plateforme chimique de carling saint … · stockage nord stockages pétrochimie sud chargement sud...
TRANSCRIPT
PROTELOR
PLATEFORME CHIMIQUE DE CARLING SAINT-AVOLD CONNAÎTRE
LES RISQUES ET LES CONSIGNES
DE SÉCURITÉ

2
Ce document a pour objet de présenter
les principales fabrications sur le
site et les produits utilisés.
Il décrit également les risques majeurs
auxquels peut être confronté le personnel
présent sur le site. L’ensemble des risques
fait l’objet d’une évaluation et d’une
information auprès du personnel concerné.
Les pictogrammes de danger
utilisés n’ont pas vocation
à représenter l’étiquettage
réglementaire. Dans tous
les cas, référez vous à la
Fiche de Données Sécurité
de chaque produit.
ALTUGLAS INTERNATIONAL Plate-forme chimique Entrée sudBP 9022957506 Saint-Avold Cedex www.altuglasint.com
ARKEMABP 61005 57501 Saint-Avold Cedex www.arkema.com
PROTELORPlate forme chimique BP 44 57504 Saint-Avold Nord Tél. 03 87 92 54 67 www.protex-international.com
SNFZI de l’Europort57500 Saint-AvoldTél. 03 87 93 92 00www.snf.fr
TOTAL PETROCHEMICALS FRANCE Usine de Carling Saint-Avold BP 9029057508 Saint-Avold CedexTél. 03 87 91 74 22 www.totalpetrochemicals.fr/carling
20
21
22
23
24
25
26
27
28
3
4
20
5
23
12
19
18
2115
22
28
24
27
25
16
1
6
7
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
13
14
2
26
9
8
17
10
11
versEuroport
versEuroport
vers la communede L’Hôpital
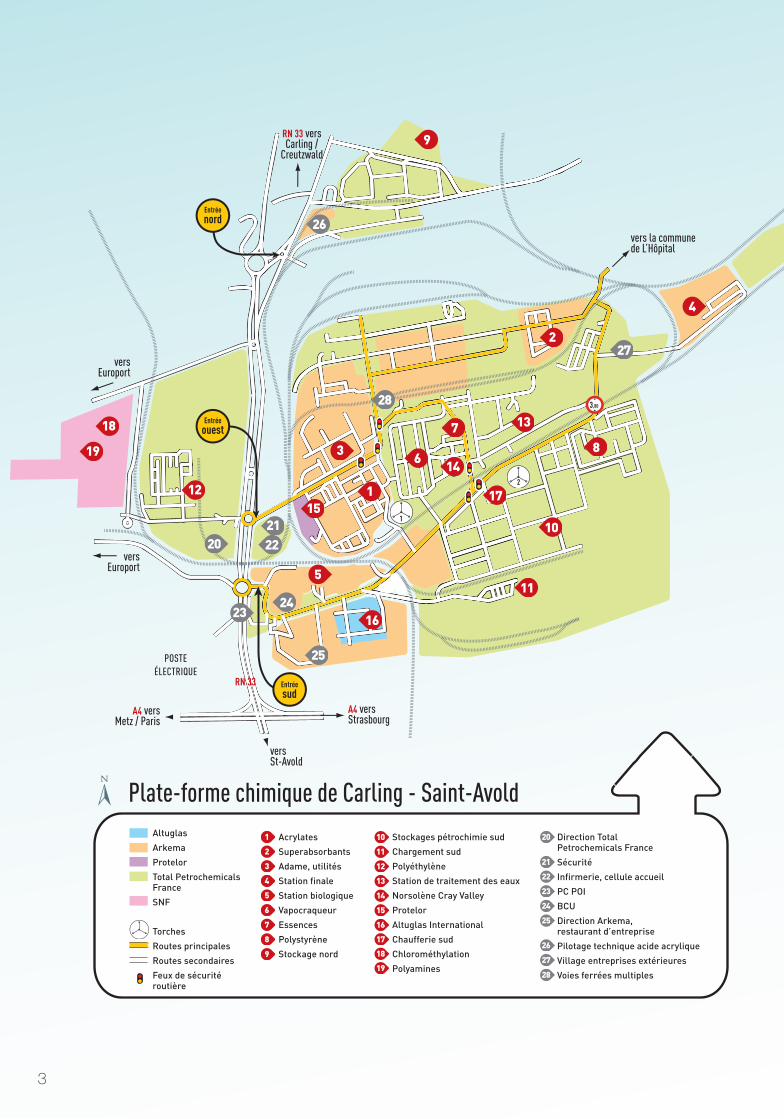
Plate-forme chimique de Carling - Saint-Avold
Acrylates
Superabsorbants
Adame, utilités
Station finale
Station biologique
Vapocraqueur
Essences
Polystyrène
Stockage nord
Stockages pétrochimie sud
Chargement sud
Polyéthylène
Station de traitement des eaux
Norsolène Cray Valley
Protelor
Altuglas International
Chaufferie sud
Chlorométhylation
Polyamines
Direction TotalPetrochemicals France
Sécurité
Infirmerie, cellule accueil
PC POI
BCU
Direction Arkema, restaurant d’entreprise
Pilotage technique acide acrylique
Village entreprises extérieures
Voies ferrées multiples
Altuglas
Arkema
Protelor
Total PetrochemicalsFrance
SNF
Torches
Routes principales
Routes secondaires
Feux de sécuritéroutière
A4 versMetz / Paris
A4 versStrasbourg
RN 33 versCarling /
Creutzwald
Entréeouest
Entréenord
Entréesud
1
2
RN 33
POSTEÉLECTRIQUE
versSt-Avold
3,80
3

L’ATELIER ACRYLATES
L’ATELIER DES SUPERABSORBANTS
1
2
L’usine Arkema de Carling,
spécialisée dans la chimie des
acryliques occupe 80 hectares sur
la plateforme. La matière première
de ses activités est le propylène
destiné à la fabrication de l’acide
acrylique et de ses dérivés. Ces
produits trouvent leurs applications
dans les vernis, peintures, colles,
traitement des eaux usées…
Classée Seveso 2 seuil haut en
raison de la nature des produits
qu’elle fabrique et stocke, l’usine
compte 350 salariés, trois unités
de production principales et deux
stations de traitement des eaux.
C’est sur cette unité que sont fabriqués l’acide acrylique et ses derivés (acrylate d’éthyle, de méthyle, de butyle, de 2 éthyl hexyle).
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque est généré par l’utilisation du propylène, par les alcools (méthanol, butanol…), les intermédiaires de fabrication et les produits finis stockés.
RISQUE TOXIQUE
Ce risque est généré par la production d’acroléine lors de la réaction du propylène avec l’oxygène pour produire la molécule d’acide acrylique. C’est un intermédiaire de fabrication qui n’est pas stocké sur le site.
Situé à l’est de l’usine, l’atelier fabrique ses produits à partir d’acide acrylique glacial. Les superabsorbants sont utilisés principalement dans les couches pour bébés, l’hygiène féminine ou encore la câblerie sous-marine.
RISQUE D’EXPLOSION ET D’INCENDIE
Ces risques sont générés par l’utilisation d’heptane qui est utilisé comme solvant dans la fabrication des superabsorbants et par l’acide acrylique glacial qui est la matière première utilisée pour la fabrication des SAP. 4

STATION BIOLOGIQUE
L’ATELIER EAU (ENVIRONNEMENT, ADAME, UTILITÉS)
STATION DE TRAITEMENT FINAL
3
4
5
La station biologique traite une partie des effluents de la plateforme via un principe biologique à boues activées. RISQUE TOXIQUE, D’INCENDIE ET D’EXPLOSION
Ces risques sont générés par l’utilisation du gaz naturel, du fioul et par la présence potentielle d’H2S dégagé par les boues.
Cette unité gère les deux stations de traitement des eaux (stations biologique et de traitement final), des chaudières de production de vapeur et les réseaux d’usine (azote, air appauvri, vapeur…) ce qu’on appelle communément les utilités. Le produit fabriqué est l’Adame, qui est un floculant utilisé dans le traitement des eaux usées.
RISQUE TOXIQUE
Ce risque est généré par l’Adame qui est le produit fini de l’atelier.
RISQUE D’INCENDIE
Ce risque est généré par l’utilisation de l’acrylate d’éthyle qui entre dans la fabrication de l’Adame, et par nos produits finis ou intermédiaires de fabrication stockés (amiétol, ethanol…).
La station de traitement final traite les effluents de l’ensemble des industriels de la plateforme par voie physico-chimique.
RISQUE TOXIQUE ET D’INCENDIE
Ces risques sont générés par la présence potentielle d’hydrocarbures liquides et de benzène dans les eaux à traiter.
5
6
LES AROMATIQUES : ATELIER DES
ESSENCES
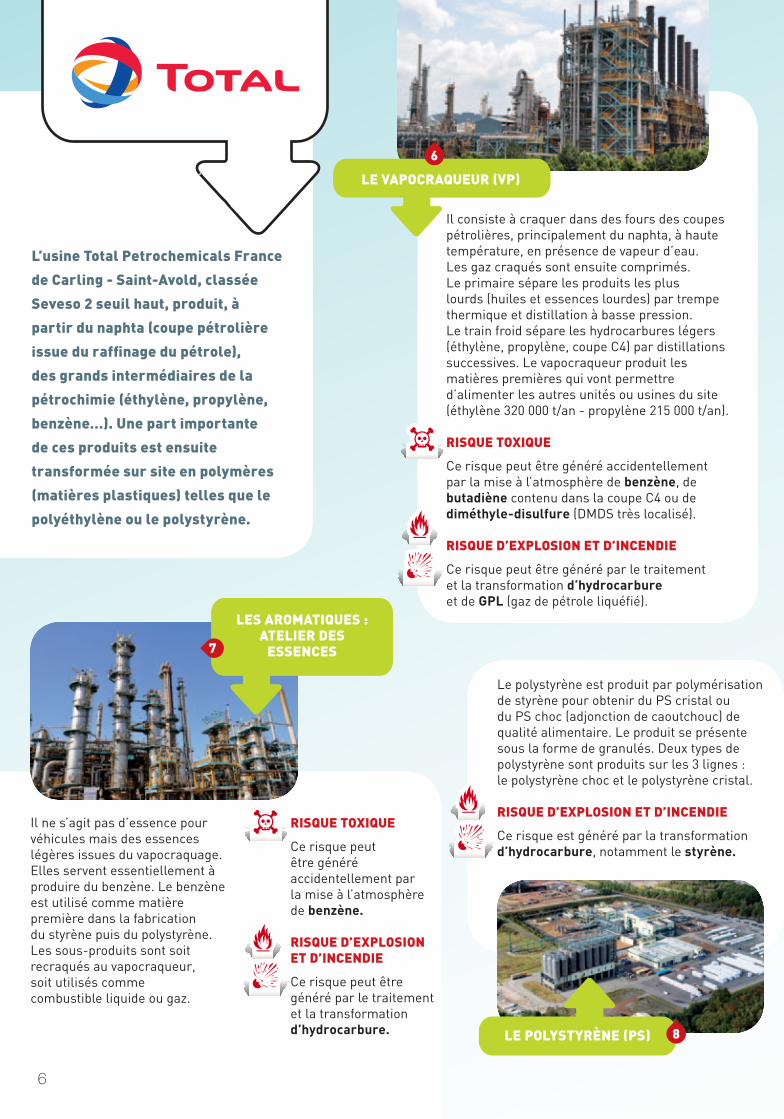
LE VAPOCRAQUEUR (VP)
LE POLYSTYRÈNE (PS)
6
7
8
L’usine Total Petrochemicals France
de Carling - Saint-Avold, classée
Seveso 2 seuil haut, produit, à
partir du naphta (coupe pétrolière
issue du raffinage du pétrole),
des grands intermédiaires de la
pétrochimie (éthylène, propylène,
benzène…). Une part importante
de ces produits est ensuite
transformée sur site en polymères
(matières plastiques) telles que le
polyéthylène ou le polystyrène.
Il consiste à craquer dans des fours des coupes pétrolières, principalement du naphta, à haute température, en présence de vapeur d’eau. Les gaz craqués sont ensuite comprimés. Le primaire sépare les produits les plus lourds (huiles et essences lourdes) par trempe thermique et distillation à basse pression. Le train froid sépare les hydrocarbures légers (éthylène, propylène, coupe C4) par distillations successives. Le vapocraqueur produit les matières premières qui vont permettre d’alimenter les autres unités ou usines du site (éthylène 320 000 t/an - propylène 215 000 t/an).
RISQUE TOXIQUE
Ce risque peut être généré accidentellement par la mise à l’atmosphère de benzène, de butadiène contenu dans la coupe C4 ou de diméthyle-disulfure (DMDS très localisé).
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque peut être généré par le traitement et la transformation d’hydrocarbure et de GPL (gaz de pétrole liquéfié).
Il ne s’agit pas d’essence pour véhicules mais des essences légères issues du vapocraquage. Elles servent essentiellement à produire du benzène. Le benzène est utilisé comme matière première dans la fabrication du styrène puis du polystyrène. Les sous-produits sont soit recraqués au vapocraqueur, soit utilisés comme combustible liquide ou gaz.
RISQUE TOXIQUE
Ce risque peut être généré accidentellement par la mise à l’atmosphère de benzène.
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque peut être généré par le traitement et la transformation d’hydrocarbure.
Le polystyrène est produit par polymérisation de styrène pour obtenir du PS cristal ou du PS choc (adjonction de caoutchouc) de qualité alimentaire. Le produit se présente sous la forme de granulés. Deux types de polystyrène sont produits sur les 3 lignes : le polystyrène choc et le polystyrène cristal.
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque est généré par la transformation d’hydrocarbure, notamment le styrène.

7
LES PARCS DE STOCKAGES /
CHARGEMENTS
LE POLYÉTHYLÈNE (PE)
NORSOLÈNECRAY VALLEY
11109
12
13
14
C’est une unité de fabrication de résines liquides et solides.
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque peut être généré par la transformation d’hydrocarbure.
RISQUE TOXIQUE
Ce risque peut être généré accidentellement par la mise à l’atmosphère de tri-fluorure de bore (BF3).
Stockage nord : il est constitué de réservoirs de naphta et d’une réserve eau incendie.
Stockage pétrochimie sud :il s’étend sur une surface de plus de 3 ha. Une trentaine de réservoirs et sphères servant au stockage de produits finis pétrochimiques, de GPL (gaz de pétrole liquéfié) y sont implantés, ainsi qu’un terminal équipé de postes de chargement/dépotage route et rail.
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque est généré par le transfert et stockage de coupes d’hydrocarbures, de GPL et d’huiles.
RISQUE TOXIQUE
Ce risque peut être généré accidentellement par la mise à l’atmosphère de benzène, de butadiène contenu dans la coupe C4.
Cette unité est composée de deux lignes de production :> la ligne 41 : produit des co-polymères et ter-polymères éthylène dérivés acryliques (EDA) à partir d’éthylène et d’acrylates.> la ligne 43 : produit du polyéthylène haute pression basse densité (HPbd). Cette production est réalisée à très haute pression (2400 b).
RISQUE D’EXPLOSION ET D’INCENDIE
Ces risques sont générés par l’utilisation d’éthylène comprimé entre 1 300 et 2 600 bars et de peroxydes.
Cette station traite les effluents issus des unités pétrochimiques.
RISQUE TOXIQUE ET D’INCENDIE
Ces risques sont générés par la présence de traces d’hydrocarbures liquides pouvant contenir du benzène dans les eaux à traiter et par la génération d’hydrogène sulfuré (H2S).
STATION DE TRAITEMENT DES
EAUX (STE)

PROTELOR
15
RISQUE TOXIQUE
Ce risque est généré par l’utilisation du formol, matière première utilisée pour la fabrication des agents séquestrants, et de l’ammoniaque sous produit de la synthèse de ces agents.
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque est généré par l’utilisation de naphtalène, matière première pour la fabrication de fluidifiants pour béton.
Filiale du groupe français Protex
International, Protelor emploie
26 salariés. L’usine est située
dans l’enceinte de la plateforme
chimique de Saint-Avold Nord.
Protelor est spécialisé dans la
fabrication d’agents séquestrants
utilisés dans les lessives,
l’agriculture et le traitement
des eaux, d’additifs pour béton
et plâtre, de produits divers
(agents de blanchiment pour
papeterie, agents ignifugeants,
engrais aux oligoéléments).
Ces différents produits sont
obtenus par réactions de
carboxylation, sulfonation
ou par simples mélanges.
8
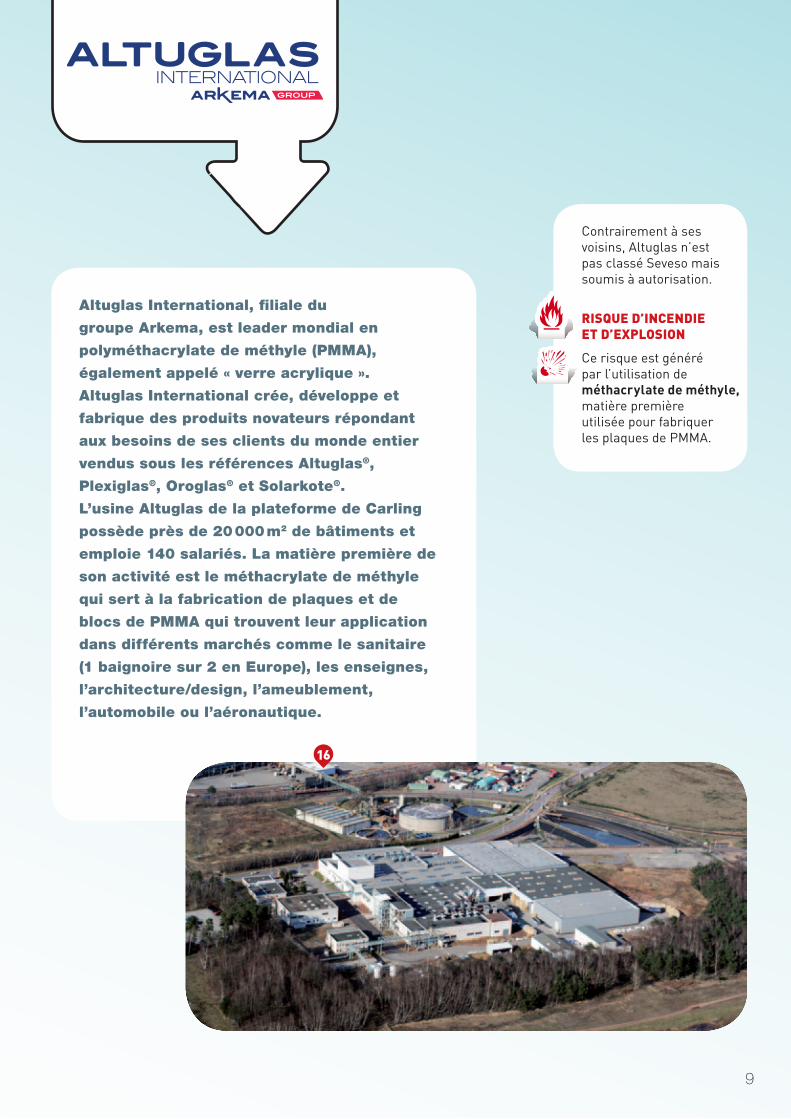
16
Altuglas International, filiale du
groupe Arkema, est leader mondial en
polyméthacrylate de méthyle (PMMA),
également appelé « verre acrylique ».
Altuglas International crée, développe et
fabrique des produits novateurs répondant
aux besoins de ses clients du monde entier
vendus sous les références Altuglas®,
Plexiglas®, Oroglas® et Solarkote®.
L’usine Altuglas de la plateforme de Carling
possède près de 20 000 m2 de bâtiments et
emploie 140 salariés. La matière première de
son activité est le méthacrylate de méthyle
qui sert à la fabrication de plaques et de
blocs de PMMA qui trouvent leur application
dans différents marchés comme le sanitaire
(1 baignoire sur 2 en Europe), les enseignes,
l’architecture/design, l’ameublement,
l’automobile ou l’aéronautique.
Contrairement à ses voisins, Altuglas n’est pas classé Seveso mais soumis à autorisation.
RISQUE D’INCENDIE ET D’EXPLOSION
Ce risque est généré par l’utilisation de méthacrylate de méthyle, matière première utilisée pour fabriquer les plaques de PMMA.
9

L’ATELIER CHLOROMÉTHYLATION
L’ATELIERPOLYAMINES
18
19
L’usine SNF de Saint-Avold est
spécialisée dans la fabrication de
monomères et de polymères utilisés
dans le traitement des eaux usées.
Les produits finis issus de la chimie
des acrylates et des polyamines
ne sont pas classés dangereux,
mais les matières premières le
sont, et confèrent au site son
classement Seveso 2 seuil haut.
Cet atelier fabrique des monomères (métha)acryliques par réaction de l’Adame avec du chlorure de méthyle ou du chlorure de benzyle. Ces monomères sont ensuite envoyés au siège social de SNF à Andrézieux ou à des clients, pour y être transformés en polyacrylamides utilisés comme floculants dans le traitement des eaux usées.
RISQUE TOXIQUE
Ce risque est généré par l’utilisation de l’Adame et du chlorure de benzyle.
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque est généré par le chlorure de méthyle qui est un gaz de pétrole liquéfié.
Cet atelier fabrique des polyamines par réaction d’épichlorhydrine et de diméthylamine. Ces polyamines sont des polymères utilisés comme coagulants dans le traitement des eaux usées.
RISQUE TOXIQUE
Ce risque est généré par l’utilisation d’épichlorhydrine.
RISQUE D’EXPLOSION ET D’INCENDIE
Ce risque est généré par la diméthylamine.
10
11
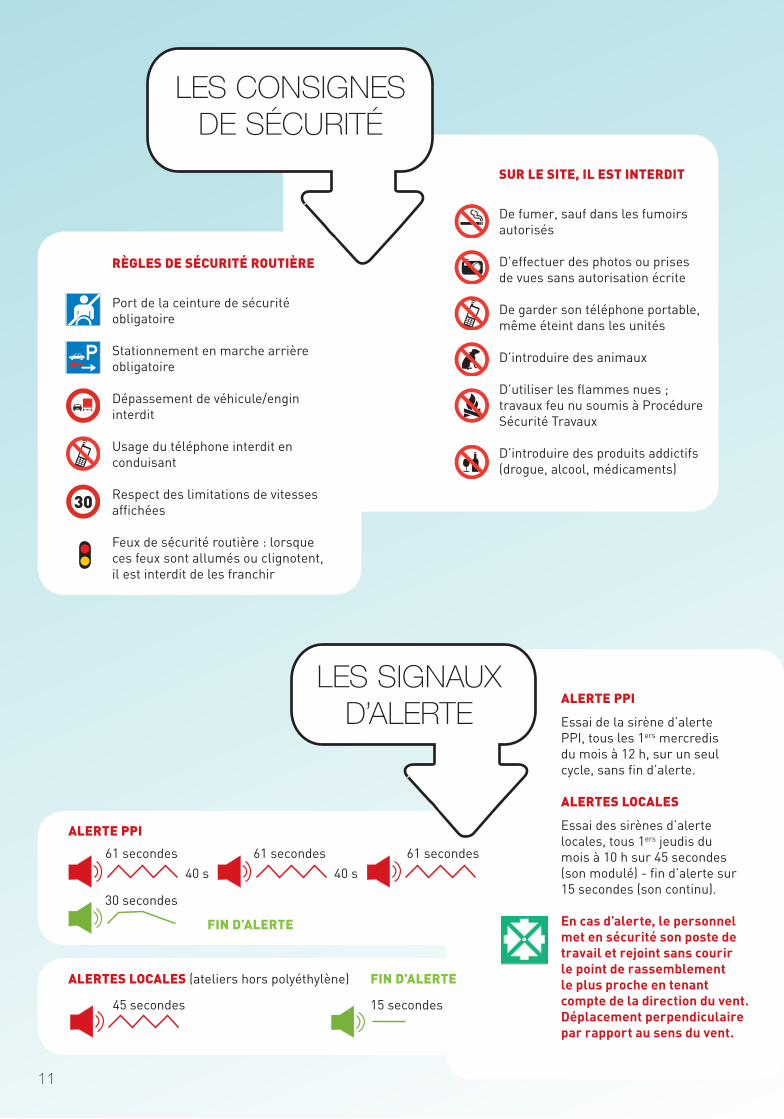
ALERTE PPI
Essai de la sirène d’alerte PPI, tous les 1ers mercredis du mois à 12 h, sur un seul cycle, sans fin d’alerte.
ALERTES LOCALES
Essai des sirènes d’alerte locales, tous 1ers jeudis du mois à 10 h sur 45 secondes (son modulé) - fin d’alerte sur 15 secondes (son continu).
En cas d’alerte, le personnel met en sécurité son poste de travail et rejoint sans courir le point de rassemblement le plus proche en tenant compte de la direction du vent. Déplacement perpendiculaire par rapport au sens du vent.
ALERTES LOCALES (ateliers hors polyéthylène) FIN D’ALERTE
SUR LE SITE, IL EST INTERDIT
De fumer, sauf dans les fumoirsautorisés
D’effectuer des photos ou prises de vues sans autorisation écrite
De garder son téléphone portable, même éteint dans les unités
D’introduire des animaux
D’utiliser les flammes nues ; travaux feu nu soumis à Procédure Sécurité Travaux
D’introduire des produits addictifs (drogue, alcool, médicaments)
RÈGLES DE SÉCURITÉ ROUTIÈRE
Port de la ceinture de sécuritéobligatoire
Stationnement en marche arrièreobligatoire
Dépassement de véhicule/engin interdit
Usage du téléphone interdit en conduisant
Respect des limitations de vitessesaffichées
Feux de sécurité routière : lorsque ces feux sont allumés ou clignotent, il est interdit de les franchir
LES CONSIGNES DE SÉCURITÉ
45 secondes 15 secondes
ALERTE PPI
FIN D’ALERTE
61 secondes 61 secondes 61 secondes
30 secondes
40 s40 s
LES SIGNAUX D’ALERTE

PROTELOR
PLATEFORME CHIMIQUE DE CARLING SAINT-AVOLD
6914