la robotic touch -...
TRANSCRIPT

LA ROBOTIC
TOUCH
Créés par des mains
magiques.
Les robots industriels
sont au cœur de
la production du
fabricant d'engrenages
allemand Stelter
Zahnradfabrik.
APPUYEZ SUR LA TOUCHE « E » POUR L'ESPACE
IMPRESSION 3D : ESPOIR OU MODE ?
LE MAGAZINE DE SECO NUMÉRO 2 – 2016

HISTOIRE EN COUVERTURE
SommaireE D G E N U M É R O 2 – 2 0 1 6
04 ACTUALITÉS ET TENDANCES
07 CONNAISSANCESÉCOLOGIQUE ET RENTABLELe développement durable est de plus en plus lié à la compétitivité à long terme des entreprises.
08 CAS :L'ALLEMAGNEDES MAINS MAGIQUESSi vous voulez éviter les erreurs, laissez les robots faire le travail. Telle est la philosophie du fabricant d'engrenages allemand Stelter Zahnfabrik.
14 ÀLAPOINTEDELATECHNOLOGIEQUESTIONS/RÉPONSES AVEC PATRICK DE VOSL'expert en technologies de pointe de Seco répond aux questions de nos lecteurs.
15 CAS :LESPHILIPPINESL'ÉTINCELLE D'INNOVATIONL'expansion de l'économie aux Philippines favorise l'essor de Ramcar Technologies, un producteur de moules pour batteries automobiles.
18 POSSIBILITÉSASCENSEUR SPATIALPlutôt que d'envoyer des fusées dans l'espace, pourquoi tout simplement ne pas construire un ascenseur géant ?
20 EDGEETVOUSASHLEY MOFFAT / AUSTRALIE« L'Hôtel royal de la Monnaie (le Mint) est le seul fournisseur de pièces de monnaie en circulation pour l'Australie, c'est donc un lieu de travail tout à fait unique.»
22 CAS :LAFRANCEATTENTES ÉLEVÉESAu cœur de l'industrie aéronautique française, à Saint-Nazaire, Seco aide FAMAT à usiner les pièces des turboréacteurs de demain.
28 AUBOUTDUMONDEION TÂMPU« Les voitures anciennes étaient conçues avec le cœur », déclare Ion Tâmpu de Seco Tools Roumanie, un collectionneur automobile passionné.
32 EDGE-UCATIONCOMMENT RELEVER LE DÉFI DE LA 3DAnders Ericsson, directeur du département Recherche et Développement de Seco détaille les bonnes et mauvaises pratiques de la fabrication additive.
2 EDGE (2. 2016)

EDGE est un magazine destiné aux clients de Seco Tools, publié dans 25 langues et diffusé dans
le monde entier. Seco Tools AB Département Marketing, 737 82 Fagersta, Suède. Téléphone +46 223-400 00 Fax +46 223-718 60 Site internet www.secotools.com Éditeur Hans Hellgren E-mail [email protected] Directrice de la rédaction Jennifer Gaufin E-mail [email protected] Production éditoriale et mise en page Appelberg Publishing Group Chef de projet Per-Ola Knutas Rédacteur en chef Daniel Dasey Directeurs artistiques Cecilia Farkas, Johan Nohr Impression Elanders Photo de couverture Martin Nicolausson /Agent Molly & Co
Notre environnement com-mercial évolue rapidement. Les nouvelles technologies comme l'Internet des objets, l'automatisation et la fabrication additive, ainsi que les préoccu-pations croissantes relatives aux incidences environnementales et au développement durable, inluencent considérablement la situation actuelle de notre industrie.
Dans ce numéro de Edge, nous étudions ces questions en profondeur ain de vous ofrir des sources d'inspiration et de pré-cieux renseignements. Vous rencontrerez le fabricant d'engrenages allemand Stelter, dont les processus de production aichent un niveau d'automatisation exceptionnel ; Anders Ericsson, Directeur du départe-ment Recherche et Développement de Seco, vous informera et vous conseillera quant à la fabrication additive ; enin, vous trouverez un article passionnant pour réus-sir une économie circulaire.
Comme toujours, Edge contient éga-lement un ensemble d'articles traitant des afaires, des méthodes et d'histoires de personnes vivant aux quatre coins du monde. Assurez-vous de ne pas manquer la présentation de Ion Tâmpu, un technicien de Seco Tools Roumanie qui est également un collectionneur passionné de voitures anciennes.
Bonne lecture !
HANSHELLGRENVICE-PRÉSIDENT, VENTES ET [email protected]
Inspiration et connaissances
3EDGE (2. 2016)

10 606 MWh La quantité d'énergie thermique récupérée par Seco grâce au recyclage dans son usine de pro-duction de Fagersta. La quantité totale de chaleur transférée sur le réseau de chauffage urbain a été sufisante pour chauffer environ 400 foyers pendant un an.
PH
OT
O :
GE
TT
Y I
MA
GE
S
Mikael Lindholm
ENBREF
Poste : Responsable produits, outils
de tournage et nuances ISO. Formation : Master des sciences en conception des matériaux, autres
diplômes d'études supérieures et
diplôme en gestion de l'innovation.
Carrière : Développement de pro-
cessus et de produits, chef de projet
puis responsable produits, avec
notamment plusieurs missions à
l'international.
45 %La proportion de la production de carbure réalisée grâce au recy-clage chez Seco, selon les chiffres du programme de rachat des plaquettes usées de l'entreprise.
26 %La réduction de la quantité d'énergie consommée par Seco en 2015 par rapport à l'année 2005, grâce à l'attention particulière portée aux questions environne-mentales.
La bonne typo Quel est le point commun entre le logo de Seco Tools et
les ilms de science-iction Star Trek et Alien ? Ils utilisent tous la police de caractères Microgramma, créée en 1952 par Aldo Novarese et Alessandro Butti pour la fonderie de
caractères typographiques Nebiolo.
Rapidement après sa création, les ilms de science-iction se sont largement appropriés la police Microgramma pour représenter le progrès technologique et l'exploration
spatiale. La police Microgramma et ses variantes sont utilisées tout au long des premiers volets d'Alien, ainsi que
dans les ilms plus récents de la série. Tant dans sa version initiale que dans ses diverses formes modiiées, elle a également été utilisée dans de nombreux afichages et sur la coque du vaisseau dans six Star Trek.
Un nouveau bureau au Maroc En Afrique du Nord, Seco a ouvert un
nouveau bureau au Maroc, dans des locaux partagés avec Haas Machine Tools, ain de mieux répondre aux besoins des clients dans divers secteurs industriels en
pleine expansion.
« Un certain nombre de sous-traitants français et canadiens de l'industrie
aéronautique investissent déjà dans la
région ou le feront bientôt », explique Thierry Cros, Directeur Général de Seco
France. « Ce n'est qu'un début. Une nouvelle vague arrive avec l'industrie
automobile : des investissements de la
part de Renault et de PSA ».
Le nouveau bureau de Seco à Casablanca lors
de son inauguration en février.
MIKAELLINDHOLM travaille dans le développement
de produits depuis presque
20 ans et a participé à plusieurs générations d’innovations. L'un
de ses domaines d'intérêt actuels est la nouvelle gamme de produits
Duratomic.
Aller à la source Vous êtes-vous déjà interrogé sur
les types d'usure des outils lors des
opérations de inition en tournage dur ? Souhaitez-vous en savoir plus sur les
opérations de tournage dur à l'aide de
plaquettes Wiper ou quand choisir une
préparation d'arête de type S, T ou E lors
de l'usinage de superalliages résistants à
la chaleur avec de la céramique ? Vous pouvez trouver les réponses à
ces questions et plus encore sur le blog
technique de Seco « SECO Tools CBN Expert », où des experts techniques Seco partagent leurs astuces, techniques et
connaissances relatives aux outils CBN
pour les industries de pointe.
Pour en savoir plus, consultez cbnexpert.blogspot.se (contenu en langue anglaise)
NUANCES DE TOURNAGE EN FONTE TK1501 ET TK0501
La technologie de revêtement Duratomic de Seco et son concept d'arêtes intel-
ligentes offrent à présent la possibilité
d'obtenir les meilleures performances
possibles dans toutes les applications
de tournage des fontes. Les nouvelles
nuances de tournage TK1501 et TK0501 pour les fontes sont dotées de la techno-
logie Duratomic, avec des arêtes intel-
ligentes garantissant la détection des
arêtes chromées usées et permettant aux
clients de ne pas jeter les plaquettes dont
les arêtes sont encore utilisables.
La nouvelle nuance à productivité équili-
brée TK1501 de Seco prend la relève de la TK2001 et devient la nuance univer-selle en terme de iabilité en tournage de la fonte.
La nouvelle nuance TK0501 pour une productivité élevée à grande vitesse,
quant à elle, offre une résistance à l'usure
supérieure à celle de la nuance TK1001, et répond aux exigences les plus élevées
en matière de stabilité dimensionnelle
pour les applications exigeantes à haute
vitesse dans des fontes grises.
LESNOUVELLESDEL’EXPERTENOUTILSCOUPANTS
ACTUALITÉS ET TENDANCES
4 EDGE (2. 2016)

PHOTO : GETTY IMAGES
Le programme NEXT STEP de Seco est une philosophie de pointe en matière de formation et de production qui adopte une approche globale pour l'optimisation des processus. Cette dernière se sert de straté-gies reconnues, fondées sur des modèles physiques et mathématiques éprouvés, ain d'examiner l'ensemble des économies de production. Cela inclut la corrélation entre des facteurs tels que les performances, la qualité de la pièce, les coûts variables, les frais généraux, les temps d'arrêt, la produc-
tion et le rendement. Le programme NEXT STEP fournit un
remarquable aperçu de l'organisation de votre production. Au cours de la formation, Seco collaborera étroitement avec vous pour élaborer un plan mettant en parallèle la situation actuelle de votre installation et les résultats que vous pourriez obtenir avec une optimisation en profondeur.
Pour plus d'informations, contactez Patrick De Vos de Seco à l'adresse e-mail suivante : [email protected]
Passez à la prochaine formation STEP
OUTIL JABRO SOLID2 JS564 La nouvelle génération de fraises
monobloc Jabro-Solid2 de Seco repré-
sente plus de 800 produits universels adaptés à tous les matériaux usinés
couramment, de l'acier aux alliages de
titane. L'outil JS564 est conçu pour les opérations d'ébauche avancées des
matériaux ISO-PMS et a été développé pour répondre à la demande du marché
d'outils pouvant fonctionner à la fois
dans les opérations sur un PLAN AXIAL et un PLAN Z tout en étant adaptés aux
trajectoires traditionnelles en ébauches
avancées selon la complexité de la
pièce. Les caractéristiques clés incluent
une conception de dents frontales
optimisée permettant des opérations
axiales rapides et eficaces, un corps solide répondant aux hauts niveaux
d'engagement radial, et un contrôle des
copeaux optimisé grâce au revêtement NXT ainsi qu’ à l'espace spécial entre
les goujures.
EXTENSION DE LA GAMME DE FRAISES-DISQUES
Seco a élargi sa gamme de fraises-
disques en y ajoutant une série de
fraises de petits diamètres (à partir de 10 mm). La gamme de fraises 335.14 offre des têtes carbure interchan-
geables et représente le choix idéal pour
les applications telles que le fraisage de
rainures, les gorges pour circlip, les pro-
ils à rayon complet et le chanfreinage supérieur et inférieur.
Grâce à la polyvalence et la précision du proil de coupe, la gamme peut être utilisée sur n’importe quel type de
matériau. Les têtes sont disponibles
en versions à trois ou six dents, et de
son côté, la grande variété de mandrins
(cylindriques ou à pince de serrage intégrée) permet, elle, d’usiner un large choix de pièces dans de nombreuses
conigurations de machines.
5EDGE (2. 2016)

Plaquettes pour matériaux difficiles à usiner Réversibles, les plaquettes 218.21 de Seco sont de forme triangulaire et
dotées d'une vis de serrage centrale conçue pour les opérations de fraisage
grande avance.
Développées pour une utilisation dans les segments comme l'ingénie-
rie générale, l'aéronautique, la fabrication de moules et de matrices et
la production d'énergie, ces plaquettes sont adaptées aux applications
impliquant des matériaux dificiles à usiner, comme les alliages de dureté moyenne à trempés. Elles offrent un débit copeaux élevé ainsi que des
performances optimales, en plus des économies en terme d'utilisation des
arêtes. Ces plaquettes sont conçues pour les applications à avance élevée
comme le surfaçage, l'usinage de poche, la plongée oblique légère et le
contournage.
ACTUALITÉS ET TENDANCES
6 EDGE (2. 2016)

Économie circulaireA un niveau mondial, le concept d'« économie circulaire » est de plus en plus en vogue. Dans celui-ci, les entreprises envisagent leurs opéra-tions sous forme de cycles plutôt que comme des processus linéaires ayant un début et une in. Les mots clés en sont : réutilisation, réduction et recy-clage. Seco travaille ardemment pour respecter cette philosophie.
L'eau : une ressource limitéeEn de nombreux endroits, l'eau est une ressource rare qui devient de plus en plus précieuse. La consommation et le recyclage de l'eau doivent être sérieu-sement considérés par les entreprises dans leurs processus ain de faire à la fois des économies d'eau et d'argent.
Développement durable : les objectifs de l'ONULes entreprises et industries doivent à présent respecter les 17 objectifs de développement durable adoptés lors de la Conférence des Nations Unies sur les changements climatiques organisée en 2015 à Paris. Nous considérons ces objectifs comme une occasion de montrer dans quelle mesure nous contri-buons au changement mondial.
TROISTENDANCESDUDÉVELOPPEMENTDURABLE
Propos recueillis par Knutas Per-Ola Illustration de Christoffer Pettersson
UNEPLUSGRANDEattention a été accordée aux enjeux du développement durable au cours de ces dernières
années. Ce sujet instaure des connexions directes avec la renta-bilité et les modèles économiques, en partie parce que le développe-ment durable est étroitement lié à la compétitivité à long terme de l'entreprise, mais aussi souvent à la réduction des coûts de production elle-même.
Seco Tools œuvre en faveur du développement durable de manière active et structurée. Nous souhaitons recycler autant de matières premières que possible, accroître régulièrement l'eicacité de nos processus, et continuer à réduire nos déchets et notre consommation d'énergie et d'eau. Il y a quatre ans, nous avons lancé le Fonds Vert dans lequel nous avons placé des moyens inanciers chaque année. Ainsi, nous sommes capables de inancer de nouveaux investissements et projets visant à renforcer nos eforts en faveur du développement durable.
En outre, le développement durable est souvent évoqué lorsque nous aidons nos clients à analyser leurs processus de production. Lorsque nous proposons des mesures qui augmentent l'eicacité du système de production de notre client, celui-ci voit également sa société adopter un proil plus durable, tout en constatant une réduction de ses coûts.
Le cercle du développement durable
PLUSÉCOLOGIQUEETPLUSRENTABLE
Susanne Evegård Responsable
Développement Durable,
Seco Tools
CONNAISSANCES TENDANCES MONDIALES
7EDGE (2. 2016)

CAS STELTER, ALLEMAGNE
8 EDGE (2. 2016)
Si vous voulez éviter les erreurs, laissez les robots faire le travail. Telle est la philosophie du fabricant d'engrenages allemand
Stelter Zahnfabrik. Grâce à Seco, les opérations réalisées par
l'entreprise sont plus eficaces.
PAR MICHAEL LAWTONPHOTOS DE THOMAS MÜLLER ILLUSTRATIONS DE MARTIN
NICOLAUSSON /AGENT MOLLY & CO
ENCLENCHEZ LA VITESSE SUPÉRIEURE AVECDESROBOTS
EDGE (2. 2016) 9

LEBÂTIMENTADMINISTRATIF du fabricant d'engre-nages Stelter situé dans la ville de Bassum, au nord de l'Allemagne, peut paraître vieillis-sant, mais il abrite une entreprise à la pointe dans son domaine.
Le directeur de la production de l'entre-prise, Christian Stelter explique : « Notre
niveau d'automatisation est exceptionnel, avec plusieurs robots reliés entre eux pour former un processus unique ». Cette coniguration hautement automatisée permet de placer une pièce brute sur un tapis convoyeur et de la voir ressortir polie en bout de chaîne, suite à toute une série de process de tournage, de fraisage et de rec-tiication. L'entreprise se plaît à dire que ses produits sont « créés par des mains magiques », en référence aux travaux de ses robots.
LANOUVELLEZONEDEPRODUCTIONde Stelter Zahnradfabrik, construite en 2014, est dotée de machines fabriquant les diférents engrenages de la nouvelle boîte de vitesses à double embrayage d'un grand constructeur automobile allemand. À chaque poste de travail, un écran d'ordinateur rappelle aux opérateurs de réa-liser diférents contrôles à des intervalles précis. Le diamètre intérieur est-il conforme aux tolérances ? Quelle est la pro-fondeur de cette gorge ? Très régulièrement, l'écran aiche un nouveau paramètre devant être contrôlé. « Nous détermi-nons ce qui doit être vériié et pouvons voir depuis les bureaux
si les contrôles ont été efectués et les valeurs relevées », explique M. Stelter.
M. Stelter ainsi que le direc-teur technique de l'entreprise, Karl-Heinz Wilkens, estiment que cette association opérateur/machine caractérisera l'indus-trie dans un avenir proche.
« L'homme est toujours pré-sent », airme M. Wilkens. « Une personne surveille le processus de contrôle et s'occupe de la programmation. Le personnel, cependant, devrait être prin-cipalement impliqué dans les questions relatives à la qualité. Le remplissage des réservoirs d'huile ne peut être qu'une acti-vité secondaire ».
CHRISTIAN STELTER, DIRECTEUR DE PRODUCTION, STELTER
KARL-HEINZ WILKENS, DIRECTEUR TECHNIQUE, STELTER
KARL FÖRSTER,SECO TOOLS ALLEMAGNE
CAS STELTER, ALLEMAGNE
10 EDGE (2. 2016)

« Notre niveau d'automatisation est exceptionnel ». CHRISTIAN STELTER, DIRECTEUR DE PRODUCTION, STELTER
Des durées de fonctionnement accruesLes nouvelles nuances TP0501, TP1501 et TP2501 Duratomic de Seco Tools ont considérablement amélioré
la durée de fonctionnement des
plaquettes pour Stelter. Les nuances
ont été créées suite à une analyse des
surfaces et des substrats au niveau
atomique. La géométrie Wiper de Seco
assure également un excellent état de
surface avec un niveau de rendement
élevé.
Un autre effet bénéique du Duratomic est que les plaquettes
chromées noircissent lorsqu'elles
sont usées, évitant ainsi la mise au
rebut des plaquettes dont les surfaces
coupantes sont encore utilisables.
Les spécialistes des engrenagesStelter Zahnradfabrik a connu une
croissance rapide au cours de ces
dernières années. Le chiffre d'affaires
de l'entreprise est passé de 40 millions d'euros à 65 millions d'euros depuis 2012, et ses effectifs sont passés de 210 à 350 employés. L'entreprise est spécialisée dans la fabrication et la
inition de toutes sortes d'engrenages. Le secteur automobile représente
60 % de sa production et les autres industries 35 % ; les grands engrenages destinés aux secteurs tels
que l'énergie éolienne et les chemins
de fer représentent eux une part
de 5 %.
M. Stelter explique qu'il s'agit d'éliminer le facteur humain en tant que source d'erreurs. En utilisant des équipements robotiques gérés par le person-nel, qui est à son tour assisté par des systèmes informatiques, il a placé le processus qualité sous la responsabilité de ses employés. « Nous avons commencé à utili-ser ce système il y a dix ans, et la qualité s'est considérablement améliorée », déclare-t-il.
La qualité est la clé. Selon Christian Stelter, dans son
domaine, son entreprise se classe dans le top 3, il attribue cette réussite à la qualité, à la lexibilité et, naturellement, aux prix. Cela garantit également un processus de production d'une iabilité absolue 24 h/24.
Comme l'indique M. Wilkens, « Nous disposons d'une chaîne de production automatique, nous avons donc besoin de plaquettes avec une durée de fonctionnement iable garantie. Si nous devons interrompre le processus, la production baisse.
11EDGE (2. 2016)
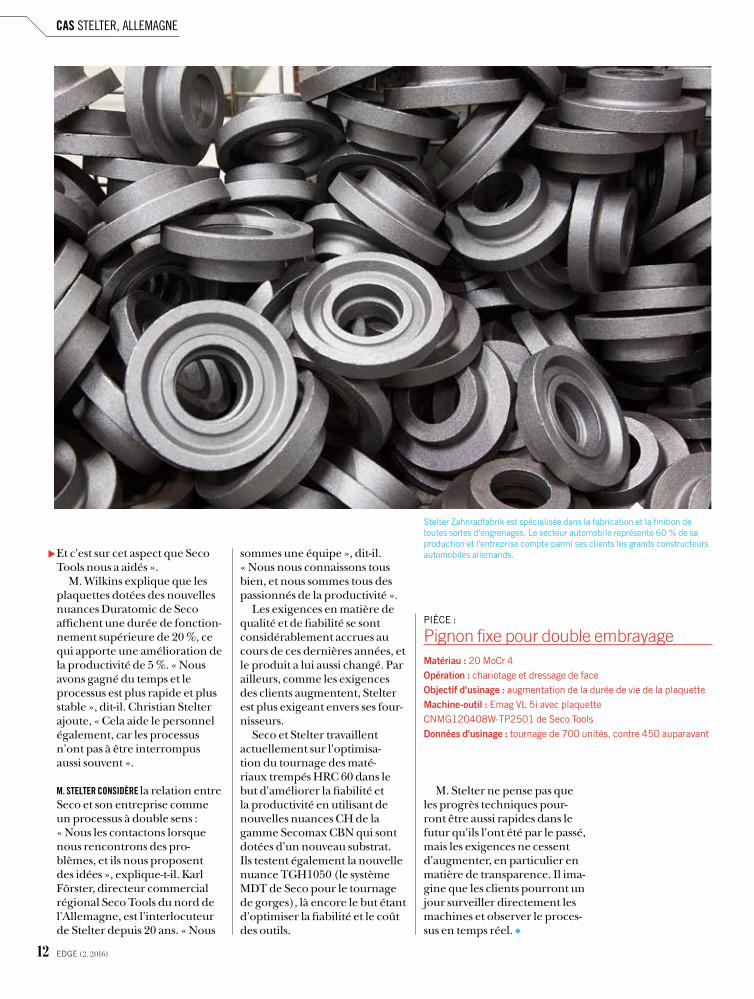
PIÈCE :
Pignon fixe pour double embrayageMatériau : 20 MoCr 4Opération : chariotage et dressage de face
Objectif d'usinage : augmentation de la durée de vie de la plaquette
Machine-outil : Emag VL 5i avec plaquette CNMG120408W-TP2501 de Seco ToolsDonnées d'usinage : tournage de 700 unités, contre 450 auparavant
Stelter Zahnradfabrik est spécialisée dans la fabrication et la inition de toutes sortes d'engrenages. Le secteur automobile représente 60 % de sa production et l'entreprise compte parmi ses clients les grands constructeurs
automobiles allemands.Et c'est sur cet aspect que Seco Tools nous a aidés ».
M. Wilkins explique que les plaquettes dotées des nouvelles nuances Duratomic de Seco aichent une durée de fonction-nement supérieure de 20 %, ce qui apporte une amélioration de la productivité de 5 %. « Nous avons gagné du temps et le processus est plus rapide et plus stable », dit-il. Christian Stelter ajoute, « Cela aide le personnel également, car les processus n'ont pas à être interrompus aussi souvent ».
M.STELTERCONSIDÈREla relation entre Seco et son entreprise comme un processus à double sens : « Nous les contactons lorsque nous rencontrons des pro-blèmes, et ils nous proposent des idées », explique-t-il. Karl Förster, directeur commercial régional Seco Tools du nord de l'Allemagne, est l'interlocuteur de Stelter depuis 20 ans. « Nous
sommes une équipe », dit-il. « Nous nous connaissons tous bien, et nous sommes tous des passionnés de la productivité ».
Les exigences en matière de qualité et de iabilité se sont considérablement accrues au cours de ces dernières années, et le produit a lui aussi changé. Par ailleurs, comme les exigences des clients augmentent, Stelter est plus exigeant envers ses four-nisseurs.
Seco et Stelter travaillent actuellement sur l'optimisa-tion du tournage des maté-riaux trempés HRC 60 dans le but d'améliorer la iabilité et la productivité en utilisant de nouvelles nuances CH de la gamme Secomax CBN qui sont dotées d'un nouveau substrat. Ils testent également la nouvelle nuance TGH1050 (le système MDT de Seco pour le tournage de gorges), là encore le but étant d'optimiser la iabilité et le coût des outils.
M. Stelter ne pense pas que les progrès techniques pour-ront être aussi rapides dans le futur qu'ils l'ont été par le passé, mais les exigences ne cessent d'augmenter, en particulier en matière de transparence. Il ima-gine que les clients pourront un jour surveiller directement les machines et observer le proces-sus en temps réel.
CAS STELTER, ALLEMAGNE
12 EDGE (2. 2016)

« Un être humain est toujours présent ».KARL-HEINZ WILKENS, DIRECTEUR TECHNIQUE
13EDGE (2. 2016)
DEMANDEZ À PATRICK
Vousavezdesquestions ?Envoyez-lesàl’adressee-mail
ci-dessous :[email protected]
PATRICKDEVOS,RESPONSABLEDEL'ENSEIGNEMENTTECHNIQUEENENTREPRISEPOURLEGROUPESECOTOOLS,RÉPONDÀVOSQUESTIONSSURL'USINAGE.
RÉPONSE : Dans le passé, les modèles d'usinabilité étaient plutôt simples, et leur application l'était tout autant. Mais la valeur de ces modèles dans l'usi-nage moderne est contestable, car la théorie n'est pas toujours conforme à la pratique. Les modèles modernes d'usinabilité reposent sur la recherche de pointe et décrivent très précisément la réalité du processus d'usinage et tous les éléments qui intera-gissent au sein de celui-ci. Cependant, les modèles mathématiques décrivant ces modèles d'usinabilité ne sont plus aussi faciles à appliquer « manuelle-ment ». À ce problème s'ajoute le large éventail d'outils diférents disponibles pour diverses appli-cations d'usinage, rendant la sélection manuelle de l'outil le plus approprié extrêmement chrono-phage. C'est là que les services numériques de Seco, comme MyPages et Suggest, entrent en jeu. Ils ofrent tous deux, aux clients, l'accès aux gigan-tesques bases de données de Seco, contenant des informations sur la pertinence et les modèles de sélection des diférents outils. En terme d'usinabili-té, les clients peuvent également utiliser le moteur de recherche ain de déterminer les meilleures conditions de coupe pour l'outil choisi. Ce moteur regroupe tous les modèles d'usinabilité de pointe et décrit les processus d'usinage. Suggest de Seco est l'une des meilleures applications disponibles per-mettant de déterminer des paramètres de coupe. Il s'agit de l'un des rares types d'outils ofrant aux uti-lisateurs la possibilité de travailler activement une arête de coupe sur une durée de vie voulue.
Pour en savoir plus, consultez le site www.secotools.com/mypages
RÉPONSE : Les matériaux sujets à l'écrouissage sont des matériaux qui ont une tendance notable à durcir lorsqu'ils sont déformés. L'usinage est un proces-sus par lequel le matériau est déformé à un niveau tel qu’il se détache sous la forme de copeaux. Lors de l'usinage de matériaux sujets à l'écrouissage, le processus peut involontairement créer une mince couche de matériau écroui sur la surface usinée. Cela ne présente pas de problème pour la première arête de coupe, mais l'arête de coupe suivante (comme dans les applications de fraisage) devra couper à travers cette couche supericielle écrouie, ce qui inlue sur le processus de détérioration de l'outil et entraîne une réduction de sa durée de vie. Pour réduire l'épaisseur et la dureté de la couche écrouie, il est nécessaire de réduire la déformation du matériau lors de l'usinage. Pour cela, il faut utiliser des arêtes de coupe plus vives et au rayon inférieur, et sélectionner précisément la vitesse de coupe (pas trop élevée pour réduire la vitesse de déformation) et l'avance. L'avance doit faire l'objet d'une attention toute particulière. Des avances trop élevées entraîneront l'augmentation de la dureté de la couche écrouie. En revanche, avec une avance trop faible, la « prochaine » arête coupera constam-ment à travers les couches écrouies créées par les arêtes de coupe précédentes. En général, le bon équilibre en matière d'avance se situe davantage dans des avances élevées, en particulier dans le cadre d'opérations où de multiples arêtes de coupe travaillent simultanément, comme lors du fraisage.
CommentlesservicesnumériquesdeSecopeuvent-ilsm'aider ?Dansl'usinagedeinitiondesmatériauxsujetsàl'écrouissagecommeles
aciersausténitiques,commentpeut-onminimiserl'épaisseuretladuretédelacouchesupericielleécrouie ?
ARÊTE DE COUPE QUESTIONS/RÉPONSES
14 EDGE (2. 2016)

ÉLECTRIFIERLEFUTUR
Boostée par l'essor des ventes d'automobiles nationales,
l'entreprise philippine Ramcar Technologies se lance à la
conquête d'une nouvelle ère avec l'aide de Seco Tools.
PAR EVAN TAN PHOTOS DE JULIAN WAINWRIGHT ET GETTY IMAGES
CAS RAMCAR, PHILIPPINES

«Nous avons constaté de grandes
améliorations depuis que nous utilisons
Jabro-Solid2 ».Noel Jarical, directeur, Ramcar
L'année 1919. La Première Guerre mondiale venait de prendre in. Les Philippines sortaient de 300 ans de domination coloniale espagnole et les États-Unis d'Amérique prenaient la relève.
C'est dans ce contexte de changement qu'un jeune homme audacieux nommé Ramon Caro créa Caro Electrical Services, un atelier électrique automobile, à Manille.
La nouvelle entreprise s’avéra être un succès, poussant Ramon Caro à se lancer dans la fabrication de batteries automobiles. Il renomma son entreprise Ramcar et lança une marque phare de batteries sur le marché local : Oriental Battery.
L'ambition de Ramon, d'être le meilleur du secteur, le mena en 1978 à introduire aux Philippines des boîtiers de batterie auto-mobile en polypropylène, une première pour le pays. L'entreprise s'afranchira de sa dépendance à l'égard des importations de plomb en créant Philippine Recyclers Inc., une iliale spécialisée dans le recyclage des batteries.
Cette même motivation a décidé Ramcar à acquérir en 1997 son principal concurrent, Motolite Battery, sécurisant ainsi sa position dominante sur le marché. Grâce à sa crois-sance soutenue, l'entreprise a ensuite créé une nouvelle entité à partir de son service d'usinage : Ramcar Technology. Il s'agissait là d'une étape logique qui permit à cette der-nière de consacrer davantage de ressources aux services d'ingénierie de pointe et aux technologies avancées.
Aujourd'hui, Ramcar Technologies aiche un palmarès intéressant en matière d'investissement dans les nouvelles technolo-gies. En 1989, l'entreprise introduit le frai-sage CN et les machines d'électroérosion et installa ses premiers ordinateurs dans le but de mécaniser les activités d'emboutissage. Cette même année, elle installa un atelier d'usinage complet et créa son premier moule à injection plastique.
Maintenant situé dans la vaste zone éco-nomique de Santa Maria Industrial Park, au nord de Manille, Ramcar Technology ofre ses services aux autres entreprises du groupe Ramcar. Ces entreprises regroupent plusieurs marques, telles que Motolite et Supercharge Batteries, ainsi que les fran-chises locales de Mister Donut et KFC.
Grâce à l'essor de l'économie des Philip-pines, les ventes d'automobiles ont augmen-té de 23 % en 2015, ce qui a entraîné la mon-tée en lèche de la demande de batteries que Ramcar contribue à produire.
LEDIRECTEURDERAMCAR, Noel Jarical, travaille dans l'entreprise depuis 22 ans et a été le témoin direct de cette évolution positive. Après avoir rejoint l'entreprise au poste de concepteur de moule, M. Jarical a gravi les échelons pour devenir directeur du service d'usinage. Il airme que la croissance de l'entreprise a été réalisée en se concentrant sur le développement des talents et des outils, tout en étant en permanence à l'afût des innovations.
L'entreprise a notamment investi dans l'optimisation des opérations d'ébauche en mettant à proit les fraises Jabro-Solid2
Spécialisée dans la production de moules pour les batte-
ries automobiles, Ramcar bénéicie de l'augmentation des ventes de voitures entraînée par l'essor de l'économie des
Philippines.
CAS RAMCAR, PHILIPPINES
16 EDGE (2. 2016)

Un rôle dans les voitures à énergie solaireRamcar Technologies a débuté
en tant qu'atelier d'usinage dans
l'usine de fabrication de batteries de
Ramcar Inc. À l'origine, le service était chargé des travaux de réparation et de
maintenance des Services Production,
puis il est devenu une entreprise à
part entière. Ramcar Technologies
a été activement impliqué dans le
développement de SINAG, la première voiture à énergie solaire philippine,
qui a permis au pays de participer
au Panasonic World Solar Challenge
de 2007.
monoblocs dotées de brise-copeaux pro-posées par Seco Tools. Sur les conseils de Seco, Ramcar Technology a également fait l'acquisition de logiciels nécessaires à l'utili-sation adéquate des fraises (plus résistantes à l'écaillage, à la chaleur et à l'usure) lors de la coupe de diférents matériaux.
« Bien que Ramcar se soit déjà familiarisée avec les stratégies d'ébauche optimisée, ce n'est qu'en 2014 qu'ils ont compris dans le détail le fonctionnement de ces stratégies grâce à la gamme Jabro-Solid2 monobloc dotée de brise-copeaux », explique Ronald Caling, représentant local de Seco Tools aux Philippines. « Nous les avons encouragés à nous conier un projet ain de leur démon-trer les techniques à l'aide de nos outils et, ils nous ont demandé de les aider à fabriquer l'empreinte du moule de leur batterie. Le résultat a inalement convaincu Ramcar que
« Nous sommes à présent 40 % plus eicaces ». NOEL JARICAL, DIRECTEUR, RAMCAR
les stratégies associées à nos outils rendraient leurs procédés plus eicaces ».
En combinant Optirough à une stratégie de fraisage à grande avance, Ramcar a réduit son process d'ébauche de 70 %. « Nous avons constaté de grandes améliorations depuis que nous utilisons Jabro-Solid2 », airme M. Jarical. « Nous sommes à présent 40 % plus eicaces ».
Aujourd'hui, 90 % des outils de Ramcar sont fabriqués par Seco Tools, et les deux entreprises travaillent continuellement pour que Ramcar conserve sa place de lea-der sur son marché. Ramcar entreprend actuellement des recherches sur l'élabora-tion de meilleures batteries pour véhicules électriques, une initiative ambitieuse pour l'entreprise, pour rester au fait des futures tendances.
Une durée de vie de l'outil accrue grâce à Jabro-Solid2
Ramcar utilise les fraises Jabro-Solid2
monoblocs de Seco Tools, une gamme
composée de plus de 800 produits universels adaptés à tous les
matériaux usinés couramment, de
l'acier aux alliages de titane. Grâce à leur revêtement standard composé
de nitrure d'aluminium et de titane
(TiAlN), appliqué grâce au processus de revêtement de pointe Seco, les
produits Jabro-Solid2 garantissent une
durée de vie de l'outil prolongée, offrant
ainsi une rentabilité accrue.
17EDGE (2. 2016)
Vers l'inini et l'au-delàAppuyez sur la touche « E » pour l'espace. Voilà le choix qui pourrait être offert aux
voyageurs du futur grâce à la dernière
innovation de l'industrie aérospatiale : un ascenseur spatial.
Thoth Technology, une entreprise canadienne, a proposé une tour haute de 20 kilomètres depuis laquelle des engins spatiaux pourraient être lancés facilement et de manière rentable, pour leurs missions spatiales. Pour cela, les astronautes monteraient au sommet de la tour, positionnée dans la stratosphère, grâce à un ascenseur électrique, réduisant ainsi considéra-blement les coûts et la dificulté de s'affranchir de la gravité terrestre.
La construction d'ascenseurs spatiaux avait précédemment été jugée impossible, car aucun matériau actuel ne peut supporter son propre poids sur une hauteur allant jusqu'à l'espace géostationnaire, soit quelque 35 000 kilomètres au-dessus de la surface de la planète. La ThothX Tower, qui fait l'objet d'un brevet, contourne le problème en étant beaucoup plus petite, en offrant tout de même des avantages fondamentaux.
La tour serait composée de segments gonlables qui pourraient être réutilisés après chaque lancement.
18 EDGE (1. 2016)
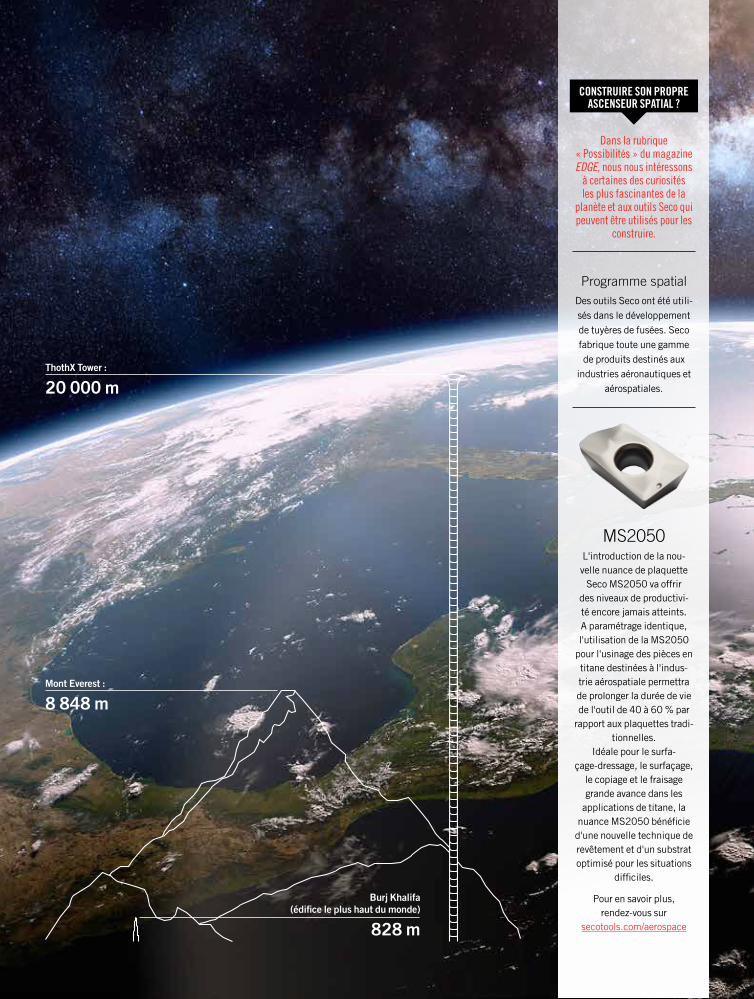
Programme spatial
Des outils Seco ont été utili-
sés dans le développement
de tuyères de fusées. Seco
fabrique toute une gamme
de produits destinés aux
industries aéronautiques et
aérospatiales.
MS2050L'introduction de la nou-
velle nuance de plaquette
Seco MS2050 va offrir des niveaux de productivi-
té encore jamais atteints.
A paramétrage identique,
l'utilisation de la MS2050 pour l'usinage des pièces en
titane destinées à l'indus-
trie aérospatiale permettra
de prolonger la durée de vie
de l'outil de 40 à 60 % par rapport aux plaquettes tradi-
tionnelles.
Idéale pour le surfa-
çage-dressage, le surfaçage,
le copiage et le fraisage
grande avance dans les
applications de titane, la
nuance MS2050 bénéicie d'une nouvelle technique de
revêtement et d'un substrat
optimisé pour les situations
dificiles.
Pour en savoir plus,
rendez-vous sur
secotools.com/aerospace
Dans la rubrique « Possibilités » du magazine EDGE, nous nous intéressons
à certaines des curiosités les plus fascinantes de la
planète et aux outils Seco qui peuvent être utilisés pour les
construire.
CONSTRUIRE SON PROPRE ASCENSEURSPATIAL ?
Mont Everest :
8 848 m
ThothX Tower :
20 000 m
Burj Khalifa (édiice le plus haut du monde)
828 m

20 EDGE (2. 2016)
Ashley Moffat
ÂGE :33 ansPOSTE :
Responsable d'atelier monétaire,
Branche usinage, frappe et
ingénierie, Hôtel royal de la Monnaie australienne
LOCALISATION :Canberra, Australie
SITUATIONFAMILIALE :Marié et père de deux enfants de
3 et 8 ansHOBBIES :
Moto, VTT et regarder les Grands Prix de F1 et MotoGP
FORMATION :Diplômé en Ingénierie mécanique
et outillage, en apprentissage.
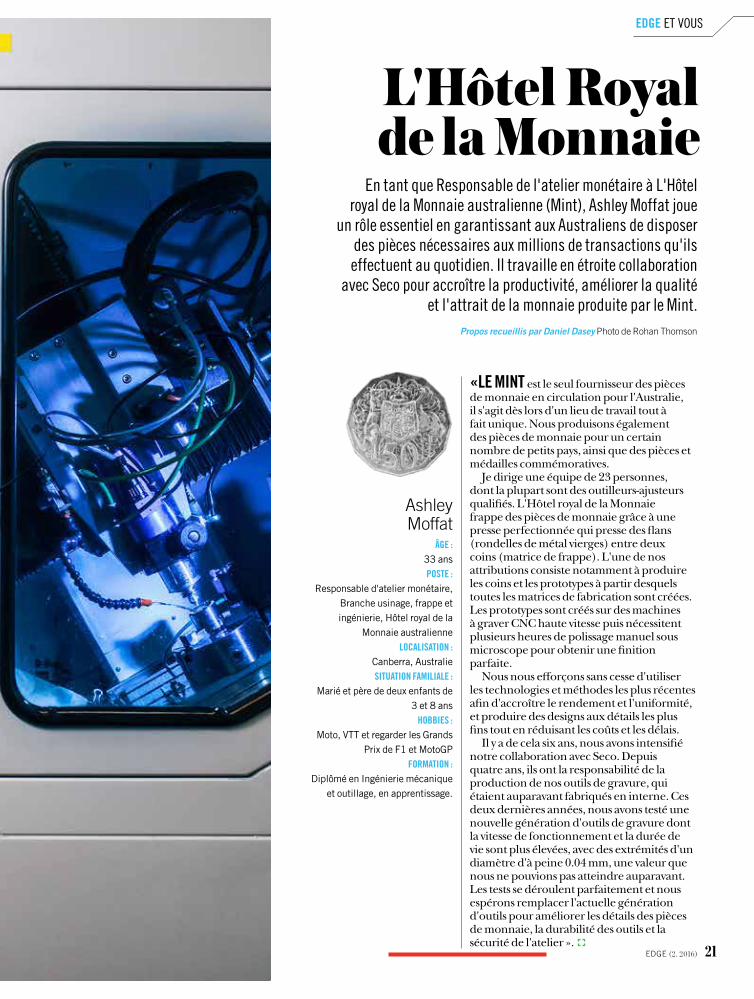
En tant que Responsable de l'atelier monétaire à L'Hôtel royal de la Monnaie australienne (Mint), Ashley Moffat joue
un rôle essentiel en garantissant aux Australiens de disposer des pièces nécessaires aux millions de transactions qu'ils effectuent au quotidien. Il travaille en étroite collaboration
avec Seco pour accroître la productivité, améliorer la qualité et l'attrait de la monnaie produite par le Mint.
«LEMINTest le seul fournisseur des pièces de monnaie en circulation pour l'Australie, il s'agit dès lors d'un lieu de travail tout à fait unique. Nous produisons également des pièces de monnaie pour un certain nombre de petits pays, ainsi que des pièces et médailles commémoratives.
Je dirige une équipe de 23 personnes, dont la plupart sont des outilleurs-ajusteurs qualiiés. L'Hôtel royal de la Monnaie frappe des pièces de monnaie grâce à une presse perfectionnée qui presse des lans (rondelles de métal vierges) entre deux coins (matrice de frappe). L'une de nos attributions consiste notamment à produire les coins et les prototypes à partir desquels toutes les matrices de fabrication sont créées. Les prototypes sont créés sur des machines à graver CNC haute vitesse puis nécessitent plusieurs heures de polissage manuel sous microscope pour obtenir une inition parfaite.
Nous nous eforçons sans cesse d'utiliser les technologies et méthodes les plus récentes ain d'accroître le rendement et l'uniformité, et produire des designs aux détails les plus ins tout en réduisant les coûts et les délais.
Il y a de cela six ans, nous avons intensiié notre collaboration avec Seco. Depuis quatre ans, ils ont la responsabilité de la production de nos outils de gravure, qui étaient auparavant fabriqués en interne. Ces deux dernières années, nous avons testé une nouvelle génération d'outils de gravure dont la vitesse de fonctionnement et la durée de vie sont plus élevées, avec des extrémités d'un diamètre d'à peine 0.04 mm, une valeur que nous ne pouvions pas atteindre auparavant. Les tests se déroulent parfaitement et nous espérons remplacer l'actuelle génération d'outils pour améliorer les détails des pièces de monnaie, la durabilité des outils et la sécurité de l'atelier ».
L'Hôtel Royal de la Monnaie
Propos recueillis par Daniel Dasey Photo de Rohan Thomson
EDGE ET VOUS
21EDGE (2. 2016)
DES SOLUTIONS
QUI DÉCOLLENT
Au cœur de l'industrie aéronautique française, à Saint-Nazaire, Seco aide FAMAT à usiner les pièces des turboréacteurs de demain.
PAR CHARLES MASTERS PHOTOS PAR TIM FOX
CAS FAMAT
EDGE (2. 2016)22

S
UI T
PHOTO : BUENA VISTA IMAGES/GETTY IMAGES
23EDGE (2. 2016)

L'usine dispose d'une quarantaine de machines-
outils pour l'usinage du titane, de l'aluminium et
de l'inconel.
Des carters pour turboréacteursLes Fabrications Mécaniques de l'Atlantique (FAMAT) ont été fondées en 1981, fruit d'une joint-venture à 50/50 entre le fabricant de turboréacteurs américain General Electric et
son homologue français Snecma. Aujourd'hui,
l'entreprise emploie 430 personnes. Le siège social de FAMAT se situe à Saint-Nazaire, en France. Son chiffre d'affaires annuel est de
171 millions d'euros (2014).La principale activité de l'entreprise est la
production de carters de turboréacteurs desti-
nés à ses deux sociétés mères, notamment pour
les moteurs des familles GE CF6, GE90, CF34, CFM CFM56, et Engine Alliance GP7200, en plus des moteurs de dernière génération GE9X et Leap.
Ses principaux domaines d'expertise sont
les suivants : systèmes CAO/FAO ; l'usinage à commande numérique ; soudage TIG, plasma, par faisceau d'électrons ; traitements ther-miques, inspection par rayons X et CMM.
Les carters de turbo-
réacteurs produits par
FAMAT sont utilisés sur les avions Airbus, ainsi
que sur les Boeing 737 et 777.
CAS FAMAT
24 EDGE (2. 2016)

L e port de Saint-Nazaire sur la côte atlantique française
est traditionnellement connu pour ses chantiers navals. Mais aujourd'hui, la réputation de la ville s'est étendue à la production d'un autre moyen de transport, grâce au consortium européen Airbus qui réalise des pièces de fuselage dans une usine locale.
Ce n'est pas un hasard si ce centre d'expertise technique est également la base de FAMAT, une société commune des motoristes aéronautiques Snecma et General Electric, qui produit des carters pour les gammes de turboréac-teurs des deux entreprises. Les pièces fabriquées par FAMAT jouent donc un rôle essentiel dans la construction des avions les plus répandus actuellement, notam-ment les appareils de la famille Airbus et les Boeing 737 et 777.
« Nous fabriquons des éléments structurels non rotatifs pour moteurs », explique Stéphane Maurer, le responsable de la pro-grammation CNC et des outils coupants chez FAMAT. L'usine de Saint-Nazaire dispose d'une quarantaine de machines-outils pour travailler principalement le titane, l'aluminium et l'inco-nel (un superalliage utilisé dans certaines pièces de moteur pou-vant atteindre une température de 800 °C).
M. Maurer explique que FAMAT est confrontée aux mêmes déis que les autres entreprises : elle se doit de fabriquer des pro-duits rapidement et à moindre coût. « Toutefois, nous devons avant tout fournir un niveau de qualité irréprochable, cela va sans dire. En matière d'usinage, nos tolérances sont de plus ou moins 0.025 mm sur les pièces d'un diamètre de 2 000 mm. Toutes les pièces que nous usinons sont systématiquement contrôlées à l'aide d'une machine de mesure 3D, pour détecter les éventuels défauts ».
FAMATTRAVAILLEACTUELLEMENT sur le développement de la prochaine génération de moteurs en pro-posant de nouveaux standards en matières d'économie de car-burant et de réduction du bruit, notamment avec le GE9X, conçu pour le Boeing 777. « Il s'agit d'un nouveau moteur et pour le carter, nous avons développé toutes les opérations d'usinage du titane avec l'aide de Seco », déclare M. Maurer. « Nous souhaitions la participation directe de son fabricant pour créer une nouvelle génération d'outils coupants et déinir une stratégie de coupe qui réduise considérablement la durée d'usinage ». Il estime le gain de temps entre 10 et 20 % environ.
« Nous devons fournir un niveau de qualité irréprochable ».
STÉPHANE MAURER, RESPONSABLE DE LA PROGRAMMATION CNC ET DES OUTILS COUPANTS, FAMAT
En complément
des fraises-disques,
FAMAT est passée avec succès à
l'utilisation de
fraises carbure.
PH
OTO
: B
ENED
ICT
RED
GR
OVE
25EDGE (2. 2016)
Famat et Seco sont parte-naires de longue date, le second ayant fourni un grand nombre de machines-outils de l'usine. « L'avantage de Seco est qu'ils ne font pas de propositions irréalistes qui pourraient sembler intéres-santes, mais qui n'ofrent pas de garanties », airme M. Maurer. « Ils font des propositions qu'ils ont auparavant testées, il n'y a donc pas de surprise ».
STÉPHANEMAURERPRÉCISEQUELESTRAVAUX
DEFONDERIElors de la fabrication de chaque carter en font des pièces très onéreuses. « Lorsque Seco nous informe qu'ils vont procéder à des tests, nous ne pouvons pas les faire sur une pièce test ; nous devons les réaliser directement sur la pièce », explique-t-il. « Nous préférons la prudence à l'audace, et c'est la marque de fabrique de l'équipe de Seco. Ils osent prendre des risques, mais ce sont des risques mesurés qu'ils identiient clairement ».
Florent Popilus, Technico-commercial chez Seco, explique que Seco se diférencie de ses concurrents par son étroite colla-boration avec ses clients comme FAMAT. « Nous ofrons notre expertise en outils coupants et ils fournissent la leur dans le domaine de l'usinage », dit-il. « Nous nous concertons et déterminons les outils nécessaires ainsi que la stra-tégie d'usinage à adopter ».
LORSQUEFAMATa dû trouver rapide-ment une solution pour la concep-tion du carter du moteur nouvelle génération Leap 1B, destiné au Boeing 737, le délai dont béné-iciait l'entreprise pour livrer un prototype était très court. « Au lieu de transmettre les spéciications à plusieurs fournisseurs et de com-parer les propositions, FAMAT a travaillé directement avec Seco pour trouver comment produire la pièce », déclare M. Popilus. « Cela leur a permis de respecter le délai imparti».
Florent Popilus explique que les pièces évoluent, notamment
dans leurs formes, et que Seco doit s'adapter. « Tout ne repose pas que sur les outils, il faut également considérer la programmation », dit-il. « Seco propose une stratégie d'usinage complète ainsi que des conseils techniques. Nous tra-vaillons avec FAMAT de la phase d'étude jusqu'à la production ».
Le technico-commercial com-mercial de Seco conclut : « La coniance mutuelle est essen-tielle : ils nous font coniance et nous leur faisons coniance. Il ne s'agit pas seulement de leur four-nir les outils coupants et de les laisser les utiliser ».
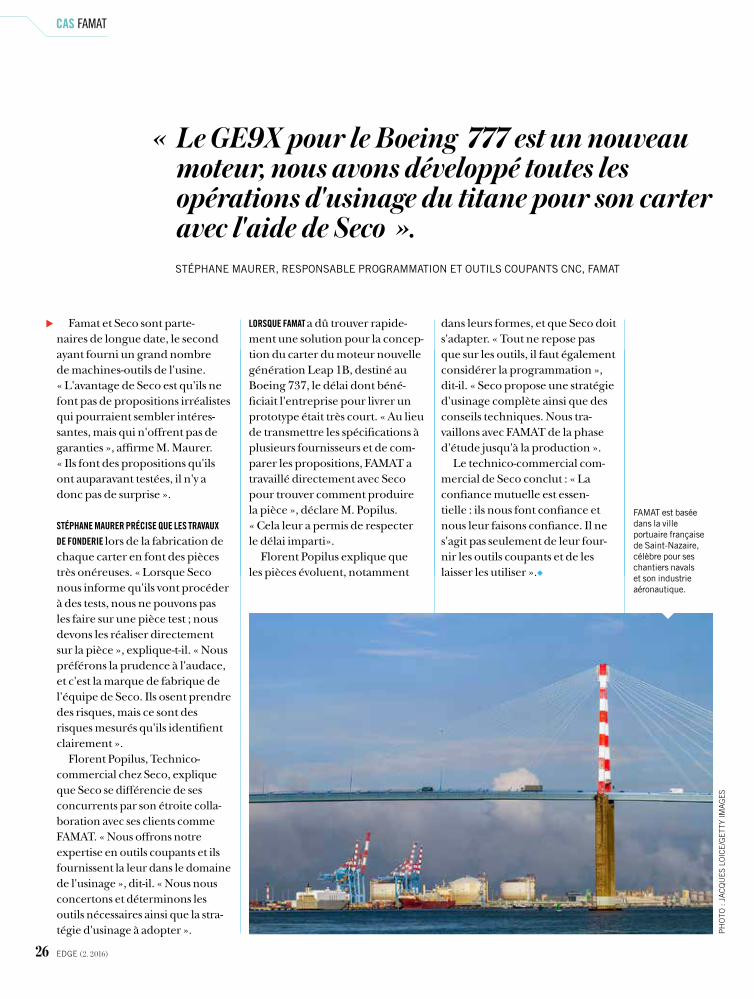
« Le GE9X pour le Boeing 777 est un nouveau moteur, nous avons développé toutes les opérations d'usinage du titane pour son carter avec l'aide de Seco ».
STÉPHANE MAURER, RESPONSABLE PROGRAMMATION ET OUTILS COUPANTS CNC, FAMAT
FAMAT est basée dans la ville
portuaire française
de Saint-Nazaire,
célèbre pour ses
chantiers navals
et son industrie
aéronautique.
PH
OTO
: JA
CQ
UES
LO
ICE/
GET
TY IM
AG
ES
CAS FAMAT
26 EDGE (2. 2016)

Des temps de cycle plus courtsFAMAT souhaitait améliorer ses solu-
tions d'usinage pour la production du
carter FHF (Fan Hub Frame) du nouveau moteur GE9X destiné aux Boeing 777. L'un des objectifs était d'améliorer les
conditions de travail des opérateurs ain de limiter les microtraumatismes répétés.
L'entreprise cherchait également à amé-
liorer sa productivité.
Les fraises-disques utilisées aupara-
vant, d'un diamètre de 315 mm, pesaient environ 14 kg. Seco a suggéré de les rem-
placer par des fraises carbure de 25 mm, d'un poids total avoisinant les 4 kg.
Le changement d'outil a permis de
réduire le cycle d'usinage de 48 % par rapport au temps qui était nécessaire
avec des fraises-disques plus grandes. Le
coût des outils coupants a également été
réduit de 30 %.FAMAT étudie la possibilité de rem-
placer ultérieurement une fraise-disque
de 450 mm par une fraise carbure spéciale de 32 mm appartenant à la gamme JSR22 de Seco. Cela permettrait à l'entreprise d'éliminer le besoin d'ins-
taller manuellement une fraise-disque
de 29 kg, puisque la fraise carbure, plus petite et pesant 6.7 kg, peut être auto-
matiquement posée depuis le magasin
d'outil.
Lorsque FAMAT avait besoin rapidement d'une solution pour la production du carter
d'un nouveau moteur, Seco a été en mesure
de fournir l'outil adéquat en six semaines
seulement.
Famat et Seco sont partenaires
de longue date, le second ayant
fourni nombre de machines-
outils de l'usine.
Des plaquettes de tournage aux barres
d'alésage, les outils proposés par Seco sont
présents partout dans l'usine.
27EDGE (2. 2016) 27EDGE (2. 2016)

PAR CARI SIMMONS PHOTOS DE LINNEA RHEBORG
POUR LES CLASSIQUESIon Tâmpu, Représentant Technique de Seco Tools en Roumanie,
s'efforce de rester au fait des nouvelles technologies, mais est également heureux de revenir aux traditions.
Une passion
Club des voitures anciennes Transilvannia Ion Tâmpu a créé en 2005 le Old Cars Club Transilvania, un club
de voitures vintage. « Notre prin-
cipal objectif n'est pas d'avoir
beaucoup de membres, mais
plutôt de compter parmi nous
des personnes passionnées », dit-il.
Chaque année, le club orga-
nise un rallye et aide d'autres
clubs à organiser des évène-
ments semblables.
Les courses de voitures
anciennes ne se focalisent pas
rigoureusement sur la vitesse
comme les autres courses de voi-
tures, mais se concentrent plutôt
sur la précision. Il s'agit de gérer la conduite ou plutôt, comme le
dit M. Tâmpu, de « maintenir une vitesse précise pour atteindre les
objectifs aux moments exacts ».
28 EDGE (2. 2016)

« L'ANCIENNEÉCOLE,ÇAROULE! »s'exclame Ion Tâmpu, un expert qui ofre à ses clients ainsi qu'à l'équipe commerciale de Seco Tools son sup-port technique depuis six ans. « Vous pouvez améliorer et moderniser les choses avec une technologie de pointe, mais il est toujours utile de commencer par le début et de revenir à l'essentiel lorsque quelque chose ne fonctionne pas ».
M. Tâmpu est souvent sur la route pour rendre visite à ses clients et leur fournir une assistance technique, qu'il s'agisse d'améliorer les processus de coupe, de jongler avec les para-mètres de fraisage, ou de trouver un moyen d'améliorer la productivité. « Je suis en quelque sorte un solu-tionneur de problèmes. Je suis là pour aider et améliorer la situation pour le client », dit-il en expliquant qu'il adapte les produits de Seco aux conditions et aux machines, qui dif-fèrent d'un secteur à l'autre et d'une entreprise à une autre.
Avant de travailler pour Seco, Ion Tâmpu était ingénieur dans la construction pour une entreprise sidérurgique canadienne. Il a égale-ment travaillé dans le secteur auto-mobile comme ingénieur mécanique et airme que les mêmes principes
ION TÂMPUReprésentant technique,
Seco Tools
DOMICILE : Brasov, Roumanie
FAMILLE : marié, deux enfants
AUTRESINTÉRÊTS : randonnée
en montagne
VOITURESANCIENNESPRÉFÉRÉES :
Fiat 501 TorpedoFiat 1500S Spider
Renault Alpine A110
AU BOUT DU MONDE
29EDGE (2. 2016)

d'ingénierie s'appliquent, quel que soit le secteur. « La théorie est la même ; seule la façon de l'appli-quer difère ».
M. Tâmpu apprécie réellement de pouvoir appli-quer toutes ses connaissances techniques et d'ingé-nierie à la fois dans le cadre de son poste actuel au sein de Seco mais aussi pour sa passion, les voitures anciennes. « Je n'avais que cinq ans quand j'ai vu une voiture de sport VW Karmann Ghia pour la première fois et je me souviens avoir pensé "Waouh, j'aime les voitures !" » dit-il.
Cette passion née dans l'en-fance est toujours restée la même, le poussant à créer dans sa ville natale le « Old Cars Club Tran-silvania », un club de voitures anciennes qui organise des rallyes et d'autres évènements.
La manière dont M. Tâmpu décrit la restauration des voitures anciennes indique clairement qu'il considère ce passe-temps comme une noble mission. « Les voitures anciennes abritent l'âme de leur concepteur », airme-t-il. « Elles étaient dessinées avec le cœur et l'esprit, non pas par ordi-nateur ».
À propos du grand classique de Volkswagen : la Coccinelle, Ion Tâmpu explique : « C'était
une conception iable, qu'il est presque impossible de reproduire aujourd'hui. De nos jours, toutes les voitures se ressemblent et ofrent les mêmes sensations. Seul l'emblème est diférent ».
La première voiture ancienne de M. Tâmpu était une Coccinelle décapotable. Par la suite, il acheta une Trabant provenant d'Alle-magne de l'Est. « C'était une belle voiture, mais dans les années 1990, elle était diicile à entretenir : trouver des pièces détachées après la révolution [roumaine] n'était pas chose aisée ».
Aujourd'hui, avec ses cama-rades collectionneurs, il importe
un grand nombre de pièces, lorsqu'il parvient à les trouver. Il remet également en état de vieilles pièces, car il trouve souvent ce dont il a besoin dans les casses automobiles.
M.TÂMPUPOSSÈDEACTUELLEMENTune Fiat 1800B dotée d'un moteur six cylindres et une Renault 16, toutes deux datant de 1967. Il les emmène fréquemment en balade mais sinon, comme la plupart des collectionneurs de voitures anciennes, il a tendance à rester discret sur sa passion. « Sous le régime communiste, faire collec-tion de voitures anciennes était
Les premières voi-
tures anciennes de
Ion Tâmpu étaient une Coccinelle 1200
décapotable
de 1960 et une Trabant d'Allemagne
de l'Est de 1972. Aujourd'hui, il
possède une
Fiat 1800B et une Renault 16,
toutes deux datant
de 1967.
« Les voitures anciennes étaient dessinées avec le cœur et l'esprit, non pas par ordinateur ». ION TÂMPU, REPRÉSENTANT TECHNIQUE CHEZ SECO TOOLS ROUMANIE ET COLLECTIONNEUR AUTOMOBILE PASSIONNÉ
30 EDGE (2. 2016)

Avant d'acheter une voiture vintage« Faites vos recherches avant d'acheter une voiture
ancienne », conseille Ion Tâmpu. « Rassemblez et étudiez toutes les informa-
tions liées à la voiture dont
vous rêvez. Vous devez être
en mesure de vériier son état technique, ses pièces
d'origine et bien d'autres
choses encore, alors faites
appel à un expert si néces-
saire ».
Voici ses recommandations avant de réaliser un achat : Évitez d'acheter des voi-
tures de collection en ligne.
Il est préférable de tout voir de vos propres yeux.
Soyez disposé à investir
du temps et de l'argent
dans la restauration. Même si la voiture est en parfait
état, vous devez avoir de
l'argent de côté réservé aux
situations inattendues.
Recherchez la présence de rouille. Les petites
bulles sous la peinture ou
des rayures peuvent faci-
lement être corrigées et la
rouille peut être stoppée.
Toutefois, si vous pouvez
voir l'herbe à travers le
plancher, faites une croix
sur la voiture.
N'oubliez pas de faire de
la place dans votre garage.
considéré comme un passe-temps élitiste réservé aux riches ».
« De nos jours, les compor-tements changent », airme M. Tâmpu avant d'ajouter que les jeunes en particulier sont souvent fascinés lorsqu'ils le voient rouler dans ses voitures de 1967. « Ils n'arrivent pas à croire que ces voitures roulent encore. Mais honnêtement, les fondamentaux n'ont pas tellement changé. Les voitures ont encore quatre roues, un moteur et un volant. Vous pouvez moderniser des voitures anciennes, mais la mentalité et les méthodes de la vieille école fonc-tionnent toujours ».
Le club de voitures vintage Old Cars Club Transilvania au travail. Basé dans la ville médiévale de Brasov, l'objectif
du club est d'avoir des « membres passionnés de voitures anciennes », déclare le fondateur Ion Tâmpu. Parmi les
voitures de ses amis, on compte un pick-up Chevrolet
de 1949, une MGB anglaise de 1970 et une ARO M461 de 1964, ainsi qu'une sorte de Jeep roumaine.
31EDGE (2. 2016)

INDUSTRIEAUTOMOBILELe département Audi Outillage a utilisé une imprimante 3D pour reproduire la voiture de Grand Prix
emblématique de
l'entreprise : l'Auto Union Type C de 1936. L'entreprise examine à présent les nouvelles applications
possibles avec les imprimantes à
métal pour la production de com-
posants complexes. La technologie
implique une fusion laser sur lit de
poudre métallique dont la grosseur
du grain est comprise entre 15 et 40 millièmes de millimètre, soit approximativement la moitié du
diamètre d'un cheveu humain.
EDGE-UCATION
32 EDGE (2. 2016)

L orsque, il y a un peu plus d'un an, Audi a présenté un modèle à l'échelle 1:2
de sa voiture historique pour Grand Prix, l'Auto Union Type C de 1936, ce n'est pas la voiture qui a attiré le plus l'intérêt, mais plutôt « l'imprimante ». La voiture était l'une des premières à être créées grâce à la fabrication additive ou ce qui est parfois appelé la technologie d'impression 3D. Simultanément, Audi annonçait rechercher de nouvelles possibilités pour l'impression de composants complexes, direc-tement à partir de poudre de métal.
L'exemple d'Audi n'est que l'une des nombreuses mises en pratique de la fabrication additive (en anglais : additive manufacturing, AM). Les défen-seurs de la technologie soulignent le fait que celle-ci permet à l'industrie métallurgique de passer d'une conception inluencée par la production à une production guidée par la conception, qu'elle permet de réduire le
PAR PER-OLA KNUTAS PHOTOS DE JONAS GAUFFIN, AUDIILLUSTRATIONS DE ANIL YANIK
Espoir ou
mode ?
LATECHNOLOGIE3DDÉVOILÉE
Tout le monde parle d'impression 3D, ou « fabrication additive » comme certains préfèrent l'appeler. Mais quand cette technologie se généralisera-t-elle et quelles en seront les implications ? Anders Ericsson, Directeur du département Recherche et Développement de Seco, examine cela de plus près.
33EDGE (2. 2016)

INDUSTRIEAÉRONAUTIQUELa recherche constante
de structures légères
favorise le développe-
ment de la fabrication
additive dans l'indus-
trie aéronautique. Il existe déjà plusieurs
exemples de composants ainsi fabriqués,
notamment des injecteurs et pièces pour
ailes. Les structures intelligentes légères
fabriquées grâce aux processus de fusion laser allient haute résistance et réduction
du poids de 40 à 60 %.
DÉFENSELe groupe de défense sué-
dois Saab a testé la fabri-
cation additive sur la partie
arrière de son canon anti-
char sans recul Carl Gustaf
M4. Les tests ont démontré que les composants pro-
duits par fabrication addi-
tive étaient plus denses que
leurs équivalents en fonte.
INDUSTRIEAUTOMOBILEScania, le fabricant de poids lourds
suédois, teste l'impression 3D pour la production de pièces telles que des
stators, sur le site du Alfred Nobel
Science Park à Karlskoga, en Suède.
ra. Mais, cela dit, je crois tout de même que la fabrication additive représente un plus grand potentiel pour les métaux que la mise en forme à cotes inies, principalement parce que celle-ci est actuellement utilisée avec succès dans la fabrication de compo-sants plastiques complexes et parce que la numérisation sera un facteur clé ».
Jusqu'à présent, seuls le secteur médical et, dans une certaine mesure, le secteur aéronautique ont fait des progrès dans la fabrication additive dans des domaines qui dépendent traditionnellement de l'industrie métallurgique. La méthode a également été eicace dans le secteur médical, pour la production de petites séries de composants complexes sur mesure, tels que les prothèses et les implants.
« D'autre part, jusqu'à maintenant, la
temps de développement de nouveaux pro-duits, et qu'elle ofre à présent de nouvelles possibilités pour la production de compo-sants à la géométrie complexe. Certains qualiient même la technologie de « chan-gement de paradigme de la fabrication addi-tive ». Mais Anders Ericsson, Directeur du département Recherche et Développement de Seco, tient à minimiser les implications immédiates de l'impression 3D pour l'indus-trie métallurgique.
« La fabrication additive est clairement une technologie très intéressante pour beaucoup de nos clients », dit-il. « Dans cer-tains cas, elle peut remplacer des opérations d'ébauche, mais nous ne pensons pas que cette technologie remplacera la majorité des opérations de inition avant 15 ans ».
Vingt ans en arrière, nombreux étaient ceux qui pensaient que la mise en forme à cotes inies allait dans une certaine mesure remplacer le processus d'usinage tradi-tionnel. La méthode implique la création de composants très proches de leur forme inale. Mais bien que la mise en forme à cotes inies soit aujourd'hui largement uti-lisée dans l'ensemble de l'industrie, elle n'a pas représenté la révolution que beaucoup attendaient.
« Vous pouvez faire le parallèle entre cette technologie et la fabrication additive aujourd'hui », déclare M. Ericsson. « Tout le monde parle de la technologie, mais nous ne savons pas vraiment où elle nous mène-
Comment fonctionne la fabrication additiveIl existe deux méthodes d'impression 3D métal : une méthode à froid appelée fusion sélective par laser (en anglais : selective laser melting, SLM) où un laser est utilisé pour faire fondre de la poudre de métal, et
une méthode à chaud appelée fusion par
faisceau d'électrons (en anglais : electron beam melting, EBM), où la fusion est obte-
nue grâce à un faisceau d'électrons. Le choix de la méthode dépend des caractéristiques
inales souhaitées des composants devant être produits.
La poudre de métal est étalée sur une
couche de 30 à 50 µm d'épaisseur, et un faisceau pré-programmé fait alors fondre
le métal de telle sorte que les couches
fusionnent. Couche après couche, le com-
posant est déplacé légèrement vers le bas,
permettant ainsi sa fabrication.
Les matériaux les plus couramment utili-
sés sont le titane, l'acier inoxydable, l'alumi-
nium, les métaux à base de nickel et divers
aciers pour outils.
Chez Seco, nous faisons
le choix de voir la fabri-
cation additive comme
une opportunité et une
technologie très intéres-
sante pour nos clients.
Anders Ericsson,
Directeur de la R&D chez
Seco
«
EDGE-UCATION
34 EDGE (2. 2016)

COMPOSANTSINDUSTRIELSLa production de pinces
de manutention pour l'in-
dustrie manufacturière
par fabrication additive
permet de simpliier les actualisations et modii-
cations des conceptions
des pièces.
INDUSTRIEMÉDICALEL'industrie orthopédique s'intéresse
fortement aux nouveaux matériaux et
aux nouvelles conceptions permet-
tant la croissance osseuse. L'asso-
ciation de ces deux facteurs a accru
le niveau d'intérêt pour la fabrication
additive, permettant de concevoir des
composants tels que des prothèses de
genou ou de hanche d'une toute nou-
velle manière. Les implants dentaires
peuvent également ainsi être réalisés
sur mesure pour chaque patient.
Conseils d'Anders Ericsson sur la fabrication additive :COMMENCEZDESTESTSVous trouverez chez certains fournis-
seurs de composants des produits
créés par fabrication additive.
EXAMINEZLESPROCESSUSExaminez vos processus de produc-
tion dans leur intégralité et détermi-
nez où et pour quel cas, la fabrication additive serait bénéique.
CONTACTEZVOTREFOURNISSEURD'OUTILSDialoguez avec votre fournisseur d'ou-
tils de travail et mettez son expertise à
proit pour arriver à la meilleure solu-
tion pour les opérations d'usinage de
précision et l'ensemble du processus
de production.
production de masse de composants métal-liques grâce à la fabrication additive est rare-ment rentable », déclare M. Ericsson. « Le coût par composant est beaucoup trop élevé. La technologie devrait être 10 à 20 fois plus rapide pour avoir un impact majeur ».
DUPOINTDEVUEDES caractéristiques des compo-sants, les produits réalisés par fabrication additive se rapprochent souvent de ceux réalisés à partir de métal sous forme solide, indique Anders Ericsson.
« Par exemple, vous pouvez obtenir des caractéristiques équivalentes en matière de rigidité à la lexion » dit-il. « Mais au niveau microscopique, lorsque le matériau est usiné inement, il devient évident qu'il est nécessaire de changer de méthode pour garantir un usinage eicace. Nous observons ce phénomène dans environ 30 % des cas d'usinage ».
C'est souvent à ce stade que Seco inter-vient pour résoudre les déis d'usinage que rencontrent ses clients partout dans le monde, en matière de caractéristiques du matériau et du choix de l'outil de travail.
M. Ericsson conseille d'adopter une approche audacieuse et de commencer à efectuer des tests de fabrication additive pour des produits sélectionnés avec soin. Seco a d’ailleurs commencé à utiliser la fabri-cation additive pour produire certains com-posants métalliques de ses propres produits, fait-il remarquer.
« Chez Seco, nous faisons le choix de voir la fabrication additive comme une oppor-tunité et une technologie très intéressante pour nos clients. Nous sommes conscients que, grâce à la grande expertise de Seco dans le domaine de l'usinage, nous pouvons travailler en étroite collaboration avec nos clients et leur proposer des solutions holis-tiques intégrant la fabrication additive pour leur permettre de mettre en place un sys-tème de production eicace ».
35EDGE (2. 2016)

REJOIGNEZ-NOUS !N’oubliez pas de visiter nos pages
Facebook et Instagram, et envoyez-nous un tweet sur Twitter pour tout
ce qui concerne Seco.
La nouvelle
gamme Jabro®
JHF181 de
fraises car-
bure mono-
bloc de Seco
est disponible
avec une
conception
torique ou
« bull nose » et un nombre
de dents dif-
férent selon le
modèle.
03060063 ST20166561
EDGENOUVELLEVERSIONTout comme le magazine,
Edgeupdate.com a été relooké
et comprend de nouvelles
fonctionnalités Découvrez-les vite !
DÉCOUVREZ
Edgeupdate.com, vous pouvez ainsi accéder à tous les articles
de ce magazine. Consultez également les pages Facebook, Twitter et Instagram de Seco.
VOUSENVOULEZENCORE ?
LA CHAÎNE YOUTUBE
Rendez-vous sur Youtube
pour visionner des vidéos de
démonstrations où nos produits façonnent les pièces métalliques
qui font partie de notre quotidien,
des prothèses aux turboréacteurs.
À TOUTE ÉPREUVELES OUTILS DU MÉTIER
LA NOUVELLE GAMME DE FRAISES CARBURE MONO-
BLOC JABRO JHF181 de Seco est conçue pour
une utilisation en fraisage grande avance
impliquant des matériaux ISO-H et ISO-S.Créés pour une utilisation dans l'industrie,
notamment aéronautique, médicale et
de fabrication de moules et de matrices,
ces outils permettent de mettre en place
des méthodes de coupe simples ayant
un faible impact et une haute productivi-
té. Ils peuvent être utilisés avec un plus large éventail de matériaux par rapport
aux outils existants. Les outils bénéicient d'un revêtement, d'un pré-traitement et
d'une préparation d'arête uniques qui lui
permettent de garantir une durée de vie
de l'outil de 30 % supérieure à celle de son prédécesseur dans des opérations
de fraisage dur. L'outil, proposé dans des
diamètres compris entre 2 et 16 mm, est disponible avec une extrémité torique ou
hémisphérique et un nombre de dents dif-
férent selon le modèle.
36 EDGE (2. 2016)