lasers pour applications de micro-usinage - … · ou par diodes) sont généralement ... •...
TRANSCRIPT

Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20091
Lasers pour applications de micro-usinage
Marcel DubeyMarcel Dubey
GMP SAGMP SA
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20092
Plan Plan • Introduction
• Micro-usinage• Sources laser
• Applications de Micro-usinage• Micro-soudure• Micro-découpe• Micro-perçage
• Conclusion
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20093
MicroMicro--usinageusinage• Lasers basse puissance (50-200W) (lasers à fibre, pompés par lampes
ou par diodes) sont généralement utilisés pour les applications de micro-usinage:
– Marquage– Micro-découpe– Micro-soudure– Micro-perçage– Soudure par points
• Épaisseur typique des matériaux : 20 µm à 1 mm
• Diamètre de spot : de 10 µm à 100 µm

Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20094
Exigences pour MicroExigences pour Micro--usinageusinage
• Micro-soudure – diamètre de spot de 10um à
100um (soudures très fines) – Zone affectée thermiquement
faible– Stabilité et fiabilité du procédé
(pour des soudures par point)– Vitesse de soudure élevée
(soudure avec tête galvano)– Souder des matériaux
réfléchissants et différents.
• Micro-découpe– Zone affectée thermiquement faible– Pas de débris– Fine largeur de découpe, chute (15-
30µm)– Pas de déformation mécanique
• Micro-perçage– Petit diamètre (30-60µm)– Sans conicité– Trous ronds (entrée et sortie)
• Soudure par points– Pas d’éclaboussure– Stabilité pulse à pulse– Spot circulaire
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20095
Sources LaserSources Laser• Depuis le début du développement du micro-usinage laser, la source
privilégiée était le laser pulsé Nd:YAG
• Les lasers à fibre sont devenus depuis peu une alternative pour le micro-usinage
• Cette présentation va comparer des résultats de micro-soudure, micro-découpe, micro-perçage pour différents matériaux en utilisant un laser pulsé Nd:YAG et un laser à fibre monomode.
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20096
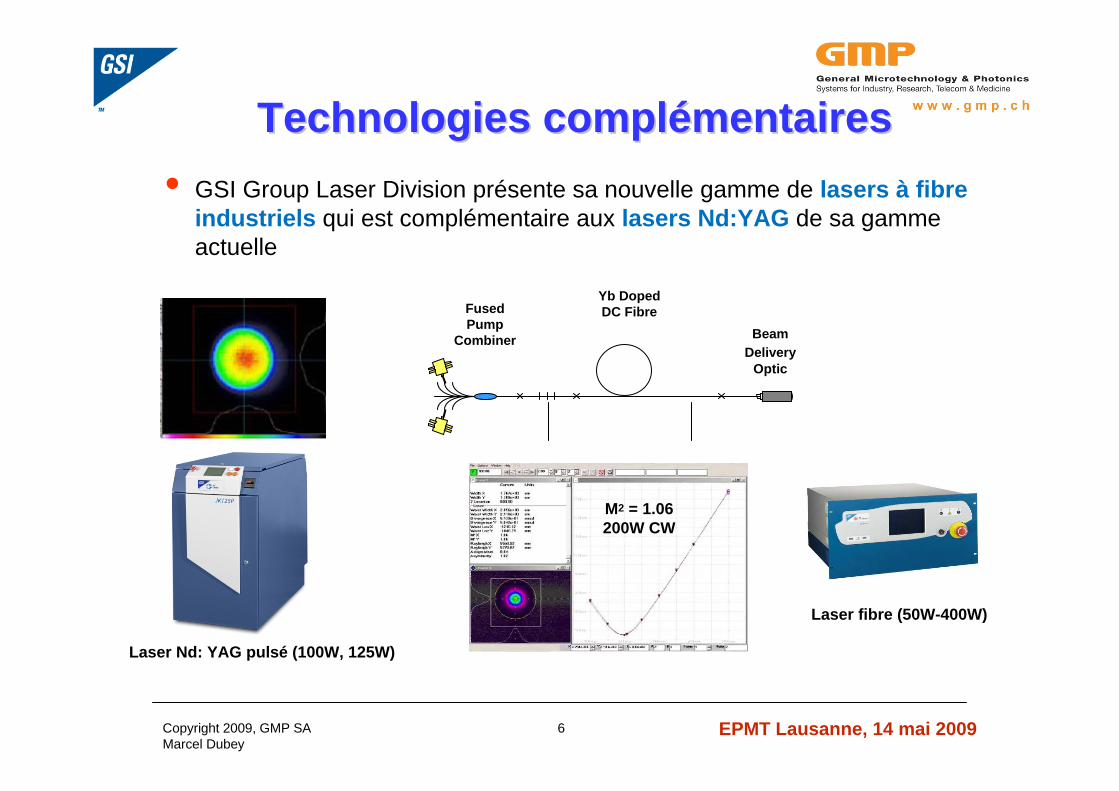
Technologies complTechnologies compléémentairesmentaires• GSI Group Laser Division présente sa nouvelle gamme de lasers à fibre
industriels qui est complémentaire aux lasers Nd:YAG de sa gamme actuelle
Laser Nd: YAG pulsé (100W, 125W)
Laser fibre (50W-400W)
Beam Delivery
Optic
Yb Doped DC FibreFused
Pump Combiner
M2 = 1.06200W CW

Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20097
Advantages des lasers Advantages des lasers àà fibre monomodesfibre monomodes
• Les lasers avec une qualité de faisceau proche de la limite de diffraction offrent les avantages :
– Point focal réduit
– Grande densité de puissance àla distance de travail
– Zone affectée thermiquement réduite
– Vitesse d’usinage élevée
Profile de faisceau d’un laser à fibre 100W monomode
Comportement temporel d’un laser àfibre pulsé
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20098
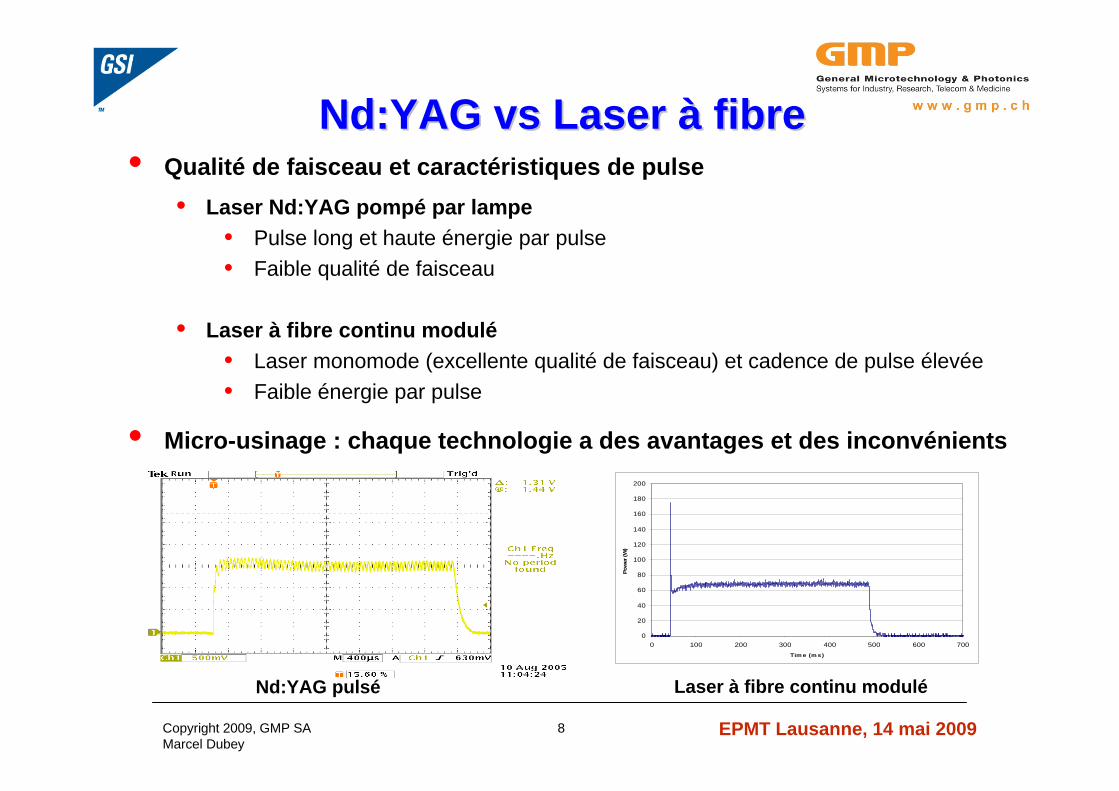
Nd:YAG vs Laser Nd:YAG vs Laser àà fibrefibre• Qualité de faisceau et caractéristiques de pulse
• Laser Nd:YAG pompé par lampe • Pulse long et haute énergie par pulse• Faible qualité de faisceau
• Laser à fibre continu modulé• Laser monomode (excellente qualité de faisceau) et cadence de pulse élevée• Faible énergie par pulse
• Micro-usinage : chaque technologie a des avantages et des inconvénients
0
20
40
60
80
100
120
140
160
180
200
0 100 200 300 400 500 600 700Tim e (m s)
Pow
er (W
)
Laser à fibre continu moduléNd:YAG pulsé
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 20099
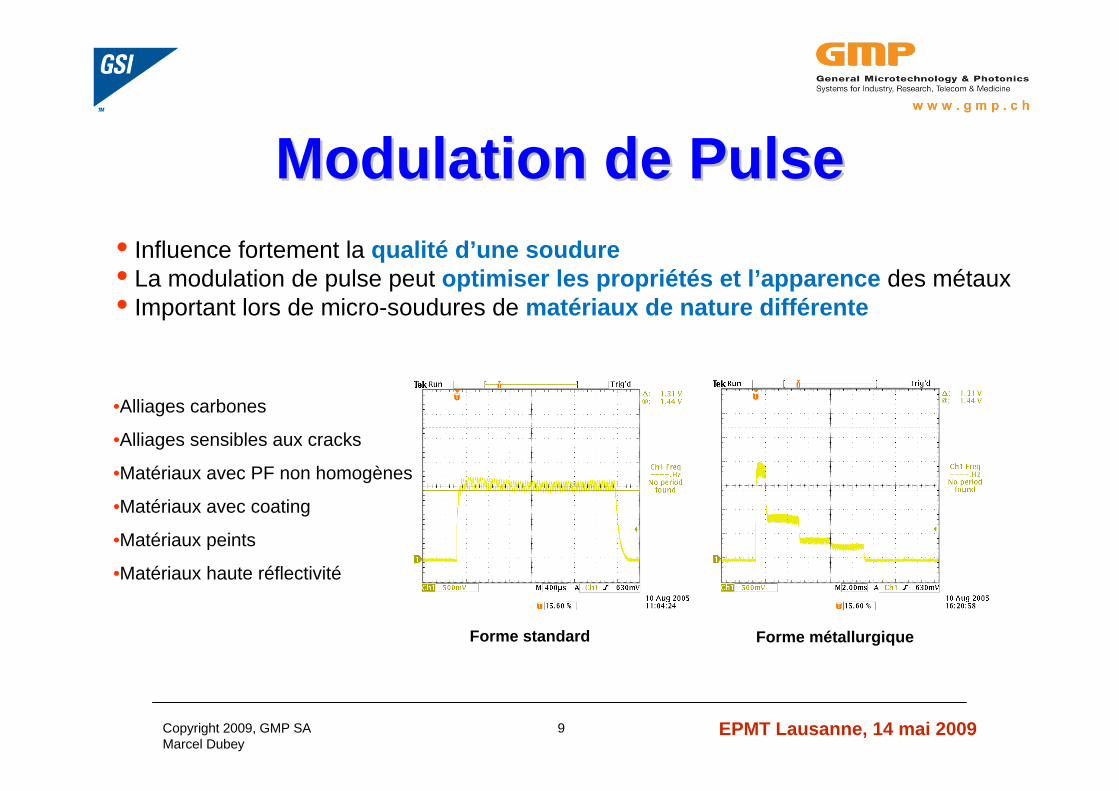
Modulation de PulseModulation de Pulse• Influence fortement la qualité d’une soudure• La modulation de pulse peut optimiser les propriétés et l’apparence des métaux • Important lors de micro-soudures de matériaux de nature différente
•Alliages carbones
•Alliages sensibles aux cracks
•Matériaux avec PF non homogènes
•Matériaux avec coating
•Matériaux peints
•Matériaux haute réflectivité
Forme standard Forme métallurgique
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200910
MicroMicro--souduresoudure
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200911
00.5
11.5
22.5
3
0 0.5 1 1.5 2 2.5
Material Thickness (mm)
Wel
ding
spe
ed (m
/min
)
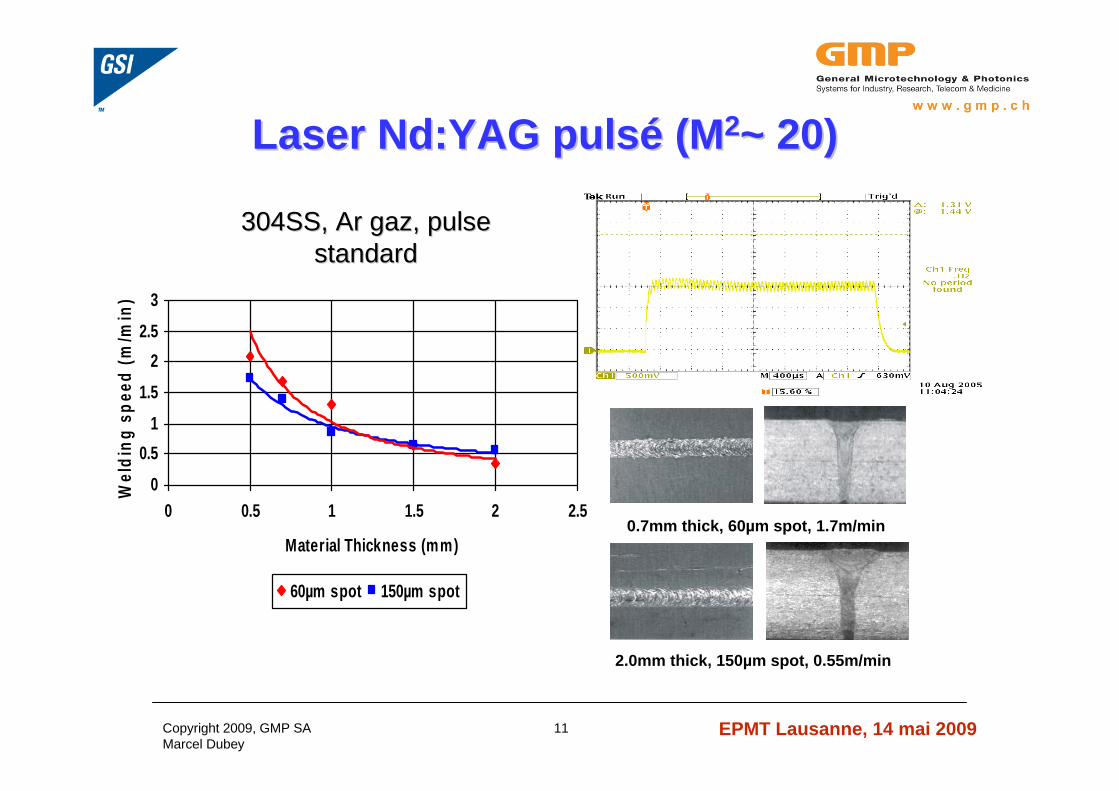
60µm spot 150µm spot
0.7mm thick, 60µm spot, 1.7m/min
2.0mm thick, 150µm spot, 0.55m/min
304SS, Ar gaz, pulse 304SS, Ar gaz, pulse standardstandard
Laser Nd:YAG pulsLaser Nd:YAG pulséé (M(M22~ 20)~ 20)
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200912
0
0.5
1
1.5
2
2.5
3
3.5
0 0.2 0.4 0.6 0.8 1
Material thickness (mm)
Wel
ding
spe
ed (m
/min
)
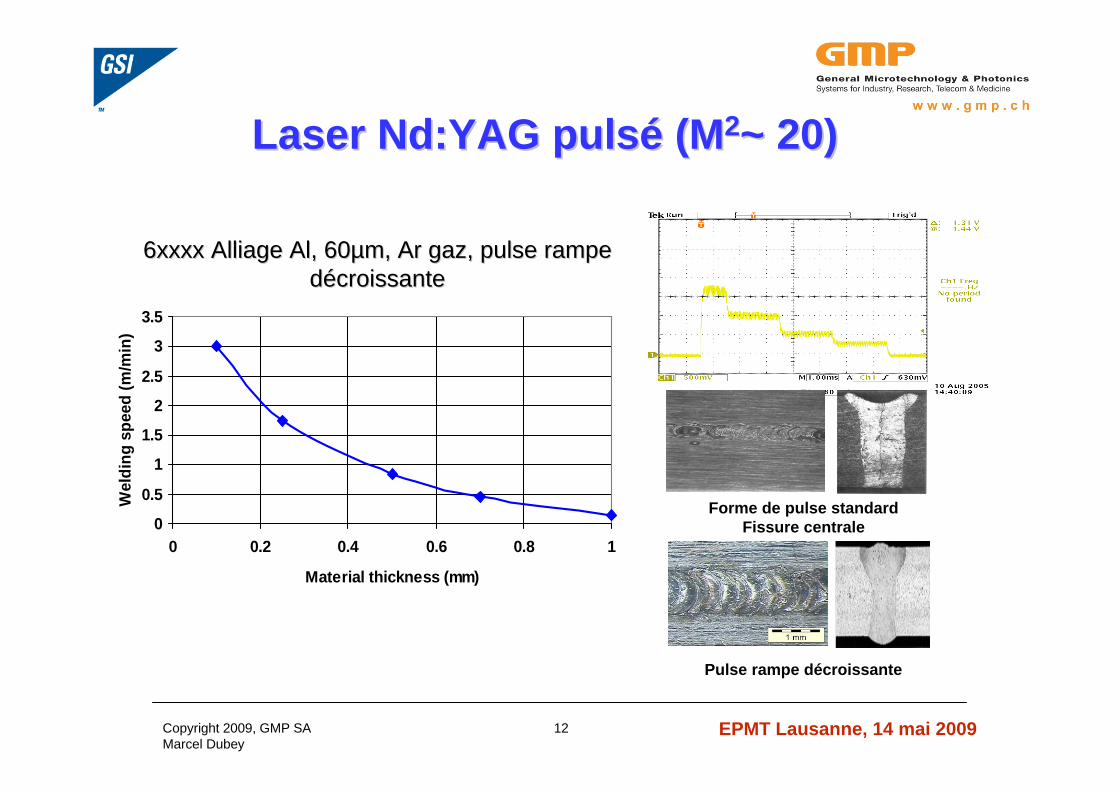
6xxxx Alliage Al, 606xxxx Alliage Al, 60µµm, Ar gaz, pulse rampe m, Ar gaz, pulse rampe ddéécroissantecroissante
Forme de pulse standard Fissure centrale
Pulse rampe décroissante
Laser Nd:YAG pulsLaser Nd:YAG pulséé (M(M22~ 20)~ 20)
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200913
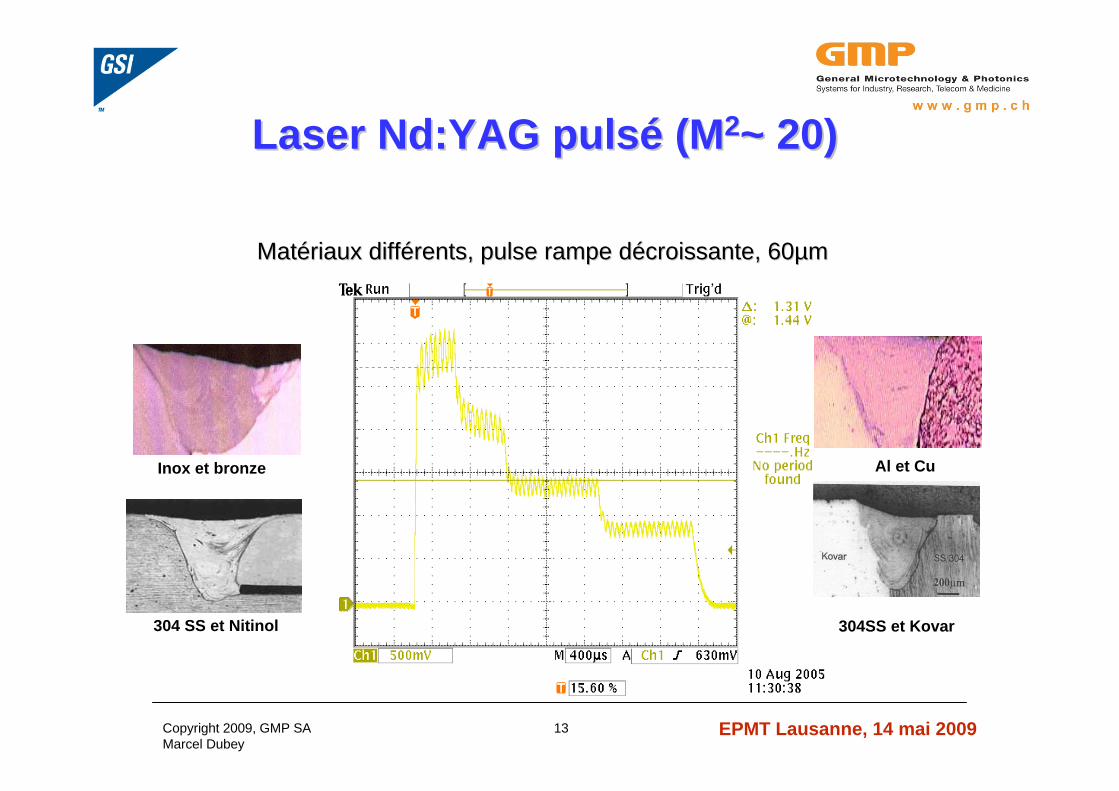
MatMatéériaux diffriaux difféérents, pulse rampe drents, pulse rampe déécroissante, 60croissante, 60µµmm
Inox et bronze
304 SS et Nitinol
Al et Cu
304SS et Kovar
Laser Nd:YAG pulsLaser Nd:YAG pulséé (M(M22~ 20)~ 20)
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200914
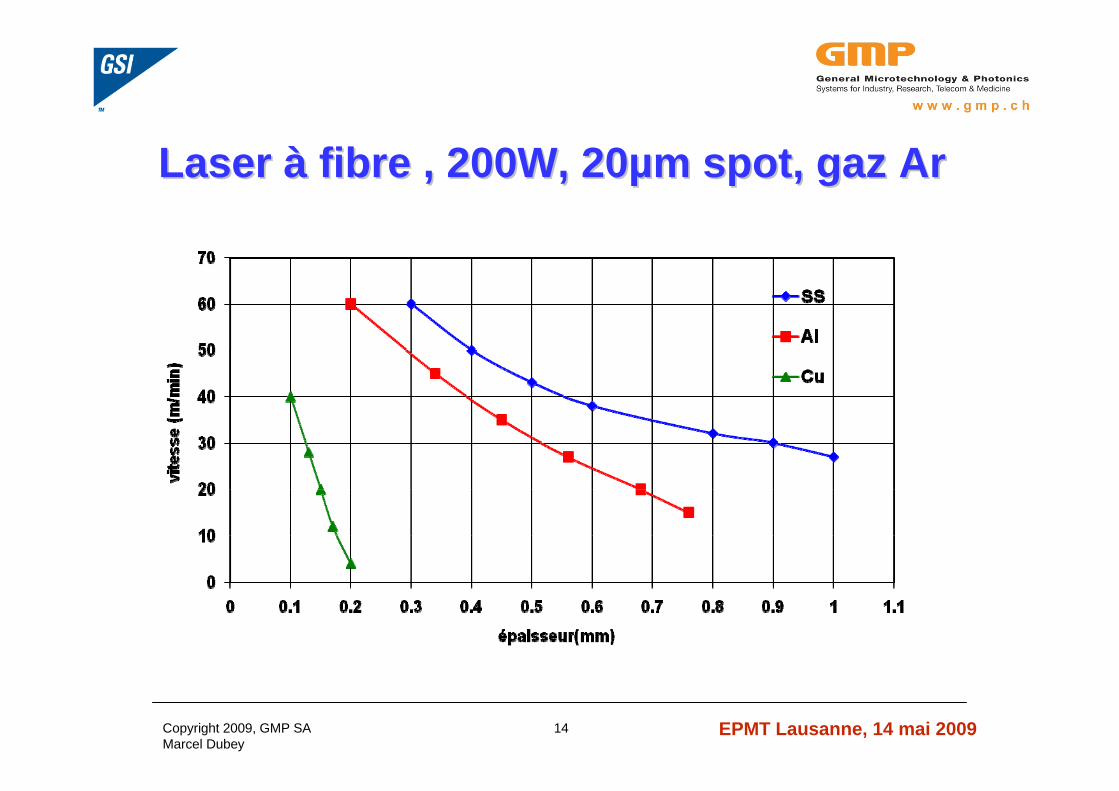
Laser Laser àà fibre , 200W, 20fibre , 200W, 20µµm spot, gaz Arm spot, gaz Ar

Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200915
La microstructure générée par la micro-soudure est similaire au matériaux adjacent.
Résulte d’un refroidissement rapide dans le cas d’une micro-soudure rapide.
304SS, 304SS, 200W, 20200W, 20µµm spot, 0.5mm m spot, 0.5mm éépaisseur, gaz Arpaisseur, gaz Ar

Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200916
MicroMicro--soudure, rsoudure, réésumsuméé
100W
•Idéal pour micro-soudure de 304SS (jusqu’à 1mm)
•Impossible de souder des matériaux à haute réflectivité.
200W
•Possibilité de souder des matériaux à haute réflectivité
•Idéal pour matériaux plus épais•Meilleure pénétration•Soudure plus épaisse
Petite taille de spot → grande vitesse
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200917
MicroMicro--ddéécoupecoupe
Grâce à la petite taille du point focal (12-15um), les lasers à fibre monomode sont les mieux adaptés pour les applications de micro-découpe.

Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200918
0
5
10
15
20
25
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
Material thickness (mm)
Cut
ting
spee
d (m
/min
)
Oxygen assist Nitrogen assist
Laser Laser àà fibre : vitesse de dfibre : vitesse de déécoupe pour lcoupe pour l’’acier acier inox 304 SS (puissance moyenne 100W)inox 304 SS (puissance moyenne 100W)
Focus @ workpiece
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200919
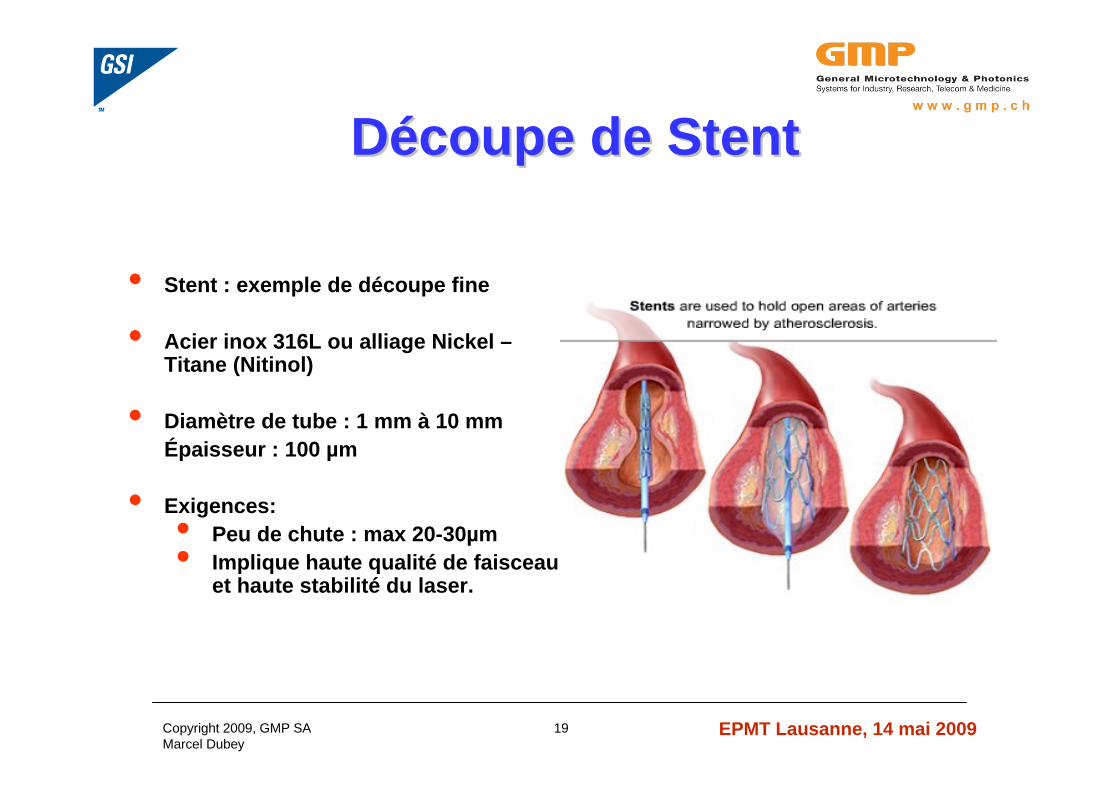
DDéécoupe de Stentcoupe de Stent
• Stent : exemple de découpe fine
• Acier inox 316L ou alliage Nickel –Titane (Nitinol)
• Diamètre de tube : 1 mm à 10 mmÉpaisseur : 100 µm
• Exigences:• Peu de chute : max 20-30µm• Implique haute qualité de faisceau
et haute stabilité du laser.
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200920
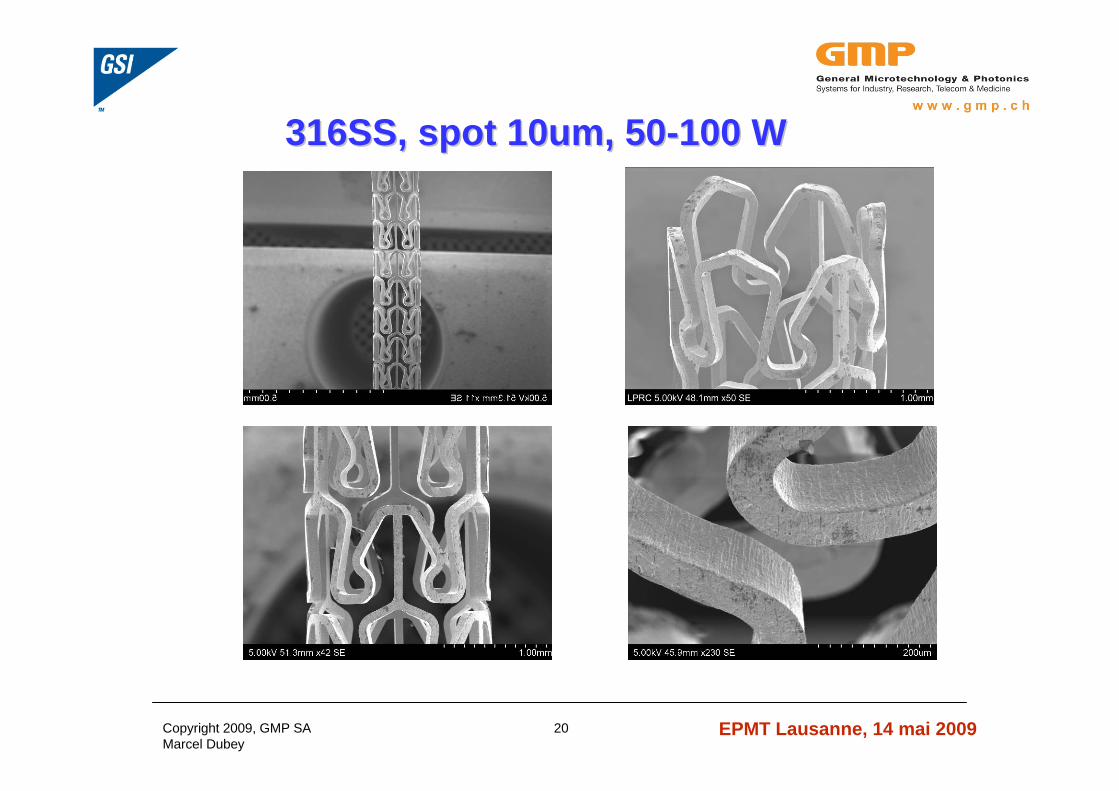
316SS, spot 10um, 50316SS, spot 10um, 50--100 W100 W
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200921
MicroMicro--ddéécoupe, rcoupe, réésumsuméé
• Très bon pour découpe fine• Très utilisé pour la découpe de stent• Peu de chute• Faible zone affectée thermiquement
• Technique de modulation: améliore résultats sur les matériaux à haute réflectivité (Al, Cu, …)
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200922
MicroMicro--perperççageage
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200923
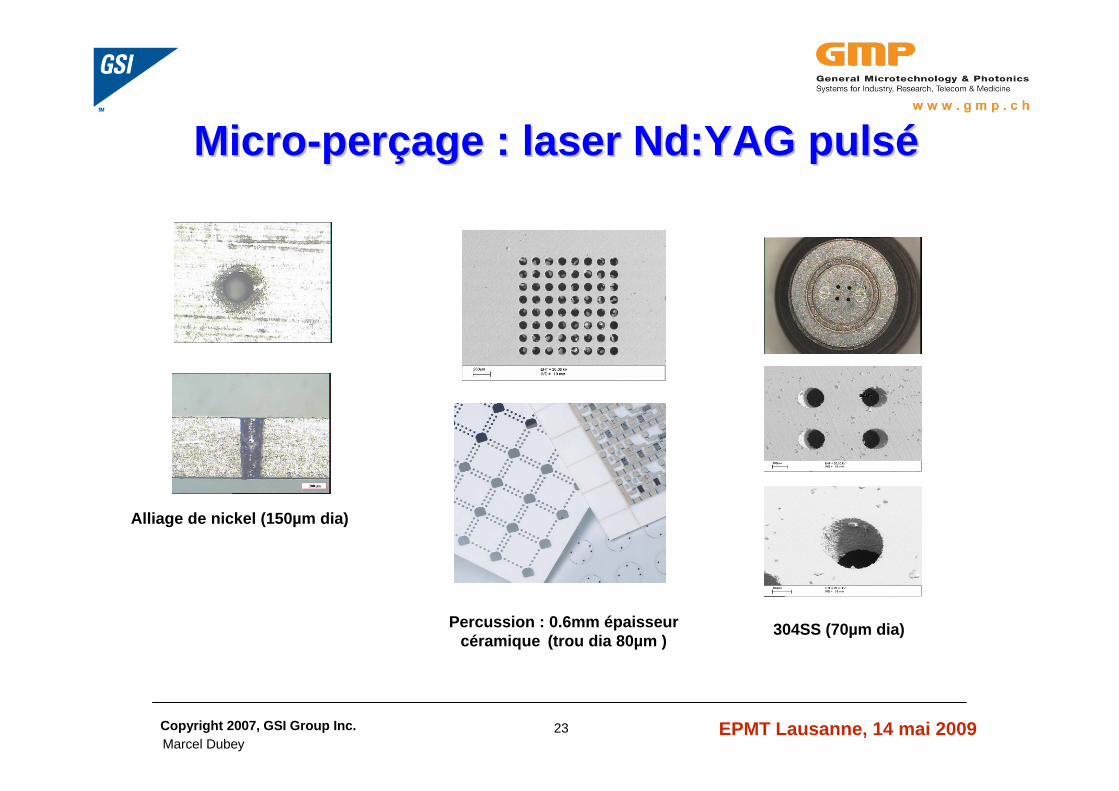
Alliage de nickel (150µm dia)
304SS (70µm dia)
MicroMicro--perperççage : laser Nd:YAG pulsage : laser Nd:YAG pulséé
Copyright 2007, GSI Group Inc.
Percussion : 0.6mm épaisseur céramique (trou dia 80µm )

Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200924
MicroMicro--perperççage : Laser age : Laser àà fibrefibre
• Epaisseur : 0.30 mm, alliage Al
• Diamètre : env. 30 µm• Trous hautes qualités (dia 0.5 mm x prof. 0.63 mm)• Extrêmement parallèle
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200925
• Laser Nd:YAG :
• Percussion
• Matériaux épais
• Laser à fibre:
• Trépannage (matériaux épais)
• Vitesse élevée
MicroMicro--perperççage, rage, réésumsuméé
Copyright 2009, GMP SAMarcel Dubey
EPMT Lausanne, 14 mai 200926
ConclusionConclusion• Les lasers à fibre et Nd:YAG sont
complémentaires.
• Laser à fibres pour les découpes fines et micro-soudures
• Laser Nd:YAG pour l’usinage des matériaux plus épais
• L’application détermine le choix du laser idéal
• Possibilité de faire des essais