de linnovation au changement david coudurier iae besançon / saint gobain seva
TRANSCRIPT
De l’INNOVATION au CHANGEMENT
David COUDURIER
IAE Besançon / Saint Gobain SEVA
www.davidcoudurier.com
Le changement par la Qualité
Le Lean Management
Lean Management / Gérer la Qualité
La gestion de la Qualité a beaucoup évolué, parallèlement à la gestion industrielle.
Initialement : Qualité = Contrôle de conformité des produits
Puis : Qualité = Contrôle de l’organisation de la structure de l’entreprise
Aujourd’hui : Qualité = Performance de l’entreprise
La recherche de la conformité & du contrôle doit être dépassé afin de tendre vers une dynamique de progrès.
Lean Management / Gérer la QualitéLE PROGRESIl faut dissocier :
Le Progrès continu
L’amélioration par percée
Le progrès continu, l’amélioration permanente sont certes des facteurs de succès.
Cependant, la plus petite progression nécessite de plus en plus d’efforts.
Les « réservoirs » de progrès s’amenuisent au fur et à mesure de l’application de la démarche.
Une percée constitue un bond en avant qui autorise une nouvelle réserve de progrès.
Lean Management / Gérer la QualitéLE PROGRES
Progrès Continu / amélioration par percée :
Analogie à l’innovation (Exemple de la consommation des Moteurs):
PROGRES CONTINU SUR DES DECENNIES

Lean Management / Gérer la QualitéLE PROGRES
Progrès Continu / amélioration par percée :
Analogie à l’innovation (Exemple de la consommation des Moteurs):
Bond Technologique : percée
Lean Management / Gérer la QualitéLE PROGRES CONTINU
Le moteur du progrès continu : le KAIZEN
Le kaïzen est une méthode qui s’attache à:
Apporter au quotidien toute amélioration possible, même insignifiante
Diminuer les facteurs de variabilité des processus
Impliquer l’ensemble du personnel dans la démarche
Un ensemble d’addition de petites actions qui contribue finalement à une réduction significative des couts & délais.
Lean Management / Gérer la QualitéL’AMELIORATION PAR PERCEE
Une méthode : le SIX SIGMA
Le Six Sigma est une approche globale de la performance industrielle et des services rendus au clients (TQM)
Une philosophie de la qualité tournée vers la satisfaction Totale du client
Une organisation des compétences et des responsabilités s’appuyant fortement sur une gestion par projet.
Le couple Kaizen & Six Sigma constitue un redoutable moteur dans la démarche PROGRES et un outil efficace pour initier le CHANGEMENT
Lean ManagementINTRODUCTION
Le lean manufacturing est une approche, un mode de pensée, issu des expériences de Toyota. (Début 1950 Japon).
Le principe consiste à gérer les processus et les ressources au plus juste plutôt que de « tirer » d’avantages sur ces mêmes ressources.
Lors de sa découverte en occident, dans les années 80, on n'imaginait pas que le succès des entreprises japonaises puisse simplement être basé essentiellement sur l'élimination des gaspillages.
Avec le recul s'est dégagé une logique, une manière de voir et penser: le Lean Thinking
Lean ManagementINTRODUCTION
Lean
Lean signifie littéralement : Maigre. Un processus lean est un processus débarrassé de toutes les opérations inutiles, les stocks en excès qui le rende lourd & moins performant.
Question : peut-on réaliser des produits répondant parfaitement aux attentes des clients, et ce à des couts exceptionnellement bas et d’une exceptionnelle qualité?
Autrement dit : Etre économe dans l’entreprise et non vis-à-vis du client
Lean ManagementPRINCIPES DE BASE DU LEAN MANAGEMENT:
Améliorer la performance Industrielle tout en dépensant moins
Analogie au Sportif : Débutant Confirmé
Σ forte dépensée Σ moindre dépensée
Résultats : Faibles Résultats : importants
L’augmentation de la performance est liée à :
- l’apprentissage
- l’amélioration
- la réflexion
- efforts & Σ
Lean ManagementPRINCIPES DE BASE DU LEAN MANAGEMENT:
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité en favorisant Amélioration continue & amélioration par percée
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
- On continue à produire alors que l’ordre de fabrication est soldé
- On produit pour le stock
- Non qualité (Rebuts)
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
- temps de cycles pas équilibrés entre machines d’où attente des operateurs.
- Processus pas en ligne, opérations mal enchainées, mal ordonnées.
- …
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
- machines mal implantées.
- mouvements de stocks
- Opérations mal ordonnées
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
- Tendance de tous à aller au delà des attentes clients (opérateurs, maitrise, encadrement)
- Optimiser les gammes de fabrication
- Travail de méthode
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
- Couts
- Temps à chercher les pièces
- Encombrement des ateliers
- …
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
- mauvaise conception des postes de travail
- Travailler sur l’ergonomie, la réduction des gestes et l’amélioration des postures au travail
- …
Lean ManagementSUPPRIMER TOUS LES GASPILLAGES :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Principales sources de Gaspillage : les 7 Muda (gaspillage en Japonais)
- Surproduction
- Attentes
- Déplacements inutiles
- Opérations inutiles
- Stocks excessifs
- Gestes inutiles
- Défauts
- rebuts, non-valeur ajoutée
- Non qualité, Retards
- …
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
« Il ne faut pas vendre la peau de l’ours avant de l’avoir tué »Jean de La Fontaine
« Ne tuez pas l’ours avant d’avoir vendu sa peau, vous risqueriez :
- de faire du stock
- d’abimer la peau
- de ne pas la vendre! »Lean Thinking
Pour d’abord vendre, puis fabriquer, il faut organiser la production de façon à ce qu’elle réponde dans un délai acceptable par le client.

Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
La production en flux tendu permet à l’entreprise de réduire ses cycles de production afin de ne produire que ce que le marché demande.
Cette tension des flux s’accompagne d’une accélération des vitesses de circulation dans les ateliers
Analogie à la rivière :
Tendre les Flux
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Objectifs / Enjeux :
Limiter le BFR
Maitriser la marge
Eviter les invendus / Soldes
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Objectifs / Enjeux :
Limiter le BFR
Maitriser la marge
Eviter les invendus / Soldes
-Plus le délai de production est long, plus le décalage entre l’investissement en mat. Premières et le paiement par le client est important.
- Délai longs = Besoins en BFR
- La réduction des délais dégage des sommes qui peuvent être investie de manière productive.
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Objectifs / Enjeux :
Limiter le BFR
Maitriser la marge
Eviter les invendus / Soldes
-Délai long ou Stock = répercussions sur les variation de prix des matières premières.
- Exemple : Fabricants PC (Couts des mémoires, disques durs,…)
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Objectifs / Enjeux :
Limiter le BFR
Maitriser la marge
Eviter les invendus / Soldes
-Apurer les stocks est couteux.
- Outre le prix du stockage, les soldes/démarques/promotions font perdre des vente à bonne marge.
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
7 Freins / Causes généralement identifiés :
Mauvaises implantation, trajets trop longs
Durée de changement d’outils trop longue
Problèmes de qualité
Pannes et mauvaise fiabilité
Fournisseurs non fiables
Mauvaise polyvalence du personnel
Tenue du poste de travail
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
7 Conséquences immédiates :
Des stocks élevés
Des délais excessifs
Du retard dans les livraisons
Des pièces manquantes
Un manque de motivation
Du gaspillage (hommes, temps, matières, locaux, équipements, énergies)
Une mauvaise utilisation des moyens
Le couple Stock/délai est un excellent indicateur pour mesurer l’ampleur du mal.
Lean ManagementPRODUIRE EN FLUX TENDU :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
5 Pistes d’amélioration :
Apporter de la souplesse au système de production
Améliorer la productivité et les couts des produits
Gagner de la place
Améliorer l’efficacité
Diminuer les besoins d’investissement et les charges liées
Exemple la fabrication des canettes de Soda
Lean ManagementREDUIRE LES CYCLES DE CONCEPTION :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Le Lean Management est lié a l’accélération du fonctionnement des processus.
Ce qui est appliqué à l’atelier, peut être appliqué aux autres services de l’entreprise (Compta, Achats, …) et notamment à la R&D.
Développer des produits dans des délais courts est un facteur décisif de compétitivité. Cela permet de coller au plus juste au marché, et parfois prendre une longueur d’avance sur les concurrents.
Lean ManagementREDUIRE LES CYCLES DE CONCEPTION :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
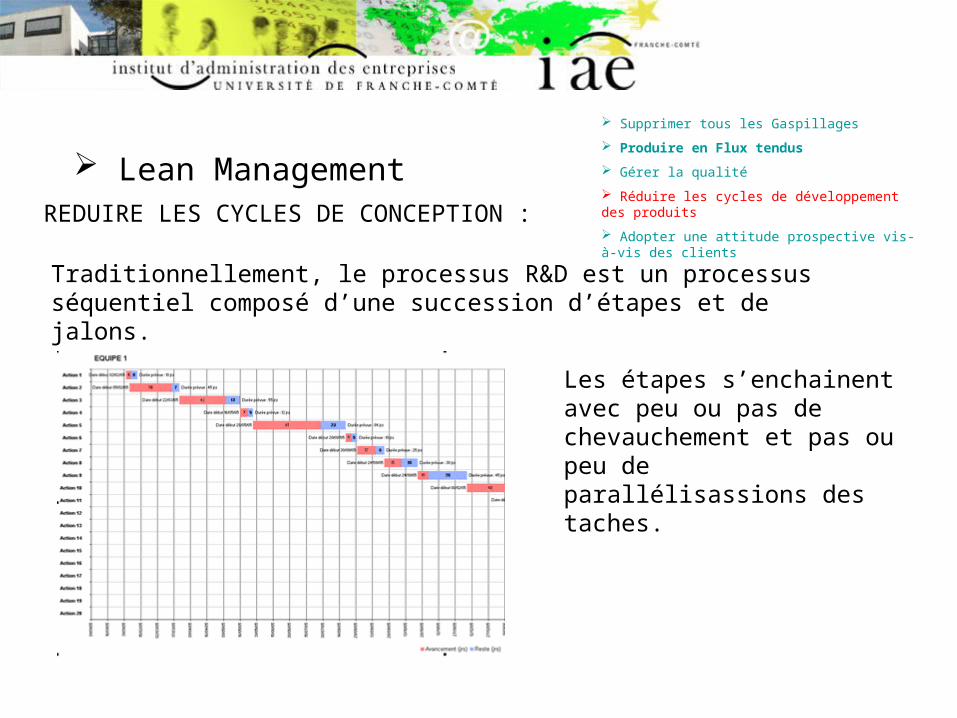
Traditionnellement, le processus R&D est un processus séquentiel composé d’une succession d’étapes et de jalons.
Les étapes s’enchainent avec peu ou pas de chevauchement et pas ou peu de parallélisassions des taches.
Lean ManagementREDUIRE LES CYCLES DE CONCEPTION :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
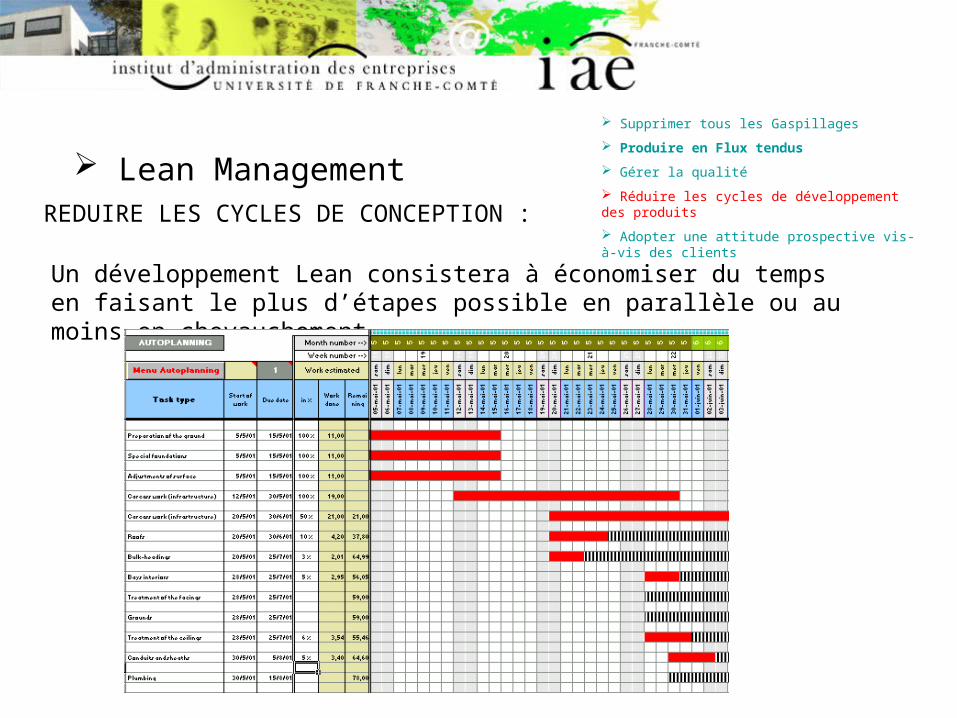
Un développement Lean consistera à économiser du temps en faisant le plus d’étapes possible en parallèle ou au moins en chevauchement.
Lean ManagementREDUIRE LES CYCLES DE CONCEPTION :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Quelques facteurs de succès d’un développement Lean:
Pouvoir commencer à travailler avec des données imprécises
Réduire les allers – retours dans le développement (éviter de développer sur les éléments qui évoluent ou risquent d’évoluer)
Se servir de connaissances solides
Expériences
Base de données techniques
Essais de validation, prototypes
Il est parfois nécessaires de prendre des risques et des paris
Lean ManagementREDUIRE LES CYCLES DE CONCEPTION :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Quelques outils:
la CAO (Conception assistée par Ordinateur)
L’ingénierie simultanée (Automobile notamment)
Bases de données techniques, gestion des connaissances
Exemple, la construction de gros navires
Lean ManagementAdopter une attitude prospective vis & vis des clients :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Afin d’adapter l’entreprise aux besoins de ses clients, il faut engager des actions en profondeur et quasi permanentes pour avoir une perception claire de l’environnement de l’entreprise.
Il convient:
d’identifier les différentes catégories de clients potentiels
d’analyser les produits
d’écouter les personnes intéressées directement ou indirectement par le produit
d’identifier toutes les attentes client
Lean ManagementAdopter une attitude prospective vis & vis des clients :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Afin d’adapter l’entreprise aux besoins de ses clients, il faut engager des actions en profondeur et quasi permanentes pour avoir une perception claire de l’environnement de l’entreprise.
Il convient:
d’identifier les différentes catégories de clients potentiels
d’analyser les produits
d’écouter les personnes intéressées directement ou indirectement par le produit
d’identifier toutes les attentes client
- Produits vendus par l’entreprise
- Produits concurrents
- Produits approchants
Lean ManagementAdopter une attitude prospective vis & vis des clients :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Afin d’adapter l’entreprise aux besoins de ses clients, il faut engager des actions en profondeur et quasi permanentes pour avoir une perception claire de l’environnement de l’entreprise.
Il convient:
d’identifier les différentes catégories de clients potentiels
d’analyser les produits
d’écouter les personnes intéressées directement ou indirectement par le produit
d’identifier toutes les attentes client
- les clients
- ceux qui ont acheté (passé)
- ceux qui n’ont pas acheté
- les satisfaits
- les mécontents
- …
Lean ManagementAdopter une attitude prospective vis & vis des clients :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Afin d’adapter l’entreprise aux besoins de ses clients, il faut engager des actions en profondeur et quasi permanentes pour avoir une perception claire de l’environnement de l’entreprise.
Il convient:
d’identifier les différentes catégories de clients potentiels
d’analyser les produits
d’écouter les personnes intéressées directement ou indirectement par le produit
d’identifier toutes les attentes client
- les innovations souhaitées
- la hiérarchie entre les différentes attentes
- les fonctions essentielles ou facultatives
- la liste des améliorations potentielles à apporter
- …
Lean ManagementAdopter une attitude prospective vis & vis des clients :
Supprimer tous les Gaspillages
Produire en Flux tendus
Gérer la qualité
Réduire les cycles de développement des produits
Adopter une attitude prospective vis-à-vis des clients
Les outils : Etudes Marketing, Etudes de marché, CRM (Customer Relationship Management)
L’entreprise doit se mettre à l’écoute de ses clients, mais aussi du monde extérieur & des grandes évolutions de pensées.
Exemples de nouvelles donnes:
- Quête d’une éthique dans les affaires industrielles
- Recherche d’un commerce équitable
- Prise de conscience de la mondialisation des échanges
- Ecologie & développement durable
Quelle est la réflexion et le positionnement de l’entreprise sur ces sujets ?
Quelques outils du Lean & de la Qualité
- La Cartographie des processus de production (Processus)
- L’amélioration des changements de séries (SMED)
- Total Productive Maintenance (TPM)
- Statistical Process Control (SPC)
- 5S
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Cartographier les Processus correspond à:
Détailler et recenser les différents processus de production
Pour chaque processus identifié, on analyse:
tous les délais
tous les temps de cycle, de Valeur ajouté
l’ensemble des rebuts, retouches, …
temps de changement de série
…
On représente les flux physiques et les flux d’information pour représenter les processus
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
La cartographie des Processus vise à:
Identifier les foyers importants de perte de performance:
Stocks importants au pied des machines
Machines produisant trop de rebuts
Machines/équipements souvent en pannes
…
On représente les flux physiques et les flux d’information pour représenter les processus
REP (Ratio d’efficacité du Processus)
REP = Temps d’apport de Valeur Ajouté / Temps Total
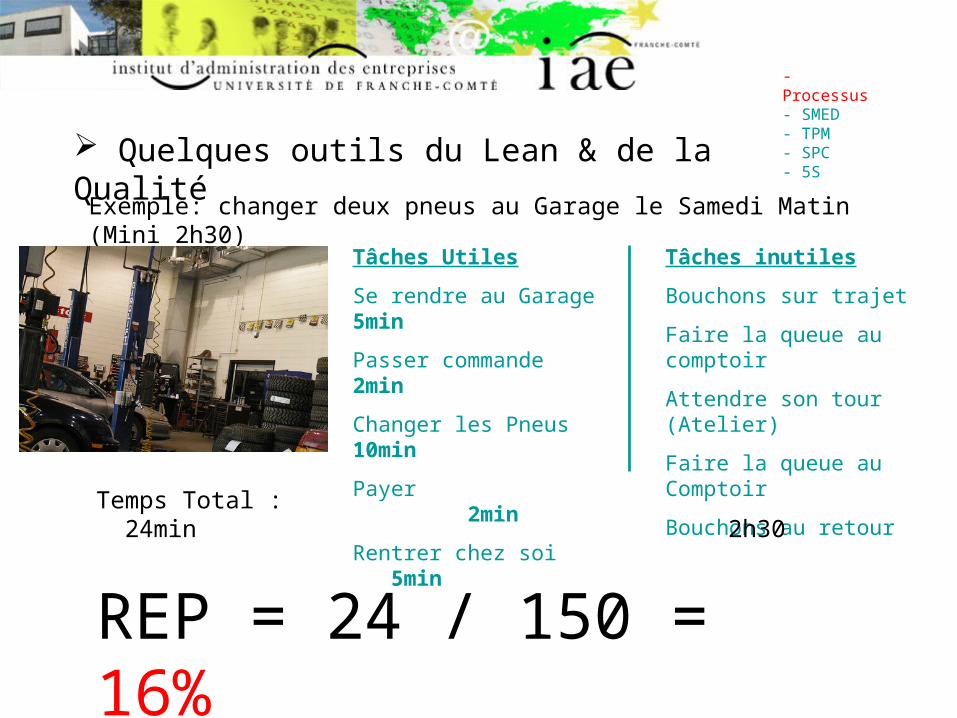
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Exemple: changer deux pneus au Garage le Samedi Matin (Mini 2h30)
Tâches Utiles
Se rendre au Garage 5min
Passer commande 2min
Changer les Pneus 10min
Payer 2min
Rentrer chez soi 5min
Tâches inutiles
Bouchons sur trajet
Faire la queue au comptoir
Attendre son tour (Atelier)
Faire la queue au Comptoir
Bouchons au retour
Temps Total : 24min 2h30
REP = 24 / 150 = 16%
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
La méthode SMED (Single Minute Exchange of Die):
Méthode de changement rapide de Série (Outils)
Temps entre la dernière pièce bonne de la référence A et la première pièce bonne de la référence B
Le temps d’arrêt de la machine est une perte directe pour l’entreprise
En F1 : 6 secondesA la maison :1h
Exemple : Changer 4 pneus
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
La méthode SMED (Single Minute Exchange of Die):
ETAPE 1
Faire un état des lieux, Check-List des
différentes opérations de changement
de Série par ordre chronologique.Possibilité de décomposer le changement afin de l ’étudier en plusieurs fois : Démontage / Nettoyage / Montage / Réglages...
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
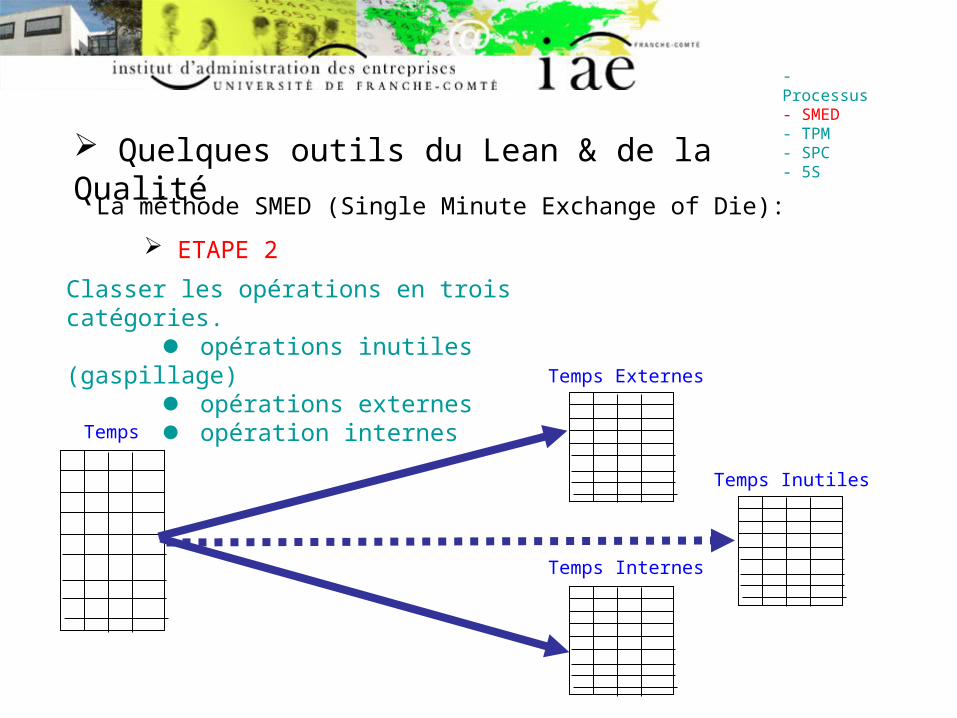
La méthode SMED (Single Minute Exchange of Die):
ETAPE 2
Classer les opérations en trois catégories. opérations inutiles (gaspillage) opérations externes opération internes
Temps
Temps Internes
Temps Externes
Temps Inutiles
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
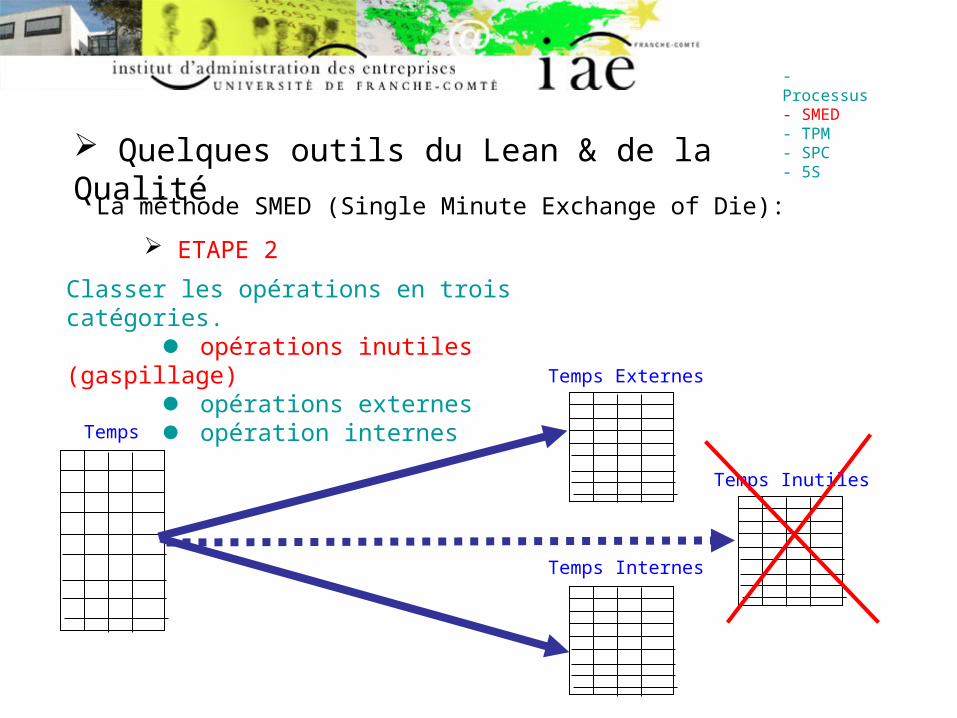
La méthode SMED (Single Minute Exchange of Die):
ETAPE 2
Classer les opérations en trois catégories. opérations inutiles (gaspillage) opérations externes opération internes
Temps
Temps Internes
Temps Externes
Temps Inutiles
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
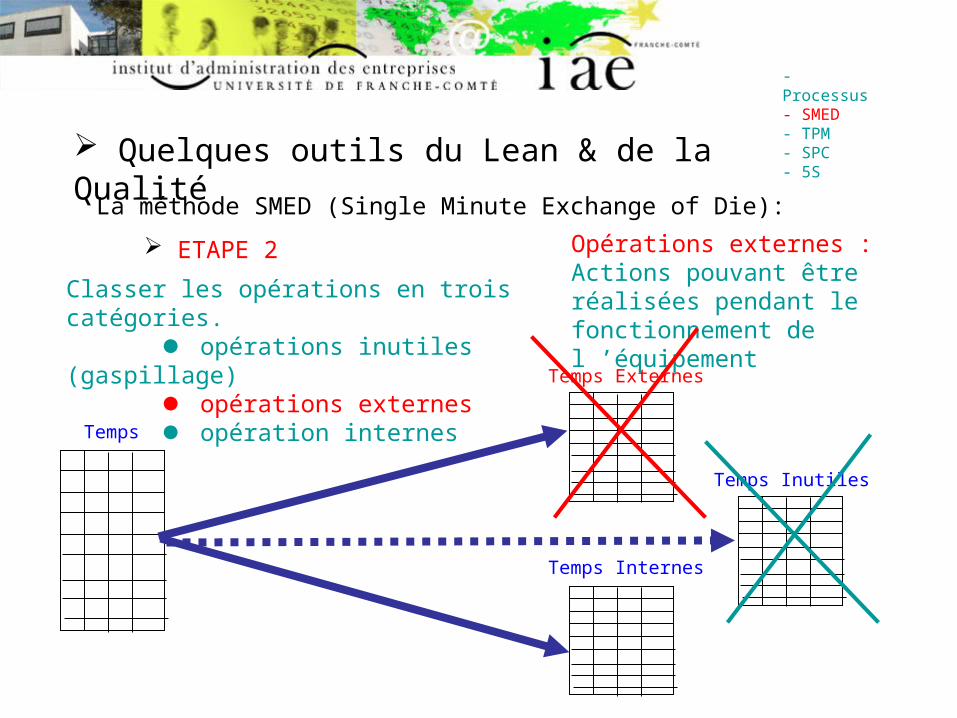
La méthode SMED (Single Minute Exchange of Die):
ETAPE 2
Classer les opérations en trois catégories. opérations inutiles (gaspillage) opérations externes opération internes
Temps
Temps Internes
Temps Externes
Temps Inutiles
Opérations externes :Actions pouvant être réalisées pendant le fonctionnement de l ’équipement
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
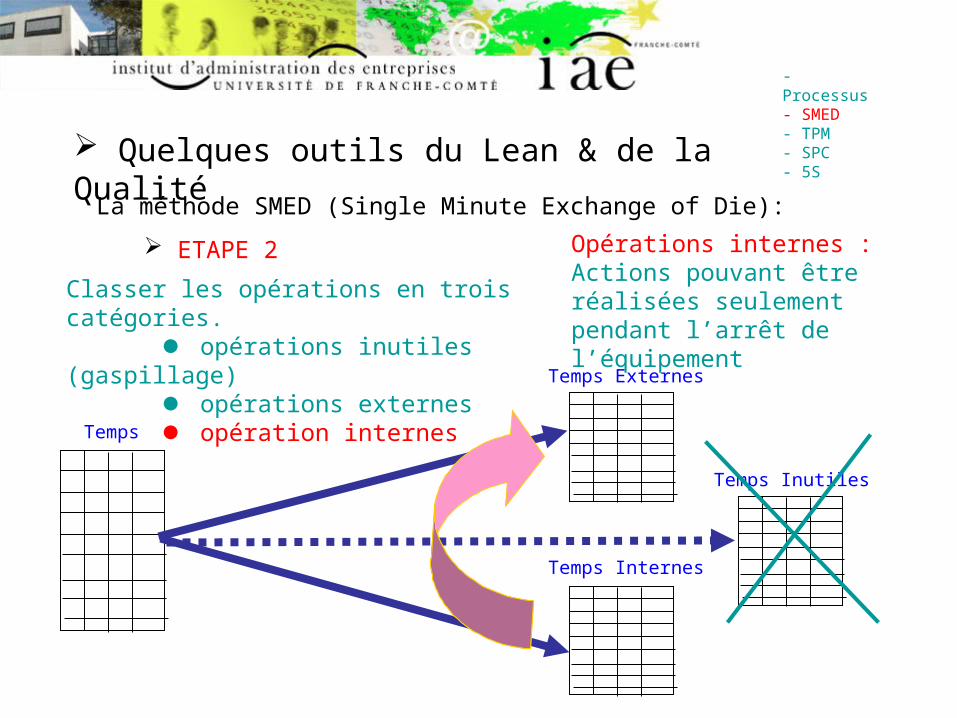
La méthode SMED (Single Minute Exchange of Die):
ETAPE 2
Classer les opérations en trois catégories. opérations inutiles (gaspillage) opérations externes opération internes
Temps
Temps Internes
Temps Externes
Temps Inutiles
Opérations internes :Actions pouvant être réalisées seulement pendant l’arrêt de l’équipement
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
La méthode SMED (Single Minute Exchange of Die):
ETAPE 2 (Exemples de conversion Interne / Externe)
- Préparer d ’avance la matière à transformer et la disposer
près de la machine.
- Préparer d ’avance les emballages ou conteneurs
d ’évacuation.- Se procurer les outils nécessaires et les placer près de la
machine.- Programmer la disponibilité des hommes ( régleurs )et des
matériels nécessaires ( Pont roulant, chariot ).
- Effectuer tous les réglages des outillages possibles à
l ’avance.
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
La méthode SMED (Single Minute Exchange of Die):
ETAPE 3
Amélioration ou élimination des
opérations internes restantes- Synchroniser les tâches.
- Transformer les opérations en série en opérations en
parallèle.
- Éliminer les inutilités ( vissages, déplacements,…).
- Favoriser les serrages rapides manuels et les méthodes sans
vis.
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
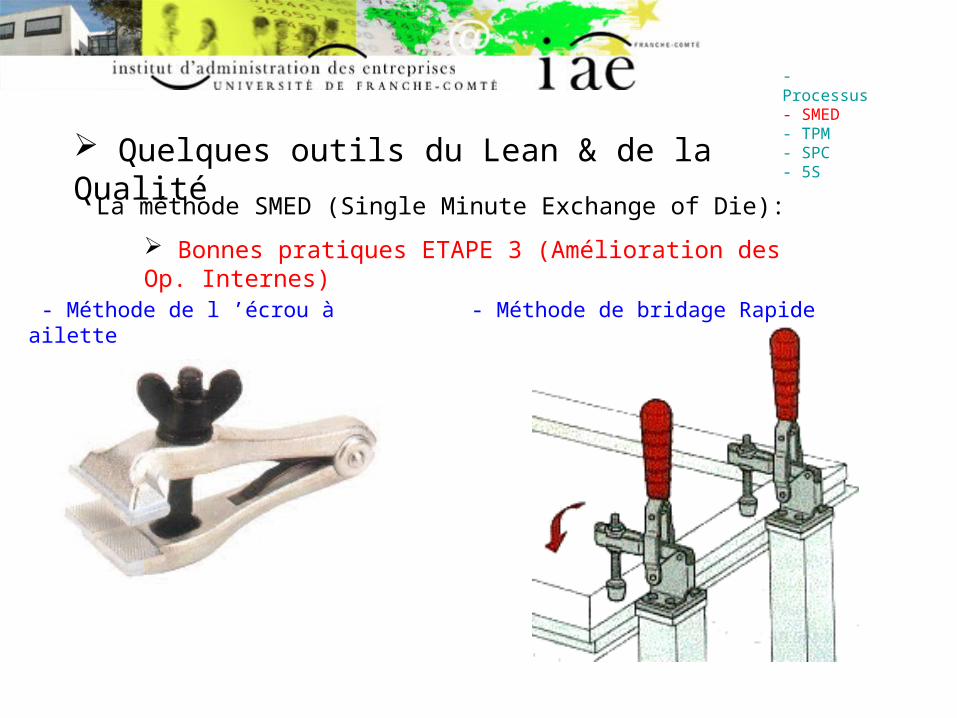
La méthode SMED (Single Minute Exchange of Die):
Bonnes pratiques ETAPE 3 (Amélioration des Op. Internes)
- Méthode de l ’écrou à ailette - Méthode de bridage Rapide
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
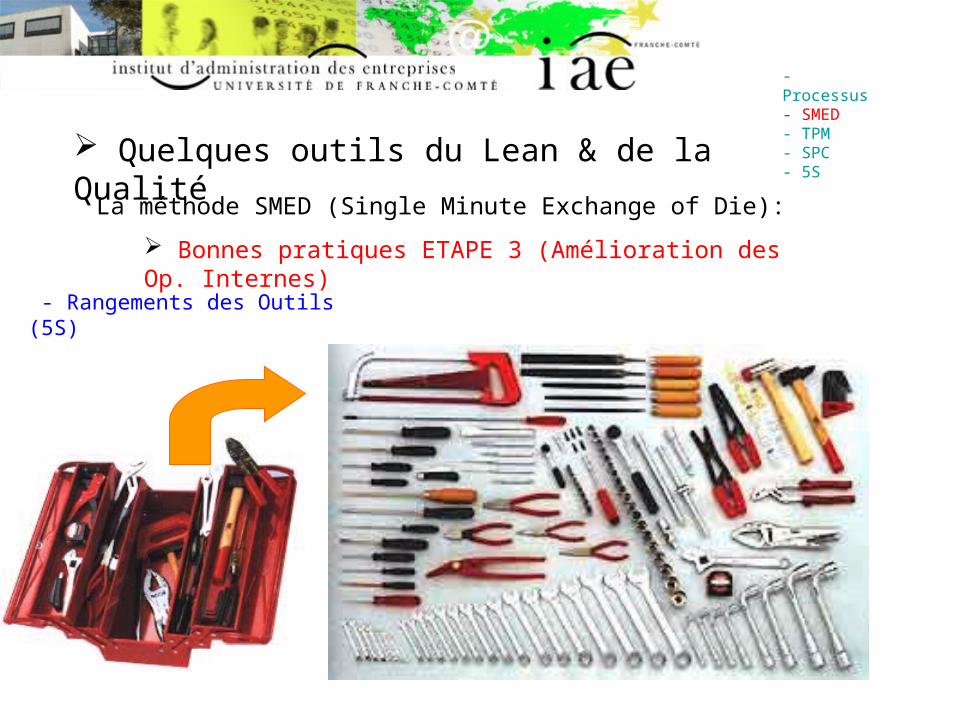
La méthode SMED (Single Minute Exchange of Die):
Bonnes pratiques ETAPE 3 (Amélioration des Op. Internes)
- Rangements des Outils (5S)

Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Total Productive Maintenance:
TRS : mesure de la performance d’un poste de travail
TRS = Nombre de pièces (bonnes) / Temps d’ouverture X cadence nominale
Exemple:
On considère un poste de travail sur une période de 70 h (1 semaine).
Le poste a réalisé 555 pièces bonnes.
Le temps gamme de la pièce est de 612 DMH (10000ème d’heure)
Cadence = 1/0,0612 = 16,34 pièces/heure
TRS = 555 / (70 X 16,34) = 0, 485 48,5%
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
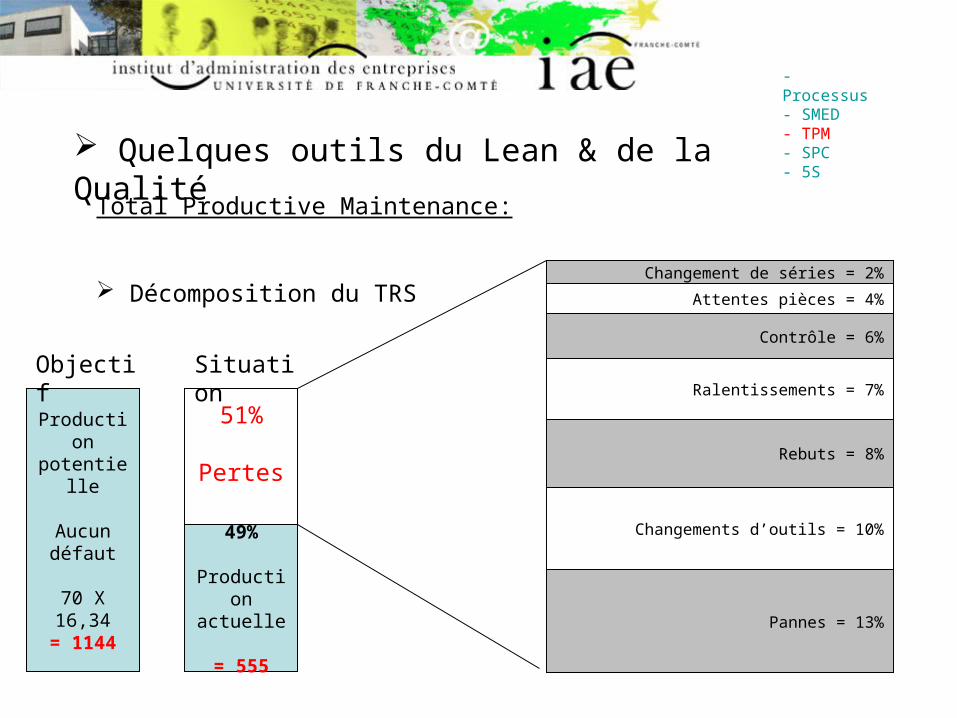
Total Productive Maintenance:
Décomposition du TRS Attentes pièces = 4%
Changement de séries = 2%
Contrôle = 6%
Ralentissements = 7%
Rebuts = 8%
Changements d’outils = 10%
Pannes = 13%
Production potentielle
Aucun défaut
70 X 16,34= 1144
Objectif
49%
Production actuelle
= 555
51%
Pertes
Situation
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Total Productive Maintenance:
Diminution du taux de Panne
Analyse du MTTR (Mean Time To Repair)
Analyse du MTBF (Mean Time Between Failure)
MTTR = Temps d'arrêt Total / nombre d'arrêts
C’est un Indice de maintenabilité
MTBF = Temps de marche Total / nombre d'arrêts
C’est un indice de fiabilité.
Taux de Disponibilité = MTBF / ( MTTR + MTBF )
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Total Productive Maintenance:
Bonnes pratiques pour la Diminution du taux de Panne
Systématiser le recours à la maintenance PREVENTIVE
Maintenance Préventive Systématique
Opérations simples EP1 rapprochées
Opération lourdes EP2 plus espacées
Maintenance Préventive Prédictive
Economiser en évitant le caractère Systématique
Nécessite de suivre & d’instrumenter la machine
Assurer la propreté
Responsabiliser le personnel
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
STATISTICAL PROCESS CONTROL:
Prévenir une dérive (Qualité / Performance)
Assurer le niveau de qualité requis
Contrôler la stabilité d’un processus
Ne porte que sur quelques pièces
Maitrise Statistique des procédés
Outil graphique
Destiné aux grandes Séries Avantages Inconvénients
- Evite un couteux contrôle 100%- Détection fiable des dérives- Rapide & Simple
- nécessite d’avoir une bonne maitrise du procédé

Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
STATISTICAL PROCESS CONTROL:
Dérives :
- Prise de jeu
- Usure
- Défaut machine
- …
Incidents :
- Casse outil
- Déréglage
- Changement d’équipe
- …
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
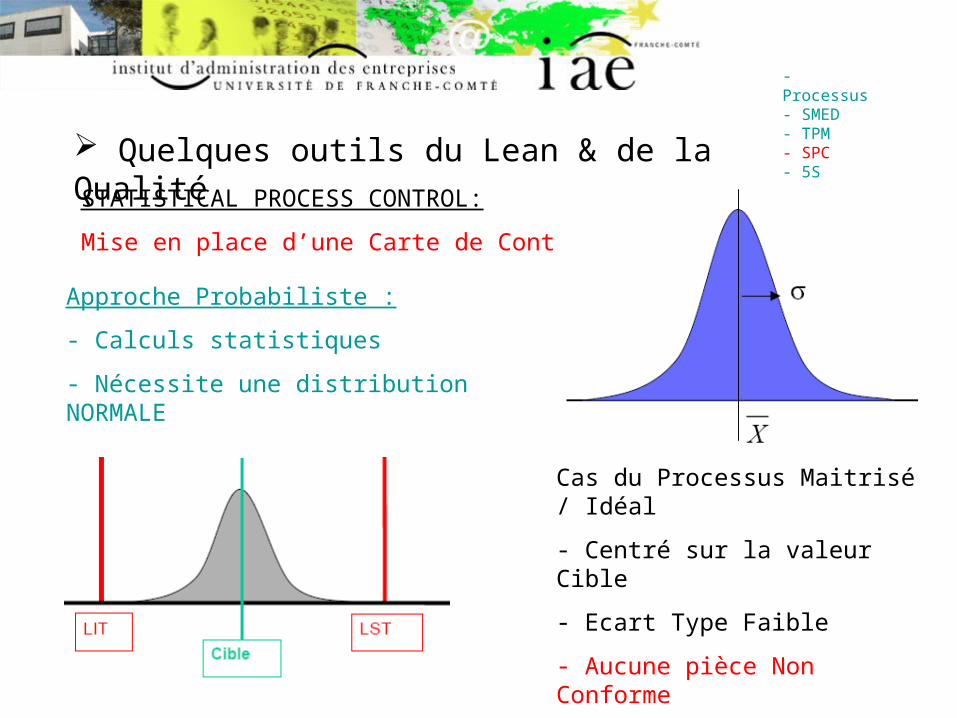
STATISTICAL PROCESS CONTROL:
Mise en place d’une Carte de Contrôle
Approche Probabiliste :
- Calculs statistiques
- Nécessite une distribution NORMALE
Cas du Processus Maitrisé / Idéal
- Centré sur la valeur Cible
- Ecart Type Faible
- Aucune pièce Non Conforme
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
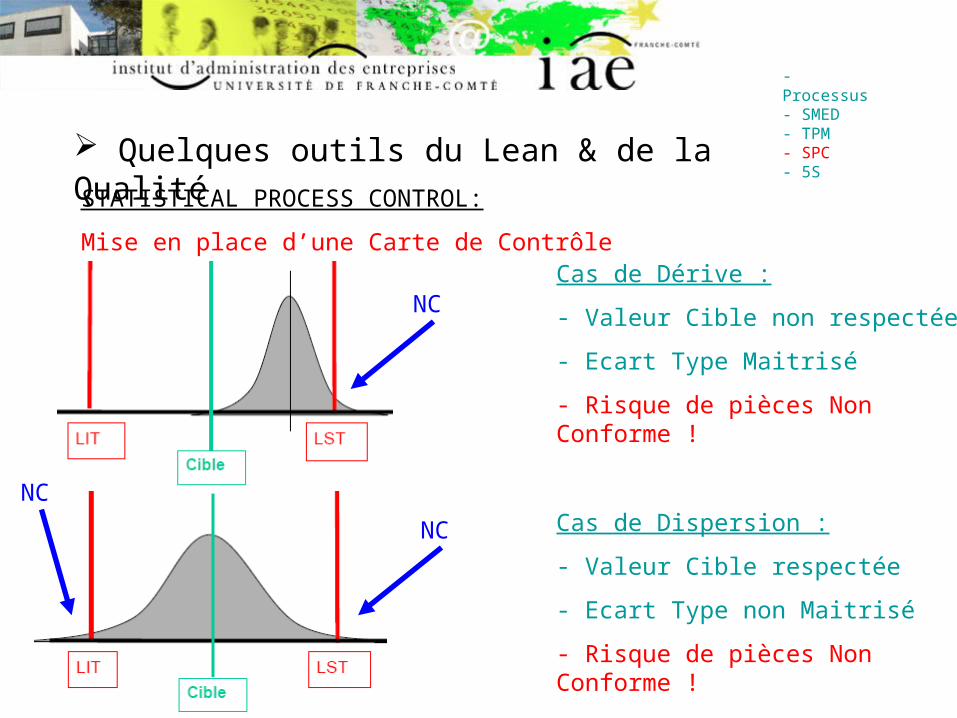
STATISTICAL PROCESS CONTROL:
Mise en place d’une Carte de ContrôleCas de Dérive :
- Valeur Cible non respectée
- Ecart Type Maitrisé
- Risque de pièces Non Conforme !
NC
Cas de Dispersion :
- Valeur Cible respectée
- Ecart Type non Maitrisé
- Risque de pièces Non Conforme !
NC
NC
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
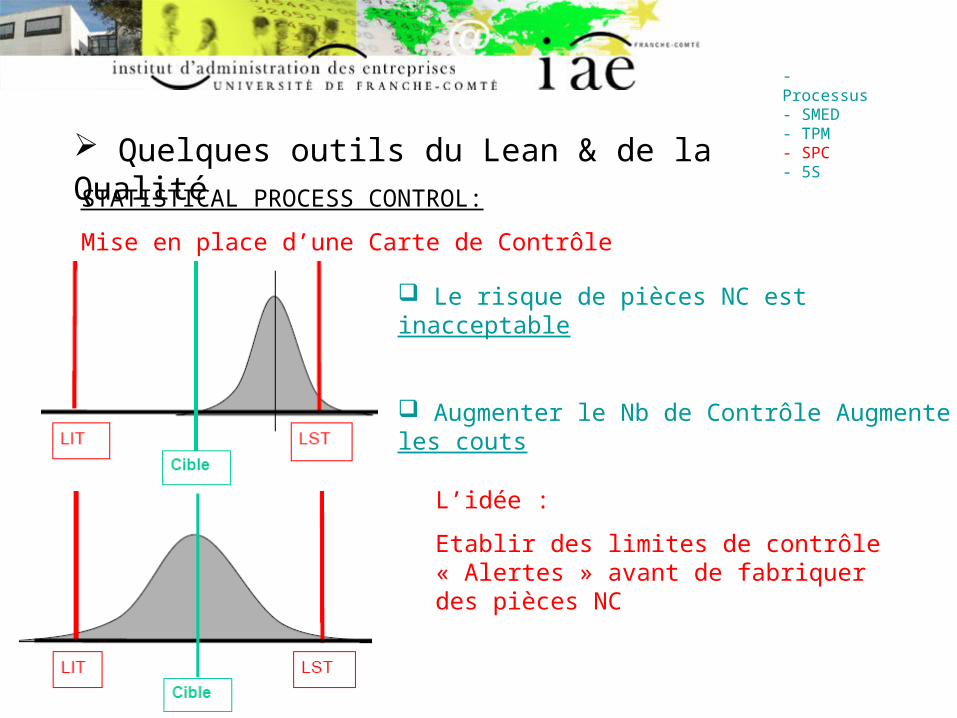
STATISTICAL PROCESS CONTROL:
Mise en place d’une Carte de Contrôle
Le risque de pièces NC est inacceptable
Augmenter le Nb de Contrôle Augmente les couts
L’idée :
Etablir des limites de contrôle « Alertes » avant de fabriquer des pièces NC
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
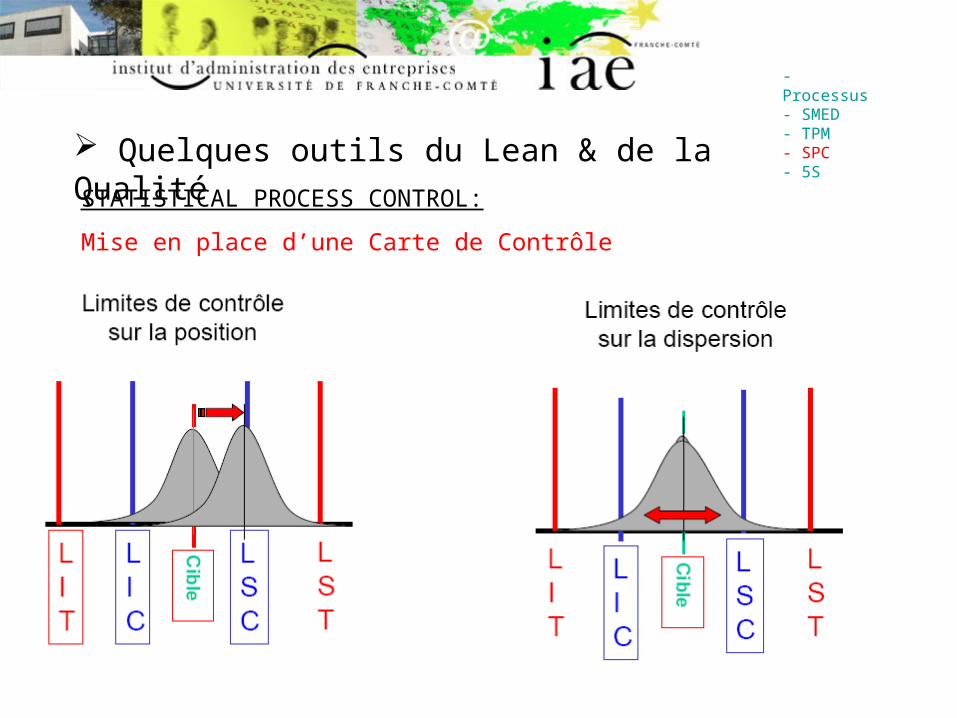
STATISTICAL PROCESS CONTROL:
Mise en place d’une Carte de Contrôle
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
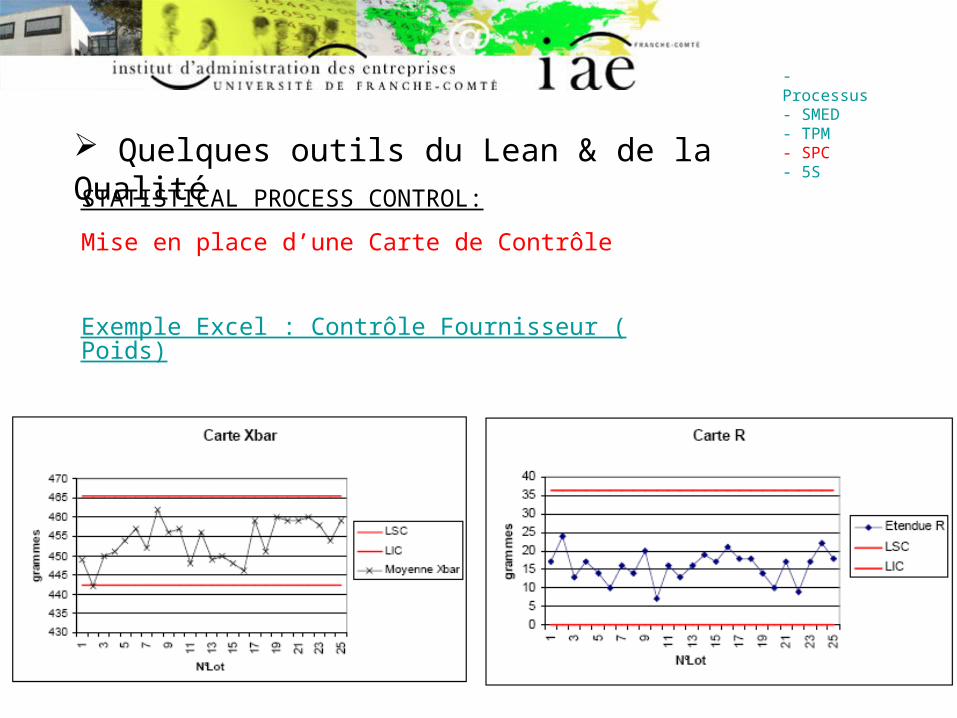
STATISTICAL PROCESS CONTROL:
Mise en place d’une Carte de Contrôle
Exemple Excel : Contrôle Fournisseur (Poids)
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Les 5S:
Méthode qui systématise les activités de rangement, de mise en ordre et de nettoyage dans les lieux de travail
- SEIRI RANGEMENT
- SEITON MISE EN ORDRE
- SEÏSO NETTOYAGE
- SEÏKETSU PROPRETE
- SHITSUKE EDUCATION MORALE
La finalité de la méthode est d’améliorer :
La qualité des pièces produites
La sécurité & l’efficacité
Le taux de Panne
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Les 5S:
Une campagne 5S est animée par un PILOTE. La campagne s’articule autour de 2 Phases:
- SEIRI RANGEMENT
- SEITON MISE EN ORDRE
- SEÏSO NETTOYAGE
- SEÏKETSU PROPRETE
- SHITSUKE EDUCATION MORALE
Mis
e à
nive
auM
aint
ien
de
l’acq
uis
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Les 5S:
SEIRI :
Cette étape consiste à faire le TRI en le nécessaire & l’inutile.
Tendance générale à « garder parce que cela peut servir ».
- SEIRI RANGEMENT- SEITON MISE EN ORDRE- SEÏSONETTOYAGE- SEÏKETSUPROPRETE- SHITSUKEEDUCATION MORALE
Utilisation possible d’une classification ABC :
- A = Usage quotidien
- B = Usage Hebdomadaire ou mensuel
- C = Usage rarissime
/ Mérite d’être gardé au poste de travail
/ A éloigner en ZAD zone d’attente de décision
/ Se débarrasser
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Les 5S:
SEITON :
« Une place pour chaque chose et chaque chose à sa place »
- SEIRI RANGEMENT- SEITON MISE EN ORDRE- SEÏSO NETTOYAGE- SEÏKETSU PROPRETE- SHITSUKE EDUCATION MORALE
Organiser le poste de travail de façon fonctionnelle et définir les règle de rangement :
- Ateliers
- Bureaux
- Outils informatiques
- Peintures au sols des atelier
- Tableaux d’affichage
- Ombrage des emplacements outils / matériel bureau
- Organisation des fichiers papiers
- Organisations des fichiers informatique
- …
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Les 5S:
SEÏSO :
SEÏSO commence en parallèle de SEIRI & SEITON.
Dans un environnement propre et aéré, une anomalie sera plus facilement détectée.
- SEIRI RANGEMENT- SEITON MISE EN ORDRE- SEÏSO NETTOYAGE- SEÏKETSU PROPRETE- SHITSUKE EDUCATION MORALE
Organiser le poste de travail de façon à éliminer les possibilités de salissures :
- identifier & éliminer les causes de salissure
- Définir ce qui doit être nettoyé
- Définir les moyens et la fréquence de nettoyage
- Fuites (huile, eau ,…)
- Déchets
- Rebuts
- …
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Les 5S:
SEÏKETSU :
Conserver propre et en ordre.
- SEIRI RANGEMENT- SEITON MISE EN ORDRE- SEÏSONETTOYAGE- SEÏKETSUPROPRETE- SHITSUKEEDUCATION MORALE
Faire une habitude des bonnes pratiques, formaliser les règles :
- Application et respect des règles établies
- Evite de retourner « aux vieilles habitudes »
Quelques outils du Lean & de la Qualité
- Processus- SMED- TPM- SPC- 5S
Les 5S:
SHITSUKE :
Suivi de l’application & du déploiement:
- SEIRI RANGEMENT- SEITON MISE EN ORDRE- SEÏSO NETTOYAGE- SEÏKETSU PROPRETE- SHITSUKE EDUCATION MORALE
Permet le suivi des 4 premiers « S » & l’alimentation du Kaïzen:
- Modifier & faire évoluer le processus vers un optimum
- Promouvoir un esprit d’équipe afin d’assurer la pérennité
- Utilisation de la communication visuelle et la formation