tarauds en carbure monobloc - vergnano.comvergnano.com/download/08-fr-tarauds-carbure.pdf ·...
TRANSCRIPT

www.vergnano.com
tarauds en carbure monobloc

TARAUDS EN CARBURE MONOBLOC VERGNANO
L’utilisation des outils en carbure est en forte croissance ces dernières années. Aujourd’hui la plupart des usinages en tournage,
perçage et fraisage se fait avec ce genre d’outil. Leur développement vient de l’évolution des machines outils, qui a permis et deman-
dé l’emploi d’outils toujours plus résistant à l’usure, plus tenaces et qui consentent des vitesses de coupes plus élevées, par rapport
à ceux en acier super rapide.
En taraudage, pour certaines applications, l’emploi du carbure se révèle indispensable, comme par exemple dans le cas des aciers
trempés, ou bien très compétitifs, dans le cas des matières abrasives.
La gamme
La gamme inclus les types de tarauds suivants:
• TaraudsàdenturesdroitesavectroudelubrificationetentréeformeC,pourtrousborgnesetdébouchant,pourl’usinagedema-
tièresabrasives,commelafontegriseetlesalliagesd’aluminiumsilicieux,pourfiletagesMetMF(codesHB43 et HB45);
• Taraudshélicoïdauxaveclubrificationpourtrousborgnes,pourl’usinaged’aluminiumàcopeauxlongs,laiton,bronze,pourfileta-
gesM(codeHB29);
• Taraudsàdenturesdroites,pourtrousborgnesetdébouchant,pourl’usinagedesacierstrempésjusqu’à62HRC,pourfiletages
M(codeH130);
• Taraudsàrefouleraveclubrification,pourtrousborgnesetdébouchant,pourl’usinaged’acierderésistancebasse/moyenne,
d’inox,d’aluminium,pourfiletagesM(HB80NR).
Nousavonsaussiajoutédanslagammeunforetencabure(HP900)pourleperçagedesacierstrempés,jusqu’à62HRC.Sesdi-
mensionsontétéaugmentépourladuréedeviedutaraud.Ceforetpeutetreutilisépourréaliserlesavanttrousdefiletagepourle
taraud H130.
Les avantagesL’avantagedestaraudsencarburemonobloc,parrapportàceuxenHSS,résideenuneaugmentationremarquabledeleurduréedeviesurcertainstypesdematières,etaussisurlapossibilitéd’usinerdesaciersdurset/outrempés.Enparticulier,lorsdel’usinagedematériauxabrasifs,commelafontegriseoulesalliagesd’aluminiumsilicieux(Si>10%),laduréedeviedel’outilpeutatteindre8à10foiscelled’untaraudenHSS.
Touslestaraudspourfontesgrisesontlalubrificationparlecentreoutildanslebutdemieuxévacuerlescopeauxetdepouvoirta-rauder des trous borgnes ou débouchant profonds jusqu’à 3XD.
Les tarauds HB29,pouraluminiumetmatériauxnon ferreux,ont la lubrificationpar lecentreoutil,pour faciliter l’évacuationdescopeauxetpourpouvoirfileterdestrousborgnesprofonds jusqu’à3XD.Lesavantagesdérivantde l’emploidecestaraudssontl’augmentation de la durée de vie de l’outil et la réduction du temps de cycle.
Lestaraudspouracierstrèsdurs(codeH130)sontl’uniquesolutionpourl’usinagedesacierstrempés,jusqu’à62HRC.Eneffet,lestaraudsenHSSsontpratiquementinutilisablespourdesduretéssupérieuresà46HRC.
Lestaraudspardéformationencarburemonobloc(codeHB80NR)sontutilisablessurpresquetouslestypesd’aciers,ycomprislesaciers inoxydables, sur l’aluminium et ses alliages. Outre l’avantage indéniable de ne pas créer de copeaux, caractéristique de tous les taraudspardéformation,ilsoffrentlapossibilitéd’augmenterconsidérablementlesduréesdevie.Surlesaciers,cetteaugmentation,parrapportàuntaraudenHSS,peutatteindrevingtfois.
Il est indispensable d’utiliser les tarauds en carbure avec des mandrins de bonne qualité, qui garantissent une compensation minimale et qui ne présentent pas de jeux axiaux ou radiaux. Une solution optimale est l’emploi de mandrins de taraudage rigides, comme ceux de la nouvelle gamme Sincro de la Vergnano. Il est conseillé de respecter la vitesse de coupe préconisée, en partant toujours de la valeur la plus basse.
1

2
Le carbure monobloc
Le carbure monobloc est considéré comme un composant métallique, obtenu par frittage d’un mélange de poudre de carbure, majo-
ritairementdescarburesdeTungstène(WC),englobésdansunematricedeliantmétallique,lecobalt(Co).Lesautrescarburesutilisés
sont:lecarburedeTitane(TiC),diNiobium(NbC),deTantale(TaC).
Lescarburesconfèrentuneduretéetunerésistanceàlacompression,quipourlesoutilssignifientunerésistanceàl’usure,alorsque
le liant lui confère de la ténacité. La dimension des carbures est elle aussi importante, car elle permet d’avoir un compromis entre
dureté et ténacité.
Engénéral,lescaractéristiquesmécaniquesducarburedépendentdelacompositionchimique(typeetconcentrationdecarbure),du
pourcentage de liant, de la dimension des carbures et du processus de fabrication.
Propriété Acier super rapide Carbure monobloc
Dureté[HV30] 800 - 950 1400 – 1900
Resistanceàlacompression[MPa] 3000 - 4000 3000-6000
Resistanceàlaflexion[MPa] 2500 - 4500 1000 – 4000
Moduled’élasticité[GPa] 210 460–650
Densité ρ [kg/dm3] 8 – 9 10 – 15
Conductibilitéthermique[W/m/°C] 30 – 50 35 – 120
Coefficientdedilatation[10-6/°C] 12 4,3–6,5
Les principales différences entre le carbure et l’acier super rapide sont résumés dans le tableau suivant:
(*) Légende icone en page 5
Code taraud Matière Filetage Trou et
profondeur Emploi Rendement Mandrin Trou lubrification Entrée Queue Vitesse de
coupe Geometrie
HB43 HM3 x D
HB45 HM3 x D
HB29 HM
H130 HM
HB80NR HM
3 x D

3
Pour une concentration égale de carbure, plus la taille des grains diminue et plus la dureté augmente.
Ténacité
Dureté
Taille des grains [μm]
Ténacité à la rupture KIC
[M
Pa m^0,5]D
uret
é H
V50
1750
1700
1650
1600
1550
1500
1450
1400
12,3
12
11,7
11,4
11,1
10,8
10,5
10,20,3 0,5 0,7 0,9 1,1 1,3
LanormeISO513prévoituneclassificationdescarbures,enfonctiondeleurpropriétéetdoncdeleurapplication.
SelonlaclassificationISO,lescarburessontdivisésentroisgroupes:P(marquagedecouleurbleue),M(marquagedecouleurjaune),
K(marquagedecouleurrouge).Lessousgroupessontindiquésparunnuméro,croissantsuivantlepourcentagedecobalt.
WCTiCTaCNbC
Co=5-17%
WCTiC
Co=6-15%
WC
Co=4-15%
SigleISO Composition chimique Propriété Paramètres de coupe Conditions d’usinageMatière
usinable
%Co % carbures Eléments Ténacité Vitesse de
coupeResistance
usure Dureté Avance Efforts de coupe
Matièreferreuse à copeaux
longs
Aciers
Fontessphéroïda-
les
Matièresdifficiles
Acier ino-xydable
Matièresnon
ferreuses à copeaux
courts
Fontes
Matièresnon ferreu-
sesMatières
plastiques
M10 Vit.moyen/grande
M20 Vitesse moyenne
M30 Sectioncopeaumo-yenne.
M40 Conditionsdéfavorablesavec fortes vibrations
K01 Finitiondetournageetfraisage
K10 Tournage,fraisage,perçage,alésage, brochage, taraudage.
K20 Taraudage
K30Tournage,fraisagedansconditions défavorables.K40
P10 Tournagegrandevitesse
P20 Tournage,fraisage
P30 Vit.moyen/basse
P40 Sectioncopeaumoyen/grande.
P50 Conditionsdéfavorablesavec fortes vibrations
P01 Grandevitesse,absencevibrations
LestaraudsdelagammeVergnanosontréalisésencarburemonoblocdetypeK.Lecarbureaungrain“uItrafin”,doncavecdes
propriétés très élevées de dureté et de ténacité.
4
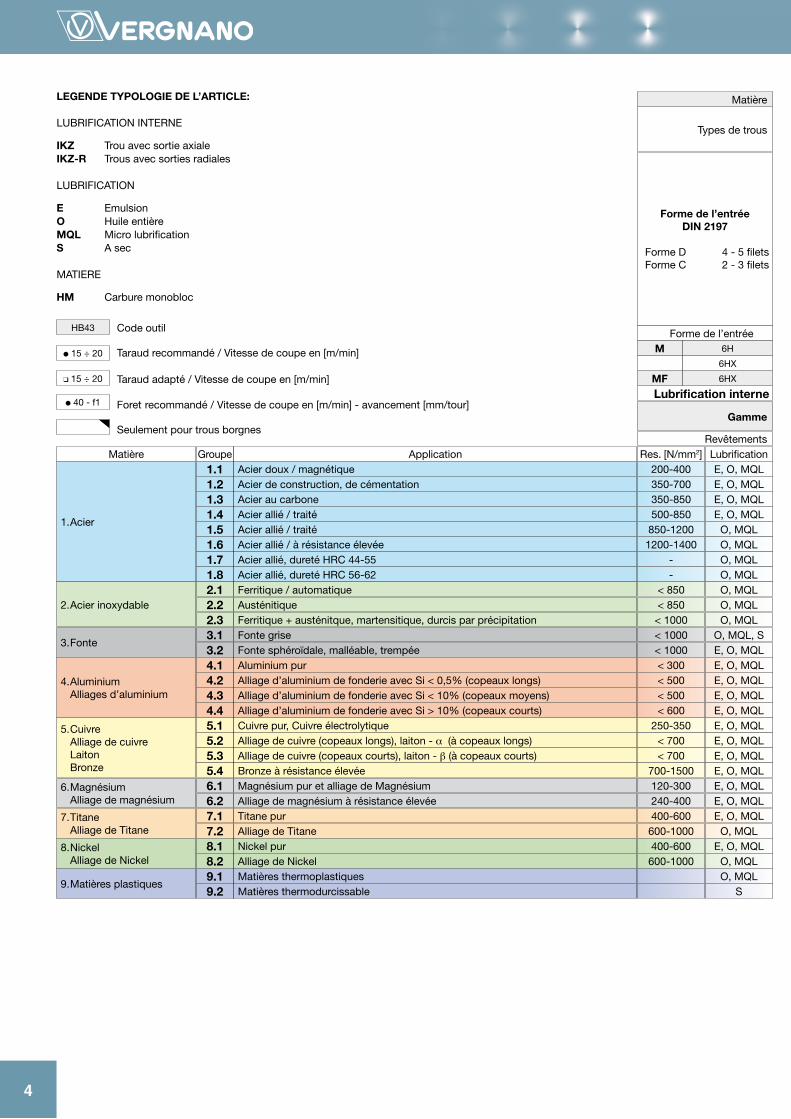
LEGENDE TYPOLOGIE DE L’ARTICLE:
q 15 ÷ 20 Taraud adapté / Vitesse de coupe en [m/min]
l 40 - f1 Foret recommandé / Vitesse de coupe en [m/min] - avancement [mm/tour]
LUBRIFICATION INTERNE
IKZ Trou avec sortie axialeIKZ-R Trous avec sorties radiales
LUBRIFICATION
E EmulsionO Huile entièreMQL Micro lubrificationS A sec
MATIERE
HM Carbure monobloc
Matière
1. Acier
2. Acier inoxydable
3. Fonte
4. Aluminium Alliages d’aluminium
5. Cuivre Alliage de cuivre Laiton Bronze
6. Magnésium Alliage de magnésium
7. Titane Alliage de Titane
8. Nickel Alliage de Nickel
9. Matières plastiques
Groupe
1.11.21.31.41.51.61.71.82.12.22.33.13.24.14.24.34.45.15.25.35.46.16.27.17.28.18.29.19.2
Application Res. [N/mm2]200-400350-700350-850500-850
850-12001200-1400
--
< 850< 850< 1000< 1000< 1000< 300< 500< 500< 600
250-350< 700< 700
700-1500120-300240-400400-600600-1000400-600600-1000
LubrificationE, O, MQLE, O, MQLE, O, MQLE, O, MQL
O, MQLO, MQLO, MQLO, MQLO, MQLO, MQLO, MQL
O, MQL, SE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQLE, O, MQL
O, MQLE, O, MQL
O, MQLO, MQL
S
Acier doux / magnétiqueAcier de construction, de cémentationAcier au carboneAcier allié / traitéAcier allié / traitéAcier allié / à résistance élevéeAcier allié, dureté HRC 44-55Acier allié, dureté HRC 56-62Ferritique / automatiqueAusténitiqueFerritique + austénitque, martensitique, durcis par précipitationFonte griseFonte sphéroïdale, malléable, trempéeAluminium purAlliage d’aluminium de fonderie avec Si < 0,5% (copeaux longs)Alliage d’aluminium de fonderie avec Si < 10% (copeaux moyens)Alliage d’aluminium de fonderie avec Si > 10% (copeaux courts)Cuivre pur, Cuivre électrolytiqueAlliage de cuivre (copeaux longs), laiton - α (à copeaux longs)Alliage de cuivre (copeaux courts), laiton - β (à copeaux courts)Bronze à résistance élevéeMagnésium pur et alliage de MagnésiumAlliage de magnésium à résistance élevéeTitane purAlliage de TitaneNickel purAlliage de NickelMatières thermoplastiquesMatières thermodurcissable
Revêtements
Gamme
Lubrification interneMF 6HX
M 6H
6HX
Forme de l’entrée
Forme de l’entréeDIN 2197
Forme D 4 - 5 filets Forme C 2 - 3 filets
Types de trous
Matière
HB43 Code outil
l 15 ÷ 20 Taraud recommandé / Vitesse de coupe en [m/min]
Seulement pour trous borgnes

5
LEGENDE DES ICONES
Taraud aux coupes droites avec trou de lubrification interne (sortie axiale)
Taraud hélicoïdal avec 15° d’hélice à droite
Matière: carbure monobloc
Filetage métrique ISOà pas gros
Filetage métrique ISO à pas fin
Plage d’uti l isation: Groupe des matières
Type de queue: DIN 371
Type de queue: DIN 374
Type de queue: normeVergnano
Tarauds à goujures droites
Taraud par déformation avec goujures de lubri-fication
Vitesse de coupe re-commandée élevée
Taraud hélicoïdal avec trou de lubrification in-terne (sortie axiale) pour trous borgnes
Type et profondeur de trou: borgne et débou-chant jusqu’à 3 x d1
Type et profondeur de trou: borgne jusqu’à 3 x d1
Type et profondeur de trou: borgne et débou-chant jusqu’à 1,5 x d1
Rendement élevé
Taraud adapté exclusi-vement pour le tarauda-ge rigide (synchronisé)
Forme d’entrée D:4 - 5 filets
Forme d’entrée C:2 - 3 filets
HM
2.1-2
3 x D
Taraud travaillant par déformation avec trou de lubrification inter-ne (sorties radiales)
*Tableau pour l’avance du foret HP900 [mm/tour]
Diamètre f1 f22,6 0,032 0,0253,4 0,040 0,0324,3 0,050 0,0405,1 0,050 0,0406,9 0,070 0,0558,6 0,090 0,070
10,4 0,110 0,090
f [mm/min] = f [mm/tour] x N [tours/min]
Vitesse de coupe [m/min] x 1000
3,14 x d1 [mm]N [tours/min] =
*Vc-f
l 35 ÷ 50
l 35 ÷ 50
l 30 ÷ 45
l 25 ÷ 40
l 15 ÷ 30
q 2 ÷ 5 l 40-f1
l 2 ÷ 3 l 30-f2
l 1 ÷ 2 l 30-f2
l 10 ÷ 25
l 10 ÷ 25
l 15 ÷ 40 l 15 ÷ 40 q 15 ÷ 40
l 10 ÷ 20 l 10 ÷ 20 q 10 ÷ 20
l 15 ÷ 30 l 40 ÷ 50
l 15 ÷ 30 l 40 ÷ 50
l 20 ÷ 30 l 20 ÷ 30 l 20 ÷ 30 l 40 ÷ 50
l 15 ÷ 20 l 15 ÷ 20 l 15 ÷ 20
l 15 ÷ 40
l 15 ÷ 30
q 20 ÷ 25 q 20 ÷ 25 l 20 ÷ 25
l 5 ÷ 10
q 10 ÷ 12 q 10 ÷ 12
Neutre Neutre Neutre Neutre TiCN TiAIN
M3-M10M12X1,5M16X1,5
M3-M10 M3-M12 M3-M10 2,6-10,4
IKZ IKZ IKZ - IKZ-R -
HB45
HB43 HB29
H130
HB80NR HP900
C C C D C -
HM HM HM HM HM HM
l 40 ÷ 80
l 15 ÷ 40
l 30 ÷ 50
l 25 ÷ 40
q 30 ÷ 40
q 15 ÷ 20
TiAIN
M3-M10
IKZ
HB43
C
HM
l 40 ÷ 80
l 15 ÷ 40
l 30 ÷ 50
l 25 ÷ 40
q 30 ÷ 40
q 15 ÷ 20
TiAIN
M12X1,5M16X1,5
IKZ
HB45
C
HM
q 40 ÷ 80
q 15 ÷ 40
l 25 ÷ 50
l 25 ÷ 50
l 30 ÷ 50
l 25 ÷ 40
l 30 ÷ 40
l 10 ÷ 15
TiCN
M3-M10
IKZ
HB29
C
HM
q 5 ÷ 10
l 3 ÷ 6
l 2 ÷ 4
TiCN
M3-M12
-
H130
D
HM

6
* Tarauds sans lubrification interne
ød1 P L1 L2 L3 ød2 h6 a z [mm] [mm] [mm] [mm] [mm] [mm] [mm] [-]
M 3* 4* 5 6 8 10
0,5 56 8 18 3,5 2,7 3 0,7 63 10 21 4,5 3,4 3 0,8 70 10 25 6 4,9 4 1 80 12 30 6 4,9 4 1,25 90 16 35 8 6,2 4 1,5 100 18 39 10 8 4
129,50 €101,30 €179,50 €154,00 €232,30 €249,80 €
155,50 €121,50 €215,50 €184,80 €278,50 €299,80 €
Code outil
HB43 HB43TiAIN
DIN 371
Matière > HM Tolérance >
Forme de l’entrée >
Utilisation >
Type de trou >
6HX
C / 2-3
6HX
Pour trous borgnes et débouchants - Carbure monoblocFiletagemétriqueISO-DIN13
TARAUDS MACHINE POUR FONTES - Goujures droites - Lubrification par le centre outil
2,5 3,3 4,2 5 6,8 8,5
3.1-2 4.3-4.4
C / 2-3
M M

7
* Tarauds sans lubrification interne
ød1 P L1 L2 L3 ød2 h6 a z [mm] [mm] [mm] [mm] [mm] [mm] [mm] [-]
M 3* 4* 5 6 8 10
0,5 56 8 18 3,5 2,7 3 0,7 63 10 21 4,5 3,4 3 0,8 70 10 25 6 4,9 3 1 80 12 30 6 4,9 3 1,25 90 16 35 8 6,2 3 1,5 100 18 39 10 8 3
154,00 €136,30€201,30 €159,30 €225,50 €270,00 €
184,80 €163,50€241,30 €191,30 €270,50 €324,00 €
Code outil
HB29 HB29TiCN
DIN 371
Matière > HM Tolérance >
Forme de l’entrée >
Utilisation >
Type de trou >
6HX
C / 2-3
6HX
2,5 3,3 4,2 5 6,8 8,5
Pour trous borgnes - Carbure monoblocFiletagemétriqueISO-DIN13
TARAUDS MACHINE - Goujures hélicoïdales - Lubrification par le centre outil
C / 2-3
4.1-4.4 5.39.1
M M

8
Pour trous borgnes et débouchants et pour aciers jusqu’à 62 HRC - Carbure monoblocFiletagemétriqueISO-DIN13
ød1 P L1 L2 L3 ød2 h6 a z [mm] [mm] [mm] [mm] [mm] [mm] [mm] [-]
Code outil
Norme Vergnano
Matière > HM Tolérance >
Forme de l’entrée >
Utilisation >
Type de trou>
6H
D / 4-5
1.7-1.8
H130 H130TiCN
6H
M 3 4 5 6 8 10 12
0,5 56 12 17 3,5 2,7 3 0,7 63 14 19 4,5 3,4 4 0,8 70 17 22 6 4,9 4 1 80 20 - 6 4,9 4 1,25 90 20 - 8 6,2 5 1,5 100 24 - 10 8 5 1,75 110 28 - 12 9 5
186,80€177,80 €204,80 €247,50 €292,30 €364,30€407,00 €
2,6 3,4 4,3 5,1 6,9 8,6 10,4
224,00 €213,30 €245,50 €296,80€350,80 €437,30 €488,50 €
TARAUDS MACHINE - Goujures droites
D / 4-5
LES DIAMETRES DES AVANTS TROUS SONT
MAJORES. NOUS CONSEILLONS D’UTILISER
UN FORET POUR LES ACIERS TREMPES
HP900 (PAG. 11).
M M

9
* Tarauds sans lubrification interne
TARAUDS MACHINE A REFOULER - Avec goujures et trous de lubrification
Pour trous borgnes et débouchants - Carbure monoblocFiletagemétriqueISO-DIN13
ød1 P L1 L2 L3 ød2 h6 a z [mm] [mm] [mm] [mm] [mm] [mm] [mm] [-]
M 3* 4* 5 6 8 10
0,5 56 6 18 3,5 2,7 4 0,7 63 7,5 21 4,5 3,4 4 0,8 70 8,5 25 6 4,9 4 1 80 11 30 6 4,9 4 1,25 90 14 35 8 6,2 5 1,5 100 16 39 10 8 5
270,00 €270,00 €292,80 €328,00 €446,80€512,30 €
Code outil
HB80 NR TiCN
DIN 371
Matière > HM Tolérance >
Forme de l’entrée >
Utilisation >
Type de trou>
6HX
C / 2-3
2,8 3,7 4,65 5,55 7,4 9,25
1.1-5 2.1-24.1-3 5.1-2
M M

10
Pour trous borgnes et débouchants - Carbure monoblocFiletagemétriqueISOàpasfin-DIN13
TARAUDS MACHINE POUR FONTES - Goujures droites - Lubrification par le centre outil
ød1 P L1 L2 L3 ød2 h6 a z [mm] [mm] [mm] [mm] [mm] [mm] [mm] [-]
M 12 14 16
1,5 100 22 - 9 7 4 1,5 100 22 - 11 9 4 1,5 100 22 - 12 9 4
332,00 €399,50 €437,30 €
398,50 €479,50 €524,80 €
Code outil
HB45 HB45TiAIN
DIN 374
Matière > HM Tolérance >
Forme de l’entrée >
Utilisation >
Type de trou>
6HX
C / 2-3
6HX
10,5 12,5 14,5
3.1-2 4.3-4.4
C / 2-3
MF

FORET CYLINDRIQUE - Goujures hélicoïdales
DIN 6537 K
ød1 m7 ød2 h6 L1 L2 L4 z [mm] [mm] [mm] [mm] [mm] [-]
2,600 6 62 20 36 2 3,400 6 62 20 36 2 4,300 6 66 24 36 2 5,100 6 66 28 36 2 6,900 8 79 34 36 2 8,600 10 89 47 40 2 10,400 12 102 55 45 2
94,00 € 97,00 € 121,30 € 141,80 € 201,50 € 264,80€ 341,30 €
Matière > HM Queue >
Type >
Direction de coupe >
Utilisation >
Type de trou>
DIN 6535 HA
H
Droite
1.6-1.8
Code outil
<= 3XD
Pour aciers jusqu’à 62 HRC - Carbure monobloc intégral
11
HP900 TiAlN
Tolérance > m7
Angle d’affutage > 120°
LE FORET HP900 EST UTILISE POUR LES ACIERS DURS, POUR LA PREPARATION DES AVANT TROUS POUR LE TARAUD H130.
MF
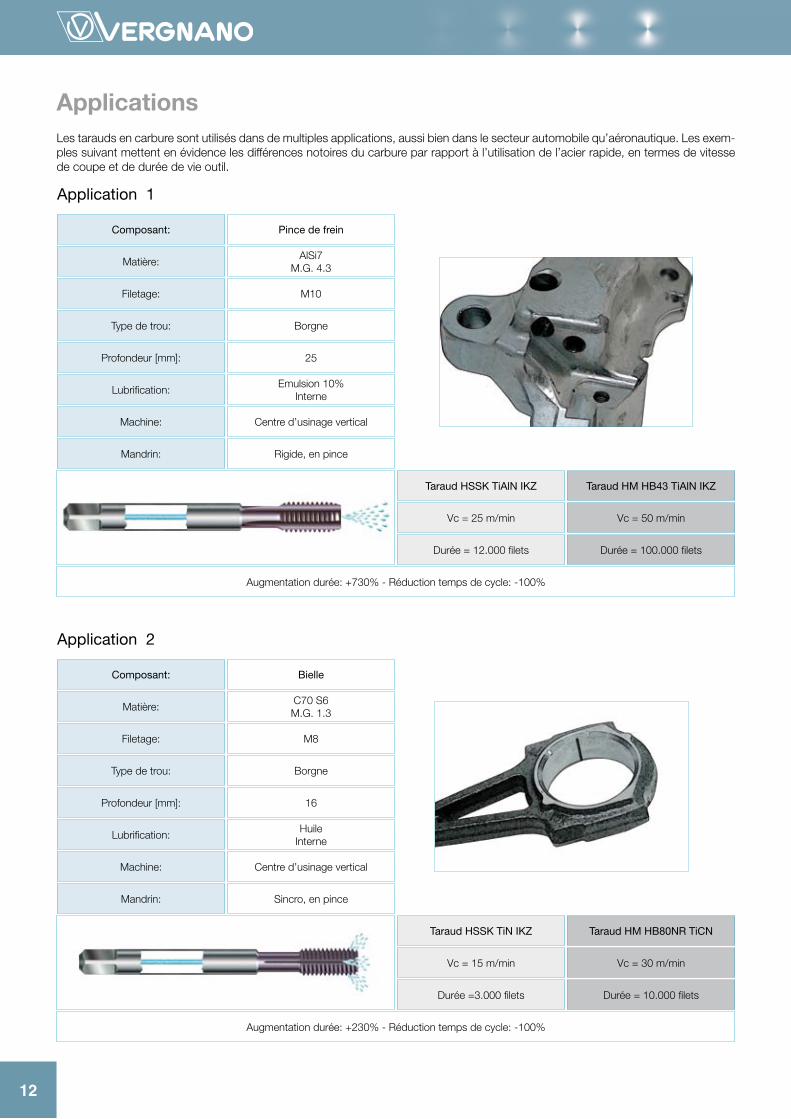
ApplicationsLes tarauds en carbure sont utilisés dans de multiples applications, aussi bien dans le secteur automobile qu’aéronautique. Les exem-ples suivant mettent en évidence les différences notoires du carbure par rapport à l’utilisation de l’acier rapide, en termes de vitesse de coupe et de durée de vie outil.
12
Composant:
Application 1
Pince de frein
Taraud HSSK TiAlN IKZ Taraud HM HB43 TiAlN IKZ
Matière:AlSi7
M.G.4.3
Filetage: M10
Typedetrou:
Profondeur[mm]:
Lubrification:
Machine:
Mandrin:
Borgne
25
Emulsion10%Interne
Centred’usinagevertical
Rigide,enpince
Vc=25m/min Vc=50m/min
Durée=12.000filets Durée=100.000filets
Augmentationdurée:+730%-Réductiontempsdecycle:-100%
Composant:
Application 2
Bielle
Taraud HSSK TiN IKZ Taraud HM HB80NR TiCN
Matière:C70S6M.G.1.3
Filetage: M8
Typedetrou:
Profondeur[mm]:
Lubrification:
Machine:
Mandrin:
Borgne
16
HuileInterne
Centred’usinagevertical
Sincro,enpince
Vc=15m/min Vc=30m/min
Durée=3.000filets Durée=10.000filets
Augmentationdurée:+230%-Réductiontempsdecycle:-100%
Les informations et les caractéristiques techniques peuvent être sujettes à des variations sans préavis.
F.lli Vergnano s.r.l. se réserve le droit, à tout moment, selon son jugement et sans préavis, d’apporter des modifications aux articles présents dans ce
catalogue.
La reproduction du contenu de ce catalogue est rigoureusement interdite sans consentement préalable et écrit de la part de F.lli Vergnano s.r.l.

VergnanoVebroFranceS.A.R.L.
156AvenuedeVerdun
92130IssyLesMoulineaux
France
Tel./Fax+33(0)147361070
www.vergnano.com