biotechnologie - … · ii.1- caractéristiques de la souche ... - régénération de la paroi -...
TRANSCRIPT
BIOTECHNOLOGIE
COURS THEORIQUE2012-2013
Prof. A. TANTAOUI ELARAKI
2
Plan général
• 1- Chapitre introductif
• 2- La souche microbienne à usage industriel
• 3- Le milieu de culture
• 4- Conduite des fermentations industrielles
• 5- Différents types de fermentations
• 6- Récupération des produits de fermentation
• 7- Industrie de la levure boulangère
• 8- Rôles des micro-organismes dans la fabrication des fromages
3
1- CHAPITRE INTRODUCTIF
• 1.1- Définitions
• 1.2- Objectifs des Industries de Biosynthèse et de Fermentation (IBF)
• 1.3- Applications des Biotechnologies dans le domaine alimentaire
• 1.4- Intérêt d ’utiliser les micro-organismes dans l ’industrie.
4
1.1- Définitions
• 1.1.1- Définitions des Biotechnologies
• 1.1.2- Définitions du mot « fermentation »
5
1.1.1-Définitions des Biotechnologies
• Biotechnologies: Sciences et procédés visant l ’exploitation des propriétés des cellules (microbiennes, végétales, animales ou humaines) ou de leurs constituants (ADN, enzymes, etc.) pour satisfaire les besoins de l ’Homme
6
Domaines d’application
• Alimentation
• Santé
• Energie
• Environnement
INDUSTRIES DE BIOSYNTHESE ET DE FERMENTATION (IBF)
7
2 « types » de biotechnologies
- Biotechnologies classiques: pratiques connues et exploitées depuis longtemps, dues à l’observation et l’expérience, puis développées depuis la découverte des micro-organismes
Exemples: panification, brasserie, vinification (œnologie), fromagerie, fabrication de laits fermentés, etc.
8
2 « types » de Biotechnologies (suite)
- Biotechnologies modernes: conséquences des développements récents des connaissances en génétique, biochimie, biologie moléculaire, etc.
• Exemples:
- manipulations génétiques (OGM)
- clonage d’organismes plus ou moins complexes (mammifères)
9
1.1.2-Définitions de « fermentation»
• De fervere = bouillir• Déf. Biochimique: succession de réactions
d ’oxydoréduction entre composés organiques sources de Carbone et d ’énergie
• Déf. Microbiologique: tout processus biochimique conduit par des micro-organismes
• Déf. Industrielle: toute culture microbienne
10
1.2- Objectifs des IBF
- Production de biomasse
- Obtention de produits sécrétés naturellement
- Obtention de produits métabolisés dans certaines conditions
- Bioconversions
- Séparation stéréospécifique
- Dégradation de composés complexes en composés plus simples
- Obtention de boissons & alim. fermentés
11
1.2.1- Production de cellules microbiennes: BIOMASSE
• Cellules vivantes: levure boulangère, levains (lactiques par exemple)
• Constituants cellulaires: protéines (P.O.U. ou S.C.P.)
12
1.2.2- Obtention de produits sécrétés naturellement
• Enzymes
• Pigments
• Toxines
13
1.2.3- Obtention de produits métabolisés dans certaines
conditions
• Métabolisme dévié: surproduction
• Exemples: antibiotiques, acides aminés, vitamines
14
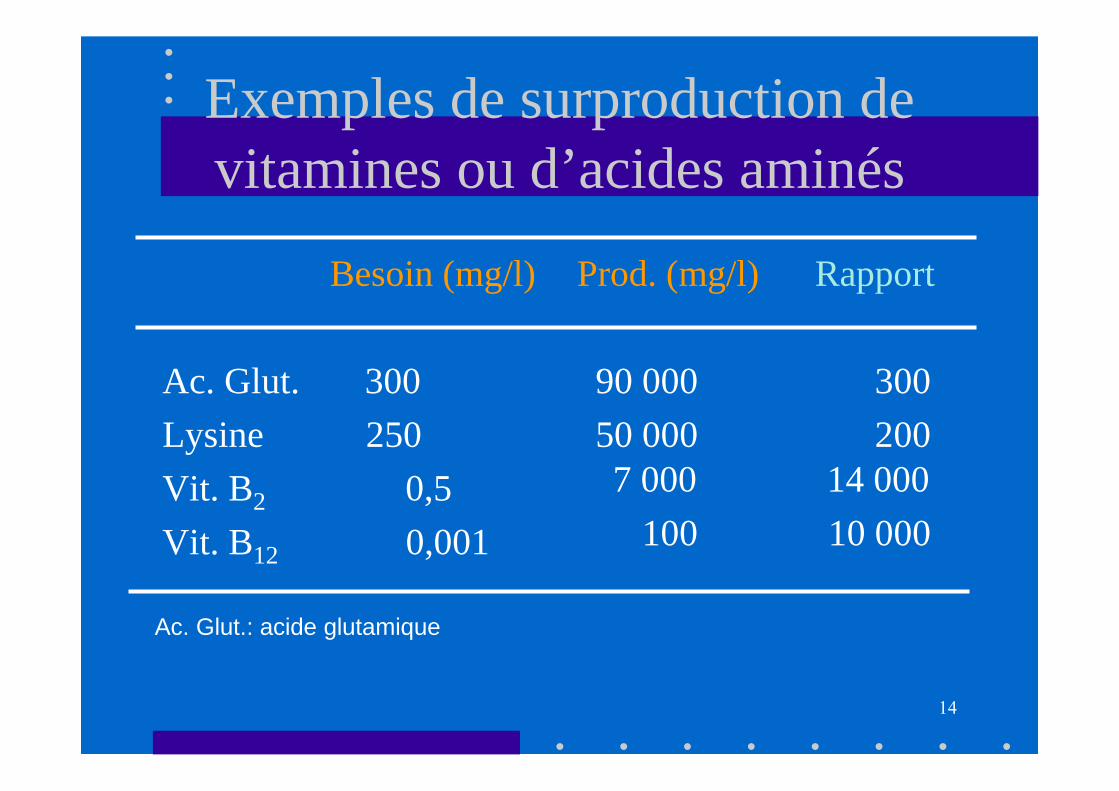
Exemples de surproduction de vitamines ou d’acides aminés
Besoin (mg/l)
Ac. Glut. 300
Lysine 250
Vit. B2 0,5
Vit. B12 0,001
Prod. (mg/l) Rapport
90 000 300
50 000 200 7 000 14 000
100 10 000
Ac. Glut.: acide glutamique
15
1.2.4- Bioconversions
• Exemple: Hydroxylation des stéroïdes
Préparation de la 11 α-hydroxy-progestérone à partir de la progestérone
16
1.2.5- Séparation stéréospécifique
• Elimination d ’une des 2 formes d ’un mélange racémique
17
1.2.6- Dégradation de molécules
• Traitements des eaux usées
• Méthanisation
18
1.2.7- Obtention de boissons et d ’aliments fermentés
• Pain
• Fromages
• Yaourt et autres laits fermentés
• Boissons alcoolisées
• Riz Koji, etc.
19
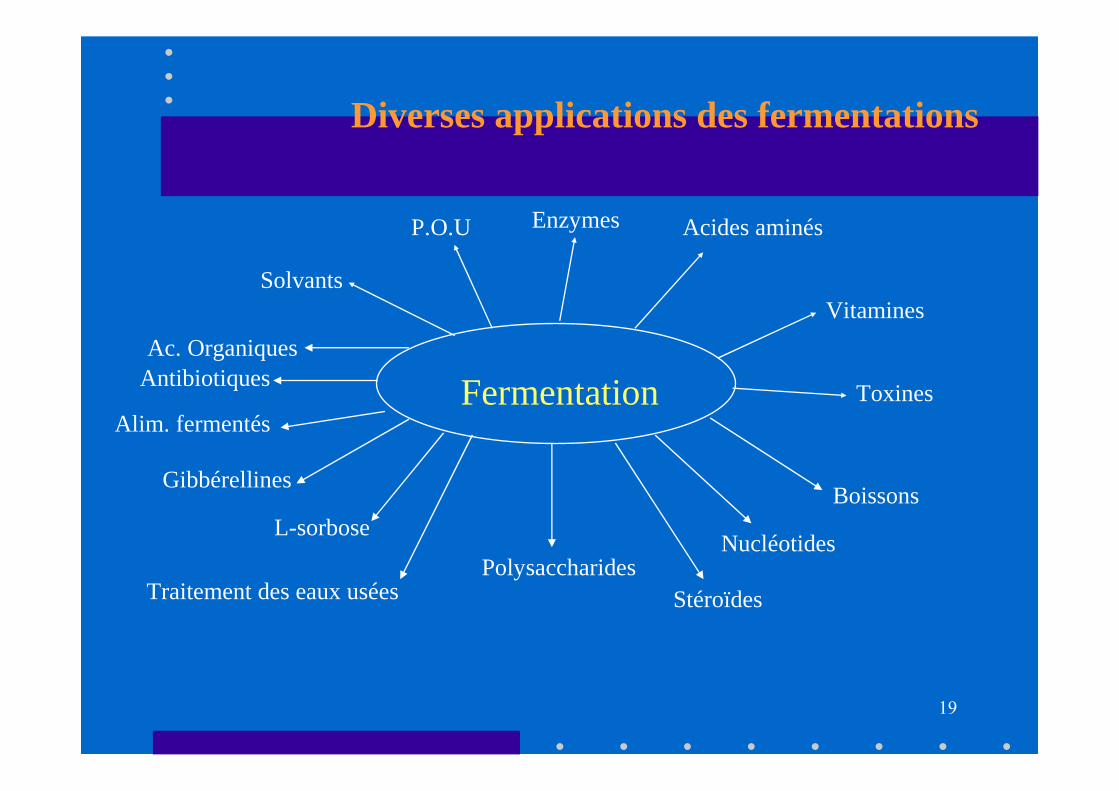
FermentationAc. Organiques
Antibiotiques
Alim. fermentés
Gibbérellines
L-sorbose
Traitement des eaux uséesPolysaccharides
Stéroïdes
Nucléotides
Boissons
Solvants
P.O.U Enzymes Acides aminés
Vitamines
Diverses applications des fermentations
Toxines
20
1.3-Applications des Biotechnologies dans le domaine agro-alimentaire
• Applications classiques:
- Boissons et aliments fermentés
- Production d’agents de fermentation
• Applications plus récentes
- Production de biomasse alimentaire
- Autres produits d ’intérêt alimentaire
- Organismes génétiquement modifiés
21
1.4- Intérêt d’utiliser les micro-organismes?
• Vitesse de croissance rapide
• Vitesse de métabolisme très élevée
• Croissance sur substrats peu coûteux
• Possibilité d ’utiliser des cellules génétiquement recombinéesou manipulées.
22
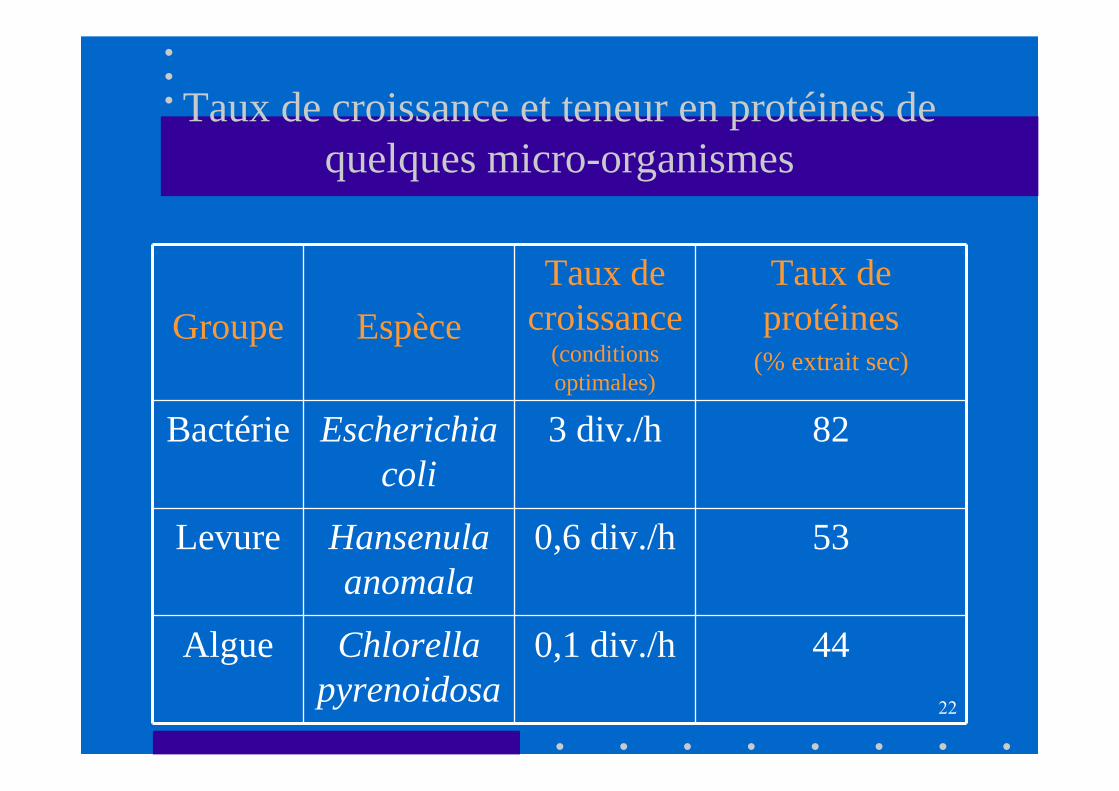
Taux de croissance et teneur en protéines de quelques micro-organismes
Groupe Espèce
Taux de croissance
(conditions optimales)
Taux de protéines
(% extrait sec)
Bactérie Escherichia coli
3 div./h 82
Levure Hansenulaanomala
0,6 div./h 53
Algue Chlorellapyrenoidosa
0,1 div./h 44
23
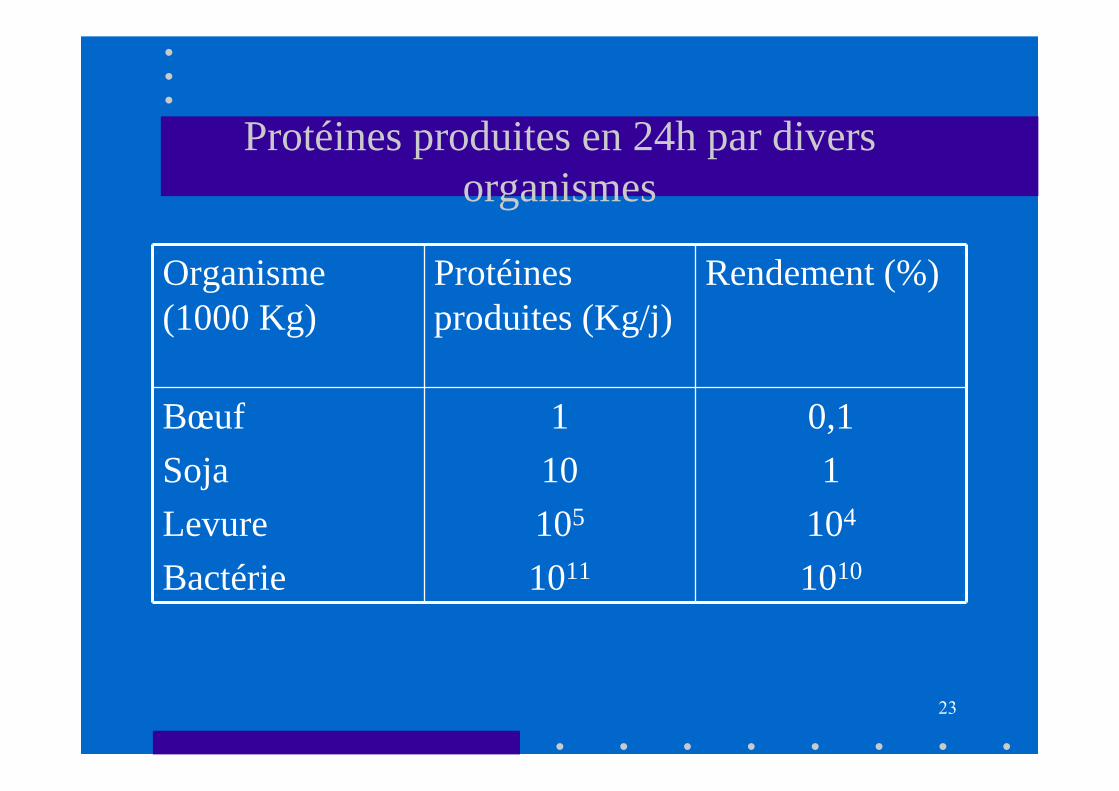
Protéines produites en 24h par divers organismes
Organisme (1000 Kg)
Protéines produites (Kg/j)
Rendement (%)
Bœuf
Soja
Levure
Bactérie
1
10
105
1011
0,1
1
104
1010
24
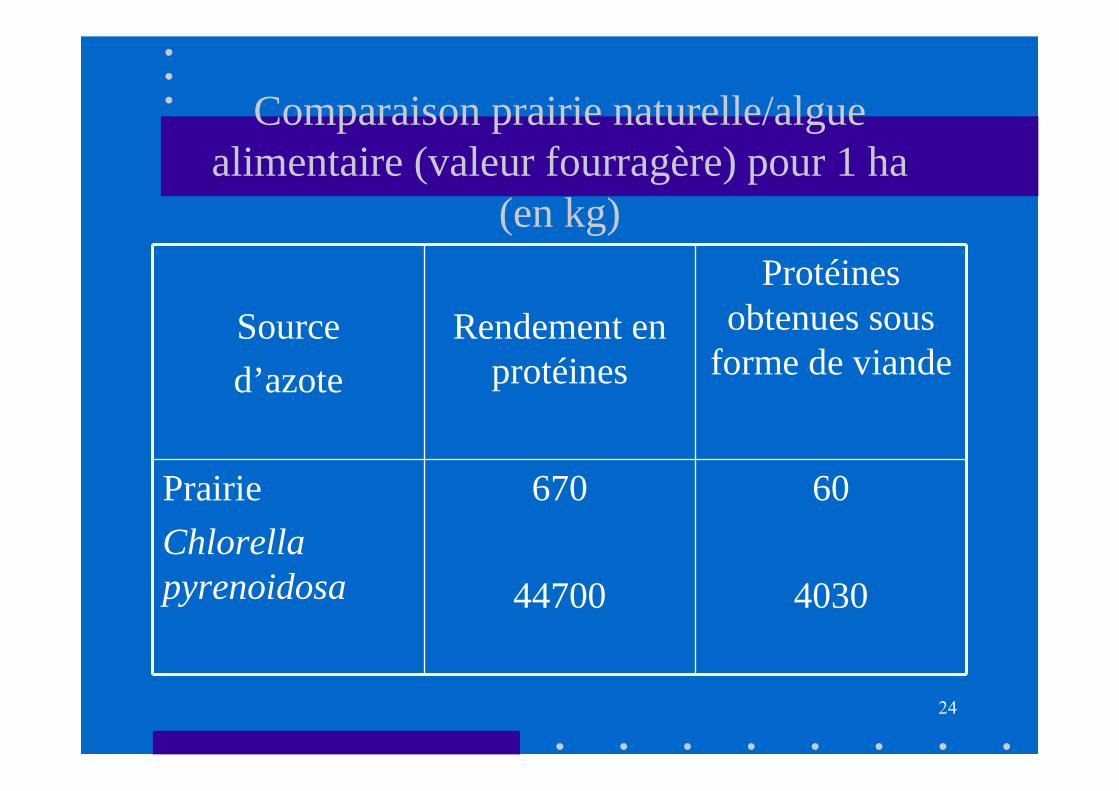
Comparaison prairie naturelle/algue alimentaire (valeur fourragère) pour 1 ha
(en kg)
Source
d’azote
Rendement en protéines
Protéines obtenues sous
forme de viande
Prairie
Chlorellapyrenoidosa
670
44700
60
4030
25
Chapitre II- La souche microbienne à usage industriel
• II.1- Caractéristiques du micro-organisme idéal
• II.2- Obtention des souches
• II.3- Amélioration des souches
• II.4- Conservation des souches
26
II- La souche microbienne à usage industriel
II.1- Caractéristiques de la souche idéale
- Croissance rapide sur un substrat peu coûteux avec rendement élevé
- Production intense des enzymes nécessaires
- Transformation dans des conditions simples, y compris récupération du produit désiré
- Stabilité génétique
- Autres (selon le cas)
27
II- La souche microbienne à usage industriel
II.2- Obtention des souches
• II.2.1- « Screening technic » pour l’obtention de nouvelles souches
• II.2.2- Collection de souches (« souchothèques »)
28
II- La souche microbienne à usage industriel
II.2- Obtention des souches (suite)
• II.2.1- Screening technic
- Principe:
> passer au crible grand nombre de souches
> chercher là où on a le plus de chance de trouver
29
II- La souche microbienne à usage industrielII.2- Obtention des souches
II.2.1- Screening technic
• Technique: souvent culture en boîte de Petri, milieu et conditions soigneusement choisis, puis purification des souches
- Exemples:
> souche capable de fermenter le lactose
> souche pour décomposer les hydrocarbures
30
II- La souche microbienne à usage industrielII.2- Obtention des souches
II.2.1- Screening technic
• Inconvénient: trop long
- Exemple: découverte d’un Actinomycète producteur d’oxytétracycline
2 ans55 chercheurs134 726 souches5000 échantillons de sol
31
II- La souche microbienne à usage industrielII.2- Obtention des souches
II.2.2- Collections de souches
• Définition: laboratoires spécialisés dans:
- l’isolement
- l’identification
- la caractérisation
- l’entretien et le stockage
Les souches sont répertoriées et mises à la disposition des utilisateurs
32
II- La souche microbienne à usage industrielII.2- Obtention des souches
II.2.2- Collections de souches
• ExemplesATCC: American Type Culture Collection (USA)CBS: Central Bureau voor Schimmel culture (NL)NRRL: Northern Regional Research Laboratory
(USA)CCTM: Centre de Collection de Types Microbiens
(CH)NCIB: National Collection of Industrial Bacteria
(UK)NCTC: National Collection of Type Culture (UK)
33
II- La souche microbienne à usage industriel
II.3- Amélioration des souches
• II.3.1- Sélection naturelle
• II.3.2- Mutagenèse
• II.3.3- Recombinaison génétique « naturelle »
• II.3.4- Fusion cellulaire induite (fusion de protoplastes)
• II.3.5- Recombinaison génétique in vitro(génie génétique)
34
II- La souche microbienne à usage industriel
II.3- Amélioration des souches (suite)
• II.3.1- Sélection naturelle
- Choisir l’individu le plus performant
- Le cultiver
- Sélectionner le plus performant de sa descendance (2èmegénération)
- Poursuivre sur plusieurs générations
Applicationssur moisissures productrices d’antibiotiques (+ 25%)
35
II- La souche microbienne à usage industriel
II.3- Amélioration des souches (suite)
• II.3.2- Mutagenèse
- Principe
- Dose efficace
- Agents mutagènes
- Criblage des mutants
- Applications
36
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.2- Mutagenèse (suite)
• Principe: provoquer changements génétiques par mutation
• Dose efficace:
- Dose mortelle pour 99,5 à 99,9% de la population (0,1 à 0,5% de survivants)
- Fréquence de mutation: 10-2 (10-6 à 10-8 pour mutation naturelle)
37
II - La souche microbienne àusage industrielII.3- Amélioration des souches
II.3.2- Mutagenèse (suite)
• Agents mutagènes chimiques
- Propionolactone- Analogues bases pur. & pyr.- Agents alkylants à l’azote- Acide nitreux- Oxyde d’éthylène- Dérivés de l’acridine- Sulfates et sulfonates (EMS)- Epoxydes- Ethylène- imines
• Agents mutagènes physiques
- Rayons UV
- Rayons γ
- Rayons X
38
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.2- Mutagenèse (suite)
• Criblage des mutants: mise en évidence et récupération
Exemples:- Mutant auxotrophe pour un facteur de
croissance donné- Mutant résistant à un agent antimicrobien
chimique- Mutant capable de fermenter un glucide
39
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.2- Mutagenèse (suite)
• Applications- Amélioration de Penicillium chrysogenum
pour production de pénicilline (sélection naturelle et mutagenèse)
- Souches mutantes de levure insensibles à la répression catabolique du glucose (pour assimilation du maltose)
- Souches mutantes de levure capables de synthétiser la thiamine
40
II- La souche microbienne à usage industriel
II.3- Amélioration des souches (suite)
• II.3.3- Recombinaison génétique « naturelle »
- II.3.3.1- Reproduction sexuée
- II.3.3.2- Parasexualité
41
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.3- Recombinaison génétique « naturelle »
• II.3.3.1- Reproduction sexuée
- Possible pour les Ascomycètes (ex. : levure)
- Conditions restrictives:
o même espèce
o signes sexuels opposés
42
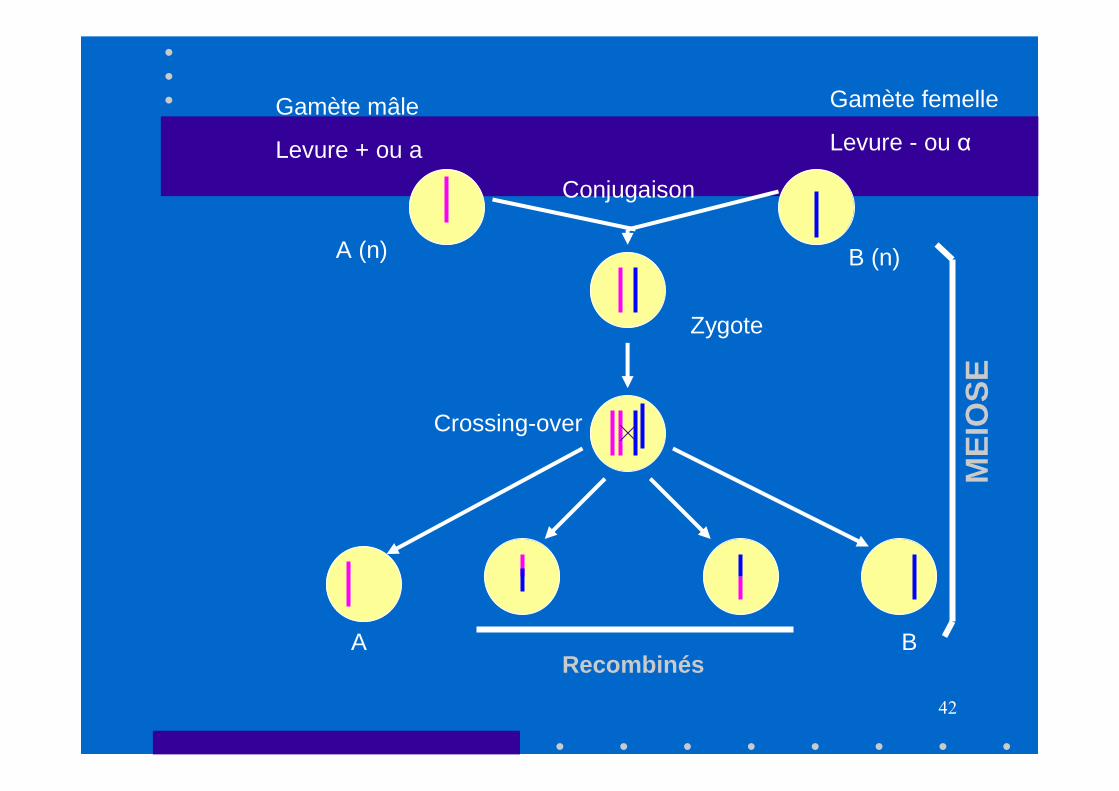
Gamète mâle
Levure + ou a
Gamète femelle
Levure - ou α
A (n) B (n)
Conjugaison
Zygote
Crossing-over
RecombinésA B
ME
IOS
E
43
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.3- Recombinaison génétique « naturelle »
• II.3.3.2- Parasexualité (cas des Fungiimperfecti)
Cycle de reproduction découvert chez certaines espèces de moisissures parmi les champignons imparfaits
44
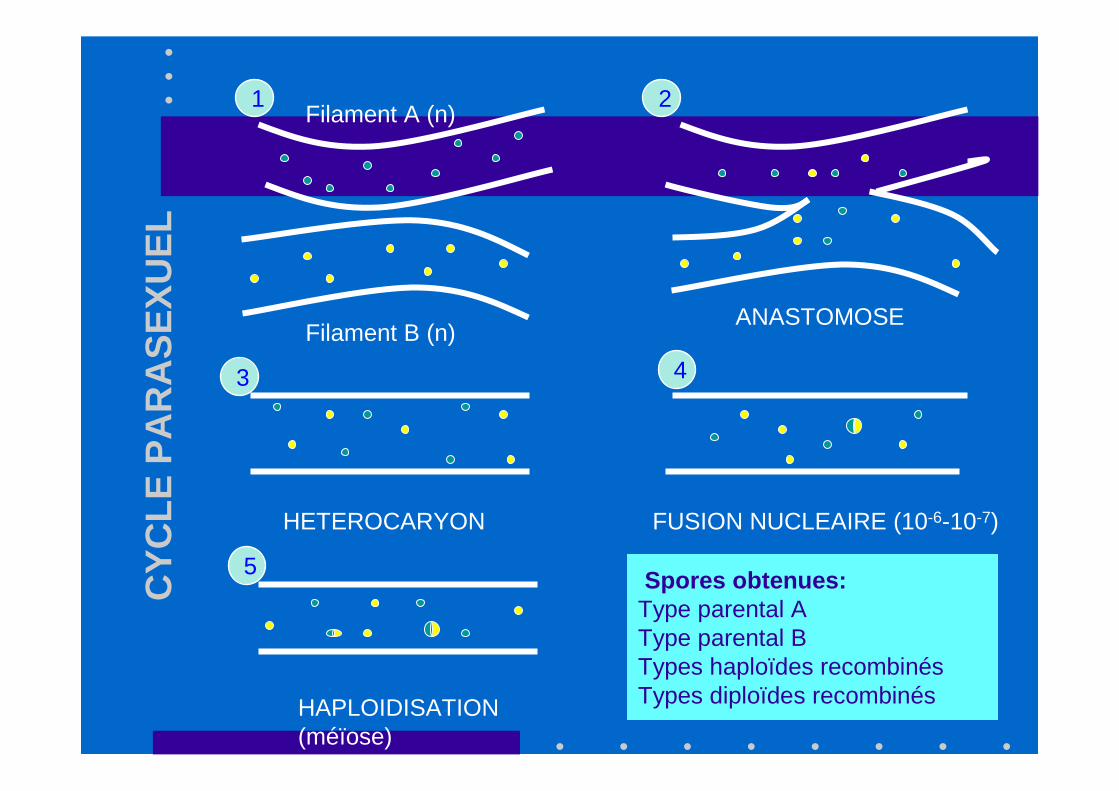
Filament A (n)
Filament B (n)ANASTOMOSE
HETEROCARYON FUSION NUCLEAIRE (10-6-10-7)
HAPLOIDISATION (méïose)
Spores obtenues:Type parental AType parental BTypes haploïdes recombinésTypes diploïdes recombinés
CY
CLE
PA
RA
SE
XU
EL
1
5
43
2
45
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.3- Recombinaison génétique « naturelle »
- Notion d’hétérocaryon forcé
Maintien de l’hétérocaryon dans un milieu minimum, les souches parentales A et B ayant 2 auxotrophies différentes
- Conditions restrictives:
. Filaments de même espèce
. Filaments compatibles

46
II- La souche microbienne à usage industrielII.3- Amélioration des souches
• II.3.4- Fusion cellulaire induite (fusion de protoplastes)
- Objectif
- Principe
- Technique
- Quelques applications
- Exemple détaillé
47
II- La souche microbienne à usage industrielII.3- Amélioration des souchesII.3.4- Fusion cellulaire induite
• Objectif: obtenir des recombinaisons génétiques entre cellules qui ne peuvent pas fusionner « naturellement »
48
II- La souche microbienne à usage industrielII.3- Amélioration des souchesII.3.4- Fusion cellulaire induite
• Principe:
- Élimination de la paroi par attaque enzymatique (milieu isotonique)
- Mélange des 2 populations cellulaires en présence d’ions Ca++ et de polyéthylène glycol
- Régénération de la paroi
- Criblage des recombinants (marqueurs génétiques)
49
II- La souche microbienne à usage industrielII.3- Amélioration des souchesII.3.4- Fusion cellulaire induite
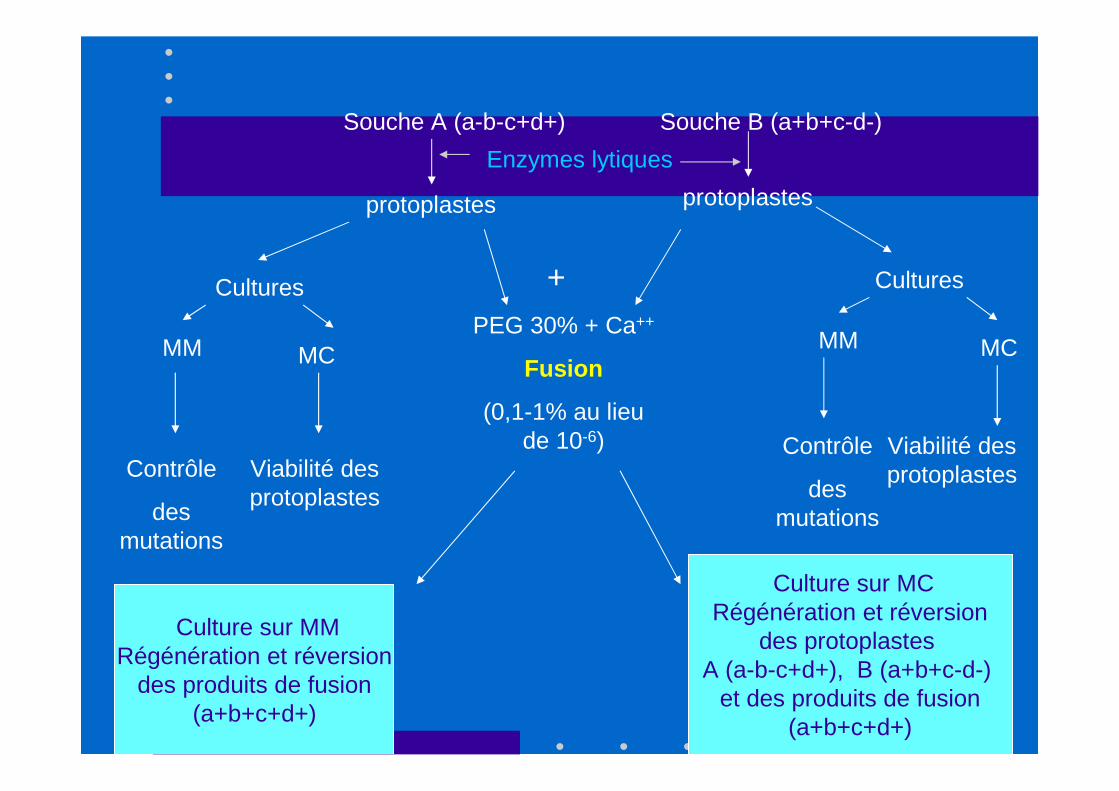
• Technique
Exemple de technique de fusion cellulaire induite chez les moisissures
50
Souche A (a-b-c+d+) Souche B (a+b+c-d-)
protoplastes protoplastes
Cultures Cultures
MM MMMC MC
Contrôle
des mutations
Contrôle
des mutations
Viabilité des protoplastes
Viabilité des protoplastes
PEG 30% + Ca++
Fusion
(0,1-1% au lieu de 10-6)
+
Culture sur MMRégénération et réversion
des produits de fusion(a+b+c+d+)
Culture sur MCRégénération et réversion
des protoplastesA (a-b-c+d+), B (a+b+c-d-)
et des produits de fusion(a+b+c+d+)
Enzymes lytiques
51
II- La souche microbienne à usage industrielII.3- Amélioration des souchesII.3.4- Fusion cellulaire induite
• Quelques applications
- Streptomyces(antibiotiques)
- Penicillium chrysogenum(pénicilline)
- Aspergillus niger(acide citrique)
- Schizosaccharomyces pombe
- Saccharomyces lipolyticaSouches de même signe sexuel
52
II- La souche microbienne à usage industrielII.3- Amélioration des souchesII.3.4- Fusion cellulaire induite
• Quelques applications (suite)
- Candida tropicalis(Deutéromycète): souches stables avec caractères des 2 parents
- Hybridations interspécifiques ou intergénériques
. Lactococcus lactissubsp. lactiset Lc. lactissubsp. cremoris
. Lc lactissubsp. lactiset Lactobacillus reuteri
. Candida albicanset C. tropicalis
. C. tropicaliset Pichia guillermondi
53
II- La souche microbienne à usage industrielII.3- Amélioration des souchesII.3.4- Fusion cellulaire induite
• Exemple détaillé: FCI de 2 levures pour la valorisation de sous-produits amylacés par production d’éthanol. Caractéristiques des 2 partenaires et du produit de fusion
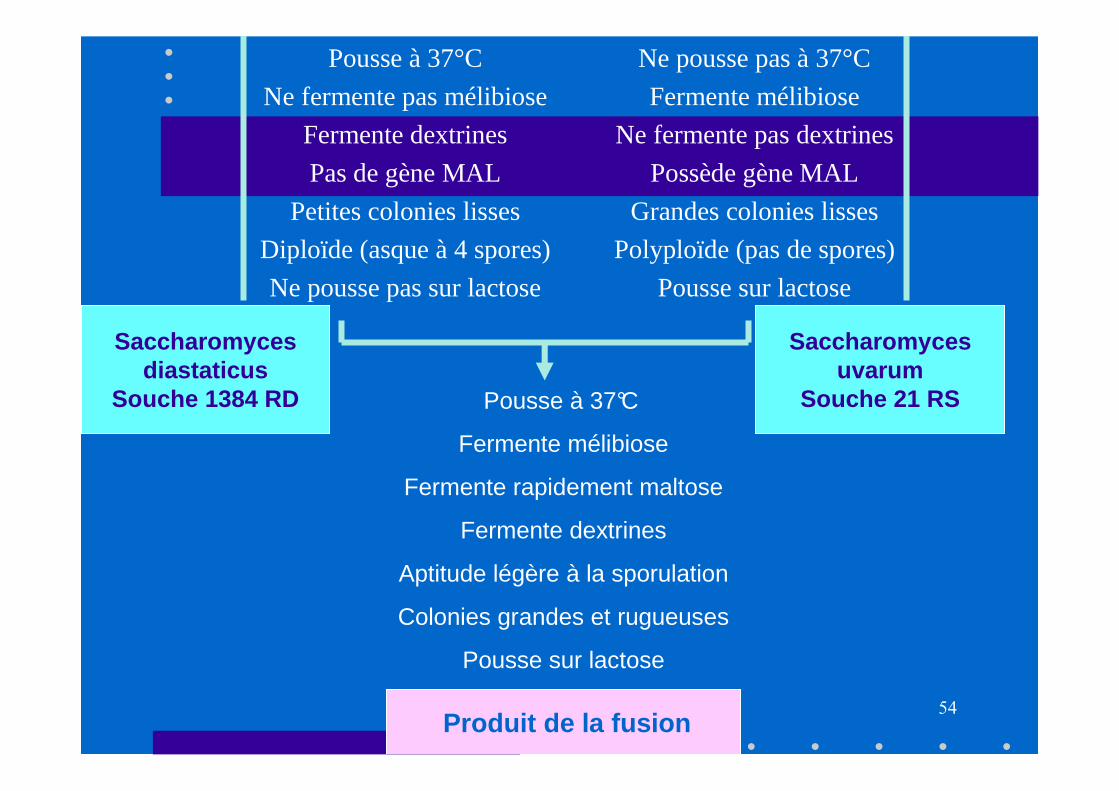
54
Pousse à 37°C
Ne fermente pas mélibiose
Fermente dextrines
Pas de gène MAL
Petites colonies lisses
Diploïde (asque à 4 spores)
Ne pousse pas sur lactose
Ne pousse pas à 37°C
Fermente mélibiose
Ne fermente pas dextrines
Possède gène MAL
Grandes colonies lisses
Polyploïde (pas de spores)
Pousse sur lactose
Pousse à 37°C
Fermente mélibiose
Fermente rapidement maltose
Fermente dextrines
Aptitude légère à la sporulation
Colonies grandes et rugueuses
Pousse sur lactose
Saccharomyces diastaticus
Souche 1384 RD
Saccharomyces uvarum
Souche 21 RS
Produit de la fusion
55
II- La souche microbienne à usage industrielII.3- Amélioration des souches
• II.3.5- Recombinaison génétique in vitro(génie génétique)
- Objectif
- Principe
- Exemple d’application
56
II - La souche microbienne àusage industrielII.3- Amélioration des souches
II.3.5- Recombinaison génétique in vitro
• Objectif:
Introduire un gène intéressant (humain, animal, végétal ou microbien) dans une cellule étrangère (réceptrice) pour qu’il s’exprime dedans.
Avantages des cellules réceptrices microbiennes (bactéries surtout): facilité de culture et vitesse de reproduction et de métabolisme
57
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.5- Recombinaison génétique in vitro
• Principe
- Découper le gène intéressant par action mécanique ou par action enzymatique (enzymes de restriction: extrémités cohésives)
- L’attacher à ADN familier (plasmide, ADN viral) pour former un ADN hybride (rôle des transférases terminales et de la ligase)
- Introduire l’ADN hybride dans la cellule réceptrice: cellule transformée ou génétiquement modifiée
58
II- La souche microbienne à usage industrielII.3- Amélioration des souches
II.3.5- Recombinaison génétique in vitro
• Exemple d’application:
transformation d’Escherichia colipour la production de somatostatine humaine
59
II- La souche microbienne à usage industriel
II.4- Conservation des souches
• Objectif: prolonger la durée d’utilisation des souches, avec leurs propriétés
• Principe: maintenir les souches en vie tout en les empêchant de se multiplier
• Techniques:- Conservation sous huile de paraffine- Congélation- Lyophilisation
60
II- La souche microbienne à usage industrielII.4. Conservation des souches
Techniques
• Conservation sous huile de paraffine
- Rôle de l’huile. Très faible passage de l’O2 (assurer la concentration critique en O2)
. Empêcher la dessiccation du milieu
- Durée de stockage: plusieurs mois àplusieurs années à +4°C
61
II- La souche microbienne à usage industrielII.4. Conservation des souches
Techniques
• Congélation
- Congélation lente ou rapide (azote liquide)
- Pour éviter formation de cristaux:
. Congélation rapide
. Addition d’agents protecteurs
- Durée de conservation: illimitée (jusqu’àdécongélation)
62
II- La souche microbienne à usage industrielII.4. Conservation des souches
Techniques
• Lyophilisation- Évaporation de l’eau à basse température
sous vide- Récipient scellé pour éviter réhumidification- Inconvénient: forte mortalité (réduite par
agents protecteurs)- Durée de conservation: illimitée, même à
température ambiante (jusqu’à ouverture des récipients)
63
Chapitre III- Le milieu de culture
• III.1- Besoins nutritionnels des micro-organismes (rappels)
• III.2- Caractéristiques du milieu de culture idéal
• III.3- Nature et caractéristiques des milieux de base
• III.4- Amélioration et préparation des milieux
64
III.1- Besoins nutritionnels des micro-organismes
• III.1.1- Besoins en eau
• III.1.2- Besoins en énergie
• III.1.3- Source de Carbone
• III.1.4- Source d’Azote
• III.1.5- Eléments minéraux
• III.1.6- Facteurs de croissance
65
III.1.1- Besoins en eau
• Rappel de la notion d ’activité de l ’eau (aw)
• awminimale et awoptimale
66
III.1.2- Besoins en énergie
• Notions de phototrophe et de chimiotrophe
• Catabolisme producteur d ’énergie
• Exemple: catabolisme du glucose en aérobiose et en anaérobiose
67
III.1.3- Source de Carbone
• Glucides simples (oses) facilement utilisés en général:
- glucose
- fructose
- mannose
- etc.
68
Source de Carbone (suite)• Glucides plus complexes: exigent une
hydrolyse
- pour les diholosides, enzymes spécifiques; exemples:
invertase pour saccharose;
β-galactosidasepour lactose, etc.
- pour les polysaccharides (amidon, cellulose, etc.): systèmes enzymatiques
69
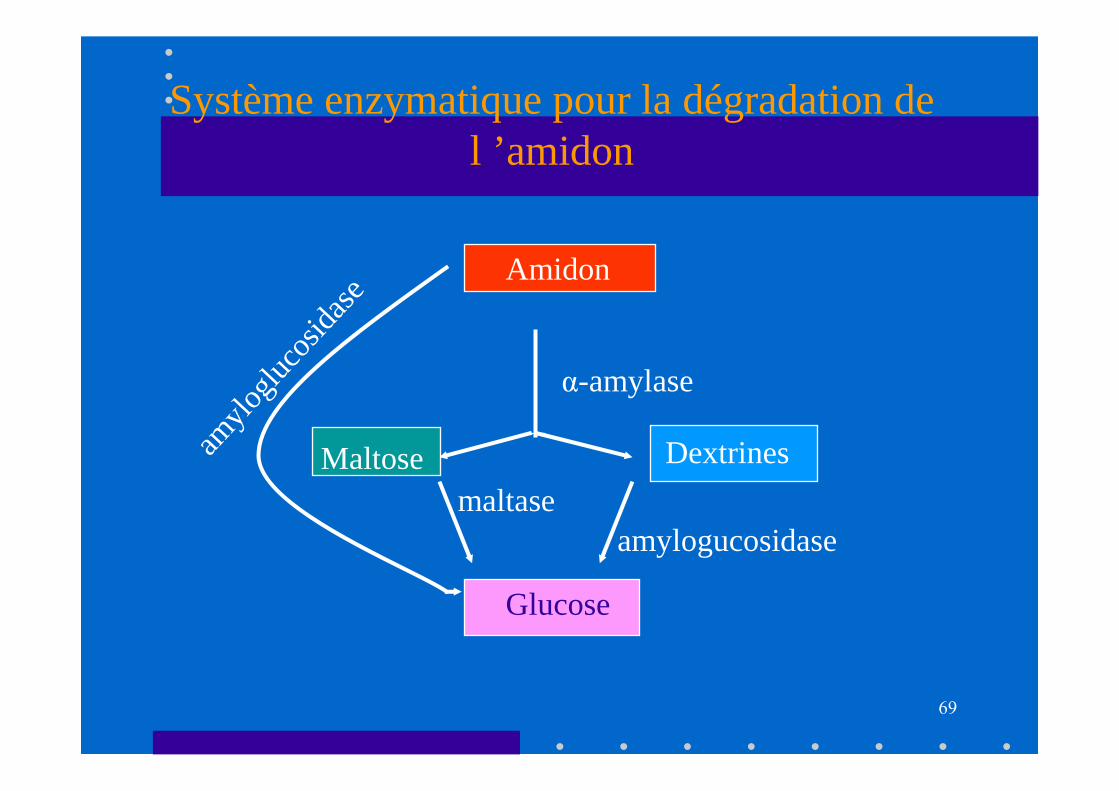
Système enzymatique pour la dégradation de l ’amidon
Amidon
DextrinesMaltose
Glucose
α-amylase
amylogucosidase
amyl
oglu
cosid
ase
maltase
70
Source de Carbone (suite)
• Estimation des besoins en Carbone (règle des 50/50):
- Le C représente 50% de l ’extrait sec cellulaire;
- En aérobiose, 50% du C du milieu sont convertis en C cellulaire
71
III.1.4- Source d’Azote
• Azote inorganique (NO3- et NH4
+): pour champignons et certaines bactéries
• Azote organique:
- Urée
- Acides aminés
- Protéines: par micro-organismes protéolytiques
72
III.1.5- Eléments minéraux
• Phosphore et Soufre
• Autres éléments minéraux
- éléments plastiques;
- oligo-éléments: co-facteurs enzymatiques ou faisant partie de la constitution de co-enzymes
73
III.1.6- Facteurs de croissance
• Définition
• Nature:
- acides aminés;
- vitamines;
- bases puriques ou pyrimidiques.
74
III.2- Caractéristiques du milieu de culture idéal
• Equilibré du point de vue nutritionnel;
• Permettant de réaliser les opérations technologiques dans des conditions optimales (coût, rendement, etc.);
• Disponible tout le temps;
• Bon marché.
75
III.3- Nature et caractéristiques des milieux de base
• III.3.1- Principaux milieux de base utilisés
- Origines: sous-produits agricoles ou industriels;
- Milieux essentiellement sources de C.
- Milieux essentiellement sources de N.
• III.3.2- Caractéristiques et défauts des milieux de base.
76
III.3- Nature et caractéristiques des milieux de base (suite)
• III.3.1- Principaux milieux de base utilisés
> Origines: sous-produits de l ’agro-industrie, de l ’agriculture et d ’autres industries:
- Mélasses de sucrerie;
- Lactosérum (fromagerie);
- Liqueur sulfitique de pâte à papier;
- Produits solides: son, paille, bagasse, etc.;
- Eaux usées d’huilerie, d’amidonnerie, etc.;
- Sous-produits pétroliers (n-paraffines).
77
III.3- Nature et caractéristiques des milieux de base (suite)
• III.3.1- Principaux milieux de base utilisés (suite)
> Milieux essentiellement sources de C- mélasses de sucrerie: environ 50% de sucres
- lactosérum: 4,4 à 5,2% de lactose
- produits à base de cellulose: sirops à 65-85% d ’oses par hydrolyse acide
- lessive sulfitique de pâte à papier: 1,4% d ’oses et 0,6% de pentoses
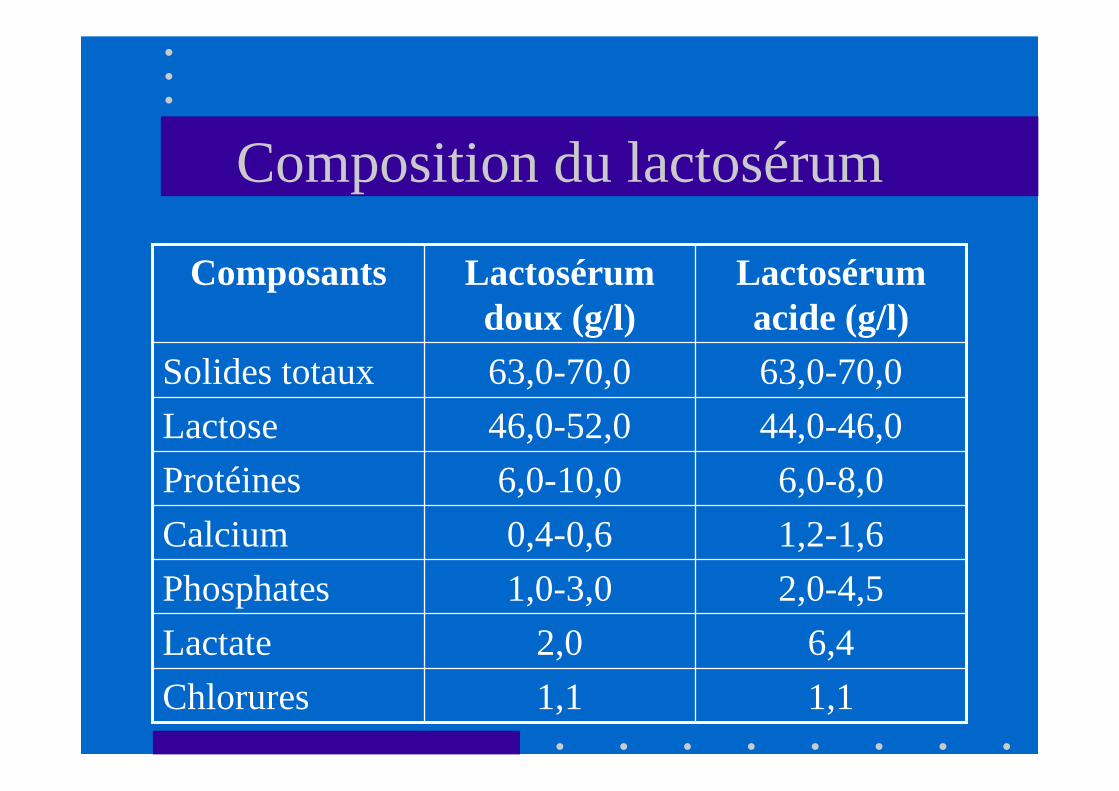
Composition du lactosérum
1,11,1Chlorures
6,42,0Lactate
2,0-4,51,0-3,0Phosphates
1,2-1,60,4-0,6Calcium
6,0-8,06,0-10,0Protéines
44,0-46,046,0-52,0Lactose
63,0-70,063,0-70,0Solides totaux
Lactosérum acide (g/l)
Lactosérum doux (g/l)
Composants
79
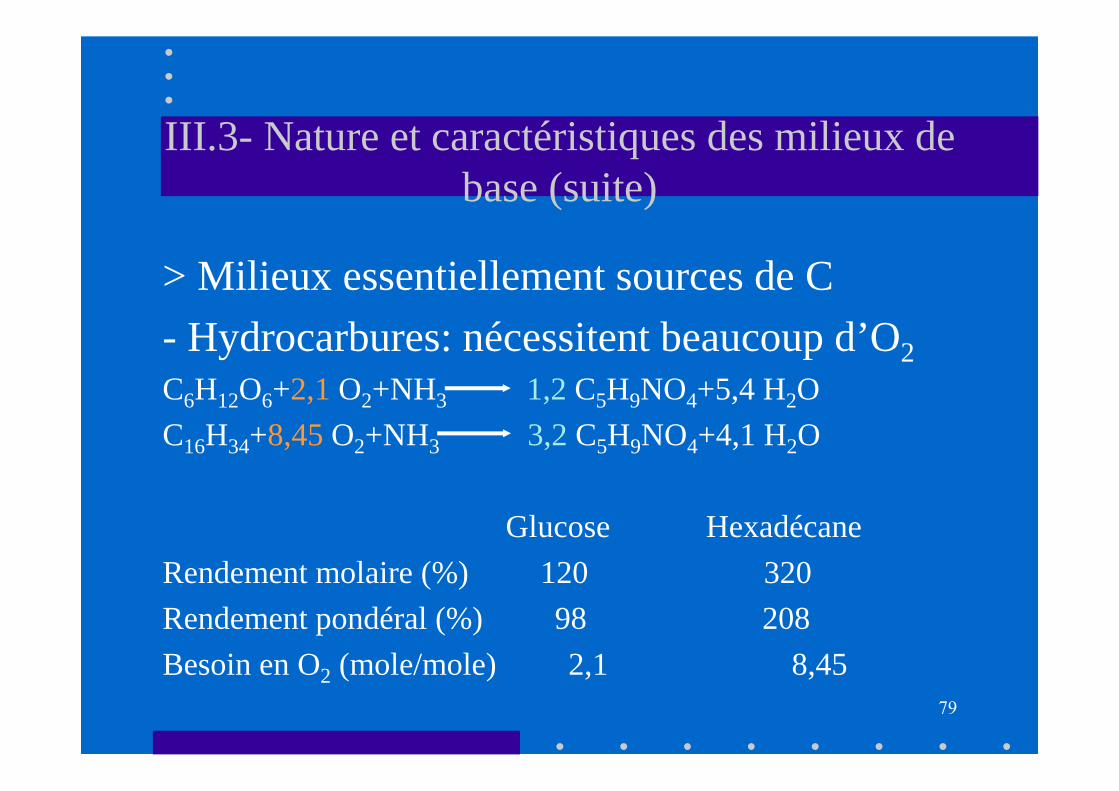
III.3- Nature et caractéristiques des milieux de base (suite)
> Milieux essentiellement sources de C
- Hydrocarbures: nécessitent beaucoup d’O2C6H12O6+2,1O2+NH3 1,2C5H9NO4+5,4 H2O
C16H34+8,45O2+NH3 3,2C5H9NO4+4,1 H2O
Glucose Hexadécane
Rendement molaire (%) 120 320
Rendement pondéral (%) 98 208
Besoin en O2 (mole/mole) 2,1 8,45
80
III.3- Nature et caractéristiques des milieux de base (suite)
> Milieux essentiellement sources d ’Azote:
- Farines ou tourteaux de graines oléagineuses (soja, coton, arachide, lin, etc.)
- Corn steep liquor: 7 à 8% d ’azote
- Lactosérum: plusieurs protéines
- Caséine
- Déchets de viande
- Farine de poisson
81
III.3- Nature et caractéristiques des milieux de base (suite)
• III.3.2- Caractéristiques et défauts des milieux de base
- Présence de composés complexes non assimilables
- Déséquilibre nutritionnel
- Forte concentration en sucres (avantage et contrainte)
- Présence de substances inhibitrices
- Présence de contaminants microbiens
- Présence de matières en suspension
- Production saisonnière
82
III.4- Amélioration et préparation des milieux de culture
• III.4.1- Hydrolyse
• III.4.2- Dilution
• III.4.3- Supplémentation
• III.4.4- Clarification
• III.4.5- Stérilisation
83
III.4.1- Hydrolyse
• Hydrolyse acide des glucides complexes: HClconcentré à chaud (dépense d ’énergie)
• Hydrolyse enzymatique:
- Systèmes enzymatiques spécifiques (amidon, cellulose);
- β-galactosidase pour le lactose du lactosérum;
- Associations de micro-organismes (procédéSYMBA).
84
III.4.2- Dilution
• Abaisse la viscosité
• Augmente l’activité de l’eau aw
• Abaisse la pression osmotique
• Réduit l’effet glucose
• Réduit l’effet des substances inhibitrices
• Permet d’ajuster la composition du milieu pour que le substrat le plus cher soit le substrat limitant
85
III.4.3- Supplémentation
• Objectif: corriger les déficiences des milieux de base
• Tenir compte de la dilution
• Ajout de solutions nutritives, de préférence pasteurisées séparément
86
Supplémentation(exemples)
• Sources d ’azote (pour la mélasse en levurerie): urée, sels d ’ammonium;
• Sources de Phosphore: DAP ou MAP;
• Sources de Soufre: ac. sulfurique (pH aussi) ou sulfate d ’ammonium (azote aussi);
• Oligo-éléments: Fe et Cu pour aérobies;
• Facteurs de croissance: surtout vitamines
87
III.4.4- Clarification
• Objectif: éliminer les substances en suspension
• Sédimentation: pas toujours efficace
• Centrifugation: idem
• Précipitation (alumine ou alginate) suivie de filtration
> Dans le cas de la mélasse, pré-dilution avant clarification
88
III.4.5- Stérilisation
> Surtout nécessaire quand:
- pH de travail pas assez acide
- température de travail pas assez élevée
> Améliore souvent le rendement
> Pré-dilution préalable pour les mélasses
89
Stérilisation (techniques)
> En discontinu(dans la cuve de fermentation)
- Remplissage de la cuve (volume désiré)
- Chauffage: double paroi ou serpentin, avec agitation, ou injection de vapeur dans le milieu
- Arrêt du chauffage et refroidissement
> En continu: système adapté à la fermentation continue
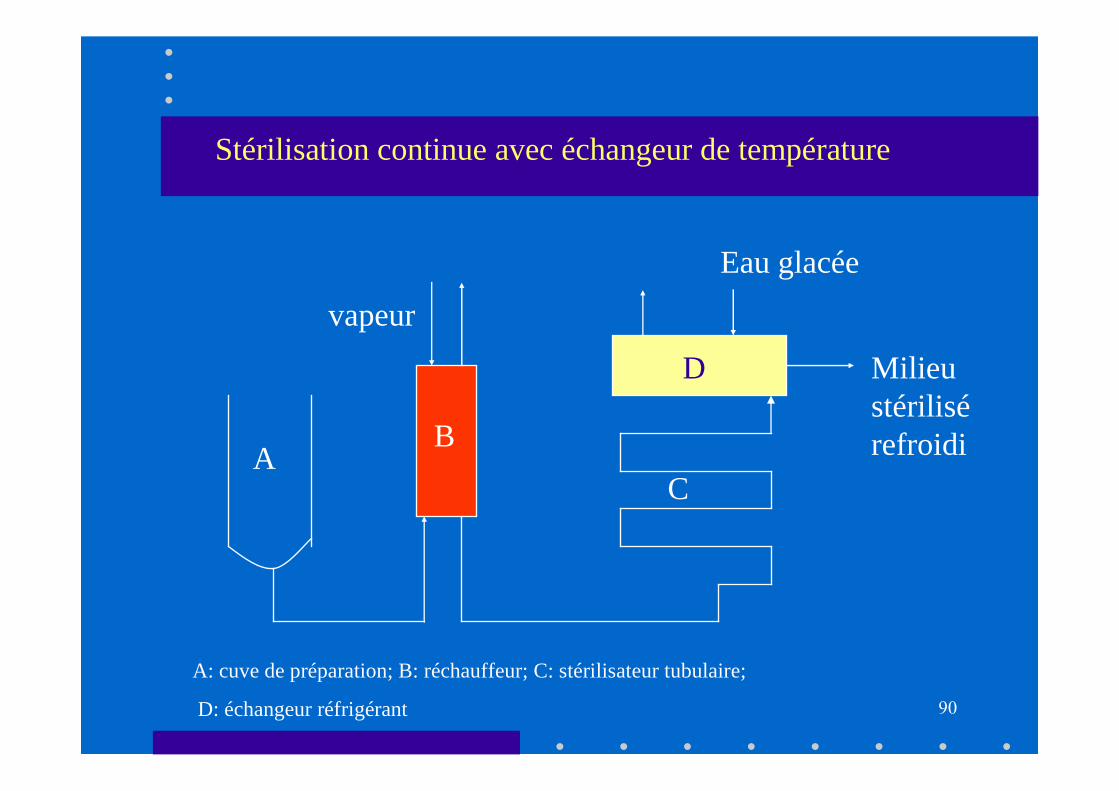
90
AB
C
D
vapeur
Eau glacée
Milieu stérilisérefroidi
A: cuve de préparation; B: réchauffeur; C: stérilisateur tubulaire;
D: échangeur réfrigérant
Stérilisation continue avec échangeur de température
91
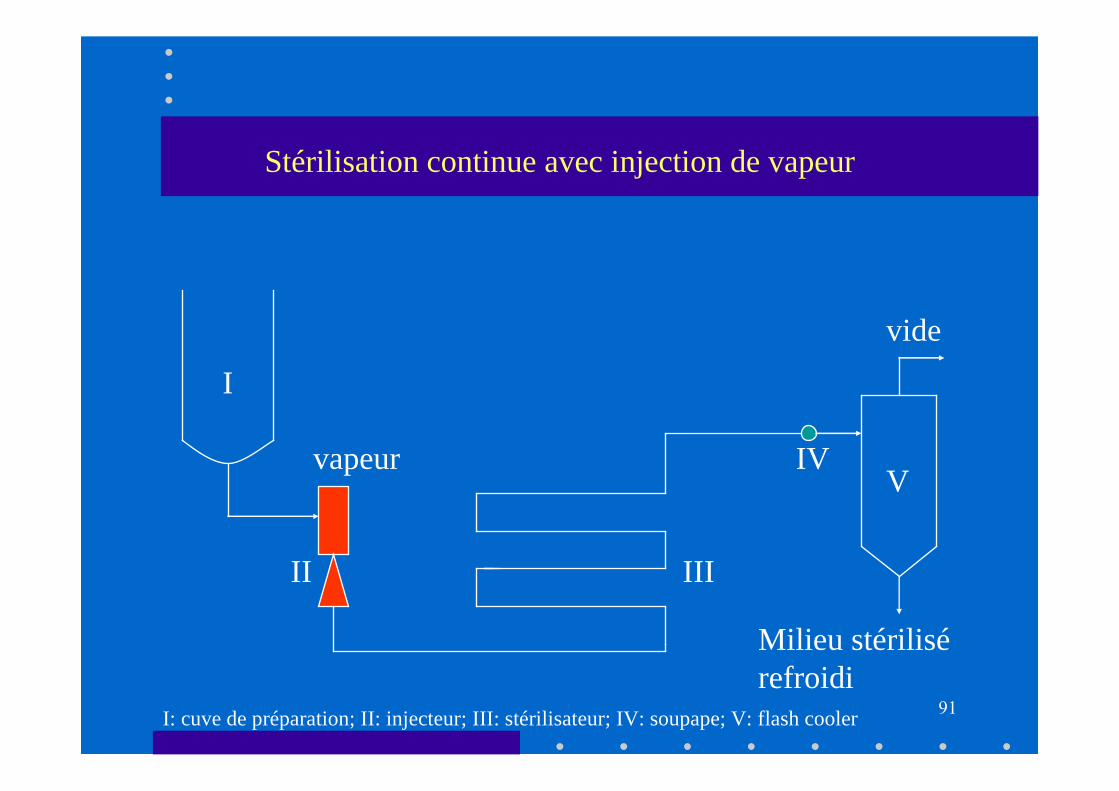
Stérilisation continue avec injection de vapeur
I
II III
IVV
vapeur
vide
Milieu stérilisérefroidi
I: cuve de préparation; II: injecteur; III: stérilisateur; IV: soupape; V: flash cooler
92
Chapitre IV- Conduite des fermentations industrielles
• IV.1- Essais préliminaires au laboratoire ou en pilote
• IV.2- Inoculation ou ensemencement
• IV.3- Classification des fermentations selon GADEN
• IV.4- Contrôle des paramètres de la culture
93
IV.1- Essais préliminaires
> Stade laboratoire: cultures successives (volumes croissants)
- tube à essai ou petit Erlenmeyer: culture possible? Forte ou faible? etc.
- gros Erlenmeyer ou ballon: agitation, optimisation des conditions de culture et de la composition du milieu, détermination de k max
- fermenteurs de laboratoire (paramètres maîtrisés)

94
Fermenteur de laboratoire
95
Fermenteurs de laboratoire
96
Essais préliminaires (suite)
> Stade pilote: fermenteurs de capacité de plus en plus élevée: 20 à plus de 100 litres

97
Fermenteur pilote
98
Essais préliminaires (suite)
�Scale up: calculs pour transposer à l ’échelle industrielle les résultats obtenus à l ’échelle pilote
�Fermenteurs de production: de capacités très variables

99
Fermenteur de production

100
Atelier de fermentation
101
IV.2- Inoculation ou ensemencement
• IV.2.1- Préparation de l ’inoculum
• IV.2.2- Techniques d ’inoculation

102
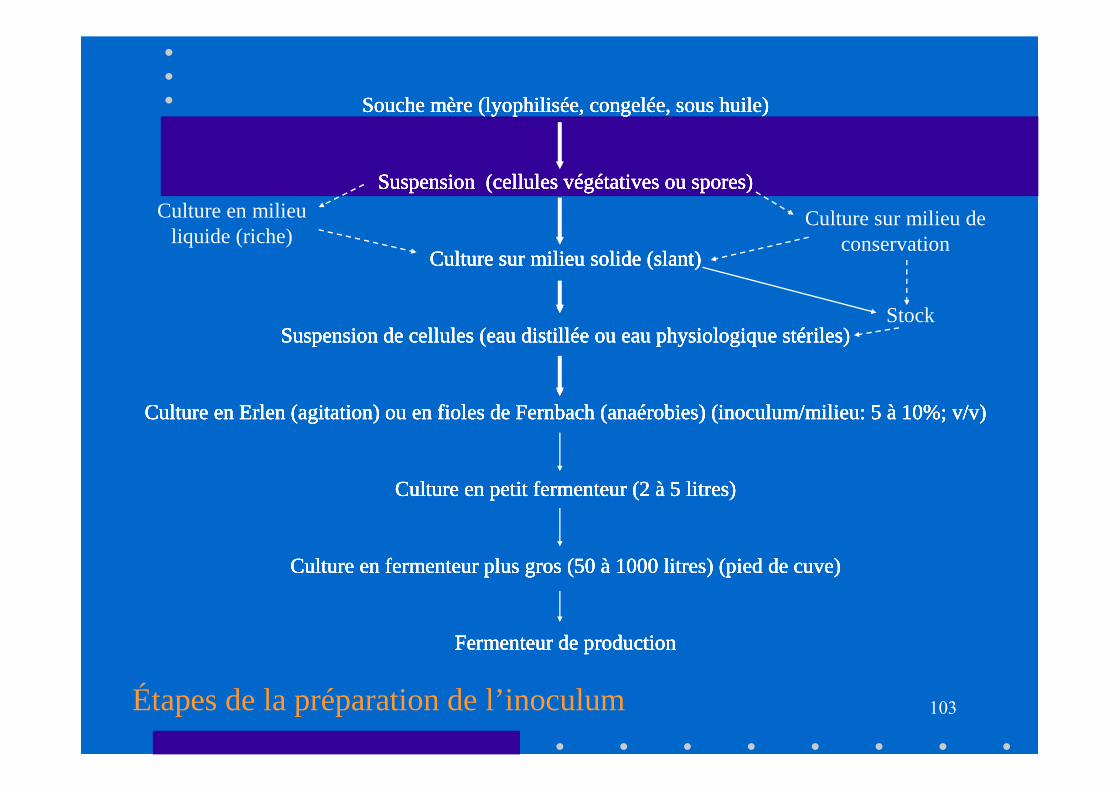
IV.2.1- Préparation de l ’inoculum
• Jadis, utilisation du « pied-de-cuve »
• Objectifs:
- ensemencer une quantité suffisante de cellules pour qu’elles soient dominantes dès le départ;
- cellules inoculées en phase exponentielle de croissance pour éviter phase de latence trop longue.
• Diagramme de préparation de l ’inoculum
103
Souche mère (lyophilisée, congelée, sous huile)
Suspension (cellules végétatives ou spores)
Culture sur milieu solide (slant)
Suspension de cellules (eau distillée ou eau physiologique stériles)
Culture en Erlen (agitation) ou en fioles de Fernbach (anaérobies) (inoculum/milieu: 5 à 10%; v/v)
Culture en petit fermenteur (2 à 5 litres)
Culture en fermenteur plus gros (50 à 1000 litres) (pied de cuve)
Fermenteur de production
Culture sur milieu de conservation
Culture en milieu liquide (riche)
Stock
Étapes de la préparation de l’inoculum
Souche mère (lyophilisée, congelée, sous huile)
Suspension (cellules végétatives ou spores)
Culture sur milieu solide (slant)
Suspension de cellules (eau distillée ou eau physiologique stériles)
Culture en Erlen (agitation) ou en fioles de Fernbach (anaérobies) (inoculum/milieu: 5 à 10%; v/v)
Culture en petit fermenteur (2 à 5 litres)
Culture en fermenteur plus gros (50 à 1000 litres) (pied de cuve)
Fermenteur de production
Souche mère (lyophilisée, congelée, sous huile)
Suspension (cellules végétatives ou spores)
Culture sur milieu solide (slant)
Suspension de cellules (eau distillée ou eau physiologique stériles)
Culture en Erlen (agitation) ou en fioles de Fernbach (anaérobies) (inoculum/milieu: 5 à 10%; v/v)
Culture en petit fermenteur (2 à 5 litres)
Culture en fermenteur plus gros (50 à 1000 litres) (pied de cuve)
Fermenteur de production
Souche mère (lyophilisée, congelée, sous huile)
Suspension (cellules végétatives ou spores)
Culture sur milieu solide (slant)
Suspension de cellules (eau distillée ou eau physiologique stériles)
Culture en Erlen (agitation) ou en fioles de Fernbach (anaérobies) (inoculum/milieu: 5 à 10%; v/v)
Culture en petit fermenteur (2 à 5 litres)
Culture en fermenteur plus gros (50 à 1000 litres) (pied de cuve)
Fermenteur de production
104
IV.2.2- Techniques d’inoculation
> Inoculation manuelle
- Inconvénients: risques de contamination
- Possibilité d ’application si contaminants éventuels peu compétitifs (cas du Yaourt)
105
Techniques d’inoculation (suite)
> Inoculation aseptique
- Exemples de techniques
- Technique utilisant le Bazooka
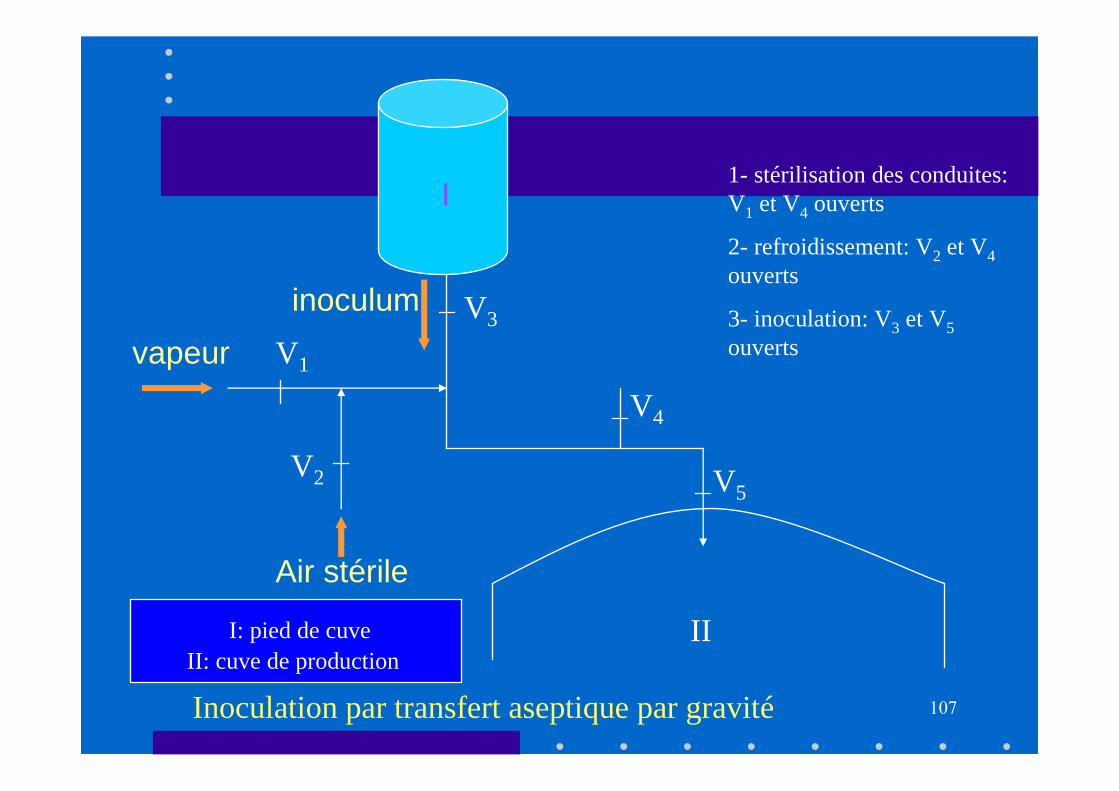
- Technique de transfert aseptique par gravité
- Avantage: risques de contamination minimisés
106
• Vapeur
A
Air stérilisé
B
V2
V3
R1 V6
R2 V7V5
V4
V1
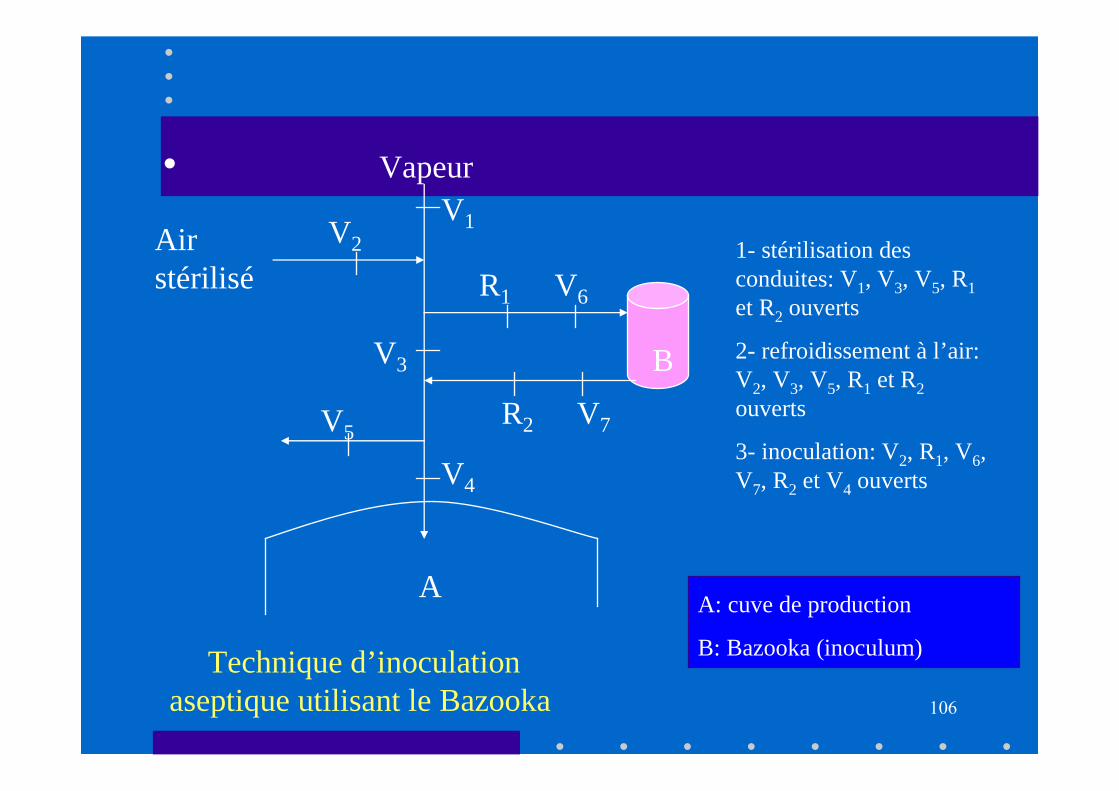
1- stérilisation des conduites: V1, V3, V5, R1et R2 ouverts
2- refroidissement à l’air: V2, V3, V5, R1 et R2 ouverts
3- inoculation: V2, R1, V6, V7, R2 et V4 ouverts
A: cuve de production
B: Bazooka (inoculum)Technique d’inoculation aseptique utilisant le Bazooka
107
II
V1
V2
V3
V4
V5
1- stérilisation des conduites: V1 et V4 ouverts
2- refroidissement: V2 et V4ouverts
3- inoculation: V3 et V5ouverts
I: pied de cuveII: cuve de production
Inoculation par transfert aseptique par gravité
I
vapeur
Air stérile
inoculum
108
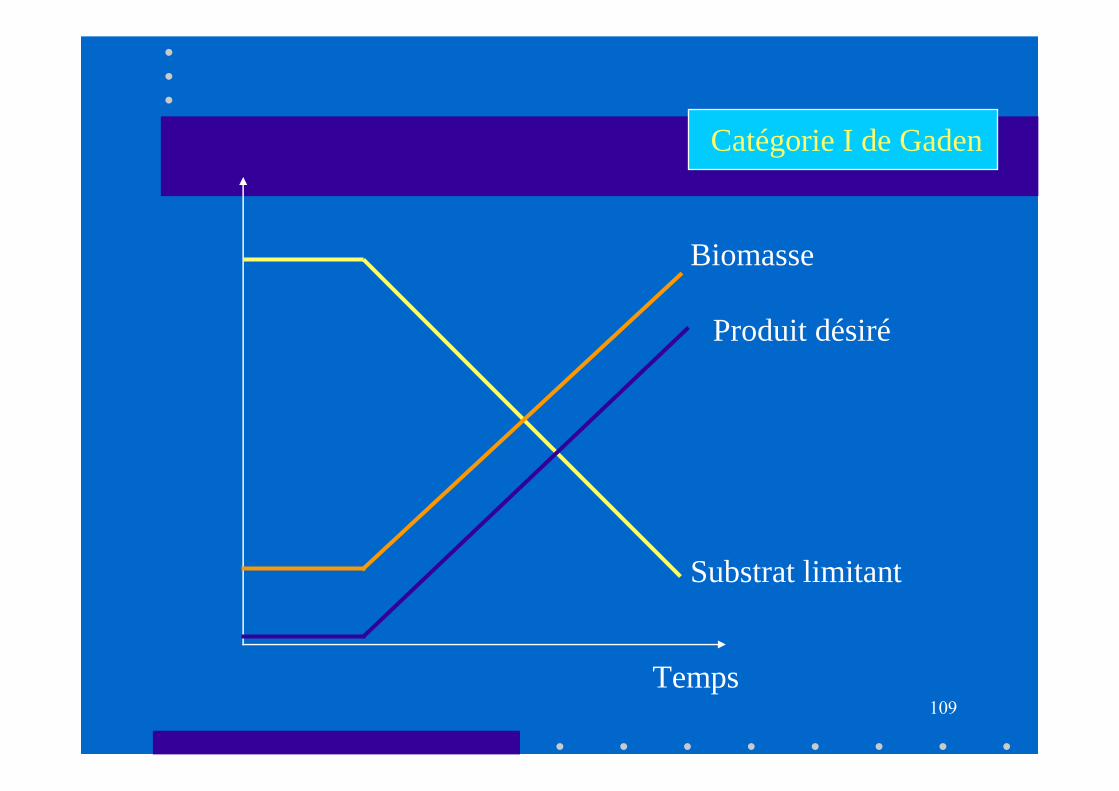
IV.3- Classification des fermentations selon GADEN
• > Catégorie1: apparition du produit désiréparallèle à la croissance microbienne (biomasse) et à la disparition du substrat limitant
• Production du produit désiréentièrementcoupléeà la consommation du substrat limitant
109
Temps
Biomasse
Produit désiré
Substrat limitant
Catégorie I de Gaden
110
Classification de GADEN (suite)
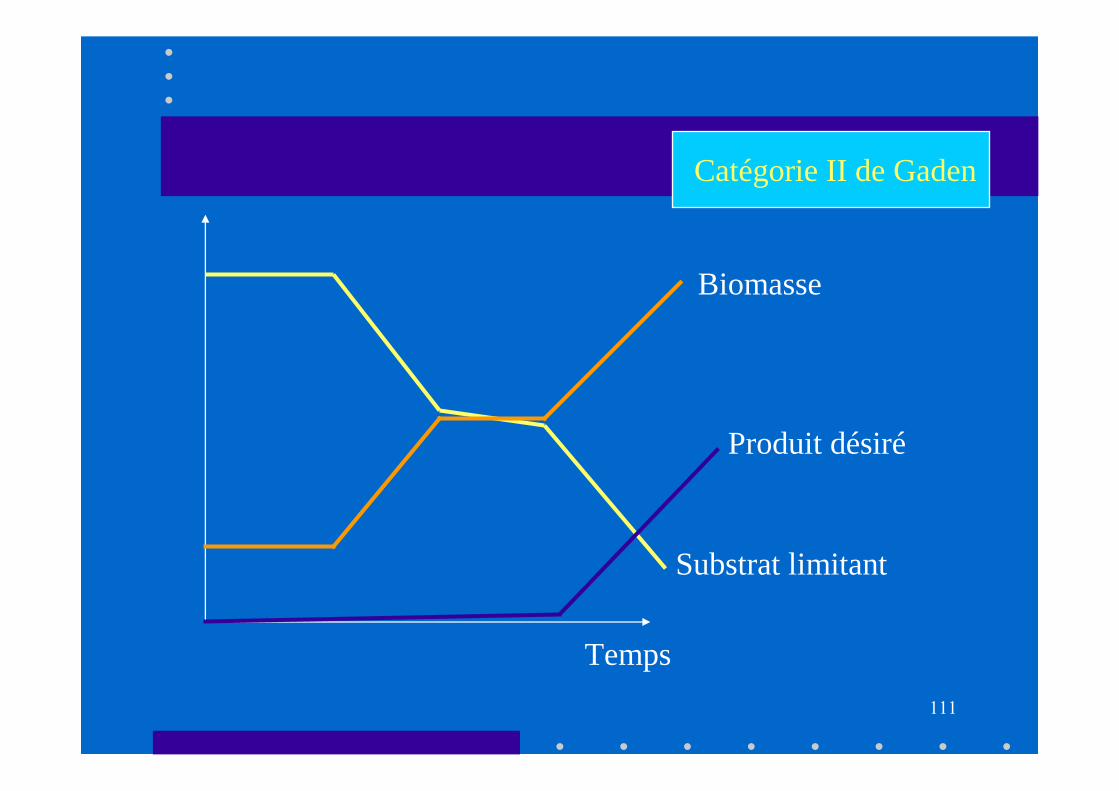
• > Catégorie II: apparition du produit désirépartiellement coupléeà la croissance microbienne et à la disparition du substrat limitant
111
Temps
Biomasse
Produit désiré
Substrat limitant
Catégorie II de Gaden
112
Classification de GADEN (suite)
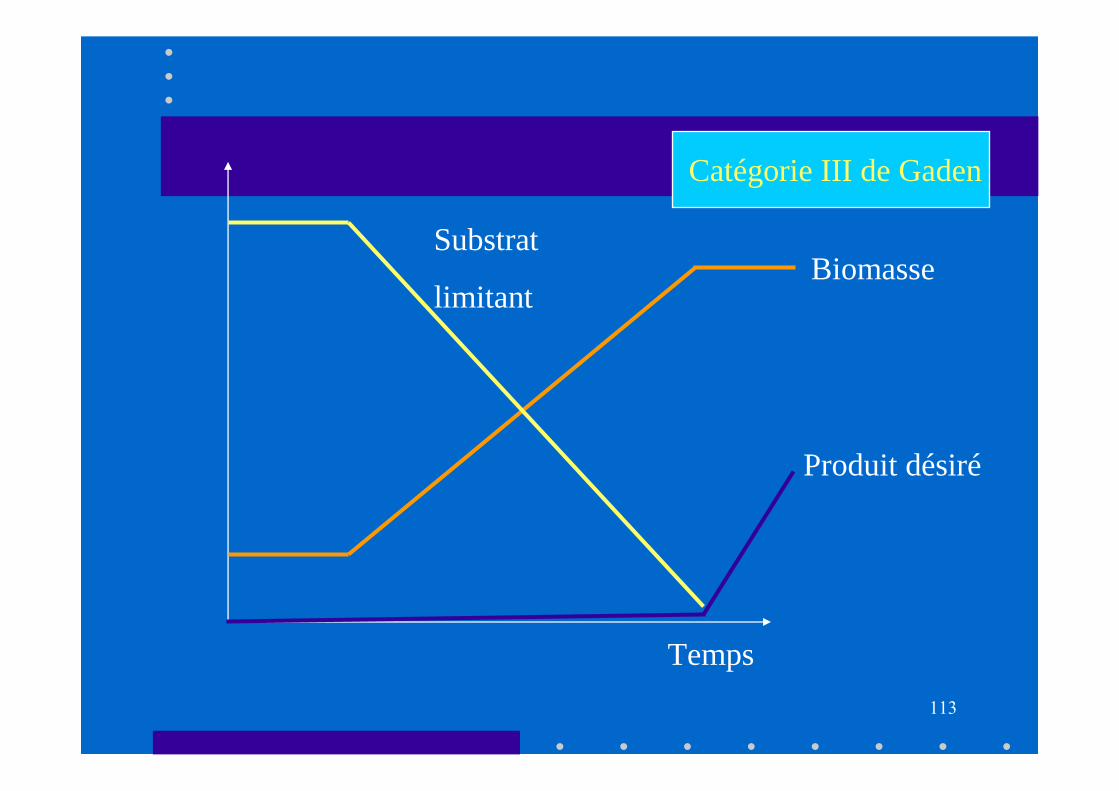
• Catégorie III: apparition du produit désirécomplètement découpléede la croissance microbienne et de la disparition du substrat limitant
113
Temps
Biomasse
Produit désiré
Substrat
limitant
Catégorie III de Gaden
114
Classification de GADEN (suite)
> Remarque: dans les catégories II et III, les conditions optimales de croissance microbienne sont généralement différentes des conditions optimales d ’obtention du produit désiré
115
IV.4- Contrôle des paramètres de la culture
• IV.4.1- Régulation du pH
• IV.4.2- Régulation de la température
• IV.4.3- Contrôle de la mousse
• IV.4.4- Contrôle du taux de croissance
• IV.4.5- Aération-Agitation (contrôle de l ’oxygénation)
116
IV.4.1- Régulation du pH
• pH initial fixé,
• ajusté au départ avec des solutions d ’acides (H2SO4; H3PO4) ou de bases (NH4OH),
• ces solutions sont en même temps nutritives
117
Régulation du pH (suite)
• Evolution en cours de fermentation:
• - alcalinisation (dégradation des protides)
• - acidification (dégradation des glucides)
• >>> Risque de ralentissement, puis d ’arrêt de la croissance
• >>> Risque de baisse du rendement
118
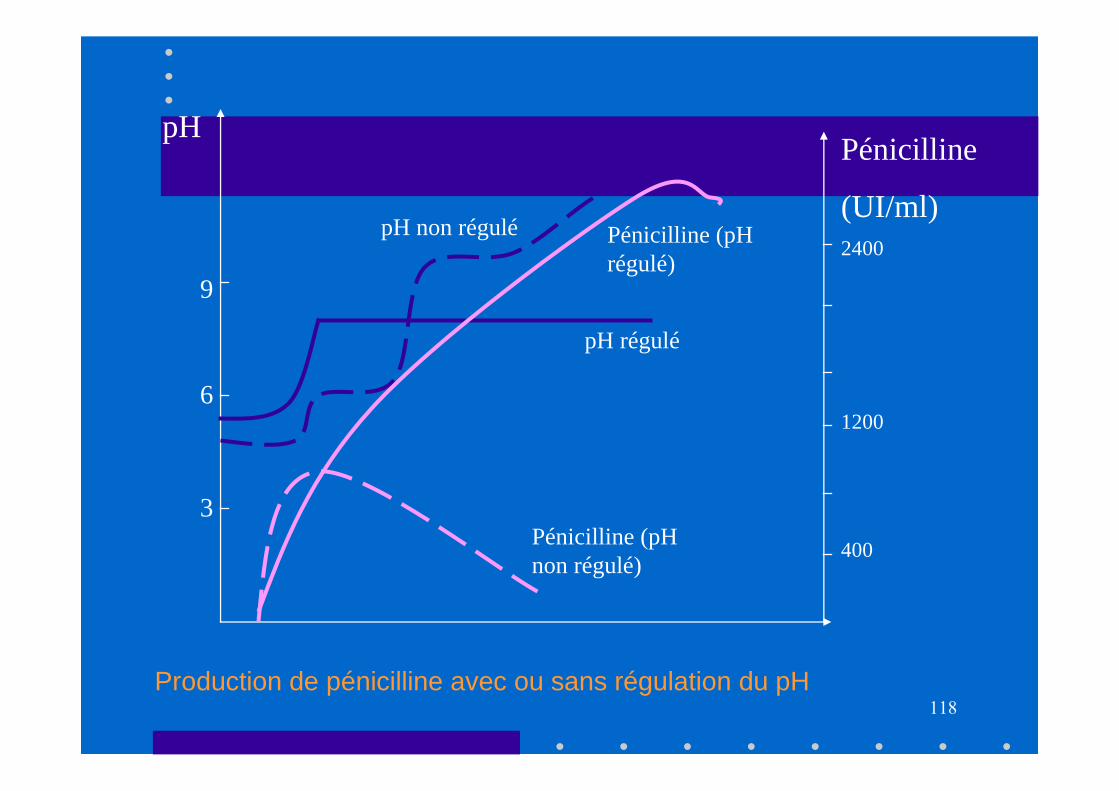
pHPénicilline
(UI/ml)
pH régulé
pH non régulé
Pénicilline (pH non régulé)
Pénicilline (pH régulé)
3
6
9
2400
1200
400
Production de pénicilline avec ou sans régulation du pH
119
Régulation du pH (suite)
• Solutions:
> Milieux tamponnés: coûteux et instables
> Addition de solutions d ’acides ou de bases:
- addition manuelle
- régulation automatique
120
Régulation du pH (suite)
• Addition manuelle de solutions acides ou basiques, suivant un programme établi empiriquement
• >> Inconvénients: risques de surdosage ou de sous-dosage, risques de contaminations,
• soubresauts dans la croissance
121
Régulation du pH (suite)
• Régulation automatique: électrode plongée dans le moût pour mesurer le pH en continu, pH-mètre relié à un système de régulation automatique
122
IV.4.2- Régulation de la température
• Température initiale fixée
• Tendance au réchauffement (libération de chaleur), d ’où risque de ralentissement de la croissance
• Parfois rendement et qualité influencés
• Exemple: en levurerie, si température > 35°C, l ’activité fermentaire augmente, d ’où perte de rendement , mais meilleure stabilité
123
Régulation de la température (suite)
• Chaleur à évacuer parfois importante
• Exemple: en levurerie industrielle 3200 kcal/kg de levure sèche produite, soit 700 kcal/kg de mélasse utilisée (à 50% de sucres)
124
Régulation de la température (suite)
• Solution: refroidissement
>> circulation d ’eau glacée, avec possibilitéde régulation automatique par thermostat
>> ruissellement externe (perte par évaporation)
125
IV.4.3- Contrôle de la mousse
• Causes:
> composition des milieux de culture
> l ’aération et l ’agitation accentuent le moussage
126
Contrôle de la mousse (suite)
• Conséquences du moussage:
> réduction du volume utile du fermenteur;
> réduction de l ’efficacité de l ’aération;
> risques de débordements (pertes, contaminations)
127
Contrôle de la mousse (suite)
• Solution: utilisation d ’antimousses
> nature: silicone, alcools supérieurs, huiles végétales, etc.
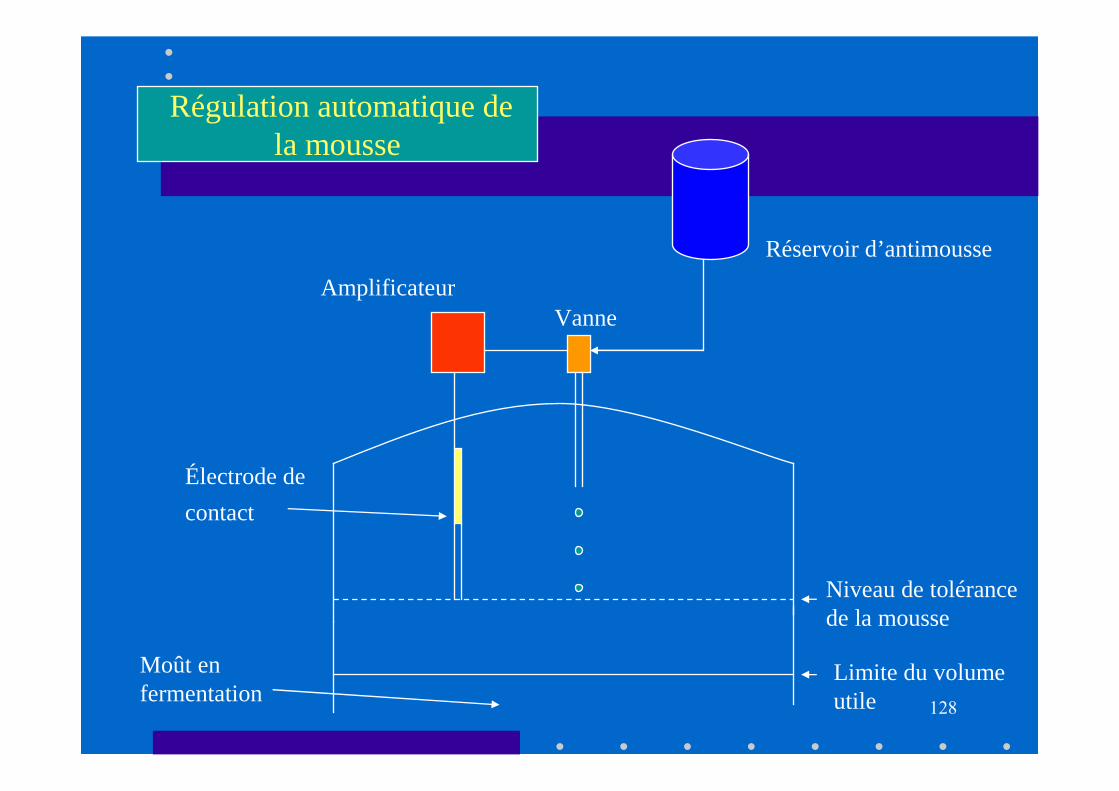
> Technique: - Manuelle: risque de mauvais dosage et de contamination - Automatique: régulation par électrode de contact et écoulement aseptique
128
Réservoir d’antimousse
VanneAmplificateur
Niveau de tolérance de la mousse
Limite du volume utile
Électrode de
contact
Moût en fermentation
Régulation automatique dela mousse
129
IV.4.4- Contrôle du taux de croissance
• k : taux de croissance, en g de biomasse produite par g de micro-organisme et par h (taux d ’accroissement spécifique)
• Pour chaque espèce, il existe un kmaxExemple: pour la levure, kmax = 0,6 g/g/h
• k varie avec divers paramètres: température, pH, oxygénation, composition du milieu, etc.
130
Contrôle du taux de croissance (suite)
• Nécessité de contrôler le k car conditionne le rendement et la qualité de certains produits Exemple: en levurerie boulangère, quand k augmente, le rendement diminue (activitéfermentaire plus intense)
131
Contrôle du taux de croissance (suite)
• On peut jouer sur différents paramètres: - température, pH, etc. - concentration du substrat limitant; selon l’équation de Monod: k=kmax.S/(ks+S) S: concentration en substrat limitant (g/l) ks: constante représentant la valeur de S pour laquelle k=kmax/2
132
Contrôle du taux de croissance (suite)
• Si S augmente, k augmente et s ’approche de kmaxMais si S augmente, en levurerie, l ’effet glucose (effet Crabtree) augmente, d’oùbaisse de rendement et augmentation de la production d ’éthanol (toléré: 0,5 à 1% d ’éthanol)
133
IV.4.5- Aération - Agitation
• IV.4.5.1- Généralités
• IV.4.5.2- Efficacité du système d’aération d’un fermenteur
• IV.4.5.3- Régulation de l’aération
• IV.4.5.4- Stérilisation de l’air
134
Aération – Agitation (suite)
• IV.5.4.1- Généralités- Les 2 opérations sont complémentaires- Satisfaire la DMO (demande maximale en O2)- Air et non oxygène pur- Air stérilisé par filtration- Rôles de l’agitation:
. Homogénéisation dumilieu
. Accroissement de l’efficacitéde l’aération
DMO (mmoles d’O 2/l/h
Azotobacter sp 260Penicillium chrysogenum 20 - 30Saccharomyces cerevisiae 10 - 15
Escherichia coli 5 - 8
135
Aération – Agitation (suite)
• IV.4.5.2- Efficacité du système d’aération
- Ce qui compte, c’est la vitesse VA d’assimilation de l’O2 par le micro-organisme
- Ce qui limite cette assimilation, c’est la vitesse VD
(très lente) de dissolution de l’O2 dans le moût
- Si on ajoute dans le milieu un produit oxydable, son oxydation se fera à une vitesse VO qui sera limitée par VD
VA = VD = VO
136
Aération – Agitation IV. 4.5.2- Efficacité du système d’aération (suite)
• Méthode au sulfite pour déterminer VO
- On sait que
VD = kla(Ca – Cl) (équation de Fink)avec Ca: concentration de l’O2 dans l’air
Cl: concentration de l’O2 dans le liquidea: surface d’échange air/liquidekl: constante
Or, Cl = 0 (puisque toute fraction d’O2 dissoute est immédiatement assimilée) et Ca est constante. Donc, ce qui caractérise le système d’aération d’un fermenteur, c’est le
kla ou OAR (OxygenAbsorption Rate)
137
Aération – Agitation IV. 4.5.2- Efficacité du système d’aération (suite)
• Paramètres de variation du kla
- La présence de substances dissoutes le fait baisser
- Les substances tensioactives (mousse) le font baisser
- Il baisse quand la viscosité du milieu augmente
kla1 T1ρ2
kla2 T2ρ1= Ti; température absolue
ρi: viscosité
138
Aération – Agitation
• IV.4.5.3- Régulation de l’aération- Mesure en temps réel de la concentration
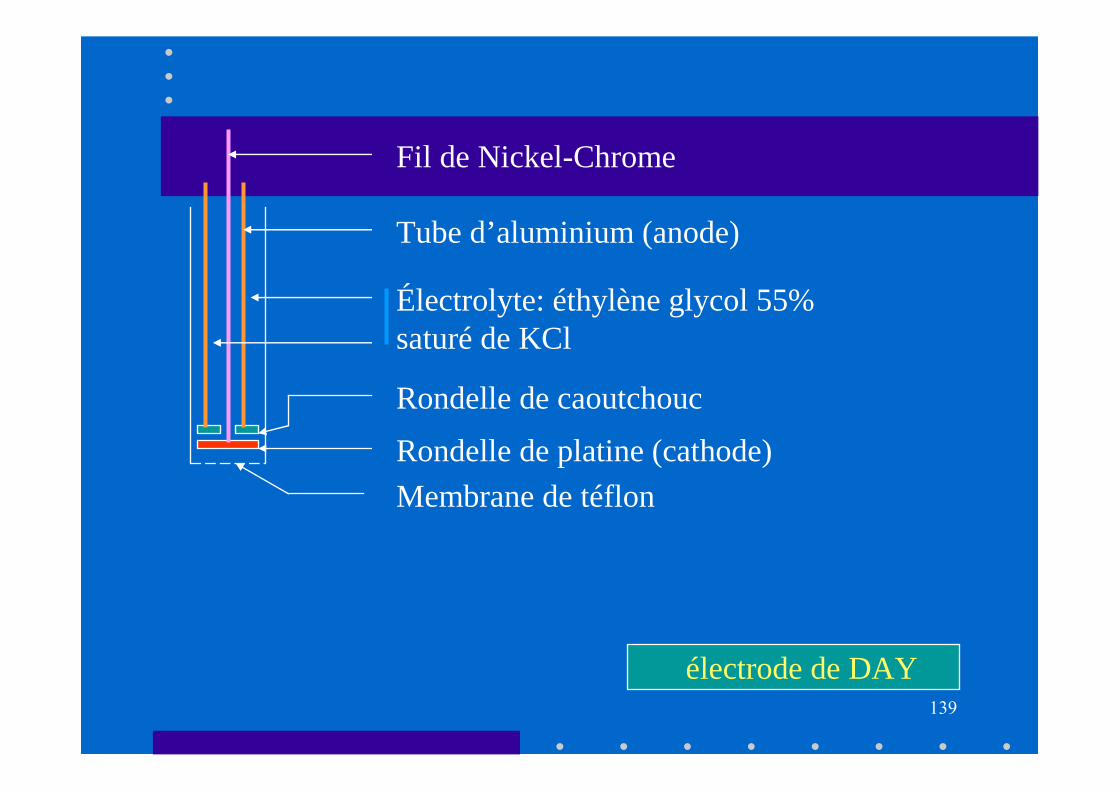
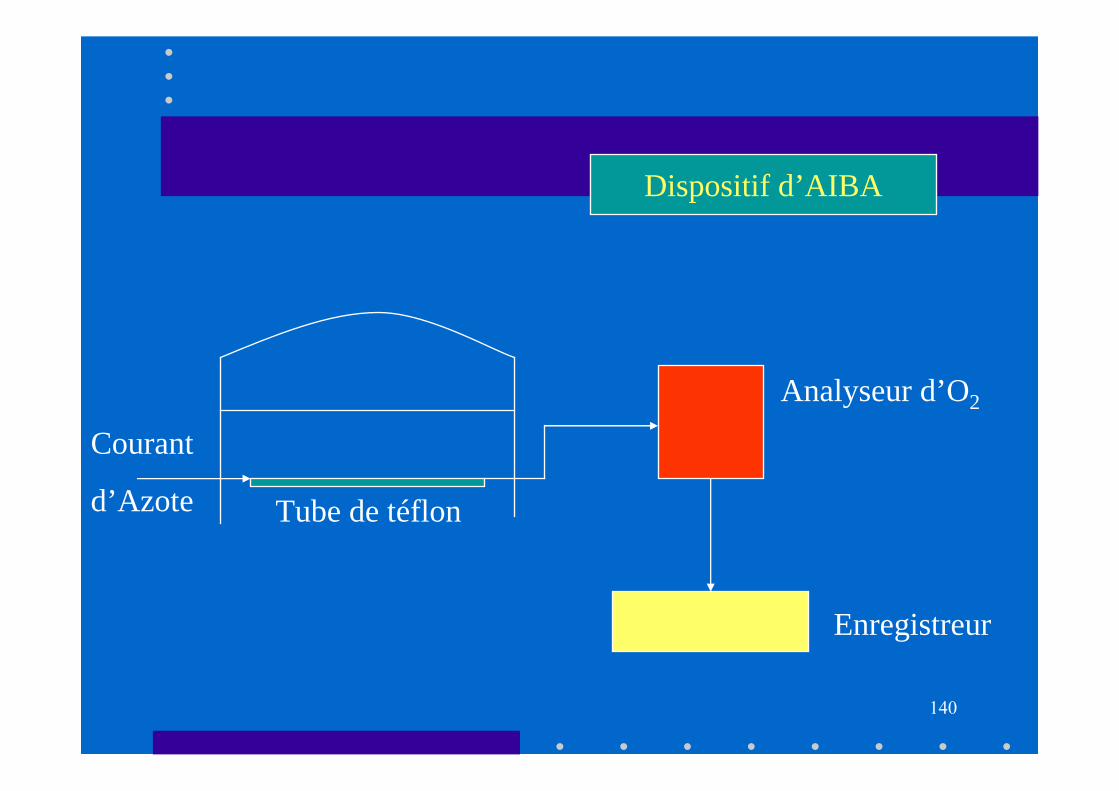
d’O2 dissous dans le moût:. Électrode de Day. Dispositif d’Aiba
- Possibilité de programmation informatique de la courbe de la DMO pour contrôle automatique
139
Fil de Nickel-Chrome
Tube d’aluminium (anode)
Électrolyte: éthylène glycol 55% saturé de KCl
Rondelle de caoutchouc
Rondelle de platine (cathode)
Membrane de téflon
électrode de DAY
140
Analyseur d’O2
Enregistreur
Tube de téflon
Courant
d’Azote
Dispositif d’AIBA
141
Aération – Agitation
• IV.4.5.4- Stérilisation de l’air
- Généralités
. Nécessaire pour éviter les contaminations
. Chaleur inefficace
. Stérilisation par filtration
. Filtres à air caractérisés par leur efficacité
142
Aération – AgitationIV.4.5.4- Stérilisation de l’air
• Efficacité d’un filtre à airSoit N0: concentration des particules à l’entrée du filtre
N: concentration des particules à une distance L de l’entrée
dN - kN0
dL
Log N = - kL
N0
Soit η l’efficacité du filtre; η = N0 – N = 1 – N = 1 – e –kL
N0 N0
Pour que η = 1, il faudrait N= 0, soit L ∞
=
143
Aération – AgitationIV.4.5.4- Stérilisation de l’air
• Notion de L90: épaisseur de filtre capable de retenir 90% des particules de l’air
soit N0 = 100, donc N = 10
d’où Log 10 = - kL90, donc Log 10 = k L90, soit
100
Autres paramètres: taille des particules, vitesse du flux d’air, etc.
L90 = 2,3k
144
Aération – AgitationIV.4.5.4- Stérilisation de l’air
• Matériaux filtrants- Conventionnels: coton, laine de verre, charbon
activé, etc.- Modernes: papier imprégné de résine, bronze
fritté,etc.• Séchage de l’air avant filtration (passage sur
matériaux desséchants) pour éviter la condensation, cause de contaminations microbiennes
145
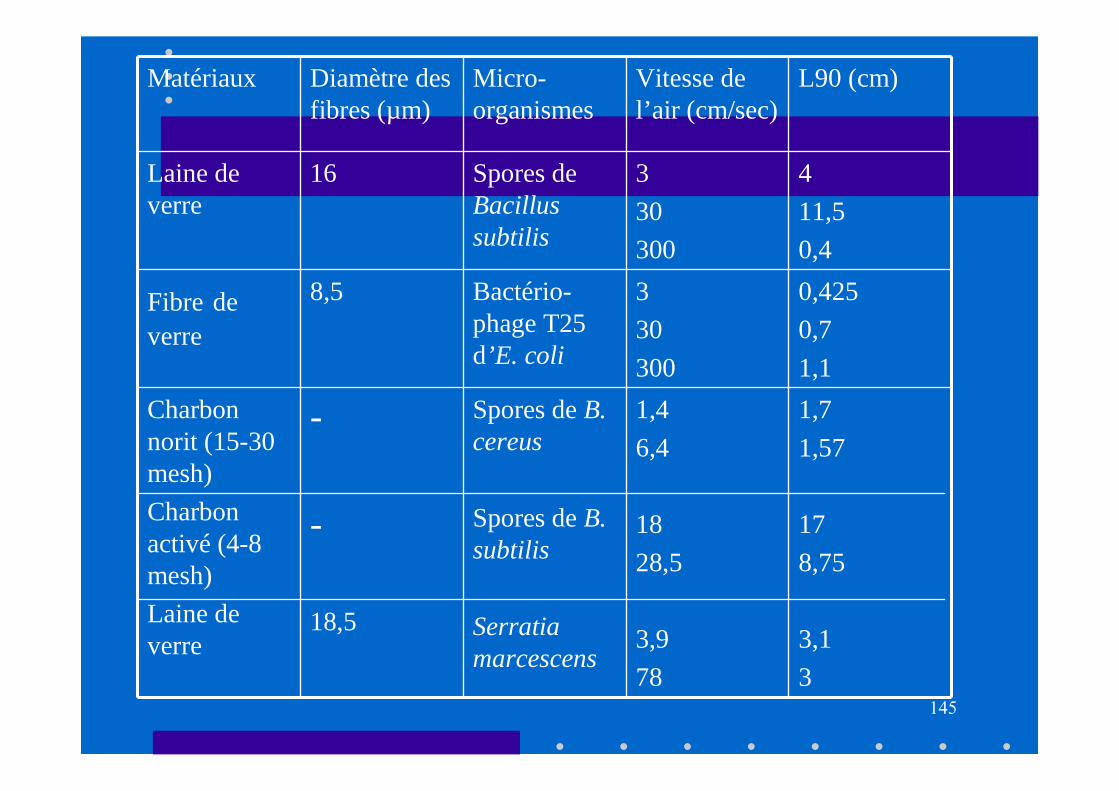
Matériaux Diamètre des fibres (µm)
Micro-organismes
Vitesse de l’air (cm/sec)
L90 (cm)
Laine de verre
16 Spores de Bacillussubtilis
3
30
300
4
11,5
0,4
Fibre de verre
8,5 Bactério-phage T25 d’E. coli
3
30
300
0,425
0,7
1,1
Charbon norit (15-30 mesh)
Charbon activé (4-8 mesh)
Laine de verre
-
-
18,5
Spores de B.cereus
Spores deB. subtilis
Serratiamarcescens
1,4
6,4
18
28,5
3,9
78
1,7
1,57
17
8,75
3,1
3
146
Aération – Agitation
• IV.4.5.5- Besoins en énergie pour l’aérationPour soufflage de l’air (compresseur) et agitation,
forte consommation d’énergie.Exemple: 1 Kg de levure (en extrait sec) exige 20 à 25 m3
d’airL’énergie nécessaire pour soufflage de l’air et agitation: 0,4 kwh/kg de levure sèche, soit 80 % de l’énergie dépensée dans l’atelier de fermentation
147
Aération – Agitation
• IV.4.5.6- Design des fermenteurs industriels:
Dépend étroitement des besoins en oxygénation et agitation et du système d’aération – agitation adopté
148
Chapitre V- Différents types de fermentations
• V.1- Fermentation en milieu liquide (FML)
- FML en discontinu (batch)
- FML en continu
• V.2- fermentation en milieu solide (FMS)
• V.3- Culture de cellules immobilisées
149
V.1- Fermentation en milieu liquide
• V.1.1- Fermentation en milieu liquide en discontinu (batch)
- Principe
- Avantages et inconvénients
• V.1.2- fermentation en milieu liquide en continu
- Principe
- Hypothèses de base de la fermentation continue
- Expression mathématique
- Avantages et inconvénients
150
V.1.1- Fermentation en milieu liquide en discontinu (batch)
• V.1.1.1- PrincipeCulture dans un système clos;Généralement, les étapes suivantes:- 1-Remplissage de la cuve avec le milieu- 2-Stérilisation du milieu dans la cuve- 3-Réglage des différents paramètres (pH, température, etc.)- 4-Inoculation- 5-Mise en route du système aération-agitation et des
régulations automatiques
151
V.1.1- Fermentation en milieu liquide en discontinu (batch)V.1.1.1- Principe (suite)
• Suite des étapes du batch:
- 5-Développement du micro-organisme jusqu’à l’arrêt de croissance (épuisement du substrat limitant, accumulation de déchets)
- 6- Vidange (soutirage) du moût épuisé (effluent) qui sera traité pour la récupération du produit désiré
- 7- Nettoyage et désinfection de la cuve, des conduites, etc.
152
Fermentation en milieu liquide en discontinu (batch)
• V.1.1.2- Avantages et inconvénients
- Avantages
. Équipements peu coûteux
. Ne nécessite pas de main d’œuvre qualifiée
- Inconvénients
. Forte dépense en énergie et produits de N&D
. Perte de temps
. Nécessite un effectif important en personnel
153
V.1.2- Fermentation en milieu liquide en continu
• V.1.2.1- Principe
Culture dans un système ouvert, les cellules étant maintenues en phase exponentielle de croissance, en général selon le principe suivant :
- Le chémostat: milieu nutritif stérile additionné àun débit constant (en rapport avec la consommation du substrat limitant)
154
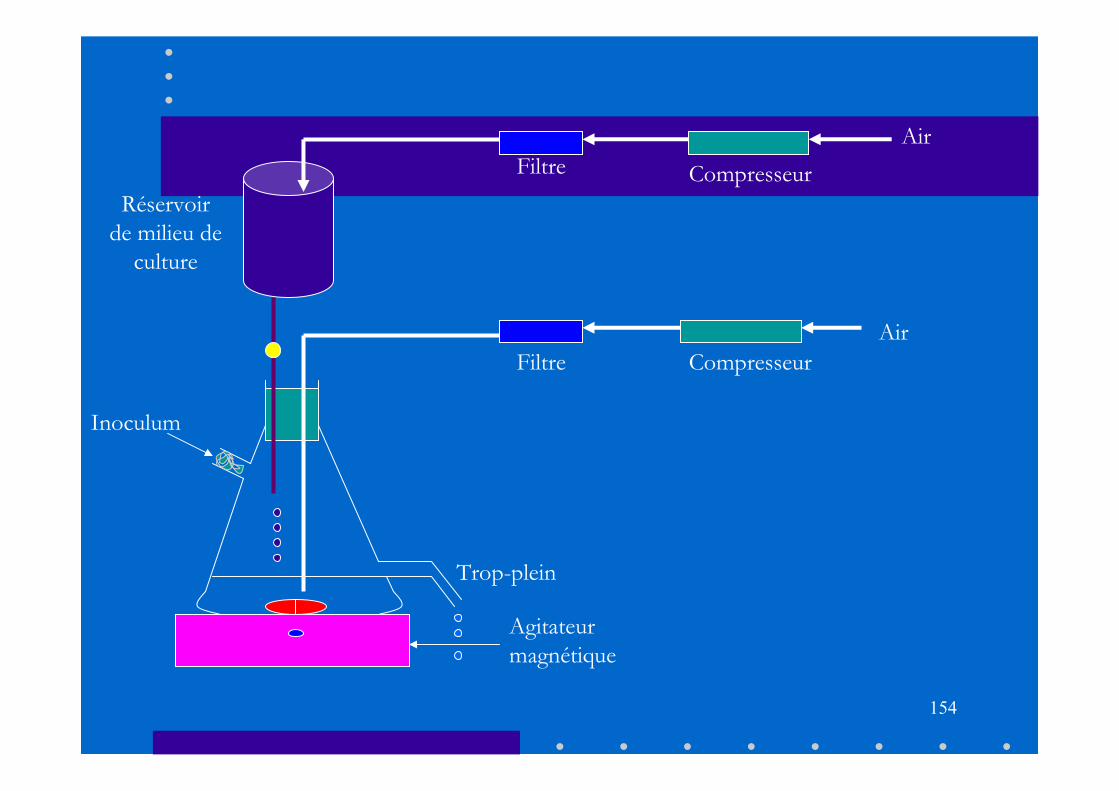
Air
Compresseur
Compresseur
Air
Filtre
Filtre
Réservoir
de milieu de
culture
Trop-plein
Agitateur
magnétique
Inoculum
155
Fermentation en milieu liquide en continu
• V.1.2.2- Hypothèses de base de la fermentation continue
- 1. toutes cellules en train de se diviser (phase exponentielle de croissance)
- 2. toutes cellules exactement dans les mêmes conditions (agitation): taux d’accroissement spécifique k constant
- 3- densité cellulaire N constante dans le temps- 4- Concentration du substrat limitant S constante- 5- l’effluent qui quitte le fermenteur a exactement
la même composition que le moût à l’intérieur du fermenteur
156
Fermentation en milieu liquide en continu
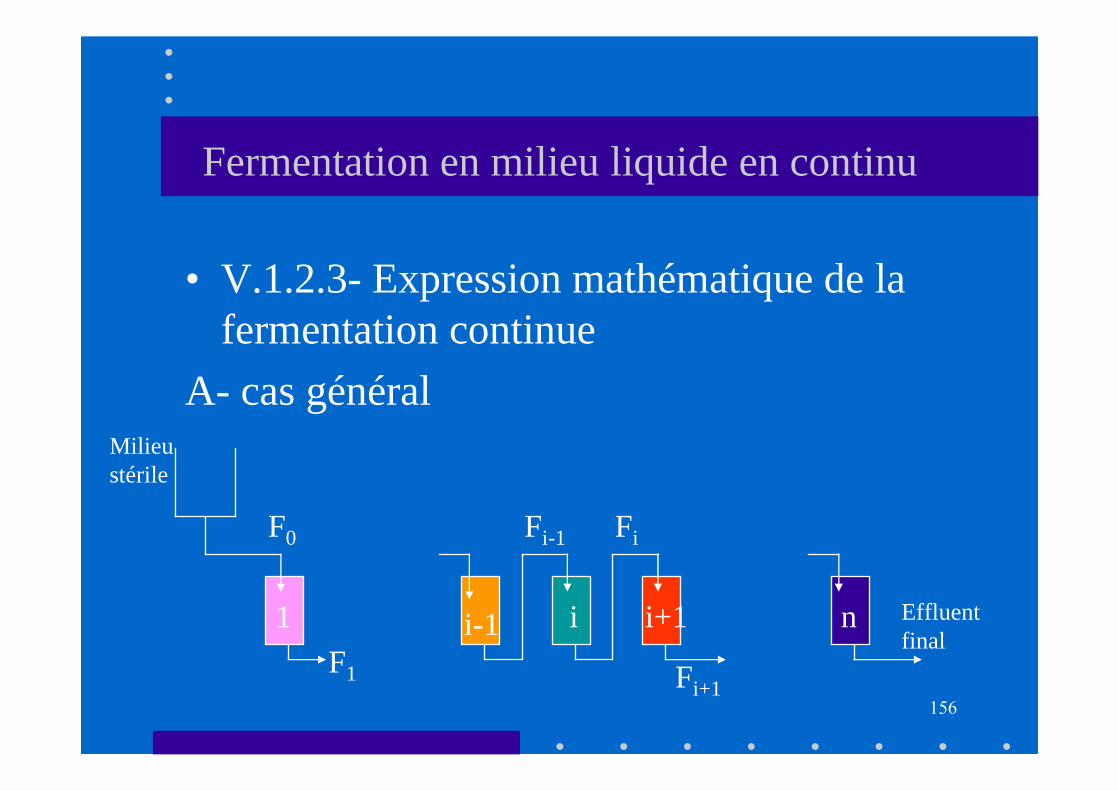
• V.1.2.3- Expression mathématique de la fermentation continue
A- cas général
F0 Fi-1 Fi
Fi+1
1 i-1 i i+1 n Effluent final
Milieu stérile
F1
157
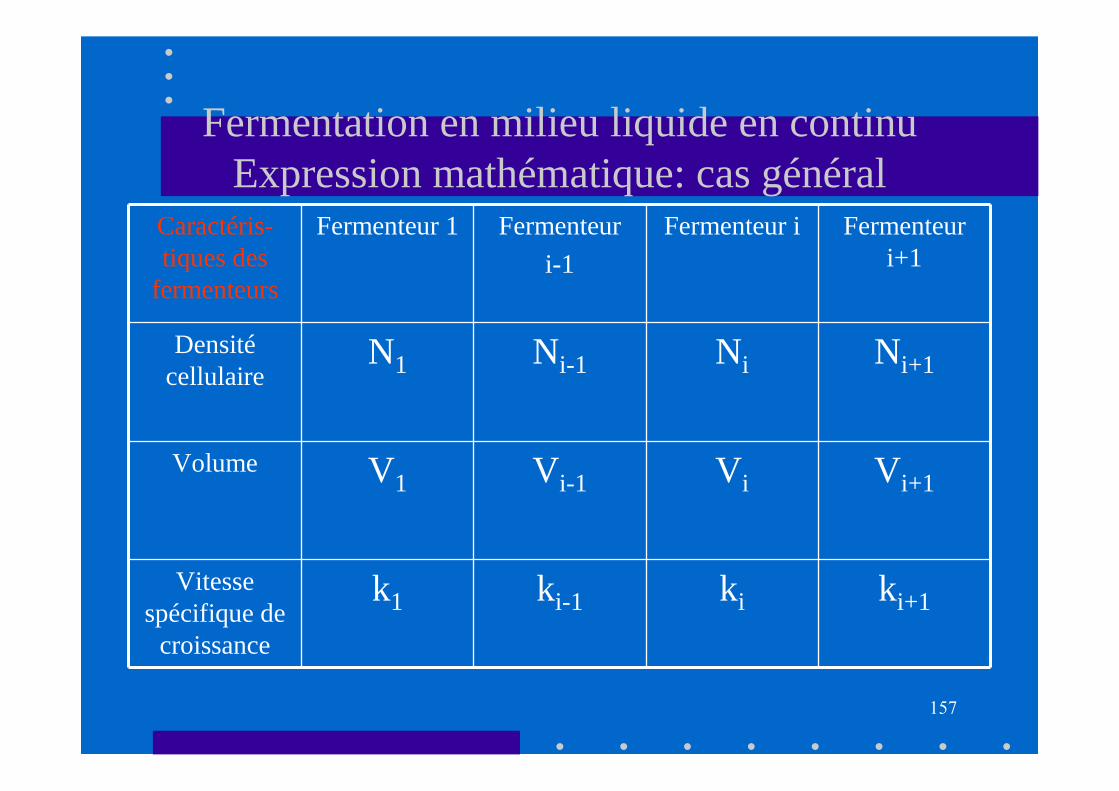
Fermentation en milieu liquide en continuExpression mathématique: cas général
Caractéris-tiques des
fermenteurs
Fermenteur 1 Fermenteur
i-1
Fermenteur i Fermenteur i+1
Densitécellulaire
N1 Ni-1 Ni Ni+1
Volume V1 V i-1 V i V i+1
Vitesse spécifique de
croissance
k1 ki-1 ki ki+1
158
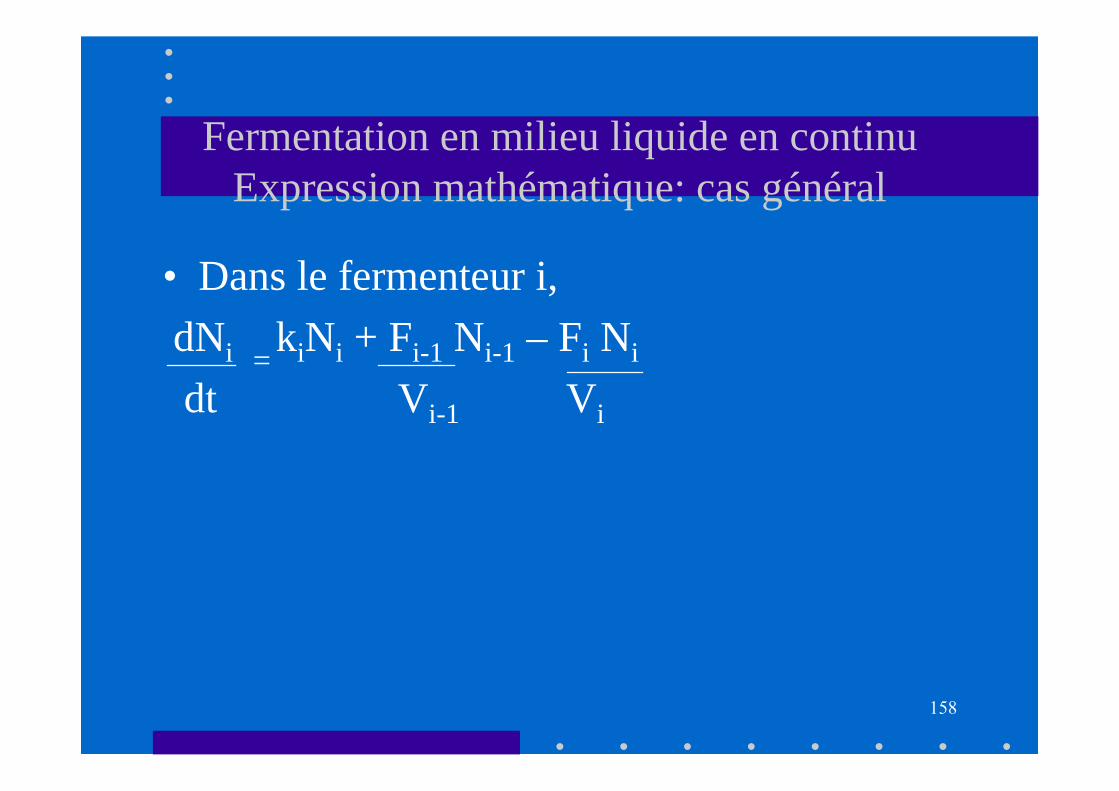
Fermentation en milieu liquide en continuExpression mathématique: cas général
• Dans le fermenteur i,
dNi kiNi + Fi-1 Ni-1 – Fi Ni
dt Vi-1 V i
=
159
Fermentation en milieu liquide en continuExpression mathématique
• B- cas d’un fermenteur unique en régime permanent
- Fermenteur unique : Ni-1 = 0
- Régime permanent: dNi = 0
dt
d’où kiNi = Fi Ni avec Fi = Di (taux de
V i V i dilution)
ki = Di Règle absolue pour fermenteur unique en régime permanent
160
Fermentation en milieu liquide en continuExpression mathématique, fermenteur unique en régime
permanent
• Applications
- Si D > kmax; forte dilution
Ni 0 ; phénomène du « wash out »
- « Holding time »: temps de renouvellement du fermenteur
1 Vi
Di Fi= Exemple: avec Vi = 10 m3 et Fi = 2,5 m3/h;
holding time = 4h
161
Fermentation en milieu liquide en continuExpression mathématique
• C- Effet de la concentration en substrat: équation de Monod
ki = kmax Si
ks+Si
Si S augmente, k augmente.
Mais: . Perte de substrat
. Autres effets indésirables (effet glucose)
ki: vitesse de croissance (mg/mg/h)
kmax: vitesse spécifique maximale
Si: conc. en substrat limitant (mg/ml)
ks: valeur de S pour k = ½ kmax
Heureusement, ks généralement faible (de l’ordre du cg/ml pour les sucres et du mg/ml pour les acides aminés)
162
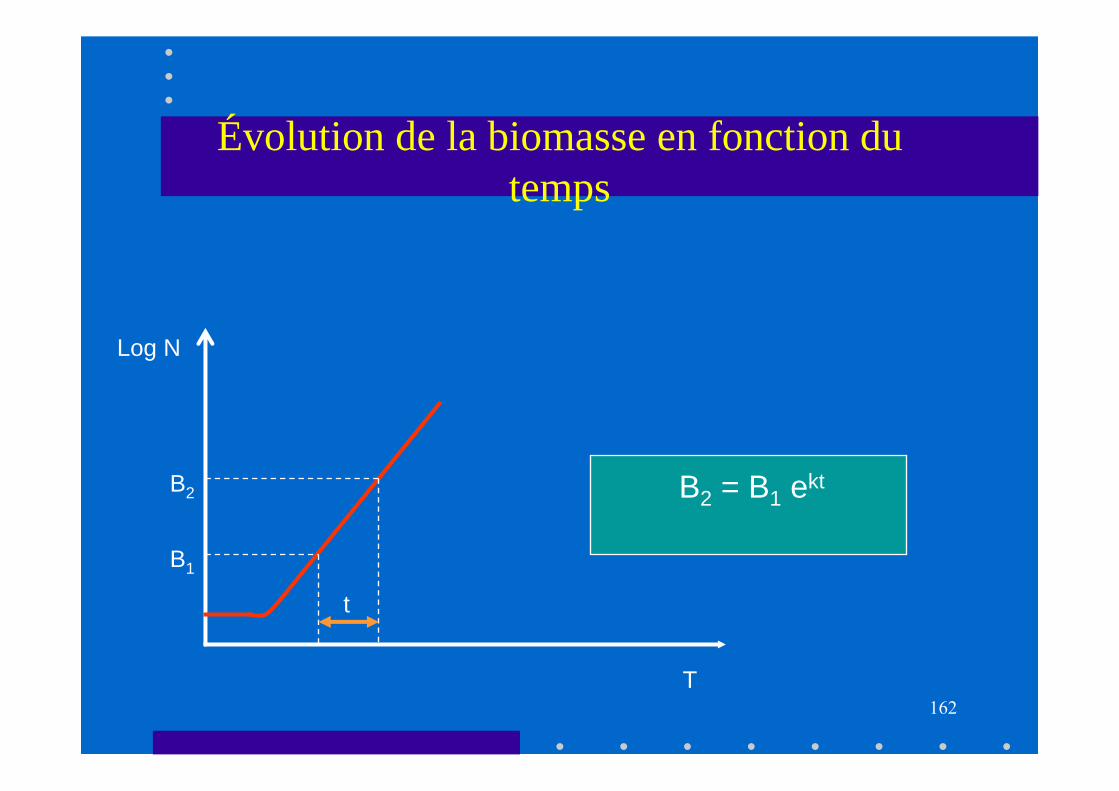
Évolution de la biomasse en fonction du temps
Log N
T
t
B1
B2 B2 = B1 ekt
163
Fermentation en milieu liquide en continuExpression mathématique
• D- Cas d’une série de fermenteursExemple: fermentation à double effet (cas des
fermentations des catégories II & III de Gaden)k1 > k2 puisque nécessairement S1 > S2
Mais ce n’est pas gênant; généralement, la croissance est plus recherchée dans le premier fermenteur que dans le second
164
Fermentation en milieu liquide en continu
• V.1.2.4- Avantages et inconvénients�Avantages:- Économie d’énergie- Économie de produits de Nettoyage & Désinfection- Fermenteur tout le temps productif- Plus économique car pas de temps mort- Permet l’optimisation du système sans arrêter la
production (injection de nutriments, changement des conditions physico-chimiques)
165
Fermentation en milieu liquide en continu V.1.2.4- Avantages et inconvénients
�Inconvénients:
- Investissement coûteux
- Nécessite un personnel hautement qualifié
- Manque de souplesse dans la production (cas de panne)
166
V.2- Fermentation en milieu solide (FMS)
• V.2.1- Définition et historique
• V.2.2- Différents types de fermenteurs pour les FMS
• V.2.3- Applications des FMS
• V.2.4- Avantages et inconvénients des FMS
167
Fermentation en milieu solide (FMS)
• V.2.1- Définition et historique�Définition: culture de micro-organismes sur et à
l’intérieur de particules solides humectées sans qu’il y ait de phase liquide circulante (= systèmes avec cellules immobilisées)
� La matrice peut être:- Un support inerte imbibé d’un milieu nutritif complet
(pH ajusté)- Un substrat nutritif solide (son, paille, etc.) imbibé
d’eau ou d’une solution nutritive de complémentation (pH ajusté)
168
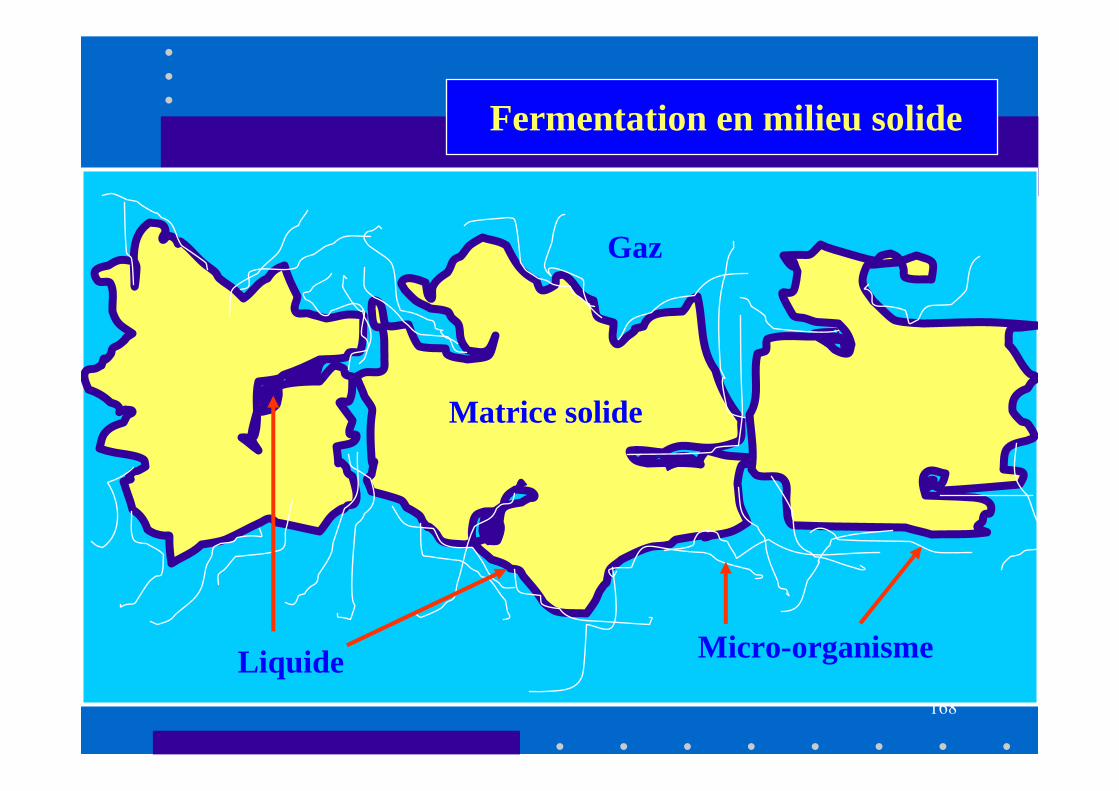
Matrice solide
Liquide
Gaz
Micro-organisme
Fermentation en milieu solide
169
Fermentation en milieu solide Définition et historique
�Historique:
- Riz fermenté en Asie (depuis plus de 3000 ans)
- Fromages moisis (Camembert, Roquefort, les Bleus, etc.) connus depuis des siècles
- Depuis le début du XXèmesiècle, nombreuses applications: enzymes, acides organiques, protéines , compostage, champignons comestibles, etc.
170
Fermentation en milieu solide (FMS)
• V.2.2- Différents types de fermenteurs pour les FMS
- Fermenteur à plateaux type Koji
- Fermenteur de type tambour rotatif
- Fermenteur agité (ex.: bio-réacteurhorizontal agité)
171
1
2
3
4 8
13
56
7
9 10
11
12
14
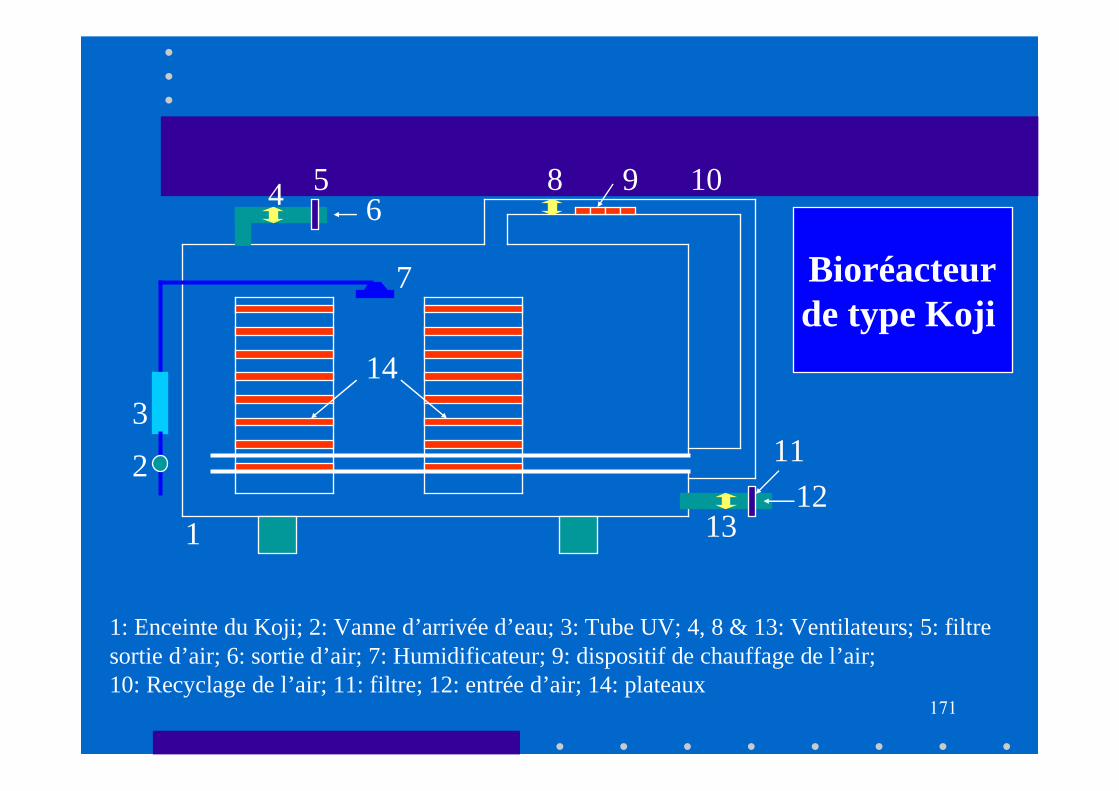
1: Enceinte du Koji; 2: Vanne d’arrivée d’eau; 3: Tube UV; 4, 8 & 13: Ventilateurs; 5: filtre sortie d’air; 6: sortie d’air; 7: Humidificateur; 9: dispositif de chauffage de l’air; 10: Recyclage de l’air; 11: filtre; 12: entrée d’air; 14: plateaux
Bioréacteur de type Koji
172
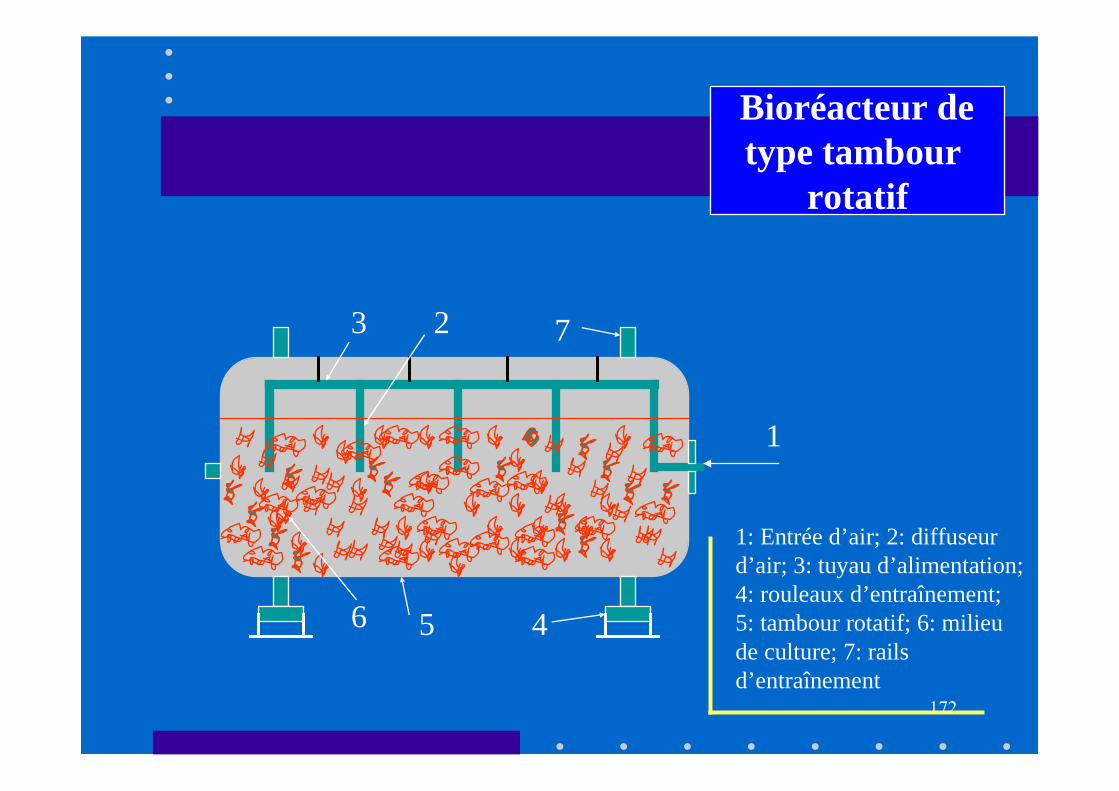
Bioréacteur de type tambour
rotatif
1
23
456
7
1: Entrée d’air; 2: diffuseur d’air; 3: tuyau d’alimentation; 4: rouleaux d’entraînement; 5: tambour rotatif; 6: milieu de culture; 7: rails d’entraînement
173
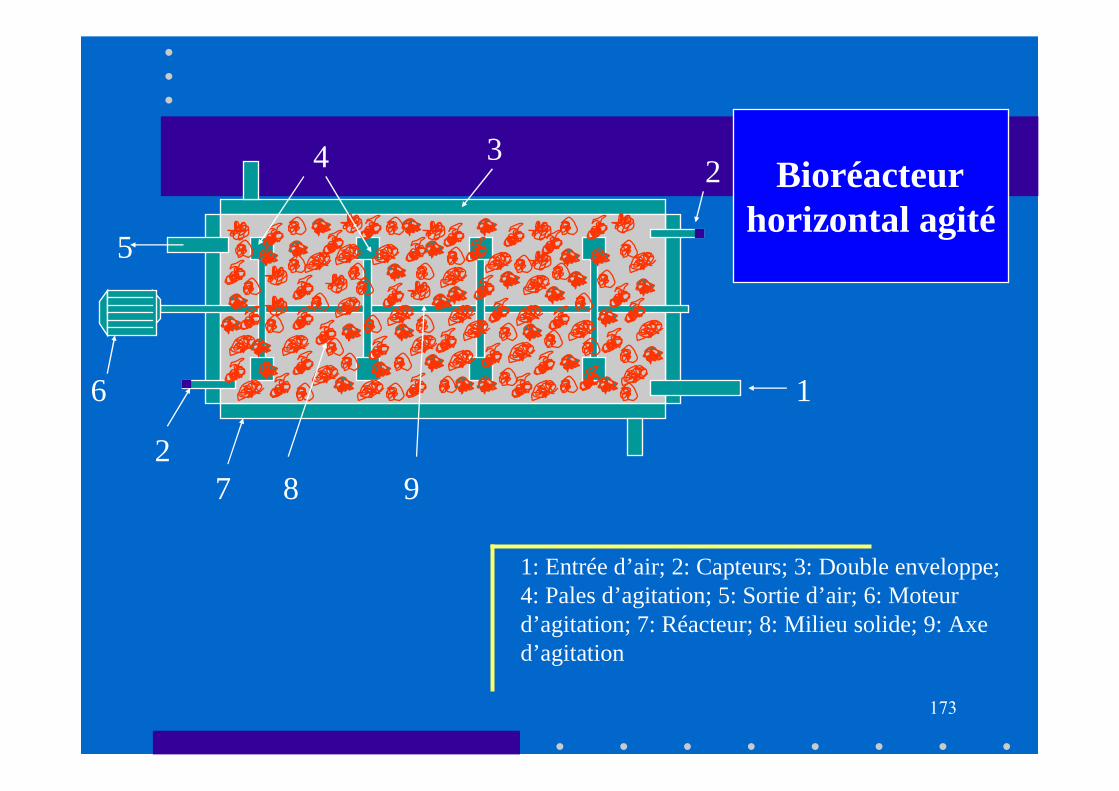
Bioréacteur horizontal agité
1
2
2
34
5
6
8 97
1: Entrée d’air; 2: Capteurs; 3: Double enveloppe; 4: Pales d’agitation; 5: Sortie d’air; 6: Moteur d’agitation; 7: Réacteur; 8: Milieu solide; 9: Axe d’agitation
174
Fermentation en milieu solide (FMS)
• V.2.3- Applications des FMS
�Production d’enzymes: amylases, cellulases, protéases sur riz, soja ou blé (procédé Koji); d’autres enzymes: pectinases, présure fongique, etc.
�Acides organiques: acides citrique, kojique, itaconique, etc.
175
Fermentation en milieu solide (FMS)
• V.2.3- Applications des FMS (suite)�Protéines d’organismes unicellulaires: Aspergillus
niger, A. oryzae, etc. sur substrats amylacés (manioc, pomme-de-terre, etc.) pour alimentation animale
�Production de spores:- Penicillium roquefortiiet P. caseicolumpour
fromageries- Trichoderma, Beauveria, etc. pour lutte biologique
176
V.3- Culture de cellules immobilisées
• V.3.1- Principe
• V.3.2- Systèmes anciens
• V.3.3- Systèmes modernes
• V.3.4- Avantages
177
Culture de cellules immobilisées
• Généralités
- En milieu liquide classique:
. densité cellulaire limitée
. extraction du produit désiré difficile
- L’ immobilisationdes cellules permet d’améliorer les performances
- Possibilité de fixer aussi des enzymes
178
Culture de cellules immobilisées
• V.3.1- Principe:
- Immobiliser les cellules sur (ou dans) un support, en général dans une colonne
- Faire circuler le milieu liquide frais stérile àtravers la colonne
- Récupérer l’effluent (milieu transformé) contenant le produit désiré
179
Culture de cellules immobilisées
• V.3.2- Systèmes anciens
Ils reposaient sur l’adsorption des micro-organismes à la surface des éléments du support. Exemples:
- Lits bactériens pour le traitement des eaux usées;
- Fabrication de vinaigre par circulation de vin sur des copeaux de hêtre (bois) sur lesquels s’est développée une couche de cellules bactériennes (Acetobacter)
180
Culture de cellules immobilisées
• V.3.3- Systèmes modernes� Procédés d’immobilisation des cellules- Adsorption- Liaison covalente- Inclusion- Encapsulation- Floculation (réticulation)� Types de fermenteurs pour cellules immobilisées (exemples)- Réacteurs à lit fixe- Réacteurs à fibres creuses
181
Culture de cellules immobiliséesSystèmes modernes
Procédés d’immobilisation des cellules
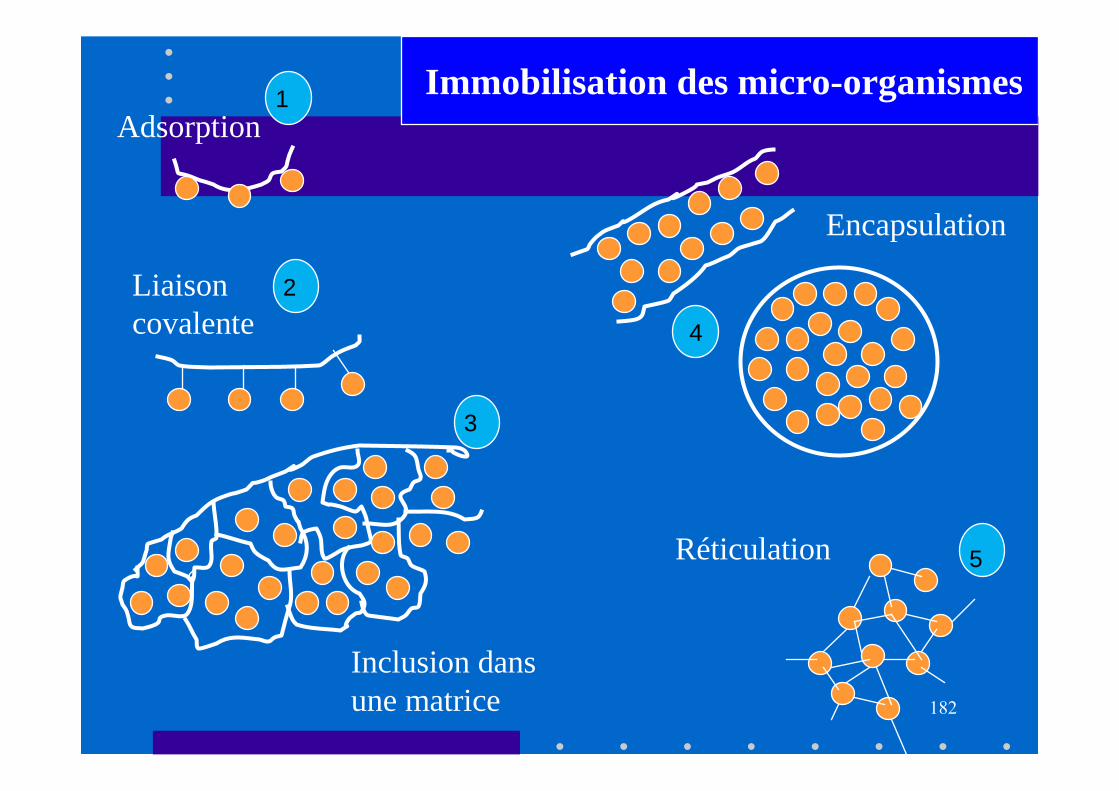
� 1- Adsorption: billes (0,2 mm) dextrane ou polyacrylamide
� 2- Liaison covalente: entre support et cellules à l’aide de glutaraldéhyde ou bromure de cyanogène
� 3- Inclusion par gélification dans une matrice� 4- Encapsulation: dans des micro-billes d’acétate de
cellulose ou de polyester (matériaux semi-perméables)
� 5- Floculation: agrégation de cellules individuelles (peut être améliorée par addition de chitosane): réticulation
182
Adsorption
Liaison covalente
Inclusion dans une matrice
Encapsulation
Réticulation
Immobilisation des micro-organismes1
5
4
2
3
183
Culture de cellules immobiliséesSystèmes modernes
Types de fermenteurs pour cellules immobilisées
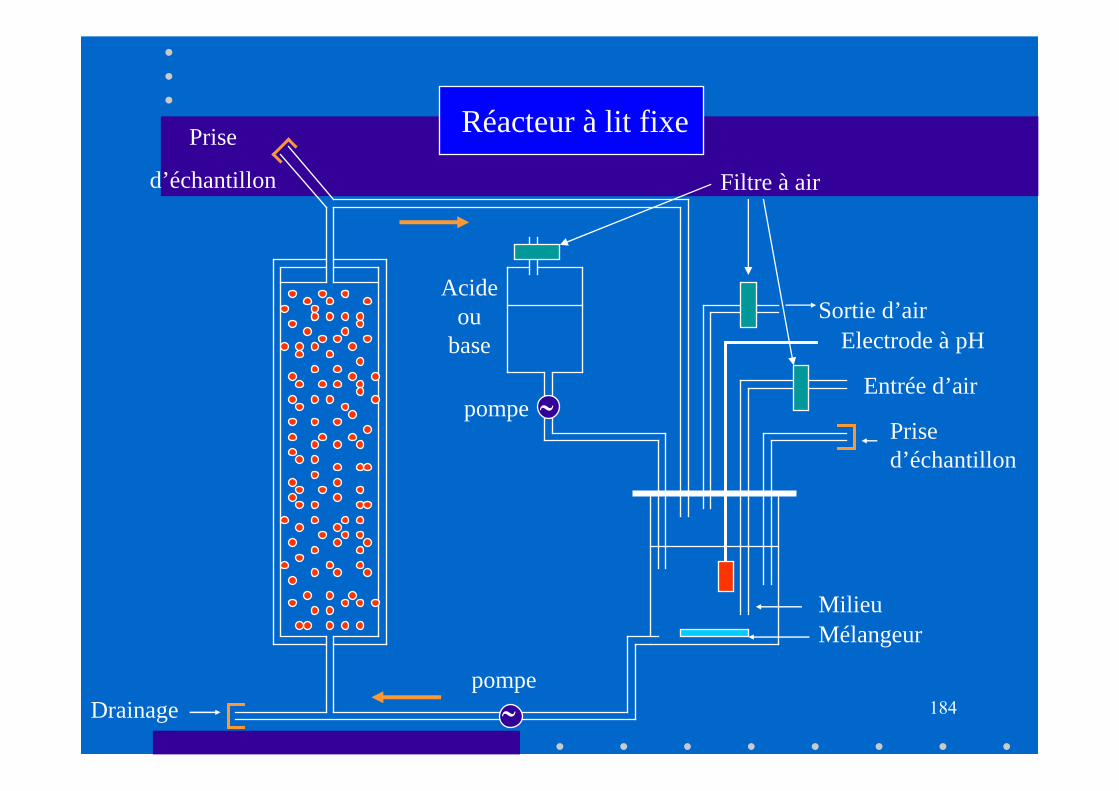
�Réacteur à lit fixe
Réacteur: colonne dans laquelle sont entassées des billes de verre (3 à 5 mm de ø)
Lors de l’inoculation, les cellules s’immobilisent sur les billes
L’aération et le contrôle du milieu se font àl’extérieur de la colonne
184
˜
˜
Prise
d’échantillon
Acide ou
base
pompe
pompe
Filtre à air
Sortie d’airElectrode à pH
Entrée d’air
Prise d’échantillon
MilieuMélangeur
Drainage
Réacteur à lit fixe
185
Culture de cellules immobiliséesSystèmes modernes
Types de fermenteurs pour cellules immobilisées
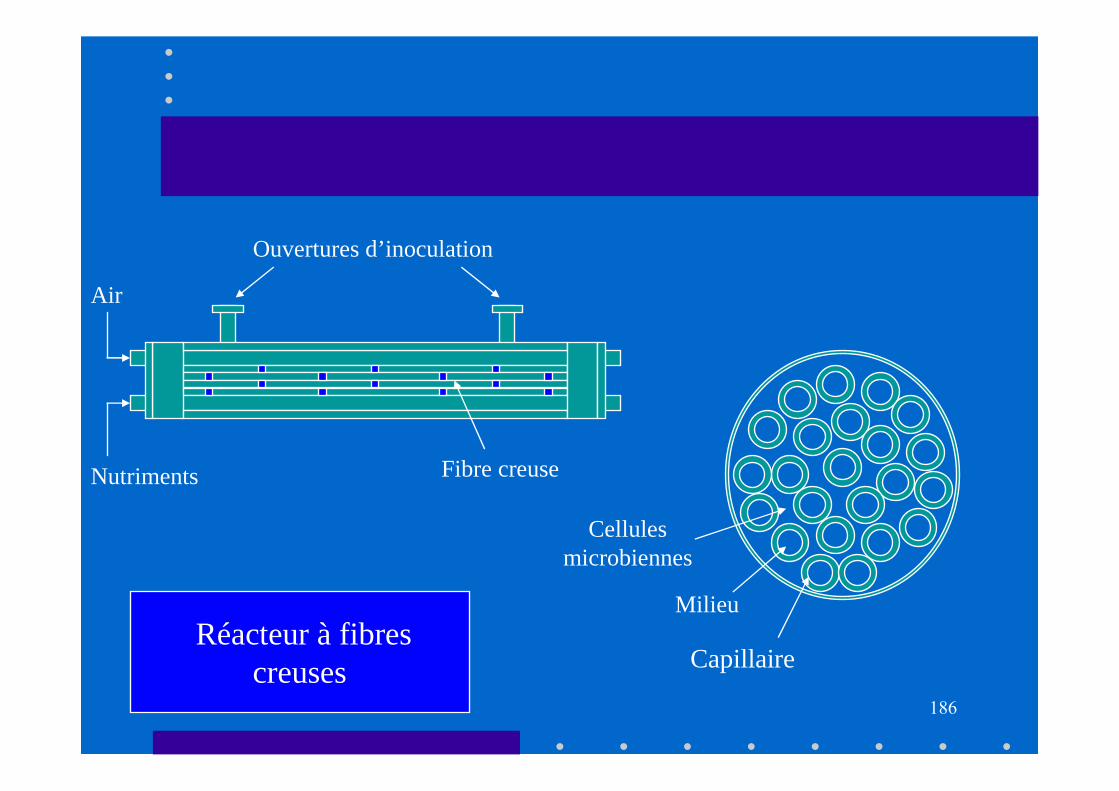
�Réacteurs à fibres creuses
Le milieu de culture circule au travers de fibres creuses en polypropylène entre lesquelles les cellules se développent
186
Ouvertures d’inoculation
Air
Nutriments Fibre creuse
Milieu
Cellules microbiennes
CapillaireRéacteur à fibres
creuses
187
Culture de cellules immobilisées
• V.3.4- Avantages
- Réutilisation possible ou utilisation en continu
- Maintien du bio-réacteur stable et actif
- Vitesse de réaction augmentée
- Récupération facile du produit
- Meilleur contrôle du système de production
188
Chapitre VI- Récupération des produits de fermentation
• VI.1- Schéma général
• VI.2- Principales techniques utilisées
VI.2.1- Techniques mécaniques
VI.2.2- Techniques de séparation « par membrane »
VI.2.3- Techniques d’extraction par solvant
VI.2.4- Techniques électrostatiques et échange d’ions
VI.2.5- Techniques de récupération des produits endocellulaires
189
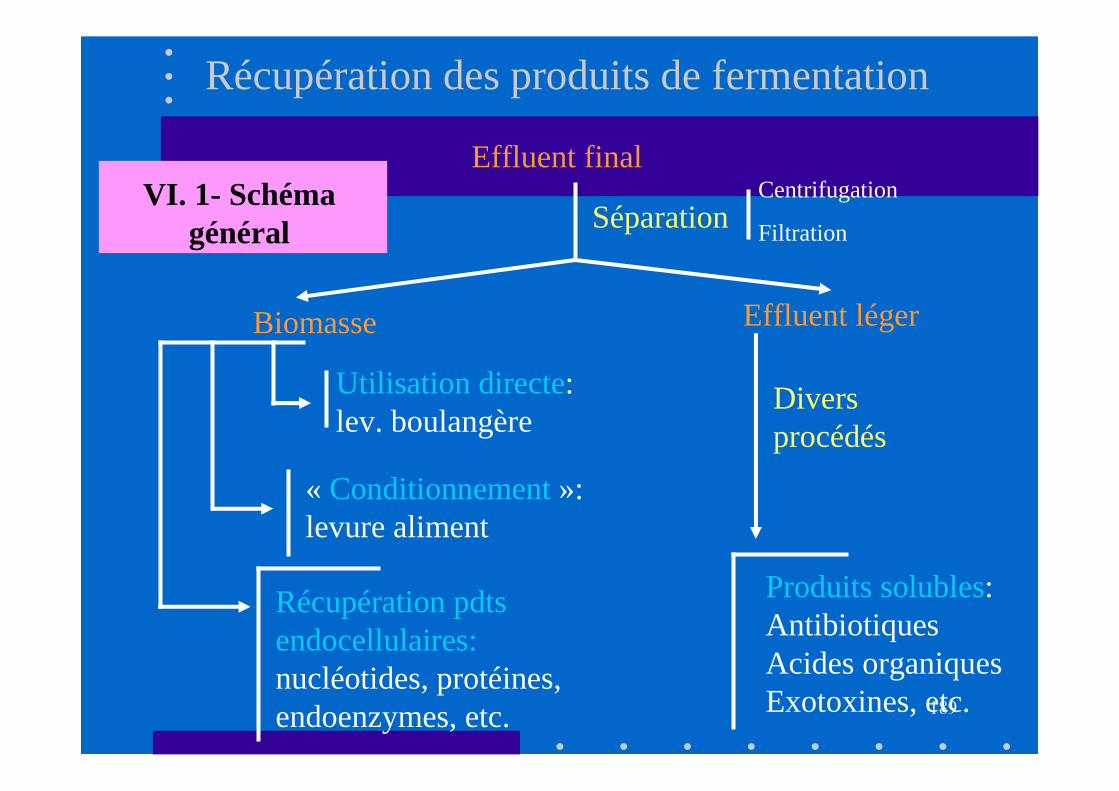
Récupération des produits de fermentation
Effluent final
SéparationCentrifugation
Filtration
Effluent léger
Divers procédés
Produits solubles: Antibiotiques Acides organiques Exotoxines, etc.
Biomasse
Utilisation directe: lev. boulangère
« Conditionnement»: levure aliment
Récupération pdtsendocellulaires:nucléotides, protéines, endoenzymes, etc.
VI. 1- Schéma général
190
Récupération des produits de fermentation
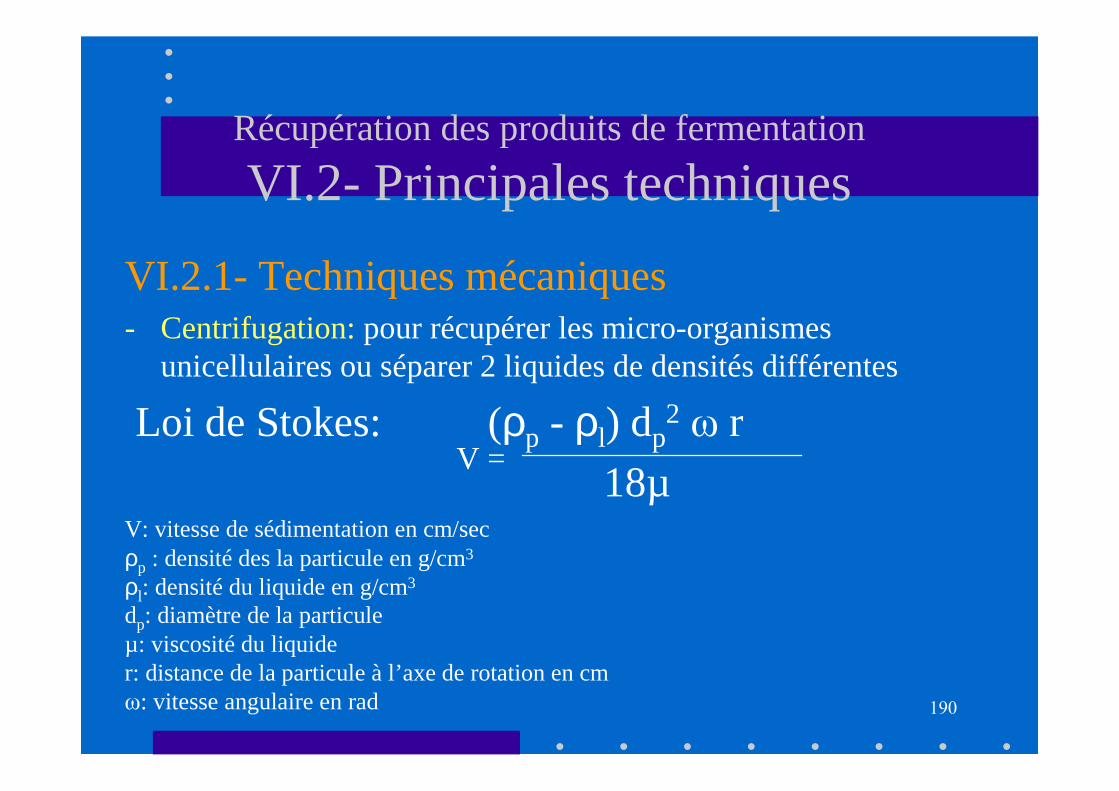
VI.2- Principales techniques
VI.2.1- Techniques mécaniques- Centrifugation:pour récupérer les micro-organismes
unicellulaires ou séparer 2 liquides de densités différentes
Loi de Stokes: (ρp - ρl) dp2 ω r
18µV =
V: vitesse de sédimentation en cm/sec ρp : densité des la particule en g/cm3
ρl: densité du liquide en g/cm3
dp: diamètre de la particule µ: viscosité du liquide r: distance de la particule à l’axe de rotation en cm ω: vitesse angulaire en rad
191
Récupération des produits de fermentation Principales techniques
Techniques mécaniques
- Floculation:
. Neutraliser les charges négatives de la surface des micro-organismes avec des cations (sulfate d’alumine: 1 – 2%; chlorure de calcium: 0,1 –0,5%; tétrachlorure de titane: 0,01 – 0,02%);
. Utiliser des polymères hydrophiles: gélatine, alginate de sodium, carboxy-méthyl-cellulose
192
Récupération des produits de fermentation Principales techniques
Techniques mécaniques
• FlotationLes particules solides à séparer se fixent sur les bulles d’un gaz: la flotation
des particules adhérentes aux bulles permet de les éliminer sous forme de mousse. La relation représentant l’équilibre à l’interface est donnée par l’équation de Gibbs
- 1 dy Γ1 : Concentration à la surface
Γ1 Ci : conc. du composé dans le liquide
RT d ln Ci y: tension superficielle
Rapport gaz/liquide élevé pour avoir le moins de liquide possible une fois la mousse cassée
Exemple: Escherichia coli, avec 0,0015 mg/ml d’éthylhexadecyldiméthyl-ammonium bromure, la mousse cassée contient 106 fois plus de cellules
=
193
Récupération des produits de fermentation Principales techniques
Techniques mécaniques
• Précipitation
Ex.: obtention de pénicilline sous forme de précipité de procaïne pénicilline
194
Récupération des produits de fermentation Principales techniques
VI.2.2- Techniques de séparation « par membrane »
• Séparation par membrane:
- Filtration classique
- Dialyse
- Osmose
- Pervaporation
- Électro-dialyse
- Électro-osmose
- Ultra-filtration
195
Récupération des produits de fermentation Principales techniques
Techniques de séparation « par membrane »
• Filtration classique:- Sert à séparer le myceliumdu moût
fermenté- Pour les Actinomycètes, nécessité de
chauffer, d’acidifier- En levurerie, filtre rotatif sous vide pour
obtenir la pâte de levure à partir de la crème de levure
196
Récupération des produits de fermentation Principales techniques
Techniques de séparation « par membrane »
• Filtration sur gel:
- Permet de séparer des molécules de tailles différentes
- Lorsqu’on ajoute un solvant, les grosses molécules apparaîtront les premières dans l’effluent.
- Exemple: séparation d’une protéine allergisante présente dans la pénicilline à l’aide de SephadexG 25
197
Récupération des produits de fermentation Principales techniques
VI.2.3- Techniques d’extraction par solvant
• Extraction simple
• Systèmes liquides biphasiques
• Adsorption et chromatographie
198
Récupération des produits de fermentation Principales techniques
Techniques d’extraction par solvant
• Extraction simple:
- Solvants utilisés: alcools, esters, cétones, éthers
- Le produit se répartit dans les 2 phases suivant un coefficient de partage qui varie avec le pH
- Exemple: pH 7: pénicillinatede sodium soluble dans l’eau
pH 2: acide pénicillique soluble dans l’acétate d’amyle
199
Récupération des produits de fermentation Principales techniques
Techniques d’extraction par solvant
• Systèmes liquides biphasiques:
Exemple: Bacillus thuringiensis: la phase aqueuse contient 99% des cristaux de protéine insecticide; les spores se retrouvent dans le tétrachlorure de Carbone
200
Récupération des produits de fermentation Principales techniques
Techniques d’extraction par solvant
• Adsorption et chromatographie:on fixe le composé à séparer sur un adsorbant solide et on l’élue à l’aide d’un faible volume d’un solvant dans des conditions de pH précises
Exemple: streptomycine. Adsorption sur résine échangeuse d’ions à pH 7,5. Élution avec HCl 0,2 N
201
Récupération des produits de fermentation Principales techniques
VI.2.4- Techniques électrostatiques et échange d’ions
• Électrophorèse
• Résines échangeuses d’ions
• Liquides échangeurs d’ions
202
Récupération des produits de fermentation Principales techniques
Techniques électrostatiques et échange d’ions
• ÉlectrophorèseExemple: on sépare spores et cellules diploïdes
de Saccharomyces cerevisiae
• Résines échangeuses d’ions: adsorbent algues, bactéries et virus, mais trop onéreuses
203
Récupération des produits de fermentation Principales techniques
Techniques électrostatiques et échange d’ions
• Liquides échangeurs d’ions
Le liquide échangeur d’ions (complexe d’une amine R3N et d’un acide HA) est dissous dans solvant organique. Si la solution aqueuse contient un anion P-, celui-ci est extrait par un échange d’ions avec le composé aminé
R3NHA + P- R3NHP + A- Phase organique
P- A- Phase aqueuse
On sépare les 2 phases par centrifugation et le produit P-
est extrait de la phase organique
204
Récupération des produits de fermentation Principales techniques
VI.2.5- Récupération des produits endocellulaires
• Modification du pH pour changer la perméabilitécellulaire
• Ajouter des solvants (chloroforme pour terramycine) ou des détergents (pour l’acide glutamique)
• Choc thermique (extraction de la vitamine B12)• Choc osmotique• Alternance congélation / décongélation• Eclatement dans des filières étroites à haute pression• Broyage du myceliumcongelé
205
Chapitre VII- Levurerieindustrielle
• VII.1- La souche de levure boulangère
• VII.2- Le milieu de culture en levurerieindustrielle
• VII.3- Conduite de la fermentation
• VII.4- Récupération et conditionnement des formes commerciales
206
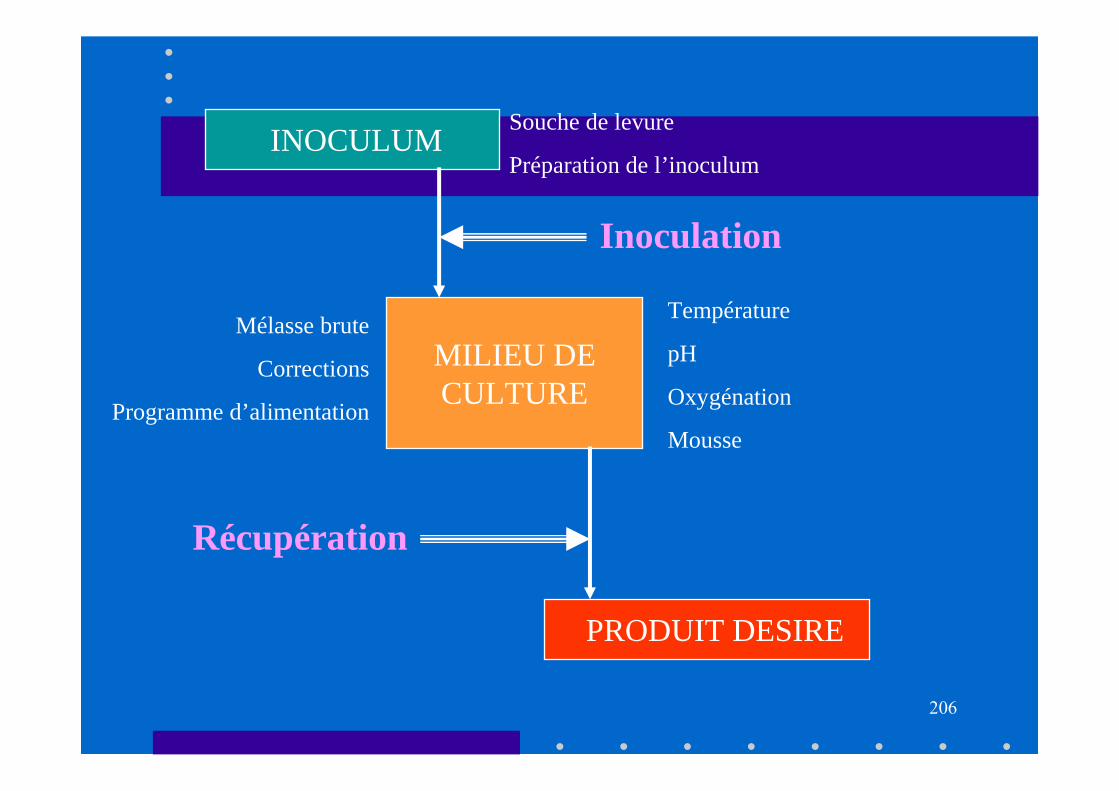
INOCULUM
MILIEU DE CULTURE
PRODUIT DESIRE
Souche de levure
Préparation de l’inoculum
Mélasse brute
Corrections
Programme d’alimentation
Température
pH
Oxygénation
Mousse
Inoculation
Récupération
207
Levurerieindustrielle
• VII.1- La souche de levure boulangère
- Rôle de la levure dans la panification
- Critères de choix de la souche de levure
- Principales caractéristiques (nutritionnelles et métaboliques)
208
Levurerie industrielle
VII-1- La souche de levure boulangère
• Rôle de la levure dans la panification (espèce Saccharomyces cerevisiae)
- Élasticité de la mie (production de CO2)
- Arôme du pain: produits secondaires
- Apport nutritionnel: lysine, vitamines
209
Levurerie industrielleVII-1- La souche de levure boulangère
• Critères de choix
- Activité élevée (production de CO2)- Absence d’amertume- Thermophilie (souhaitable)- Activité amylasique:
. Rare chez Saccharomyces cerevisiae
. Bonne chez S. diastaticus
210
Levurerie industrielleVII-1- La souche de levure boulangère
• Principales caractéristiques�Généralités- Aéro-anaérobie facultatif- Capable de pousser sur divers substrats
carbonés- Reproduction asexuée par bourgeonnement
(nécessite beaucoup d’énergie)- Production de cellules (croissance) et
production d’éthanol toujours en compétition
211
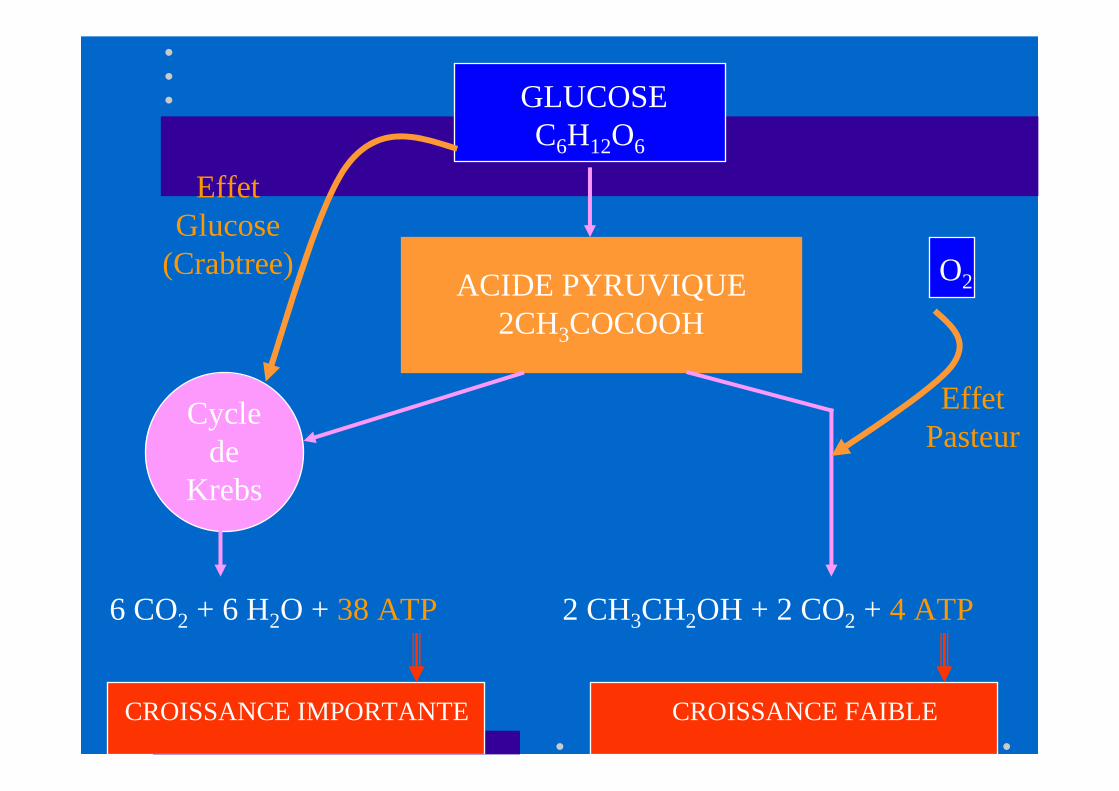
GLUCOSE C6H12O6
ACIDE PYRUVIQUE 2CH3COCOOH
Cycle de
Krebs
6 CO2 + 6 H2O + 38 ATP
CROISSANCE IMPORTANTE
2 CH3CH2OH + 2 CO2 + 4 ATP
CROISSANCE FAIBLE
O2
Effet Glucose
(Crabtree)
Effet Pasteur
212
Levurerie industrielleVII-1- La souche de levure boulangère
• Principales caractéristiques�Glucides utilisables- Glucose, fructose et mannose (formes D): en
aérobiose et en anaérobiose- Saccharose: grâce à l’invertase, constitutive, à
activité très rapide- Amidon: amylase à activité très réduite ou
inexistante- Lactose: non utilisable
213
Levurerie industrielleVII-1- La souche de levure boulangère
• Principales caractéristiques (suite)�Autres propriétés nutritionnelles- azote: NH4
+, acides aminés, urée (milieu riche en biotine)
NO3- non utilisable
- sels minéraux. P et S: besoins importants; H3PO4, H2SO4
(acidification), (NH4)2SO4 (azote en plus) . Alcalino-terreux: Mg (nécessaire); Ca (stimulant). Oligo-éléments: Cu & Fe (nécessaires à la
respiration); Zn (également nécessaire)
214
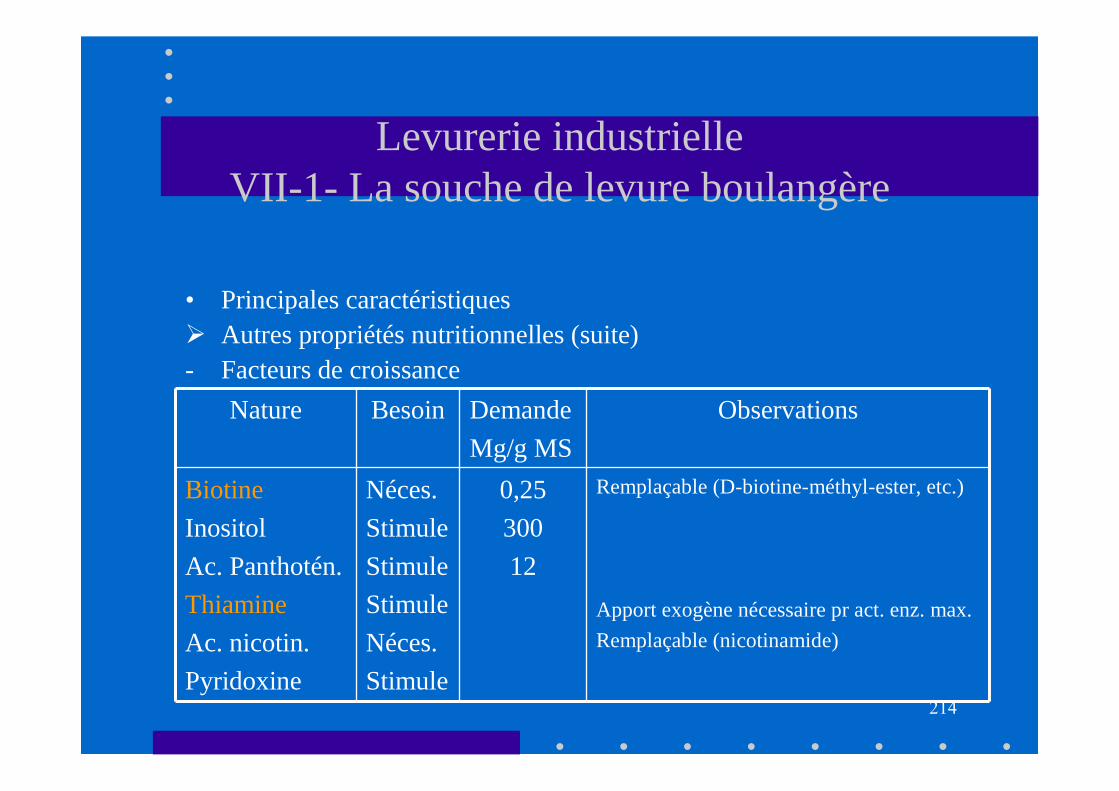
Levurerie industrielleVII-1- La souche de levure boulangère
• Principales caractéristiques� Autres propriétés nutritionnelles (suite)- Facteurs de croissance
Nature Besoin Demande
Mg/g MS
Observations
Biotine
Inositol
Ac. Panthotén.
Thiamine
Ac. nicotin.
Pyridoxine
Néces.
Stimule
Stimule
Stimule
Néces.
Stimule
0,25
300
12
Remplaçable (D-biotine-méthyl-ester, etc.)
Apport exogène nécessaire pr act. enz. max.
Remplaçable (nicotinamide)
215
Levurerieindustrielle
• VII.2- le milieu de culture en levurerieindustrielle
- Le milieu de base: la mélasse de sucrerie
- Défauts de la mélasse et leur correction
216
Levurerie industrielleVII.2- le milieu de culture en levurerie industrielle
� Le milieu de base: la mélasse de sucrerie- Différents types de mélasses
. Mélasses de betterave+ Mélasse de sucre brut+ Mélasses de sucre blanc+ Mélasses de sucre raffiné
. Mélasses de canne+ Mélasse brute: blackstrap+ Mélasses de raffinage
217
Levurerie industrielleVII.2- le milieu de culture en levurerie industrielle
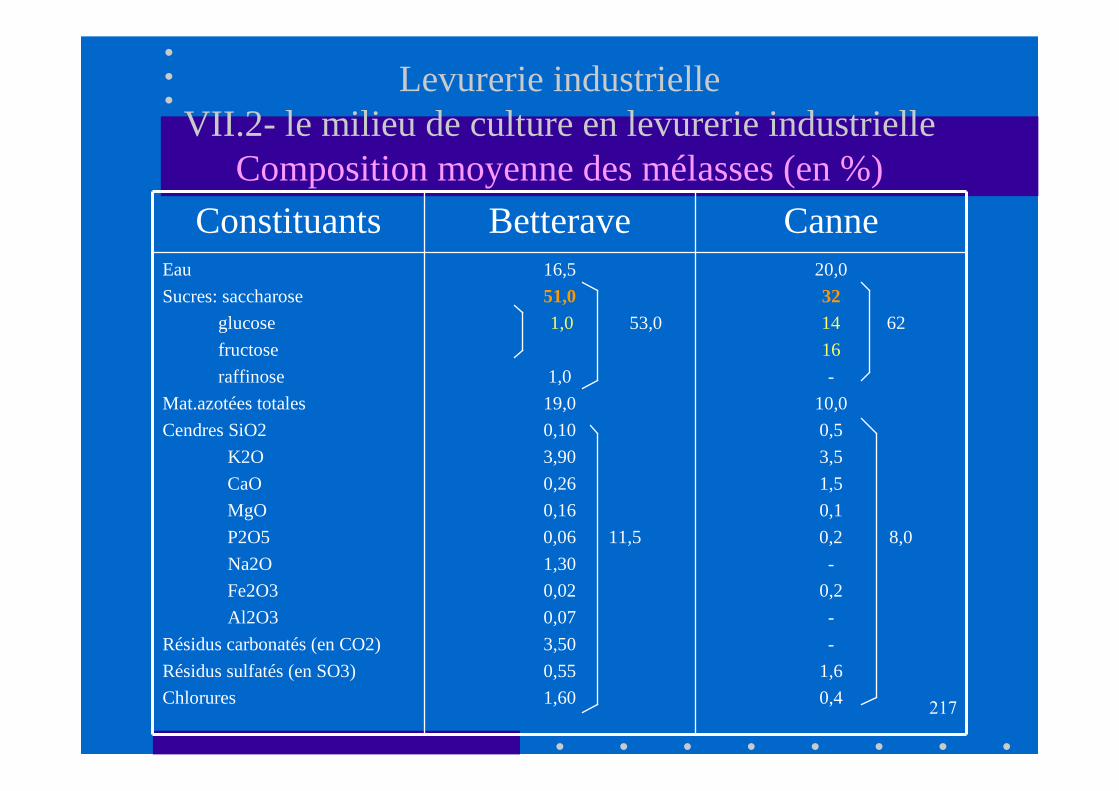
Composition moyenne des mélasses (en %)
Constituants Betterave CanneEau
Sucres: saccharose
glucose
fructose
raffinose
Mat.azotées totales
Cendres SiO2
K2O
CaO
MgO
P2O5
Na2O
Fe2O3
Al2O3
Résidus carbonatés (en CO2)
Résidus sulfatés (en SO3)
Chlorures
16,5
51,01,0 53,0
1,0
19,0
0,10
3,90
0,26
0,16
0,06 11,5
1,30
0,02
0,07
3,50
0,55
1,60
20,0
3214 62
16
-
10,0
0,5
3,5
1,5
0,1
0,2 8,0
-
0,2
-
-
1,6
0,4
218
Levurerie industrielleVII.2- le milieu de culture en levurerie industrielle
�Défauts de la mélasse et leur correction
- Viscosité
- Substances inhibitrices
- Déficiences nutritionnelles
- Matières en suspension
- Présence de contaminants microbiens
- Saisonnalité de la production
219
LevurerieindustrielleVII.2- le milieu de culture en levurerie industrielle
Défauts de la mélasse et leur correction
• Viscosité de la mélasse
- Elle gêne les transvasements et la clarification- Effet du Brix: à 20°C, 471 poises pour Brix 82,3
56 poises pour Brix 78,5- Effet de la température: pour Brix 78,5
56 poises à 20°C4 poises à 50°C
- Remèdes. Chauffage pour transvasements seuls. Dilution pour clarification et stérilisation (1/2 à 1/3 => Brix 25-40)
220
Levurerie industrielleVII.2- le milieu de culture en levurerie industrielle
Défauts de la mélasse et leur correction
• Substances inhibitrices - Nature et origine. SO2: traitement des betteraves à la réception; sulfitation au diffuseur
. Nitrites: engrais (NO3- réduits par bactéries)
. Hydoxy méthyl furfural (HMF): réaction de Maillard; surtout mélasse de canne
. Imido disulfonate de Potassium: complexe entre SO2, NO3
- et K+ (précipite à froid)- Remèdes: contrôle préalable; dilution (< CMI)
221
Levurerie industrielleVII.2- le milieu de culture en levurerie industrielle
Défauts de la mélasse et leur correction
• Déficiences nutritionnelles- Origines: déséquilibre de la composition
dilution (obligatoire)- Remèdes. Azote: urée, sels d’ammonium (sulfate par exemple),
ammoniaque (régulation du pH). Phosphore et soufre: ac. phosphorique ou ac. sulfurique (pH
initial); sulfate et phosphate d’ammonium par la suite (progressivement);
. Oligo-éléments: Cu et Fe surtout, Mg, Zn, etc.
. Facteurs de croissance: Biotine (pour mélasses de betterave); Thiamine (mélasses de canne).
222
Levurerie industrielleVII.2- le milieu de culture en levurerie industrielle
Défauts de la mélasse et leur correction
• Présence de matières en suspension
- Inconvénients:
. Stérilisation difficile
. Croissance de la levure ralentie
. Coloration anormale du produit fini
- Remède: clarification (par précipitation ou centrifugation)
223
Levurerie industrielleVII.2- le milieu de culture en levurerie industrielle
Défauts de la mélasse et leur correction
• Présence de micro-organismes contaminants
Remède: stérilisation (voir Chap. II)
• Production saisonnière
Solution: stockage
224
Levurerieindustrielle
• VII.3- Conduite de la fermentation- Étapes de la fermentation- Contrôles des paramètres de la culture
. pH
. Température
. Oxygénation
. Mousse
. Alimentation en substrats
. Taux de croissance
225
Levurerie industrielleVII.3- Conduite de la fermentation
• Étapes de la fermentation (exemple):
- Préparation au laboratoire
- G1: petit fermenteur
- G2: 2èmefermenteur
- G3: grande cuve
- Générations suivantes
226
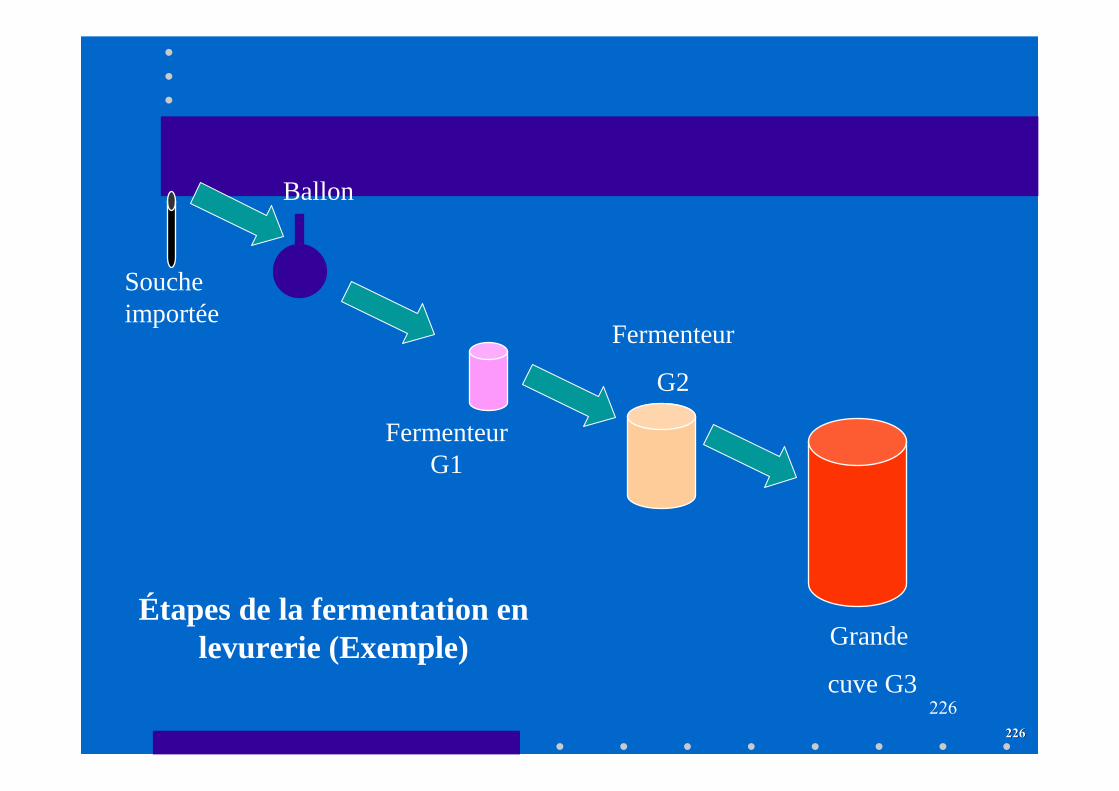
226226
Souche importée
Ballon
Fermenteur G1
Fermenteur
G2
Grande
cuve G3
Étapes de la fermentation en levurerie (Exemple)
227
Levurerie industrielleVII.3- Conduite de la fermentation
Etapes de la fermentation
• Générations suivantes (économie de souche importée)
- La biomasse obtenue dans G3 concentrée par centrifugation (crème de levure)
- Répartie en plusieurs fractions
- Chaque fraction servira à ensemencer une cuve de type G3
- Opération répétée sur plusieurs générations (6 à 8)
228
Levurerie industrielleVII.3- Conduite de la fermentation
Etapes de la fermentation
• Conduite de la fermentation dans la cuve G3: fermentation discontinue avec alimentation progressive en substrat (voir plus loin)
229
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• pH- Culture possible entre pH 3,5 et 7- pH acides préférés pour éviter les contaminations
bactériennes- Évolution du pH en cours de fermentation => le
rétablir par addition d’ac. sulfurique ou d’ammoniaque (régulation automatique)
- Risque de coloration grisâtre si:. Trop de matières en suspension. pH acide (surtout pH < 5)
230
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Température- Croissance possible entre 20 et 40°C- Basses températures: meilleure efficacité de la conversion du
substrat en cellules- Hautes températures (> 35°C): perte de rendement par
augmentation d’activité fermentaire, mais meilleure stabilité- À la SOMADIR: 32-34°C- Dégagement de chaleur par fermentation: 3200 Kcal/Kg de
levure sèche (700 Kcal/Kg de mélasse à 50% de sucres- Refroidissement peut être régulé automatiquement
(thermostat)
231
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Oxygénation
- 1g d’O2 nécessaire pour produire 1g de levure sèche- Quantité d’air nécessaire: 20-25 m3/Kg de levure sèche- Énergie nécessaire pour le soufflage de l’air: 0,4 Kwh/Kg
de levure sèche (80% de la consommation de l’atelier de fermentation)
- Contrôle par dispositif automatique- Filtration de l’air: filtres dégrossissants (poussières et
micro-organismes) et filtres stérilisants (fibres de verre, laine minérale, cellulose - amiante, etc.)
232
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Mousse
- Inconvénients de la mousse:
. Risques de contamination
. Réduction de l’efficacité de l’aération
- Remèdes
. Addition d’antimousse dans la pré-couche
. Addition progressive manuelle ou automatique(électrode de contact)
233
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Contrôle de l’alimentation en substrat- Croissance sur la pré-couche, tendance à
l’épuisement des substrats- Addition progressive en substrats suivant des
volumes et des délais contrôlés:. Par la richesse en alcool du moût (effet Crabtree): taux toléré: 0,5 à 1%. Par le test de titration au formol (concentration de l’ion ammonium et des amino-acides) => réglage de l’alimentation en Azote
234
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Contrôle du taux de croissance- Équation de Monod: k = kmax S
ks + S- kmax = 0,6 g/h/g- pour un k élevé, rendement faible, activité
fermentaire élevée.- Généralement, on choisit k = 0,05-0,3 g/h/g pour
avoir qualité, densité cellulaire et conversion du substrat en cellules satisfaisant
235
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Conduite de la culture en alimentation progressive en substrat
- Fixer la valeur voulue de k (généralement 0,05-0,3)
- Partir de la quantité de biomasse apportée par l’inoculum, soit B0
- Au bout de la première heure, biomasse B1
B1= B0 ekT
236
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Exemple:
k = 0,15
B0= 4500 kg de levure
B1= 4500e0,15
Quantité de biomasse à produire: B1-B0
Quantité de mélasse à apporter = appliquer la règle des 50/50 (voir diapo 70)
237
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Pour la 2èmeheure, idem
B2= B1ekT
238
Levurerie industrielleVII.3- Conduite de la fermentation
Contrôle des paramètres de la culture
• Calcul des besoins en Azote- 1èreheure, produire B1-B0 de levure- Protéines = 50% de la matière sèche- Azote: quantité de protéines/6,25- Quantité d’urée CO(NH2)2 à apporter =
quantité d’azote x 60/28 (60 g d’urée contiennent 28 g d’Azote)
- 2èmeheure: idem partant de B2-B1
239
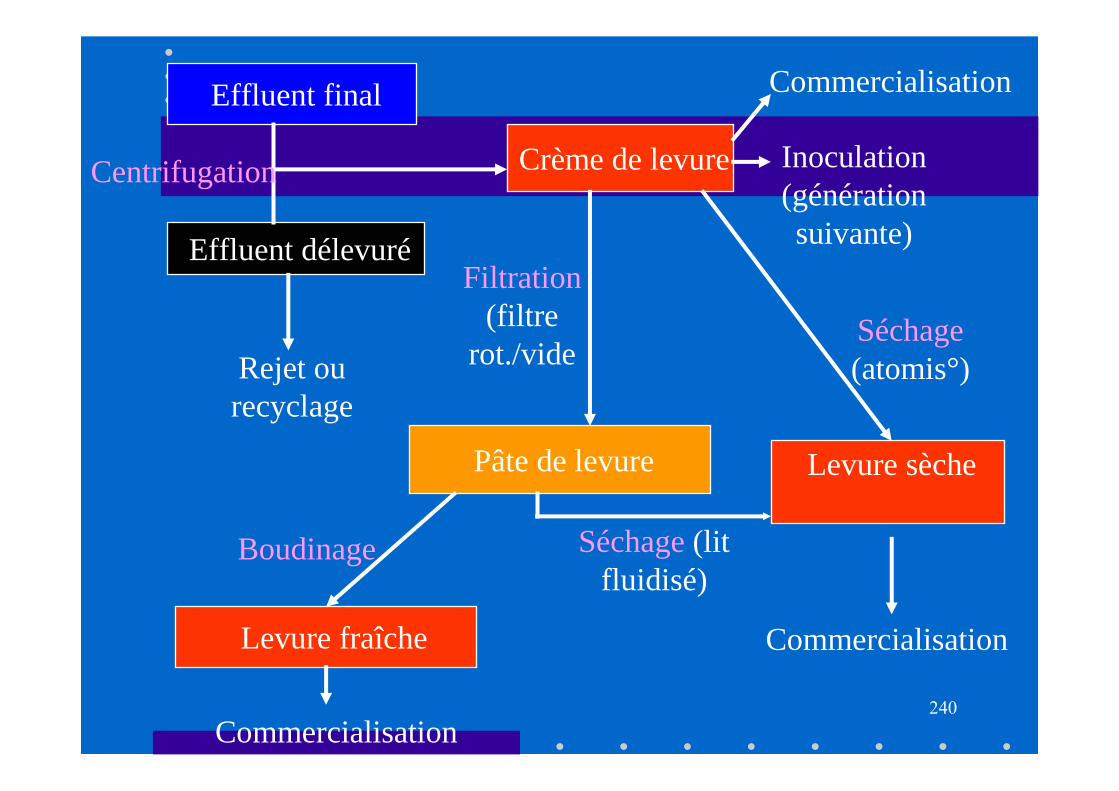
Levurerieindustrielle
• VII.4- Récupération et conditionnement des différentes formes commerciales (voir schéma diapo suivante)
240
Effluent final
Effluent délevuré
Crème de levure
Commercialisation
Inoculation (génération suivante)
Levure sèche
Séchage(atomis°)Rejet ou
recyclage
Pâte de levure
Filtration(filtre
rot./vide
Levure fraîche
Commercialisation
Boudinage
Commercialisation
Centrifugation
Séchage(lit fluidisé)
241
Chapitre VIII- Rôle des micro-organismes dans la fabrication des
fromages
• Généralités
• VIII.1- Caillage du lait
• VIII.2- Egouttage du caillé
• VIII.3- Affinage
242
VIII- Rôle des micro-organismes dans la fabrication des fromages
• Généralités
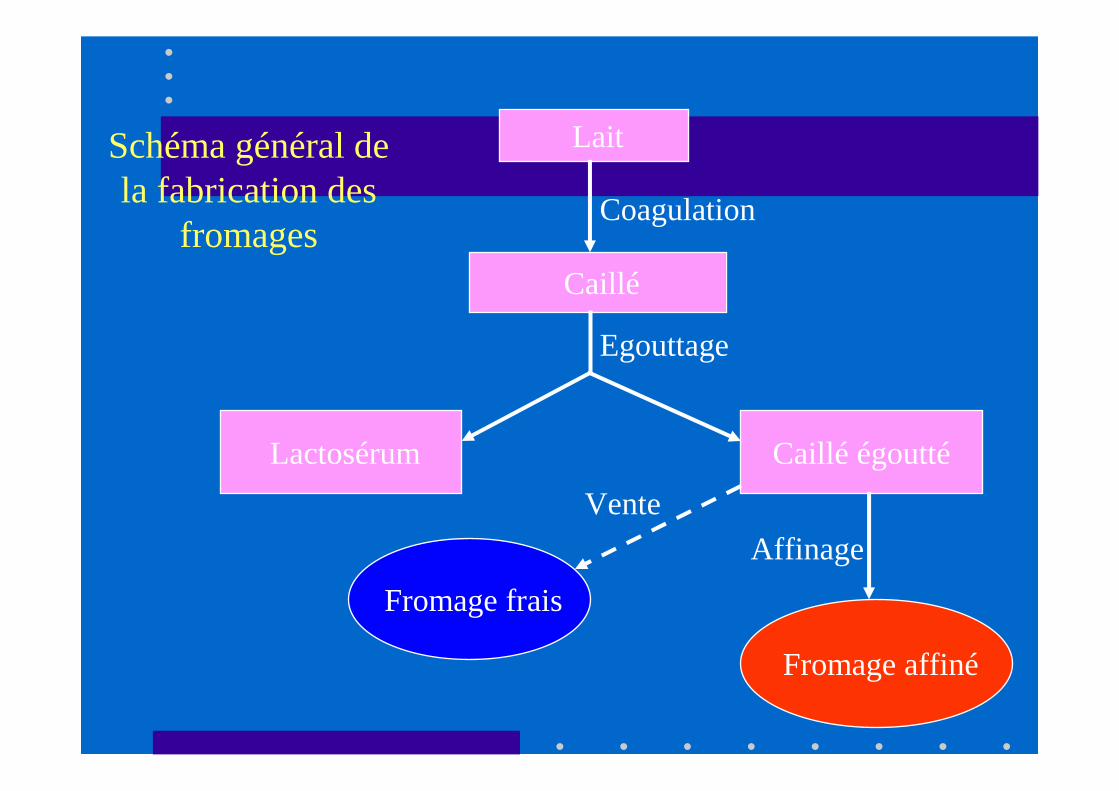
Fromage: produit alimentaire obtenu par:
- Caillage (coagulation) du lait
- Égouttage du caillé (coagulum)
- Affinage du caillé égoutté (facultatif: fromages affinés seulement)
243
Lait
Caillé
Lactosérum Caillé égoutté
Coagulation
Egouttage
Affinage
Fromage frais
Fromage affiné
Vente
Schéma général de la fabrication des
fromages
244
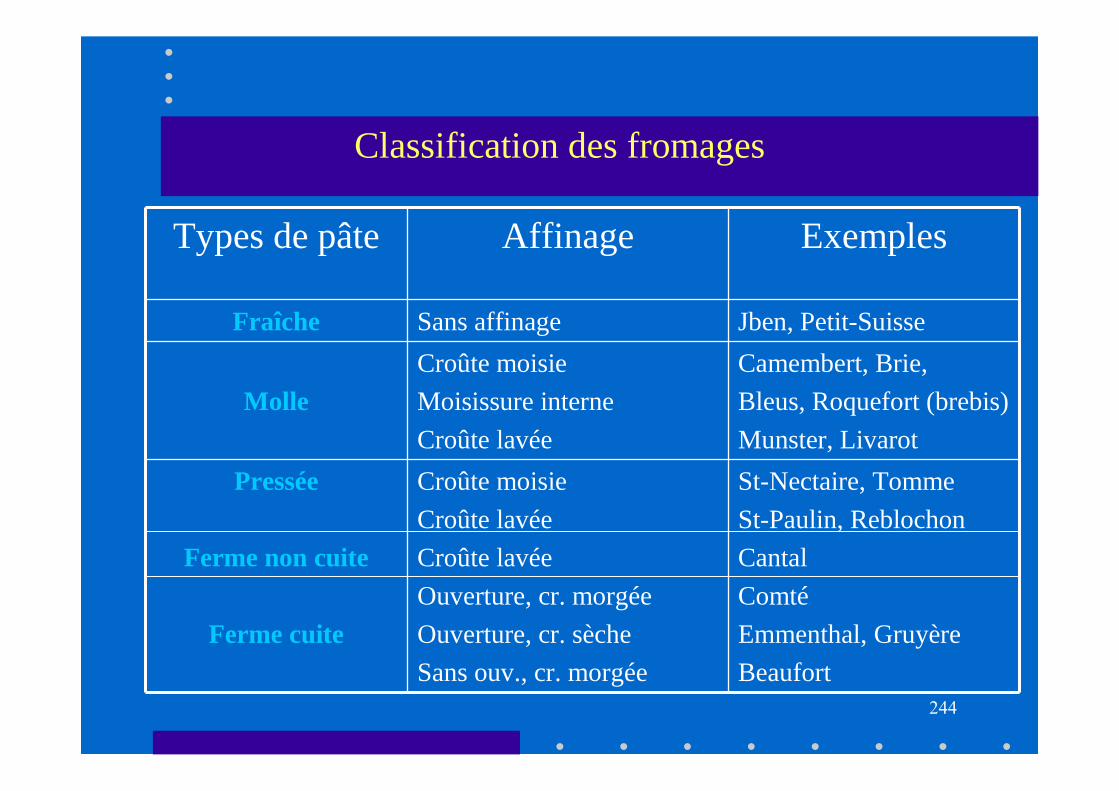
Types de pâte Affinage Exemples
Fraîche Sans affinage Jben, Petit-Suisse
MolleCroûte moisie
Moisissure interne
Croûte lavée
Camembert, Brie,
Bleus, Roquefort (brebis)
Munster, Livarot
Pressée
Ferme non cuite
Ferme cuite
Croûte moisie
Croûte lavée
Croûte lavée
Ouverture, cr. morgée
Ouverture, cr. sèche
Sans ouv., cr. morgée
St-Nectaire, Tomme
St-Paulin, Reblochon
Cantal
Comté
Emmenthal, Gruyère
Beaufort
Classification des fromages
245
Rôle des micro-organismes dans la fabrication des fromages
• VIII.1- Caillage du lait
- Définition
- Caillage enzymatique: caillé présure
- Caillage par acidification: caillé acide ou lactique
- Caractéristiques des deux types de caillé
- Remarques
246
Rôle des micro-organismes dans la fabrication des fromages
Caillage du lait
�Définition
Caillage: transformation du lait liquide en lait coagulé (coagulum = caillé de fromagerie)
Dans le lait liquide, micelles de caséine en suspension stable car entourées d’une couche d’eau d’hydratation (charges négatives)
Caillage: déstabilisation de cette suspension
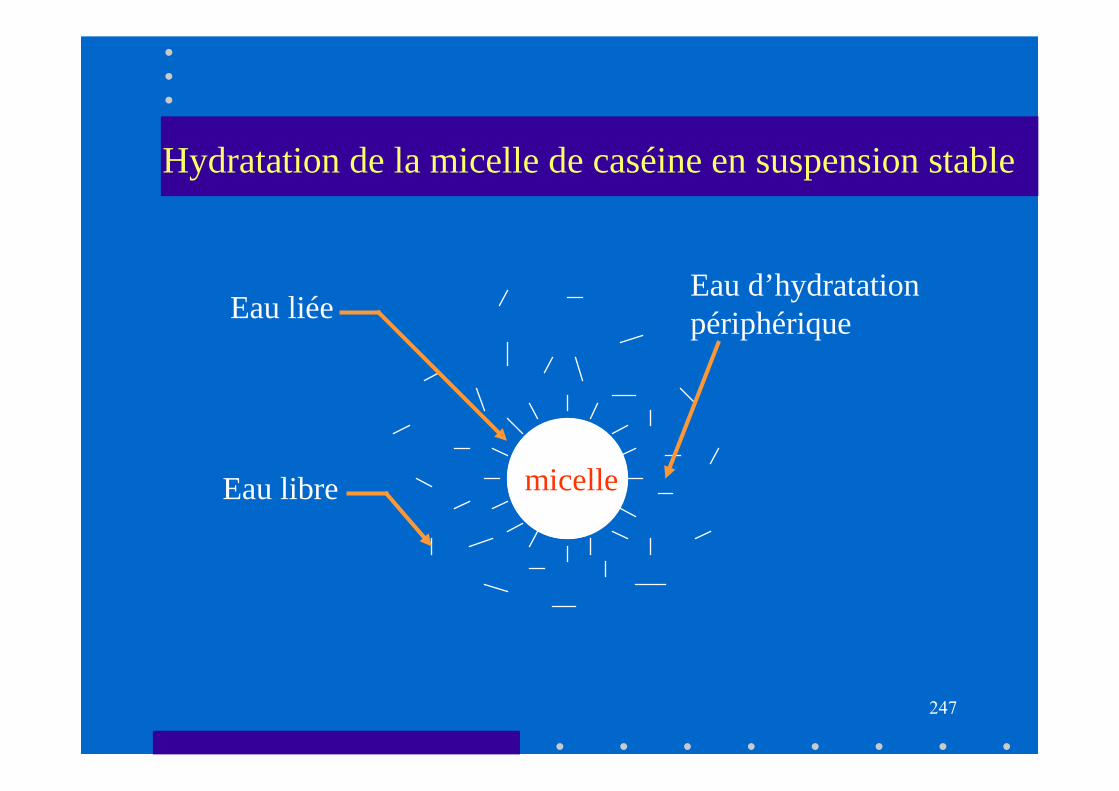
247
micelle
Eau liéeEau d’hydratation périphérique
Eau libre
Hydratation de la micelle de caséine en suspension stable
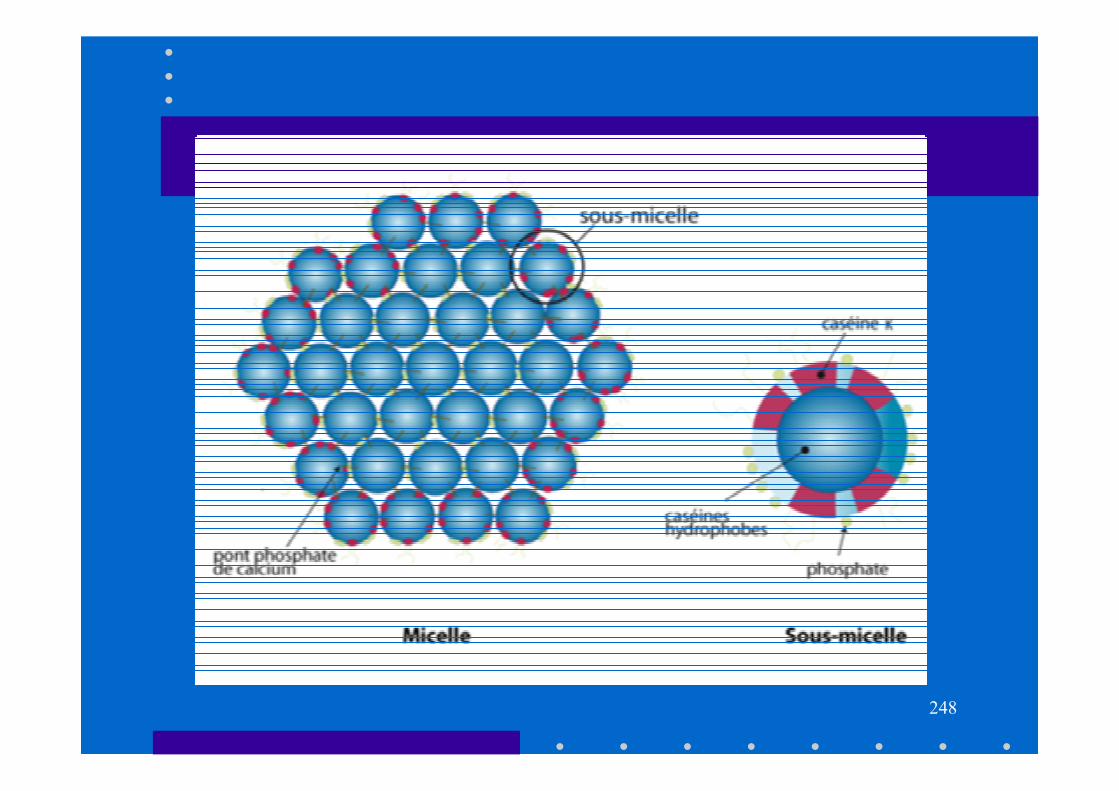
248
249
Rôle des micro-organismes dans la fabrication des fromages
Caillage du lait
�Caillage enzymatique
Caséine entière CGP + paracaséineCGP (Caséino-Glyco-Peptide) très chargé
négativement, se détache (PM faible)Paracaséine, instable, coagule => caillé présureRôle important joué par Ca++ et phosphate de
calcium colloïdal
présure
250
-Ca-
-Ca-
-Ca--Ca-
-Ca-
-Ca-
-Ca-
251
Rôle des micro-organismes dans la fabrication des fromagesCaillage du lait
�Caillage par acidification
pH normal du lait frais: 6,6-6,8
pH isoélectrique de la caséine: 4,6
L’acide lactique produit par fermentation diminue le pH; coagulation à pH 4,6
=> caillé acide ou lactique
252
Rôle des micro-organismes dans la fabrication des fromagesCaillage du lait
�Caractéristiques des 2 types de caillé:
Caillé acide: mou, perméable, peu élastique
Caillé présure: ferme, imperméable, élastique
253
Rôle des micro-organismes dans la fabrication des fromagesCaillage du lait
�Remarques:- Souvent, en fromagerie, coexistence des 2
mécanismes => caillé mixte- La part des 2 mécanismes peut varier,
donnant des caillés mixtes àdominance présureou àdominance lactique
- Un caillé présure peut évoluer vers les caractéristiques d’un caillé acide suite au développement des bactéries lactiques
254
Rôle des micro-organismes dans la fabrication des fromages
VIII.2- Egouttage du caillé
- Définition
- Égouttage spontané (cas du Camembert)
- Égouttage forcé (cas des fromages à pâte cuite)
255
Rôle des micro-organismes dans la fabrication des fromages
Egouttage du caillé
�Définitions
- Egouttage: élimination du lactosérum
- La fraction solide qui reste: caillé égoutté
256
Rôle des micro-organismes dans la fabrication des fromages
Egouttage du caillé
�Egouttage spontané (cas du Camembert)
- Caillage par présure après un léger développement des bactéries lactiques: caillé mixte à dominance présure au départ
- Moulage: le caillé doit être ferme- Egouttage: 28-30°C (salles d’égouttage); les
ferments lactiques dominants: Lactococcus lactissubsp. lactiset L. lactissubsp. diacetylactis
257
Rôle des micro-organismes dans la fabrication des fromages
Egouttage du caillé
- Rétraction du caillé par:
�Déminéralisation: libération des ions Ca++
et solubilisation du phosphate de Ca colloïdal
�Protéolyse
�Modification de texture du caillé
Au bout de 24 h, caillé de type lactique presque pur (pH 4,2-4,6)
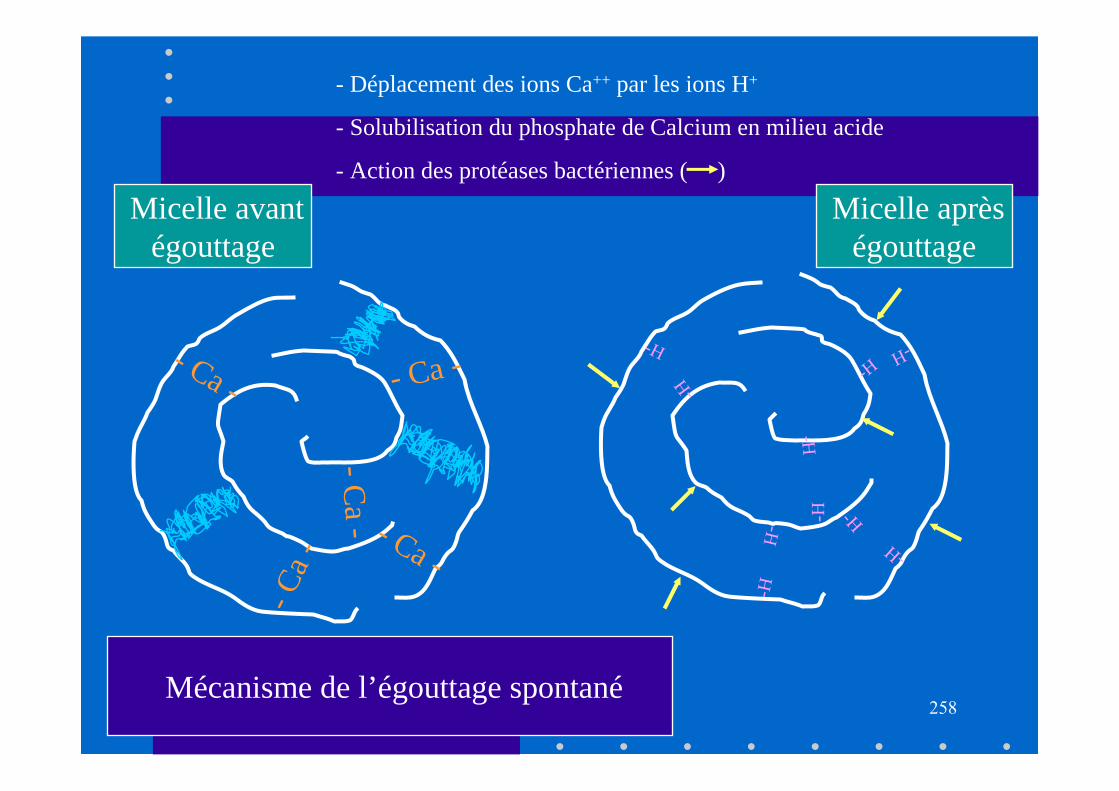
258
- Ca -
-C
a -
- Ca
-
- Ca -
- Ca -
-H
-H
-H
-H
-H
-H
-H
-H
-H
-H
Mécanisme de l’égouttage spontané
- Déplacement des ions Ca++ par les ions H+
- Solubilisation du phosphate de Calcium en milieu acide
- Action des protéases bactériennes ( )
Micelle avantégouttage
Micelle aprèségouttage
259
Rôle des micro-organismes dans la fabrication des fromages
Egouttage du caillé
- Conditions d’un bon égouttage
�Température: 28-32°C
�Lait exempt d’antibiotiques
�Pas trop de Coliformes

260
Rôle des micro-organismes dans la fabrication des fromages
Egouttage du caillé
�Egouttage forcé (fromages à pâte ferme)
- Caillage très rapide (1h15mn à 1h30mn): lait portéà 32°C et emprésuré => caillé de type présure
- Travail du caillé:
. Brassage: découpage et agitation
. Chauffage (52-54°C): sélection de bactéries lactiques thermophiles: Streptococcusthermophilus, Lactobacillus helveticus, Lb. lactis

261Découpage et agitation du caillé en fromagerie
262
Rôle des micro-organismes dans la fabrication des fromages
Egouttage du caillé
Attention: survie des formes sporulées:
- Clostridiumbutyricum
- Cl. tyrobutyricum
- Cl. sporogenes
Risque d’accident de fabrication: gonflement tardif
Relation avec ensilages mal réussis (pH trop élevé)
263
Rôle des micro-organismes dans la fabrication des fromages
Egouttage du caillé
- Pressurage: . Accentuation de l’égouttage. Collage des grains de caillé. « Formage » ou mise en forme du fromage
Lactobacilles se développent davantage au centre, Streptocoques davantage vers la périphérie (sélection thermique)
Fin du séjour sous presse: population bactérienne de plusieurs milliards/gramme et pH 5,1-5,2 (Emmenthal)
264
Pressurage
265
Rôle des micro-organismes dans la fabrication des fromages
VIII.3- Affinage des fromages
�Cas du Camembert
�Cas des fromages à pâte ferme (type Gruyère)
266
Rôle des micro-organismes dans la fabrication des fromages
Cas du camembert
• Salage: sel fin ou saumure, après égouttage et démoulage
• Ensemencement des spores de Penicilliumcaseicolum: dans le lait avant caillage, ou au cours du salage ou après salage
• Séjour au hâloir: salle climatisée (13-15°C; 90% HR)
• Phénomènes superficiels et phénomènes profonds
267
Rôle des micro-organismes dans la fabrication des fromages
Cas du camembert�Phénomènes superficiels: succession de groupes
microbiens- Flore acidophile (levures essentiellement): consomme
l’acide lactique, préparant l’installation du Penicillium- Penicillium caseicolum: fleurissement (feutrage blanc
vers 8èmejour au hâloir); fromages placés sur claies en bois et retournés pour aérationProduction de protéases et de lipases qui diffusent vers le centre
- Ferments du rouge: Microcoques et Brevibacteriumlinens(très protéolytiques)
268
Rôle des micro-organismes dans la fabrication des fromages
Cas du camembert
Conditions d’un bon développement du Penicillium: salage bien dosé
- Salage insuffisant: développement excessif des levures acidophiles => peau de crapaud
- Salage excessif: développement nul ou insuffisant des levures acidophiles => fromage nu, sec et trop acide
269
Camembert
270
Autre exemple de fromage moisi:le Roquefort
Moisissure interne: Penicillium roqueforti
271
Rôle des micro-organismes dans la fabrication des fromages
Cas du camembert
�Phénomènes en profondeur, essentiellement:
- Diffusion des protéases du Penicilliumet des ferments du rouge (affinage centripète): fromage « affiné à cœur », puis fromage « coulant »
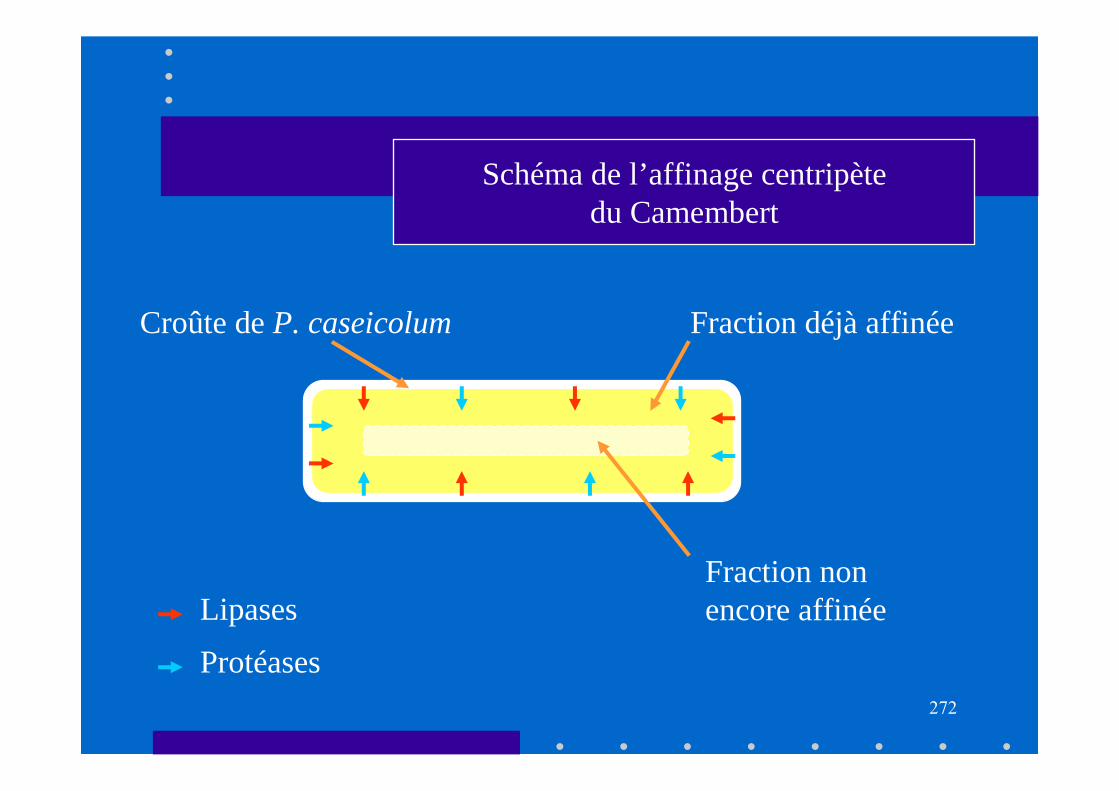
272
Croûte de P. caseicolum Fraction déjà affinée
Fraction non encore affinéeLipases
Protéases
Schéma de l’affinage centripète du Camembert
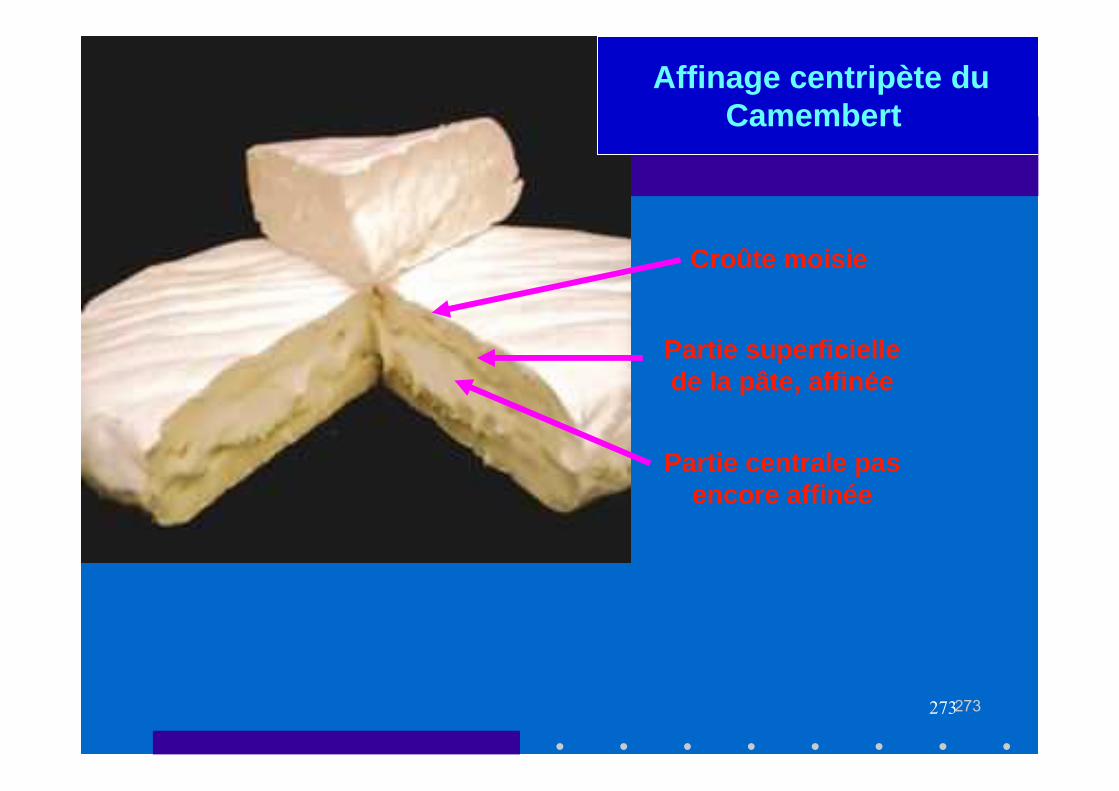
273273
Affinage centripète duCamembert
Croûte moisie
Partie superficielle de la pâte, affinée
Partie centrale pas encore affinée
274
Rôle des micro-organismes dans la fabrication des fromages
Cas des fromages à pâte ferme• Salage• Séjour en cave froide (10 – 12°C, 2 à 3 semaines)- Chute du nombre des micro-organismes- Nouvelle poussée (env. 1 milliard/g):
Lb. helveticuset Str. thermophilusen symbiose- Nouvelle chute de population (env. 105/g): libération
d’enzymes endocellulaires (protéases) par Lb. helveticuset Lb. lactissurtout
- Soins apportés à la croûte: salage, brossage, retournement
275
Rôle des micro-organismes dans la fabrication des fromages
Cas des fromages à pâte ferme
• Séjour en cave chaude- Évolution de la pâte. Nouvelle prolifération microbienne (108-109/g): Propionibactéries (PropionibacteriumfreudenreietP. jansenii). Température optimale: 23-24°C. Formation d’acides propionique et acétique et de CO2 à partir du lactose, d’ac. lactique et d’ac. pyruvique => goût et arôme et « ouverture »
276
Rôle des micro-organismes dans la fabrication des fromages
Cas des fromages à pâte ferme
. Importance du développement de l’ouverture�Emmenthal: « yeux » de la taille d’une noix
Cave chaude: 20-22°C�Gruyère: « yeux » de la taille d’une noisette
Cave chaude: 17-18°C�Fromage de Beaufort (Fr.) ou de Fribourg
(CH): « Gruyère sans trous »Température maintenue: 10-12°C
Affinage des fromages àpâte ferme

278
Emmenthal
279
Rôle des micro-organismes dans la fabrication des fromages
Cas des fromages à pâte ferme
- Évolution de la croûte:
. Cas de l’Emmenthal et du Gruyère, croûte sèche (frottages avec sel sec, retournements et brossages)
. Cas du fromage de Comté, développement de la morge: couche visqueuse rouge à brune de bactéries (Brevibacteriumlinenset Br. gruyerencea) halotolérantes (jusqu’à 16% de sel), température optimale 21°C, très protéolytiques, libérant tyrosine, ammoniac et amines (goût très fort)