caractérisation des propriétés en fatigue d’engrenages...
TRANSCRIPT
Mémoire de projet de fin d’études
Rapport principal
Caractérisation des propriétés en fatigue d’engrenages aéronautiques
traités par induction
24, boulevard de la Victoire 1100, rue notre dame ouest 67000 Strasbourg QC H3C 1K3 Montreal
Adrien DURAND Génie Mécanique 3ème Année Option Ingénierie des Matériaux et des surfaces Juin 2013

2 | P a g e Rapport de fin d’études 2013
3 | P a g e Rapport de fin d’études 2013
Remerciements
Je voudrai tout d’abord remercier Mr Philippe BOCHER, mon tuteur de stage, qui m’a permis de
rejoindre l’ETS et de découvrir le travail d’une équipe de recherche au sein d’une grande
université.
Je tiens à remercier tout particulièrement monsieur Florent BRIDIER et monsieur Vincent
SAVARIA pour leurs conseils et leur encadrement et pour tous les moyens nécessaires qu’ils ont
su mettre à ma disposition pour mener à bien mon projet.
Je tiens également à remercier toute les personnes avec qui j’ai collaboré au sein du laboratoire, et
qui m’ont permis de réaliser mon stage dans les meilleures conditions : Mr Radu ROMANICA, Mr
Serge PLAMONDON, Mr Jean-Guy GAGNON et bien d’autres.
Je remercie l’ensemble des employés et stagiaires de l’ETS pour leur accueil chaleureux et pour le
travail que nous avons pu faire ensemble dans une atmosphère des plus agréables.
Pour finir, je remercie également l’ensemble de mes professeurs de l’INSA qui m’ont suivi durant
mes années d’étude et qui ont su faire partager leurs connaissances.
4 | P a g e Rapport de fin d’études 2013
5 | P a g e Rapport de fin d’études 2013
Caractérisation des propriétés en fatigue d’engrenages aéronautiques traités par induction
Contexte
Mon sujet rentre dans le cadre d’un projet global concernant la maîtrise du procédé de trempe par induction. Une thèse effectuée par Vincent Savaria porte sur l’effet des contraintes résiduelles sur la tenue en fatigue des engrenages. L’un des objectifs principaux de cette thèse est la prédiction de la tenue en fatigue des engrenages induis. Un modèle par élément fini des dents d’engrenages permet d’obtenir le champ de contrainte issue du chargement en flexion auquel on doit ajouter le champ de contrainte résiduelle pour obtenir le champ de contraintes totale. Chaque point du maillage doit être soumis à un critère de fatigue multiaxiale afin de valider ou non la tenue en fatigue de l’engrenage.
Objectif
L’objectif de mon projet est de déterminer les paramètres du critère de fatigue multiaxiale pour les trois zones spécifiques présentes après trempe par induction, de dureté respectives 60HRC 45HRC et 37,5HRC. Ces paramètres sont obtenus grâce aux limites d’endurance du matériau en torsion et en traction-compression. Pour obtenir ces limites d’endurances il est nécessaire d’effectuer plusieurs campagnes de fatigue.
Déroulement des essais
Avant de débuter les essais en fatigue un long travail de préparation sur les éprouvettes doit être fait. On réalise ainsi différentes séries de traitement thermique pour chaque niveau de dureté souhaité. Le soin apporté a l’usinage et au polissage est également très important pour avoir des éprouvettes avec le moins de contraintes résiduelles possible et ainsi obtenir des valeurs d’endurance les plus proches des valeurs théoriques du matériau. Les essais se font sur une machine de fatigue où l’on contrôle la force exercée sur chaque éprouvette de manière cyclique à une fréquence de 10Hz. L’objectif est d’obtenir des points sur un graphique S-N entre 105 et 106 cycles. Ces différents points vont servir à estimer le tracé de la courbe de Wöhler et ainsi obtenir l’amplitude de contrainte correspondant a une durée de vie de 106 cycles.
Conclusion
Grâce à l’obtention des paramètres du critère de Crossland. On est dorénavant
capable de prédire la tenue en fatigue des engrenages aéronautiques en fonction
de la charge en flexion appliqué sur les dents et en fonction des niveaux de
contraintes résiduelles propre à chaque recette d’induction.

6 | P a g e Rapport de fin d’études 2013

7 | P a g e Rapport de fin d’études 2013
characterization of fatigue properties on aeronautics gears treated by induction
Context
My subject is in the part of a global project concerning the control of the tempering by induction
process. A PhD made by Vincent Savaria concerns the effect of the residual stress on fatigue
behaviour of aeronautics gears. One of the main objectives of this PhD is to predict the fatigue
resistance of gears treated by induction . A finite element model of the gear tooth allows to
obtain the stress field from the load in flexion on which we have to add the residual stress field to
obtain the total stress field. Every point of the meshing must be submitted to a multiaxial fatigue
criterion in order to validate or not the fatigue resistance of the gear.
Objective
The objective of my project is to determine the parameters of the criterion of multiaxial fatigue
for the three specific zones after tempering by induction, with respective hardness of 60HRC
45HRC and 37,5HRC. These parameters are obtained thanks to the endurance limits of the
material in axial load and torsion load. To obtain these fatigue limits, it is necessary to make
several campaigns of fatigue.
Studying and testing Before beginning the fatigue test , a long work of preparation on test samples must be made. A
various series of heat treatment must be performed for every desired hardness level. The care to
be taken for manufacturing and for polishing is also very important for having test samples with
the minimum residual stress possible and so to obtain values of fatigue strength the closest to the
theoretical values of the material. These test are made on a fatigue machine where we control
the load exercised on every sample in a cyclic way with a frequency of 10Hz. The objective is to
obtain points on a graph S-N between 105 and 106 cycles. These various points are used to
estimate the shape of the Wöhler curve and so to obtain the stress amplitude corresponding to
the life expectancy of 106 cycles.
Conclusion
Thanks to the parameters of the Crossland criterion. We are able to predict the fatigue
behaviour of the aeronautical gears according to the flexion load applied to teeth and according
to the residual stress level corresponding to a specific induction recipe.

8 | P a g e Rapport de fin d’études 2013
9 | P a g e Rapport de fin d’études 2013
Table des matières
1. Présentation ................................................................................................................ 11
1.1 Présentation de l’ETS .................................................................................................................. 11
1.2 Présentation de L'OPFA ............................................................................................................... 15
2. Contexte et objectifs du stage ...................................................................................... 17
2.1 Contexte du projet ...................................................................................................................... 17
2.2 Objectifs du projet ...................................................................................................................... 19
3. Rappels théoriques ...................................................................................................... 21
3.1 Le procédé de trempe par induction ......................................................................................... 21
3.1.1 Description du procédé ................................................................................................. 21
3.1.1 Propriétés mécaniques obtenues après trempe par induction .................................... 23
3.2 La problématique de fatigue ..................................................................................................... 25
3.2.1 Tenue en fatigue ........................................................................................................... 25
3.2.2 Amorcages des mircofissures ....................................................................................... 27
3.2.3 Propagation des fissures ............................................................................................... 27
3.2.4 Critères de fatigue multiaxiaux ..................................................................................... 29
3.2.5 Effet des contraintes résiduelles sur la fatigue ............................................................. 27
4. Méthodologie et moyens mis en œuvre ....................................................................... 37
4.1. Préparation des éprouvettes ..................................................................................................... 37
4.2 Essais de fatigue......................................................................................................................... 41
4.3 Méthode de calcul de la limite d'endurance ............................................................................. 43
5. Analyse des campagnes de fatigue précédentes ............................................................... 45
6. Planification de la nouvelles campagne de fatigue ........................................................ 53
6.1 Planification des essais de fatigues ............................................................................................ 53
6.2 Préparation des nouvelles éprouvettes de fatigue .................................................................... 55
7. Résultats ........................................................................................................................................ 57
7.1 Calculs des limites d'endurance ................................................................................................. 57
7.2 Calculs des paramètres du critère de Crossland ........................................................................ 63
8. Conclusion ....................................................................................................................................... 65
Bibliographie ................................................................................................................... 67
Annexes .......................................................................................................................... 68

10 | P a g e Rapport de fin d’études 2013
Figure 1 : École de technologie supérieur de Montréal
11 | P a g e Rapport de fin d’études 2013
1. Présentation
1.1 Présentation de l’ETS
J’ai effectué mon stage à l’Ecole de Technologie Supérieure à Montréal au Canada. L’ETS est une
constituante de l’Université du Québec. Elle est spécialisée dans l’enseignement, la recherche
appliquée en génie et le transfert technologique. Au Canada, elle se situe parmi les cinq plus
grandes écoles ou facultés de génie. Elle propose aussi des programmes de maîtrise et de
doctorat dans de nombreux domaines du génie, ainsi que des programmes de certificat destinés
aux personnes qui désirent acquérir une spécialisation ou une formation d’appoint. L’ETS compte
environ 6500 étudiants dont 1350 en cycle supérieur (350 en doctorat). Elle offre 75 programmes
d’études, 22 de cycle d’ingénieur et 53 de cycle supérieur. Ainsi, un ingénieur sur quatre au
Québec obtient son diplôme de l’ETS.
La majorité des membres du corps enseignant ont à leur actif une expérience dans le milieu
professionnel. Cette équipe multidisciplinaire est appuyée par 25 maîtres d’enseignement
(physique, mathématiques, langues, communications, etc.) et quelques 200 chargés de cours ;
praticiens reconnus dans leur domaine. De plus, plus de 3000 cadres, professionnels et
techniciens en exercice, issus de tous les secteurs économiques, y suivent chaque année de
nombreux séminaires intensifs de perfectionnement dans les domaines de la qualité, du
management, de la technologie et de l’informatique.
L’ETS compte cinq départements: génie de la construction, génie électrique, génie mécanique,
génie de la production automatisée et génie des logiciels et des technologies de l’information. Les
domaines de recherche dans lesquelles l’ETS se démarque sont nombreux : Energie,
environnement, matériaux, conception et production, systèmes d’entreprise, technologies de
l’information et des communications, technologies de la santé, transport aéronautique et
terrestre… L’ETS compte vingt-deux chaires de recherche et trente regroupements de chercheurs.
L’ensemble des chercheurs produit chaque année deux cents publications.
75% des activités de recherche sont menées conjointement avec l’industrie avec plus de deux
cents entreprises. Le total de fonds de R&D chaque année oscille autour de vingt millions de
dollars. Les sources de financement proviennent d’une part des entreprises part le biais de
contrats, mais aussi des conseils subventionnaires canadiens et québécois œuvrant dans le
domaine des sciences naturelles et du génie ainsi que de la santé. Il s’agit principalement du
Conseil de recherches en sciences naturelles et en génie du Canada (CRSNG), des Instituts de
Recherche en Santé du Canada(IRSC), du Fond de Recherche du Québec-Nature et Technologie
(FRQNT), du Fond de la Recherche en Santé de Québec (FRSC) ainsi que de certains ministères et
d’autres organismes de financement publics ou privés.

12 | P a g e Rapport de fin d’études 2013

13 | P a g e Rapport de fin d’études 2013
J’ai effectué mon stage dans le département mécanique de l’ETS qui emploie une centaine de
personnes. J’ai plus précisément travaillé dans la salle de polissage des laboratoires de mécanique
ainsi qu’au Centre de Technologie Thermique. Le département mécanique offre des programmes
de cours orientés vers des domaines tels que la mécanique appliquée, le design de machines, la
thermodynamique et l’énergétique, la vibration, l’automatisation et le contrôle, la CAO/FAO, la
mise en forme et les procédés de fabrication. Le département mécanique dispose de quatre
chaires de recherche, d’un laboratoire d’analyse de contrainte par éléments finis et
d’expérimentation, d’un laboratoire sur les alliages à mémoire et les systèmes intelligents, d’un
laboratoire institutionnel de fabrication de l’ÉTS, d’un laboratoire d'ingénierie des produits,
procédés et systèmes, et d’un laboratoire d'intégration des technologies de production ainsi que
le centre de technologie thermique. Quatre groupes de recherche travaillent également dans ce
département. Une équipe de recherche en dynamique des machines, des structures et des
procédés, une équipe de recherche en sécurité du travail, un groupe de recherche sur les
applications numériques en ingénierie et en technologie, et un groupe de recherche pour la
fabrication de couronnes de turbine Francis.

14 | P a g e Rapport de fin d’études 2013
15 | P a g e Rapport de fin d’études 2013
1.2 Présentation du laboratoire LOPFA
Le Laboratoire d'Optimisation des Procédés de Fabrication en Aéronautique (LOPFA) fait partie du
département de génie mécanique de l'ÉTS de Montréal, au Québec. Son but est d'optimiser des
procédés de fabrication divers (induction, hydroformage, brasage,...) afin de fabriquer des pièces
robustes pour des applications dans le domaine de l’aéronautique et de l’énergétique.
Inversement, cela implique de définir précisément les critères de design acceptables pour un
procédé donné. Pour répondre à ces défis, le laboratoire travaille dans un contexte
interdisciplinaire, cherchant à faire un lien entre la mécanique, la physique et la science des
matériaux.
En travaillant sur des procédés déjà présents dans l’industrie et en utilisant des équipements
équivalents, le LOPFA s’assure que sa recherche et ses développements sont directement
transférables en production. Il n’est donc pas rare que les travaux d’un étudiant soient appliqués
en production avant même que celui-ci finisse sa formation au sein du groupe.
D’un autre coté, le LOPFA développe des outils de pointe dans des domaines de recherche
fondamentaux. En s’attaquant à la fois à l’étude expérimentale et à la modélisation numérique, ce
groupe de recherche propose une description précise des mécanismes mis en jeu tant lors de la
fabrication que lors de l’utilisation des pièces manufacturées.
Le LOPFA offre de nombreuses opportunités pour les étudiants et chercheurs intéressés tant par
les aspects expérimentaux que théoriques de la mécanique et de la science des matériaux. Des
thématiques telles que les traitements de surface, la fatigue, le soudage, le chauffage par
induction, le grenaillage, etc. sont abordées dans un contexte industriel et avec pour objectif
d’améliorer les procédés de fabrication (réduction des coûts, amélioration des performances,
diminution du poids, etc.).
Procédés étudiés par le groupe de recherche :
Trempe de contour d'engrenages par induction
Brasage des superalliages
Mise en forme de métal en feuille : superalliages et de grades aéronautiques d'aluminium
Fabrication et réparation des turbines hydroélectriques
Optimisation et contrôle des microstructures et macrostructures générées lors de la forge des alliages de titane
Traitement de surfaces et mécanisme d’endommagement
.

16 | P a g e Rapport de fin d’études 2013
17 | P a g e Rapport de fin d’études 2013
2 Contexte et objectifs du projet
2.1 Contexte du projet
L’un des axes de recherche du groupe LOPFA est de développer le procédé de chauffe par
induction afin de remplacer la cémentation dans les pièces d’engrènement des moteurs. Cette
activité est motivée par le fait que le procédé d'induction est classé comme un procédé vert
contrairement au procédé de cémentation qui lui nécessite l'utilisation de gaz et de techniques de
masquage polluantes. Dans un premier temps, ce projet vise à accélérer le développement des
recettes de production. Il inclut aussi toute une réflexion sur le contrôle des distorsions, des
contraintes résiduelles locales de fabrication et plus généralement des propriétés en fatigue de
flexion et de contact.
Grâce à une demande de subvention FCI, l’ÉTS possède depuis 2005 une machine à induction bi-
fréquence simultanée de taille industrielle permettant de délivrer une puissance totale de plus
d’un méga Watt. De nombreuses pièces ont ainsi pu être développées.
Mon projet s’inscrit dans la thèse de Vincent SAVARIA. La thèse porte sur l’effet des contraintes
résiduelles sur l’endommagement par fatigue des engrenages aéronautiques durcis
superficiellement par induction. Le traitement par induction entraine des modifications
importantes des propriétés de surface ainsi que des contraintes résiduelles qui ont un impact sur
l’amorçage des fissures de fatigue. Le but est de pouvoir améliorer le processus de fabrication des
engrenages en développant une approche de calcul pour la fatigue de flexion qui tient compte des
contraintes résiduelles.
Dans la réalité, les dents des engrenages sont constamment soumises à d’importants efforts en
flexion et en contact. Des modélisations par éléments finis permettent d’obtenir la répartition des
contraintes dans la pièce résultantes de ces efforts. Il faut ensuite ajouter à cela les contraintes
résiduelles présentes dans le matériau pour obtenir le champ de contrainte final. Pour prédire
complètement la rupture par fatigue du matériau due à ce champ de contrainte, il existe des
critères de fatigue multiaxiale comme le critère de Crossland. Plusieurs paramètres interviennent
dans ces critères. Le calcul de ces paramètres requière notamment les limites d’endurance en
torsion et en traction-compression du matériau.
Mon stage se situe donc à la toute fin du processus permettant de prévoir la durée de vie des
engrenages aéronautiques.

18 | P a g e Rapport de fin d’études 2013
19 | P a g e Rapport de fin d’études 2013
2.2 Objectifs du projet
L’objectif général du projet est de déterminer les paramètres d’un critère de fatigue multiaxiale
pour les trois zones spécifiques que l’on obtient après trempe par induction. Ces paramètres sont
obtenus grâce aux limites d’endurance du matériau en torsion et en traction-compression.
Une campagne axiale a déjà été menée au sein de l’ETS par un ancien stagiaire Robin Lebfevre et
une campagne d’essai de fatigue en torsion a été menée par Yves Nadot au sein de l’ENSMA de
Poitiers.
Dans un premier temps, une analyse fractographique des faciès de rupture des éprouvettes de la
campagne axiale précédente devra être menée, afin d’analyser la pertinence des différents points
expérimentaux obtenus pour le calcul de la limite d’endurance. En effet des mesures de
contraintes résiduelles ont été effectuées sur les éprouvettes après les tests de fatigue et celles-ci
ne sont pas négligeables.
Ensuite il sera nécessaire de planifier une nouvelle campagne de fatigue, pour notamment obtenir
les limites d’endurance des différentes zones du matériau en traction avec un rapport de charge
différent.
20 | P a g e Rapport de fin d’études 2013
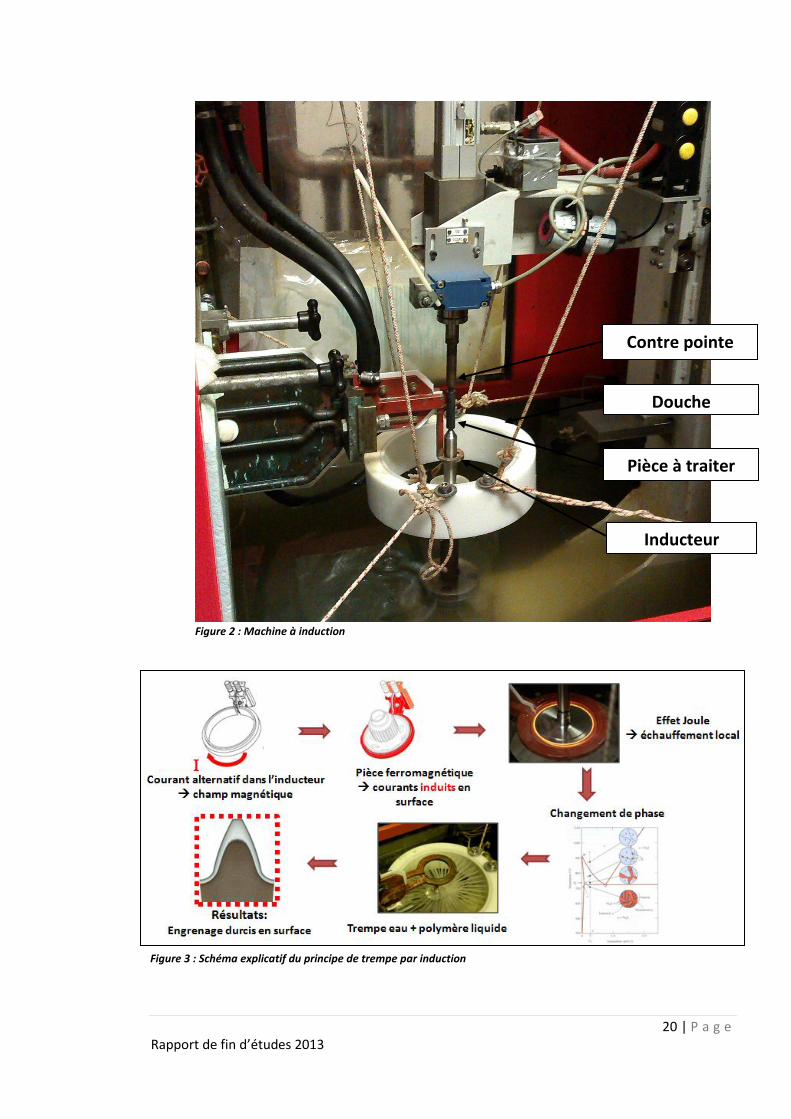
Figure 2 : Machine à induction
Contre pointe
Douche
Pièce à traiter
Inducteur
Figure 3 : Schéma explicatif du principe de trempe par induction
21 | P a g e Rapport de fin d’études 2013
3. Rappels théoriques
3.1 Le procédé de trempe par induction
3.1.1 Description du procédé de trempe par induction
Le durcissement par induction est une alternative intéressante par rapport aux autres procédés
de durcissement tel que le procédé de cémentation pour différentes raisons. Tout d’abord,
l’induction est un procédé beaucoup plus écologique que la cémentation, qui utilise des gaz à
effet de serre. Ensuite, ce procédé permet une bonne efficacité énergétique, un bon contrôle du
profil durci et est plus rapide que la cémentation.
Le durcissement superficiel par induction consiste à placer la pièce à traiter dans un inducteur. On
fait circuler un courant dans l’inducteur, ce qui crée un champ magnétique oscillant de même
fréquence autour de la pièce. Des courants de Foucault sont donc induits en surface (effet de
peau). Ces courants chauffent la pièce en surface par effet Joule. La pièce est ensuite refroidie par
trempe grâce à une douche projetant un mélange d’eau et de polymère liquide. Le
refroidissement rapide entraine la formation de martensite en surface.
Ce sont les forts gradients de température qui déforment plastiquement la surface durant la
chauffe et la trempe, ainsi que le changement de phase (martensite en surface causant une
augmentation du volume) qui provoquent l’apparition de contraintes résiduelles après induction.
En effet, il y a une incompatibilité entre la surface et le cœur non chauffé. Pour assurer la liaison il
doit exister un champ de contraintes résiduelles de compression en surface et de tension en
profondeur. Les profils de dureté et de contraintes résiduelles peuvent varier si l’on change les
paramètres du procédé (temps de chauffe, fréquence, puissance…).
22 | P a g e Rapport de fin d’études 2013
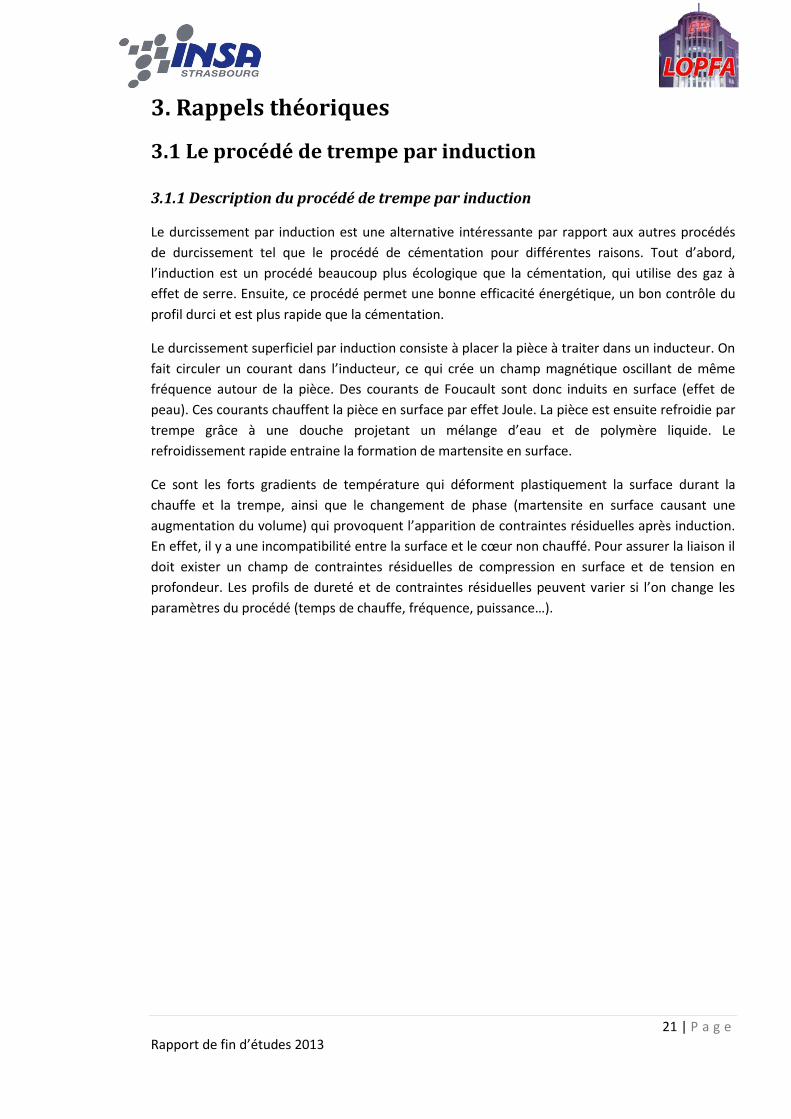
Figure 4 : zones de dureté d’une dent d’engrenage après trempe par induction
Figure 5 : exemple d’un profil de dureté au creux d’une dent d’engrenage
Figure 6 : exemple d’un profil de contraintes résiduelles au creux d’une dent d’engrenage

23 | P a g e Rapport de fin d’études 2013
3.1.2 Propriétés mécaniques après trempe par induction
Après le traitement par induction des engrenages, on distingue trois zones de dureté et de
contrainte résiduelle dans les dents des engrenages, comme on peut le voir dans sur la (figure 4).
La première zone, est la zone durcie qui est caractérisée par des contraintes résiduelles de
compression et un important niveau de dureté. Ensuite, la deuxième zone, est la zone de sur-
revenu. Elle est caractérisée par une dureté plus faible que la zone durcie et que la zone de cœur
car elle n’a pas été suffisamment chauffée durant le traitement pour engendrer un changement
de phase mais a quand même subi l’effet de la température, ce qui a eu pour conséquence de
diminuer la dureté de la martensite par un revenu supplémentaire. Dans cette zone, les
contraintes résiduelles sont des contraintes de tension. Les deux premières zones sont séparées
par une courte zone de transition au sein de laquelle la dureté chute brutalement. Pour finir, une
troisième zone; la zone de cœur possède une dureté supérieure à la zone de sur revenu ainsi que
des contraintes résiduelles de compression mais d’amplitude nettement inférieure à celle de la
zone durcie.
24 | P a g e Rapport de fin d’études 2013
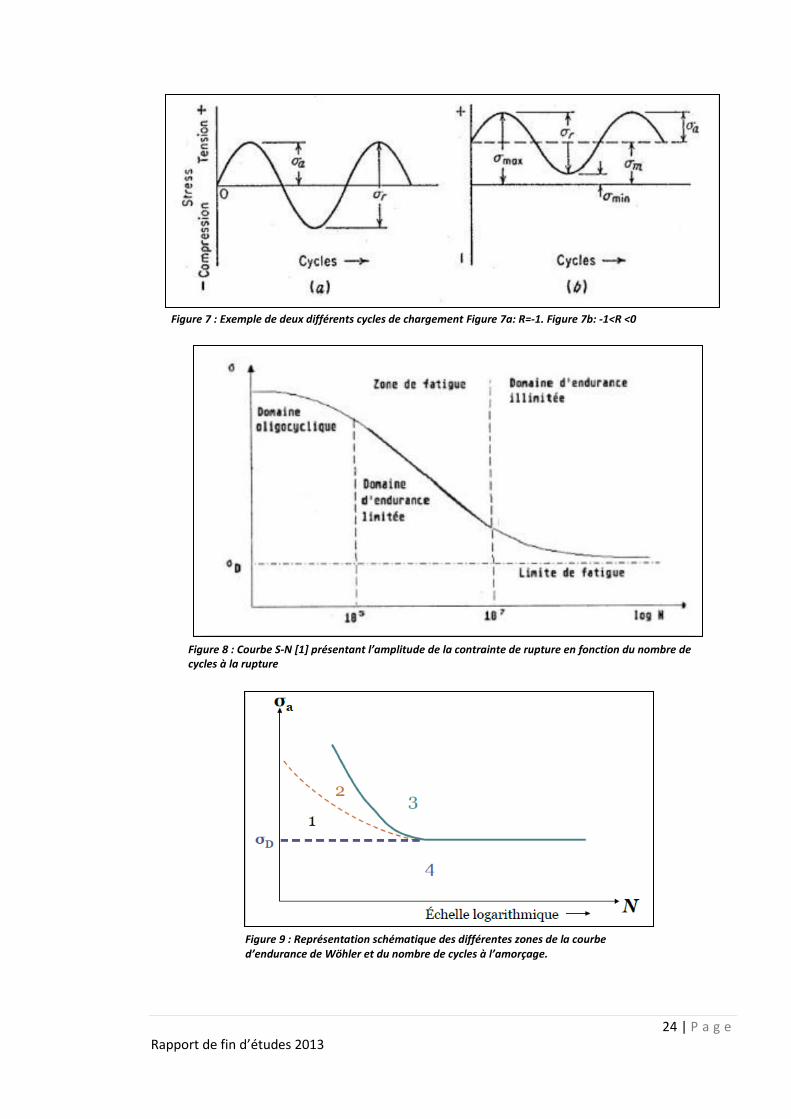
Figure 7 : Exemple de deux différents cycles de chargement Figure 7a: R=-1. Figure 7b: -1<R <0
Figure 8 : Courbe S-N [1] présentant l’amplitude de la contrainte de rupture en fonction du nombre de cycles à la rupture
Figure 9 : Représentation schématique des différentes zones de la courbe d’endurance de Wöhler et du nombre de cycles à l’amorçage.
25 | P a g e Rapport de fin d’études 2013
3.2 La tenue en fatigue
L’expérience montre que la rupture des pièces ou des machines en fonctionnement normal est
souvent due à la fatigue. Ce mode de rupture a été très marqué pendant la révolution industrielle
par un certain nombre d’accidents, comme celui en 1842 à Versailles qui suite à la rupture d’un
essieu provoqua la mort de 60 personnes. La fatigue est l’un des sujets qui a suscité le plus de
publication, et encore de nos jours.
La fatigue, ou endommagement par fatigue, traduit la modification des propriétés d’un matériau
soumis à un cycle d’effort répété qui peut mener à sa rupture. Pour caractériser le cycle d’effort,
on définit les amplitudes de contrainte maximale et minimale, σmax et σmin, la valeur moyenne de
contrainte σm et sa composante alternative σa. Ces deux dernières sont parfois égales. On définit
le rapport de charge par le rapport
.
Cependant les cycles de fatigue sont rarement similaires à ceux de la figure précédente et souvent
les chargements sont d’amplitude et de fréquence variable.
La durée de vie est mesurée en nombre de cycle avant rupture et on appelle endurance la
capacité de résistance à la fatigue des pièces.
Ainsi il y a fatigue dès que l’on est en présence d’efforts variables dans le temps. Alors, la rupture
peut subvenir pour des contraintes faibles, souvent très inférieures à la limite d’élasticité lorsque
ces efforts sont répétés un grand nombre de fois, comme le montre la courbe de S-N (Figure 8).
On distingue ainsi quatre domaines :
- A forte contrainte et à faible nombre de cycle (102 à 105), c’est le domaine de la fatigue
oligocyclique caractérisé par une déformation plastique importante à l’échelle macroscopique.
-La zone de fatigue ou d’endurance limitée, généralement entre 105 et 107 cycles.
- Pour un nombre de cycle entre 107 et 109 c’est la zone d’endurance.
- Pour un nombre de cycle de l’ordre de 109 c’est la fatigue gigacyclique.
Au-delà de 107 cycles, la courbe S-N tend généralement vers une limite asymptotique parallèle à
l’axe des N pour les aciers. En dessous de cette valeur limite σd, appelée limite d’endurance, on
considère qu’il n’y aura jamais rupture par fatigue.
La figure 4 schématise le nombre de cycles nécessaire à l’amorçage et à la propagation des
fissures de fatigue. La zone 4 correspond aux éprouvettes non rompues, la zone 3, aux
éprouvettes rompues. Entre ces deux stades, on observe la zone 1 correspondant à l’amorçage
d’une fissure et la zone 2 associée à la propagation de cette fissure. La durée de vie totale en
fatigue se décompose donc en une durée de vie en amorçage et une durée de vie en propagation.
26 | P a g e Rapport de fin d’études 2013
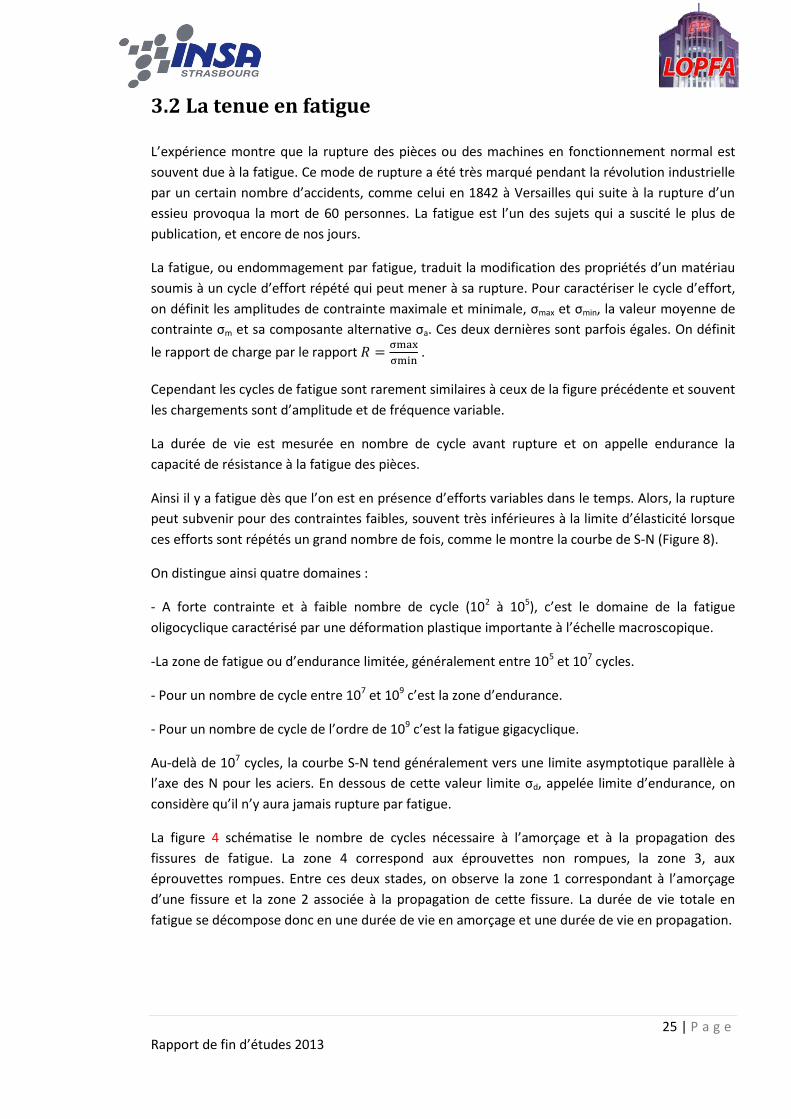
Figure 10 : Illustration de l’irréversibilité du mouvement de glissement : formation d’une paire intrusion-extrusion [2]
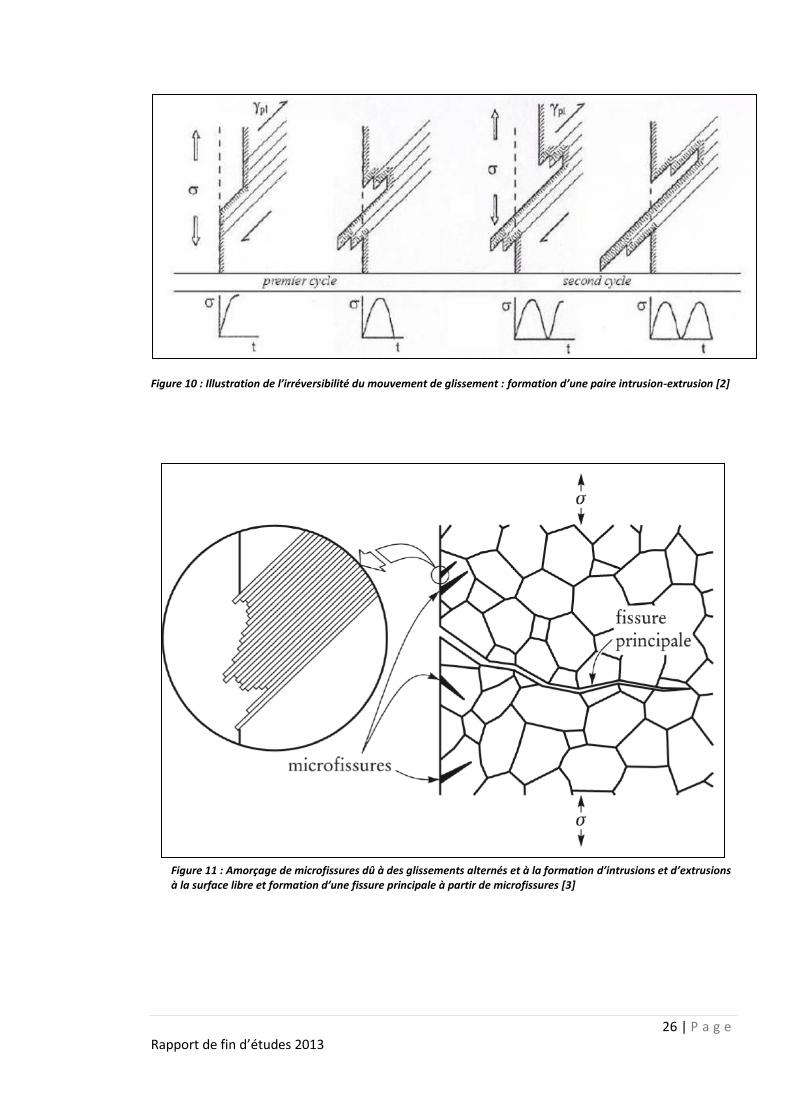
Figure 11 : Amorçage de microfissures dû à des glissements alternés et à la formation d’intrusions et d’extrusions à la surface libre et formation d’une fissure principale à partir de microfissures [3]
27 | P a g e Rapport de fin d’études 2013
3.3 Amorçage des fissures
Il est difficile de donner une définition de l’amorçage suivant que l’on s’intéresse à l’évolution
microstructurale ou que l’on considère l’apparition d’une microfissure détectable par une
technique quelconque. Par exemple on peut définir le nombre de cycles d’amorçage Na pour une
longueur de fissure de l’ordre de 0,1mm. Le stade d’amorçage est très important puisqu’il peut
représenter jusqu’à 90% de la durée de vie du matériau dans le cas de la fatigue à très grand
nombre de cycle.
L’application de contraintes cycliques voisines de la limite d’endurance entraine des mouvements
de dislocation dans les plans de glissements. Lorsqu’un grain se situe à la surface, le mouvement
des dislocations dans le grain va créer une structure en forme de marche ou paire intrusion-
extrusion provoquée par des bandes de glissement (figure 10). L’atmosphère réagit avec la
surface des bandes de glissements qui dépasse du matériau, ce qui empêche la réversibilité du
mouvement. Des microfissures apparaissent alors dans ces bandes.
Les joints de grains, les porosités et les particules de seconde phase, mais aussi les trous, les coins
et les congés dans une structure réelle sont également des bons sites d’amorçage du fait de
l’incompatibilité de déformation avec la matrice et des fortes concentrations de contraintes qu’ils
entrainent. Une microfissure peut alors s’amorcer par accumulation de dislocation sur le défaut.
3.4 Propagation des fissures
Après avoir traversé quelques barrières microstructurales et atteint une certaine longueur, la
fissure ainsi créée va ensuite se propager perpendiculairement à la contrainte appliquée, comme
illustré dans la figure 11.
Lorsque les fissures sont assez longues, leur comportement peut être décrit en général par la
mécanique de la rupture et donc la vitesse de propagation des fissures peut être décrite par des
lois de propagation empiriques comme la loi de Paris :
a désigne la longueur de la fissure. ΔK=Kmax-Kmin désigne la variation du facteur d’intensité des contraintes.
C et m sont les constantes dépendant du matériau et des conditions d’essai.
Où a est une dimension caractéristique de la fissure (par exemple sa profondeur) et α un facteur
lié à la géométrie, proche de 1.

28 | P a g e Rapport de fin d’études 2013
29 | P a g e Rapport de fin d’études 2013
3.4 Les critères de fatigue multiaxiaux
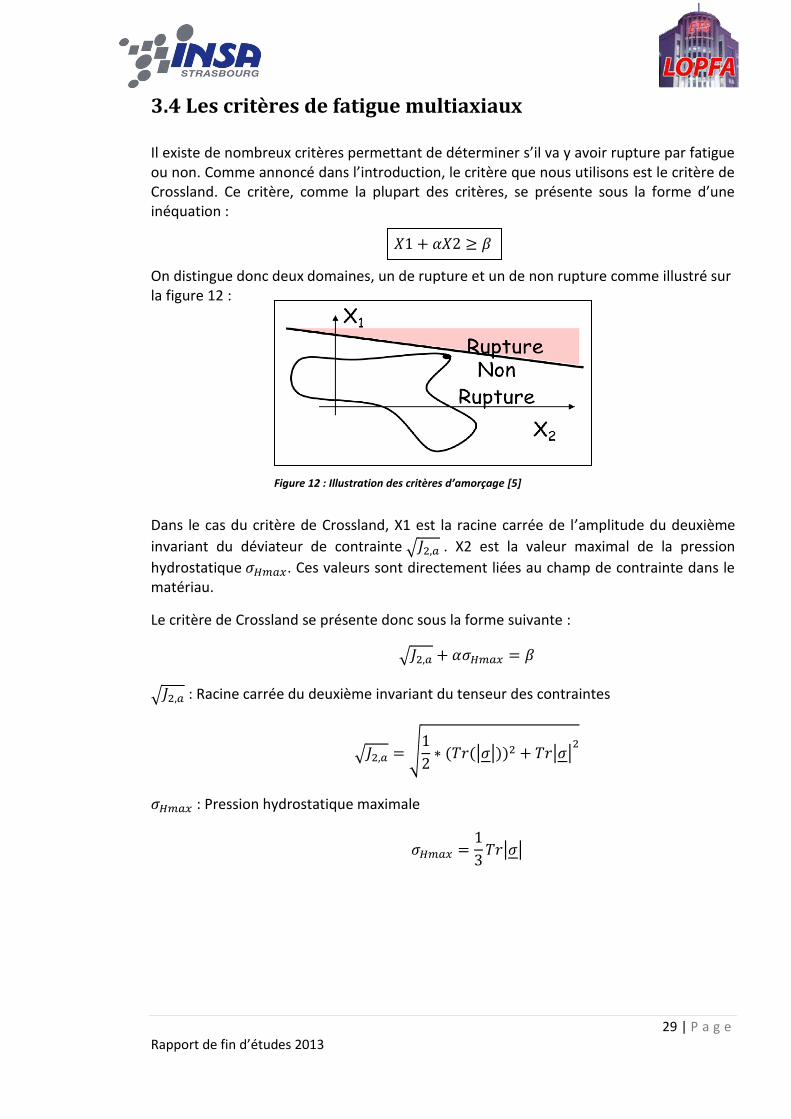
Il existe de nombreux critères permettant de déterminer s’il va y avoir rupture par fatigue ou non. Comme annoncé dans l’introduction, le critère que nous utilisons est le critère de Crossland. Ce critère, comme la plupart des critères, se présente sous la forme d’une inéquation :
On distingue donc deux domaines, un de rupture et un de non rupture comme illustré sur la figure 12 :
Dans le cas du critère de Crossland, X1 est la racine carrée de l’amplitude du deuxième
invariant du déviateur de contrainte . X2 est la valeur maximal de la pression
hydrostatique . Ces valeurs sont directement liées au champ de contrainte dans le matériau.
Le critère de Crossland se présente donc sous la forme suivante :
: Racine carrée du deuxième invariant du tenseur des contraintes
: Pression hydrostatique maximale
Figure 12 : Illustration des critères d’amorçage [5]

30 | P a g e Rapport de fin d’études 2013
31 | P a g e Rapport de fin d’études 2013
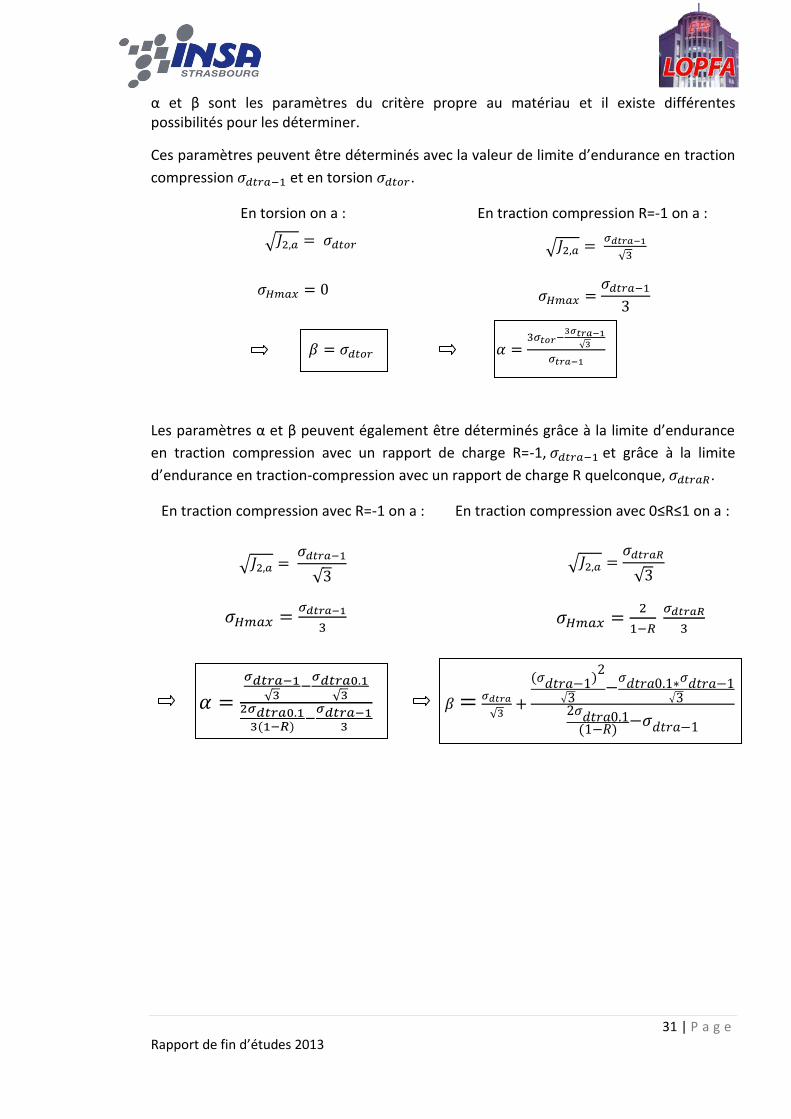
α et β sont les paramètres du critère propre au matériau et il existe différentes possibilités pour les déterminer.
Ces paramètres peuvent être déterminés avec la valeur de limite d’endurance en traction
compression et en torsion .
En torsion on a : En traction compression R=-1 on a :
Les paramètres α et β peuvent également être déterminés grâce à la limite d’endurance
en traction compression avec un rapport de charge R=-1, et grâce à la limite
d’endurance en traction-compression avec un rapport de charge R quelconque, .
En traction compression avec R=-1 on a : En traction compression avec 0≤R≤1 on a :
32 | P a g e Rapport de fin d’études 2013
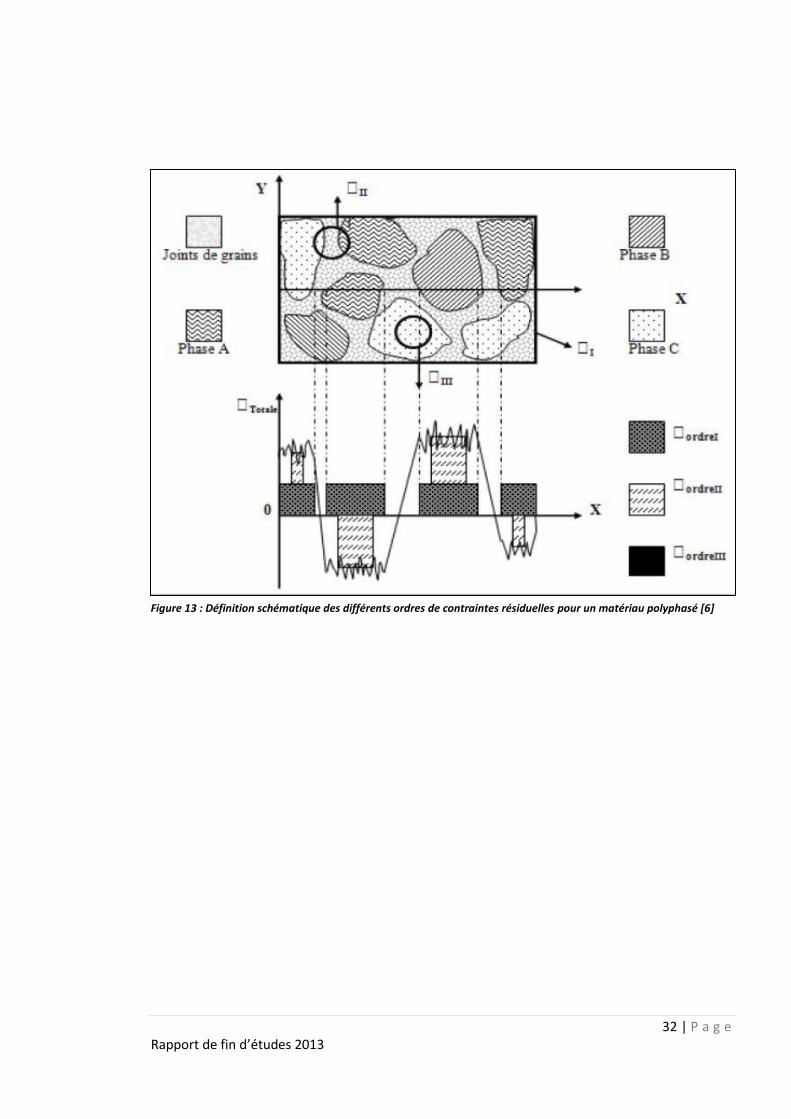
Figure 13 : Définition schématique des différents ordres de contraintes résiduelles pour un matériau polyphasé [6]
33 | P a g e Rapport de fin d’études 2013
3.4 Effet des contraintes résiduelles sur la fatigue
Les contraintes résiduelles sont des contraintes internes statiques multiaxiales et auto équilibrées existant dans les pièces mécaniques à température uniforme et en l’absence de tout chargement extérieur. Elles sont de deux types, les contraintes normales (tension et compression) et les contraintes de cisaillement. Elles ont la propriété de s’auto équilibrer : la somme des forces et des moments dans n’importe quelle direction est nulle. Les contraintes résiduelles sont dues à des incompatibilités entre différentes région ou phases. Ces incompatibilités proviennent de quatre grandes causes : un serrage mécanique entre deux pièces, des gradients thermiques ou chimiques, des transformations de phase et la plastification isolée après surcharge mécanique. A cause du caractère poly cristallin et hétérogène des métaux, on peut définir trois ordres de contrainte résiduelle selon l’échelle à laquelle on les observe ou selon leur ordre d’auto équilibrage. En effet, un matériau cristallin est constitué de phases, elles-mêmes constituées de grains. Chaque grain peut être considéré simplement comme étant divisé en petit domaine séparés par des dislocations. Chaque domaine étant caractérisé par un empilement régulier d’atome formant une maille cristalline. Ainsi, peu importe l’échelle, les contraintes résiduelles ont pour origine des déformations assurant la continuité du matériau. Par exemple autour d’une dislocation, d’un joint de grain, d’un joint d’interphase et même de la pièce elle-même. On distingue alors :
Les contraintes résiduelles du premier ordre σI ou macroscopiques, qui s’équilibrent sur un très grand domaine du matériau (plusieurs grains, de l’ordre du mm). Une modification de l’équilibre des forces et des moments de ces contraintes entraine des variations dimensionnelles macroscopiques.
Les contraintes résiduelles du deuxième ordre σII ou microscopiques, homogènes sur un grain ou une phase (de l’ordre de quelques μm). Elles peuvent également modifier les dimensions macroscopiques
Les contraintes du troisième ordre σIII ou submicroscopique, auto équilibrées sur des petits domaines (quelques distances interatomiques, de l’ordre du nm). Elles peuvent atteindre des valeurs élevées mais ne peuvent pas modifier les dimensions macroscopiques.
L’état de contrainte résiduelle est la superposition de ces trois ordres comme indiqué sur la figure
13.
Il est connu depuis longtemps que les contraintes résiduelles ont une influence importante sur
l’amorçage de fissure de fatigue. Les contraintes de compression peuvent retarder l’apparition
des fissures en contrebalançant les contraintes appliquées, à condition que la relaxation soit
faible. Des fortes contraintes de compression peuvent également stopper la propagation d’une
fissure. Au contraire, celles de tension favorisent l’apparition de microfissures.
L’effet des contraintes résiduelles sur la propagation des fissures peut être illustré à l’aide de leur
impact sur le facteur d’intensité de contrainte K. Elles modifient également les trajets de
propagation et la vitesse de fissuration.

34 | P a g e Rapport de fin d’études 2013
35 | P a g e Rapport de fin d’études 2013
On définit:
(Kmax)L et (Kmin)L résultent du chargement appliqué et Kres des contraintes résiduelles. ΔK n’est pas modifié par les contraintes résiduelles contrairement à R comme le montre les équations
précédentes. La vitesse donnée par la loi de Paris est également modifiée :
).
Cependant, cette méthode de superposition et valable seulement pour un comportement matériau linéaire élastique. Pour les autres matériaux, elle ne tient pas compte de la redistribution des contraintes résiduelles après propagation de la fissure dans le champ de contrainte résiduelle. De plus, pour tenir compte du phénomène de fermeture de fissure, Elber a été le premier à
introduire le facteur d’intensité de contrainte effectif ΔKeff. On considère alors que K ne varie pas
quand la fissure se referme. ΔKeff= Kmax-K0 où K0 désigne la valeur de K lorsque la fissure est
complètement ouverte. La loi de Paris vue précédemment est donc transformée en :
36 | P a g e Rapport de fin d’études 2013
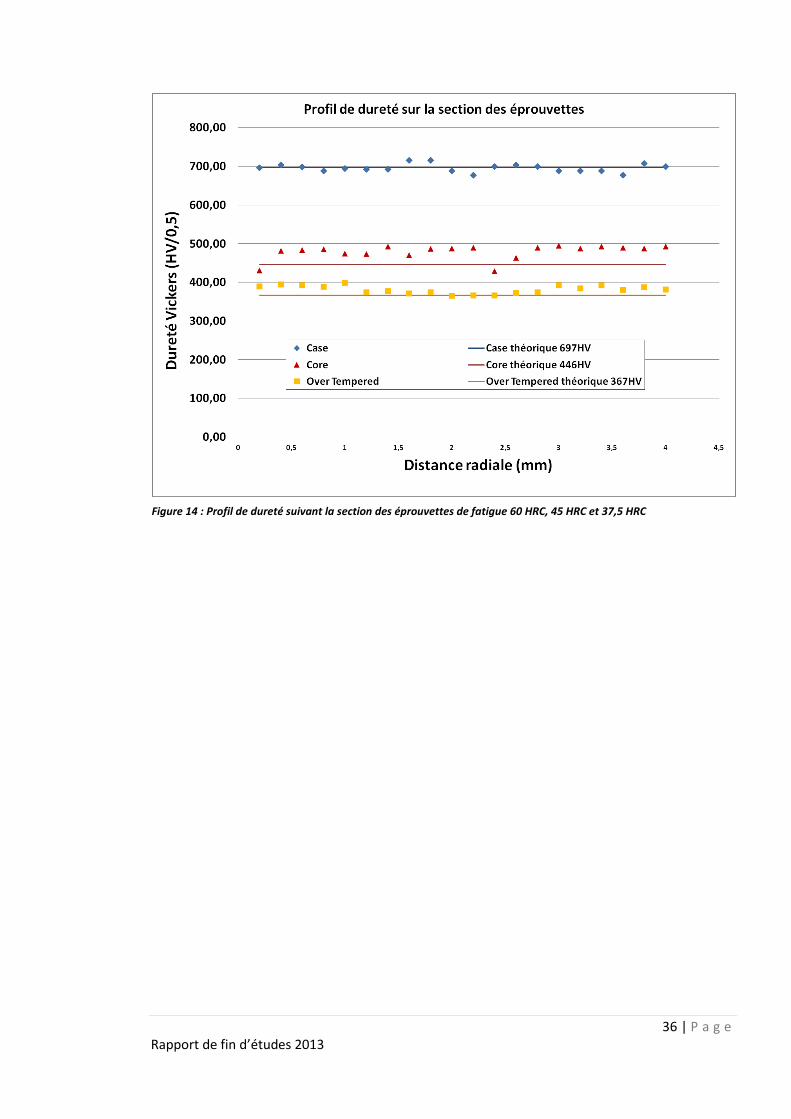
Figure 14 : Profil de dureté suivant la section des éprouvettes de fatigue 60 HRC, 45 HRC et 37,5 HRC
37 | P a g e Rapport de fin d’études 2013
4. Méthodologie et moyen mis en œuvre
4.1 Préparation des éprouvettes
Pour simuler les différentes zones présentes près de la surface de ces engrenages il est nécessaire de fabriquer trois lots d’éprouvettes, chaque lot correspondant à une dureté précise; 60HRC (697HV) pour la zone durcie, 37,5 HRC (368HV) pour la zone de sur-revenu et 45HRC (446HV) pour la zone de cœur. Ces éprouvettes sont réalisées à partir du même matériau que les engrenages, le grade AMS 6414 (Il s’agit ici d’un grade aéronautique).Le matériau est commandé sous forme de barre cylindrique de diamètre 16mm, ces barres sont ensuite usinées pour obtenir des barreaux de 70mm de longueur. Pour obtenir les duretés visées, chaque lot d’éprouvettes subit une série de traitements thermiques différents. L’objectif étant de reproduire de manière aussi proche que possible ce qu’éprouve le matériau durant le procédé de trempe. Traitements thermiques pour les éprouvettes de dureté 45 HRC : 850°C-45min + trempe à l'eau 10%POL. Revenu 380°C - 2h Revenu post-induction 149°C - 2h Traitements thermiques pour les éprouvettes de dureté 37,5 HRC : 850°C-45min + trempe à l'eau 10%POL. Revenu 380°C - 2h Sur-revenu 600°C - 15min Revenu post-induction 149°C - 2h Traitements thermiques pour les éprouvettes de dureté 60 HRC : 850°C-45min + trempe à l'eau 10%POL. Revenu 380°C - 2h Induction (durcissement complet jusqu'à cœur) Revenu post-induction 149°C - 2h Des mesures de dureté ont été faites sur toute la section des différentes éprouvettes (figure 14). Les duretés moyennes mesurées sont de 59HRC 47HRC et 39HRC pour les 3 types d’éprouvettes, et les valeurs sont bien homogènes tout le long de la section.

38 | P a g e Rapport de fin d’études 2013
39 | P a g e Rapport de fin d’études 2013
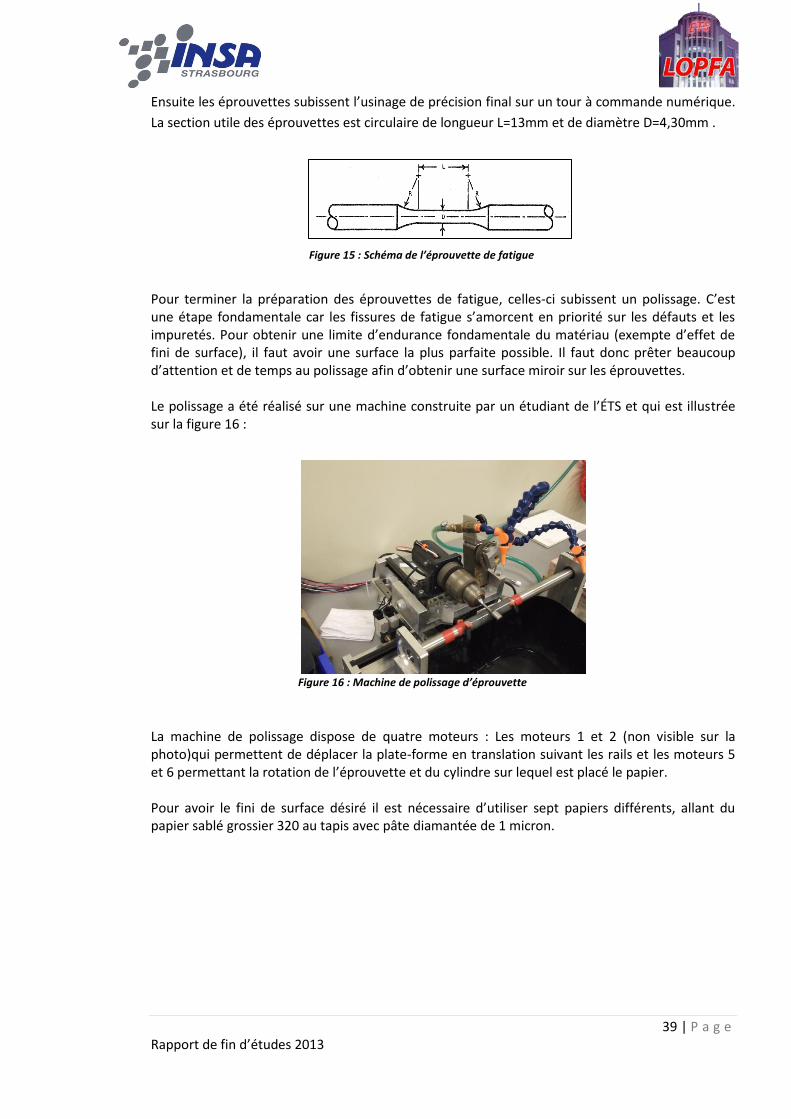
Ensuite les éprouvettes subissent l’usinage de précision final sur un tour à commande numérique.
La section utile des éprouvettes est circulaire de longueur L=13mm et de diamètre D=4,30mm .
Pour terminer la préparation des éprouvettes de fatigue, celles-ci subissent un polissage. C’est une étape fondamentale car les fissures de fatigue s’amorcent en priorité sur les défauts et les impuretés. Pour obtenir une limite d’endurance fondamentale du matériau (exempte d’effet de fini de surface), il faut avoir une surface la plus parfaite possible. Il faut donc prêter beaucoup d’attention et de temps au polissage afin d’obtenir une surface miroir sur les éprouvettes. Le polissage a été réalisé sur une machine construite par un étudiant de l’ÉTS et qui est illustrée sur la figure 16 :
La machine de polissage dispose de quatre moteurs : Les moteurs 1 et 2 (non visible sur la photo)qui permettent de déplacer la plate-forme en translation suivant les rails et les moteurs 5 et 6 permettant la rotation de l’éprouvette et du cylindre sur lequel est placé le papier. Pour avoir le fini de surface désiré il est nécessaire d’utiliser sept papiers différents, allant du papier sablé grossier 320 au tapis avec pâte diamantée de 1 micron.
Figure 15 : Schéma de l’éprouvette de fatigue
Figure 16 : Machine de polissage d’éprouvette
40 | P a g e Rapport de fin d’études 2013
Capteur de force
Mâchoire
Ordinateur
Console de commande
Mors
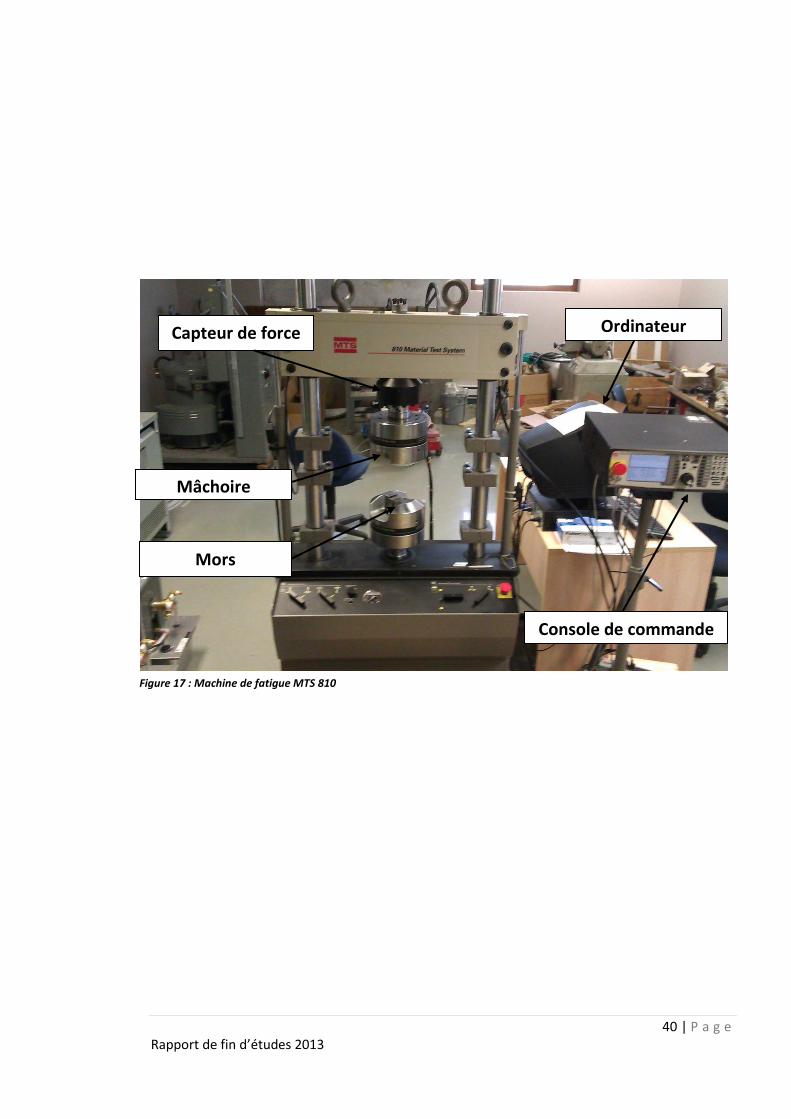
Figure 17 : Machine de fatigue MTS 810
41 | P a g e Rapport de fin d’études 2013
4.2 Essais de fatigue Les essais ont été réalisés sur une machine MTS 810 (figure 17) capable d’effectuer des chargements de 100KN. L’ordinateur et la console permettent de contrôler l’essai. Il a d’abord était nécessaire d’écrire une procédure sur l’ordinateur qui régisse l’essai. Cette procédure comprend la consigne de force, le nombre de cycle maximal (106), le type de consigne (sinusoïdale), des consignes d’enregistrement des données ainsi que des critères d’arrêt permettant de stopper l’essai en cas de rupture de l’éprouvette. Ces critères reposent sur le capteur de force et celui de déplacement (situé derrière). Si la force dépasse de 1000N (en valeur absolue) la valeur maximale de la consigne ou si le déplacement de la mâchoire excède 1mm par rapport à la position initiale, cela traduit une rupture de l’éprouvette et la machine s’arrête. Le deuxième critère travaille sur les extrémums de forces de traction/compression. Le signal de sortie, qui est sinusoïdal, doit avoir ses valeurs maximales et minimales comprises dans une plage d’une certaine amplitude (+ ou - 100N). Si le signal n’atteint pas cette plage ou la dépasse, l’essai s’arrête. La fréquence utilisée lors de l’essai est de 10Hz. Afin de vérifier si cette fréquence ne faisait pas chauffer l’éprouvette, ce qui aurait pu perturber les essais en facilitant l’amorçage par fatigue, des essais préliminaires ont été réalisés à l’aide d’un thermocouple. Il s’est avéré que les variations de température n’étaient pas significative (de l’ordre de 3°C) comparées aux variations de la température ambiante. La consigne étant une force, il est d’abord nécessaire de mesurer le diamètre des éprouvettes. Ces mesures sont réalisées optiquement (pour ne pas détériorer la surface de l’éprouvette) au microscope. Le problème est que cette méthode engendre des erreurs de mesures pouvant aller jusqu’à 90 micromètres à cause de la difficulté à réaliser la mise au point. Il est donc nécessaire une fois l’essai terminé de refaire une mesure au micromètre afin de recalculer la contrainte réelle imposée à l’éprouvette durant l’essai.
42 | P a g e Rapport de fin d’études 2013
Nom Wöhler Basquin Stromeyer Palmgren
équation Log(N)=a-bσ Log(N)=a-bLog(σ) Log(N)=a-bLog(σ-σd) Log(N+B)=a-bLog(σ-σd)
Avantages
Bonne représentation de la courbe,
ajustement des constantes
facile
Rend compte de la courbure
Beaucoup plus réaliste
Meilleur qualité d’ajustement des
données
Défauts
Ne rend pas bien compte de
la partie coudée de la courbe S-N
Asymptote horizontale
d’équation y=0 Ajustement des constantes difficile
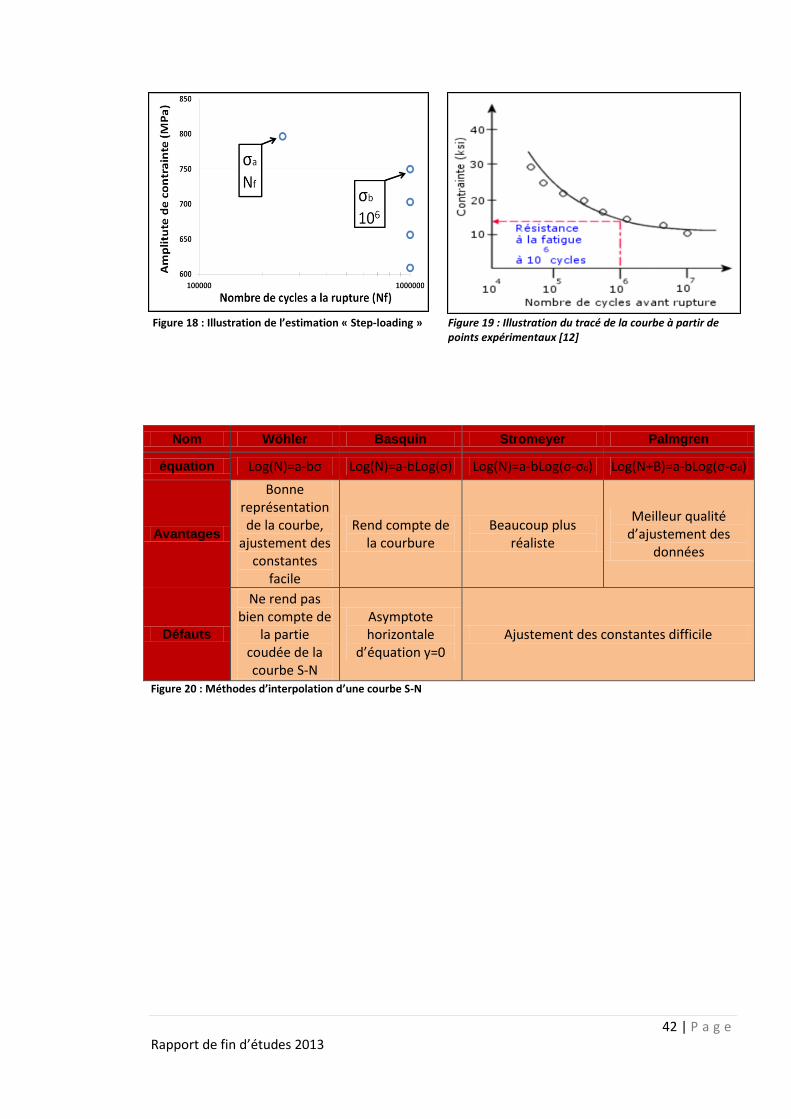
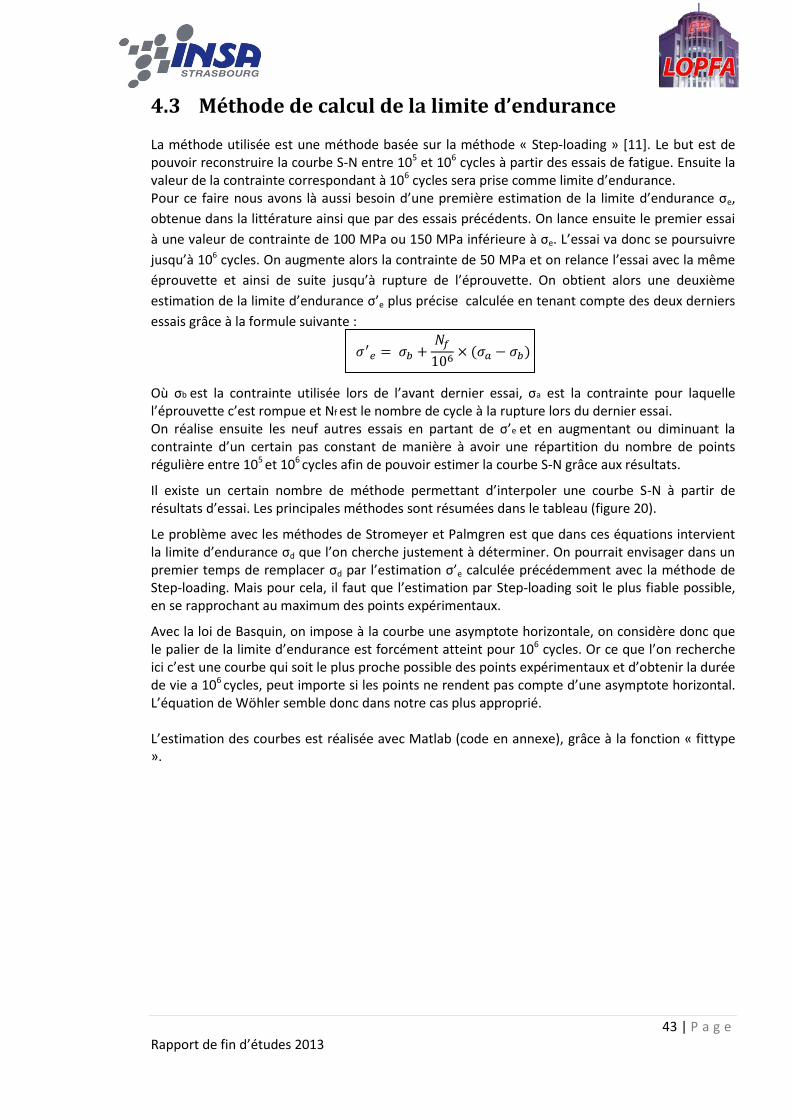
Figure 20 : Méthodes d’interpolation d’une courbe S-N
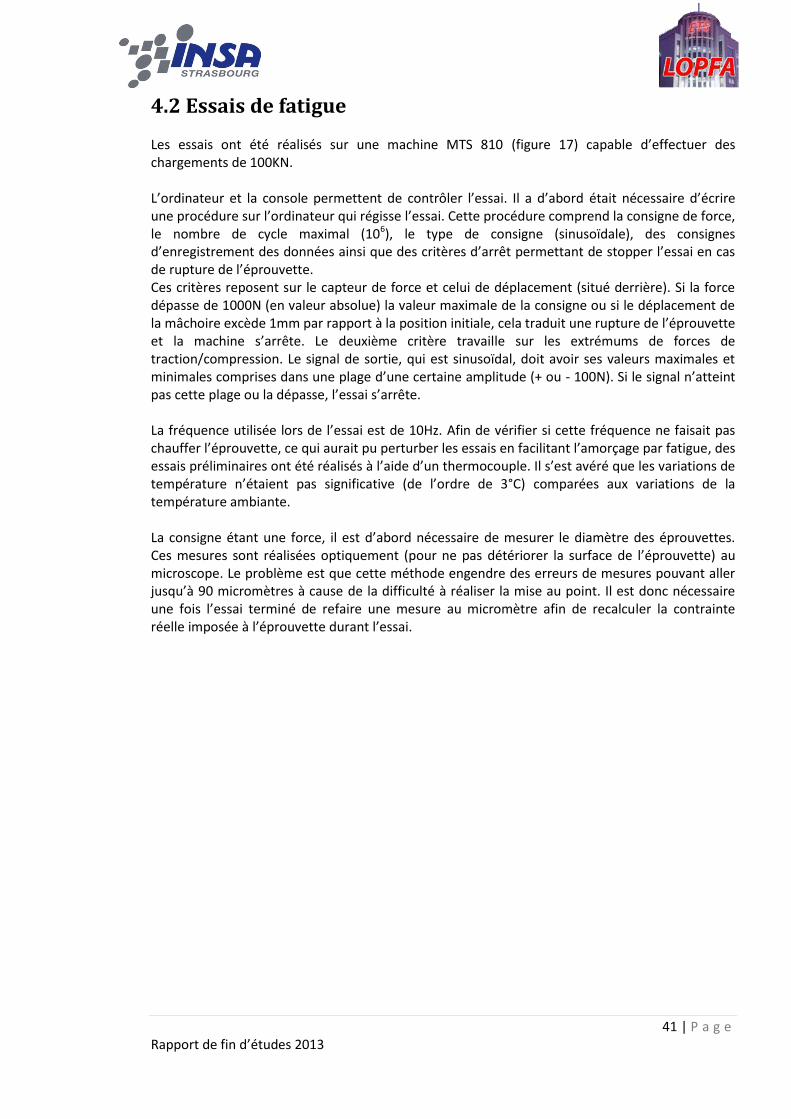
Figure 18 : Illustration de l’estimation « Step-loading » Figure 19 : Illustration du tracé de la courbe à partir de points expérimentaux [12]
43 | P a g e Rapport de fin d’études 2013
4.3 Méthode de calcul de la limite d’endurance La méthode utilisée est une méthode basée sur la méthode « Step-loading » [11]. Le but est de pouvoir reconstruire la courbe S-N entre 105 et 106 cycles à partir des essais de fatigue. Ensuite la valeur de la contrainte correspondant à 106 cycles sera prise comme limite d’endurance. Pour ce faire nous avons là aussi besoin d’une première estimation de la limite d’endurance σe,
obtenue dans la littérature ainsi que par des essais précédents. On lance ensuite le premier essai
à une valeur de contrainte de 100 MPa ou 150 MPa inférieure à σe. L’essai va donc se poursuivre
jusqu’à 106 cycles. On augmente alors la contrainte de 50 MPa et on relance l’essai avec la même
éprouvette et ainsi de suite jusqu’à rupture de l’éprouvette. On obtient alors une deuxième
estimation de la limite d’endurance σ’e plus précise calculée en tenant compte des deux derniers
essais grâce à la formule suivante :
Où σb est la contrainte utilisée lors de l’avant dernier essai, σa est la contrainte pour laquelle l’éprouvette c’est rompue et Nf est le nombre de cycle à la rupture lors du dernier essai. On réalise ensuite les neuf autres essais en partant de σ’e et en augmentant ou diminuant la contrainte d’un certain pas constant de manière à avoir une répartition du nombre de points régulière entre 105
et 106 cycles afin de pouvoir estimer la courbe S-N grâce aux résultats.
Il existe un certain nombre de méthode permettant d’interpoler une courbe S-N à partir de résultats d’essai. Les principales méthodes sont résumées dans le tableau (figure 20).
Le problème avec les méthodes de Stromeyer et Palmgren est que dans ces équations intervient la limite d’endurance σd que l’on cherche justement à déterminer. On pourrait envisager dans un premier temps de remplacer σd par l’estimation σ’e calculée précédemment avec la méthode de Step-loading. Mais pour cela, il faut que l’estimation par Step-loading soit le plus fiable possible, en se rapprochant au maximum des points expérimentaux.
Avec la loi de Basquin, on impose à la courbe une asymptote horizontale, on considère donc que le palier de la limite d’endurance est forcément atteint pour 106 cycles. Or ce que l’on recherche ici c’est une courbe qui soit le plus proche possible des points expérimentaux et d’obtenir la durée de vie a 106 cycles, peut importe si les points ne rendent pas compte d’une asymptote horizontal. L’équation de Wöhler semble donc dans notre cas plus approprié. L’estimation des courbes est réalisée avec Matlab (code en annexe), grâce à la fonction « fittype ».
44 | P a g e Rapport de fin d’études 2013
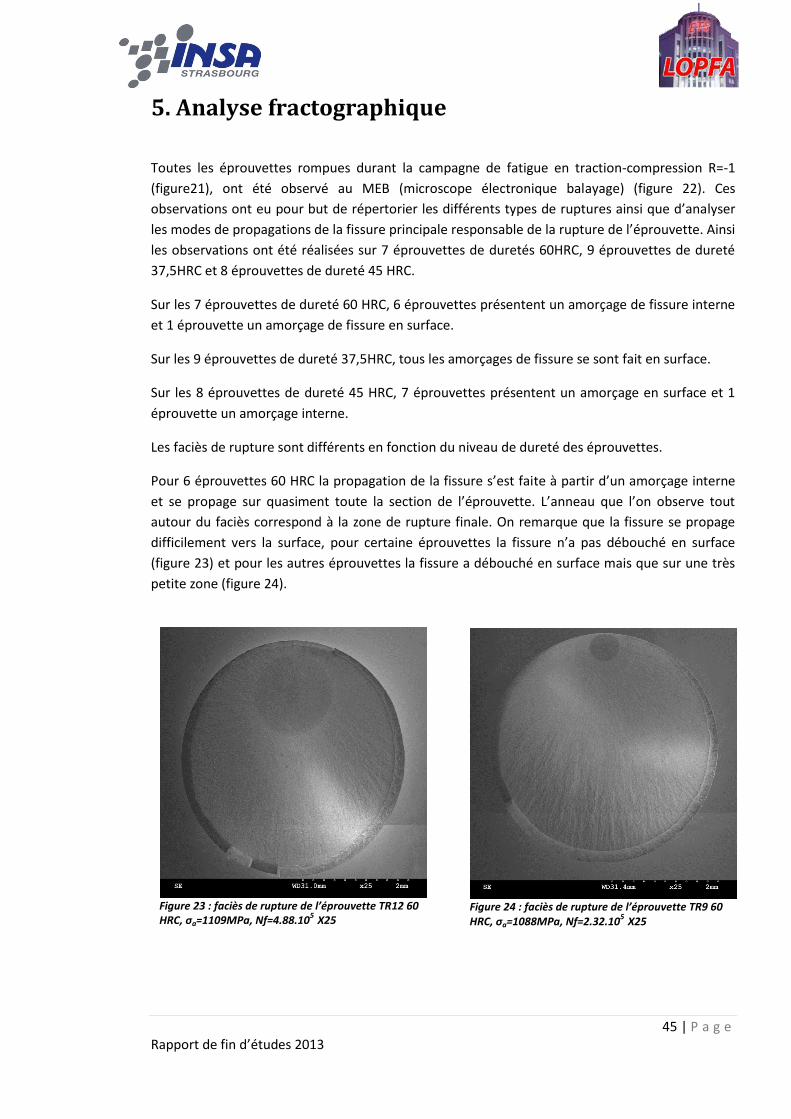
Figure 22 : Microscope électronique à balayage Hitachi S3600N
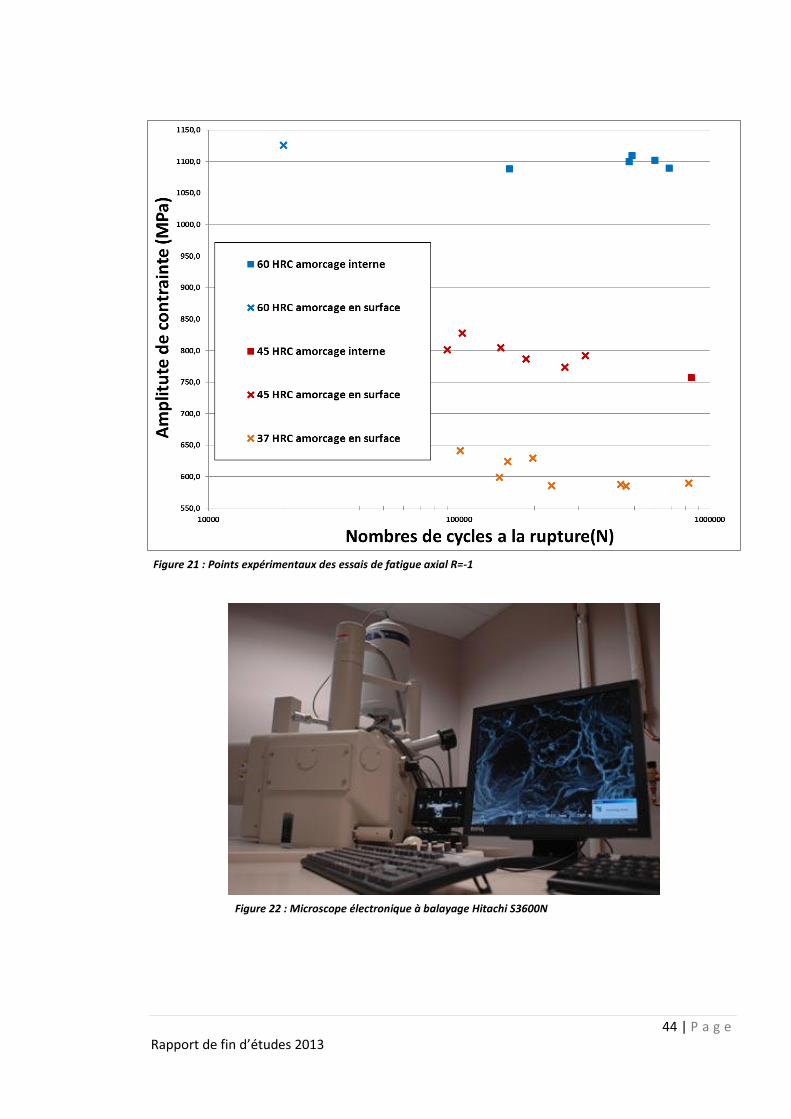
Figure 21 : Points expérimentaux des essais de fatigue axial R=-1
45 | P a g e Rapport de fin d’études 2013
5. Analyse fractographique
Toutes les éprouvettes rompues durant la campagne de fatigue en traction-compression R=-1
(figure21), ont été observé au MEB (microscope électronique balayage) (figure 22). Ces
observations ont eu pour but de répertorier les différents types de ruptures ainsi que d’analyser
les modes de propagations de la fissure principale responsable de la rupture de l’éprouvette. Ainsi
les observations ont été réalisées sur 7 éprouvettes de duretés 60HRC, 9 éprouvettes de dureté
37,5HRC et 8 éprouvettes de dureté 45 HRC.
Sur les 7 éprouvettes de dureté 60 HRC, 6 éprouvettes présentent un amorçage de fissure interne
et 1 éprouvette un amorçage de fissure en surface.
Sur les 9 éprouvettes de dureté 37,5HRC, tous les amorçages de fissure se sont fait en surface.
Sur les 8 éprouvettes de dureté 45 HRC, 7 éprouvettes présentent un amorçage en surface et 1
éprouvette un amorçage interne.
Les faciès de rupture sont différents en fonction du niveau de dureté des éprouvettes.
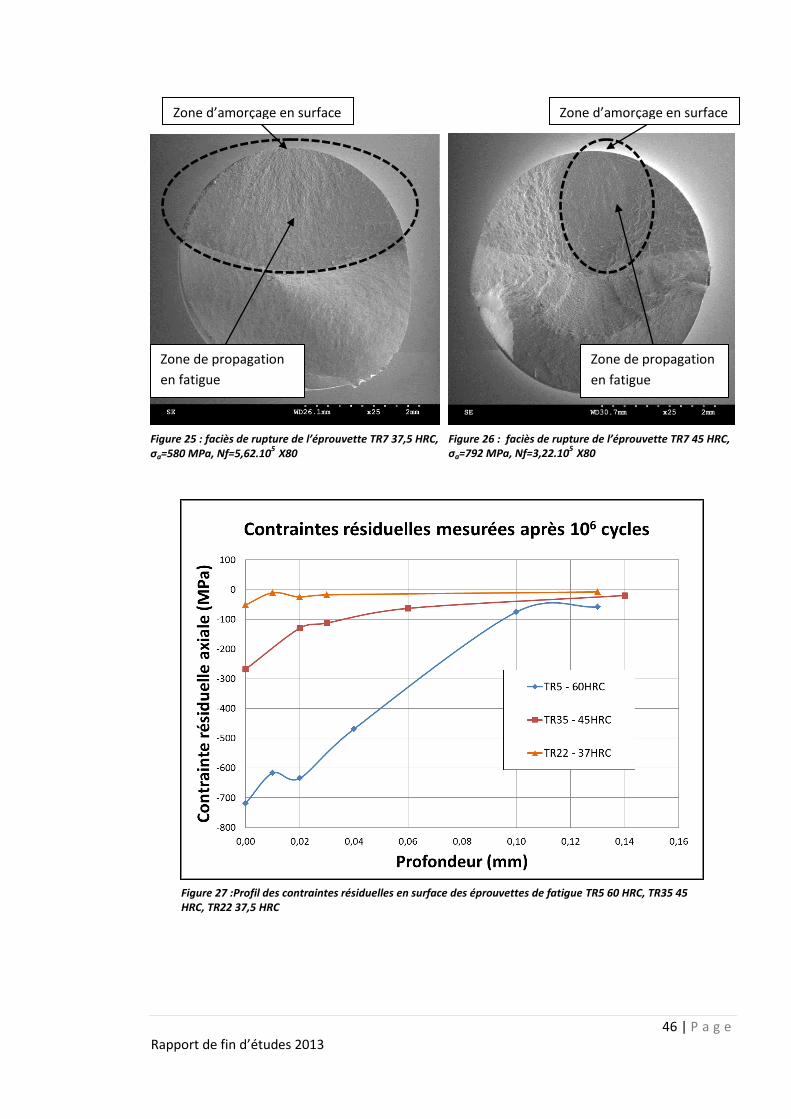
Pour 6 éprouvettes 60 HRC la propagation de la fissure s’est faite à partir d’un amorçage interne
et se propage sur quasiment toute la section de l’éprouvette. L’anneau que l’on observe tout
autour du faciès correspond à la zone de rupture finale. On remarque que la fissure se propage
difficilement vers la surface, pour certaine éprouvettes la fissure n’a pas débouché en surface
(figure 23) et pour les autres éprouvettes la fissure a débouché en surface mais que sur une très
petite zone (figure 24).
Figure 23 : faciès de rupture de l’éprouvette TR12 60 HRC, σa=1109MPa, Nf=4.88.10
5 X25
Figure 24 : faciès de rupture de l’éprouvette TR9 60 HRC, σa=1088MPa, Nf=2.32.10
5 X25
46 | P a g e Rapport de fin d’études 2013
Zone de propagation
en fatigue
Zone d’amorçage en surface Zone d’amorçage en surface
Zone de propagation
en fatigue
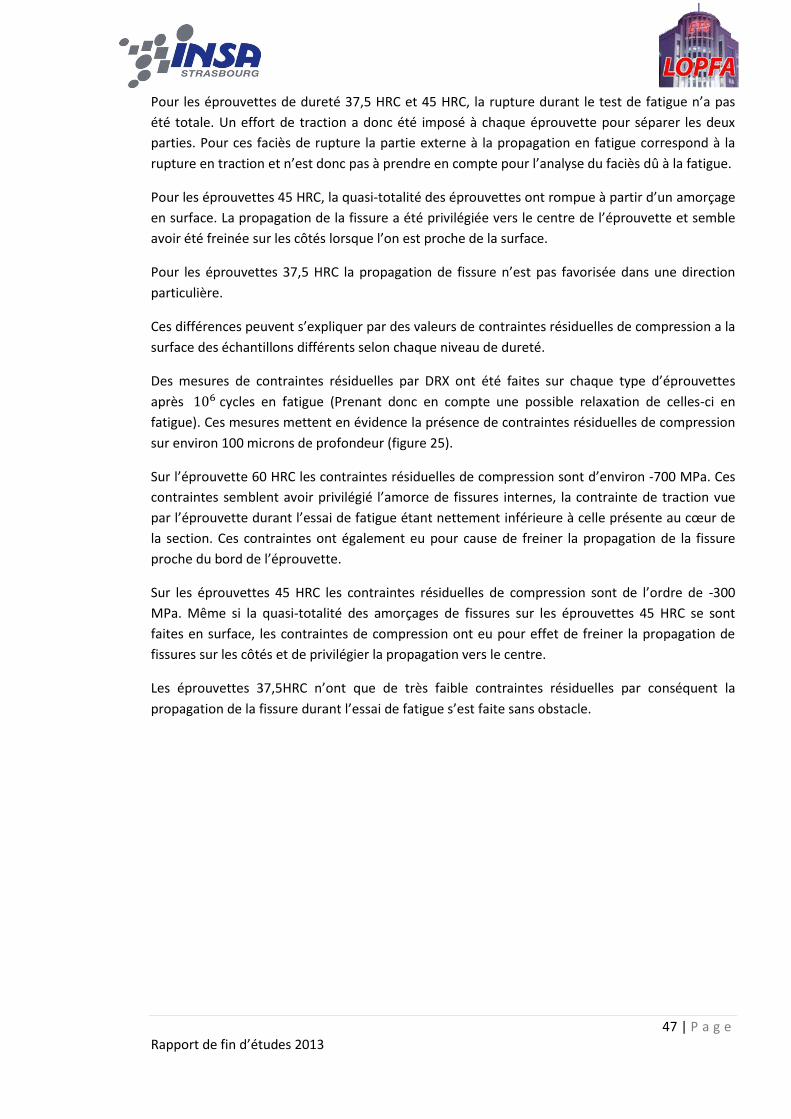
Figure 25 : faciès de rupture de l’éprouvette TR7 37,5 HRC, σa=580 MPa, Nf=5,62.10
5 X80
Figure 26 : faciès de rupture de l’éprouvette TR7 45 HRC, σa=792 MPa, Nf=3,22.10
5 X80
Figure 27 :Profil des contraintes résiduelles en surface des éprouvettes de fatigue TR5 60 HRC, TR35 45 HRC, TR22 37,5 HRC
47 | P a g e Rapport de fin d’études 2013
Pour les éprouvettes de dureté 37,5 HRC et 45 HRC, la rupture durant le test de fatigue n’a pas
été totale. Un effort de traction a donc été imposé à chaque éprouvette pour séparer les deux
parties. Pour ces faciès de rupture la partie externe à la propagation en fatigue correspond à la
rupture en traction et n’est donc pas à prendre en compte pour l’analyse du faciès dû à la fatigue.
Pour les éprouvettes 45 HRC, la quasi-totalité des éprouvettes ont rompue à partir d’un amorçage
en surface. La propagation de la fissure a été privilégiée vers le centre de l’éprouvette et semble
avoir été freinée sur les côtés lorsque l’on est proche de la surface.
Pour les éprouvettes 37,5 HRC la propagation de fissure n’est pas favorisée dans une direction
particulière.
Ces différences peuvent s’expliquer par des valeurs de contraintes résiduelles de compression a la
surface des échantillons différents selon chaque niveau de dureté.
Des mesures de contraintes résiduelles par DRX ont été faites sur chaque type d’éprouvettes
après cycles en fatigue (Prenant donc en compte une possible relaxation de celles-ci en
fatigue). Ces mesures mettent en évidence la présence de contraintes résiduelles de compression
sur environ 100 microns de profondeur (figure 25).
Sur l’éprouvette 60 HRC les contraintes résiduelles de compression sont d’environ -700 MPa. Ces
contraintes semblent avoir privilégié l’amorce de fissures internes, la contrainte de traction vue
par l’éprouvette durant l’essai de fatigue étant nettement inférieure à celle présente au cœur de
la section. Ces contraintes ont également eu pour cause de freiner la propagation de la fissure
proche du bord de l’éprouvette.
Sur les éprouvettes 45 HRC les contraintes résiduelles de compression sont de l’ordre de -300
MPa. Même si la quasi-totalité des amorçages de fissures sur les éprouvettes 45 HRC se sont
faites en surface, les contraintes de compression ont eu pour effet de freiner la propagation de
fissures sur les côtés et de privilégier la propagation vers le centre.
Les éprouvettes 37,5HRC n’ont que de très faible contraintes résiduelles par conséquent la
propagation de la fissure durant l’essai de fatigue s’est faite sans obstacle.
48 | P a g e Rapport de fin d’études 2013
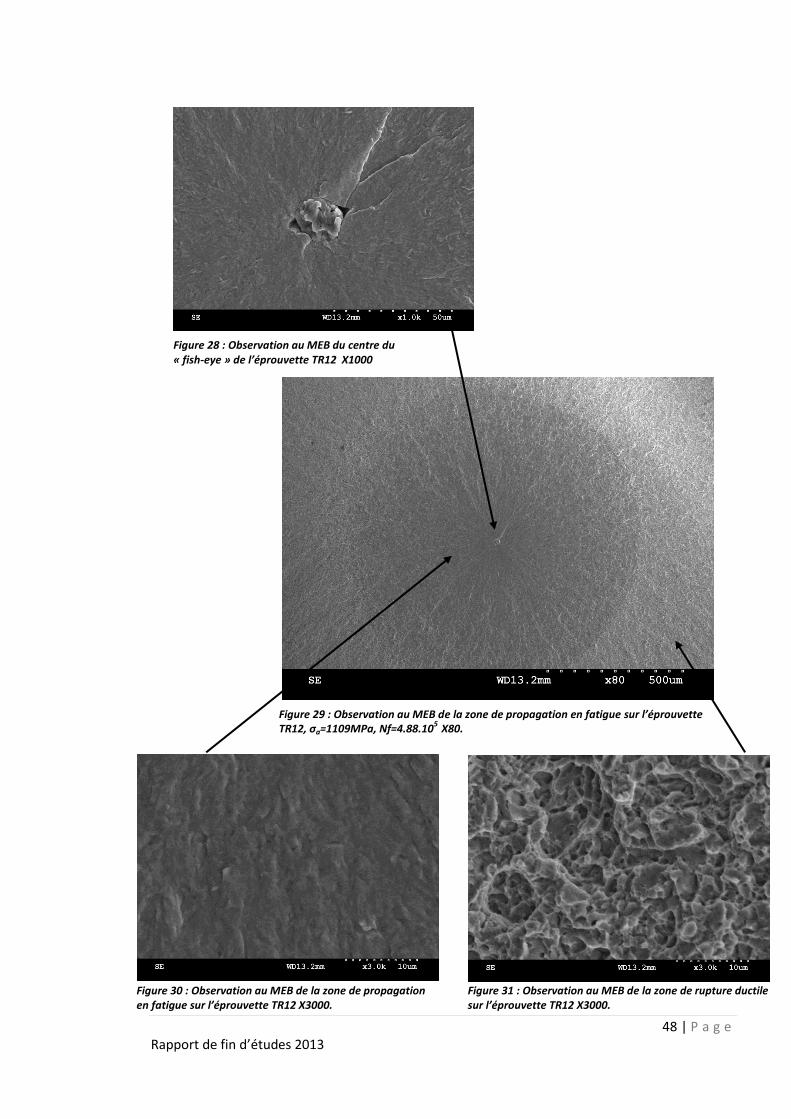
Figure 28 : Observation au MEB du centre du « fish-eye » de l’éprouvette TR12 X1000
Figure 30 : Observation au MEB de la zone de propagation en fatigue sur l’éprouvette TR12 X3000.
Figure 31 : Observation au MEB de la zone de rupture ductile sur l’éprouvette TR12 X3000.
Figure 29 : Observation au MEB de la zone de propagation en fatigue sur l’éprouvette TR12, σa=1109MPa, Nf=4.88.10
5 X80.
49 | P a g e Rapport de fin d’études 2013
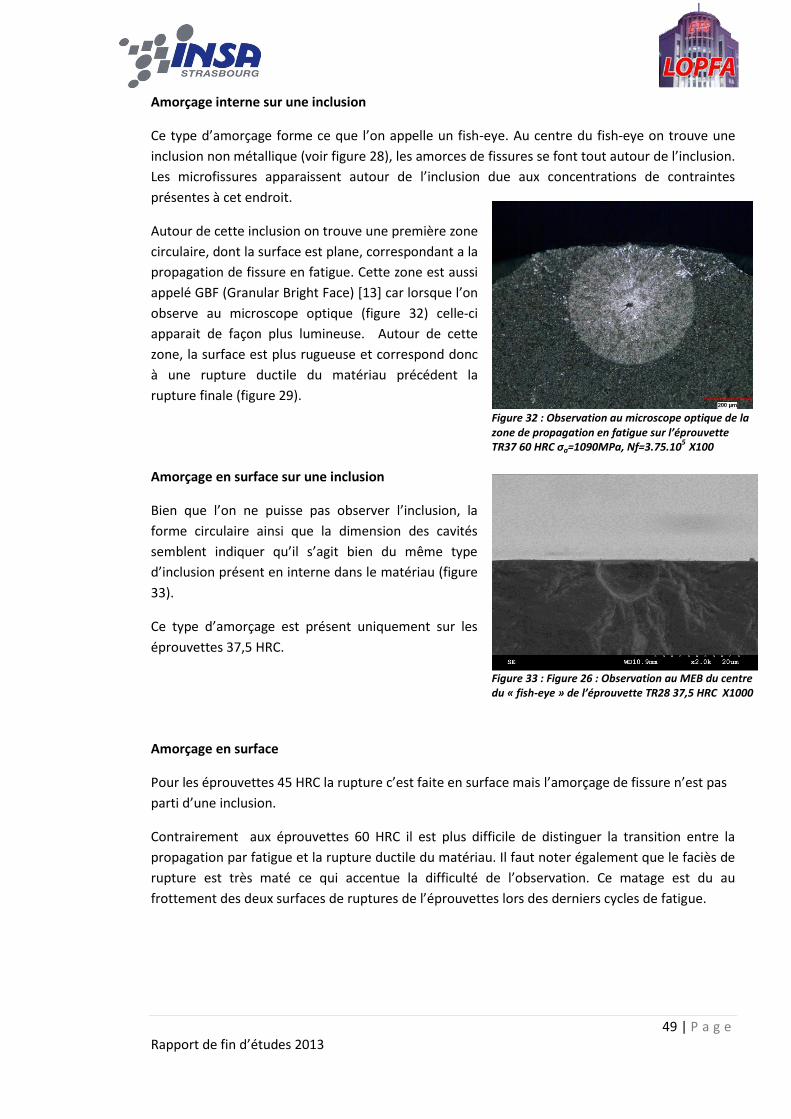
Amorçage interne sur une inclusion
Ce type d’amorçage forme ce que l’on appelle un fish-eye. Au centre du fish-eye on trouve une
inclusion non métallique (voir figure 28), les amorces de fissures se font tout autour de l’inclusion.
Les microfissures apparaissent autour de l’inclusion due aux concentrations de contraintes
présentes à cet endroit.
Autour de cette inclusion on trouve une première zone
circulaire, dont la surface est plane, correspondant a la
propagation de fissure en fatigue. Cette zone est aussi
appelé GBF (Granular Bright Face) [13] car lorsque l’on
observe au microscope optique (figure 32) celle-ci
apparait de façon plus lumineuse. Autour de cette
zone, la surface est plus rugueuse et correspond donc
à une rupture ductile du matériau précédent la
rupture finale (figure 29).
Amorçage en surface sur une inclusion
Bien que l’on ne puisse pas observer l’inclusion, la
forme circulaire ainsi que la dimension des cavités
semblent indiquer qu’il s’agit bien du même type
d’inclusion présent en interne dans le matériau (figure
33).
Ce type d’amorçage est présent uniquement sur les
éprouvettes 37,5 HRC.
Amorçage en surface
Pour les éprouvettes 45 HRC la rupture c’est faite en surface mais l’amorçage de fissure n’est pas
parti d’une inclusion.
Contrairement aux éprouvettes 60 HRC il est plus difficile de distinguer la transition entre la
propagation par fatigue et la rupture ductile du matériau. Il faut noter également que le faciès de
rupture est très maté ce qui accentue la difficulté de l’observation. Ce matage est du au
frottement des deux surfaces de ruptures de l’éprouvettes lors des derniers cycles de fatigue.
Figure 32 : Observation au microscope optique de la zone de propagation en fatigue sur l’éprouvette TR37 60 HRC σa=1090MPa, Nf=3.75.10
5 X100
Figure 33 : Figure 26 : Observation au MEB du centre du « fish-eye » de l’éprouvette TR28 37,5 HRC X1000

50 | P a g e Rapport de fin d’études 2013
51 | P a g e Rapport de fin d’études 2013
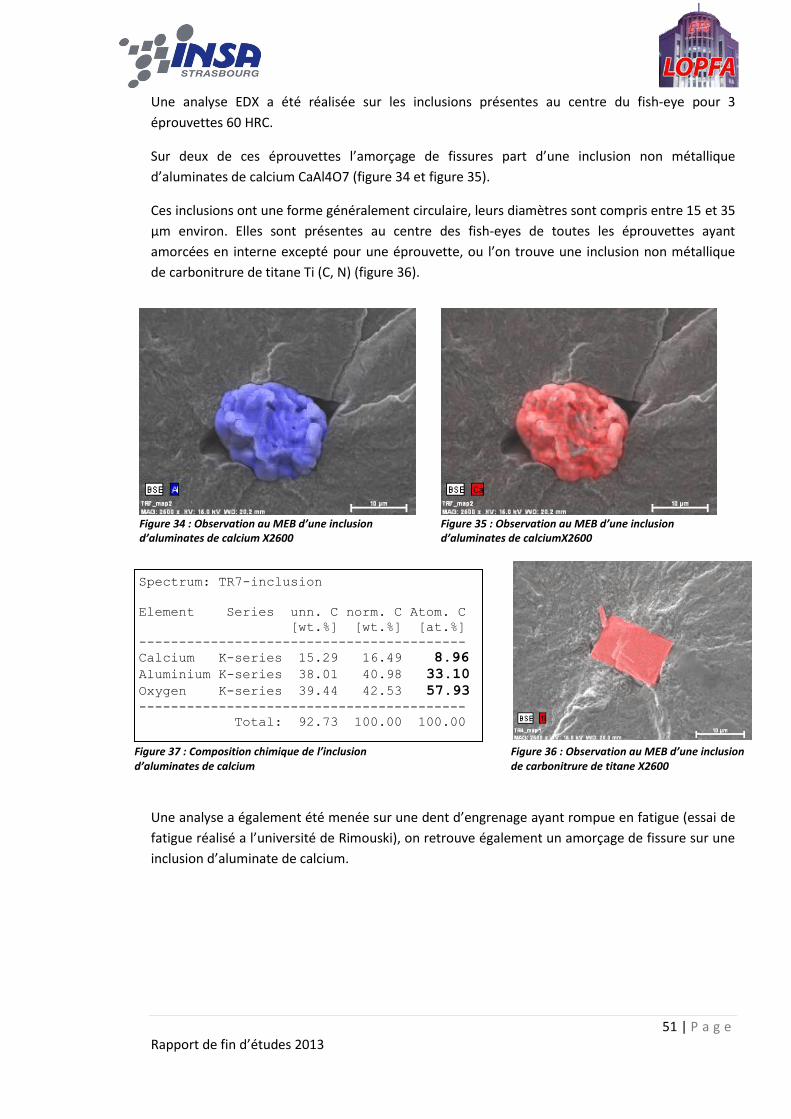
Une analyse EDX a été réalisée sur les inclusions présentes au centre du fish-eye pour 3
éprouvettes 60 HRC.
Sur deux de ces éprouvettes l’amorçage de fissures part d’une inclusion non métallique
d’aluminates de calcium CaAl4O7 (figure 34 et figure 35).
Ces inclusions ont une forme généralement circulaire, leurs diamètres sont compris entre 15 et 35
μm environ. Elles sont présentes au centre des fish-eyes de toutes les éprouvettes ayant
amorcées en interne excepté pour une éprouvette, ou l’on trouve une inclusion non métallique
de carbonitrure de titane Ti (C, N) (figure 36).
Une analyse a également été menée sur une dent d’engrenage ayant rompue en fatigue (essai de
fatigue réalisé a l’université de Rimouski), on retrouve également un amorçage de fissure sur une
inclusion d’aluminate de calcium.
Spectrum: TR7-inclusion
Element Series unn. C norm. C Atom. C
[wt.%] [wt.%] [at.%]
-----------------------------------------
Calcium K-series 15.29 16.49 8.96
Aluminium K-series 38.01 40.98 33.10
Oxygen K-series 39.44 42.53 57.93
-----------------------------------------
Total: 92.73 100.00 100.00
Figure 37 : Composition chimique de l’inclusion d’aluminates de calcium
Figure 34 : Observation au MEB d’une inclusion d’aluminates de calcium X2600
Figure 35 : Observation au MEB d’une inclusion d’aluminates de calciumX2600
Figure 36 : Observation au MEB d’une inclusion de carbonitrure de titane X2600
52 | P a g e Rapport de fin d’études 2013
Identification Matériau Usinage initial TT Usinage final Zone simulée Dureté visée Utilisation Commentaires
TR36 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = -1 Dévellopement usinage
TR37 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = -1 Dévellopement usinage
TR38 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = -1
TR39 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = -1
TR40 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = -1
TR41 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = -1
TR48 AMS6414 ÉTS ÉTS ÉTS CORE 45HRC (446HV) R = -1 Step loading
TR49 AMS6414 ÉTS ÉTS ÉTS CORE 45HRC (446HV) R = -1
TR52 AMS6414 ÉTS ÉTS ÉTS O-T 37,5HRC (697HV) R = -1 Step loading
TR42 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = 0,1 Step loading
TR43 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = 0,1
TR44 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = 0,1
TR45 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = 0,1
TR46 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) R = 0,1
TR50 AMS6414 ÉTS ÉTS ÉTS CORE 45HRC (446HV) R = 0,1 Step loading
TR53 AMS6414 ÉTS ÉTS ÉTS O-T 37,5HRC (367HV) R = 0,1 Step loading
TR54 AMS6414 ÉTS ÉTS ÉTS O-T 37,5HRC (367HV) R = 0,1
TR55 AMS6414 ÉTS ÉTS ÉTS O-T 37,5HRC (367HV) R = 0,1
TR56 AMS6414 ÉTS ÉTS ÉTS O-T 37,5HRC (367HV) R = 0,1
TR57 AMS6414 ÉTS ÉTS ÉTS O-T 37,5HRC (367HV) R = 0,1
TR58 AMS6414 ÉTS ÉTS Non usiné O-T 37,5HRC (367HV)
TR59 AMS6414 ÉTS ÉTS Non usiné O-T 37,5HRC (367HV)
TR60 AMS6414 ÉTS ÉTS Non usiné O-T 37,5HRC (367HV)
TR47 AMS6414 ÉTS ÉTS ÉTS CASE 60HRC (697HV) Traction
TR51 AMS6414 ÉTS ÉTS ÉTS CORE 45HRC (446HV) Traction
TR61 AMS6414 ÉTS ÉTS ÉTS O-T 37,5HRC (367HV) Traction
Essais sous vide
Essais sous vide
Essais sous vide
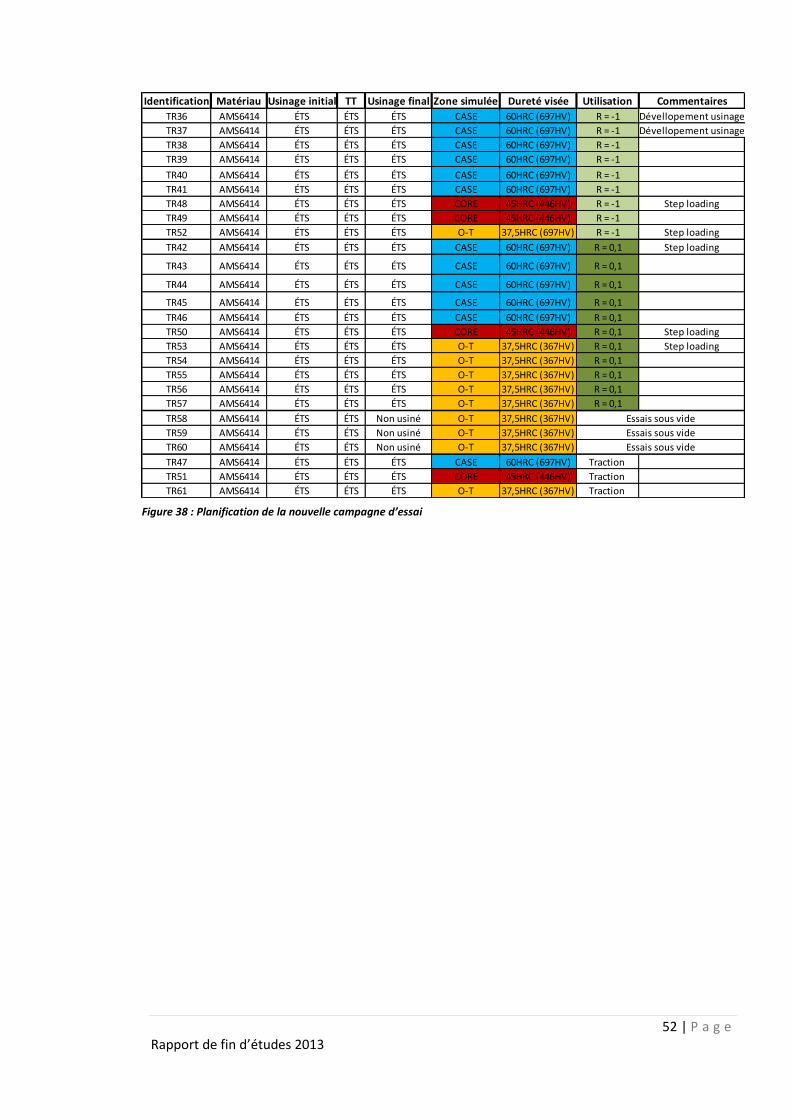
Figure 38 : Planification de la nouvelle campagne d’essai
53 | P a g e Rapport de fin d’études 2013
6. Nouvelle campagne d’essai
6.1 Planification de la nouvelle campagne de fatigue
La nouvelle campagne d’essai a été mise en place en tenant compte de l’analyse de la campagne
précédente. Une partie des éprouvettes (TR36 a TR 42) sera utilisé pour compléter et ajuster les
résultats obtenus en traction-compression. Les éprouvettes devront avoir le moins de contraintes
résiduelles possibles sur leur surface, grâce notamment a un meilleur contrôle de l’usinage et a un
polissage plus long. Il s’agira ici de savoir si les forts taux de contraintes ont eu une influence sur
le type d’amorçage (Interne ou en surface), et de comparer les limites d’endurances de la
nouvelle et de l’ancienne campagne. Les tests de fatigue seront plus nombreux sur les
éprouvettes 60 HRC car ces sur celles-ci que les contraintes résiduelles de compression étaient le
plus élevées, et ces donc sur ces éprouvettes qu’il est susceptible d’y avoir le plus de différence
entre l’ancienne et la nouvelle campagne.
L’autre partie des essais en fatigue se feront avec un rapport de charge R=0.1. Les limites
d’endurance calculées avec ce rapport de charge permettront de déterminer les paramètres de
Crossland pour un niveau de pression hydrostatique plus élevé et ce pour chaque niveau de
dureté. Il sera intéressant de comparer ces résultats avec les paramètres α et β obtenues lors de
l’ancienne campagne. La grande partie de ces test se feront sur les éprouvettes 37,5 HRC et 60
HRC, car représentatives des zones les plus critiques du modèle.
3 éprouvettes 37,5 HRC ont été mises de côté, pour de possibles essais de fatigue sous vide à
l’ENSMA de Poitiers, ce type d’essai ne pouvant pas être réalisé à l’ETS. Ces essais devraient
permettre d’estimer l’influence de l’environnement sur les essais.
3 éprouvettes de dureté 37,5 HRC, 45HRC et 60 HRC, seront utilisées pour faire des essais de
traction et ainsi avoir une meilleure connaissance des propriétés mécaniques du matériau, pour
chaque niveau de dureté.

54 | P a g e Rapport de fin d’études 2013
55 | P a g e Rapport de fin d’études 2013
6.2 Préparation des nouvelles éprouvettes de fatigue
Grace à l’analyse fractographique nous avons pu constater que la présence de contraintes
résiduelles sur les éprouvettes avait une influence importante sur le type d’amorçage et la
propagation de la fissure, plus particulièrement sur les éprouvettes 60HRC.
Pour minimiser ces contraintes, il a été décidé d’une part de réaliser l’usinage des éprouvettes a
l’ETS en effectuant des passes de finition de faible profondeur et d’autre part de réaliser un
polissage plus long afin d’enlever plus de matière en surface. La procédure de polissage utilisée
lors de la campagne précédente était la suivante :
3 passages au papier 320
1 passage au papier 400
1 passage au papier 600
1 passage au papier 800
1 passage au papier 1200
1 polissage avec une solution diamanté de 3 µm
1 polissage avec une solution diamanté de 1 µm
Cette procédure entraine une diminution du rayon de l’éprouvette d’environ 50μm.
Après repolissage de l’éprouvette, en augmentant le nombre de passage au papier 320, le rayon
de l’éprouvette a été réduit d’environ 100 μm. Les contraintes résiduelles de compression passent
de -700 MPa à -200 MPa. Un troisième polissage a été réalisé sur la même éprouvette pour
enlever de nouveau 100 μm sur le rayon. Les contraintes résiduelles mesurées restent de -200
MPa.
Un polissage entrainant une diminution de -150 μm sur le rayon permet d’abaisser la valeur des
contraintes résiduelles de compression. Cependant il n’est pas utile de dépasser cette valeur car
un polissage plus important n’engendra pas de diminution de contraintes.
Afin de déterminer les paramètres d’usinage des éprouvettes entrainant le moins de contraintes
possibles, deux éprouvettes de dureté 60 HRC ont été usinées de manière différente. Sur la
première éprouvette (TR36), on réalise 8 passes de finition de profondeur 0,127 mm. Lors de ce
premier usinage l’opérateur a remarqué beaucoup de vibrations. Par conséquent, pour minimiser
celles-ci, la profondeur des passes de finition a été augmentée. La deuxième éprouvette (TR37) a
donc subi 5 passes de finition d’une profondeur de 0,254 mm ainsi qu’une free cut.
La valeur de contrainte résiduelle de compression est de -574 MPa pour l’éprouvette TR36 et de -
195 MPa pour l’éprouvette TR37. Après un polissage sur l’éprouvette TR37 permettant d’enlever
150 μm sur son rayon, les contraintes résiduelles de compression en surface sont de -114 MPa.
Cette valeur est nettement inférieure à la valeur de -700 MPa mesurée sur les éprouvettes 60HRC
de la campagne précédente. En définitive l’option choisie pour la préparation des éprouvettes est
un usinage terminant par 5 passes de finition d’une profondeur de 0,254 mm puis d’une free cut
et d’un polissage entrainant une réduction du rayon de 150 μm de profondeur.
56 | P a g e Rapport de fin d’études 2013
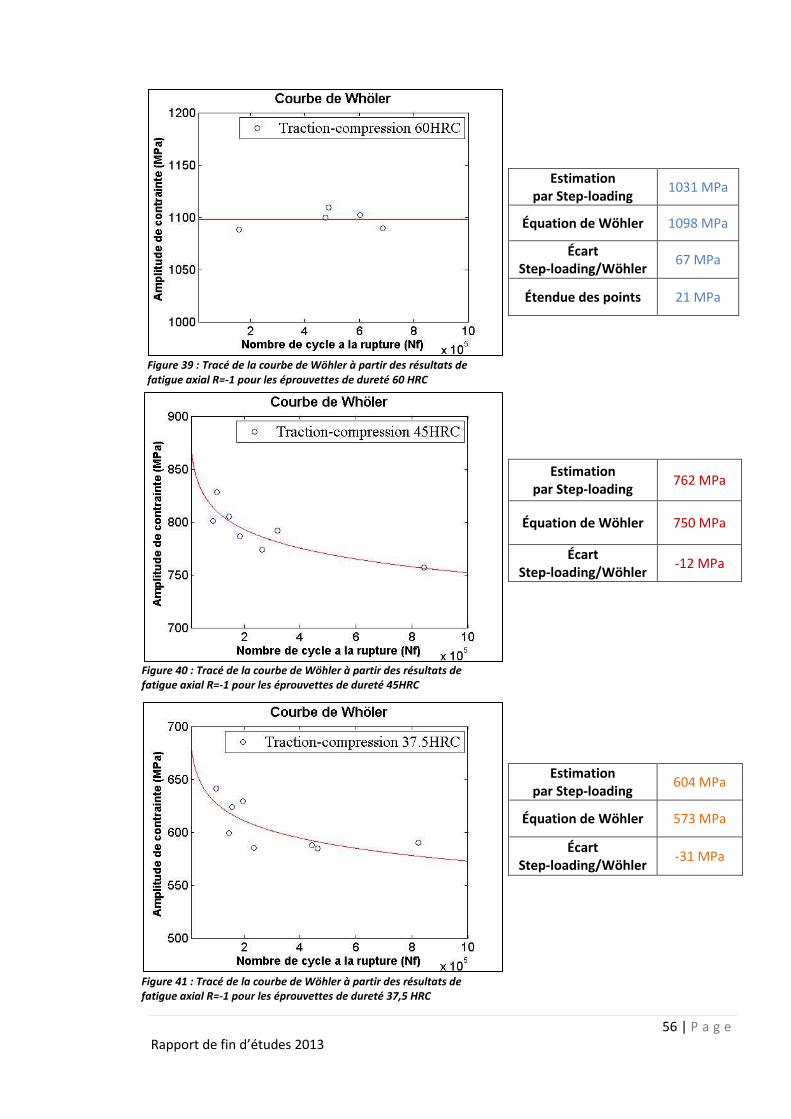
Estimation par Step-loading
1031 MPa
Équation de Wöhler 1098 MPa
Écart Step-loading/Wöhler
67 MPa
Étendue des points 21 MPa
Estimation par Step-loading
762 MPa
Équation de Wöhler 750 MPa
Écart Step-loading/Wöhler
-12 MPa
Estimation par Step-loading
604 MPa
Équation de Wöhler 573 MPa
Écart Step-loading/Wöhler
-31 MPa
Figure 39 : Tracé de la courbe de Wöhler à partir des résultats de fatigue axial R=-1 pour les éprouvettes de dureté 60 HRC
Figure 40 : Tracé de la courbe de Wöhler à partir des résultats de fatigue axial R=-1 pour les éprouvettes de dureté 45HRC
Figure 41 : Tracé de la courbe de Wöhler à partir des résultats de fatigue axial R=-1 pour les éprouvettes de dureté 37,5 HRC
57 | P a g e Rapport de fin d’études 2013
7. Résultats
7.1 Calcul des limites d’endurance
Ancienne campagne de fatigue en traction-compression R=-1 (Réalisée a l’ETS par Robin
Lebfevre) :
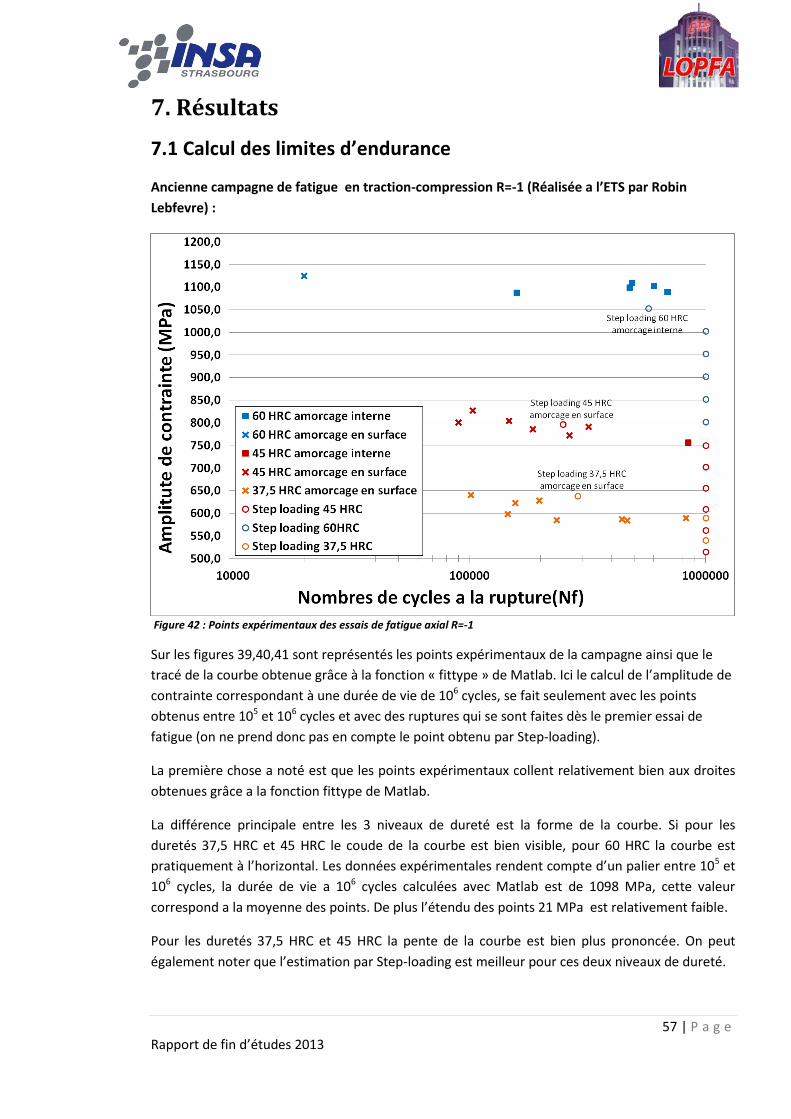
Sur les figures 39,40,41 sont représentés les points expérimentaux de la campagne ainsi que le
tracé de la courbe obtenue grâce à la fonction « fittype » de Matlab. Ici le calcul de l’amplitude de
contrainte correspondant à une durée de vie de 106 cycles, se fait seulement avec les points
obtenus entre 105 et 106 cycles et avec des ruptures qui se sont faites dès le premier essai de
fatigue (on ne prend donc pas en compte le point obtenu par Step-loading).
La première chose a noté est que les points expérimentaux collent relativement bien aux droites
obtenues grâce a la fonction fittype de Matlab.
La différence principale entre les 3 niveaux de dureté est la forme de la courbe. Si pour les
duretés 37,5 HRC et 45 HRC le coude de la courbe est bien visible, pour 60 HRC la courbe est
pratiquement à l’horizontal. Les données expérimentales rendent compte d’un palier entre 105 et
106 cycles, la durée de vie a 106 cycles calculées avec Matlab est de 1098 MPa, cette valeur
correspond a la moyenne des points. De plus l’étendu des points 21 MPa est relativement faible.
Pour les duretés 37,5 HRC et 45 HRC la pente de la courbe est bien plus prononcée. On peut
également noter que l’estimation par Step-loading est meilleur pour ces deux niveaux de dureté.
Figure 42 : Points expérimentaux des essais de fatigue axial R=-1
58 | P a g e Rapport de fin d’études 2013
Estimation par Step-loading
749 MPa
Équation de Wöhler 801 MPa
Écart Step-loading/Wöhler
50 MPa
Étendue des points 27 MPa
Estimation par Step-loading
579 MPa
Équation de Wöhler 529 MPa
Écart Step-loading/Wöhler
-50 MPa
Estimation par Step-loading
430 MPa
Équation de Wöhler 440 MPa
Écart Step-loading/Wöhler
10 MPa
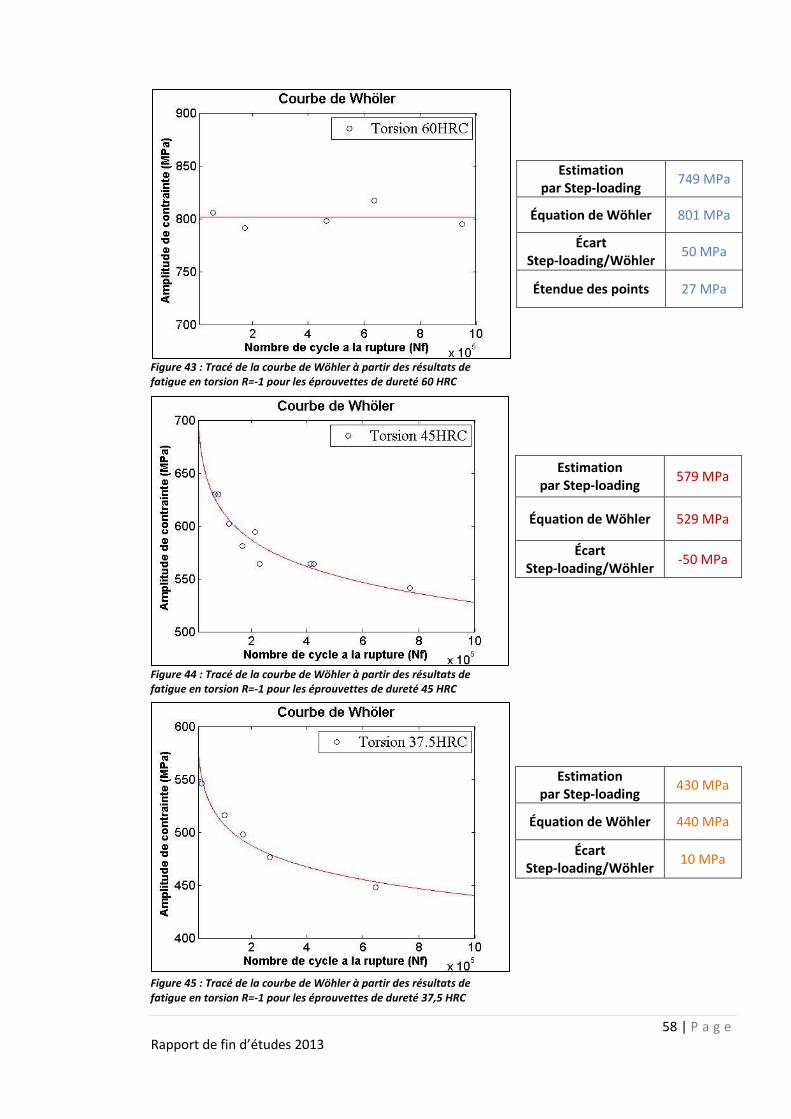
Figure 43 : Tracé de la courbe de Wöhler à partir des résultats de fatigue en torsion R=-1 pour les éprouvettes de dureté 60 HRC
Figure 44 : Tracé de la courbe de Wöhler à partir des résultats de fatigue en torsion R=-1 pour les éprouvettes de dureté 45 HRC
Figure 45 : Tracé de la courbe de Wöhler à partir des résultats de fatigue en torsion R=-1 pour les éprouvettes de dureté 37,5 HRC
59 | P a g e Rapport de fin d’études 2013
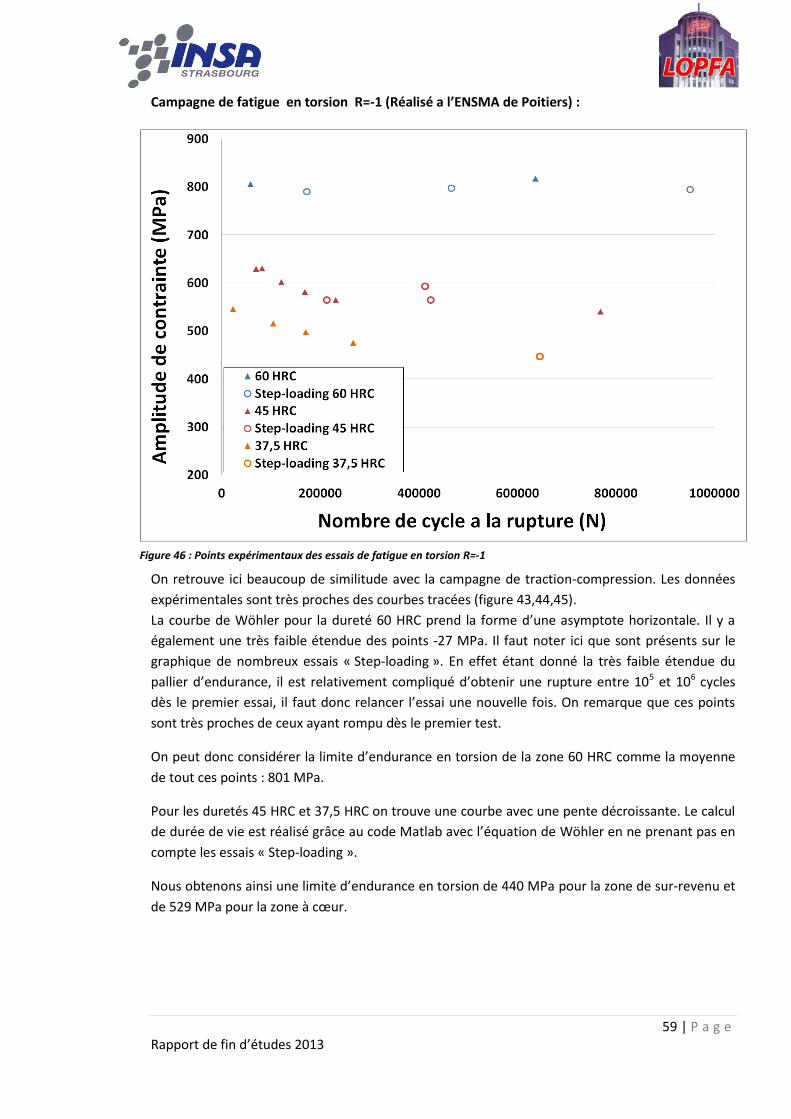
Campagne de fatigue en torsion R=-1 (Réalisé a l’ENSMA de Poitiers) :
On retrouve ici beaucoup de similitude avec la campagne de traction-compression. Les données
expérimentales sont très proches des courbes tracées (figure 43,44,45).
La courbe de Wöhler pour la dureté 60 HRC prend la forme d’une asymptote horizontale. Il y a
également une très faible étendue des points -27 MPa. Il faut noter ici que sont présents sur le
graphique de nombreux essais « Step-loading ». En effet étant donné la très faible étendue du
pallier d’endurance, il est relativement compliqué d’obtenir une rupture entre 105 et 106 cycles
dès le premier essai, il faut donc relancer l’essai une nouvelle fois. On remarque que ces points
sont très proches de ceux ayant rompu dès le premier test.
On peut donc considérer la limite d’endurance en torsion de la zone 60 HRC comme la moyenne
de tout ces points : 801 MPa.
Pour les duretés 45 HRC et 37,5 HRC on trouve une courbe avec une pente décroissante. Le calcul
de durée de vie est réalisé grâce au code Matlab avec l’équation de Wöhler en ne prenant pas en
compte les essais « Step-loading ».
Nous obtenons ainsi une limite d’endurance en torsion de 440 MPa pour la zone de sur-revenu et
de 529 MPa pour la zone à cœur.
Figure 46 : Points expérimentaux des essais de fatigue en torsion R=-1
60 | P a g e Rapport de fin d’études 2013
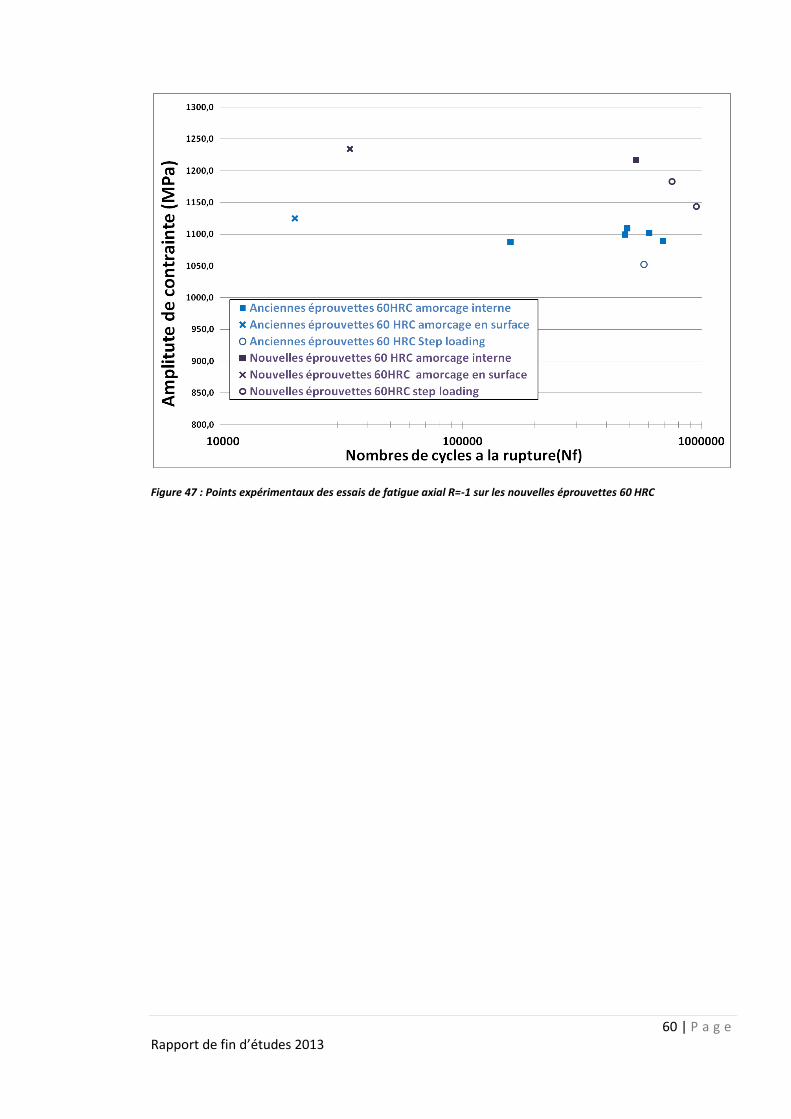
Figure 47 : Points expérimentaux des essais de fatigue axial R=-1 sur les nouvelles éprouvettes 60 HRC
61 | P a g e Rapport de fin d’études 2013
Nouvelle campagne de fatigue en traction-compression R=-1:
Sur le graphique (figure 47) on peut comparer les résultats de fatigue entre les anciennes
éprouvettes 60 HRC (-750 MPa en surface) et les nouvelles éprouvettes 60 HRC (-114 MPa en
surface). Étant donné le faible nombre d’éprouvettes dont nous disposions nous n’avons ici que
très peu de points, de plus une des éprouvettes n’a pas rompu avant 106 cycles, cet essai a donc
été relancé avec une amplitude de contrainte plus élevée, c’est pourquoi il y a deux points « Step-
loading ». Sur les deux points restants l’un se trouve en dessous des 105 cycles. Dans ce cas on ne
peut pas tracer la courbe de Wöhler avec Matlab.
Néanmoins nous avons pu observer pour la campagne précédente et pour ce niveau de dureté,
que la courbe de Wöhler forme une asymptote horizontale entre 105 cycles et 106 cycles. Le seul
point situé à 1217 MPa permet donc d’avoir une bonne estimation de la limite d’endurance a 60
HRC pour un matériau avec très peu de contraintes résiduelles.
Les valeurs des amplitudes de contraintes des nouvelles éprouvettes est supérieur de 100 MPa
par rapport aux anciennes valeurs. Les éprouvettes ayant rompues après 105 cycles ont tous eu un
amorçage de fissure en interne, malgré le faible taux de contraintes résiduelles sur leur surface.
Essais de fatigue en traction R=0.1
Pour les essais avec un rapport de charge à R=0.1, j’ai réalisé en priorité les essais « Step-loading »
pour avoir une estimation des limites d’endurances avec ce rapport de chargement.
Pour l’éprouvette 60 HRC on trouve :
Pour l’éprouvette 37,5 HRC :
Il n’y a pas eu de rupture en fatigue, plusieurs essais ont été réalisés jusqu'à un nombre de 106
cycles, en augmentant à chaque essai l’amplitude de contraintes de 50 MPa. Pour le dernier essai
l’éprouvette a rompue après 7881 cycles, mais la valeur de la contrainte maximale était de 1222
MPa , cette valeur étant supérieur a la limite d’élasticité ( estimé à 1130 MPa) l’éprouvette a
rompue plastiquement.
Pour déterminer s’il peut y avoir rupture par fatigue pour ce niveau de dureté et ce rapport de
charge. L’éprouvette suivante devra être utilisé en Step-loading », mais avec des paliers de 20
MPa et non 50 MPa.
Pour l’éprouvette 45 HRC :
J’ai lancé les essais « Step-loading » mais je n’ai pas eu le temps de les terminer. Ce que l’on peut
noter c’est que la valeur de la contrainte maximale pour le dernier essai était de 1300 MPa, ce qui
est proche de la limite d’élasticité (estimé à 1370 MPa). Il serait ici aussi plus judicieux de
diminuer la valeur des paliers afin de ne pas atteindre trop rapidement la limite d’élasticité.
62 | P a g e Rapport de fin d’études 2013
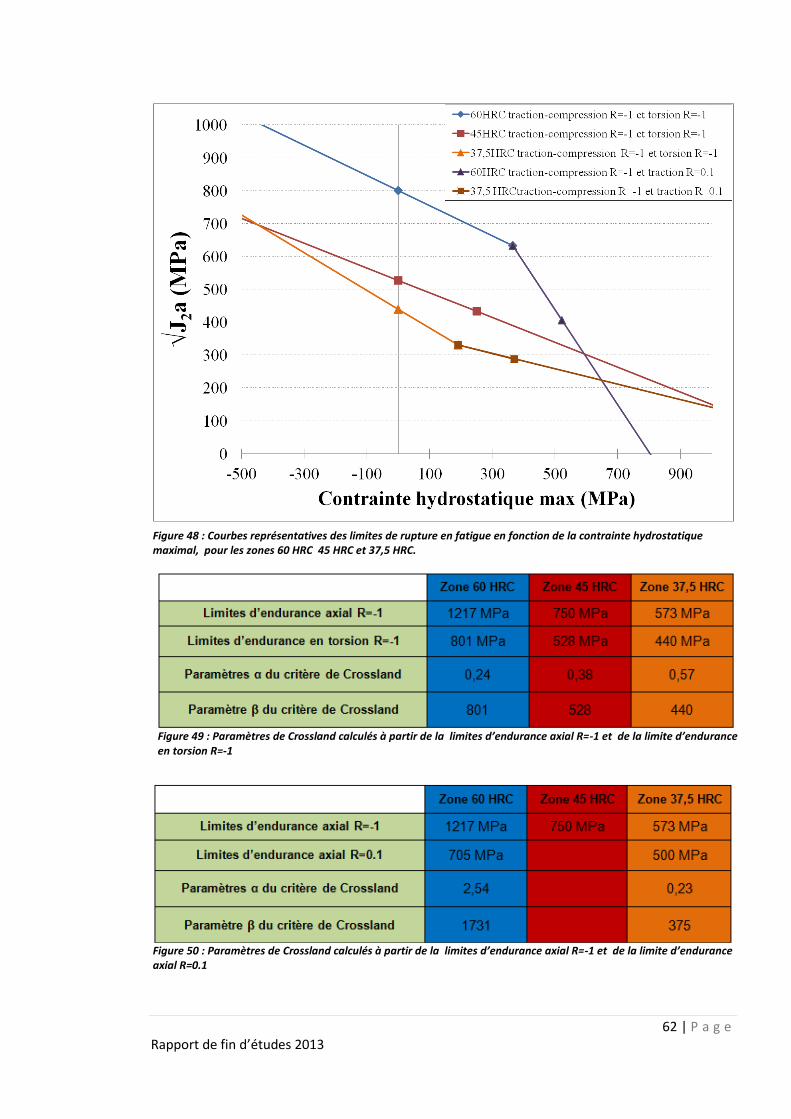
Figure 48 : Courbes représentatives des limites de rupture en fatigue en fonction de la contrainte hydrostatique maximal, pour les zones 60 HRC 45 HRC et 37,5 HRC.
Figure 50 : Paramètres de Crossland calculés à partir de la limites d’endurance axial R=-1 et de la limite d’endurance axial R=0.1
Figure 49 : Paramètres de Crossland calculés à partir de la limites d’endurance axial R=-1 et de la limite d’endurance en torsion R=-1
63 | P a g e Rapport de fin d’études 2013
7.2 Calcul des paramètres du critère de Crossland
Les paramètres α et β du critère de Crossland ont été calculés à partir des différentes limites
d’endurance déterminées précédemment.
Les limites d’endurance en torsion des zones 60 HRC 45 HRC et 37,5 HRC ainsi que les limites
d’endurance axial pour un rapport de charge R=-1des zones 45 HRC et 37,5 HRC ont été
déterminées à partir de l’équation de Wöhler estimé grâce aux points expérimentaux.
Pour la limite d’endurance axial R=-1 de la zone 60 HRC, j’ai utilisé la valeur de l’unique point
expérimentaux ayant rompue entre 105 et 106 cycles obtenue avec les nouvelles éprouvettes de
fatigue.
Pour la limite d’endurance axial R=0,1 de la zone 60 HRC j’ai utilisé l’estimation « Step-loading ».
Pour la limite d’endurance axiale R=0,1 de la zone 37,5 HRC, je n’ai pas pu déterminer sa valeur
précise étant donné que l’éprouvette n’a pas rompue en fatigue. J’ai donc utilisé la valeur de la
dernière amplitude de contrainte pour laquelle il n’y a pas eu de rupture après 106 cycles.
Ces valeurs seront donc à corriger en fonction des résultats des essais obtenues avec les
éprouvettes restantes.
Selon Papadopoulos [14], α doit être positif pour que le critère puisse avoir un peu de sens. Dans
notre cas α est bien positif quelque soi la zone de dureté.
Théoriquement la courbe devrait être linéaire, mais les paramètres calculés pour une contrainte
hydrostatique plus importante sont bien différent (figure 48).

64 | P a g e Rapport de fin d’études 2013
65 | P a g e Rapport de fin d’études 2013
8. Conclusion
L’analyse fractographique a permis de classifier les différents types de rupture propre à chaque
zone de dureté. De nombreuses ruptures ont amorcé sur des inclusions non métalliques
d’aluminate de calcium, ce qui concorde avec les ruptures observées sur les engrenages testés en
fatigue.
Les modifications apportées sur la préparation des nouvelles éprouvettes, ont permis de réduire
considérablement les contraintes résiduelles sur leur surface et ainsi d’avoir un matériau le plus
neutre possible. Les essais réalisés avec les nouvelles éprouvettes de dureté 60HRC nous ont
permis d’obtenir une limite d’endurance plus proche de la réalité. Les essais restants devront être
menés pour avoir les limites de toutes les zones et ainsi déterminer des paramètres de Crossland
plus pertinents.
Nous avons pu également remarquer que les paramètres du critère étaient sensiblement
différents suivant que l’on utilise la limite d’endurance en torsion ou la limite d’endurance en
traction R=0.1 pour le calcul de ceux-ci. Afin d’être le plus rigoureux dans notre démarche de
prédiction de fatigue, il sera plus pertinent d’utiliser des valeurs de critère différentes en fonction
du taux de contraintes hydrostatique calculé sur chaque nœud du modèle par élément fini.

66 | P a g e Rapport de fin d’études 2013
67 | P a g e Rapport de fin d’études 2013
Bibliographie
[1] en ligne : http://www.scribd.com/doc/84828375/3/Representation-analytique-de-la-courbe-de-Wohler [2] Henry PROUDHON. Identification des mécanismes de fissuration dans un alliage d’aluminium sollicité en fretting et en fatigue. Ecole Centrale Lyon, 2005 [3] Claude Bathias, André Pineau. Fatigue des matériaux et des structures 1. Lavoisier [4] Ioannis V. PAPADOPOULOS, Piermaria DAVOLI, Carlo GORLA, Mauro FILIPPINI, Andrea BERNASCONI. A comparative study of multiaxial high-cycle fatigue criteria for metals. Elsevier Science Limited, 1997. [5] Yves NADOT. Fatigue des structures. ENSMA, 2012. [6] Lamine HATTALI. Caractérisation et modélisation thermo-mécaniques des assemblages métal-céramique élaborés par thermocompression. Ecole Centrale Lyon, 2009. [9] Claude Bathias, André Pineau. Fatigue des matériaux et des structures 1, chapitre 2. Lavoisier [10] en ligne : http://www.unige.ch/cyberdocuments/theses2002/Coto-HunzikerV/these_body.html [11] George K. HARITOS, Theodore NICHOLAS, David B. LANNING. Notch size effects in HCF behavior of Ti-6Al-4V. International Journal of Fatigue, 1999. [12] en ligne : http://help.solidworks.com/2011/french/SolidWorks/cworks/LegacyHelp/Simulation/AnalysisBackground/FatigueAnalysis/S-N_Curve.htm [13] K. TANAKA, Y. Fatigue crack propagation behavior derived from S-N data in very high cycle regime. Blackwell Science Limited, 2002. [14] IV. PAPADOPOULOS, VP PANOSKALTSIS. Invariant formulation of a gradient dependent multiaxial high-cycle fatigue criterion Fatigue crack propagation behavior derived from S-N data in very high cycle regime. Elsevier Science Limited, 1996. G.TOTTEN, M.HOWES, T.INOUE. Handbook of residual stress and deformation of steel. ASM
International
68 | P a g e Rapport de fin d’études 2013
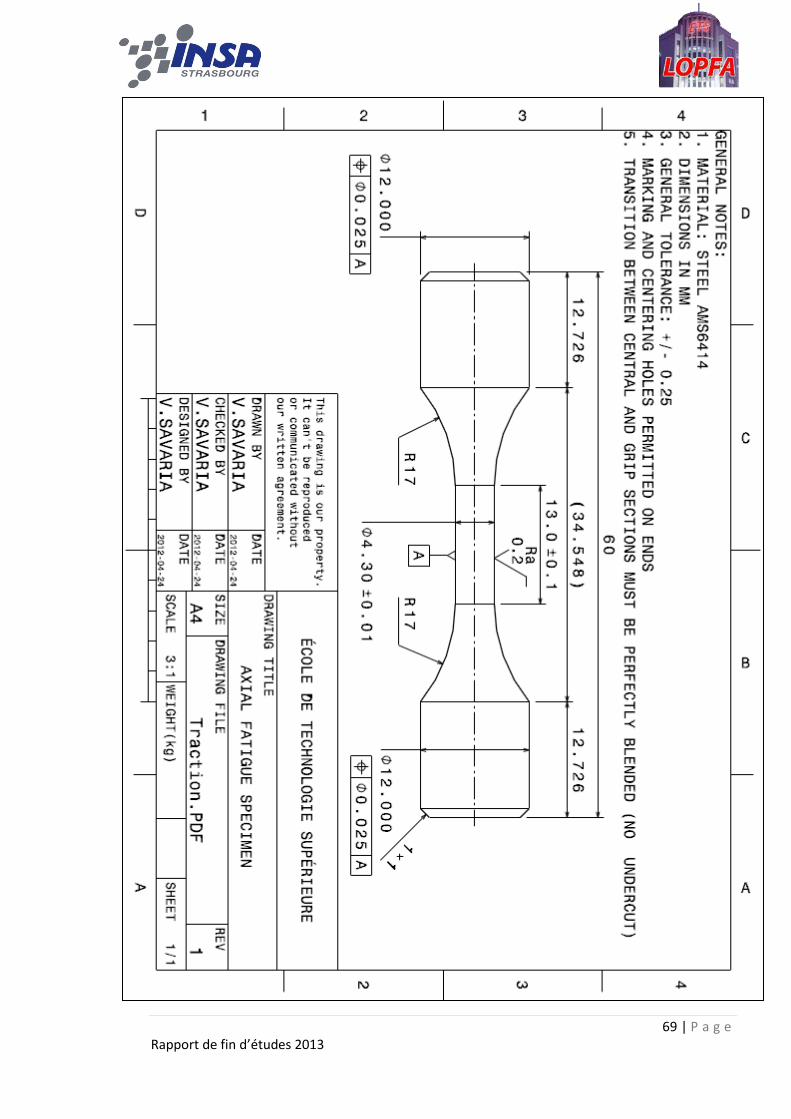
Annexes
Annexe 1
Plan de l’éprouvette de fatigue axiale
69 | P a g e Rapport de fin d’études 2013
70 | P a g e Rapport de fin d’études 2013
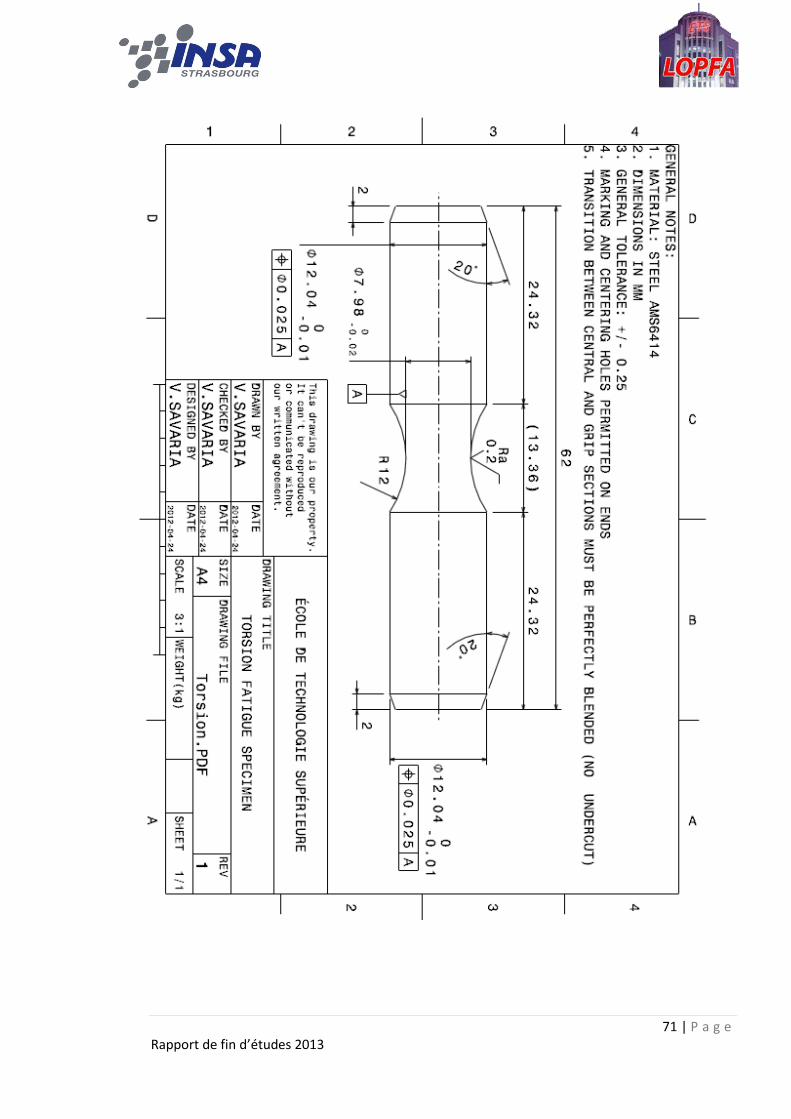
Annexe 2
Plan de l’éprouvette de fatigue en torsion
71 | P a g e Rapport de fin d’études 2013
72 | P a g e Rapport de fin d’études 2013
Annexe 3
Procédure de polissage pour éprouvettes
de fatigue
73 | P a g e Rapport de fin d’études 2013
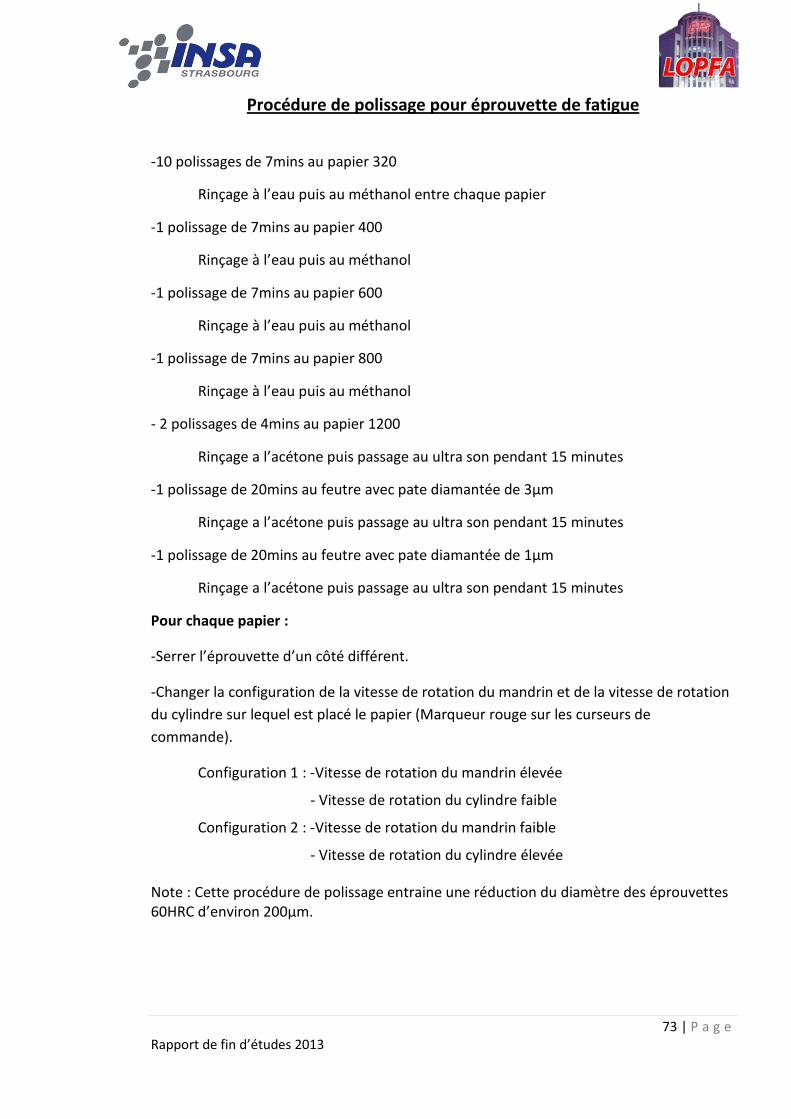
Procédure de polissage pour éprouvette de fatigue
-10 polissages de 7mins au papier 320
Rinçage à l’eau puis au méthanol entre chaque papier
-1 polissage de 7mins au papier 400
Rinçage à l’eau puis au méthanol
-1 polissage de 7mins au papier 600
Rinçage à l’eau puis au méthanol
-1 polissage de 7mins au papier 800
Rinçage à l’eau puis au méthanol
- 2 polissages de 4mins au papier 1200
Rinçage a l’acétone puis passage au ultra son pendant 15 minutes
-1 polissage de 20mins au feutre avec pate diamantée de 3µm
Rinçage a l’acétone puis passage au ultra son pendant 15 minutes
-1 polissage de 20mins au feutre avec pate diamantée de 1µm
Rinçage a l’acétone puis passage au ultra son pendant 15 minutes
Pour chaque papier :
-Serrer l’éprouvette d’un côté différent.
-Changer la configuration de la vitesse de rotation du mandrin et de la vitesse de rotation
du cylindre sur lequel est placé le papier (Marqueur rouge sur les curseurs de
commande).
Configuration 1 : -Vitesse de rotation du mandrin élevée
- Vitesse de rotation du cylindre faible
Configuration 2 : -Vitesse de rotation du mandrin faible
- Vitesse de rotation du cylindre élevée
Note : Cette procédure de polissage entraine une réduction du diamètre des éprouvettes 60HRC d’environ 200µm.
74 | P a g e Rapport de fin d’études 2013
Annexe 4
Code Matlab permettant d’effectuer un fit
d’une fonction de type Wöhler à travers des
données provenant d’essais de fatigue
(courbe S-N)
75 | P a g e Rapport de fin d’études 2013
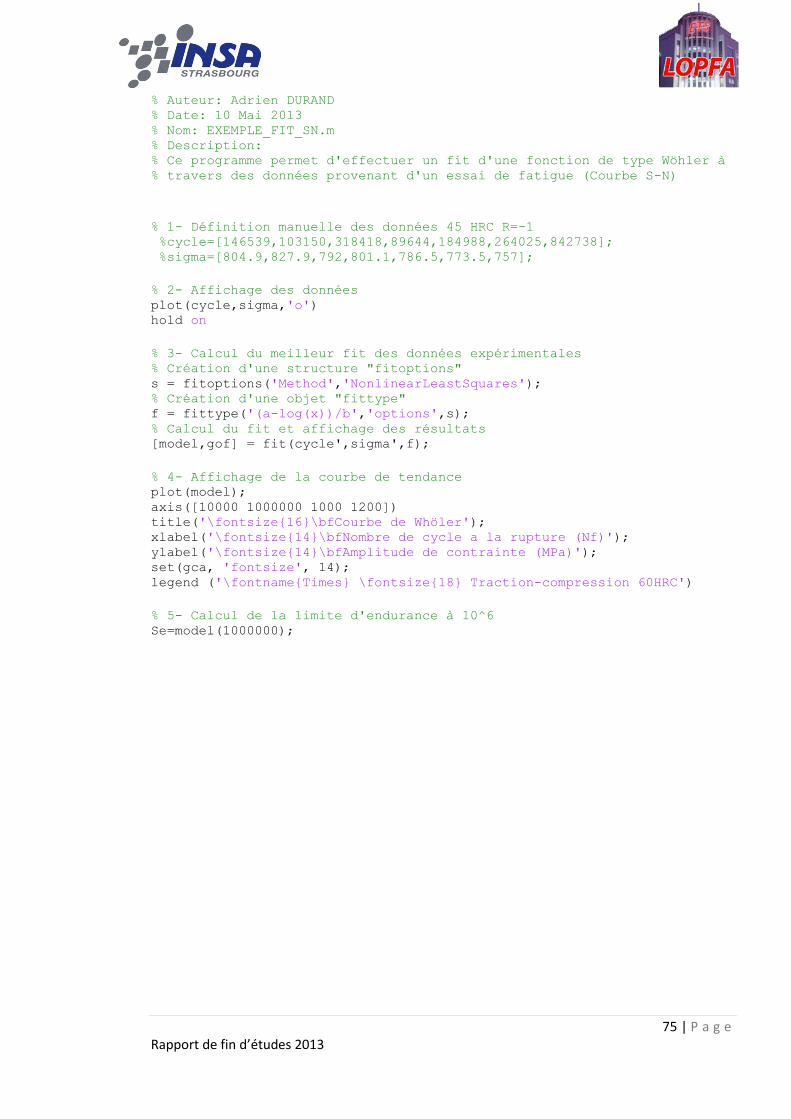
% Auteur: Adrien DURAND
% Date: 10 Mai 2013 % Nom: EXEMPLE_FIT_SN.m % Description: % Ce programme permet d'effectuer un fit d'une fonction de type Wöhler à % travers des données provenant d'un essai de fatigue (Courbe S-N)
% 1- Définition manuelle des données 45 HRC R=-1 %cycle=[146539,103150,318418,89644,184988,264025,842738]; %sigma=[804.9,827.9,792,801.1,786.5,773.5,757];
% 2- Affichage des données plot(cycle,sigma,'o') hold on
% 3- Calcul du meilleur fit des données expérimentales % Création d'une structure "fitoptions" s = fitoptions('Method','NonlinearLeastSquares'); % Création d'une objet "fittype" f = fittype('(a-log(x))/b','options',s); % Calcul du fit et affichage des résultats [model,gof] = fit(cycle',sigma',f);
% 4- Affichage de la courbe de tendance plot(model); axis([10000 1000000 1000 1200]) title('\fontsize{16}\bfCourbe de Whöler'); xlabel('\fontsize{14}\bfNombre de cycle a la rupture (Nf)'); ylabel('\fontsize{14}\bfAmplitude de contrainte (MPa)'); set(gca, 'fontsize', 14); legend ('\fontname{Times} \fontsize{18} Traction-compression 60HRC')
% 5- Calcul de la limite d'endurance à 10^6 Se=model(1000000);
76 | P a g e Rapport de fin d’études 2013
Annexe 5.1
Procédure d’essai de fatigue sur
la machine MTS 810
77 | P a g e Rapport de fin d’études 2013
Procédure d’essai de fatigue sur la machine MTS
-Démarrer le compresseur (si ce n’est pas déjà fait) -Lancer Station Manager -Annuler les offsets de déplacements et de contraintes -Remettre la valeur de la force a 0 Newton -Faire le Reset des Interlocks -Allumer HPU puis HSM1 (attendre la fin du clignotement) Dé grippage de la machine :
-Activer le mode déplacement
-Déplacer le piston du bas : au début tout doucement avec quelques clics sur les flèches
Puis plus rapidement en cliquant sur la ligne
Et enfin en déplaçant le curseur -Vérifier la valeur de la position limite en déplacement pour qu’il n’y est pas de collision
entre les deux mâchoires.
Chauffage de la machine :
-Vérifier la valeur de la position limite en déplacement pour qu’il n’y est pas de collision
entre les deux mâchoires.
-Faire un offset sur le déplacement, pour faire correspondre le 0 avec le milieu de la
course maximale admissible.
-Cliquer sur l’icône Function Générator :
Contrôle Mode : Déplacement
Comand type : Cyclic
Target set point : 0
Amplitude : 10mm (sécurité)
Wave shappe : Sine Tapered
Compensator : none
-Démarrer la phase de chauffage, après quelques secondes déplacer le curseur
d’amplitude progressivement pour atteindre environ 90% de la course maximale
(attention à ne pas faire entrer en collision les deux mâchoires). Laisser tourner 20 à 30
minutes.
-Une fois le cycle de chauffe terminé, remettre la force a 0 newton
78 | P a g e Rapport de fin d’études 2013
Annexe 5.2
Procédure d’essai de fatigue sur
la machine MTS
79 | P a g e Rapport de fin d’études 2013
Installation de l’éprouvette
-Mettre des limites en force de 10000N est de -10000N dans « limits detectors »
-S’assurer que la pression appliquée pour les mâchoires est suffisante.
Pression minimal :
Avec Fmax la force maximale atteinte durant le test.
Régler la pression à un niveau légèrement supérieur à la pression minimale
calculée.
-Placer la tête de l’éprouvette sur la calle en aluminium entre les mâchoires du bas. Serrer
les mâchoires progressivement et s’assurer que la tête entière de l’éprouvette soit en
contact avec les dents des mâchoires.
-Sur l’ordinateur : activer le contrôle manuel en déplacement et décocher exclusif control.
-Sur le panneau de commande :
-Afficher le menu status (si ce n’est pas déjà fait) en appuyant 2 fois sur le bouton
status
-Appuyer sur le bouton à droite d’exclusif control 1x pour le sélectionner et une
autre fois pour passer en mode enable
-appuyer sur le bouton enable
-Placer une calle d’aluminium sur le haut de l’éprouvette et déplacer l’éprouvette (faire
bien attention que la calle d’aluminium ne rentre pas en contact avec les mâchoires du
haut). Serrer les mâchoires progressivement et s’assurer que la tête entière de
l’éprouvette soit en contact avec les dents de la mâchoire.
-Sur le panneau de commande passer l’exclusif control en mode « disable »
-Remettre la force a 0 Newton
-Enlever les limites de forces dans « limits detectors »
-Faire un offset sur le déplacement
80 | P a g e Rapport de fin d’études 2013
Annexe 5.3
Procédure d’essai de fatigue sur
la machine MTS
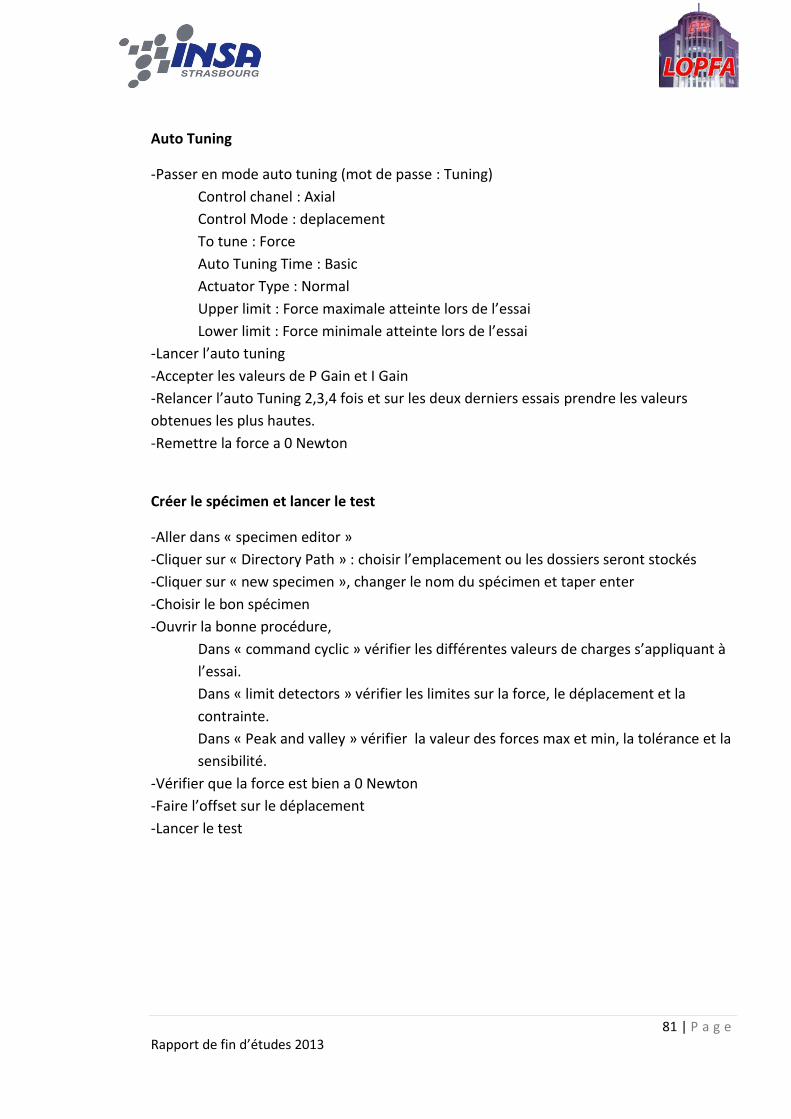
81 | P a g e Rapport de fin d’études 2013
Auto Tuning
-Passer en mode auto tuning (mot de passe : Tuning)
Control chanel : Axial
Control Mode : deplacement
To tune : Force
Auto Tuning Time : Basic
Actuator Type : Normal
Upper limit : Force maximale atteinte lors de l’essai
Lower limit : Force minimale atteinte lors de l’essai
-Lancer l’auto tuning
-Accepter les valeurs de P Gain et I Gain
-Relancer l’auto Tuning 2,3,4 fois et sur les deux derniers essais prendre les valeurs
obtenues les plus hautes.
-Remettre la force a 0 Newton
Créer le spécimen et lancer le test
-Aller dans « specimen editor »
-Cliquer sur « Directory Path » : choisir l’emplacement ou les dossiers seront stockés
-Cliquer sur « new specimen », changer le nom du spécimen et taper enter
-Choisir le bon spécimen
-Ouvrir la bonne procédure,
Dans « command cyclic » vérifier les différentes valeurs de charges s’appliquant à
l’essai.
Dans « limit detectors » vérifier les limites sur la force, le déplacement et la
contrainte.
Dans « Peak and valley » vérifier la valeur des forces max et min, la tolérance et la
sensibilité.
-Vérifier que la force est bien a 0 Newton
-Faire l’offset sur le déplacement
-Lancer le test