automatisation d’un concasseur minerai de fer par l ... · problèmes rencontrés au cours de ce...
TRANSCRIPT
RÉPUBLIQUE ALGÉRIENNE DÉMOCRATIQUE ET POPULAIRE MINISTÈRE DE L’ENSEIGNEMENT SUPÉRIEUR ET DE LA RECHERCHE
SCIENTIFIQUE
UNIVERSITÉ FERHAT ABBAS –SÉTIF-
FACULTÉ DE SCIENCES DE L’INGÉNIEUR
DÉPARTEMENT D’ÉLECTROTECHNIQUE
MÉMOIRE DE FIN D’ÉTUDE
EN VUE DE L’OBTENTION DU DIPLÔME
D’INGÉNIEUR D’ÉTAT EN ÉLECTROTECHNIQUE
OPTION : AUTOMATIQUE
THÈME
Automatisation d’un concasseur minerai de fer par l’automate programmable SIMATIC S7-400
Étudié par : Encadré par :
LEFKIR ZINE EDDINE Mr. LAMAMRA ATHMANE
SELMI AHMED SABER
Promotion : 2008/2009

Nous tenons tout d’abord à remercier Allah qui nous a réuni tous les deux dans une grande amitié entouré de confiance, de patience, de courage et de volonté
pour faire ce travail.
Ce travail n’aurait pu se faire seul ! Ce sont les compétences, la disponibilité, le dynamisme, la bonne humeur et la patience de chacun, qui nous ont permis de
poursuivre nos études et d’achever ce mémoire dans les meilleures conditions. C’est pourquoi nous tenons chaleureusement à remercier ici toutes les personnes qui ont
contribué de loin comme de prés pour achever ce travail.
Nous tenons à remercier nos enseignants du département d’Electrotechnique qui ont contribués à notre formation durant notre cursus universitaire, et à qui l’on doit tous
nos respects. En particulier notre chef de département et promoteur de thèse Mr. LAMAMRA.A, pour ses judicieux conseils et pour les efforts et
la patience qu’il nous a accordé.
Les mêmes expressions de reconnaissance vont également à notre Co-encadreur, Mr. ZAZI.B qui nous a encouragé, conseillé, motivé, soutenu et pour sa disponibilité
lors des différentes sollicitations.
Nous adressons nos respectueux remerciements à tous les membres du jury qui nous ont fait l’honneur de participer à l’évaluation de notre travail. Nous sommes
certains de pouvoir compter sur leurs vastes connaissances et leurs esprits critiques constructifs et par leurs commentaires pour nous aider à mieux comprendre certains
problèmes rencontrés au cours de ce travail.
Nous tenons à remercier d’une part le directeur d’unité de la cimenterie SCAEK Mr. Douida.F, et d’autre part le staff technique : Madani.N, Belekhel.R, Kouchit.H, Ayat.M, Douibi.A, Bensmail.A, Djoudi.A, et toute l’équipe du
département d’automatisme pour leur collaboration durant notre stage.
Nos remerciements s'adressent également à nos collègues et à tous nos amis.
REMERCIEMENT

Je dédie ce modeste travail à l’étoile de ma vie celle que je vois jour et nuit,
et je parle bien sure de ma mère symbole de patience de tendresse et d'amour celle qui a
été toujours là pour moi, c’est grâce a elle que je suis ce que je suis.
Aussi a la mémoire de mon très cher père, exemple d'honnêteté
et de sacrifice, que je remercie pour tout ce qu'il ma donné et que j'aurais tant aimé lui
rendre, toujours présent dans mon cœur, que ton âme repose en paix.
Je le dédie également à ceux qui ont été toujours présent et à tout moment
tante HABIBA et oncle FARID
A mon très cher frère ISMAIL RAMI
A ma très chère sœur LILIA SABRINA
A mon cousin BILEL et ma tante DJAMILA et SABEH et toute la famille
A ma future mariée SARA, tous mes ami(e)s et mes collègues
A la personne qui a partagé avec moi ce travail, mon frère
et collègue ZINEDDINE
Je dédie enfin ce travail à toute personne ayant contribué de près
ou de loin à sa concrétisation.
DÉDICACE

Á qui puis-je dédier ce travail si ce n'est à mes très chers parents,
dont le sacrifice, la tendresse, l'amour, la patience, le soutien, l'aide et les
encouragements sont le secret de ma réussite. Sans eux, je ne serais pas ce que je suis
aujourd'hui.
Je le dédie également :
Á mes chers frères et sœur, Kaouthar, Abd Elghafour, Zahra, mon
cousin Sofiane et mon petit frère Tarek pour leurs soutien, leurs aides, leurs
encouragements,
Á mes grands mère et grands pères et toute ma famille,
Á tous mes enseignants, du primaire au niveau supérieur,
Á tous mes amis qui étaient avec moi dés le début de mon parcours surtout
mon amie Saber
Je dédie enfin ce travail à toute personne ayant contribué de près
ou de loin à sa concrétisation.
DÉDICACE

U.F.A.S Page 1
Table des figures 4
Introduction générale 6
1. Présentation de la SCAEK 7
1.1. Introduction 7
1.2. Situation géographique de la cimenterie 7
1.3. Produit fabriqués 7
1.4. Le processus de fabrication du ciment 7
2. Présentation du cahier de charge et de l’atelier CMF 8
2.1. Installation du minerai de fer 8
2.2. Alimentateur Métallique 8
2.3. Concasseur à percussion 9
Nomenclature des éléments du Concasseur à percussion 9
2.4. Les bandes de transports vers trémie 10
Bande sous concasseur 10
Bande langente 10
Bande ascendante 11
2.5. le système de dépoussiérage 11
Le filtre à manches 11
Caractéristique du filtre 11
Phase de nettoyage 12
Phase de récupération 12
3. Le concassage description et processus 12
3.1. Processus générale de l’atelier 12
3.2. Description Générale de l’atelier concassage Minerai de Fer 13
1. Introduction au API 14
1.1. Architecture des automates 14
1.2. Critères de choix d'un automate 14
TABLE DES MATIÈRES
2 Les automates programmables industriels S7-400 14
1 Présentation de la société et du cahier de charges 7

U.F.A.S Page 2
2. La gamme SIEMENS 15
2.1. L’automate programmable industriel S7-400 15
2.2. Avantages 15
2.3. Caractéristiques techniques 16
3. Normes de communication 17
3.1. MPI 17
3.2. PROFIBUS 17
3.3. Industriel Ethernet 17
4. Présentation du progiciel SIMATIC PCS7 17
4.1. Définition de l’éditeur CFC 18
4.2. Le diagramme CFC 18
4.3. Le diagramme SFC 18
4.4. S7-PLC-SIM : (l’AP de simulation) 19
Etats de fonctionnement de la CPU 19
Indicateurs de la CPU 19
5. Présentation SIMATIC WINCC 20
5.1. L’explorateur WINCC 20
5.2. Le Graphics Designer 21
Structure de l'écran de Graphics Designer 21
5.3. L’application RUNTIME : (accès à la supervision) 21
1. Introduction 22
2. L’analyse Fonctionnelle du démarrage groupe transport 22
Sécurité des moteurs groupe transport 24
3. L’analyse Fonctionnelle du démarrage groupe dépoussiérage 25
4. L’analyse Fonctionnelle du démarrage groupe concasseur 26
Sécurité des moteurs groupe concasseur 27
5. L’analyse Fonctionnelle niveau de la matière attient 28
6. Les abréviations 29
3 Modélisation des séquences par Analyse Fonctionnelle 22
U.F.A.S Page 3
1. Premier tache à réaliser pour le projet 30
1.1. Introduction au SIMATIC Manager 30
1.2. Création du projet 30
1.3. Les vues du projet 31
2. Configuration matériels 32
2.1. Configurer l'AS 32
2.2. Configurer l'OS 33
2.3. Paramétrer les liaisons dans Net pro 34
2.4. Charger la configuration matérielle 35
3. Création du programme 36
3.1. La table des mnémoniques 37
3.2. Les Blocs fonctionnels 37
3.2.1. Le Bloc C_GROUP 38
3.2.2. Le Bloc C_DRIVE 39
3.2.3. Le Bloc C_ANNUNC (bloc message) & CH_DI 40
3.3. Structure du programme 41
4. Simulation du programme 41
4.1. Présentation de la table VAT 41
4.2. Test de la séquence CMF100S01 42
4.3. Test de bloc moteur concasseur CMF301 42
4.4. Simulation d’un défaut 43
5. Supervision du processus 43
5.1. Statut des états de la séquence 43
5.2. Supervision de l’atelier CMF 44
5.2.1. Marche complet de l’atelier 44
5.2.2. Arrêt à cause d’un défaut 45
5.3. Les modes de marche d’une séquence 45
5.4. Les diagnostics des blocs 46
Conclusion générale 47
Bibliographie 48
4 Création du projet et simulation des séquences 30

U.F.A.S Page 4
Figure (1-1) : Les étapes de production du ciment 8
Figure (1-2) : L’Alimentateur métallique 8
Figure (1-3) : Le Concasseur 9
Figure (1-4) : Détail du concasseur à percutions 9
Figure (1-5) : La bande transporteuse 10
Figure (1-6) : Le contrôleur de rotation (cercle rouge) 10
Figure (1-7) : Fin de cours (cercle rouge) 11
Figure (1-8) : Filtre à manches 11
Figure (2-1) :L’automate programmable industriel S7-400 16
Figure (2-2) : Le diagramme CFC dans l’éditeur des diagrammes 18
Figure (2-3) : L’explorateur WINCC 20
Figure (2-4) : Fenêtre du Graphics Designer 21
Tables de désignations
TAB1: BLOC GROUPE (C_GROUP) 29
TAB2: BLOC CLAPET (C_DAMPER) 29
TAB3: BLOC MOTEUR (C_DRIVE) 29
TAB4: BLOC VANNE (C_VALVE) 29
TABLE DES FIGURES
1 Présentation de la société et du cahier de charges 7
2 Les automates programmables industriels S7-400 14
3 Modélisation des séquences par Analyse Fonctionnelle 22

U.F.A.S Page 5
Figure (4-1) : L’assistant de PCS7 30
Figure (4-2) : liste des CPU 30
Figure (4-3) : Nombre de niveaux et choix d’objet AS et OS 30
Figure (4-4) : nom du projet & lieu d’archivage 31
Figure (4-5) : Validation des paramètres 31
Figure (4-6) : Les vues de projet 32
Figure (4-7) : Configuration de l’AS 32
Figure (4-8) : Configuration de l’OS 33
Figure (4-9) : Fenêtre NetPro 34
Figure (4-10) : Chargement de la configuration 35
Figure (4-11) : Vue générale des diagrammes CFC 36
Figure (4-12) : Tables des mnémoniques 37
Figure (4-13) : Le Catalogue 37
Figure (4-14) : Vue du bloc groupe (C_GROUP) 38
Figure (4-15) : Vue du bloc moteur (C_DRIVE_1D) 39
Figure (4-16) : Diagramme du déport de bande et d’arrêt d’urgence 40
Figure (4-17) : Vue générale du bloc groupe (C_GROUP) 41
Figure (4-18) : La table VAT 41
Figure (4-19) : Test du groupe transport (CMF1OOS01) 42
Figure (4-20) : Test du bloc moteur concasseur 42
Figure (4-21) : Simulation d’un défaut 43
Figure (4-22) : Supervision (1) de l’atelier 44
Figure (4-23) : Supervision (2) de l’atelier 45
Figure (4-24) : Les modes de marches 46
Figure (4-25) : Vue diagnostique du niveau analogique 46
4 Création du projet et simulation des séquences 30

U.F.A.S Page 6
L’industrie du ciment occupe une place prépondérante dans les économies de toutes les
nations puisqu’elle à la base du développement de secteurs vitaux dans l’économie des pays, par la
production des matériaux les plus usités.
Employé dans la construction des bâtiments, d’ouvrages d’art et d’infrastructures, le béton,
principale application du ciment contribue à l’amélioration des conditions de bien et du bien être
individuel.
Des infrastructures de base et la reprise des grands investissements industriels, a poussé les
producteurs du ciment à investir dans l’automatisation des systèmes et de produire, en ayant
recours le moins possible à l’homme, des produits de qualité, augmentation de capacité,
métrisation de la maintenance et ce pour un coût le plus faible possible.
Les automates programmables industriels (API) sont apparus à la fin de l’année soixante, à la
demande de l’industrie automobile américaine (GM), qui réclamait plus d’adaptabilité de leurs
systèmes de commande.
L’automatisation sert à remplacer un système à logique câblé par un appareil électronique
programmable, adapté à l’environnement industriel, qui réalise des fonctions d’automatisme pour
assurer la commande de pré actionneur et d’actionneur à partir d’informations logiques,
analogiques ou numériques, et la surveillance en temps réel de processus industriel.
Les systèmes automatisés par l’API de la gamme Siemens S7-400 utilise le langage PCS7 qui
assure la commande et la supervision du processus, ont été entamés en 2005 au niveau de tout une
ligne de production de la cimenterie Ain El Kébira.
Nous projetons d’automatiser un atelier de concassage par un automate programmable
S7-400 lié avec le progiciel PCS7 qui nous permet de piloter et superviser le processus.
Ce dernier sert à concasser les blocs de minerai de fer et l’acheminement de produit concassé par
l’intermédiaire des transporteurs à bande vers les trémies de stockage au niveau de la ligne de
production.
Notre plan de travail sera comme suit :
Chapitre1 : Présentation de la société et du cahier de charges
Chapitre2 : Les automates programmables industriels S7-400
Chapitre3 : Modélisation des séquences par Analyse Fonctionnelle
Chapitre4 : Création du projet et simulation des séquences
INTRODUCTION

1. Présentation de la SCAEK
1.1. Introduction
1.2. Situation géographique de la
cimenterie
1.3. Produits fabriqués
1.4. Le processus de fabrication du
ciment
2. Présentation du cahier de
charge et de l’atelier CMF
2.1. Installation du minerai de fer
2.2. Alimentateur Métallique
2.3. Concasseur à percussion
Nomenclature des éléments du
Concasseur à percussion
2.4. Les bandes de transports vers
trémies
Bande sous concasseur
Bande langente
Bande ascendante
2.5. le système de dépoussiérage
Le filtre à manches
Caractéristique du filtre
Phase de nettoyage
Phase de récupération
3. Le concassage description et
processus
3.1. Processus générale de l’atelier
3.2. Description Générale de l’atelier (CMF)
Présentation de la société et du cahier de charge
Chapitre N° 1 1
L a société du ciment d’Ain El Kébira est une filiale du groupe l GIC-ERCE (groupement d’intérêt commun - entreprise des ciments et dérivés de l’est) depuis 1974, elle fait partie de la première génération des cimenteries installées en Algérie par le constructeur KHD Allemagne d’une capacité nominale de production qui atteint un million de tonnes par an. La vocation principale de la société est la production et la commercialisation du ciment. Elle est composée de deux entités : la direction générale et la cimenterie. L’utilisation de minerai de fer comme élément d’addition dans la fabrication du ciment avec un pourcentage de 3-4 nécessite l’implantation d’un atelier de concassage complète .Le but c’est de concasser le minerai de fer et de l’acheminer jusqu’aux trémies de stockage.

CHAPIT
1.
1.1. Int
La socié
Commu
générat
capacité
La voca
compos
1.2. Situ
La socié
Km au
principa
1.3. Pro
La socié
1.4. Le
Le cim
d’ajouts
produit
(généra
Ce mé
farine
définies
Les éta
Etap
1- Carr
2- Conc
3- Tran
TRE N°1
troduction
été du cime
un Entrepr
tion des cim
é nominale d
ation princi
ée de deux
uation géo
été du cime
sud de la
ales matière
oduits fabr
été fabrique
processus
ment est un
s (calcaire o
semi fin
alement ca
élange de
qui contie
.
apes de pro
pe 1 : Prépa
rière
cassage
nsport des
P
:
ent d’Ain El
rise des Cim
menteries
de producti
ipale de la s
x entités : l
ographique
nt (SCAEK
daïra d’Ai
es première
riqués :
e actuelleme
de fabricat
n produit i
ou d’autres
ni obtenu
alcaire, m
matières
nt certain
oduction :
aration des
matières p
Présentati
l Kébira est
ments et dé
installées e
ion qui attei
société est
la direction
e de la cime
K) se trouve
in.El.Kébira
s à partir du
ent deux typ
tion du cim
industriel f
s). Le clink
par la
minerai de
premières
s composa
s matières
premières
ion de la s
t une filiale
rivés de l’E
en Algérie
int un milli
la producti
n générale
enterie :
e à 20 Km a
a, couvrant
u gisement
pes du cime
ment :
fabriqué pa
ker qui est
cuisson
e fer et
est broyé
ants (élém
premières
société et d
du groupe
Est) depuis
par le co
on de tonne
ion et la co
e et la ci
u nord du c
t une super
de djebel M
ent :
ar broyage,
t le princip
d’un mé
marne) à
finement
ments chimi
du cahier d
GIC-ERCE
1974, elle f
nstructeur
es par an.
mmercialis
imenterie.
chef lieu de
rficie de 24
Medjounes.
mélange
pal constitu
élange de
haute t
avant la c
iques) dan
de charges
U.F.A.S
E (Groupem
fait partie d
KHD Alle
ation du cim
la wilaya d
4 hectares.
du clinker,
uant des c
e matière
température
cuisson pou
ns des pro
s
Page
ment d’Inté
de la premi
emagne d’u
ment. Elle
de Sétif et
Elle tire
du gypse
ciments est
es premiè
e (1450 °
ur obtenir u
oportions b
7
érêt
ère
une
est
à 7
ses
et
un
ères
°C).
une
bien

CHAPIT
Etap
4- Pré
5- Broy
6- Dép
Etap
7- Préc
8- Four
9- Refr
Etap
10- Silo
11- Bro
12- Log
Le syno
2. Prés
2.1. Ins
-Matéri
-Débit :
-Granul
-Granul
2.2. Ali
C’est u
aliment
(Minera
les 60
TRE N°1
pe 2 : Homo
homogéné
yage du cru
oussiérage
pe 3 : Produ
chauffage
r rotatif
roidisseur à
pe 4 : Mout
os à clinker
oyage du c
gistique
optique de l
sentation
stallation d
iau :
lométrie en
lométrie de
imentateur
n transpor
ter le conca
ai de Fer) à
tonnes heu
P
ogénéisatio
éisation
u
e
uction du C
à clinker
ture du cim
r
iment
la figure1-1
du cahier
du minerai
minerai de
60 Tonne/
ntrée : 0-20
e sortie :
r métalliqu
rteur métal
asseur en m
un débit qu
ures; indiqu
Présentati
on et cuiss
Clinker
ment et exp
1 montre les
de charge
i de fer :
e fer
/heur
0 mm
6%
e :
llique qui se
atière prem
ui peut attei
ue la Figure
Figure (1
ion de la s
son
pédition
s différentes
e et de l’at
ert à
mière
indre
e 1-2.
-1) : Les étap
société et d
Figu
s étapes de
telier Con
pes de product
du cahier d
re (1-2) : L’A
production
ncassage M
tion du cimen
de charges
U.F.A.S
Alimentateur m
du ciment
Minerai de
t
s
Page
métallique
e Fer (CMF
8
F):

CHAPIT
2.3. Con
-Type :
- ф (diam
- Large
- Puissa
- Régim
Le conc
disques
Le roto
l’intérie
Les ma
La figur
Nomen
(1) Rot
paliers à
(2) Bat
dureté à
disposit
TRE N°1
ncasseur à
HARDO
mètre) du r
ur :
ance moteur
me moteur :
casseur à pe
et un
r à disque e
eur, les
atériaux pro
re 1-4 prés
nclature de
tor à disqu
à roulement
ttoirs à un
à toute épre
tif d’arrêt ra
P
percussion
OPACT 100
rotor : 100
1050
r : 75
1000tr
ercussion p
système
est logé dan
parois
ojetés se h
ente les él
s éléments
ues : il est
t d’assez gr
ne coulisse
euve ; muni
apide.
Présentati
n :
0/105
0 mm
0 mm
5 KW
r/ mn
pour pierre
de perc
ns des palie
latérales
heurtent à d
léments du
s du concas
robuste et
randes dime
e : de longu
d’une prote
Figure (
ion de la s
dure, possè
cussion à
ers à roulem
sont
des percuteu
concasseu
sseur à perc
à paroi épa
ensions et ab
ue durée, en
ection effica
1-4) : Détail d
société et d
ède un mot
trois z
ments, mun
garnies
urs réglable
ur à percus
cussion :
aisse, modè
brité des po
n fonte de
ace contre u
du concasseur
du cahier d
teur à faibl
ones en
i de battoir
de pla
es selon les
ssion :
èle rigide à
oussières.
qualité à h
un déplacem
r à percutions
Figure (1
de charges
U.F.A.S
e vitesse av
unités d
res, remplaç
aques de
granulomé
la torsion
haute résist
ment latéral
1-3) : Le Conc
s
Page
vec un roto
de monta
çables à 60%
e blinda
étries désiré
logé dans d
tance et d’u
l assuré par
casseur
9
or à
age.
% à
age.
ées.
des
une
un

CHAPIT
(3) Pla
qualité
facileme
(4) Sys
muni d
(5) Boi
encomb
(6) Acc
système
2.4. Les
Ce sont
caoutch
plus un
figure 1
figure 1
Dans n
Band
- Large
- Entrax
- Débit
- Puissa
- Régim
Band
- Large
- Entrax
- Puissa
- Régim
TRE N°1
aques de b
à haute ré
ent détacha
tème de p
de trois jeu
itier du co
brantes inclu
cès optimal
e de percus
s bandes de
t des systè
houc, des
n système
1-6, deux
-7, et un
notre insta
de sous con
ur de la ban
xe :
:
ance moteur
me :
de langente
ur de la ban
xe :
ance moteur
me :
P
blindage : d
ésistance et
bles.
percussion
ux de plaqu
oncasseur :
ues de façon
l : à toutes l
ssion suspe
e transport
èmes de tr
stations à
de prote
fins de co
arrêt d’u
allation le
ncasseur :
nde : 650 m
60-90 T
r : 4.5K
60tr/
e :
nde : 650 m
39
r : 28K
60tr/m
Présentati
du boitier
t d’une dur
: à trois zo
ues de perc
à percussi
n organique
les parties s
endu à l’in
ts vers tré
ansport de
rouleaux
ection mu
ourse latér
urgence à
transport
mm
5m
T/h
KW
/mn
mm
96m
KW
mn
ion de la s
semblables
reté efficace
ones, réduis
cussion sem
ion soudé,
e dans le bo
soudées par
ntérieur.
émies :
e matière pr
lisses, tam
ni d’un co
rale pour
câble mé
se fait à
société et d
s, interchan
e, munies d
sant les sur
mblables en
robuste et
oitier.
un couverc
remière, ils
mbour de
ontrôleur d
déport de
tallique.
partir du
Fig
du cahier d
U
Figur
ngeables et
de fermetur
rclassés, à b
fonte de qu
indéformab
cle de boitie
s sont con
commande,
de rotation
e bande
concasseu
gure (1-5) : L
de charges
U.F.A.S
ure (1-6) : Lerotation (cer
inversibles
res à garro
balancier ré
ualité à hau
ble ; boites
er pivot able
nstitués d’u
, tambour
n comme
comme
ur jusqu’a
La bande trans
s
Page 1
e contrôleur drcle rouge)
s en fonte
ot sans vis
églable à pa
ute résistan
de palier p
e, avec le
une bande
r de renv
le montre
l’illustre
aux trémi
sporteuse
10
e
de
et
art,
nce.
peu
en
voi,
la
la
es.

CHAPIT
Band
- Large
- Entrax
- Haute
- Puissa
- Régim
2.5. le s
Il est m
Le fi
C’est
pendant
atomes
ventilat
Le p
Cara
- Marq
- Teneu
- Surfac
- Compo
en fibr
soudé
L’air o
manche
la pou
extérieu
dernière
donne
Les éq
(1) : B
(4) : séq
TRE N°1
de ascenda
ur de la ban
xe :
eur :
ance moteur
me :
système de
muni d’un filt
iltre à man
l’un des é
t le conc
et air
teur du t
rincipe d
actéristique
ques :
ur en poussi
ce filtrante
osé de do
res de ver
et boulonn
ou le gaz
es filtrantes
ussière es
ures des ma
e se fait
le top d
quipements
Boite pilot
quenceur
P
ante :
nde : 650 m
12
3
r : 4.5K
60tr/
e dépoussié
tre à manch
nches :
équipement
cassage, c
r pollué
tirage et à
de foncti
e du filtre
Stetpa
ière des gaz
e : 65/54
ouze lignes
rre fixées
né.
poussiére
s de l’extér
st retenu
anches et le
par un
e marche
nécessaire
te d’électr
(5) : cellul
Présentati
mm
27m
30m
KW
/mn
érage :
hes et un sy
ts les plu
ela est d
dégagé l
à ça paro
ionnement
:
z filtres : 50
s de manch
dans un
eux trave
rieur à l’in
ue sur le
nettoyage d
séquenceu
pour ch
es sont in
rovannes
le (casing)
ion de la s
ystème de ré
us nécess
dû au rô
lors du
oi dont se
se ba
0mg/m3
hes dit
caisson
rse les
ntérieur;
es faces
de cette
ur qui
haque élec
ndiqués da
(2) : réser
(6) : che
société et d
F
écupération
aires et
ôle importa
vidang
compose
se sur
ctrovanne
ans la Fig
rvoir d’air
eminé (7
du cahier d
U
Figure (1-8) :
n.
essentiels
ant qu’il jo
ge grâc
de douze
la prése
et souffl
gure 1-8 e
r comprim
7) : manche
Fig
de charges
U.F.A.S
Filtre à manc
s, il est
ue, car il
ce à
e lignes d
ence d’air
ant à con
et cités c
mé (3) :
filtrante.
gure (1-7) : F(cercle ro
s
Page 1
ches
indispensa
aspire tou
son énor
de manche
r comprim
ntre coura
omme suit
pneumevan
Fin de cours ouge)
11
able
utes
rme
es.
mé.
ant.
t :
nne

CHAPIT
Le syst
Phas
Partie A
Le mél
inferieu
caisson
manche
Partie B
Les éle
membra
l’inject
élément
injectio
Nomen
(1): feut
avec la
Nomen
(1) : air
Phas
Après l
poussiér
- Ventil
–Trois
compar
–Deux
- Une
3. Le c
Le conc
être bro
3.1. Pro
L’utilisa
pourcen
concass
TRE N°1
tème de dé
se de netto
A : (filtrati
lange gazeu
ure des man
d’air pr
es, de l’ext
B : (nettoy
ectrovannes
ane sont
ion d’un v
ts filtrants
n les man
nclature de
tre de passa
poussière,
nclature de
de purge,
se de récup
a phase de
reux, pour
lateur de t
tuyaux a
timents de
moteur s
VIS transp
concassage
cassage dan
oyée.
ocessus gén
ation de mi
ntage de 3-4
er le m
P
époussiérag
oyage:
ion)
ux chargé e
nches; le fl
ropre et l
térieur vers
yage du sac
s pilotes
excitées s
volume d’a
s, à traver
nches sont
es élément
age, (2): pro
(4) : nettoy
es élément
(2) : retomb
pération :
nettoyage i
r cela le
tirage de la
acheminent
e vidange
as pour a
porteuse e
e descript
ns la ciment
nérale de l’
inerai de fe
4 nécessite
minerai de
Présentati
ge fonctionn
en poussièr
flux des g
la filtration
s l’intérieu
c)
des vanne
successivem
air compri
rs du ventur
rincées.
ts de la p
oduit de filtr
yage de gaz
ts de la p
bées radioa
il y a une p
système d
a poussière
t la pous
de la mati
assurer le
entre les
tion et pro
terie sert à
’atelier :
er comme é
l’implantat
fer et
ion de la s
ne en deux
res est intro
gaz à épur
s’opère lo
re.
es pneumat
ment et perm
mé passe
ri ; grâce à
phase A :
ration, (3):
z, (5) : sache
phase B :
actives de p
phase de réc
e dépoussi
e.
ssière don
ère.
vidange da
deux sas.
ocessus :
réduire la g
élément d’a
tion d’un at
de l’ach
société et d
x phases :
oduit dans
rer monte
ors de son
tiques à
mettent
par des
à cette
gaz cru
et filtre.
poussière, (3
cupération d
iérage est
nt chacun
ans un seul
granulomét
addition dan
elier de con
heminer j
du cahier d
U
la gaine en
depuis la
n passage
3) : air de pu
de la matiè
muni des
n se situe
l sens.
trie de la m
ns la fabric
ncassage co
usqu’aux
de charges
U.F.A.S
n dessous d
partie ba
à travers
urge, (4) : sa
re et dégag
s équipem
e dans l’
atière pour
ation du ci
mplète .Le
trémies d
s
Page 1
de l’extrém
asse vers
le feutre d
achet filtre.
gement du g
ents suivan
un des tr
qu’elle pui
iment avec
but c’est
de stocka
12
mité
le
des
gaz
nt :
rois
isse
un
de
age.

CHAPITRE N°1 Présentation de la société et du cahier de charges
U.F.A.S Page 13
Les différentes opérations de concassage et transport génère un dégagement des poussières
volatiles qui nécessite la présence d’un dépoussiéreur.
Les séquences de démarrage se déroulent comme suit :
Sélection du clapet vers une trémie et vérification du niveau de la matière dans ces trémies.
Démarrage des bandes de transport (démarrage de la bande en amont puis qui vienne en aval).
Démarrage du dépoussiéreur (sas2 en suite la vis, sas1, le ventilateur, enfin le séquenceur).
Démarrage du concasseur puis l’alimentateur métallique.
3.2. Description Générale de l’atelier CMF:
Notre cahier de charge contient plusieurs équipements industriels chacun à un rôle primordiale,
c’est pour quoi on a partagé l’atelier de concassage minerai de fer en trois groupes principaux, de
sorte que nous obtenons un simple cahier de charge.
1-Groupe transport.
2-Groupe de dépoussiérage.
3-Groupe concasseur minerai de fer.
Le synoptique suivant montre les différents groupes de l’atelier CMF suivie de leur nomenclature
(1): Trémie Bc1-Bc2 « KHD », (2): Trémie Bc3 « FLS », (3): Bande vers FLS, (4): Clapet de
sélection, (5): Bande ascendante, (6): Bande langente, (7) : Bande sous concasseur, (8) : Vis
transporteuse, (9) : Ventilateur de tirage, (10) : Concasseur minerai de fer, (11): Alimentateur
métallique « Tablier », (12) : la matière à concasser «minerai de fer ».

Les automates programmables industrielles à S7-400
Chapitre N° 2
1. Introduction au API
1.1. Architecture des automates
1.2. Critères de choix d'un automate
2. La gamme SIEMENS
2.1. Fonctionnalités de l’API S7-400
2.2. Avantage
2.3. Caractéristiques techniques
3. Normes de communication
3.1. MPI
3.2. PROFIBUS
3.3. Industriel Ethernet
4. Présentation du progiciel
SIMATIC PCS7
4.1. Définition de l’éditeur CFC
4.2. Le diagramme CFC
4.3. Le diagramme SFC
4.4. S7-PLC-SIM : (l’AP de
simulation)
5. Présentation SIMATIC WINCC
5.1. L’explorateur WINCC
5.2. Le Graphics Designer
5.3. L’application RUNTIME :
(accès à la supervision)
2
L e S7-400 est une plateforme d'automatisation conçue à la f fois pour l'industrie manufacturière et le génie des procédés. Il se distingue grâce à ses hautes performances, sa puissance de communication et ses grandes capacités de mémoire. Il peut s'adapter à toutes les applications spécifiques telles que la disponibilité élevée, et ou la sécurité. Le S7-400 trouve son application dans tous les secteurs tels que les industries automobiles, papetières, agro-alimentaires, chimiques et pétrolières, traitement des eaux et des déchets et bien d'autres encore.

CHAPITRE N°2 Les automates programmables industrielles S7-400
U.F.A.S Page 14
1. Introduction : A l’origine, l’automate programmable industrielle (API) était considéré comme une machine
séquentielle, capable de suppléer des automatismes réalisés en logique traditionnelle, en apportant
toutefois de profonds bouleversements dans la manière de concevoir et d’organiser le contrôle d’un
processus. L’intégration de l’automate programmable renforce le degré de fiabilité de
l’équipement et offre une très grande adaptabilité face aux évolutions de l’environnement.
Aujourd’hui, l’automate programmable n’est plus seulement une machine séquentielle mais il est
beaucoup plus considéré comme un calculateur de processus grâce aux énormes progrès quant à
la structure de base, la qualité et la diversité des outils proposés.
1.1. Architecture des automates :
Les automates peuvent être de type compact ou modulaire. De type compact, on distinguera les
modules de programmation (LOGO de Siemens, ZELIO de Schneider, MILLENIUM de Crouz...)
des micro automates, il intègre le processeur, l'alimentation, les entrées et les sorties, selon les
modèles et les fabricants, il pourra réaliser certaines fonctions supplémentaires (comptage rapide,
entrées/sorties analogiques...) et recevoir des extensions en nombre limité. Ces automates, de
fonctionnement simple, sont généralement destinés à la commande de petits automatismes.
De type modulaire, le processeur, l'alimentation et les interfaces E/S résident dans des unités
séparées (modules) et sont fixées sur un ou plusieurs racks ; ces automates sont intégrés dans les
automatismes complexes où puissance, capacité de traitement et flexibilité sont nécessaires.
1.2. Critères de choix d'un automate :
Le choix d'un automate programmable est en premier lieu le choix d'une société ou d'un groupe et
les contacts commerciaux et expériences vécues sont déjà un point de départ.
Les grandes sociétés privilégieront deux fabricants pour faire jouer la concurrence et pouvoir se
retourner en cas de perte de vitesse de l'une d'entre elles.
Le personnel de maintenance doit toutefois être formé sur ces matériaux et une trop grande
diversité des matériaux peut avoir de graves répercussions. Il faut ensuite quantifier les besoins :
Nombre E/S : le nombre de cartes peut avoir une incidence sur le nombre de racks dès que le
nombre E/S nécessaires devient élevé.
Type de processeur : la taille mémoire, la vitesse de traitement et les fonctions spéciales offertes
par le processeur permettront le choix dans la gamme souvent très étendue.
Fonctions ou modules spéciaux : certaines cartes permettront de "soulager" le processeur et
devront offrir les caractéristiques souhaitées (résolution, ...).
Fonctions de communication : l'automate doit pouvoir communiquer avec les autres systèmes de commande (API, supervision ...) et offrir des possibilités de communication avec des standards normalisés (Profibus ...).
CHAPITRE N°2 Les automates programmables industrielles S7-400
U.F.A.S Page 15
Actuellement dans le marché mondial, il existe plusieurs gammes d’automates programmables qui
ce différencient par des caractéristiques techniques, on cite quelques gammes :
Crouzet : (Millinium est identique au MITSUBISHI ALPHA et THEBEN PHARAO), Foxboro,
Mitsubishi automation :(Modèles MELSEC F1, F2, FX1N, FX2N, AxN), Omron :(Modèles
CPM1A, CPM2A, CPM2C, CQM1, C200H, CJ1, CS1), Phoenix Contact : (Modèles RFC450/430
ETH, ILC 350 ETH), Samson :(Modèles TROVIS 5171), Siemens : (Modèles SIMATIC S5 &
S7, LOGO), Schneider Electric : (April).
2. La gamme SIEMENS :
Siemens fabrique et développe des Automates Programmables Industriels depuis plus de 30 ans.
Cette expérience a été capitalisée dans la conception de la famille S7. La compatibilité des
appareils, garantie par delà les changements de génération, nous apporte une sécurité
d'investissement sur des dizaines d'années. La famille des contrôleurs SIMATIC se positionne
dans tous les secteurs d'activité et domaines d'application :
Classique, de Sécurité ou de disponibilité élevée avec des API modulaires.
Technologique avec des fonctions intégrées dans les API compacts.
Commande et supervision dans un produit compact avec des systèmes intégrés.
Automatisation décentralisée avec CPU classique ou de sécurité.
Parmi les familles de la gamme siemens il y a le S5 et le S7 qui ont elles même plusieurs types
S5: S5-90U, S5-95U, S5-100U, S5-115U, S5-135U et S5-155U.
S7: S7-200, S7-300 et S7-400.
2.1. L’automate programmable industrielle S7-400 :
Le S7-400 est une plateforme d'automatisation conçue à la fois pour l'industrie manufacturière et
le génie des procédés. Il se distingue grâce à ses hautes performances, sa puissance de
communication et ses grandes capacités de mémoire, il peut s'adapter à toutes les applications
spécifiques telles que la disponibilité élevée, et ou la sécurité. Le S7-400 trouve son application
dans tous les secteurs tels que les industries automobiles, papetières, agro alimentaires, chimiques
et pétrolières, traitement des eaux et des déchets et bien d'autres encore.
2.2. Avantages :
Très simple d'installation, économique en coûts d'ingénierie, modulaire, le S7-400 brille dans bien
des domaines :
Modularité : le bus de fond de panier performant et les interfaces intégrables sur la CPU
permettent une exploitation de nombreuses lignes de communication.

CHAPIT
Cons
modu
d’E/
Gam
Diag
Mult
par
Les fon
l’autom
2.3. Car
Châs
- Le
Il po
- ER
- CR
Unit
Mod
alter
Mod
Mod
Les
résea
TRE N°2
stitution : le
ules. Il peu
S sous tens
mme de CPU
gnostic : le s
titraitement
spécialité a
nctionnalités
atisation av
ractéristiqu
ssis : On dis
châssis univ
ossède 18/9
RI/ER2 sont
R2 est un ch
tés centrales
dules d'alim
rnatives ou c
dules de sign
dules de fonc
modules C
aux.
L
Fig
e S7-400 pe
ut égalemen
ion.
U : 7 modèle
système con
t : l'exploit
ainsi que le
s et tous le
vec ce derni
ues techniq
spose des ch
versel URI/
emplaceme
t des châssi
hâssis centr
s (CPU) de
mentation
continues e
naux SM po
ction FM a
P (port de
Les automa
gure (2-1) :L
eut être con
nt fonctionn
es couvrent
ntrôle en pe
ation simul
e traitemen
es avantage
ier, la figure
ques :
hâssis suiva
/UR2 peut
ents simple
is d'extensio
ral segmen
capacités d
PS (Power
en tension 5
our entrées
ssurent des
communic
ates progr
L’automate p
nfiguré sans
ner sans ven
toutes les g
ermanence l
ltanée de pl
nt prioritai
s d’API S7
e 2-1 montr
nts pour le
être utilisé
largeur.
on.
nte pour le
différentes a
r Supply),
5 V ou 24 V
et sorties n
s fonctions d
cation) perm
rammables
programmab
s règles de
ntilation et
gammes de
le bon fonct
lusieurs CP
re des tâch
-400 nous
re ces différ
S7-400.
comme châ
fonctionnem
vec E/S int
pour la
.
numériques
de positionn
mettent de
s industrie
U
le industriel
placement
t permet le
performanc
tionnement
PU permet
hes à temp
a permis d
ents compo
âssis centra
ment multi
tégrées.
conversion
et analogiq
nement, rég
raccorder
elles S7-40
U.F.A.S
par simple
changemen
ce.
du système
de fraction
ps critique.
de choisir s
osants.
al ou châssi
iprocesseur
n des tent
ques.
gulation et c
une CPU
00
Page 1
adjonction
nt de modu
e.
nner les tâch
ans hésitat
is d'extensio
asymétriq
tions résea
comptage.
aux différe
16
de
ules
hes
ion
on.
que.
aux
nts

CHAPITRE N°2 Les automates programmables industrielles S7-400
U.F.A.S Page 17
3. Normes de communication :
Différents réseaux sont proposés en fonction des exigences de la communication industrielle ; ils
sont listés ci après par niveau de performance croissant :
-MPI
-PROFIBUS
-Industriel Ethernet
3.1. MPI :
Le réseau MPI (Multi Point Interface) est utilisé pour les interconnections de faible étendue aux
niveaux terrain et cellule. Il ne peut cependant être utilisé qu'avec les automates SIMATIC S7.
Celle ci a été conçue comme interface de programmation, elle atteint rapidement ses limites
lorsque les exigences de la communication sont sévères.
3.2. PROFIBUS :
Le réseau PROFIBUS (Process Field Bus) est un réseau conçu pour les niveaux cellule et terrain.
C'est un système de communication ouvert (non propriétaire), il est utilisé pour transmettre des
volumes de données petits et moyens entre un nombre restreint de correspondants, ce type de
communication est caractérisé par un échange de données cycliques rapides.
3.3. Industriel Ethernet :
Industriel Ethernet est un réseau pour les niveaux cellule et supervision, il permet l'échange de
grandes quantités de données sur de longues distances entre un grand nombre de stations.
Il est le réseau le plus puissant pour la communication industrielle, il nécessite peu de
manipulations de configuration et aisément extensible.
4. Présentation du progiciel SIMATIC PCS7 :
PCS7 est une plate forme d’automatisation avec des possibilités infinies, plusieurs composants, les
modules, les interfaces et les technologies sont les fondements de PCS7.
C’est un système de conduite de processus qui grâce à de nombreuses fonctions automatiques, la
création d’un projet sera facile, il nous offre parallèlement de nombreuses possibilités de créer
des solutions individuelles et spécifiques aux projets, adaptés à nos besoins.
Un projet PCS7 est constitué de plusieurs objets de base entre autre :
Configuration matérielle: configure l'ensemble du matériel d'une installation, comme les CPU,
l'alimentation, les processeurs de communication.
Blocs.
Diagrammes CFC et SFC.
CHAPIT
4.1. Dé
CFC (C
d'élabor
pour ce
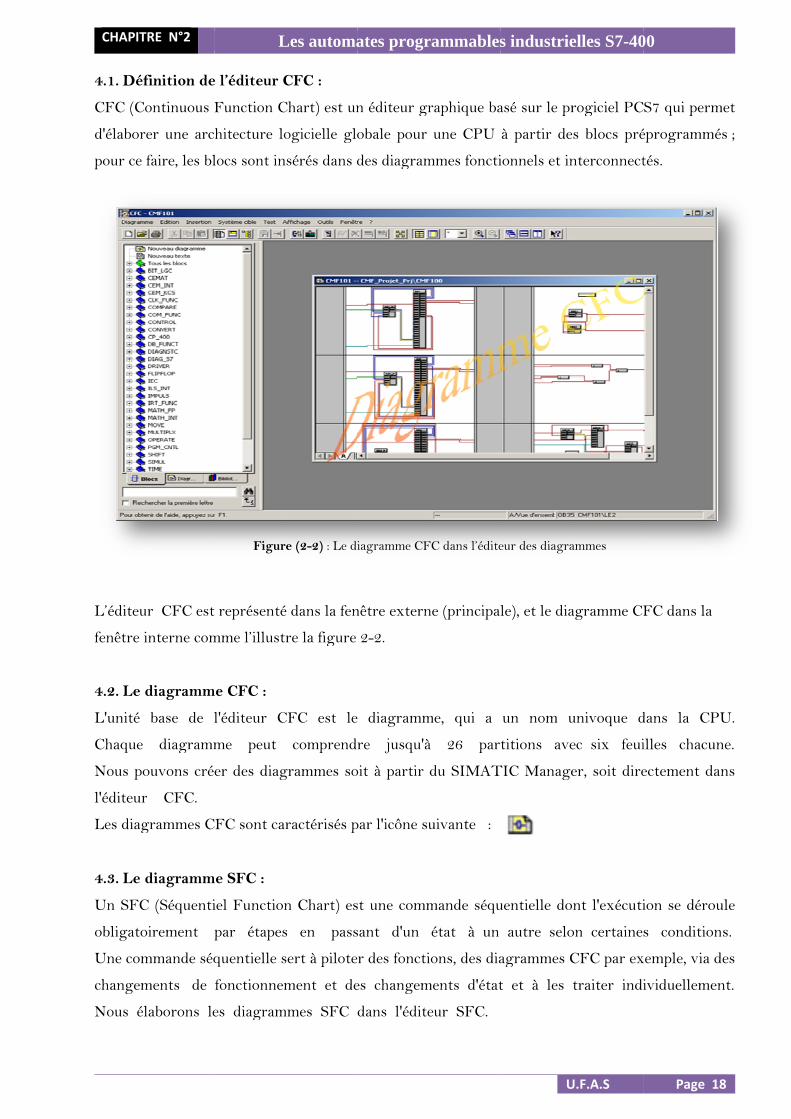
L’éditeu
fenêtre
4.2. Le
L'unité
Chaque
Nous po
l'éditeur
Les diag
4.3. Le
Un SFC
obligato
Une com
changem
Nous é
TRE N°2
finition de
Continuous F
rer une arc
faire, les bl
ur CFC est
interne com
diagramm
base de l
diagramm
ouvons cré
r CFC.
grammes C
diagramm
C (Séquenti
oirement p
mmande séq
ments de
élaborons le
L
e l’éditeur C
Function C
hitecture lo
locs sont in
représenté
mme l’illustr
me CFC :
l'éditeur C
me peut
er des diag
CFC sont car
me SFC :
iel Function
par étapes
quentielle s
fonctionnem
es diagram
Figur
Les automa
CFC :
Chart) est un
ogicielle glo
sérés dans d
é dans la fen
re la figure
CFC est le
comprendr
grammes so
ractérisés p
n Chart) es
s en pass
sert à pilote
ment et de
mmes SFC
e (2-2) : Le di
ates progr
n éditeur gr
obale pour
des diagram
nêtre extern
2-2.
diagramm
re jusqu'à
oit à partir
par l'icône su
st une comm
sant d'un
r des foncti
es changem
dans l'édite
iagramme CF
rammables
raphique ba
une CPU
mmes foncti
ne (principal
me, qui a
à 26 par
du SIMAT
uivante :
mande séqu
état à un
ions, des dia
ments d'état
eur SFC.
FC dans l’édite
s industrie
U
asé sur le pr
à partir de
ionnels et in
le), et le dia
un nom u
titions ave
TIC Manage
uentielle do
autre selo
agrammes C
t et à les
eur des diagra
elles S7-40
U.F.A.S
rogiciel PC
es blocs pré
nterconnect
agramme CF
univoque d
ec six feui
er, soit dire
ont l'exécuti
on certaine
CFC par ex
traiter indi
ammes
00
Page 1
S7 qui perm
éprogramm
tés.
FC dans la
dans la CP
illes chacu
ectement da
ion se déro
s condition
xemple, via d
ividuelleme
18
met
és ;
PU.
une.
ans
oule
ns.
des
ent.

CHAPIT
4.4. S7-
L'applic
permet
nous s
console
La sim
progicie
établie a
S7-PLC
permett
paramèt
table de
Etat
Etat de
La CPU
paramèt
Etat de
Lorsque
fenêtres
Etat d'a
La CPU
valeurs
d'arrêt.
Indic
La fenê
sur une
SF (err
changem
DP (pé
DC (alim
RUN in
STOP i
TRE N°2
-PLC-SIM
cation de s
d'exécute
simulons d
de progr
mulation é
el PCS7, i
avec un ma
CSIM dis
tant de vi
tres utilisé
es variable
ts de foncti
e marche (R
U exécute
tres, afin d
e marche (R
e la CPU s
s crées dan
arrêt (STO
U n'exécute
prédéfinies
cateurs de
tre CPU di
e CPU rée
reur systèm
ment d'état
ériphérie dé
mentation)
ndique que
indique que
L
: (l’AP de s
simulation
er et de
dans notre
rammation.
étant comp
il n'est pas
atériel AP.
spose d'u
sualiser et
és par le p
es (VAT).
ionnement
RUN-P) :
le program
de pouvoir
RUN) :
se trouve à
ns S7-PLC
OP) :
pas le prog
s, en revanc
la CPU :
ispose d'un
lle :
me) nous a
t de fonctio
écentralisée
indique si
la CPU se
e la CPU se
Les automa
simulation)
de modules
tester le
ordinateu
.
plètement
s nécessaire
une interf
t de force
programme
de la CPU
mme tout
utiliser le
l'état de m
CSIM pour
gramme mai
he elles con
e série d'in
avertit que
onnement.
e ou E/S é
i la CPU s
trouve à l'é
trouve à l'é
ates progr
s S7-PLCS
e program
ur ou dan
réalisée au
e qu'une lia
face simpl
er les d
e, par exem
U :
en nous p
s applicatio
marche, nou
modifier d
is nous pou
nservent l'ét
dicateurs q
la CPU a
loignées) in
se trouve s
tat de marc
état d'arrêt.
rammables
SIM nous
mme que
ns notre
u sein du
aison soit
le nous
différents
mple, la
permettant
ons de PCS
s pouvons
des donnée
vons le cha
tat auquel e
qui correspo
a détecté u
ndique l'éta
sous ou ho
che.
s industrie
U
de le mod
S7.
charger les
es sollicitée
rger, les so
elles étaient
ondent aux
une erreur
at de la com
ors tension
elles S7-40
U.F.A.S
difier, de m
s objets, ain
es par le
rties ne pre
t lors du pas
voyants de
système, e
mmunication
.
00
Page 1
même que
nsi utiliser
programm
ennent pas d
ssage à l'éta
e signalisat
entraînant
n avec les E
19
ses
les
me.
de
at
ion
un
/S.

CHAPIT
5. Prés
WinCC
HMI si
et la m
program
WinCC
WinCC
destinée
évolue,
démarre
Lorsqu'
l'écran
Les ala
WinCC
de prod
5.1. L’e
La fenê
L'éditeu
Ces ut
"SIMAT
indépen
TRE N°2
sentation
C est un syst
gnifie "Hum
machine. L
mmables. U
C et les auto
C nous perm
e à l'opérat
l'affichage e
er un moteu
'un état de
affiche un
armes et le
C. Ceci nous
duction du p
explorateur
être du nav
ur d'une opt
tilitaires s
TIC" sous
ndamment
L
SIMATIC
tème HMI
man Machin
Le contrôl
Une commun
mates prog
met de visu
teur, ce qui
est mis à jo
ur.
e processu
message
s valeurs p
s permet de
passé.
r WINCC :
vigateur E
tion n'est vi
s'ouvrent
"WinCC"
de ce dernie
Les automa
C WINCC
performant
ne Interface
e proprem
nication s'ét
grammables
ualiser le pr
i facilite la
our, l’utilisa
s devient
en cas de
peuvent êtr
e document
xplorer af
isible dans l
dans le m
> "Tools
er.
Figure (
ates progr
(Windows
t qui est uti
e", il s'agit
ment dit d
tablit donc
d'autre par
rocessus et
surveillanc
teur peut p
critique, u
e franchiss
re imprimé
er la march
ffiche les é
la fenêtre du
menu de
s". Certain
(2-3) : L’explo
rammables
s Contrôle
lisé sous M
donc de l'in
du processu
entre WinC
rt.
t de concev
ce par un g
ar exemple
une alarme
sement d'u
ées et archi
he et d'avoi
diteurs ins
u navigateu
démarrage
ns éditeu
orateur WINC
s industrie
U
Center) :
Microsoft W
nterface ent
us est ass
CC et l'opér
voir l'interfa
graphisme
changer la
est déclen
n seuil dé
ivées sur s
ir accès ulté
stallés et le
ur que si cet
e de Wind
rs WinCC
CC
elles S7-40
U.F.A.S
Windows 200
tre l'homme
suré par l
rateur d'une
ace utilisate
à l'écran, d
a direction
nchée auto
éfinit.
support éle
érieurement
es fonction
tte option a
dows dans
C peuvent
00
Page 2
00 et Win X
e (l'utilisate
les automa
e part et en
eur graphiq
dès qu'un é
d’un clapet
omatiqueme
ectronique p
t aux donn
ns de WinC
été installé
le réperto
être ouve
20
XP.
eur)
ates
ntre
que
état
ou
ent,
par
ées
CC.
ée.
oire
erts

CHAPIT
5.2. Le
C’est un
applicat
il perm
Stru
Il est c
d’un me
paramèt
Nous p
5.3. L’a
Le logic
au temp
Les tâc
Lectu
Affic
Com
Arch
évén
Cond
TRE N°2
Graphics D
n éditeur d
tion n'est po
met de visu
cture de l'é
conçu selon
enus, et diff
tres par déf
pouvons dép
application
ciel RUNT
ps réel.
ches incomb
ure des don
chage des vu
mmunication
hivage des
ements de s
duite du pro
L
Designer :
de création
ossible que
aliser l'ens
écran de G
n le stand
férentes pal
faut et une v
placer les
RUNTIM
TIME perm
bant au logi
nnées.
ues à l'écran
n avec les au
données ac
signalisatio
ocessus, à ti
Les automa
et de dyna
pour le pro
emble des
Graphics D
ard Windo
ettes. Lorsq
vue vide.
palettes et
ME : (accès à
et à l'opéra
iciel RUNT
n.
utomates pr
ctuelles de
on.
itre d’exemp
Figure (2-
ates progr
amisation d
ojet actuelle
vues exista
esigner :
ows, il dispo
que nous ou
les barres
à la supervis
ateur d'assu
TIME sont l
rogrammab
RUNTIM
ple : mise en
-4) : Fenêtre d
rammables
des vues de
ement ouver
ant dans le p
ose d'une z
uvrons le G
s sur l'écra
sion)
urer la cond
les suivante
les.
ME, par exe
n marche/a
du Graphics D
s industrie
U
e processus
rt dans l'Ex
projet.
zone de tra
Graphics De
an et les disp
duite et la s
es :
emple, des
arrêt.
Designer
elles S7-40
U.F.A.S
s. Le lancem
xplorateur
avail, d'une
signer, l'écr
poser selon
surveillance
valeurs de
00
Page 2
ment de ce
WinCC, do
barre d'out
ran affiche d
n nos souhai
e du proces
e processus
21
ette
ont
tils,
des
its.
sus
et

Modélisation des séquences par Analyse f Fonctionnelle
Chapitre N° 3
1. Introduction
2. L’analyse Fonctionnelle du
démarrage groupe transport
Sécurité des moteurs groupe transport
3. L’analyse Fonctionnelle du
démarrage groupe dépoussiérage
4. L’analyse Fonctionnelle du
démarrage groupe concasseur
Sécurité des moteurs groupe
concasseur
5. L’analyse Fonctionnelle niveau de
la matière attient
6. Les abréviations
3
L ’analyse Fonctionnelle, est un outil de modélisation, comme s le GRAFSET permettant la description détaillée, des séquences de fonctionnement de l’installation.
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR CONCASSEUR E_301 N
EVS EBE
EBFE EEVG EBVG EBFA ESVG EDRW
1D BLOC MOTEUR TABLIER E_302 N EVS EBE
CMF301 /TEA> HH : HH
H : H
GEVG GBVG
GBE GDA
VE1 VE2 VSPO VBFE VBFA 1D Electrovanne3 V3_205 N VBE VVS1 VVS2
& Ordre Séquence
T pulse
T : 2sec
CMF102/GZ1 MAU
CMF102/SZ1 MAU
&

CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 22
1. Introduction :
L’analyse Fonctionnelle, est un outil de modélisation, comme le GRAFCET permettant la
description détaillée, des séquences de fonctionnement de l’installation.
2. L’analyse Fonctionnelle du démarrage groupe transport (première séquence) :
Sélect BC1_BC2 /AZE
CMF101 /LE1 > HH : HH
H : H
CMF101 /LSH1 MAU
Sélect BC3 /AZE
CMF101 /LE3 > HH : HH
H : H
CMF101 /LSH3 MAU
CMF101 /LE2 > HH : HH
H : H
CMF101 /LSH2 MAU
CMF100 SO1 /GBE
Bloc C_GROUPE transport
Porte logique E
Niveau TOR
Niveau Analogique

CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 23
Sécurité Moteur bande FLS
Sélect BC3 \AZE Sélect BC1_BC2 \AZE
CMF100 SO1 \GBE
KEB2 KEB1 K BLOC CLAPET K_103 N KVS1 KVS2 KB1 KB2
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR BANDE SOUS CONCASSEUR E_106 N
EVS EBE
Contrôleur de rotation
«CMF106/SS» E5.2
Sécurité Moteur bande S Concasseur
CMF106 (A,4)\ESVG
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR BANDE LANGENTE E_105 N
EVS EBE
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR BANDE ASCENDANTE E_104 N
EVS EBE
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR BANDE FLS E_102 N
EVS EBE
Contrôleur de rotation
«CMF104/SS» E3.2
Sécurité Moteur bande Ascendante
CMF104 (A,4)\ESVG
Contrôleur de rotation
«CMF105/SS» E4.2
Sécurité Moteur bande Langente
CMF105 (A,4)\ESVG
CMF102 (A,4)\ESVG
Contrôleur de rotation
«CMF102/SS» E1.2
CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 24
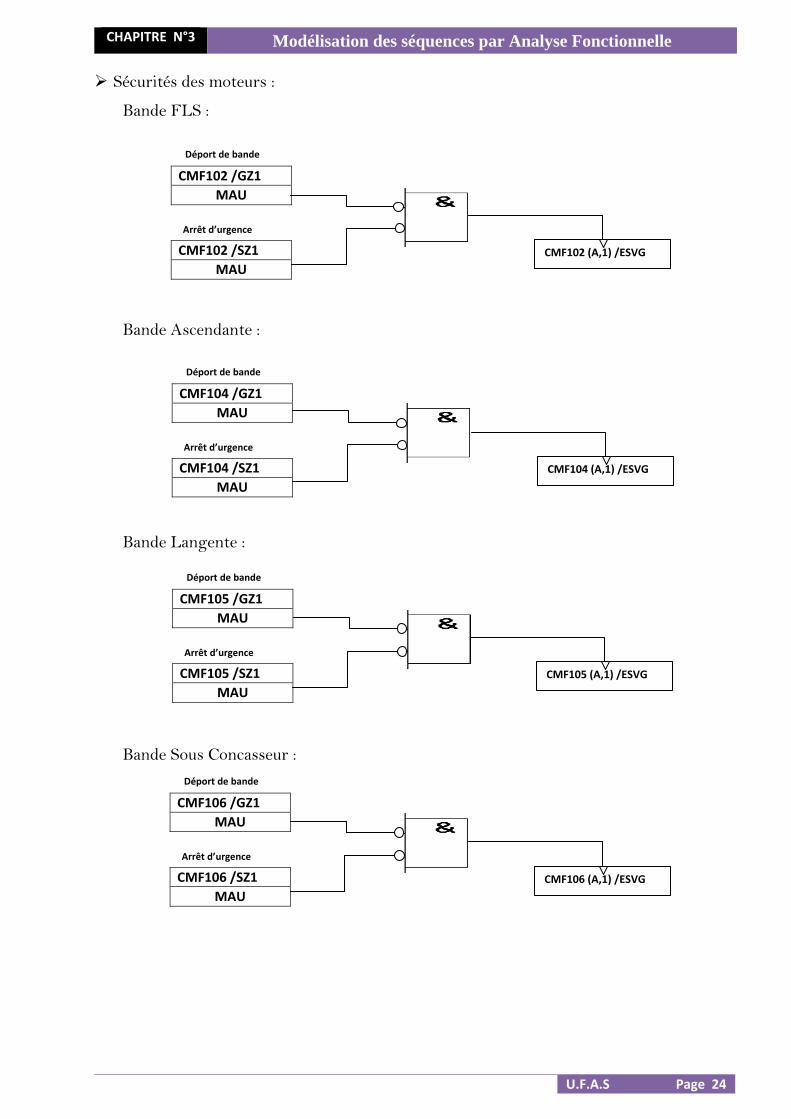
Sécurités des moteurs :
Bande FLS :
Bande Ascendante :
Bande Langente :
Bande Sous Concasseur :
CMF102 (A,1) /ESVG
Arrêt d’urgence
Déport de bande
CMF102 /GZ1 MAU
CMF102 /SZ1 MAU
CMF104 (A,1) /ESVG
Arrêt d’urgence
Déport de bande
CMF104 /GZ1 MAU
CMF104 /SZ1 MAU
CMF105 (A,1) /ESVG
Arrêt d’urgence
Déport de bande
CMF105 /GZ1 MAU
CMF105 /SZ1 MAU
CMF106 (A,1) /ESVG
Arrêt d’urgence
Déport de bande
CMF106 /GZ1 MAU
CMF106 /SZ1 MAU

CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 25
3. L’analyse Fonctionnelle du démarrage groupe dépoussiérage (deuxième séquence) :
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR VIS TRANSPORTEUSE E_202 N
EVS EBE
Contrôleur de rotation
«CMF202/SS» E7.2
Sécurité Moteur Vis transporteuse
CMF202 (A,4)\ESVG
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR SAS2 E_201 N
EVS EBE
Contrôleur de rotation
«CMF201/SS» E6.2
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR SAS1 E_203 N
EVS EBE
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR VENTILATEUR DE TIRAGE E_204 N
EVS EBE
Contrôleur de rotation
«CMF204/SS» E8.2
Sécurité Moteur Ventilateur
CMF204 (A,4)\ESVG
Contrôleur de rotation
«CMF203/SS» E6.5
CMF100\\CMF106 (A,1) \E
CMF_205 Séquenceur
Bloc C_GROUPE dépoussiérage

CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 26
4. L’analyse Fonctionnelle du démarrage groupe concasseur (troisième séquence) :
Sélect BC3 /AZE
CMF101 /LE3 > HH : HH
H : H
CMF101 /LSH3 MAU
CMF300 SO3 /GBE
CMF200\\CMF204(A,1)\EVS
CMF100\\CMF106(A,1)\EVS
CMF101 /LE2 > HH : HH
H : H
CMF101 /LSH2 MAU
CMF101 /LE1 > HH : HH
H : H
CMF101 /LSH1 MAU
Sélect BC1_BC2 /AZE
Bloc C_MEASUR
Porte logique OU
Bloc C_GROUPE concasseur
CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 27
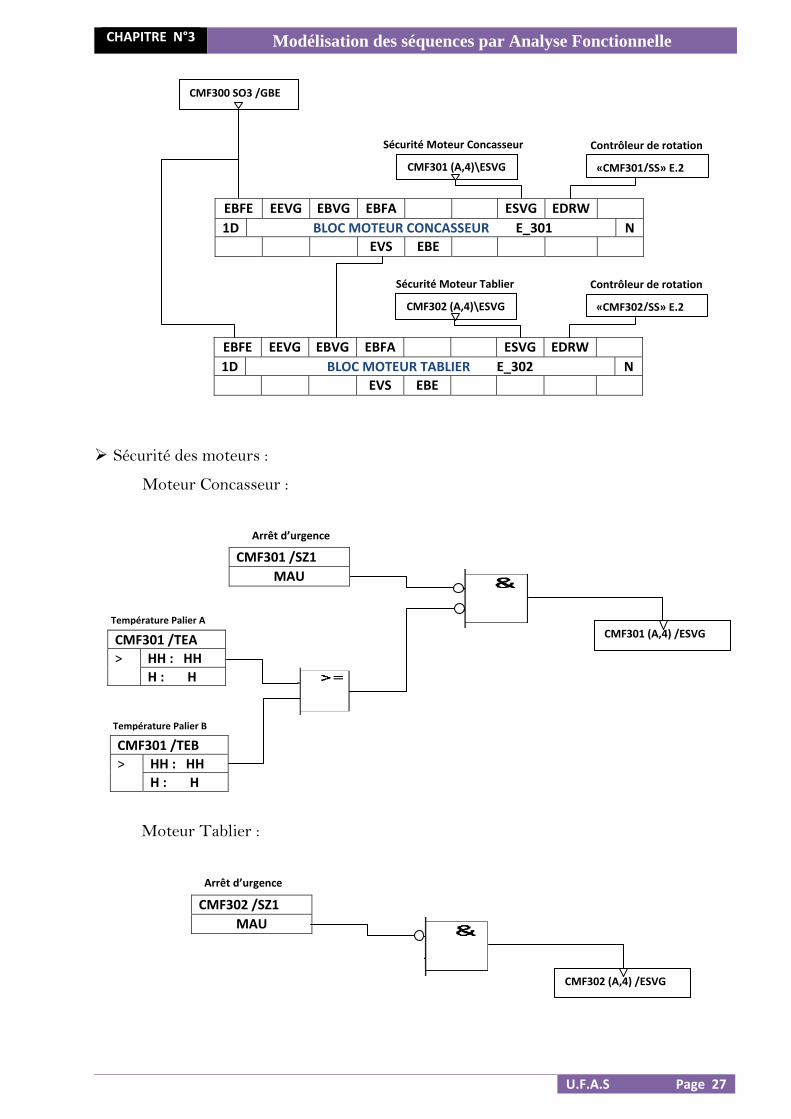
Sécurité des moteurs :
Moteur Concasseur :
Moteur Tablier :
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR CONCASSEUR E_301 N
EVS EBE
EBFE EEVG EBVG EBFA ESVG EDRW 1D BLOC MOTEUR TABLIER E_302 N
EVS EBE
Contrôleur de rotation
«CMF302/SS» E.2
Sécurité Moteur Tablier
CMF302 (A,4)\ESVG
Sécurité Moteur Concasseur
CMF301 (A,4)\ESVG
Contrôleur de rotation
«CMF301/SS» E.2
CMF300 SO3 /GBE
Arrêt d’urgence
CMF302 /SZ1 MAU
CMF302 (A,4) /ESVG
Arrêt d’urgence
CMF301 /SZ1 MAU
CMF301 (A,4) /ESVG
Température Palier B
CMF301 /TEB > HH : HH
H : H
Température Palier A
CMF301 /TEA > HH : HH
H : H

CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 28
5. L’analyse Fonctionnelle niveau de la matière attient (ordre D’arrêt du groupe
concasseur) :
ALARME Signalisation NIVEAU de la
matière
EBFE EEVG EBVG EBFA 1D BLOC MOTEUR TABLIER E_302 N
EVS EBE
EBFE EEVG EBVG EBFA 1D BLOC MOTEUR CONCASSEUR E_301 N
EVS EBE
Arrêt de la séquence CMF200S02
T RetON T : 40sec
T pulse
T : 2sec
T RetON T : 25sec
T pulse
T : 2sec
Arrêt de la séquence CMF100S01
Bande sous concasseur en marche
Ventilateur de tirage en marche Niveau Analogique de la matière >= 90 %
Niveau TOR de la matière attient
Bloc TIMER_P Retard à la montée mémorisé
Bloc TIMER_P Impulsion
CHAPITRE N°3 Modélisation des séquences par Analyse Fonctionnelle
U.F.A.S Page 29
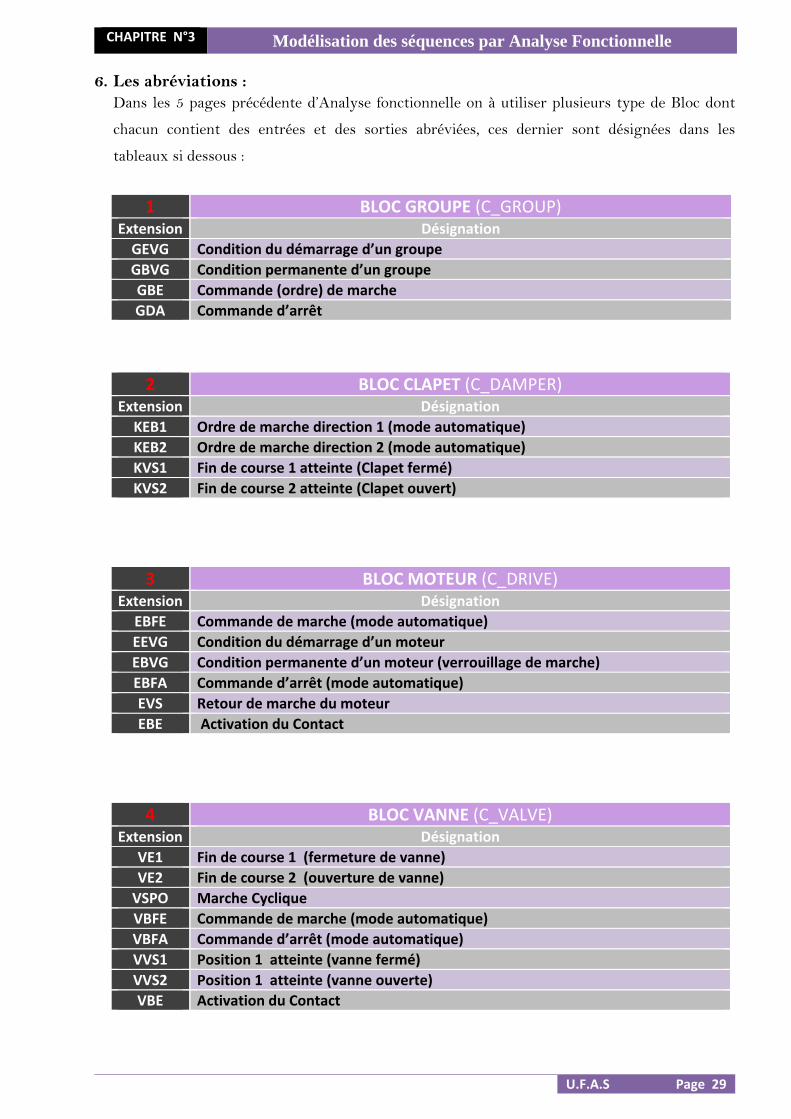
6. Les abréviations : Dans les 5 pages précédente d’Analyse fonctionnelle on à utiliser plusieurs type de Bloc dont
chacun contient des entrées et des sorties abréviées, ces dernier sont désignées dans les
tableaux si dessous :
1 BLOC GROUPE (C_GROUP) Extension Désignation GEVG Condition du démarrage d’un groupe GBVG Condition permanente d’un groupe GBE Commande (ordre) de marche GDA Commande d’arrêt
2 BLOC CLAPET (C_DAMPER) Extension Désignation KEB1 Ordre de marche direction 1 (mode automatique) KEB2 Ordre de marche direction 2 (mode automatique) KVS1 Fin de course 1 atteinte (Clapet fermé) KVS2 Fin de course 2 atteinte (Clapet ouvert)
3 BLOC MOTEUR (C_DRIVE)Extension Désignation
EBFE Commande de marche (mode automatique) EEVG Condition du démarrage d’un moteur EBVG Condition permanente d’un moteur (verrouillage de marche) EBFA Commande d’arrêt (mode automatique) EVS Retour de marche du moteur EBE Activation du Contact
4 BLOC VANNE (C_VALVE)Extension Désignation
VE1 Fin de course 1 (fermeture de vanne) VE2 Fin de course 2 (ouverture de vanne) VSPO Marche Cyclique VBFE Commande de marche (mode automatique) VBFA Commande d’arrêt (mode automatique) VVS1 Position 1 atteinte (vanne fermé) VVS2 Position 1 atteinte (vanne ouverte) VBE Activation du Contact

Création du projet et simulation des séquences
Chapitre N° 4
1. Premier tache à réaliser pour le
projet
1.1. Introduction au SIMATIC
Manager
1.2. Création du projet
1.3. Les vues du projet
2. Configuration matériels
2.1. Configurer l'AS
2.2. Configurer l'OS
2.3. Paramétrer les liaisons dans Net
pro
2.4. Charger la configuration
matérielle
3. Création du programme
3.1. La table des mnémoniques
3.2. Les Blocs fonctionnels
3.2.1. Le Bloc C_GROUP
3.2.2. Le Bloc C_DRIVE
3.2.3. Le Bloc C_ANNUNC (bloc
message) & CH_DI
3.3. Structure du programme
4. Simulation du programme
4.1. Présentation de la table VAT
4.2. Test de la séquence CMF100S01
4.3. Test de bloc moteur concasseur
CMF301
4.4. Simulation d’un défaut
5. Supervision du processus
5.1. Statut des états de la séquence
5.2. Supervision de l’atelier CMF
5.2.1. Marche complet de l’atelier
5.2.2. Arrêt à cause d’un défaut
5.3. Les modes de marche d’une
séquence
5.4. Les diagnostics des blocs
4
inCC est un système HMI performant qui est utilisé d sous Microsoft Windows 2000 et Windows XP.HMI signifie "Human Machine Interface", il s'agit donc de l'interface entre l'homme (l'utilisateur) et la machine (le procès). Le contrôle proprement dit du processus est assuré par les automates programmables (API). Une communication s'établit donc entre WinCC et l'opérateur d'une part et entre WinCC et les automates programmables d'autre part. WinCC vous permet de visualiser le processus et de concevoir l'interface utilisateur graphique destinée à l'opérateur.
CHAPIT
1. Prem
1.1. Int
SIMAT
A parti
effectue
1.2. Cré
Au dé
l'assista
L'assist
lors de
propose
automat
des par
nous d
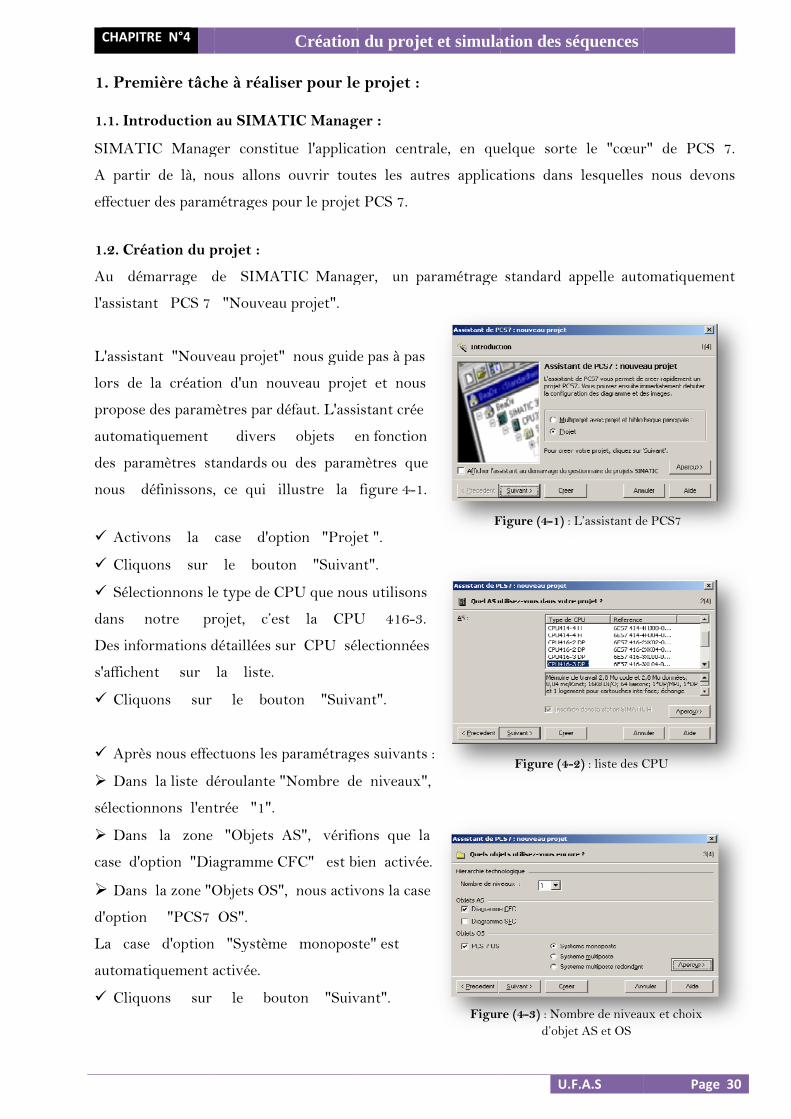
Activ
Cliqu
Sélec
dans
Des info
s'affiche
Cliqu
Aprè
Dans
sélectio
Dans
case d'o
Dans
d'option
La cas
automat
Cliqu
TRE N°4
mière tâch
troduction
TIC Manag
ir de là, no
er des param
éation du p
marrage d
ant PCS 7
ant "Nouve
la création
e des param
tiquement
ramètres st
définissons,
vons la
uons sur
ctionnons le
notre pr
ormations d
ent sur
uons sur
ès nous effec
s la liste d
nnons l'ent
s la zone
option "Dia
s la zone "O
n "PCS7
e d'option
tiquement a
uons sur
he à réalis
au SIMAT
ger constitu
ous allons
métrages po
projet :
de SIMAT
"Nouveau
eau projet"
n d'un nou
mètres par dé
divers
tandards ou
, ce qui il
case d'opt
le bouto
e type de CP
rojet, c’est
détaillées su
la liste.
le bout
ctuons les p
éroulante "
trée "1".
"Objets A
agramme C
Objets OS",
OS".
"Système
activée.
le bou
Création
ser pour le
TIC Manag
ue l'applica
ouvrir tou
our le projet
TIC Manag
u projet".
nous guide
uveau proje
éfaut. L'assi
objets e
u des param
llustre la
tion "Proje
on "Suivan
PU que nou
t la CPU
ur CPU sél
ton "Suiva
paramétrage
Nombre de
AS", vérifio
CFC" est bi
, nous activ
e monopos
uton "Suiv
n du projet
e projet :
ger :
ation centr
utes les aut
t PCS 7.
ger, un pa
e pas à pas
et et nous
istant crée
en fonction
mètres que
figure 4-1.
et ".
nt".
us utilisons
U 416-3.
lectionnées
ant".
es suivants
e niveaux",
ons que la
ien activée
vons la case
te" est
vant".
t et simula
F
Figur
ale, en qu
tres applica
aramétrage
:
,
a
.
e
ation des s
U.
Figure (4-1) :
re (4-3) : Nomd’obje
elque sorte
ations dans
standard a
Figure (4-
équences
F.A.S
L’assistant de
mbre de niveauet AS et OS
e le "cœur
s lesquelles
appelle auto
-2) : liste des C
Page
e PCS7
ux et choix
r" de PCS
nous devo
omatiqueme
CPU
e 30
7.
ons
ent

CHAPIT
Fina
Projet"
répertoi
d'archiv
Cliqu
pour
configu
Cet ape
projet
Cliqu
La bo
l'attribu
est ouv
la case
de mes
est act
Valid
en cli
Le pr
ces pa
1.3. Les
SIMAT
similair
La
des
La
la s
SIMAT
de pro
La fig
est cel
D’un au
des sous
TRE N°4
lement écr
dans l
ire" et
vage désir
uons sur l
afficher
ration actu
rçu corre
dans
uons sur l
îte de d
ution des
verte à la
d'option "A
ssage univ
tivée.
dons tous l
iquant su
rojet est
aramètres.
s vues du p
TIC Mana
res à l'expl
partie ga
contenus d
partie dro
tructure ar
TIC mange
cessus.
gure 4-6
lle de co
utre coté la
s dossiers, d
rivons le n
le champ
validons
ré.
le bouton "
notre v
uelle.
espond à
SIMATIC
le bouton "
ialogue "S
numéros
création d
Attribution
voque dans
es paramét
ur le bo
à présen
projet :
ager se p
orateur W
auche de
différents
oite de la
rborescente
er contiens
montre
mposant q
vue techno
des diagram
Création
nom "CMF
"Nom d
le lie
"Aperçu >>
version d
l'aspect d
C Manage
"Créer".
Sélection d
de message
du projet e
de numéro
s la CPU
trages indiq
uton "OK
t créé av
présente s
Windows qu
la fenêtre
selon la
a fenêtre
e.
trois vue
deux vue
qui nous
ologique au
mmes CFC,
n du projet
F_
de
eu
>",
de
du
er.
de
e"
et
os
U"
qués
K".
ec
sous form
elque soit
e contient
vue sélec
affiche d
es différent
s différen
permet d
dessous no
des diagram
t et simula
me de fen
le nombre
t une str
ctionnée.
des détails
tes : vue co
tes où l
de configu
ous permet
mmes SFC e
Figure (
Figu
ation des s
U.
nêtre divi
e de vue af
ructure arb
s sur l'o
mposant, v
la vue s
urer l’API
de créer de
et des vues
(4-4) : nom du
ure (4-5) : Val
équences
F.A.S
isée en d
ffichée:
borescente,
objet séle
vue technol
électionnée
et la s
es dossiers
de processu
u projet & lieu
lidation des pa
Page
deux part
qui affic
ctionné da
logique et v
e au des
tation EN
hiérarchiqu
us.
u d’archivage
aramètres
e 31
ties
che
ans
vue
sus
NG.
ues,

CHAPIT
2. Con
Nous d
l'assista
et les lia
Pour ce
2.1. Con
Pour ac
Sélec
Dans
HW Co
figure 4
TRE N°4
nfiguration
devons conf
ant PCS7 "A
aisons corre
e faire, nous
nfigurer l'A
ccéder à la
ctionnons d
s la vue
onfig s'ouvr
4-7 :
n matériel
figurer les
Assistant 'N
espondante
devons effe
AS
a configura
dans l'arbo
de détail,
re et la conf
Création
ls :
différents
Nouveau pro
s.
ectuer les o
ation, procé
rescence le
sélectionn
figuration m
Figure
Figu
n du projet
constituant
ojet' " a déjà
pérations s
édons de la
e dossier "C
nons l'obje
matérielle d
e (4-7) : Confi
ure (4-6) : Les
t et simula
ts du systè
à inséré aut
uivantes :
a manière
CMF_Projet
et "Matérie
de notre ins
iguration de l’
s vues de proje
ation des s
U.
ème de con
omatiquem
suivante :
t_Prj/ SIM
el".
tallation s'a
’AS
et
équences
F.A.S
nduite des
ment. Il s'agi
MATIC 400(
affiche comm
Page
procédés q
it de l'AS, l'
(1)" (API).
me indique
e 32
que
OS
e la
CHAPIT
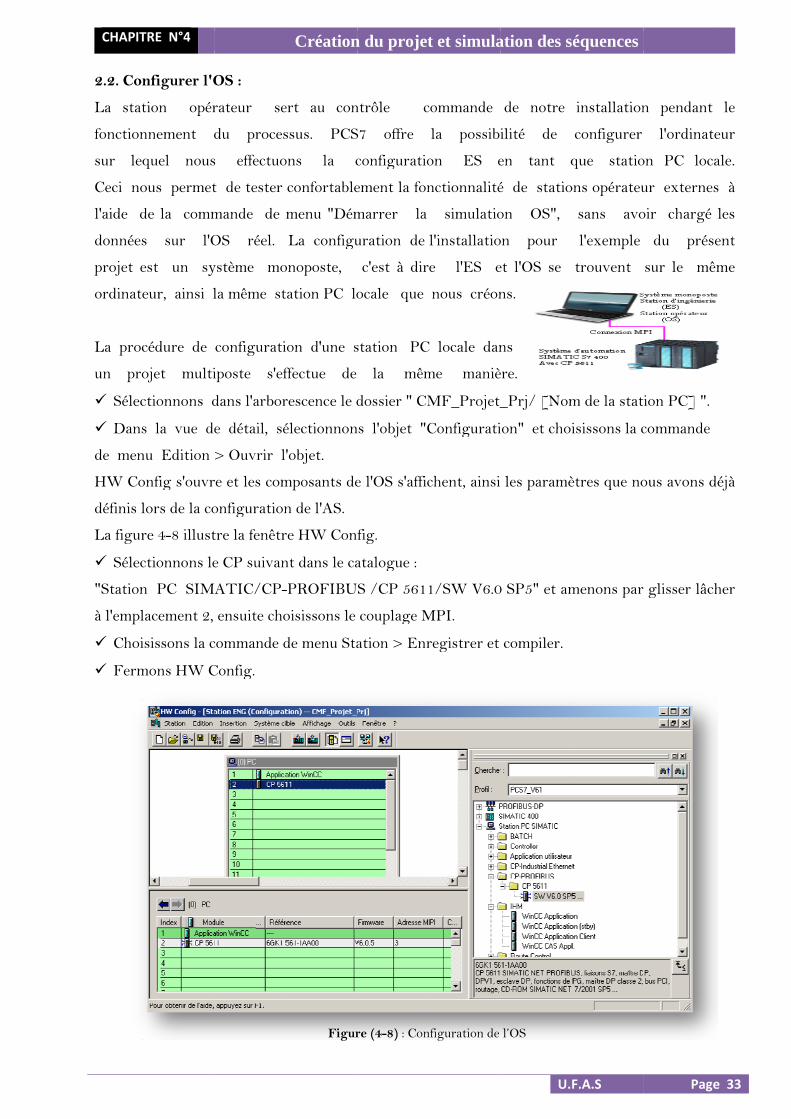
2.2. Con
La stat
fonction
sur leq
Ceci no
l'aide d
données
projet e
ordinate
La proc
un pro
Sélec
Dans
de men
HW Co
définis l
La figur
Sélec
"Station
à l'empl
Choi
Ferm
TRE N°4
nfigurer l'O
tion opér
nnement d
quel nous
ous permet
de la comm
s sur l'O
est un sy
eur, ainsi l
cédure de
ojet multi
ctionnons d
s la vue de
nu Edition
onfig s'ouvr
lors de la co
re 4-8 illust
ctionnons le
n PC SIM
lacement 2,
isissons la c
mons HW C
OS :
rateur se
du proces
s effectuo
t de tester
mande de m
OS réel.
ystème mo
la même st
configurati
iposte s'ef
dans l'arbor
e détail, sé
> Ouvrir l
re et les com
onfiguration
tre la fenêtr
e CP suivan
ATIC/CP-
ensuite cho
commande d
Config.
Création
ert au con
ssus. PCS
ons la c
confortable
menu "Dém
La configu
onoposte,
tation PC lo
ion d'une s
ffectue de
rescence le d
électionnon
'objet.
mposants de
n de l'AS.
re HW Con
nt dans le ca
-PROFIBU
oisissons le
de menu Sta
Figur
n du projet
ntrôle c
S7 offre
configuratio
ement la fon
marrer la
uration de
c'est à dir
ocale que
station PC
la mêm
dossier " CM
s l'objet "C
e l'OS s'affic
fig.
atalogue :
S /CP 5611
couplage M
ation > Enr
re (4-8) : Con
t et simula
commande
la possibi
on ES e
nctionnalité
simulatio
l'installatio
e l'ES e
nous créon
C locale dan
me maniè
MF_Projet_
Configurati
chent, ainsi
1/SW V6.0
MPI.
registrer et
nfiguration de
ation des s
U.
de notre
ilité de
en tant q
é de statio
on OS",
on pour
et l'OS se
ns.
ns
ère.
_Prj/ [Nom
ion" et choi
les paramè
0 SP5" et am
compiler.
l’OS
équences
F.A.S
installation
configurer
que statio
ons opérateu
sans avo
l'exemple
trouvent
m de la stat
isissons la c
ètres que no
menons par
Page
n pendant
l'ordinate
on PC loca
ur externes
oir chargé
du prése
sur le mê
ion PC] ".
commande
ous avons d
glisser lâch
e 33
le
eur
ale.
s à
les
ent
ême
déjà
her
CHAPIT
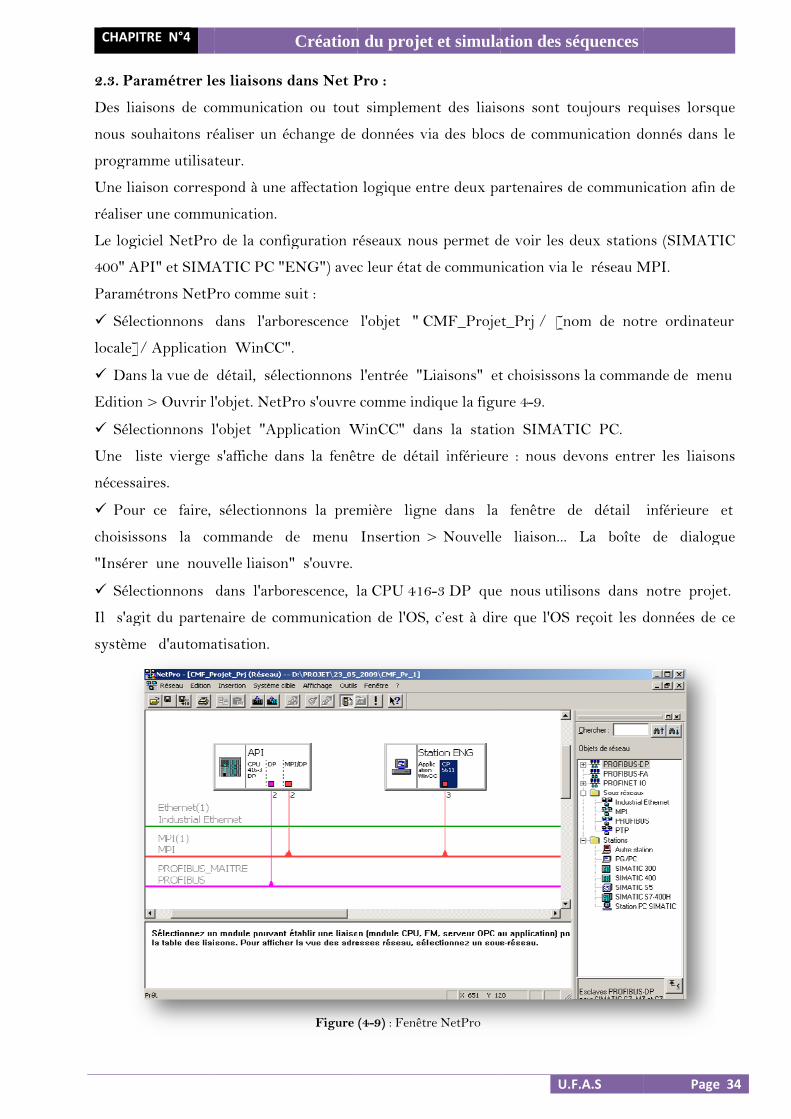
2.3. Par
Des liai
nous so
program
Une liai
réaliser
Le logic
400" AP
Paramé
Sélec
locale]/
Dans
Edition
Sélec
Une li
nécessa
Pour
choisiss
"Insérer
Sélec
Il s'agi
système
TRE N°4
ramétrer le
isons de co
ouhaitons ré
mme utilisat
ison corresp
une commu
ciel NetPro
PI" et SIMA
étrons NetP
ctionnons
/ Applicatio
s la vue de
> Ouvrir l
ctionnons l
iste vierge
ires.
r ce faire,
sons la co
r une nouv
ctionnons
it du parten
e d'automa
es liaisons
ommunicati
éaliser un é
teur.
pond à une
unication.
o de la conf
ATIC PC "E
Pro comme s
dans l'arb
on WinCC"
détail, séle
'objet. NetP
l'objet "App
s'affiche da
sélectionno
ommande d
velle liaison
dans l'arbo
naire de co
atisation.
Création
dans Net P
ion ou tout
échange de
affectation
figuration r
ENG") avec
suit :
orescence
".
ectionnons
Pro s'ouvre
plication W
ans la fenêt
ons la prem
de menu
n" s'ouvre.
orescence, l
mmunicatio
Figure
n du projet
Pro :
t simplemen
données vi
n logique en
réseaux nou
c leur état d
l'objet " C
l'entrée "L
comme ind
WinCC" dan
tre de déta
mière lign
Insertion >
la CPU 416
on de l'OS,
(4-9) : Fenêtr
t et simula
nt des liais
ia des blocs
ntre deux pa
us permet d
de commun
CMF_Proje
Liaisons" et
dique la figu
ns la statio
ail inférieur
ne dans la
> Nouvelle
6-3 DP que
c’est à dir
re NetPro
ation des s
U.
sons sont t
s de commu
artenaires d
de voir les d
ication via l
t_Prj / [no
t choisisson
ure 4-9.
on SIMAT
re : nous de
fenêtre d
e liaison...
e nous utili
re que l'OS
équences
F.A.S
oujours req
unication d
de commun
deux station
le réseau M
om de not
ns la comma
TIC PC.
evons entre
de détail
La boîte
sons dans
reçoit les d
Page
quises lorsq
donnés dans
ication afin
ns (SIMAT
MPI.
tre ordinate
ande de me
er les liaiso
inférieure
de dialog
notre proj
données de
e 34
que
s le
n de
TIC
eur
enu
ons
et
gue
et.
e ce

CHAPIT
Sélec
"Avant
Cliqu
"Généra
Cliqu
visualis
Choi
La boîte
Activ
A la fin
Si la
dernière
Ferm
2.4. Cha
Après a
la CPU
manière
La C
Sélec
Choi
"Compi
Dans
"Compi
Toutes
TRE N°4
ctionnons l
d'insérer : V
uons sur le
ale" est acti
uons sur le
ée lorsque n
isissons la c
e de dialogu
vons l'optio
n de la pro
compilation
es à l’aide
mons Net Pr
arger la co
avoir procéd
U. Pour ce
e suivante :
CPU doit êtr
ctionnons d
isissons la c
iler et charg
s l'objet " C
iler" et "Cha
les autres c
l'entrée "Li
Visualiser le
e bouton "O
ivée.
e bouton "O
nous sélecti
commande d
ue "Enregis
on "Compil
cédure de c
n s'est déro
e d’un mes
ro.
onfiguratio
dé aux conf
e faire, no
re à l’état ST
dans l'arbore
commande
ger les objet
CMF_Proje
arger".
cases d'optio
Création
iaison S7" d
es propriété
OK", la boîte
OK", la nou
ionnons la C
de menu Ré
strer et com
ation comp
compilation
oulée sans e
ssage d'err
on matériel
figurations
ous allons
TOP.
escence le d
Système cib
ts" s'affiche
et_Prj/API
on sont dés
Figure
n du projet
dans la liste
és".
e de dialogu
uvelle liaiso
CPU dans l
éseau > Enr
mpiler" s'ouv
lète après v
n, la fenêtre
erreurs, ferm
reur puis
lle :
et paramét
charger
dossier "CM
ble > Comp
.
I /Matériel"
activées com
(4-10) : Char
t et simula
e déroulante
ue "Proprié
on est affich
l'AS.
registrer et
vre.
vérification"
e "résultats
mons la fenê
redémarron
trages, nous
la config
MF_Projet_
piler et cha
", cochons
mme indiqu
rgement de la
ation des s
U.
e "Type" et
étés – Liaiso
hée dans la
compiler.
" puis cliqu
s du contrôl
être. En cas
ns la proc
s devons fo
guration m
Prj/API".
rger les obj
la case d'o
ue la figure 4
configuration
équences
F.A.S
t activons la
on S7" s'ou
a liste, elle e
uons sur le
le de cohére
s d'erreurs,
cédure de
urnir ces in
matérielle pr
jets. La boît
option dans
4-10.
n
Page
a case d'opti
vre et l'ong
est égaleme
bouton "OK
ence" s'ouv
éliminons c
compilatio
nformations
rocédons de
te de dialog
s les colonn
e 35
ion
glet
ent
K".
vre.
ces
on.
s à
e la
gue
nes

CHAPIT
Cliqu
La boîte
de l'ins
dysfonc
Cliquon
La comp
texte, il
Ferm
Dans
la bo
Dém
3. Créa
La créa
sélectio
comman
Notre
On a p
CMF
CMF
CMF
Les nom
(100S01
TRE N°4
uons sur le
e de dialogu
tallation pe
ctionnement
ns sur le bou
pilation et l
l nous indiq
mons l'édite
s la boîte
oîte de dialo
marrons la C
ation du p
ation des di
n de vue
nde menu/
programme
partagé ces
F 100 (Gro
F 200 (Gro
F 300 (Gro
ms des CFC
1 pour une s
bouton "Dé
ue "Le char
eut causer
t ou d'erreu
uton "OK".
le chargeme
que si la com
ur de texte.
de dialogue
ogue se refer
CPU.
programm
iagrammes
e technolo
/insertion o
e est com
CFC en t
oupe transp
oupe de d
oupe conca
C intégrero
séquence) o
Création
émarrer".
rgement de
de graves
urs de progr
ent sont dém
mpilation et
.
e "Compile
rme.
me :
CFC, se
ogique /par
objet techn
mposé de
trois séque
port vers tré
époussiérag
asseur) : co
ont la partie
ou AAA_nn
Figure (4-11
n du projet
modificatio
dommages
rammation!
marrés. A la
le chargem
er et charge
fait directe
rtie arbore
nologique.
19 CFC,
ences comm
émies) : con
ge) : contie
ontient 4
e de code A
n (100_01)
1) : Vue génér
t et simula
ons de prog
sur les pe
Respectez.
a fin, le fich
ment se sont
er les objets
ement dan
escence /CM
dont chacu
me suit :
ntient 8 CFC
ent 7 CFC
CFC
AAA_Snn s
comme ind
rale des diagra
ation des s
U.
gramme en
ersonnes et
.." s'ouvre.
hier journal
t déroulés s
s", cliquons
s SIMAT
MF_Projet_
un contient
C
C
elon le stan
dique la figu
ammes CFC
équences
F.A.S
cours de fo
t le matérie
s'affiche da
ans erreur.
s sur le bou
TIC Manag
_Prj/CMF_
t plusieurs
ndard de pr
ure 4-11.
Page
onctionneme
elle en cas
ans l'éditeur
ton "Ferme
ger, après
_nnn, par
blocs.
rogrammat
e 36
ent
de
r de
er",
la
la
ion
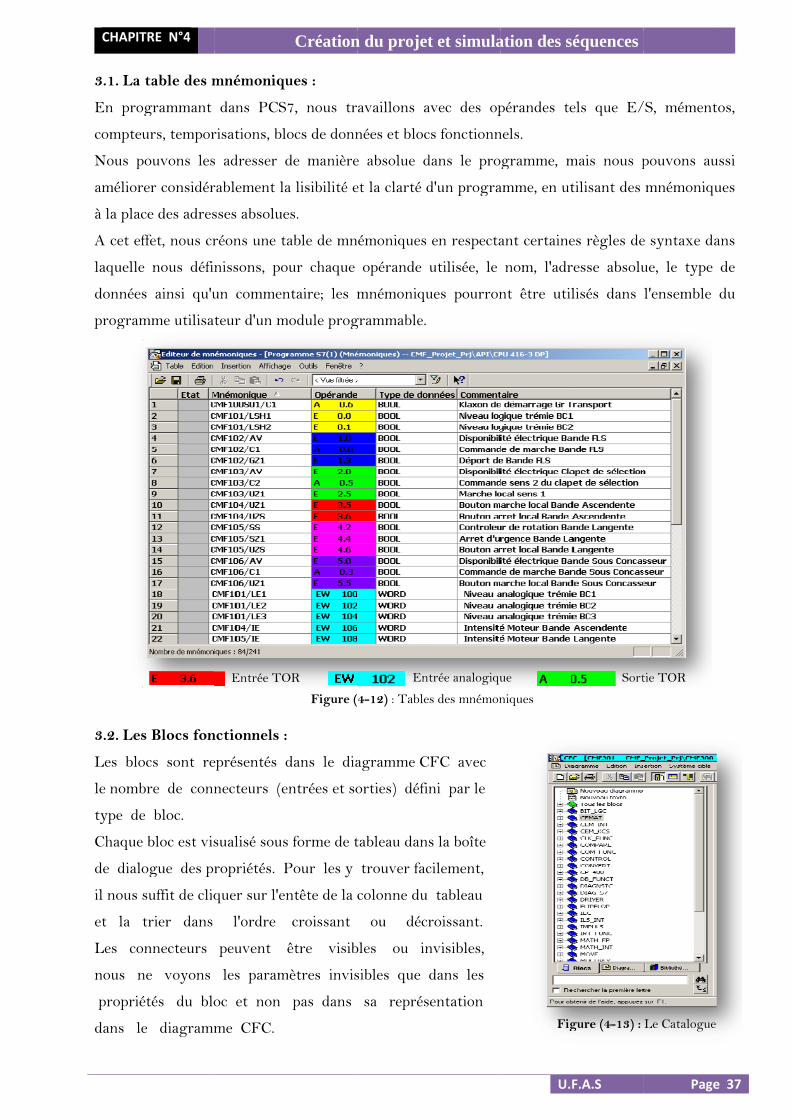
CHAPIT
3.1. La
En pro
compteu
Nous p
amélior
à la plac
A cet ef
laquelle
données
program
3.2. Les
Les blo
le nomb
type de
Chaque
de dialo
il nous s
et la t
Les co
nous n
proprié
dans le
TRE N°4
table des m
ogrammant
urs, tempor
pouvons les
rer considér
ce des adres
ffet, nous cr
e nous défin
s ainsi qu'u
mme utilisat
s Blocs fon
ocs sont re
bre de conn
e bloc.
bloc est vis
ogue des pr
suffit de cliq
trier dans
onnecteurs
ne voyons
étés du blo
e diagramm
Entrée TO
mnémoniqu
dans PCS
risations, bl
s adresser d
rablement la
sses absolue
réons une t
nissons, po
un commen
teur d'un m
nctionnels :
eprésentés d
necteurs (e
sualisé sous
ropriétés. P
quer sur l'en
l'ordre
peuvent
les param
oc et non
me CFC.
Création
OR
Figure (
ues :
S7, nous tr
locs de donn
de manière
a lisibilité e
es.
able de mn
our chaque
ntaire; les m
module prog
:
dans le dia
entrées et so
s forme de t
Pour les y
ntête de la c
croissant
être visib
mètres invis
pas dans
n du projet
4-12) : Table Ent
availlons a
nées et bloc
e absolue d
et la clarté d
émoniques
opérande
mnémoniqu
grammable.
agramme C
orties) défin
tableau dans
trouver fac
colonne du
ou décr
bles ou in
sibles que
sa représ
t et simula
s des mnémon
trée analogiqu
avec des op
cs fonctionn
dans le pro
d'un progra
en respecta
utilisée, le
ues pourron
CFC avec
ni par le
s la boîte
cilement,
tableau
roissant.
nvisibles,
dans les
entation
ation des s
U.
niques
ue
Fig
pérandes te
nels.
gramme, m
amme, en ut
ant certaine
nom, l'adr
nt être util
équences
F.A.S
Sort
gure (4-13) :
els que E/
mais nous p
tilisant des
es règles de
resse absolu
lisés dans
Page
tie TOR
Le Catalogue
/S, mément
pouvons au
mnémoniqu
e syntaxe da
ue, le type
l'ensemble
e 37
e
tos,
ussi
ues
ans
de
du

CHAPIT
3.2.1. Le
Ce bl
Le mod
partie
Pour ce
valeurs
Le grou
program
Les con
Les e
GEVG
sorties S
GBVG
GREZ
GRAZ
Les s
GBE : L
l’utilisat
Une foi
GDA :
en mode
GLO :
l’équipe
TRE N°4
e bloc C_G
loc est
dule de ce
d'usine, m
eci, on doi
mesurées
upe peut ê
mme.
nnecteurs ut
entrées :
: Assure qu
SST des blo
: Un 0 logi
: Un 1 logiq
: Un 1 logiq
sorties :
Lorsque les
teur en mod
s GREZ est
envoie un s
e automatiq
le choix du
ement désiré
GROUP : G
utilisé
e groupe
montrées c
it assigner
s qui fon
tre démarr
tilisés dans
ue tous les
ocs associé a
que à l'inter
que à l’inter
que à l’inter
connecteur
de automati
t à 1(tous le
signal d’arr
que.
u mode loca
é sans cond
Création
Groupe des s
pour le
permet la
comme aff
à un gro
nt partie
ré ou arrêt
notre progr
équipemen
au groupe s
rface GBVG
rface GREZ
rface GRAZ
rs GEVG e
ique, l’état d
es équipeme
rêt permane
al active le
dition (asser
Figure (4-1
n du projet
séquences
démarra
visualisati
fichage de
upe (C_GR
de cette
té par l'inte
ramme sont
nts du group
sont à 0.
G empêche
Z indique qu
Z indique qu
et GBVG so
de GBE ser
ents en mar
ent, qui per
1 logique
rvissement)
14) : Vue du b
t et simula
age et
ion des con
statut, et
ROUP) les
section d'
ermédiaire
t cités comm
pe sont prê
le démarrag
ue tous les é
ue tous les
ont a 1, il su
ra à 1 penda
rche), GBE
rmet d’arrê
envoyer pa
.
bloc groupe (C
ation des s
U.
l’arrêt d
nditions de
t un diag
commande
usine.
de l'OS, o
me suit :
êts à démar
ge du group
équipement
équipement
uffit de donn
ant le démar
prendra sa
ter tous les
ar GLO, ce
C_GROUP)
équences
F.A.S
d’une par
fonctionne
gnostic de d
es, les anno
u par l'inte
rrer, c’est à
pe.
ts sont en m
ts sont à l’a
ner l’ordre
rrage des éq
valeur initi
s équipemen
qui perme
Page
rtie d’usi
ement de ce
défaut détai
onces et
ermédiaire
dire touts
marche.
arrêt.
de marche p
quipements
iale 0 logiq
nts du grou
t de démar
e 38
ine.
ette
illé.
les
du
les
par
s.
que.
upe
rrer

CHAPIT
GES : l
les équi
N .B : le
3.2.2. Le
Ce bloc
l’OS, ou
Les con
Les e
ERM :
ESB : In
EBM : C
EVO : S
ESR : m
EEVG
démarra
effective
EBVG
logique
ESVG :
EDRW
ELOC :
TRE N°4
e choix du
pements en
es sorties G
e bloc C_D
est utilisé
u par l'interm
nnecteurs ut
entrées :
Indique le r
ndique la di
Correspond
Switch activ
marche local
: Le mote
age seul, m
e).
: Le moteur
, si elle reço
: Protection
W : Indique
: Représent
mode indiv
n respectant
GBE et GD
DRIVE : blo
pour le con
médiaire du
tilisés dans
retour de m
isponibilité
d à l’arrêt lo
vé seulemen
l DI.
eur peut dé
mais elle n’e
r peut dém
oit un 0 le b
n du moteu
que si le m
te l’activati
F
Création
viduel active
t l’asserviss
DA n’ont p
oc moteur
ntrôle d’un
u programm
notre progr
marche du m
électrique d
ocal, elle est
nt en mode
émarrer dan
st plus effe
arrer dans
bloc s’arrête
ur, elle est
moteur est
on du mod
Figure (4-15)
n du projet
e le 1 logiqu
ement entr
pas de sens
moteur (ma
me.
ramme sont
moteur conn
du moteur
t activée seu
local.
ns le mode
ective après
le mode au
e (dans le m
à 1 s’il n’y
en rotatio
de local.
: Vue du bloc
t et simula
ue envoyer
e eux.
dans le mo
arche /arrê
t cités comm
necté à l’entr
DI.
ulement en
e automatiq
(dans le m
utomatique
mode local ce
y a pas d’ar
on, l’entrée
c moteur (C_D
ation des s
U.
par GES ce
de individu
t), et la sur
me suit :
rée module
mode local
que ou ind
mode local c
ou individu
ette conditio
rêt d’urgen
e sera à 1.
DRIVE_1D)
équences
F.A.S
e qui perme
uel et local.
rveillance d
DI.
DI.
dividuel s’el
cette condit
uel tant qu’e
on n’est plu
nce ou un dé
Page
et de démar
e son état
lle est à 1
tion n’est p
el reçoit un
us effective)
éfaut.
e 39
rrer
via
au
plus
n 1
.

CHAPIT
EEIZ :
EMFR
EBFE :
EBFA :
GR_Lin
Groupe
Les s
EVS : S
en aval
SST : U
HORN
EBE : U
3.2.3. Le
Tout d
traiteme
Le bloc
les défa
A titre
S’il y a
un 1 lo
bourrag
TRE N°4
Représente
: Représent
Reçoit l’or
Reçoit l’o
nk : connec
e).
sorties :
Sorite fonct
(cette sorti
Un 1 logique
: Avertisse
Un logique p
e bloc C_A
détecteur d
ent, relié a
c message
auts et dél
d’exemple
a un défau
ogique qui f
ge du moteu
Figure (4-
e l’activatio
te la valid
rdre de ma
ordre d’arr
ction au g
tionne seule
e ne fonctio
e indique un
ment avant
permet le d
ANNUNC (
de type TO
avec un blo
est utilisé
ivrer un m
la figure 4-
ut (déport d
fait l’arrêt
ur.
Création
-16) : Diagram
on du mod
dation des
arche de la
rêt de la
groupe (cha
ement en m
onne pas en
n défaut.
t démarrage
démarrage d
bloc messag
OR (tout ou
oc de signal
pour la vis
message à l
-16 illustr
de bande ou
du moteur
n du projet
mme du dépor
e individue
messages
a sortie GB
sortie GD
aque bloc
mode autom
mode local
e.
du moteur D
ge) & CH_D
u rien) néc
lisation C_
sualisation
l’OS afin d
e un CFC
u arrêt d’urg
r de la band
t et simula
rt de bande et
el.
s d’alarme
BE du C_G
DA du C_G
d’équipeme
matique ou i
l).
DO.
DI :
cessite un
_ANNUNC
des entrée
de signaler
d’un dépo
gence) la so
de et les éq
ation des s
U.
d’arrêt d’urg
(vue dans
GROUP.
GROUP.
ent doit êt
individuel, s
bloc d’acq
qui nous i
es logiques,
le défaut o
ort de band
ortie MAU
quipements
équences
F.A.S
ence
la supervis
tre connect
sert à déma
quisition C
informe en
, il permet
ou l’arrêt d
de et d’arr
du bloc me
s en avale p
Page
sion).
té à son b
arrer les blo
CH_DI pour
cas d’alarm
de surveil
du processu
êt d’urgen
essage déliv
pour éviter
e 40
bloc
ocs
r le
me.
ller
us.
nce.
vre
r le

CHAPIT
3.3. Str
Selon u
suivant
4. Simu
Après l
tester, e
Nous in
test et l
4.1. Pré
La table
des situ
et de tes
Elle jo
entrées
arrivées
Les co
disponib
simulati
VAT en
TRE N°4
ructure du
un standard
l’organisat
ulation du
a création
et le vérifier
nspirons de
a vérificatio
ésentation
e de variabl
uations préc
ster ainsi l
oue un rôl
désirées
s au modu
ommandes
bles qu’aprè
ion. La figu
n état de fo
programm
d de progra
tion montre
u program
du notre p
r.
e la table de
on.
de la table
e (VAT) pe
ises pour no
les fonction
le primordia
qui rempla
ule d’entée
de forç
ès l’activati
ure 4-18 m
orçage.
Séquence int
Logique GREZ
Logique GRA
Création
Figure (4-17
me :
ammation,
er par figur
mme :
rogramme
e forçage d
e VAT :
ermet de sim
otre progra
ns programm
al au choix
ace les sign
e de l’API
age ne
ion de l’AP
montre la
terconnecté
de marche complet
AZ d’arrêt complet
n du projet
7) : Vue génér
nous conne
re 4-17.
selon la lo
es variables
muler
amme
mées.
x des
naux
réel.
sont
P de
table
t et simula
Figu
rale du bloc gr
ectons les e
ogique du p
s et l’autom
Logiq
ation des s
U.
ure (4-18) : L
roupe (C_GR
entrées sor
processus no
mate de sim
Logique GEVconditions de dé
Logique GBVconditions perm
que Klaxon et message
équences
F.A.S
a table VAT
ROUP)
rties du blo
ous devons
mulation pou
VG des émarrage
VG des manentes
e
Page
oc C_GROU
s également
ur effectuer
e 41
UP
t le
r le

CHAPIT
4.2. Te
Pour ré
de test,
La figur
4.3. Te
Effectua
moteur
TRE N°4
st de la séq
éaliser le tes
afin d’activ
re 4-19 indi
st de bloc
ant la mêm
concasseur
quence CM
st, il suffit d
ver la simula
ique les vale
moteur co
me procédur
r en état de
Fig
Création
MF100S01 :
de compiler
ation propr
eurs des ent
oncasseur C
e (charger/
marche. La
gure (4-19) : T
Figure (4-
n du projet
:
le diagram
ement dite.
trées/sortie
CMF301 :
/compiler),
a figure 4-20
Test du group
-20) : Test du
t et simula
me en un p
es de la séq
qui nous p
0 montre ce
pe transport (C
u bloc moteur
ation des s
U.
rogramme
quence aprè
permet de v
e test:
CMF1OOS01
concasseur
équences
F.A.S
puis le char
s une marc
visualiser le
1)
Page
rger dans l’A
che complèt
s E/S du b
e 42
AP
te :
bloc

CHAPIT
4.4. Sim
Ce défa
La sim
un 1 log
5. Supe
L’accès
conduit
De là on
à déma
affichée
5.1. Sta
Le bloc
démarra
(séquen
Le détai
TRE N°4
mulation d’
aut peut ap
ulation du
gique comm
ervision du
à la superv
te et superv
n peut dém
rrer corres
s à l’écran,
atut des éta
de comman
age et d’arr
nce).
il de ce stat
’un défaut
pparaitre lo
défaut se
me il est illu
u processus
vision se fai
vision de pr
arrer nos sé
spondant, le
ce qui nous
ats de la sé
nde de la sé
rêt d’un gro
tut est cité c
Séquence
Séquence
Séquence
L’entrée SIM ON
Création
: déport de
orsque la ba
fait à par
stré par la f
s :
it à partir d
ocessus RU
équences, ai
es condition
s permet de
équence :
équence per
oupe d’équip
comme suit
e à l’arrêt, si
e en cours d
e à l’état de v
Figu
N forcée
n du projet
la bande so
ande est en
rtir du blo
figure 4-21:
de l’explorat
UN TIME.
insi que nou
ns de déma
savoir tout
rmet une ge
pement, en
:
i aucun défa
e démarrag
verrouillag
ure (4-21) : Sim
t et simula
ous concasse
marche, il e
oc CH_DI
:
teur WINC
us sommes
arrage abse
t détail sur n
estion cohé
outre, il do
aut n’est dét
ge.
e.
mulation d’un
ation des s
U.
eur CMF10
est localisé
en forçant
CC, qui nous
renseignés
entes et les
notre group
érente des o
nne un résu
tecté.
n défaut
équences
F.A.S
06
à la fin de l
t l’entrée
s amène à l’
à tout inst
s pannes ex
pe.
ordres de di
umé du stat
Page
a bande
SIM ON p
’application
ant sur le p
xistantes so
isponibilité,
tut du grou
e 43
par
n de
prêt
ont
de
upe

CHAPIT
5.2. Sup
5.2.1. M
TRE N°4
pervision d
Marche com
Séquence
Démarrag
Présence
la séquen
interloqu
Cas ident
démarrag
impossibl
Si V clig
impossibl
Séquence
de l’atelier
mplète de l’
Création
e complètem
ge de la séq
d’un défaut
nce est verro
ée. Le déma
tique au pré
ge de la
le.
gnotant, il f
le.
e en cours d
CMF :
’atelier :
Figure (4
n du projet
ment en ma
quence inter
t (S rouge).
ouillée (prés
arrage de la
écédent, sau
séquence
faut acquitt
’arrêt.
-22) : Superv
t et simula
rche.
rrompue, ell
Si S est cli
sence d’un V
a séquence e
uf que le dé
; le redé
ter le défau
ision (1) de l’a
ation des s
U.
le nécessite
gnotant, le
V jaune) ind
est impossib
éfaut bloqua
émarrage
ut. Le déma
atelier
équences
F.A.S
e un redéma
défaut n’es
dique que l
ble.
ant est appa
de cette
arrage de la
Page
arrage.
st pas acquit
a séquence
aru pendant
dernière
a séquence
e 44
tté,
est
t le
est
est

CHAPIT
5.2.2
5.3. Les
Il existe
Remarq
TRE N°4
2. Arrêt à
s modes de
e trois mode
que : le pas
cause d’un
e marche d’
es de march
Mode de
Dans ce
équipeme
Le démar
Mode ind
Pour tou
libre pour
Le passag
les équipe
Mode loc
Le passag
mis en mo
sage de la s
Création
n défaut :
’une séque
he possible
marche aut
mode il
ents appart
rrage des éq
dividuel (Sin
s les équipe
r chacun, m
ge des équi
ements sont
cal :
ge en mode
ode local sim
séquence en
Figure (
n du projet
nce :
:
tomatique(e
suffit de
tient à cette
quipements
ngle):
ements de
mais les asse
ipements en
t mis en mo
e local se fai
multanéme
ntre Local et
(4-23) : Super
t et simula
en séquence
donner l’o
séquence (g
se fait selon
la séquence
rvissement
n mode ind
ode individu
it par la séq
nt.
t individuel
rvision (2) de
ation des s
U.
e) :
ordre de m
groupe).
n l’asserviss
e correspon
s du proces
ividuel se f
uel simulta
quence et to
l n’est pas p
l’atelier
équences
F.A.S
marche qu
sement dû e
nd à un mo
ssus sont co
fait par la s
nément).
ous les équ
possible.
Page
i attaque
entre eux.
ode de marc
onservés.
séquence (to
ipements so
e 45
les
che
ous
ont
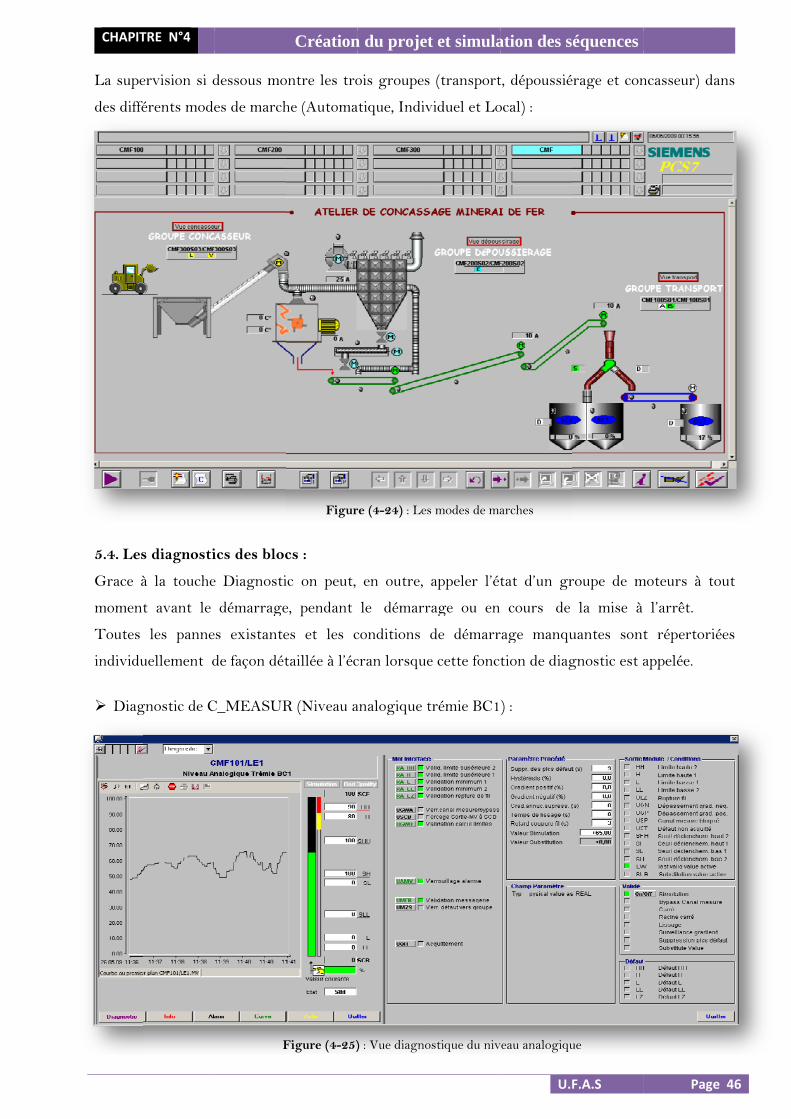
CHAPIT
La supe
des diffé
5.4. Les
Grace à
moment
Toutes
individu
Diag
TRE N°4
ervision si d
érents mode
s diagnosti
à la touche
t avant le
les panne
uellement d
gnostic de C
dessous mo
es de march
ics des bloc
e Diagnosti
démarrage
es existante
de façon dét
C_MEASUR
F
Création
ontre les tro
he (Automa
cs :
ic on peut,
e, pendant
es et les c
taillée à l’éc
R (Niveau a
Figur
Figure (4-25)
n du projet
ois groupes
atique, Indiv
en outre,
le démarr
conditions
cran lorsque
analogique t
re (4-24) : Les
) : Vue diagno
t et simula
s (transport
viduel et Lo
appeler l’ét
rage ou en
de démarr
e cette fonct
trémie BC1
s modes de ma
ostique du niv
ation des s
U.
t, dépoussié
ocal) :
tat d’un gr
cours de
rage manqu
tion de diag
) :
arches
veau analogiqu
équences
F.A.S
érage et con
roupe de m
la mise à
uantes sont
gnostic est a
ue
Page
ncasseur) da
moteurs à to
l’arrêt.
t répertori
appelée.
e 46
ans
out
ées

U.F.A.S Page 47
Le projet que nous arriverons à effectuer, permet de citer les points de réussite suivante :
Ce modeste travail nous a permis de jeter un coup d’œil sur le domaine industriel.
Nous avons inspiré du stage pratique effectué dans la SCAEK, et on a appris beaucoup de
choses sur la nouvelle ligne automatisé; ainsi qu’une expérience réelle munie d’une grande capacité
d’information, maintenance, astuce et secret de l’industrie, en concluant à la fin que :
La présentation du cahier de charges nous à permis de bien comprendre ce que nous devons
faire pour la suite de notre travail, ainsi, nous inspirons de la vue générale de notre projet ce qui
nous donne une idée simple et suffisante sur l’atelier de concassage.
Les systèmes de sécurité dans l’industrie ont un rôle primordial.
La mise en évidence de notre projet se base sur le choix d’une performante API (S7-400) est liée
au choix du progiciel PCS7.
Les systèmes automatisés par l’API S7-400 sont mis en sécurité, et ont plus de garanti.
La modélisation par Analyse Fonctionnelle nous donne un modèle prêt à valider par l’éditeur
CFC.
La conduite du processus industriel est assurée par le progiciel PC7S sert à améliorer le
contrôle et la surveillance des défauts, ainsi que le déroulement de la maintenance nécessaire.
La création et la simulation d’un projet de base par PCS7 selon une logique exigée par le
processus, nous a permis d’apprendre comment effectuer n’importe quel projet en gardant les
mêmes principes de travail et en respectant la logique exigée.
Grace à la présentation graphique offerte par les applications WINCC de PCS7, l’illustration de
n’importe qu’elle partie d’usine, ainsi que la localisation de la panne ou du défaut possible, sont
simplifiées.
La variété et la richesse de la bibliothèque CFC nous laisse toujours sur la ligne de recherche et
d’apprendre de nouveau.
Nous avons l’ambition de perfectionner ce travail d’être à jour avec les développements
technologiques afin d’atteindre le plus haut niveau culturel possible.
CONCLUSION

U.F.A.S Page 48
Bibliothèque Universitaire :
[1] : Automatique et informatique industrielle
Auteur : J.Perrin, F.Binet, J.-J.Dumery, C.Merlaud, J.-P.Tricharrd
Code : S4 /20903
Site officiel de la Société SCAEK
[2] : www.scaek.dz
Documentation offerte, sur le Lien du Site officiel Siemens :
http://www.siemens.com/automation/service&support
[3] : SIMATIC HMI WinCC V6.0 Documentation de base Manuel
Numéro de commande : 6AV6392-1XA06-0AC0
Edition 04/03: A5E00221807
Documentation offerte, par le progiciel PCS7 :
[4]: SIMATIC Process Control System PCS 7 Getting Started
1 – Partie1 Manuel-
Numéro de commande: A5E00369625-02
Edition 07/2005
[5]: SIMATIC CFC pour S7Manuel
Numéro de commande: A5E00345245-01
Edition 07/2005
[6]: S7-PLCSIM V5.3 incl. SP1
Edition: 01/2005
BIBLIOGRAPHIE