conservatoire national des arts et metiers · cette étude présente dans une première partie le...
TRANSCRIPT

1/127
CONSERVATOIRE NATIONAL DES ARTS ET METIERS
PARIS
MEMOIRE
Présenté en vue d’obtenir
le DIPLOME D’INGENIEUR CNAM
en
CHIMIE INDUSTRIELLE – GENIE DES PROCEDES
Par
Sébastien ARTOUS
Définition des caractéristiques techniques, réalisation et qualification du banc d’essais CATFISH
(Caractérisation AnalyTique de la FIltration Sous Humidité)
Soutenu le 18 novembre 2005
JURY
PRESIDENT : Mme C. PORTE Professeur à la Chaire de Chimie Industrielle - Génie des Procédés du CNAM
MEMBRES : M. L. BOUILLOUX Chef du Laboratoire d'Expérimentations en Confinement, Epuration et Ventilation de l’IRSN
Mme M. DEBACQ-LAPASSAT Maître de Conférences à la Chaire de Chimie Industrielle - Génie des Procédés du CNAM
M J.l. HAVET Maître de Conférences à la Chaire de Chimie Industrielle - Génie des Procédés du CNAM
M. J.C. LABORDE Chef du Service d’Etudes et de Recherches en Aérodispersion des polluants et en Confinement de l’IRSN

2/127
Définition des caractéristiques techniques, réalisation et qualification du banc d’essais CATFISH
Mémoire d’ingénieur C.N.A.M., Paris 2005
La contribution des filtres à Très Haute Efficacité (filtres THE) au maintien du confinement des substances radioactives dans une installation nucléaire est essentielle dans la mesure où ils assurent le piégeage des aérosols, principaux constituants des sources de contamination. A ce titre, de nombreuses études ont été entreprises afin de caractériser le comportement des filtres THE, en termes d’efficacité de filtration et d’évolution du colmatage. Néanmoins, à ce jour, aucune base de données n’a été établie à partir d’études relatives au colmatage des filtres plissés à petits plis sous humidité, qui représentent l’essentiel des filtres utilisés dans les installations nucléaires françaises. En conséquence l’IRSN s’est doté d’un banc d’essais destiné à la Caractérisation AnalyTique de la FIltration Sous Humidité (CATFISH), dont l’objectif est d’acquérir des données expérimentales sur la filtration, en termes de colmatage et d’efficacité de filtration, dans des conditions opératoires parfaitement maîtrisées. Cette étude présente dans une première partie le dimensionnement de l’installation. Elle décrit chaque équipement important pour le fonctionnement du banc et leur intégration en un ensemble fonctionnel. La seconde partie illustre la phase de qualification de l’installation. Elle présente la vérification des performances de l’instrumentation, les propriétés de l’effluent au niveau du filtre THE et les moyens mis en œuvre pour piloter l’installation. L’installation CATFSIH permet ainsi de véhiculer sur le filtre expérimental un débit d’air de 30 à 200 m3.h-1 pour des températures comprises entre 8 °C et 100 °C. La plage d’humidité s’étend quant à elle de 9 % à 8 °C jusqu’à 76 % à 90 °C, ce qui correspond à un rapport de mélange de 0,6 à 688 g d’eau.(kg d’air sec)-1.
Mots clés :
banc d’essais – filtration THE – colmatage – séchage – humidité – instrumentation – supervision
Keywords :
test bench – HEPA filter – mass loading – drying – humidity – instrumentation – monitoring

3/127
Sommaire
SOMMAIRE .............................................................................................................................. 3
REMERCIEMENTS .................................................................................................................. 5
NOMENCLATURE................................................................................................................... 6
ABREVIATIONS ...................................................................................................................... 8
INTRODUCTION...................................................................................................................... 9
LE CONFINEMENT DANS LES INSTALLATIONS NUCLEAIRES ................................. 11
1. Un risque spécifique..................................................................................................... 11
2. Confinement statique.................................................................................................... 12
3. Confinement dynamique .............................................................................................. 13
DIMENSIONNEMENT........................................................................................................... 17
4. Définition des performances du banc d’essais ............................................................. 17
5. Production de l’effluent................................................................................................ 19 5.1. Séchage de l’air ........................................................................................................ 19 5.2. Abaissement de la température de l’air .................................................................... 23 5.3. Elévation de la température de l’air ......................................................................... 24 5.4. Humidification de l’air ............................................................................................. 24 5.5. Transport de l’effluent.............................................................................................. 26
6. Dimensionnement du réseau de ventilation ................................................................. 27 6.1. Régime d’écoulement............................................................................................... 27 6.2. Schéma de principe du banc..................................................................................... 28 6.3. Pertes de charge........................................................................................................ 36 6.4. Isolation thermique................................................................................................... 37 6.5. Dimensionnement de la zone de production d’aérosols........................................... 40
7. Contrôle du procédé ..................................................................................................... 41 7.1. Acquisition de données ............................................................................................ 41 7.2. Transmetteurs ........................................................................................................... 42 7.3. Régulation ................................................................................................................ 51
8. Bilan ............................................................................................................................. 54
QUALIFICATION................................................................................................................... 55
9. Mode de fonctionnement de l’installation.................................................................... 55

4/127
10. Qualification de l’instrumentation ............................................................................... 56 10.1. Mesures de température ....................................................................................... 56 10.2. Mesures de l’humidité .......................................................................................... 56 10.3. Mesures de pression ............................................................................................. 57 10.4. Mesures de débit................................................................................................... 58
11. Propriétés de l’effluent ................................................................................................. 59 11.1. Filtration de l’effluent .......................................................................................... 59 11.2. Séchage et refroidissement de l’air ...................................................................... 59 11.3. Elévation de la température de l’air ..................................................................... 60 11.4. Humidification de l’air ......................................................................................... 61 11.5. Transport de l’effluent.......................................................................................... 63
12. Contrôle du procédé ..................................................................................................... 65 12.1. Supervision........................................................................................................... 65 12.2. Acquisition de données ........................................................................................ 70 12.3. Traitement des données........................................................................................ 71
13. Essais de démonstration ............................................................................................... 72
14. Bilan ............................................................................................................................. 75
CONCLUSION ........................................................................................................................ 76
REFERENCES BIBLIOGRAPHIE ......................................................................................... 78
TABLES DES ANNEXES....................................................................................................... 80

5/127
Remerciements Les travaux relatifs au présent mémoire ont été effectués à l'Institut de Radioprotection et de Sûreté Nucléaire sous la direction de Monsieur L. BOUILLOUX. Qu'il trouve ici l'expression de mes profonds remerciements pour la confiance qu'il m'a témoignée en me proposant cette étude. J'exprime mes plus vifs remerciements à Monsieur A. DELACROIX président de la chaire de Chimie Industrielle - Génie des Procédés du Conservatoire National des Arts et Métiers et à l’ensemble des enseignants de la chaire pour leur accueil et leur disponibilité au cours de ces cinq dernières années. Je remercie vivement Monsieur J.C. LABORDE, chef du Service d’études et de recherches en aérodispersion des polluants et en confinement pour son aide et sa confiance qui m'ont permis de réaliser cette installation dans les meilleures conditions. Je remercie particulièrement Madame M. DEBACQ-LAPASSAT pour ses conseils et son suivi attentif de mes travaux. Je remercie également toutes les personnes du SERAC qui ont un jour ou l'autre de près ou de loin collaboré à ce travail. Je remercie particulièrement Monsieur O. NORVEZ pour son soutien et son aide technique au cours de ces deux dernières années. Enfin je remercie vivement Frédérique SALOMON pour ses relectures, sa patience, ses encouragements et son soutien qui ne se sont en aucun moment démentis.

6/127
Nomenclature
Symboles Paramètres Unités
β Rapport des diamètres -
θ, θi, θe, θf Température de l’air, interne, externe,
interne finale °C
ρg Masse volumique du gaz kg.m-3
λ Coefficient de frottement -
λn Coefficient de conductivité W.(m.K)-1
Cp Capacité thermique massique à
pression constante J.kg-1.K-1
D, Di, Dc, Dn+1, Dn, De
Diamètre de la canalisation, intérieur, extérieur, et des diverses couches de
calorifuge m
dh Diamètre hydraulique m
e' Pression partielle de la vapeur d’eau dans l’air Pa
ec Epaisseur de calorifuge m
ew Pression de vapeur saturante pour une surface plane en phase pure Pa
h, hi, he Coefficient d’échange superficiel,
interne, externe W.(m2.K)-1
K Coefficeint d’étalonnage du diaphragmme m2
k Coefficient global de transmission par mètre de tuyauterie W.(m.K)-1
Lc Longueur de la canalisation m
Ma Masse molaire de l’air sec g.mol-1
Mv Masse molaire de la vapeur d’eau g.mol-1
n Nombre de moles mol
na Nombre de moles d’air mol

7/127
Symboles Paramètres Unités
nv Nombre de moles de vapeur mol
PT Pression totale Pa
Ps Pression vapeur saturante Pa
Qv Débit volumique m3.h-1
q Déperdition unitaire linéique W.m-1
R Constante des gaz parfait J.mol-1.k-1
r Rapport de mélange g eau.(kg d’air sec)-1
Re Nombre de Reynolds -
s Surface m2
T Température °C
Td Température du point de rosée °C
u Vitesse du fluide m.s-1
Uw Humidité relative %
v Volume m3
∆P Perte de charge du filtre Pa
8/127
Abréviations CNC : Compteur à Noyau de Condensation CTA : Centrale de Traitement d’Air DMA : Differential Mobility Analyser HART : Highway Adressable Remote Transducer IRSN : Institut de Radioprotection et de Sûreté Nucléaire LECEV : Laboratoire d'Expérimentations en Confinement, Epuration et Ventilation OPC : Optical Particulate Counting SERAC : Service d’Etudes et de Recherches en Aérodispersion des polluants et en Confinement STARMANIA : Station pour les Transferts Aérauliques et les Résistances Mécaniques Appliquée aux Nuisances Incidentelles et Accidentelles TEOM : Tapered Element Oscillating Microbalance THE : Très Haute Efficacité

9/127
Introduction Toutes les installations nucléaires présentent un risque particulier car elles contiennent toutes des quantités plus ou moins importantes de matière radioactive. Face à ce risque, une organisation au niveau national est en place. Dans l’organisation de la sûreté nucléaire française, la mission de l’I.R.S.N est de réaliser des recherches et des évaluations dans les domaines suivants :
la sûreté nucléaire, la protection contre les rayonnements ionisants, le contrôle et la protection des matières nucléaires, la protection contre les actes de malveillance.
A ce titre, l’IRSN développe des programmes de recherche visant à améliorer les connaissances des performances de confinement des substances radioactives dans les installations. Pour atteindre ses objectifs, il lui faut étudier plusieurs paramètres et notamment le comportement des réseaux de ventilation, véritables barrières de confinement. Les filtres plissés Très Haute Efficacité (THE) sont un élément sensible de la sûreté d’un réseau de ventilation. En effet, ils constituent, en situation nominale de fonctionnement d’une installation comme en cas de développement d’une situation accidentelle, la barrière ultime avant un rejet éventuel dans l’atmosphère des effluents chargés de particules radioactives. La caractérisation du comportement des filtres se fait essentiellement par la détermination de leur perte de charge et de leur efficacité de collecte des particules. Ces deux grandeurs sont fonction :
des caractéristiques de l’aérosol susceptible de colmater le filtre (nature, granulométrie,…), des conditions aérauliques (vitesse de filtration, température, humidité,…), des caractéristiques du filtre (compacité, diamètre des fibres,…).
A l’heure actuelle, en dehors des études appliquées à un scénario particulier, l’élaboration d’un modèle global de colmatage des filtres par les aérosols produits se heurte au manque de données analytiques concernant des phénomènes spécifiques comme l’humidité ou l’hygroscopie des aérosols. En effet, bien que des études aient été entreprises pour caractériser l’effet de l’humidité sur le colmatage de médias filtrants plans ou de filtres plissés, les conclusions de ces recherches ne permettent pas d’établir un modèle applicable aux filtres THE à petits plis [ 1 ]. Or cette technique de plissage est mise en œuvre dans les filtres industriels équipant les installations nucléaires françaises. De plus, outre l’amélioration des connaissances de base, les phénomènes d’hygroscopie constituent une préoccupation importante des autorités de sûreté. En effet, la caractérisation du comportement de filtres THE lors du développement d’une situation accidentelle (brèche sur une tuyauterie avec relâchement de vapeur, forte humidité dans les locaux d’une piscine d’entreposage de combustible, forte humidité liée au développement ou à l’extinction d’un feu…) représente un enjeu important pour le processus d’amélioration du niveau de sûreté des installations.

10/127
En conséquence, l’IRSN a décidé de se doter d’un banc d’essais destiné à caractériser de façon analytique la filtration sous humidité. Le banc CATFISH, pour Caractérisation AnalyTique de la FIltration Sous Humidité, devra produire, contrôler et enregistrer les paramètres environnementaux influant sur la filtration THE. Après une présentation du contexte du projet, l’étape de dimensionnement établira les propriétés individuelles de chaque équipement et leur intégration en un ensemble fonctionnel. Par la suite l’étape de qualification du banc, phase de caractérisation du système CATFISH, fournira l’état de référence de l’installation et son domaine de fonctionnement. Enfin une première série expérimentale, sur des filtres THE, validera l’installation dans son ensemble avant de mettre l’installation en exploitation dans le cadre de travaux de recherche.
11/127
Le confinement dans les installations nucléaires
1. Un risque spécifique Les installations nucléaires présentent un risque spécifique car elles contiennent, par définition, des quantités plus ou moins importantes de produits radioactifs. Ces produits peuvent provoquer l’exposition d’individus, de populations ou de l’environnement, aux rayonnements ionisants et à leurs effets. Des méthodes et concepts sont développés et utilisés dans l’industrie nucléaire pour assurer à cette activité un niveau de sûreté satisfaisant. La sûreté est le résultat d’un ensemble de dispositions techniques et organisationnelles prises à tous les stades de la vie d’une installation, pour que son fonctionnement et son existence même, présentent des risques suffisamment faibles pour être jugés acceptables, pour le personnel, le public et l’environnement [ 2 ]. Il faut donc à la fois :
assurer des conditions de fonctionnement normal de l’installation qui ne provoquent ni radio-exposition excessive des travailleurs, ni rejet d’activité importante, prévenir les incidents et accidents, limiter les effets sur les travailleurs, les populations et l’environnement d’incidents et
d’accidents qui surviendraient néanmoins. Le maintien de la sûreté d’une installation se traduit par des dispositions touchant aussi bien l’exploitation que la conception, la construction ou l’arrêt définitif. Afin de développer les dispositions de prévention adéquates, il est nécessaire d’étudier le risque de transfert de contaminant qui regroupe deux notions : la fréquence ou probabilité de l’apparition de l’accident et l’importance des dommages ou conséquences du sinistre. Cette analyse du risque est essentiellement effectuée par deux méthodes complémentaires [ 3 ]:
une méthode probabiliste, une méthode déterministe.
La méthode probabiliste apprécie l’importance du risque en fonction de l’évaluation du couple probabilités-conséquences. Ainsi, le risque sera jugé d’autant plus élevé que la probabilité d’apparition est forte et que le niveau de conséquences est important. Cette méthode d’analyse consiste donc à évaluer le couple probabilités-conséquences pour l’ensemble de l’installation et à définir les zones où les mesures de protection envisagées sont insuffisantes (Figure 1). Cependant, elle se révèle d’une application extrêmement lourde, engendrant des interprétations souvent délicates.

12/127
Figure 1 : Diagramme de Farmer
La méthode déterministe prend comme hypothèse initiale que toute installation est soumise à un risque et qu’il faut prendre des dispositions de protection en fonction des conséquences. Dans les installations nucléaires, l’analyse déterministe est préconisée. En effet, la priorité de la sûreté peut imposer des précautions particulières de protection, de détection, et de moyens d’intervention dans les locaux où le risque paraît peu probable mais où ses conséquences seraient particulièrement graves. Ainsi, la sûreté nucléaire définit une spécificité du risque de transfert de contamination qui conduit à orienter l’ensemble du dispositif de protection vers le maintien de l’intégrité des fonctions de sûreté tout en assurant la sécurité des personnes. Ces fonctions de sûreté sont assurées par la constitution d’un confinement dont le rôle est de limiter :
l’irradiation des personnes, la dispersion dans l’environnement de gaz et d’aérosols radioactifs, les conséquences d’une agression interne, comme un incendie, les conséquences d’une agression externe comme le risque sismique.
Il existe un confinement statique qui comprend les éléments et la disposition de l’installation (boîtes à gants, murs…) et un confinement dynamique assuré par un réseau de ventilation. Ce dernier permet l’établissement d’une cascade de dépressions depuis le milieu extérieur vers les zones contenant les éléments radioactifs, en utilisant des débits appropriés d’extraction et de soufflage de l’air.
2. Confinement statique Les différents éléments de confinement statique répondent à un double objectif :
éviter le transfert de contaminant en fonctionnement normal, limiter le transfert de contaminant en fonctionnement dégradé ou accidentel.

13/127
Les organes statiques en place dans l’installation cherchent donc à répondre à deux objectifs. Le premier objectif est la protection du personnel, notamment en termes de radioprotection : l’enjeu est de limiter de manière optimum la quantité de rayonnement que pourrait subir un opérateur et de confiner les substances actives. Le second objectif est d’assurer sa fonction en situation accidentelle pour minimiser les conséquences de l’accident sur la dégradation du niveau de sûreté. Dès la conception, une succession de barrières concentriques et isolées entre elles sépare la source de l’environnement. La Figure 2 illustre le zonage dit « zonage radioprotection » où les différentes zones sont délimitées en fonction du débit de dose émis. A ce zonage est également associé un zonage dit « zonage confinement » dans lequel intervient également l’activité volumique des radionucléides en suspension dans l’air [ 4 ].
Figure 2 : Schéma des différentes barrières statiques
Les barrières statiques sont constituées par des obstacles matériels, comme les parois du procédé, les parois des cellules, des boîtes à gants, des locaux. Néanmoins, ces barrières doivent être traversées par les conduits de fluides et il faut prévoir des ouvertures (obturateurs, portes, trappes…) ou au minimum l’entrée ou la sortie du procédé. La barrière statique n’est donc pas continue. Pour suppléer l’insuffisance d’étanchéité des barrières physiques, le confinement dynamique est ainsi mis en place.
3. Confinement dynamique Le confinement dynamique vise à obtenir, grâce aux systèmes de ventilation, une reprise des fuites inhérentes aux défauts de confinement statique, et à les canaliser en imposant une cascade de dépressions des zones les moins contaminées vers les zones les plus contaminées.

14/127
Vis-à-vis de l’environnement, le confinement dynamique permet [ 4 ] :
d’éviter les rejets incontrôlés, de canaliser les effluents gazeux sur des dispositifs appropriés (filtres à aérosols,
dispositif d’épuration de gaz) pour les épurer. A l’intérieur de l’installation, le confinement dynamique permet :
de garantir la non-dissémination dans les locaux non contaminables, en confinant la contamination au plus près de la source, de limiter les conséquences pour ce qui concerne l’exposition externe (irradiation ou
contamination surfacique du personnel), de limiter les conséquences pour ce qui concerne l’exposition interne (contamination
du personnel). Le réseau de ventilation doit permettre le maintien du confinement en situation normale comme en situation accidentelle. Ainsi, le réseau de ventilation est élaboré selon deux grands principes de la sûreté nucléaire : la redondance et l’indépendance. La redondance signifie que deux équipements assureront la protection d’un risque identifié comme critique pour l’installation. Le principe de redondance se traduit par l’installation, par exemple de deux ventilateurs d’extraction sur un réseau de ventilation. L’indépendance est la garantie de fonctionnement du second ventilateur indépendamment d’un dysfonctionnement éventuel du premier. Par exemple, si l’alimentation du premier ventilateur s’effectue par le réseau électrique le second pourra être alimenté par un groupe électrogène. La Figure 3 schématise le réseau de principe de ventilation d’une installation nucléaire. Il existe deux réseaux principaux de ventilation pour maîtriser les transferts de contamination. Tout d’abord, la ventilation procédé dont le but est le piégeage au plus près de la source de la contamination. Ensuite, la ventilation des locaux basée sur un soufflage d’air propre et l’extraction de l’air vicié qui permet, par dilution d’air, de ramener la concentration de contamination à un niveau acceptable et homogène dans le local. En outre la ventilation des locaux permet de suppléer à un éventuel défaut de la ventilation procédé. [ 5 ] Outre les registres d’équilibrage et les clapets coupe-feu présents sur les gaines de soufflage et d’extraction d’air, le réseau est équipé d’un dispositif de filtration utilisant des filtres à très haute efficacité (THE). Dans un souci d’indépendance, le dernier niveau de filtration se situe sur la gaine d’extraction générale commune à plusieurs locaux. En cas de rupture du premier niveau de filtration due au colmatage des filtres par des aérosols ou à la température élevée des gaz suite à un incendie, le dernier niveau sera protégé par l’effet de dilution des gaz provenant des autres cellules.

15/127
Soufflage Extraction
Légende :
Ventilateur
Batterie chaude
Batterie froide
Filtre THE
Registre d’équilibrage
Réseau d’ambiance
Réseau d’extraction procédé
Dernier niveau de filtration
premier niveau de filtration (éventuel)
Local
Procédé
Figure 3 : Schéma d'un réseau de ventilation d'une installation nucléaire
Le filtre constitue donc la dernière barrière avant rejet à l’atmosphère. La connaissance des paramètres influant sur l’efficacité d’un filtre en fonctionnement nominal et accidentel représente donc un enjeu stratégique pour la sûreté de l’installation. Nous pouvons classer les paramètres influents en trois familles [ 6 ] :
les caractéristiques du filtre, les caractéristiques des particules et aérosols que collecte le filtre, les conditions thermo-aérauliques du gaz porteur.
La recherche bibliographique réalisée précédemment [ 1 ] montre que les études du colmatage des filtres THE à fibres ont principalement été menées selon une approche analytique destinée à l’élaboration de modèles prédictifs. Les premières études ont été réalisées sur le médium filtrant indépendamment de la conception des filtres THE industriels (plissage du médium filtrant en particulier). Les résultats de ces essais de colmatage du médium filtrant THE plan ont mis en évidence les principaux paramètres influents en jetant, dans le même temps, les bases de la théorie de la filtration dynamique, caractérisant la phase de colmatage du filtre par accroissement de la perte de charge. La nature de l’aérosol et l’état de la matière constituant l’aérosol (particules solides ou gouttelettes) sont des données fondamentales. Ainsi, des comportements spécifiques ont été observés tels que la formation de dendrites puis d’un gâteau pour les particules solides, ou de vésicules puis d’un film liquide pour les gouttelettes.

16/127
Ces comportements sont responsables d’évolutions particulières de la perte de charge et de l’efficacité du médium filtrant. A partir de la connaissance des phénomènes mis en jeu sur le médium filtrant plan, des recherches ont ensuite été effectuées sur des filtres THE industriels plissés. Ces études ont permis d’établir les différentes phases du colmatage. La vie d’un filtre industriel se compose, pour un colmatage par des particules solides, d’une phase de filtration en profondeur suivie d’une filtration en surface et enfin d’une phase de réduction de la surface de filtration qui s’associe à la filtration en surface. L’acquisition de données supplémentaires sur le développement de situations accidentelles (brèche sur une tuyauterie avec relâchement de vapeur, forte humidité dans les locaux contenant une piscine d’entreposage, forte humidité liée au développement ou à l’extinction provoquée d’un feu, …) constitue une des préoccupations actuelles de la sûreté nucléaire. Il apparaît, en effet, que les phénomènes d’humidité et d’hygroscopie des aérosols font partie intégrante de la caractérisation du comportement de filtres THE. La recherche bibliographique sur l’hygroscopie des aérosols montre que l’interaction entre l’eau du milieu et une particule peut conduire à la formation de gouttes d’eau dans un laps de temps très bref. Le changement d’état dépend de la nature physico-chimique du polluant. Le point de déliquescence, spécifique de l’aérosol, constitue alors la donnée fondamentale caractérisant l’hygroscopie de la particule. En outre, la concentration en polluant influerait de manière importante sur le taux de croissance des gouttes. Les recherches sur le colmatage des filtres plan sous humidité ont établi les principaux mécanismes de transfert entre l’air et le médium filtrant. La sorption, la condensation et la filtration liquide composent ces mécanismes. De plus, elles montrent une influence de l’humidité relative sur le colmatage du filtre, quelle que soit la gamme, pour des particules hygroscopiques ou non. Néanmoins, un certain nombre de contradictions demeure quant à l’interprétation des phénomènes physiques mis en jeu. Les travaux sur les filtres industriels permettent de valider certaines observations réalisées sur les filtres plans. Notamment le brusque accroissement de la résistance aéraulique du filtre, lorsque l’humidité du milieu dépasse le point de déliquescence du polluant, est confirmé. Néanmoins les résultats obtenus sont difficilement applicables aux filtres industriels implantés dans les installations nucléaires françaises. En effet, ces dernières sont quasiment toutes équipées de filtres à petits plis (hauteur d’un pli environ 30 mm) tandis que les données expérimentales acquises jusqu’à ce jour concernent essentiellement des filtres à plis profonds (hauteur d’un pli environ 290 mm). A ce jour, aucune base de données n’a été établie à partir d’études relatives au colmatage des filtres plissés à petits plis sous humidité. Il apparaît donc judicieux de construire, mettre en place un banc d’essais sur la filtration sous humidité par différents aérosols, dans des conditions opératoires parfaitement maîtrisées. En effet, la collecte de données est indispensable à la compréhension des phénomènes de filtration mis en jeu, afin d’aboutir éventuellement à leur modélisation. La phase de dimensionnement de l’installation CATFISH a ainsi été lancée en septembre 2003.

17/127
Dimensionnement
4. Définition des performances du banc d’essais Pour obtenir les performances requises sur une installation non conventionnelle comme le banc d’essais CATFISH, un certain nombre de règles de dimensionnement a été suivi : [ 7 ]
les performances nominales des équipements ont été systématiquement considérées comme inférieures aux performances données par le constructeur, les essais de performances de l’installation ont été réalisés dans des conditions plus
poussées que dans les scénarios d’études, les possibilités d’évolution des paramètres sont aussi larges qu’il est économiquement
envisageable, la modularité et la capacité d’évolution du banc pour tester des équipements différents
de ceux prévus initialement, ont été envisagées. Le banc offre la possibilité, à l’échelle du laboratoire, de contrôler et de réguler l’effluent arrivant sur le filtre THE. Les paramètres à maîtriser sont le débit, la température et l’humidité :
la plage de débit s’étend de quelques Nm3.h-1 à 100 Nm3.h-1, la plage de température s'étale de 10 °C à 100 °C, la plage d’humidité varie de quelques % à la saturation.
La conception du réseau de ventilation permet :
le maintien des caractéristiques de l’effluent jusqu’à l’équipement, l’injection, le transport et la mesure d’aérosols, notamment via la mise en place de
piquages. Un système d’acquisition pilote le banc en assurant :
la supervision, le contrôle et l’acquisition des variables, la régulation de l’humidité, de la température et du débit de l’effluent, la gestion des alarmes, l’archivage des données.
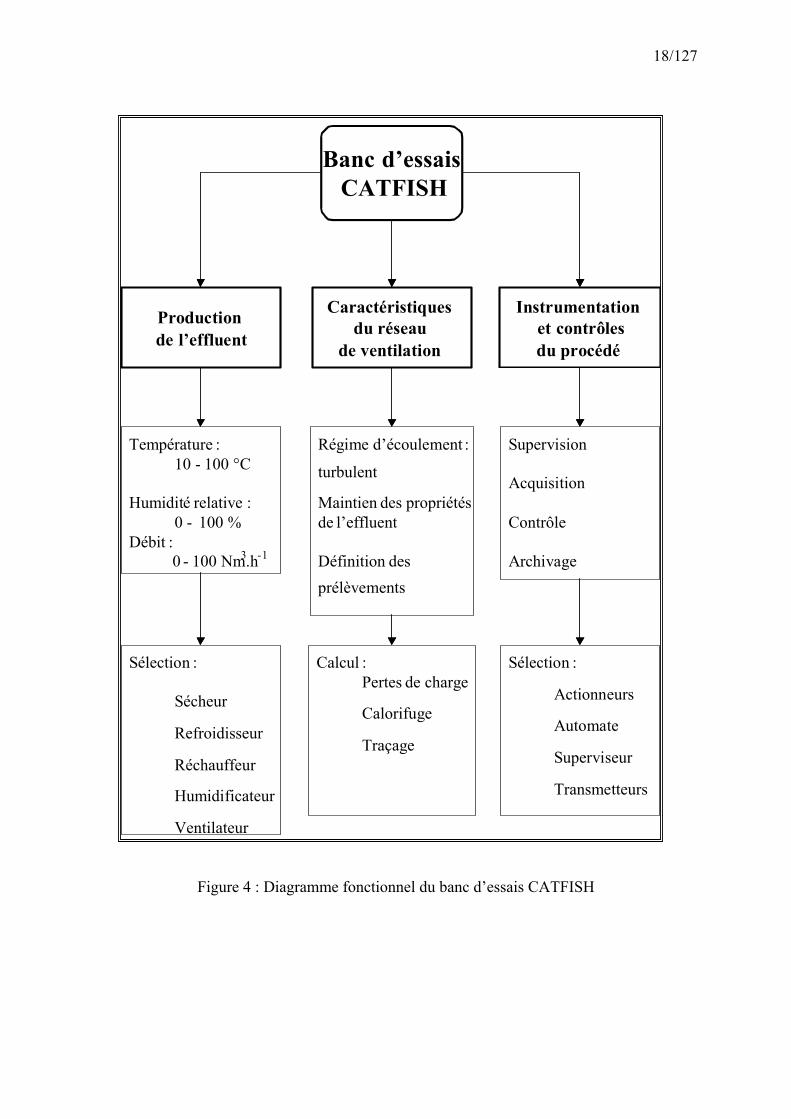
L’établissement des performances du banc met en évidence les trois fonctions majeures de CATFISH que sont la production de l’effluent, le transport de celui-ci jusqu’au filtre et la gestion des données en vue de leur exploitation. La première phase du dimensionnement a établi un panorama des solutions techniques de production de l’effluent et a mis en relief les plus avantageuses. La confrontation des solutions retenues aux installations existantes et présentant des caractéristiques voisines a permis de réaliser la phase d’intégration des éléments en un réseau fonctionnel. Enfin, l’étude des solutions de contrôle-commande a permis de sélectionner les chaînes de mesures les plus adaptées à l’étude du processus de colmatage. La Figure 4 illustre les différentes fonctions qu’assure CATFISH et leurs paramètres associés.
18/127
Banc d’essais
CATFISH
Production de l’effluent
Caractéristiques du réseau
de ventilation
Instrumentation et contrôles du procédé
Température : 10 - 100 °C
Humidit é relative : 0 - 100 %
Débit : 0 - 100 Nm 3 .h - 1
Régime d’écoulement :
turbulent
Maintien des propriétés de l’effluent
Définition des
prélèvements
Supervision
Acquisition
Contrôle
Archivage
Sélection :
Sécheur
Refroidisseur
Réchauffeur
Humidificateur
Ventilateur
Calcul : Pertes de charge
Calorifuge
Traçage
Sélection :
Actionneurs
Automate
Superviseur
Transmetteurs
Figure 4 : Diagramme fonctionnel du banc d’essais CATFISH

19/127
5. Production de l’effluent
5.1. Séchage de l’air Les paramètres pris en compte pour sélectionner le procédé de séchage de l’air sont, entre autres, le débit, la température, la pression, le taux d’humidité de l’air entrant, le taux d’humidité maximum acceptable pour l’air produit, les nuisances éventuelles, l’encombrement… En outre, les phases d’essais s’étaleront sur plusieurs jours, le procédé sélectionné doit donc garantir une capacité de déshumidification constante dans le temps. Pour sécher l’air, deux technologies principales se partagent le marché. La première consiste à faire circuler de l’air ambiant à travers une roue contenant un produit desséchant. La seconde utilise l’air comprimé.
5.1.1. Méthode par déshydratation La méthode consiste à véhiculer de l’air à travers une roue contenant un produit déshydratant. Celle-ci tourne perpendiculairement au fluide de manière continue. Un débit d’air chaud circulant à contre-courant régénère une section du produit desséchant garantissant le fonctionnement continu de l’appareil. La Figure 2 présente le schéma de principe d’un appareil à roue desséchante.
Figure 5 : Sécheur à roue (société Humiditech) [ 8 ]

20/127
L’estimation, à partir d’un abaque [ 9 ], de la quantité de silice nécessaire à l’abaissement du taux d’humidité de 60 % à 25 °C (air ambiant) à 10 % à 10 °C pour un débit de 120 kg.h-1 est de 4,21 kg.h-1. Cette quantité importante à mettre en œuvre traduit, malgré une efficacité élevée, la faible capacité d’adsorption de la silice [ 10 ]. De plus, l’étude des données constructeurs montre que l’air produit par un déshumidificateur à roue conserve une humidité résiduelle de 35 % à 10 °C. En effet, les équipements disponibles dans le commerce, dont la fonction est de maintenir une humidité relative de confort dans les locaux (généralement supérieure à 40 %), sont dimensionnés pour des débits d’air supérieurs au débit nominal du banc. L’utilisation de cette méthode pour sécher l’air nécessite un surdimensionnement de l’appareil afin de garantir la déshumidification. En outre, des problèmes technologiques supplémentaires (augmentation de la perte de charge, encombrement, maintenance en silice…) apparaîtraient immanquablement. L’annexe 1 regroupe les calculs sur le séchage par déshydratation.
5.1.2. Séchage à partir d’air comprimé Pour diminuer la fraction d’eau dans l’air, deux méthodes complémentaires existent sur le marché. La première, le séchage par réfrigération, combine l’augmentation de la pression avec la diminution de la température de l’air. La seconde méthode utilise également l’augmentation de la pression et complète le séchage par une adsorption de l’eau non condensée sur un gel de silice ou un tamis moléculaire. La Figure 6 présente le schéma de principe d’un sécheur par réfrigération. En sortie du compresseur, l’air possède une humidité relative de 25 % à pression atmosphérique et sa température est de 25 °C. En entrant dans le sécheur frigorifique le fluide est pré-refroidi par l’air sec sortant de l’appareil. Puis l’échangeur air - réfrigérant abaisse la température de l’air à 3 °C. L’air sec sortant se réchauffe au niveau de l’échangeur air – air permettant de diminuer la puissance de l’appareil. L’air sec obtenu a une température de 20 °C et un point de rosée ramené à la pression atmosphérique de –21 °C. Cette valeur correspond à une humidité relative de 5 % en sortie de sécheur.

21/127
C
Air humide
Air sec
Entrée circuit frigorifique
Sortie circuit frigorifique
Échangeur air - air
Échangeur air - réfrigérant
ondensasCondensats
Figure 6 : Schéma de principe d'un sécheur par réfrigération
La Figure 7 présente le schéma de principe d’un sécheur par adsorption. L’adsorbant présentant une surface spécifique élevée adsorbe la vapeur d’eau. Les mécanismes mis en jeu sont analogues au procédé de séchage à roue présenté au paragraphe 5.1.1. La colonne saturée en vapeur d’eau est régénérée par le passage d’une fraction du courant d’air sec ou par un courant d’air chaud. Pour des débits inférieurs à 1000 m3.h-1, les sécheurs sans chaleur, avec une régénération par une fraction du débit d’air sec, sont les plus adaptés [ 11 ].
Figure 7 : Schéma de principe d'un sécheur par adsorption [ 11 ]

22/127
La Figure 8 présente une chaîne complète de production d’air sec. La production d’air comprimé est assurée par le compresseur suivi d’un premier échangeur et d’une réserve d’air. Pour affiner le traitement, un deuxième étage de séchage par adsorption ou réfrigération, placé au plus près du procédé, fournit l’air sec filtré.
adsorption
Phase 1 : Production de l’air comprimé
Phase 2 : Traitement final
Figure 8 : Schéma de principe d'un réseau de production d’air comprimé sec (société Cleanair) [ 12 ]
Le Tableau 1 rassemble les caractéristiques de l’air en sortie de chaque équipement [ 11 ]. Les valeurs d’humidité et de température sont ramenées aux conditions de fonctionnement du banc à l’aide du logiciel CALHUM [ 13 ] et du diagramme de l’air humide [ 14 ] (cf. annexe 2).
Caractéristiques sous 8 bar
Caractéristiques à la pression atmosphérique
Uw
% r
kg.kg-1 T °C
Uw
% r
kg.kg-1 T °C
Air aspiré - - - 50 7,3 10-3 20
Sortie compresseur 100 4,4 10-3 35 59 4,4 10-3 10
Sortie sécheur frigorifique 28 0,5 10-3 20 7 0,5 10-3 10
Sortie sécheur par adsorption 6 0,1 10-3 20 1,3 0,1 10-3 10
Tableau 1 : Caractéristiques de l’air en sortie des sécheurs d'air comprimé, d’après GOURMELEN et LEONE [ 11 ]

23/127
5.1.3. Bilan L’étude des différentes méthodes de séchage permet d’établir un tableau synthétique (Tableau 2) des avantages et inconvénients de chaque procédé.
Techniques Avantages Inconvénients
Sécheur à roue
Utilisation d’air à pression ambiante
Appareil dimensionné pour de grands volumes (supérieurs à 1000 m3.h-1)
Il subit les variations d’humidité et de température de l’air entrant
Rendement faible Diminution de l’humidité relative
jusqu'à 35 % Encombrement important Obligation de mettre en place un
étage de filtration en amont pour purifier l’air
Air comprimé :
sécheur par réfrigération
Utilisation du réseau du centre Humidité et température de
l’air entrant dans le sécheur constantes
Plage de débit de 20 à 3000 Nm3.h-1
Humidité relative de 9,5 % à 10 °C
Nécessité de détendre l’air à la pression atmosphérique
Filtration des aérosols et de l’huile du compresseur
Air comprimé :
sécheur par adsorption
Utilisation du réseau du centre Humidité et température de
l’air entrant dans le sécheur constantes
Plage de débit de 20 à 3000 Nm3.h-1
Nécessité de détendre l’air à la pression atmosphérique
Filtration des aérosols et de l’huile du compresseur
Appareil bruyant Coût élevé
Tableau 2 : Avantages et inconvénients des méthodes de séchage
Compte tenu des difficultés de mise en œuvre d’un sécheur à adsorption à roue, l’utilisation de l’air comprimé est privilégiée. En effet le réseau d’air comprimé présent sur le site de Saclay remplace avantageusement la première phase de production. En revanche, les filtres et le sécheur complémentaires ont dû être sélectionnés et intégrés au banc. La sélection du sécheur frigorifique par rapport au sécheur à adsorption a été effectuée en fonction du rapport coût/performance. De plus, l’intégration des fonctions assurant le séchage et le refroidissement de l’air a permis d’abaisser le coût et l’encombrement nécessaire de manière significative.
5.2. Abaissement de la température de l’air La température minimale de production de l’air, fixée par le cahier d’expression des besoins, est de 10 °C. Les procédés d’abaissement de la température de l’air utilisent le refroidissement à humidité spécifique constante ou avec déshumidification [ 15 ]. La méthode avec déshumidification est une opération couramment rencontrée dans le domaine de la climatisation. Elle utilise le même principe que les sécheurs par adsorption (5.1). La Figure 9 présente le principe de fonctionnement d’une batterie froide.

24/127
Figure 9 : Schéma de principe du fonctionnement d'une batterie froide avec
déshumidification [ 15 ]
Dans le cas d’un refroidissement sans condensation, la température superficielle de l’échangeur reste supérieure à la température de rosée de l’air à refroidir. L’équipement doit donc être monté en aval du sécheur. Ces méthodes de refroidissement utilisent un fluide caloporteur comme l’eau, l’eau glycolée ou l’évaporation d’un fluide frigorigène. Le Tableau 3 regroupe les avantages et inconvénients de chaque méthode. Dans la mesure où le refroidissement avec déshumidification peut se combiner avec l’étape de séchage, cette méthode a été privilégiée dans la sélection du matériel. Techniques Avantages Inconvénients
Refroidissement à rapport de mélange constant
Possibilité d’obtenir des températures très basses
Nécessité d’utiliser un groupe d’eau refroidie ou un circuit frigorigène supplémentaire
Température de sortie au-dessus du point de rosée
Refroidissement avec déshumidification
Possibilité de combiner l’étape de refroidissement et de séchage
Température de sortie au-dessus du point de congélation de l’eau
Tableau 3 : Avantages et inconvénients des méthodes de refroidissement
5.3. Elévation de la température de l’air CATFISH véhicule, au niveau de l’équipement à tester, de l’air chaud jusqu’à 100 °C. Les réchauffeurs d’air se basent sur l’utilisation de l’électricité, de la vapeur ou d’eau chaude. L’annexe 3 présente le calcul de la puissance de chauffe nécessaire à l’obtention d’un air à 150 °C en sortie d’équipement. La puissance utile à installer est de 5,3 kW. Compte tenu des contraintes liées à l’utilisation de vapeur ou d’eau chaude, la méthode de chauffage par résistance a été retenue.
5.4. Humidification de l’air CATFISH devait initialement produire, à pression atmosphérique, un air saturé jusqu’à 100 °C pour un débit de 100 Nm3.h-1. La quantité de vapeur nécessaire est alors de 58 kg.h-1 (annexe 4). Le banc véhicule dans ce cas une phase vapeur pure. Le générateur d’air humide doit assurer dans cette configuration la fonction d’humidification et de transport de l’effluent.

25/127
De plus, les méthodes de mesures de la vapeur et de mesures de l’air humide sont le plus souvent incompatibles. L’objectif essentiel du banc étant de fournir un outil pour l’étude de l’humidité sur la filtration, les choix technologiques retenus favorisent la production et le transport d’air humide et non ceux de vapeur d’eau pure. Les procédés d’humidification de l’air se basent soit sur l’utilisation de vapeur d’eau, soit sur l’augmentation de la surface d’échange entre l’eau à l’état liquide et l’air (procédé par pulvérisation). Avec l’utilisation de la vapeur, une rampe injecte celle-ci afin d’éviter la condensation au niveau des parois. Les principaux procédés basés sur l’augmentation de la surface d’échange sont les buses d’injection et les générateurs à ultrasons (Figure 10).
Utilisation de la vapeur
Humidificateur avec rampe d’injection (société Humidi-tech)
Méthodes par pulvérisation
Buse d’injection (société JS Humidificateur)
Humidificateur à ultrasons (société Areco)
Figure 10 : Différentes technologies d’humidification [ 8 ], [ 16 ], [ 17 ]

26/127
Le Tableau 4 rassemble les avantages et inconvénients des différentes méthodes d’humidification.
Techniques Avantages Inconvénients
Chaudière
Production de vapeur de quelques kg à plusieurs centaines de kg
Vapeur sous pression pour lutter contre les pertes de charge
Problème de sécurité lié à l’utilisation de vapeur sous pression
Chaudière soumise à réglementation
Nécessité d’un traitement de l’alimentation en eau
Humidificateur à vapeur
Pas de vapeur sous pression supprimant les contraintes spécifiques de sécurité
Production de vapeur de quelques kg à plusieurs centaines de kg
Non soumis à réglementation
Possibilité de réguler la puissance de chauffe
Fonctionnement avec de l’eau adoucie ou de ville
Pas de vapeur sous pression pour lutter contre les pertes de charge
Humidificateur à ultrasons
De quelques kg à cinquante kilogrammes
Pas de vapeur sous pression.
Production de vapeur maximal insuffisante pour le banc
Buse d’injection Faible encombrement
Faible débit d’eau par buse
Humidification par contact
Méthode de référence pour l’humidification de l’air utilisée pour l’étalonnage des hygromètres
Equipements commerciaux surdimensionnés pour CATFISH (humidification de réseau de ventilation) ou prototype pour l’humidification de faible débit d’air.
Tableau 4 : Avantages et inconvénients des méthodes d'humidification
L’utilisation d’une rampe d’injection associée à un humidificateur de vapeur à faible pression permet de couvrir une plage de fonctionnement importante en s’affranchissant des contraintes liées à l’utilisation d’appareil sous pression. De plus, la présence d’une unité d’adoucissement d’eau sur l’installation STARMANIA a facilité la mise en œuvre de cette méthode. Néanmoins, la possibilité de développer un procédé adiabatique de production d’air saturé a été conservée pour couvrir les plages de fonctionnement à faible humidité et basse température.
5.5. Transport de l’effluent Les débits rencontrés dans la boucle d’essais varient d’une vingtaine de Nm3.h-1 à 100 Nm3.h-1. Pour véhiculer l’effluent, l’utilisation de l’air comprimé présente l’avantage d’économiser l’achat d’un équipement supplémentaire. Néanmoins, le débit obtenu subit alors les variations de pression du réseau.

27/127
L’acquisition d’un équipement dédié a donc été privilégiée afin de garantir l’indépendance entre les fonctions « production d’air sec » et « régulation du débit ». Le Tableau 5 présente les principales technologies existantes et leurs caractéristiques.
Equipement Schéma (Société
Rietschle)
Principe Pression de refoulement
Pa
Débit m3.h-1
Ventilateur Haute pression
Utilisation de la force centrifuge pour la compression
± 15000 100 à 4000
Turbine à canal latéral
Accélération du fluide
± 90000 20 à 1500
Compresseur
Compression du volume
0-3000000 3 à 8000
Tableau 5 : Présentation des technologies existantes pour transporter l'effluent (images [ 18 ] )
La sélection d’un ventilateur haute pression ou d’une turbine à canal latéral permet de se rapprocher de la conception des réseaux de ventilation rencontrés dans l’industrie. En outre, le colmatage du filtre THE testé entraîne une augmentation importante de la perte de charge du réseau. L’achat d’une turbine à canal latéral, présentant une hauteur manométrique plus importante que le ventilateur, augmente ainsi la capacité de colmatage à débit constant.
6. Dimensionnement du réseau de ventilation
6.1. Régime d’écoulement Le nombre de Reynolds, fonction des conditions d’essais et des propriétés du banc, caractérise la nature de l’écoulement. L’étude de son évolution à partir des conditions de fonctionnement du banc permet d’évaluer le diamètre optimum de la conduite. Les critères pris en compte sont :
la conservation du régime turbulent sur toute la plage de fonctionnement du banc, la sélection d’un diamètre de conduite le plus élevé possible afin de minimiser les
pertes de charge, l’obtention d’une plage de débit entre 30 et 100 Nm3.h-1.

28/127
L’étude du nombre de Reynolds en fonction du diamètre de la conduite et des propriétés de l’effluent montre que le diamètre optimum est de 80 mm (annexe 5). Le choix du diamètre résulte d’un compromis entre la volonté de garantir un régime turbulent sur toute la plage de fonctionnement, en diminuant le diamètre choisi, et le souhait de ne pas maximiser les pertes de charge en prenant le diamètre le plus élevé possible.
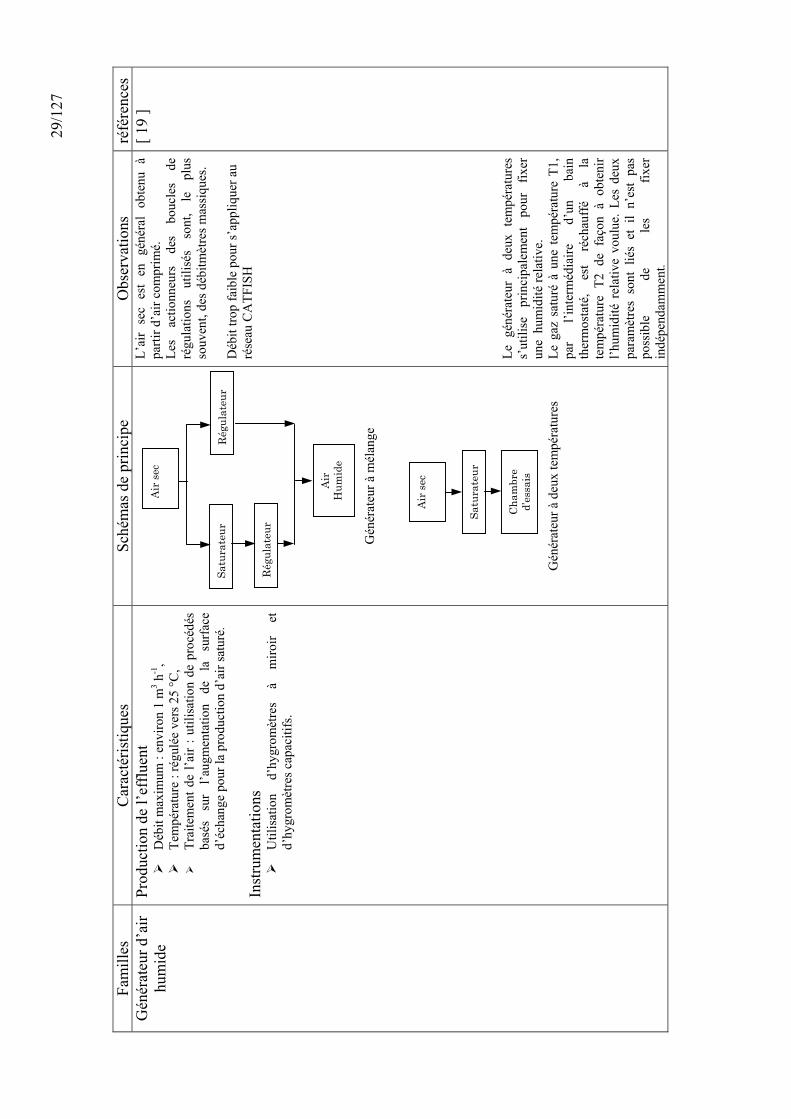
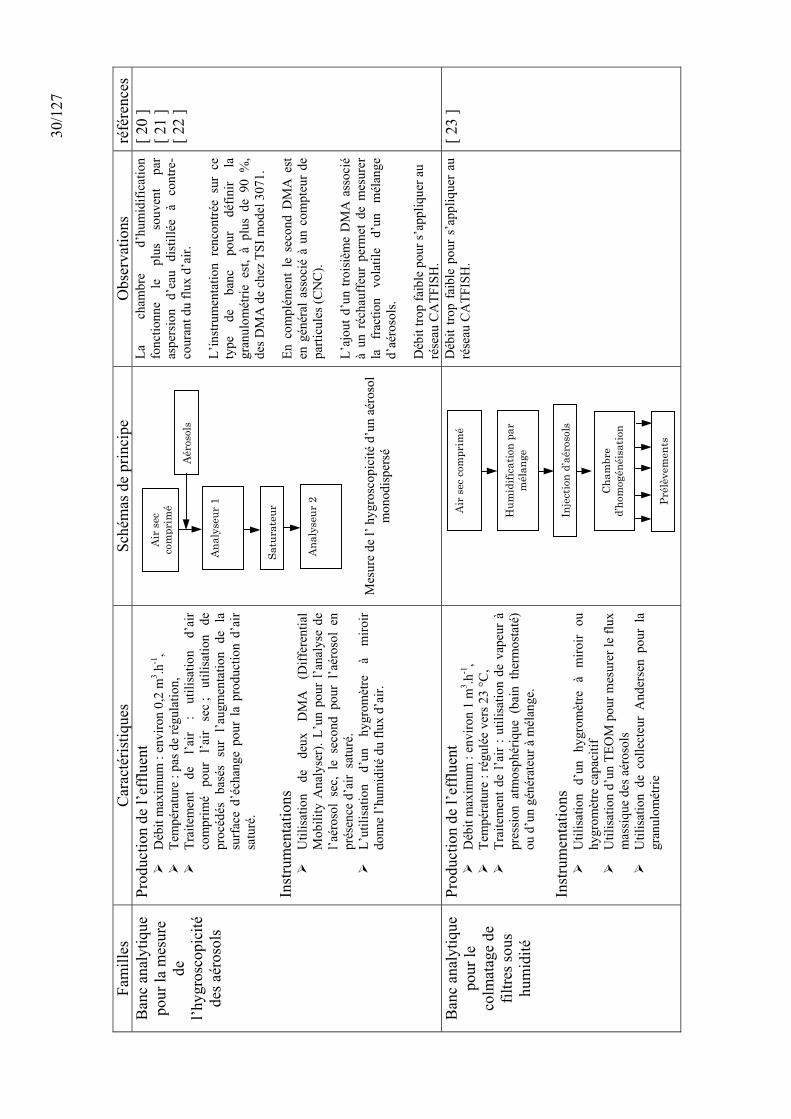
6.2. Schéma de principe du banc L’élaboration du schéma de principe comprend l’intégration des éléments définis précédemment en assurant le fonctionnement nominal de chaque appareil. De plus, l’utilisation d’un équipement ne doit pas modifier les capacités des autres organes de l’installation. La réalisation d’un tableau synthétique (Tableau 6), regroupant les principaux bancs d’essais sur l’humidité et la filtration, permet de confronter les bancs existants aux fonctionnalités qu’offre CATFISH (Figure 4). Le Tableau 6 classe les bancs en fonction de l’objectif de l’installation. Les bancs de type « analytique » fournissent principalement les informations nécessaires sur l’agencement des équipements et l’instrumentation de caractérisation des aérosols. La conception de ces bancs favorise les mesures expérimentales au niveau du filtre. L’étude des bancs industriels fournit des informations sur la production d’un effluent contrôlé dans le temps en pression, température et humidité. L’utilisation d’un bipasse est généralisée. De plus, certains bancs utilisent une recirculation afin de minimiser le coût énergétique de fonctionnement.
29/1
27
Fa
mill
es
C
arac
téris
tique
sSc
hém
as d
epr
inci
peO
bser
vatio
nsré
fére
nces
Gén
érat
eur d
’air
hum
ide
Prod
uctio
n de
l’ef
fluen
t
Déb
it m
axim
um :
envi
ron
1 m
3 h-1
,
Tem
péra
ture
: ré
gulé
e ve
rs 2
5 °C
,
Trai
tem
ent d
e l’a
ir : u
tilis
atio
n de
pro
cédé
s ba
sés
sur
l’aug
men
tatio
n de
la
su
rfac
e d’
écha
nge
pour
la p
rodu
ctio
n d’
air s
atur
é.
Inst
rum
enta
tions
Util
isat
ion
d’hy
grom
ètre
s à
miro
ir et
d’
hygr
omèt
res c
apac
itifs
.
G
énér
ateu
r à m
élan
ge
G
énér
ateu
r à d
eux
tem
péra
ture
s
L’ai
r se
c es
t en
gén
éral
obt
enu
à pa
rtir d
’air
com
prim
é.
Les
actio
nneu
rs
des
bouc
les
de
régu
latio
ns
utili
sés
sont
, le
pl
us
souv
ent,
des d
ébitm
ètre
s mas
siqu
es.
Déb
it tro
p fa
ible
pou
r s’a
ppliq
uer a
u ré
seau
CA
TFIS
H
Le g
énér
ateu
r à
deux
tem
péra
ture
s s’
utili
se
prin
cipa
lem
ent
pour
fix
er
une
hum
idité
rela
tive.
Le
gaz
sat
uré
à un
e te
mpé
ratu
re T
1,
par
l’int
erm
édia
ire
d’un
ba
in
ther
mos
taté
, es
t ré
chau
ffé
à la
te
mpé
ratu
re T
2 de
faç
on à
obt
enir
l’hum
idité
rel
ativ
e vo
ulue
. Les
deu
x pa
ram
ètre
s so
nt l
iés
et i
l n’
est
pas
poss
ible
de
le
s fix
er
indé
pend
amm
ent.
[ 19
]
Air
H
umid
e
Satu
rate
ur
Cha
mbr
e d’
essa
is
Air
sec
Air
sec
Satu
rate
ur
Rég
ulat
eur
Rég
ulat
eur
30/1
27
Fa
mill
es
C
arac
téris
tique
sSc
hém
as d
epr
inci
peO
bser
vatio
nsré
fére
nces
Ban
c an
alyt
ique
po
ur la
mes
ure
de
l’hyg
rosc
opic
ité
des a
éros
ols
Prod
uctio
n de
l’ef
fluen
t
Déb
it m
axim
um :
envi
ron
0,2
m3 .h
-1,
Te
mpé
ratu
re :
pas d
e ré
gula
tion,
Trai
tem
ent
de
l’air
: ut
ilisa
tion
d’ai
r co
mpr
imé
pour
l’a
ir se
c ;
utili
satio
n de
pr
océd
és b
asés
sur
l’a
ugm
enta
tion
de l
a su
rfac
e d’
écha
nge
pour
la
prod
uctio
n d’
air
satu
ré.
Inst
rum
enta
tions
Util
isat
ion
de
deux
D
MA
(D
iffer
entia
l M
obili
ty A
naly
ser)
. L’u
n po
ur l’
anal
yse
de
l’aér
osol
sec
, le
sec
ond
pour
l’a
éros
ol e
n pr
ésen
ce d
’air
satu
ré.
L’
utili
satio
n d’
un
hygr
omèt
re
à m
iroir
donn
e l’h
umid
ité d
u flu
x d’
air.
Mes
ure
de l’
hyg
rosc
opic
ité d
’un
aéro
sol
mon
odis
pers
é
La
cham
bre
d’hu
mid
ifica
tion
fonc
tionn
e le
pl
us
souv
ent
par
aspe
rsio
n d’
eau
dist
illée
à
cont
re-
cour
ant d
u flu
x d’
air.
L’in
stru
men
tatio
n re
ncon
trée
sur
ce
type
de
ba
nc
pour
dé
finir
la
gran
ulom
étrie
est
, à
plus
de
90 %
, de
s DM
A d
e ch
ez T
SI m
odel
307
1.
En c
ompl
émen
t le
sec
ond
DM
A e
st
en g
énér
al a
ssoc
ié à
un
com
pteu
r de
pa
rticu
les (
CN
C).
L’aj
out d
’un
trois
ièm
e D
MA
ass
ocié
à
un r
écha
uffe
ur p
erm
et d
e m
esur
er
la
frac
tion
vola
tile
d’un
m
élan
ge
d’aé
roso
ls.
Déb
it tro
p fa
ible
pou
r s’a
ppliq
uer a
u ré
seau
CA
TFIS
H.
[ 20
] [ 2
1 ]
[ 22
]
Ban
c an
alyt
ique
po
ur le
co
lmat
age
de
filtre
s sou
s hu
mid
ité
Prod
uctio
n de
l’ef
fluen
t
Déb
it m
axim
um :
envi
ron
1 m
3 .h-1
,
Tem
péra
ture
: ré
gulé
e ve
rs 2
3 °C
,
Trai
tem
ent d
e l’a
ir : u
tilis
atio
n de
vap
eur
à pr
essi
on a
tmos
phér
ique
(ba
in t
herm
osta
té)
ou d
’un
géné
rate
ur à
mél
ange
.
D
ébit
trop
faib
le p
our
s’ap
pliq
uer
au
rése
au C
ATF
ISH
. [ 2
3 ]
Satu
rate
ur
Ana
lyse
ur 2
Hum
idifi
catio
n pa
r m
élan
ge
Air
sec
com
prim
é
Ana
lyse
ur 1
Air
sec
co
mpr
imé
Aér
osol
s
Inst
rum
enta
tions
Util
isat
ion
d’un
hyg
rom
ètre
à m
iroir
ou
hygr
omèt
re c
apac
itif
U
tilis
atio
n d’
un T
EOM
pou
r mes
urer
le fl
ux
Inje
ctio
n d’
aéro
sols
Cha
mbr
e d’
hom
ogén
éisa
tion
mas
siqu
e de
s aér
osol
s
Util
isat
ion
de c
olle
cteu
r A
nder
sen
pour
la
gran
ulom
étrie
Prél
èvem
ents

31/1
27
Ban
c an
alyt
ique
po
ur la
mes
ure
d’ef
ficac
ité d
e fil
tres T
HE
Prod
uctio
n de
l’ef
fluen
t
Déb
it m
axim
um :
2,88
m
3 .h-1
po
ur
le
méd
ium
filtr
ant p
lan,
pou
r le
méd
ium
plis
sé
le
débi
t no
min
al
est
fonc
tion
de
l’équ
ipem
ent,
Te
mpé
ratu
re :
23 °C
± 5
°C,
L’
hum
idité
rel
ativ
e do
it re
ster
inf
érie
ure
à 75
% à
23
°C ±
5 °C
,
Trai
tem
ent
de
l’air
: ai
r at
mos
phér
ique
, pr
ésen
ce d
’une
CTA
, d’
un r
écha
uffe
ur e
t d’
un fi
ltre
THE
en a
mon
t du
filtre
test
.
Ban
c po
ur la
mes
ure
d’ef
ficac
ité –
zon
e de
trai
tem
ent d
e l’e
fflu
ent
Les
élém
ents
co
nstit
utifs
du
ba
nc
sont
pro
ches
de
ceux
dim
ensi
onné
s po
ur C
ATF
ISH
néa
nmoi
ns le
s dé
bits
re
sten
t fa
ible
s po
ur
envi
sage
r l’u
tilis
atio
n di
rect
e de
ce
ty
pe
de
rése
au.
[ 24
]
Inst
rum
enta
tions
U
tilis
atio
n de
deu
x C
NC
, OPC
,
Util
isat
ion
d’un
D
MA
as
soci
é à
un
com
pteu
r pou
r les
aér
osol
s pol
ydis
pers
és.
Ban
c po
ur la
mes
ure
d’ef
ficac
ité –
zon
e de
test
du
méd
ia fi
ltran
t
La n
orm
e N
F EN
182
2 pr
écon
ise
l’util
isat
ion
d’un
dia
phra
gme,
d’u
ne
tuyè
re o
u d’
un tu
be v
entu
ri po
ur la
m
esur
e de
déb
it. O
r l’a
ppar
eil d
e co
mpt
age
des a
éros
ols e
n av
al d
u fil
tre T
HE
est p
lacé
apr
ès l’
orga
ne
dépr
imog
ène.
Le
risqu
e d’
un te
l m
onta
ge e
st d
e re
teni
r une
frac
tion
de
l’aér
osol
pas
sé à
trav
ers l
e fil
tre e
t de
faus
ser l
a m
esur
e d’
effic
acité
.
Ven
tilat
eur
Réc
hauf
feur
Filtr
atio
n TH
E Ana
lyse
ava
l
Ana
lyse
am
ont
Cai
sson
test
Mes
ure
de d
ébit
Inje
ctio
n d’
aéro
sols
Pré-
filtr
atio
n
Air
at
mos
phér
ique

32/1
27
Fa
mill
es
C
arac
téris
tique
sSc
hém
as d
epr
inci
peO
bser
vatio
nsré
fére
nces
Ban
c in
dust
riel
pour
le
colm
atag
e de
fil
tres s
ous
hum
idité
BO
RA
Pr
oduc
tion
de l’
efflu
ent
D
ébit
max
imum
: en
viro
n 70
000
m3 .h
-1,
Te
mpé
ratu
re :
régu
lée
jusq
u’à
400
°C,
Tr
aite
men
t de
l’air
: util
isat
ion
de l’
aspe
rsio
n po
ur l’
hum
idifi
catio
n C
arac
téris
tique
s du
rése
au d
e ve
ntila
tion
Pr
ésen
ce d
’une
rec
ircul
atio
n po
ur a
ugm
ente
r le
s ca
paci
tés
de
chau
ffag
e et
d’hu
mid
ifica
tion
du b
anc.
M
ise
en p
lace
d’u
n bi
pass
e po
ur p
répa
rer
l’eff
luen
t in
dépe
ndam
men
t de
l’é
lém
ent
à te
ster
.
Util
isat
ion
de v
anne
s co
mbi
nées
pou
r rég
uler
le
déb
it et
les p
ress
ions
dan
s la
zone
de
test
. In
stru
men
tatio
ns
U
tilis
atio
n d’
hygr
omèt
res,
de t
rans
met
teur
s de
déb
it et
de
pres
sion
Util
isat
ion
d’un
aut
omat
e et
d’u
ne c
entra
le
d’ac
quis
ition
pou
r le
pilo
tage
de
l’ins
talla
tion
Ban
c de
l’un
iver
sité
de
Nag
oya
Prod
uctio
n de
l’ef
fluen
t
Déb
it m
axim
um :
envi
ron
2000
m3 .h
-1,
Te
mpé
ratu
re :
régu
lée
jusq
u’à
240
°C,
Tr
aite
men
t de
l’a
ir :
utili
satio
n d’
un
réch
auff
eur
élec
triqu
e,
de
vape
ur
et
d’un
re
froi
diss
eur
à se
rpen
tin p
our
le c
ontrô
le d
e l’e
fflu
ent.
Car
acté
ristiq
ues d
u ré
seau
de
vent
ilatio
n.
U
tilis
atio
n d’
une
vann
e po
ur
mai
nten
ir co
nsta
nte
la p
erte
de
char
ge d
u ba
nc.
Les
banc
s so
nt p
rése
ntés
de
man
ière
sé
paré
e ca
r l
eurs
car
acté
ristiq
ues
dive
rgen
t de
man
ière
sign
ifica
tive.
[ 7 ]
[ 25
]
Air
atm
osph
ériq
ue
THE
Réc
hauf
feur
Ven
tilat
eur
Hum
idifi
cate
ur
Ref
roid
isse
ur
Cha
mbr
e de
m
élan
ge ;
In
ject
ion
des
aéro
sols
Zone
de
test
Ref
roid
isse
ur
Ven
tilat
eur
Hum
idifi
cate
ur
Réc
hauf
feur
Bip
asse
Rec
ircu
latio
n
Cai
sson
de
test

33/1
27
Fam
illes
Car
acté
ristiq
ues
Sché
mas
de
prin
cipe
Obs
erva
tions
réfé
renc
esB
anc
indu
strie
l po
ur le
co
lmat
age
de
filtre
s sou
s hu
mid
ité
STA
RM
AN
IA m
ode
dégr
adé
Prod
uctio
n de
l’ef
fluen
t
Déb
it m
axim
um :
envi
ron
3400
m3 .h
-1,
Te
mpé
ratu
re :
régu
lée
jusq
u’à
50 °C
,
Trai
tem
ent
de l
’air
: ut
ilisa
tion
d’un
e ra
mpe
va
peur
pou
r l’h
umid
ifica
tion.
C
arac
téris
tique
s du
rése
au d
e ve
ntila
tion
B
oucl
e ou
verte
Mis
e en
pla
ce d
’un
bipa
sse
pour
pré
pare
r l’e
fflu
ent
indé
pend
amm
ent
de
l’élé
men
t à
test
er.
U
tilis
atio
n de
van
nes
com
biné
es p
our
régu
ler
le d
ébit
et la
pre
ssio
n da
ns la
zon
e de
test
. In
stru
men
tatio
ns
U
tilis
atio
n d’
un
hygr
omèt
re
à m
iroir,
de
tra
nsm
ette
urs d
e dé
bit e
t de
pres
sion
Util
isat
ion
d’un
aut
omat
e et
d’u
ne s
uper
visi
on
pour
le p
ilota
ge d
e l’i
nsta
llatio
n
[ 2
6 ]
Hum
idifi
cate
ur
Ven
tilat
eur
Cai
sson
de
test
Bip
asse
THE
Air
atm
osph
ériq
ue
Tabl
eau
6 : T
able
au d
es p
rinci
pale
s ins
talla
tions
exi
stan
tes

34/127
La Figure 11 présente le schéma de principe du banc CATFISH établi à partir de la synthèse précédente. L’air comprimé du centre, préalablement filtré, arrive dans un sécheur frigorifique. Un régulateur abaisse alors la pression de 7 bar à 1,5 bar. L’air sortant, ramené à pression atmosphérique, a une température de 10 °C et une humidité relative inférieure à 5 %. En sortie de détendeur l’air circule à travers une première vanne de régulation, TCV01, qui impose une pression relative nulle à l’entrée du réseau de ventilation. Pour les points de fonctionnement au-delà de 60 °C, la turbine TU01 est placée entre TCV01 et le réchauffeur RE01 (position 1). Le fluide est alors aspiré et refoulé par TU01. Un té, placé en amont de TU01, autorise le fonctionnement sur une plage de débit supérieure à la zone de fonctionnement du sécheur d’air en actionnant la vanne de mise à l’atmosphère VM01. Un té placé en aval surmonté de la vanne de mise à l’atmosphère VM02 permet d’obtenir des débits inférieurs à 80 m3.h-1 correspondant au débit minimum de la turbine. L’air passe alors à travers le réchauffeur à résistance, RE01, qui élève la température de l’air à un maximum de 150 °C pour un débit de 129 kg.h-1. L’air est ensuite humidifié par la vapeur de l’humidificateur électrique GV01 dans le caisson d’humidification CH01. Une première longueur droite stabilise l’écoulement pour la mesure du débit par l’intermédiaire du diaphragme FT01. L’air circule alors, soit par un bipasse vers le rejet en toiture soit sur l’équipement à tester. Une seconde longueur droite permet la production d’aérosols et le test du filtre THE. L’air passe à travers un filtre de protection et une deuxième vanne de régulation, TCV02. Elle compense, en s’ouvrant progressivement, l’augmentation de la perte de charge due au colmatage du filtre. Cette vanne de régulation garantit un débit de filtration constant sur le filtre testé. Enfin, lorsque le banc fonctionne à des températures inférieures à 60 °C, l’air passe à travers TU01 (position 2) et est expulsé en toiture. En amont de TU01, un té avec la vanne manuelle VM05 permet d’obtenir des débits inférieurs à la plage de fonctionnement de la turbine. .

35/1
27
Air
com
prim
é
7 ba
rs
Air
com
prim
é
7 ba
rs
Filtr
e 1
Séch
eur
Frig
orifi
que
VM
03
VM
04
GV
01br
ide
DN
80
Rég
ulat
eur d
e pr
essio
n
FT01
Lége
nde
:
Zone
de
séch
age
de l’
air
com
prim
é
Zone
d’h
umid
ifica
tion
et d
e m
esur
e du
déb
it
Bip
asse
TCV
: V
anne
de
régu
latio
nV
M :
Van
ne m
anue
lleTU
01 :
Turb
ine
RE01
: Ré
chau
ffeur
GV
01 :
Hum
idifi
cate
urFT
01 :
trans
met
teur
de
débi
tC
H01
: C
aiss
on d
’hum
idifi
catio
nC
F01
: Cai
sson
TH
E de
test
CF0
2 : C
aiss
on T
HE
de p
rote
ctio
n
CH
01Lo
ngue
ur d
roite
de
stab
ilisa
tion
RE0
1TU
01
Posit
ion
1
TCV
01
Zone
de
réch
auffa
ge
VM
01V
M02
Rej
et e
n to
iture
TU01
Posit
ion
2
VM
05Zo
ne d
e pr
oduc
tion
d’aé
roso
ls et
de
reje
t
CF0
1C
F02
TCV
02C
F01
CF0
2TC
V02
CF0
1C
F02
TCV
02Lo
ngue
ur d
roite
de
stab
ilisa
tion
Figu
re 1
1 : S
chém
a de
prin
cipe
du
banc

36/127
6.3. Pertes de charge L’étude des pertes de charge du réseau de ventilation, basée sur le schéma de principe du banc, a permis d’évaluer la hauteur manométrique disponible pour colmater un filtre THE. Afin d’offrir la possibilité de faire évoluer le banc, le débit de référence pour cette étude a été fixé à 200 m3.h-1. Les pertes de charge se classent en 2 familles. Pour les pertes linéaires l’évaluation des longueurs droites est estimée à partir des longueurs nécessaires à la stabilisation de l’écoulement en amont du filtre de test et du diaphragme, ainsi qu’à partir de la place maximale disponible sur site. Pour augmenter la marge de sécurité, le coefficient de frottement retenu est celui de Colebrook avec une valeur de 0,023 (annexe 6). Les pertes de charge singulières correspondent à des singularités du réseau ou à la présence d’un équipement spécifique. Pour les équipements spécifiques, l’obtention des données constructeurs est privilégiée. En l’absence de ces données, les valeurs sont calculées à partir d’abaques du « guide pratique de ventilation » [ 27 ], d’un cours de génie des procédés [ 28 ] et de l’ouvrage « les capteurs en instrumentation industrielle » [ 29 ]. L’annexe 6 regroupe le détail des calculs des pertes de charge. L’étude réalisée évalue les pertes linéaires à 109 mm CE et les pertes singulières à 553 mm CE. Les pertes singulières représentent environ 84 % de la perte de charge totale (662 mm CE) (Figure 12-a). La hauteur manométrique type fournie par une turbine à canal latéral à 200 m3.h-1 est de 3800 mm CE. Les pertes de charge du banc utilisent alors environ 17 % de la hauteur manométrique totale (Figure 12-b). La perte de charge initiale d’un filtre au débit nominal étant de 30 mm CE, le facteur de colmatage pourra atteindre 100 fois la perte de charge initiale, pour ce débit de filtration.
Hauteur manométrique efficace pour l'étude du colmatage
17%
83%
Pertes de charge totale
Réserve pour l'étudedu colmatage
Répartition des pertes de charges
84%
16%
Pertes singulièresPertes linéaires
( b )( a )
Figure 12 : Répartition des pertes de charge et réserves disponibles

37/127
6.4. Isolation thermique
L’évaluation de la diminution de température de l’air en canalisation, afin de garantir une température de 100 °C au niveau du caisson, constitue l’objectif de ce paragraphe. Celle-ci s’établit en fixant la température de l’air ambiant à 20 °C, une vitesse du vent nulle et un débit dans le réseau de 100 m3.h-1. La distance entre le réchauffeur et le caisson de test a été fixée à 14 m. Les paramètres variables sont :
la température de l’air en sortie de sécheur (100 ou 150 °C), la nature du calorifuge (silicate de calcium, microcellulaire, fibre de roche, laine de
verre), [ 30 ] l’épaisseur de calorifuge.
La première étape consiste à calculer le flux thermique, q, par mètre de canalisation. Le coefficient global de transmission par mètre de tuyauterie, k, se déduit alors de la valeur du flux thermique. La chute de température entre le réchauffeur et le caisson d’essais s’établit à partir des données d’entrées et du coefficient de transmission (annexe 7) [ 30 ] [ 31 ]. Compte tenu des contraintes d’implantation du banc, l’épaisseur de calorifuge mise en place sur le banc ne pouvait pas dépasser 100 mm. Les épaisseurs standards de calorifuge sont de 50, 80 ou 100 mm. La sélection a donc été effectuée entre ces trois valeurs. Le premier scénario donne la température de l’air au niveau du filtre en fonction de l’épaisseur de calorifuge avec l’air en sortie de réchauffeur à 100 °C.
Figure 13 : Evolution de la température au niveau du filtre THE pour un air sortant de RE01 à 100 °C avec un débit de 100 m3.h-1
50
55
60
65
70
75
80
85
90
95
100
0 10 20 30 40 50 60 70 80 90 100
Epaisseur du calorifuge ( mm )
tem
péra
ture
inte
rne
final
e ( °
C )
isolation thermique - silicate de calciumisolation thermique - microcellulaire isolation thermique - fibre de rocheisolation thermique - laine de verre

38/127
Quelle que soit l’épaisseur mise en œuvre, la température finale est comprise, pour un calorifuge industriel classique à base de laine de verre ou fibre de roche, entre 78 °C dans le cas le plus défavorable et 82 °C pour le cas le plus favorable. Les performances de l’isolation thermique ne sont donc pas suffisantes. La première piste d’amélioration a concerné le surdimensionnement du réchauffeur. Le graphique suivant présente la température au niveau du filtre pour un air produit par le réchauffeur à 150 °C.
50
60
70
80
90
100
110
120
130
140
0 10 20 30 40 50 60 70 80 90 100
Epaisseur du calorifuge ( mm )
tem
péra
ture
inte
rne
final
e ( °
C )
Isolation thermique - silicate de calciumIsolation thermique - microcellulaireIsolation thermique - Fibre de rocheIsolation thermique - Laine de verre
Figure 14 : Evolution de la température au niveau du filtre THE pour un air sortant de RE01 à 150 °C et 100 m3.h-1
Pour un calorifuge de type industriel (fibre de roche ou laine de verre) la température de l’air au niveau du filtre varie de 100 à 116 °C. Les faibles performances d’un calorifuge à base de silicate de calcium ont permis d’écarter ce produit. En revanche un calorifuge microcellulaire présente des propriétés avantageuses. La deuxième piste d’optimisation des pertes thermiques a orienté l’étude vers la mise en place d’un traçage électrique entre le réchauffeur et l’élément filtrant. Cette méthode présente un double avantage. Tout d’abord, l’installation de cordons chauffants diminue l’épaisseur de calorifuge nécessaire réduisant ainsi l’encombrement du banc. Ensuite, ces cordons limitent les effets de condensation au niveau des parois lors des phases d’expérimentations proches de la saturation.

39/127
Les principales méthodes de traçage sont le ruban chauffant, le câble à isolant minéral, le tube à passage de courant et le tube traceur à effet chauffant [ 32 ]. L’achat de rubans chauffants autolimitants est apparu comme étant la solution la plus appropriée compte tenu :
des contraintes d’implantation du banc, du maintien de la température jusqu’à 100 °C, de la présence de singularités, de la faible distance à tracer.
CATFISH est également dimensionné pour fonctionner à des températures d’air inférieures à la température ambiante. La Figure 15 illustre l’influence du calorifuge lorsque la température en sortie de réchauffeur est de 8 °C et la température ambiante de 20 °C.
0
2
4
6
8
10
12
14
16
18
20
0 10 20 30 40 50 60 70 80 90 100
Epaisseur du calorifuge ( mm )
tem
péra
ture
inte
rne
final
e ( °
C )
isolation thermique - silicate de calcium
isolation thermique - microcellulaire
isolation thermique - laine de verre et fibre de roche
Figure 15 : Evolution de la température au niveau du filtre THE pour un air sortant de RE01 à 8 °C avec un débit de 100 m3.h-1
Pour un calorifuge à base de laine de verre, la température de l’air arrivant sur l’équipement est comprise entre 11,5 et 10,5 °C. Pour un calorifuge microcellulaire, la température descend jusqu’à 9,5 °C pour une épaisseur de 100 mm.

40/127
L’épaisseur favorable à la fois à froid et à chaud, tout en prenant en compte l’encombrement et la longueur des piquages de l’installation, est de 80 mm. Elle garantit au niveau de l’équipement à tester, avec un calorifuge industriel classique, l’obtention :
des performances à chaud, d’une température proche de 10 °C pour l’effluent en fonctionnement à froid.
Un léger surdimensionnement du refroidisseur a permis d’atteindre l’objectif de 10 °C.
6.5. Dimensionnement de la zone de production d’aérosols La longueur de la zone de production d’aérosols se détermine en fonction de la distance d’établissement de l’écoulement, de la distance de bon mélange entre le point d’injection de l’aérosol et le point de prélèvement, et de l’évaluation du dépôt en gaine. La longueur d’établissement de l’écoulement est déterminée à l’aide de la norme ISO 5167-2 [ 33 ] qui donne les longueurs droites de stabilisation dans le cas de l’installation d’un diaphragme. La norme établit que la longueur maximum d’homogénéisation est de 44 fois le diamètre lorsqu’un coude à 90° se situe en amont de l’appareil, soit une longueur de 3,5 m. Cette longueur est suffisante, selon la norme ISO 4053 [ 34 ], afin de garantir une concentration homogène d’aérosols. Dans cette configuration, la fraction massique retenue par la conduite pour des aérosols de 0,15 à 5 µm, évaluée à partir du code de calcul DACC [ 35 ], est inférieure à 1 %. La fraction retenue peut atteindre 2 % pour une température de 100 °C avec une humidité relative de 90 %. La longueur de la zone de production d’aérosols pour le banc CATFISH s’établit donc à 3,5 m. Après l’élargissement du caisson de filtration, la longueur d’établissement de l’écoulement est évaluée à 1 m. Cette estimation se base sur une simulation réalisée avec le code de calcul de mécanique des fluides CFX-5 et par la prise en compte de l’espace disponible sur l’installation. L’annexe 8 regroupe les paramètres de l’étude DACC et CFX-5.

41/127
7. Contrôle du procédé
7.1. Acquisition de données Le rôle de l’acquisition de données est de collecter, convertir, classer l’information afin d’aider le chercheur dans l’étude d’un phénomène réel complexe où s’enchevêtrent de multiples paramètres. L’offre existante étant abondante les critères de sélection pour le banc ont été :
la simplicité de mise en œuvre et la robustesse du système, l’indépendance de l’acquisition vis-à-vis des fournisseurs de transmetteurs, la sélection d’une famille de matériels et logiciels déjà présents sur les installations du
service. La Figure 16 présente les éléments matériels et logiciels de la chaîne de mesure.
Evolut ion de la temp ér ature in terne de con duited ebit 100 m3/h - 73 nm3/h
t empératur e en sort ie d e réchauff eur : 100 °Clongu eur 14 m
0
10
20
30
40
50
60
70
80
90
1 00
0 50 100 150 200 250 300
Epaisseur du calorifuge
tem
péra
ture
inte
rne
finale
tuy aute rieiso lation the rm ique - si l ic ate de calci umisolat ion the rmique mic roc el lul a ire i so lation thermique fib re de roc he
Chaîne matériel Chaîne logiciel
Supervision
Archivage
Exploitation
Automate
Modules d’acquisition
PC :
calculateur
PID
automate
enregistreur
Transmetteurs :analogiquenumériquethermocouple – RTD
Actionneuranalogique
Transmetteurs :analogiquenumériquethermocouple – RTD
Actionneuranalogique
Figure 16 : Chaîne de mesure-contrôle du procédé
Pour assurer l’indépendance entre le matériel d’acquisition et les transmetteurs, le mode de communication analogique en signal 4-20 mA a été privilégié. Néanmoins, pour bénéficier des fonctions apportées par le numérique, les « transmetteurs intelligents » ont été favorisés. Au sein du service, deux familles de chaîne d’acquisition équipent les installations. La première famille emploie un automate qui assure le contrôle commande. L’application est chargée dans la mémoire de l’automate par le logiciel PL7 de SCHNEIDER ELECTRIC. La

42/127
couche PANORAMA de EUROP SUPERVISION installée sur PC permet ensuite la supervision de l’installation. La seconde famille utilise des modules d’acquisition de NATIONAL INSTRUMENTS avec le langage de programmation LABVIEW. Cette couche logiciel installée sur PC permet de réaliser l’ensemble des fonctions d’acquisition logiciel. Le Tableau 7 liste les avantages et inconvénients de chaque chaîne.
Techniques Avantages Inconvénients
Automate
Robustesse du système Temps réel Programme dans la mémoire de
l’automate Gestion de nombreuses variables
(supérieures à une centaine) Chaque langage est dédié à une
fonction logiciel
Langage de programmation propre à chaque automate
Achat nécessaire d’un logiciel de supervision
Achat nécessaire d’un logiciel de base de données
Maîtrise de chaque langage de programmation (automate supervision…) nécessaire
Coût élevé de la chaîne
Module d’acquisition
Simplicité de mise en œuvre Langage de programmation unique
assurant la supervision, l’acquisition, l’archivage et l’exploitation
Possibilité d’utiliser des fonctions mathématiques intégrées pour analyser les données
Programmation graphique du code et de l’interface graphique
Coût peu élevé
Pas de temps réel La fiabilité de la chaîne
d’acquisition est fonction de la qualité du PC
Nécessité de développer l’ensemble des applications ou d’acheter les fonctions logiciels supplémentaires (PID, Contrôle…)
Diagramme de programmation complexe si le nombre de variables est élevé (supérieur à 50)
Tableau 7 : Avantages et inconvénients des chaînes d'acquisition
L’analyse des différentes méthodes d’acquisition a montré que l’utilisation d’un automate, pour un banc à l’échelle du pilote comme CATFISH, présentait plusieurs inconvénients. Ainsi, le coût élevé et la nécessité de maîtriser au moins deux langages de programmation différents a conduit à écarter cette solution. En revanche, la mise en place de modules gérés par LABVIEW a offert l’opportunité de développer un outil spécifique aux besoins de CATFISH. De plus, le laboratoire dispose de l’environnement de développement et du compilateur associé ce qui a réduit le coût en licence logiciel. Néanmoins, cette solution a nécessité un investissement en temps plus important pour développer l’ensemble des applications de supervision, acquisition et exploitation.
7.2. Transmetteurs
7.2.1. Protocole de communication Indépendamment de la qualité de mesure du capteur, la nature du protocole de communication constitue un critère de sélection important. La transmission de la valeur à la chaîne d’acquisition privilégiera la boucle de courant 4-20 mA. Cette méthode, plus robuste qu’une communication tension, permet le diagnostic rapide de l’ouverture de la boucle. De plus, elle ne nécessite pas, comme en communication numérique, le développement de pilotes spécifiques à chaque transmetteur.

43/127
Enfin, il est possible de superposer au courant de boucle des signaux numériques destinés aux réglages et à la maintenance du transmetteur. Ces transmetteurs, dits « intelligents », possèdent un microprocesseur permettant une communication bidirectionnelle. Le protocole de communication, HART, assure une double fonction [ 36 ] :
la programmation du transmetteur (unité, étendue de mesure, niveaux d’alarme…), la collecte d’informations par l’interrogation du transmetteur.
Le choix de ce type de capteur a ainsi facilité la maintenance des équipements sans surcharger la supervision du banc.
7.2.2. Mesures de l’humidité Le terme « mesures de l’humidité » regroupe en réalité plusieurs paramètres physiques de l’air humide. La connaissance de la grandeur à suivre est indispensable pour sélectionner l’appareil adapté. Les principaux paramètres et appareils associés sont [ 29 ] :
la température de rosée, Td, déterminée par les hygromètres à condensation, l’humidité relative, Uw, connue grâce aux hygromètres à variation d’impédance.
A partir de chaque paramètre, il est possible de remonter par calcul aux différentes grandeurs caractéristiques d’humidité. Néanmoins, la phase de calcul augmente l’incertitude de mesure par rapport à la détermination physique de la grandeur. Ainsi, un hygromètre à condensation est adapté aux mesures de température de rosée et à celle du rapport de mélange, r. En revanche, un hygromètre à variation d’impédance permet une mesure directe de l’humidité relative. Les conditions thermodynamiques de l’air constituent le deuxième critère de sélection d’un appareil. En effet, il est indispensable pour sélectionner l’équipement optimum de connaître les étendues de mesures en température, pression et humidité. Chaque appareil possède une plage de fonctionnement établie. Une première sélection parmi tous les équipements existants a été réalisée à partir des données du LNE [ 19 ]. Pour le banc CATFISH, le choix a été effectué entre les hygromètres à condensation et les hygromètres capacitifs [ 37 ]. L’hygromètre à condensation ou hygromètre à miroir prélève, par l’intermédiaire d’une pompe, un échantillon de l’air à caractériser. Celui-ci est amené par un tube chauffant, afin d’éviter toute condensation non maîtrisée, au niveau d’une surface refroidie. Le miroir se refroidit jusqu'à condensation de l’échantillon. La température du miroir correspond alors à la température de rosée. La Figure 17 présente le schéma de principe d’un hygromètre à miroir.
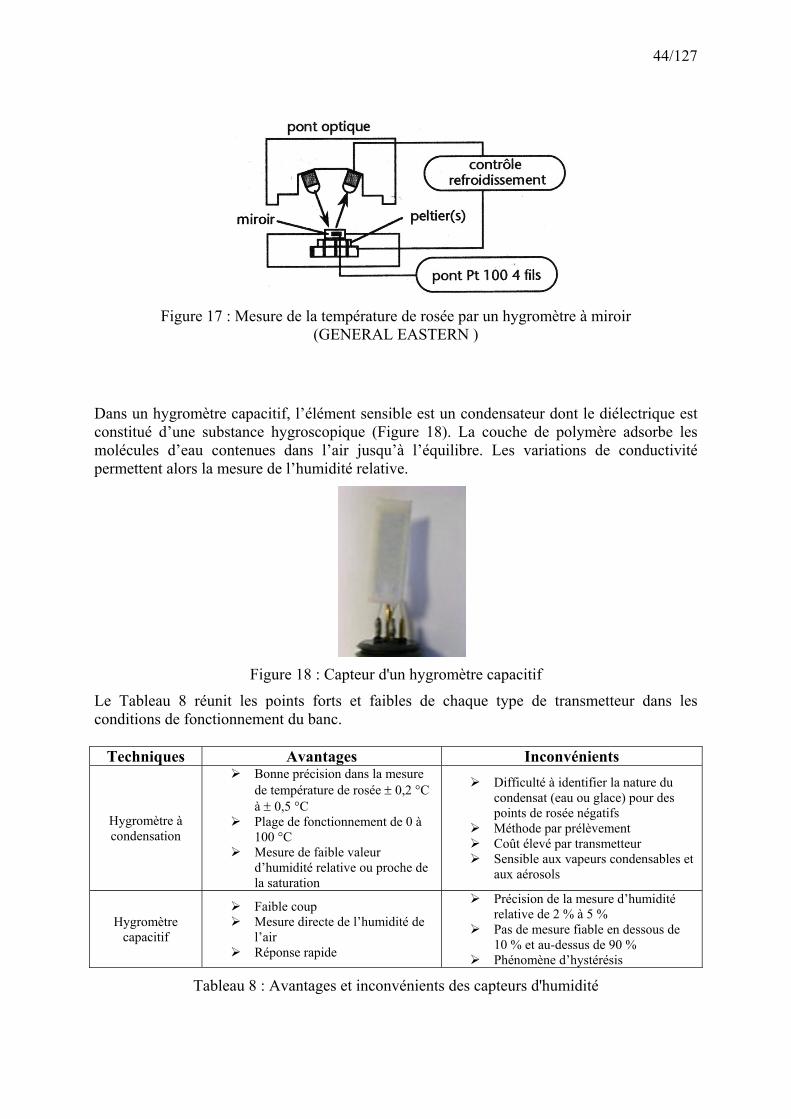
44/127
Figure 17 : Mesure de la température de rosée par un hygromètre à miroir (GENERAL EASTERN )
Dans un hygromètre capacitif, l’élément sensible est un condensateur dont le diélectrique est constitué d’une substance hygroscopique (Figure 18). La couche de polymère adsorbe les molécules d’eau contenues dans l’air jusqu’à l’équilibre. Les variations de conductivité permettent alors la mesure de l’humidité relative.
Figure 18 : Capteur d'un hygromètre capacitif
Le Tableau 8 réunit les points forts et faibles de chaque type de transmetteur dans les conditions de fonctionnement du banc.
Techniques Avantages Inconvénients
Hygromètre à condensation
Bonne précision dans la mesure de température de rosée ± 0,2 °C à ± 0,5 °C
Plage de fonctionnement de 0 à 100 °C
Mesure de faible valeur d’humidité relative ou proche de la saturation
Difficulté à identifier la nature du condensat (eau ou glace) pour des points de rosée négatifs
Méthode par prélèvement Coût élevé par transmetteur Sensible aux vapeurs condensables et
aux aérosols
Hygromètre capacitif
Faible coup Mesure directe de l’humidité de
l’air Réponse rapide
Précision de la mesure d’humidité relative de 2 % à 5 %
Pas de mesure fiable en dessous de 10 % et au-dessus de 90 %
Phénomène d’hystérésis
Tableau 8 : Avantages et inconvénients des capteurs d'humidité

45/127
Les hygromètres à miroir sont sensibles aux particules. Or le colmatage des filtres nécessite de véhiculer des aérosols dans le banc CATFISH. De plus la mise en œuvre généralisée de ce type d’appareil est apparue financièrement irréalisable. Néanmoins, la présence d’un hygromètre à miroir mobile sur une installation du laboratoire offre la possibilité de réaliser des mesures de référence sur le banc CATFISH. Le choix s’est donc orienté vers l’acquisition de 3 hygromètres capacitifs. Le premier mesure l’humidité au niveau du transmetteur de débit et du bipasse. Le deuxième mesure l’humidité en amont du filtre et le troisième l’humidité en aval. En parallèle, trois piquages pour l’hygromètre à miroir ont été installés pour les mesures du rapport de mélange. Le Tableau 9 présente les codes associés à chaque mesure.
Codes Types Fonctions HY01 Mesure de Uw du bipasse HY03 Mesure de Uw en amont du filtre HY05
Hygromètre capacitif
Mesure de Uw en aval du filtre HY02 Mesure de Td du bipasse HY04 Mesure de Td en amont du filtre HY06
Hygromètre à condensation
Mesure de Td en aval du filtre
Tableau 9 : Nomenclature des capteurs d'humidité
7.2.3. Mesures de température La précision des mesures de température représente un enjeu stratégique pour la qualité des résultats expérimentaux. En effet, une variation limitée de la température provoque une modification significative de l’humidité relative. Dans l’industrie, les technologies les plus répandues pour la mesure de température sont la mesure par couple thermoélectrique et par résistance de platine. La précision d’une mesure par couple thermoélectrique résulte de l’appréciation de la compensation de la soudure froide. La sensibilité et la rapidité de réponse aux variations de température constituent les avantages les plus significatifs de la méthode par thermocouple. La mesure par sonde de platine en montage 4 fils ou 3 fils est la méthode de référence pour l’interpolation entre les points d’étalonnage physique des capteurs de température primaire. Cette méthode de mesure de référence est à privilégier si les variations dynamiques de température ne sont pas trop importantes [ 19 ]. Les capteurs de température assurent deux fonctions. La première fonction est de protéger les équipements du banc. Ainsi, le capteur TE01, placé en sortie de réchauffeur, mesure la température de l’air afin de ne pas dépasser 150 °C, et le capteur TE05, placé en amont de la turbine lorsque celle-ci est positionnée avant le rejet, contrôle que l’air ne dépasse pas 60 °C. La seconde fonction est de fournir une mesure de température précise afin de caractériser l’effluent véhiculé. Trois sondes PT100 4 fils indique la température de l’air, au niveau du transmetteur de débit, dans la zone de production d’aérosols et en amont du caisson de filtration.

46/127
Le Tableau 10 récapitule la nomenclature des capteurs de température installés sur le banc.
Codes Types Fonctions TE01 PT100 montage 3 fils Contrôle de la température de l’air en sortie du
réchauffeur (température inférieure à 150 °C)
TE02 PT100 montage 4 fils Mesure de la température au niveau du transmetteur de débit
TE03 PT100 4 fils de précision Mesure dans la gaine de production d’aérosols
TE04 PT100 4 fils de précision et de faible diamètre
Mesure en amont du filtre THE
TE05 PT100 montage 3 fils Protection de la turbine en position 2 (température inférieure à 60 °C)
HY01T HY03T HY05T
PT100 Mesure de température des hygromètres capacitifs
Tableau 10 : Nomenclature des capteurs de température
7.2.4. Mesures de pression La nature des capteurs et les technologies mises en œuvre dans les transmetteurs, présents sur le marché pour la mesure de pression, sont vastes. Les critères de sélection pour l'équipement du banc ont été :
l’étendue de mesure, la facilité de réglage et de maintenance en sélectionnant des types de transmetteurs
déjà présents sur les installations du laboratoire. Pour les faibles gammes, inférieures à 1000 mm CE, le corps d’épreuve est un diaphragme circulaire qui se déforme en fonction de la contrainte de pression appliquée. Le transmetteur fonctionne en boucle de courant 4-20 mA. Pour les mesures de pression plus élevée, jusqu’au bar, les capteurs utilisent l’effet piézoélectrique. Le matériau piézoélectrique possède une structure cristalline asymétrique qui permet le déplacement de charges sous l’effet des contraintes de pression [ 38 ]. Une boucle de courant 4-20 mA véhicule l’information jusqu’au module d’acquisition. Le Tableau 11 présente les capteurs installés sur le banc.
Codes Types Fonctions PT01 Piézorésistif
0-1 bar Contrôle de la pression en sortie de détente
PT02 Déformation d’un
diaphragme 0-1000 mm CE
Mesure de la pression statique en amont du filtre
PT03 Piézorésistif + protocole
HART ± 62 mbar
Mesure de la pression différentielle du filtre THE
FT01DP Piézorésistif + protocole
HART 0 – 800 mm CE
Mesure de la pression différentielle du diaphragme
FT01P Piézorésistif + protocole
HART ± 500 mbar
Mesure de la pression statique au niveau du diaphragme
Tableau 11 : Nomenclature des capteurs de pression

47/127
7.2.5. Mesures de débit Les technologies et les paramètres à prendre en compte dans la mesure du débit véhiculé sur le filtre THE sont nombreux [ 39 ]. Une première sélection, basée sur les capteurs utilisés dans le laboratoire, a permis de limiter le choix de l’équipement à trois technologies :
le diaphragme, organe déprimogène, le « Mass Probar » ou annubar constitué de plusieurs tubes de Pitot répartis sur l’axe
de la canalisation avec une sonde de température en son centre, la mesure par ultrasons basée sur la différence de temps de transition d’une onde à co-
ou contre-courant. Le Tableau 12 regroupe les spécificités de chaque méthode de mesure.
Techniques Avantages Inconvénients
Diaphragme
Fonctionne pour un Re supérieur à 4000
Peut fournir un débit massique s’il est associé à un transmetteur intelligent et une sonde de température
Méthode normalisée
Nécessité d’utiliser plusieurs orifices car la plage de linéarité pour un orifice est réduite
Organe jouant le rôle de collecteur d’ aérosols
Présent dans la conduite Crée des pertes de charge Longueur droite amont de 10 à 30 D
Annubar Débit massique Fonctionne pour un Re supérieur à
10000 Longueur droite amont 10 à 30 D
Ultrasons
Fonctionne en régime laminaire et turbulent
Bonne stabilité de la mesure à température ambiante
Mesure n’ayant pas d’impact sur le transport d’aérosols
Diminution importante de la précision de mesure avec l’augmentation de la température
Coût 10 fois supérieur à un annubar ou un diaphragme
Tableau 12 : Avantages et inconvénients des capteurs de débit
L’analyse du débit minimum mesurable en fonction du nombre de Reynolds (annexe 9) montre que l’utilisation d’un annubar sur le banc CATFISH n’est pas appropriée. En effet, cette méthode ne permet pas de mesurer des débits de l’ordre de 20 m3.h-1 à une température de 100 °C. L’utilisation d’un débitmètre à ultrasons offre la possibilité de mesurer le débit sur la conduite de production d’aérosols à l’amont du filtre, et ce, sans perturber l’écoulement. Néanmoins, le coût élevé de l’appareillage et le manque de retour d’expérience sur la qualité des mesures en température et sous humidité élevée a conduit à écarter cet équipement. En effet, des mesures réalisées en interne sur une installation du laboratoire montrent que l’étendue de mesure diminue fortement avec l’augmentation de la température (effet significatif à 100 °C). De plus, aucune donnée n’a encore été collectée au sein du laboratoire sur l’influence de l’humidité avec ce matériel. La possibilité d’installer, dans le cadre de l’évolution de l’installation, des sondes à ultrasons a néanmoins été prise en compte lors de l’implantation du banc. La mesure par l’intermédiaire d’un diaphragme normalisé reste la méthode la plus appropriée pour accéder à la valeur du débit.

48/127
Pour couvrir l’ensemble de la gamme de fonctionnement, le banc a été doté de 2 diaphragmes de rapport orifice sur diamètre interne de conduite (β) de 0,4 et 0,6. Lors de l’implantation du banc, le diaphragme a été placé en amont de la zone de production d’aérosols. Les longueurs droites requises ont été déterminées à partir de la norme ISO 5167-2 [ 33 ] ; 30D en amont et 6D en aval sont nécessaires pour garantir l’établissement de l’écoulement, ce qui correspond à 2,5 m en amont et 0,5 m en aval. Pour obtenir le débit massique, le diaphragme est associé à un transmetteur intelligent de pression et à une sonde de température. Néanmoins, le banc CATFISH fonctionne à des taux d’humidité variant de quelques % à la saturation. Le transmetteur possède en mémoire la table de masse volumique de l’air et de la vapeur mais ne prend pas en compte les valeurs intermédiaires. Il est donc nécessaire, pour tenir compte des variations de masse volumique dues à l’augmentation de l’humidité, de récupérer les informations brutes (pression statique, différence de pression, température, humidité) et de calculer le débit au niveau de l’ordinateur d’acquisition. A cet effet, un module convertit l’information numérique de la boucle de courant du transmetteur en information analogique. La Figure 19 présente la chaîne de mesure mise en œuvre pour l’acquisition du débit.
Convertisseurnumérique-analogique
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
DPPT
Convertisseurnumérique-analogique
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
DPPT
Convertisseurnumérique-analogique
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
DPPT
Convertisseurnumérique-analogique
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
DPPT
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
123- +- +- +
123- +- +- +
Sorties 4 - 20 mA
Protocole HART
+ - + -Com. Entrée
Burst
HART TRI LOOP
DPPT
Débit de l’air
en fonction de T
Transmetteur
Calculateur
Uw
Débit de l’air en fonction de T et Uw
Boucle 4-20 mA
Diaphragme PT100 Hygromètre
Figure 19 : Chaîne de mesure du débit

49/127
Le Tableau 13 présente le capteur de débit installé sur le banc.
Codes Types Fonctions
FT01 Diaphragme
Gamme basse : 20 à 120 m3.h-1
Gamme haute : 30 à 450 m3.h-1
Mesure du débit d’air humide passant sur le filtre THE testé
Tableau 13 : Nomenclature du capteur de débit
7.2.6. Implantation des transmetteurs La Figure 20 présente l’implantation des transmetteurs sur l’installation CATFISH. Les mesures de pression, de température, d’humidité et de débit sont respectivement présentées en couleurs verte, violette, bleue et rose. L’ensemble de ces transmetteurs assure les mesures nécessaires au fonctionnement et à la régulation du banc CATFISH. Ainsi pour les transmetteurs de pression :
PT01 mesure la pression statique en aval de la détente, PT02 mesure la pression en amont du filtre THE, PT03 mesure la perte de charge du filtre expérimental, FT01P mesure la pression statique au niveau du diaphragme, FT01DP mesure la différence de pression au niveau du diaphragme.
Les capteurs de température, au nombre de huit, mesurent :
pour TE01 la température en sortie de réchauffeur, pour TE02 la température au niveau du diaphragme FT01, pour TE03 la température au niveau de la zone de production d’aérosols, pour TE04 la température en amont du filtre testé, pour TE05 la température en amont de la turbine lorsque celle-ci est en position 2, pour HY01T la température sèche du capteur d’humidité HY01, pour HY03T la température sèche du capteur d’humidité HY03, pour HY05T la température sèche du capteur d’humidité HY05.
Les mesures d’humidité sont assurées par :
HY01 pour la mesure d’humidité relative en amont de la zone d’injection des aérosols, HY03 pour la mesure d’humidité relative en amont du filtre testé, HY05 pour la mesure d’humidité relative en aval du filtre testé, HY02, HY04, HY06 sont respectivement des points de prélèvements en amont de la
zone d’injection des aérosols, en amont et aval du filtre à tester pour un hygromètre à miroir mobile.
La mesure de débit est assurée par :
FT01 qui transmet au niveau de la supervision le débit de la boucle en Nm3.h-1
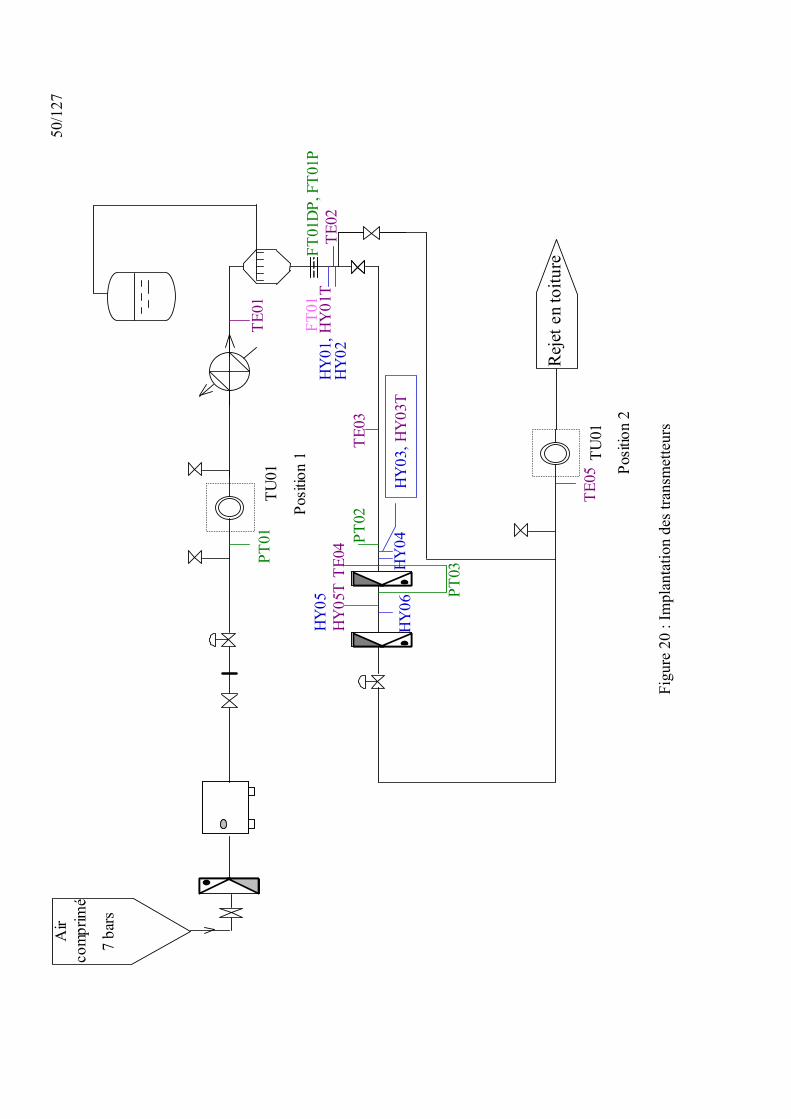
50/1
27
Rej
et e
n to
iture
Air
com
prim
é
7 ba
rs
TE01
TE03
TE04
HY
01, H
Y01
TH
Y02
HY
04H
Y03
, HY
03T
HY
05
HY
05T
TE05
TU01
Posit
ion
2
TU01
Posit
ion
1FT
01
HY
06
PT
03
PT02
PT01
TE02
FT01
DP,
FT0
1P
Figu
re 2
0 : I
mpl
anta
tion
des t
rans
met
teur
s
51/127
7.3. Régulation
7.3.1. Présentation générale La conduite du procédé nécessite de pouvoir maintenir constant un certain nombre de paramètres physiques comme la température, l’humidité, le débit, la pression. Ainsi, nous pouvons définir les éléments constitutifs d’une chaîne de régulation industrielle.
Le système ou processus est un ensemble d’éléments reliés entre eux par des lois de la physique ou de la chimie fonctions de plusieurs variables.
La grandeur réglée est la grandeur physique à contrôler. Elle donne son nom à la
régulation.
La consigne est la valeur désirée que doit atteindre la grandeur réglée.
Les grandeurs perturbatrices sont les grandeurs physiques susceptibles d'évoluer au cours du processus et d'influencer la grandeur réglée.
La grandeur réglante est la grandeur perturbatrice choisie pour contrôler la grandeur
réglée.
L’algorithme ou loi de commande est la loi mathématique intégrée au régulateur qui conditionne le signal de sortie en fonction du signal d’entrée. Sur l’installation CATFISH, ces signaux sont de nature électrique.
Pour maintenir l’état d’une variable du système en dépit des perturbations, il est nécessaire de procéder à la mesure de ce paramètre et d’informer le régulateur de sa valeur de manière à corriger tout écart possible. Ce type de régulation précis mais relativement lent, car la perturbation doit agir sur le système pour pouvoir être corrigée, est dénommé boucle fermée. Seul ce type de boucle sera présent sur l’installation CATFISH (Figure 21).

52/127
+-
ConsignePID
Comparateur Correcteur
Grandeur
réglante Actionneur
Capteurs - TransmetteurMesure
Grandeur réglée
Système
Écart
Perturbations
agissant sur le procédé
Régulateur Procédé
Figure 21 : Régulation boucle fermée
Les trois instruments à sélectionner dans le dimensionnement d’une chaîne de régulation sont le transmetteur, l’actionneur et le régulateur [ 40 ]. L’ensemble des transmetteurs du banc a été choisi précédemment (paragraphe 7.2). Quant aux actionneurs, hormis pour les vannes de régulation, ils ont été définis aux paragraphes 5 et 6. Pour optimiser la mise en œuvre des régulations, il reste à définir la nature de l’algorithme de commande et l’intégration des différents éléments.
7.3.2. Sélection des vannes comme actionneur Pour les applications industrielles la robinetterie s’oriente maintenant vers les robinets à tournant sphérique et les robinets papillon [ 41 ]. Seul ce type de vanne est donc étudié pour l’installation CATFISH.
Techniques Avantages Inconvénients Vanne à tournant
sphérique
Grande précision de réglage sur toute la course de la vanne
Vanne à passage intégral
Sensible à la présence de particules
Vanne papillon
Coût moins élevé que pour une vanne à tournant sphérique
Peu sensible aux aérosols
Plus forte influence sur le réseau en début d’ouverture de la vanne
Présence permanente d’un obstacle à l’écoulement
Tableau 14 : Avantages et inconvénients des différents types de vanne en régulation
La vanne à tournant sphérique présente une bonne aptitude au réglage et offre un passage intégral à l’écoulement lorsqu’elle est complètement ouverte. Ce type de vanne a donc été retenu comme actionneur pour la régulation de pression et de débit.

53/127
7.3.3. Régulations de température Six boucles de régulation maîtrisent la température de l’air dans l’installation. Cinq sont dédiées au contrôle de la température des cordons chauffants dont l’objectif est d’éviter la condensation au niveau des parois du banc et une à la température de l’air en sortie du réchauffeur. Une première régule la zone de mesure du débit et la deuxième la zone de production d’aérosols. Deux cordons ont ensuite été installés pour chaque demi-caisson du filtre THE. Enfin, un dernier cordon trace la conduite de prélèvement en aval du caisson de filtration. Pour minimiser l’investissement nécessaire et centraliser toutes les fonctions au niveau de la supervision, l’ordinateur intègre le régulateur. La sixième régulation concerne le contrôle du réchauffeur et la maîtrise de la température de l’air. Le réchauffeur étant fourni avec une armoire comportant un PID, seul l’envoi de la consigne et de la valeur du transmetteur a été réalisé par la supervision.
7.3.4. Régulation d’humidité La régulation en humidité s’effectuera par injection de vapeur dans la conduite (paragraphe 5.4). Les transmetteurs servant à la mesure d’humidité sont HY01 en configuration bipasse et HY03 en phase de test. L’algorithme à programmer est plus complexe que pour une régulation de température. En effet, une élévation brusque de la consigne d’humidité se traduit par une augmentation importante de la puissance de chauffe. Si l’appel est trop important, l’évaporation de l’eau enclenche l’ouverture de la vanne d’eau industrielle qui diminue par refroidissement la quantité de vapeur disponible. Pour éviter ce phénomène et minimiser le temps de développement, la supervision utilisera l’algorithme présent à l’intérieur de l’armoire de contrôle du générateur de vapeur. La consigne sera fixée à partir du boîtier de commande de l’humidificateur. La supervision n’enverra qu’une recopie de la valeur du transmetteur d’humidité.
7.3.5. Régulation de débit Le maintien du débit à travers le filtre s’effectue par l’ouverture d’une vanne, TCV02, qui compense l’augmentation de la perte de charge due au colmatage. L’information de débit est transmise par le diaphragme FT01. Les caractéristiques de la vanne conditionnent la qualité de la régulation. La technologie à tournant sphérique retenue pour les vannes, présente une bonne aptitude aux réglages [ 41 ]. Pour augmenter la rapidité d’action de la vanne, l’actionneur pneumatique a été favorisé devant l’utilisation d’un moteur électrique. Une boucle 4-20 mA avec protocole HART, pour faciliter les réglages de la vanne, assure le contrôle.

54/127
7.3.6. Régulation de pression Pour garantir une plus grande liberté de fonctionnement du banc, le transport de l’effluent est dissocié de la production d’air sec. L’actionneur, une vanne à tournant sphérique, agit sur la perte de charge afin de garantir un retour à l’atmosphère en amont de la turbine (position 1). Le transmetteur est le capteur de pression PT01, placé derrière la vanne.
7.3.7. Synthèse de la régulation mise en oeuvre Le Tableau 15 regroupe les différents types de régulation mis en œuvre sur l’installation afin de préserver les caractéristiques de l’effluent au cours du processus de colmatage du filtre testé. Type de régulation Actionneur Transmetteur PID
Traçage thermique (5 boucles)
Cordon chauffant autorégulant
PT100 au contact de chaque tronçon
Algorithme sous LABVIEW
Température de l’air arrivant sur le filtre de
test
Réchauffeur RE01 Recopie de la température TE02 en configuration bipasse et de TE04 en
phase d’essais
PID intégré à l’armoire de commande du réchauffeur.
Envoi de la température par signal 4-20 mA (0-
200 °C) Envoi de la consigne par
signal 4-20 mA
Taux d’humidité au niveau du filtre THE
Générateur de vapeur GV01
Sonde d’humidité HY01 en configuration bipasse
et HY03 en phase d’essais
Algorithme sous PC ou utilisation du PID intégré à l’armoire
Débit au niveau du filtre THE
Vanne TCV02 Diaphragme FT01 Algorithme sous PC
Détente de l’air comprimé Vanne TCV01 Capteur PT01 Algorithme sous PC
Tableau 15 : Tableau synthétique des régulations mises en oeuvre sur l'installation
8. Bilan Le dimensionnement de l’installation CATFISH, présenté dans cette partie, a permis, d’une part de commander séparément chaque équipement important pour le fonctionnement du banc (sécheur, humidificateur, turbine,…), d’autre part de faciliter la rédaction d’un cahier des charges fixant les critères d’intégration et d’implantation du banc [ 42 ]. Le cahier des charges, véritable carnet de bord pour la réalisation technique de l’installation, décrit de manière détaillée les différents équipements fournis par l’IRSN et les travaux à réaliser par les sociétés intervenantes. Il établit les schémas précis de l’implantation de l’installation, de la mise en place des piquages avec la prise en compte des interventions ultérieures comme la réalisation du calorifuge. Enfin, il détaille les différents postes que devait comporter l’offre financière des sociétés ayant répondu à l’appel d’offres. La partie suivante va maintenant présenter les essais de performance et l’implantation de la supervision du banc (acquisition, traitement, contrôle-commande).
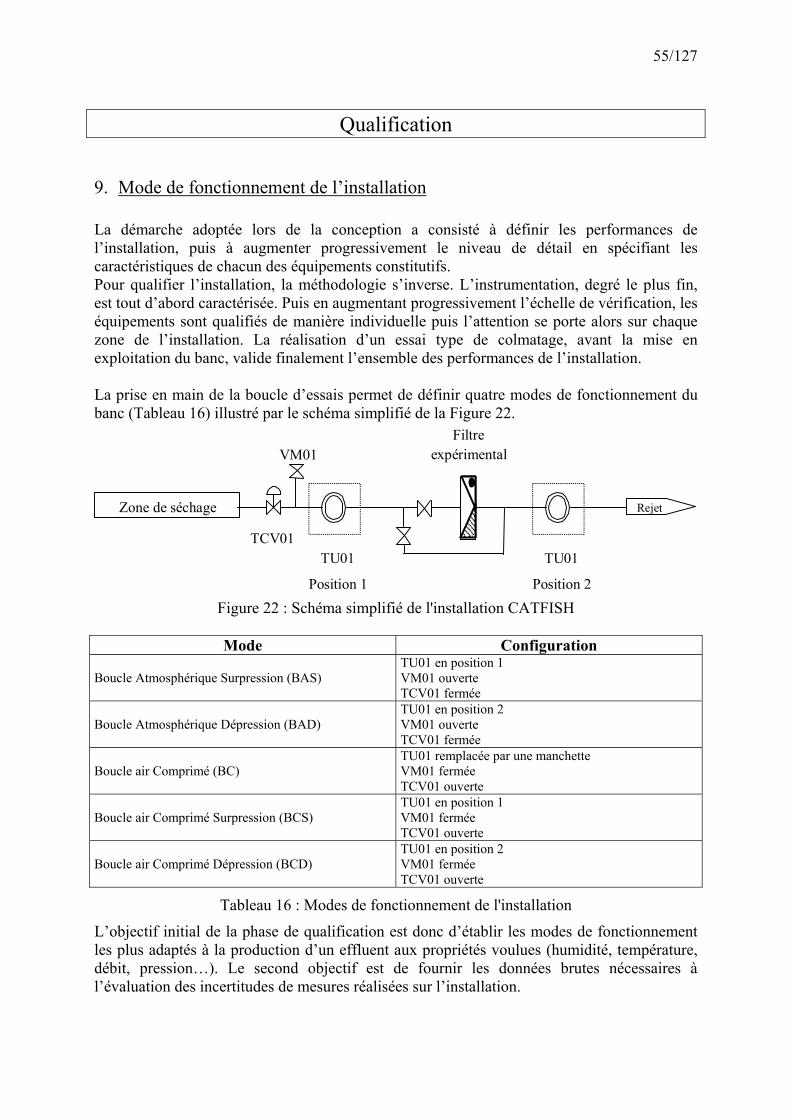
55/127
Qualification
9. Mode de fonctionnement de l’installation La démarche adoptée lors de la conception a consisté à définir les performances de l’installation, puis à augmenter progressivement le niveau de détail en spécifiant les caractéristiques de chacun des équipements constitutifs. Pour qualifier l’installation, la méthodologie s’inverse. L’instrumentation, degré le plus fin, est tout d’abord caractérisée. Puis en augmentant progressivement l’échelle de vérification, les équipements sont qualifiés de manière individuelle puis l’attention se porte alors sur chaque zone de l’installation. La réalisation d’un essai type de colmatage, avant la mise en exploitation du banc, valide finalement l’ensemble des performances de l’installation. La prise en main de la boucle d’essais permet de définir quatre modes de fonctionnement du banc (Tableau 16) illustré par le schéma simplifié de la Figure 22.
Zone de séchage
VM01
Rejet
TU01
Position 1
TU01 Position 2
TCV01
Filtre expérimental
Figure 22 : Schéma simplifié de l'installation CATFISH
Mode Configuration
Boucle Atmosphérique Surpression (BAS) TU01 en position 1 VM01 ouverte TCV01 fermée
Boucle Atmosphérique Dépression (BAD) TU01 en position 2 VM01 ouverte TCV01 fermée
Boucle air Comprimé (BC) TU01 remplacée par une manchette VM01 fermée TCV01 ouverte
Boucle air Comprimé Surpression (BCS) TU01 en position 1 VM01 fermée TCV01 ouverte
Boucle air Comprimé Dépression (BCD) TU01 en position 2 VM01 fermée TCV01 ouverte
Tableau 16 : Modes de fonctionnement de l'installation
L’objectif initial de la phase de qualification est donc d’établir les modes de fonctionnement les plus adaptés à la production d’un effluent aux propriétés voulues (humidité, température, débit, pression…). Le second objectif est de fournir les données brutes nécessaires à l’évaluation des incertitudes de mesures réalisées sur l’installation.

56/127
10. Qualification de l’instrumentation
10.1. Mesures de température L’évaluation de la justesse des capteurs de température s’effectue à l’aide d’un four d’étalonnage (annexe 10). Les mesures réalisées à 50 et 100 °C portent sur l’instrumentation de contrôle du procédé et d’analyse du processus de colmatage. En revanche, les capteurs de température des cordons chauffants, positionnés à l’intérieur du calorifuge, n’ont pu être vérifiés. L’humidité relative, pour un rapport de mélange donné, dépend de la température de l’air comme l’illustre le diagramme de l’air humide en annexe 2. Le critère d’évaluation des sondes de température est l’influence que produit l’erreur de mesure de température sur la mesure d’humidité relative. Ainsi, à 50 °C, l’écart enregistré entre la température moyenne des capteurs et la consigne du four est inférieur à 1 % et la plage de variation des sondes n’excède pas 0,5 °C. Le capteur TE01 dépasse ce seuil mais n’intervient pas dans la mesure d’humidité car c’est une sonde de contrôle du réchauffeur. A cette température, avec une humidité relative de 20 %, le rapport de mélange est de 15,6 g.kg-1. A rapport de mélange constant, la variation d’humidité relative provoquée par les variations de mesures de température est alors inférieure à 1 %. A 90 % d’humidité relative, le rapport de mélange est de 7,67 g.kg-1 et l’influence sur l’humidité relative s’élève à 2 %. Les écarts de mesures de température n’entraînent donc pas de variation d’humidité relative supérieure à 5 %. A 100 °C, l’écart maximum entre la température moyenne enregistrée par les capteurs et la consigne du four est de 2 %. La plage de variation maximale dans le cas le plus défavorable est de 0,6 °C. A 90 % d’humidité relative et 100 °C, le rapport de mélange est de 5669 g.kg-1. L’erreur de mesure maximale enregistrée à 100 °C est de 2 °C, ce qui entraîne une surestimation de 7 % de l’humidité relative à rapport de mélange constant. Néanmoins, pour le capteur placé en amont du filtre colmaté, TE04, l’erreur est inférieure à 0,5 °C, ce qui ramène la variation d’humidité relative à 2 %. Les essais montrent que les capteurs présents sur l’installation sont conformes. De plus les variations de mesures de température au niveau du filtre ne provoquent pas d’erreur de mesure de l’humidité relative supérieure à 5 %.
10.2. Mesures de l’humidité Les mesures d’humidité s’effectuent à partir d’hygromètres capacitifs. De plus, un hygromètre à miroir dédié à une autre installation du laboratoire peut réaliser, si nécessaire, des mesures de référence sur l’installation. Un hygromètre capacitif se compose d’un capteur de température et d’une membrane polymère dont la variation de la capacité du diélectrique est fonction de l’humidité.
57/127
La première partie des essais de vérification consiste à tester les sondes de température selon le protocole décrit au paragraphe 10.1. L’annexe 11 présente les différents essais. Lors des premiers tests la présence d’un filtre en acier en bout de sonde, occasionne une erreur importante et non acceptable sur la mesure de température. En effet, l’écart enregistré entre la mesure et la consigne du four étalon est alors de 9 °C. L’erreur diminue lorsque le filtre est retiré mais elle reste trop importante pour des mesures d’humidité relative de qualité. A ce stade, une partie des capteurs a alors été renvoyée chez le constructeur pendant que des tests complémentaires ont été effectués sur l’installation avec un filtre plus fin. Les essais réalisés par le fournisseur du matériel mettent en évidence un effet thermique du corps de sonde lorsque celui-ci n’est pas complètement immergé dans le fluide à mesurer. La masse froide constituée par la partie de la sonde à l’extérieur fausse alors la mesure de température. Le calorifugeage du banc réalisé lors du retour du matériel et l’implantation complète du corps de sonde réduisent ce phénomène. Les essais réalisés avec le calorifugeage en place, un filtre plus fin et le corps de sonde totalement immergé diminuent significativement l’erreur. L’écart mesuré entre la température de l’hygromètre et TE03, transmetteur de référence sur l’installation, ne dépasse plus 1 %. Les critères de qualité définis au paragraphe précédent sont ainsi respectés. La seconde partie de l’étude porte sur la réponse de la membrane du capteur capacitif. Les essais réalisés entre 16 et 26 °C montrent que l’écart entre la valeur d’humidité fournie par les sondes capacitives et l’hygromètre à miroir n’excède pas 5 %, hormis pour un point qui franchit légèrement ce seuil. A 60 °C l’écart entre l’hygromètre capacitif et l’hygromètre à miroir reste inférieur à 5 % pour une plage d’humidité relative comprise entre 20 et 80 %. En revanche, à 90 °C l’hygromètre capacitif ne permet plus de mesurer correctement l’humidité relative, l’erreur excédant systématiquement 5 %. Un phénomène observé lors des essais à l’origine d’erreur de mesures à forte humidité et à température élevée (supérieure à 60 °C) est le dépôt d’un film d’eau sur les sondes PT100. La présence de ce film fausse la mesure de température sèche qui s’élève alors de 2 à 3 °C. Or l’humidité relative est une fonction exponentielle de la température. Lorsque le mélange se rapproche de la saturation une erreur de 1 à 2 °C sur la mesure de température diminue fortement la valeur d’humidité relative. La présence d’un doigt de gant, comme pour TE02, minimise ce phénomène. La plage de fonctionnement des hygromètres capacitifs s’étend donc de 20 à 80 % d’humidité relative pour des températures de 15 à 60 °C. En dehors de cette plage l’utilisation d’hygromètre à miroir s’impose. Pour minimiser l’investissement supplémentaire, l’achat de transmetteur à insertion basé sur la technologie des hygromètres à miroir permettrait d’améliorer notablement la qualité des mesures.
10.3. Mesures de pression Le contrôle des capteurs de pression situés au niveau du filtre testé s’effectue par le biais d’un calibrateur de pression 0-150 mbar. Le schéma du montage expérimental et les résultats des essais se trouvent à l’annexe 12.

58/127
Le premier capteur, PT03, mesure la perte de charge du filtre THE, son étendue de mesure est de 0–630 mm CE. Le deuxième capteur PT02 enregistre la pression statique en amont du caisson sur une gamme de 0-1000 mm CE. L’écart entre la consigne et la valeur enregistrée par PT03 reste inférieur à 0,1 % sur toute l’étendue de mesure. Pour PT02, cet écart n’excède pas 4 %. Compte tenu de la gamme du calibrateur, le capteur PT01 n’a pu être vérifié in-situ. Néanmoins, son rôle strictement de contrôle et non de suivi du processus de colmatage permet de valider le capteur en se basant sur la fiche de calibration du fournisseur. Les essais de vérification permettent donc de valider l’instrumentation mise en place sur l’installation.
10.4. Mesures de débit La méthode de référence retenue pour qualifier FT01 est le traçage gazeux. L’injection d’une quantité connue de gaz traceur dans l’écoulement permet, en mesurant la concentration en aval du point d’injection, de calculer le débit dans la conduite. Le schéma du montage et les résultats principaux sont réunis à l’annexe 13. La première série d’essais permet de valider la correction de température réalisée par le transmetteur et de déterminer le coefficient d’étalonnage K du diaphragme (Équation 1) [ 43 ]. La constante K, caractéristique des propriétés mécaniques de l’organe déprimogène, est considérée comme indépendante des conditions thermodynamique de l’installation.
ρ∆P 2K Qv =
Équation 1 : Equation caractéristique d'un diaphragme
Le K moyen obtenu expérimentalement est de 1,56 m2. La connaissance de ce paramètre est essentielle pour obtenir le débit sous humidité. En effet, le transmetteur ne corrige pas les variations de masse volumique du fluide dues à l’augmentation de l’humidité dans le banc. Or pour des températures supérieures à 60 °C, ces variations ne peuvent plus être négligées. Pour obtenir le débit sous humidité celui-ci est alors évalué à partir des paramètres de base du transmetteur et de l’humidité transmise par un hygromètre. Les paramètres de base sont obtenus grâce à la décomposition du signal numérique du transmetteur en signal analogique (paragraphe 7.2.5). Pour valider les mesures la première expérience réalisée consiste à comparer le débit d’air sec additionné d’une quantité de vapeur connue, et le débit calculé à partir des informations fournies par le diaphragme et l’hygromètre à miroir. Le débit volumique de référence est obtenu en effectuant la somme du débit d’air sec transmis par FT01 avant l’injection de vapeur et la quantité de vapeur injectée obtenue à partir du rapport de mélange fourni par un hygromètre à miroir. Les résultats rassemblés à l’annexe 13 montrent que l’écart entre le débit issu du diaphragme et le débit de référence reste inférieur à 10 % jusqu'à des valeurs de 200 m3.h-1. Pour vérifier l’influence, au débit nominal, de la quantité d’eau contenue dans l’effluent, une seconde série d’essais est effectuée au débit massique constant d’environ 129 kg.h-3.

59/127
Les résultats obtenus montrent une bonne concordance entre le débit calculé à partir du diaphragme et le bilan matière. En effet, l’écart entre le débit issu du diaphragme et le débit de référence reste encore une fois inférieur à 10 %. L’objectif pour la suite des essais est donc d’intégrer au système de supervision le calcul du débit à partir des données de base du diaphragme et du transmetteur d’humidité. Pour cela, il sera nécessaire d’implanter une première formule qui fournira la masse volumique de l’air en fonction de la température sèche et de l’humidité relative. Cette donnée servira ensuite à la détermination du débit volumique de l’effluent en utilisant l’Équation 1. L’opérateur pourra ainsi contrôler, sous forte humidité, le débit directement depuis le système de supervision.
11. Propriétés de l’effluent
11.1. Filtration de l’effluent L’objectif des essais est de caractériser la propreté de l’effluent arrivant sur le filtre expérimental. L’étude des installations de filtration (paragraphe 6.2) montre que la norme NF EN 1822 [ 24 ], sur la mesure d’efficacité des filtres THE, fixe un critère de propreté en nombre de particule. Pour offrir la possibilité de réaliser des essais d’efficacité selon cette norme ce critère servira de référence. L’air ne devra donc pas dépasser 0,35 particules.cm-3. L’annexe 14 regroupe les résultats de l’étude. La qualité de l’effluent, contrôlée à l’aide d’un compteur à noyau de condensation, montre que l’air comprimé non filtré comporte entre 20 000 et 25 000 particules par cm3 d’air. Après une première filtration de l’air comprimé, le nombre de particules chute à 4 000, soit moitié moins que le nombre moyen de particules dans l’air ambiant. Néanmoins pour respecter le critère de propreté de la norme il est nécessaire de diminuer ce nombre à 0,35 par cm-3. La première modification consiste à remplacer le filtre à air comprimé en amont du sécheur frigorifique par un modèle plus performant. Le nombre de particules compté décroît alors à 295 particules par cm3 d’air. Cette valeur reste néanmoins supérieure à l’objectif fixé. Un filtre THE est alors intercalé entre la turbine en position 1 et le réchauffeur. Les essais réalisés en aspirant l’air ambiant permettent d’abaisser la concentration en particule à 1,5 par cm-3. En utilisant l’air comprimé filtré (mode BC, BCD), le nombre de particule est inférieur à 0,3 par cm3 d’air. L’air produit présente, dans ces conditions, les caractéristiques de propreté nécessaires au respect de la norme NF EN 1822 et permet ainsi d’ouvrir le champ d’application de l’installation.
11.2. Séchage et refroidissement de l’air Pour évaluer les performances du sécheur, un montage spécifique a été réalisé. L’annexe 15 présente ce montage et les principaux résultats obtenus. Les essais réalisés à 100 m3.h-1, sur une période de 2 h, montrent que l’effluent produit a une température de 6 °C et une humidité relative de 12 %. Les caractéristiques obtenues rentrent donc dans les critères établis dans l’expression des besoins. De plus, la réalisation d’essais hors dimensionnement montre que les propriétés de l’air produit restent conformes jusqu'à des débits de 250 m3.h-1.

60/127
Une fois la réalisation du banc achevée, une série d’essais complémentaires a permis d’évaluer la température minimale de l’air au niveau du filtre expérimental. Les essais montrent que la température se stabilise à 8 °C pour les modes BC et BCD. La mesure du point de rosé à -20 °C avec l’hygromètre à miroir correspond à une humidité relative légèrement inférieure à 10 %. L’utilisation de la turbine en position 1, mode BAS ou BCS, ne permet pas d’obtenir de faible température. En effet la compression de l’air par la turbine élève la température de l’effluent entre 10 et 40 °C suivant la puissance appliquée au moteur par le variateur. Les propriétés de l’effluent en termes d’humidité minimale et de température répondent donc aux critères établis dans l’expression des besoins. Les performances du sécheur permettent d’envisager des essais à des débits jusqu'à 200 m-3 h-1 sans perte significative des propriétés.
11.3. Elévation de la température de l’air Pour évaluer les performances d’élévation de la température de l’air dans l’installation CATFISH, les essais ont porté :
sur la caractérisation des performances du réchauffeur RE01, sur les performances du calorifuge, sur le rôle des cordons chauffants dans la limitation des pertes thermiques.
L’annexe 16 regroupe l’ensemble des résultats. Afin d’évaluer les performances du réchauffeur, les premiers essais ont été réalisés en
fixant la température de sortie de l’équipement à 150 °C. La température mesurée en TE01, placée en sortie du réchauffeur, est de 150,6 °C avec un écart-type de 0,2 °C. Les performances du réchauffeur répondent donc parfaitement aux exigences fixées lors du dimensionnement.
En parallèle de la caractérisation du réchauffeur, l’enregistrement des mesures de
température entre le réchauffeur et le caisson expérimental, permet d’évaluer les performances du calorifuge. Dans cette configuration, les cordons chauffants ont alors été coupés. Les pertes thermiques, entre le réchauffeur et le filtre expérimental, entraînent une chute de température de 30 °C. L’air arrive alors sur le filtre expérimental à une température de 121 °C lorsque la température de l’air en sortie de RE01 est à 150 °C. Pour évaluer la pertinence du dimensionnement, la distance entre le réchauffeur et le filtre, soit 12 m, est alors utilisée dans les formules de dimensionnement des pertes thermiques (annexe 7). La température calculée pour un calorifuge de 60 mm à base de laine de verre est alors de 114 °C. L’écart entre la valeur expérimentale et la valeur calculée à partir des formules du dimensionnement est de 7 °C. La majoration des pertes thermiques par les formules s’explique par la surévaluation du coefficient d’ajustement a. Ce coefficient prend en compte les pertes par les supports de la tuyauterie et les éventuels ponts thermiques. La valeur est généralement comprise entre 1,1 et 3. La valeur prise lors du dimensionnement pour garantir une marge de sécurité maximale était de 3 [ 30 ]. La performance du calorifuge permet donc d’obtenir un effluent à 100 °C au niveau du caisson de filtration expérimental.

61/127
Pour les essais suivants le banc est alors configuré en mode BC avec le traçage thermique activé et une température de consigne à 111°C en sortie de réchauffeur. L’essai montre que la température au niveau du filtre se stabilise à 102 °C avec une plage de variation de 0,6 °C. La diminution de température entre le réchauffeur RE01 et le filtre expérimental, avec le traçage thermique, n’est plus que de 10 °C.
La plage d’évolution de la température au niveau du filtre de test couvre donc, au débit nominal, une plage de 8 °C à 100 °C conforme au cahier des charges.
11.4. Humidification de l’air La détermination du fonctionnement optimum de l’humidificateur représente la clé de la réussite de l’installation CATFISH. La difficulté principale est de pouvoir produire une gamme très large de vapeur couvrant l’ensemble des points de fonctionnement de l’installation. Le Tableau 17 illustre, pour différentes températures, le rapport de mélange de l’air à la saturation. Ainsi la quantité de vapeur à injecter pour obtenir un effluent saturé à 99 °C est 232 fois plus importante qu’à 10 °C.
Température sèche (°C) r (g.kg-1) 10 8 60 153 80 547 99 1764
Tableau 17 : Evolution du rapport de mélange à saturation pour différentes températures [ 13 ]
Les essais réalisés ont permis, en passant par de nombreux montages intermédiaires, d’établir les connexions optimales entre l’humidificateur et la rampe d’injection et le réglage du siphon. L’annexe 17 regroupe les différents essais réalisés et les photos du montage. Deux montages principaux, fonction de la plage d’humidité à atteindre, se dégagent. Le premier, orienté vers la production d’air humide en dessous de 60 °C s’obtient en configurant le banc en mode BCD. La connexion entre la rampe et l’humidificateur est constituée par une tuyauterie inox en DN 40 avec une vanne de réglage en entrée de rampe. Cette vanne permet de fixer la quantité de vapeur injectée dans l’installation. Pour garantir le transport de la vapeur jusqu’à la rampe d’humidification, il a été nécessaire d’une part de démonter le lèche frite du bac d’alimentation en eau, d’autre part d’ouvrir la vanne de mise à l’atmosphère du bac.

62/127
Pour ne pas détériorer la turbine, la température de l’air à l’admission ne doit pas dépasser 60 °C. Pour fonctionner à des températures supérieures, la configuration de l’installation en mode BCD n’est plus autorisée. Les modes BC ou BAS ont alors servi aux essais de qualification sous forte humidité. Pour ce second montage, une tuyauterie inox en DN 50 assure alors la connexion entre l’humidificateur et la rampe d’injection. Aucune vanne n’est intercalée. L’utilisation d’un tuyau souple pour le siphon de la rampe permet de visualiser son amorçage. Enfin, en fonction de la quantité d’eau à injecter deux configurations sont possibles :
Pour des valeurs de rapport de mélange jusqu'à 150 g.kg-1, la vanne du lèche-frite est fermée afin de mettre l’humidificateur à la même pression que le banc. La régulation de la quantité de vapeur injectée s’effectue en jouant sur la puissance de chauffe. Néanmoins, celle-ci ne peut dépasser 50 % afin d’éviter l’engorgement de la chaudière.
Pour atteindre des valeurs de rapport de mélange supérieures à 150 g.kg-1 et jusqu’à
690 g.kg-1, un débit complémentaire, de transport de la vapeur, est introduit par la vanne du lèche frite. Cette méthode permet de fonctionner pour des puissances de l’humidificateur supérieures à 50 %.
La limitation pour obtenir des humidités relatives élevées ne provient pas de l’incapacité de l’humidificateur à fournir la vapeur nécessaire mais d’une limitation de l’instrumentation. En effet, l’étude des transmetteurs (paragraphe 10.2) montre que pour de fortes humidités un film d’eau se dépose sur les transmetteurs de température. Ce film augmente artificiellement la mesure de température sèche provoquant ainsi une sous-estimation importante de l’humidité relative. En outre, lorsque le débit de transport fonctionne, la température sèche maximale est limitée à 88 °C. En effet, aucun réchauffeur ne vient préchauffer cet air de transport ce qui abaisse la température de l’effluent produit et augmente la quantité de condensats évacuée par la rampe. Pour s’affranchir de ce phénomène, l’acquisition d’un réchauffeur d’air pour le débit de transport est donc envisagée. L’ensemble des essais montre que les différents montages permettent de couvrir l’ensemble de la zone d’étude. Pour les plus fortes humidités l’achat d’un réchauffeur est nécessaire, mais l’investissement supplémentaire reste relativement faible. De plus, en mode BCD, l’achat d’une vanne automatique, en remplacement de la vanne manuelle permettra de gagner en souplesse de réglage.

63/127
Enfin, le Tableau 18 réunit les paramètres de configuration de l’humidificateur en fonction de la production de vapeur.
Rapport de mélange
maximum dans le banc (g.kg-1)
10 160 688
Configuration du banc BCD BC ou BAS BC ou BAS
Puissance de chauffe
1 épingle chauffante Temps de contact des cycles
de chauffe 4 s
2 épingles chauffantes Temps de contact des cycles
de chauffe 1 s
2 épingles chauffantes Temps de contact des cycles
de chauffe 1 s
Connexion à la rampe
Connexion en tuyauterie INOX DN 40
Présence d’une vanne de réglage
Connexion en tuyauterie INOX DN 50
Connexion en tuyauterie INOX DN 50
Configuration du bac de
l’humidificateur
Vanne du lèche frite à l’atmosphère Vanne du lèche frite fermée
Introduction d’un débit de transport de la vapeur au
niveau de la vanne du lèche frite
Plage d’étude Uw de 0 – 90 % à 20 °C T de 10 à 25 °C
Uw de 0 – 30 % à 90 °C T de 30 à 100 °C
Uw de 0 – 84 % à 88 °C T de 30 à 100 °C
Tableau 18 : Configuration de l'humidificateur GV01
11.5. Transport de l’effluent
11.5.1. Détente de l’air comprimé Dans les modes de fonctionnement BC, BCS, et BCD, l’alimentation du banc en air comprimé est effectuée via un régulateur. Le régulateur principal, qui assure la première détente de l’air comprimé de 7 bar à quelques centaines de mbar, est piloté par un régulateur secondaire. Ce régulateur secondaire applique une pression entre 0 et 2 bar au niveau de la membrane de détente du régulateur primaire. La vanne TCV01 finalise alors la détente en ramenant la pression dans le banc à la pression atmosphérique. Les essais de réception de la zone de séchage montrent que lorsque la pression en aval du régulateur principal est insuffisante, conséquence d’une ouverture trop importante de la vanne TCV01 ou d’une pression trop faible appliquée sur le régulateur piloté, le débit produit est instable (annexe 18). En effet, pour une pression de 0,55 bar sur le régulateur secondaire, l’écart-type obtenu pour un débit moyen de 100 Nm3.h-1, est de 4 Nm3.h-1 avec une plage de variation qui atteint alors 18 % du débit nominal. En revanche, pour une pression de 1,5 bar, l’écart-type est inférieur à 1 Nm3.h-1 avec une plage de variation de 4 % du débit nominal. Pour garantir une production de l’effluent stable, il faut donc veiller à régler le régulateur secondaire et la vanne TCV01 de manière à obtenir une pression minimum au niveau du régulateur secondaire de 1,5 bar.

64/127
Une fois l’installation achevée, une deuxième série d’essais a été réalisée afin de vérifier la stabilité du débit au niveau du filtre THE. Le débit a été enregistré en mode BC avec une pression appliquée au niveau du régulateur secondaire de 3 bar, l’ouverture de la vanne de régulation TCV01 variant de 6 à 12 %. Les essais réalisés montrent que l’écart-type est inférieur à 1 Nm3.h-1 avec une plage de variation toujours inférieure à 5 % du débit moyen. Cette campagne d’essais a permis d’établir les paramètres expérimentaux qui fournissent un débit stable sur une plage de débit de 30 Nm3.h-1 à 250 Nm3.h-1. Cette plage de débit permet d’envisager l’étude de filtres de dimensions plus importantes, comme des dièdres, commercialisés de manière industrielle.
11.5.2. Turbine Dans les modes BAS, BAD, BCD et BCS, le débit et la hauteur manométrique sont fournis par la turbine TU01. Les premiers essais consistent à déterminer les courbes caractéristiques de la turbine pour différentes vitesses de rotation. Les courbes sont réunies dans l’annexe 18. Les résultats obtenus montrent que la plage de débit s’étend de 30 Nm3.h-1 à 200 Nm3.h-1 avec une hauteur manométrique maximale de 400 mbar. L’étape suivante consiste à évaluer les pertes de charge de l’installation afin d’évaluer ses performances globales.
11.5.3. Pertes de charges L’étude des pertes de charge du réseau montre une nette sous-évaluation de ces dernières lors du dimensionnement. En effet les pertes de charge expérimentales sont deux fois plus importantes que celles estimées avec des pertes réelles s’élevant à 131 mbar à 200 m3.h-1. Cet écart provient essentiellement de la minoration des pertes de charge de la « zone du réchauffeur » et de la « zone d’humidification et de mesure du débit ». Pour la zone du réchauffeur, la minoration vient de l’utilisation de la perte de charge fournie par le constructeur qui est donnée pour un débit de 83 m3.h-1 et non un débit de 200 m3.h-1. Pour la zone d’humidification et de mesure du débit, l’utilisation d’un diaphragme unique sur toute la plage de débit explique l’écart observé. En effet, il a été fait l’acquisition de deux diaphragmes pour réaliser les mesures de débit, un premier pour les débits jusqu'à 110 m3.h-1, et un second pour les mesures de 100 à 400 m3.h-1. Or, la qualification du transmetteur FT01 a montré que le diaphragme destiné à la plage la plus basse de mesure de débit fournit une information satisfaisante jusqu'à 200 m3.h-1. Pour faciliter la maintenance et minimiser les étapes de démontage sur l’installation, le diaphragme n’a donc pas été changé ce qui augmente de manière significative les pertes de charges sur ce tronçon. Néanmoins, compte tenu de la hauteur manométrique de la turbine, le sous dimensionnement ne limite pas les possibilités de colmatage du filtre comme le montrent les essais préliminaires (paragraphe 13).
65/127
12. Contrôle du procédé Le contrôle du procédé se base sur l’utilisation :
de deux modules d’acquisition 4-20 mA pour la collecte des informations délivrées par les transmetteurs, d’un module PT100 pour les mesures de température, de deux modules de génération de signaux 4-20 mA pour l’envoi des commandes.
L’annexe 19 présente le câblage des transmetteurs aux différents modules. L’interface homme-machine est réalisée avec le langage Labview. Ce langage de programmation graphique est destiné au développement d’applications d’instrumentation. Il se décompose en deux parties. La première partie dénommée « face avant » constitue l’interface avec l’opérateur (graphique, interrupteur, potentiomètre….). La seconde partie, le « diagramme » constitue le cœur du programme (boucle, condition, opération, test …). Le travail de développement s’est orienté vers la programmation de trois applications principales :
une application de supervision, des programmes d’acquisitions de données, une application de post-traitement des données.
12.1. Supervision
12.1.1. Visualisation de l’état du procédé L’application de contrôle de l’installation se décompose en plusieurs onglets accessibles par le côté droit. Le premier onglet, présente un synoptique de l’installation et permet de visualiser de manière dynamique l’état des transmetteurs de l’installation (Figure 23). De plus, un code couleur caractérise l’état de chaque variable. Ainsi, lorsque la boucle de courant est ouverte, la couleur d’affichage est violette. Pour signifier le dépassement du seuil haut, la couleur passe à l’orange et lors du dépassement du seuil très haut, la couleur passe au rouge. Dans l’état standard, l’affichage des variables est de couleur bleue.

66/127
Graphique dynamique, visualisation sur un clic de souris
Figure 23 : Synoptique de supervision
12.1.2. Contrôle et régulation du procédé L’envoi d’instruction constitue le second volet de l’application de supervision. Les organes à piloter sont :
le réchauffeur RE01, les cordons chauffants, les vannes pneumatiques, le générateur de vapeur GV01.
La régulation du réchauffeur RE01 est commandée par l’armoire électrique du réchauffeur
qui intègre un régulateur auto-adaptatif. La supervision envoie simplement la consigne de température et une recopie du transmetteur de température. L’opérateur peut en revanche sélectionner le transmetteur de la boucle de régulation. Il peut choisir TE01 situé en sortie du réchauffeur, TE03 placé au niveau de la zone de production d’aérosols ou TE04 situé en amont du filtre expérimental (Figure 24).
Figure 24 : Commande du réchauffeur RE01

67/127
La régulation thermique de l’installation est également assurée par cinq cordons
chauffants. L’armoire électrique intègre les relais de puissance pilotés par un signal analogique 4-20 mA. La supervision assure alors l’ensemble des fonctions de la boucle de régulation. Elle recueille l’information, la compare à la consigne, et agit par l’intermédiaire d’un algorithme sur la puissance de chauffe. La Figure 25 présente la commande des cordons chauffants.
Coefficient proportionnel
Visualisation transmetteur
Temps de boucle
Consigne
Sortie régulateur
Figure 25 : Pilotage des cordons chauffants
Une des tâches qui a nécessité le plus de temps et d’essais au cours de cette phase est le développement de l’algorithme de régulation. En effet, pour minimiser l’investissement, l’achat du module PID n’a pas été envisagé et les exemples fournis dans l’environnement de programmation n’étaient pas suffisamment performants. L’annexe 20 présente donc le diagramme et les principales étapes en langage graphique de l’algorithme de régulation mis au point pour piloter le traçage thermique de l’installation. Dans une première étape le programme normalise la valeur du transmetteur et de la consigne. Le comparateur déduit l’écart entre ces deux valeurs puis le coefficient de proportionnalité, P, multiplie l’erreur enregistrée. La sortie est alors normalisée entre 0 et 100 % et correspond à la puissance de chauffe envoyée sur les relais. Dans ce cas, plus l’écart entre la consigne et la valeur mesurée est important et plus la puissance appliquée sur les cordons chauffants est importante. La puissance envoyée s’annule lorsque la consigne est atteinte.

68/127
Le deuxième type de régulation développé et ajouté à la supervision est l’intégration dans
une boucle de régulation des vannes pneumatiques ou du variateur de vitesse de la turbine. Dans cette configuration, lorsque l’écart entre la consigne et le transmetteur devient nul, le régulateur ne doit pas envoyer une valeur nulle. En effet, cela provoquerait alors la fermeture de la vanne ou l’arrêt de la turbine amenant le système dans un régime oscillant autour du point de consigne. Le régulateur doit donc garder en mémoire la dernière valeur envoyée, correspondant à la dernière position de la vanne ou de la puissance du variateur. La sortie du régulateur correspond donc à la somme de la valeur de sortie de la boucle précédente et de l’écart entre le transmetteur et la consigne multiplié par le coefficient de proportionnalité P (Équation 2).
Sortie du régulateur = P*(Consigne-Transmetteur)+Sortie précédente du régulateur
Équation 2 : Sortie du régulateur pour une boucle utilisant une vanne pneumatique ou le régulateur de vitesse de la turbine
Les paramètres I et D ne sont pas à l’heure actuelle implanté, l’algorithme n’utilise que l’effet proportionnel (annexe 20).
La Figure 26 présente la boucle de régulation de débit avec comme actionneur, la vanne TCV02.
Figure 26 : Boucle de régulation de débit - actionneur vanne TCV02
Le contrôle du générateur de vapeur GV01 s’effectue par l’envoi de la puissance de
chauffe à appliquer entre 0 et 100 %. En effet, compte tenu de l’inertie importante entre l’envoi de la commande et la stabilisation de l’humidité, la régulation de la saturation au niveau de la boucle est basée sur le contrôle et le maintien de tous les paramètres de la boucle (débit, température, perte de charge du réseau…). Ainsi, en maintenant ces paramètres constants il correspond, pour une valeur fixe de puissance de l’humidificateur, une valeur stable d’humidité dans la boucle.
Enfin, pour offrir la possibilité à l’opérateur de fonctionner en mode manuel, les algorithmes de contrôle intègrent une boucle de commande indépendante du régulateur. Néanmoins pour éviter une déstabilisation du système entre le passage du mode manuel au mode régulé, la dernière valeur fixée par l’opérateur sert de valeur d’initialisation de la boucle de régulation.

69/127
12.1.3. Mise en sécurité de l’installation Les essais de colmatage s’échelonnent sur des périodes de quelques heures à quelques jours. Pour éviter d’arrêter l’essai en fin de journée entraînant un décolmatage partiel du filtre l’installation doit pouvoir fonctionner en continu. Les scénarios de mise en défaut de l’installation ont été définis afin que la supervision mette automatiquement le banc en sécurité. Le mode de fonctionnement le plus contraignant est le mode BCD qui a servi à l’élaboration du diagramme de défaillance (Figure 27). En effet, dans ce mode, l’air comprimé et la turbine fonctionnent de manière simultanée, entraînant, en cas d’incident, un risque de surpression ou de dépression dans l’installation. En outre, l’éventuelle défaillance du réchauffeur, indépendamment du scénario précédent, est pris en compte grâce à l’implantation d’un seuil de coupure des éléments chauffants à 165 °C sur TE01.
Coupure du réchauffeur et de la turbine Affichage sur la supervision 0 % RE01 et GV01
0 % RE01 0 % GV01
Défaut débit : Seuil 10 m3.h-1 sur FT01
Coupure de la turbine TU01 Affichage sur la supervision de défaut dépression et 0 % TU01
Enclenchement relais TU01
Défaut dépression : Seuil -50 mbar sur PT01
Coupure de l’arrivée d’air comprimé Ouverture de la vanne TCV02 pour mettre à l’atmosphère la boucle Affichage sur la supervision de défaut pression et 0 % TCV01 et 100 % TCV02
0 % TCV01 100 % TCV02
Défaut pression : Seuil 299 mbar sur PT01
Le dépassement du seuilenclenche de manièreirréversible la mise ensécurité. Pour acquitter les défauts, ilest nécessaire de relancerl’application.
Défauts non bloquant
Figure 27 : Diagramme de défaillance

70/127
La Figure 28 présente le report, sur la supervision, des défauts et la mise en sécurité de l’installation.
Figure 28 : Synoptique des défauts et mise en sécurité
12.2. Acquisition de données Le deuxième volet de la programmation traite de la création du module d’enregistrement et d’archivage de l’ensemble des variables de l’installation. Le premier module conçu comme une sous programme de l’application de supervision crée pour chaque année, mois et jour un fichier de stockage de l’information. L’ensemble de l’information est stocké dans des fichiers texte compatibles avec Excel. La Figure 29 présente la structure adoptée pour chaque fichier de données. La première colonne donne la date de l’enregistrement, la deuxième l’heure, la troisième le temps dans un format utilisable par le langage Labview. En effet pour tracer des graphiques en fonction du temps avec Labview, notamment pour l’application de post-traitement, celui-ci définit le temps à un instant t comme le nombre de secondes qui se sont écoulées depuis le 1er janvier 1904 à minuit temps universel. Les colonnes suivantes contiennent les données de chaque variable enregistrée toutes les secondes. Enfin, pour éviter le dépassement de la capacité de traitement d’Excel, l’application coupe les fichiers toutes les huit heures.
Figure 29 : Structure des fichiers texte
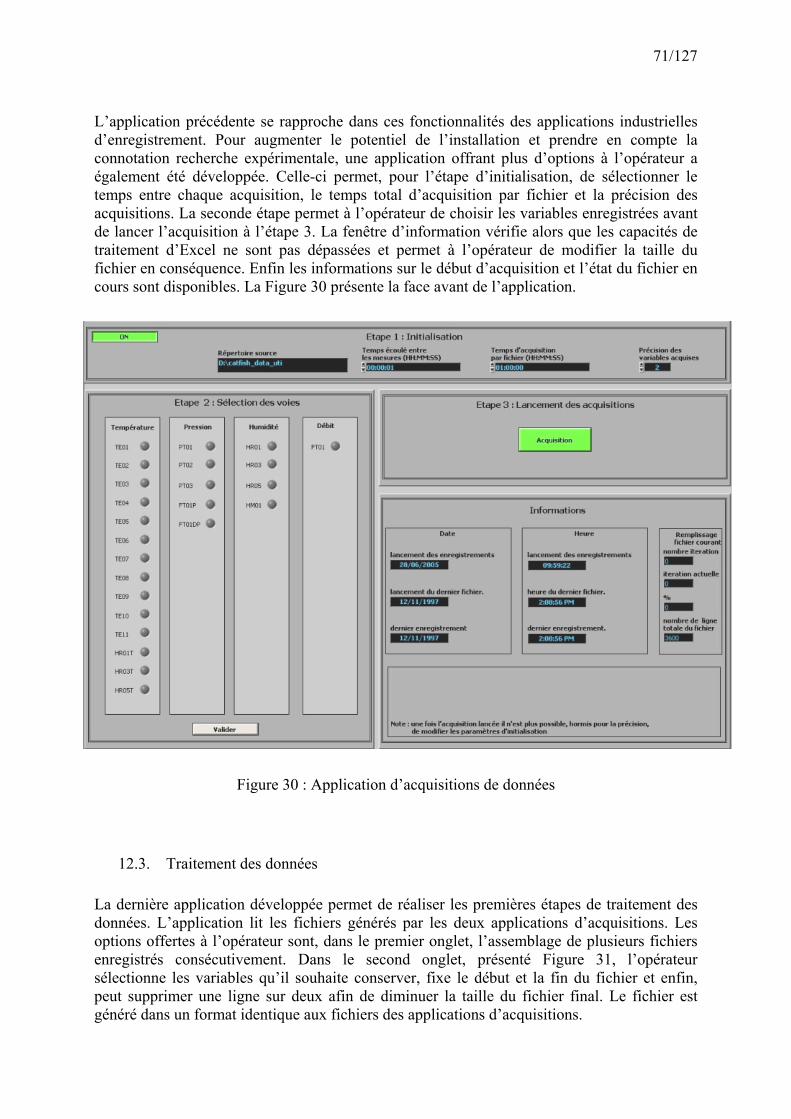
71/127
L’application précédente se rapproche dans ces fonctionnalités des applications industrielles d’enregistrement. Pour augmenter le potentiel de l’installation et prendre en compte la connotation recherche expérimentale, une application offrant plus d’options à l’opérateur a également été développée. Celle-ci permet, pour l’étape d’initialisation, de sélectionner le temps entre chaque acquisition, le temps total d’acquisition par fichier et la précision des acquisitions. La seconde étape permet à l’opérateur de choisir les variables enregistrées avant de lancer l’acquisition à l’étape 3. La fenêtre d’information vérifie alors que les capacités de traitement d’Excel ne sont pas dépassées et permet à l’opérateur de modifier la taille du fichier en conséquence. Enfin les informations sur le début d’acquisition et l’état du fichier en cours sont disponibles. La Figure 30 présente la face avant de l’application.
Figure 30 : Application d’acquisitions de données
12.3. Traitement des données La dernière application développée permet de réaliser les premières étapes de traitement des données. L’application lit les fichiers générés par les deux applications d’acquisitions. Les options offertes à l’opérateur sont, dans le premier onglet, l’assemblage de plusieurs fichiers enregistrés consécutivement. Dans le second onglet, présenté Figure 31, l’opérateur sélectionne les variables qu’il souhaite conserver, fixe le début et la fin du fichier et enfin, peut supprimer une ligne sur deux afin de diminuer la taille du fichier final. Le fichier est généré dans un format identique aux fichiers des applications d’acquisitions.

72/127
Figure 31 : Application de post-traitement des données
13. Essais de démonstration L’objectif des essais de démonstration est d’évaluer la maîtrise des paramètres de l’installation au cours d’essais types en comparant les courbes de colmatage obtenues aux données bibliographiques existantes [ 1 ]. Deux essais ont été effectués à 27 °C sous une humidité relative de 5 % puis de 59 %. Un dernier essai a été réalisé sous une humidité relative de 78 % à 40 °C avec une vitesse de filtration de 1,20 cm.s-1. L’ensemble des essais montre une bonne maîtrise des paramètres tout au long du processus de colmatage (annexe 21 et Figure 32). En effet pour une valeur transmise par FT01 de 90 m3.h-1, l’écart-type sur le débit reste inférieur à 1 m3.h-1. La température de l’effluent maintenue à 27 °C présente un écart-type maximum de 0,4 °C. L’écart-type sur l’humidité relative à 59 % reste quant à lui inférieur à 5 % pour un rapport de mélange moyen de 14,4 g.kg-1.
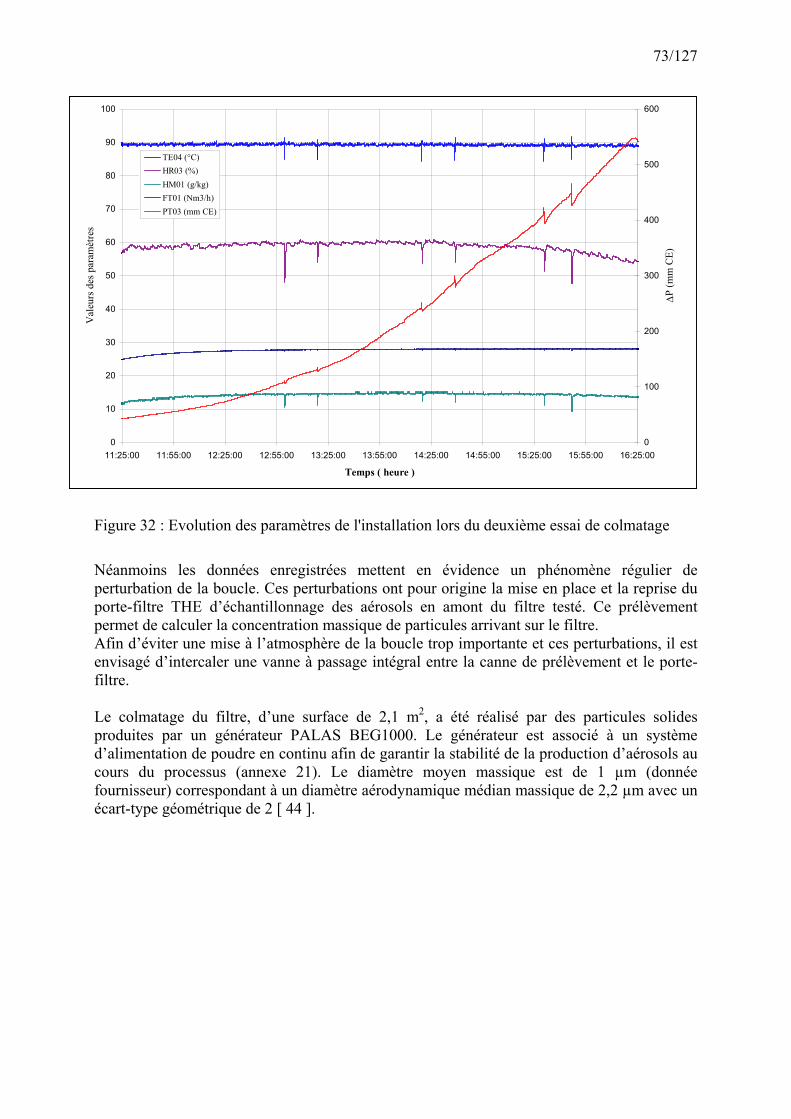
73/127
0
10
20
30
40
50
60
70
80
90
100
11:25:00 11:55:00 12:25:00 12:55:00 13:25:00 13:55:00 14:25:00 14:55:00 15:25:00 15:55:00 16:25:00
Temps ( heure )
Val
eurs
des
par
amèt
res
0
100
200
300
400
500
600
∆P
(mm
CE)
TE04 (°C)HR03 (%)HM01 (g/kg)FT01 (Nm3/h)PT03 (mm CE)
Figure 32 : Evolution des paramètres de l'installation lors du deuxième essai de colmatage
Néanmoins les données enregistrées mettent en évidence un phénomène régulier de perturbation de la boucle. Ces perturbations ont pour origine la mise en place et la reprise du porte-filtre THE d’échantillonnage des aérosols en amont du filtre testé. Ce prélèvement permet de calculer la concentration massique de particules arrivant sur le filtre. Afin d’éviter une mise à l’atmosphère de la boucle trop importante et ces perturbations, il est envisagé d’intercaler une vanne à passage intégral entre la canne de prélèvement et le porte-filtre. Le colmatage du filtre, d’une surface de 2,1 m2, a été réalisé par des particules solides produites par un générateur PALAS BEG1000. Le générateur est associé à un système d’alimentation de poudre en continu afin de garantir la stabilité de la production d’aérosols au cours du processus (annexe 21). Le diamètre moyen massique est de 1 µm (donnée fournisseur) correspondant à un diamètre aérodynamique médian massique de 2,2 µm avec un écart-type géométrique de 2 [ 44 ].
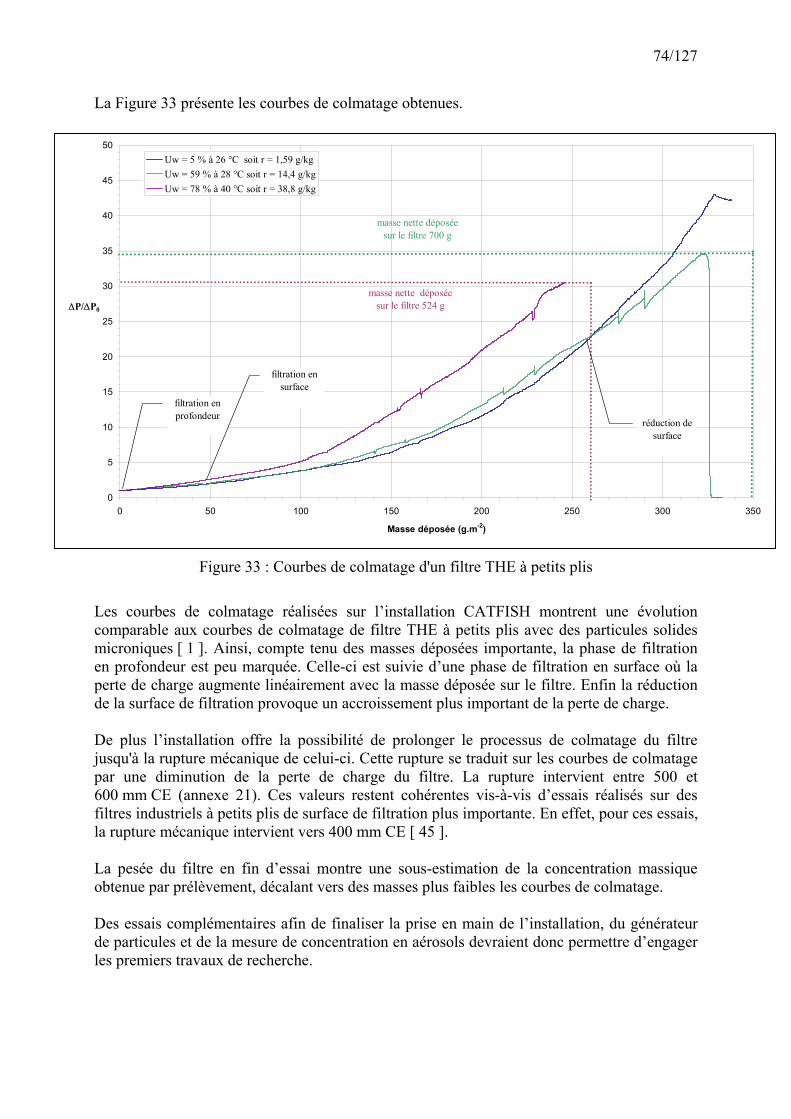
74/127
La Figure 33 présente les courbes de colmatage obtenues.
0
5
10
15
20
25
30
35
40
45
50
0 50 100 150 200 250 300 350
Masse déposée (g.m-2)
∆P/∆P0
Uw = 5 % à 26 °C soit r = 1,59 g/kgUw = 59 % à 28 °C soit r = 14,4 g/kgUw = 78 % à 40 °C soit r = 38,8 g/kg
masse nette déposée sur le filtre 700 g
masse nette déposée sur le filtre 524 g
filtration en profondeur
filtration en surface
réduction de surface
Figure 33 : Courbes de colmatage d'un filtre THE à petits plis
Les courbes de colmatage réalisées sur l’installation CATFISH montrent une évolution comparable aux courbes de colmatage de filtre THE à petits plis avec des particules solides microniques [ 1 ]. Ainsi, compte tenu des masses déposées importante, la phase de filtration en profondeur est peu marquée. Celle-ci est suivie d’une phase de filtration en surface où la perte de charge augmente linéairement avec la masse déposée sur le filtre. Enfin la réduction de la surface de filtration provoque un accroissement plus important de la perte de charge. De plus l’installation offre la possibilité de prolonger le processus de colmatage du filtre jusqu'à la rupture mécanique de celui-ci. Cette rupture se traduit sur les courbes de colmatage par une diminution de la perte de charge du filtre. La rupture intervient entre 500 et 600 mm CE (annexe 21). Ces valeurs restent cohérentes vis-à-vis d’essais réalisés sur des filtres industriels à petits plis de surface de filtration plus importante. En effet, pour ces essais, la rupture mécanique intervient vers 400 mm CE [ 45 ]. La pesée du filtre en fin d’essai montre une sous-estimation de la concentration massique obtenue par prélèvement, décalant vers des masses plus faibles les courbes de colmatage. Des essais complémentaires afin de finaliser la prise en main de l’installation, du générateur de particules et de la mesure de concentration en aérosols devraient donc permettre d’engager les premiers travaux de recherche.

75/127
En outre, dans le cadre de l’amélioration de l’installation, il semble judicieux de relier le générateur d’aérosols à la supervision afin que celle-ci arrête l’envoi de poudre sur une consigne de ∆P du filtre. Cette programmation évitera ainsi d’amener l’essai à la rupture mécanique du filtre en dehors des heures ouvrables du site.
14. Bilan Les essais de mise en route ont permis de définir les performances de l’installation et les modes de fonctionnement associés. Le Tableau 19 regroupe les performances actuelles et les modifications à apporter pour augmenter le champ d’application de l’installation CATFISH.
Performances actuelles Observations
Débit De 30 à 200 m3.h-1
Possibilité d’atteindre 400 m3.h-1 en mode BC
L’axe d’amélioration est la prise en compte au niveau de la supervision des variations de masse volumique sur la
mesure de débit.
Température De 8 à 100 °C Pour la conception des futures caissons de filtres travailler avec le constructeur
pour améliorer l’homogénéité du traçage électrique.
Humidité De 9 % à 8 °C à 76 % à 90 °C Pour améliorer l’humidification à haute
température la mise en place d’un réchauffeur d’air pour le transport de la
vapeur est à l’étude.
Rapport de mélange De 0,6 à 688 g.kg-1 Pour améliorer les performances des
mesures prévoir l’achat d’hygromètres à miroir nécessaires pour travailler à
forte température et humidité.
Tableau 19 : Performances de l'installation CATFISH
Les modes de fonctionnement retenus sont :
le mode BC pour les essais en air sec, le mode BC avec GV01 à la pression du banc pour les essais au-dessus de 60 °C et une
humidité relative de l’effluent à produire inférieure à 50 %, le mode BC avec l’ajout d’un air de transport pour GV01 pour une température sèche
au-dessus de 60 °C et une humidité relative de l’effluent supérieure à 50 %, le mode BCD pour les essais à une température sèche inférieure à 60 °C, le mode BAS permet de fonctionner à haute température et haute humidité.
Aucun essai n’a été réalisé en mode BAD mais aucune contrainte particulière, en dehors du respect de la température d’entrée en TU01, empêche d’utiliser ce mode. En revanche, le mode BCS est à proscrire car l’équilibrage entre la détente et l’entrée de la turbine est difficile à obtenir. Une erreur de manipulation peut provoquer de forte surpression ou dépression dans l’installation et donc sa mise en défaut. En outre, la configuration du banc en mode BC remplace avantageusement cette configuration.

76/127
Conclusion L’objet du présent mémoire a donc été de dimensionner, réaliser et qualifier le banc d’essais, CATFISH (Caractérisation AnalyTique de la FIltration Sous Humidité), afin d’offrir toutes les potentialités pour un contrôle maximum des paramètres influant le comportement du filtre THE (hygrométrie, température de l’air, vitesse de filtration, …). La phase de dimensionnement a établi un panorama des solutions techniques de production de l’effluent et a mis en relief les plus avantageuses. La confrontation des solutions retenues aux installations existantes a permis d’effectuer l’intégration des éléments en un réseau fonctionnel et d’établir, pour la réalisation de l’installation, le cahier d’expression des besoins. Enfin, la phase de qualification a permis d’établir les performances de l’installation et les modes de fonctionnement associés. Le banc offre ainsi la possibilité, à l’échelle du laboratoire, de contrôler et de réguler l’effluent arrivant sur le filtre THE. Les paramètres maîtrisés sont le débit, la température et l’humidité :
la plage de débit s’étend de 30 à 200 m3.h-1, la plage de température est comprise entre 8 °C et 100 °C, la plage d’humidité varie de 9 % à 8 °C jusqu’à 76 % à 90 °C.
La conception du réseau de ventilation permet :
le maintien des caractéristiques de l’effluent jusqu’à l’équipement, l’injection, le transport et la mesure d’aérosols, une modularité importante de l’installation par l’utilisation de raccords rapides
facilitant la mise en place de nouveaux caissons de test.
La mise en place des piquages permet l’utilisation de systèmes de production de particules pour :
la mesure d’efficacité en utilisant la fluorescéine sodée (uranine) selon la norme NFX44011, le colmatage du filtre en utilisant de la poudre d’emeri produite par un générateur
PALAS BEG 1000. Le système d’acquisition pilote le banc en assurant :
la supervision, l’acquisition des variables, la commande des actionneurs la régulation de la température et du débit de l’effluent, la gestion des alarmes, l’archivage des données.

77/127
Les filtres testés sont :
des filtres industriels de boîtes à gants, des filtres expérimentaux dimensionnés spécifiquement pour l’étude du plissage
à petits plis. Des modifications peuvent néanmoins être apportées afin d'accroître les performances de l’installation. Les efforts devront se porter, principalement, sur la production d’air humide à forte température. Dans ce cadre :
l’ajout d’un réchauffeur pour le débit de transport passant à travers l’humidificateur est en cours de dimensionnement, la conception des futures manchettes de filtres, en partenariat avec le
constructeur, devra améliorer l’homogénéité du traçage, l’achat d’un hygromètre à miroir permettra de travailler à forte température et
humidité, sachant que le dimensionnement de l’humidificateur permet d’atteindre la saturation à température ambiante. l’intégration au système de supervision des variations de masse volumique sur la
mesure de débit offrira un meilleur pilotage de l’installation. Une série de colmatages réalisés sur des filtres à petits plis de 2,1 m2 de surface a permis d’évaluer la maîtrise des paramètres de l’installation au cours d’essais types. Un programme d’études sur le colmatage de filtres de boîtes à gants et de filtres à petits plis de faible surface de filtration (0,6 m2), à différents taux d’humidité, pour des aérosols microniques d’emeri est en cours de réalisation. De plus la modularité de l’installation permet d’envisager la réalisation d’études spécifiques à la demande d’industriels élargissant ainsi le champ d’application de l’installation.

78/127
Références bibliographie
[ 1 ] S. ARTOUS, Influence de l’humidité sur la filtration très haute efficacité dans le milieu nucléaire, probatoire de chimie industrielle - génie des procédés, CNAM PARIS, 2003
[ 2 ] J. LIBMANN, Éléments de sûreté nucléaire, les éditions de physique, 1996 [ 3 ] L. BOUILLOUX, Etude de la mise en suspension physico-chimique des oxydes de
plutonium et d’uranium lors de la combustion de polycarbonate et de ruthénium lors de la combustion des solvants de retraitement du combustible irradié, Thèse de l’Institut National Polytechnique de Grenoble, 1998
[ 4 ] C. ROUSSEL, Ventilation des locaux et confinement dynamique, Cours INSTN, 2001 [ 5 ] J.C. LABORDE, Protection contre l’exposition interne : principe relatif à
l’aérocontamination, à la ventilation et à la filtration, DESS radioprotection, INSTN Grenoble, 1999
[ 6 ] J.C. LABORDE, Principes généraux de la filtration des effluents gazeux ; conception et dimensionnement des filtres à très haute activité, Cours INSTN, 2001
[ 7 ] V. RÜDINGER, TH. ARNITZ, C.I. RICKETTS, J.G. WILHELM, BORA - A facility for experimental investigation of air cleaning during accident situations, 18rd DOE/NRC nuclear air cleaning and treatment conference, 1984
[ 8 ] http://www.humidi-tech.com/ [ 9 ] Drying agents, Encyclopedia of chemical technology, third edition, volume 8, p 114-
130, 1984 [ 10 ] D. BRETELLE-DESMAZIERES, Le séchage dans l’industrie chimique, Cours de
chimie industrielle – génie des procédés C1, CNAM PARIS, 2001 [ 11 ] B. GOURMELEN, J-F LEONE, Air comprimé dans l’industrie, Techniques de
l’ingénieur, BM 4 130, 1997 [ 12 ] http://www.cleanair.fr [ 13 ] E DEVIN, M. MEGHARFI, F. PROUST, Mesure des paramètres de l’air humide :
logiciel « calcul dans l’air humide », Techniques de l’ingénieur, CD R 3 046, 1998 [ 14 ] F. MASSARD, Aide-mémoire du thermicien, Elsevier,Vertou-Nantes, 1997 [ 15 ] M. DUMINIL, Air humide, Techniques de l’ingénieur, B 2 230, 1986 [ 16 ] http://www.jshumidificateurs.com [ 17 ] http://www.areco.fr [ 18 ] http://www.rtpumps.com/rtpumps/fr/fr/fr/home.nsf [ 19 ] M. MEGHARFI, M.PUVEREL, M. FERNANDES, J.M. TOUCAS, D. JOUIN,
J.OVARLES, Métrologie pratique de l’humidité de l’air, LNE, Stage de spécialisation ME27, 2003
[ 20 ] WEI LI, N. MONTASSIER, P.K. HOPKE, A system to measure the hygroscopicity of aerosol particles, Aerosol Science and Technology, volume 17 p 25-35, 1992
[ 21 ] D.R. COCKER, N.E. WHITLOCK, R.C. FLAGAN, Hygroscopic properties of Pasadena, California Aerosol, Aerosol Science and Technology, volume 35 p 637-647, 2001
[ 22 ] G.R. JOHNSON, Z. RISTOVSKI, L. MORAWSKA, Method for measuring the hygroscopic behaviour of lower volatility fractions in an internally mixed aerosol, Journal of Aerosol Science, volume 35, p 443-455, 2004
[ 23 ] A. GUPTA, Study of the effect of humidity, particle hygroscopicity and size on the mass loading capacity of HEPA filters, Thèse de l’université de Cincinnati, USA, C.U.157.92.G857, 1992
79/127
[ 24 ] Filtres à air à très haute efficacité et filtres à air à très faible pénétration (HEPA et ULPA), Norme homologuée, NF EN 1822, 1998 et 2000
[ 25 ] M. OSAKI, A. KANAGAWA, Performance of high-efficiency particulate air filters under severe conditions, Nuclear technology, volume 85, p 274-284, 1989
[ 26 ] L. BOUILLOUX, Evaluer la résistance d’équipements de confinement face à des conditions accidentelles, SALLES PROPRES & maîtrise de la contamination, numéro 22, p 32-35,2002
[ 27 ] W.C. OSBORNE, C.G. TURNER, Guide pratique de ventilation, deuxième édition, DUNOD, 1963
[ 28 ] S. LUNEAU, Les fluides réels pertes de charge, Cours de génie chimique IUT chimie Besançon, 1995
[ 29 ] G. ASCH, Les capteurs en instrumentation industrielle, 5ème édition, DUNOD, 1999 [ 30 ] J.DANCKAERT, Isolation thermique industrielle, Techniques de l’ingénieur, B 2 347,
1994 [ 31 ] W. CERESER, Transmission de la chaleur, Techniques de l’ingénieur, A 820, 1979 [ 32 ] C. OBERLIN, Maintien en température de tuyauteries par effet Joule, Techniques de
l’ingénieur, D 5960, 2002 [ 33 ] Mesure de débit des fluides au moyen d’appareils déprimogènes insérés dans des
conduites en charge de section circulaire, Norme homologuée, NF EN ISO 5167, 2003 [ 34 ] Mesurage de débits de gaz dans les conduites – Méthodes par traceurs – Partie I :
Généralités, Norme, ISO 4053/I-1977, 1977 [ 35 ] D. DESCROIX, Réalisation d’un code de calcul de dépôts d’aérosol dans un conduit
circulaire et étude de deux modèles de dépôts en régime fortement turbulent, Rapport de stage DESS physique-chimie des aérosols et aérocontaminations de l’université paris XII, 1988-1989
[ 36 ] G. ASCH, Acquisition de données DU capteur à l’ordinateur, DUNOD, 1999 [ 37 ] B. CRETINON, Hygromètres, Techniques de l’ingénieur, R 3048, 2004 [ 38 ] C. RIBREAU, M. BONIS, J. BEAUFRONT, Pressions usuelles dans les fluides -
Capteurs et transmetteurs, Techniques de l’ingénieur, R 2042, 2000 [ 39 ] C. GAILLEDREAU, Choix d’un débitmètre, Techniques de l’ingénieur, R 2200, 1992 [ 40 ] S. GENTIL, E. ZAMAÏ, Principes des chaînes de régulation, Techniques de
l’ingénieur, S 7090, 2003 [ 41 ] J. SERIN, J. SUTTER, Robinetterie industrielle, Techniques de l’ingénieur, BM 6900,
2000 [ 42 ] S. ARTOUS, Cahier d’expression des besoins, Cahier d’expression des besoins
SERAC/LECEV/04-01, IRSN, 2004 [ 43 ] S. MORNAC, Participation aux essais de performances du banc CATFISH, rapport de
stage de l’IUT de Nancy-Brabois, Département de Génie chimique – génie des procédés option BIO-Procédés, 2005
[ 44 ] L. DEL FABBRO, Modélisation des écoulements d’air et du colmatage des filtres plissés par des aérosols solides, Thèse de la faculté des sciences de Créteil UFR de sciences et de technologie université Paris XII – Val de Marne, 2002
[ 45 ] L. BOUILLOUX, Synthèse des connaissances acquises sur le comportement des filtres THE en cas d’incendie, rapport IRSN, DSU/SERAC/LECEV/04-13, 2004
80/127
Tables des annexes ANNEXE 1 : Calcul sur les sécheurs à roue ANNEXE 2 : Séchage de l’air comprimé ANNEXE 3 : Calcul de la puissance de chauffe nécessaire ANNEXE 4 : Calcul de la quantité d’eau à injecter ANNEXE 5 : Etude du régime d’écoulement ANNEXE 6 : Pertes de charge ANNEXE 7 : Isolation thermique ANNEXE 8 : Longueur d’homogénéisation ANNEXE 9 : Débit minimum mesurable ANNEXE 10 : Mesures de température ANNEXE 11 : Mesures d’humidité ANNEXE 12 : Mesures de pression ANNEXE 13 : Mesures de Débit ANNEXE 14 : Caractérisation de la qualité de l’effluent ANNEXE 15 : Performances du séchage et du refroidissement de l’air ANNEXE 16 : Elévation de la température de l’air ANNEXE 17 : Humidification de l’air ANNEXE 18 : Transport de l’effluent ANNEXE 19 : Câblage de l’instrumentation ANNEXE 20 : Application de supervision ANNEXE 21 : Essais de démonstration
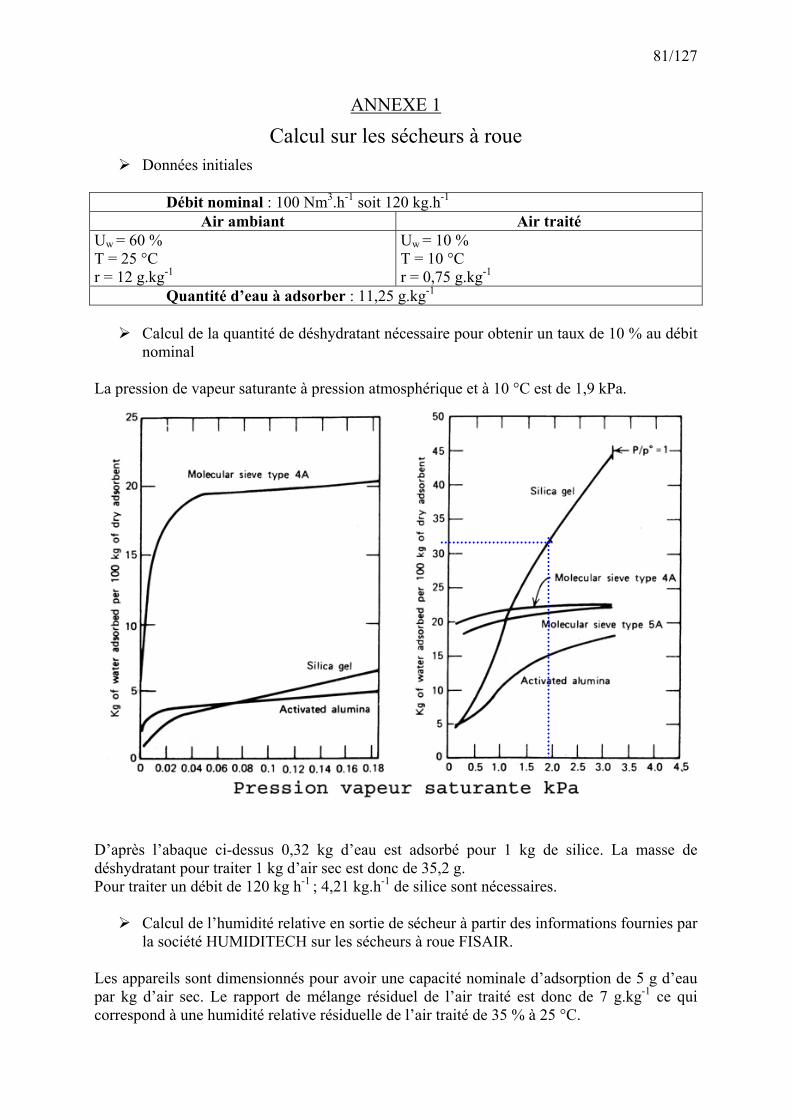
81/127
ANNEXE 1
Calcul sur les sécheurs à roue Données initiales
Débit nominal : 100 Nm3.h-1 soit 120 kg.h-1
Air ambiant Air traité Uw = 60 % T = 25 °C r = 12 g.kg-1
Uw = 10 % T = 10 °C r = 0,75 g.kg-1
Quantité d’eau à adsorber : 11,25 g.kg-1
Calcul de la quantité de déshydratant nécessaire pour obtenir un taux de 10 % au débit nominal
La pression de vapeur saturante à pression atmosphérique et à 10 °C est de 1,9 kPa.
D’après l’abaque ci-dessus 0,32 kg d’eau est adsorbé pour 1 kg de silice. La masse de
t nécessaires.
Calcul de l’humidité relative en sortie de sécheur à partir des informations fournies par
es appareils sont dimensionnés pour avoir une capacité nominale d’adsorption de 5 g d’eau
par kg d’air sec. Le rapport de mélange résiduel de l’air traité est donc de 7 g.kg-1 ce qui correspond à une humidité relative résiduelle de l’air traité de 35 % à 25 °C.
déshydratant pour traiter 1 kg d’air sec est donc de 35,2 g. Pour traiter un débit de 120 kg h-1 ; 4,21 kg.h-1 de silice son
la société HUMIDITECH sur les sécheurs à roue FISAIR.
L

82/127
ANNEXE 2 Séchage de l’air comprimé
Point de fonctionnement des différents équipements de séchage de l’air comprimé sur un abaque psychrométrique [ 11 ].

83/127
Diagramme de l’air humide [ 14 ]

84/127
ANNEXE 3 nce de chauffe nécessaire
Conditions initiales Température sèche : 10 °C Humidité : 10 % à 10 °C Débit : 100 Nm3.h-1 soit 129 kg.h-1 d’air à chauffer. Température maximum en sortie de réchauffeur : 100 °C ou 150 °C
A partir du logiciel de calcul des paramètres de l’air humide [ 13 ] Enthalpie initiale : 0,939 kJ.kg-1 Enthalpie finale : 110,837 kJ.kg-1 L’énergie nécessaire pour élever la température de 129 kg d’air à 100 °C est de : (110,837 - 0,939)*129 = 14177 kJ ce qui correspond à une puissance de chauffe à installer de :
Calcul de la puissa
=360014177 4 kW
Calcul à partir du Cp moyen
Cp = 1017 J.(kg.K)-1. L’énergie nécessaire pour élever la température de 129 kg d’air à 150 °C est de :
=1000150*129*1017 19679 kJ
ce qui correspond à une puissance de chauffe à installer de : =3600
19679 5,5 kW

85/127
ANNEXE 4 Calcul de la quantité d’eau à injecter
Conditions initiales Air sortant à : 100 °C ; humidité à saturation
ébit 100 m3.h-1 D
La quantité d’eau à injecter par m est de :
0 +273)) = 32,66 mol m-3
eau
La quantité d’eau à injecter par m est de :
0 +273)) = 32,66 mol m-3
eau
p33
1,013 105/(8,315*(1 0== n s 1,013 105/(8,315*(1 0== n sP n s= Soit 588 g .m-3
RTvSoit 588 g .m-3
RTv RTvp
Q : 58 kgeau .h-1 à produireQ : 58 kgeau .h-1 à produire
Le débit à la saturation à 100 °C est alors constitué d’une phase vapeur pure.

86/127
ANNEXE 5 Etude du régime d’écoulement
L’équation ci-dessous est utilisée pour déterm ner le nombre de Reynolds d’écoulement en fon nctionnement du banc.
iction des conditions de fo
µdu ρR hg
e=
numériques [ 13 ], [ 14 ]
Air sec Air saturé Air sec Air saturé
Données
Température Masse volumique Masse volumique de l’air saturé
Viscosité dynamique
Viscosité dynamique
(°C) (kg.m-3) (kg.m-3) (Pa.s) (Pa.s) 9 1,3 1,25 1,76.10-05 - 25 1,2 1,17 1,85.10-05 - 100 0,95 0,58 2,18.10-05 1,21.10-05
Etude pour un diamètre interne de 50 mm
Conditions initiales Diamètre de tuyauterie : 0,05 m Débit maximum : 100 m3.h-1 Vitesse maximum correspondante : 14,1 m.s-1 Nombre Reynolds minimum en régime turbulent : 4000
Régime dans la conduite à 100 m3.h-1
Air sec Air saturé
Température Nombre de Reynolds Nombre de Reynolds (°C)
9 52248 50238 25 45883 44735 100 30825 33906
Vitesse pour un nombre de Reynolds de 4000
Air sec Air saturé
Température Vitesse minimum Vitesse minimum (°C) (m.s-1) (m.s-1)
9 1,08 1,13 25 1,23 1,26 100 1,84 1,67

87/127
Etude pour un diamètre interne de 80
Conditions initialDiamètre de tuyauterie : 0,08 m
m s-1 Reynolds minimum en régime turbulent : 4000
Régime dans la conduite à 100 m3.h-1
Air sec Air saturé
mm
es
Débit maximum : 100 m3.h-1 Vitesse maximum correspondante : 5,5
Température Nombre de Reynolds Nombre de Reynolds
(°C) 9 32655 31399
279 21
V Reyn
25 28677 60100 19266 191
itesse pour un olds de 4000
Air sec Air saturé
Température Vitesse minimum Vitesse minimum (°C) (m.s-1) (m.s-1)
9 0,68 0,70 25 0,77 0,79 100 1,15 1,04
Etude pou interne de 1
Conditions initiales Dia re de tuyauterie : 0,1 m Débit maximum : 100 m3.h-1 Vitesse maximum correspondante : 3,5 m s-1 Reynolds minimum en régime turbulent : 4000
Régime dans la conduite à 100 m3.h-1
r un diamètre 00 mm
mèt
Air sec Air saturé pérat
9 2 25119 612425 2 22368 2941
Tem ure Nombre de Reynolds Nombre de Reynolds (°C)
100 15413 16953

88/127
Vitesse pour un Reynolds de 4000
Air sec Air saturé T se minimum Vitesse minimum empérature itesV
(°C) (m.s ) -1 (m.s-1) 9 0,54 0,56 25 0,62 0,63 100 0,92 0,83

89/127
ANNEXE 6 Pertes de charge
Conditions initiales Le débit utilisé pour le calcul est de 200 m3.h-1, soit le double du débit nominLe nombre de Reynolds est de 65310 à 9 °C pour un diamètre de conduite de 80 mm.
a rugosité pour une conduite en acier est de 0,06 mm.
Calcul des pertes de charge linéaires Le coefficient de frottement pour un nombre de Reynolds est obtenu à partir de l’abaque de ci-dessous. [ 28 ]
Coefficient de frottement de Colebrook
al.
L
0,023

90/127
La perte de charge linéaire est obte ci-dessous :
nue en utilisant l’équation
2Du cλ ∆P
2ρ= L
Pertes de
servations Equipement λ charge Ob (−) (mm CE)
Zone de réchauffage 0,023 16 7 m de tuyauterie Zon 0,023 16 7 m de tuyauterie e d’humidification et de mesure du débitZone de production d’aérosols 0,023 32 14 m de tuyauterie Zone de rejet 0,023 45 20 m de tuyauterie Total linéaire 109

91/127
Calcul des pertes de charge singulières
Equipement λ Pertes de charge Observations
(-) (mm CE)
VanneTCV01 0,023 2 Equivalent à 1 m perte de charge linéaire [ 28 ]
Réchauffeur RE0 50 Sou e : const1 rc ructeur
FT01 224 70 % de la perte de charge du diaphragme [ 29 ]
Pertes de charge : 320 mmDonnée constructeur
CE
Filtre THE 1 30 D construc , filtreonnée teur vierge Filtre THE 2 30 Donnée constructeur, filtre vierge Vanne TCV02 0,023 2 Equivalent 1m perte de charge linéaire [ 28 ] Elargissement du
2,5 20 [ 27 ] caisson CH01 Rétrécissement du caisson CH01 2,75 22 [ 27 ] Perte linéaire du caisson CH01 0,023 0,5
diamètre circulaire équivalent à 393 mm [ 27 ]
Rampe d’injection du caisson CH01 1 Donnée constructeur 2 Pa à 3 m.s-1 Elargissement du caisson CF01 2,5 20 [ 27 ] Rétrécissement du caisson CF01 2,75 22 [ 27 ] Perte linéaire du caisson CF01 0,023 0,9
diamètre circulaire équivalent à 393 mm [ 27 ]
Coudes à 90 DN80 0,85 53 8 coudes [ 27 ] Coudes à 90 DN50 0,85 53 8 coudes [ 27 ] Elargissements DN50 vers DN 80 0,36 11 4 élargissements [ 27 ] Rétrécissements DN80 vers DN 50 0,36 11 4 élargissements [ 27 ] Total pertes singulières 553

92/127
ANNEXE 7 Isolation thermique
initiales
es constantes et les données d’ent ies dans le tableau ci-dessous :
ture ambiante (températ exte 20 °C
Conditions L rées sont réun
Tempéra ure rne) Température interne d a condu 00 °C e l ite 1
30 °C
90 mm
Section de la conduite 5,03 10-3 m2 Masse volumique de l r à 100 ’ai °C 0,94 kg.m-3 Masse volumique d 150 °e l’air à C 0,837 kg.m -3
Vitesse du fluide 5,5 m.s -1
Capacité thermique m que de à 1 1013 J.(kg.K)-1 assi l'air 00 °CCapacité thermique massique de l'air à 150 °C 1021 J.(kg.K)-1 Capacité thermique ue de à 1 1005 J.(kg.K)-1 massiq l'air 0 °C Longueur de la tuyauterie entre RE01 et CF01 14 m Coefficient correcte 3 ur
*La température de surface externe t fix sécurité de
té thermique des isolants
termine sur des abaq de la rature de surface ex u ca ge. mier abaque est issu des Techniques de
e seco catal e de VER. Cette laine de verre est e car elle est déjà u ée s n du laboratoire.
es ée par rapport à des critères de l’installation.
Conductivi La conductivité λn se détempé
ues, à partir de la température interne et Le preterne d lorifu
l’Ingénieur [ 30 ], lintégrée à cette étud
nd du ogutilis
la société ISOur une installatio
Température de surface externe* Diamètre interne de la conduite 80 mm Diamètre externe de la conduite Rayon extérieur 45 mm

93/127
Les valeurs de λn obtenues en fonction de la température interne sont réunies dans le tableau ci-dessous. Pour un θi, à 100 et 150 °C, la température de surface est fixée à 30 °C. La température de surface est fixée à 20 °C, pour θi à 10 °C. λn (W.m-1 K-1) en fonction de la température interne de l’air Nature de l’isolant 10 °C 100 °C 150 °C Silicate de calcium 0,05 0,055 0,065 Isolant microcellulaire 0,02 0,02 0,022 Fibre de roche 0,032 0,038 0,048 Laine de verre ISOVER 0,031 0,037 0,040

94/127
Coefficient d’échange du calorifuge
Le coefficient d’échange du revêtement extérieur du calorifuge avec l’air ambiant, he,, comprend la convection naturelle en air calme et la transmission d’énergie par rayonnement du revêtement métallique. L’ordre de grandeur pour le coefficient de transmission, issu des Techniques de l’Ingénieur, est de 10 W m-2 K-1 . [ 31 ]
Calcul du flux thermique
La formule générale du flux thermique à travers une paroi calorifugée est :
∑ ++−=
+e en
1nnii
ei
Dh1 D
Dln 2λ1 D h
1)θ(θ π q
Avec :
i i Dh π1 la résistance superficielle au contact du fluide chaud
)DD(ln π2
1n
1nn
+
λ la résistance pour chaque couche isolante
1De h π e
L’influence minime des échanges superficiels internes su
e négliger ce terme. De même, la résistance thermique
la résitance superficielle au contact de l’air
r les déperditions thermiques permet de la tuyauterie est négligée. Pour
éterminer les pertes thermiques linéaires, seule l’épaisseur de calorifuge et la résistance uperficielle au contact de l’air
dds sont prises en compte. La formule du flux devient :
(Dh e
+ )θ q e−=
)e 2
1D
e 2 Dln2λ1
(θ π ccc
c c
n
i
++
Coefficient global de transmission par mètre de tuyauterie
)θe (θq k
i −=
95/127
Chute de température dans la conduite
) θ θ
θ θ ln( Cpu ρ slk a
e- fe- i
gc =
a est un coefficient d’ajustement compris entre 1,1 et 3 qui tient compte des supports de la
yauterie et d’éventuelles parties non isolées [ 30 ]. Dans le cadre de cette étude, la valeur de 3 est retenue pour garantir une marge maximale. tu

96/127
ANNEXE 8 mogénéisation
Paramètres de la simulation DACC
Longueur d’ho
Longueur tuyauterie 3,5 mDiamètre tuyauterie 0,08 m Température 10 et 100 °C Pression atmosphérique Diamètre moyen massique 0,15 – 5 µm Concentration massique 9 10-8 g.cm3 et 5,5 10-6 g.cm3 Humidité relative 0 % à 10 et 100 °C et 90 % à 100 °C Débit 100 m3.h-1
Longueur d’établissement de l’écoulement dans le caisson de filtration La longueur d’établissement de l’écoulement correspond à la longueur nécessaire pour minimiser les perturbations provoquées par le divergent tout en prenant en compte la place disponible sur l’installation. La longueur est ainsi fixée à 1 m. Calcul réalisé par CFX-5 Elargissement 60°, température 9 °C, débit de 100 m3.h-1
1 m
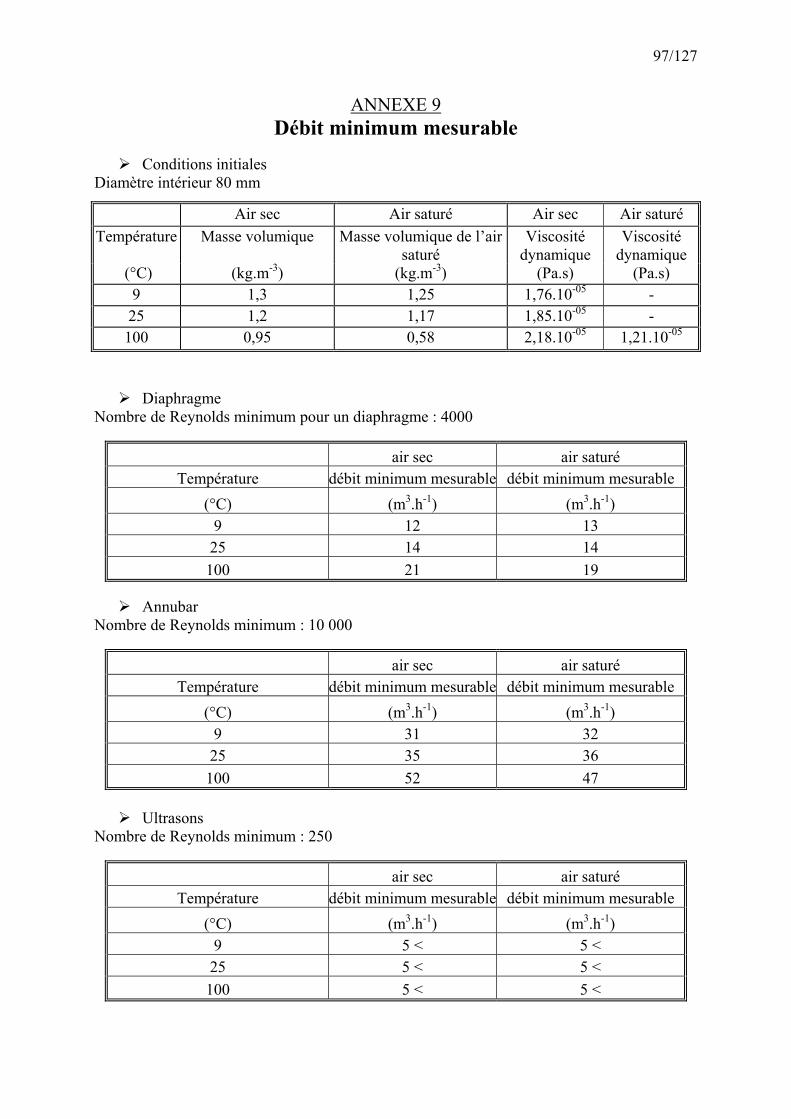
97/127
ANNEXE 9 Débit minimum mesurable
Conditions initiales
Diamètre intérieur 80 mm
ombr
Température Masse volumique Masse vo de l’air Viscosité dynamique
Viscosité dynamique
lumiquesaturé
(°C) (kg.m-3) ( (Pa.s) (Pa.s) kg.m-3) 9 1,3 1,76.10-05 - 1,25 25 1,2 1,17 1,85.10-05 - 100 0,95 -05 0,58 2,18.10-05 1,21.10
Diaphragme
e de Reynolds minimum pour un diaphragme : 4000 N
air sec air saturé Température débit minimum mesurable débit minimum mesurable
(°C) (m3.h-1) (m3.h-1) 9 12 13 25 14 14 100 21 19
Annubar
Nombre de Reynolds minimum : 10 000
air sec air saturé Température débi mum mesurable débit minimum mesurable t mini
(°C) (m3.h-1) (m3.h-1) 9 31 32 25 35 36 100 52 47
Ultrasons
Nombre de Reynolds minimum : 250
air sec air saturé Température débit minimum mesurable débit minimum mesurable
(°C) (m3.h-1) (m3.h-1) 9 5 < 5 < 25 5 < 5 < 100 5 < 5 <
Air sec Air saturé Air sec Air saturé

98/127
ANNEXE 10
Mesures de température
La sonde PT à l’intérie s ci-dessous. Gamme de température régulée C – 400 °C
photo du montage
our de test
Consigne de température
F
100 est placée ur du four. Les spécifications de l’appareil sont donnée
50 °± 0,± 0,
Précision 5 °C Stabilité 05 °C
Résultats
Consigne à 50 °C TE01 TE02 E03 TE0 TE05 T 4
(°C) 49 49,27 49,49 50,38 50,63
0, in)
nsigne
Moyenne ,43 Écart-type (°C) 0,09 0,02 0,05 0,01 0,01
Plage (°C) 0,55 0,10 35 0,05 0,50 Temps mesure (m 11 50 23 18 11
Ecart (%) (transmetteur - consigne)/ co
-1 -1,5 -1 1 < 1
Consigne à 100 °C TE01 TE02 TE03 TE04 TE05
Moyenne (°C) 98,02 99,15 98,2 100,36 99,75 Écart-type (°C) 0,05 0,01 0,04 0,02 0,08
Plage (°C) 0,10 0,10 ,20 0,1 0,60 0 3 (min) 25 17 22 76
nsigne -1Temps mesure 10
Ecart (%) (transmetteur - consigne)/ co
-2 -1 < 1 < 1 <

99/127
Influence théorique des variatio esure d’humidité.
ns de température sur la m
Température à 50 °C r
( g -1 )Uw
(%) plage de variation des
capteurs de températures
(°C)
Variation de l’humidité relative
(%) eau (kg d’air sec)
15,55 20 0,5 1 % < 76,68 90 0,5 2,5 %
Température à 100 °C
r ( g eau (kg d’air sec)-1 )
Uw
(%)
plage de variation des capteurs de
températures (°C)
Variation de l’humidité relative
(%)
156 20 0,6 1 % < 5669 90 0,6 2 %

100/127
ANNEXE 11 Mesures d’humidité
de tempér e HR03T on
HR03T Consigne du four à 60 °C
Test de la sonde atur avec le four de calibrati
avec filtre en acier sans filtre en acier 1
Moyenne (°C) 51,0 57,Écart-type (°C) 0,1 0,1
Plage (°C) 0,2 0,25 4 80
Ecart (%) (transmetteur - consigne)/ c
etteur E03 ératu R01T
Temps mesure (min)
onsigne -15 -5
Test avec un filtre fin installé sur le banc
Le transm de référence est T , la mesure de temp re est donnée par H
HR01T Mesure TE03
12,01 26,96 57,27 77,65 94,50 Moyenne (°C) 11,92 27,16 56,74 77,12 93,62 Écart-type (°C) 0,05 0,05 0,05 0,07 0,03
Plage (°C) 0,2 0,15 0,11 0,38 0,14 Temps mesure (min) 9
13 20 20 10
Ecart (%) (transmetteur - consigne)/ consigne 1 < 1 < 1 1 < 1 <
Comparaison des mesures d’humidité entre la sonde capacitive et l’hygromètre à miroir
Pour une température sèche entre 16 et 26 °C
HR03 Mesure HM 21 % à 16 °C 33,7 % à 26 °C 55,5 % à 18 °C 78,5 % à 18 °C
Moyenne (%) 21,3 35,8 57,4 80,1 Écart-type (%) 0,1 0,6 0,6 0,4
Plage (%) 0,5 3,7 2,9 1,5 Temps mesure (min) 23 30 23 9
Ecart (%) (transmetteur - consigne)/ consigne
2 6 3 2

101/127
Pour une température sèche à 60 °C
HR03 Mesure HM
13 % à 57 °C 30,3 % à 60 °C 76,7 à 63 °C 87.7 à 63 °C Moyen 13,8 30 96,1 ne (%) ,5 72,5
pe ( ) % 0,7 1 0,3 lage (%) 4,5 1,5 mesure (min) 19
rt (%) consigne)/ consigne
<
Pour
Écart-ty 0,5 P 2,7 6
Temps 15 33 4 Eca
(transmetteur --6 1 -4,9 9,6
une température sèche à 90 °C
Mesure HM
HR01 9,8 % à 90 °C 11,2 à 96,5 °C 43,7 % à 91 °C 49,6 % à 90 °C
Moyenne (%) 8,9 10,4 41,0 45,7 Écart-type (%) 0,5 0,4 0,7 0,4
Plage 2 2 4 2 (%) 6 28
Ecart (%) metteur - consigne)/ consigne(trans
-7 -6,5 -8 -9
HR0 re HM 58,1 % à 89 °C 67,1 à 86 °C 83,7 87,5 °C % à
Écart-type (% 0,7 0,6 8 ) 0,Plage (%)
Temps mesure (min) 7 60
1 Mesu
Moyenne (%) 53,0 61,7 78,7
4 4 5 Temps mesure (min) 20 29 20
Ecart (%) (transmetteur - consigne)/ consigne
-9 -8 -6

102/127
ANNEXE 12 ssion
schéma du mon
R
Le capteur de pression étalon 0-150 mbar et le capteur à étalonner sont reliés au refoulement d’une pompe dont la pression est fixée à l’aide de la vanne de fuite. Les pressions de contrôle sont ob uverture de la vanne.
PT02 Consigne étalon (mm CE)
Mesures de pre
tage
aptal
ésultats
tenues en réglant l’o
brateuCali r
C teur à é onner
mpe de urpression
Capteur
étalonanne de fuite
Pos
V
247 644 995 Moyenne (mm CE) 257 657 1012 Écart-type (mm CE) 1 2 4 Plage (mm CE) 5 9 20 Temps mesure (min) 1,6 2 1
Ecart (%) (transmetteur - consigne)/consigne
4 2 2
PT03 Consigne étalon (mm CE) 104,5 312,2 613
Moyenne (mm CE) 104,6 312,5 613 Écart-type (mm CE) 1 0,5 2 Plage (mm CE) 5 2 7 Temps mesure (min) 2 1 2
Ecart (%) (transmetteur - consigne)/consigne
1 < 1 < 1 <
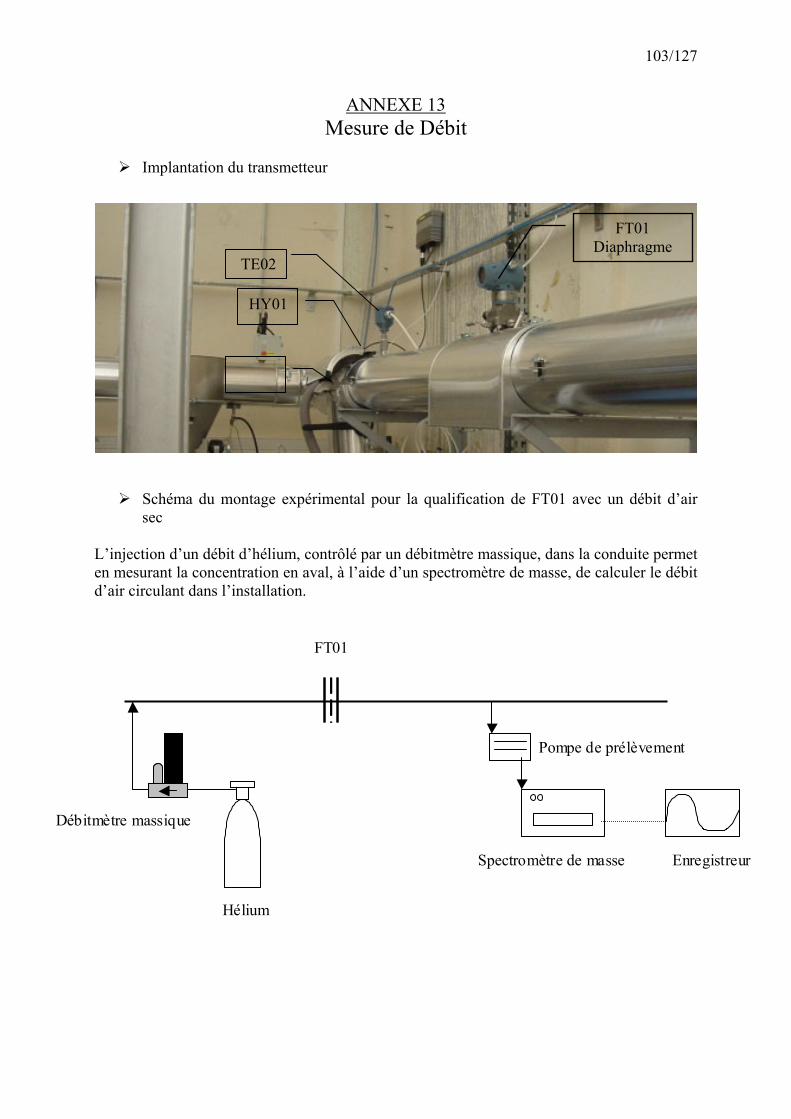
103/127
ANNEXE 13 Mesure de Débit
Implantation du transmetteur
Schéma du montage expérimental pour la qualification de FT01 avec un débit d’air sec
’injection d’un débit d’hélium, contrôlé par un débitmètre massique, dans la conduite permet
en ncentration en aval, à l’aide d’un spectromètre de masse, de calculer le débit ’air circulant dans l’installation.
HY02
FT01 Diaphragme
TE02
HY01
Lmesurant la co
d
FT01
Spectromètre de masse
H
Pompe de pr ement
Enregistreur
élium
Débit ètre massique
é vlè
m

104/127
Validation de la correction d etteur en air sec
Température de l’air : 6,9 °C
e température du transm
FT01 Débit par traçage Nm3.h-1 29,8 42,1 68,7 108,7 124,8 182,1 263,7 Moyenne (Nm3.h-1) 29,1 41,1 65,5 104,6 123,6 177,7 261,1 Écart-type (Nm3.h-1) 0,1 0,1 0,2 0,3 0,3 0,2 0,4 Plage (Nm3.h-1) 0,8 0,8 1,9 1,5 1,4 1 1,5
Ecart (%) (transmetteur - traçage)/traçage -2,3 -2,4 -4,7 -3,8 -1 -2,4 -1
FT01 Température de l’air : 29,8 °C
Débit par traçage Nm3.h-1 38,6 45,8 57,9 78 99,4 119,7 130,2 Moyenne (Nm3.h-1) 36,0 42,3 51,2 68,9 98,5 108,3 121,6 Écart-type (Nm3.h-1) 0,2 0,2 0,1 0,1 0,2 0,2 0,1 Plage (Nm3.h-1) 1,1 0,6 0,4 0,4 0,5 0,9 0,9
Ecart (%) (transmetteur - traçage)/traçage -6,7 -7,6 -11,6 -11,6 0,9 9,5 6,6
FT01 Température de l’air : 58,1 °C
Débit par traçage Nm3.h-1 34,4 47,6 74,7 101,8 133,5 204,6 266,7 Moyenne (Nm .h ) 32,2 44,5 73,1 101,6 125,2 193,3 250,7 3 -1
Écart-type (Nm3.h-1) 0,1 0,1 0,1 0,2 0,2 0,3 0,2 Plage (Nm3.h-1) 1,2 0,5 0,9 0,9 1,8 1,1 1
Ecart (%) (transmetteur - traçage)/traçage -6,4 -6,5 -2,1 -0,2 -6,2 -5,5 -6
FT01 Température de l’air : 77,1 °C
Débit par traçage Nm3.h-1 36,0 50,1 78,1 96,0 116,1 Moyenne (Nm3.h-1) 31,8 44,3 69,6 85,9 107,7 Écart-type (Nm3.h-1) 0,1 0,1 0,1 0,1 0,1 Plage (Nm3.h-1) 0,3 0,5 0,7 0,4 0,8
Ecart (%) (transmetteur - traçage)/traçage 11,7 11,6 10,9 10,5 7,2
FT01 Température de l’air : 105,5 °C
Débit par traçage Nm3.h-1 35,1 44,7 72,5 96 113,1 Moyenne (Nm3.h-1) 30,6 40,8 65,2 88,1 104,5 Écart-type (Nm3.h-1) 0,1 0,1 0,1 0,1 0,2 Plage (Nm3.h-1) 0,5 0,5 0,4 0,6 0,9
Ecart (%) (transmetteur - traçage)/traçage -12,8 -8,7 -10,1 -8,2 -7,6
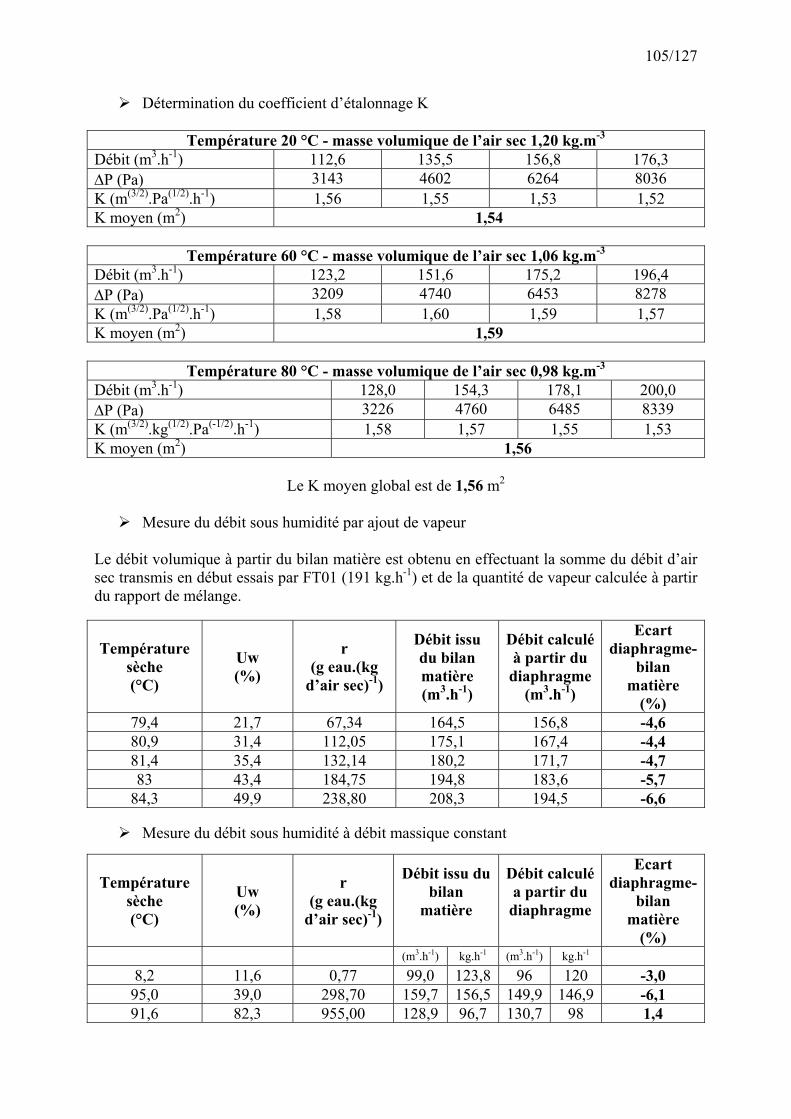
105/127
Détermination du coefficient d’étalonnage K
Température 20 °C - masse volumique de l’air sec 1,20 kg.m-3 Débit (m3.h-1 112,6 135,5 156,8 176,3 ) ∆P (Pa) 3143 4602 6264 8036 K (m(3/2).Pa(1/2).h-1) 1 1 ,51,56 ,55 ,53 1 2 K moyen (m2) 1,54
Te.h-1)
(Pa)
mpérature 60 °C - masse volumique de l’air sec 1,06 kg.m-3 Débit (m3 123,2 151,6 175,2 196,4 ∆K
P 3209 4740 6453 8278 (m(3/2).Pa(1/2) -1 1,58 1,60 1,59 1,57 .h )
K moyen (m2) 1,59
Température 80 °C - masse volumique de l’air sec 0,98 kg.m-3 Débit (m .h ) 3 -1 128,0 154,3 178,1 200,0 ∆P (Pa) 3226 4760 6485 8339 K (m(3/2).k (1/2g .Pa .h
oyen (m ) 2 1,5
) (-1/2) -1) 1,58 1,57 1,55 1,53 K m 6
Le K moyen glob
Mesure du débit sous hum ar e v
partir du bil atièr e du débit d’air ébut essais par FT 191 -1) e a qu é de ur c
du rappor .
Températusèche (°C)
Uw (%)
r (g eau.(kg
d’air sec)-1)
Débit issu
3.h-1)
Débit calculé
(m3.h-
Ecart diaphragme-
bilan m
al est de 1,56 m2
idité p ajout d apeur
Le débit volumique à an m e est obtenu en effectuant la sommsec transmis en d 01 ( kg.h t de l antit vape alculée à partir
t de mélange
re du bilan à partir du matière diaphragme (m 1) atière
(%) 79,4 21,7 4 64,5 156,8 -467,3 1 ,6 80,9 31,4 112,05 75,1 167,4 -41 ,4
3 132,1 18 ,7 83 43,4 184,75 4,8 183,6 -519 ,7
81,4 5,4 4 0,2 171,7 -4
84,3 49,9 238,80 208,3 194,5 -6,6
Mesure du débit sous humidité à débit ma
Uw (%) (g eau.(kg
d’air sec)-1)
issu dilan tière
bit cal partir iaphrag
Ediaphragme-
bima
(
ssique constant
Température sèche (°C)
r Débit u Déb
ma
culé a du d me
cart
lan tière%)
(m3.h-1) kg.h-1 (m3.h-1) kg.h-1 8,2 11,6 0,77 99,0 123,8 96 120 -3,0 95,0 39,0 298,70 159,7 156,5 149,9 146,9 -6,1 91,6 82,3 955,00 128,9 96,7 130,7 98 1,4

106/127
ANNEXE 14 Caractérisation de la qualité de l’effluent
chéma du montage
L’air, suivant la configuratio mprimé, puis il est séché et étendu. La turbine envoie alors l’effluent sur le filtre THE de traitement. Des essais
com rant VM01.
Nombres de particules par cm
S
8888
Fco
Filtre T
CNC
DiaphrViltre air mprimé
HEagmeM01
000000000000
n, passe à travers le filtre à air cod
plémentaires ont été réalisés sans l’air comprimé en ouv
Résultats
-3
Air comprimé
Air comprimé avec filtre MF/05/25
Air comprimé avec filtre F
Air atmosphérique
Filtre THE
a
Filtre THE aspiration
comprimé non filtré
F/05/25
aspiration air t emosphériqu air -
2560 83 295 8097 1,5 0,3 2 39

107/127
ANNEXE 15
Arrivée d’air comprimé
Filtre
Sécheur frigorifique
Régulateur de pression
piloté
Purges
Perform e l’air
Implantation de la zone de séchage et de refroidissement
Une vanne de contre-pression, simulant la vanne de régulation TCV01, est placée en sortie de la zone de production d’air sec. Une longueur droite en DN 50 stabilise l’effluent en amont d’un diaphragme. En sortie, 3 mètres après le sécheur, un hygromètre capacitif enregistre l’humidité relative et la température sèche de l’effluent.
ances du séchage et du refroidissement d
Schéma du montage mis en œuvre pour caractériser les performances de la zone de de refroidissement
Sortie vers le banc
Régulateurde pression
pilote
séchage et
RégulateurR18Sécheur
Diaphragme
Vanne de ression
contre p
esuret de l’
mpéhumidité rela
sèche ive
M e de la te rature t
Régulateur secondaire
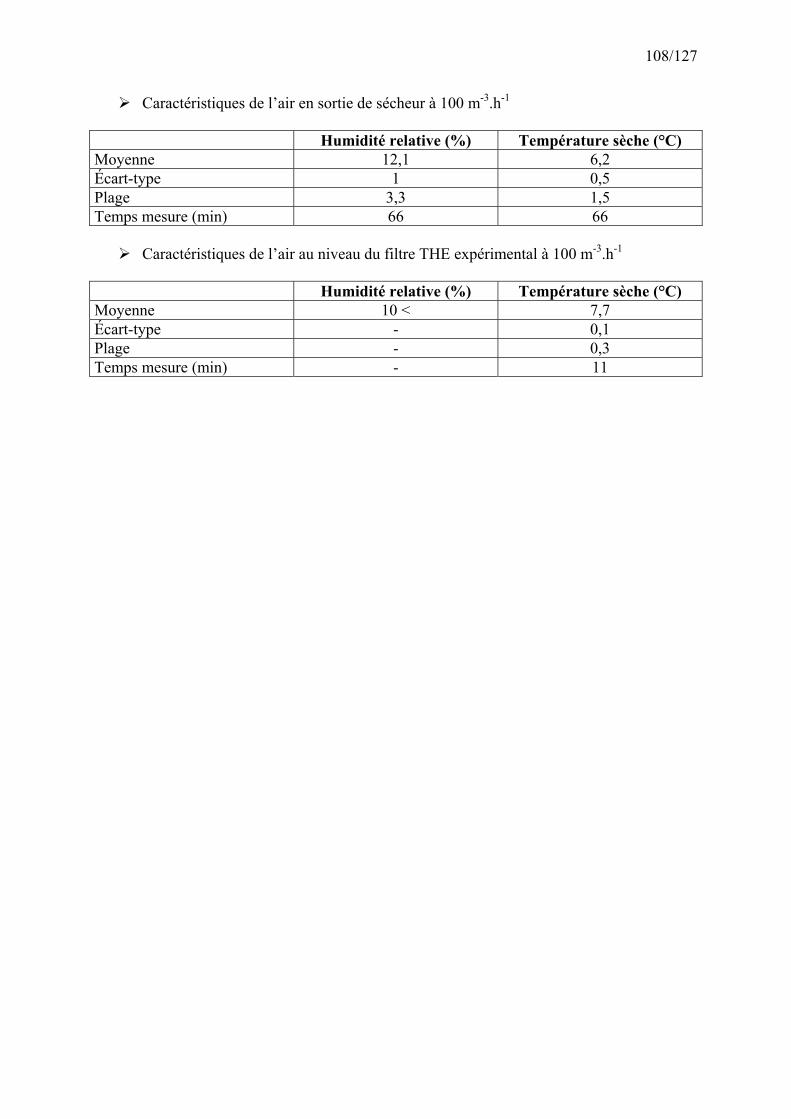
108/127
-3 -1 Caractéristiques de l’air en sortie de sécheur à 100 m .h
e (°C) Humidité r lative (%) Température sècheMoyenne 12,1 6,2 Éca 0,5 rt-type 1 Plage 3,3 1,5 Temps mesure (min) 66 66
Caractéristiques de l’air au niveau du filtre THE expérimental à 100 m-3.h-1
Humidité relative (%) Températur e sèche (°C)Moyenne 10 < 7,7 Écart-type - 0,1 Plage - 0,3 Temps m - 11 esure (min)

109/127
ANNEXE 16
Thermoco des épingles c
Elévation de la température de l’air
antation du réchauffeur RE01
Réchauffeur
Armoire de commande
Impl
Caractéristiques de l’air sur l’installation avec une consigne à 150 °C sur TE01 sans
fonctionnement du traçage thermique à 100 Nm3.h-1.
TE01 TE02 TE03 TE04 Moyenne (°C) 150,6 125,9 126,9 121,1 Écart-type (°C) 0,2 0,1 < 0,2 0,3 Plage (°C) 1,1 0,93 0,9 1,7 Temps mesure (min)
124 124 124 124
Caractéristiques de l’air sur l’installation avec une consigne à 100 °C sur TE03 avec
traçage thermique à 100 Nm3.h-1.
TE01 TE02 TE03 TE04 Moyenne (°C) 111,0 97,5 100,3 101,9 Écart-type (°C) 0,4 0,1 0,1 0,1 Plage (°C) 2 0,4 0,5 0,6 Temps mesure (min)
68 68 68 68
Metempér
sure de ature TE01
Contrôle de la consigne à distance
Régulateur PID
uple de protection hauffantes
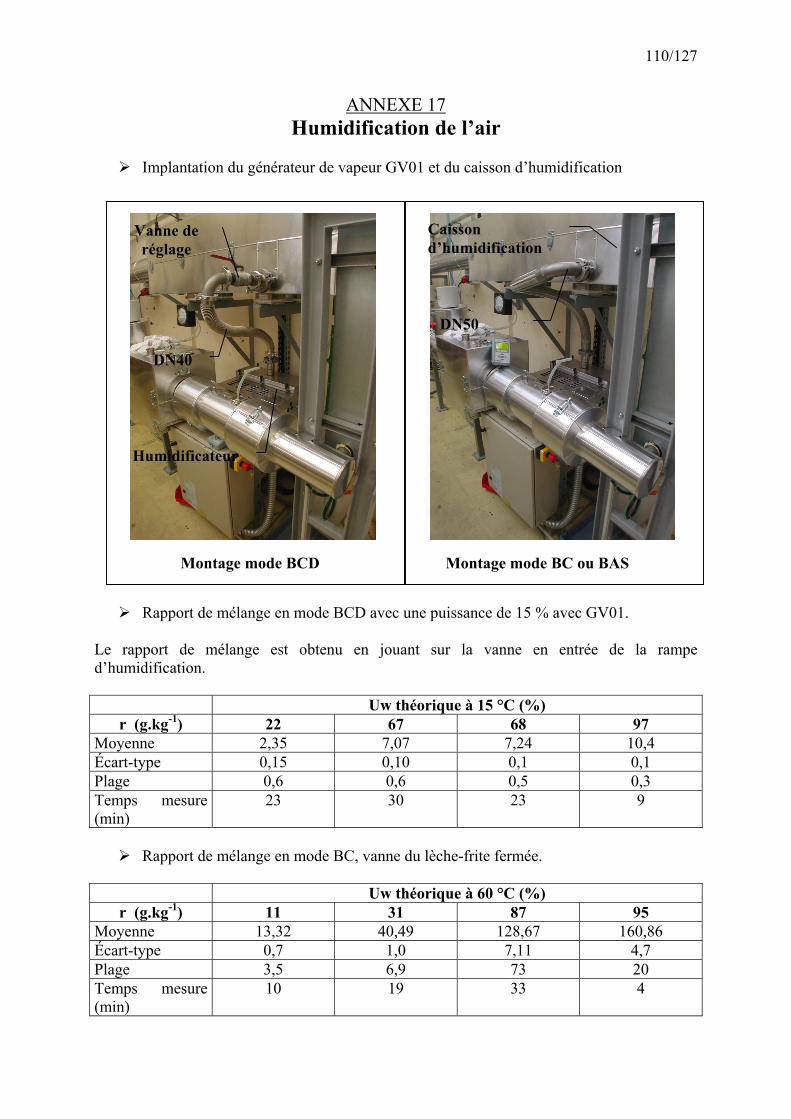
110/127
ANNEXE 17 Humidification de l’air
ur GV01 et du caisson d’humidification
Rapport de mélange en mode BCD avec une puissance de 15 % avec GV01.
Le d’humi
U rique à 15
Implantation du générateur de vape
Caisson d’humidification
DN50
DN40
Vanne de réglage
M e mode BC ou BAS
Humidificateur
Montagontage mode BCD
rapport de mélange est obtenu en jouant sur la vanne en entrée de la rampe
dification.
w théo °C (%)r (g.kg-1) 22 67 68 97
Moyenne 2,35 7,07 7,24 10,4 Écart-type 0,15 0,10 0,1 0,1 Plage 0,6 0,6 0,5 0,3 Temps mesure
in) 23 30 23 9
(m
vanne du lèche-frite fermée.
U rique à 60
Rapport de mélange en mode BC,
w théo °C (%)r (g.kg-1) 11 31 87 95
Moyenne 1 4 1 160,86 3,32 0,49 28,67Écart-type 0 ,7 1,0 7,11 4,7 Plage 3,5 6,9 73 20 Temps mesure
in) 10 19 33 4
(m

111/127
Rapport de mélange en mode B nsport.
(%)
C, avec air de tra
Uw héorique à 90 °Ctr (g.kg ) 14 50 63 -1 76
Moyenne 68,0 327,4 481,9 688,4 Écart-type 1,9 2,1 4,6 6,3 Plage 11 9,9 30,4 34,5 Temp (min)
7 28 29 20 s mesure
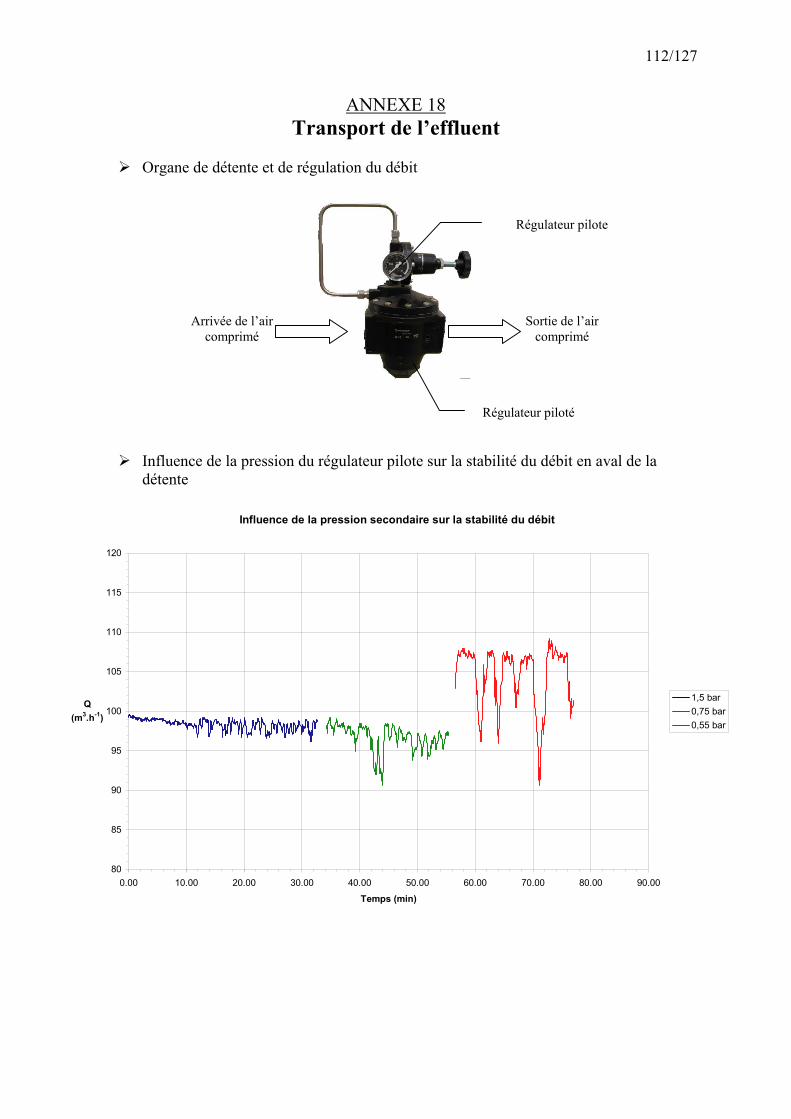
112/127
ANNEXE 18 Transport de l’effluent
de détente régulation du
Influence de la pression du régulateur pilote sur la stabilité du débit en aval de la détente
Organe e e t d d it éb
Régu
Arrivée de l’air comprimé
Sortie de l’air comprimé
Régulateur piloté
lateur pilote
Influence de la pression secondaire sur la stabilité du débit
80
85
90
95
100
105
110
115
120
0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 80.00 90.00
Temps (min)
Q(m3.h-1)
1,5 bar0,75 bar0,55 bar

113/127
Pression secondaire 0,55 bar 1,5 bar 0,75 bar
98,3 96,7 MÉ
oyenne (m3.h-1) 104,5 ca 3 -1 1,6 3,8 rt-type (m .h ) 0,7
3 -1Plage (m .h ) 3,5 8,6 19 Temps mesure (min) 7 4 4
Stabilité de la mesure de débit par FT01 en mode BC avec une pression au niveau du régulateur secondaire de 3 bar et TCV01 entre 6 et 12 %.
FT01 Moyenne (m3.h-1) 29,1 104,6 177,5 261,1
cart-type (m3 0,1 0,3 0,4 .h-1) É 0,8 Plage (m3.h-1) 0,8 1,6 6,5 1,53 Temps mesure (min) 3 14 3 3
Montage expérimental mis en œuvre pour la qualific
e schéma présente l’essai de caractérisation de la turbine en mode dépression. Pour le mode sur ise à l’aspira
ation de TU01 L
pression, la vanne de charge est placée au soufflage et la mesure de débit se réaltion.
DPDP
Vanne de charge
Injection d’hélium
Spectromètre de masse EnregistreurTurbine TU01
Mesure de pression

114/127
Courbes caractéristiques en mode surpression
rbe caractéristique ode surpression
0
200
350
40
450
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300
Q (Nm3.h-1)
D
i = 4 mAi = 8 mAi = 12 mAi = 18 mAi = 20 mA
Cou m
500
0
250P (mbar)
300
150
50
100
Courbes caractéristiques en mode dépression
Courbe caractéristique mode dépression
0
50
100
150
200
250
300
350
400
450
500
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300
Q (Nm3.h-1)
DP (mbar)
i = 4 mAi = 8 mAi = 12 mAi = 18 mAi = 20 mA

115/127
Per
Pour comparer les pertes de charge estimées aux pertes réelles, celle-ci sont mesurées à 200 m3.h-1. Les pertes de charge sont calculées à partir des données de l’annexe 6 et des équipements finalement mis en place sur l’installation. Les mesures expérimentales sont réalisées en fonction des piquages disponibles sur l’installation. La figure ci-dessous présente les zones de caractérisation des pertes de charge expérimentales.
tes de charge
RE01
AirAirAir
Rejet en toiture
Air comprimé
7 bars
Air comprimé
7 bars
Filtre 1 Sécheur Frigorifique
VM03
Filtre testFiltre protection
TU01
GV01GV01
VM01 VM02
TCV : Vanne de régulation
RE01 : RéchauffeurGV01 : HumidificateurFT01 : transmetteur de débitCH01 : Caisson d’humidificationCF01 : Caisson THE testCF02 : Caisson THE protection
TCV01
FT01
CH01
TCV02VM : Vanne manuelleTU01 : Turbine
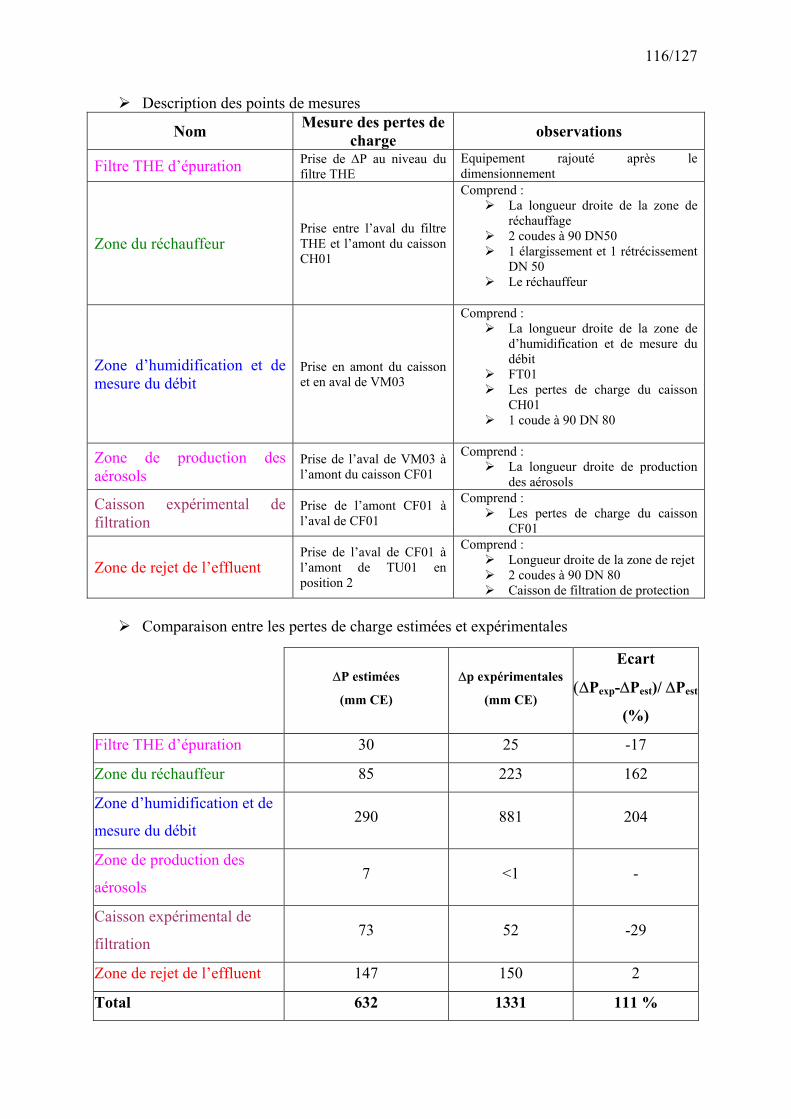
116/127
Total 632 1331 111 %
Description des points de mesures
Nom Mesure des pertes de charge observations
Filtre THE d’épuration Prise de ∆P au niveau du filtre THE
Equipement rajouté après le dimensionnement
Zone du réchauffeur Prise entre l’aval du filtre THE et l’amont du caisson CH01
Comprend : La longueur droite de la zone de
réchauffage 2 coudes à 90 DN50 1 élargissement et 1 rétrécissement
DN 50 Le réchauffeur
Zone d’humidification et de mesure du débit
Prise en amont du caisson et en aval de VM03
Comprend : La longueur droite de la zone de
d’humidification et de mesure du débit
FT01 Les pertes de charge du caisson
CH01 1 coude à 90 DN 80
Zone de production des aérosols
Prise de l’aval de VM03 à l’amont du caisson CF01
Comprend : La longueur droite de production
des aérosols
Caisson expérimental de filtration
Prise de l’amont CF01 à l’aval de CF01
Comprend : Les pertes de charge du caisson
CF01
Zone de rejet de l’effluent Prise de l’aval de CF01 à l’amont de TU01 en position 2
Comprend : Longueur droite de la zone de rejet 2 coudes à 90 DN 80 Caisson de filtration de protection
Comparaison entre les pertes de charge estimées et expérimentales
∆P estimées
(mm CE)
∆p expérimentales
(mm CE)
Ecart
(∆Pexp-∆Pest)/ ∆Pest
(%)
Filtre THE d’épuration 30 25 -17
Zone du réchauffeur 85 223 162
Zone d’humidification et de
mesure du débit 290 881 204
Zone de production des
aérosols 7 <1 -
Caisson expérimental de
filtration 73 52 -29
Zone de rejet de l’effluent 147 150 2
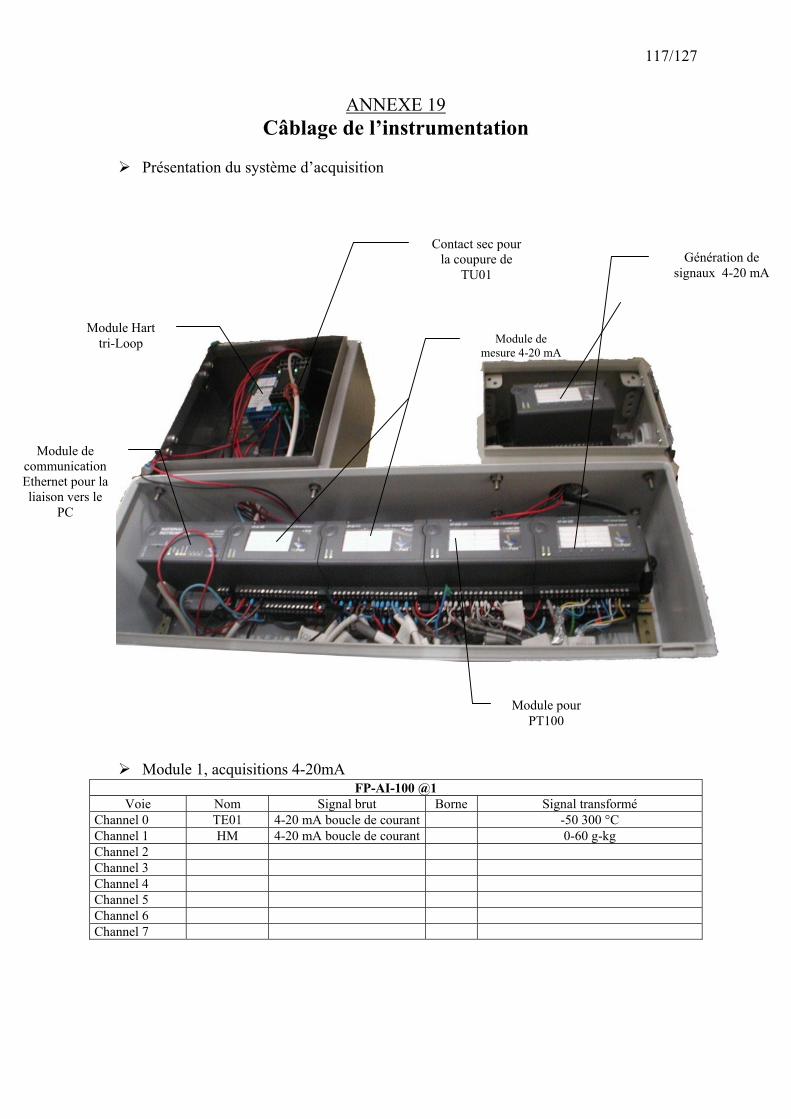
117/127
ANNEXE 19 Câblage de l’instrumentation
Module 1, acquisitions 4-20mA
FP-AI-100 @1
Présentation du système d’acquisition
Module de communication Ethernet pour la liaison vers le
PC
Module de mesure 4-20 mA
Module Hart tri-Loop
Module pour PT100
TU01 ération de
signaux 4-20 mA
Contact sec pour la coupure de Gén
Voie Nom Signal brut Borne Signal transformé Channel 0 TE01 4-20 mA boucle de courant -50 300 °C Channel 1 HM 4-20 mA boucle de courant 0-60 g-kg Channel 2 Channel 3 Channel 4 Channel 5 Channel 6 Channel 7

118/127
Mod cquisitions 4
ule 2, a -20mA
FP-AI-111 @2 Voie Nom ignal brut gnal transformé S Borne Si
i : 01 7 -500 à + 600 mbar
Channel 2 HR03 i : c : 24-20 mA classique 3
0 0-100 %
9 0-10- :i : 5
2 0-100 %
Channel 5 HR05T ique i :
c : 2
4-20 mA class6 2 0-100 °C
courant v : 23
Channel 8 FT01DP courant i :0v : 25 0 mm CE 4-20 mA boucle de 9 0-80
Channel 9 FT01P 4-20 mA boucle de courant v : 2
i :10 5 50-160 kPa
courant v : 27
Channel 11 PT02 4-20 mA boucle de courant
i :1v : 2 E 2
7 0-1000 mm C
3 -62 à +62 mbar
Channel 0 PT01 4-20 mA c : 1Channel 1
Channel 3 HR03T 4-20 mA classique i : 4
+ :1 18
0 °C
Channel 4 HR05 4-20 mA classique c : 2+ :21 - : 20
Channel 6
Channel 7 FT01 4-20 mA boucle de i :08 0-500 Nm3.h-1
Channel 10 TE02 4-20 mA boucle de i :11 0-120 °C
Channel 12 PT03 4-20 mA boucle de courant
i :1v : 29 -620 à +620 mm CE
Cha nnel 13
Channel 14 HR01 4-20 mA classique i : 15 c : 32 0-100 %
Channel 15 HR01T 4 que c : 32 + :3- : 30
-20 mA classi
i : 16
1 0-100 °C

119/127
Module 3, acquisitions de temp
érature
FP-RTD-124 @3 Voie Nom Signal brut Borne Signal transformé
Channel 0 TE010 °C
R : 1 R : 17 B : 8
Pont 8et 24
-
Channel 1 TE03 °C
R : 3
- R : 19 B : 4
B : 20
Channel 2 TE04 °C
R : 5 V : 21 N : 6 B : 22
-
7
Channel 3 TE05 °C
R :R : 23 B : 2
Pont 18 et 2
-
Channel 4 TE06 °C
R : 09 R : 25 B : 10
Pont 10et 26
-
Channel 5 TE07 °C
R : 11 R : 27 B : 12
Pont 12et 28
-
Channel 6 TE08 °C
R : 13 R : 29 B : 14
Pont 14et 30
-
Channel 7 TE09 °C
R : 15 R : 31 B : 16
Pont 16et 32
-
Module 4, générations de signaux 4-20 mA
FP-AO-200 @4
Voie Nom Signal transformé Borne Signal brut
C 0 % R : 01 N : 18 4-20 mA hannel 0 TU01 0-10
Ch r : 03 t jaune : 04 A annel 1 TCV01 0-100 % Noi
Vert e 4-20m
Channel 2 Noir : 05 Vert et jaune : 06 0mA T 2CV0 0-100 % 4-2
Channel 3 RE 1C 0-2 0 °C Bleu foncé: 07 Bleu claire : 08 4-20mA 0 0
Channel 4 RE 1T 0-2 0 °C Jaune : 09 Blanc : 10 4-20mA 0 0
Channel 5 Cor n 1 0- 0 % B ouge : 11 Bleu-foncé : 12 4-20mA do 10 leu-r
Channel 6 Cordon 2 0-100 % Bleu-vert : 13 blanc : 14 4-20mA
Channel 7 Cordon 3 0-100 % Bleu-marron : 15 Jaune : 16 4-20mA
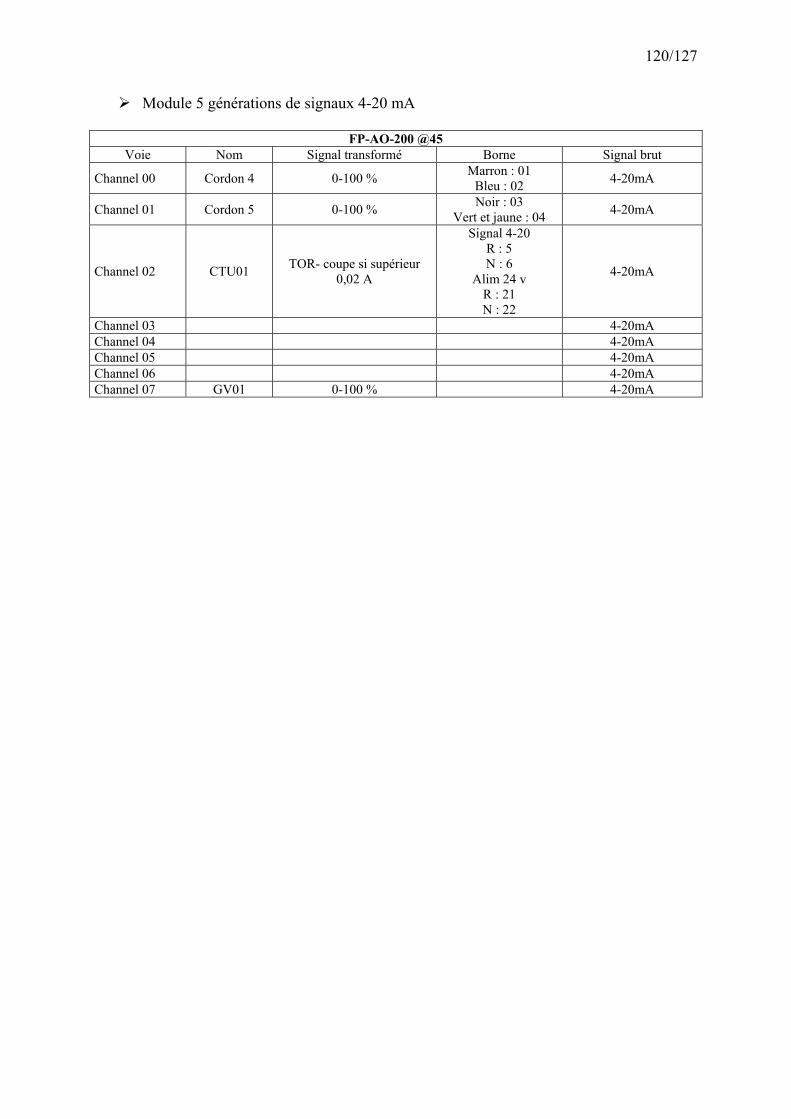
120/127
Module 5 générations de signaux 4-20 mA
FP-AO-200 @45 Voie Nom Signal tr Borne Signal brut ansformé
nel 00 n 4 0 % MarroBleu 4-20mA
Noir e
0,02 A
SignaR N
AlimR :N
Channel 04 mA 4-20
Channel 07 GV mA 01 0-100 % 4-20
Chan Cordo 0-10 n : 01 : 02
Channel 01 Cordon 5 0-100 % : 03 Vert t jaune : 04 4-20mA
Channel 02 CTU01 TOR- coupe si supérieur
l 4-20 : 5 : 6 24 v 21 : 22
4-20mA
Channel 03 4-20mA
Channel 05 4-20mA Channel 06 4-20mA

121/127
ANNEXE 20 Application de supervision
Seules les portions les plus significatives du diagramme sont présentées ci-après.
Sous programme de mise à l’échelle des grandeurs physiques Organigramm
e
iagr w
ll
ueue
D amme Labvie
Adresse physiqueAdresse physique
Conversion signaConversion signa
Signal PhysiqSignal Physiq

122/127
Sous programme de visualisation dynamique des donnés
O
Sous-programme à l’échelle
Sous-programme à l’échelle
nn
rganigramme
de misede mise
visualisatiovisualisatio
Fin du p eFin du p e
O
Diagramme Labview
rogrammrogramm
StopStop Non
ui
Sous-VI de mise à l’échelle
cadencement de la boucle
Visualisation
Arrêt de la boucle
Couleur de la variable en fonction de son état
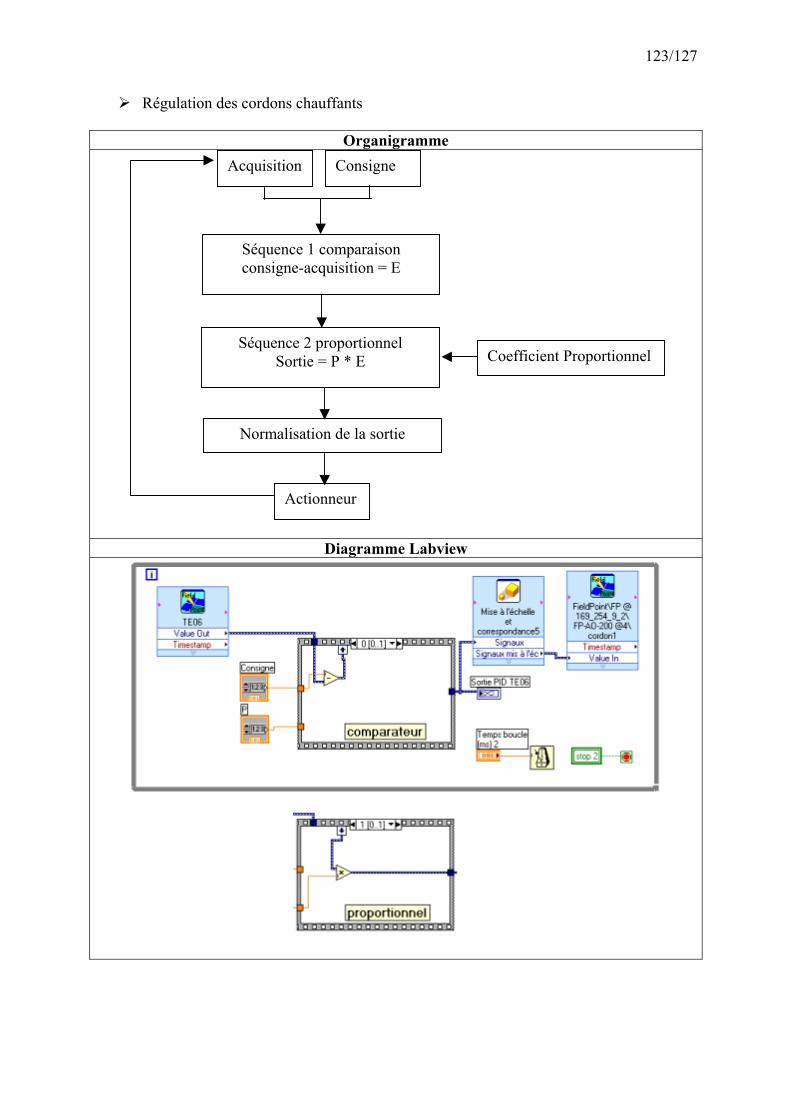
123/127
Régulation des cordons chauffa
nts
Organigramme
Diagramme Labview
Séquence 1 comparaison consigne-acquisition = E
Séquence 2 proportionnel Sortie = P * E Coefficient Proportionnel
Normalisatio
Actionneur
Acquisition Consigne
n de la sortie

124/127
Régulation avec comme actionneur une vanne
Organigramme
Boucle principale
Boucle proportionnelle
Mode régulation
Mode manuelle
Acquisition
Normalisation Normalisation
Consigne
Séquence régulateur proportionnel
S = P*
Normalisation
Actionneur
E+Ss-1

125/127
Diagramme Labview
Mode manuel
Mode proportionnel
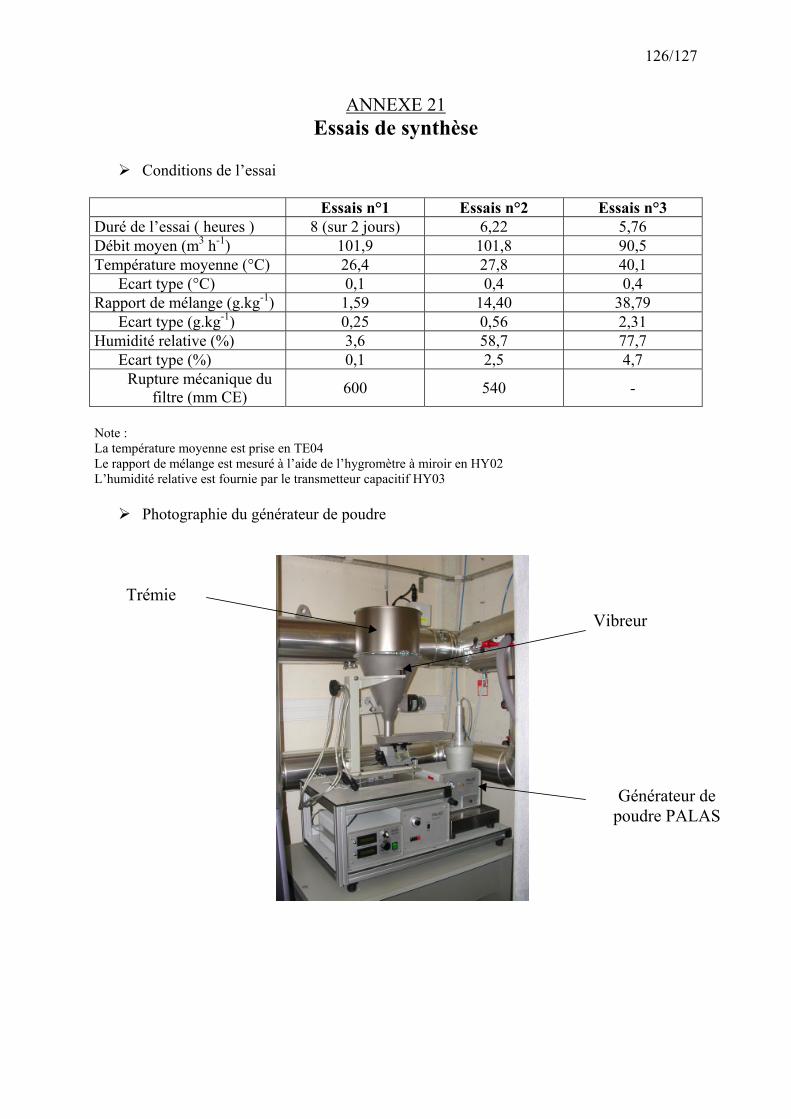
126/127
ANNEXE 21 Essais de synthèse
de l’essai
Essais n°1 Essais n°2 Essais n°3
Conditions
Rapport de mélange (g.k
H
Note :
a température moyenne est prise en TE04 e rapport de mélange est mesuré à l’aide de l’hygromètre à miroir en HY02 ’humidité relative est fournie par le transmetteu 03
Photographie du générateu
LLL
Duré de l’essai ( heures ) 8 (sur 2 jours) 6,22 5,76 Débit moyen (m3 h-1) 101,9 101,8 90,5 Température moyenne (°C) 26,4 27,8 40,1
Ecart type (°C) 0,1 0,4 0,4 g-1) 1,59 14,40 38,79
Ecart type (g.kg-1) 0,25 0,56 2,31 umidité relative (%) ,7 77,7 3,6 58
Ecart type (%) 0,1 2,5 4,7 Rupture mécanique du
filtre (mm CE) 600 540 -
r capacitif HY
r de poudre
Trémie Vibreur
Générateur de poudre PALAS

127/127
Caractéristiques de colmatag
Essai n°1 Essai n°2 Essai n°3
e su CATFISH
Diamètre moyen massique (µm) 1 1 1 Diamètre aérodynamique médian massique (µm) 2,2 2,2 2,2
Surface de filtration (m2) 2,1 2,1 2,1 Vitesse de filtration (cm.s-1) 1,35 1,35 1,20 Pression d’alimentation en air du PALAS (bar) 1 1 1
Vitesse de la bande (mm.s-1) 2 2 2 Niveau bas de la poudre dans le PALAS (g) 250 250 -
Niveau bas de la poudre dans le PALAS (g) 350 350 -
Débit massique moyen généré par le PALAS (g.s-1) 0,0359 0,0415 -
Débit massique moyen en -1 0,0244 0,0319 0,0249 amont du filtre (g.s )
Note : pour la vitesse de filtration au niveau du filtre il est nécessaire de tenir compte du débit d’air comprimé du générateur PALAS qui s’élève à 3,4 m3.h-1.