identification par simulation numerique … · résultats de simulation obtenus sont comparés à...
TRANSCRIPT

1
IDENTIFICATION PAR SIMULATION NUMERIQUE DE L’ORIGINE D’ECHOS PARASITES DU CONTROLE ULTRASONORE D’UNE SOUDURE DE PIECES AUSTENO-FERRITIQUES MOULEES. AUTEURS : Antoine FERRE – EDF R&D
CO-AUTEURS : Diana SAMAH – EDF CEIDRE, Pierre-Emile LHUILLIER – EDF R&D
CONFERENCIERS : Antoine FERRE – EDF R&D RESUME :
Les examens non destructifs (END) en service des soudures présentes dans le circuit primaire des centrales nucléaires françaises est un enjeu majeur en termes de sûreté. Les soudures austénitiques sont susceptibles de dégrader les performances du contrôle du fait d’une microstructure très fortement anisotrope et hétérogène induisant des perturbations du faisceau ainsi qu’un bruit de structure. Dans cette étude, l’examen est rendu d’autant plus difficile du fait d’un métal de base de part et d’autre de la soudure en acier austéno-ferritique moulé. Ce matériau présente une structure hétérogène à gros grains induisant, aux fréquences classiques de contrôle, une diffusion importante de l’onde ultrasonore et dégradant ainsi les performances du contrôle. La présente étude traite du cas particulier du contrôle ultrasonore d’une soudure en acier inoxydable austénitique de deux pièces en acier austéno-ferritique moulé constitutive d’un composant de centrale nucléaire. Ce dernier met en évidence des échos parasites pressentis comme étant dus à l’anisotropie de la structure, de signature bien particulière et de nature à perturber la détection d’éventuels défauts en racine de soudure.
Cette étude s’attachera à expliquer, par le biais de simulations par éléments finis avec le code ATHENA2D, l’origine de ces échos parasites et les paramètres favorisant leur apparition. Les résultats de simulation obtenus sont comparés à des données recueillies lors des examens ultrasonores réalisés sur site.
1 – INTRODUCTION
Dans une optique de justification des performances des procédés, du développement des méthodes, de la conception des traducteurs, ou de l’interprétation de résultats, la modélisation des contrôles non destructifs par ultrasons est de plus en plus utilisée. Au sein d’EDF R&D, nous développons depuis quelques années un code aux éléments finis nommé ATHENA 2D [1] permettant de simuler la propagation des ondes ultrasonores dans divers matériaux.
Le circuit primaire des centrales nucléaires françaises comporte un grand nombre de soudure anisotropes et hétérogènes dont le contrôle est un enjeu majeur pour la sureté des installations ainsi que pour l’optimisation des maintenances préventives. La structure des pièces en aciers austéno-ferritiques moulés est amenée à dégrader les performances du contrôle de la soudure. Dans cette optique, EDF a établi une méthodologie permettant de simuler les contrôles ultrasonores dans ce type de composant et d’estimer les performances du procédés de contrôles ainsi que d’anticiper les difficultés d’inspection (apparition d’artefact, déviation de faisceau, niveau de bruit de structure élevé). Cette méthodologie se base sur des caractérisations destructives fines de maquettes représentatives du composant inspecté. Ces caractérisations permettent d’établir des descriptions de la soudure compatibles avec le code ATHENA2D.
JOURNEES COFREND 2017
2
2 – CONTEXTE
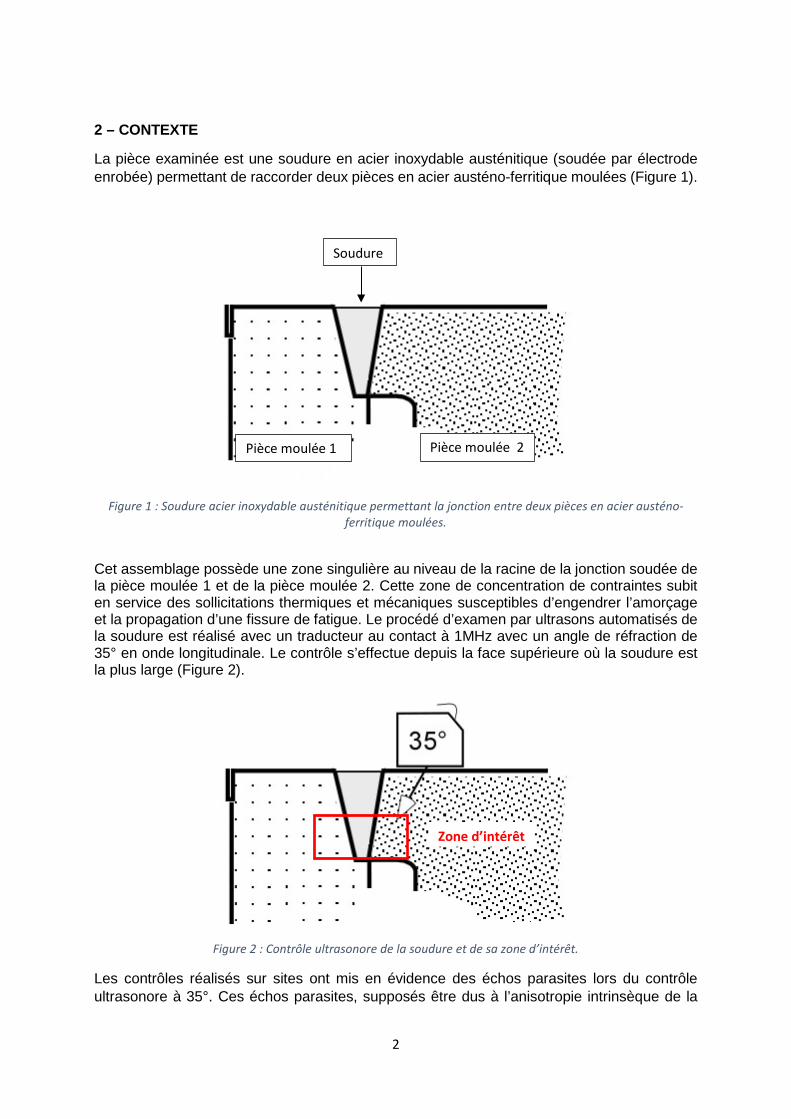
La pièce examinée est une soudure en acier inoxydable austénitique (soudée par électrode enrobée) permettant de raccorder deux pièces en acier austéno-ferritique moulées (Figure 1).
Figure 1 : Soudure acier inoxydable austénitique permettant la jonction entre deux pièces en acier austéno-ferritique moulées.
Cet assemblage possède une zone singulière au niveau de la racine de la jonction soudée de la pièce moulée 1 et de la pièce moulée 2. Cette zone de concentration de contraintes subit en service des sollicitations thermiques et mécaniques susceptibles d’engendrer l’amorçage et la propagation d’une fissure de fatigue. Le procédé d’examen par ultrasons automatisés de la soudure est réalisé avec un traducteur au contact à 1MHz avec un angle de réfraction de 35° en onde longitudinale. Le contrôle s’effectue depuis la face supérieure où la soudure est la plus large (Figure 2).
Figure 2 : Contrôle ultrasonore de la soudure et de sa zone d’intérêt.
Les contrôles réalisés sur sites ont mis en évidence des échos parasites lors du contrôle ultrasonore à 35°. Ces échos parasites, supposés être dus à l’anisotropie intrinsèque de la
Pièce moulée 1 Pièce moulée 2
Soudure
Zone d’intérêt
3
liaison pièce moulée/soudure, sont susceptibles d’altérer les performances du contrôle en limitant les capacités d’analyse dans la zone d’intérêt (Figure 2).
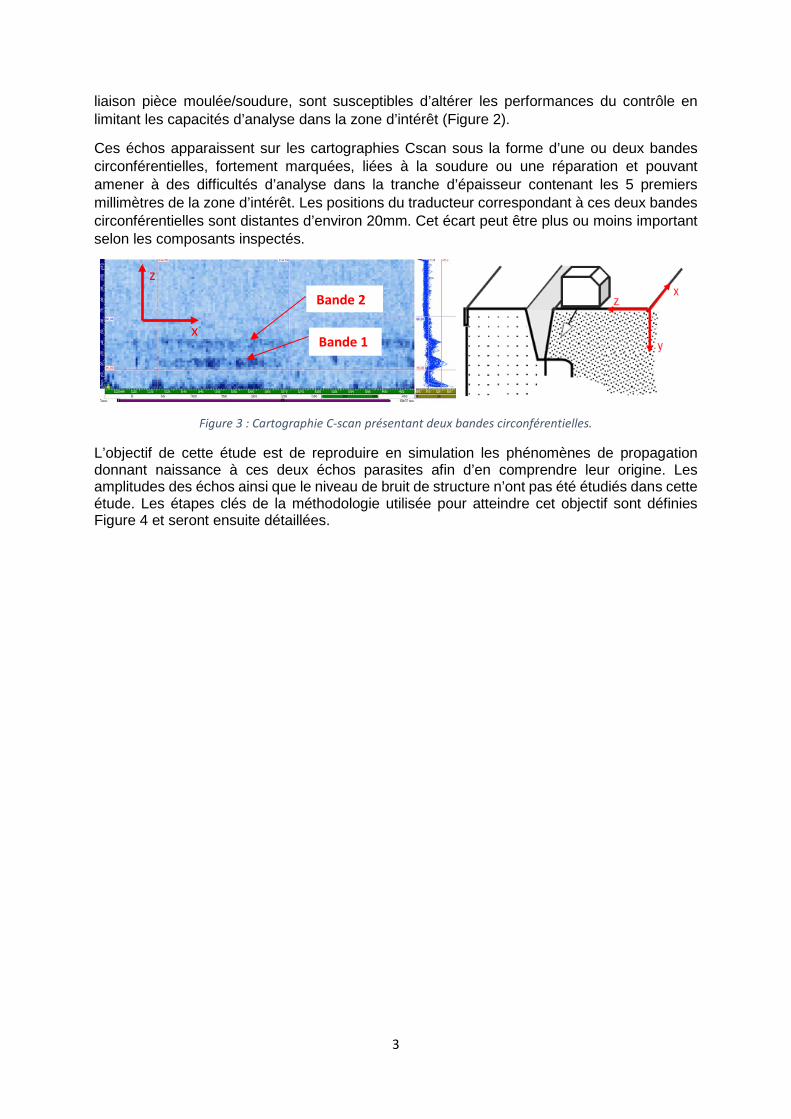
Ces échos apparaissent sur les cartographies Cscan sous la forme d’une ou deux bandes circonférentielles, fortement marquées, liées à la soudure ou une réparation et pouvant amener à des difficultés d’analyse dans la tranche d’épaisseur contenant les 5 premiers millimètres de la zone d’intérêt. Les positions du traducteur correspondant à ces deux bandes circonférentielles sont distantes d’environ 20mm. Cet écart peut être plus ou moins important selon les composants inspectés.
Figure 3 : Cartographie C-scan présentant deux bandes circonférentielles.
L’objectif de cette étude est de reproduire en simulation les phénomènes de propagation donnant naissance à ces deux échos parasites afin d’en comprendre leur origine. Les amplitudes des échos ainsi que le niveau de bruit de structure n’ont pas été étudiés dans cette étude. Les étapes clés de la méthodologie utilisée pour atteindre cet objectif sont définies Figure 4 et seront ensuite détaillées.
Bande 2
Bande 1 x
z

4
Figure 4 : Étapes clés de la méthodologie permettant de simuler les contrôles ultrasonores dans un assemblage
complexe.
1. Découpe des échantillons pour déterminer les constantes élastiques
(Cij) et pour une attaque métallographique de la microstructure.
2. Attaque métallographique permettant de révéler l’orientation
cristallographique de la soudure.
3. Traitement d’image donnant les orientations cristallographiques dans la
soudure.
4. Définition de la soudure en domaines carrés ou en macro-
domaines.
5. Implémentation de la soudure et définition des données d’entrée (ex : Cij) dans le code aux éléments finis
ATHENA2D.
6. Comparaison du B-scan simulé et du B-scan expérimental.

5
3 – MODELISATION AVEC LE CODE ATHENA2D
Le code aux éléments finis ATHENA2D permet de simuler la propagation des ondes élastodynamiques en vue du contrôle non destructif par ultrasons. La résolution des équations de l’élastodynamique se fait en termes de contrainte et de vitesse de manière à se ramener à un problème 2D. Le problème est considéré invariant par la translation dans la direction perpendiculaire au contrôle. Le maillage de la zone de calcul est cartésien régulier (maillage en pixel) et doit respecter la condition ℎ < 𝜆𝜆 12⁄ , ou h est la taille des éléments du maillage et λ la longueur d’onde du contrôle. Dans cette étude, chaque pixel est défini par un matériau anisotrope par le biais d’un tenseur élastique, ainsi qu’une orientation cristallographique par un triplet d’angles d’Euler (1 seul angle est utilisé en 2D) définissant l’orientation du matériau considéré dans le repère de la pièce. Cette méthode permet de décrire le matériau par un ensemble de domaines constitués du même matériau et comportant la même orientation cristallographique. La taille caractéristique des différents domaines définit le niveau de raffinement de la description de la soudure. Enfin, une adaptation des PML (Perfectly Matched Layer, soit Couches Parfaitement Adaptées) (voir [2]) à l'élastodynamique permet d'obtenir des bords absorbants, c'est à dire de restreindre le domaine de calcul à une zone plus petite que la pièce à inspecter qui pourrait parfois être considérée comme infinie à l'échelle du phénomène observé. Le principe est d'ajouter des couches sur le bord de la zone de calcul. Ces couches contiennent un matériau permettant l’absorption de l’intégralité de l'onde. La spécificité de cette méthode réside dans le fait qu'il n'y a pas de réflexion parasite lorsque l'onde pénètre dans le milieu absorbant.
4 – DESCRIPTION DE LA SOUDURE
Un échantillon a été prélevé dans la pièce à contrôler permettant d’observer la microstructure de l’assemblage grâce à une attaque métallographique révélant les grains. La structure représentative de ce type d’assemblage est présentée en Figure 5. Elle présente une orientation asymétrique des grains dans la soudure provenant d’une position de soudage en corniche.
Figure 5 : Structure asymétrique de la soudure.
A partir de cette métallographie, nous avons appliqué un traitement d’image basé sur la transformée de Hough permettant d’obtenir une cartographie d’orientation des grains de la soudure (Figure 6).
50mm
6
a. b.
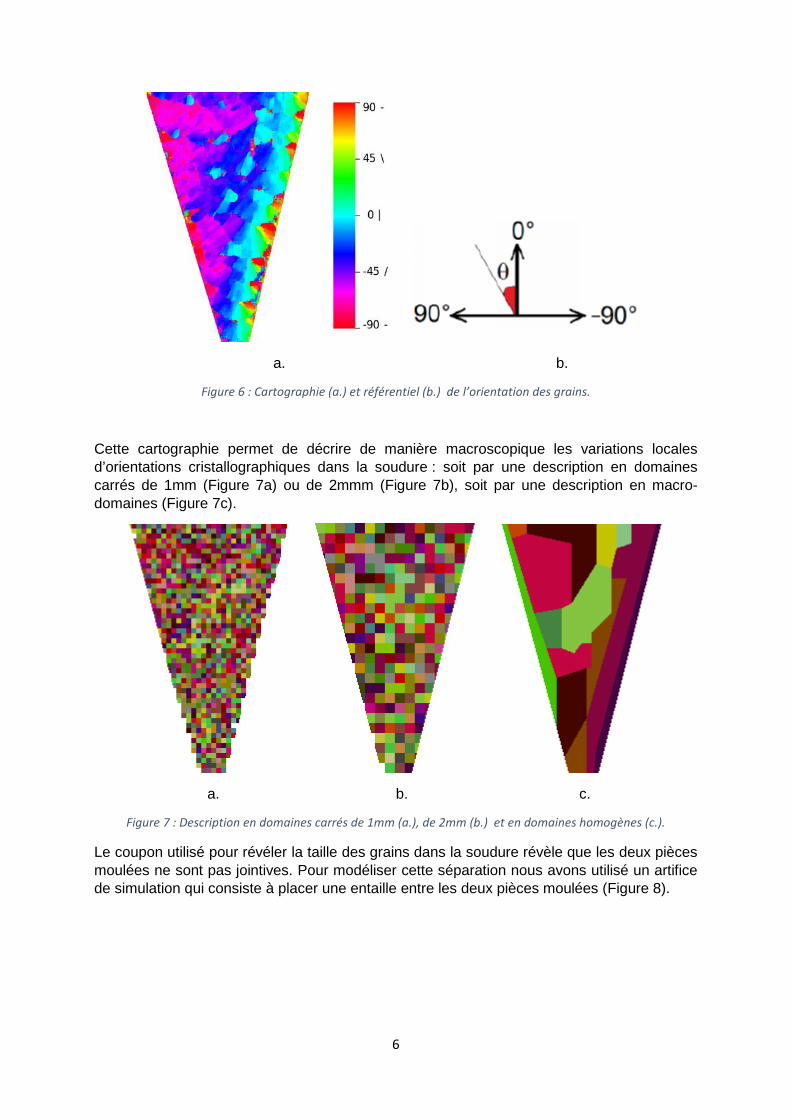
Figure 6 : Cartographie (a.) et référentiel (b.) de l’orientation des grains.
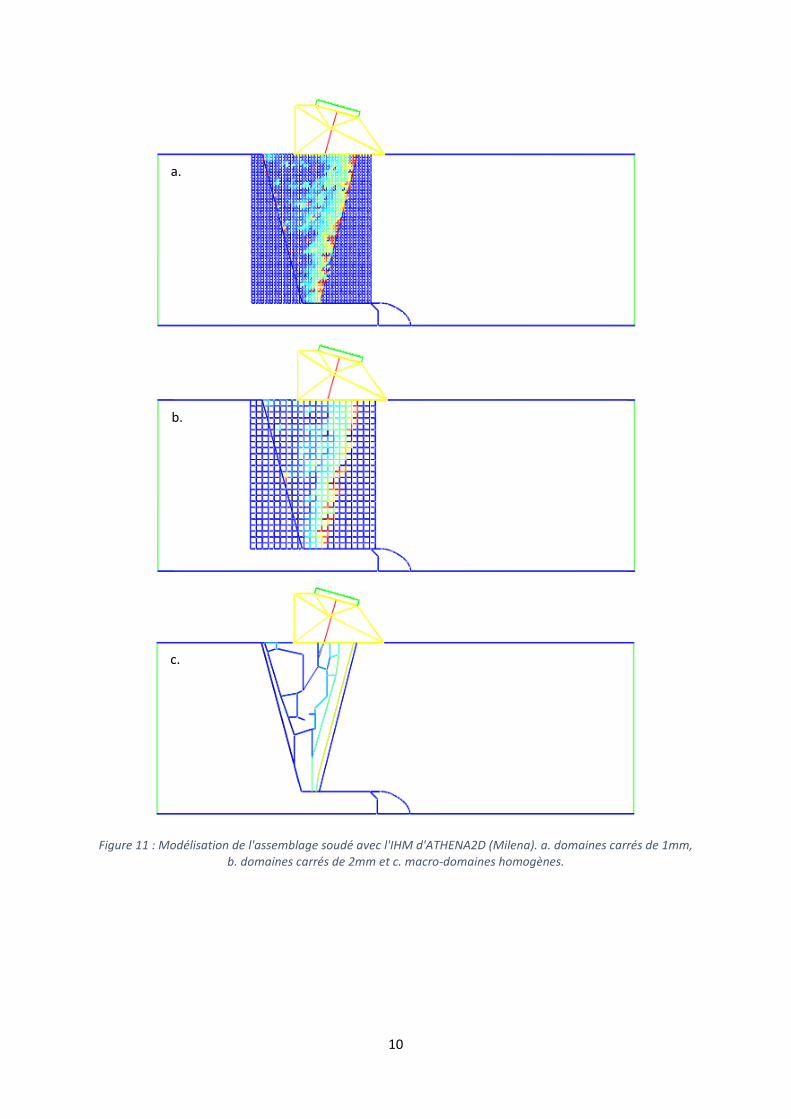
Cette cartographie permet de décrire de manière macroscopique les variations locales d’orientations cristallographiques dans la soudure : soit par une description en domaines carrés de 1mm (Figure 7a) ou de 2mmm (Figure 7b), soit par une description en macro-domaines (Figure 7c).
a. b. c.
Figure 7 : Description en domaines carrés de 1mm (a.), de 2mm (b.) et en domaines homogènes (c.).
Le coupon utilisé pour révéler la taille des grains dans la soudure révèle que les deux pièces moulées ne sont pas jointives. Pour modéliser cette séparation nous avons utilisé un artifice de simulation qui consiste à placer une entaille entre les deux pièces moulées (Figure 8).

7
Figure 8 : Modélisation de la séparation des deux pièces moulées par une entaille.
5 – DONNNEES D’ENTREE MATERIAUX
Les matériaux utilisés dans cette simulation sont un acier austénitique pour la soudure et un acier austéno-ferritique moulé pour le métal de base (pièces moulées 1 et 2). Les valeurs des Cij utilisées dans cette étude sont décrites Tableau 1. Les constantes d’élasticité de l’acier austénitique sont extraites d’une étude menée en 2012 à la R&D d’EDF [3] et celle de l’acier austéno-ferritique ont été mesurées sur un échantillon prélevé dans la pièce à contrôler. Les valeurs données pour l’acier austéno-ferritique moulé sont des valeurs exploratoires pouvant présenter des incertitudes importantes. De plus l’acier moulé est un matériau très hétérogène, les valeurs ainsi obtenues à un endroit de la pièce peuvent être différentes à un autre. Ces valeurs ne sont donc pas des valeurs de référence.
Tableau 1 : Valeurs numériques des constantes d’élasticité et des angles d’Euler déterminées par la méthode ultrasonore pour la soudure et l’acier moulé.
C11 C22 C33 C44 C55 C66 C23 C13 C12 φ(°) θ(°) ψ(°)
Soudure austénitique 242 240 224 103 114 70 153 140 115 -2,7 -4,2 -5,5
Acier austéno-ferritique moulé 255 229 283 102 102 50 105 138 147 -24 16 -6
Artifice de simulation : entaille représentant la
séparation entre les deux pièces moulées
8
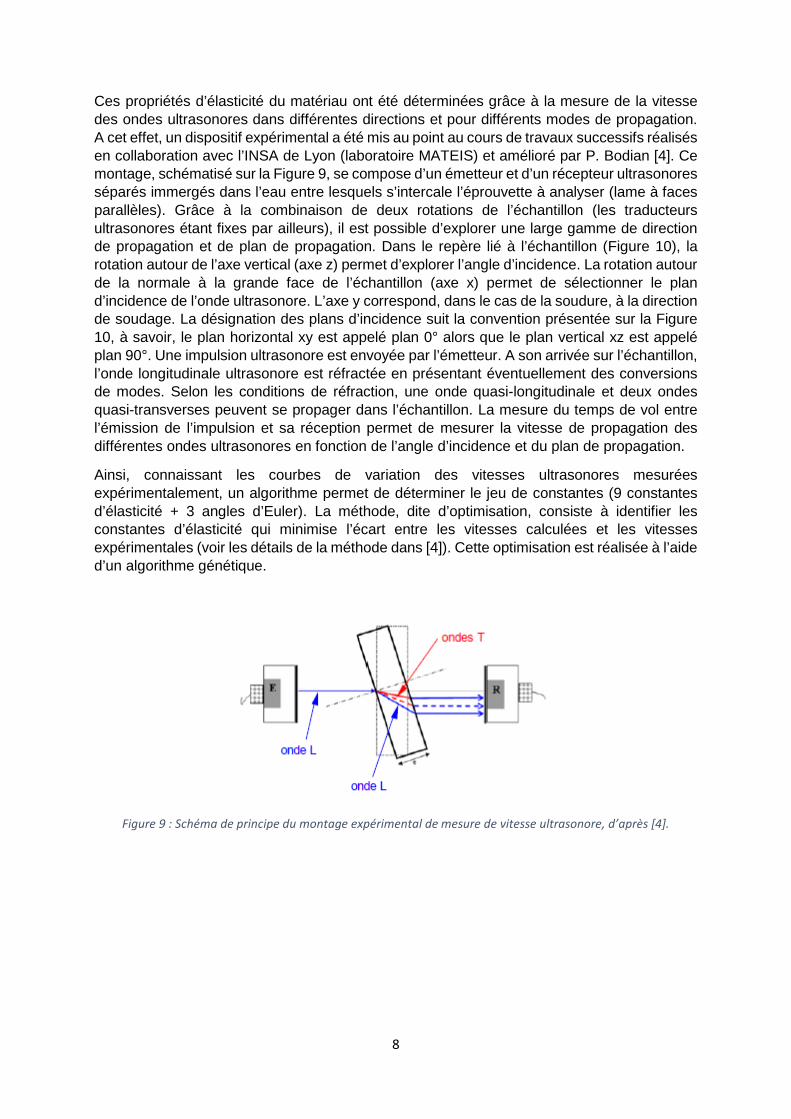
Ces propriétés d’élasticité du matériau ont été déterminées grâce à la mesure de la vitesse des ondes ultrasonores dans différentes directions et pour différents modes de propagation. A cet effet, un dispositif expérimental a été mis au point au cours de travaux successifs réalisés en collaboration avec l’INSA de Lyon (laboratoire MATEIS) et amélioré par P. Bodian [4]. Ce montage, schématisé sur la Figure 9, se compose d’un émetteur et d’un récepteur ultrasonores séparés immergés dans l’eau entre lesquels s’intercale l’éprouvette à analyser (lame à faces parallèles). Grâce à la combinaison de deux rotations de l’échantillon (les traducteurs ultrasonores étant fixes par ailleurs), il est possible d’explorer une large gamme de direction de propagation et de plan de propagation. Dans le repère lié à l’échantillon (Figure 10), la rotation autour de l’axe vertical (axe z) permet d’explorer l’angle d’incidence. La rotation autour de la normale à la grande face de l’échantillon (axe x) permet de sélectionner le plan d’incidence de l’onde ultrasonore. L’axe y correspond, dans le cas de la soudure, à la direction de soudage. La désignation des plans d’incidence suit la convention présentée sur la Figure 10, à savoir, le plan horizontal xy est appelé plan 0° alors que le plan vertical xz est appelé plan 90°. Une impulsion ultrasonore est envoyée par l’émetteur. A son arrivée sur l’échantillon, l’onde longitudinale ultrasonore est réfractée en présentant éventuellement des conversions de modes. Selon les conditions de réfraction, une onde quasi-longitudinale et deux ondes quasi-transverses peuvent se propager dans l’échantillon. La mesure du temps de vol entre l’émission de l’impulsion et sa réception permet de mesurer la vitesse de propagation des différentes ondes ultrasonores en fonction de l’angle d’incidence et du plan de propagation.
Ainsi, connaissant les courbes de variation des vitesses ultrasonores mesurées expérimentalement, un algorithme permet de déterminer le jeu de constantes (9 constantes d’élasticité + 3 angles d’Euler). La méthode, dite d’optimisation, consiste à identifier les constantes d’élasticité qui minimise l’écart entre les vitesses calculées et les vitesses expérimentales (voir les détails de la méthode dans [4]). Cette optimisation est réalisée à l’aide d’un algorithme génétique.
Figure 9 : Schéma de principe du montage expérimental de mesure de vitesse ultrasonore, d’après [4].

9
Figure 10 : Repère de travail lié au montage expérimental de mesure des vitesses ultrasonores, d’après [4].
6 – RESULTATS
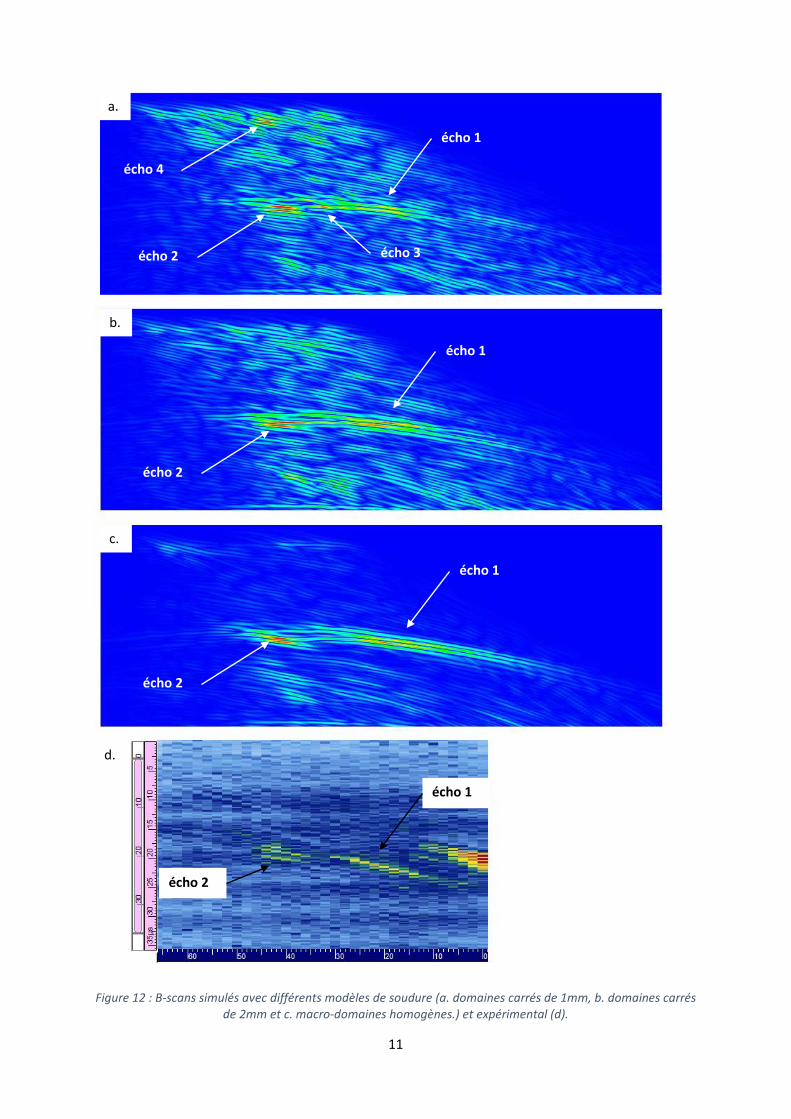
Les résultats obtenus en simulation ont été évalués comparativement aux données expérimentales. La représentativité de ces résultats se base sur la présence des deux échos parasites observés expérimentalement et de la position du traducteur (point d’émergence) pour chaque écho. La Figure 11 illustre les différentes définitions de la soudure dans l’assemblage soudé : description en domaines carrés de 1mm (Figure 11a), en domaines carrés de 2mm (Figure 11b) et en macro-domaines homogènes (Figure 11c). La Figure 12 compare les B-scans obtenus en simulation avec les différents modèles de soudure (a, b et c) et expérimentalement (d). Sur le B-scan expérimental (Figure 12d), nous observons les deux échos caractéristiques correspondant aux deux bandes circonférentielles apparaissant sur les acquisitions sites. Les trois modèles utilisés reproduisent bien l’allure générale de la signature ultrasonore de la soudure. Les échos 1 et 2 correspondant aux bandes circonférentielles sont clairement identifiés. Les simulations en domaines carrés font apparaître davantage de bruit de structure au sein de la soudure causé par le raffinement du maillage. Un raffinement trop accentué peut en effet provoquer, dans notre cas, l’apparition d’échos indésirables issus des variations d’angles au sein du maillage (Figure 12a écho 3). De même l’écho 4 (Figure 12a) qui correspond à un écho de bruit de structure dans la soudure n’est produit qu’avec le modèle en domaines carrés de 1mm.
10
Figure 11 : Modélisation de l'assemblage soudé avec l'IHM d'ATHENA2D (Milena). a. domaines carrés de 1mm, b. domaines carrés de 2mm et c. macro-domaines homogènes.
a.
b.
c.
11
Figure 12 : B-scans simulés avec différents modèles de soudure (a. domaines carrés de 1mm, b. domaines carrés de 2mm et c. macro-domaines homogènes.) et expérimental (d).
écho 2
écho 2
écho 2
écho 2
écho 1
écho 1
écho 1
écho 1
a.
b.
c.
d.
écho 3
écho 4

12
La Figure 13 montre le B-scan et l’échodynamique de la simulation en macro-domaines homogènes. L’écho 1 montre que celui-ci est détecté sur plusieurs positions du traducteur contrairement à l’écho 2 qui est nettement plus ponctuel. L’écart entre les deux maximums d’amplitude est d’environ 20mm comme observé sur site.
Figure 13 : B-scan et échodynamique de la simulation en macro-domaines homogènes.
Le Tableau 2 correspond au traitement des différents B-scans en termes de temps de vol (µs) et de repositionnement du traducteur par rapport à l’axe de la soudure (mm). La position du maximum de détection des deux échos est en accord avec les observations expérimentales. Toutefois, une différence significative au niveau des temps de vol quel que soit le modèle simulé est observée. Cette différence peut provenir de la différence entre le traducteur simulé et le traducteur réel (écart possible entre l’angle de réfraction théorique et l’angle de réfraction réel), de la définition locale de la microstructure ou encore des constantes élastiques matériaux utilisées pour la soudure et les deux pièces moulées. En effet le moulé a une structure très hétérogène et peut présenter une variation des constantes élastiques en fonction de la zone d’analyse.
Les deux positions de détection sont représentées sur la Figure 14 (écho 1) et sur la Figure 15 (écho 2). Le premier écho correspond à une division de l’onde ultrasonore au passage du chanfrein. Une partie de l’onde traverse la soudure et l’autre se propage le long du chanfrein. Cette onde est réfléchie au contact de l’entaille séparant les deux pièces moulées. Le deuxième écho intervient lorsque le point d’émergence du traducteur se trouve dans la soudure. Une partie de l’onde ultrasonore est déviée dans la soudure et est réfléchie en pied de soudure au contact de l’entaille de séparation entre les deux par des phénomènes de déviation/division de faisceau et par la présence de l’interface entre les deux pièces moulées. En l’absence de cette séparation, les ondes ne sont pas réfléchies. Ces observations sont basées sur la propagation de l’onde dans l’assemblage à l’aide du code ATHENA2D.

13
Tableau 2 : Comparaison des modèles en temps de vol et en repositionnement du traducteur.
Domaines carrés de 1mm
Domaines carrés de 2 mm Macro-domaines Expérimentale
écho 1
Distance point d’émergence axe de la
soudure (mm) 25 25 25 25
Temps de vol (µs) 17,6 17,6 17,7 20,3 - 21,2
écho 2
Distance point d’émergence axe de la
soudure (mm) 6 5 6 5
Temps de vol (µs) 18,1 18,0 18,0 18,3 - 20,4
Figure 14 : Position du traducteur et trajet de l’onde ultrasonore correspondant à la détection de l’écho 1.
Figure 15 : Position du traducteur et trajet de l’onde ultrasonore correspondant à la détection de l’écho 2.

14
7 – CONCLUSION
Nous avons modélisé avec le code ATHENA2D le contrôle d’une soudure avec différents niveaux de raffinement de la modélisation de la microstructure. L’objectif de cette étude était d’identifier et de comprendre la provenance des échos circonférentiels observés lors des contrôles sur site. L’ensemble des modèles simulés (domaines carrés de 1mm, domaines carrés de 2mm et domaines homogènes) ont montré de bonnes performances pour la mise en évidence des deux échos circonférentiels. Cependant nous avons montré qu’un raffinement trop prononcé de la soudure peut engendrer, dans ce cas précis, l’apparition de bruit de structure supplémentaire et de nouveaux échos. Ces résultats de simulation ont permis en premier lieu de déterminer que ces échos parasites sont en réalité des échos de géométrie provoqués conjointement par des phénomènes de déviation/division de faisceau et par la présence de l’interface entre les deux pièces moulées. Les positions du traducteur correspondant aux 2 échos mesurées en simulations (maximum d’amplitude), ont pu être corrélées aux relevés expérimentaux. Toutefois, nous avons noté des différences au niveau des temps de vol mesurés quel que soit le modèle utilisé. En effet, la définition des matériaux, de la microstructure et du traducteur sont des paramètres pouvant fortement influencer le résultat des simulations, il sera donc nécessaire par la suite d’affiner les données d’entrée afin de réduire ces écarts entre simulation et expérience. Des analyses de sensibilité aux paramètres influents de la simulation pourront également être menées [5]. La modélisation à l’échelle des grains [6] pourra également apporter des améliorations dans ce type d’assemblage.
REFERENCES
1. B. Chassignole, V. Duwig, M.A. Ploix, P. Guy, and R. El Guerjouma, Modelling the attenuation in the ATHENA finite elements code for the ultrasonic testing of austenitic stainless steel welds. Ultrasonics, 2009. 49(8): p. 653-658.
2 F. Collino, C. Tsogka, Application of the PML absorbing layer model to the linear elastodynamic problem in anisotropic heterogeneous media, Geophysics, Vol. 66, No.
1, pp. 294-307, 2001. 3 Lhuillier, P.-E. Caractérisations métallurgique et ultrasonore d'une maquette de
réparation de virole de cuve. Etude EDF R&D 2012. 4 P.-A. Bodian, Propagation des ultrasons en milieu hétérogène et anisotrope :
application à l'évaluation des propriétés d'élasticité et d'atténuation d'aciers moulés par centrifugation et de soudures en Inconel, INSA Lyon. 2011, Ecole Doctorale Matériaux de Lyon: Lyon. p. 165.
5 F. Rupin, G. Blatman, Analyse de sensibilité d'une simulation de contrôle non destructif par ultrasons. 2012.
6 P.-E. Lhuiller, A. Ferré, S. Shahjahan, Influence de la description des soudures sur les performances de la simulation numérique du contrôle ultrasonore des soudures anisotropes hétérogènes. Article COFREND 2017.