2SO4 + 21 H2O 11CaSO4 ,2 H2 O + 6 H3PO4+2HF+CO2+Q
A cause de la présence des impuretés dans le phosphate des réactions secondaires
d’une importance se réalisent.
b) Système de refroidissement
Les réactions chimiques se produisant dans la cuve d’attaque ainsi que la
dilution de l’acide sulfurique étant exothermiques, il est nécessaire de refroidir la
bouillie à une température de l’ordre de 72 à 74°C pour assurer une formation
optimale de cristaux de sulfate de calcium di-hydraté. En effet si la température
dépasse 110°C on a la syncristallisation du monohydrogénophosphate
CaHPO4,2H2O avec le gypse provocant une perte de P2O5. Ce refroidissement
est réalisé dans un évaporateur à bas niveau « LLFC :lowlevel flash cooler ». Cet
appareil est maintenu sous vide.
L’évaporation d’une certaine quantité d’eau hors de la bouillie provoque
l’effet de refroidissement souhaité. Par ailleurs, à cause du grand débit de
circulation, la différence de température entre l’entrée et la sortie du LLFC n’est
que de 2 à 3°C.
Conduite des broyeurs à boulets
15
c) Cuves de digestion :
A partir du compartiment 6 de la cuve d’attaque, la bouillie s’écoule vers
la section digestion qui comprend trois cuves cylindriques verticales similaires
(digesteurs) placées en série.
Les digesteurs sont équipés chacun d’un agitateur de modèle PRAYON à
double rang de pales hélicoïdales, étudiées pour produire un grand débit de
pompage avec une basse consommation énergétique et éviter la décantation
des solides tout en assurant une agitation douce.
Ces digesteurs servent à augmenter les temps de séjour et à stocker la
bouillie d’attaque. Par ailleurs, une injection d’acide sulfurique est prévue dans
le premier digesteur afin de favoriser la dé-sursaturation de l’acide
phosphorique et le grossissement des cristaux de gypse. La bouillie ainsi mûrie
est pompée, à débit contrôlé, vers le filtre.
d) Séparation par filtration
La filtration est un ensemble de techniques, son objet est de séparer
l’acide phosphorique produit du solide résiduaire, cette séparation est
effectuée à l’aide d’un filtre sous vide avec lavage systématique à contre
courant. Le gypse, après avoir subi les différents lavages, est évacué. Les modes
d’évacuation les plus courants sont le transport hydraulique pour les usines
proches de la mer.
La filtration se fait en trois étapes:
• La bouille d’attaque est alimentée vers l’auge de distribution du filtre
horizontal à cellules basculantes. Une première partie du filtrat de
production, permet le contrôle de la teneur en solide dans la bouille
de réaction.
• Un premier lavage avec l’acide faible, Le filtrat de ce premier lavage va
à l’aspiration de la pompe de l’acide recyclé qui sera envoyé vers
Conduite des broyeurs à boulets
16
l’attaque pour le contrôle des solides d’une part et la teneur en P2O5 de
la bouille d’attaque d’autre part.
• Un lavage final (second lavage) est réalisé au moyen d’eau chaude. Le
filtrat de ce dernier lavage est drainé et envoyé vers le premier lavage.
Après séparation des eaux- mères, le gâteau de gypse lavé à contre
courant est finalement déchargé et évacué vers la mère.
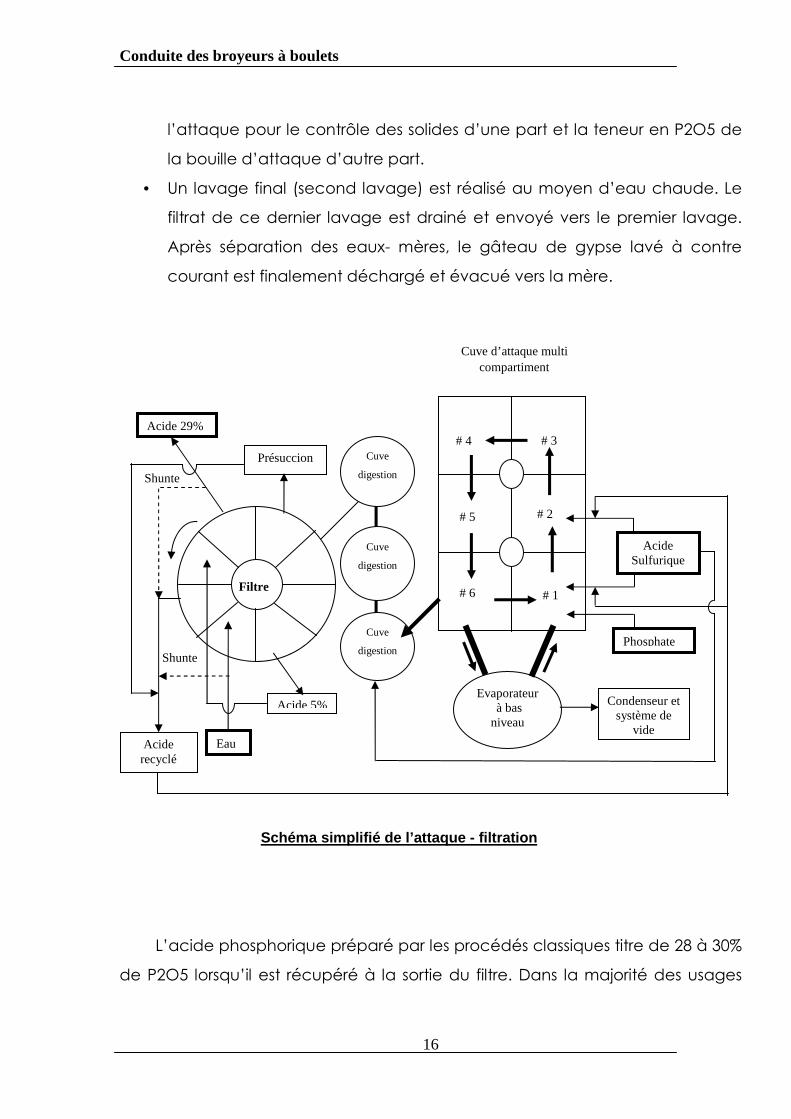
Schéma simplifié de l’attaque - filtration
L’acide phosphorique préparé par les procédés classiques titre de 28 à 30%
de P2O5 lorsqu’il est récupéré à la sortie du filtre. Dans la majorité des usages
Phosphate
Evaporateur à bas niveau
Condenseur et système de
vide
Acide Sulfurique
Shunte
# 1
# 2
# 3 # 4
# 5
# 6
Cuve
digestion
Cuve
digestion
Cuve
digestion
Filtre
Acide 29%
Présuccion
Acide 5%
Acide recyclé
Eau
Shunte
Cuve d’attaque multi compartiment
Conduite des broyeurs à boulets
17
ultérieurs, on utilise de l’acide à 38, 48 et 54%. Il convient donc de concentrer
cet acide.
Aussi, trois procédés sont employés:
- l’évaporation directe par barbotage d’air chaud ;
- l’évaporation par combustion immergée ;
- le chauffage indirect de l’acide suivi d’évaporation sous vide.
Notons que ce dernier procédé est le plus employé surtout lorsqu’un excédent
de vapeur basse pression est disponible pour le chauffage de l’acide, vapeur
provenant en particulier des ateliers de fabrication d’acide sulfurique presque
toujours associés à ceux d’acide phosphorique.

Conduite des broyeurs à boulets
18
Chapitre 2 : Conduite des broyeurs à boulets
Conduite des broyeurs à boulets
19
I. Généralités : Le broyage des matériaux est un procédé industriel dont l’incidence économique est
très lourde, aussi bien à cause des investissements réalisés, des frais d’entretien, de la
consommation de corps broyants, que de l’énergie électrique consommée. L’opération
de broyage a un très faible rendement énergétique (de l’ordre de 1 %), mais un
accroissement même faible de ce rendement peut représenter un gain très significatif
aussi bien pour une compagnie spécifique que pour l’ensemble d’une société
industrielle. Aux États-Unis en 1978, la consommation énergétique des procédés de
fragmentation représentait environ 1,5 % de la production totale d’électricité [1]. Les
quatre industries principales contribuant à cette consommation étaient l’industrie
cimentière, l’industrie minérale, l’industrie du charbon et l’industrie céréalière. Comme le
broyage est le moins efficace de tous les procédés de fragmentation, on peut supposer
qu’une grande partie de cette énergie est consommée par le broyage. On comprend
donc d’emblée que la qualité de la conduite d’une unité de broyage peut avoir une
grande valeur économique.
Dans les usines de concentration de minéraux, on rencontre normalement deux
catégories d’appareils de broyage : ceux qui utilisent des corps broyants libres
(broyeurs classiques) et ceux qui n’en utilisent pas (broyeurs autogènes). Dans la
première catégorie, on retrouve des appareils tels que les broyeurs à barres, utilisés
pour le broyage primaire (grossier), et les broyeurs à boulets, utilisés pour le broyage
secondaire (fin) et le rebroyage (très fin). Ces appareils contiennent une charge
broyante (barres ou boulets d’acier) d’environ 40-50 % du volume intérieur du broyeur,
valeur qui permet de maximiser la puissance consommée par rapport à la puissance
disponible pour la vitesse de rotation usuelle de ces broyeurs (60 à 80 % de la vitesse
critique).
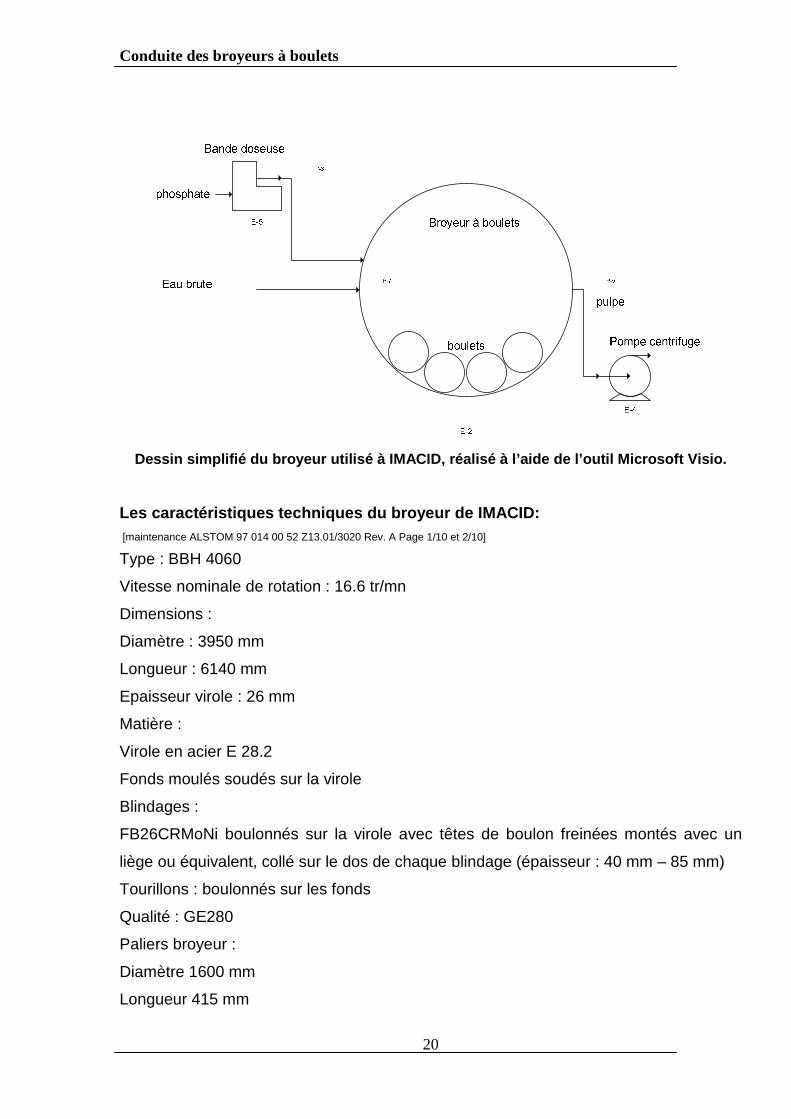
Le broyeur du phosphate utilisé à IMACID est un broyeur à boulets d’aciers :
Sous l'effet de la rotation du tambour, les boulets sont entraînés le long des parois,
roulent puis retombent en cascade les uns sur les autres. Le phosphate est donc broyé
sous l'action de chocs (matière entre boulets et matière entre boulets et paroi) et suite à
un phénomène d'attrition.
Conduite des broyeurs à boulets
20
Dessin simplifié du broyeur utilisé à IMACID, réali sé à l’aide de l’outil Microsoft Visio.
Les caractéristiques techniques du broyeur de IMACI D: [maintenance ALSTOM 97 014 00 52 Z13.01/3020 Rev. A Page 1/10 et 2/10]
Type : BBH 4060
Vitesse nominale de rotation : 16.6 tr/mn
Dimensions :
Diamètre : 3950 mm
Longueur : 6140 mm
Epaisseur virole : 26 mm
Matière :
Virole en acier E 28.2
Fonds moulés soudés sur la virole
Blindages :
FB26CRMoNi boulonnés sur la virole avec têtes de boulon freinées montés avec un
liège ou équivalent, collé sur le dos de chaque blindage (épaisseur : 40 mm – 85 mm)
Tourillons : boulonnés sur les fonds
Qualité : GE280
Paliers broyeur :
Diamètre 1600 mm
Longueur 415 mm
Conduite des broyeurs à boulets
21
Corps en mécano-soudé avec sondes de température coussinets en bronze, à 120°,
montés sur rotule
Grille de sortie :
En acier anti-usure soudée sur la fourrure de sortie
Pignon/couronne :
Couronne :
En deux parties, en acier moulé 35 CD 4 M
Denture : droite
Largeur : 600 mm
Nombre de dents : 212
Module : 27
Fixation sur le broyeur par boulonnage
Pignon :
En acier forgé 35 CD 4
Denture : droite
Largeur : 610 mm
Nombre de dents : 27
Module : 27
Contre-arbre :
Diamètre : 360 mm
Monté sur deux paliers en fonte avec rouleaux rotulants.
Conduite des broyeurs à boulets
22
II. Paramètres des broyeurs à boulets : Du point de vue de la conduite de l’unité, cette quantité de charge broyante doit être
maintenue constante en cours de broyage par ajout de boulets afin de garantir une
qualité de broyage constante. Ce type de broyeur fonctionne normalement en voie
humide, avec une pulpe contenant entre 65 et 85 % en masse de solides, valeur qu’il
faut réguler en cours d’opération. Très souvent, on utilise un broyeur à barres suivi d’un
broyeur à boulets, bien qu’une libération convenable puisse être obtenue en une seule
étape de broyage à boulets.
1111)))) Contraintes de fonctionnementContraintes de fonctionnementContraintes de fonctionnementContraintes de fonctionnement
Le procédé de broyage est normalement limité par une série de contraintes de
fonctionnement imposées par les équipements et/ou par le procédé lui-même.
Parmi les premières contraintes, on peut mentionner celles imposées par le volume et
la forme des puisards d’alimentation des hydrocyclones, par l’absence de trémies
tampons d’alimentation du minerai ou par leur capacité si elles existent, par l’absence
de pompes à vitesse variable pour l’alimentation des hydrocyclones.
Il est évident que ces caractéristiques du circuit influent fortement sur le choix du
système de conduite.
Dans un broyeur à boulets, une augmentation excessive de la viscosité de la pulpe se
traduit par un déplacement du centre de gravité de la charge vers l’axe du broyeur,
entraînant une réduction de la puissance consommée donc une mauvaise utilisation de
la puissance disponible. Cela impose des contraintes sur la densité de la sousverse des
hydrocyclones des circuits à préclassification. Le débit de minerai traité par le broyeur à
boulets (charge circulante) impose aussi des limites de fonctionnement car, bien qu’une
charge circulante élevée augmente la concentration de grosses particules dans le
broyeur, donc l’efficacité du broyage, il existe un optimum et il n’est pas économique de
fonctionner avec des charges circulantes supérieures à 400 % pour éviter une usure
prématurée par abrasion intense. Aussi, à débit élevé dans les broyeurs sans
diaphragme de décharge, on risque d’entraîner les boulets hors du broyeur et
d’endommager les pompes. L’usure des corps broyants impose aussi des contraintes
sévères dans l’exploitation du circuit car elle détermine le processus de rechargement.
Dans le cas des boulets, la contrainte est moins critique, car le chargement de boulets
peut se faire sans arrêter l’opération.
Conduite des broyeurs à boulets
23
Dans le cas du chargement de barres, il faut arrêter le broyeur, et donc l’alimentation en
minerais, pendant environ 15 à 30 min, ce qui déséquilibre complètement le
fonctionnement en aval (broyeurs à boulets, hydrocyclones et circuit de séparation).
Le fonctionnement des hydrocyclones impose aussi des contraintes d’exploitation : la
densité de pulpe à la sousverse de l’hydrocyclone doit être telle que la décharge de la
pulpe soit en parapluie avec une colonne d’air centrale. Des densités de pulpe trop
élevées ou trop faibles sont à éviter, car elles impliquent respectivement un
fonctionnement instable (décharge en boudin) ou très inefficace (décharge trop
ouverte). On régule généralement la finesse du produit en agissant sur la densité de la
pulpe alimentée à l’hydrocyclone. La densité de pulpe à la surverse n’est alors pas
régulée, ce qui souvent n’est pas compatible avec un fonctionnement convenable du
circuit de séparation pour lequel l’alimentation ne doit pas être trop diluée. Il faut alors
considérer cette contrainte dans le système de conduite envisagé, à moins qu’une unité
d’épaississement ne soit prévue entre le circuit de broyage et le circuit de séparation.
2222)))) PerturbationsPerturbationsPerturbationsPerturbations
Le fonctionnement d’un circuit de broyage est normalement soumis à plusieurs types de
perturbations, certaines observables, d’autres non détectables directement. Les
perturbations les plus importantes sont celles associées à la qualité de l’alimentation du
circuit, c’est-à-dire à la composition, à la dureté du minerai et à la répartition
granulométrique des particules alimentées. Bien que l’on essaie de mélanger les
minerais provenant de différents endroits de la même mine ou de différents gisements,
les caractéristiques de l’alimentation du circuit de broyage changent souvent à cause de
la ségrégation à l’intérieur des trémies. Le circuit de broyage est donc fréquemment
soumis à ces variations et le système de conduite doit pouvoir y répondre.
Les instabilités de débit des différents ajouts d’eau du circuit produisent également des
perturbations.
D’autres perturbations sont liées aux équipements eux-mêmes. Par exemple, l’usure ou
le blocage des buses de la sousverse des hydrocyclones a une incidence sur la
classification et donc sur la charge circulante. L’usure des corps broyants crée des
perturbations, soit par une perte progressive d’efficacité de broyage, soit de façon
brutale lors d’arrêts pour chargement de barres. Le système de pompage est aussi
soumis à l’usure par abrasion des revêtements et aux dépôts de calcaire sur les
Conduite des broyeurs à boulets
24
tuyauteries, introduisant ainsi des perturbations progressives dans le fonctionnement du
circuit. Outre leur usure, les équipements introduisent des perturbations dues à de
mauvais fonctionnements ou à des arrêts soudains (entretien, pannes). Des exemples
typiques sont le blocage de l’alimentation en minerai, le changement de pompes
alimentant les hydrocyclones, le remplacement d’hydrocyclones bouchés.
Une autre source de perturbation très fréquente est la récupération des pulpes
déversées sur le plancher des usines, par des pompes volantes, et leur renvoi à la
bâche d’alimentation des hydrocyclones.
3333)))) Variables d’actionVariables d’actionVariables d’actionVariables d’action
Pour atteindre les objectifs de conduite des unités de broyage en tenant compte des
contraintes de fonctionnement, il faut établir un système d’action sur les variables
d’entrée (variables d’action) du système. Il est clair d’abord que l’on ne peut pas avoir
moins de variables d’action que de variables de sortie à réguler. Compte tenu des
contraintes, il est souvent préférable d’avoir plus de variables d’action que d’objectifs de
régulation pour garantir que le procédé de broyage reste à l’intérieur ou à la limite des
domaines de faisabilité.
Les variables de commande sont en fait assez peu nombreuses dans une unité de
broyage ; il s’agit surtout du débit de solides à broyer, des ajouts d’eau en broyage
humide ou des débits d’air en broyage à sec, des vitesses des pompes, très rarement
des vitesses de rotation des broyeurs, des réglages des séparateurs (hydrocyclones,
tamis, séparateurs pneumatiques), des ajouts de corps broyants. Dans le domaine du
broyage des minerais métalliques, lorsqu’il y a une contrainte sur la dilution du produit
final, il ne reste souvent qu’une seule variable d’action, le débit de minerai, ce qui est
bien peu pour atteindre tous les objectifs de commande. En général, les degrés de
liberté des unités de broyage sont très peu nombreux. Dans la majorité des cas, on ne
peut réguler plus d’une caractéristique granulométrique du produit, à moins d’avoir
plusieurs unités de classification procédant en plusieurs étapes. Le tableau 1 résume la
situation habituelle des variables de procédé d’une unité de broyage de minerai.

Conduite des broyeurs à boulets
25
4444)))) Caractéristiques dynamiques d’une unité de broyageCaractéristiques dynamiques d’une unité de broyageCaractéristiques dynamiques d’une unité de broyageCaractéristiques dynamiques d’une unité de broyage
Avant de procéder à l’élaboration d’un système de conduite d’une unité de broyage,
après avoir classé les variables et établi les objectifs, il faut analyser, au moins
qualitativement, le comportement du circuit face aux perturbations et aux variables
d’action. D’abord, il faut pouvoir apprécier le comportement statique en régime
permanent du système en évaluant les gains du système, c’est-à-dire les rapports à
l’équilibre entre des variations de sortie et des variations d’entrée : par exemple, le
rapport (variation de la finesse du produit)/(variation du débit de minerai).
Ensuite, il faut estimer la dynamique du système, c’est-à-dire la durée, l’amplitude et la
nature des régimes transitoires d’un état à un autre. L’information de base est la
connaissance approximative de la constante de temps dominante des réponses des
sorties aux variations des entrées. On devrait, par exemple, être capable de dire qu’il
faut 1,5 h pour que la charge circulante atteigne 95 % de sa valeur finale après un
changement d’un échelon du débit de matériau à broyer. Idéalement, on devrait aussi
pouvoir dire s’il y a dépassement transitoire par rapport au régime final, ou s’il y a des
oscillations ou encore une réponse initiale inverse de la réponse finale, et enfin préciser
les retards purs du système, c’est-à-dire les temps pendant lesquels les sorties ne sont
pas affectées par un changement des entrées.
Conduite des broyeurs à boulets
26
III. Modèles des unités de broyage et simulateurs dynamiques
Une autre approche de la conception des systèmes de conduite des unités de broyage
consiste à utiliser une représentation formelle du comportement dynamique du procédé,
habituellement sous la forme d’un modèle mathématique permettant le calcul des
variables de sortie y à partir des variables d’entrée u. En fait, il faut distinguer deux cas
de figure qui correspondent souvent à des modèles de types différents. Dans le premier
cas, le modèle est utilisé pour simuler le fonctionnement de l’unité de broyage et le
système de conduite est conçu, et réglé, sur le simulateur ainsi constitué avant d’être
implanté sur le système réel. Dans le deuxième cas, le modèle fait explicitement partie
intégrante du système de conduite. Pour les simulateurs, on utilise généralement des
modèles phénoménologiques, c’est-à-dire des modèles qui cherchent à représenter les
phénomènes physico-chimiques en jeu dans le procédé, alors que, pour les régulateurs
à modèle intégré, on utilise plutôt des modèles empiriques linéaires.
1111)))) ModèleModèleModèleModèles phénoménologiques des unités de broyages phénoménologiques des unités de broyages phénoménologiques des unités de broyages phénoménologiques des unités de broyage
Chaque procédé constituant une unité complexe de broyage est indépendamment des
autres, ensuite les différents modèles sont intégrés pour constituer le modèle de l’unité
de broyage. L’intégration peut être faite à l’aide d’un simulateur numérique séquentiel
ou bien par résolution d’un système d’équations simultanées.
Le processus de broyage est représenté comme une série de réactions de
fragmentation de particules de dimensions discrètes, chaque réaction possédant une
cinétique du premier ordre et un ensemble de coefficients stoechiométriques [2] Ainsi
les particules Pj appartenant à la classe de dimension j sont fragmentées en particules
Pj – 1, Pj – 2 , ... de dimensions inférieures selon la réaction :
Pj --------> bj , j – 1Pj – 1 + bj , j – 2 Pj – 2 + ... + bj , n Pn
Avec bj , j – i fraction massique de particules Pj – i obtenues par broyage des particules
Pj .
La vitesse de la réaction de broyage est :
vj = kjmj
Avec kj constante de vitesse de fragmentation,
mj fraction massique des particules de dimension j des solides contenus dans le
broyeur.

Conduite des broyeurs à boulets
27
Dans le cas simple où un broyeur peut être représenté comme un réservoir
parfaitement mélangé dont la masse retenue est variable, l’écriture du bilan de matière
pour toutes les classes de dimension conduit au système différentiel [2] [3]:
Avec B matrice des coefficients stoechiométriques bj, i,
D(t ) débit-masse de solide dans l’alimentation du broyeur,
K matrice des constantes de vitesse kj,
M(t) inventaire (masse retenue dans le broyeur),
a (t) vecteur des fractions massiques aj des particules de chaque classe de dimension j
dans le débit solide de l’alimentation,
m(t ) vecteur des fractions massiques mj des particules de chaque classe de dimension
j dans le contenu solide du broyeur,
r inverse de la résistance à l’écoulement à la sortie du broyeur,
t temps.
2222)))) Simulateurs d’unitéSimulateurs d’unitéSimulateurs d’unitéSimulateurs d’unité
Les modèles phénoménologiques, assemblés dans des simulateurs dynamiques [4]
[5], permettent d’étudier la dynamique des circuits de broyage et sont un guide précieux
pour concevoir les systèmes de commande, qu’ils soient de nature empirique ou à
modèle intégré. Pour augmenter l’efficacité de ces simulateurs en les rapprochant
davantage de la réalité des opérations de broyage, on peut y ajouter des générateurs
de perturbations stochastiques comme :
— des bruits de mesure ;
— des bruits d’actionneur ;
— des variations aléatoires de broyabilité, de densité et de granulométrie du minerai;
— des bruits de procédé, comme des instabilités de pompage.
Dans la référence [5], on trouve un exemple d’étude de boucles PID équipées de filtres
passe-bas pour que les hautes fréquences dues aux diverses sources de bruit ne soient
Conduite des broyeurs à boulets
28
pas amplifiées par la fonction dérivée D et ne produisent pas une commande à
variations trop rapides.
Ces simulateurs peuvent aussi être utilisés pour l’entraînement des opérateurs à la
conduite des systèmes de broyage. La configuration à deux calculateurs est un outil
pédagogique particulièrement efficace [6]. Un calculateur simule l’usine tandis que
l’autre émule le système de conduite industriel. Les deux calculateurs communiquent
numériquement ou par des convertisseurs analogique/ numérique. Le calculateur de
conduite reçoit les informations en provenance des capteurs de l’atelier de broyage
simulé et envoie les actions de commande choisies manuellement ou automatiquement
vers le simulateur. Ce système est particulièrement efficace pour faire découvrir aux
opérateurs les conséquences des actions de commande qu’ils prennent. Ils peuvent
ainsi réaliser que toutes les variables sont perturbées simultanément par toute
commande et qu’il faut un temps généralement très long pour que l’installation revienne
à un état d’équilibre, surtout lorsque le circuit de broyage est en boucle fermée avec un
appareil de classification. Le simulateur permet de découvrir des comportements
dynamiques et des interactions entre variables qui ne sont pas intuitives, et il peut être
considéré véritablement comme une étape importante pour le succès de la conception
d’un système de conduite d’une opération de broyage.
3333)))) Modèles empiriques linéairesModèles empiriques linéairesModèles empiriques linéairesModèles empiriques linéaires
Une autre approche de la modélisation du comportement dynamique d’un système de
broyage est de construire à partir de données expérimentales un système de
représentation empirique des relations entrées/sorties [7] [8]. Les modes de
représentation habituels sont les fonctions ou la matrice de transfert, les équations aux
différences et la représentation d’état.
Dans le cas monovariable, on écrit par exemple la représentation linéaire de la finesse
du produit final y (t ) en fonction du débit de minerai u (t ).
Equation (1)
Avec A,B,C,et D polynômes en z –1,
t temps,
Conduite des broyeurs à boulets
29
z –1 et z – d notations adoptées pour l’opérateur de recul du temps de respectivement 1
et d périodes d’échantillonnage,
ξ bruit blanc qui permet de modéliser les perturbations et les erreurs de la partie
stochastique du modèle.
Cette relation est la somme d’une partie déterministe, qui représente l’effet de la
variable d’action u (t ), et d’une partie stochastique p (t ), qui représente l’ensemble des
perturbations et des effets non pris en compte.
La fonction de transfert déterministe de ce modèle est le rapport des polynômes B /A.
Le terme 1 – z –1 dans la partie stochastique du modèle permet de modéliser les
perturbations non stationnaires, ce qui est le cas habituel pour les unités industrielles.
Par exemple, la broyabilité et la granulométrie d’alimentation sont typiquement des
variables qu présentent une composante de dérive de la moyenne en raison des
systèmes d’alimentation à partir de silos où s’effectue toujours une certaine ségrégation
des particules selon leur dimension, et en raison aussi de la planification de
l’exploitation minière.
L’équation aux différences finies équivalente à l’équation (1), donc dans le cas
monovariable, est :
y (t ) + a1y (t – 1) + a2y (t – 2) + ...= b1u (t – d) + b2u (t – d – 1)+... + p (t ) (2)
Où ai et bi sont les coefficients des polynômes A et B.
Ces modèles peuvent être étendus au cas multivariable, au prix d’une augmentation du
nombre de paramètres. La représentation d’état linéaire [9] est conseillée dans ce cas,
car elle est plus compacte et plus facile à manipuler que la matrice de transfert (matrice
des fonctions de transfert). On la met habituellement sous la forme suivante:
Equation (2)
Avec A, B et C triplet des matrices de coefficients du modèle,
u (t ) vecteur des entrées au temps t,
x (t ) vecteur d’état au temps t,
y (t ) vecteur des sorties mesurées au temps t,
v (t ) perturbations stochastiques et incertitudes de modèle,
w(t ) erreurs de mesure.
Conduite des broyeurs à boulets
30
Les méthodes d’estimation des paramètres du modèle, coefficients des polynômes A,
B, C, D [équation (1)] ou des matrices A, B, C [équation (2)], sont les méthodes
habituelles d’identification des systèmes dynamiques linéaires discrétisés : moindres
carrés, moindres carrés étendus ou maximum de vraisemblance [10]. Les paramètres
peuvent aussi être estimés en ligne avec le procédé, conduisant alors à des systèmes
adaptatifs [7] [10]. D’autres méthodes de modélisation sont utilisables lorsque le
comportement du système de broyage est fortement non linéaire. Les réseaux
neuromimétiques [11] par exemple offrent une grande souplesse pour modéliser les
systèmes dynamiques non linéaires et ont été déjà appliqués aux systèmes de broyage.
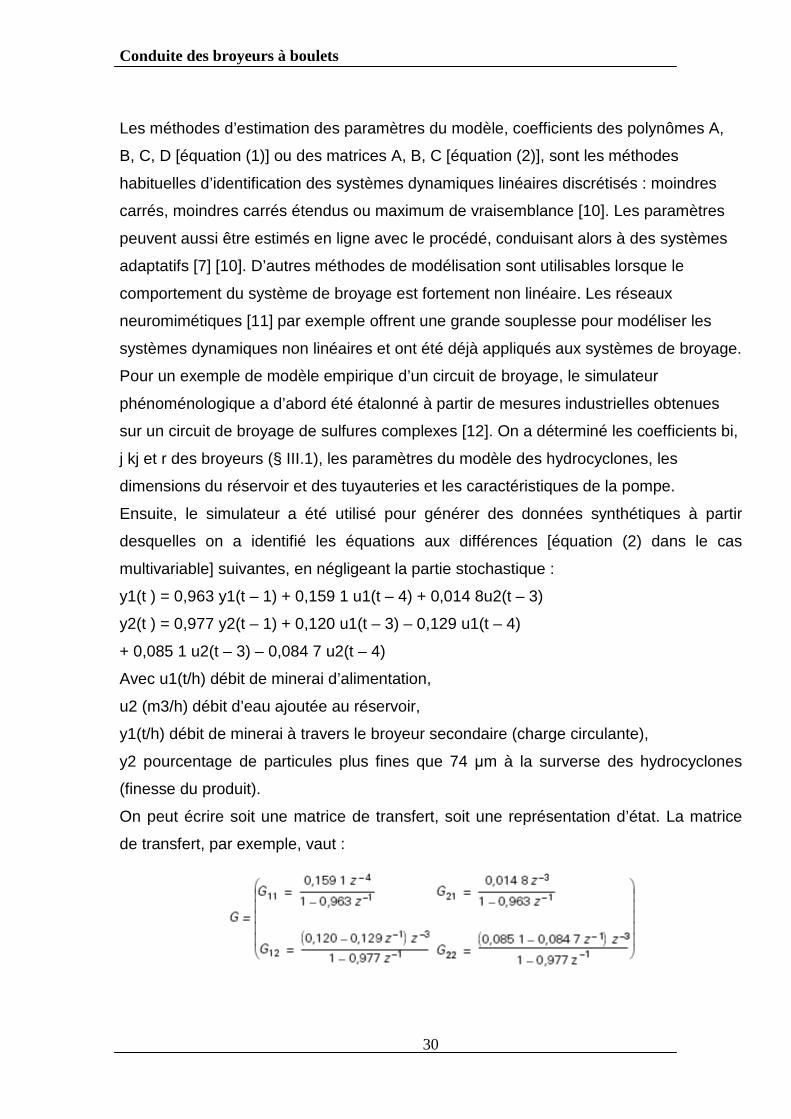
Pour un exemple de modèle empirique d’un circuit de broyage, le simulateur
phénoménologique a d’abord été étalonné à partir de mesures industrielles obtenues
sur un circuit de broyage de sulfures complexes [12]. On a déterminé les coefficients bi,
j kj et r des broyeurs (§ III.1), les paramètres du modèle des hydrocyclones, les
dimensions du réservoir et des tuyauteries et les caractéristiques de la pompe.
Ensuite, le simulateur a été utilisé pour générer des données synthétiques à partir
desquelles on a identifié les équations aux différences [équation (2) dans le cas
multivariable] suivantes, en négligeant la partie stochastique :
y1(t ) = 0,963 y1(t – 1) + 0,159 1 u1(t – 4) + 0,014 8u2(t – 3)
y2(t ) = 0,977 y2(t – 1) + 0,120 u1(t – 3) – 0,129 u1(t – 4)
+ 0,085 1 u2(t – 3) – 0,084 7 u2(t – 4)
Avec u1(t/h) débit de minerai d’alimentation,
u2 (m3/h) débit d’eau ajoutée au réservoir,
y1(t/h) débit de minerai à travers le broyeur secondaire (charge circulante),
y2 pourcentage de particules plus fines que 74 µm à la surverse des hydrocyclones
(finesse du produit).
On peut écrire soit une matrice de transfert, soit une représentation d’état. La matrice
de transfert, par exemple, vaut :

Conduite des broyeurs à boulets
31
Ce présent travail est s’intitule dans le cadre de l’étude des performances du
broyeur à boulets installé à IMACID. Ainsi sa modélisation suivie de l’optimisation de
son fonctionnement présente un grand intérêt. En effet le broyeur est un élément
moteur dans le procédé de production de l’acide phosphorique à IMACID.
Pour cela cette étude se révèle intéressante dans le sens où il sera le point de départ
d’éventuels projets dans le sens de l’optimisation et l’étude des performances du
broyeur surtout au niveau de la consommation excessive d’énergie notamment l’énergie
électrique.
Cette étude reste non exhaustive dans la mesure où les études sur les broyeurs sont
d’actualité et présentent toujours des difficultés de modélisation notamment les modèles
physico-chimiques.
Finalement, je tiens énormément à remercier Mr K. MAKRAN le chef de service de
l’atelier phosphorique à IMACID pour son encadrement qui m’a était de grande utilité
pour la réussite de mon stage ainsi que toute l’équipe de l’atelier sans oublier le service
maintenance pour leur considérable collaboration.
CONCLUSION

Conduite des broyeurs à boulets
32
[1] Techniques de l’Ingénieur, traité génie des procédés J 3 110.
[2]WEISS (A.).- SME Mineral Processing Hand-book. SME. Littleton Colorado (1984).
[3] DUBÉ (Y.), LANTHIER (R.) et HODOUIN (D.). – Computer-Aided Dynamic Analysis and
Control Design for Grinding Circuits. CIM Bulletin 80, p. 65-70 (1987).
[4] FLAMENT (F.) et HODOUIN (D.). – Simulation des procédés minéralurgiques. Mines et
Carrières Les Techniques 70, p. 173-209 (1988).
[5] HODOUIN (D.), DUBÉ (Y.) et LANTHIER (R.). – Stochastic Simulation of Filtering and
Control Strategies for Grinding Circuits. Int. J. Mineral Process. 22, p. 261-274 (1988).
[6] HODOUIN (D.), POMERLEAU (A.) et FLAMENT (F.). – A Methodology to Evaluate
Advanced Control Strategies for Mineral Processing Plants. Proceedings of APCOM XXIV, J.
Elbrond and X. Tang CIMM Montreal, p. 227-234, nov. 1993.
[7] ÄSTRÖM (K.J.) et WITTENMARK (B.). – Computer Controlled Systems Theory and Design.
Prentice-Hall Englewood Cliffs New Jersey (1990).
[8] BOX (G.E.P.) et JENKINS (G.M.). – Times Series Analysis : Forecasting and Control
Holden- Day. San Francisco CA, 574 p. (1976).
[9] FOULARD (C.), GENTIL (S.) et SANDRAZ (J.P.). – Commande et régulation par calculateur
numérique : de la théorie aux applications. Eyrolles, 573 p. (1987).
[10] LANDAU (I.D.). – Identification et commande des systèmes. Hermès (1993).
[11] THIBAULT (J.) et GRANDJEAN (B.). – Neural Network in Process Control : A Survey. IFAC
Symposium ADCHEM’91, Toulouse France 14-16, oct. 1991.
BIBLIOGRAPHIE

Conduite des broyeurs à boulets
33
[12] HODOUIN (D.), McMULLEN (J.) et EVERELL (M.D.). – Mathematical Simulation of a
Three- Stage Grinding Circuit for a Fine Grained Pb-Zn-Cu Ore. Proceedings of the European
Symposium on Particle Technology Amsterdam (1980).
Annexes

Conduite des broyeurs à boulets
34
Calcul de la charge optimale d’un broyeur à boulets d’alumine :
Le broyage humide des matières dures (sables, feldspath, frittes...) nécessite la prise
en compte de certains paramètres pour optimiser l'efficacité de cette opération (réduire
le temps de broyage et économiser l'énergie) et aussi pour préserver le matériel d'une
usure trop rapide. Vous trouverez ci-après une méthode de calcul permettant d'utiliser
un broyeur dans ces conditions optimales.
1) Données à recueillir sur le broyeur :
Diamètre intérieur du cylindre du broyeur Dint = en cm
Longueur intérieure du cylindre du broyeur Lint = en cm
Vitesse de rotation en charge du broyeur Vtr = en tours par minute
2) Données sur la matière à broyer :
Densité de la matière sèche à broyer par rapport à l'eau Dms = sans unité
(exemple pour du sable Dms = 2,42 )
Masse volumique recherchée pour la barbotine de produit broyé humide MVbar = en
grammes par litres
(exemple densité d'émail sortie broyage = 1550 g/L)
3) Calculs de la charge broyante :
Densité des billes de broyage Dbilles = sans unité
La plupart des billes en alumine du marché ont une densité de 3,6 environ (à vérifier sur
vos produits utilisés).
Volume du broyeur : (Pi x ( Dint )² x Lint) / 4000 = Vbr

Conduite des broyeurs à boulets
35
Vitesse tangentielle du cylindre : (Vtr x Dint x Pi) / 100 = en mètres par minute (Prendre
Pi = 3.14)
(par expérience une vitesse comprise entre 85 et 92 mètres / mn est souhaitable)
Charge de billes à utiliser : 0,55 x 0,60 x Dbilles x Vbr = en kg
Répartir la charge broyante sur 3 tailles de billes :
- Grosses 1/4
- Moyennes 1/2
- Petites 1/4
4) Calcul de la charge utile du broyeur :
Selon l'état apparent des matières au remplissage du broyeur, le volume de matières
broyées humide peut occuper 30 à 40 % du volume du broyeur. Le broyeur peut être
rempli au maximum, mais pour cela les matières doivent être chargées sans gêne. Bien
penser que les matières versées dans le broyeur n'occupent pas entièrement son
volume libre. Le tas de matières a la forme d'un cône et les côtés du broyeur sont vides.
Taux de remplissage matières Tm = sans unité
(ex : 0.3 pour un remplissage possible à 30%)
Volume de barbotine Vbar = Vbr x Tm en litres
Poids de barbotine Pbar = (Vbar x MVb) /1000 en kg
Poids de matières sèches ((1-(MVbar / 1000)) / ((1-Dms) / Dms)) x Vbar
Quantité d'eau au broyage = Poids barbotine - Poids mat sèches
5) Exemple en chiffres :
Broyeur Dint = 107 cm
Lint = 132 cm
Vtr = 27 tours/minute
Masse volumique barbotine MVbar = 1555 g/L
Densité matière sèche Dms = 2,6
Densité des billes de broyage Dbilles = 3,57
Diamètre de billes 40, 30 et 25 mm.
Le taux de charge du broyeur est de 37,5 % donc Tm = 0,375
Conduite des broyeurs à boulets
36
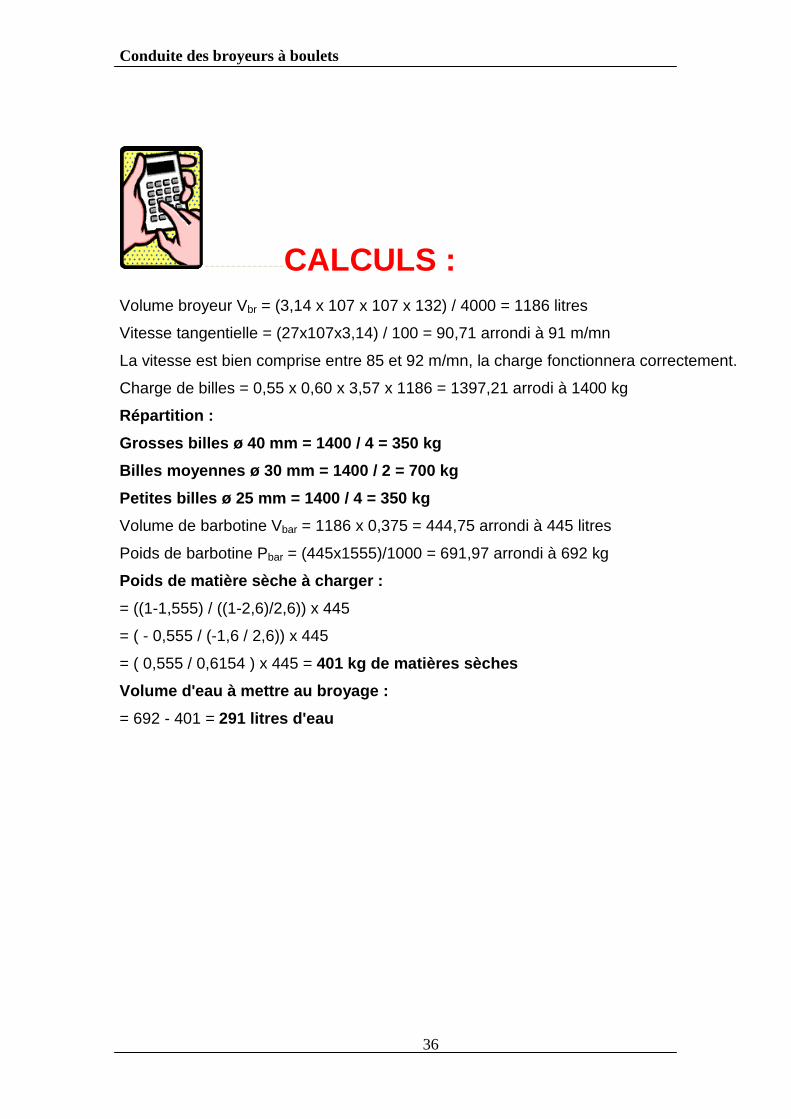
---------------CALCULS :
Volume broyeur Vbr = (3,14 x 107 x 107 x 132) / 4000 = 1186 litres
Vitesse tangentielle = (27x107x3,14) / 100 = 90,71 arrondi à 91 m/mn
La vitesse est bien comprise entre 85 et 92 m/mn, la charge fonctionnera correctement.
Charge de billes = 0,55 x 0,60 x 3,57 x 1186 = 1397,21 arrodi à 1400 kg
Répartition :
Grosses billes ø 40 mm = 1400 / 4 = 350 kg
Billes moyennes ø 30 mm = 1400 / 2 = 700 kg
Petites billes ø 25 mm = 1400 / 4 = 350 kg
Volume de barbotine Vbar = 1186 x 0,375 = 444,75 arrondi à 445 litres
Poids de barbotine Pbar = (445x1555)/1000 = 691,97 arrondi à 692 kg
Poids de matière sèche à charger :
= ((1-1,555) / ((1-2,6)/2,6)) x 445
= ( - 0,555 / (-1,6 / 2,6)) x 445
= ( 0,555 / 0,6154 ) x 445 = 401 kg de matières sèches
Volume d'eau à mettre au broyage :
= 692 - 401 = 291 litres d'eau

Conduite des broyeurs à boulets
37
Revêtement de broyeurs

Conduite des broyeurs à boulets
38
Conduite des broyeurs à boulets
39

Conduite des broyeurs à boulets
40