rapport de theme - adproject.free.fradproject.free.fr/fichiers/theme.pdf · gorge est cotée par...
TRANSCRIPT

Christophe CARON Année scolaire 1996-1997 STS Productique Mécanique
Rapport de thème
Poulie d’alternateur réf. 6131 9245 Phases 10 et 20
© 1996-1997 Christophe Caron 1/70

SOMMAIRE
Introduction 2
Présentation du thème de sous-traitance AI
Etude de la pièce 3
Etude du brut de la pièce 4
Etude des différentes prises de pièces 6
Avant Projet d’Etude de Fabrication 12
Planning prévisionnel 17
Contrats de phases prévisionnels 20
Etude des outillages AXIV
Programmation I.S.O. 24
Calcul des plongées du cycle de copiage des gorges 26
Détail de la position des O.P. pendant l’usinage 27
Organisation de la tourelle porte-outils du tour HES300 28
Jauges outils 30
Mise en œuvre 31
Processus de contrôle 37
Méthodologie de contrôle 41
Coûts de revient réels d’une pièce 50
Conclusion 52
Nota : Les pages du rapport sont numérotées dans leurs parties supérieures ; en chiffres arabes, les pages du texte ; en chiffres romains, les annexes qu’il m’a paru nécessaire d’inclure dans le rapport.
© 1996-1997 Christophe Caron 2/70
INTRODUCTION
Durant la 2nde année de BTS Productique Mécanique, nous avons à travailler tout au long de l’année sur un « thème » afin de le présenter le jour de l’examen au cours de l’Epreuve Professionnelle de Synthèse.
Ce thème consiste à réaliser une pièce mécanique fabriquée réellement dans l’industrie à partir de son dessin de définition, puis à en assurer le contrôle et la gestion de production en fonction de la demande du client.
Cette année, le lycée Camille Claudel de Digoin était placé en position de sous traitance vis à vis, entre autres, de la société Mécanique Générale de la Besbre (03220 Vaumas), elle même sous traitant de la société IVECO France (71140 Bourbon Lancy).
C’est dans ce cadre que l’on m’a chargé de fabriquer une poulie d’alternateur, dont la référence MGB est : 6131 9245, entrant dans les moteurs diesel équipant les véhicules lourds de marque IVECO.
Pour cela j’ai bénéficié de l’aide de toute l’équipe pédagogique du lycée de Digoin et plus particulièrement de Mrs Benet et Goulier que je remercie.
Comme nous allons le voir, cette poulie sera fabriquée en trois phases (les deux premières m’étant confiées, la dernière étant à la charge d’un de mes camarades), et réalisée sur le tour HES300 NUM760 équipant le Lycée Camille Claudel.
D’autres étudiants ayant été chargés eux aussi d’un thème de mise en œuvre de différentes pièces à réaliser également sur le tour HES300, nous avons été amenés à travailler avec eux ce qui nécessitait un dialogue permanent pour harmoniser le bon déroulement des différentes tâches.
© 1996-1997 Christophe Caron 3/70
ETUDE DE LA PIECE
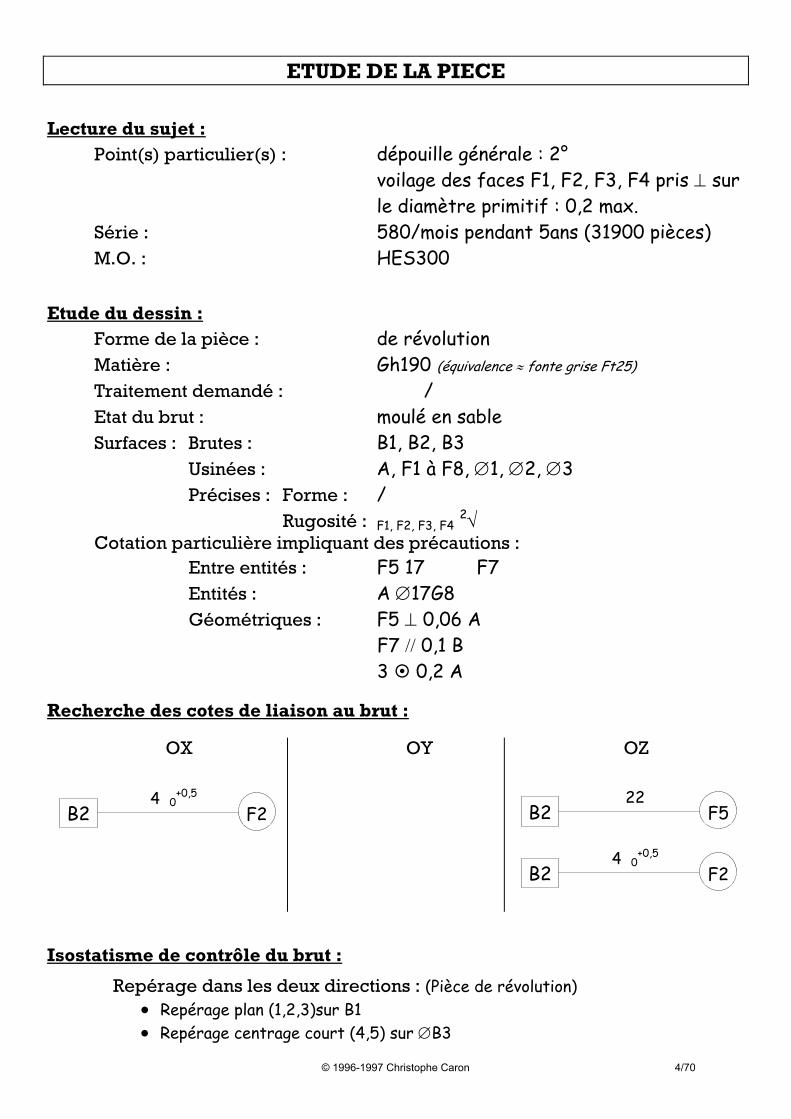
Lecture du sujet : Point(s) particulier(s) : dépouille générale : 2°
voilage des faces F1, F2, F3, F4 pris ⊥ sur le diamètre primitif : 0,2 max.
Série : 580/mois pendant 5ans (31900 pièces) M.O. : HES300
Etude du dessin : Forme de la pièce : de révolution Matière : Gh190 (équivalence ≈ fonte grise Ft25) Traitement demandé : / Etat du brut : moulé en sable Surfaces : Brutes : B1, B2, B3
Usinées : A, F1 à F8, ∅1, ∅2, ∅3 Précises : Forme : /
Rugosité : F1, F2, F3, F4 2√ Cotation particulière impliquant des précautions :
Entre entités : F5 17 F7 Entités : A ∅17G8 Géométriques : F5 ⊥ 0,06 A
F7 // 0,1 B 3 0,2 A
Recherche des cotes de liaison au brut :
OX
OY
OZ
Isostatisme de contrôle du brut :
Repérage dans les deux directions : (Pièce de révolution) • Repérage plan (1,2,3)sur B1 • Repérage centrage court (4,5) sur ∅B3
B2 F2 4 0+0,5
B2 22
F5
B24 0+0,5
F2
© 1996-1997 Christophe Caron 4/70

ETUDE DU BRUT DE LA PIECE
J’ai procédé à un contrôle des bruts lors de leur réception, effectué à cent pour cent, vu le nombre limité de pièces reçues. Ce contrôle tend néanmoins à disparaître au profit de normes comme l’A.Q.P. ou l’A.Q.F. (Assurance Qualité Produit ou Assurance Qualité Fournisseur).
J’ai contrôlé quatre cotes principales dont les mesures sont répertoriées dans le tableau ci dessous.
Schémas du brut :
∅B4=100
∅B5=96
h1 =
42.5
h2 = 17
Pièce n° ∅B4 ∅B5 h1 h2 Pièce n° ∅B4 ∅B5 h1 h2
1 100,30 96,10 42,44 17,10 14 100,70 95,70 42,78 16,922 100,80 96,20 42,70 17,04 15 100,20 96,10 42,04 17,003 100,30 95,90 42,66 17,06 16 100,40 95,70 42,84 16,984 100,46 95,80 42,84 17,04 17 100,50 96,10 42,24 17,085 100,66 96,20 42,64 17,14 18 100,50 96,30 42,40 17,126 100,48 96,10 42,60 17,08 19 100,70 96,10 42,78 17,047 100,64 95,70 42,76 17,02 20 100,70 96,00 42,62 17,108 100,50 96,20 42,96 17,16 21 100,10 96,10 42,25 17,249 100,90 96,10 42,80 16,92 22 100,60 96,10 42,48 17,20
10 100,92 96,20 42,82 17,06 23 100,50 96,10 42,46 17,1611 100,68 96,10 42,64 17,08 24 100,40 96,00 42,48 17,0812 101,00 95,90 42,78 16,92 25 100,50 95,84 42,44 17,0013 100,30 95,90 42,48 16,98 26 100,30 96,00 42,60 17,08
Caractéristique Moyenne Etendue Maxi Mini ∅B4 100,54 0,90 101,00 100,10 ∅B5 96,02 0,60 96,30 95,70
h1 42,60 0,92 42,96 42,04 h2 17,06 0,32 17,24 16,92
© 1996-1997 Christophe Caron 5/70

La hauteur du brut de la poulie d’alternateur est importante en regard de la cote @ du dessin de définition ; en effet, h1 est égal à environ 42,5 mm pour une cote @ fini après usinage de 36mm : la surépaisseur d’usinage totale est donc de :
h1-@ = 42,5-36 = 6,5 mm
Cette surépaisseur m’a paru très grande, et je me suis donc demandé s’il n’y avait pas une raison.
J’ai donc ensuite essayé de placer à « l’intérieur » de ce brut la poulie finie :
2,5 min. 3 min.
@
F8
F5 B1
Pour cela, j’ai donc effectué, avec l’aide de mon camarade, un rapide calcul de cote qui nous a permis de déterminer la surépaisseur d’usinage de « chaque coté » : cette surépaisseur est ainsi de 2,5mm min. du coté de la surface F5 et de 3mm min. du coté de la surface F8.
© 1996-1997 Christophe Caron 6/70

ETUDES DES DIFFERENTES PRISES DE PIECES -
CONFRONTATIONS DES DIFFERENTES GAMMES D’USINAGES
La poulie d’alternateur est usinée sur ses deux faces : il faudra donc procéder à un retournement de cette pièce à un moment du processus de fabrication. La poulie d’alternateur sera donc fabriquée au minimum en deux phases.
Brut de départ
Surfaces brutes
Surfaces usinées
La gamme littérale prévisionnelle exposée en présentation du thème n’est donnée qu’à titre indicatif. Je dois donc maintenant analyser cette gamme et essayer de la faire évoluer. J’ai envisagé ainsi pour usiner la poulie d’alternateur au total quatre solutions différentes dont il a fallu peser les avantages et les inconvénients avant un choix définitif.
Première solution : Une solution apparemment implicite
Deuxième solution : Une autre solution
Troisième solution : Inversion des phases 10 & 20 de la gamme proposée en présentation du thème (page AVIII)
Quatrième solution : Gamme proposée en présentation du thème (page AVIII)
Nota : Les opérations de clavetage et d’équilibrage de la poulie ne seront pas effectuées par le Lycée Camille Claudel de Digoin, celui-ci ne possédant pas le matériel nécessaire à la réalisation de ces opérations.
© 1996-1997 Christophe Caron 7/70

Première solution : (Solution apparemment implicite)
Phase 10 : (repérage plan sur face ∅B4 ; repérage centrage court sur ∅B4)
• Dressage de F5 et F6 • Perçage - alésage de ∅17G8 (A)
Phase 20 : (repérage plan sur F5 ; repérage centrage court dans A)
• Dressage de F8 • Chariotage de ∅3 • Lamage de ∅1 et F7 • Ebauche des gorges F1, F2, F3, F4 • Finition des gorges F1, F2 , F3, F4
Avantages
• La pièce est réalisée en seulement deux phases
• L’ébauche et la finition des gorges se font dans la même phase
• L’usinage de F5 (surface départ de cote) s’effectue en phase 10 donc il n’y aura pas de transfert de cote à réaliser en phase 20
Inconvénients
• Le brut ayant une dépouille générale de 2°, se posera alors un problème de mise en position du brut dans les mors en phase 10 : les mors auront tendance à « repousser » la pièce vers l’extérieur et la pièce risque de « sauter » au contact d’un outil
• Le couple d’entraînement risque d’être trop faible en Phase 20 pour les efforts de coupe engendrés
Ph 10 4 5
Ph 20
4,5
3
3
© 1996-1997 Christophe Caron 8/70
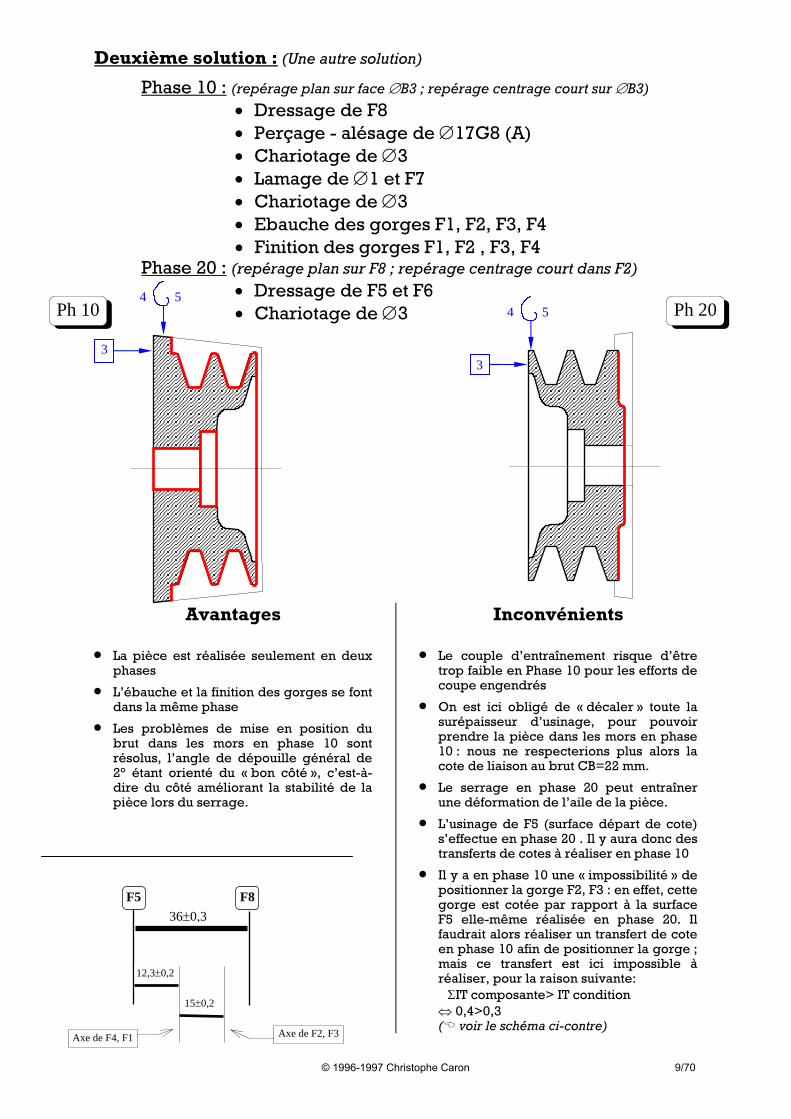
Deuxième solution : (Une autre solution)
Phase 10 : (repérage plan sur face ∅B3 ; repérage centrage court sur ∅B3)
• Dressage de F8 • Perçage - alésage de ∅17G8 (A) • Chariotage de ∅3 • Lamage de ∅1 et F7 • Chariotage de ∅3 • Ebauche des gorges F1, F2, F3, F4 • Finition des gorges F1, F2 , F3, F4
Phase 20 : (repérage plan sur F8 ; repérage centrage court dans F2)
• Dressage de F5 et F6 • Chariotage de ∅3
Avantages
4 5
• La pièce est réalisée seulement en deux phases
• L’ébauche et la finition des gorges se font dans la même phase
• Les problèmes de mise en position du brut dans les mors en phase 10 sont résolus, l’angle de dépouille général de 2° étant orienté du « bon côté », c’est-à-dire du côté améliorant la stabilité de la pièce lors du serrage.
Inconvénients
• Le couple d’entraînement risque d’être trop faible en Phase 10 pour les efforts de coupe engendrés
• On est ici obligé de « décaler » toute la surépaisseur d’usinage, pour pouvoir prendre la pièce dans les mors en phase 10 : nous ne respecterions plus alors la cote de liaison au brut CB=22 mm.
• Le serrage en phase 20 peut entraîner une déformation de l’aile de la pièce.
• L’usinage de F5 (surface départ de cote) s’effectue en phase 20 . Il y aura donc des transferts de cotes à réaliser en phase 10
• Il y a en phase 10 une « impossibilité » de positionner la gorge F2, F3 : en effet, cette gorge est cotée par rapport à la surface F5 elle-même réalisée en phase 20. Il faudrait alors réaliser un transfert de cote en phase 10 afin de positionner la gorge ; mais ce transfert est ici impossible à réaliser, pour la raison suivante: ΣIT composante> IT condition
⇔ 0,4>0,3 ( voir le schéma ci-contre)
12,3±0,2
15±0,2
F5 F8 36±0,3
Axe de F4, F1 Axe de F2, F3
3 3
Ph 10 Ph 20 4 5
© 1996-1997 Christophe Caron 9/70

Troisième solution : (Inversion des phases 10 & 20 de la gamme proposée en présentation du thème page AVIII)
Phase 10 : (repérage plan sur face ∅B3 ; repérage centrage court sur ∅B3)
• Dressage de F8 • Chariotage de ∅3 • Perçage - alésage de ∅17G8 (A) • Lamage de ∅1 et F7 • Ebauche de la gorge F2, F3
Phase 20 : (repérage plan sur F8 ; repérage centrage court sur ∅3)
• Dressage de F5 et F6 • Chariotage de ∅3 • Ebauche de la gorge F1, F4
Phase 30 : (repérage plan sur F5 ; repérage centrage court dans ∅17G8)
• Finition des gorges F1, F2 , F3, F4
Avantages
• Les efforts de coupe dans chaque phase sont assez bien répartis et sont donc de ce fait assez peu élevés
• Les problèmes de mise en position du brut dans les mors en phase 10 sont résolus, l’angle de dépouille général de 2° étant orienté du « bon côté », c’est-à-dire du côté améliorant la stabilité de la pièce lors du serrage.
Inconvénients
• La pièce est réalisée en trois phases
• Il y a en phase 10 une « impossibilité » de positionner la gorge F2, F3. (Se reporter aux explications exposées dans la deuxième solution)
• Le serrage en phase 20 peut entraîner une déformation de l’aile de la pièce.
• L’usinage de F5 (surface départ de cote) s’effectue en phase 20 seulement. Il y aura donc des transferts de cotes à réaliser en phase 10
Ph 30
3
4,5
3
4 5 Ph 10 Ph 20 4 5
3
© 1996-1997 Christophe Caron 10/70

Quatrième solution : (Gamme proposée en présentation du thème page AVIII)
Phase 10 : (repérage plan sur face ∅B4 ; repérage centrage court sur ∅B4)
• Dressage de F5 et F6 • Chariotage de ∅3 • Perçage - alésage de ∅17G8 (A) • Ebauche de la gorge F1, F4
Phase 20 : (repérage plan sur F5 ; repérage centrage court sur ∅3)
• Dressage de F8 • Chariotage de ∅3 • Lamage de ∅1 et F7 • Ebauche de la gorge F2, F3
Phase 30 : (repérage plan sur F5 ; repérage centrage court dans ∅17G8)
• Finition des gorges F1, F2 , F3, F4
Ph 10 Ph 30 Ph 20
Avantages
• Les efforts de coupe dans chaque phase sont assez bien répartis et sont donc de ce fait assez peu élevés
• L’usinage de F5 (surface départ de cote) s’effectue en phase 10 donc il n y aura pas de transfert de cote à réaliser en phase 20
Inconvénients
• La pièce est réalisée en trois phases
• Le brut ayant une dépouille générale de 2°, se posera alors un problème de mise en position du brut dans les mors en phase 10 : les mors auront tendance à « repousser » la pièce vers l’extérieur et la pièce risque de « sauter » au contact d’un outil
3
4 54 5
3
3
4,5
© 1996-1997 Christophe Caron 11/70

Le tableau des confrontations suivant va m’aider à choisir une des quatre solutions :
Critères d’analyse
Coefficients Pondération des critères (de 1 à 5)
Solution n°1
Solution n°2
Solution n°3
Solution n°4
« p » « c » « c×p » « c » « c×p » « c » « c×p » « c » « c×p »Critère n°1 5 4 20 2 10 2 10 4 20 Critère n°2 4 4 16 1 4 3 12 4 16 Critère n°3 1 4 4 4 4 2 2 2 2 Critère n°4 4 2 8 4 16 4 16 3 12
Total 48 34 40 50
Solution retenue : Solution n°4
Critères n°1 : Respect des cotes du dessin de définition
Critères n°2 : Respect des cotes de liaison au brut
Critères n°3 : Quantité d’outillage (porte-pièce)
Critères n°4 : Qualité de serrage de la pièce (pression, couple de coupe)
L’importance relative de chacun des critères est affectée d’un coefficient (de 1 à 5). Les critères, quant à eux, sont notés sur une échelle allant de 0 à 5.
La note 0 est attribuée à une solution médiocre, la note 5 à une excellente solution.
Justifications des notes attribuées :
C1 : Les solutions 1 et 4 de reprise de pièce dans le ∅17G8 permettent un assez bon respect des cotes du dessin de définition ; les solutions 2 et 3 quant à elles imposent un positionnement « aléatoire » de la gorge F2 F3.
C2 : Les solutions 1,3 et 4 de reprise de pièce dans le ∅17G8 permettent un assez bon respect des cotes de liaison au brut ; la solution 2 impose, elle, un « décalage » de la surépaisseur d’usinage afin de pouvoir serrer la pièce et ne respecte alors plus la cote de liaison au brut de 22mm.
C3 : Les solutions 1 et 2 n’ont que deux phases d’usinage : leurs outillages seront donc moins conséquents que pour les solutions 3 et 4, où il y a 3 phases d’usinage.
C4 : L’effort de serrage est moins élevé pour la solution 1 du fait de la prise intérieure au regard des efforts de coupe engendrés lors de la phase 10. Les solutions 2 et 3 facilitent le serrage de la phase 10, l’angle de deux degrés étant orienté du « bon côté ». La solution 4, quant à elle serre du « mauvais côté » lors de la phase 10 mais suffisamment cependant.
© 1996-1997 Christophe Caron 12/70
AVANT PROJET D’ETUDE DE FABRICATION
La solution la plus adéquate d’après le tableau des confrontations ci-avant (page 11), est donc la solution quatre proposée en présentation du thème (page AVIII), malgré ses quelques inconvénients.
L’étape suivante consiste à rédiger une gamme prévisionnelle plus détaillée à partir de cette solution ; dans laquelle figureront plusieurs renseignements tels que: (voir pages 13 & 14)
•Les différentes opérations effectuées dans chaque phase. • Les outils de coupe et de contrôle utilisés dans et après chaque
opération. •La Machine Outil utilisée dans chaque phase •Le porte-pièce utilisé dans chaque phase. •L’isostatisme utilisé dans chaque phase • Les Cotes de Fabrication (Cf.) sans valeurs réalisées dans
chaque opération. (dans une direction, toute surface usinée dans une phase est cotée par rapport à la surface de repérage ou à une surface usinée dans cette même phase)
© 1996-1997 Christophe Caron 13/70

Numéro Désignation Outillage Schéma de la phase de phase Coupe Contrôle
05 Contrôle du brut suivant plan d’échantillonnage ou A.Q.P. ou A.Q.F.
10 Tournage : HES300
Repérage plan sur face ∅B4 Repérage centrage court sur ∅B4
a) Dresser F5 & F6 cf10, cf11, cf12, cf13
Charioter ∅3 cf14, cf15
Chanfreiner F6’ cf16
b) Percer A cf17 ébauche
c) Aléser A cf17 finition, cf18
d) Copier gorges ébauche F1 F4 ∅2 (5 plongées)
Mors dur
Outil à charioter dresser
Foret carbure ∅16,5
Outil à aléser
Outil à gorges
C.M.D. (Calibre à Mâchoires Doubles) Visuel
T.L.D. (Tampon Lisse Double)
4
5
3
F5
4 5
3
F1
∅2
F4
A
F6
F6’
Cf 10
Cf 15
Cf 12
∅3
Cf 13
Cf 14
Cf 17
Cf 11
Cf 160,06 F5Cf18 A ⊥
© 1996-1997 Christophe Caron 14/70
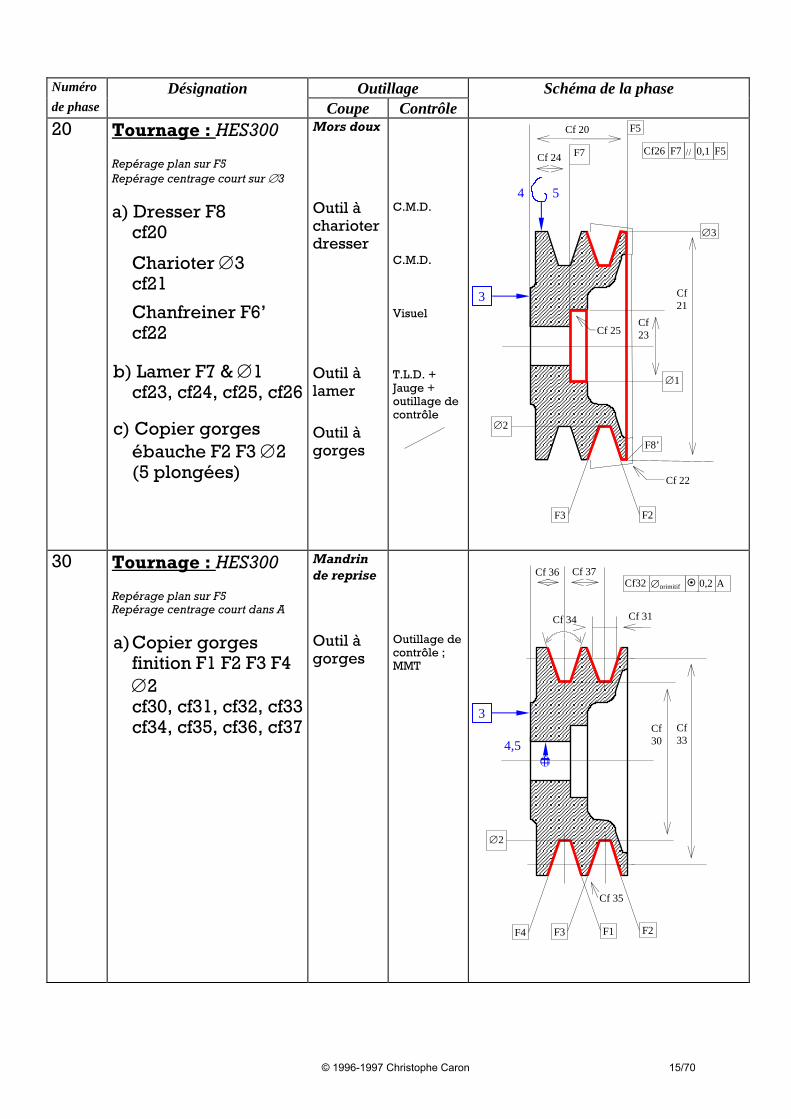
Numéro Désignation Outillage Schéma de la phase de phase Coupe Contrôle
20 Tournage : HES300
Repérage plan sur F5 Repérage centrage court sur ∅3
a) Dresser F8 cf20
Charioter ∅3 cf21
Chanfreiner F6’ cf22
b) Lamer F7 & ∅1 cf23, cf24, cf25, cf26
c) Copier gorges ébauche F2 F3 ∅2 (5 plongées)
Mors doux
Outil à charioter dresser
Outil à lamer
Outil à gorges
C.M.D.
C.M.D.
Visuel
T.L.D. + Jauge + outillage de contrôle
30 Tournage : HES300
Repérage plan sur F5 Repérage centrage court dans A
a) Copier gorges finition F1 F2 F3 F4 ∅2 cf30, cf31, cf32, cf33 cf34, cf35, cf36, cf37
Mandrin de reprise
Outil à gorges
Outillage de contrôle ; MMT
F50,1 //F7Cf26
3
4 5
F3
Cf 24
Cf 20
Cf 23
Cf 21
∅1
∅2
F8’
F5
F7
∅3
Cf 25
F2
Cf 22
3
4,5
Cf 35
F3
Cf 34 Cf 31
Cf 37 Cf 36
Cf 30
Cf33
∅2
F2 F1 F4
A 0,2Cf32 ∅primitif
© 1996-1997 Christophe Caron 15/70
CETIM Devigam Usinage Version 3.2
A ce stade, il faut maintenant définir les conditions de coupe de chaque opération de la gamme prévisionnelle rédigée précédemment afin d’établir trois contrats de phases prévisionnels. Pour cela, je me suis aidé du logiciel CETIM Devigam Usinage Version 3.2. En effet, ce logiciel, à partir de la gamme littérale prévisionnelle et du Plan Directeur de Production, donné en présentation du thème, permet d’évaluer de façon rapide les coûts phase par phase avec une aide sur la détermination des données techniques de coupe et de donner également un temps total d’usinage d’une série afin d’évaluer la charge machine. De là, découleront donc :
la validation du Plan Directeur de Production en établissant des diagrammes prévisionnels de GANTT à l’aide des temps d’usinages fournis par DEVIGAM. (voir pages 17 à 19)
la rédaction de trois contrats de phases prévisionnels avec, entre autre, les conditions de coupes données par DEVIGAM de chaque opération. (voir pages 20 à 23)
Nota : pour avoir plus de cohérence dans les résultats, il m’a semblé nécessaire de modifier quelques paramètres du logiciel de manière à les rendre plus conformes à la réalité.
© 1996-1997 Christophe Caron 16/70
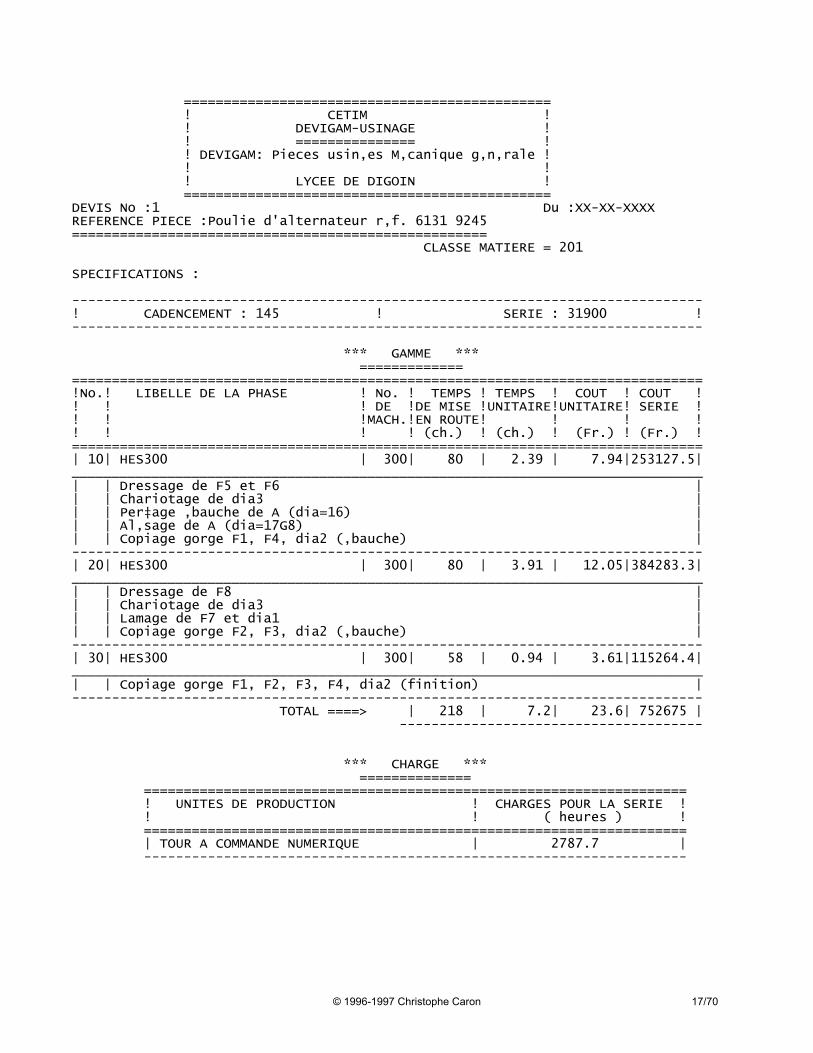
============================================== ! CETIM ! ! DEVIGAM-USINAGE ! ! =============== ! ! DEVIGAM: Pieces usin‚es M‚canique g‚n‚rale ! ! ! ! LYCEE DE DIGOIN ! ==============================================DEVIS No :1 Du :XX-XX-XXXXREFERENCE PIECE :Poulie d'alternateur r‚f. 6131 9245==================================================== CLASSE MATIERE = 201
SPECIFICATIONS :
-------------------------------------------------------------------------------! CADENCEMENT : 145 ! SERIE : 31900 !------------------------------------------------------------------------------- *** GAMME *** ============= ===============================================================================!No.! LIBELLE DE LA PHASE ! No. ! TEMPS ! TEMPS ! COUT ! COUT !! ! ! DE !DE MISE !UNITAIRE!UNITAIRE! SERIE !! ! !MACH.!EN ROUTE! ! ! !! ! ! ! (ch.) ! (ch.) ! (Fr.) ! (Fr.) !===============================================================================| 10| HES300 | 300| 80 | 2.39 | 7.94|253127.5|_______________________________________________________________________________| | Dressage de F5 et F6 || | Chariotage de dia3 || | Per‡age ‚bauche de A (dia=16) || | Al‚sage de A (dia=17G8) || | Copiage gorge F1, F4, dia2 (‚bauche) |-------------------------------------------------------------------------------| 20| HES300 | 300| 80 | 3.91 | 12.05|384283.3|_______________________________________________________________________________| | Dressage de F8 || | Chariotage de dia3 || | Lamage de F7 et dia1 || | Copiage gorge F2, F3, dia2 (‚bauche) |-------------------------------------------------------------------------------| 30| HES300 | 300| 58 | 0.94 | 3.61|115264.4|_______________________________________________________________________________| | Copiage gorge F1, F2, F3, F4, dia2 (finition) |------------------------------------------------------------------------------- TOTAL ====> | 218 | 7.2| 23.6| 752675 | --------------------------------------
*** CHARGE *** ============== ==================================================================== ! UNITES DE PRODUCTION ! CHARGES POUR LA SERIE ! ! ! ( heures ) ! ==================================================================== | TOUR A COMMANDE NUMERIQUE | 2787.7 | --------------------------------------------------------------------
© 1996-1997 Christophe Caron 17/70
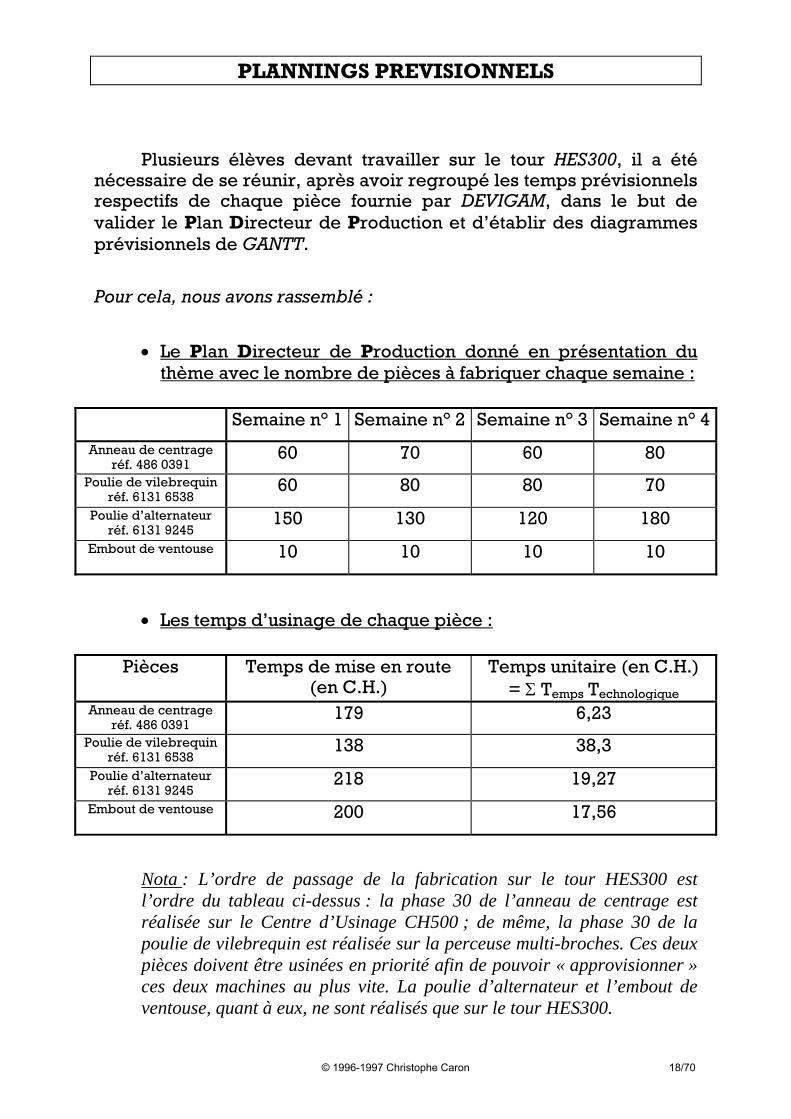
PLANNINGS PREVISIONNELS
Plusieurs élèves devant travailler sur le tour HES300, il a été nécessaire de se réunir, après avoir regroupé les temps prévisionnels respectifs de chaque pièce fournie par DEVIGAM, dans le but de valider le Plan Directeur de Production et d’établir des diagrammes prévisionnels de GANTT.
Pour cela, nous avons rassemblé :
• Le Plan Directeur de Production donné en présentation du thème avec le nombre de pièces à fabriquer chaque semaine :
Semaine n° 1 Semaine n° 2 Semaine n° 3 Semaine n° 4
Anneau de centrage réf. 486 0391
60 70 60 80
Poulie de vilebrequin réf. 6131 6538
60 80 80 70
Poulie d’alternateur réf. 6131 9245
150 130 120 180
Embout de ventouse 10 10 10 10
• Les temps d’usinage de chaque pièce :
Pièces Temps de mise en route (en C.H.)
Temps unitaire (en C.H.) = Σ Temps Technologique
Anneau de centrage réf. 486 0391
179 6,23
Poulie de vilebrequin réf. 6131 6538
138 38,3
Poulie d’alternateur réf. 6131 9245
218 19,27
Embout de ventouse 200 17,56
Nota : L’ordre de passage de la fabrication sur le tour HES300 est l’ordre du tableau ci-dessus : la phase 30 de l’anneau de centrage est réalisée sur le Centre d’Usinage CH500 ; de même, la phase 30 de la poulie de vilebrequin est réalisée sur la perceuse multi-broches. Ces deux pièces doivent être usinées en priorité afin de pouvoir « approvisionner » ces deux machines au plus vite. La poulie d’alternateur et l’embout de ventouse, quant à eux, ne sont réalisés que sur le tour HES300.
© 1996-1997 Christophe Caron 18/70
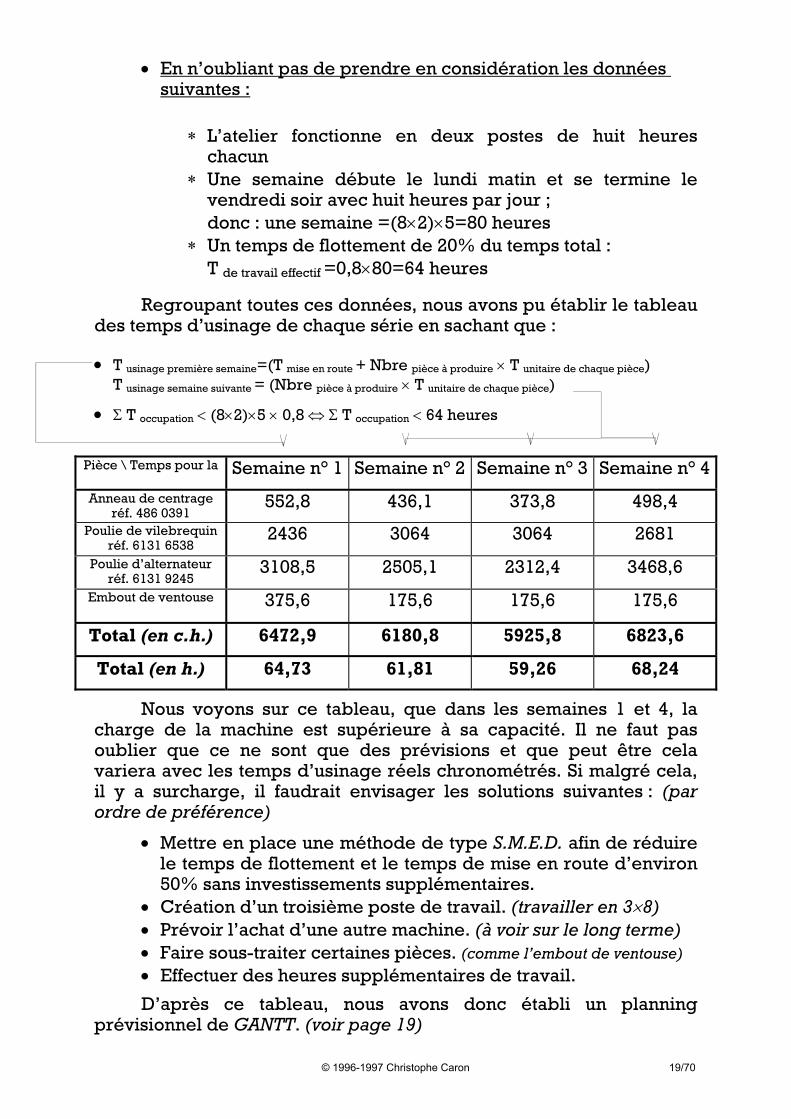
• En n’oubliant pas de prendre en considération les données suivantes :
∗ L’atelier fonctionne en deux postes de huit heures chacun
∗ Une semaine débute le lundi matin et se termine le vendredi soir avec huit heures par jour ; donc : une semaine =(8×2)×5=80 heures
∗ Un temps de flottement de 20% du temps total : T de travail effectif =0,8×80=64 heures
Regroupant toutes ces données, nous avons pu établir le tableau des temps d’usinage de chaque série en sachant que :
• T usinage première semaine=(T mise en route + Nbre pièce à produire × T unitaire de chaque pièce) T usinage semaine suivante = (Nbre pièce à produire × T unitaire de chaque pièce)
• Σ T occupation < (8×2)×5 × 0,8 ⇔ Σ T occupation < 64 heures
Pièce \ Temps pour la Semaine n° 1 Semaine n° 2 Semaine n° 3 Semaine n° 4
Anneau de centrage réf. 486 0391
552,8 436,1 373,8 498,4
Poulie de vilebrequin réf. 6131 6538
2436 3064 3064 2681
Poulie d’alternateur réf. 6131 9245
3108,5 2505,1 2312,4 3468,6
Embout de ventouse 375,6 175,6 175,6 175,6
Total (en c.h.) 6472,9 6180,8 5925,8 6823,6
Total (en h.) 64,73 61,81 59,26 68,24
Nous voyons sur ce tableau, que dans les semaines 1 et 4, la charge de la machine est supérieure à sa capacité. Il ne faut pas oublier que ce ne sont que des prévisions et que peut être cela variera avec les temps d’usinage réels chronométrés. Si malgré cela, il y a surcharge, il faudrait envisager les solutions suivantes : (par ordre de préférence)
• Mettre en place une méthode de type S.M.E.D. afin de réduire le temps de flottement et le temps de mise en route d’environ 50% sans investissements supplémentaires.
• Création d’un troisième poste de travail. (travailler en 3×8) • Prévoir l’achat d’une autre machine. (à voir sur le long terme) • Faire sous-traiter certaines pièces. (comme l’embout de ventouse) • Effectuer des heures supplémentaires de travail.
D’après ce tableau, nous avons donc établi un planning prévisionnel de GANTT. (voir page 19)
© 1996-1997 Christophe Caron 19/70

CONTRATS DE PHASES PREVISIONNELS
Je peux maintenant rédiger trois contrats de phases dans lesquels nous retrouverons les mêmes indications que dans la gamme prévisionnelle avec en plus :
• la référence des outils coupants. (portes plaquettes et plaquettes)
• Les conditions de coupes de chaque opération. (données par DEVIGAM).
• Les Cotes de Fabrications (Cf.) avec valeurs
Pour choisir les outils, j’ai consulté plusieurs documentations de carburier et j’ai également regardé ce que le Lycée Camille Claudel de Digoin avait en « stock ». Ainsi, les outils choisis sont les suivants :
Opération Outil Référence du porte plaquette
Référence de la plaquette
Nuance de la
plaquette
Chariotage-dressage Phase 10 & 20
Outil à charioter - dresser
PCLNL 25-25 M12 (WIDAX)
CNMG 12 04 08-95
P20 (Z200)
Perçage Phase 10
Foret carbure à goujure droite
P6100W130R (STELLRAM)
UC160 R H22 B3.5 H22
Alésage & lamage Phase 10 & 20
Outil à aléser - dresser
A12K-SEUPL 08 (STELLRAM)
EPMT 08 M3 04 H1X
Copiage/contournage Phase 10, 20, 30
Outil à saigner NCEL 25-25 M12 (STELLRAM)
150 2 P10 2MM. P10
Justification du choix des outils et des nuances des plaquettes carbures :
• Outil PCLNL 25-25 M12 : voir document annexe AXI
Nuance de la plaquette Z200 : « Nuance recouverte céramique utilisée en tournage...pour des opérations d’ébauche, de semi-finition et de finition... Elle convient pour des travaux relativement lourds dans la fonte. » (Extrait d’une documentation Stellram)
• Foret P6100W130R : J’ai cherché à utiliser un foret carbure ∅ 16 (pour un diamètre fini de ∅17G8) qui autorise des vitesses de coupes plus élevées que les forets A.R.S. et permet donc de gagner du temps. La longueur du foret est courte pour un maximum de rigidité.
Nuance de la plaquette H22 : « Utilisé pour des opérations générales dans fontes et aciers... » (Extrait d’une documentation Stellram)
© 1996-1997 Christophe Caron 20/70
• Outil A12K-SEUPL 08 : voir document annexe AXII
Nuance plaquette H1X : « Utilisée en tournage, alésage..., cette nuance convient pour ...de la finition sur fonte grise, fontes malléables à copeaux courts.... » (Extrait d’une documentation Stellram)
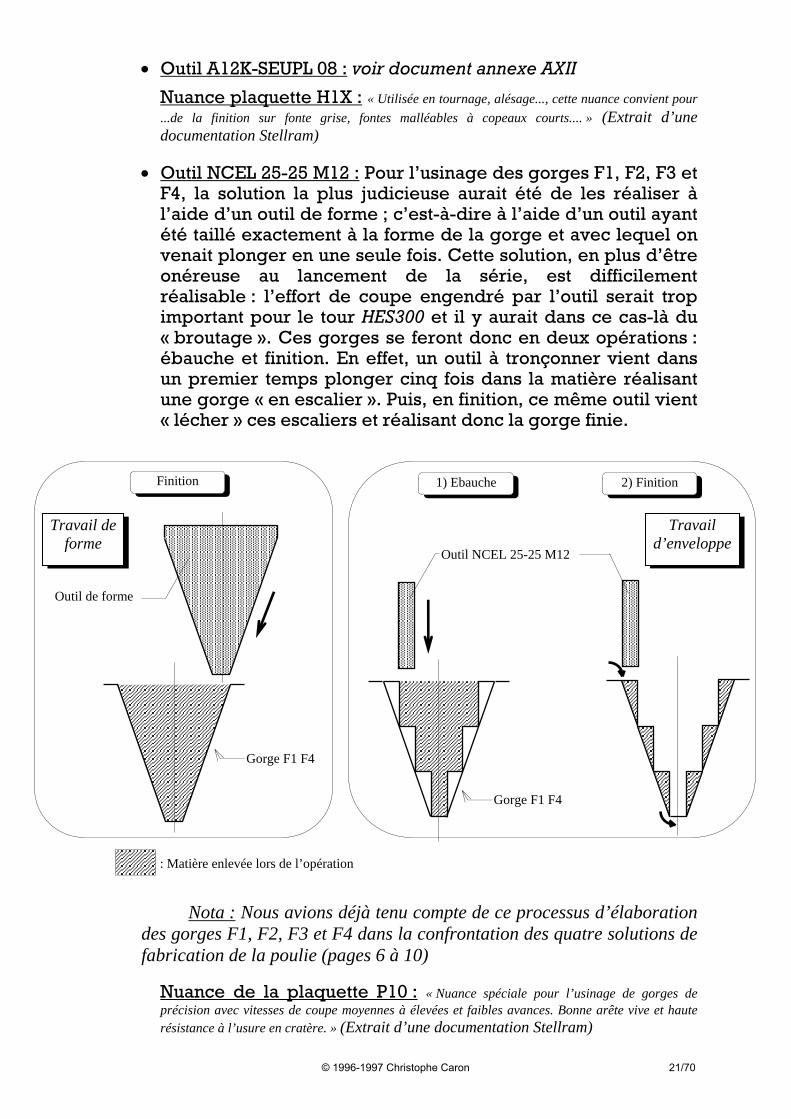
• Outil NCEL 25-25 M12 : Pour l’usinage des gorges F1, F2, F3 et F4, la solution la plus judicieuse aurait été de les réaliser à l’aide d’un outil de forme ; c’est-à-dire à l’aide d’un outil ayant été taillé exactement à la forme de la gorge et avec lequel on venait plonger en une seule fois. Cette solution, en plus d’être onéreuse au lancement de la série, est difficilement réalisable : l’effort de coupe engendré par l’outil serait trop important pour le tour HES300 et il y aurait dans ce cas-là du « broutage ». Ces gorges se feront donc en deux opérations : ébauche et finition. En effet, un outil à tronçonner vient dans un premier temps plonger cinq fois dans la matière réalisant une gorge « en escalier ». Puis, en finition, ce même outil vient « lécher » ces escaliers et réalisant donc la gorge finie.
Nota : Nous avions déjà tenu compte de ce processus d’élaboration des gorges F1, F2, F3 et F4 dans la confrontation des quatre solutions de fabrication de la poulie (pages 6 à 10)
Nuance de la plaquette P10 : « Nuance spéciale pour l’usinage de gorges de précision avec vitesses de coupe moyennes à élevées et faibles avances. Bonne arête vive et haute résistance à l’usure en cratère. » (Extrait d’une documentation Stellram)
Outil de forme
Gorge F1 F4
Finition
Travail d’enveloppe
Outil NCEL 25-25 M12
Travail de forme
Gorge F1 F4
1) Ebauche 2) Finition
: Matière enlevée lors de l’opération
© 1996-1997 Christophe Caron 21/70
ETUDE DES OUTILLAGES
Il faut maintenant, après avoir rédigé les trois contrats de phases, définir les mors qui « tiendront » la pièce pendant l’usinage des trois phases. A ces trois phases, correspondront trois prises de pièces différentes, à savoir :
• Phase 10 : Prise de pièce en mors durs. • Phase 20 : Prise de pièce en mors doux. • Phase 30 : Prise de pièce en mandrin de reprise.
Dès le départ, j’ai réfléchi à n’utiliser qu’un seul jeu de mors ; il assurera les prises de pièces en phase 10 et phase 20 mais aussi la mise en position et le serrage du mandrin de reprise en phase 30. Tout cela dans le but :
• D’éviter le changement de mors entre les phases 10 et 20 et de n’avoir qu’un seul programme pour ces deux premières phases.
• D’éliminer les stocks intermédiaires entre les phases 10 et 20 et de réduire le temps d’usinage par pièce et par là même de diminuer le coût de revient de la poulie d’alternateur.
Nous voyons donc que cette solution apporte de nombreux avantages mais la conception puis la réalisation du jeu de mors devient complexe en partie à cause des points suivants :
• En phase 10, les mors doivent serrer le brut sur un diamètre que j’ai évalué auparavant et qui est d’environ 96mm. Pour effectuer ce serrage, j’ai choisi d’utiliser trois cimblots oscillants « Halder » réf. 2273.313 à touches striées afin de minimiser le refoulement de la pièce lors du serrage de celle-ci suite à la conicité de deux degrés du brut. (voir le dessin de la prise de pièce en phase 10 ci-après page AXVII)
• En phase 20, la pièce est retournée et les mors viennent serrer sur le diamètre 89,3±0,3 de la poulie d’alternateur réalisée en phase 10. (voir le dessin de la prise de pièce en phase 20 ci-après AXVIII)
• En phase 30, les mors viennent serrer un mandrin de reprise qui assurera la prise de pièce. (cette phase 30 est assurée par mon camarade)
L’étude consiste donc à positionner ces trois diamètres de serrage sur le jeu de mors en sachant que la course de serrage du mandrin est de 2,4 mm au rayon.
© 1996-1997 Christophe Caron 22/70
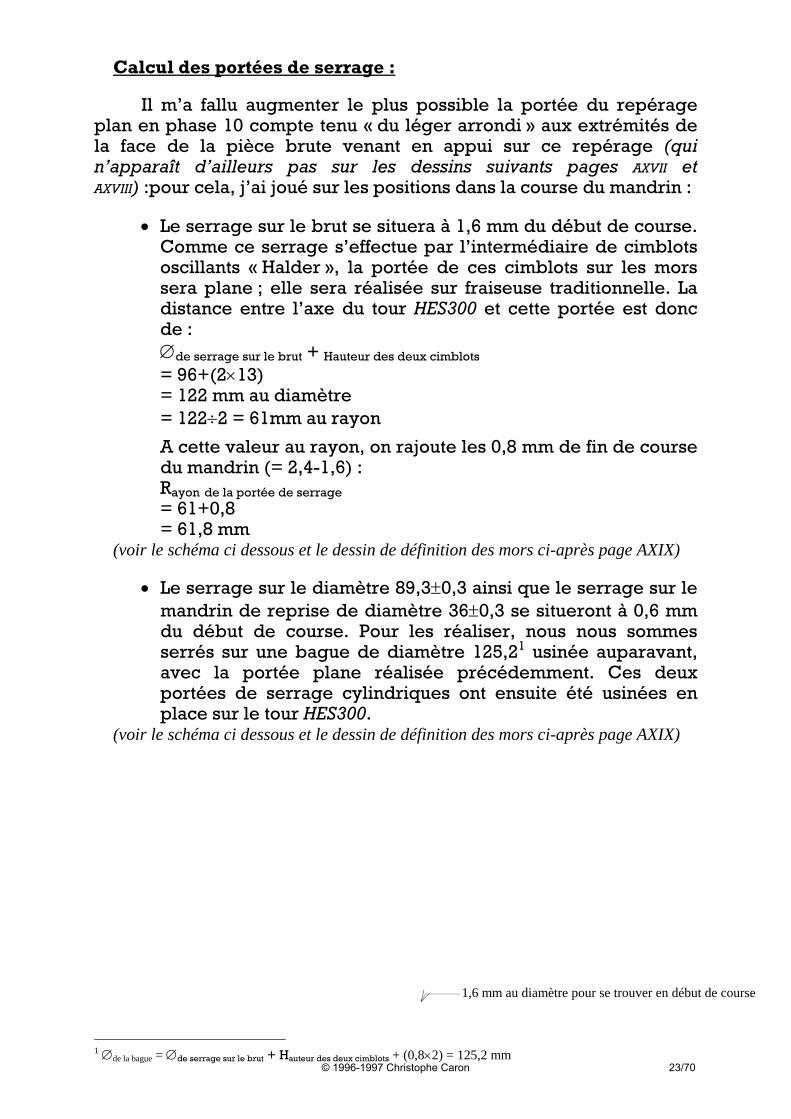
Calcul des portées de serrage :
Il m’a fallu augmenter le plus possible la portée du repérage plan en phase 10 compte tenu « du léger arrondi » aux extrémités de la face de la pièce brute venant en appui sur ce repérage (qui n’apparaît d’ailleurs pas sur les dessins suivants pages AXVII et AXVIII) :pour cela, j’ai joué sur les positions dans la course du mandrin :
• Le serrage sur le brut se situera à 1,6 mm du début de course. Comme ce serrage s’effectue par l’intermédiaire de cimblots oscillants « Halder », la portée de ces cimblots sur les mors sera plane ; elle sera réalisée sur fraiseuse traditionnelle. La distance entre l’axe du tour HES300 et cette portée est donc de :
∅de serrage sur le brut + Hauteur des deux cimblots
= 96+(2×13) = 122 mm au diamètre = 122÷2 = 61mm au rayon
A cette valeur au rayon, on rajoute les 0,8 mm de fin de course du mandrin (= 2,4-1,6) :
Rayon de la portée de serrage = 61+0,8 = 61,8 mm
(voir le schéma ci dessous et le dessin de définition des mors ci-après page AXIX)
• Le serrage sur le diamètre 89,3±0,3 ainsi que le serrage sur le mandrin de reprise de diamètre 36±0,3 se situeront à 0,6 mm du début de course. Pour les réaliser, nous nous sommes serrés sur une bague de diamètre 125,21 usinée auparavant, avec la portée plane réalisée précédemment. Ces deux portées de serrage cylindriques ont ensuite été usinées en place sur le tour HES300.
(voir le schéma ci dessous et le dessin de définition des mors ci-après page AXIX)
1,6 mm au diamètre pour se trouver en début de course
1 ∅de la bague = ∅de serrage sur le brut + Hauteur des deux cimblots + (0,8×2) = 125,2 mm
© 1996-1997 Christophe Caron 23/70

A ces problèmes spécifiques, viennent s’ajouter d’autres contraintes ; contraintes relatives à la machine cette fois ci :
• La mise en position des mors sur le mandrin :
Le mandrin est « équipé » de stries qui assurent la mise en position des mors venant s’y « greffer ». Pour une mise en place facile et rapide, j’ai choisi de positionner le jeu de mors à fleur avec le haut du mandrin : la première dent des mors se joint à la première strie du mandrin.
• Le maintien en position des mors :
Ce maintien en position s’effectue par deux vis et deux lardons en T pour chaque mors. Il est délicat de trouver un emplacement idéal pour la vis intérieure car :
• Le lardon ne doit pas « sortir » de la rainure du mandrin car lors du desserrage de celui-ci un vérin « sort » du centre du mandrin et viendrait en collision avec le lardon.
• L’empreinte de la tête de vis doit pouvoir être accessible sans avoir à démonter les cimblots venant serrer la pièce en phase 10.
Par conséquent et dans l’impossibilité de faire autrement, les lardons centraux ont été « réduits » afin d’éviter toute interférence avec le coulisseau du mandrin.
Nota 1 : Les différentes portées de serrage sont usinées en place sur le tour HES300 à l’aide de la ligne de programme suivante saisie en mode I.M.P.:
G01 G91 X1 Z1 Z2 X2 G95 F0.1 A(X1,Z1) : point de départ (Point courant par rapport à l’O.M.) B(X2,Z2) : point d’arrivée
Mors à usiner
B(X2,Z2)/O.M.
Matière « enlevée »
A(X1,Z1)/O.M
Nota 2 : J’ai préféré des cimblots filetés à des cimblots à emmanchement H7n6 et cela pour les raisons suivantes :
• Plus grande facilité de mise en position de l’appui de ces cimblots par rapport à l’axe du tour HES300.
• Nombres d’usinage limités pour positionner ces touches (perçage puis taraudage) plutôt que de réaliser un alésage H7.
• Encombrement réduit. • Facilité et réversibilité de montage sans détérioration.
© 1996-1997 Christophe Caron 24/70
PROGRAMMATION I.S.O. DU HES300
Il faut maintenant écrire le programme C.N. d’usinage de la pièce pour les deux premières phases qui me concernent. Pour cela, j’ai tout d’abord écrit un programme littéral à partir des opérations à effectuer des deux contrats de phases ; j’ai après tracé à l’échelle 2:1 la trajectoire de chaque outil puis établi un tableau de points d’usinages.
• Programme littéral :
Décalage de l’Origine Programme Phase10 Retour au point de changement outil Limitation de la vitesse de rotation du mandrin (3600tr/mn)
Appel outil à charioter dresser PCLNL 25-25 M12 (T1D1) Point d’approche en rapide et arrosage Rotation broche sens trigonométrique et gamme de broche Condition de coupe (Vc=114 m/mn et f=0.3mm/tr) Dressage de F5 & F6 Point d’approche en rapide et correction de rayon Condition de coupe (Vc=95m/mn et f=0.39mm/tr) Chariotage de ∅3 Chanfreinage de F6’ Retour au point de changement outil Arrêt broche
Appel foret ∅16 P6100W130R (T7D7) Rotation broche sens horaire et arrosage Point d’approche en rapide Vitesse de rotation du mandrin à 1592tr/mn Perçage de A à 0.1mm/tr Arrêt broche Retour au point de changement outil
Appel outil à aléser A12K-SEUPL 08(T12D13) Rotation broche sens trigonométrique et arrosage Point d’approche en rapide et correction de rayon Vitesse de rotation du mandrin à 1800tr/mn Alésage de A Retour au point de changement outil Arrêt broche
Décalage de l’Origine Programme gorge F1 F4 Appel outil à gorge NCEL 25-25 M12 (T10D10) Rotation broche sens trigonométrique et gamme de broche et arrosage Point d’approche en rapide Condition de coupe (Vc=150 m/mn et f=0.1mm/tr) Copiage de la gorge F1 F4 Arrêt broche Retour au point de changement outil
© 1996-1997 Christophe Caron 25/70
Arrêt programmé
Décalage de l’Origine Programme Phase20 Appel outil à charioter dresser PCLNL 25-25 M12 (T1D1) Point d’approche en rapide et arrosage Rotation broche sens trigonométrique Condition de coupe (Vc=114 m/mn et f=0.25mm/tr) Dressage de F8 Point d’approche en rapide et correction de rayon Condition de coupe (Vc=95m/mn et f=0.39mm/tr) Chariotage de ∅3 Chanfreinage de F8’ Retour au point de changement outil
Appel outil à aléser A12K-SEUPL 08 (T12D13) Point d’approche en rapide et correction de rayon et arrosage Condition de coupe (Vc=95m/mn et f=0.39mm/tr) Lamage de F7 (3 passes) Retour au point de changement outil Arrêt broche
Décalage de l’Origine Programme gorge F2 F3 Rappel de ligne (gorge F1 F4) Retour au point de changement outil Fin de programme pièce
Maintenant, à partir :
• du programme littéral (voir pages 24 & 25) • des trajectoires outils (voir pages AXXII à AXXX) • du tableau de points (voir pages AXXXI à AXXXIII)
j’ai pu écrire un programme dans le langage I.S.O. de la NUM760 équipant le tour HES300 du Lycée. (voir pages AXXXI à AXXXIII)
© 1996-1997 Christophe Caron 26/70

Designation ISO des porte-outils
© www.iscar.com
© 1996-1997 Christophe Caron 27/70
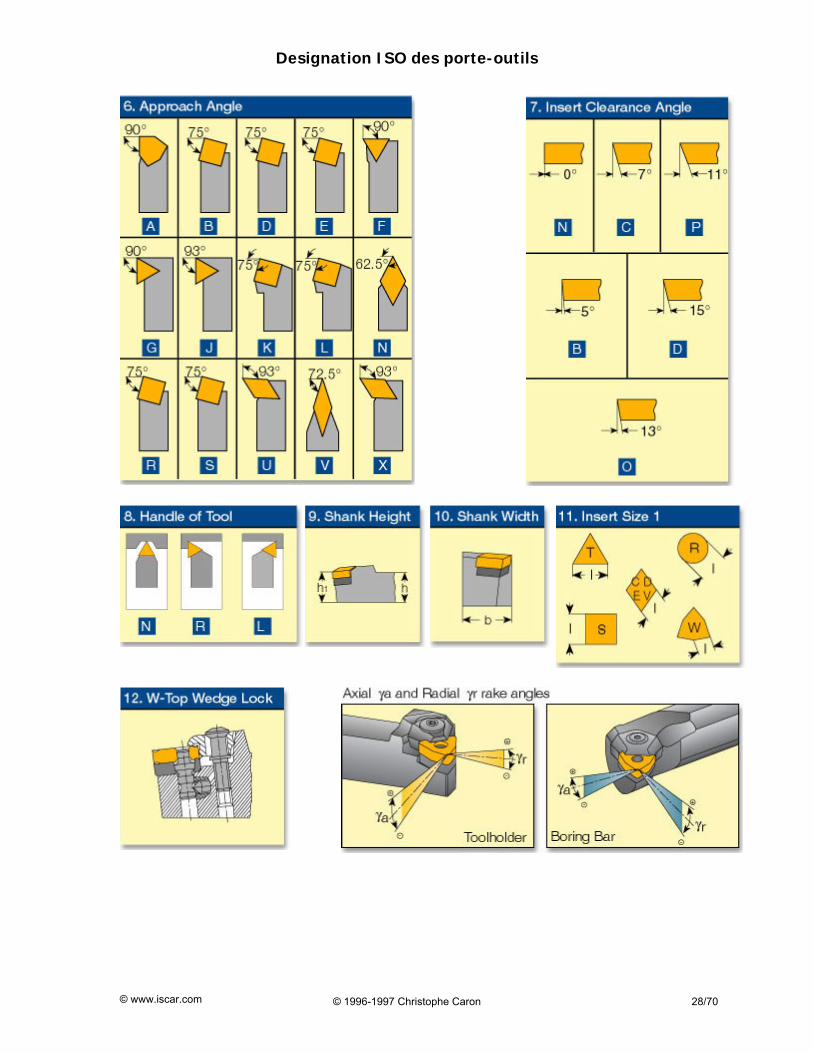
Designation ISO des porte-outils
© www.iscar.com
© 1996-1997 Christophe Caron 28/70

Designation ISO des plaquettes
© www.iscar.com © 1996-1997 Christophe Caron 29/70

Designation ISO des plaquettes
© www.iscar.com © 1996-1997 Christophe Caron 30/70
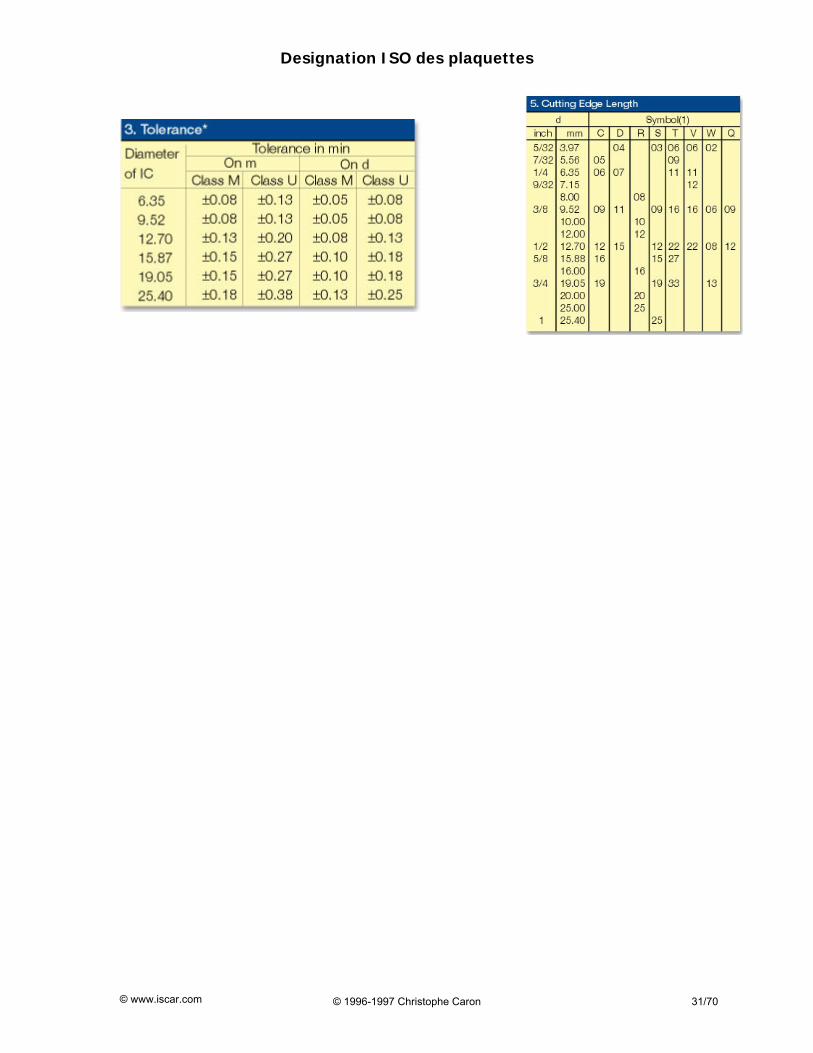
Designation ISO des plaquettes
© www.iscar.com © 1996-1997 Christophe Caron 31/70
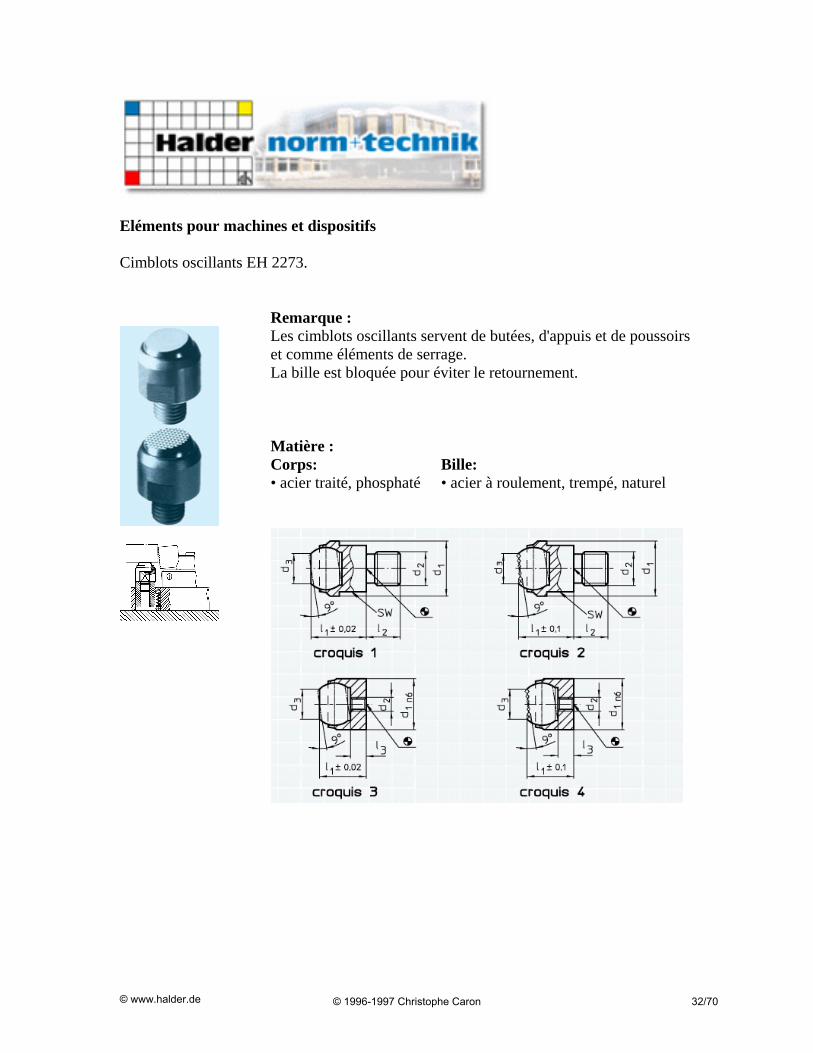
Eléments pour machines et dispositifs Cimblots oscillants EH 2273.
Remarque : Les cimblots oscillants servent de butées, d'appuis et de poussoirs et comme éléments de serrage. La bille est bloquée pour éviter le retournement. Matière : Corps: acier traité, phosphaté •
Bille: • acier à roulement, trempé, naturel
© www.halder.de © 1996-1997 Christophe Caron 32/70

avec filetage, bille tronquée, plane (croquis 1) Référence d1 d2 d3 l1 l2 l3
max. Bille Alésage
correspondant SW Charge
admissible pour utilisation statique kN max.
g
2273.012 13 M6 7,2 13 8 - 10 - 11 10 12 2273.013 13 M8 7,2 13 8 - 10 - 11 10 13 2273.018 20 M8 10,5 18 10 - 16 - 17 25 38 2273.019 20 M10 10,5 18 10 - 16 - 17 25 40 2273.020 20 M12 10,5 18 12 - 16 - 17 25 40 2273.030 30 M16 20,0 27 16 - 25 - 27 90 100 2273.050 50 M20 34,5 35 20 - 40 - 41 165 520 pour alésage tolérancé, bille tronquée, plane (croquis 3) Référence d1 d2 d3 l1 l2 l3
max. Bille Alésage
correspondant SW Charge
admissible pour utilisation statique kN max.
g
2273.412 12 M3 7,2 11 - 3,2 10 12H7 x 6min. - 10 10 2273.418 18 M4 10,5 17 - 4,0 16 18H7 x 8min. - 25 30 2273.428 28 M5 20,0 25 - 5,5 25 28H7 x 13min. - 90 80
© www.halder.de © 1996-1997 Christophe Caron 33/70

Phase 10 :
1) Dressage de F5 et F6 (Outil PCLNL) Points 1 à 5
Points X Z 1 104 38,25 2 53 38,25 3 47 39,25 4 -2 39,25 5 -2 39,75
N30 T1 D1 M06 (APPEL OUTIL A DRESSER-CHARIOTER PCLNL)
N40 G00 X104 Z38.25 (PT1) N50 M04 M08 (ROTATION BROCHE SENS TRIGO & ARROSAGE)
N60 G96 S114 F.25 (CONDITIONS DE COUPE) N70 G01 X53 (PT2)
N80 G03 X47 Z39.25 R3 (PT3)
N90 G01 X-2 (PT4)
N100 G00 Z39.75 (PT5)
1
2 3
O.m.
O.P.
Avance rapide : Avance travail :
Programme C.N.
Z+
X+
4 5
© 1996-1997 Christophe Caron 34/70

Phase 10 :
Chariotage de ∅1 (Outil PCLNL) Points 5 à 11
Points X Z 5 -2 39,75 6 89,3 39,75 7 89,3 17,25 8 98 17,25 9 98 38,75
10 87,3 38,75 11 93,3 38,75
Programme C.N.
O.P.
8
Z+
10
9
6 11 7
5
X+
O.m.
© 1996-1997 Christophe Caron 35/70

Phase 10 :
2) Perçage de ∅2 (Foret) Points 12 à 14
Points X Z 12 0 39,75 13 0 24 14 0 39,75
Programme C.N.
14 O.P.
X+
O.m.
Z+
13 12
© 1996-1997 Christophe Caron 36/70

Phase 10 :
3) Alésage de ∅2 (Outil) Points 15 à 18
Points X Z 15 17,013 39,75 16 17,013 24 17 16 24 18 16 39,75
Programme C.N.
O.P.
X+
Z+
15
O.m.
17 18
16
© 1996-1997 Christophe Caron 37/70

Phase 10 :
4) Copiage de la gorge (Outil) Points 19 à 39
Programme C.N.
© 1996-1997 Christophe Caron 38/70

Phase 20 :
1) Dressage de F3 (Outil) Points 1 à 3
Programme C.N.
Points X Z 1 99 36 2 61 36 3 61 36,05
Z+
O.m.
1
2 3
X+
O.P. © 1996-1997 Christophe Caron 39/70

%222 (TOURNAGE HES300 POULIE ALTERNATEUR 6131 9245 IVECO PH10 ET PH20 CARON CHRIS.)N10 G59 Z3.4 (DECALAGE OP PHASE10)N20 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N30 G92 S3600 (LIMITATION DE LA VITESSE DE BROCHE)(******************************PH10**************************************)(DRESSAGE DE F5 ET F6)N40 T1 D1 M06 (APPEL OUTIL A DRESSER-CHARIOTER PCLNL25-25M12 PLAQUETTES CNMG12040895 Z200P20)N50 G00 X103 Z36.5 M08 (PT1 ET ARROSAGE)N60 M04 M42 (ROTATION BROCHE SENS TRIGO ET GAMME DE VITESSE)N70 G96 S114 F.25 (CONDITIONS DE COUPE)N80 G01 X14 (PT2)N90 Z40 (PT3)N100 G00 X103 (PT4)N110 Z35 (PT5)N120 G01 X53 (PT6)N130 G03 X47 Z36 R3 (PT7)N140 G01 X14 (PT8)N150 Z40 (PT9)(CHARIOTAGE DE DIA3)N160 G00 G42 X93.3 (PT10 ET CORRECTION DE RAYON OUTIL A DROITE DU PROFIL)N170 G96 S95 F.39 (CONDITIONS DE COUPE)N180 G01 Z13 (PT11)N190 X98 (PT12)N200 G00 Z37 (PT13)N210 X89.3 (PT14)N220 G01 X89.3 Z13 (PT15)N230 X98 (PT16)N240 G00 Z37 (PT17)N250 X83.3 (PT18)N260 G01 X91.3 Z33 (PT19)N270 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N280 M05 (ARRET BROCHE)(****************************)(PERCAGE DE A)N290 T7 D7 M06 (APPEL FORET DIA16 P6100W130R PLAQUETTES UC160RH22B3.5)N300 M03 M08 (ROTATION DE BROCHE SENS HORAIRE ET ARROSAGE)N310 G00 X0 Z41 (PT20)N320 G97 S1592 (VITESSE DE BROCHE EN TR PAR MIN) N330 G01 Z10 F.1 (PT21 A LA VITESSE D AVANCE DE 0.1 MM PAR TOUR)N340 G00 Z41 (PT22)N350 M05 (ARRET BROCHE)N360 GG52 X0 Z-150 (RETOUR AU POINT DE CHANGEMENT OUTILS)(****************************)(ALESAGE DE A ET CHANFREINAGE DE A')N370 T12 D13 M06 (APPEL OUTIL A ALESER A12K-SEUPL08 PLAQUETTES EPMT08M304 H1X)N380 M04 M08 (ROTATION BROCHE SENS TRIGO ET ARROSAGE)N390 G00 G41 X19.02 Z36.5 (PT23 ET CORRECTION DE RAYON OUTIL A GAUCHE DU PROFIL)N400 G97 S1800 (VITESSE DE BROCHE EN TR PAR MIN)N410 G01 X17.02 Z35.5 (PT24)N420 Z12 (PT25)N430 G00 X15 (PT26)N440 Z36.5 (PT27)N450 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N460 M05 (ARRET BROCHE)(****************************)(COPIAGE GORGE F1 F4 DIA2 EBAUCHE)N470 G59 Z27.1 (DECALAGE DE OP GORGES F1 F4 DIA2)N480 T10 D10 M06 (APPEL OUTIL A GORGE NCEL25-25M12 PLAQUETTES 150-2P102MM.)N490 M04 M41 M08 (GAMME DE BROCHE ET ARROSAGE)
© 1996-1997 Christophe Caron 40/70

N500 G00 X90.3 Z-4.99 (PT28)N510 G96 S150 F.1 (CONDITIONS DE COUPE)N520 G01 X81.4 (PT29)N530 G00 X90.3 (PT30)N540 Z-3.71 (PT31)N550 G01 X73.5 (PT32)N560 G00 X90.3 (PT33)N570 Z-2.42 (PT34)N580 G01 X65.6 (PT35)N590 G00 X90.3 (PT36)N600 T10 D20 (CHANGE CORRECTEUR OUTIL A GORGE NCEL)N610 Z4.99 (PT37)N620 G01 X81.4 (PT38)N630 G00 X90.3 (PT39)N640 Z3.71 (PT40)N650 G01 X73.5 (PT41)N660 G00 X90.3 (PT42)N670 Z2.42 (PT43)N680 G01 X65.6 (PT44)N690 G00 X90.3 (PT45)N700 Z1 (PT46)N710 G01 X57.7 (PT47)N720 G00 X90.3 (PT48)N730 M05 (ARRET BROCHE)N740 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)(*************************************************************************)N750 M00 (ARRET PROGRAMME)(******************************PH20***************************************)N760 G59 Z-5.57 (DECALAGE OP PHASE20)(DRESSAGE DE F8)N770 T1 D1 M06 (APPEL OUTIL A DRESSER-CHARIOTER PCLNL25-25M12 PLAQUETTES CNMG12040895 Z200 P20)N780 G00 X99 Z36 M08 (PT1 ET ARROSAGE)N790 M04 (ROTATION BROCHE SENS TRIGO)N800 G96 S114 F.25 (CONDITIONS DE COUPE) N810 G01 X61 (PT2)N820 G00 Z37 (PT3)(CHARIOTAGE DE DIA3 ET CHANFREINAGE DE F8')N830 G00 G42 X89.3 (PT4 ET CORRECTION DE RAYON OUTIL A DROITE DU PROFIL)N840 G96 S95 F.39 (CONDITIONS DE COUPE)N850 G01 Z21.5 (PT5)N860 G00 X93.3 (PT6)N870 Z38 (PT7)N880 X84.6 (PT8)N890 G01 X93.3 Z33.65 (PT9)N900 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)(****************************)(LAMAGE DE F7 ET DE DIA1)N910 T12 D13 M06 (APPEL OUTIL A ALESER A12K-SEUPL08 PLAQUETTES EPMT08M304 H1X)N920 G00 G41 X21 Z36.5 (PT10 ET CORRECTION DE RAYON OUTIL A GAUCHE DU PROFIL)N930 Z24 M08 (PT11 ET ARROSAGE)N940 G96 S95 F.1 (CONDITIONS DE COUPE)N950 G01 Z17.15 (PT12)N960 X16 (PT13)N970 G00 Z24 (PT14)N980 X27 (PT15)N990 G01 Z17.15 (PT16)N1000 X20 (PT17)N1010 G00 Z24 (PT18)N1020 X33 (PT19)N1030 G01 Z17.65 (PT20)N1040 G03 X31.8 Z17.05 R.6 (PT21)N1050 G01 X16 (PT22)
© 1996-1997 Christophe Caron 41/70
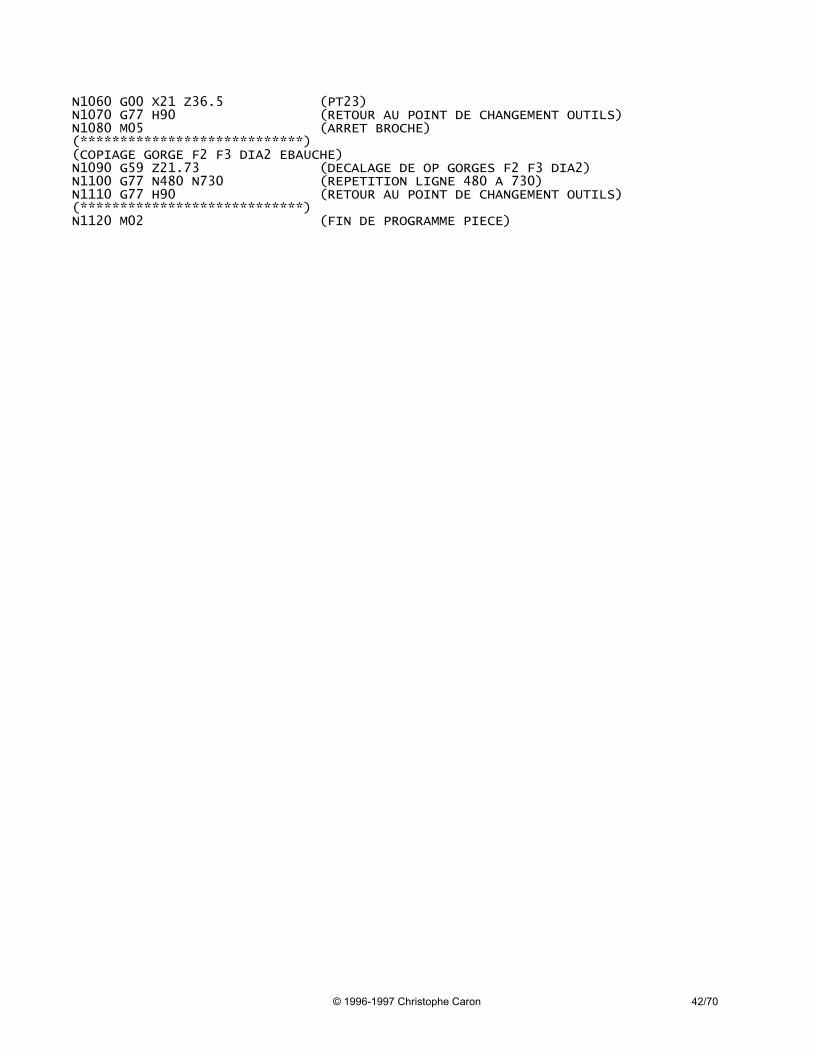
N1060 G00 X21 Z36.5 (PT23)N1070 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N1080 M05 (ARRET BROCHE)(****************************)(COPIAGE GORGE F2 F3 DIA2 EBAUCHE)N1090 G59 Z21.73 (DECALAGE DE OP GORGES F2 F3 DIA2)N1100 G77 N480 N730 (REPETITION LIGNE 480 A 730)N1110 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)(****************************)N1120 M02 (FIN DE PROGRAMME PIECE)
© 1996-1997 Christophe Caron 42/70

Phase 20 :
Chariotage - chanfreinage de ∅3 & F8’ Porte plaquettes PCLNL 2525 M12 Plaquettes CNMG 120 408 T1 D1
Points X Z 3 61 37 4 89.3 37 5 89.3 21.5 6 93.3 21.5 7 93.3 38 8 84.6 38 9 93.3 33.65
Avance rapide : Avance travail :
Echelle : 2:1
© 1996-1997 Christophe Caron 43/70
Phase 20 :
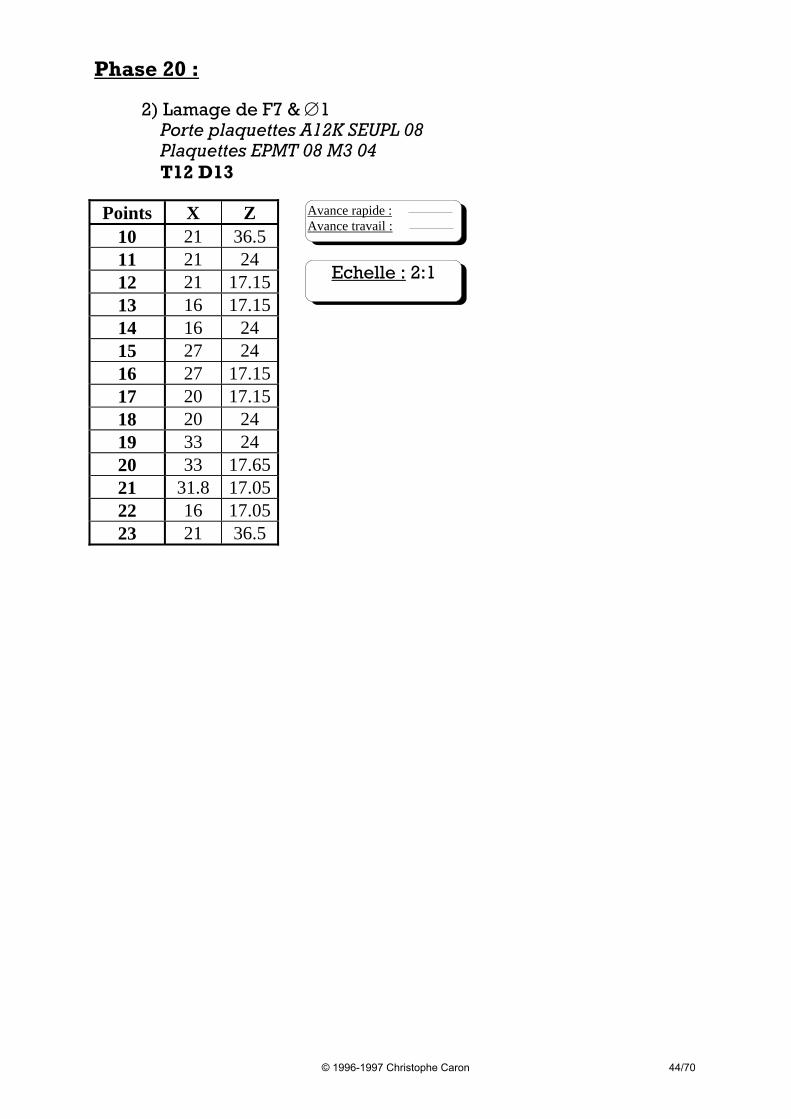
2) Lamage de F7 & ∅1 Porte plaquettes A12K SEUPL 08 Plaquettes EPMT 08 M3 04 T12 D13
Points X Z 10 21 36.5 11 21 24 12 21 17.15 13 16 17.15 14 16 24 15 27 24 16 27 17.15 17 20 17.15 18 20 24 19 33 24 20 33 17.65 21 31.8 17.05 22 16 17.05 23 21 36.5
Avance rapide : Avance travail :
Echelle : 2:1
© 1996-1997 Christophe Caron 44/70
Phase 20 :
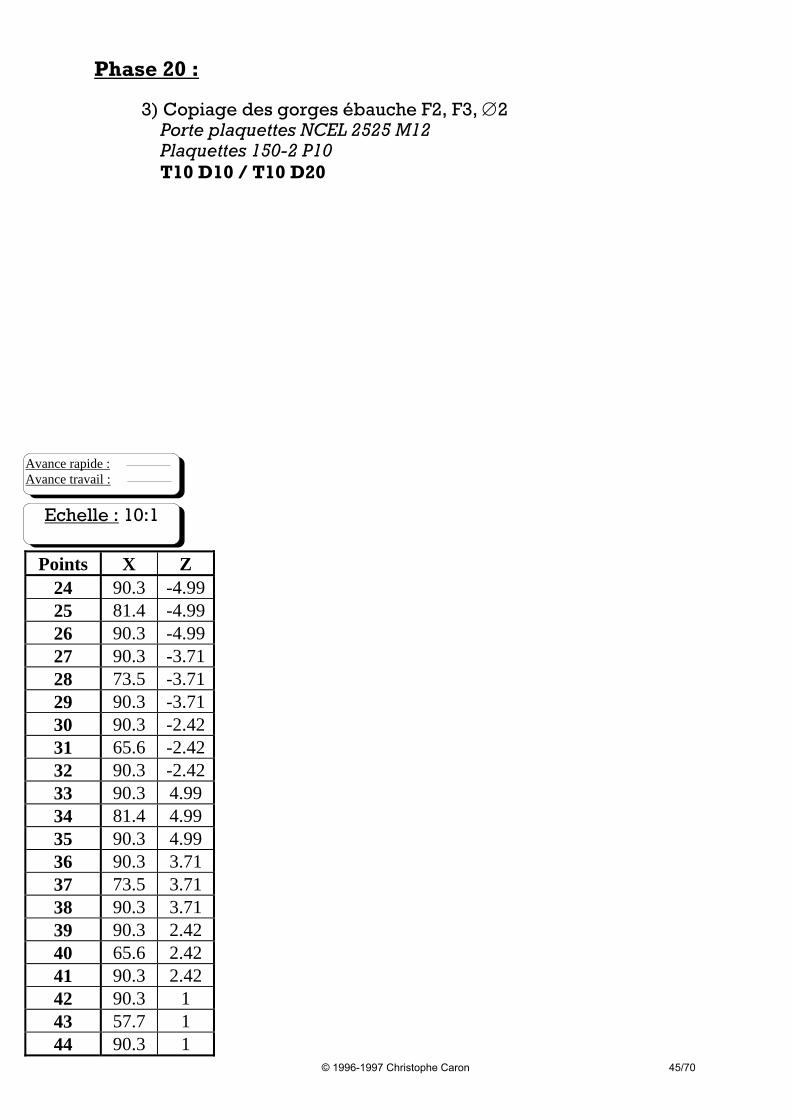
3) Copiage des gorges ébauche F2, F3, ∅2 Porte plaquettes NCEL 2525 M12 Plaquettes 150-2 P10 T10 D10 / T10 D20
Points X Z 24 90.3 -4.99 25 81.4 -4.99 26 90.3 -4.99 27 90.3 -3.71 28 73.5 -3.71 29 90.3 -3.71 30 90.3 -2.42 31 65.6 -2.42 32 90.3 -2.42 33 90.3 4.99 34 81.4 4.99 35 90.3 4.99 36 90.3 3.71 37 73.5 3.71 38 90.3 3.71 39 90.3 2.42 40 65.6 2.42 41 90.3 2.42 42 90.3 1 43 57.7 1 44 90.3 1
Avance rapide : Avance travail :
Echelle : 10:1
© 1996-1997 Christophe Caron 45/70

CALCUL DES PLONGEES DU CYCLE DE COPIAGE DES GORGES F1 F2 F3 F4
DETAIL A
Profondeur d’une gorge en ébauche = [(∅ de tête - ∅ de fond)-Surrépaisseur d’usinage au diamètre]÷2 = [(89,3-57,3)-0,4]÷2 = 15,8 mm
tanα = coté opposé÷coté adjacent = BC÷AC
⇔ BC = tanα × AC
avec AC = profondeur d’une gorge ÷ nombre de « passe »
⇔ BC = tan18° × 3,95 = 1,2834 mm
© 1996-1997 Christophe Caron 46/70
Détail de la position des O.P. pendant l’usinage
=30,7mm
Mors combiné
Face avant du mandrin du HES 300
Axe de la gorge F1, F4 Axe de la gorge F2, F3
G59 Z21.3
G59 Z-6
G59 Z26.2
G59 Z2.5
DEC Z
(36+2.5)-12.3=26.2mm
(12.3+15)-6=21.3mm
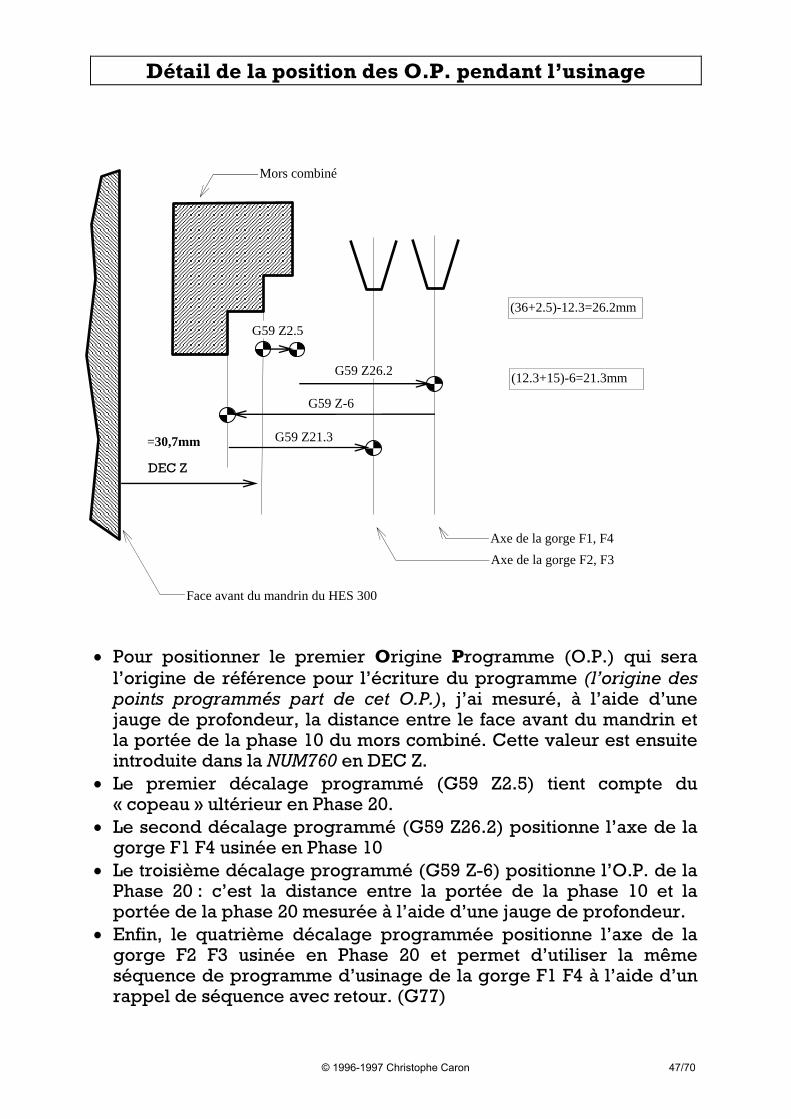
• Pour positionner le premier Origine Programme (O.P.) qui sera l’origine de référence pour l’écriture du programme (l’origine des points programmés part de cet O.P.), j’ai mesuré, à l’aide d’une jauge de profondeur, la distance entre le face avant du mandrin et la portée de la phase 10 du mors combiné. Cette valeur est ensuite introduite dans la NUM760 en DEC Z.
• Le premier décalage programmé (G59 Z2.5) tient compte du « copeau » ultérieur en Phase 20.
• Le second décalage programmé (G59 Z26.2) positionne l’axe de la gorge F1 F4 usinée en Phase 10
• Le troisième décalage programmé (G59 Z-6) positionne l’O.P. de la Phase 20 : c’est la distance entre la portée de la phase 10 et la portée de la phase 20 mesurée à l’aide d’une jauge de profondeur.
• Enfin, le quatrième décalage programmée positionne l’axe de la gorge F2 F3 usinée en Phase 20 et permet d’utiliser la même séquence de programme d’usinage de la gorge F1 F4 à l’aide d’un rappel de séquence avec retour. (G77)
© 1996-1997 Christophe Caron 47/70

%232 (TOURNAGE HES300 POULIE ALTERNATEUR 6131 9245 IVECO PH10 ET PH20 CARON CHRIS.)N10 G59 Z3.4 (DECALAGE OP PHASE10)N20 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N30 G92 S3600 (LIMITATION DE LA VITESSE DE BROCHE)(******************************PH10**************************************)(DRESSAGE DE F5 ET F6)N40 T1 D1 M06 (APPEL OUTIL A DRESSER-CHARIOTER PCLNL25-25M12 PLAQUETTES CNMG12040895 Z200P20)N50 G00 X103 Z36.5 M08 (PT1 ET ARROSAGE)N60 M04 M42 (ROTATION BROCHE SENS TRIGO ET GAMME DE VITESSE)N70 G96 S114 F.25 (CONDITIONS DE COUPE)N80 G01 X14 (PT2)N90 Z40 (PT3)N100 G00 X103 (PT4)N110 Z35 (PT5)N120 G01 X53 (PT6)N130 G03 X47 Z36 R3 (PT7)N140 G01 X14 (PT8)N150 Z40 (PT9)(CHARIOTAGE DE DIA3)N160 G00 G42 X93.3 (PT10 ET CORRECTION DE RAYON OUTIL A DROITE DU PROFIL)N170 G96 S95 F.39 (CONDITIONS DE COUPE)N180 G01 Z13 (PT11)N190 X98 (PT12)N200 G00 Z37 (PT13)N210 X89.3 (PT14)N220 G01 X89.3 Z13 (PT15)N230 X98 (PT16)N240 G00 Z37 (PT17)N250 X83.3 (PT18)N260 G01 X91.3 Z33 (PT19)N270 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N280 M05 (ARRET BROCHE)(****************************)(PERCAGE DE A)N290 T7 D7 M06 (APPEL FORET DIA16 P6100W130R PLAQUETTES UC160RH22B3.5)N300 M03 M08 (ROTATION DE BROCHE SENS HORAIRE ET ARROSAGE)N310 G97 S1592 (VITESSE DE BROCHE EN TR PAR MIN)N320 G00 X0 Z41 (PT20)N330 G01 Z10 F.1 (PT21 A LA VITESSE D AVANCE DE 0.1 MM PAR TOUR)N340 G00 Z41 (PT22)N350 M05 (ARRET BROCHE)N360 GG52 X0 Z-150 (RETOUR AU POINT DE CHANGEMENT OUTILS)(****************************)(ALESAGE DE A ET CHANFREINAGE DE A')N370 T12 D13 M06 (APPEL OUTIL A ALESER A12K-SEUPL08 PLAQUETTES EPMT08M304 H1X)N380 M04 M08 (ROTATION BROCHE SENS TRIGO ET ARROSAGE)N390 G00 G41 X19.02 Z36.5 (PT23 ET CORRECTION DE RAYON OUTIL A GAUCHE DU PROFIL)N400 G97 S1800 (VITESSE DE BROCHE EN TR PAR MIN)N410 G01 X17.02 Z35.5 (PT24)N420 Z12 (PT25)N430 G00 X15 (PT26)N440 Z36.5 (PT27)N450 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N460 M05 (ARRET BROCHE)(****************************)(COPIAGE GORGE F1 F4 DIA2 EBAUCHE)N470 G59 Z27.1 (DECALAGE DE OP GORGES F1 F4 DIA2)N480 T3 D3 M06 (APPEL OUTIL A GORGE GEL25-25M12 PLAQUETTES 150-3-25K10)N490 M04 M41 M08 (GAMME DE BROCHE ET ARROSAGE)
© 1996-1997 Christophe Caron 48/70

N500 G00 X90.3 Z-5.3 (PT28)N510 G96 S100 F.1 (CONDITIONS DE COUPE)N520 G01 X83.3 (PT29)N530 G00 X90.3 (PT30)N540 Z-3.9 (PT31)N550 G01 X74.69 (PT32)N560 G00 X90.3 (PT33)N570 Z-2.5 (PT34)N580 G01 X66.07 (PT35)N590 G00 X90.3 (PT36)N600 T3 D31 (CHANGE CORRECTEUR OUTIL A GORGE GEL)N610 Z5.3 (PT37)N620 G01 X83.3 (PT38)N630 G00 X90.3 (PT39)N640 Z3.9 (PT40)N650 G01 X74.69 (PT41)N660 G00 X90.3 (PT42)N670 Z2.5 (PT43)N680 G01 X66.07 (PT44)N690 G00 X90.3 (PT45)N700 Z1.5 (PT46)N710 G01 X58.3 (PT47)N720 G00 X90.3 (PT48)N730 M05 M09 (ARRET BROCHE ET ARRET ARROSAGE)N740 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)(*************************************************************************)N750 M00 (ARRET PROGRAMME)(******************************PH20***************************************)N760 G59 Z-5.57 (DECALAGE OP PHASE20)(DRESSAGE DE F8)N770 T1 D1 M06 (APPEL OUTIL A DRESSER-CHARIOTER PCLNL25-25M12 PLAQUETTES CNMG12040895 Z200 P20)N780 M04 (ROTATION BROCHE SENS TRIGO)N790 G00 X99 Z36 M08 (PT1 ET ARROSAGE)N800 G96 S114 F.25 (CONDITIONS DE COUPE)N810 G01 X61 (PT2)N820 G00 Z37 (PT3)(CHARIOTAGE DE DIA3 ET CHANFREINAGE DE F8')N830 G00 G42 X89.3 (PT4 ET CORRECTION DE RAYON OUTIL A DROITE DU PROFIL)N840 G96 S95 F.39 (CONDITIONS DE COUPE)N850 G01 Z21.5 (PT5)N860 G00 X93.3 (PT6)N870 Z38 (PT7)N880 X84.6 (PT8)N890 G01 X93.3 Z33.65 (PT9)N900 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)(****************************)(LAMAGE DE F7 ET DE DIA1)N910 T12 D13 M06 (APPEL OUTIL A ALESER A12K-SEUPL08 PLAQUETTES EPMT08M304 H1X)N920 G00 G41 X21 Z36.5 (PT10 ET CORRECTION DE RAYON OUTIL A GAUCHE DU PROFIL)N930 Z24 M08 (PT11 ET ARROSAGE)N940 G96 S95 F.1 (CONDITIONS DE COUPE)N950 G01 Z17.15 (PT12)N960 X16 (PT13)N970 G00 Z24 (PT14)N980 X27 (PT15)N990 G01 Z17.15 (PT16)N1000 X20 (PT17)N1010 G00 Z24 (PT18)N1020 X33 (PT19)N1030 G01 Z17.65 (PT20)N1040 G03 X31.8 Z17.05 R.6 (PT21)N1050 G01 X16 (PT22)
© 1996-1997 Christophe Caron 49/70
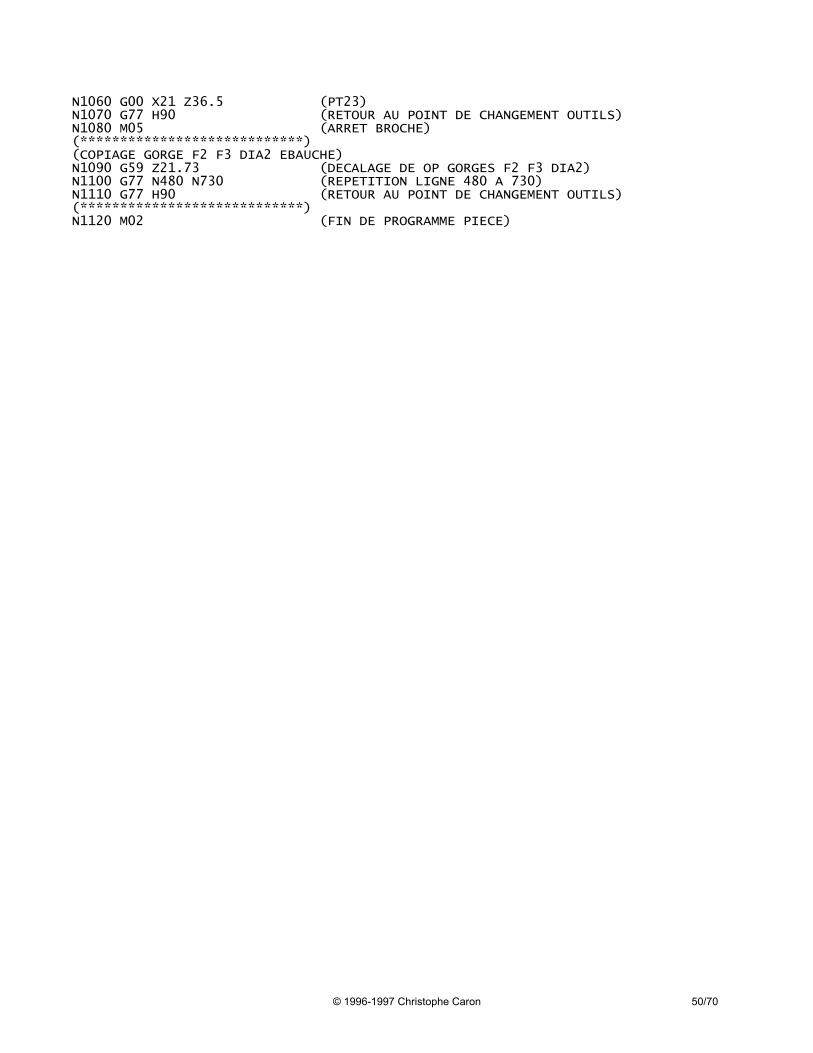
N1060 G00 X21 Z36.5 (PT23)N1070 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)N1080 M05 (ARRET BROCHE)(****************************)(COPIAGE GORGE F2 F3 DIA2 EBAUCHE)N1090 G59 Z21.73 (DECALAGE DE OP GORGES F2 F3 DIA2)N1100 G77 N480 N730 (REPETITION LIGNE 480 A 730)N1110 G77 H90 (RETOUR AU POINT DE CHANGEMENT OUTILS)(****************************)N1120 M02 (FIN DE PROGRAMME PIECE)
© 1996-1997 Christophe Caron 50/70

ORGANISATION DE LA TOURELLE PORTE-OUTILS
DU TOUR HES300
Comme je l’ai précisé auparavant, j’ai été amené à travailler avec d’autres élèves sur le tour HES300 et ceci afin de mettre en place les outils, nécessaires à la réalisation des quatre pièces fabriquées sur le tour HES300, sur la tourelle porte-outils du tour.
Cette tourelle comporte douze postes porte-outils et nous utilisons au total treize outils. Donc un outil au moins sera « amovible ». Ceci pourra être réalisé assez facilement puisque chaque outil peut être monté sur une « chaise » qui autorise un montage et un démontage relativement rapides et précis, c’est-à-dire sans trop modifier les jauges outils.
Après consultation des quatre gammes prévisionnelles d’usinages des quatre pièces à usiner et étant donné certaines ressemblances entre les quatre pièces, nous avons organisé la tourelle de la façon suivante, celle qui réduisait au maximum les interférences de type outil/machine et/ou outil/pièce. (voir page 29 suivante)
© 1996-1997 Christophe Caron 51/70

Anneau de centrage
Poulie de vilebrequin
Poulie d’alternateur
Embout de ventouse
Poste n° désignation de l’outil D. LOUREIRO P. MARTINS S. CHALTON F. COLOMBO C. CARON P. FARNIER L. BARRAS
1 Outil d’ébauche extérieur PCLNL
2 Outil de finition extérieur SDJCL
3 Outil à tronçonner GEL
4 Outil à aléser SELCL
5 Foret ARS ∅11
6 Outil à chambrer NCHER 32 35
7 Foret P6100W130R
8 Foret ARS ∅6
9 Foret à centrer
10 Outil à gorges NCEL
11 Outil à fileter F7-12-1 234.90.103
12 Outil à dresser SRDCN
12’ Outil à aléser SEUPL
Outil « fixe » dans un poste
Outil « escamotable »monté sur une chaise
4
1212’
2
3
5
6 7
9
8
11
10
1
© 1996-1997 Christophe Caron 52/70
JAUGES OUTILS
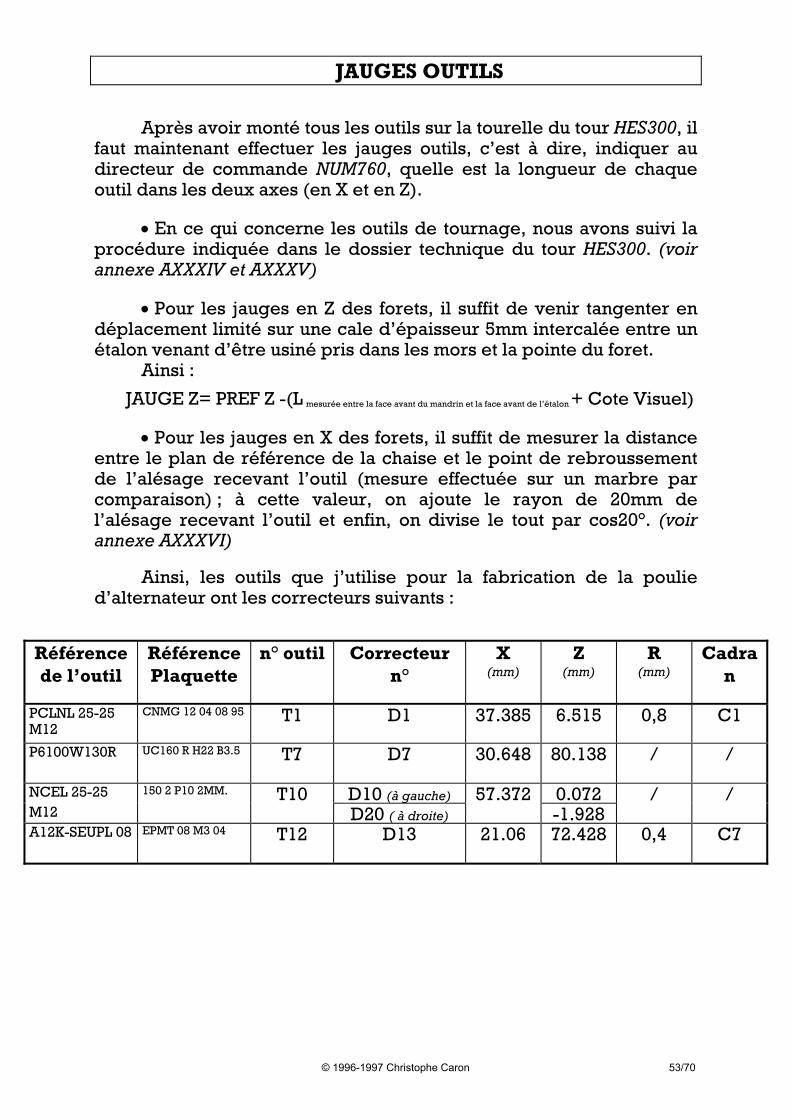
Après avoir monté tous les outils sur la tourelle du tour HES300, il faut maintenant effectuer les jauges outils, c’est à dire, indiquer au directeur de commande NUM760, quelle est la longueur de chaque outil dans les deux axes (en X et en Z).
• En ce qui concerne les outils de tournage, nous avons suivi la procédure indiquée dans le dossier technique du tour HES300. (voir annexe AXXXIV et AXXXV)
• Pour les jauges en Z des forets, il suffit de venir tangenter en déplacement limité sur une cale d’épaisseur 5mm intercalée entre un étalon venant d’être usiné pris dans les mors et la pointe du foret.
Ainsi :
JAUGE Z= PREF Z -(L mesurée entre la face avant du mandrin et la face avant de l’étalon + Cote Visuel)
• Pour les jauges en X des forets, il suffit de mesurer la distance entre le plan de référence de la chaise et le point de rebroussement de l’alésage recevant l’outil (mesure effectuée sur un marbre par comparaison) ; à cette valeur, on ajoute le rayon de 20mm de l’alésage recevant l’outil et enfin, on divise le tout par cos20°. (voir annexe AXXXVI)
Ainsi, les outils que j’utilise pour la fabrication de la poulie d’alternateur ont les correcteurs suivants :
Référence de l’outil
Référence Plaquette
n° outil Correcteur n°
X (mm)
Z (mm)
R (mm)
Cadran
PCLNL 25-25 M12
CNMG 12 04 08 95 T1 D1 37.385 6.515 0,8 C1
P6100W130R UC160 R H22 B3.5 T7 D7 30.648 80.138 / /
NCEL 25-25 150 2 P10 2MM. T10 D10 (à gauche) 57.372 0.072 / / M12 D20 ( à droite) -1.928 A12K-SEUPL 08 EPMT 08 M3 04 T12 D13 21.06 72.428 0,4 C7
© 1996-1997 Christophe Caron 53/70

MISE EN ŒUVRE
Après avoir saisi le programme C.N. d’usinage de la poulie d’alternateur, je l’ai transféré dans le calculateur NUM760 du tour HES300.
Je l’ai ensuite, avec l’aide de l’un de mes professeurs, « débogué » avant de le tester « cycle à cycle » sans pièce serrée dans les mors pour vérifier qu’il n’y avait aucune interférence. Après cela, j’ai relancé le programme en « cycle à cycle » mais cette fois-ci avec une pièce.
Le cycle d’usinage de la Phase 10 et de la Phase 20 terminée, j’ai contrôlé les principales cotes de la pièce ; ainsi, les cotes principales de la première pièce sont :
+0,006 +0,033
+0,2 -0,1
Spécifications contrôlées Spécification mesurée (mm)
∅17G8 ∅17 17,125
1±0,1 1,02
∅89,3±0,3 89,56
∅33±0,3 33,02
17 17,50
36±0,3 35,57
F5 22 B1 (cote de liaison au brut) 21,10
Ce relevé de mesure nous montre que la cote de liaison au brut de 22mm entre la surface F5 et B1 n’a pas été respectée., ceci étant dû sans doute à des variations des cotes du brut. J’ai donc décalé les deux O.P. de la phase 10 de +0,9mm (21,10-22=0,9mm)
De même, la spécification ∅33±0,3 n’a pas été respectée. J’ai alors fait de même : j’ai décalé les deux O.P. de la phase 10 de +0,43mm (36-35,57=0,43)
G59 Z-5.57
Face avant du mandrin du HES 300
Mors combiné
G59 Z21.73
G59 Z27,1
G59 Z3.4
DEC ZAxe de la gorge F1, F4
Axe de la gorge F2, F3
© 1996-1997 Christophe Caron 54/70

En ce qui concerne l’alésage ∅17G8, la cote est beaucoup trop grande (∅17,125mm). J’ai donc diminué le correcteur dynamique affecté à l’outil d’alésage 12 de la valeur suivante :
∅ réel usiné - ∅ moyen à réalisé
= ∅17,125 - ∅17,02 = 0,105mm
Après avoir effectué ces modifications, j’ai ensuite usiné une seconde pièce en mode continue. J’en ai ensuite contrôlé les principales cotes, cotes qui se sont avérées « bonnes », mise à part la cote de l’alésage ∅17G8 où il a fallu que j’effectue de nouveau une correction dynamique comme ci-dessus.
Lors de l’usinage des gorges en ébauche, nous avons malencontreusement « cassé » l’outil à gorge SEUPL. Pour des problèmes d’approvisionnement, nous avons décidé avec mon camarade et en accord avec mes professeurs, de remplacer cet outil par l’outil GEL 25-25 présent au poste n°3. La largeur de cet outil est de 3mm. Cette largeur est donc plus large que la largeur du fond de gorge à réaliser : ainsi, les rayons de 1mm du fond de gorge ne seront plus réalisés.(chose peu « rédhibitoire », le fond de gorge n’étant apparemment pas fonctionnel, ce qu’il faudra vérifier cependant auprès du client). Les jauges de cet outil, déjà effectuées, sont donc les suivantes :
Référence de l’outil
Référence Plaquette
n° outil Correcteur n° X (mm)
Z (mm)
R (mm)
Cadran
GEL 25-25 150 3 25 K10
T3 D3 (à gauche) 39.165 -0.168 / /
D31 ( à droite) -3.168
Justification de la nuance de la plaquette K10 : « Nuance recommandée pour les opérations de gorges sur les fontes grises... Excellente résistance à l’abrasion, bonne ténacité et très bonne résistance aux chocs thermiques. » (Extrait d’une documentation Stellram)
Du fait de ce changement d’outil j’ai dû modifié les points de plongées des gorges, toujours en respectant la surépaisseur de 0,5mm sur les flancs et de 0,2mm sur le fond de la gorge. (voir ci-après page AXXXVII). A l’usinage des premières pièces avec ce nouvel outil, j’ai pu constater avec mon professeur que cet outil « broutait » ; nous avons donc décidé de passer la vitesse de coupe de 150m/mn. donnée par le logiciel Devigam à 100m/mn.
Enfin, il aurait fallu peut être (mais faute de temps, je n’ai pu le faire), insérer un point 46’ entre les points 46 et 47, ce qui aurait permis « d’avancer » en avance rapide entre les points 46 et 46’ et donc de ce fait de gagner du temps lors de l’usinage de ces gorges. (voir ci-après la page de plongée de gorges AXXXVII et les pages du nouveau programme AXXXVIII à AXL)
© 1996-1997 Christophe Caron 55/70
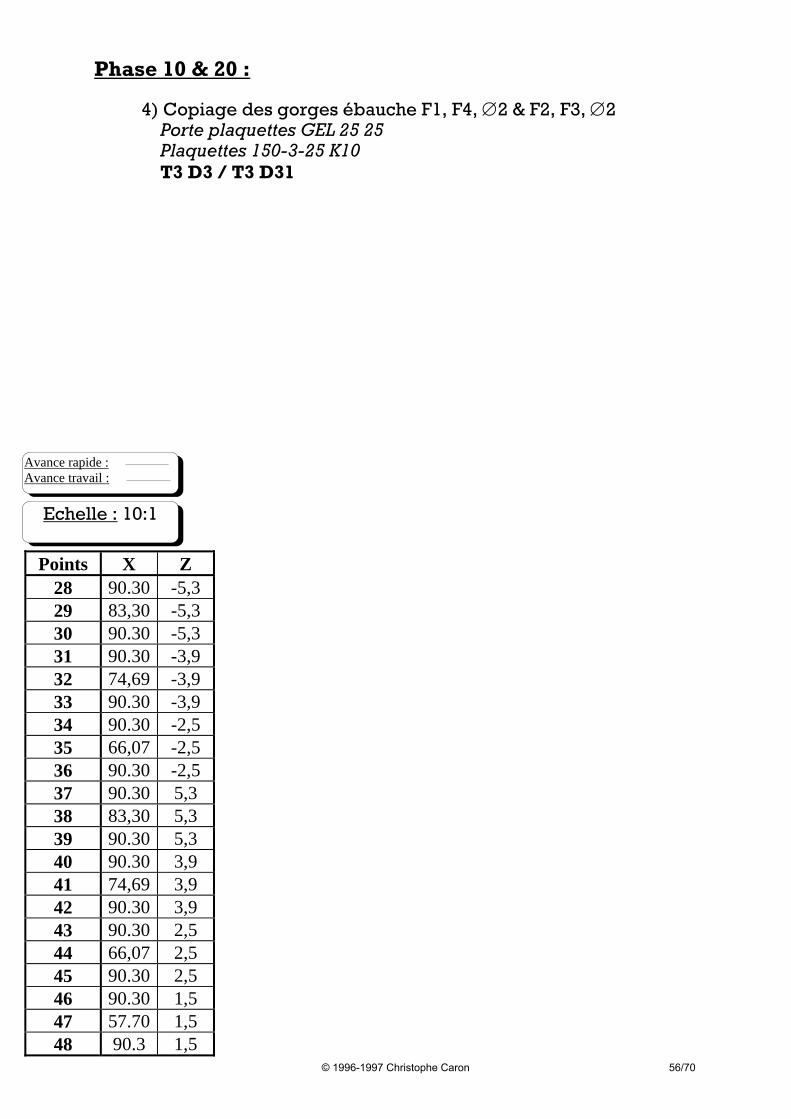
Phase 10 & 20 :
4) Copiage des gorges ébauche F1, F4, ∅2 & F2, F3, ∅2 Porte plaquettes GEL 25 25 Plaquettes 150-3-25 K10 T3 D3 / T3 D31
Avance rapide : Avance travail :
Echelle : 10:1
Points X Z 28 90.30 -5,3 29 83,30 -5,3 30 90.30 -5,3 31 90.30 -3,9 32 74,69 -3,9 33 90.30 -3,9 34 90.30 -2,5 35 66,07 -2,5 36 90.30 -2,5 37 90.30 5,3 38 83,30 5,3 39 90.30 5,3 40 90.30 3,9 41 74,69 3,9 42 90.30 3,9 43 90.30 2,5 44 66,07 2,5 45 90.30 2,5 46 90.30 1,5 47 57.70 1,5 48 90.3 1,5
© 1996-1997 Christophe Caron 56/70
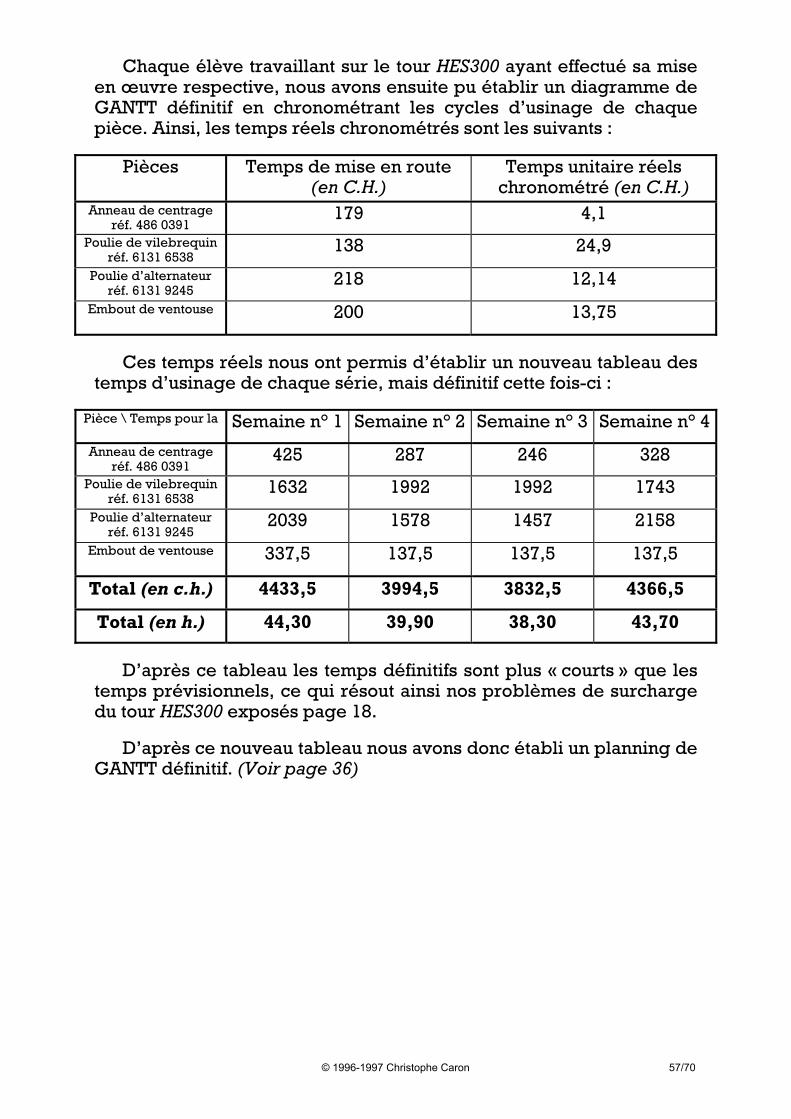
Chaque élève travaillant sur le tour HES300 ayant effectué sa mise en œuvre respective, nous avons ensuite pu établir un diagramme de GANTT définitif en chronométrant les cycles d’usinage de chaque pièce. Ainsi, les temps réels chronométrés sont les suivants :
Pièces Temps de mise en route (en C.H.)
Temps unitaire réels chronométré (en C.H.)
Anneau de centrage réf. 486 0391
179 4,1
Poulie de vilebrequin réf. 6131 6538
138 24,9
Poulie d’alternateur réf. 6131 9245
218 12,14
Embout de ventouse 200 13,75
Ces temps réels nous ont permis d’établir un nouveau tableau des temps d’usinage de chaque série, mais définitif cette fois-ci :
Pièce \ Temps pour la Semaine n° 1 Semaine n° 2 Semaine n° 3 Semaine n° 4
Anneau de centrage réf. 486 0391
425 287 246 328
Poulie de vilebrequin réf. 6131 6538
1632 1992 1992 1743
Poulie d’alternateur réf. 6131 9245
2039 1578 1457 2158
Embout de ventouse 337,5 137,5 137,5 137,5
Total (en c.h.) 4433,5 3994,5 3832,5 4366,5
Total (en h.) 44,30 39,90 38,30 43,70
D’après ce tableau les temps définitifs sont plus « courts » que les temps prévisionnels, ce qui résout ainsi nos problèmes de surcharge du tour HES300 exposés page 18.
D’après ce nouveau tableau nous avons donc établi un planning de GANTT définitif. (Voir page 36)
© 1996-1997 Christophe Caron 57/70
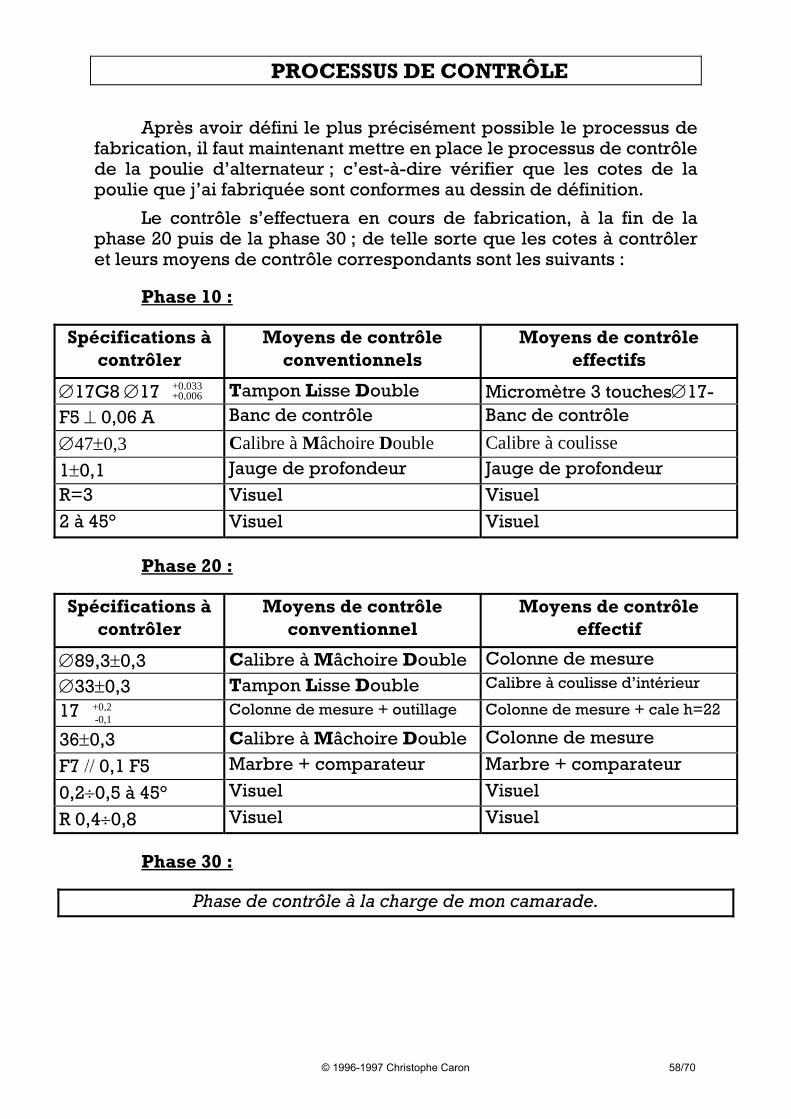
PROCESSUS DE CONTRÔLE
Après avoir défini le plus précisément possible le processus de fabrication, il faut maintenant mettre en place le processus de contrôle de la poulie d’alternateur ; c’est-à-dire vérifier que les cotes de la poulie que j’ai fabriquée sont conformes au dessin de définition.
Le contrôle s’effectuera en cours de fabrication, à la fin de la phase 20 puis de la phase 30 ; de telle sorte que les cotes à contrôler et leurs moyens de contrôle correspondants sont les suivants :
Phase 10 :
+0,006 +0,033
Spécifications à contrôler
Moyens de contrôle conventionnels
Moyens de contrôle effectifs
∅17G8 ∅17 Tampon Lisse Double Micromètre 3 touches∅17-F5 ⊥ 0,06 A Banc de contrôle Banc de contrôle
∅47±0,3 Calibre à Mâchoire Double Calibre à coulisse 1±0,1 Jauge de profondeur Jauge de profondeur
R=3 Visuel Visuel
2 à 45° Visuel Visuel
Phase 20 :
+0,2 -0,1
Spécifications à contrôler
Moyens de contrôle conventionnel
Moyens de contrôle effectif
∅89,3±0,3 Calibre à Mâchoire Double Colonne de mesure
∅33±0,3 Tampon Lisse Double Calibre à coulisse d’intérieur
17 Colonne de mesure + outillage Colonne de mesure + cale h=22
36±0,3 Calibre à Mâchoire Double Colonne de mesure
F7 // 0,1 F5 Marbre + comparateur Marbre + comparateur
0,2÷0,5 à 45° Visuel Visuel
R 0,4÷0,8 Visuel Visuel
Phase 30 :
Phase de contrôle à la charge de mon camarade.
© 1996-1997 Christophe Caron 58/70
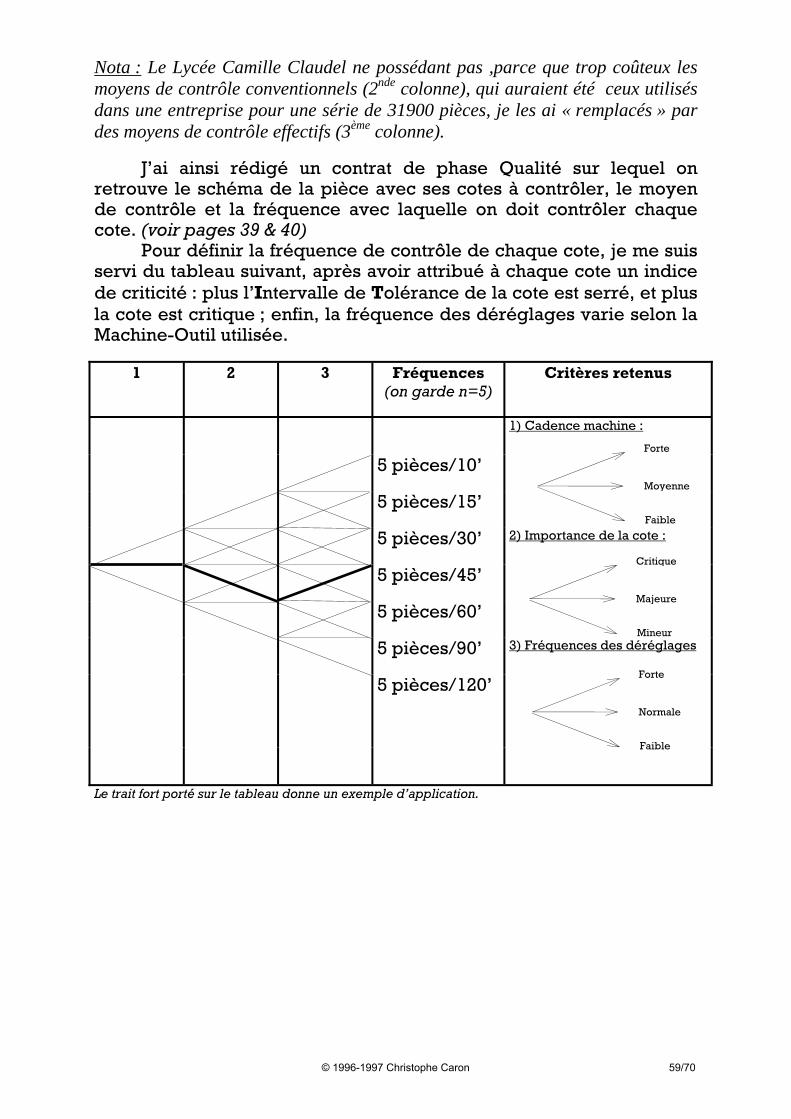
Nota : Le Lycée Camille Claudel ne possédant pas ,parce que trop coûteux les moyens de contrôle conventionnels (2nde colonne), qui auraient été ceux utilisés dans une entreprise pour une série de 31900 pièces, je les ai « remplacés » par des moyens de contrôle effectifs (3ème colonne).
J’ai ainsi rédigé un contrat de phase Qualité sur lequel on retrouve le schéma de la pièce avec ses cotes à contrôler, le moyen de contrôle et la fréquence avec laquelle on doit contrôler chaque cote. (voir pages 39 & 40)
Pour définir la fréquence de contrôle de chaque cote, je me suis servi du tableau suivant, après avoir attribué à chaque cote un indice de criticité : plus l’Intervalle de Tolérance de la cote est serré, et plus la cote est critique ; enfin, la fréquence des déréglages varie selon la Machine-Outil utilisée.
1 2 3 Fréquences (on garde n=5)
Critères retenus
1) Cadence machine :
5 pièces/10’
5 pièces/15’ Faible
Moyenne
Forte
5 pièces/30’ 2) Importance de la cote :
5 pièces/45’
5 pièces/60’
5 pièces/90’ 3) Fréquences des déréglages
5 pièces/120’
Le trait fort porté sur le tableau donne un exemple d’application.
Mineur
Majeure
Critique
Faible
Normale
Forte
© 1996-1997 Christophe Caron 59/70
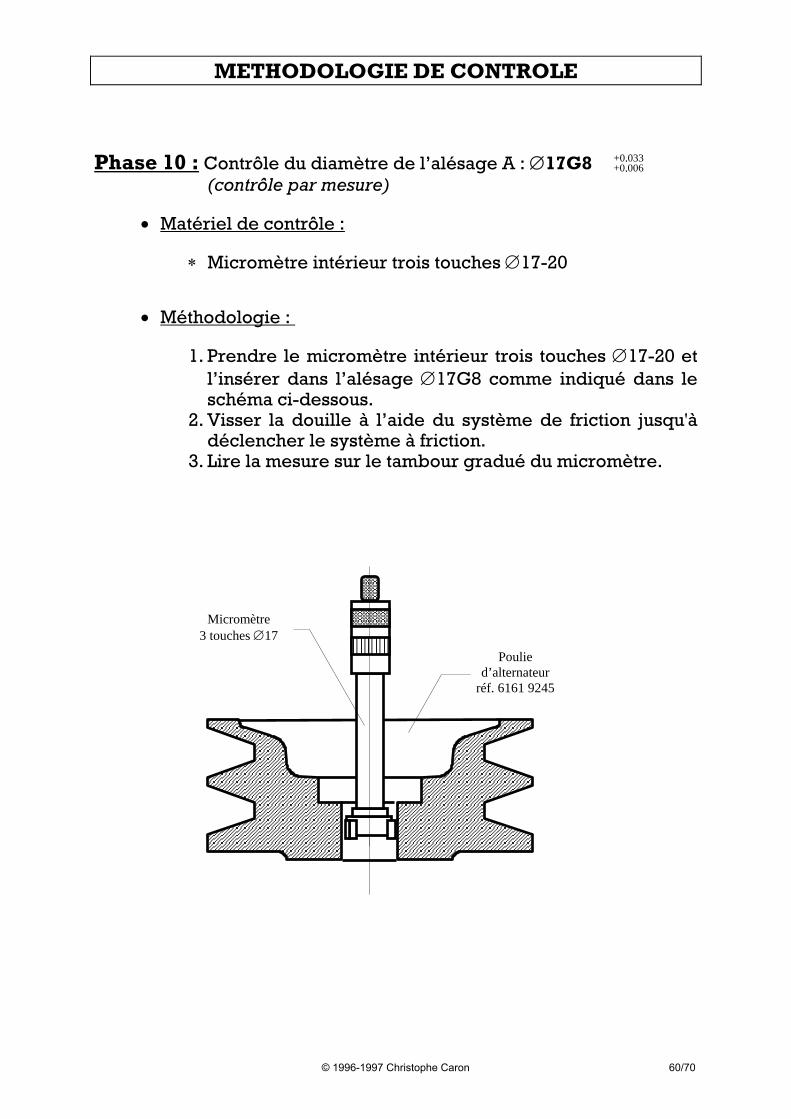
METHODOLOGIE DE CONTROLE
+0,006 +0,033 Phase 10 : Contrôle du diamètre de l’alésage A : ∅17G8
(contrôle par mesure)
• Matériel de contrôle :
∗ Micromètre intérieur trois touches ∅17-20
• Méthodologie :
1. Prendre le micromètre intérieur trois touches ∅17-20 et l’insérer dans l’alésage ∅17G8 comme indiqué dans le schéma ci-dessous.
2. Visser la douille à l’aide du système de friction jusqu'à déclencher le système à friction.
3. Lire la mesure sur le tambour gradué du micromètre.
Micromètre 3 touches ∅17
Poulie d’alternateur
réf. 6161 9245
© 1996-1997 Christophe Caron 60/70
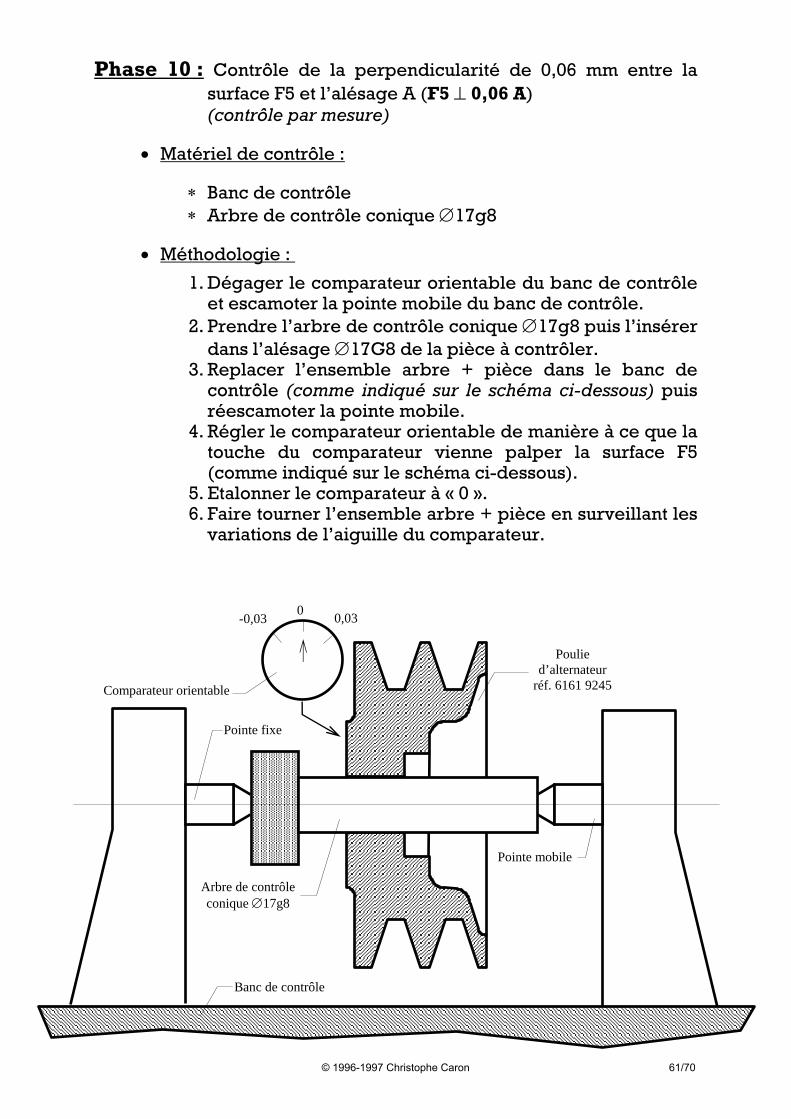
Phase 10 : Contrôle de la perpendicularité de 0,06 mm entre la surface F5 et l’alésage A (F5 ⊥ 0,06 A) (contrôle par mesure)
• Matériel de contrôle :
∗ Banc de contrôle ∗ Arbre de contrôle conique ∅17g8
• Méthodologie :
1. Dégager le comparateur orientable du banc de contrôle et escamoter la pointe mobile du banc de contrôle.
2. Prendre l’arbre de contrôle conique ∅17g8 puis l’insérer dans l’alésage ∅17G8 de la pièce à contrôler.
3. Replacer l’ensemble arbre + pièce dans le banc de contrôle (comme indiqué sur le schéma ci-dessous) puis réescamoter la pointe mobile.
4. Régler le comparateur orientable de manière à ce que la touche du comparateur vienne palper la surface F5 (comme indiqué sur le schéma ci-dessous).
5. Etalonner le comparateur à « 0 ». 6. Faire tourner l’ensemble arbre + pièce en surveillant les
variations de l’aiguille du comparateur.
Arbre de contrôle conique ∅17g8
Pointe fixe
Pointe mobile
Banc de contrôle
Poulie d’alternateur
réf. 6161 9245 Comparateur orientable
-0,03 0,030
© 1996-1997 Christophe Caron 61/70

Phase 10 : Contrôle du diamètre 47±0,3 (contrôle par mesure) Contrôle « délicat » à mettre en œuvre et peu satisfaisant.
• Matériel de contrôle :
∗ Calibre à coulisse type C (à bec fin)
• Méthodologie :
1. Prendre le calibre à coulisse et ouvrir le bec mobile d’environ 50mm (s’assurer que la vis de blocage du vernier du calibre à coulisse est desserrée).
2. Positionner le ∅47±0,3 de la pièce à contrôler entre le bec fixe et le bec mobile du calibre à coulisse puis rabattre le bec mobile sur le ∅47±0,3 et serrer la vis de blocage du vernier du calibre à coulisse.
3. Lire la mesure sur le vernier du calibre à coulisse.
Phase 10 : Contrôle de la cote 1±0,1 (contrôle par mesure)
• Matériel de contrôle :
∗ Jauge de profondeur
• Méthodologie :
1. Prendre la jauge de profondeur et s’assurer que la vis de blocage du vernier de la jauge de profondeur soit desserrée puis que le bec mobile soit au même niveau que l’extrémité de la règle.
2. Positionner le bec mobile sur la surface F5 de la pièce à contrôler puis faire coulisser la règle jusqu'à ce qu’elle vienne en contact avec la surface F6 puis serrer la vis de blocage du vernier de la jauge de profondeur.
3. Lire la mesure sur le vernier de la jauge de profondeur.
© 1996-1997 Christophe Caron 62/70
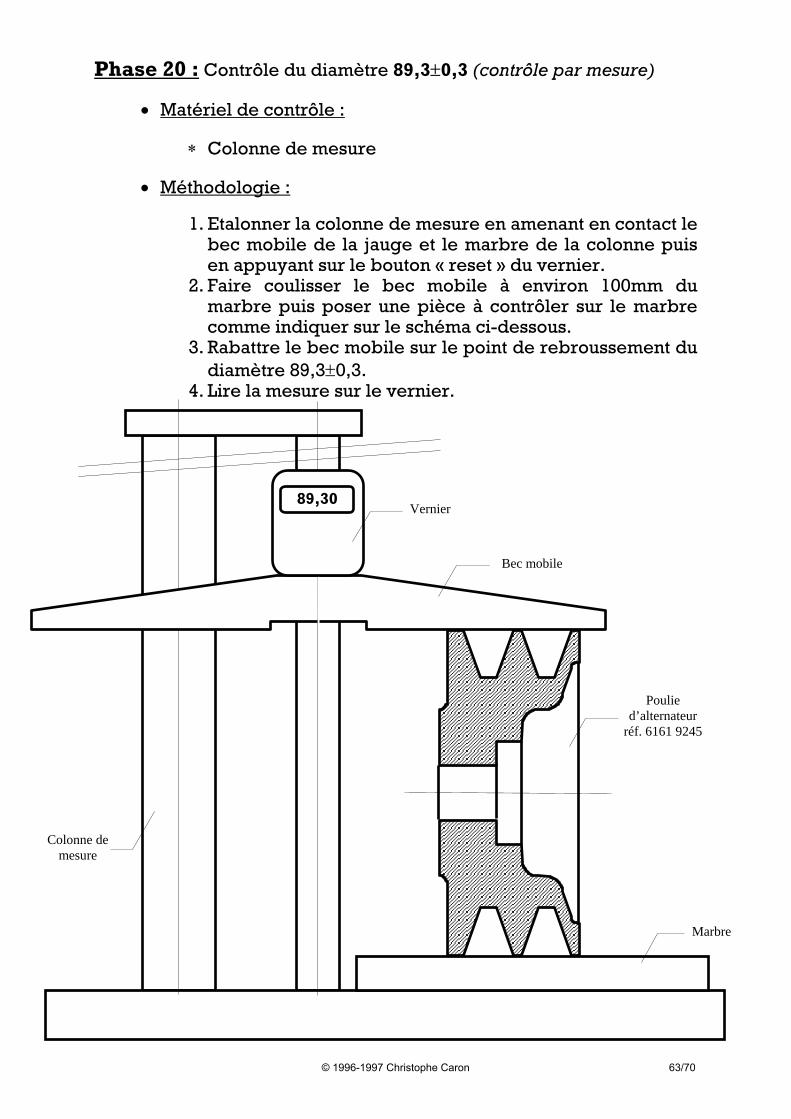
Phase 20 : Contrôle du diamètre 89,3±0,3 (contrôle par mesure)
• Matériel de contrôle :
∗ Colonne de mesure
• Méthodologie :
1. Etalonner la colonne de mesure en amenant en contact le bec mobile de la jauge et le marbre de la colonne puis en appuyant sur le bouton « reset » du vernier.
2. Faire coulisser le bec mobile à environ 100mm du marbre puis poser une pièce à contrôler sur le marbre comme indiquer sur le schéma ci-dessous.
3. Rabattre le bec mobile sur le point de rebroussement du diamètre 89,3±0,3.
4. Lire la mesure sur le vernier.
Poulie d’alternateur
réf. 6161 9245
Bec mobile
Vernier
Colonne de mesure
Marbre
89,30
© 1996-1997 Christophe Caron 63/70

Phase 20 : Contrôle du diamètre 33±0,3 (contrôle par mesure)
• Matériel de contrôle :
∗ Calibre à coulisse d’intérieur type A
• Méthodologie :
1. Prendre le calibre à coulisse et s’assurer que la vis de blocage du vernier est desserrée.
2. Positionner l’extrémité des deux becs dans le diamètre 33±0,3 de la pièce à contrôler puis ouvrir le calibre à coulisse jusqu'à ce que les deux becs viennent en contact avec le diamètre 33±0,3 ; serrer ensuite la vis de blocage du vernier.
3. Lire la mesure sur le vernier. 4. Ajouter 10mm à cette valeur. (si calibre de type A)
Poulie d’alternateur
réf. 6161 9245
Vernier au 1/50
Bec fixe
Bec mobile
Vis de blocage
© 1996-1997 Christophe Caron 64/70
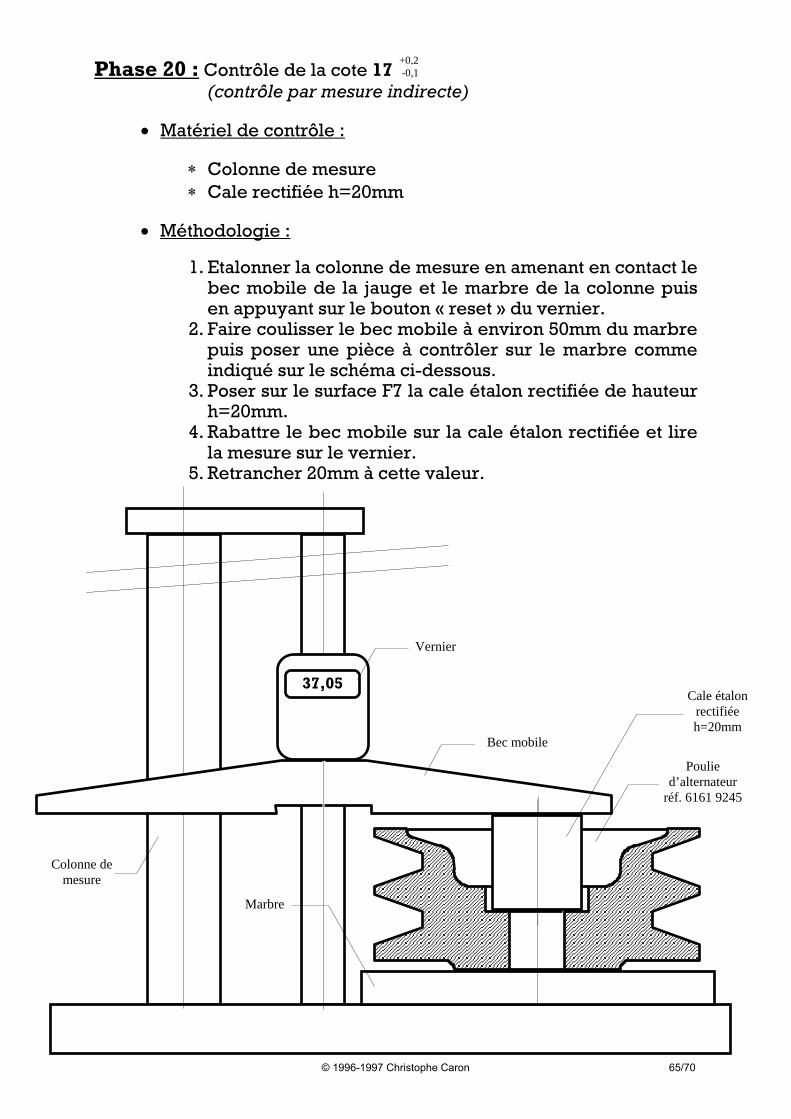
Phase 20 : Contrôle de la cote 17 (contrôle par mesure indirecte)
+0,2-0,1
• Matériel de contrôle :
∗ Colonne de mesure ∗ Cale rectifiée h=20mm
• Méthodologie :
1. Etalonner la colonne de mesure en amenant en contact le bec mobile de la jauge et le marbre de la colonne puis en appuyant sur le bouton « reset » du vernier.
2. Faire coulisser le bec mobile à environ 50mm du marbre puis poser une pièce à contrôler sur le marbre comme indiqué sur le schéma ci-dessous.
3. Poser sur le surface F7 la cale étalon rectifiée de hauteur h=20mm.
4. Rabattre le bec mobile sur la cale étalon rectifiée et lire la mesure sur le vernier.
5. Retrancher 20mm à cette valeur.
Colonne de mesure
37,05
Bec mobile
Poulie d’alternateur
réf. 6161 9245
Cale étalon rectifiée h=20mm
Marbre
Vernier
© 1996-1997 Christophe Caron 65/70

Phase 20 : Contrôle de la cote 36±0,3 (contrôle par mesure)
• Matériel de contrôle :
∗ Colonne de mesure
• Méthodologie :
1. Etalonner la colonne de mesure en amenant en contact le bec mobile de la jauge et le marbre de la colonne puis en appuyant sur le bouton « reset » du vernier.
2. Faire coulisser le bec mobile à environ 50mm du marbre puis poser une pièce à contrôler sur le marbre comme indiqué sur le schéma ci-dessous.
3. Rabattre le bec mobile sur la pièce et lire la mesure sur le vernier.
Colonne de mesure
36,00
Poulie d’alternateur
réf. 6161 9245
Marbre
Bec mobile
Vernier
© 1996-1997 Christophe Caron 66/70

Phase 20 : Contrôle du parallélisme de 0,1 entre la surface F7 et la surface F5.(F7 // 0,1 F5) (contrôle par mesure)
• Matériel de contrôle :
∗ Marbre ∗ Comparateur mécanique à cadran sur socle magnétique ∗ Rallonge de palpeur
• Méthodologie :
1. Poser une pièce sur le marbre comme indiqué sur le schéma ci-dessous. (surface F5 en contact avec le marbre).
2. Positionner le comparateur de manière à ce que la touche du comparateur vienne palper la surface F7 (comme indiqué sur le schéma ci-dessous), puis magnétiser le socle du comparateur.
3. Etalonner le comparateur à « 0 ». 4. Déplacer la pièce de manière à palper toute la surface
F7 et en surveillant les variations de l’aiguille du comparateur.
Poulie d’alternateur
réf. 6161 9245
-0,05
Socle magnétique
Comparateur mécanique à cadran
0,050
Marbre
© 1996-1997 Christophe Caron 67/70
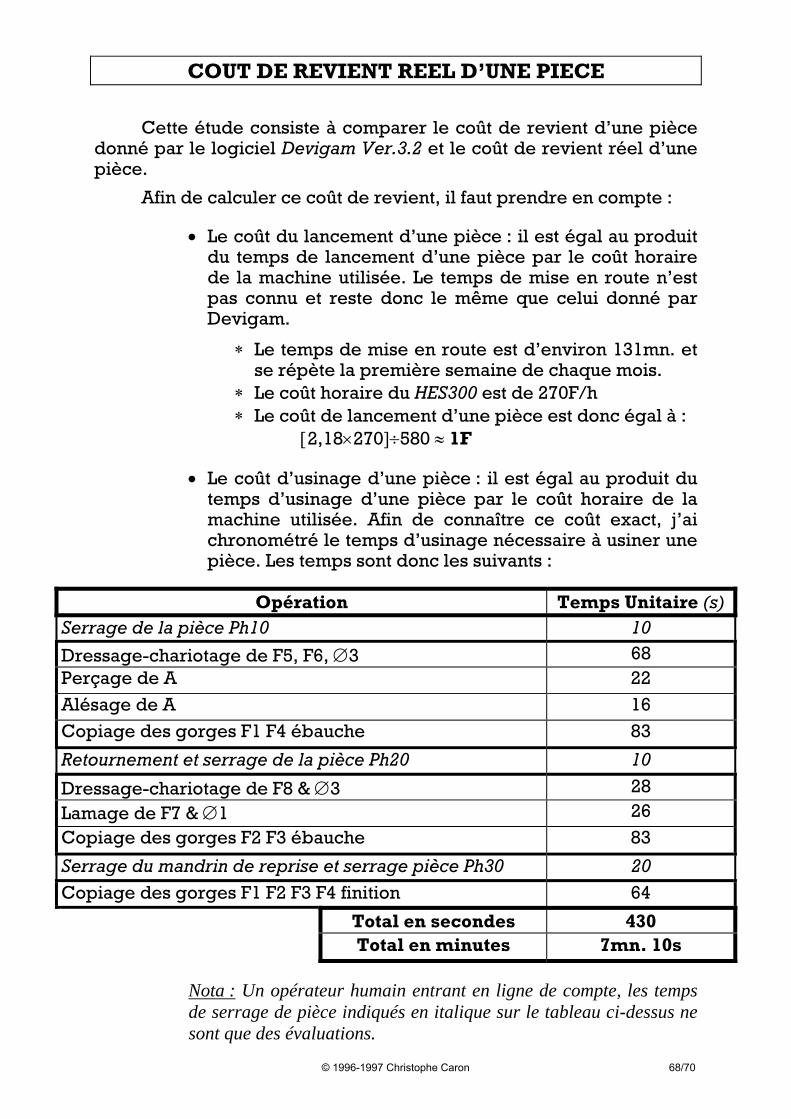
COUT DE REVIENT REEL D’UNE PIECE
Cette étude consiste à comparer le coût de revient d’une pièce donné par le logiciel Devigam Ver.3.2 et le coût de revient réel d’une pièce.
Afin de calculer ce coût de revient, il faut prendre en compte :
• Le coût du lancement d’une pièce : il est égal au produit du temps de lancement d’une pièce par le coût horaire de la machine utilisée. Le temps de mise en route n’est pas connu et reste donc le même que celui donné par Devigam.
∗ Le temps de mise en route est d’environ 131mn. et se répète la première semaine de chaque mois.
∗ Le coût horaire du HES300 est de 270F/h ∗ Le coût de lancement d’une pièce est donc égal à :
[2,18×270]÷580 ≈ 1F
• Le coût d’usinage d’une pièce : il est égal au produit du temps d’usinage d’une pièce par le coût horaire de la machine utilisée. Afin de connaître ce coût exact, j’ai chronométré le temps d’usinage nécessaire à usiner une pièce. Les temps sont donc les suivants :
Opération Temps Unitaire (s) Serrage de la pièce Ph10 10
Dressage-chariotage de F5, F6, ∅3 68 Perçage de A 22
Alésage de A 16
Copiage des gorges F1 F4 ébauche 83
Retournement et serrage de la pièce Ph20 10
Dressage-chariotage de F8 & ∅3 28
Lamage de F7 & ∅1 26
Copiage des gorges F2 F3 ébauche 83
Serrage du mandrin de reprise et serrage pièce Ph30 20
Copiage des gorges F1 F2 F3 F4 finition 64
Total en secondes 430 Total en minutes 7mn. 10s
Nota : Un opérateur humain entrant en ligne de compte, les temps de serrage de pièce indiqués en italique sur le tableau ci-dessus ne sont que des évaluations.
© 1996-1997 Christophe Caron 68/70

Ainsi, le coût d’usinage d’une pièce est donc de : (430÷3600)×270 ≈ 32,25F
• L’amortissement de l’outillage : le coût exact des trois mors combinés est difficile à évaluer étant donné que nous travaillons dans un. De plus, vu le nombre élevé de pièces à produire (31900 pièces), ce coût d’amortissement de l’outillage peut être négligé.
Le coût total d’une pièce regroupe donc les éléments précédents :
Coût d’une pièce = coût du lancement d’une pièce + coût d’usinage d’une pièce + amortissement de l’outillage
= 1+32,25+0 = 33,25F
Ce coût réel de la poulie d’alternateur est donc supérieur d’environ 50% au coût donné par le logiciel Devigam Ver.3.2., annoncé dans la gamme établie (voir page 16) et donnée au client(ce qui peut paraître très important). Cependant, il semblerait que le logiciel Devigam sous-évalue le temps d’usinage à partir duquel il calcule le coût réel.
© 1996-1997 Christophe Caron 69/70

CONCLUSION DE CE THEME
Je pense que ce thème est une assez bonne approche du milieu industriel, puisqu’il m’a montré assez bien ce qu’est le travail dans une entreprise de sous-traitance mécanique lorsqu’elle reçoit une nouvelle pièce à usiner. J’ai réalisé tout ce travail en une année scolaire alors qu’en entreprise, ce travail est fait en deux à quatre semaines comme j’ai pu le constater lors de mon stage en entreprise. De plus, je n’ai réalisé qu’une partie du travail (la plus grosse, il est vrai) : je n’ai fabriqué qu’une dizaine de poulies ; l’étape suivante consisterait à la fabrication en grande série ce qui est une autre affaire avec le suivi permanent du processus de fabrication (établissement de cartes de contrôle, gestion de l’usure des plaquettes, des bris d’outils...). Peut-être un jour, aurais-je à réaliser ce travail de suivi dans une entreprise.
Lors de cette étude, j’ai pu m’apercevoir également que le travail d’équipe était très important afin d’amener ce projet à bon terme. De plus, l’aide et la compétence de mes professeurs m’ont été d’une aide indispensable à l’aboutissement de mon thème qui était avant tout de respecter les spécifications du dessin de définition.
Ce travail m’a apporté des connaissances tant au niveau théorique que pratique : j’ai pu mettre en application, comme durant mon stage en entreprise, les connaissances acquises lors de ces deux années d’études. J’ai pu également concevoir, avant de fabriquer, un jeu de mors combiné, chose que je n’avais jamais faite auparavant. C’est ainsi que je me suis aperçu des difficultés pour réaliser cet outillage « à l’unité ». J’avais déjà eu l’occasion de concevoir des outils lors de mon stage ; ces outils avaient été fabriqués, mais par les ouvriers de l’entreprise. Désormais, je serai plus attentif à la mise en pratique de la théorie, aspect trop fréquemment laissé de côté.
Enfin, je pense que tous les nombreux problèmes que j’ai pu rencontrer pendant ce travail d’une année scolaire, sont des problèmes susceptibles de se présenter en entreprise. A ce propos, la poulie d’alternateur provenant de l’entreprise M.G.B., il me semblerait intéressant de « comparer » nos deux processus de fabrication respectifs et de discuter des problèmes rencontrés. Ce serait ,je crois, une façon de conclure de manière vraiment positive cette étude.
© 1996-1997 Christophe Caron 70/70