knowhow 2-2011 french
DESCRIPTION
The second French edition of Pentair's Know-How magazine in 2011 with the latest innovations and case studies.TRANSCRIPT
Megablock: Une solution limpidepour le traitement des eaux usées
Production et valorisation du Biogas
Pentair Foodservice aide stirrings, LLC, à produire tout simplement de meilleurs cocktails
innovations vertesde Pentair Residential Filtration
know how est une publication de pentair
2011 14emé année numéro 2
Innovation, mondialisation, fusions et réorganisations... nos marchés et nos industries évoluent rapidement au sein d’un environnement économique mondial qui change en perma-nence. Dans ce monde agité, Pentair est positionné de manière unique pour servir nos clients partout dans le monde et leur proposer des produits à la pointe de l’innova-tion sur de nombreux marchés. Je suis heureux de pouvoir vous faire découvrir l’étendue et la diversité de la gamme de produits et solutions Pentair et j’espère que les différentes études de cas présentées dans cette édition de KnowHow vous intéresseront et vous inspireront.
L’intégration de Clean Process Technologies étant désor-mais pratiquement terminée, cette édition de KnowHow mettra en valeur les solutions et applications innovantes que nous mettons en œuvre pour permettre à nos clients d’établir des processus plus performants, plus profitables et plus respectueux de l’environnement. Nous sommes par ailleurs toujours présents dans les grands salons profes-
sionnels mondiaux, comme Aquatech à Amsterdam ou Brau Beviale à Nuremberg, afin d’y faire la preuve de nos capacités. Nous y exposons des produits issus de notre vaste gamme d’équi-pements, comportant des solutions pour le traitement de l’eau et celui des autres fluides ainsi que des produits techniques destinés à la construction et l’industrie électronique. Nous espé-rons vous voir à l’un des salons professionnels prévus dans les mois qui viennent - à Amsterdam, Nuremberg ou peut-être encore au WEFTEC aux États-Unis ou au salon Big 5 de Dubaï.
Nous sommes une entreprise multinationale, il est donc essentiel pour la poursuite de notre développement d’investir dans des régions importantes aux yeux de beaucoup de nos clients et partenaires commerciaux. Notre nouveau laboratoire de recherche et développement de niveau international situé à Suzhou en Chine nous permet de concevoir, développer et tester des pro-duits sophistiqués permettant de répondre aux besoins de nos clients locaux. Les produits y sont soumis à des tests chimiques, biologiques, électriques et structuraux permettant de s’assurer que les clients reçoivent les produits les plus performants et les plus sûrs du marché.
Nous avons également récemment ouvert notre premier Centre d’expérience client dans le quartier commercial de Shanghai. Le centre est équipé de nos technologies de traitement de l’eau les plus récentes, et permet ainsi à nos clients de mieux comprendre les processus à l’œuvre et de faire d’eux-mêmes l’expérience des offres client Pentair.
Pour Pentair et les industries que nous équipons, il s’agit d’une époque passionnante. Notre engagement à améliorer constamment nos produits restera toujours au cœur de notre métier. Les avancées que nous réalisons en matière d’innovation nous permettent de développer les technologies et les solutions d’avant-garde demandées par nos clients. Notre souci d’innova-tion, associé à notre engagement interne à respecter le Système de gestion intégrée Pentair (PIMS), nous permet d’être confiants dans notre capacité à constituer une entreprise efficace, centrée sur la qualité, la performance, le coût et bien sûr la sécurité. La récente mise en place de l’initiative Net Promoter Score (NPS) dans toutes nos entreprises nous permet de mieux évaluer la satisfaction et la loyauté du client via des outils statistiques, nos employés pouvant ainsi mieux connaître nos forces et nos défauts du point de vue du client. Ces données chiffrées nous permettent ensuite d’identifier les choses à modifier afin d’améliorer l’expérience vécue par nos clients.
Nous vous remercions pour votre confiance et nous réjouissons de vous faire découvrir d’autres innovations dans les prochaines éditions de KnowHow.
Bonne lecture !
Michael V. SchrockPresident & Chief Operating OfficerPentair, Inc.
2986 14
Pentair aupage 31 >>
02 knowhow 2011

knowhow 2011 03
le réseau d’approvisionnement en eau de Moscou, l’un des plus anciens systèmes d’adduction d’eau d’europe, vieux d’une centaine d’années, doit aujourd’hui répondre à d’énormes demandes en eau. la majorité des besoins en eau vient d’une population sans cesse plus nombreuse, de 11,5 millions d’habitants actuellement, ainsi que des industries de la région moscovite. Afin d’assurer un approvisionnement en eau potable à la fois sûr et fiable, la ville de Moscou avait ajouté il y a près de dix ans une grande usine au réseau d’eau potable. L’usine d’eau potable du sud-ouest de Moscou est une des plus grosses usines d’eau potableau monde avec une capacité de traitement de 250 000 m3/jour faisant usage de la technologie d’ultrafiltration au coeur du procédé.
En 2010, WTE Wassertechnik GmbH, la société allemande chargée de la conception, de la construction et du fonctionnement de l’usine d’eau potable, était à la recherche d’un nouveau fournisseur de membrane d’ ultrafiltration. Ayant satisfait à différents critères, les modules membranaires d’ultrafiltration Aquaflex™ de Pentair X-Flow furent retenus pour venir remplacer les modules d’origine.
« Pentair X-Flow est enchanté de se voir confier ce projet » déclare Jürgen von Hollen, directeur exécutif de Pentair X-Flow. « Ce projet requiert une étroite coopération avec WTE Wassertechnik GmbH, nous sommes tous très heureux de voir notre solution l’emporter pour cette usine d’eau potable au rôle stratégique dans l’approvisionnement en eau de la population de Moscou » renchérit-il.
Le projet du sud-ouest moscovite est divisé en plusieurs phases, la modernisation des équipements ayant lieu alors que l’usine est en marche, ce qui signifie que chaque nouvelle unité installée est instantanément mise en ligne. Au dernier trimestre 2010, deux unités Aquaflex contenant 60 modules membranaires Aquaflex™ ont été installés afin de valider la performance des modules membranaires et
d’optimiser leurs conditions de fonctionnement. Les 110 unités Aquaflex restantes, pour un total de 3300 modules membranaires, seront installées en huit phases, l’achèvement des travaux étant prévu pour le deuxième trimestre 2012.
Les membranes d’ultrafiltration de Pentair X-Flow retirent tous les limons fins et la turbidité due aux particules en suspension et créent une barrière hygiénique contre les bactéries, virus et autres microorganismes. Les unités Aquaflex combinent une configuration verticale avec les avantages d’un module d’ultrafiltration avancé, économe en énergie tout en fournissant une performance maximale. Ceci permet au système d’être conçu pour des débits plus élevés, avec une surface au sol réduite et la flexibilité nécessaire pour traiter une grande variabilité des caractéristiques de l’eau entrante.
De l’eau potable pour Moscou
e au

les modules membranaires de la génération actuelle, à fibres creuses ou spiralés, ne comblent pas entièrement les besoins du marché de la filtration, qui devront être satisfaits si l’on veut réutiliser encore davantage d’eau. Même si les technologies de filtration membranaire à fibres creuses basse pression existantes sont capables de filtrer une grande variété de particules pour de nombreux types d’eau à traiter, des progrès peuvent encore être faits, et des membranes filtrantes d’un nouveau type s’avèrent nécessaires. la technologie membranaire de Nanofiltration spiralée existante requiert un prétraitement compliqué et ne résiste pas aux produits de nettoyage oxydants. les nou-velles membranes de nanofiltration à fibres creuses HF Nano de pentair X-Flow sont spécialement conçues pour combler ce déficit et étendre la gamme de filtration membranaire. ce nouveau type de membranes capillaires à nanofiltration ouvre de nouveaux horizons et permet de réutiliser une quantité d’eau beaucoup plus importante.
pentair X-Flow étend sa gamme de produits de filtration membranaire et renforce ainsi son portefeuille de produits pour la réutilisation de l’eau
04 knowhow 2011
article rédigé par frans knops, erik roesink
e au

Les nanotechnologies en brefLa nanofiltration consiste à filtrer l’eau à traiter sous pression en la faisant passer au travers d’une mem-brane. En termes de caractéristiques de séparation, elle est à mi-chemin entre l’ultrafiltration et l’osmose inverse. Les caractéristiques de séparation de la na-nofiltration dépendent à la fois d’une exclusion par la taille, comme l’ultrafiltration, ainsi que d’une exclusion par la charge (exclusion de type Donnan), comme l’os-mose inverse. La capacité de traiter des niveaux élevés de matières en suspension est donc importante, tout comme l’est le contrôle précis de la couche de polari-sation de concentration. La taille des pores de la mem-brane à nanofiltration se caractérise par une valeur de seuil de coupure, exprimée en daltons, correspondant à la masse moléculaire relative de la plus petite molécule ayant une probabilité de rejet par la membrane de 90 %.
Propriétés de la membrane capillaire HF NanoAvec la nouvelle membrane capillaire HF Nano, Pen-tair X-Flow est la première entreprise à combiner avec succès les avantages des technologies capillaires et spiralées. Les membranes HF Nano de Pentair X-Flow peuvent retirer en une seule étape des polluants im-possibles à éliminer avec les technologies actuellement
disponibles. Les membranes HF Nano offrent donc une performance de séparation de grande qualité, mais marquent surtout leur différence par leur capacité à pouvoir être adaptées à des utilisations spécifiques.
Les avantages de la membrane HF Nano de Pentair X-Flow sont résumés ci-dessous :
Une surface au sol réduite Une consommation d’énergie réduite Une perte d’eau réduite grâce à un taux de
récupération de produit plus élevé Une consommation de produits chimiques réduite,
aucune coagulation et/ou correction de pH n’étant nécessaire La possibilité de recycler des solutions à pH fort ou
faible, selon la solution actuellement traitée Aucun prétraitement requis Résiste au chlore et autres substances chimiques
La peau des membranes à fibres creuses se trouve à l’in-térieur, le système appliquant ainsi le concept éprouvé de filtration interne - externe de Pentair X-Flow.
Champs d’applicatioNDu fait de ses caractéristiques uniques, la membrane HF Nano peut être appliquée dans de nombreux champs où la technologie actuelle s’avère insuffisante. Différentes tailles de pore et différents diamètres de fibre permet-tent de retirer de manière sélective les matières colloï-dales (silices), organiques (acides humiques) et les par-ticules organiques de petite taille (carbone organique dissous/carbone organique total), si nécessaire en com-binant leur action avec une coagulation directe.
Enlèvement des silicesIl est important de retirer les silices colloïdales dans les usines de production d’électricité ou dans le cas d’une eau de surface non traitée. Les particules de silice (par-ticules de sable) peuvent être retirées par prétraitement classique, tandis que les silices réactives (ionisées) peu-vent être enlevées par échange d’ions et/ou osmose in-verse. Les silices colloïdales ou polymérisées ne peuvent cependant n’être que partiellement enlevées par des méthodes de traitement traditionnelles. HF Nano est une membrane robuste pouvant constituer une vraie alternative dans ce type de cas, offrant la protection la plus fiable qui soit pour les chaudières et les turbines. Le taux d’enlèvement des silices est 10 fois supérieur, aucun coagulant n’est nécessaire et les membranes HF Nano peuvent être utilisées de manière en amont dans le processus et servir de prétraitement au lieu d’être uti-lisées dans la phase d’affinage.
Retrait des matières organiquesLes taux d’abattement des matières organiques que permettent les membranes HF Nano offrent de nou-velles perspectives dans la production d’eau potable à partir d’eau de surface et dans le traitement des eaux usées. La membrane HF Nano permet un traitement de purification en une seule étape de l’eau de surface, en enlevant les acides humiques et fulviques sans produc-tion de boues. Le procédé ne requiert pas de coagulant, peu d’agents de traitement chimique, donne un taux de récupération d’eau élevé et l’eau ainsi produite peut être utilisée en filière d’eau potable. La membrane HF Nano permet un enlèvement sélectif des couleurs et est donc particulièrement bien adaptée au traitement des
eaux usées, notamment dans le domaine des textiles et dans celui de l’agro-alimentaire. Lors du processus de filtration, aucune boue n’est produite, aucun coagulant n’est requis et aucun sous-produit de désinfection gé-néré. Le processus consomme également peu de pro-duits chimiques et peu d’énergie. Qui plus est, l’eau usée ne doit pas être neutralisée avant le traitement. Ceci per-met de recycler une eau de rinçage au pH haut ou faible.
Eau ultrapureDans les secteurs où de l’eau ultrapure est nécessaire, par exemple dans l’industrie des semiconducteurs, de l’énergie solaire ou encore dans le secteur pharmaceu-tique, les membranes HF Nano peuvent être utilisées pour un dernier affinage au niveau de la boucle d’eau ultrapure. Les membranes HF Nano ont des propriétés uniques, comme le fait de ne pas utiliser de glycérine. Ceci permet d’améliorer le rinçage du carbone orga-nique total et donc de diminuer les temps de rinçage. La structure spéciale à l’intérieur de la membrane et l’uti-lisation d’appareils à pression personnalisés permet un fonctionnement à haute pression, par ex. comme étape d’affinage final en aval des pompes de circulation.
Un aperçu de la technologie HF NanoCes derniers mois, Pentair X-Flow a expédié dans le monde entier plusieurs unités de démonstration pi-lote équipée de membranes HF Nano. Ces unités de démonstration rapide sont faciles à monter et per-mettent aux clients de découvrir les performances de notre produit et d’en observer rapidement les résultats pour différents types de qualité d’eau d’alimentation et différentes applications. Les premières commandes de membranes HF Nano de Pentair X-Flow ont déjà été reçues, pour l’application de l’enlèvement des silices dans des installations de référence pour traitement de l’eau d’alimentation de chaudières. Actuellement, la recherche s’oriente vers un réglage encore plus fin des membranes HF Nano pour diverses applications aux caractéristiques différentes, notamment au niveau de la taille des pores, des propriétés de rétention, de la capacité de traitement des matières en suspension et de la pression de fonctionnement. Nos objectifs dans un futur proche comprennent la conception de mem-branes pour le retrait des micropolluants, notamment des perturbateurs endocriniens, ainsi que la réduction des sels bivalents. À l’avenir, de nouvelles applications sont prévues, telles que la production d’eau potable en une seule étape (avec élimination des micropolluants, de la turbidité et des micro-organismes présents dans l’eau de surface), l’enlèvement du sulfate et l’élimination complète des contaminants organiques avec suppres-sion de toutes les matières organiques dissoutes.
knowhow 2011 05

la purification de l’eau par filtration membranaire a fait ses preuves au fil des ans pour des applications comme les grandes usines d’eau potable par exemple. la technologie membra-naire a également été utilisée depuis un certain temps maintenant pour des utilisations au niveau du point d’utilisation et constitue une arme efficace dans le combat contre la légio-nellose notamment. la technologie membranaire peut servir de solution provisoire pour combattre une contamination par légionellose, mais elle constitue également une réponse permanente au problème de la purification de l’eau dans les hôpitaux.
Pentair Filtrix présente le Medical showerFilter stérilel’entreprise cible un nouveau segment de prévention des infections
Les produits Pentair Filtrix sont utilisés dans de nom-breux marchés différents avec un facteur commun, ce-lui de la protection de la santé. Les applications déve-loppées dans le domaine de l’eau potable visent surtout le marché des équipementiers. Pour l’autre secteur clé du marché, portant sur la prévention des infections, Pentair Filtrix développe des systèmes complets prêts à l’emploi au niveau du point d’utilisation ainsi qu’au niveau du point d’entrée.
Réglementation et gestion des risquesAvec une attention toujours grandissante portée au problème des infections liées à l’eau, les gouverne-ments édictent une réglementation toujours plus sé-vère en la matière. Dans le même temps, les organismes et services responsables de la prévention des infections utilisent des modèles de gestion des risques de plus en plus sophistiqués. Afin de classer par priorité leurs ac-tivités de réponse au risque, ils quantifient générale-ment la probabilité et la gravité des conséquences des risques identifiés.
Des filtres médicaux pour le niveau de risque le plus élevéLes niveaux de risque les plus élevés apparaissent dans le marché de la santé. Les hôpitaux, les centres de soins à domicile et les maisons de retraite représentent des exemples d’institutions à haut risque. La sécurité des patients est ici vitale, en particulier dans des zones sté-riles comme les services d’hématologie, d’oncologie, les unités de traitement des grands brûlés et les ser-vices d’urgence. Une des préoccupations majeures en la matière porte sur le risque d’infections bactériennes,
qui peuvent être causées par l’eau des douches ou du robinet contaminée par des micro-organismes. Les pa-thogènes présents dans l’eau peuvent s’accumuler dans la pellicule biologique située dans le système de plom-berie, même lorsque l’eau est désinfectée au niveau du point d’entrée. Les pathogènes peuvent être alors trans-mis à des patients via l’eau utilisée pour leurs soins.
Un nouveau produit répondant à desbesoins spécifiquesPentair Filtrix a développé pour ces zones à très haut risque son Medical ShowerFilter, bénéficiant d’une vali-dation CE 1S (stérile) intégrale. Le traitement par rayons gamma, l’emballage stérile de type blister et la couche antimicrobienne supplémentaire située sur la tête de filtre assurent la sécurité de patients extrêmement vul-nérables.
Dans des situations où des organisations font face à des zones à haut risque ne requérant pas d’espaces stériles
− les centres de soins à domicile et les maisons de re-traite − la version non stérile du Medical ShowerFilter de Pentair Filtrix offre une sécurité permanente aux patients.
Des filtres de douche pour un niveau de risque moyenDans le cas d’organismes tels que des hôtels, des salles de sport, des centres de bien-être et des spas confron-tés à un risque de niveau moyen, la bactérie propagée par l’eau la plus dangereuse est la Legionella. Ce patho-gène résident dans l’eau peut entraîner des épidémies de légionellose. Le mode d’infection le plus courant se fait par inhalation de gouttes d’eau en suspension dans l’air et contenant la bactérie, provenant de points d’eau tels que les installations d’eau chaude, notamment les douches.
Pour la sécurité de leurs clients ou visiteurs, ces orga-nismes à niveau de risque moyen doivent régulièrement vérifier leur système d’alimentation en eau pour voir si la Legionella ne s’y trouve pas présente. Lorsque celle-ci est détectée, elle peut être éliminée des conduites d’eau par différentes méthodes de traitement de l’eau. Il faut cependant attendre que l’eau soit testée à nou-veau afin de mesurer l’efficacité du traitement et de pouvoir affirmer que l’eau est à 100 % potable. Durant cette période, le ShowerFilter de Pentair Filtrix consti-tue une solution provisoire adaptée. Ce filtre ressemble à n’importe quelle pomme de douche et se manipule comme dans une douche classique, n’éveillant pas inu-tilement la suspicion ou l’anxiété des invités. Il contient néanmoins une cartouche de filtre remplaçable équi-pée de membranes à microfiltration, capables de rete-nir efficacement toute bactérie ou Legionelle qui serait présente dans l’eau.
Cette offre produit équilibrée permet à Pentair Filtrix de couvrir les trois segments principaux du marché de la prévention des infections - soins de santé/zones sté-riles, soins de santé/zones non stériles, et centres hô-teliers et sportifs.
Biofilm (red) retained by membrane (green)
Phot
o: A
strid
Pau
lisch
06 knowhow 2011
e au
article rédigé par frank van heusden

innovations vertes de Pentair Residential Filtration
Technologie de déionisation hybride
capteur double pour réservoir 9100TS
knowhow 2011 07
article rédigé par francois imhof
e au
On observe ces dernières années une tendance accrue à prendre en compte l’environnement dans un contexte global pour réduire l’impact écologique des activités humaines. Les solutions durables et innovantes de Pentair permettent de répondre à ces préoccupations.
Après des années de recherche et d’essais, Pentair Filtration Résidentielle a développé un concept révolutionnaire d’applications pour particuliers et petits commerces, permettant de traiter l’eau d’une manière entièrement nouvelle. Cette nouvelle façon de traiter l’eau porte le nom de technologie de déionisation hybride, qui associe un système d’adoucissement d’eau standard à un système à osmose inverse.
L’appareil de déionisation hybride équipé de supercondensateurs, sera le premier à offrir un processus de traitement d’eau tout-en-un, avec une eau adoucie et potable compa-rable à de l’eau en bouteille pour toute la maison, ne nécessitant ni sel ni membranes.
Cette solution, pratique pour les particuliers, contribue également à la protection de l’en-vironnement, le déioniseur hybride venant remplacer l’eau en bouteilles en fournissant une eau de qualité équivalente partout dans la maison. Par ailleurs, contrairement aux adoucisseurs classiques, qui doivent régu-lièrement être rechargés en sel et subir des changements de filtres, un seul nettoyage annuel suffira à faire retrouver au déioniseur un fonctionnement optimal.
Son interface à écran tactile permettra aux professionnels de l’eau et aux particuliers de surveiller, diagnostiquer et ajuster le sys-tème en toute facilité. Les consommateurs pourront aussi régler le traitement de l’eau pour le faire correspondre à leur goût spéci-fique.
Le déioniseur hybride permettra de produire moins de déchets et de fournir une eau pure et adoucie grâce aux innovations technolo-giques mises en œuvre dans sa conception.
pentair Residential Filtration a mis au point une nouvelle solution pour les clients désireux de respecter encore davantage l’environ-nement en réduisant la quantité d’eau et de sel utilisée à chaque régénération.
Cette solution est le nouvel adoucisseur à double bouteilles 9100TS, qui permet de réduire les consommations d’eau et de sel jusqu’à moins 15 % et de fournir une perfor-mance supérieure en matière de conditionnement d’eau.
Comment ce capteur fonctionne-t-il dans la pratique ? Un ordinateur détecte en per-manence les fluctuations de la qualité de l’eau grâce à deux sondes électroniques en or et résistantes à la corrosion. Ces capteurs permettent de maintenir un niveau de traite-ment constant en signalant toute chute de qualité en-dessous du niveau optimal, ce qui permet de ne pas laisser passer d’eau non traitée. Ces capteurs sont toujours à l’affût de variations des conditions de l’eau utilisée et ne réagissent que lorsque cela est nécessaire.
Ce système permet aussi une efficacité à 100% en utilisant toute la capacité de traite-ment de l’appareil avant qu’une régénération se produise et que le système ne bascule sur l’autre bouteille, économisant ainsi à la fois de l’eau et du sel. Ce système à double réservoir permet de passer rapidement sur le second réservoir d’eau fraîche, toujours en attente, sans que les propriétaires puissent s’en apercevoir.
La capacité de conditionnement du réservoir est donc utilisée à 100 %, ce qui signifie que moins de régénérant, moins d’eau et moins de sel sont utilisés, faisant ainsi du 9100TS un des adoucisseurs les plus performants du marché.
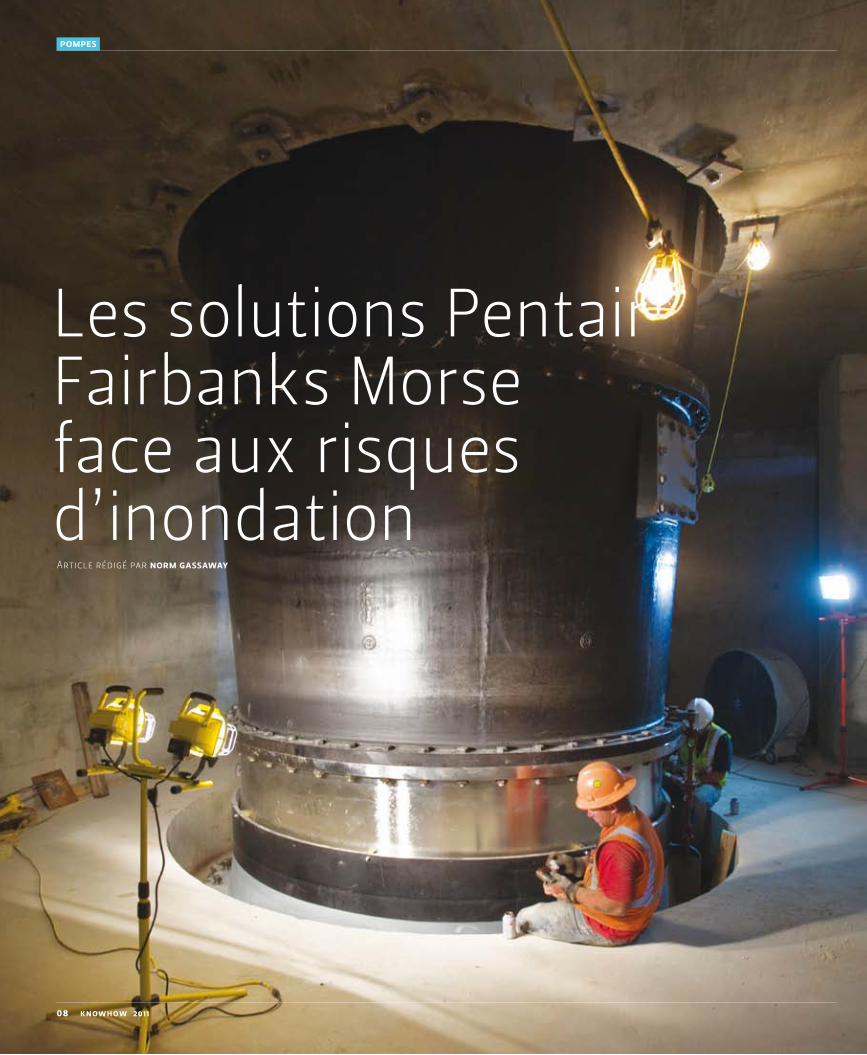
les solutions pentair Fairbanks Morse face aux risques d’inondation
08 knowhow 2011
pompes
article rédigé par norm gassaway

l’ouragan katrina, en 2005, la catastrophe naturelle la plus coûteuse de l’histoire des États-Unis, mais aussi l’une des plus fortes tempêtes jamais enregistrées dans ce pays, a dévasté de larges portions des États amé-ricains du golfe du Mexique. les dommages ont été estimés à 81 milliards de dollars, avec des pertes humaines s’élevant à 1 836 morts lors de l’ouragan et de l’inondation qui s’en est suivie. la Nouvelle-orléans a été touchée particulièrement durement, 53 ruptures de digue amplifiant l’impact de la tempête en inondant 80 % de la ville sous 6 m d’eau. aujourd’hui, 563 km de digues, murs de protection contre les crues, portes et pompes pentair Fairbanks Morse consti-tuent une première ligne de défense contre les effets que pourraient avoir de futures grandes tempêtes. ce système, connu sous le nom de complexe de fermeture ouest du gulf Intracoastal Waterway (gIWW Wcc), élaboré par le corps des ingénieurs de l’ar-mée (acoe), a considérablement amélioré l’ensemble disparate de digues et de murs rompus lors de l’ouragan katrina.
Le système minimisera le risque qu’avec la suréléva-tion du niveau de la mer (onde de tempête), l’eau ne réussisse à franchir les digues sur la rive gauche de la Nouvelle-Orléans ; il constitue une pièce maîtresse du Projet de réduction des dommages liés à l’ouragan et à la tempête. Le WCC réduira le risque d’onde de tempête pour les maisons et les commerces des pa-roisses d’Orléans, Jefferson et Plaquemines, situées sur la rive Ouest du Mississipi.
Le défi : concevoir, développer, livrerPentair a commencé à travailler sur les stations de pompage de la Nouvelle-Orléans lorsque l’ACOE a char-gé l’entreprise du projet 17th Canal Street. En seulement 6 mois, Pentair Fairbanks Morse a livré 11 pompes pe-sant 38,5 tonnes chacune à 17th Canal Street en 2007.
L’expérience du projet 17th Canal Street a permis aux in-génieurs de Pentair Fairbanks Morse d’effectuer rapide-ment les essais nécessaires pour le développement de pompes à hélices verticales pour la station de pompage du Complexe de fermeture ouest (West Closure Com-plex ou WCC). Pentair Fairbanks Morse a conçu, élaboré et livré 11 pompes avec un débit de 566 m3/s) instal-lées au niveau du WCC en juin 2011 - juste à temps pour assurer la protection de la Nouvelle-Orléans contre les inondations lors de la saison des ouragans.
Comment ça marche ?Avec la construction du WCC, situé environ 1 mile au sud de la confluence des canaux Harvey et Algiers sur la voie navigable du Gulf Intracoastal Waterway, l’ACOE espère empêcher en cas de tempête l’onde de tempête de s’engouffrer dans ces canaux via la porte de ferme-ture. Une fois la porte fermée, l’onde se trouve bloquée, mais de l’eau entre encore, qu’il faut pomper de l’autre côté de la porte. La station de pompage WCC enlève alors l’excédent d’eau. Chaque pompe aspire 3000 m3 d’eau par minute et repousse ainsi cette eau au-delà de la porte et loin des paroisses environnantes afin de pro-téger les personnes et les biens.
Spécifications
Un débit de 5,5 m3/s, soit environ 3000 m3/ minute/pompe. Une hélice de 3 m en inox coulé, pesant 9
tonnes Un diffuseur de 3,5 m, pesant 27 tonnes Un diamètre de conduite de refoulement de
356 cm (« pot de fleur ») Environ 47 tonnes par ensemble de cloche Environ 63,5 tonnes par ensemble de pompe Un moteur diesel de 5 444 chevaux
knowhow 2011 09

e au
Une usine de dessalement chinoise se dote d’un système d’injection de Co2 Pentair Haffmans
pentair Haffmans livre son premier système d’injection de dioxyde de carbone (co2) à une usine de dessalement en chine. le système de dessalement de l’eau de mer par osmose inverse, qui traite 50 000 m3 d’eau par jour, est situé dans la zone industrielle de caofeidian, près de la ville de Tangshan, et fait partie d’un grand projet de construction gouvernemental.
Le traitement de l’eau de mer par osmose inverse est le procédé le plus souvent utilisé pour le dessalement de l’eau de mer. Les caractéristiques des membranes à os-mose inverse sont idéales pour éliminer le sel contenu dans l’eau, mais elles entraînent également l’élimina-tion des minéraux présents. Une fois l’eau filtrée par une membrane à osmose inverse, celle-ci ne peut donc être directement consommée. Un traitement ultérieur de reminéralisation de l’eau est nécessaire.
Le système d’injection et de dosage du CO2 Pentair Haffmans installé à Caofeidian, à quelques 220 km de Pékin, contribue au processus de reminéralisation en ajoutant du CO2 au flux de perméation lors de la phase de post-traitement. Pour rendre potable l’eau filtrée par osmose inverse, on lui injecte du carbone afin que les minéraux puissent être dissous au niveau des filtres à calcite. Le système de carbonation de soutirage latéral Carbo Controller de Pentair Haffmans dose automati-quement et avec précision le CO2 injecté dans l’eau afin d’en faire diminuer le pH. Ceci permet aux ions calcium de recréer de la dureté et de l’alcalinité dans l’eau afin de la rendre conforme aux normes édictées par l’Orga-nisation mondiale de la santé.
Le dioxyde de carbone représente une solution idéale en la matière : il s’agit d’un additif d’eau potable sans danger, remplaçant les additifs toxiques tels que le chlorure de calcium ou le chlorure de soude, de plus en plus obsolètes. Pentair est ainsi fidèle à sa philo-sophie, qui consiste à mettre au point des solutions sûres, préservant l’environnement et efficaces.
« Il s’agit là d’une étape majeure pour Pentair Haffmans » affirme Olaf Müller, Directeur gé-néral de Pentair Haffmans. «
Notre expertise en matière de gestion du dioxyde de carbone et de l’oxygène ainsi que dans les technolo-gies de traitement des gaz, obtenue dans l’industrie des boissons, nous a aidé à entrer sur de nouveaux mar-chés. Le marché chinois du dessalement d’eau connaît l’une des plus fortes croissances au monde dans ce secteur ».
La société norvégienne Aqualyng, associée dans une coentreprise avec Tangshan Caofeidian Infrastructure Construction Investment Co. (IIC) a conçu l’usine de dessalement et sera chargée de la faire fonctionner. Le Centre de construction de Hangzhou de la Société des technologies de traitement de l’eau a été retenu pour construire l’usine.
La zone industrielle de Caofeidian, propriété du gou-vernement chinois, fait partie des sites pilotes chinois en matière d’économie durable. Selon les plans de construction, la zone industrielle couvrira un total de
310 km2 en 2020. Les objectifs en termes de durabilité écologique et économiques sont ambitieux et com-prennent la construction d’une ville durable sans effet néfaste sur le réchauffement climatique et permettant de loger environ 1 million de personnes.
10 knowhow 2011
article rédigé par roy spee

présentation des cartersde membrane codelineDepuis 1977, la gamme pentair codeline a représenté le modèle à suivre pour l’industrie des carters de membrane. Tous les produits de la gamme codeline, leader mondial en la matière, sont conceptualisés, conçus et fabriqués dans l’optique de maximiser l’efficacité et le rendement des systèmes de purification d’eau.
Les tailles de carter, qui vont de 2,5 à 16 pouces de diamètres, en passant par 4, 8 et 11 pouces, permettent de répondre aux besoins d’applications exigeantes telles que le dessalement de l’eau, l’osmose inverse, la nanofiltration et l’ultrafiltration. Les carters CodeLine peuvent équiper toutes les membranes standard.
CodeLine est à l’origine de nombreuses innovations en la matière, avec des technologies telles que celles du port latéral ou des multiports, qui ont révolutionné l’industrie du carter de membrane. CodeLine se concentre sur le développement de produits offrant à ses clients de multiples avantages, qu’il s’agisse de réduire le coût énergétique du dessalement ou encore de rendre la technologie membranaire compétitive. Il s’agit là de deux des nombreuses raisons pour lesquelles la majorité des grands projets mondiaux basés sur la technologie membranaire utilisent CodeLine.
CodeLine dispose de deux sites de production, l’un à Goa en Inde, l’autre à Suzhou en Chine ; ses produits se sont vu décerner les certifications les plus exigeantes sur le marché du carter de membrane, comprenant notamment les normes ISO, ASME, CE, NSF et DWI.
Usina Vale a signé un contrat avec pentair Water do brasil pour la livraison d’un système de récupération du co2 pentair Haffmans. la distillerie de bioéthanol, située dans l’État de São paulo, produit du sucre et de l’alcool et prévoit de vendre le co2 récupéré.
Le CO2 provient du processus de distillation de la canne à sucre, qui produit le bioéthanol. Le système de récupération du CO2 permettra à Usina Vale de ré-duire ses émissions de CO2 tout en générant une nouvelle source de revenus. Le système est entré en service en août de cette année, avec une capacité de production initiale de deux tonnes par heure.
Usina Vale peut ainsi revendre le CO2 récupéré pour des applications dans le domaine des boissons et de l’alimentaire. En outre, l’inclusion dans le projet d’un laveur de gaz permet à la société de récupérer de l’éthanol supplémen-taire dans le flux de CO2 - contribuant ainsi à réduire les pertes en produit. « Il s’agit d’une grande étape pour nous », affirme Marcelo Rampazzo, Directeur des ventes pour Pentair Water do Brasil. « Le premier système de récupéra-tion de CO2 Pentair Haffmans installé au Brésil nous ouvrira de nombreuses portes, pas seulement sur le marché des distilleries mais également dans dans l’industrie de la bière. »
Une distillerie de bioéthanol brésilienne s’équipe d’un système de récupération de Co2 fourni par Pentair Haffmans
knowhow 2011 11
e au
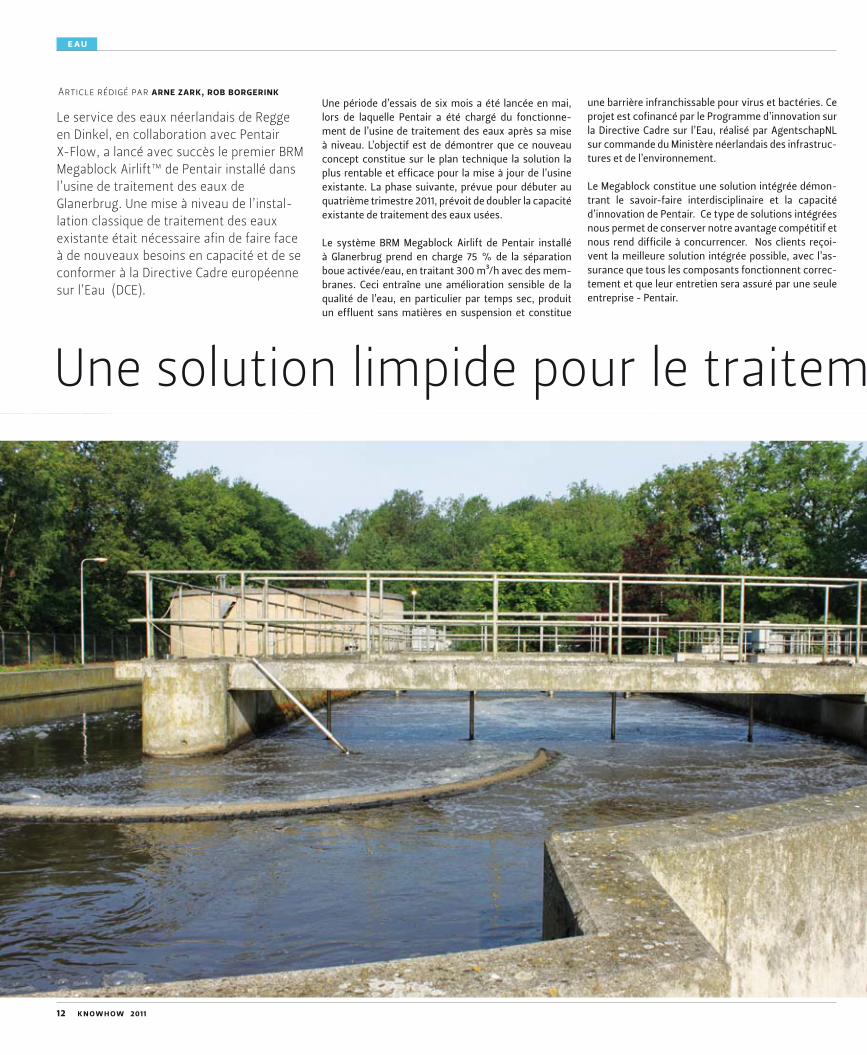
Une solution limpide pour le traitement des eaux usées
le service des eaux néerlandais de Regge en Dinkel, en collaboration avec pentair X-Flow, a lancé avec succès le premier bRM Megablock airlift™ de pentair installé dans l’usine de traitement des eaux de glanerbrug. Une mise à niveau de l’instal-lation classique de traitement des eaux existante était nécessaire afin de faire face à de nouveaux besoins en capacité et de se conformer à la Directive cadre européenne sur l’eau (Dce).
Une période d’essais de six mois a été lancée en mai, lors de laquelle Pentair a été chargé du fonctionne-ment de l’usine de traitement des eaux après sa mise à niveau. L’objectif est de démontrer que ce nouveau concept constitue sur le plan technique la solution la plus rentable et efficace pour la mise à jour de l’usine existante. La phase suivante, prévue pour débuter au quatrième trimestre 2011, prévoit de doubler la capacité existante de traitement des eaux usées.
Le système BRM Megablock Airlift de Pentair installé à Glanerbrug prend en charge 75 % de la séparation boue activée/eau, en traitant 300 m³/h avec des mem-branes. Ceci entraîne une amélioration sensible de la qualité de l’eau, en particulier par temps sec, produit un effluent sans matières en suspension et constitue
une barrière infranchissable pour virus et bactéries. Ce projet est cofinancé par le Programme d’innovation sur la Directive Cadre sur l’Eau, réalisé par AgentschapNL sur commande du Ministère néerlandais des infrastruc-tures et de l’environnement.
Le Megablock constitue une solution intégrée démon-trant le savoir-faire interdisciplinaire et la capacité d’innovation de Pentair. Ce type de solutions intégrées nous permet de conserver notre avantage compétitif et nous rend difficile à concurrencer. Nos clients reçoi-vent la meilleure solution intégrée possible, avec l’as-surance que tous les composants fonctionnent correc-tement et que leur entretien sera assuré par une seule entreprise - Pentair.
12 knowhow 2011
e au
article rédigé par arne zark, rob borgerink

Une solution limpide pour le traitement des eaux usées 1. La consommation d’énergie la plus basseLe Megablock est capable de suivre les fluctuations journalières de débit des eaux usées et d’arrêter les unités qui ne sont pas nécessaires. Ceci permet de réduire de 20 à 50 % l’éner-gie consommée, par rapport aux systèmes immergés. Ceci ne peut être réalisé avec les sys-tèmes immergés, la boue allant se déposer en bas du réservoir en cas d’arrêt de l’aération.
2. Une solution propreCette solution étant sèche (externe au bioréacteur), il est possible d’accéder individuel-lement à chaque module. Aucune opération manuelle n’est nécessaire, le nettoyage des membranes se faisant de manière entièrement automatique, sans intervention de l’opé-rateur.
3. Une surface au sol minimiséeL’unité d’ultrafiltration (UF) est construite sur base d’un nouveau concept de skid, dont les modules sont regroupés. Ceci permet de minimiser la surface au sol requise.
4. Débits de circulation interne et débit d’alimentation minimisésLa boucle de recirculation spécialement conçue réduit le débit d’alimentation vers - et le débit de retour au départ - de l’unité d’ultrafiltration (UF), ce qui permet d’avoir des conduites de plus petites dimensions. La pompe de recirculation interne conçue par Pen-tair Nijhuis, d’un rendement remarquable, garantit des vitesses appropriées dans les mo-dules membranaires individuels.
5. Un système modulaireL’unité Megablock est basé sur plusieurs segments modulaires et peut facilement être agrandie. Le Megablock peut disposer d’un à six segments modulaires, chacun équipé de 36 membranes, d’une capacité nominale de 75 m3/h.
6. Une technique de contrôle d’intégrité unique au mondeEn cas d’incident, l’intégrité des modules peut être vérifiée individuellement, sans devoir démonter toute l’unité. Il s’agit là de caractéristiques uniques pour les unités membra-naires d’ultrafiltration utilisées dans le traitement des eaux usées.
7. Des connexions rapides et faciles à effectuerLe nouveau type de connexions fournies permet de raccourcir le temps de montage total nécessaire et de réduire de manière importante le temps requis pour le montage de l’unité et le chargement des membranes.
Les avantages du MBR Megablock de Pentair :
Une pompe dévelop-pée pour le Megablock Pentair Nijhuis a contribué au développement du Me-gablock pour les aspects de l’optimisation hydrau-lique du concept. Lors de la phase de conception, des analyses CFD détaillées ont été réali-sées afin de minimiser la consomma-tion d’énergie et de conserver la charge à filtrer aussi équilibrée que possible (mélange). Le terme CFD (Computational Fluid Dynamics) signifie Dynamique des Fluides assistée par ordinateur, il s’agit de calculs utilisés pour l’analyse des fluides, couramment utilisés lors de la conception de machines tournantes. Pentair Nijhuis bénéficie d’une expertise considé-rable dans ce domaine.
Cette filiale a donc développé des pompes en ligne spécifiques pour le Megablock. Il s’agissait non seulement de minimiser la consomma-tion d’énergie mais aussi d’utiliser le moins d’espace au sol possible. Des pompes axiales se sont avérées le meilleur choix possible étant donné les capacités et les hauteurs manométriques requises. Les pompes ainsi développées constituent une solution unique et intégrée pour cette ap-plication particulière.
knowhow 2011 13
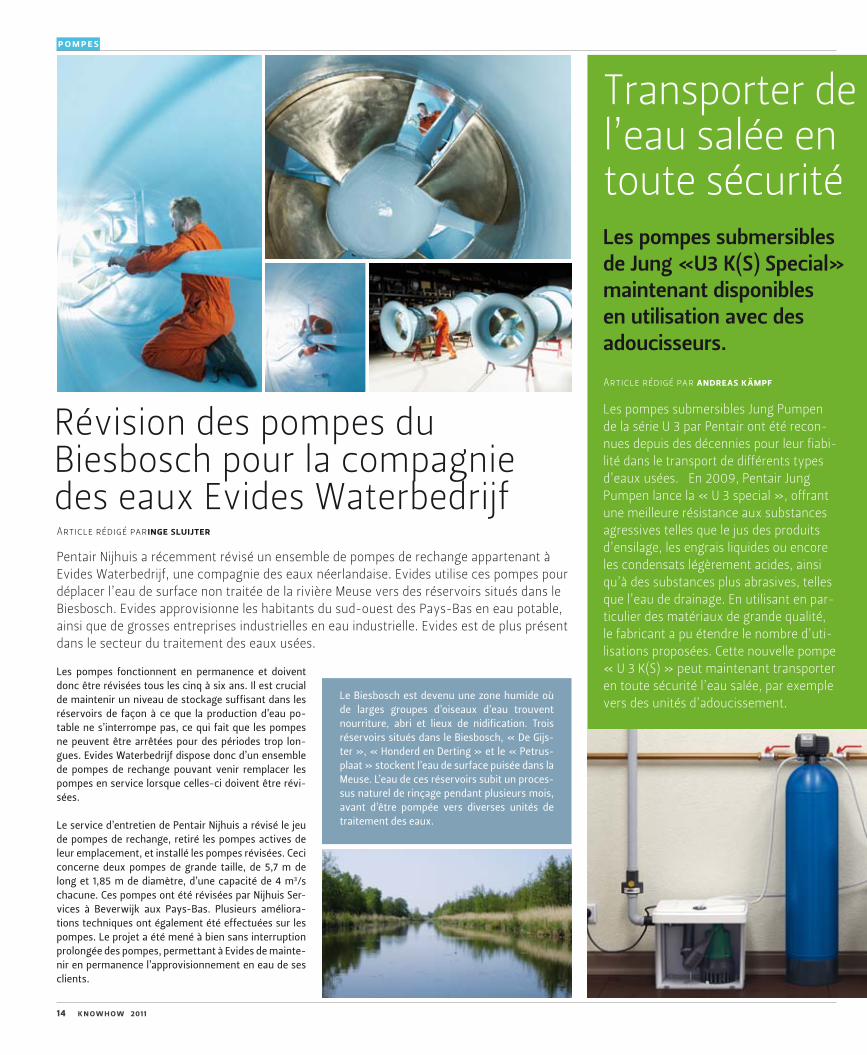
pentair Nijhuis a récemment révisé un ensemble de pompes de rechange appartenant à evides Waterbedrijf, une compagnie des eaux néerlandaise. evides utilise ces pompes pour déplacer l’eau de surface non traitée de la rivière Meuse vers des réservoirs situés dans le biesbosch. evides approvisionne les habitants du sud-ouest des pays-bas en eau potable, ainsi que de grosses entreprises industrielles en eau industrielle. evides est de plus présent dans le secteur du traitement des eaux usées.
Les pompes fonctionnent en permanence et doivent donc être révisées tous les cinq à six ans. Il est crucial de maintenir un niveau de stockage suffisant dans les réservoirs de façon à ce que la production d’eau po-table ne s’interrompe pas, ce qui fait que les pompes ne peuvent être arrêtées pour des périodes trop lon-gues. Evides Waterbedrijf dispose donc d’un ensemble de pompes de rechange pouvant venir remplacer les pompes en service lorsque celles-ci doivent être révi-sées.
Le service d’entretien de Pentair Nijhuis a révisé le jeu de pompes de rechange, retiré les pompes actives de leur emplacement, et installé les pompes révisées. Ceci concerne deux pompes de grande taille, de 5,7 m de long et 1,85 m de diamètre, d’une capacité de 4 m3/s chacune. Ces pompes ont été révisées par Nijhuis Ser-vices à Beverwijk aux Pays-Bas. Plusieurs améliora-tions techniques ont également été effectuées sur les pompes. Le projet a été mené à bien sans interruption prolongée des pompes, permettant à Evides de mainte-nir en permanence l’approvisionnement en eau de ses clients.
Révision des pompes du biesbosch pour la compagnie des eaux evides Waterbedrijf
Le Biesbosch est devenu une zone humide où de larges groupes d’oiseaux d’eau trouvent nourriture, abri et lieux de nidification. Trois réservoirs situés dans le Biesbosch, « De Gijs-ter », « Honderd en Derting » et le « Petrus-plaat » stockent l’eau de surface puisée dans la Meuse. L’eau de ces réservoirs subit un proces-sus naturel de rinçage pendant plusieurs mois, avant d’être pompée vers diverses unités de traitement des eaux.
14 knowhow 2011
article rédigé paringe sluijter
pompes
les pompes submersibles Jung pumpen de la série U 3 par pentair ont été recon-nues depuis des décennies pour leur fiabi-lité dans le transport de différents types d’eaux usées. en 2009, pentair Jung pumpen lance la « U 3 special », offrant une meilleure résistance aux substances agressives telles que le jus des produits d’ensilage, les engrais liquides ou encore les condensats légèrement acides, ainsi qu’à des substances plus abrasives, telles que l’eau de drainage. en utilisant en par-ticulier des matériaux de grande qualité, le fabricant a pu étendre le nombre d’uti-lisations proposées. cette nouvelle pompe « U 3 k(S) » peut maintenant transporter en toute sécurité l’eau salée, par exemple vers des unités d’adoucissement.
Les pompes submersibles de Jung «U3 K(s) special» maintenant disponibles en utilisation avec des adoucisseurs.
Transporter de l’eau salée en toute sécurité
article rédigé par andreas kämpf

knowhow 2011 15
Un test d’inflammabilité de la mousse impressionnant a été effectué au nouvel entrepôt des substances dangereuses de Versteijnen logistics à Tilburg aux pays-bas. le test du système de protection anti-incendie avec extincteurs automatiques et mousse anti-incen-die à haut foisonnement a montré que l’entrepôt était bien préparé à faire face à des incendies potentiels. Nijhuis pompen bV, une filiale de pentair, a fourni et installé le module de pompe anti-incendie destiné à alimenter le système d’extinction automatique en eau.
« Notre société fournit des solutions sûres pour le transport et le stockage de marchandises » déclare Jorn Versteijnen, directeur de Versteijnen Logistics. « Le transport de substances dangereuses (de type ADR) requiert une attention particulière, ce qui fait que nous nous sommes spécialisés dans ce marché. Nous trai-tons ces substances dangereuses avec le plus grand soin et le degré d’expertise requis. Ceci comprend aussi un stockage sécurisé des marchandises. »
Le 8 juillet 2011, Versteijnen Logistics a présenté son nouvel entrepôt ADR, en le soumettant à un test d’in-flammabilité de la mousse impressionnant. Niels van den Hurk, directeur des ventes local à Pentair Nijhuis, commente le test dont il a été témoin. « La pompe que nous avions installée a été utilisée pour ce test d’inflammabilité de la mousse », confirme-t-il. « Un émulseur avait été ajouté à l’eau, améliorant ainsi sa capacité d’extinction des substances inflammables. Le test a montré que l’entrepôt, dont le volume s’élevait à presque 23 000 m3, s’est rempli de mousse jusqu’au
toit en l’espace de seulement quelques minutes.* Nous pouvons affirmer avec confiance que Versteijnen Logis-tics est bien équipé en cas de déclenchement d’incen-die dans cet entrepôt, et que les dommages matériels et environnementaux éventuels seraient minimaux. »
Les pompes Pentair Nijhuis utilisées dans un système de mousse à foisonnement anti-incendieUn nouvel entrepôt de substances dangereuses bien protégé contre le risque d’incendie.
* Le film de ce test est disponible sur Youtube.Rendez-vous sur le site et cherchez
« Schuimtest Versteijnen Logistics ».
article rédigé par inge sluijter
Transporter de l’eau salée en toute sécurité
Les unités d’adoucissement ont gagné en popula-rité ces dernières années ; grâce à elles, les ma-chines à laver, les robinets et autres équipements domestiques ne s’entartrent plus. Lors du proces-sus d’adoucissement, les unités accumulent de la saumure, qui, en fonction du site d’installation de l’unité d’adoucissement, doit être retirée à l’aide de pompes. Les niveaux élevés de sel dans l’eau, ce-pendant, sont susceptibles d’entraîner une corro-sion des composants des pompes.
Les ions chlorure présents dans l’eau salée déclen-chent cette corrosion. La nouvelle pompe « U 3 K(S) special » par Pentair Jung Pumpen offre une solu-tion optimale pour les adoucisseurs. Son carter mo-teur se trouve placé dans un alliage en inox qui lui permet de transporter de l’eau salée sans craindre la corrosion. La nouvelle pompe « U 3 K9 (special) est également portative et peut être utilisée comme pompe dans l’eau salée ou saumâtre - à bord d’un bateau par exemple.
Fig. 2 : Cette nouvelle pompe « U 3 K(S) » peut mainte-nant transporter en toute sécurité l’eau salée, par exemple vers des unités d’adoucissement. Cette eau est collectée dans un réser-voir solide puis ensuite éva-cuée vers les égouts.
Fig. 1 : L’alliage haute qualité du carter moteur permet à l’ « U 3 K(S) » de transporter des substances plus agressives, par exemple à partir de condensat, ou depuis des unités d’adoucissement.

les membranes maximisent la transformation des déchets en énergie avec le bioréacteur à membrane an-aérobie, produisez plus avec vos déchets
le traitement et l’évacuation des eaux usées industrielles représente une étape de base des processus de fabrication mais peut représenter un véritable défi pour de nombreuses usines des secteurs laitiers, de l’agro-alimentaire et des boissons. ces processus de fabrication produisent souvent des eaux usées à haute charge polluante difficiles, coûteux à traiter et à éliminer selon les méthodes de traitement traditionnelles. les technologies pentair X-Flow, qui comprennent le bioréacteur à Membrane (bRM) avec membrane externe en filtration tangentielle, associées à une expertise reconnue dans le domaine du traitement des eaux usées, sont utilisées dans le traitement anaérobie, ce qui permet d’établir un système produisant plus de biogaz, avec une empreinte au sol moins élevée et moins de coûts de fonctionnement.
Des charges polluantes élevées ? Tant mieux !Les eaux usées ayant des charges polluantes élevées en terme de niveaux élevés de matière organique sont dif-ficiles à traiter, mais le processus de digestion anaéro-bie se nourrit justement de ce type d’eaux usées « Les Bioréacteurs à Membrane ne sont pas nouveaux dans l’agroalimentaire, pas plus que les processus de sépa-ration membranaire dans le traitement des eaux usées » commente le Chef Produit Pentair X-Flow, Michiel Koelen. « Ce qui est nouveau, c’est le fait de combiner un processus anaérobie avec une séparation membra-naire. Ceci génère beaucoup plus d’énergie à partir des eaux usées, tout en produisant un effluent de grande qualité. »
Le processus anaérobie traditionnel répond partielle-ment au problème des eaux usées à haute charge pol-luante, mais ces systèmes étant limités à 85 % d’effi-cacité, un traitement supplémentaire de l’effluent est requis et la production de biogaz est limitée.
« Les processus anaérobies conventionnels requiert une étape aérobie finale afin de traiter les 15 % de l’ef-fluent qui n’ont pas été digérés » confirme le Respon-sable des Ventes Pentair X-Flow Thijs Wolbrink. « Ceci
accroît la surface au sol totale de l’usine de traitement ainsi que les coûts de fonctionnement. L’ajout au pro-cessus des membranes Pentair X-Flow augmente le rendement du traitement anaérobie, ce qui entraîne une production de biogaz accrue et permet d’atteindre une qualité des effluents équivalente à celle évacuée par les équipements aérobies, la plus grande partie des substances organiques étant convertie en biogaz. »
Description du procédéLe procédé anaérobie utilisant les membranes de Pen-tair X-Flow atteint généralement un rendement de 99 %. L’effluent peut facilement atteindre les normes de qualité des eaux usées ou passer par d’autres traite-ments afin d’être recyclée. Le procédé débute lorsque l’eau usée entre dans le bioréacteur via un échangeur de chaleur. Des nutriments sont ajoutés et les déchets fer-mentent en produisant du biogaz, la matière organique étant peu à peu transférée vers le biogaz. À l’aide du bioréacteur à membrane anaérobie de Pentair X-Flow, le liquide du fermenteur passe dans l’équipement de sé-paration membranaire, ce qui permet de s’assurer que toute la boue reste dans le réacteur ce qui améliore le rendement du système.
Plus de gaz récolté, moins d’argent dépenséPresque toute la matière organique placée dans le fer-menteur étant convertie en gaz - méthane et dioxyde de carbone, le rendement de biogaz est supérieur à ce qu’il est avec d’autres procédés comparables. Environ 15 à 20 % d’énergie en plus peut être récupérée, par rapport à un traitement des eaux usées anaérobie clas-sique. En outre, les coûts d’évacuation des eaux usées tendent vers zéro étant donné la pureté de l’effluent. « Le système est surtout rentable du fait du plus grand rendement de gaz issu du fermenteur, mais aussi parce qu’il entraîne une réduction significative des coûts d’après traitement », confirme Wolbrink. « Le gaz peut être utilisé dans une chaudière à vapeur ou peut être envoyé vers le réseau local de gaz naturel, après puri-fication. »
En association avec Biothane, le Bioréacteur à Mem-brane anaérobie de Pentair X-Flow équipe des sys-tèmes anaérobies aux États-Unis et a été choisi tout récemment pour un nouveau projet en Pologne, au-jourd’hui en construction. Plusieurs tests pilotes sont aussi en cours d’exécution dans différents domaines industriels à travers le monde.
Production et valorisation du biogaz
16 knowhow 2011
g a z
article rédigé par janna dirks

À SUIVRe page 18 >>
Dans le traitement des eaux usées, l’eau et les boues d’épuration sont séparées. Du biogaz peut être produit à partir des boues restant après la séparation. À Beve-rwijk, 2 millions de m3 de biogaz sont générés chaque année dans trois fermenteurs. Le biogaz ne peut être utilisé avec pleine efficacité que lorsqu’il est déployé près de l’endroit où il a été produit. par exemple dans des unités de cogénération de chaleur et d’électricité. Une meilleure alternative consiste à valoriser le biogaz en biométhane ; celui-ci peut venir alimenter le réseau de gaz naturel et contribue donc à la mise au point d’un panier d’énergies encore plus prometteur.
Un projet modèleHHNK a sélectionné le système de valorisation de bio-gaz Pentair Haffmans pour remplacer ses installations existantes. Pentair Haffmans a conçu une solution compacte, contenue dans deux enceintes préfabri-quées de 12 m de long placées sur le site HHNK près des fermenteurs de biogaz. La date de démarrage du sys-tème est prévue pour la fin de l’année. HHNK et Pen-tair Haffmans ont calculé qu’une fois l’équipement dé-marré, plus de 1,2 millions de m3 de biométhane pourra être produit chaque année à Beverwijk. Ceci suffit à approvisionner 700 ménages par an. Le biométhane obéissant aux mêmes spécifications que le gaz naturel, il peut venir alimenter le réseau de gaz national néer-
landais. L’entreprise néerlandaise Biogast a fourni sa station de pompage Bio2Net afin de connecter le sys-tème au réseau et a permis au projet de franchir sans encombre toutes les étapes réglementaires et d’obtenir tous les permis nécessaires.
« Beverwijk a vu le jour sous la forme d’un projet pi-lote mais est à présent en train de devenir une instal-lation rentable et autosuffisante sur le plan financier, même sans subventions étatiques », selon Fred Duine-veld, directeur de la division Cycle de l’eau du secteur de Bewervijk de HHNK. « Ce projet a donc le potentiel nécessaire pour servir de modèle pour d’autres projets ultérieurs et pour démontrer les bénéfices de la valori-sation du biogaz aux Pays-Bas et au-delà. »
La technologie de pointe de valorisation du biogaz mise au point par Pentair Haffmans offre également deux avantages sur le plan économique absolument uniques dans ce secteur industriel. La technique de transforma-tion élaborée par Pentair Haffmans fait qu’il est possible de récupérer 100 % du biométhane produit, si bien que les émissions de méthane néfastes pour l’environne-ment généralement créées avec les autres techniques de valorisation se trouvent complètement éliminées. Outre ces avantages écologiques, cela signifie égale-ment que davantage de biométhane peut venir alimen-ter le réseau de gaz. Par ailleurs, l’installation de valori-sation de biogaz de Pentair Haffmans permet au client de récupérer le CO2 qui en résulte comme sous-produit. Ceci constitue une source de revenus supplémentaires, le CO2 récupéré pouvant être utilisé dans l’agroalimen-taire ou encore vendu pour un usage en serre. (Voir encart supplémentaire)
Valorisation du biogaz, un nouveau potentiel
Production et valorisation du biogaz De Pentair Haffmans Toine Toten (à droite) et Johan Jongman
knowhow 2011 17
article rédigé par toine toten
pentair Haffmans a récemment fourni une installation de valorisation du biogaz à l’usine de traitement des eaux usées du Hoogheemraadschap Hollands Noorderkwartier (HHNk) à beverwijk aux pays-bas. le biogaz généré avec les boues d’épuration y est valorisé en biométhane et en dioxyde de carbone (co2), deux produits à valeur commerciale.
Du biométhane dans le réservoir Le biométhane produit à Beverwijk n’est pas entièrement utilisé pour le réseau de gaz. Il sert également en partie à alimenter le parc de voitures de HHNK. L’entreprise a ainsi construit une station-service sur son site, à côté du système de valorisation. Le biométhane y est pressurisé de façon à pouvoir être utilisé par les employés possédant une voiture pour faire le plein, fournissant une al-ternative peu coûteuse à l’essence ordinaire. HHNK dispose actuellement de 19 voitures roulant au biométhane. Selon Duineveld, HNNK envisage de se doter de 50 voitures supplémentaires du même type dans les prochaines années.
7 % du biométhane produit à Beverwijk serviront alors à l’alimentation du parc de voitures à biométhane de l’entreprise. Entre-temps, d’autres services des eaux des Pays-Bas se sont dits intéressés par l’utilisation du biométhane de Beverwijk dans la propulsion de leurs propres voitures. L’installation de Beverwijk représente un exemple prometteur d’utilisation flexible, durable et économe de divers types de ressources énergétiques. « Ce projet aura à coup sûr un grand retentissement, il montre en effet le potentiel considérable des énergies durables et la diversité des options pour les déployer de manière op-timale », conclut Duineveld.
SUITe De la page 17 >>
Une technologie de valorisation du biogaz unique en son genreBiogaz est un terme général pour désigner le gaz produit par une fermentation anaérobique. Il consiste principalement d’un mélange de méthane (CH4) et de dioxyde de carbone (CO2).
La technologie de valorisation du biogaz de Pentair Haffmans permet de ré-cupérer l’intégralité du méthane produit, de façon à éliminer complètement les émissions de méthane généralement produites et néfastes pour l’environ-nement. Ceci permet de récolter davantage de méthane et d’éviter les rejets dans l’atmosphère de ce gaz à effet de serre. En outre, le CO2 sous-produit est récupéré et peut être commercialisé.
Dans le procédé Haffmans, une fois l’ammoniac éliminé du biogaz par lavage, celui-ci est nettoyé par un filtre à charbon actif. Le biogaz désormais propre s’écoule ensuite via une installation membranaire où il est séparé en gaz riches en CH4 et CO2.
Le gaz riche en CO2 vient ensuite alimenter le système de récupération du CO2. Il y est alors liquéfié, le CO2 liquide coule à travers une colonne de distillation au niveau de laquelle le méthane restant est retiré et renvoyé vers le module de membrane. Le CO2 liquide sort de la colonne et peut alors être stocké dans un bassin tampon. La grande expérience de Pentair Haffmans dans le domaine de la purification de CO2 et des systèmes de liquéfaction garantit un procédé de haute qualité.
18 knowhow 2011
Production et valorisation du biogaz
g a z e au
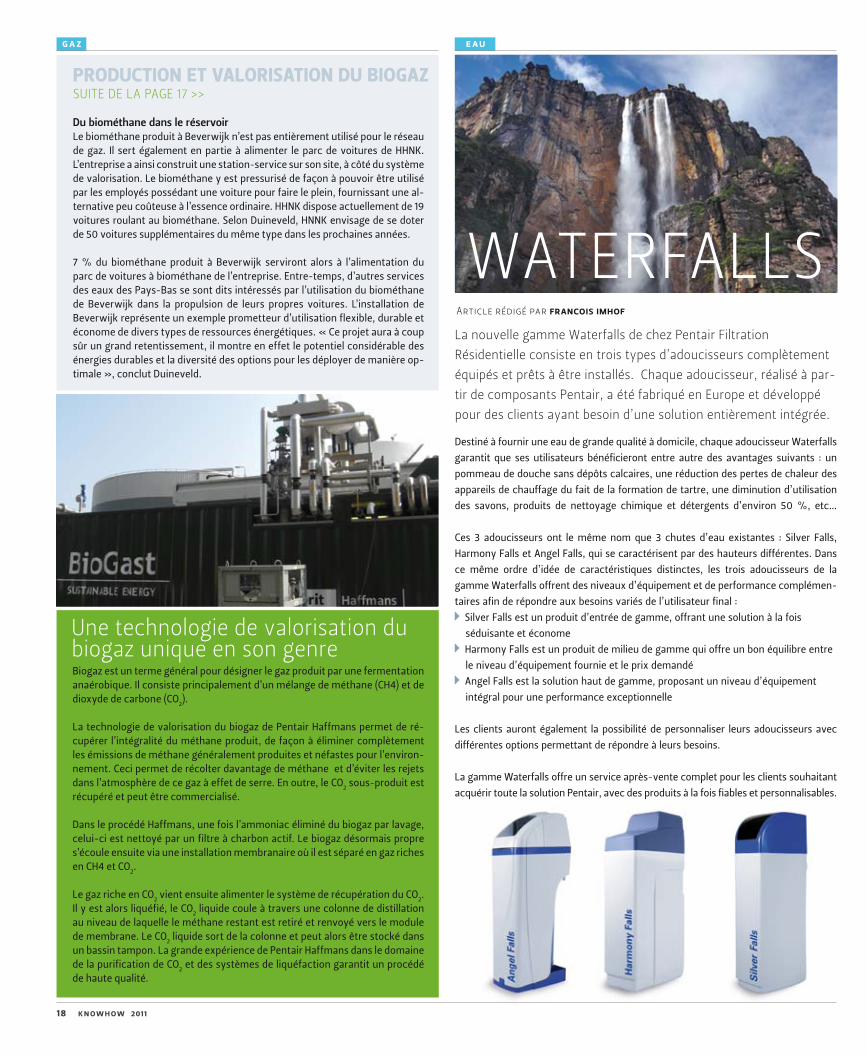
WaTeRFallSla nouvelle gamme Waterfalls de chez pentair Filtration Résidentielle consiste en trois types d’adoucisseurs complètement équipés et prêts à être installés. chaque adoucisseur, réalisé à par-tir de composants pentair, a été fabriqué en europe et développé pour des clients ayant besoin d’une solution entièrement intégrée.
Destiné à fournir une eau de grande qualité à domicile, chaque adoucisseur Waterfalls garantit que ses utilisateurs bénéficieront entre autre des avantages suivants : un pommeau de douche sans dépôts calcaires, une réduction des pertes de chaleur des appareils de chauffage du fait de la formation de tartre, une diminution d’utilisation des savons, produits de nettoyage chimique et détergents d’environ 50 %, etc…
Ces 3 adoucisseurs ont le même nom que 3 chutes d’eau existantes : Silver Falls, Harmony Falls et Angel Falls, qui se caractérisent par des hauteurs différentes. Dans ce même ordre d’idée de caractéristiques distinctes, les trois adoucisseurs de la gamme Waterfalls offrent des niveaux d’équipement et de performance complémen-taires afin de répondre aux besoins variés de l’utilisateur final : Silver Falls est un produit d’entrée de gamme, offrant une solution à la fois
séduisante et économe Harmony Falls est un produit de milieu de gamme qui offre un bon équilibre entre
le niveau d’équipement fournie et le prix demandé Angel Falls est la solution haut de gamme, proposant un niveau d’équipement
intégral pour une performance exceptionnelle
Les clients auront également la possibilité de personnaliser leurs adoucisseurs avec différentes options permettant de répondre à leurs besoins.
La gamme Waterfalls offre un service après-vente complet pour les clients souhaitant acquérir toute la solution Pentair, avec des produits à la fois fiables et personnalisables.
article rédigé par francois imhof

Pentair industrial Driflex - Un système innovant de traitement d’huile haute capacitél’équipe pentair Industrial® a été chargée par Turbo Filtration corporation, située à Mobile dans l’alabama, de remplacer ses systèmes traditionnels de déshydratation sous vide avec le Système de traitement d’huile Driflex, un produit de dernière géné-ration. Turbo Filtration est un prestataire de services spécialisé dans le traitement de l’huile dans de nombreuses industries, y compris pour les centrales électriques et les sites industriels. le partenariat entre les deux sociétés s’est avéré bénéfique pour les deux parties.
Presque toute l’énergie électrique produite sur Terre l’est avec une turbine d’un genre ou d’un autre. Une turbine est un moteur tournant qui extrait de l’énergie d’un fluide et le convertit en un travail utile. Les tur-bines fonctionnent à grande vitesse, un composant clé de ces systèmes consiste en des éléments tournants et des surfaces de pression nécessitant une couche d’huile propre pour être séparés les uns des autres. La qualité de l’huile se détériore au fil des utilisations, en particulier du fait d’une contamination par des parti-cules et par l’humidité. Une qualité de l’huile moindre se manifeste sous de nombreuses formes, qu’il s’agisse de rouille, de corrosion, d’oxydation, de tarissement d’un additif, de changements de viscosité, etc. Tous ces facteurs ont des conséquences négatives sur l’effica-cité de la machine et la vie des composants. Il est donc essentiel que la qualité de l’huile puisse être vérifiée via des programmes de traitement d’huile efficaces.
Turbo Filtration Corporation (TFC) fournit des services de nettoyage du système d’huile des centrales élec-triques ainsi que pour d’autres marchés industriels. Il s’agit d’une entreprise ayant fait ses preuves sur le long terme, et dont la réputation d’excellence n’est plus à faire. TFC aide ses clients à maintenir l’huile de leurs appareils dans un état de propreté parfait, ce qui leur permet de maximiser la durée de vie des équipements, de minimiser le temps de mise hors service du système et d’optimiser la rentabilité de ce dernier.
TFC, comme les autres acteurs du secteur, a tradition-nellement eu recours à des systèmes de purification de l’huile avec déshydrateur d’huile et traitement en
continu. Pour résumer, cette méthode utilise à la fois chaleur et pression pour vaporiser l’eau qui s’évapore alors dans l’air. Un désavantage important de la déshy-dratation sous vide est que celle-ci nécessite de faire chauffer l’huile. Ceci peut endommager les additifs qu’elle contient et entraîner l’apparition de produits de fractionnement venant contaminer le processus. Certains déshydrateurs à vide contiennent également des filtres destinés à supprimer certains contaminants particulaires. D’autres appareils ne sont pas équipés de ces filtres, des particules restent alors dans l’huile après déshydratation. La complexité et le montant des coûts nécessaires au fonctionnement des déshydrateurs peut conduire certains clients à hésiter à acquérir un tel appareil et à l’installer de manière permanente dans leurs locaux. Certaines entreprises choisissent alors de louer leurs unités auprès d’entreprises comme TFC, ou bien de payer ces dernières pour apporter à in-tervalles réguliers un module sur châssis mobile et un opérateur pour procéder au nettoyage de l’huile.
Au contraire, le Système industriel de traitement d’huile Driflex par Pentair utilise le filtrage des particules et des membranes haute performance pour enlever complè-tement du lubrifiant tant les contaminants solides que l’eau libre, en émulsion ou dissoute. Le système Driflex présente de nombreux avantages par rapport aux mé-thodes de déshydratation sous vide :
Il permet notamment aux clients d’obtenir et de conserver en permanence la meilleure qualité d’huile possible, selon leur propre calendrier de mesures correctives ou en réponse à un dysfonctionnement. Il est suffisamment compact et rentable pour pou
voir être installé en permanence sur un réservoir spécifique, déplacé pour un usage périodique sur les réservoirs d’une installation, ou pour être intégré à l’offre de location standard d’un sous-traitant chargé de la maintenance des équipements. Il ne nécessite pas un opérateur dédié pour son
fonctionnement, une version entièrement automatisée est d’ailleurs disponible. Sa taille limitée le rend facile à installer et à
entretenir, sans pièces mobiles en dehors de la pompe et sans commandes de niveau à ajuster en permanence Il est disponible avec des débits allant jusqu’à 32
gpm et dessert de nombreux équipements au sein d’une centrale électrique ou d’un site industriel.
knowhow 2011 19
pe trole
article rédigé par lisa stich
D’un fonctionnement à la fois simple et fiable, le Sys-tème de traitement d’huile Driflex est conçu pour améliorer la performance des équipements, protéger des machines coûteuses et optimiser leur durée de vie.

par le passé, une piscine, même avec une maison écologique, semblait aux antipodes des principes du développement durable. le gaspillage en eau, la pompe énergivore et l’usage de produits chimiques allaient en effet directement à l’encontre de ces principes. Des technolo-gies récemment mises au point et une prise de conscience des fabricants de piscines en faveur de solutions plus respectueuses pour l’environnement fait qu’il est désormais possible de goûter aux joies de la baignade en toute bonne conscience.Les implications en termes environnementaux sont énormes. Selon le rapport du National Resources De-fense Council (NRDC, Conseil pour la défense des res-sources naturelles, États-Unis) « Synergies dans l’opti-misation de la consommation des piscines », il existait en 2010 4,5 millions de piscines creusées aux États-Unis, consommant entre 1,1 et 1,6 milliards de dollars en frais énergétiques chaque année.
Pentair Water Pool and Spa™ est résolu à mettre au point les produits les plus respec-tueux de l’environnement qui soient pour les utilisateurs de piscines. La marque Eco Select™ représente la pierre d’angle du programme déve-loppement durable de Pentair. Elle vise à répondre aux be-soins d’un nombre croissant
d’utilisateurs de piscine souhaitant à la fois économiser de l’argent et limiter leur impact sur l’environnement. La marque Eco Select par Pentair Water Pool and Spa permet d’identifier les produits les plus respectueux pour l’environnement dans la gamme Pentair, contri-buant à une piscine plus écologique.
Pompes Eco Select IntelliFlo®
La pompe de piscine communément employée de nos jours est à une seule vitesse. Malheureusement, elle fonctionne toujours au même rythme, même lorsque cela n’est pas nécessaire, entraînant ainsi des gas-pillages d’énergie et des nuisances sonores. Pour ré-pondre à ce défi, Pentair Water Pool and Spa a mis au point la pompe à vitesse variable Eco Select IntelliFlo®. Lors du salon IBS à Las Vegas en janvier 2010, une pompe Eco Select IntelliFlo® à 180 watts a économisé 1100 US$ en consommation d’énergie annuelle par rap-port à une pompe à une seule vitesse 1,9 kW.
Le NRDC estime que dans une région où la belle saison dure quatre mois, le passage d’une pompe à une seule vitesse à une pompe à vitesse variable peut faire écono-miser 350 $ en moyenne à son propriétaire. L’organisme de recherche a conduit une étude sur la pompe Eco Se-lect IntelliFlo® à vitesse variable de Pentair et a noté que le système réduisait jusqu’à 90 % la consommation d’énergie d’une piscine. Pentair Water Pool and Spa rap-porte des cas où les clients ont économisé jusqu’à 1360 US$ par an avec leurs nouvelles pompes. Des écono-mies encore plus grandes peuvent être réalisées lorsque
des conduites plus grandes et plus droites, des coudes longs, des vannes de contre-courant à plus basse pres-sion et des filtres surdimensionnés sont installés.
Skip Phillips, propriétaire de l’entreprise américaine Questar Pools and Spas, a été parmi les premiers à uti-liser les pompes de piscine à vitesse variable et en est très satisfait. « Ma piscine dispose de filtres, d’un sys-tème photovoltaïque 14 kW et d’une pompe de 0.5 ch. Tout le monde me disait qu’il me faudrait plus de puis-sance pour que le système fonctionne » déclare-t-il. « La fréquence variable d’utilisation de la piscine limite les coûts de fonctionnement. L’eau est filtrée lorsque la piscine est en service, pendant huit heures, puis stagne pendant 16 heures. Avec un système d’assainissement approprié, peu de produits chimiques utilisés et une pompe à vitesse variable, il est possible de faire fonc-tionner le système avec un débit d’eau plus faible tout en dépensant moins. »
Outre la pompe à vitesse variable IntelliFlo®, la gamme de technologies respectueuses de l’environnement Eco Select, comprend le système d’éclairage LED IntelliBrite ainsi que les systèmes d’automatisation IntelliPool™ et IntelliTouch®, qui optimisent la consommation d’électri-cité des équipements d’entretien de piscine et limitent leur fonctionnement aux heures creuses de la journée.
De nouveaux systèmes, une technologie mieux maîtrisée et une conception d’avant-garde permettent de réaliser des piscines pour particuliers enfin respectueuses del’environnement
20 knowhow 2011
article rédigé par jose guillen
pool & spa

le procédé de prétraitement HRT™ pour eau acide des raffineries par pentair porous Media
knowhow 2011 21
article rédigé par Ryan Bennett
énerg ie
Dans les raffineries de pétrole modernes, l’eau est présente pendant tout le processus complexe de transformation du brut en essence, diesel et carburant aviation. Que l’eau intervienne au début du traitement, comme eau de lavage en dessaleur ou plus tard comme sous-produit d’hydrotraitement lors de la production de diesel, elle joue un rôle essentiel dans le raffinage des écoulements de procédé. les différents traitements produisent de l’eau acide ou eau usée, contaminée avec du sulfure d’hydrogène et de l’ammoniac. avant de pou-voir être réutilisée ailleurs sur le site ou relâchée dans l’environnement en toute sécurité, cette eau doit être traitée afin de réduire les agents contaminants qu’elle contient. ceci se fait en détournant l’eau acide de l’écoulement de procédé dans laquelle elle se trouve et en l’envoyant vers une colonne de désulfuration à la vapeur, afin d’enlever les agents polluants se trouvant dans l’eau.
Les colonnes de désulfuration à la vapeur doivent sou-vent traiter une eau acide lourdement contaminée par des hydrocarbures. On sait qu’une émulsion eau dans huile dans le flux entrant d’eau acide entraîne une ins-tabilité à l’intérieur de la colonne de désulfuration à la vapeur et dans les unités de récupération du soufre (SRU) aval, qui récupèrent du soufre élémentaire à par-tir de sulfure d’hydrogène gazeux. Cette instabilité peut entraîner des arrêts, des défaillances de fours et des émissions de soufre. La plupart des raffineries tentent d’atténuer les effets de l’entrée d’hydrocarbures dans la colonne de désulfuration à la vapeur et dans les unités SRU aval par le biais d’un prétraitement dans des ballons de détente et des réservoirs de rétention de grande taille.
Le système HRT™ par Pentair Porous Media constitue un traitement innovant d’élimination des hydrocar-bures représentant une solution alternative par rapport à la technologie classique des colonnes de désulfura-tion à la vapeur. Le procédé HRT™ associe la techno-logie optimisée Pentair Porous Media d’élimination des solides avec des techniques haute performance de sé-paration des hydrocarbures. Là où des approches clas-siques d’élimination des hydrocarbures, telles que les ballons de détente et les séparateurs de rétention ont largement échoué, le procédé HRT™ crée un système équilibré capable d’éliminer efficacement hydrocar-bures et particules contaminantes et permet à l’opéra-teur de la raffinerie d’obtenir des résultats garantissant une stabilité de procédé optimale et un respect des normes environnementales. En bref, un contrôle de la contamination efficace à la fois du point de vue du pro-cédé et du respect de l’environnement.
Échantillons d’eau acide(1) Écoulement d’eau acide non filtrée (2) Eau acide après filtre à particules
(3) Eau acide après un seul passage via le séparateur d’hydrocarbures HRT™ (4) Hydrocarbures/Éléments organiques récupérés
1 2 3 4
Une raffinerie américaine subissait des taux éle-vés de remplacement de leurs filtres à particules de prétraitement et leurs pièces de séparateur de liquide en amont de la colonne de désulfu-ration à la vapeur. La charge élevée en conta-minant semblait d’abord due au démarrage de la nouvelle unité SRU en aval. Un taux élevé d’en-crassement continua à être observé pendant plusieurs mois, avec des changements de filtres chaque jour, voire plusieurs fois par jour, et un remplacement du séparateur de liquide tous les trois à sept jours.
La raffinerie, en adoptant le procédé d’élimina-tion des hydrocarbures HRT™, put fortement réduire le coût de fonctionnement de prétrai-tement avant passage en colonne de désulfu-ration à la vapeur. Avant de passer au système HRT™, la raffinerie prévoyait de dépenser 250 000 $ chaque année en prétraitement. Une fois le nouveau système mis en place, le coût global du prétraitement ne s’éleva plus qu’à 75 000 $ annuels. La raffinerie put alors bénéficier d’une qualité de prétraitement remarquable tout en réduisant ses coûts opérationnels et en accrois-sant sa production en aval.
ÉTUDE DE Cas

CSL Behring est un des leaders mondiaux en matière de médicaments biothérapeutiques à base de pro-téines plasmatiques. L’entreprise produit et vend dans le monde entier une gamme étendue de médicaments à base plasmatique ou recombinante.
Les médicaments fabriqués par CSL Behring sont utili-sés lorsque le système de coagulation est endommagé, notamment pour les cas d’hémophilie, de syndrome de von Willebrand, de maladies immunodéficientes et de traitement de patients souffrant d’emphysème pulmo-naire héréditaire. D’autres produits sont utilisés pour la chirurgie cardiaque, les greffes d’organe, le traitement des brûlures et la prévention des maladies hémoly-tiques chez le nouveau-né.
CSL Behring annonce avoir progressé de façon sou-tenue dans le domaine de la thérapie des facteurs de coagulation avec l’inauguration du nouveau centre de chromatographie de son usine de Marbourg. La com-mande a été passée à Pentair Südmo en mai 2009, et le projet terminé en novembre 2010. Pentair Südmo était chargé des projets suivants, et donc de la majeure partie des technologies de production actuellement utilisées.
Production des substances tampon Cuves mobiles pour produit ou substance tampon Panneaux, unités de refroidissement et de chauffage Équipement NEP (nettoyage sur place par
recirculation) pour cuves mobiles Eau pour stockage d’injection, cuve de réception et
distribution Approvisionnement en air stérile, vapeur pure et eau
purifiée (eau dessalée) Description de procédé/documentation pour la pro
grammation des commandes et certification conforme aux normes GMP ou FDA
Production automatique de substance tamponLa plus grande partie du projet consistait à mettre au point un système de production automatique de substance tampon. L’unité consiste en trois cuves de préparation de substance tampon, avec des volumes respectifs de 528, 264 et 132 gallons (2000, 1000 et 500 l). En outre, il existe également une cuve de stoc-kage de substance tampon d’une capacité de 528 gal-lons (2000 l) ainsi qu’une cuve de réception de soude avec un volume de 264 gallons (1000 l). Cette cuve de réception est approvisionnée via une station de stoc-kage de soude équipée d’une pompe doseuse contrôlée par conductivité. La station d’acide chlorhydrique est également équipée d’un système de dosage à mem-brane. Ces pompes permettent une mesure au niveau de chaque course de pompe et donc un dosage d’une précision de 10 ml, avec un ajustement par incréments ultra-précis de la quantité de substance tampon.
Lors de la production, l’opérateur doit d’abord sélec-tionner, via le panneau de commande tactile, la for-mule de préparation de la substance tampon. La quan-tité d’eau allouée est ensuite envoyée vers la cuve de préparation. L’opérateur peut ajouter des sels à la main, suivi éventuellement d’une étape de brassage ou d’une mise à la bonne température de la préparation. Le sys-tème de mesure du pH permet de contrôler le pH de la
solution aqueuse ainsi que l’ajout de base ou d’acide via ce paramètre, selon qu’une substance tampon alca-line ou acide doive être préparée. Le contenu des trois cuves de préparation peut être relâché dans la cuve de réception de substance tampon via un tableau de distribution. CSL Behring utilise des sacs ou deux bacs mobiles en cas de quantités de substance tampon plus petites.
La production de substance tampon est installée dans une zone technique où l’ensemble des modules néces-sitant un entretien sont installés. Cette zone technique est séparée de façon hermétique de la zone de produc-tion proprement dite et est construite sous la forme d’une salle blanche de catégorie C. Les cuves de traite-ment sont intégrées à l’enceinte de cette salle blanche de façon à ce que les équipements qui y sont liés puis-sent être actionnés depuis la zone de production.
Des cuves mobiles fonctionnant comme équipe-ments de traitement autonomesLes cuves mobiles fonctionnent comme des équipe-ments de traitement indépendants, à remplir avec les produits de démarrage et à connecter par des tuyaux souples aux chromatographes ou aux modules de fil-tration. Ils servent au stockage et au transport de pro-duit ainsi que pour le stockage de substance tampon.
Les cuves mobiles ont une capacité allant de 50 à 300 l et sont installées sur un cadre mobile avec une tuyau-terie fixe. Cette conception permet plusieurs variations de traitement. Ces cuves résistent à la pression et au vide, sont équipées d’une double coque et peuvent être refroidies et réchauffées. Elles sont équipées d’agita-teurs magnétiques et disposent de plusieurs entrées d’alimentation en air comprimé, air stérile et produit à traiter.
Les cinq tableaux de distribution représentent un élé-ment essentiel du fonctionnement des unités mobiles. Tous les tableaux sont équipés de connexions pour
Un progrès continu dans la thérapie des facteurs de coagulationl’entreprise cSl behring a investi environ 20 millions d’euros dans une nouvelle usine de biotechnologies sur son site de Marbourg en allemagne. l’usine est actuellement utilisée pour la purification et la formulation de médicaments à protéines recombinantes. cSl behring produit également d’autres types de médicaments biologiques grâce à des processus de fabrication flexibles. les modules centraux des technologies com-plexes de production de ces médicaments ont été conçus, livrés et mis en service par pentair Südmo.
22 knowhow 2011
article rédigé par friedrich elz
De Pentair Südmo Friedrich Elz (à gauche) et Konrad Nuber sur le site de CSL Behring à Marburg.
pharma

l’eau d’injection, la vapeur pure et un air stérile. Des connexions pour la substance tampon et le produit de base sont également incluses. Des tuyaux de vidange de produit avec régulation de conductivité et de tem-pérature ont été mis en place.
Un système de chauffage et de refroidissement présent sur chaque tableau permet d’augmenter ou de dimi-nuer la température des cuves mobiles. La température nominale du produit peut être réglée selon un large in-tervalle de valeurs.
La cuve proprement dite ne dispose pas d’un régula-teur intégré mais peut être connectée à un tableau de commande via un bus ou un câble électrique. Toutes les fonctions, y compris les instruments de mesure de pression, de température, de conductance ou de pH peuvent être traitées, régulées, contrôlées et enregis-trées via l’armoire de circuit de commande.
Équipement NEP et rinçage final L’équipement NEP fonctionne selon le principe du net-toyage avec perte totale et est exclusivement des-tiné aux cuves mobiles. La cuve mobile est pour cela connectée à l’équipement NEP via un tableau de distri-bution. Le nettoyage s’effectue automatiquement se-lon des programmes préenregistrés.
De l’eau purifiée est utilisée comme moyen de net-toyage principal pour le prérinçage et l’eau d’appoint chimique. La solution de soude concentrée est dosée à partir d’une station de base afin qu’elle atteigne la conductivité voulue. La température du liquide de net-toyage peut être définie et régulée via l’échangeur de chaleur intégré.
L’eau de prérinçage est envoyée à travers la cuve mo-bile. Le volume spécifique d’eau de rinçage constitue le paramètre de contrôle dont dépend la durée du rinçage. L’eau de prérinçage est dirigée vers le tuyau de vidange, tandis que le bain chimique résultant du lavage est re-circulé. Le rinçage final est effectué directement à par-tir du réseau d’eau d’injection chaude via l’équipement NEP et le tableau de distribution vers la cuve mobile.
L’équipement NEP offre la possibilité de s’autonettoyer via une connexion avec une vapeur extrêmement
pure. En outre, un tableau de distribution de nettoyage purifiant est placé dans un local technique adjacent. Une cuve mobile peut y être connectée afin de lancer un programme de nettoyage.
alimentation en eau d’injection depuis un réseau de distribution nouvellement installéL’eau d’injection est une eau extrêmement pure. Un système de fabrication avait été installé au sixième étage de l’usine de Marbourg. L’eau utilisée pour la nou-velle zone de chromatographie est apportée depuis le quatrième étage via des conduites et distribuée via le nouveau réseau de distribution comportant deux sous-
boucles. Une des sous-boucles fait partie du système de préparation de substance tampon, tandis que l’autre alimente les tableaux de distribution nécessaires au fonctionnement des cuves de traitement mobiles.
Les deux circuits peuvent être refroidis via des échan-geurs de chaleur, en faisant baisser la température de circulation, qui est de 80-83 °C, à la température d’uti-lisation souhaitée.
Le système d’eau d’injection est également utilisé pour le rinçage de la préparation de substance tampon et de la cuve de stockage ainsi que des cuves mobiles. Ce rin-çage final est indépendant de l’équipement NEP.
Le circuit d’eau d’injection dispose de son propre sys-tème de contrôle d’automatisation. Celui-ci comprend un système de surveillance complet, de surveillance en ligne permanente et d’affichage des paramètres impor-tants tels que la température, le débit, la conductivité ou le total des composés organiques détectés.
La commande comprenait également l’installation d’un système d’approvisionnement en « produit blanc ».
Cette appellation renvoie à la vapeur pure, à l’air stérile et à l’eau purifiée. L’ensemble des conduites d’approvi-sionnement installées sont construites en acier inoxy-dable haute qualité et font l’objet d’un suivi écrit lors du montage.
Un haut degré d’exigence en matière d’équipements utilisés, d’installation et de documentationL’équipement biotechnologique est contrôlé via deux modules de contrôle PCS7 équipés d’un système de gestion de formule de lot. Les informations et les com-mandes s’affichent et sont modifiées via des écrans tactiles. Pentair Südmo a livré le matériel ainsi que l’en-semble des descriptions de traitement avec toutes les séquences d’opération et paramètres à suivre. Le logi-ciel a été programmé sur cette base.
L’équipement lui-même a, dans la mesure du possible, été préfabriqué sous forme de modules. L’équipement NEP, les tableau de distribution, les cuves, les modules de refroidissement et de chauffage du système en sont des exemples. Les conduites de raccord ont été instal-lées ultérieurement à l’usine. L’ensemble des canalisa-tions en contact avec le produit ont été enregistrées, marquées et tout paramètre de soudure important a été noté par les techniciens chargés du montage. En-viron 10 % des soudures ont été vérifiées par endos-copie. Tous les autres facteurs importants, comme les systèmes de mesure ou de nettoyage, ont aussi été indiqués de manière explicite. CSL Behring a donc non seulement reçu un équipement ultra-moderne, mais une documentation de traitement fiable, essentielle pour l’audit de certification prévu prochainement.
knowhow 2011 23

la filtration et la stabilisation de la bière marquent les étapes finales du processus de brassage, avant que la bière ne soit stockée dans des cuves à bière filtrée puis embouteillée. Une fois cette étape de filtration franchie, les brasseurs doivent être absolument certains que leur bière ait un goût frais et soit sans levure ni turbi-dité. la membrane de filtration pour bière de troisième génération de pentair, la bMF-18, constitue à cet effet la meilleure assurance que la bière produite soit de qualité, et offre des avantages majeurs en termes de durabilité et de flexibilité en comparaison des méthodes de filtration traditionnellement utilisées.
Membrane de filtration pour bière ou filtration par terre de diatomées? La BMF-18 utilise des membranes et non de la terre de diatomées pour supprimer la turbidité non désirée dans la bière. Cette solution s’avère meilleure pour l’environ-nement, contrairement à la terre de diatomées qui ne peut être utilisée qu’une seule fois tandis que les membranes peuvent être utilisées pendant plusieurs années. En outre, les risques pour la santé et la sécurité que pose la terre de diatomées se trou-vent éliminés. Avec la BMF, les brasseurs découvrent une qualité de bière constante lors de la filtration, avec une plus grande durée de vie sur étagère et une meilleure stabilité de goût. La BMF offre également davantage de flexibilité à la production, le système permettant de fonctionner en continu mais aussi de changer facilement et rapidement de type de bière (marque).
Les innovations de la BMF-18Le système BMF incorpore dans sa conception deux principes de durabilité fonda-mentaux : il requiert moins d’acier inoxydable et permet un rendement plus haut, sans utiliser de ressources à évacuer ou non recyclables.
Lancée en 2009, la BMF-18 a continué à évoluer. « L’amélioration du produit est tou-jours en cours », affirme Dick Meijer de Pentair. « Nous travaillons sans cesse à amé-liorer l’efficacité de nos produits pour nos clients et en même temps, à contribuer à un environnement plus durable. »
Les systèmes BMF plus anciens nécessitaient un contrelavage exécuté cinq à dix fois avant de mener une procédure de nettoyage plus approfondie. Avec le BMF-18, le contrelavage consiste en une vidange par trempage qui réduit la consommation d’eau de 50 % pour un résultat identique.
De récentes améliorations produit ont renforcé sa capacité à réutiliser les agents chimiques présents dans la procédure de nettoyage, ce qui permet de réduire de 30 % leur consommation. Ces deux améliorations ont été intégrées aux BMF-18 dispo-nibles aujourd’hui, et peuvent aussi venir moderniser les lignes de filtration exis-tantes.
La troisième amélioration du BMF-18 est que celle-ci peut fonctionner soit en mode par batch, ou en mode continu, selon les spécifications requises par la brasserie. En mode continu, deux skids de filtration membranaire fonctionnent en alternance; l’un est en mode filtration tandis que l’autre se trouve en mode nettoyage. Du fait de leur fonctionnement en continu, les systèmes peuvent être de plus petite taille, ce qui aide à réduire les dépenses en capital.
Ces innovations font du BMF-18 un produit plus sophistiqué, offrant une solution per-mettant de répondre aux demandes sans cesse grandissantes de l’industrie brassi-cole en termes d’économie, de qualité et de durabilité, quelle que soit la taille de la brasserie concernée.
le module bMF-18le meilleur choix à faire pour le brasseur d’aujourd’hui
24 knowhow 2011
article rédigé par mark mol
b ière

l’influence de nouvelles matières pre-mières dans le procédé brassicole sur les membranes
de filtration pourla bière
Depuis que les membranes de filtration pour la bière (bMF, beer Membrane Filtration) sont arrivées sur le marché, une quantité importante d’informations a pu être obtenue au sujet de l’influence de la qualité du malt utilisé sur la filtrabilité de la bière. Tous les éléments constitutifs présents dans la bière et influençant sa filtrabilité puisent leurs origines dans les ingrédients utilisés et le processus de brassage. l’ajout d’une certaine quantité d’orge au malt lors du brassage, ou même l’utilisation de 100 % d’orge combinée à des enzymes suscite aujourd’hui de plus en plus d’intérêt. pentair X-Flow a récemment conduit des recherches sur l’effet de ces matières premières sur la filtrabilité par membrane de la bière.
Dans certaines brasseries, de petites quantités d’orge sont déjà ajoutées au malt avant le brassage. Ceci s’explique par les coûts moin-dres et l’em-preinte carbone plus faible de l’orge, ainsi que sa plus grande disponibilité. La quantité d’orge pouvant être ajoutée est limitée par l’activité enzymatique réduite de l’orge non germé. Pour surmonter ce pro-blème, une activité exogène peut être obtenue avec l’ajout d’enzymes lors du brassage. Avec le mélange correct d’enzymes, la bière peut même être faite à base de 100 % d’orge. Ces essais ont donné une bière au goût satisfai-sant. Il reste à se poser la question suivante, « comment ceci affecte-t-il la filtrabilité de la bière ? »
Dans le cadre de cette recherche, plusieurs bières ont été brassées, avec différents ratios d’orge et de malt. Lors du maltage, le même orge a été utilisé que pour le brassage.
RésultatsDans la figure 1, l’accroissement de la pres-sion trans-membranaire (PTM) lors de la filtra-tion est indiquée pour trois types de bières différentes (100 % malt, 100 % orge, mélange 50/50). Dans tous les cas, le
0,0
0,2
0,4
0,6
0,8
1,0
1,2
00:00 02:00 04:00 06:00 08:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 24:00
Tran
smem
bra
ne
pre
ssu
re (
bar
)
Filtration time (hh:mm)
100% Malt 50/50 Blend
100% Barley + Ondea® Pro
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
100% Malt 20% Barley,80% Malt
85% Barley,15% Malt
100% Barley
1,00
2,31
3,51
4,80
Nor
mal
ized
1st
per
iod
Figure 1: Données de filtration provenant d’un équipement pilote BMP de 1hl, avec 100 % de malt, 100 % d’orge et un mélange orge/malt 50/50.
knowhow 2011 2 5
article rédigé par joris de grooth
bière
même orge a été utilisé. Il est clairement visible que le temps de filtration pour atteindre la PTM maximale aug-mente de manière importante pour la variante n’utilisant que de l’orge. Dans la figure 1, les données du mélange moitié orge moitié malt sont également fournies. La filtrabilité pourrait là aussi être amélio-rée, si on la compare à celle de la variante contenant 100 % de malt. Un mélange après fermentation peut constituer une option possible pour le brasseur, afin d’af-finer le goût et la structure de la bière.
Dans la figure 2, toutes les données des pre-miers essais de comparaison sont fournies. Les première périodes de temps sont normali-sées en fonction de la première période de la bière à 100 % de malt. On perçoit clairement une diminution du taux de colma-tage avec une plus grande proportion d’orge, ce qui permet une filtrabilité accrue.
ConclusionNos recherches montrent clairement que subs-tituer de l’orge au malt a un effet positif sur la filtrabilité du produit. La meilleure filtrabilité est probablement due à une meilleure conversion des matières pre-mières lors du brassage. Il est aussi démontré que le taux de colmatage ne dépend pas seulement de la concentration de certains composants spécifiques, mais beau-coup plus de la nature et des interactions pro-pres aux différents composants.
RemerciementsCe travail a été réalisé en étroite collaboration avec M. Florian Schüll, ingénieur-chercheur au Centre des Sciences de la Vie et de l’Agroali-mentaire Weihens-tephan, ainsi qu’avec le Dr. Sven Schönenberg, de Novozymes.
Pour consulter l’article scientifique détaillé à partir duquel ce résumé a été formulé, veuillez vous rendre sur www.bmf.pentair.com
Figure 2: Filtrabilité normalisée des différents essais. Dansle cas d’un liquide constitué à 100 % d’orge, la première période de temps est estimée à 32 heures.

Un service après-vente à distance maximise la disponibilité du système co2
Depuis l’ouverture de son nouveau centre de service après-vente à distance en sep-tembre 2011, pentair Haffmans sert plus de clients, et plus rapidement.
Pentair Haffmans répond à la demande des clients ayant besoin d’un outil sécurisé pour réduire le temps d’arrêt des machines et les coûts de fonctionnement. Le service après-vente à distance est effectué à partir d’un centre de contrôle via une connexion données. Il met en relation instantanée les experts Pentair Haff-mans en ligne avec les systèmes de récupération du CO2 dans le monde entier.
Le service après-vente à distance est devenu une partie intégrale de nos Accords de niveaux de service, » dit Paul Verschuren, Chef de produit Entretien chez Pentair Haffmans. « Si notre client le souhaite, le système de récupération du CO2 peut être équipé d’un eWon-rou-teur basé sur Internet. En cas de questions ou de pro-blèmes techniques, le service après-vente à distance nous permet de vérifier directement la performance de l’équipement afin de voir la raison du problème. Ceci offre de grands avantages aux deux parties, avec no-tamment un temps de réponse très rapide ».
Cependant, le service après-vente à distance n’est pas qu’un outil pour dépanner les problèmes de perfor-
mance. Il s’agit d’un service permettant également de déterminer de manière fiable les dates de maintenance préventive - un point qui devient de plus en plus im-portant de nos jours. Pentair Haffmans vend ses pro-duits et en assure le service après-vente dans plus de 150 pays dans le monde. Notre équipe de service après-vente, s’appuyant sur des années d’expérience dans le domaine de la gestion du CO2, a amassé des connais-sances considérables en matière de dépannage et d’en-tretien des équipements CO2. Un nombre sans cesse croissant de clients tirent profit de cette expertise.
« Le service après-vente à distance nous permet de surveiller la performance d’un système CO2 où qu’il se trouve » explique Verschuren. « Lorsque nous dé-tectons un paramètre qui se détériore, nous pouvons intervenir avant qu’une défaillance système ne se pro-duise. Si des pièces doivent être changées, les kits de pièces de rechange originales Pentair Haffmans vous permettent de rapidement disposer de pièces déta-chées de haute qualité. Tout ceci permet de faire fonc-tionner les équipements plus longtemps et donc de diminuer leur coût de possession. »
Pentair Haffmans s’efforce sans cesse d’offrir à ses clients un niveau de service excellent via leurs plans de service personnalisés. Ceux-ci couvrent une gamme allant des contrats d’entretien à des contrats couvrant tous les types de service après-vente : entretien à dis-
tance, surveillance des données, tendances observées, vérification des stocks, etc. avec support technique 24 h/7.
avantages Contact direct avec des spécialistes Diagnostic rapide et dépannage Temps de fonctionnement accru Coût total de possession moindre
26 knowhow 2011
boi sson s

avec une capacité de traitement dépassant de 65 % le système claris™ d’origine, le claris XXl est disponible pour les fours à vapeur et les fours combinés ainsi que pour le brassage de thé glacé.
Everpure de Pentair a récemment étendu sa gamme très prisée de systèmes Claris Water Technology, un en-semble de cartouches de filtration et d’adoucissement permettant à la fois de diminuer les goûts et odeurs non souhaités dans les boissons chaudes et d’éliminer de façon innovante les dépôts contenus dans les équi-pements de la restauration. La nouvelle cartouche de filtration Claris XX-Large (Claris XXL) étend les capaci-tés de prévention personnalisée de formation de dépôts au-delà d’une utilisation classique pour le café et l’ex-presso, pour inclure les chaudières, les fours à vapeur à injection directe et les fours combinés, ainsi que l’équi-pement de brassage du thé glacé.
Une solution simple pour un problème coûteuxUne eau dure non traitée peut fortement endommager les équipements de brassage et à vapeur en produisant des dépôts calcaires qui avec le temps non seulement augmentent la consommation d’énergie des équipe-ments mais aussi les coûts d’entretien et de cycle de vie pour les opérateurs. Certains systèmes de filtration filtrent seulement les minéraux à l’aide d’un agent an-titartre, tout en gardant les minéraux en suspension dans l’eau. Claris cible de manière sélective la dureté alcaline de l’eau à l’aide d’une résine échangeuse d’ions afin d’éliminer presque entièrement la formation de tartre. Ceci diminue le recours à de coûteux détartrages et aux services d’entretien. Claris mélange en outre une petite quantité d’eau filtrée avec l’eau adoucie, afin de créer un tampon empêchant le pH de l’eau de devenir trop acide, ce qui pourrait entraîner de la corrosion et affecter de manière négative le goût du café, du thé et d’autres boissons. La cartouche Claris peut être rapide-ment remplacée à expiration, il n’y a donc pas besoin d’y ajouter du sel comme c’est le cas dans de nombreux systèmes d’adoucissement, une tâche souvent négli-gée par le personnel.
Chimie intelligente et conception ingénieuseLa nouvelle cartouche Everpure Claris XXL permet aux opérateurs de trouver le bon équilibre de qualité de l’eau afin d’obtenir le profil gustatif désiré. Le produit comprend les caractéristiques suivantes :
Un processus de filtration en 5 étapes : • Préfiltrage • Ajustement de la dureté alcaline • Microfiltration • Un bloc de charbon haute efficacité enlève tous les contaminants non désirés ainsi que les odeurs et goûts déplaisants. • Un filtre à membrane pour particules solides enlève les particules en descendant jusqu’à un diamètre de 5 microns, pour une épuration fine de l’eau.
Régularité – La technologie de vanne de dérivation DUOBLEND™ permet de maintenir un niveau constant et précis de dureté alcaline. Indépendamment du débit, l’opérateur obtient toujours une eau de la même qualité.
Une excellente réduction des contaminants, y compris des particules carbonatées entraînant la formation de tartre
Aucun additif dans l’eau – Contrairement à beaucoup d’autres systèmes antitartes qui y ajoutent du poly-phosphate ou des adoucisseurs échangeurs d’ions qui ajoutent du sel aux boissons, Claris n’ajoute aucun élé-ment à l’eau traitée. Les systèmes d’adoucissement au sel doivent être rechargés en sel. Lorsqu’un système d’adoucissement traditionnel se régénère, le sel est rejeté avec l’eau dans les écosystèmes environnants. Le système Claris adoucit l’eau sans utiliser de sel et n’ajoute donc rien à l’eau traitée. Par ailleurs, ni sel ni eau ne sont rejetés dans la nature.
Une excellente alternative à l’osmose inverseLe système permet également à l’opérateur d’adapter la dureté obtenue pour la faire correspondre au type d’eau souhaitée, une caractéristique unique propre à la
conception Claris. Ceci permet à notre système d’offrir les avantages souvent associés au mélange d’eau filtrée et d’eau pure de perméation dans le traitement par os-mose inverse. La cartouche Claris mélange l’eau filtrée avec de l’eau dont la dureté alcaline a été supprimée. Contrairement à l’osmose inverse, aucune alimentation énergétique ou évacuation d’eau n’est nécessaire, l’eau n’est pas gaspillée et il n’y a pas besoin non plus d’ins-taller de cuve de plancher.
« Le Claris XXL représente un excellent choix pour les opérateurs qui souhaitent contrôler la dureté de leur eau mais désirent éviter les coûts, l’espace au sol et la maintenance supplémentaire associés à l’osmose in-verse » affirme Tony Fischer, Directeur de marketing produit pour Pentair Everpure. « La cartouche Claris permet d’ajuster la dureté alcaline avec régularité et précision, avec des cartouches aussi simples à rem-placer que pour celles employées dans la filtration au niveau du point d’utilisation.
Everpure Claris de Pentair répond aux besoins du marché en matière de solutions detraitement hydrique à fort volume
knowhow 2011 27
foodserv ice
article rédigé par tony monks
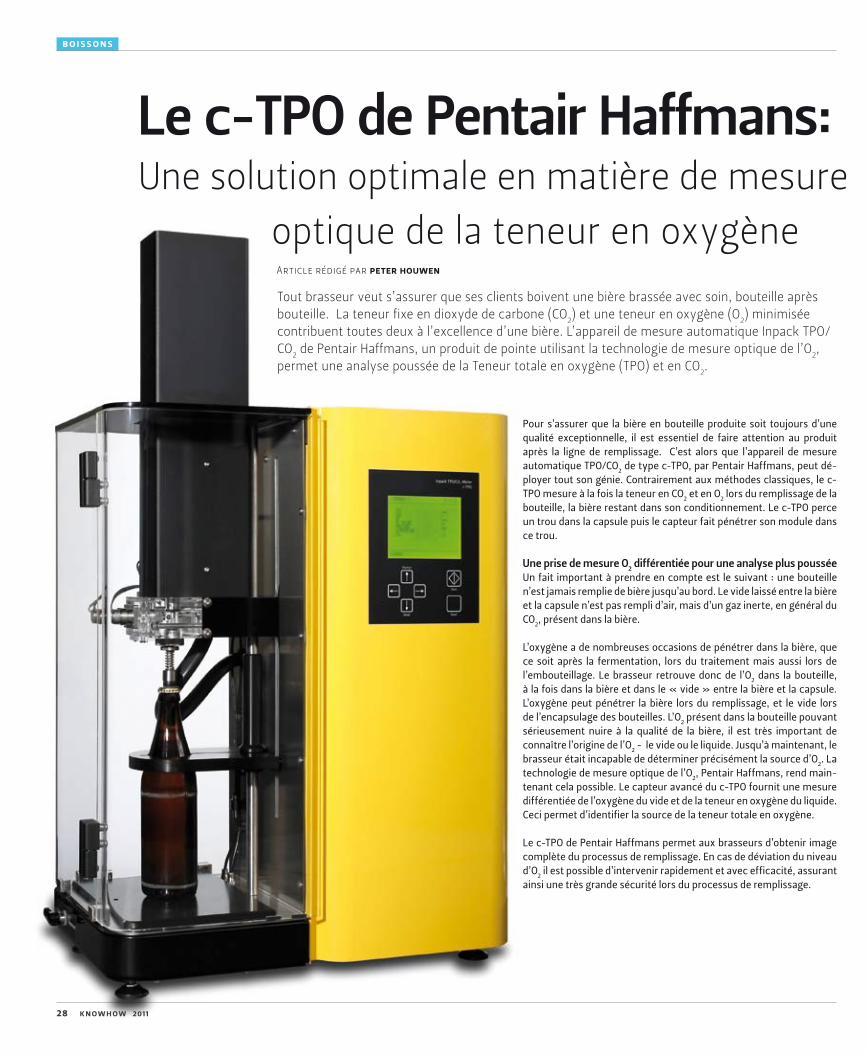
Tout brasseur veut s’assurer que ses clients boivent une bière brassée avec soin, bouteille après bouteille. la teneur fixe en dioxyde de carbone (co2) et une teneur en oxygène (o2) minimisée contribuent toutes deux à l’excellence d’une bière. l’appareil de mesure automatique Inpack Tpo/co2 de pentair Haffmans, un produit de pointe utilisant la technologie de mesure optique de l’o2, permet une analyse poussée de la Teneur totale en oxygène (Tpo) et en co2.
Pour s’assurer que la bière en bouteille produite soit toujours d’une qualité exceptionnelle, il est essentiel de faire attention au produit après la ligne de remplissage. C’est alors que l’appareil de mesure automatique TPO/CO2 de type c-TPO, par Pentair Haffmans, peut dé-ployer tout son génie. Contrairement aux méthodes classiques, le c-TPO mesure à la fois la teneur en CO2 et en O2 lors du remplissage de la bouteille, la bière restant dans son conditionnement. Le c-TPO perce un trou dans la capsule puis le capteur fait pénétrer son module dans ce trou.
Une prise de mesure o2 différentiée pour une analyse plus pousséeUn fait important à prendre en compte est le suivant : une bouteille n’est jamais remplie de bière jusqu’au bord. Le vide laissé entre la bière et la capsule n’est pas rempli d’air, mais d’un gaz inerte, en général du CO2, présent dans la bière.
L’oxygène a de nombreuses occasions de pénétrer dans la bière, que ce soit après la fermentation, lors du traitement mais aussi lors de l’embouteillage. Le brasseur retrouve donc de l’O2 dans la bouteille, à la fois dans la bière et dans le « vide » entre la bière et la capsule. L’oxygène peut pénétrer la bière lors du remplissage, et le vide lors de l’encapsulage des bouteilles. L’O2 présent dans la bouteille pouvant sérieusement nuire à la qualité de la bière, il est très important de connaître l’origine de l’O2 - le vide ou le liquide. Jusqu’à maintenant, le brasseur était incapable de déterminer précisément la source d’O2. La technologie de mesure optique de l’O2, Pentair Haffmans, rend main-tenant cela possible. Le capteur avancé du c-TPO fournit une mesure différentiée de l’oxygène du vide et de la teneur en oxygène du liquide. Ceci permet d’identifier la source de la teneur totale en oxygène.
Le c-TPO de Pentair Haffmans permet aux brasseurs d’obtenir image complète du processus de remplissage. En cas de déviation du niveau d’O2 il est possible d’intervenir rapidement et avec efficacité, assurant ainsi une très grande sécurité lors du processus de remplissage.
Le c-TPo de Pentair Haffmans: Une solution optimale en matière de mesure optique de la teneur en oxygène
28 knowhow 2011
article rédigé par peter houwen
boi sson s

pentair Foodservice aide Stirrings, llc, à produire tout simplement de meilleurs cocktails
Fondée en 1997 à Nantucket, Stirrings est une entreprise innovante proposant des mélanges pour cocktails de première quali-té pour une nouvelle façon de déguster ce type de boisson. convaincu que la seule façon d’améliorer le goût d’un cocktail est de partir de meilleurs ingrédients, Stirrings utilise de vrais jus de fruits pressés de pre-mière classe, une eau purifiée trois fois et du sucre de canne, afin de créer une gamme diversifiée avec les cocktail Mixers, les garnitures pour cocktail Rimmer® et les cocktails classic bar Ingredients. Ses clients ont l’habitude de commander des mélanges pour cocktails Stirrings de grande qualité, tels que la Jose cuervo especial® gold Margaritas ou encore la limonade au thé sucré Jeremiah Weed®, à leur bar ou leur restaurant favori ; grâce à l’association entre Stirrings et pentair Foodservice, ces boissons sont désormais disponibles sous forme de « pression », comme le sont de nombreuses bières et même certains vins aujourd’hui.
Pentair Foodservice fournit depuis longtemps des pompes SHURflo à la société mère de Stirrings, Diageo Europe, pour servir du vin et pour d’autres utilisations. Du fait de l’expertise de Pentair Foodserviceen la ma-tière, Stirrings nous a demandé de les aider à réaliser leur nouveau programme « Cocktails on Tap » (Cock-tails pression). L’objectif est ici de concevoir et produire un système économe fournissant un mélange régulier de liquide alcoolique et de mélange cocktail - le résultat étant la boisson servie au client - via un robinet sem-blable à ceux des bières pression.
Une fois les spécifications client finalisées, l’équipe Pentair Foodservice chargée de concevoir le système s’est aperçue que la plupart des composants clé né-cessaires existaient déjà dans la « boîte à outils » de Filtration Solutions, notamment :
Une plateforme de système de filtration modulaire SHURflo, modifiée pour créer un zone de réception du liquide alcoolique (chaque plateforme contient jusqu’à trois bouteilles de liqueur en parallèle).. Un châssis pour cubitainer SHURflo abrite les boîtes
de préparations de cocktail. Deux pompes SHURflo reliées aux cubitainers et deux
purges d’air à milieu poreux forment le système de distribution du liquide. Un mécanisme d’arrêt a été créé en modifiant une
crépine pour débit résidentiel.
L’équipe Pentair Foodservice a simplement agencé ces éléments ensemble d’une façon innovante. Mais leur élan créatif ne s’est pas limité à trouver une façon inno-vante d’assembler de façon différente des équipements comme dans un puzzle. La conception unique Pentair simplifie la vie au propriétaire de bar en rendant le net-toyage du système plus facile et produisant moins de déchets (plus d’économies réalisées), le liquide alcoo-lique et la préparation pour cocktail restant séparés jusqu’au point de distribution. Le groupe d’ingénieurs de Pentair Foodservice a également développé un nou-veau robinet spécialement conçu pour le projet Stir-rings. Sa conception à double fluide est potentiellement brevetable par Pentair :
Stirrings a débuté sa campagne de marketing « Cock-tails pression » en Amérique du Nord en juin 2010 et, comme Pentair Foodservice , est enthousiaste à l’idée du potentiel de ce produit sur le marché des boissons.
programme cocktails pression - les bénéfices client selon Stirrings :
Un meilleur contrôle de l’inventaire des bois sons et des coûts associés Une plus grande marge brute pour les boissons Une distribution plus rapide et un design auda
cieux et intrigant, facteur de ventes de cocktail accrues Une fonction de distribution plus contrôlée,
pour réduire la perte de mélange vin/ préparation ainsi que les dépenses Plus d’inquiétude sur le liquide qui manque à la
fin de la bouteille. Permet d’économiser de l’espace et du
personnel en éliminant de la zone de bar à la fois les bouteilles pleines et vides Les réserves de liquide alcoolique et de prépa-
ration pour cocktail permettent de faire en sorte que le barman ne soit jamais à court de produit lors de ses heures de travail.
knowhow 2011 29
article rédigé par kevin carlson
foodserv ice

la brasserie ganter de Fribourg en allemagne a mis au point un concept efficace pour la réalisation d’un nouveau bloc froid en coopération avec pentair Südmo, qui met l’accent sur la qualité et non la quantité. ce concept de réduction de taille diminue la consommation d’énergie et les coûts totaux de fonctionnement et permet ainsi aux brasseurs de réagir aux demandes changeantes du marché et de produire à moindre coût, même pour des niveaux de production peu élevés. À la brasserie Ganter, Pentair Südmo a été chargé de tout le concept, de sa mise en œuvre et de la mise en service du système. L’objectif était de concevoir un nouvel équipement permettant de répondre aux be-soins du client en termes de consommation d’énergie et d’agent de lavage, tout en minimisant les quantités d’eaux usées produites, et ce sur une surface limitée. Outre les économies d’énergie et de coûts de fonction-nement réalisées, la zone de production a ainsi été libé-rée pour d’autres usages. La construction de l’équipe-ment n’a pris que 6 semaines et une fois la production démarrée, il y a quelques mois de cela, des résultats positifs ont été observés en seulement quelques se-maines.
Toute la production sur un seul niveauDans une brasserie, le bloc froid est situé en amont de la salle de brassage et comprend toutes les opérations de brassage, de la fermentation à la filtration en passant
par la maturation. Le bloc froid de Ganter a été installé dans le nouveau hall de production, sur un seul niveau. Toutes les fonctions nécessaires sont combinées de façon à occuper le moins de surface au sol possible, y compris le traitement de la levure, le raccordement aux cuves de stockage pour la fermentation et le stockage de la bière non filtrée, puis après le raccord de filtration des réservoirs de bière filtrée, avec toutes les fonctions secondaires. Le nouveau système de fûts et la nou-velle station de déchargement de cuves pour l’usine d’embouteillage sont raccordés à partir de là. Outre l’intégration et l’utilisation des composants existants de l’usine, l’avantage du concept de Pentair Südmo ré-side dans une installation compacte et la disposition de toute la ligne de production sur un seul niveau.
Le concept de contrôle de la brasserie est basé sur le succès du programme « Proleit » programmé par Pentair Südmo et désormais utilisé par un nombre
croissants de brasserie. Ce système convivial permet à l’opérateur de facilement ajuster tous les paramètres nécessaires, chaque composant de l’usine étant claire-ment indiqué sur un diagramme de flux séparé.
En s’appuyant sur la large gamme de solutions existant pour l’industrie de la brasserie, nous avons inclus un carbonateur de Pentair afin de contrôler le processus de carbonation. En outre, il est également possible lors d’une étape ultérieure de recourir à la filtration de la bière par membrane Pentair.
« Nous avons obtenu un retour d’expérience excellent dès les premières semaines de fonctionnement », an-nonce Katharine Ganter Fraschetti, membre de la di-rection de la brasserie. « Nous avons en effet déjà pu observer des économies importantes dans le domaine énergétique ainsi que dans celui des coûts de fonction-nement », continue-t-elle.
Réussite d’une stratégie de réduction de surface au sol avec pentair Südmo
Le nouveau bloc froid de la brasserie ganter : moins de place, et plus d’efficacité
30 knowhow 2011
article rédigé par hans lange
Katharina Ganter Fraschetti
De gauche à droite : Directeur Detlef Frankenberger de Ganter, Helmut Joas, Pentair Südmo, Markus Dessecker, brasserie de Ganter, Helmut Wittmann, ingénieur de projet responsable de Pentair Südmo
bière
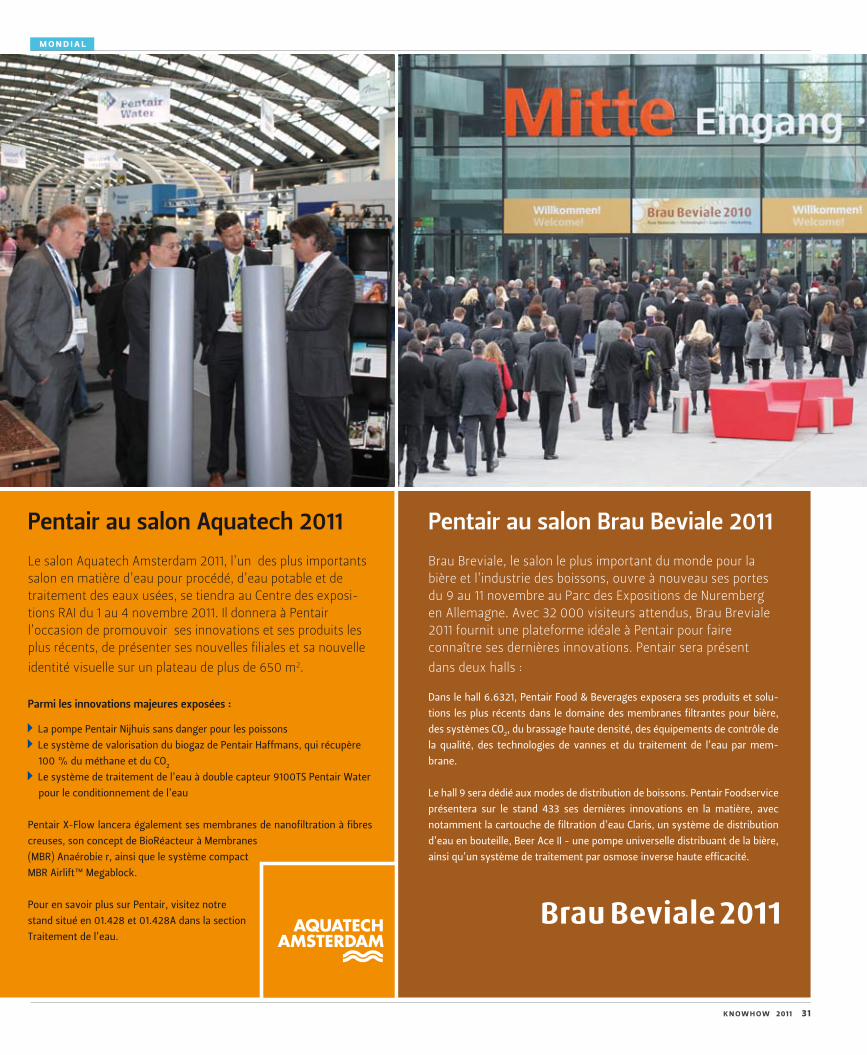
le salon aquatech amsterdam 2011, l’un des plus importants salon en matière d’eau pour procédé, d’eau potable et de traitement des eaux usées, se tiendra au centre des exposi-tions RaI du 1 au 4 novembre 2011. Il donnera à pentair l’occasion de promouvoir ses innovations et ses produits les plus récents, de présenter ses nouvelles filiales et sa nouvelle identité visuelle sur un plateau de plus de 650 m2. Parmi les innovations majeures exposées :
La pompe Pentair Nijhuis sans danger pour les poissons Le système de valorisation du biogaz de Pentair Haffmans, qui récupère
100 % du méthane et du CO2 Le système de traitement de l’eau à double capteur 9100TS Pentair Water
pour le conditionnement de l’eau
Pentair X-Flow lancera également ses membranes de nanofiltration à fibres creuses, son concept de BioRéacteur à Membranes(MBR) Anaérobie r, ainsi que le système compact MBR Airlift™ Megablock.
Pour en savoir plus sur Pentair, visitez notre stand situé en 01.428 et 01.428A dans la sectionTraitement de l’eau.
brau breviale, le salon le plus important du monde pour la bière et l’industrie des boissons, ouvre à nouveau ses portes du 9 au 11 novembre au parc des expositions de Nuremberg en allemagne. avec 32 000 visiteurs attendus, brau breviale 2011 fournit une plateforme idéale à pentair pour faire connaître ses dernières innovations. pentair sera présent dans deux halls :
Dans le hall 6.6321, Pentair Food & Beverages exposera ses produits et solu-tions les plus récents dans le domaine des membranes filtrantes pour bière, des systèmes CO2, du brassage haute densité, des équipements de contrôle de la qualité, des technologies de vannes et du traitement de l’eau par mem-brane.
Le hall 9 sera dédié aux modes de distribution de boissons. Pentair Foodservice présentera sur le stand 433 ses dernières innovations en la matière, avec notamment la cartouche de filtration d’eau Claris, un système de distribution d’eau en bouteille, Beer Ace II - une pompe universelle distribuant de la bière, ainsi qu’un système de traitement par osmose inverse haute efficacité.
Pentair au salon Brau Beviale 2011 Pentair au salon aquatech 2011
knowhow 2011 31
mondial
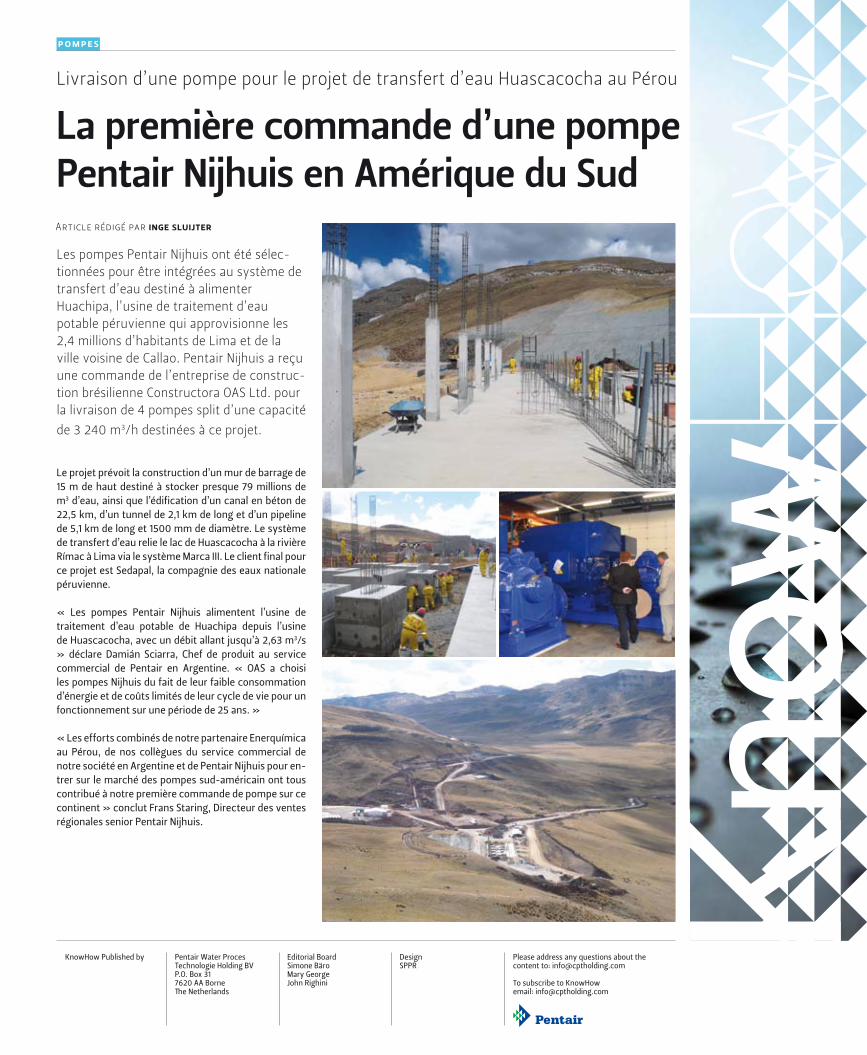
KnowHow Published by
Please address any questions about the content to: [email protected] To subscribe to KnowHowemail: [email protected]
DesignSPPR
Editorial BoardSimone BäroMary GeorgeJohn Righini
Pentair Water Proces Technologie Holding BVP.O. Box 31 7620 AA Borne The Netherlands
les pompes pentair Nijhuis ont été sélec-tionnées pour être intégrées au système de transfert d’eau destiné à alimenter Huachipa, l’usine de traitement d’eau potable péruvienne qui approvisionne les 2,4 millions d’habitants de lima et de la ville voisine de callao. pentair Nijhuis a reçu une commande de l’entreprise de construc-tion brésilienne constructora oaS ltd. pour la livraison de 4 pompes split d’une capacité de 3 240 m3/h destinées à ce projet.
Le projet prévoit la construction d’un mur de barrage de 15 m de haut destiné à stocker presque 79 millions de m3 d’eau, ainsi que l’édification d’un canal en béton de 22,5 km, d’un tunnel de 2,1 km de long et d’un pipeline de 5,1 km de long et 1500 mm de diamètre. Le système de transfert d’eau relie le lac de Huascacocha à la rivière Rímac à Lima via le système Marca III. Le client final pour ce projet est Sedapal, la compagnie des eaux nationale péruvienne. « Les pompes Pentair Nijhuis alimentent l’usine de traitement d’eau potable de Huachipa depuis l’usine de Huascacocha, avec un débit allant jusqu’à 2,63 m3/s » déclare Damián Sciarra, Chef de produit au service commercial de Pentair en Argentine. « OAS a choisi les pompes Nijhuis du fait de leur faible consommation d’énergie et de coûts limités de leur cycle de vie pour un fonctionnement sur une période de 25 ans. »
« Les efforts combinés de notre partenaire Enerquímica au Pérou, de nos collègues du service commercial de notre société en Argentine et de Pentair Nijhuis pour en-trer sur le marché des pompes sud-américain ont tous contribué à notre première commande de pompe sur ce continent » conclut Frans Staring, Directeur des ventes régionales senior Pentair Nijhuis.
livraison d’une pompe pour le projet de transfert d’eau Huascacocha au pérou
La première commande d’une pompe Pentair Nijhuis en amérique du sud article rédigé par inge sluijter
pompes