chapitre 3 contrôle des soudures...
TRANSCRIPT

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
97
CHAPITRE 3
Contrôle des soudures "académiques"
3. CONTRÔLE DES SOUDURES ACADÉMIQUES ......................................................................................99
3.1 PRÉSENTATION DES CODES DE CALCUL ULTSON 2D ET CHAMP-SONS 3D..............................................993.2 ETUDE EN TRANSMISSION SUR LA SOUDURE D704 ......................................................................................101
3.2.1 Mode opératoire..................................................................................................................................1013.2.2 Résultats expérimentaux......................................................................................................................1023.2.3 Modélisation par le code Champ-sons 3D..........................................................................................105
3.3 ETUDE EXPÉRIMENTALE EN MODE ÉCHOGRAPHIQUE SUR DES TROUS CYLINDRIQUES .................................1063.3.1 Présentation des essais .......................................................................................................................1063.3.2 Résultats pour les ondes de compression............................................................................................1073.3.3 Résultats pour les ondes de cisaillement.............................................................................................112
3.4 ETUDE EN MODÉLISATION AVEC ULTSON 2D ...........................................................................................1133.4.1 Bilan des calculs en L0 et L45 ............................................................................................................114
3.4.1.1 Influence des valeurs de constantes d’élasticité ............................................................................................1153.4.1.2 Influence de l’orientation des grains .............................................................................................................1173.4.1.3 Influence de la taille et de la forme des domaines anisotropes.......................................................................117
3.4.2 Etude en T45 dans la soudure D704...................................................................................................1183.4.3 Conclusion ..........................................................................................................................................121
3.5 PRISE EN COMPTE DU COEFFICIENT D'ATTÉNUATION DANS LES CODES DE CALCUL......................................1223.5.1 Objectifs ..............................................................................................................................................1223.5.2 Principe des mesures expérimentales..................................................................................................1223.5.3 Résultats ..............................................................................................................................................1233.5.4 Introduction du coefficient d'atténuation en modélisation..................................................................124
3.6 CONCLUSION...............................................................................................................................................126

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
98

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
99
3. Contrôle des soudures académiques
Ce chapitre est consacré au contrôle par ultrasons des soudures académiques (D703 etD704) pour lesquelles une relative homogénéité de la structure a été mise en évidence par lesdifférentes méthodes de caractérisation.
Après une brève description des deux codes de calcul à notre disposition, nousprésenterons une étude en transmission sur le bloc D704 suivie d’une comparaison avec uncalcul en modélisation utilisant comme données d’entrée les valeurs d’orientation de la textureet de constantes d’élasticité déterminées dans le chapitre précédent. Dans un second temps,des contrôles en échographie, sur les deux blocs cette fois-ci, sont effectués avec à nouveauune comparaison avec la modélisation. Enfin, une première approche pour la détermination del’atténuation intrinsèque au matériau est présentée.
3.1 Présentation des codes de calcul ULTSON 2D et CHAMP-SONS 3D
Dans ce paragraphe, nous allons succinctement présenter les caractéristiques des deuxlogiciels de modélisation utilisés pour la suite de l'étude. Les détails sur les développementsthéoriques propres aux deux codes seront trouvés dans les documents [NOU 90] [GEN 99].
Le code ULTSON 2D, développé par EDF, est un code numérique exact aux élémentsfinis en espace et aux différences finies en temps. Les éléments finis sont des carrés dont lescôtés ne doivent pas être supérieurs au douzième de la longueur d'onde des ondes decompression. Ce code décrit, dans des matériaux anisotropes et hétérogènes, la propagationdes ondes ultrasonores émises par un traducteur large-bandes focalisé en immersion ourayonnant à travers un sabot en Plexiglas (traducteur contact). Il permet de travailler en modetransmission ou en mode échographique dans une géométrie 2D et de simuler toutes lesconfigurations d'un contrôle, notamment les interactions avec des défauts de type trous ouentailles.
Les pressions de retour au capteur sont visualisées sous la forme de Ascans8, Bscans oude courbes échodynamiques (cf annexe K pour la définition de ces types de visualisation). Ilest aussi possible de visualiser la trajectoire du faisceau durant le temps de calcul(représentation de l'amplitude maximale du déplacement en chaque point), ainsi que les frontsd'ondes à des instants donnés. Enfin, les variations des déplacements (module ou composantesdu vecteur) peuvent être tracées le long d'une droite ou en des points quelconques.
La propagation dans le solide obéit aux équations de l'élastodynamique et la propagationdans l'eau obéit à l'équation de d'Alembert des ondes de pression.
Le traducteur au contact est simulé par une pastille piézoélectrique située dans unesemelle en Plexiglas couplée avec l'interface d'entrée par une mince couche d'eau. La relationentre le signal électrique et la vitesse des vibrations normales à la pastille est supposéelinéaire. L'intégrale approchée de Rayleigh-Kirchhoff permet alors de déterminer la pression
8 Le terme de Ascan sera utilisé pour définir la représentation de type A ou la visualisation A qui sont les termespréconisés par la norme.

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
100
en un point de l'interface entre l'eau et le solide à partir des vitesses en chaque point de lasurface du traducteur.
La pression de retour au capteur est calculée de la même manière : à partir des vitessesnormales des déplacements à l'interface eau-solide, il est possible de remonter à la pression enchaque point de la pastille puis d'intégrer ces pressions sur la surface réceptrice pour obtenir lesignal électrique correspondant.
Une surface d'entrée non plane peut être modélisée en introduisant un domaine remplid'eau dans la pièce maillée. Enfin, dans le cas d'une propagation dans un milieu homogène, uncoefficient d'atténuation peut être désormais introduit.
Le code CHAMP-SONS, développé par le CEA, permet également de calculer le champultrasonore rayonné dans une pièce anisotrope et hétérogène par un traducteur contact ouimmergé dans un couplant liquide. Le problème est cette fois-ci traité dans un espace 3D. Lasurface du traducteur large-bandes peut être quelconque et l'interface d'entrée peut être planeou cylindrique.
Les géométries de pièces complexes peuvent être définies par le biais d'un logiciel deCAO. La soudure est décrite par un ensemble de domaines anisotropes homogènescaractérisés par neuf constantes d'élasticité (milieu orthotrope) et une orientation des grainsdéfinie par les trois angles d'Euler.
Le modèle théorique de propagation des ondes se base sur une méthode dite semi-analytique. La première partie du calcul consiste à discrétiser la surface du traducteur ensources ponctuelles et à calculer de manière analytique la contribution de chaque source enchaque point de calcul. Cette partie fait appel à des approximations qui permettent toutefoisune précision tout à fait satisfaisante tout en diminuant sensiblement les temps de calcul. Laprédiction correcte de chaque contribution nécessite l'utilisation conjointe de deux méthodeséquivalentes :
- méthode de la phase stationnaire : la formulation exacte du déplacement en un point decalcul se résume en une intégrale double de spectres angulaires d'ondes planes. Ces dernièrespouvant être fortement déphasées, il est en fait montré que seules les ondes pour lesquelles laphase devient stationnaire sont à prendre compte ;
- méthode géométrique dite des pinceaux : l'ensemble des rayons provenant d'une sourceponctuelle est contenu dans un pinceau. En appliquant le principe de conservation d'énergie, ilest alors possible de remonter à la valeur de l'intensité acoustique puis à celle du déplacementau point de calcul. L'intérêt de cette méthode est de décrire simplement l'évolution del'intensité acoustique au cours d'une propagation dans un milieu hétérogène aprèsfranchissements d'interfaces de formes quelconques.
La seconde partie des calculs consiste à sommer l'ensemble des contributions pourremonter au champ total. Cette intégrale de surface nécessite une évaluation numérique.
Les champs des ondes de compression et de cisaillement peuvent être calculéssimultanément et différentes quantités acoustiques peuvent être visualisées (déplacement etvitesse des particules par exemple).

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
101
Enfin il est possible de coupler CHAMP-SONS avec le logiciel MEPHISTO pourdéterminer l'interaction du faisceau avec un défaut. Cette opération n'est pour l'instantdisponible que pour une propagation dans un milieu isotrope et homogène.
Des calculs de comparaison entre les deux codes ont été effectués, en 2D, pour unepropagation dans un unique domaine anisotrope homogène avec différentes orientations desgrains [GEN 99]. Les résultats obtenus ont montré une très bonne correspondance entre lesdeux codes. Nous ne présenterons pas dans ce manuscrit de calcul avec CHAMP-SONS 3Dcorrespondant au cas anisotrope et hétérogène, le développement de ce cas étant récent et sonimplémentation étant en cours. Toutefois, un premier calcul pour une configuration decontrôle en L0 dans une soudure industrielle du circuit primaire anisotrope et hétérogènemontre là aussi un bon accord entre les résultats obtenus avec les deux codes [CHA 00].
3.2 Etude en transmission sur la soudure D704
Cette soudure, qui présente des lignes de solidification marquées avec un axe de fibrelégèrement désorienté par rapport à la verticale, a été décrite au paragraphe 2.2.1.1.
3.2.1 Mode opératoire
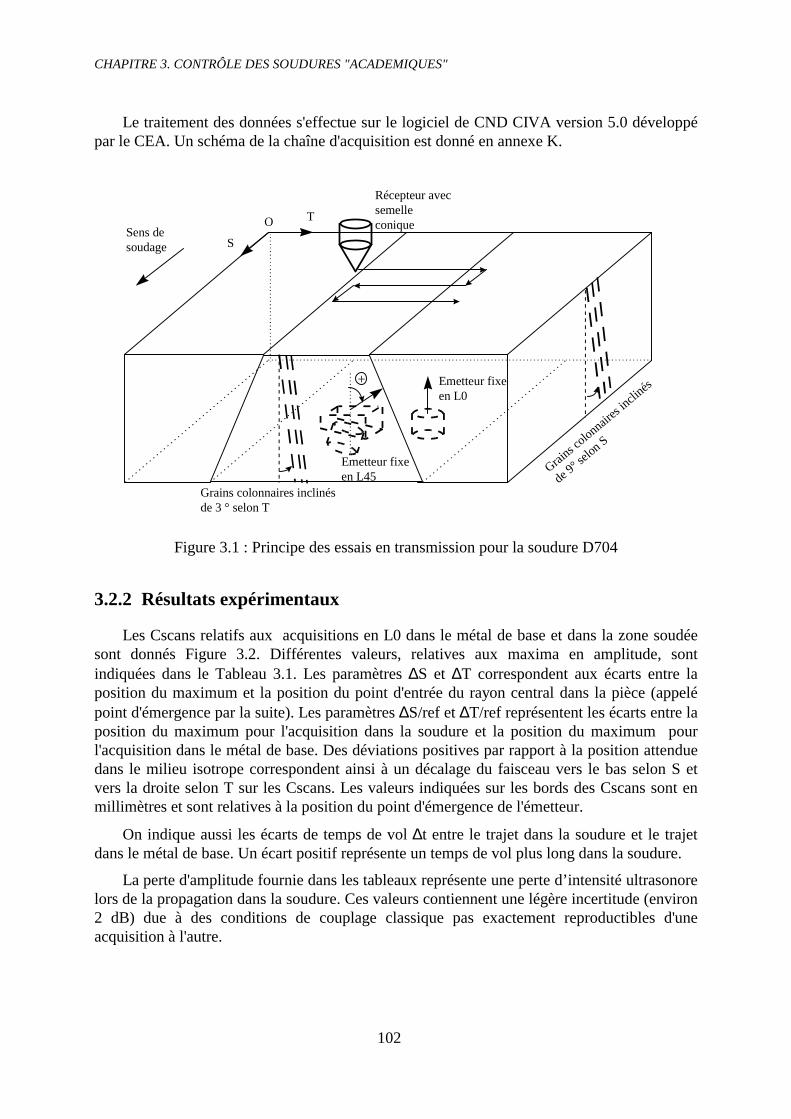
Les essais ont été réalisés selon le mode opératoire schématisé sur la Figure 3.1.
Un émetteur fixe est positionné avec une précision de l'ordre du millimètre sur la faced’entrée du bloc de contrôle. C'est un traducteur Krautkrämer (série 59CW) monoélément,piézocomposite, au contact, avec une fréquence centrale de 2.25 MHz et une réponsefréquentielle large-bande. Le diamètre de sa pastille est de 20 mm et il émet des ondes decompression à incidence normale (mode L0). Ce traducteur est ensuite couplé avec un saboten Plexiglas adapté afin d'étudier la propagation des ondes de compression à 45° (mode L45).Nous rappelons que, d'après l'étude bibliographique, l'utilisation d'une fréquence proche de2 MHz est recommandée pour le contrôle des soudures austénitiques.
Un récepteur balaie la face opposée permettant ainsi d’obtenir une cartographie du champultrasonore après une traversée de soudure. Ce récepteur, mis au point au CEA, est constituéd’un traducteur L0 (fréquence 2.25 MHz, diamètre 13 mm) fixé sur une semelle conique enPlexiglas usinée de telle manière que la surface de contact sur le bloc soit un disque d’environ2 mm de diamètre [MAH 99]. Le balayage s’effectue selon la direction transverse (axe T) etl’incrémentation selon la direction de soudage (axe S). L'origine du balayage correspond aucoin supérieur gauche des Cscans.
Des acquisitions préliminaires avaient été réalisées avec en réception une sonde EMATsensible aux ondes de compression. Toutefois, des essais du CEA ont montré que le dispositifavec le cône en Plexiglas offrait de meilleurs performances en termes de sensibilité et derapport signal sur bruit.
Pour chaque cas de contrôle, une acquisition servant de référence est réalisée dans lemétal de base.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
102
Le traitement des données s'effectue sur le logiciel de CND CIVA version 5.0 développépar le CEA. Un schéma de la chaîne d'acquisition est donné en annexe K.
O T
SSens desoudage
Emetteur fixeen L45
Emetteur fixeen L0
Récepteur avecsemelleconique
Grains colonnaires inclinésde 3 ° selon T
Grains c
olonnaires
inclinés
de 9° s
elon S
+
Figure 3.1 : Principe des essais en transmission pour la soudure D704
3.2.2 Résultats expérimentaux
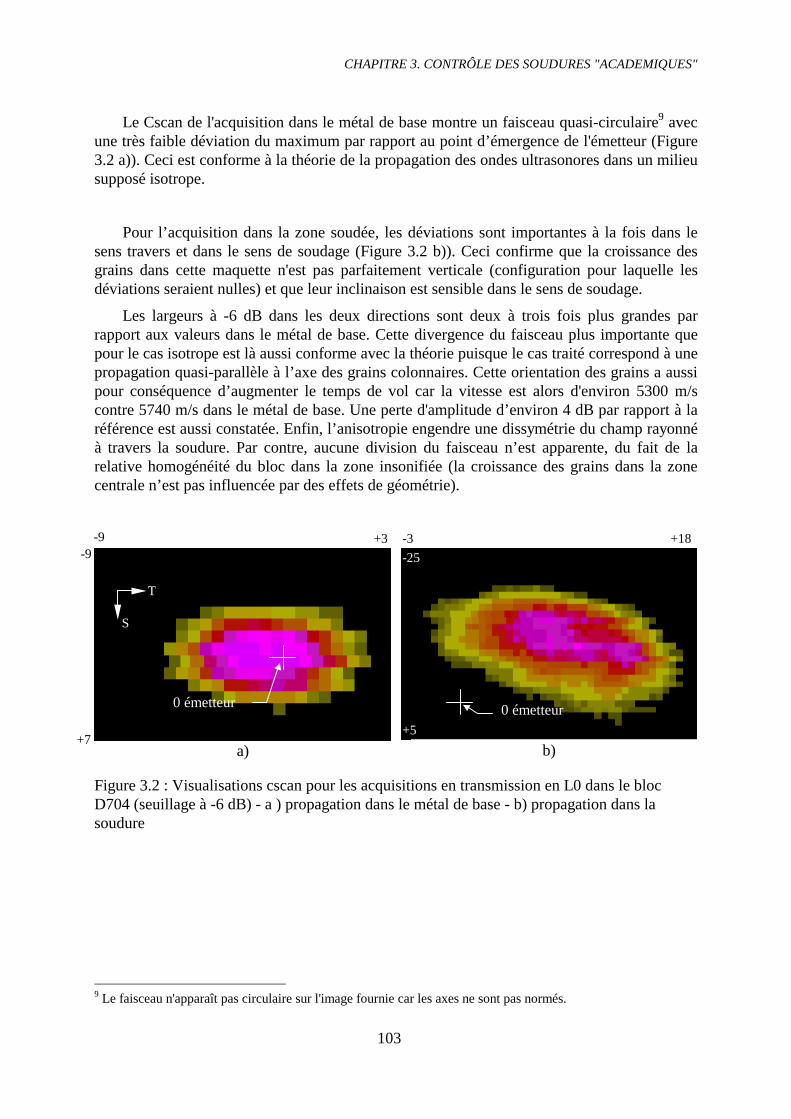
Les Cscans relatifs aux acquisitions en L0 dans le métal de base et dans la zone soudéesont donnés Figure 3.2. Différentes valeurs, relatives aux maxima en amplitude, sontindiquées dans le Tableau 3.1. Les paramètres ∆S et ∆T correspondent aux écarts entre laposition du maximum et la position du point d'entrée du rayon central dans la pièce (appelépoint d'émergence par la suite). Les paramètres ∆S/ref et ∆T/ref représentent les écarts entre laposition du maximum pour l'acquisition dans la soudure et la position du maximum pourl'acquisition dans le métal de base. Des déviations positives par rapport à la position attenduedans le milieu isotrope correspondent ainsi à un décalage du faisceau vers le bas selon S etvers la droite selon T sur les Cscans. Les valeurs indiquées sur les bords des Cscans sont enmillimètres et sont relatives à la position du point d'émergence de l'émetteur.
On indique aussi les écarts de temps de vol ∆t entre le trajet dans la soudure et le trajetdans le métal de base. Un écart positif représente un temps de vol plus long dans la soudure.
La perte d'amplitude fournie dans les tableaux représente une perte d’intensité ultrasonorelors de la propagation dans la soudure. Ces valeurs contiennent une légère incertitude (environ2 dB) due à des conditions de couplage classique pas exactement reproductibles d'uneacquisition à l'autre.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
103
Le Cscan de l'acquisition dans le métal de base montre un faisceau quasi-circulaire9 avecune très faible déviation du maximum par rapport au point d’émergence de l'émetteur (Figure3.2 a)). Ceci est conforme à la théorie de la propagation des ondes ultrasonores dans un milieusupposé isotrope.
Pour l’acquisition dans la zone soudée, les déviations sont importantes à la fois dans lesens travers et dans le sens de soudage (Figure 3.2 b)). Ceci confirme que la croissance desgrains dans cette maquette n'est pas parfaitement verticale (configuration pour laquelle lesdéviations seraient nulles) et que leur inclinaison est sensible dans le sens de soudage.
Les largeurs à -6 dB dans les deux directions sont deux à trois fois plus grandes parrapport aux valeurs dans le métal de base. Cette divergence du faisceau plus importante quepour le cas isotrope est là aussi conforme avec la théorie puisque le cas traité correspond à unepropagation quasi-parallèle à l’axe des grains colonnaires. Cette orientation des grains a aussipour conséquence d’augmenter le temps de vol car la vitesse est alors d'environ 5300 m/scontre 5740 m/s dans le métal de base. Une perte d'amplitude d’environ 4 dB par rapport à laréférence est aussi constatée. Enfin, l’anisotropie engendre une dissymétrie du champ rayonnéà travers la soudure. Par contre, aucune division du faisceau n’est apparente, du fait de larelative homogénéité du bloc dans la zone insonifiée (la croissance des grains dans la zonecentrale n’est pas influencée par des effets de géométrie).
a) b)
Figure 3.2 : Visualisations cscan pour les acquisitions en transmission en L0 dans le blocD704 (seuillage à -6 dB) - a ) propagation dans le métal de base - b) propagation dans lasoudure
9 Le faisceau n'apparaît pas circulaire sur l'image fournie car les axes ne sont pas normés.
T
S
0 émetteur0 émetteur
-9
+7
+3-9
-25
+5
-3 +18
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
104
Tableau 3.1 : Résultats expérimentaux en transmission en L0 pour le bloc D704
Milieu Perte d'amplit./référ. (dB)
∆T(mm)
∆T/ref(mm)
∆S(mm)
∆S/ref(mm)
∆t(µs)
larg. - 6 Dben T (mm)
larg. - 6 Dben S (mm)
Métal de base / -2 / 0 / / 8 7Soudure 4.0 9 11 -10 -10 0.52 18 20
Les résultats pour une onde L45 sont indiqués dans le Tableau 3.2. Les courbeséchodynamiques correspondantes sont données Figure 3.3.
Une légère division du faisceau pour l’acquisition dans la zone soudée est tout d'abordconstatée. Elle peut être la conséquence d'une hétérogénéité locale marquée le long du trajetultrasonore par rapport au cas L0.
Les déviations du pic relatif au rayon central sont par contre plus faibles que pour le modeL0, à la fois dans le sens travers et dans le sens de soudage. En effet, cette configuration decontrôle correspond à une propagation à environ 45° des grains pour laquelle la théorieindique une déviation nulle des ondes quasi-longitudinales (cf Figure 1.13).
La largeur à -6 dB dans la direction de balayage est environ 2 fois plus faible que pour laréférence. Là encore, ce phénomène de focalisation est lié à une propagation à 45° des grains.Cette focalisation limite la perte d'amplitude qui est égale à la valeur trouvée en L0 alors quele trajet parcouru est plus long.
D’autre part, la théorie prévoit une vitesse plus élevée que le cas isotrope ce qui seconfirme au niveau des écarts des temps de vol.
En conclusion, vu le peu de perturbations du faisceau (pas de déviation ou de divisionsignificatives) par rapport à la longueur du trajet dans le matériau soudé, le mode L45 est unmode de contrôle favorable dans ce type de soudure. Par voie de conséquence, l’obtention dece type de structure semble être conseillée pour faciliter le contrôle par ultrasons dès lorsqu’une propagation en onde L45 est permise. Ce résultat est conforme aux travaux deTomlinson [TOM 80] présentés dans le paragraphe 1.1.3.3.
Enfin, contrairement au cas isotrope, le pic caractéristique de l’onde de cisaillementréfractée à l’interface est situé hors de la zone de mesure à cause de la déviation du faisceau.En effet, pour cette onde et pour cette orientation des grains, le faisceau d’énergie sepropagera à environ -20° par rapport à la verticale et non à +22° comme pour le cas isotrope(la convention pour les signes des angles est indiquée sur la Figure 3.1). Nous reviendrons surces aspects de déviation pour les ondes quasi-transversales à polarisation verticale dans leparagraphe 3.3.3 relatif aux contrôles en mode échographique.

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
105
a) b)
Figure 3.3 : Courbes échodynamiques pour les acquisitions en transmission en L45 dans lebloc D704 - a) propagation dans le métal de base -b) propagation dans la soudure
Tableau 3.2 : Résultats expérimentaux en transmission en L45 pour le bloc D704
Milieu Perte d'amplit./référ. (dB)
∆T/ref (mm) ∆S/ref (mm) ∆t (µs) larg. - 6 Dben T (mm)
larg. - 6 Dben S (mm)
Métal de base 0 / / / 21 12Soudure 4.0 3.5 -4 -0.48 12 12
Les résultats en L0 pour la seconde soudure académique D703 ont révélé des divisions defaisceau plus nettes et des déviations importantes selon T et faibles selon S. Ceci est conformeaux observations du chapitre 2 qui révélait une hétérogénéité plus marquée de la soudure etune faible inclinaison des grains dans le sens de soudage.
3.2.3 Modélisation par le code Champ-sons 3D
Seul le cas de la propagation en L0 a été traité pour l'instant. Du fait que le faisceau soitdévié à la fois selon l'axe S et l'axe T, la modélisation requiert l’utilisation d’un code 3D, d'oùle choix de CHAMP-SONS. D'autre part, les observations métallographiques ayant révélé unerelative homogénéité de la structure dans la zone insonifiée, le problème est simplifié à lapropagation dans un unique domaine anisotrope. Cette hypothèse permet alors de diminuer letemps de calcul.
Le domaine est caractérisé par une symétrie orthotrope dont les constantes d’élasticitésont indiquées dans le Tableau 2.9 et dont les axes de symétrie sont définis par les anglesd’Euler déterminés par l’analyse en diffraction des rayons X.
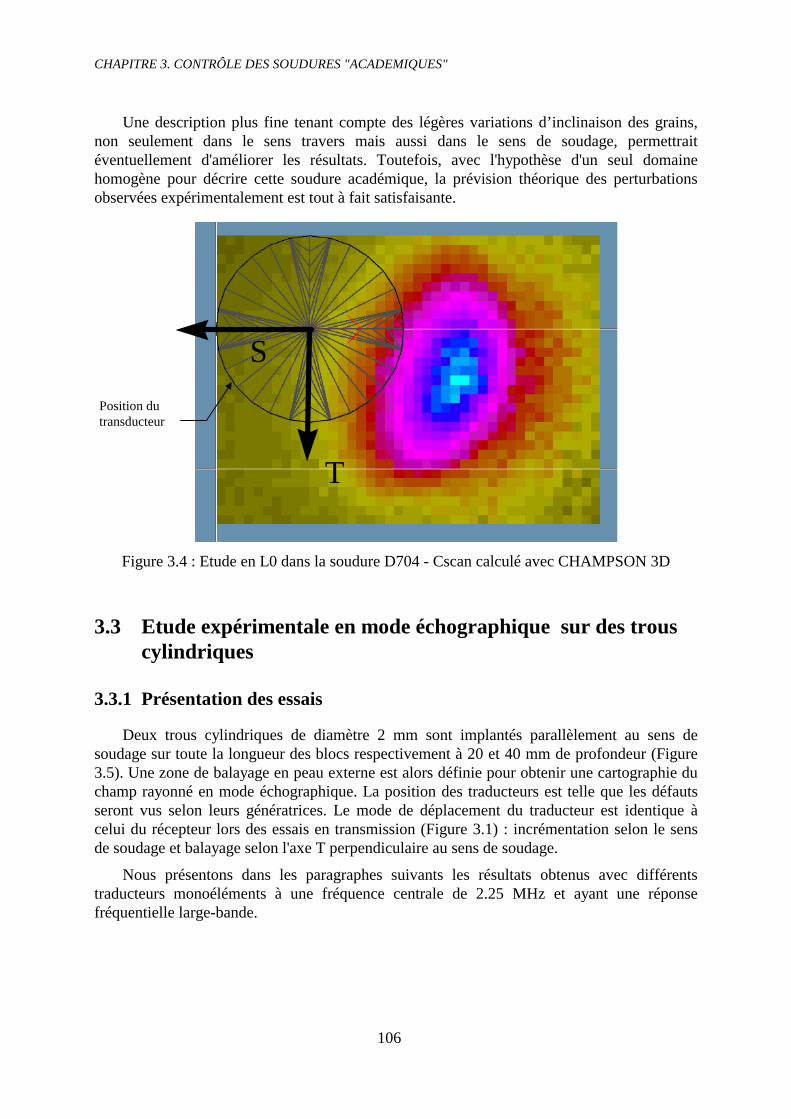
D'après la Figure 3.4 le champ rayonné calculé a une allure identique à celui del’expérience. On retrouve notamment une déviation positive selon T et négative selon S et unelégère dissymétrie du champ rayonné. La valeur de déviation est toutefois minorée selon T(6 mm) et majorée selon S (14 mm). Différentes raisons peuvent expliquer ces écarts : lasimplification du problème à un unique domaine homogène, l'incertitude sur les constantesd'élasticité, l'incertitude sur les orientations des grains due aux mesures et au fait que lastructure évolue légèrement selon la position sur l'axe de soudage.
Le faisceau calculé est un peu moins large que le faisceau expérimental. L'origine de cetécart peut venir du diamètre du récepteur (la réception n'étant pas simulée dans le calcul) maispeut aussi être lié aux différentes incertitudes évoquées ci-dessus.
Onde LOnde TOnde QL
A (pts) A (pts)
T T
8 74 16 82
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
106
Une description plus fine tenant compte des légères variations d’inclinaison des grains,non seulement dans le sens travers mais aussi dans le sens de soudage, permettraitéventuellement d'améliorer les résultats. Toutefois, avec l'hypothèse d'un seul domainehomogène pour décrire cette soudure académique, la prévision théorique des perturbationsobservées expérimentalement est tout à fait satisfaisante.
T
S
Figure 3.4 : Etude en L0 dans la soudure D704 - Cscan calculé avec CHAMPSON 3D
3.3 Etude expérimentale en mode échographique sur des trouscylindriques
3.3.1 Présentation des essais
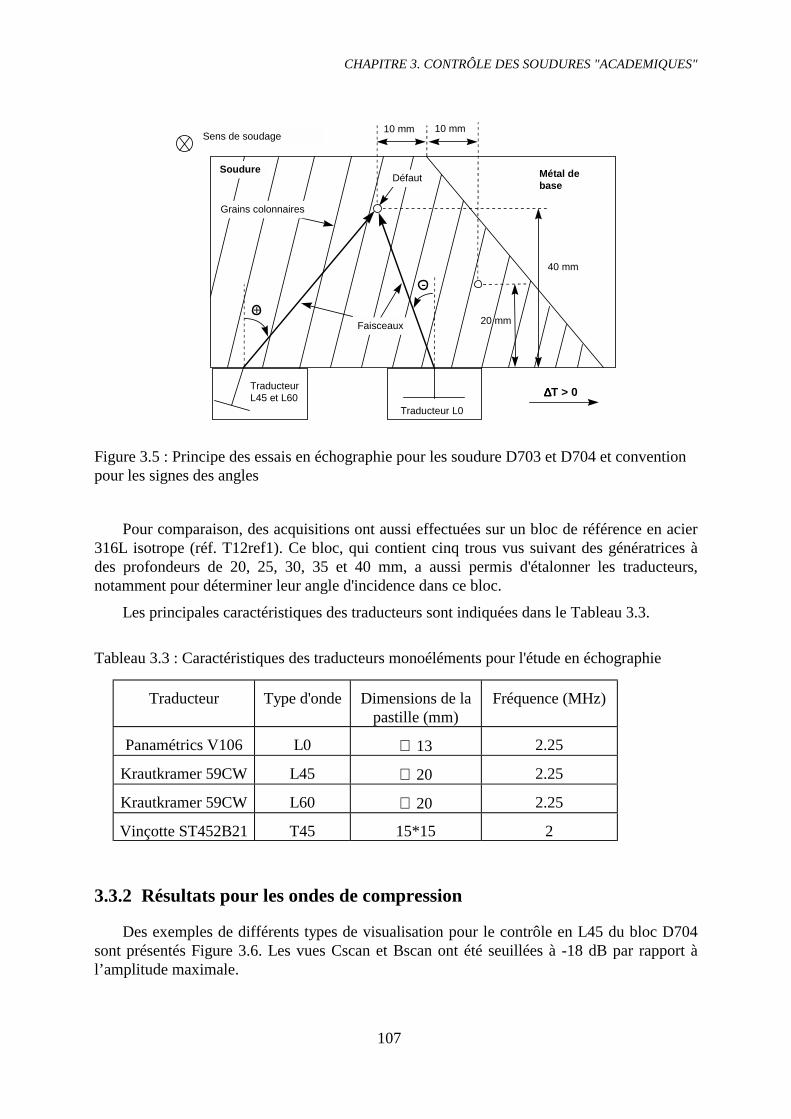
Deux trous cylindriques de diamètre 2 mm sont implantés parallèlement au sens desoudage sur toute la longueur des blocs respectivement à 20 et 40 mm de profondeur (Figure3.5). Une zone de balayage en peau externe est alors définie pour obtenir une cartographie duchamp rayonné en mode échographique. La position des traducteurs est telle que les défautsseront vus selon leurs génératrices. Le mode de déplacement du traducteur est identique àcelui du récepteur lors des essais en transmission (Figure 3.1) : incrémentation selon le sensde soudage et balayage selon l'axe T perpendiculaire au sens de soudage.
Nous présentons dans les paragraphes suivants les résultats obtenus avec différentstraducteurs monoéléments à une fréquence centrale de 2.25 MHz et ayant une réponsefréquentielle large-bande.
Position dutransducteur
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
107
Métal debase
Traducteur L0
DéfautSoudure
Faisceaux
Grains colonnaires
TraducteurL45 et L60
40 mm
20 mm
10 mm 10 mm
∆∆∆∆T > 0
Sens de soudage
+
-
Figure 3.5 : Principe des essais en échographie pour les soudure D703 et D704 et conventionpour les signes des angles
Pour comparaison, des acquisitions ont aussi effectuées sur un bloc de référence en acier316L isotrope (réf. T12ref1). Ce bloc, qui contient cinq trous vus suivant des génératrices àdes profondeurs de 20, 25, 30, 35 et 40 mm, a aussi permis d'étalonner les traducteurs,notamment pour déterminer leur angle d'incidence dans ce bloc.
Les principales caractéristiques des traducteurs sont indiquées dans le Tableau 3.3.
Tableau 3.3 : Caractéristiques des traducteurs monoéléments pour l'étude en échographie
Traducteur Type d'onde Dimensions de lapastille (mm)
Fréquence (MHz)
Panamétrics V106 L0 ∅ 13 2.25
Krautkramer 59CW L45 ∅ 20 2.25
Krautkramer 59CW L60 ∅ 20 2.25
Vinçotte ST452B21 T45 15*15 2
3.3.2 Résultats pour les ondes de compression
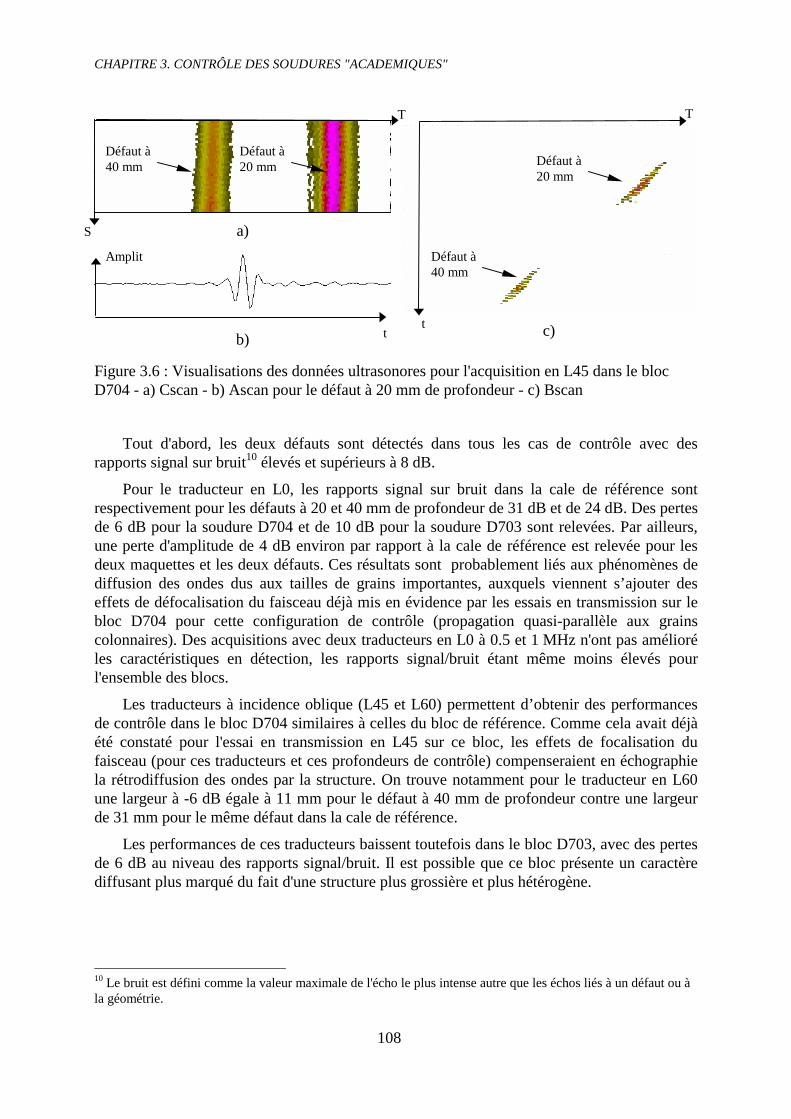
Des exemples de différents types de visualisation pour le contrôle en L45 du bloc D704sont présentés Figure 3.6. Les vues Cscan et Bscan ont été seuillées à -18 dB par rapport àl’amplitude maximale.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
108
a)
b)c)
Figure 3.6 : Visualisations des données ultrasonores pour l'acquisition en L45 dans le blocD704 - a) Cscan - b) Ascan pour le défaut à 20 mm de profondeur - c) Bscan
Tout d'abord, les deux défauts sont détectés dans tous les cas de contrôle avec desrapports signal sur bruit10 élevés et supérieurs à 8 dB.
Pour le traducteur en L0, les rapports signal sur bruit dans la cale de référence sontrespectivement pour les défauts à 20 et 40 mm de profondeur de 31 dB et de 24 dB. Des pertesde 6 dB pour la soudure D704 et de 10 dB pour la soudure D703 sont relevées. Par ailleurs,une perte d'amplitude de 4 dB environ par rapport à la cale de référence est relevée pour lesdeux maquettes et les deux défauts. Ces résultats sont probablement liés aux phénomènes dediffusion des ondes dus aux tailles de grains importantes, auxquels viennent s’ajouter deseffets de défocalisation du faisceau déjà mis en évidence par les essais en transmission sur lebloc D704 pour cette configuration de contrôle (propagation quasi-parallèle aux grainscolonnaires). Des acquisitions avec deux traducteurs en L0 à 0.5 et 1 MHz n'ont pas amélioréles caractéristiques en détection, les rapports signal/bruit étant même moins élevés pourl'ensemble des blocs.
Les traducteurs à incidence oblique (L45 et L60) permettent d’obtenir des performancesde contrôle dans le bloc D704 similaires à celles du bloc de référence. Comme cela avait déjàété constaté pour l'essai en transmission en L45 sur ce bloc, les effets de focalisation dufaisceau (pour ces traducteurs et ces profondeurs de contrôle) compenseraient en échographiela rétrodiffusion des ondes par la structure. On trouve notamment pour le traducteur en L60une largeur à -6 dB égale à 11 mm pour le défaut à 40 mm de profondeur contre une largeurde 31 mm pour le même défaut dans la cale de référence.
Les performances de ces traducteurs baissent toutefois dans le bloc D703, avec des pertesde 6 dB au niveau des rapports signal/bruit. Il est possible que ce bloc présente un caractèrediffusant plus marqué du fait d'une structure plus grossière et plus hétérogène.
10 Le bruit est défini comme la valeur maximale de l'écho le plus intense autre que les échos liés à un défaut ou àla géométrie.
Amplit
tt
TT
S
Défaut à40 mm
Défaut à20 mm
Défaut à40 mm
Défaut à20 mm
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
109
Discussion sur les résultats en terme de déviation et de temps de parcours :
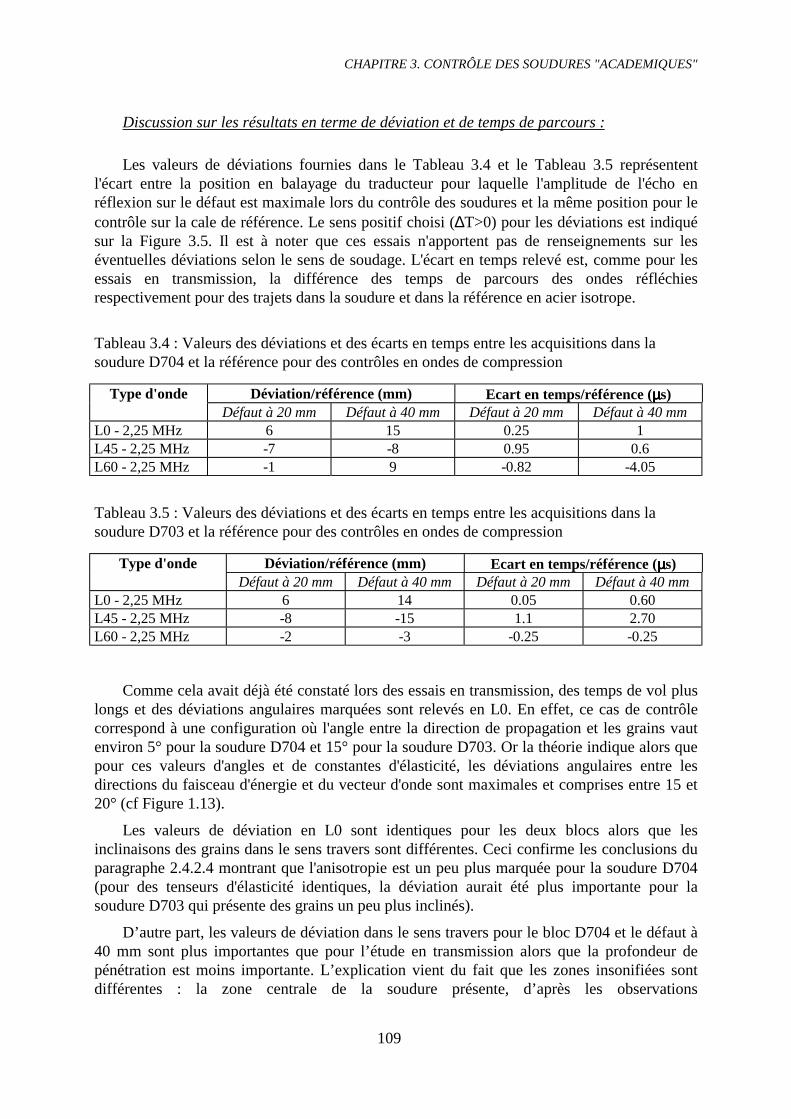
Les valeurs de déviations fournies dans le Tableau 3.4 et le Tableau 3.5 représententl'écart entre la position en balayage du traducteur pour laquelle l'amplitude de l'écho enréflexion sur le défaut est maximale lors du contrôle des soudures et la même position pour lecontrôle sur la cale de référence. Le sens positif choisi (∆T>0) pour les déviations est indiquésur la Figure 3.5. Il est à noter que ces essais n'apportent pas de renseignements sur leséventuelles déviations selon le sens de soudage. L'écart en temps relevé est, comme pour lesessais en transmission, la différence des temps de parcours des ondes réfléchiesrespectivement pour des trajets dans la soudure et dans la référence en acier isotrope.
Tableau 3.4 : Valeurs des déviations et des écarts en temps entre les acquisitions dans lasoudure D704 et la référence pour des contrôles en ondes de compression
Type d'onde Déviation/référence (mm) Ecart en temps/référence (µµµµs)Défaut à 20 mm Défaut à 40 mm Défaut à 20 mm Défaut à 40 mm
L0 - 2,25 MHz 6 15 0.25 1L45 - 2,25 MHz -7 -8 0.95 0.6L60 - 2,25 MHz -1 9 -0.82 -4.05
Tableau 3.5 : Valeurs des déviations et des écarts en temps entre les acquisitions dans lasoudure D703 et la référence pour des contrôles en ondes de compression
Type d'onde Déviation/référence (mm) Ecart en temps/référence (µµµµs)Défaut à 20 mm Défaut à 40 mm Défaut à 20 mm Défaut à 40 mm
L0 - 2,25 MHz 6 14 0.05 0.60L45 - 2,25 MHz -8 -15 1.1 2.70L60 - 2,25 MHz -2 -3 -0.25 -0.25
Comme cela avait déjà été constaté lors des essais en transmission, des temps de vol pluslongs et des déviations angulaires marquées sont relevés en L0. En effet, ce cas de contrôlecorrespond à une configuration où l'angle entre la direction de propagation et les grains vautenviron 5° pour la soudure D704 et 15° pour la soudure D703. Or la théorie indique alors quepour ces valeurs d'angles et de constantes d'élasticité, les déviations angulaires entre lesdirections du faisceau d'énergie et du vecteur d'onde sont maximales et comprises entre 15 et20° (cf Figure 1.13).
Les valeurs de déviation en L0 sont identiques pour les deux blocs alors que lesinclinaisons des grains dans le sens travers sont différentes. Ceci confirme les conclusions duparagraphe 2.4.2.4 montrant que l'anisotropie est un peu plus marquée pour la soudure D704(pour des tenseurs d'élasticité identiques, la déviation aurait été plus importante pour lasoudure D703 qui présente des grains un peu plus inclinés).
D’autre part, les valeurs de déviation dans le sens travers pour le bloc D704 et le défaut à40 mm sont plus importantes que pour l’étude en transmission alors que la profondeur depénétration est moins importante. L’explication vient du fait que les zones insonifiées sontdifférentes : la zone centrale de la soudure présente, d’après les observations
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
110
métallographiques, des inclinaisons des grains moins importantes que celles de la zoneinsonifiée lors des essais en mode échographique.
Enfin, des acquisitions avec des traducteurs à 0.5 et 1 MHz ont conduit à des écarts entemps et à des valeurs de déviation très proches de celles trouvées à 2.25 MHz. Ceciconfirmerait le caractère dispersif peu marqué du matériau dans la gamme de fréquencecouramment utilisée en contrôle.
Pour les incidences à 45 et 60°, les comportements diffèrent selon la soudure. Pour lebloc D704, les deux configurations conduisent à des déviations faibles compte-tenu des trajetsparcourus. En L60, comme les grains sont quasiment verticaux dans la zone centraleinsonifiée pour détecter le défaut à 40 mm, la déviation angulaire est de l'ordre de 5° (cfFigure 1.13). La position du traducteur donnant l'écho maximal est alors rapprochée parrapport au cas isotrope et, par conséquent, le trajet et le temps de parcours sont moinsimportants.
L'essai en L45 confirme de plus que les différentes zones insonifiées ne présentent pas lesmêmes textures selon le défaut à détecter. En effet, les déviations en balayage sont égalesalors que la profondeur diffère, donc les déviations angulaires ne sont pas les mêmes.
Pour le bloc D703, l'inclinaison des grains étant comprise entre 10 et 15° au centre de lasoudure, le capteur en L60 conduit à une propagation à 45° des grains (Figure 3.5) et donc àdes déviations minimes. En contrepartie, le contrôle en L45 donne des résultats éloignés deceux de la référence.
Enfin, les fluctuations des valeurs selon la ligne de balayage étudiée sont très faibles. Ontrouve ainsi, pour l'ensemble des acquisitions, un écart-type maximal de 1 mm pour laposition en balayage. Ceci est bien illustré sur le Cscan de la Figure 3.6 et confirme lesobservations métallographiques dans le plan de coupe parallèle au sens de soudage surlesquelles la structure apparaissait relativement homogène. En ce qui concerne les temps deparcours, l'écart-type n’est là encore pas significatif (de 0.1 µs en L0 à 0.25 µs en L60).
Visualisation des Bscans vrais :
Ce type de visualisation permet le repositionnement du défaut à la fois selon l'axe debalayage et selon la profondeur. Le temps, représenté sur le Bscan classique, est alorsremplacé en ordonnée par la profondeur sur le Bscan vrai. Cette opération nécessite deconnaître les quatre paramètres suivants : l'angle de réfraction dans la pièce à contrôler, lavitesse de propagation, le point d'émergence et le temps de retard (défini comme le temps deparcours du rayon central entre la pastille et l'interface d'entrée) du traducteur. Il est à noterque cette visualisation n'est valable que pour des matériaux à structures homogènes. Elle estdonc applicable aux deux soudures académiques en faisant à nouveau l'hypothèse qu'ellesprésentent des grains orientés selon une direction unique dans le plan de balayage. Nousrappelons que, d'après le chapitre 2, cette hypothèse est en partie justifiée, même si lesrésultats de déviation du paragraphe précédent ont montré que l'orientation des grains diffèrelégèrement selon la zone de localisation du défaut.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
111
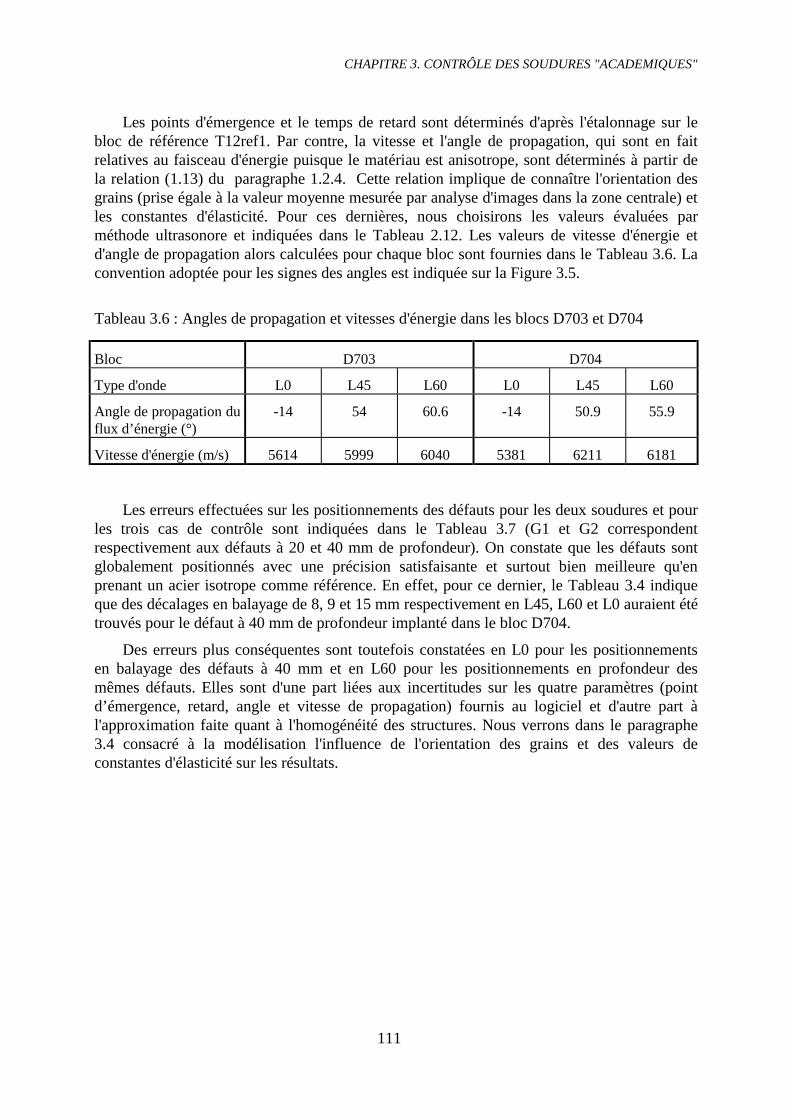
Les points d'émergence et le temps de retard sont déterminés d'après l'étalonnage sur lebloc de référence T12ref1. Par contre, la vitesse et l'angle de propagation, qui sont en faitrelatives au faisceau d'énergie puisque le matériau est anisotrope, sont déterminés à partir dela relation (1.13) du paragraphe 1.2.4. Cette relation implique de connaître l'orientation desgrains (prise égale à la valeur moyenne mesurée par analyse d'images dans la zone centrale) etles constantes d'élasticité. Pour ces dernières, nous choisirons les valeurs évaluées parméthode ultrasonore et indiquées dans le Tableau 2.12. Les valeurs de vitesse d'énergie etd'angle de propagation alors calculées pour chaque bloc sont fournies dans le Tableau 3.6. Laconvention adoptée pour les signes des angles est indiquée sur la Figure 3.5.
Tableau 3.6 : Angles de propagation et vitesses d'énergie dans les blocs D703 et D704
Bloc D703 D704
Type d'onde L0 L45 L60 L0 L45 L60
Angle de propagation duflux d’énergie (°)
-14 54 60.6 -14 50.9 55.9
Vitesse d'énergie (m/s) 5614 5999 6040 5381 6211 6181
Les erreurs effectuées sur les positionnements des défauts pour les deux soudures et pourles trois cas de contrôle sont indiquées dans le Tableau 3.7 (G1 et G2 correspondentrespectivement aux défauts à 20 et 40 mm de profondeur). On constate que les défauts sontglobalement positionnés avec une précision satisfaisante et surtout bien meilleure qu'enprenant un acier isotrope comme référence. En effet, pour ce dernier, le Tableau 3.4 indiqueque des décalages en balayage de 8, 9 et 15 mm respectivement en L45, L60 et L0 auraient ététrouvés pour le défaut à 40 mm de profondeur implanté dans le bloc D704.
Des erreurs plus conséquentes sont toutefois constatées en L0 pour les positionnementsen balayage des défauts à 40 mm et en L60 pour les positionnements en profondeur desmêmes défauts. Elles sont d'une part liées aux incertitudes sur les quatre paramètres (pointd’émergence, retard, angle et vitesse de propagation) fournis au logiciel et d'autre part àl'approximation faite quant à l'homogénéité des structures. Nous verrons dans le paragraphe3.4 consacré à la modélisation l'influence de l'orientation des grains et des valeurs deconstantes d'élasticité sur les résultats.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
112
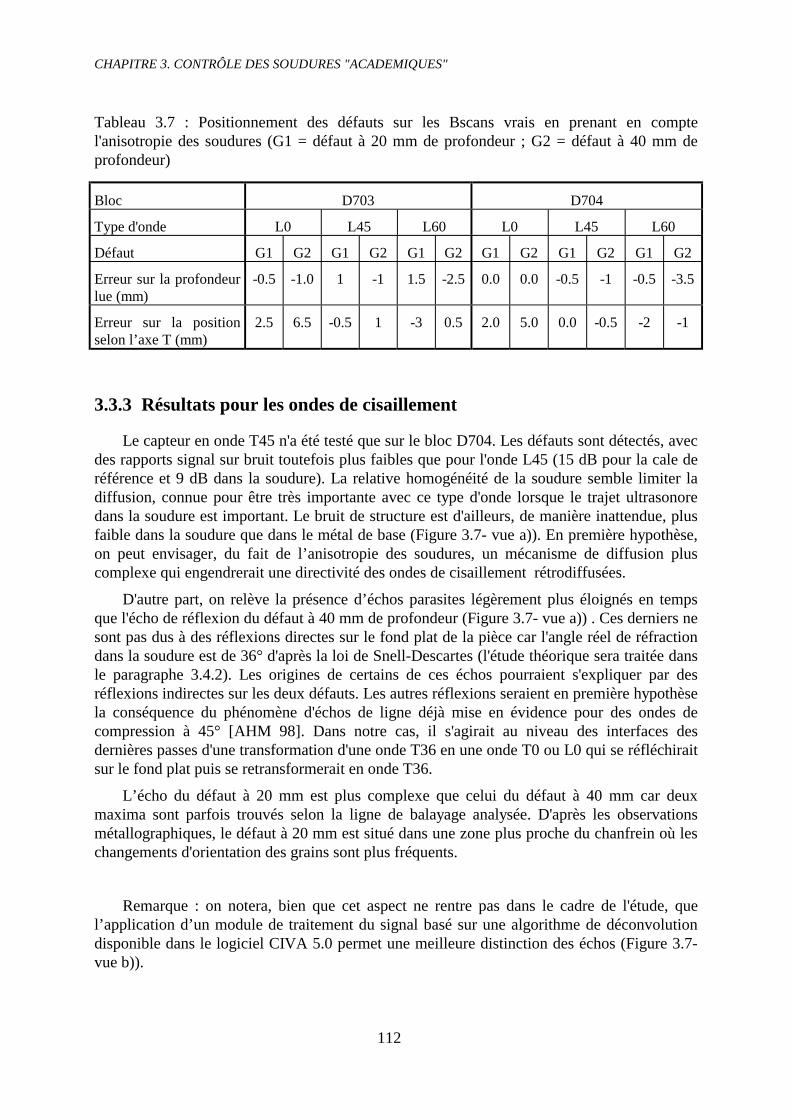
Tableau 3.7 : Positionnement des défauts sur les Bscans vrais en prenant en comptel'anisotropie des soudures (G1 = défaut à 20 mm de profondeur ; G2 = défaut à 40 mm deprofondeur)
Bloc D703 D704
Type d'onde L0 L45 L60 L0 L45 L60
Défaut G1 G2 G1 G2 G1 G2 G1 G2 G1 G2 G1 G2
Erreur sur la profondeurlue (mm)
-0.5 -1.0 1 -1 1.5 -2.5 0.0 0.0 -0.5 -1 -0.5 -3.5
Erreur sur la positionselon l’axe T (mm)
2.5 6.5 -0.5 1 -3 0.5 2.0 5.0 0.0 -0.5 -2 -1
3.3.3 Résultats pour les ondes de cisaillement
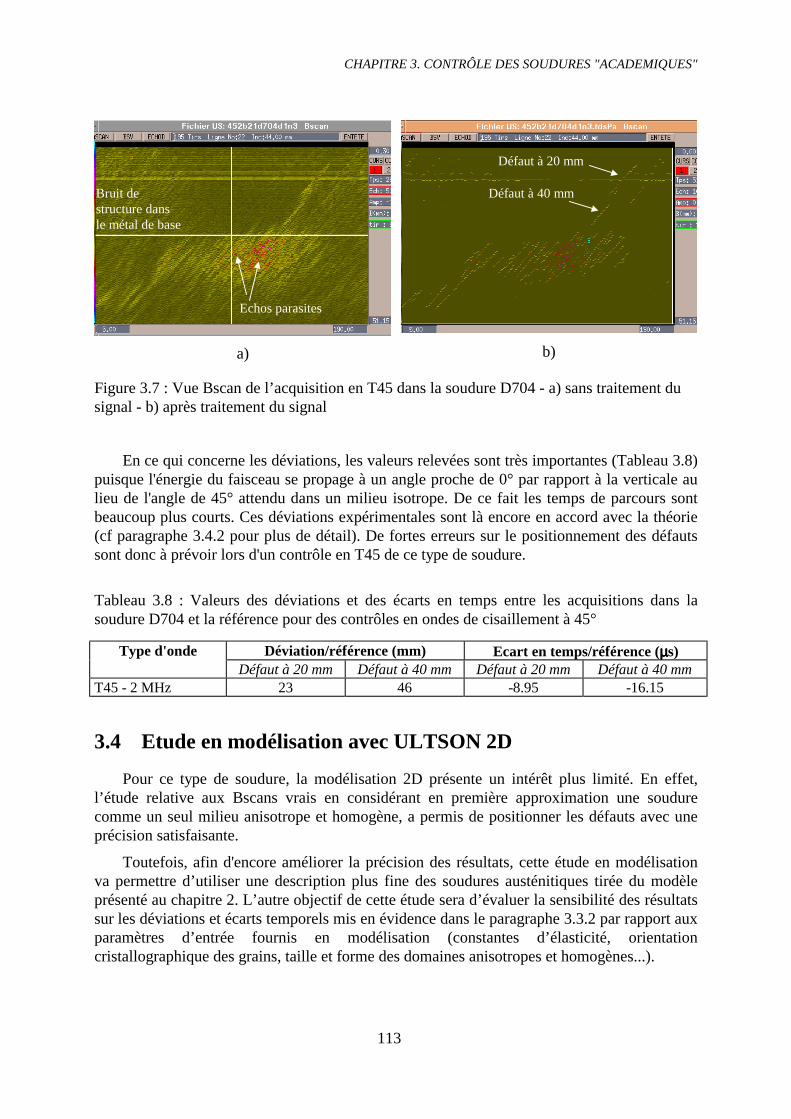
Le capteur en onde T45 n'a été testé que sur le bloc D704. Les défauts sont détectés, avecdes rapports signal sur bruit toutefois plus faibles que pour l'onde L45 (15 dB pour la cale deréférence et 9 dB dans la soudure). La relative homogénéité de la soudure semble limiter ladiffusion, connue pour être très importante avec ce type d'onde lorsque le trajet ultrasonoredans la soudure est important. Le bruit de structure est d'ailleurs, de manière inattendue, plusfaible dans la soudure que dans le métal de base (Figure 3.7- vue a)). En première hypothèse,on peut envisager, du fait de l’anisotropie des soudures, un mécanisme de diffusion pluscomplexe qui engendrerait une directivité des ondes de cisaillement rétrodiffusées.
D'autre part, on relève la présence d’échos parasites légèrement plus éloignés en tempsque l'écho de réflexion du défaut à 40 mm de profondeur (Figure 3.7- vue a)) . Ces derniers nesont pas dus à des réflexions directes sur le fond plat de la pièce car l'angle réel de réfractiondans la soudure est de 36° d'après la loi de Snell-Descartes (l'étude théorique sera traitée dansle paragraphe 3.4.2). Les origines de certains de ces échos pourraient s'expliquer par desréflexions indirectes sur les deux défauts. Les autres réflexions seraient en première hypothèsela conséquence du phénomène d'échos de ligne déjà mise en évidence pour des ondes decompression à 45° [AHM 98]. Dans notre cas, il s'agirait au niveau des interfaces desdernières passes d'une transformation d'une onde T36 en une onde T0 ou L0 qui se réfléchiraitsur le fond plat puis se retransformerait en onde T36.
L’écho du défaut à 20 mm est plus complexe que celui du défaut à 40 mm car deuxmaxima sont parfois trouvés selon la ligne de balayage analysée. D'après les observationsmétallographiques, le défaut à 20 mm est situé dans une zone plus proche du chanfrein où leschangements d'orientation des grains sont plus fréquents.
Remarque : on notera, bien que cet aspect ne rentre pas dans le cadre de l'étude, quel’application d’un module de traitement du signal basé sur une algorithme de déconvolutiondisponible dans le logiciel CIVA 5.0 permet une meilleure distinction des échos (Figure 3.7-vue b)).
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
113
a) b)
Figure 3.7 : Vue Bscan de l’acquisition en T45 dans la soudure D704 - a) sans traitement dusignal - b) après traitement du signal
En ce qui concerne les déviations, les valeurs relevées sont très importantes (Tableau 3.8)puisque l'énergie du faisceau se propage à un angle proche de 0° par rapport à la verticale aulieu de l'angle de 45° attendu dans un milieu isotrope. De ce fait les temps de parcours sontbeaucoup plus courts. Ces déviations expérimentales sont là encore en accord avec la théorie(cf paragraphe 3.4.2 pour plus de détail). De fortes erreurs sur le positionnement des défautssont donc à prévoir lors d'un contrôle en T45 de ce type de soudure.
Tableau 3.8 : Valeurs des déviations et des écarts en temps entre les acquisitions dans lasoudure D704 et la référence pour des contrôles en ondes de cisaillement à 45°
Type d'onde Déviation/référence (mm) Ecart en temps/référence (µµµµs)Défaut à 20 mm Défaut à 40 mm Défaut à 20 mm Défaut à 40 mm
T45 - 2 MHz 23 46 -8.95 -16.15
3.4 Etude en modélisation avec ULTSON 2D
Pour ce type de soudure, la modélisation 2D présente un intérêt plus limité. En effet,l’étude relative aux Bscans vrais en considérant en première approximation une soudurecomme un seul milieu anisotrope et homogène, a permis de positionner les défauts avec uneprécision satisfaisante.
Toutefois, afin d'encore améliorer la précision des résultats, cette étude en modélisationva permettre d’utiliser une description plus fine des soudures austénitiques tirée du modèleprésenté au chapitre 2. L’autre objectif de cette étude sera d’évaluer la sensibilité des résultatssur les déviations et écarts temporels mis en évidence dans le paragraphe 3.3.2 par rapport auxparamètres d’entrée fournis en modélisation (constantes d’élasticité, orientationcristallographique des grains, taille et forme des domaines anisotropes et homogènes...).
Défaut à 20 mm
Défaut à 40 mm
Echos parasites
Bruit destructure dansle métal de base
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
114
Certains cas de contrôle exposés dans le paragraphe précédent sont modélisés avecULTSON 2D : contrôles en onde L0 sur les soudures D703 et D704, en onde L45 sur lasoudures D703 et en onde T45 sur la soudure D704. Pour ce dernier cas, on espère que lamodélisation aidera à l'dentification de certains échos parasites.
Plusieurs calculs sont effectués en faisant varier les paramètres évoqués ci-dessus.Comme pour les essais expérimentaux, des calculs dans un domaine isotrope caractérisé parles vitesses mesurées dans le métal de base en acier austénitique forgé sont pris commeréférences.
3.4.1 Bilan des calculs en L0 et L45
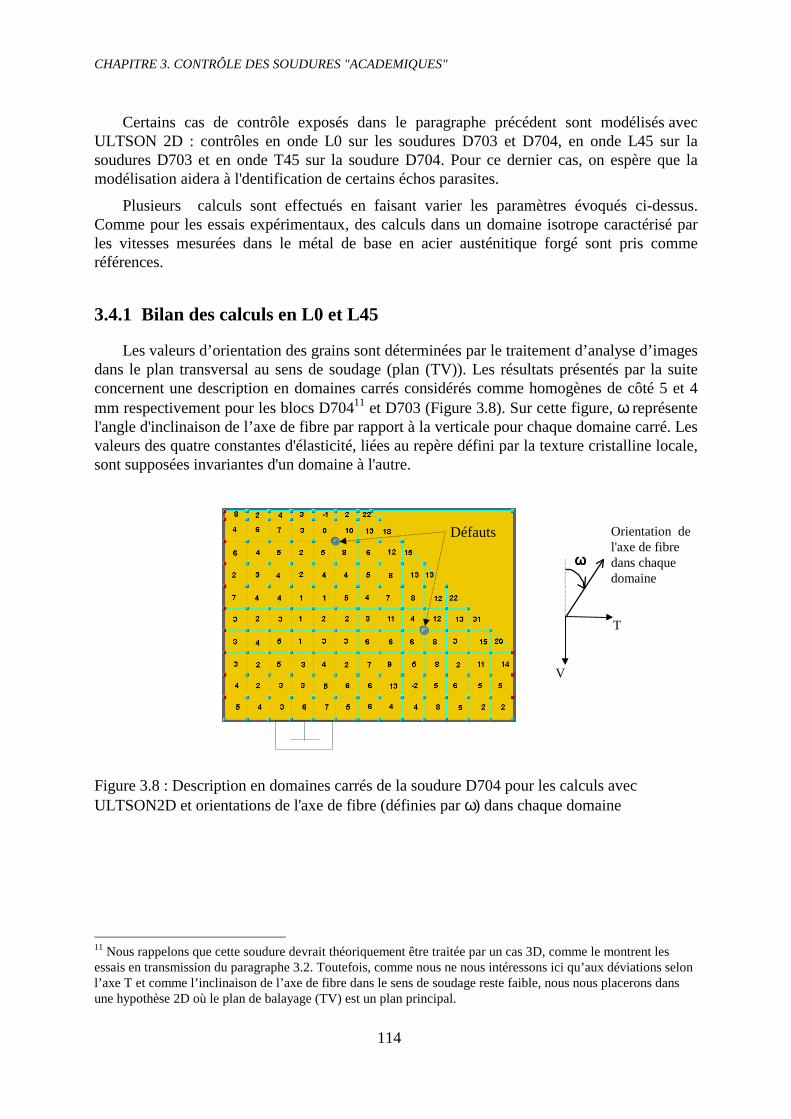
Les valeurs d’orientation des grains sont déterminées par le traitement d’analyse d’imagesdans le plan transversal au sens de soudage (plan (TV)). Les résultats présentés par la suiteconcernent une description en domaines carrés considérés comme homogènes de côté 5 et 4mm respectivement pour les blocs D70411 et D703 (Figure 3.8). Sur cette figure, ω représentel'angle d'inclinaison de l’axe de fibre par rapport à la verticale pour chaque domaine carré. Lesvaleurs des quatre constantes d'élasticité, liées au repère défini par la texture cristalline locale,sont supposées invariantes d'un domaine à l'autre.
Figure 3.8 : Description en domaines carrés de la soudure D704 pour les calculs avecULTSON2D et orientations de l'axe de fibre (définies par ω) dans chaque domaine
11 Nous rappelons que cette soudure devrait théoriquement être traitée par un cas 3D, comme le montrent lesessais en transmission du paragraphe 3.2. Toutefois, comme nous ne nous intéressons ici qu’aux déviations selonl’axe T et comme l’inclinaison de l’axe de fibre dans le sens de soudage reste faible, nous nous placerons dansune hypothèse 2D où le plan de balayage (TV) est un plan principal.
Défauts
T
V
Orientation del'axe de fibredans chaquedomaine
ωωωω
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
115
3.4.1.1 Influence des valeurs de constantes d’élasticité
Les différents jeux testés sont :
- jeu 1 et 2 : déterminés respectivement pour les soudures D704 et D703 à partir desmesures de vitesses ultrasonores et en supposant que le plan de balayage est aussi un planprincipal de la symétrie orthotrope. Nous rappelons que ces valeurs sont fournies dans leTableau 2.12 ;
- jeu 3 : déduit de valeurs de constantes du monocristal et des coefficients de la FDOCrelatifs à une symétrie polycristalline isotrope transverse parfaite (C22 = 262.5 GPa, C33 = 216GPa, C44 = 129 GPa et C23 = 145 GPa) ;
- jeu 4 : déterminé à partir de mesures de vitesses ultrasonores en transmission au contactsur des éprouvettes usinées dans différents plans d’un revêtement en acier austénitique 304L[DEL 86] (C22 = 250 GPa, C33 = 250 GPa, C44 = 91.5 GPa et C23 = 180 GPa).
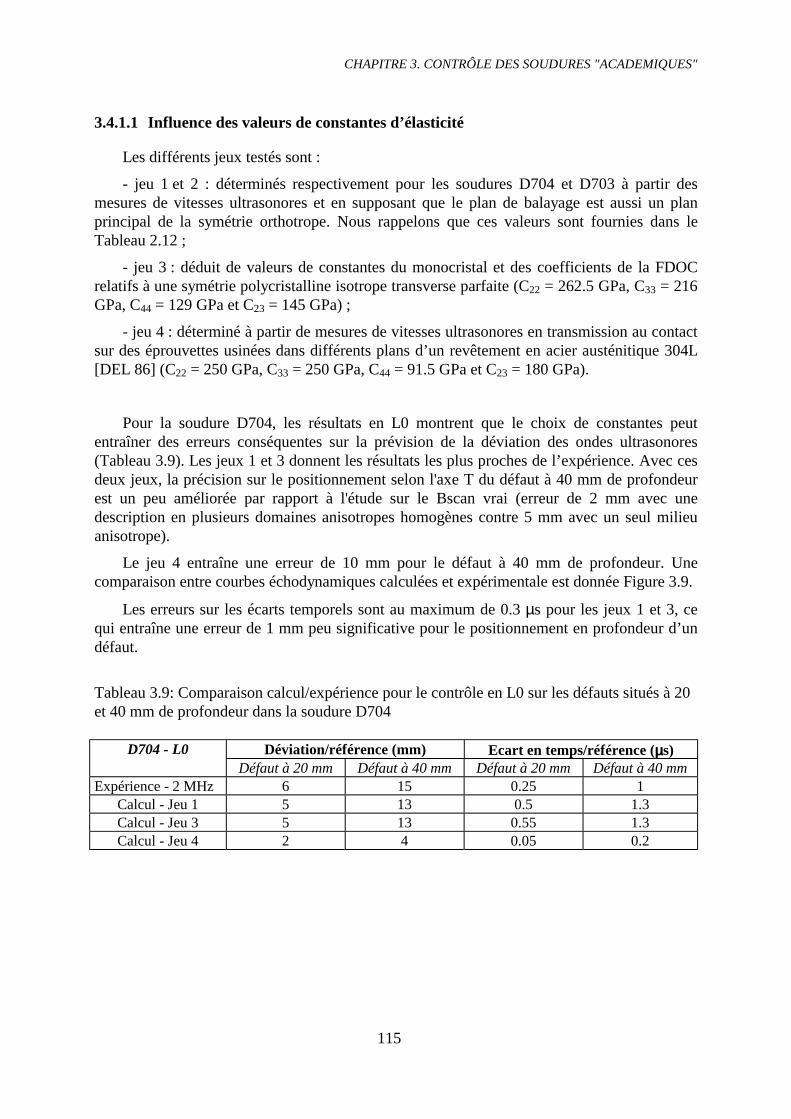
Pour la soudure D704, les résultats en L0 montrent que le choix de constantes peutentraîner des erreurs conséquentes sur la prévision de la déviation des ondes ultrasonores(Tableau 3.9). Les jeux 1 et 3 donnent les résultats les plus proches de l’expérience. Avec cesdeux jeux, la précision sur le positionnement selon l'axe T du défaut à 40 mm de profondeurest un peu améliorée par rapport à l'étude sur le Bscan vrai (erreur de 2 mm avec unedescription en plusieurs domaines anisotropes homogènes contre 5 mm avec un seul milieuanisotrope).
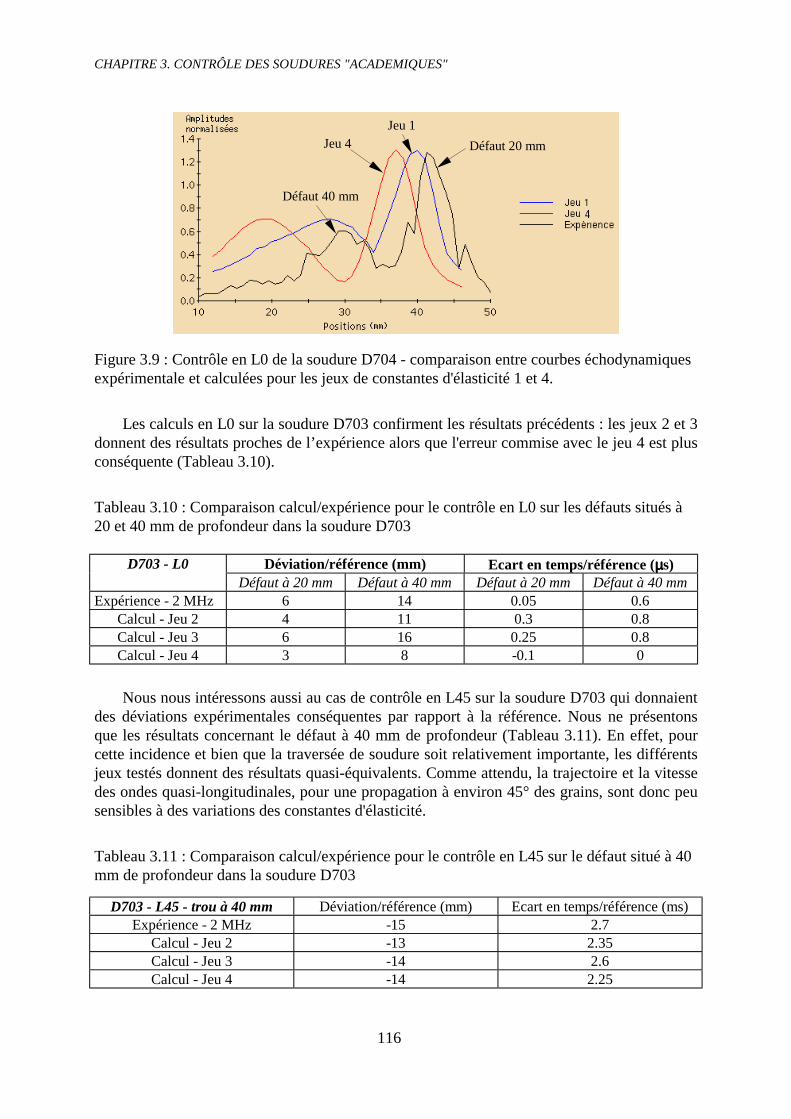
Le jeu 4 entraîne une erreur de 10 mm pour le défaut à 40 mm de profondeur. Unecomparaison entre courbes échodynamiques calculées et expérimentale est donnée Figure 3.9.
Les erreurs sur les écarts temporels sont au maximum de 0.3 µs pour les jeux 1 et 3, cequi entraîne une erreur de 1 mm peu significative pour le positionnement en profondeur d’undéfaut.
Tableau 3.9: Comparaison calcul/expérience pour le contrôle en L0 sur les défauts situés à 20et 40 mm de profondeur dans la soudure D704
D704 - L0 Déviation/référence (mm) Ecart en temps/référence (µµµµs)Défaut à 20 mm Défaut à 40 mm Défaut à 20 mm Défaut à 40 mm
Expérience - 2 MHz 6 15 0.25 1Calcul - Jeu 1 5 13 0.5 1.3Calcul - Jeu 3 5 13 0.55 1.3Calcul - Jeu 4 2 4 0.05 0.2
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
116
Figure 3.9 : Contrôle en L0 de la soudure D704 - comparaison entre courbes échodynamiquesexpérimentale et calculées pour les jeux de constantes d'élasticité 1 et 4.
Les calculs en L0 sur la soudure D703 confirment les résultats précédents : les jeux 2 et 3donnent des résultats proches de l’expérience alors que l'erreur commise avec le jeu 4 est plusconséquente (Tableau 3.10).
Tableau 3.10 : Comparaison calcul/expérience pour le contrôle en L0 sur les défauts situés à20 et 40 mm de profondeur dans la soudure D703
D703 - L0 Déviation/référence (mm) Ecart en temps/référence (µµµµs)Défaut à 20 mm Défaut à 40 mm Défaut à 20 mm Défaut à 40 mm
Expérience - 2 MHz 6 14 0.05 0.6Calcul - Jeu 2 4 11 0.3 0.8Calcul - Jeu 3 6 16 0.25 0.8Calcul - Jeu 4 3 8 -0.1 0
Nous nous intéressons aussi au cas de contrôle en L45 sur la soudure D703 qui donnaientdes déviations expérimentales conséquentes par rapport à la référence. Nous ne présentonsque les résultats concernant le défaut à 40 mm de profondeur (Tableau 3.11). En effet, pourcette incidence et bien que la traversée de soudure soit relativement importante, les différentsjeux testés donnent des résultats quasi-équivalents. Comme attendu, la trajectoire et la vitessedes ondes quasi-longitudinales, pour une propagation à environ 45° des grains, sont donc peusensibles à des variations des constantes d'élasticité.
Tableau 3.11 : Comparaison calcul/expérience pour le contrôle en L45 sur le défaut situé à 40mm de profondeur dans la soudure D703
D703 - L45 - trou à 40 mm Déviation/référence (mm) Ecart en temps/référence (ms)Expérience - 2 MHz -15 2.7
Calcul - Jeu 2 -13 2.35Calcul - Jeu 3 -14 2.6Calcul - Jeu 4 -14 2.25
Défaut 40 mm
Défaut 20 mm
Jeu 1
Jeu 4

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
117
3.4.1.2 Influence de l’orientation des grains
Pour le bloc D704, les zones insonifiées lors du contrôle en L0 présentent une orientationmoyenne des grains d’environ 5° par rapport à la verticale. Une erreur de 5° pourrait conduireà une modélisation avec des grains verticaux. La déviation trouvée serait alors nulle (casd’une propagation parallèle à l’axe des grains colonnaires) et donc non représentative de laréalité.
Nous présentons d'autre part des résultats relatifs au contrôle en L45 sur la soudure D703.Trois calculs ont été effectués avec le même jeu de constantes d’élasticité (jeu 2 présenté dansle paragraphe précédent) et la même description de soudures :
- calcul 1 : orientations des grains mesurées par analyse d’images ;
- calcul 2 : ajout de 5° à l’inclinaison des grains par rapport à la verticale ;
- calcul 3 : diminution de 5° de l’inclinaison des grains par rapport à la verticale .
Les résultats (Tableau 3.12) montrent que ce paramètre influe de façon significative sur lapropagation des ultrasons dans le matériau. Des valeurs tout à fait cohérentes avecl’expérience sont obtenus pour le calcul 1, tandis que les calculs 2 et 3 conduisentrespectivement à une surestimation et à une sous-estimation de la déviation et du retard entemps par rapport au calcul de référence.
Tableau 3.12 : Comparaison calcul/expérience pour le contrôle en L45 sur le défaut situé à40 mm de profondeur dans la soudure D703 - Etude de la sensibilité à l’orientation des grains
D703 - L45 - trou à 40 mm Déviation/référence (mm) Ecart en temps/référence (ms)Expérience -15 2.70
calcul 1 -13 2.35calcul 2 -19 4.10calcul 3 -9 1.32
3.4.1.3 Influence de la taille et de la forme des domaines anisotropes
Pour ces soudures, une description en un nombre réduit de domaines anisotropes avec desinterfaces plus représentatives de la structure réelle, ne modifie que très peu les résultatsobtenus avec la première description. Ceci n'est pas surprenant car les structures sontsuffisamment homogènes pour être décrites par des domaines de grandes tailles.
Nous ne conclurons donc pas à partir de cette d’étude sur l’influence conjuguée dunombre de domaines et de l’orientation des interfaces sur la propagation des ultrasons. Nousnoterons juste que la soudure D703 présente plus d’hétérogénéités locales que la soudureD704. En effet, la structure de la première nécessite une description en une douzaine dedomaines alors que la seconde peut être entièrement décrite à partir de sept domaines, dont undomaine recouvrant la globalité de la zone centrale.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
118
3.4.2 Etude en T45 dans la soudure D704
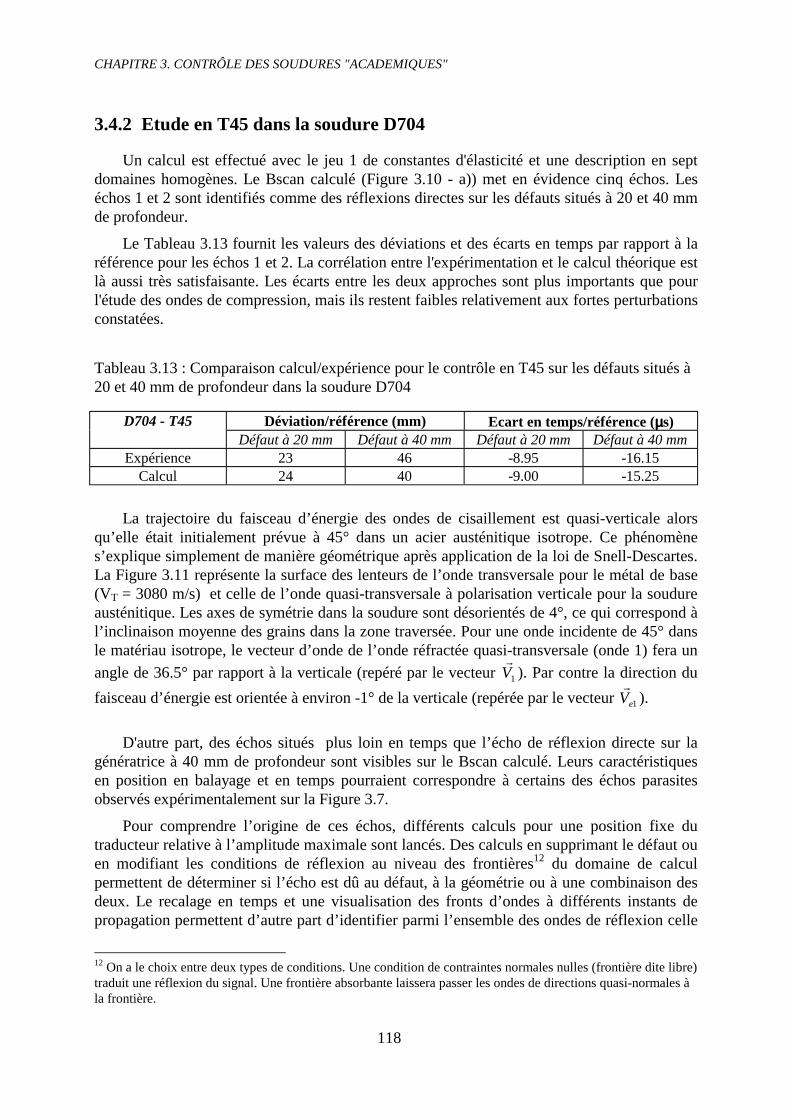
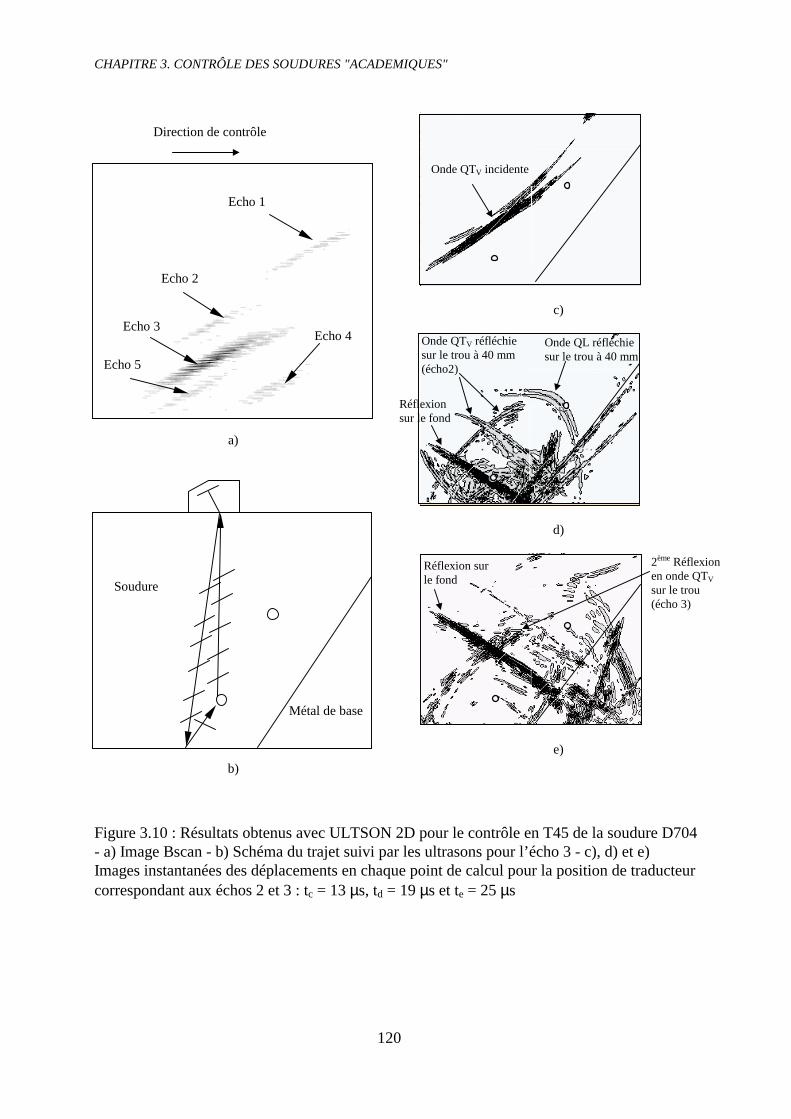
Un calcul est effectué avec le jeu 1 de constantes d'élasticité et une description en septdomaines homogènes. Le Bscan calculé (Figure 3.10 - a)) met en évidence cinq échos. Leséchos 1 et 2 sont identifiés comme des réflexions directes sur les défauts situés à 20 et 40 mmde profondeur.
Le Tableau 3.13 fournit les valeurs des déviations et des écarts en temps par rapport à laréférence pour les échos 1 et 2. La corrélation entre l'expérimentation et le calcul théorique estlà aussi très satisfaisante. Les écarts entre les deux approches sont plus importants que pourl'étude des ondes de compression, mais ils restent faibles relativement aux fortes perturbationsconstatées.
Tableau 3.13 : Comparaison calcul/expérience pour le contrôle en T45 sur les défauts situés à20 et 40 mm de profondeur dans la soudure D704
D704 - T45 Déviation/référence (mm) Ecart en temps/référence (µµµµs)
Défaut à 20 mm Défaut à 40 mm Défaut à 20 mm Défaut à 40 mmExpérience 23 46 -8.95 -16.15
Calcul 24 40 -9.00 -15.25
La trajectoire du faisceau d’énergie des ondes de cisaillement est quasi-verticale alorsqu’elle était initialement prévue à 45° dans un acier austénitique isotrope. Ce phénomènes’explique simplement de manière géométrique après application de la loi de Snell-Descartes.La Figure 3.11 représente la surface des lenteurs de l’onde transversale pour le métal de base(VT = 3080 m/s) et celle de l’onde quasi-transversale à polarisation verticale pour la soudureausténitique. Les axes de symétrie dans la soudure sont désorientés de 4°, ce qui correspond àl’inclinaison moyenne des grains dans la zone traversée. Pour une onde incidente de 45° dansle matériau isotrope, le vecteur d’onde de l’onde réfractée quasi-transversale (onde 1) fera un
angle de 36.5° par rapport à la verticale (repéré par le vecteur r
V1 ). Par contre la direction du
faisceau d’énergie est orientée à environ -1° de la verticale (repérée par le vecteur r
Ve1 ).
D'autre part, des échos situés plus loin en temps que l’écho de réflexion directe sur lagénératrice à 40 mm de profondeur sont visibles sur le Bscan calculé. Leurs caractéristiquesen position en balayage et en temps pourraient correspondre à certains des échos parasitesobservés expérimentalement sur la Figure 3.7.
Pour comprendre l’origine de ces échos, différents calculs pour une position fixe dutraducteur relative à l’amplitude maximale sont lancés. Des calculs en supprimant le défaut ouen modifiant les conditions de réflexion au niveau des frontières12 du domaine de calculpermettent de déterminer si l’écho est dû au défaut, à la géométrie ou à une combinaison desdeux. Le recalage en temps et une visualisation des fronts d’ondes à différents instants depropagation permettent d’autre part d’identifier parmi l’ensemble des ondes de réflexion celle
12 On a le choix entre deux types de conditions. Une condition de contraintes normales nulles (frontière dite libre)traduit une réflexion du signal. Une frontière absorbante laissera passer les ondes de directions quasi-normales àla frontière.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
119
qui est à l’origine de l’écho. Enfin les polarisations des ondes peuvent être déterminées àpartir des vitesses de propagation ou des formes des surfaces d’onde.
Ainsi, nous identifions les échos 3 et 4 de la Figure 3.10 a) comme des réflexionsindirectes respectivement sur les génératrices à 40 et 20 mm de profondeur. La Figure 3.10 b)schématise le trajet suivi par les ondes et aboutissant à l'écho 3. L’onde réfractée à l’interfaced’entrée va se réfléchir sur le fond de la pièce. Les propriétés de l’onde réfléchie seront lessuivantes (cf Figure 3.11) : vecteur d’onde (ou vitesse de phase) orienté à -34° par rapport à laverticale et faisceau d’énergie orienté à -9.5°. Cette onde réfléchie va alors interagir avec ledéfaut à 40 mm pour renvoyer une onde de caractéristiques identiques à l’écho de réflexiondirecte sur le défaut.
Trois images instantanées pour des temps de propagation croissants (Figure 3.10 - c) àFigure 3.10 e)) permettent de suivre l'évolution du champ ultrasonore avec l'apparition desdifférentes ondes. L'origine des temps correspond à l'entrée des ultrasons dans la pièce. Surl'image instantanée d), la diffraction sur le défaut fait notamment apparaître les surfacesd'onde des ondes QL et QTV, dont une représentation est donnée Figure 1.15.
Pour l’instant, l’écho 5 n’a pas été identifié. A priori, d’après ses positions en balayage eten temps, il correspondrait au trajet suivant : rebond sur le fond - rebond sur le défaut -deuxième rebond sur le fond - retour au traducteur.
Que ce soit avec la description en sept domaines ou avec une description avec un plusgrand nombre d’interfaces (domaines carrés de 5 mm), les autres échos parasites présents surle Bscan expérimental n'apparaissent pas en modélisation. Cela semble accréditer la thèse detransformations de mode à l'interface entre deux passes au niveau des couches proches dufond de la pièce, qui nécessiterait d'introduire la forme de la passe dans la description de cettezone de la soudure.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
120
a)
b)
c)
d)
e)
Figure 3.10 : Résultats obtenus avec ULTSON 2D pour le contrôle en T45 de la soudure D704- a) Image Bscan - b) Schéma du trajet suivi par les ultrasons pour l’écho 3 - c), d) et e)Images instantanées des déplacements en chaque point de calcul pour la position de traducteurcorrespondant aux échos 2 et 3 : tc = 13 µs, td = 19 µs et te = 25 µs
Echo 1
Echo 2
Echo 3Echo 4
Echo 5
Soudure
Métal de base
Direction de contrôle
Réflexion surle fond
Réflexionsur le fond
Onde QTV réfléchiesur le trou à 40 mm(écho2)
Onde QL réfléchiesur le trou à 40 mm
Onde QTV incidente
2ème Réflexionen onde QTV
sur le trou(écho 3)

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
121
Figure 3.11 : Tracés des surfaces des lenteurs des ondes de cisaillement pour le métal de baseet pour la soudure austénitique D704 - Directions des vitesses de phase et d'énergie de l'onderéfractée à l’interface (onde 1) et de l’onde réfléchie sur le fond de la soudure (onde 2)
ULTSON2D permet donc de rendre compte des phénomènes de déviation importantsobservés lors de traversées de soudure conséquentes en ondes QTV. Il permet aussid’expliquer la présence de certains échos parasites observés expérimentalement etspécifiquement liés à l’anisotropie du matériau.
3.4.3 Conclusion
D’après les études en ondes QL, le paramètre influant le plus sur la propagation desultrasons serait l’orientation des grains au sein de la structure . On a ainsi constaté que delégères variations, que ce soit en L45 ou en L0 pouvaient conduire à des variations sensiblesde déviations.
Toujours pour les ondes QL, l’influence des valeurs des constantes d’élasticité n’est apriori sensible que pour des propagations selon des directions proches de l’axe d’élongationdes grains (contrôle en L0 des soudures dites homogènes par exemple). Deux jeux deconstantes, l’un tiré de la caractérisation structurale et l’autre de la littérature, permettentd’approcher au mieux les résultats expérimentaux.
L'étude avec les ondes QTV a confirmé que ces ondes étaient les plus sensibles àl’anisotropie, avec pour conséquence de fortes déviations et l'apparition d'échos parasites.Certains d'entre eux ont pu être identifiés à partir de calculs avec ULTSON 2D et avec unedescription réaliste de la soudure.
rVe2
Interface
Onde 1
Onde 2
rV1
rV2
Onde incidente à45°
rVe1
Métal de base
Soudure
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
122
3.5 Prise en compte du coefficient d'atténuation dans les codes decalcul
3.5.1 Objectifs
Nous rappelons que le coefficient d'atténuation reflète essentiellement la diffusion auxjoints de grain dans la structure (cf paragraphe 1.4). Si ce coefficient n'est pas pris en compteen modélisation, les deux contributions à l'atténuation globale seront la divergence dutraducteur et les conversions de mode aux interfaces entre les différents domaines anisotropes.
L'étude bibliographique a montré que, à l’instar des vitesses ultrasonores, le coefficientd'atténuation des ondes présente un caractère anisotrope (cf paragraphe 1.4.2). L’objectif estdonc à terme d’introduire dans chaque domaine anisotrope homogène du calcul un coefficientd’atténuation particulier dépendant de l’angle entre la direction de propagation et l’orientationdes grains. Dans la dernière version d'ULTSON 2D, il est possible d'introduire un coefficientd’atténuation unique (exprimé en dB/mm) valable pour les milieux homogènes.
Dans un premier temps, des mesures expérimentales sont nécessaires afin de vérifier lesrésultats théoriques et expérimentaux de la littérature (atténuation minimale pour unepropagation à 0° des grains et maximale pour une propagation à 90°). Ces mesures ont étéréalisées à l’INSA de Lyon [CLE 00].
3.5.2 Principe des mesures expérimentales
Le dispositif expérimental est celui utilisé pour les mesures de vitesses ultrasonores enincidences variables, excepté que les mesures d’atténuation seront réalisées uniquement enincidence normale (cf Figure L.1 de l’annexe L).
Le principe consiste à acquérir deux signaux en transmission : l’un de référence après unesimple traversée dans l’eau, l’autre en introduisant dans le trajet un échantillon de soudureausténitique. Les traducteurs utilisés sont large-bandes et le récepteur a un diamètresuffisamment grand pour récupérer toute l’intensité transmise (il n’est donc a priori pasnécessaire d’introduire un facteur correctif lié à la divergence). Par contre, pour l’acquisitionavec l’échantillon de soudure, les coefficients de transmission aux interfaces d’entrée et desortie doivent être pris en compte.
Deux émetteurs différents sont utilisés : l’un avec une fréquence centrale à 2.25 MHz,l’autre à 5 MHz.
La théorie montre que le rapport des transformées de Fourier des deux signaux permetd’accéder au coefficient d’atténuation intrinsèque du matériau pour les différentes fréquencescomprises dans le spectre du signal. Les développements théoriques sont donnés en annexe L.Le but étant d’étudier les variations de ces paramètres en fonction de l’orientation des grains,l’usinage de différents échantillons est nécessaire. Trois échantillons prélevés dans la soudure

CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
123
D704 relativement homogène et présentant respectivement des orientations des grains de 0, 45et 90° vis à vis de la direction de propagation des ondes ont été étudiés (Figure 3.12).
Pour comparaison, l’atténuation dans le métal de base a aussi été déterminée.
Grains à 0°
Grainsà 90°
Grainsà 45°
Figure 3.12 : Prélèvement des échantillons pour les mesures d'atténuation
3.5.3 Résultats
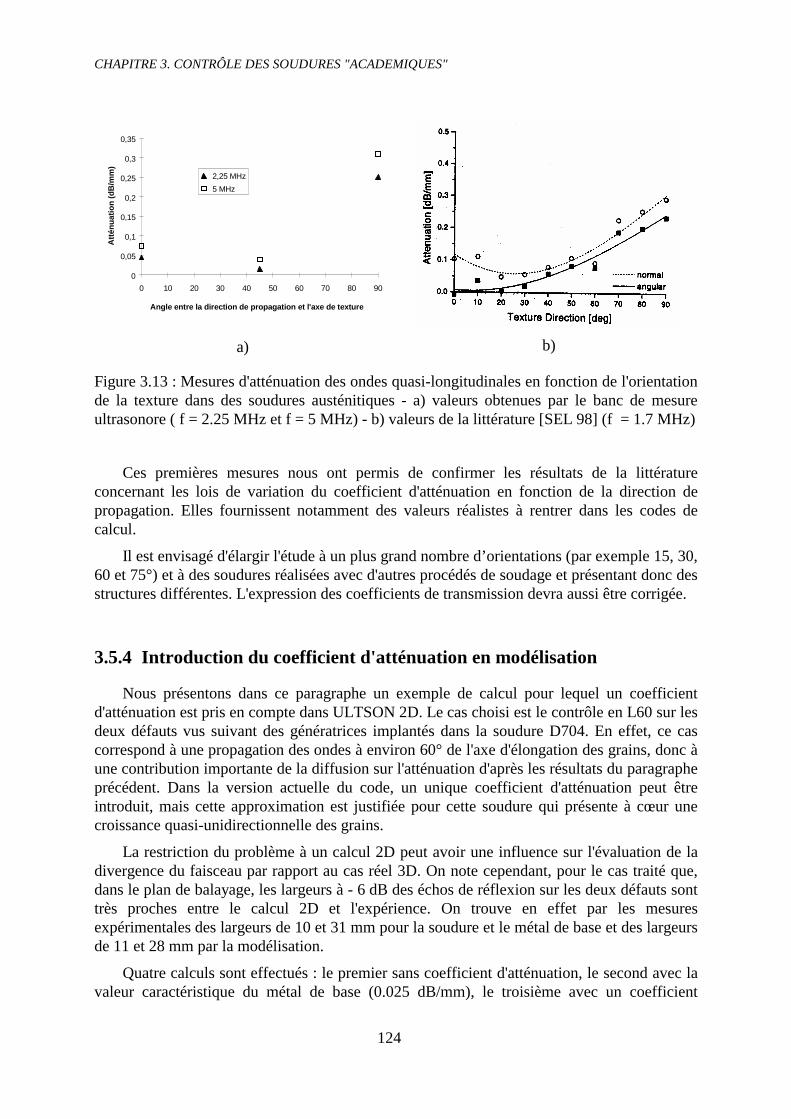
Les résultats obtenus sont présentés sur les courbes a) de la Figure 3.13. Pourcomparaison, les courbes b) de cette figure indiquent les valeurs trouvées par les travaux deSeldis [SEL 98] sur le même type de soudure. Nous constatons déjà que les valeurs donnéespar les deux approches sont du même ordre de grandeur avec une atténuation maximale pourune propagation à 90° des grains (environ 0.25 dB/mm pour la soudure D704). Les valeurstrouvées à 0° et 45 ° sont proches et nettement plus faibles qu’à 90° (0.045 dB/mm pour 0° et0.015 dB/mm à 45°).
D’autre part, nos résultats semblent indiquer la présence d'un minimum local proche de45° alors que la théorie énoncée par Ahmed le prévoit plutôt à 0° [AHM 95]. A priori, celaserait dû aux approximations faites dans notre approche sur les coefficients de transmission netenant compte que de l'incidence normale et négligeant une éventuelle réfraction en ondesQTV dans la soudure. D'ailleurs, avec les mêmes approximations, Seldis trouve aussi unminimum local à 30° (courbe en pointillé sur la figure b)). En déterminant les coefficients detransmission pour les angles compris entre 0° et l'angle critique, il aboutit aux valeursreprésentées par la courbe en trait plein, qui deviennent conformes aux résultats théoriquesd'Ahmed.
La valeur d’atténuation dans le métal de base est d’environ 0.025 dB/mm. D'après nosmesures, les écarts entre une propagation dans le métal de base et dans la soudure seront doncsensibles pour des grains orientés entre 60 et 90° par rapport à la direction de propagation.
Enfin, l’atténuation augmente bien avec la fréquence de contrôle (environ 0.05 dB/mm deplus à 5 MHz pour une orientation donnée).
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
124
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 10 20 30 40 50 60 70 80 90
Angle entre la direction de propagation et l'axe de texture
Att
énu
atio
n (
dB
/mm
)
2,25 MHz
5 MHz
a) b)
Figure 3.13 : Mesures d'atténuation des ondes quasi-longitudinales en fonction de l'orientationde la texture dans des soudures austénitiques - a) valeurs obtenues par le banc de mesureultrasonore ( f = 2.25 MHz et f = 5 MHz) - b) valeurs de la littérature [SEL 98] (f = 1.7 MHz)
Ces premières mesures nous ont permis de confirmer les résultats de la littératureconcernant les lois de variation du coefficient d'atténuation en fonction de la direction depropagation. Elles fournissent notamment des valeurs réalistes à rentrer dans les codes decalcul.
Il est envisagé d'élargir l'étude à un plus grand nombre d’orientations (par exemple 15, 30,60 et 75°) et à des soudures réalisées avec d'autres procédés de soudage et présentant donc desstructures différentes. L'expression des coefficients de transmission devra aussi être corrigée.
3.5.4 Introduction du coefficient d'atténuation en modélisation
Nous présentons dans ce paragraphe un exemple de calcul pour lequel un coefficientd'atténuation est pris en compte dans ULTSON 2D. Le cas choisi est le contrôle en L60 sur lesdeux défauts vus suivant des génératrices implantés dans la soudure D704. En effet, ce cascorrespond à une propagation des ondes à environ 60° de l'axe d'élongation des grains, donc àune contribution importante de la diffusion sur l'atténuation d'après les résultats du paragrapheprécédent. Dans la version actuelle du code, un unique coefficient d'atténuation peut êtreintroduit, mais cette approximation est justifiée pour cette soudure qui présente à cœur unecroissance quasi-unidirectionnelle des grains.
La restriction du problème à un calcul 2D peut avoir une influence sur l'évaluation de ladivergence du faisceau par rapport au cas réel 3D. On note cependant, pour le cas traité que,dans le plan de balayage, les largeurs à - 6 dB des échos de réflexion sur les deux défauts sonttrès proches entre le calcul 2D et l'expérience. On trouve en effet par les mesuresexpérimentales des largeurs de 10 et 31 mm pour la soudure et le métal de base et des largeursde 11 et 28 mm par la modélisation.
Quatre calculs sont effectués : le premier sans coefficient d'atténuation, le second avec lavaleur caractéristique du métal de base (0.025 dB/mm), le troisième avec un coefficient
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
125
d'atténuation de 0.1 dB/mm représentatif d'une propagation à 60° après extrapolation desmesures expérimentales et le quatrième avec un coefficient de 0.2 dB/mm a priorireprésentatif d'une propagation à 80°. La soudure est décrite en une dizaine de domainesanisotropes de grandes tailles.
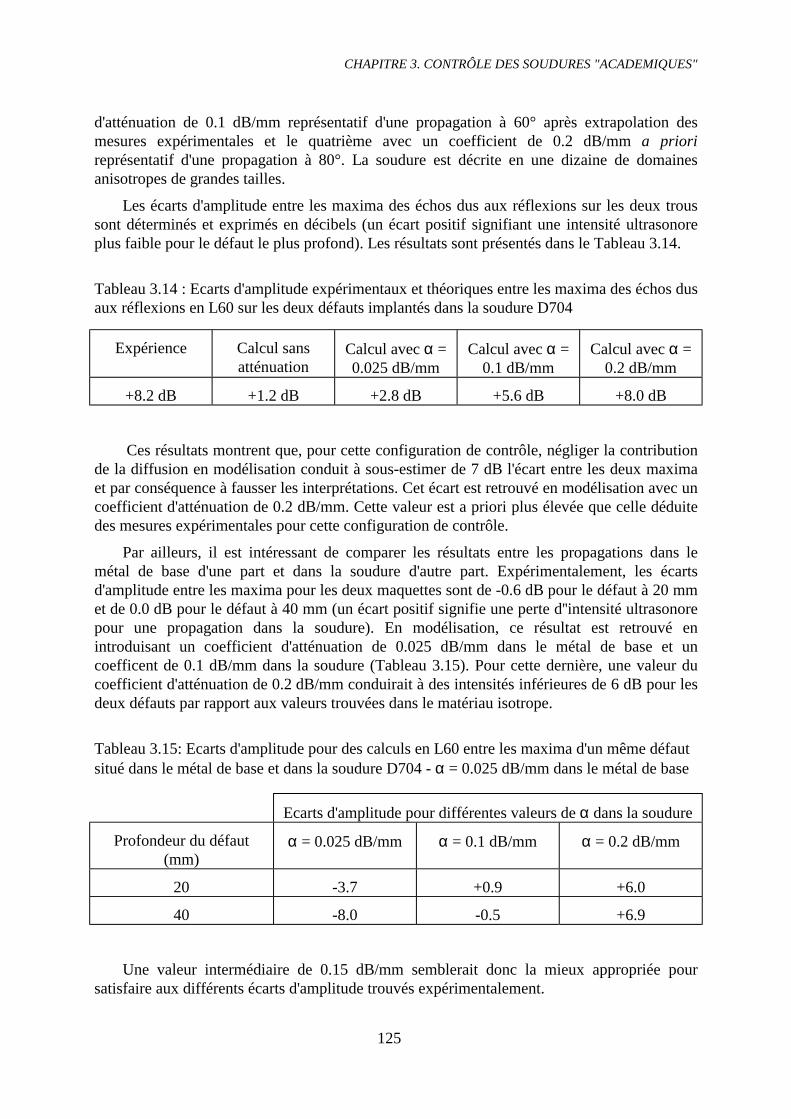
Les écarts d'amplitude entre les maxima des échos dus aux réflexions sur les deux troussont déterminés et exprimés en décibels (un écart positif signifiant une intensité ultrasonoreplus faible pour le défaut le plus profond). Les résultats sont présentés dans le Tableau 3.14.
Tableau 3.14 : Ecarts d'amplitude expérimentaux et théoriques entre les maxima des échos dusaux réflexions en L60 sur les deux défauts implantés dans la soudure D704
Expérience Calcul sansatténuation
Calcul avec α =0.025 dB/mm
Calcul avec α =0.1 dB/mm
Calcul avec α =0.2 dB/mm
+8.2 dB +1.2 dB +2.8 dB +5.6 dB +8.0 dB
Ces résultats montrent que, pour cette configuration de contrôle, négliger la contributionde la diffusion en modélisation conduit à sous-estimer de 7 dB l'écart entre les deux maximaet par conséquence à fausser les interprétations. Cet écart est retrouvé en modélisation avec uncoefficient d'atténuation de 0.2 dB/mm. Cette valeur est a priori plus élevée que celle déduitedes mesures expérimentales pour cette configuration de contrôle.
Par ailleurs, il est intéressant de comparer les résultats entre les propagations dans lemétal de base d'une part et dans la soudure d'autre part. Expérimentalement, les écartsd'amplitude entre les maxima pour les deux maquettes sont de -0.6 dB pour le défaut à 20 mmet de 0.0 dB pour le défaut à 40 mm (un écart positif signifie une perte d''intensité ultrasonorepour une propagation dans la soudure). En modélisation, ce résultat est retrouvé enintroduisant un coefficient d'atténuation de 0.025 dB/mm dans le métal de base et uncoefficent de 0.1 dB/mm dans la soudure (Tableau 3.15). Pour cette dernière, une valeur ducoefficient d'atténuation de 0.2 dB/mm conduirait à des intensités inférieures de 6 dB pour lesdeux défauts par rapport aux valeurs trouvées dans le matériau isotrope.
Tableau 3.15: Ecarts d'amplitude pour des calculs en L60 entre les maxima d'un même défautsitué dans le métal de base et dans la soudure D704 - α = 0.025 dB/mm dans le métal de base
Ecarts d'amplitude pour différentes valeurs de α dans la soudure
Profondeur du défaut(mm)
α = 0.025 dB/mm α = 0.1 dB/mm α = 0.2 dB/mm
20 -3.7 +0.9 +6.0
40 -8.0 -0.5 +6.9
Une valeur intermédiaire de 0.15 dB/mm semblerait donc la mieux appropriée poursatisfaire aux différents écarts d'amplitude trouvés expérimentalement.
CHAPITRE 3. CONTRÔLE DES SOUDURES "ACADEMIQUES"
126
L'introduction d'un plus grand nombre d'interfaces dans la description de la soudure(description en domaines carrés de 5 mm de côté par exemple), ne modifie que très peu lesrésultats en modélisation (différence d'environ 1 dB). Ceci n'est pas surprenant, car leschangements d'orientation au sein de la structure étant très peu marquées, la grande majoritéde l'intensité du faisceau est transmise à la traversée de chaque interface. Cette remarque nesera évidemment plus valable dans le cas de soudures hétérogènes .
3.6 Conclusion
Les différents cas de contrôle sur ces deux soudures dites académiques ont permis demettre en évidence l'influence de l'anisotropie aussi bien sur la déviation que sur l'atténuationdu faisceau. Ils confirment aussi que les ondes quasi-longitudinales sont sensiblement moinsperturbées que les ondes quasi-transversales à polarisation verticale pour une propagationdans le joint soudé.
La connaissance des vitesses et des angles de propagation du flux d'énergie desdifférentes ondes est donc d'un grand intérêt lors du traitement des acquisitions ultrasonores.Ainsi la prise en compte de l'anisotropie pour la visualisation des Bscans vrais a permis derepositionner les deux défauts avec des erreurs beaucoup moins importantes qu'en prenantcomme référence un acier austénitique isotrope.
Cette étude a permis de valider le modèle de description des soudures adopté pour lamodélisation. Une évaluation assez précise de l'orientation de l'axe de forte texture des grainsest notamment recommandée pour limiter les erreurs sur l'estimation du trajet ultrasonore. Deserreurs sur les valeurs de constantes d'élasticité peuvent aussi être préjudiciables pourcertaines directions de propagation.
Une première approche a permis de déterminer la valeur du coefficient d’atténuation desondes QL pour certains angles de propagation dans une soudure anisotrope. La méthode demesure expérimentale demande cependant à être affinée.