tp n° ii-2 - graczyk.fr · cotation ajustements la cotation tolérancée est à la base de...
TRANSCRIPT
Organisation Industrielle
NOM: Prénom : Date:
Page 1/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II-2
SUJET : Organisation et suivi de production 1.Références : Objectifs programme :
S113 : ORGANISATION ET SUIVI DE LA QUALITE Mise en oeuvre de la gestion de la qualité Compétences attendues :
C62 : Contrôler la conformité des produits fabriqués C62: Etablir des histogrammes, des diagrammes de dispersion
2.Nouvelles connaissances abordées : - La capabilité 3.Système support :
L’étude portera sur la capabilité de production de Pièces cylindriques
4.Composition du dossier TP et documentation à cons ulter : - Dossier sujet pages 1 à 2 - Dossier Ressource pages 3 à 15 5.Conditions de réalisation : - Durée : 2h - Autonomie : Travail de groupe - Compte rendu : Individuel à rendre en fin de séance
Page 2/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II-2
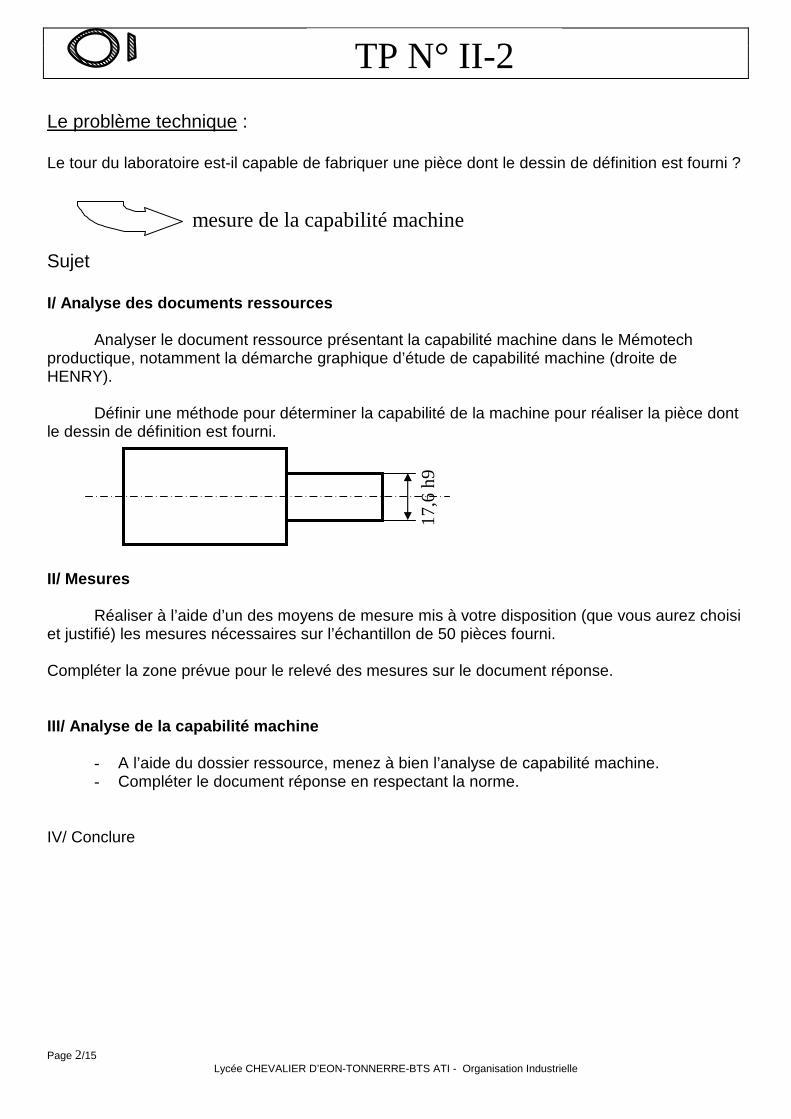
Le problème technique : Le tour du laboratoire est-il capable de fabriquer une pièce dont le dessin de définition est fourni ?
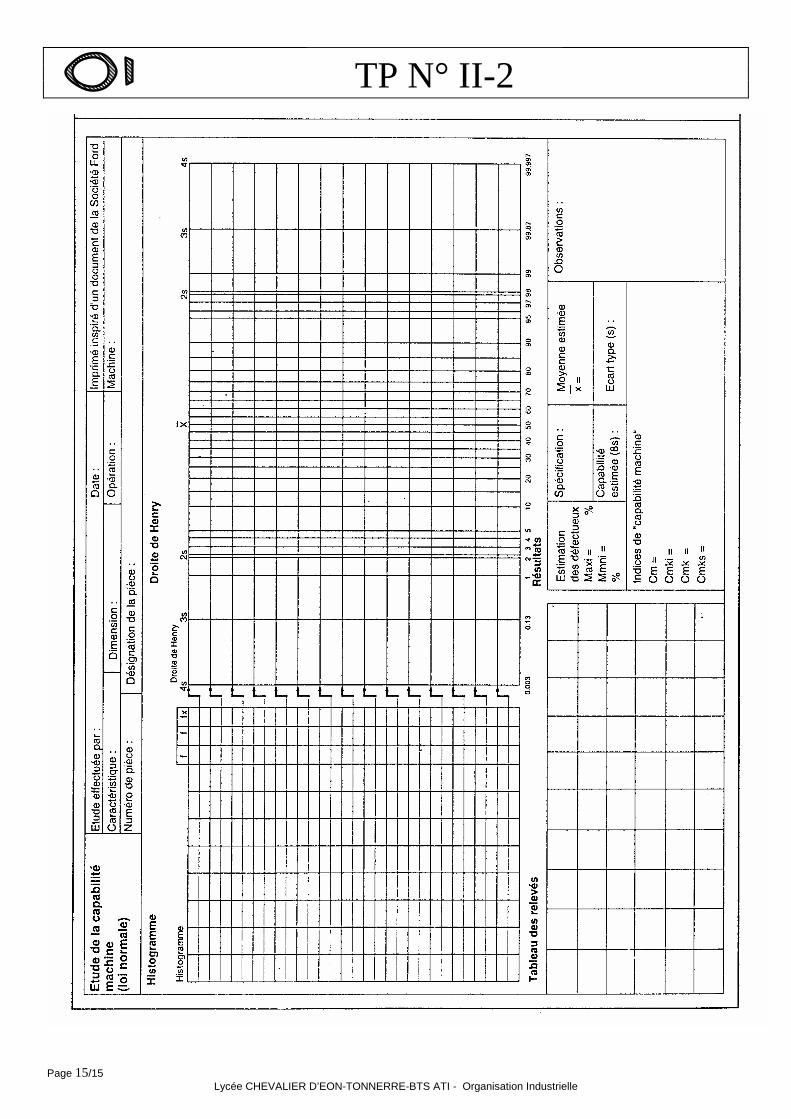
Sujet I/ Analyse des documents ressources Analyser le document ressource présentant la capabilité machine dans le Mémotech productique, notamment la démarche graphique d’étude de capabilité machine (droite de HENRY).
Définir une méthode pour déterminer la capabilité de la machine pour réaliser la pièce dont le dessin de définition est fourni.
II/ Mesures Réaliser à l’aide d’un des moyens de mesure mis à votre disposition (que vous aurez choisi et justifié) les mesures nécessaires sur l’échantillon de 50 pièces fourni. Compléter la zone prévue pour le relevé des mesures sur le document réponse. III/ Analyse de la capabilité machine
- A l’aide du dossier ressource, menez à bien l’analyse de capabilité machine. - Compléter le document réponse en respectant la norme.
IV/ Conclure
mesure de la capabilité machine
17
,6 h
9

Page 3/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II-2
DOSSIER RESSOURCE Contenu du dossier
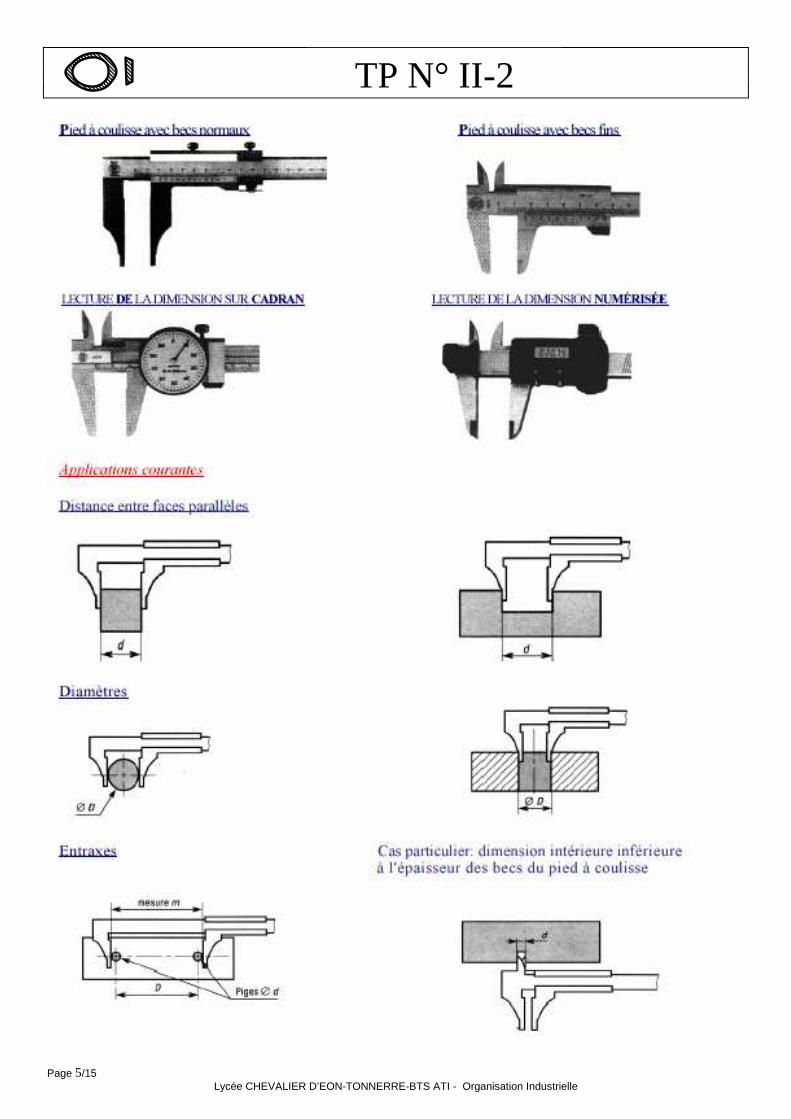
- Pied à coulisse pages 4-5 - Micromètres page7 - Etalonnage du micromètre page 8 - Ajustement pages 9-10-11 - Méthode de calcul de la capabilité pages 12-13-14-15
Page 4/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2 PIEDS A COULISSE
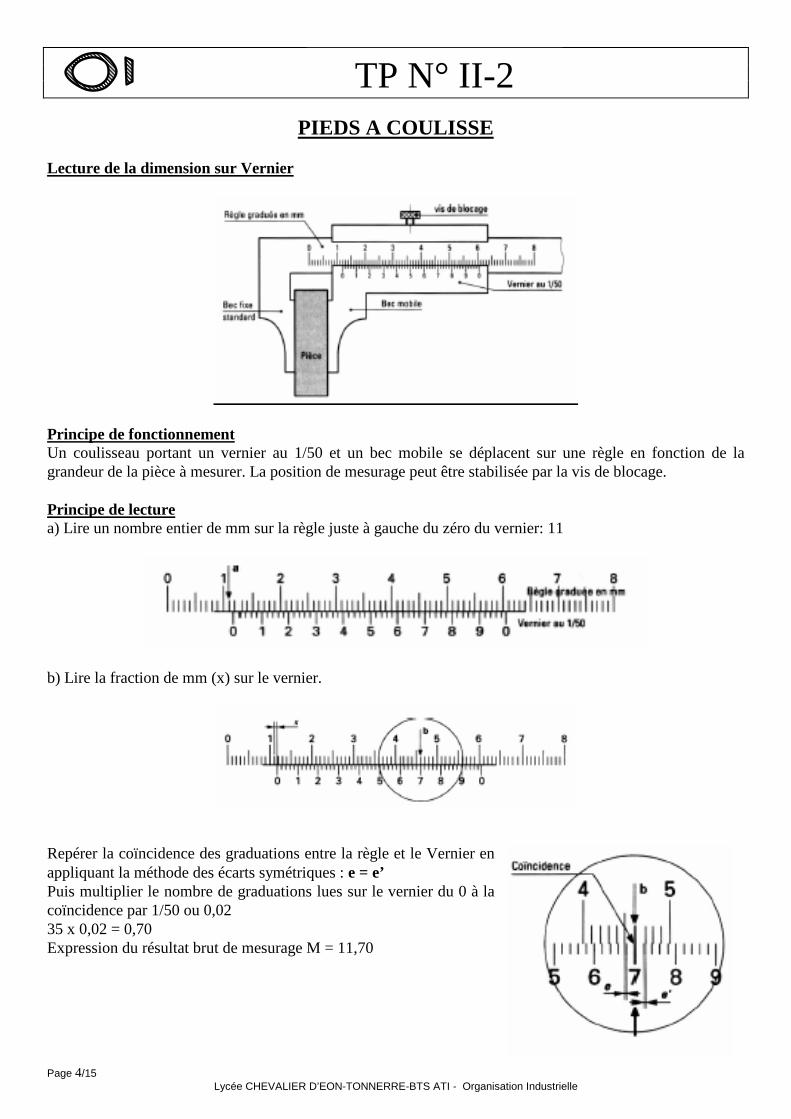
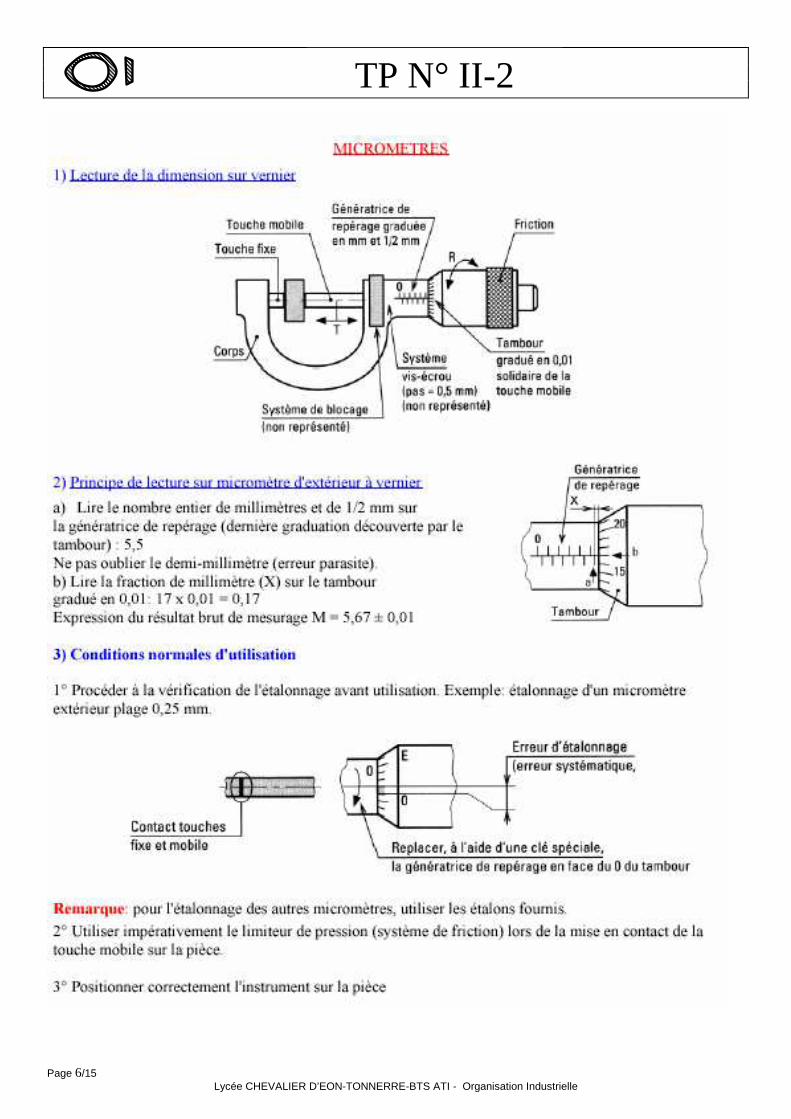
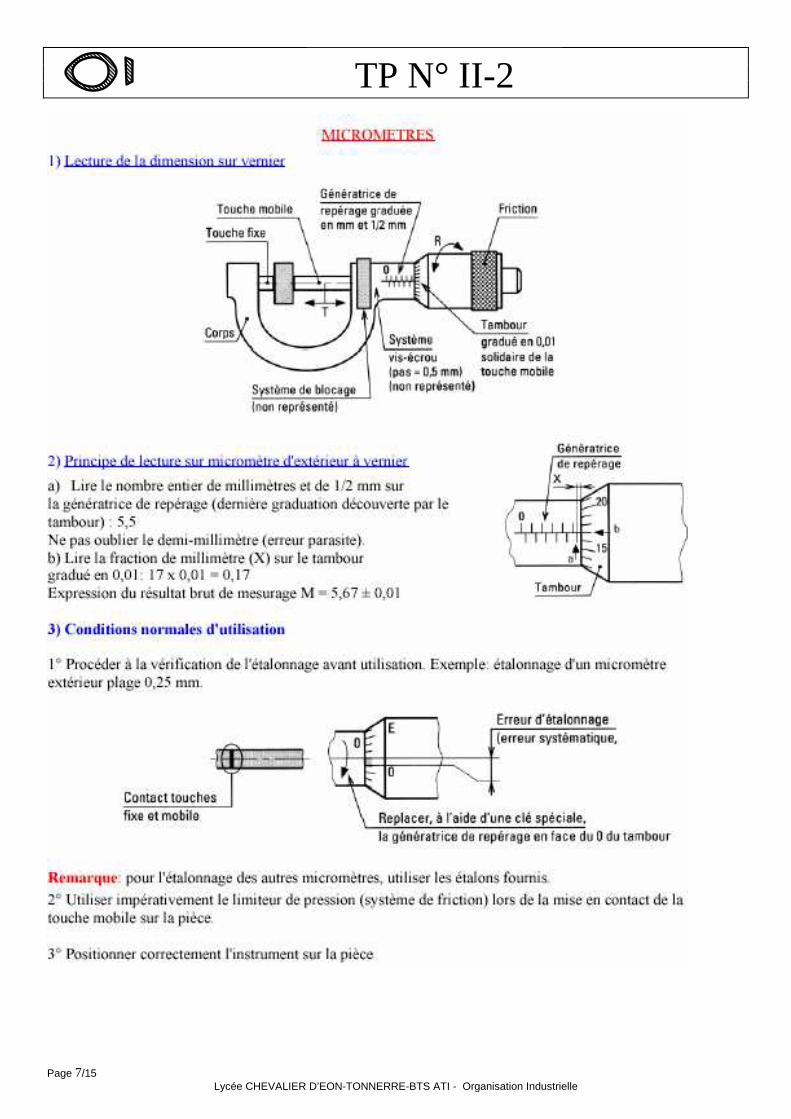
Lecture de la dimension sur Vernier
Principe de fonctionnement Un coulisseau portant un vernier au 1/50 et un bec mobile se déplacent sur une règle en fonction de la grandeur de la pièce à mesurer. La position de mesurage peut être stabilisée par la vis de blocage. Principe de lecture a) Lire un nombre entier de mm sur la règle juste à gauche du zéro du vernier: 11
b) Lire la fraction de mm (x) sur le vernier.
Repérer la coïncidence des graduations entre la règle et le Vernier en appliquant la méthode des écarts symétriques : e = e’ Puis multiplier le nombre de graduations lues sur le vernier du 0 à la coïncidence par 1/50 ou 0,02 35 x 0,02 = 0,70 Expression du résultat brut de mesurage M = 11,70
Page 5/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
Page 6/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
Page 7/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
Page 8/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
NOTICE D’ETALONNAGE DU MICROMETRE NB : Le réglage du zéro ne suffit pas à une précision suffisante. 1) Choisir une cale Etalon la plus proche de la côte nominale que vous souhaitez mesurer. 2) Procéder au réglage du zéro en fermant le micromètre à l'aide de la mollette extérieure. 3) Appuyer sur zéro/absolu. 4) Ecarter le micromètre en manipulant la molette extérieure. 5) Faire afficher la valeur numérique exacte correspondant à la cote de votre étalon. 6) Appuyer sur HOLD. 7) Ecarter de nouveau votre micromètre (la valeur affichée ne varie plus). 8) Effectuer la mesure de la cale étalon avec la molette extérieure. 9) Une fois le contact bien assuré, appuyer 2 fois sur origine. 10) Réaliser les mesures.
Page 9/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
COTATION AJUSTEMENTS
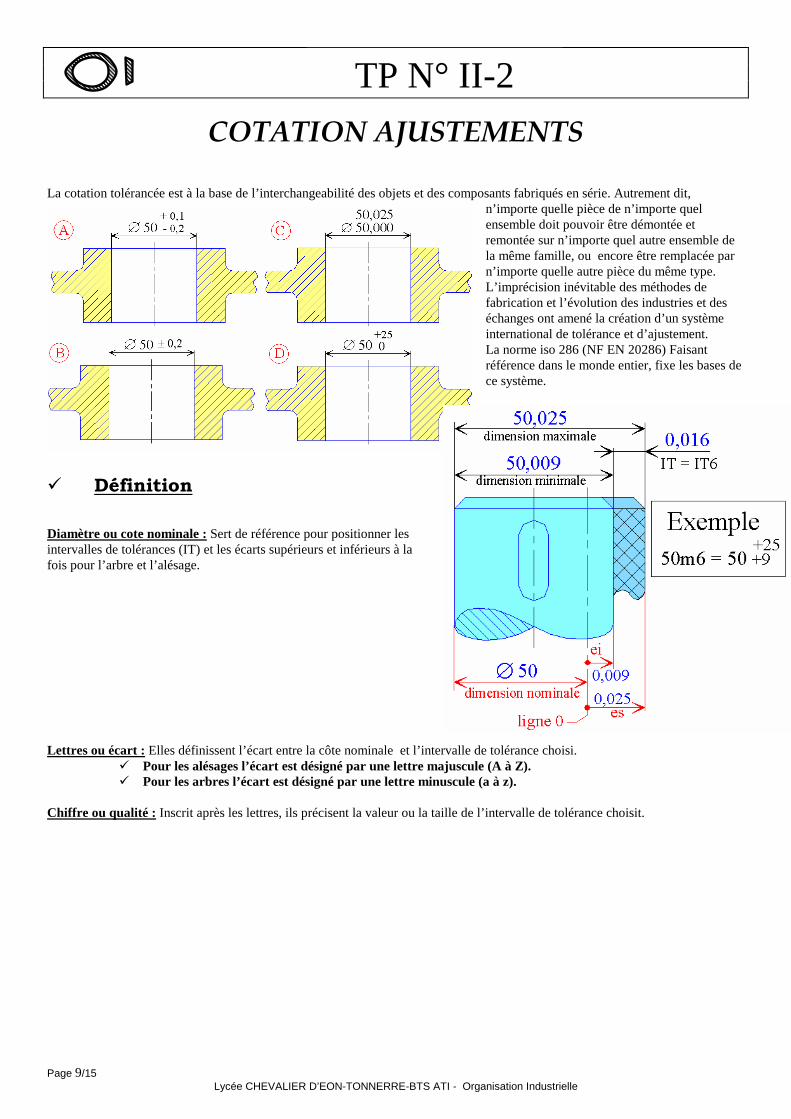
La cotation tolérancée est à la base de l’interchangeabilité des objets et des composants fabriqués en série. Autrement dit, n’importe quelle pièce de n’importe quel ensemble doit pouvoir être démontée et remontée sur n’importe quel autre ensemble de la même famille, ou encore être remplacée par n’importe quelle autre pièce du même type. L’imprécision inévitable des méthodes de fabrication et l’évolution des industries et des échanges ont amené la création d’un système international de tolérance et d’ajustement. La norme iso 286 (NF EN 20286) Faisant référence dans le monde entier, fixe les bases de ce système.
� Définition
Diamètre ou cote nominale : Sert de référence pour positionner les intervalles de tolérances (IT) et les écarts supérieurs et inférieurs à la fois pour l’arbre et l’alésage. Lettres ou écart : Elles définissent l’écart entre la côte nominale et l’intervalle de tolérance choisi.
� Pour les alésages l’écart est désigné par une lettre majuscule (A à Z). � Pour les arbres l’écart est désigné par une lettre minuscule (a à z).
Chiffre ou qualité : Inscrit après les lettres, ils précisent la valeur ou la taille de l’intervalle de tolérance choisit.

Page 10/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
� Inscription normalisée
� Cas des assemblages
Il existe trois types d’ajustements : � Les ajustements avec jeu. � Les ajustements avec jeu incertain. � Les ajustements avec serrage.
Page 11/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
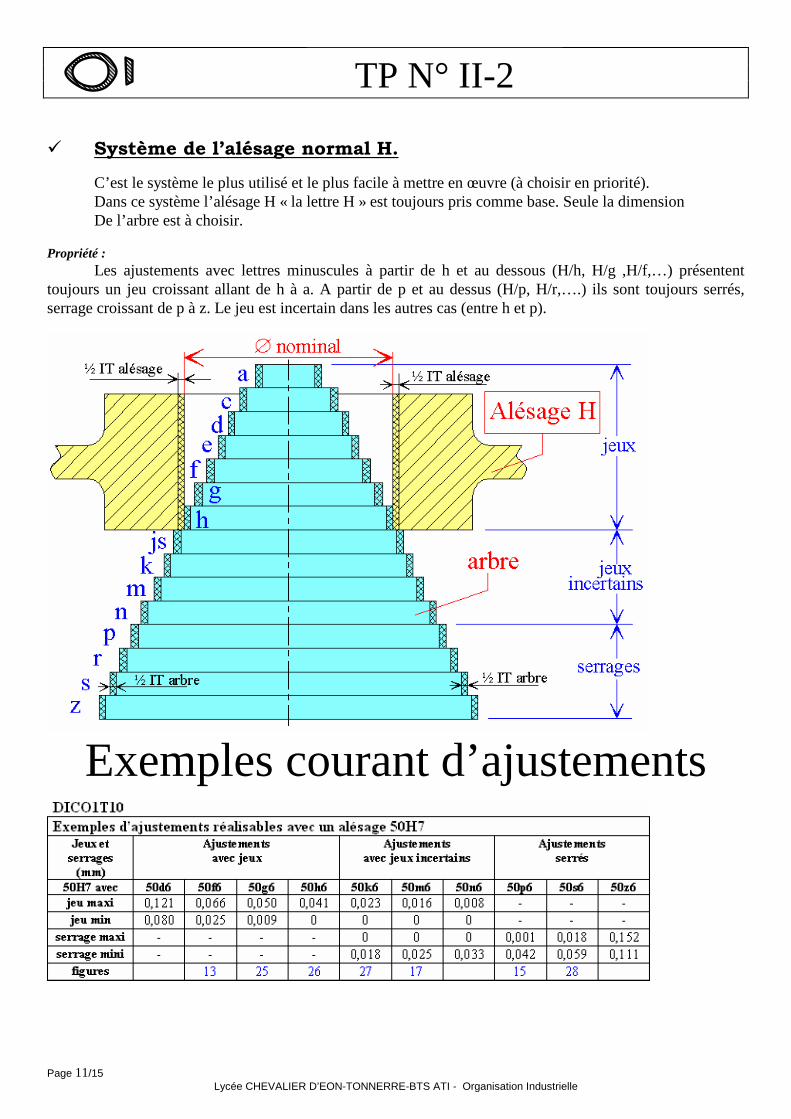
� Système de l’alésage normal H.
C’est le système le plus utilisé et le plus facile à mettre en œuvre (à choisir en priorité). Dans ce système l’alésage H « la lettre H » est toujours pris comme base. Seule la dimension De l’arbre est à choisir.
Propriété :
Les ajustements avec lettres minuscules à partir de h et au dessous (H/h, H/g ,H/f,…) présentent toujours un jeu croissant allant de h à a. A partir de p et au dessus (H/p, H/r,….) ils sont toujours serrés, serrage croissant de p à z. Le jeu est incertain dans les autres cas (entre h et p).
Exemples courant d’ajustements
Page 12/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
Page 13/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
Page 14/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2
0.6
25
Page 15/15 Lycée CHEVALIER D’EON-TONNERRE-BTS ATI - Organisation Industrielle
TP N° II -2