versla recherche de nouvelles mati res premi res pour … · première sur la qualité du produit...
TRANSCRIPT

La biochimie comme vecteur de matières premières renouvelables
etVers la recherche de nouvelles matières
premières pour la fermentation industrielle
11 Avril 2013
JP BARTHOLE

Principales étapes de notre histoire de 209 ans

Vers une économie renouvelable...
Pétrole Raffinage Chimie
Du non renouvelable
De:
Peinture, résine,
Matières plastiques
Au renouvelableAu renouvelable
Graines Biomasse Biochimie
Du non renouvelable
A:
Fibres
Source: DuPont Tate & Lyle BioProducts 3

Fermentation extraction to 99.7% Pure
Procédé du Bio-Based PDO (1,3 Propanediol)
bioprocessbioprocess
GlucoseAmidon
Fermentation extraction to 99.7% Pure
Bio-based 1,3 Propanediol
Source: DuPont Tate & Lyle BioProducts 4

3/29/2013

Matières premières
FermentationFermentationsouchesouche
ExtractionExtraction
Source de Source de carbonecarbone
Un procédé biochimique
carbonecarbone
ProteinesProteines
EauEau
SelsSels
PRODUITPRODUIT

Les sources de matières premières
Sources carbonées
Sucre
Mélasse
Amidon de blé ou de maïs
Glucose
Sources azotées
Farine de soja
Extrait de levure
Azote minéral (nitrate d’ammonium,..)
Page 7
Ingrédients alimentaires,pondéreux,produits d’ importation, taux de change…

Les sources de matières premières alternatives-
Glucose issu de l’hydrolyse de la cellulose (utilisation de sous-produits de
l’agriculture)
Sources azotées autochtones: farine de lupin, concentrat de petit lait,macro-algues
Source combinées adaptées: farine de blé ou de maïs
Page 8

Les sources de matières premières alternativesun long chemin
Difficultés à avoir le même langage et comprendre les contraintes mutuelles:
• Spécifications
• Contraintes qualité
• Flexibilté et limites du process d’obtention de la matière première
Difficultés à trouver la filière de production de la matière première:
• Inexistante
• Filière existante qui a une demande marché antagoniste des besoins de la biochimie
Processus long d’évaluation de l’impact du changement et de la variabilité de matière
première sur la qualité du produit fini
Page 9
Avec le temps et la patience , les feuilles du murier se transforment en soie
3/29/2013

Merci de votre attention
3/29/2013
Copyright © 2012 DuPont or its affiliates. All rights reserved. The DuPont Oval Logo, DuPont™ Danisco® and all products denoted with ™ or ® are
registered trademarks or trademarks of E. I. du Pont de Nemours and Company or its affiliates.
Merci de votre attention

De la cellulose à la synthèse de nouveaux ingrédients
cosmétiques
F. Jérôme
Directeur Recherche CNRS
1

Liquides ioniques bio-inspirés
Eutectiques profonds
HF, H2S
Plasma froid
Ultrasons
Electroactivation
Micro-ondes
Activation du carbone
renouvelable
Déconstruction de
biopolymères
Activation de polyols Hydrotraitement
Fluoration Activation de molécules
récalcitrantes (CO2, CH4, etc…)
Optimisation des procédés
« carbone fossile »
Production de composés
furaniques
Mécanisme
Modélisation
Caractérisation in situ
Réactions modèles
Milieux non-conventionnels
Catalyse et Milieux non-Conventionnels
Catalyseurs dédiés
Eco-conception
Génie catalytique
Matériaux mésostructurés
Chimie
durable
Catalyse assistée activation sélective
de liaisons C-X
(X= O, N, S, Cl)
Matériaux hiérarchisés
2

Les tensioactifs
Molécules présentant une dualité hydrophile/hydrophobe
Production: 14 million tonnes en 2011
Chiffre d’affaire : 23 milliards US $/an
25 %
origine végétale
5 %
origine animale
70%
origine pétrolière
Composés hydrophiles
Applications: cosmétique, lessive, automobile, alimentation, etc…
glycérol
sucre
Composés hydrophobes
Huiles végétales
Tensioactifs
bio-sourcés
3

vinaigrette
Moutarde
Emulsion stable
Tensioactifs
Principe de fonctionnement des tensioactifs
4

Amidon pomme de terre chicorée
inuline
fructose
BHC
Choline chloride (ChCl)
N
O
OH+Cl-
NOH+Cl-
OOH
O
HMF
Up to 84 % yield
O
OH
OH
OH
OH
OH
Acid ChCl-derived solvent
O
OH
OH
OH
OH
OO
OO
CH2
OH
OH
OH
OH
OH
OH
OH
O
OH
O
OH
OH OH
O OOOH
OH
Citric acid Oxalic acid
Metal Chlorides
FeCl3, CrCl2, CrCl3, AlCl3, ZnCl2
Brönsted acids
Lewis acids
BIOMASS
Renewable carboxylic acids
Cosmétique
C
A
T
A
L
Y
S
I
S
Biomasse et cosmétique
5

OH OH OH OH O OH OH NH OH
Oxydant
toxique
Catalyseur biomimétique
Peroxyde d’hydrogène
(co-produit : eau)
Solvant: eau
Température < 50
C
Réducteur
toxique
Catalyseur industriel
Hydrogène
Solvant: eau
Température < 50
C
Recyclage catalyseur + eau
tensioactif
Test éco-toxicité: OK
Biodégradabilité: OK
Emulsion eau-huile stable
Tensioactifs bio-sourcés
6

Agents épaississants issus du bois
bois
Hemicellulose
(30%)
Cellulose
(40%)
Lignine
(30%)
Déchêts agriculture (116 millions t/an de matière
sèche)
Déchêts industrie forestière:29 millions t/an de
matière sèche)
Industrie du bois (18 millions t/an de matière
sèche
lignine
hémicellulose
cellulose
FRACTIONNEMENT
ENERGIE
PRODUITS
CHIMIQUES
7

(Activation haute
température/pression)
DECONSTRUCTION
CATALYTIQUE PARTIELLE
Cellulose partiellement
dépolymérisée
FAIBLE SELECTIVITE
Déconstruction de la cellulose
Nouveaux procédés
Agents épaississants
Insoluble dans l’eau
Economie d’énergie
Economie d’atome
Gestion de l’eau
8

Déconstruction de la cellulose
Sonication cellulose
Ultrasons
Centrifugation
Lait de cellulose (10g/L)
Taille particules < 1 mm
Concentration (50 g/L)
(crème)
Utilisation de l’eau en tant que solvant
La chaleur est apportée par l’énergie dissipée par les ultrasons
Pas de sous produits-pas de contamination
Cellulose Avicel
PH-105 dans l’eau
Cellulose résiduelle après centrifugation
Cellulose sous forme de « lait »
Film obtenu après évaporation totale
de l’eau
Cellulose sous forme de crème
(50g/L)
Séchage
Film
9
Illustration récente dans Green Chemistry
10

Conclusion
Bi(OTf)3TfOH
M(OTf)3 > H+ >> M(TFSI)3 >> MCl3
Up to 70% yieldOH OH
OH
OH O
OH
( )2-4
HOME AND PERSONAL CARE
Green Chemistry, 2013
Cosmétique
Monomères bio-sourcés
Phytosanitaires
Bio-solvants
Fractionnement biomasse
Autres cibles
Partenariat industriel
11

VALORISATION DE BIOMASSES
LIGNOCELLULOSIQUES
F. PERRONA – 1ères Rencontres de la Chimie Durable en Poitou-Charentes – 11 avril 2013

� Constituant principal de la paroi cellulaire des plantes
� Source de carbone renouvelable la plus abondante sur
la planète (biomasse synthétisée : 100 à 200 Gt/an)
� l’herbe,
� le bois,
� les coproduits agricoles (pailles, bagasse,…)
� les cultures dédiées,
� les déchets verts, …
LA LIGNOCELLULOSE

Composition Herbe Paille Chènevotte Bois Tendre Bois Dur
Cellulose 30–50 % 30–45% 45-60% 45–50% 40–55%
Hémicellulose 15–40 % 22–35% 15-20% 25–35% 24–40%
Lignine 5–20% 12–23% 15-30% 25–35 % 18–25%
Compositions (en % de matières sèches)


DP = qq 100

Lignine selon Adler (1970)Monomères de la lignine
Lignine
Motif élémentaire : phénylpropane

Extractibles
Composés solubles dans l’eau ou solvants :
� les tanins, les substances colorées ,
� les résines (térébenthine, acides résiniques, esters
d’acides gras, terpènes,…)
Composants minéraux
Ca, K, Mg, Na, Si,…

LE PROCEDE
Un procédé innovant, fruit d’une recherche de 5 ans
Mis au point par VALAGRO : Ethanol 2G voie biochimique (2 brevets)

LE PROCEDE
Cellulose

INNOVATION
& AVANTAGES

LA SOCIETE
Création : 09-2009
Localisations : Poitiers, Melle
Filiale à 100% de la SEAML VALAGRO
Capital : 1 830 k€

MISSIONS

FONCTIONS & OBJECTIFS
• Etapes mises en œuvre :
• Objectifs :
� Asseoir le procédé VALAGRO à une échelle semi-industrielle
� Qualifier tous les produits, déchets et effluents
� Recueillir toutes les données nécessaires à la conception d’unités de
production
Biomasses
Lignocellulosiques
Lignine
Jus sucrés
Prétraitement
Hydrolyses Enzymatiques
Purification / Concentration
Broyage
- Paille
- Déchets bois
- Chanvre
- Déchets verts
- ...
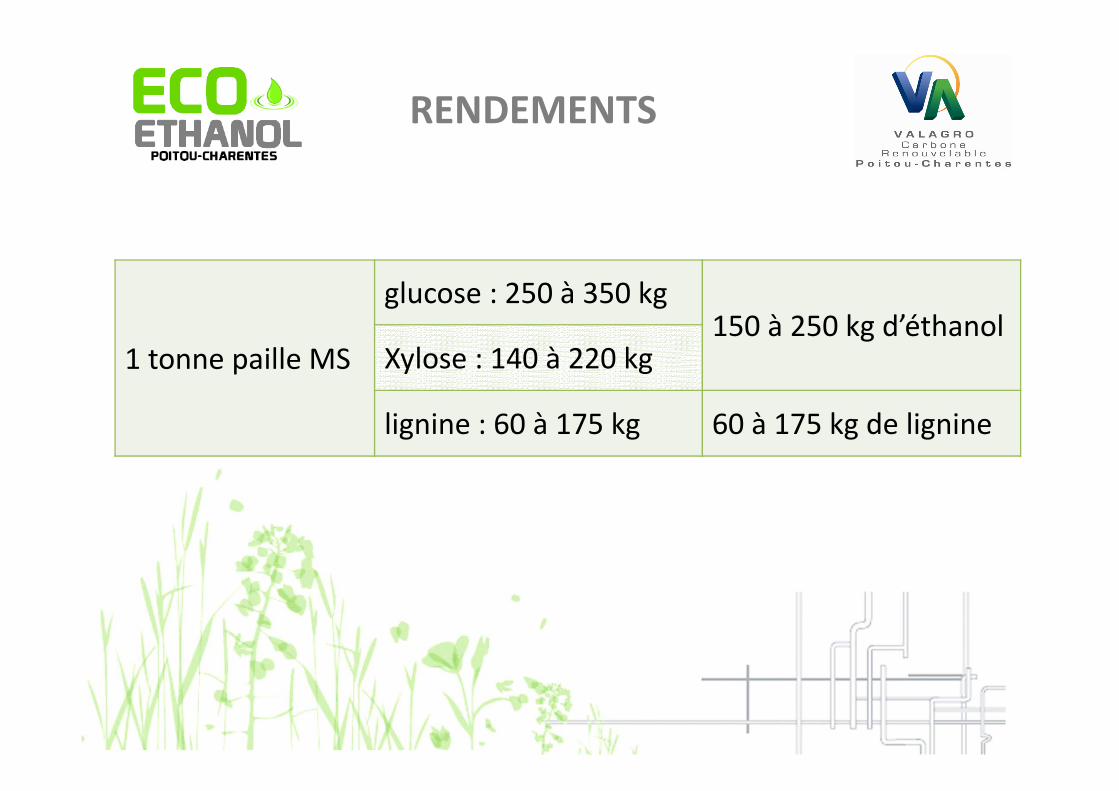
RENDEMENTS
1 tonne paille MS
glucose : 250 à 350 kg150 à 250 kg d’éthanol
Xylose : 140 à 220 kg
lignine : 60 à 175 kg 60 à 175 kg de lignine

DEBOUCHES













Contribution à la Chimie Durable: Séparation et Purification de molécules d’algues vertes
Stanislas Baudouin
11 Avril, 2013

Ingénierie et R&D de procédés chimiques
Développement de procédés de séparation et
purification liquide-liquide par:
- Chromatographie
- Filtration membranaire
- Échange d’ion
- Catalyse en lit fixe

Les principes de la Chimie Durable
5- La recherche d’alternatives aux solvants polluants et aux
auxiliaires de synthèse
6- La réduction de la dépense énergétique
7- L'utilisation de ressources renouvelables à la place des
produits fossiles
Paul Anastas et John C. Warner, EPA, 1998
1- La prévention de la pollution à la source en évitant la production de résidus
2- L’économie d'atomes et d’étapes permettant de réaliser, à moindre coût, l’incorporation de fonctionnalités
dans les produits recherchés tout en limitant les problèmes de séparation et de purification
3- La conception de synthèses moins dangereuses grâce à l’utilisation de conditions douces et la préparation de
produits peu ou pas toxiques pour l’homme et l'environnement
4- La conception de produits chimiques moins toxiques en préservant la fonctionnalité de la molécule
5- La recherche d’alternatives aux solvants polluants et aux auxiliaires de synthèse
6- La réduction de la dépense énergétique
7- L'utilisation de ressources renouvelables à la place des produits fossiles
8- La réduction du nombre de dérivés en minimisant l'utilisation de groupes protecteurs ou auxiliaires
9- L’utilisation des procédés catalytiques de préférence aux procédés stœchiométriques
10- La conception des produits en vue de leur dégradation finale dans des conditions naturelles ou forcées de
manière à minimiser l’incidence sur l’environnement
11- La mise au point des méthodologies d'analyses en temps réel pour prévenir la pollution, en contrôlant le suivi
des réactions chimiques
12- Le développement d’une chimie plus sûre pour prévenir les accidents, explosions, incendies et émissions de
composés dangereux
Les besoins
Meilleure efficacité énergétique
Procédés plus propres
Procédés plus efficaces
L’utilisation des matières renouvelables
engendre des besoins d’extractions et de
purifications nouveaux

Le processus chimique
Réactif 1
Produit 1
Produit 2
Réactif 2 Mélange
Produit1
produit2

Le projet: Valorisation des algues vertes
Les algues vertes représentent un problème environnemental
et économique majeur des zones cotières:
- Pollution visuelle et olfactive
- Risque sanitaire lié à la production de gaz
- coût de collecte et de traitement
…. Pourtant elles représentent une source de matières
premières renouvelables
-Sucres fermentescibles: valorisation énergétique
-Sucres sulfatés: valorisation pharmaceutique & cosmétique
-Pigments: valorisation alimentation humaine
-Protéines: valorisation alimentation animale
-s

Le projet: Valorisation des algues vertes
Les problèmes à résoudre:
-L’utilisation directe en méthanisation est difficile car la
teneur élevée en sulfate génére du H2S et la fermentation est
trop rapide du fait de la présence de sucres solubles
-Sucres sulfatés: leur extraction est réalisée aujourd’hui en
utilisant des solvants organiques permettant leur précipitation
-Les solvants utilisées pour l’extraction des sucres sulfatés
rendent impossibles la valorisation des protéines

Proposition de procédé
Algues diffusion à
l'eau
jus
ultrafiltration sels +
pigments hydrosolubles proteines et
polysaccharides
pulpes
déminéralisation
décantation centrifuge
polysaccharides sulfatés
protéines végétales
adsorption sur résine
pigments
eau
produit fini
produit intermediaire
solvant recyclé étape de
fractionnement
biogaz

Le projet: Valorisation des algues vertes
- Séparations des molécules à haute valeur ajoutée:
sucres sulfatés: analogue à l’héparine, antibiotique
protéines: protéines natives obtenues par précipitation
pigments: antioxydant
- Production d’une base cellulose pouvant être utilisée en
méthanisation sans risque de production d’H2S
-Mise en oeuvre de techniques séparatives non destructices:
Filtration
Échange d’ion
adsorption

Stanislas Baudouin
12 rue M.A. Dusseau
Chef de Baie
17000 La Rochelle
tel: +33(0) 546 074 980
Contact

Les Outils de catalyse
Hydrolyse sans utilisation d’acide libre => pas
de consommation de réactif
Catalyse par enzyme fixée => réduction de la
consommation d’enzyme, production continue
Couplage réaction/séparation par filtration sur
membrane ou lit mobile simulé : réaction et
séparation continue qui évite la limitation de la
réaction par les produits
Les Outils de séparations et purifications
Adsorptions sur résines et charbons:
hydrophobicité, structure
Déminéralisation par échange d’ions ou
électrodialyse: ionisation
filtration membranaire: taille
Chromatographie : taille, ionisation, type de
molécule
Concentration par osmose inverse