les ajustements · 2017-12-04 · système de tolérancement iso (norme nf e 02 etendu de...
TRANSCRIPT
PTSI Technologie
1. Introduction L'interchangeabilité des objets ou composants est à la base de tous les produits ma
L’objectif est que chaque pièce d'un mécanisme puisse être démontée et remontée sur n'importe quel autre mécanisme identique.
Or, lors de la fabrication d'une série de pièces, quelque soit le procédé, on constate toujours une
dispersion dans la valeur des dimensions réalisées. Cette dispersion est due aux défauts des différents procédés intervenants dans la fabrication
Pour ces raisons, chaque dimension théorique avant fabrication, appelée dimension nominale (en abrégé
DN), est toujours définie dans un intervalle de tolérance (en abrégé IT) qui correspond à la fourchette dans laquelle la dimension peut être comprise
2. cote bilimite, intervalle de tolérance Une cote peut être exprimée par une dimension nominale suivie de sa l imite supérieure et de sa
limite inférieure, appelées écarts. Une telle cote, appelée cote
Cote bilimite=DNEI
ES
3. Système de tolérancement ISO (norme NF E 02 Etendu de l’ intervalle de tolérance
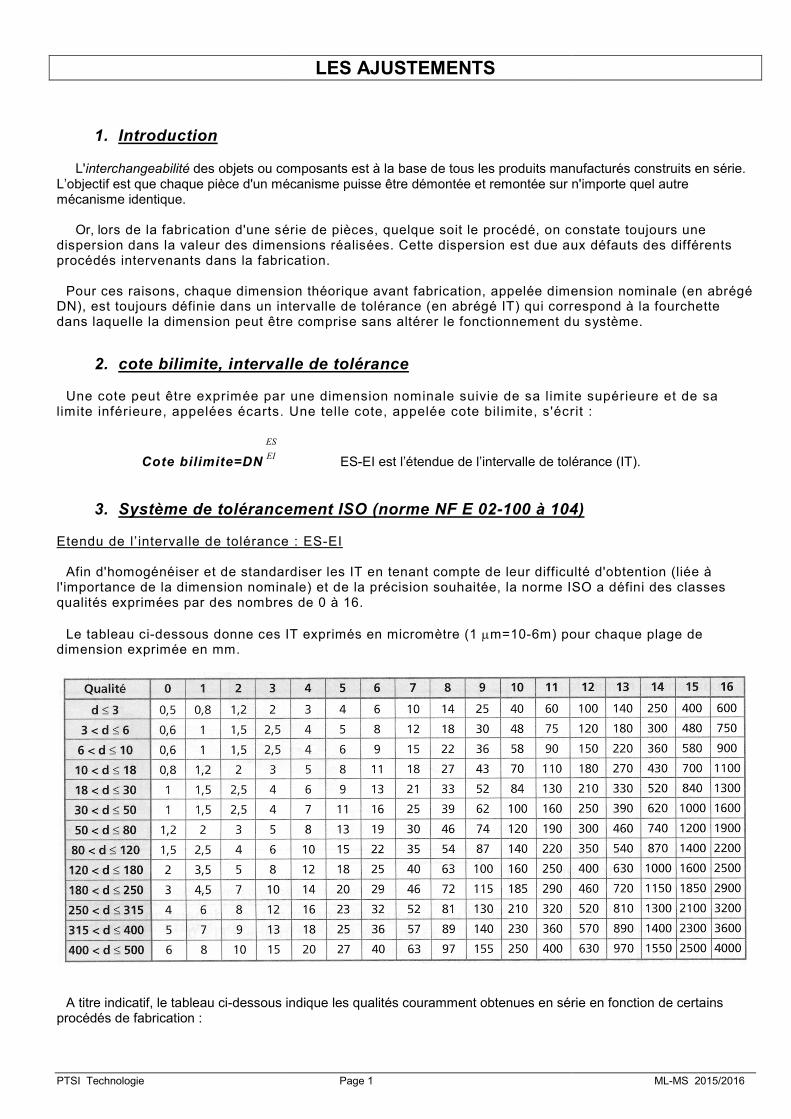
Afin d'homogénéiser et de standardiser les IT en tenant compte de leur difficulté d'obtention (liée à l'importance de la dimension nominale) et de la précision souhaitée, la norme ISO a défini des classes qualités exprimées par des nombres de 0 à 16.
Le tableau ci-dessous donne ces IT exprimés en micromètre (1
dimension exprimée en mm.
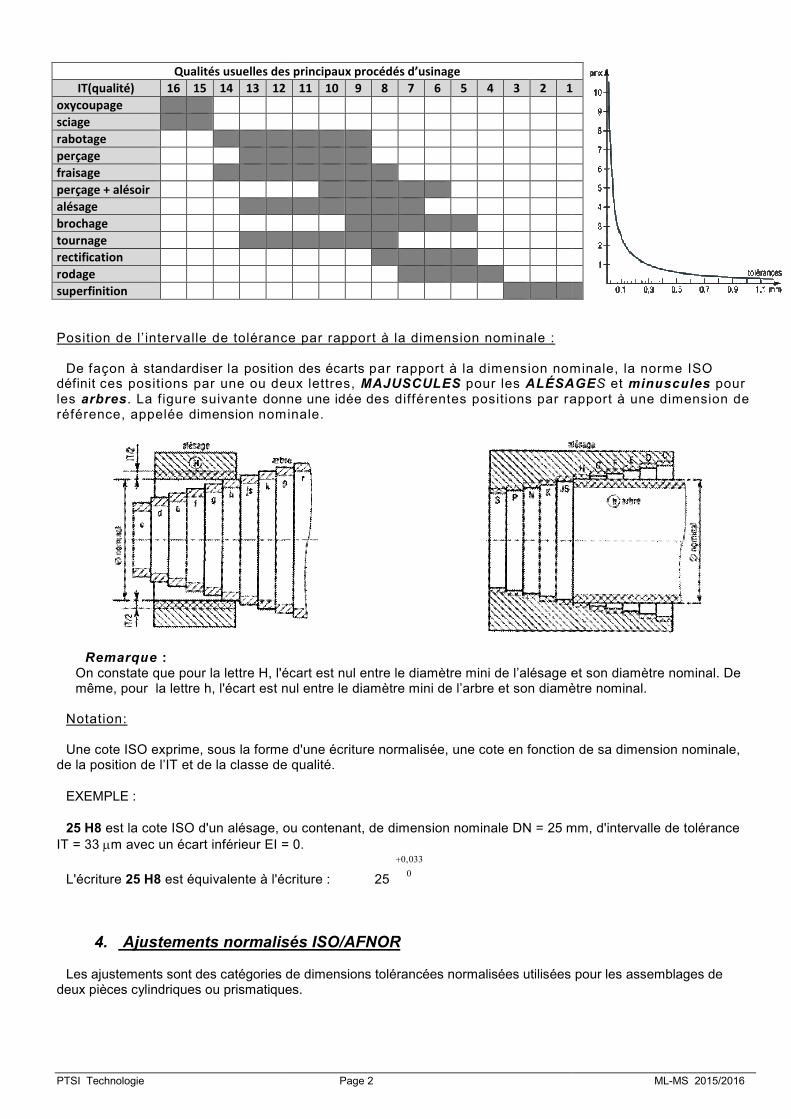
A titre indicatif, le tableau ci-dessous indique les qualités couramment obtenues procédés de fabrication :
Page 1
LES AJUSTEMENTS
des objets ou composants est à la base de tous les produits manufacturés construits en série. L’objectif est que chaque pièce d'un mécanisme puisse être démontée et remontée sur n'importe quel autre
ors de la fabrication d'une série de pièces, quelque soit le procédé, on constate toujours une sion dans la valeur des dimensions réalisées. Cette dispersion est due aux défauts des différents
a fabrication.
Pour ces raisons, chaque dimension théorique avant fabrication, appelée dimension nominale (en abrégé DN), est toujours définie dans un intervalle de tolérance (en abrégé IT) qui correspond à la fourchette
re comprise sans altérer le fonctionnement du système
cote bilimite, intervalle de tolérance
Une cote peut être exprimée par une dimension nominale suivie de sa l imite supérieure et de sa limite inférieure, appelées écarts. Une telle cote, appelée cote bil imite, s'écrit
ES-EI est l’étendue de l’intervalle de tolérance (IT).
Système de tolérancement ISO (norme NF E 02-100 à 104)
Etendu de l’ intervalle de tolérance : ES-EI
standardiser les IT en tenant compte de leur difficulté d'obtention (liée à l'importance de la dimension nominale) et de la précision souhaitée, la norme ISO a défini des classes qualités exprimées par des nombres de 0 à 16.
s IT exprimés en micromètre (1 m=10-6m) pour chaque plage de
dessous indique les qualités couramment obtenues en série
ML-MS 2015/2016
nufacturés construits en série. L’objectif est que chaque pièce d'un mécanisme puisse être démontée et remontée sur n'importe quel autre
ors de la fabrication d'une série de pièces, quelque soit le procédé, on constate toujours une sion dans la valeur des dimensions réalisées. Cette dispersion est due aux défauts des différents
Pour ces raisons, chaque dimension théorique avant fabrication, appelée dimension nominale (en abrégé DN), est toujours définie dans un intervalle de tolérance (en abrégé IT) qui correspond à la fourchette
sans altérer le fonctionnement du système.
Une cote peut être exprimée par une dimension nominale suivie de sa l imite supérieure et de sa bil imite, s'écrit :
EI est l’étendue de l’intervalle de tolérance (IT).
100 à 104)
standardiser les IT en tenant compte de leur difficulté d'obtention (liée à l'importance de la dimension nominale) et de la précision souhaitée, la norme ISO a défini des classes
6m) pour chaque plage de
en série en fonction de certains
PTSI Technologie
Position de l’ intervalle de tolérance par rapport à la dimension nominale
De façon à standardiser la position des écarts définit ces positions par une ou deux lettres, les arbres. La f igure suivante donne une idée référence, appelée dimension nominale.
Remarque :
On constate que pour la lettre H, l'écart même, pour la lettre h, l'écart est nul entre le diamètre mini de l’arbre et son diamètre nominal.
Notation: Une cote ISO exprime, sous la forme d'une écriture normalisée, une cote
de la position de l’IT et de la classe de qualité. EXEMPLE : 25 H8 est la cote ISO d'un alésage, ou contenant, de dimension nominale DN =
IT = 33 m avec un écart inférieur EI = 0.
L'écriture 25 H8 est équivalente à l'écriture
4. Ajustements normalisés ISO/AFNOR
Les ajustements sont des catégories de dimensions tolérancées normalisées utilisées pour les assemblages de deux pièces cylindriques ou prismatiques.
Qualités usuelles des principaux procédés d’usinage
IT(qualité) 16 15 14 13 12
oxycoupage
sciage
rabotage
perçage
fraisage
perçage + alésoir
alésage
brochage
tournage
rectification
rodage
superfinition
Page 2
Position de l’ intervalle de tolérance par rapport à la dimension nominale :
position des écarts par rapport à la dimension nominale, la norme ISO ces positions par une ou deux lettres, MAJUSCULES pour les ALÉSAGE
donne une idée des différentes positions par rapport à nominale.
On constate que pour la lettre H, l'écart est nul entre le diamètre mini de l’alésage et son diamètre nominal. De est nul entre le diamètre mini de l’arbre et son diamètre nominal.
Une cote ISO exprime, sous la forme d'une écriture normalisée, une cote en fonction de sa dimension nominale, de la position de l’IT et de la classe de qualité.
est la cote ISO d'un alésage, ou contenant, de dimension nominale DN = 25 mm, d'intervalle de tolérance m avec un écart inférieur EI = 0.
est équivalente à l'écriture : 25 0
033,0
Ajustements normalisés ISO/AFNOR
Les ajustements sont des catégories de dimensions tolérancées normalisées utilisées pour les assemblages de cylindriques ou prismatiques.
des principaux procédés d’usinage
11 10 9 8 7 6 5 4 3 2 1
ML-MS 2015/2016
par rapport à la dimension nominale, la norme ISO ALÉSAGES et minuscules pour
es différentes positions par rapport à une dimension de
est nul entre le diamètre mini de l’alésage et son diamètre nominal. De est nul entre le diamètre mini de l’arbre et son diamètre nominal.
en fonction de sa dimension nominale,
mm, d'intervalle de tolérance
Les ajustements sont des catégories de dimensions tolérancées normalisées utilisées pour les assemblages de
1

PTSI Technologie
Les ajustements peuvent être avec incertains (2), ou avec serrageun choix judicieux d’ajustement, on peut réaliser entre deux pièces une liaison pivot glissant (ou glissière) ou une liaison encastrement.
5. Calcul du jeu ou du serrage d’un ajustement Le jeu ou serrage d’un ajustement se calcule à
mini MAXI mini MAXIJ ( s ) Alésage arbre
Page 3
Les ajustements peuvent être avec jeu (1), serrage (3). Donc, par
un choix judicieux d’ajustement, on peut réaliser entre deux pièces une liaison pivot glissant (ou glissière) ou une liaison
Calcul du jeu ou du serrage d’un ajustement
d’un ajustement se calcule à partir des diamètres mini et maxi de l’arbre et de l’alésage
mini MAXI mini MAXIJ ( s ) Alésage arbre MAXI mini MAXI miniJ ( s ) Alésage arbre
ML-MS 2015/2016
partir des diamètres mini et maxi de l’arbre et de l’alésage :
MAXI mini MAXI miniJ ( s ) Alésage arbre

PTSI Technologie Page 4 ML-MS 2015/2016
6. Choix des ajustements
Les coûts augmentent avec le degré de précision exigé. On imposera donc une précision aux pièces que si celle-ci est nécessaire. Avant de préciser un ajustement sur un plan d’ensemble, il faut se poser les questions suivantes : Y a-t-il jeu ou
serrage ? Les pièces sont elles mobiles ou immobiles ? S’agit-il d’un positionnement (centrage) ou d’un maintien ? La liaison doit-elle transmettre des efforts ? Quels sont les coûts ? Les moyens de production ?…
Ajustements usuels
Règle : on associe le plus souvent à un arbre de qualité i un alésage de qualité voisine immédiatement supérieure i+1 ; ainsi, les difficultés d’obtention et les coûts de fabrication des deux pièces sont sensiblement les mêmes.
Mise en garde : les composants achetés auprès de fournisseurs (roulements, anneaux élastiques, joints à lèvres…) ne doivent pas être cotés. Ils ont leur propre cotation. Seuls les cotes et IT de l’arbre ou de l’alésage les supportant seront précisés.
Les incontournables : H7g6 : liaisons pivot glissant ou glissière, H6g5 : liaisons très précises, H8f7 : liaisons pivot glissant ou glissière peu précises H7h6 ou H8h7 : centrage d’un boîtier en vue d’un encastrement, k6 : cote sur arbre supportant la bague intérieure montée serrée d’un roulement, g6 : cote sur arbre supportant la bague intérieure montée glissante d’un roulement, N7 : cote sur alésage supportant la bague extérieure montée serrée d’un roulement, J7 : cote sur alésage supportant la bague extérieure montée glissante d’un roulement, H7m6 : montage avec serrage (maillet), H7p6 : montage avec serrage (presse), H7s6 : montage avec serrage (frettage).