valorisation des granulats recycles de betoneprints2.insa-strasbourg.fr/809/1/rapport_pfe.pdf · 2...
TRANSCRIPT
1
Institut National des Sciences Appliquées de Strasbourg : INSA Strasbourg
Institut Universitaire Technologique Robert Schuman : IUT Robert Schuman
Institut mécanique des fluides et des solides : IMFS
Cellule économique du bâtiment et des travaux publics d’Alsace : CEBTP Alsace
VALORISATION DES GRANULATS RECYCLES DE BETON :
ETUDE DES CARACTERISTIQUES PHYSIQUES ET MECANIQUES DES
BETONS DE GRANULATS RECYCLES DE BETON
Mémoire Projet de fin d’étude 2011
GRONDIN Aurélie
Tuteurs :
Françoise FEUGEAS Maître de conférences HDR à l’INSA- IMFS
Sandrine BRAYMAND Maître de conférences à l’IUT Robert Schuman - IMFS
Nadia BAHLOULI Maître de conférences HDR - IMFS
Elodie NUSS Chargée d’affaires, tuteur CEBTP
2
Remerciements
Je tiens à adresser mes remerciements aux différentes personnes qui ont contribué à la
réussite de ce projet :
À la CEBTP et en particulier Mademoiselle NUSS, chargée d’études, pour leur accueil et leur
participation à ce projet.
À Madame Françoise FEUGEAS, Maître de conférence-HdR au laboratoire du génie de la
conception à l’INSA de Strasbourg, pour m’avoir guidé dans mes recherches et aidé à la rédaction de
ce rapport.
À Madame Sandrine BRAYMAND, Maître de conférence à l’IUT Robert Schuman d’Illkirch,
pour m’avoir fait partager ses connaissances et ses compétences.
À Madame Nadia BAHLOULI, Maître de conférence-HdR, pour son suivi, son aide et sa qualité
d’écoute.
Je vous remercie pour votre encadrement et vos conseils qui m’ont permis de comprendre le
sujet de recherche et m’améliorer dans les différentes tâches qui m’ont été attribuées.
Je tiens également à remercier l’ensemble des enseignants avec lesquels j’ai eu le plaisir de
travailler :
-Monsieur Christophe FOND, pour l’élaboration de la modélisation du dispositif expérimental
permettant la mesure de la conductivité thermique
-Monsieur Jean-David GRANDGEORGE, pour son aide dans la compréhension du
comportement thermique des bétons
-Monsieur Pierre FRANCOIS, pour m’avoir apporté ses connaissances sur le comportement
rhéologique des fluides, pour sa disponibilité et son aide dans la réalisation de mes essais.
Je remercie tout particulièrement Monsieur Patrick WOLFF, assistant ingénieur, pour m’avoir
conseillé pour la mise au point des protocoles expérimentaux et son investissement quotidien pour la
réalisation des essais.
J’associe également à mes remerciements l’ensemble de l’équipe de chercheurs de l’équipe
Mécanique et environnement du laboratoire IMFS, TINARD Violaine, LIN Jian, KOPP Jean Benoit et
NGUYEN Quang Tam, et à Nicolas BUR, thésard à l’INSA de Strasbourg pour leur accueil chaleureux et
pour avoir contribué à mon intégration au sein de cette équipe.
Merci à tous
3
Sommaire
Remerciements ............................................................................................................................ 2
Introduction ................................................................................................................................. 6
Chapitre I : Etude technologique : Production, consommation et utilisation des granulats naturels et recyclés en France .................................................................................................................... 8
I. Production de granulats en France ............................................................................................. 8
1.1. Qu’est-ce qu’un granulat ? .......................................................................................................................... 8
1.2. Domaines d’utilisation des granulats en France .......................................................................................... 9
1.3. Production et consommation de granulats en France ................................................................................ 9
1.4. Production et consommation de granulats en Alsace ............................................................................... 12
II. Production de matériaux issus de démolitions ......................................................................... 14
2.1. Production en France et en Alsace ............................................................................................................ 14
2.2. Règlements normatifs et utilisation .......................................................................................................... 15
Conclusion ................................................................................................................................. 18
Chapitre II : La problématique des granulats recyclés de béton – valorisation en béton de granulats recyclés de béton ....................................................................................................................... 19
I. Contexte : la classification des déchets ..................................................................................... 19
II. Composition et propriétés physiques des granulats recyclés de béton (GRB) ............................ 21
III. Ouvrabilité des bétons de GRB ............................................................................................... 22
3.1. Absorption des granulats recyclés ............................................................................................................. 22
3.2. Problème des fines du sable recyclé .......................................................................................................... 22
IV. Propriétés physiques et mécaniques des bétons de GRB ......................................................... 23
4.1. Porosité des GRB et des bétons de GRB .................................................................................................... 23
4.2. Influence de la porosité des bétons recyclés sur leurs propriétés mécaniques et physiques ................... 24
V. Mécanisme d’action des superplastifiants ............................................................................... 25
5.1. Définitions .................................................................................................................................................. 25
5.2. Mécanisme d’action .................................................................................................................................. 26
VI. Axes d’études à développer ................................................................................................... 29
4
Chapitre III: Etude sur l’adjuvantation des mortiers de sable RTB 0/6,3 ........................................ 30
Objectifs .................................................................................................................................... 30
Paragraphe 1: Etude préliminaire sur les granulats ....................................................................... 31
I. Matériaux et méthodes ........................................................................................................... 31
1.1. Matériaux .................................................................................................................................................. 31
1.2. Matériels de mesure .................................................................................................................................. 31
II. Résultats et premières analyses .............................................................................................. 32
2.1. Masses volumiques absolue et apparente du sable et de fractions de sable RTB 0/6,3 ........................... 32
2.2. Analyse granulométrique .......................................................................................................................... 32
2.3. Module de finesse du sable RTB 0/6,3 ...................................................................................................... 33
2.4. Essai de perméabilité de Blaine ................................................................................................................. 33
Paragraphe 2: Adjuvantation des mortiers de sable RTB 0/6,3 ...................................................... 35
I. Détermination de l’ouvrabilité du mortier de sable RTB 0/6,3 : essais au mini cône ................... 34
1.1. Matériaux .................................................................................................................................................. 34
1.2. Méthodes : mesure à la table d’affaissement et d’étalement .................................................................. 35
1.3. Compositions ............................................................................................................................................. 35
1.4. Résultats et discussions ............................................................................................................................. 36
II. Détermination du comportement rhéologique du mortier de sable RTB 0/6,3 : mesure au viscosimètre ............................................................................................................................... 46
2.1. Comportement rhéologique des bétons, mortiers et pâtes de ciment ..................................................... 46
2.2. Matériaux .................................................................................................................................................. 48
2.3. Matériel de mesure et méthodes .............................................................................................................. 48
2.4. Détermination des compositions de référence mesurable par l’appareil ................................................. 51
2.5. Résultats et discussions ............................................................................................................................. 51
Chapitre IV: Etude des propriétés physiques et mécaniques des bétons de granulats recyclés de béton. ........................................................................................................................................ 56
Paragraphe 1: Analyse des propriétés thermiques des bétons de granulats recyclés de béton ....... 56
I. Principe de la mesure .............................................................................................................. 57
II. Présentation du système de mesure ....................................................................................... 58
2.1. Matériaux : composition des bétons et fabrication des échantillons ........................................................ 58
2.2. Présentation de la manipulation ............................................................................................................... 58
5
III. Mise au point du protocole expérimental ............................................................................... 61
3.1. Homogénéité de la température de surface ............................................................................................. 61
3.2. Contrôle del’épaisseur de béton ............................................................................................................... 61
3.3. Contrôle des effets de bords et déperditions négligées ............................................................................ 62
IV. Résultats et conclusions ........................................................................................................ 65
4.1. Validation numérique du dispositif expérimental ..................................................................................... 65
4.2. Résultats expérimentaux et analyses ........................................................................................................ 71
4.3. Améliorations et perspectives ................................................................................................................... 71
Paragraphe 2: Analyse des propriétés mécaniques des bétons de granulats recyclés de béton ...... 74
I. Matériaux et méthodes ........................................................................................................... 74
1.1. Matériaux .................................................................................................................................................. 74
1.2. Description du dispositif de mesure .......................................................................................................... 74
II. Résultats et commentaires ..................................................................................................... 75
Paragraphe 3: Détermination de la porosité des bétons de granulats recyclés de béton ................ 77
I. Matériaux et méthodes ........................................................................................................... 76
1.1. Matériaux .................................................................................................................................................. 76
1.2. Principe de mesure : détermination de la porosité ouverte par la méthode de la triple pesée ............... 76
II. Résulats et discussions ........................................................................................................... 77
Conclusion ................................................................................................................................. 79
6
Introduction
Le cadre de la présente étude concerne la gestion optimisée des granulats recyclés de béton.
La France a consommé 379 millions de tonnes de granulats en 2009 (3 millions importés)
dont 300 Mt pour le génie civil (79%) et 79 Mt pour le bâtiment (21 %). Cette consommation qui est
en baisse ces dernières années en raison de la baisse de production de béton, se révèle être moins
affectée par cette diminution en Alsace. Par ailleurs, une étude de l’UNICEM et de l’UNPG montrent
néanmoins une production de granulats recyclés de démolition en 2009 identique à celle de l’année
précédente.
Les matériaux de recyclage abordés dans cette étude proviennent de la déconstruction de
bâtiments et de routes ou de déchets de chantier de construction. On distingue actuellement trois
types de granulats recyclés :
Les granulats recyclés de béton désignés par RTB : recyclé tout béton
Les granulats recyclés comportant de l’enrobé, désignés par RE ou REB : recyclé enrobé
ou recyclé enrobé/béton.
Les granulats mixtes comportant des matériaux de construction variables non triés
(béton, brique, carrelage…) désignés par RTV : recyclé tout venant
L’étude présentée ici porte sur l’analyse des caractéristiques et le réemploi des granulats recyclés
de béton (RTB). Valoriser ces granulats issus des bétons de démolition pour la fabrication d’un béton
hydraulique peut étendre leur domaine d’utilisation actuel. En effet, les granulats issus du recyclage
sont essentiellement utilisés dans le domaine routier en tant que grave traitée ou non aux liants
hydrauliques ou comme remblai. Malgré plusieurs études de recherche pour une éventuelle
utilisation avec des liants hydrauliques pour la construction d’ouvrages ou de bâtiments, les
granulats recyclés trouvent peu d’application en France en tant que granulats de béton. Néanmoins
des Pays voisins comme la Suisse ou encore le Danemark ont adopté des normes pour la fabrication
de béton de granulats recyclés.
Cette valorisation présente un intérêt d’ordre économique. En effet, le réemploi des matériaux
de démolition pourrait être envisagé directement sur site ou sur les plateformes de recyclage
chargées du traitement. Ces plateformes pourraient alors s’occuper de la fabrication de béton à base
de ces granulats recyclés. La diminution des coûts de transports des granulats et des déchets de
démolition constitue l’enjeu économique principal de ce projet, les granulats n’étant pas toujours
disponibles à proximité des chantiers de construction.
Par ailleurs, ces granulats recyclés pouvant se substituer aux granulats naturels, ceci diminuerait
l’épuisement des ressources naturelles.
En outre, le code de l’environnement (modifié par ordonnance le 17 décembre 2010) précise
que « tout producteur ou détenteur de déchets est responsable de la gestion de ces déchets jusqu’à
leur élimination ou valorisation ». De ce fait, le recyclage et le réemploi des déchets inertes du BTP
représentent des solutions intéressantes et s’intègrent au concept de développement durable.
7
Ainsi l’un des objectifs de ce projet est d’effectuer une étude sur la
production/consommation de granulats en France afin d’en extraire les enjeux d’une valorisation des
granulats recyclés dans la réalisation de béton. Par la suite, une étude scientifique sur la
caractérisation des propriétés physico-chimiques des granulats recyclés de béton et des
performances mécaniques et thermiques des bétons de granulats recyclés sera l’un des points forts
développé dans cette étude. La compréhension de la rhéologie des bétons de granulats recyclés de
béton sera l’autre aspect très important de ce travail.
Pour ce faire, il est nécessaire de définir préalablement les différents axes d’études abordés
prioritairement au cours de ce projet de recherche.
Dans un premier temps, une étude bibliographique technique est menée afin de déterminer
la production et la consommation de granulats recyclés en France et plus particulièrement en Alsace.
Cette étude permet de comprendre l’enjeu national mais également régional (Alsace) que représente
la valorisation des granulats recyclés pour la fabrication de béton.
Dans un second chapitre, la problématique de cette valorisation est présentée. Cette étude
bibliographie consiste à définir les caractéristiques des matériaux étudiés : les granulats recyclés de
béton et les bétons de granulats recyclés de béton. L’analyse de travaux précédemment réalisés
permet d’identifier et de comprendre les lignes directives à développer tout au long de ce
programme de recherche.
La première phase de ce projet est orientée vers l’élaboration d’une formulation de béton
dans le but de déterminer les adjuvants adaptés aux granulats recyclés. Cette partie mettra
en évidence les caractéristiques du béton frais de granulats recyclés, notamment l’ouvrabilité
de ce béton directement fonction des propriétés des granulats recyclés.
En effet, l’analyse bibliographique permet de conclure sur le problème que
représentent les parties fines des granulats recyclés de béton. L’étude est donc ciblée sur
l’adjuvantation de ces parties fines par l’analyse de l’ouvrabilité et la caractérisation du
comportement rhéologique des mortiers de sable recyclé.
La deuxième phase consiste à identifier les propriétés physiques et notamment thermiques
du béton de granulats recyclés de béton. Un protocole d’essai élaboré au laboratoire est
étudié afin de déterminer expérimentalement le comportement thermique des bétons de
granulats recyclés de béton. Les paramètres expérimentaux seront validés à l’aide d’une
modélisation numérique du dispositif de mesure.
L’ensemble de ces essais permet ainsi de caractériser les propriétés thermiques des
bétons de granulats recyclés de béton qui semblent être meilleures que celles d’un béton à
base de granulats naturels. Une analyse de la porosité sera effectuée afin de comprendre ces
différences de propriétés. Ainsi il sera possible de déterminer l’influence de la porosité sur
les propriétés de transfert dans le béton par l’étude des propriétés thermiques du béton.
Enfin, la dernière phase de ce projet caractérisera le comportement mécanique des bétons
de granulats recyclés. Au cours de l’étude sera effectuée une détermination expérimentale
des modules d’Young des bétons étudiés.
8
Chapitre I : Etude technologique : Production, consommation et utilisation des granulats naturels et recyclés en France
NB : Les principales sources d’informations sont datées de 2009
I. Production de granulats en France
1.1. Qu’est-ce qu’un granulat ?
Le granulat est un fragment de roche destiné à la fabrication d'ouvrages de travaux publics, de génie civil et de bâtiment. Leur nature et leur forme dépendent de leur provenance et des techniques de production. Leur taille est comprise entre 0 et 125 mm.
Les granulats représentent, après l’eau et l’air, la matière première la plus importante utilisée dans un pays.
Trois grandes familles de granulats sont définies en fonction de leur origine:
Les granulats alluvionnaires ou de carrière. Leurs gisements sont des matériaux meubles, non consolidés. Ils proviennent de lits ou anciens lits de rivière, les fonds de lacs ou certains fonds marins. L’extraction des granulats alluvionnaires se fait « à sec » ou « dans l’eau », à l’aide de pelles hydrauliques ou de draglines. La technique d’exploitation varie en fonction de la situation du gisement par rapport à la hauteur du cours d'eau ou de la nappe phréatique. Ces granulats peuvent être traités suite à leur extraction. Ils sont concassés si leur granulométrie est trop importante. Cette opération est suivie d’un criblage, d’un lavage et d’un calibrage.
Les granulats de roches massives. L’exploitation de ces roches représente la principale filière granulaire dans une grande majorité des régions françaises, sauf en Alsace. Cette matière première est présente dans différentes situations géologiques: couches plus ou moins massives de roches sédimentaires, massifs de granit, anciennes coulées volcaniques, roches métamorphiques... Leur extraction se fait généralement à l’explosif. Les roches sont ensuite concassées, lavées et criblées
Les granulats de recyclage et artificiels. Des granulats sont produits en concassant et en recyclant des matériaux de chantiers de démolition comme les bétons ou en recyclant des sous-produits de l’industrie tels les laitiers de hauts fourneaux ou les mâchefers. Après concassage, lavage et criblage, leur usage reste souvent réservé à des emplois spécifiques compte tenu de leur qualité particulière et de la réglementation en cours.
Figure 1-1 : Photographies de granulats _
Source : http://www. www.unicem.fr
9
1.2. Domaines d’utilisation des granulats en France
Les granulats sont employés dans l’industrie du BTP. Ils permettent de réaliser des ouvrages de génie civil, des bâtiments ou sont utilisés dans les TP.
1.2.1. Les routes et le VRD (Voiries Réseaux Divers)
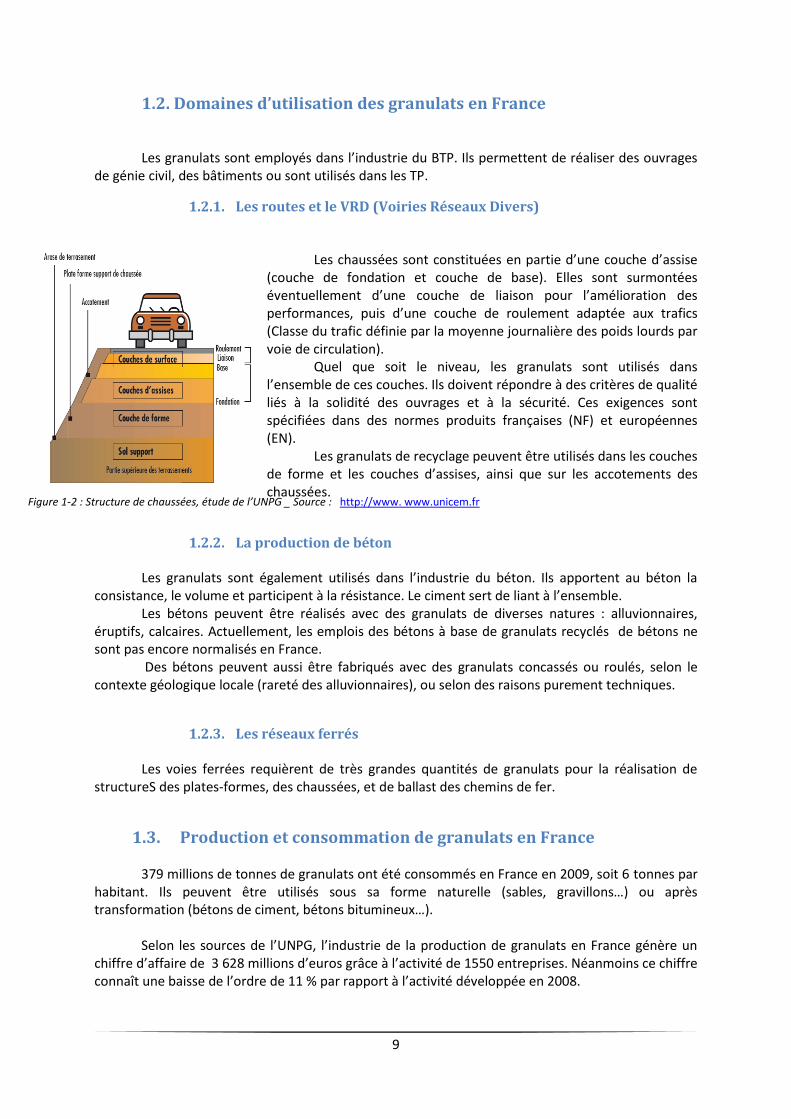
Les chaussées sont constituées en partie d’une couche d’assise (couche de fondation et couche de base). Elles sont surmontées éventuellement d’une couche de liaison pour l’amélioration des performances, puis d’une couche de roulement adaptée aux trafics (Classe du trafic définie par la moyenne journalière des poids lourds par voie de circulation).
Quel que soit le niveau, les granulats sont utilisés dans l’ensemble de ces couches. Ils doivent répondre à des critères de qualité liés à la solidité des ouvrages et à la sécurité. Ces exigences sont spécifiées dans des normes produits françaises (NF) et européennes (EN).
Les granulats de recyclage peuvent être utilisés dans les couches de forme et les couches d’assises, ainsi que sur les accotements des chaussées.
1.2.2. La production de béton Les granulats sont également utilisés dans l’industrie du béton. Ils apportent au béton la
consistance, le volume et participent à la résistance. Le ciment sert de liant à l’ensemble. Les bétons peuvent être réalisés avec des granulats de diverses natures : alluvionnaires,
éruptifs, calcaires. Actuellement, les emplois des bétons à base de granulats recyclés de bétons ne sont pas encore normalisés en France.
Des bétons peuvent aussi être fabriqués avec des granulats concassés ou roulés, selon le contexte géologique locale (rareté des alluvionnaires), ou selon des raisons purement techniques.
1.2.3. Les réseaux ferrés
Les voies ferrées requièrent de très grandes quantités de granulats pour la réalisation de structureS des plates-formes, des chaussées, et de ballast des chemins de fer.
1.3. Production et consommation de granulats en France
379 millions de tonnes de granulats ont été consommés en France en 2009, soit 6 tonnes par habitant. Ils peuvent être utilisés sous sa forme naturelle (sables, gravillons…) ou après transformation (bétons de ciment, bétons bitumineux…).
Selon les sources de l’UNPG, l’industrie de la production de granulats en France génère un chiffre d’affaire de 3 628 millions d’euros grâce à l’activité de 1550 entreprises. Néanmoins ce chiffre connaît une baisse de l’ordre de 11 % par rapport à l’activité développée en 2008.
Figure 1-2 : Structure de chaussées, étude de l’UNPG _ Source : http://www. www.unicem.fr
10
1.3.1. Production par famille de granulats
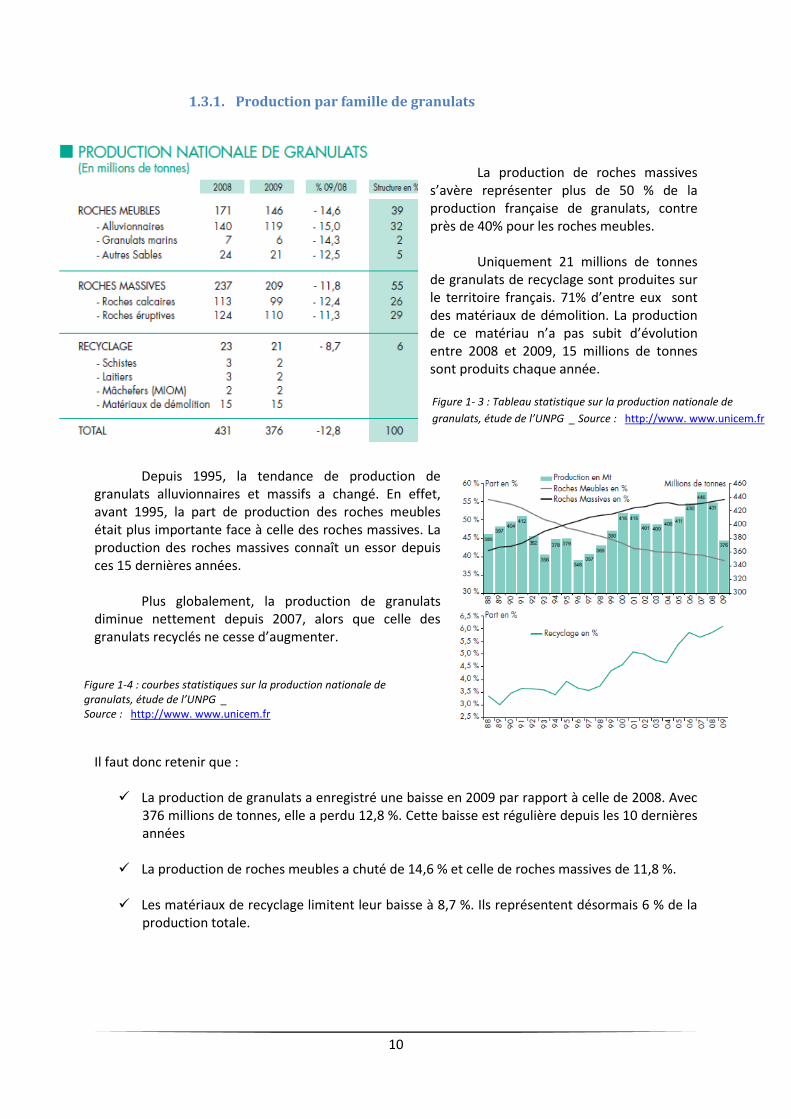
La production de roches massives s’avère représenter plus de 50 % de la production française de granulats, contre près de 40% pour les roches meubles.
Uniquement 21 millions de tonnes
de granulats de recyclage sont produites sur le territoire français. 71% d’entre eux sont des matériaux de démolition. La production de ce matériau n’a pas subit d’évolution entre 2008 et 2009, 15 millions de tonnes sont produits chaque année.
Depuis 1995, la tendance de production de
granulats alluvionnaires et massifs a changé. En effet, avant 1995, la part de production des roches meubles était plus importante face à celle des roches massives. La production des roches massives connaît un essor depuis ces 15 dernières années.
Plus globalement, la production de granulats
diminue nettement depuis 2007, alors que celle des granulats recyclés ne cesse d’augmenter. Il faut donc retenir que :
La production de granulats a enregistré une baisse en 2009 par rapport à celle de 2008. Avec 376 millions de tonnes, elle a perdu 12,8 %. Cette baisse est régulière depuis les 10 dernières années
La production de roches meubles a chuté de 14,6 % et celle de roches massives de 11,8 %.
Les matériaux de recyclage limitent leur baisse à 8,7 %. Ils représentent désormais 6 % de la production totale.
Figure 1-4 : courbes statistiques sur la production nationale de granulats, étude de l’UNPG _ Source : http://www. www.unicem.fr
Figure 1- 3 : Tableau statistique sur la production nationale de
granulats, étude de l’UNPG _ Source : http://www. www.unicem.fr
11
1.3.2. Répartition de la production par région française
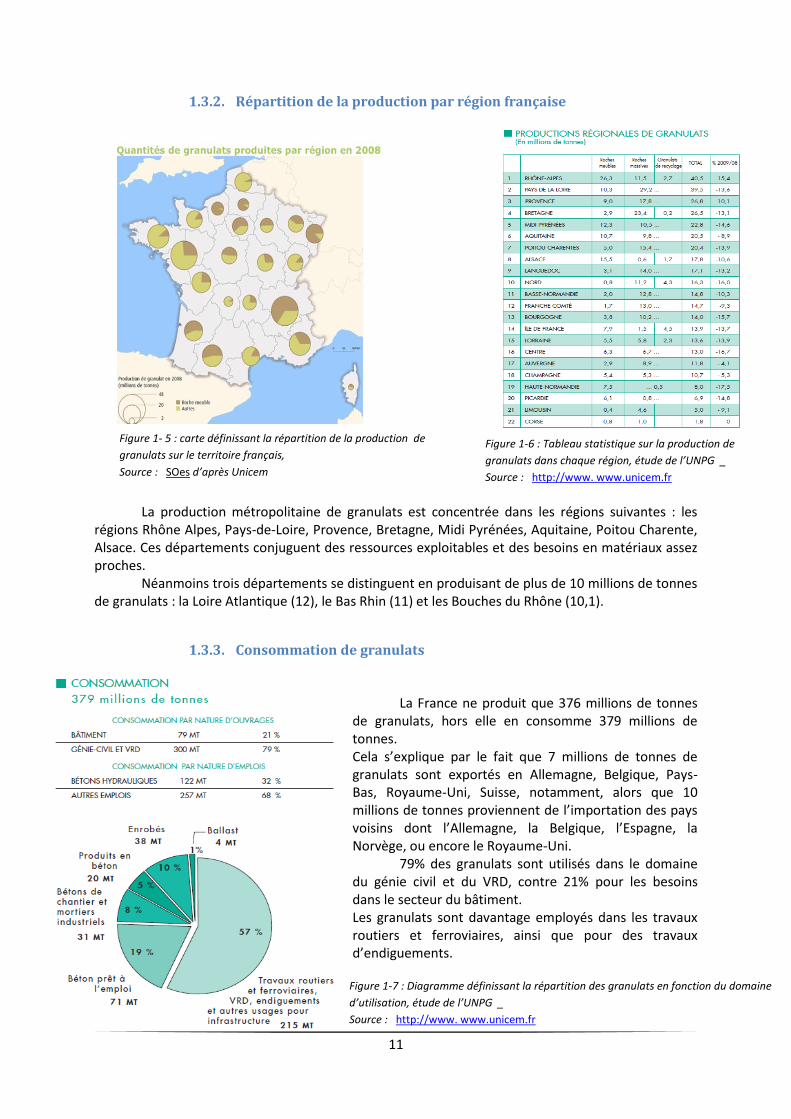
La production métropolitaine de granulats est concentrée dans les régions suivantes : les régions Rhône Alpes, Pays-de-Loire, Provence, Bretagne, Midi Pyrénées, Aquitaine, Poitou Charente, Alsace. Ces départements conjuguent des ressources exploitables et des besoins en matériaux assez proches.
Néanmoins trois départements se distinguent en produisant de plus de 10 millions de tonnes de granulats : la Loire Atlantique (12), le Bas Rhin (11) et les Bouches du Rhône (10,1).
1.3.3. Consommation de granulats
La France ne produit que 376 millions de tonnes
de granulats, hors elle en consomme 379 millions de tonnes. Cela s’explique par le fait que 7 millions de tonnes de granulats sont exportés en Allemagne, Belgique, Pays-Bas, Royaume-Uni, Suisse, notamment, alors que 10 millions de tonnes proviennent de l’importation des pays voisins dont l’Allemagne, la Belgique, l’Espagne, la Norvège, ou encore le Royaume-Uni. 79% des granulats sont utilisés dans le domaine du génie civil et du VRD, contre 21% pour les besoins dans le secteur du bâtiment. Les granulats sont davantage employés dans les travaux routiers et ferroviaires, ainsi que pour des travaux d’endiguements.
Figure 1- 5 : carte définissant la répartition de la production de
granulats sur le territoire français,
Source : SOes d’après Unicem
Figure 1-7 : Diagramme définissant la répartition des granulats en fonction du domaine
d’utilisation, étude de l’UNPG _
Source : http://www. www.unicem.fr
Figure 1-6 : Tableau statistique sur la production de
granulats dans chaque région, étude de l’UNPG _
Source : http://www. www.unicem.fr
12
1.4. Production et consommation de granulats en Alsace
1.4.1. La production en Alsace
1.4.1.1. Granulats naturels
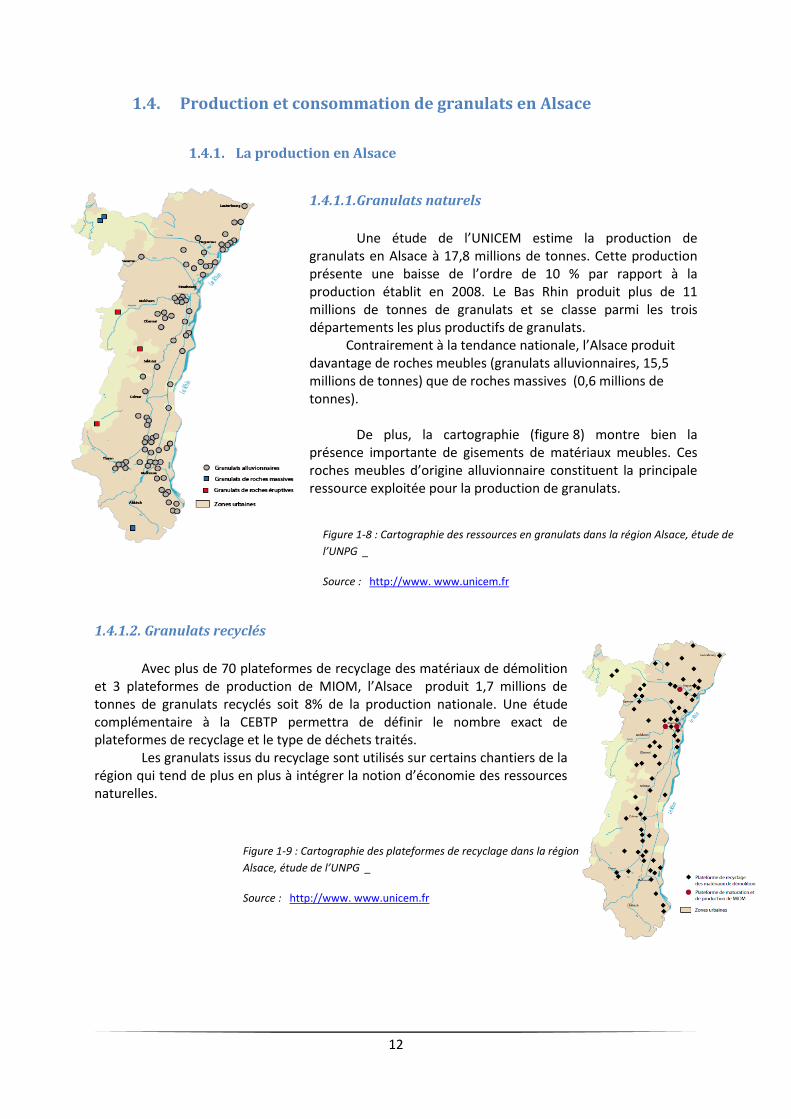
Une étude de l’UNICEM estime la production de
granulats en Alsace à 17,8 millions de tonnes. Cette production présente une baisse de l’ordre de 10 % par rapport à la production établit en 2008. Le Bas Rhin produit plus de 11 millions de tonnes de granulats et se classe parmi les trois départements les plus productifs de granulats. Contrairement à la tendance nationale, l’Alsace produit davantage de roches meubles (granulats alluvionnaires, 15,5 millions de tonnes) que de roches massives (0,6 millions de tonnes).
De plus, la cartographie (figure 8) montre bien la présence importante de gisements de matériaux meubles. Ces roches meubles d’origine alluvionnaire constituent la principale ressource exploitée pour la production de granulats.
1.4.1.2. Granulats recyclés
Avec plus de 70 plateformes de recyclage des matériaux de démolition
et 3 plateformes de production de MIOM, l’Alsace produit 1,7 millions de tonnes de granulats recyclés soit 8% de la production nationale. Une étude complémentaire à la CEBTP permettra de définir le nombre exact de plateformes de recyclage et le type de déchets traités.
Les granulats issus du recyclage sont utilisés sur certains chantiers de la région qui tend de plus en plus à intégrer la notion d’économie des ressources naturelles.
Figure 1-8 : Cartographie des ressources en granulats dans la région Alsace, étude de
l’UNPG _
Source : http://www. www.unicem.fr
Figure 1-9 : Cartographie des plateformes de recyclage dans la région
Alsace, étude de l’UNPG _
Source : http://www. www.unicem.fr

13
1.4.2. La consommation des granulats
En Alsace, la consommation de granulats avoisine les 8 tonnes par habitant et par an, soit environ 15 millions de tonnes. Elle est constituée à 90 % de sables et graviers alluvionnaires.
Les roches meubles représentent 83% des besoins en granulats de la région. L’excédant est exporté dans les départements ou les pays voisins tels que l’Allemagne, la Suisse, la Belgique, ou les Pays-Bas.
De manière générale, la consommation régionale est répartie comme suit :
32 % est destinée à la fabrication de bétons hydrauliques
12 % est utilisée pour la fabrication de bétons bitumineux
56 % est orientée vers la réalisation de chaussées ou dans le domaine des VRD Les consommations se répartissent selon deux grandes catégories :
Bâtiment : 22 %
Génie civil : 78 %
Conclusion : L’enjeu de ce projet n’est donc pas de subvenir à un manque actuel de granulats naturels mais plutôt de contribuer à la diminution de l’épuisement de ressources naturelles pour l’avenir, point fort du grenelle de l’environnement.
14
II. Production de matériaux issus de démolitions
2.1. Production en France et en Alsace
2.1.1. Processus de fabrication des granulats recyclés
Les différentes phases d’élaboration des produits issus du recyclage des matériaux de démolition sont :
Sélection, stockage et traitement des produits bruts.
Préparation des matériaux avant concassage : cette étape consiste à réduire les plus gros éléments l’aide d’un brise roche hydraulique (BRH) et à retirer les impuretés les plus grosses.
Tri manuel
Déferrage électromagnétique.
Concassage et criblage : étape destinée à éliminer les matériaux de faibles caractéristiques.
Concassage secondaire éventuel de la fraction supérieure issue du concassage primaire.
Stockage
Analyses éventuelles avant utilisation
2.1.2. La production nationale et régionale des granulats recyclés
Des études précédentes montrent que 40 millions de tonnes de déchets sont produits par les chantiers de bâtiment en France par an. Ces déchets proviennent des chantiers de démolition, de réhabilitation, et de constructions neuves, soit :
65 % proviennent de la démolition,
28 % proviennent de la réhabilitation des ouvrages,
7 % proviennent de la construction neuve. Ces chiffres proviennent des études effectuées par la Fédération Française du bâtiment
(FFB).
Sur le plan national, 15 millions de tonnes de granulats issus de matériaux de démolition sont produits en 2009. Ce chiffre reste inchangé par rapport à l’année précédente.
Ce type de granulats représente plus de 70% de la production de granulats issus du recyclage des déchets en France (21 millions de tonnes).
La région Alsace produit 1,7 millions de tonnes de granulats de recyclage, et se classe dans
les premières régions productrices de granulats recyclés.
15
2.2. Règlements normatifs et utilisation
2.2.1. Circulaire sur la gestion des déchets
Les déchets du bâtiment et des travaux publics sont soumis aux dispositions générales sur l’élimination des déchets reprises dans le Code de l’Environnement (article L. 541-1 à L. 541-50). Cet article définit le rôle et les responsabilités des producteurs de déchets de chantier par rapport à leur élimination. En effet, tout producteur de déchets de chantiers est responsable de leur bonne élimination. Il doit, entre autres veiller à limiter l’enfouissement aux seuls déchets ultimes, à favoriser leur valorisation par réemploi ou par recyclage.
« Enfin, la circulaire interministérielle du 15 février 2000, relative à la planification de la gestion des déchets de chantiers du BTP, a assigné les objectifs suivants :
assurer le respect de la réglementation (fin des décharges sauvages, application du principe du « pollueur-payeur »),
mettre en place un réseau de traitement bien réparti sur le territoire et dont les coûts seront intégrés et clairement répartis,
réduire les déchets à la source, réduire le stockage en développant la valorisation et le recyclage, développer l’utilisation des matériaux recyclés, impliquer les maîtres d’ouvrages publics. »
Source : www.dechets-entreprises-alsace.com/docs/chantiers.doc
2.2.2. Normes et réemploi des matériaux de démolition
2.2.2.1. Encadrement normatif des graves de béton recyclé
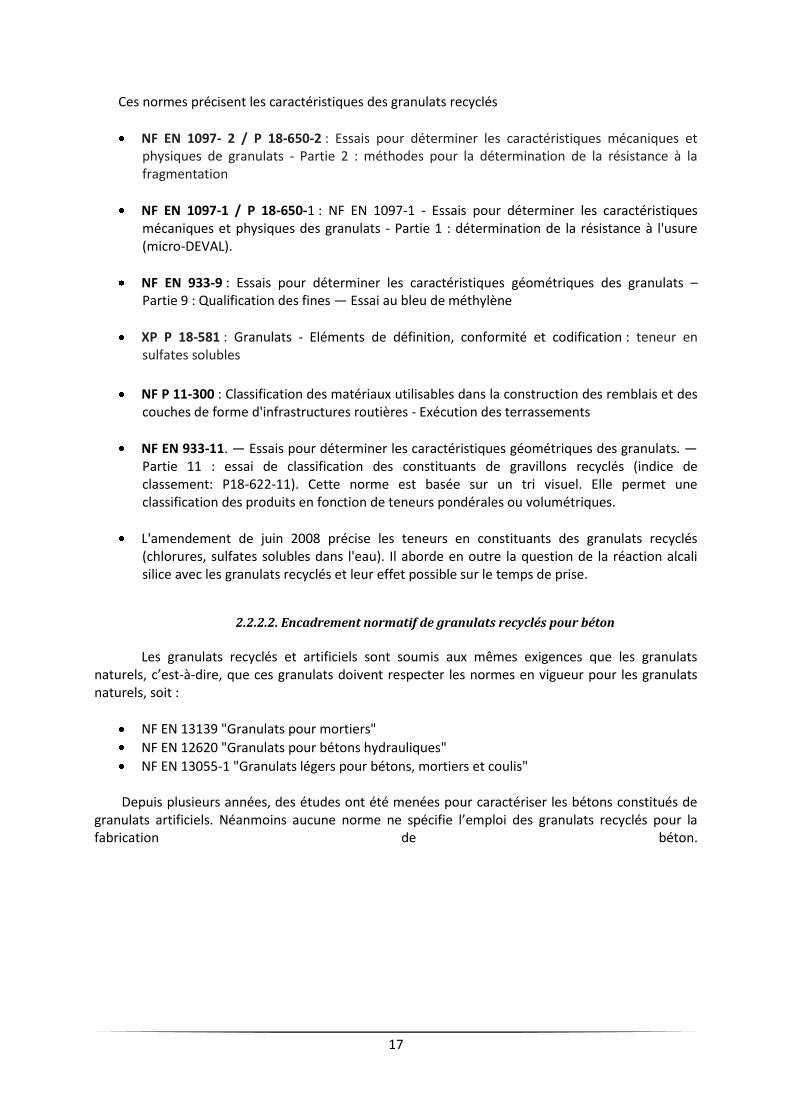
Les Graves de Recyclage sont identifiées selon six catégories (GR0-Sol, GR1-Sol, GR2, GR3 et GR4)
et par un indice (B, E, M) en fonction de leur origine :
B : Grave recyclée béton,
E : Grave recyclée enrobés,
M : Grave recyclée mixte (enrobé et béton).
Les caractéristiques géotechniques des matériaux recyclés conduisent à leur classification dans la catégorie F7 de la norme NF P 11-300 (1992) (Exécution des terrassements, classification des matériaux utilisables dans la construction des remblais et des couches de formes d'infrastructures routières.)
Les matériaux recyclés peuvent également intégrer les catégories E ou D de la norme granulats XP P 18-540, 1997 (Granulats. Définitions, conformité, spécifications). La norme XP P 18 540 établit une définition des granulats et donne des classes de spécification et de conformité pour les principaux usages, en particulier pour les matériaux routiers. Le système de classification ne différencie pas les matériaux naturels des matériaux artificiels. Les normes NF P 11-300, XP P 18-540, et NF P 98-129 (GNT A) (normes non spécifiques aux granulats recyclés) définissent les graves suivantes en fonction de leur utilisation :
16
Graves GR0-Sol et GR1-Sol
La grave GR0-Sol est utilisable en remblai et la grave GR1-Sol en couche de forme et en tranchée. Les conditions d’emploi sont déterminées par référence au G.T.R. pour la famille « matériaux de démolition -F7 » pour laquelle les dispositions applicables sont celles de la famille de sols « naturels » dont les paramètres d’identification géotechnique sont les mêmes. Pour la GR0-Sol, la détermination des conditions d’emploi nécessite la connaissance de l’état hydrique du matériau.
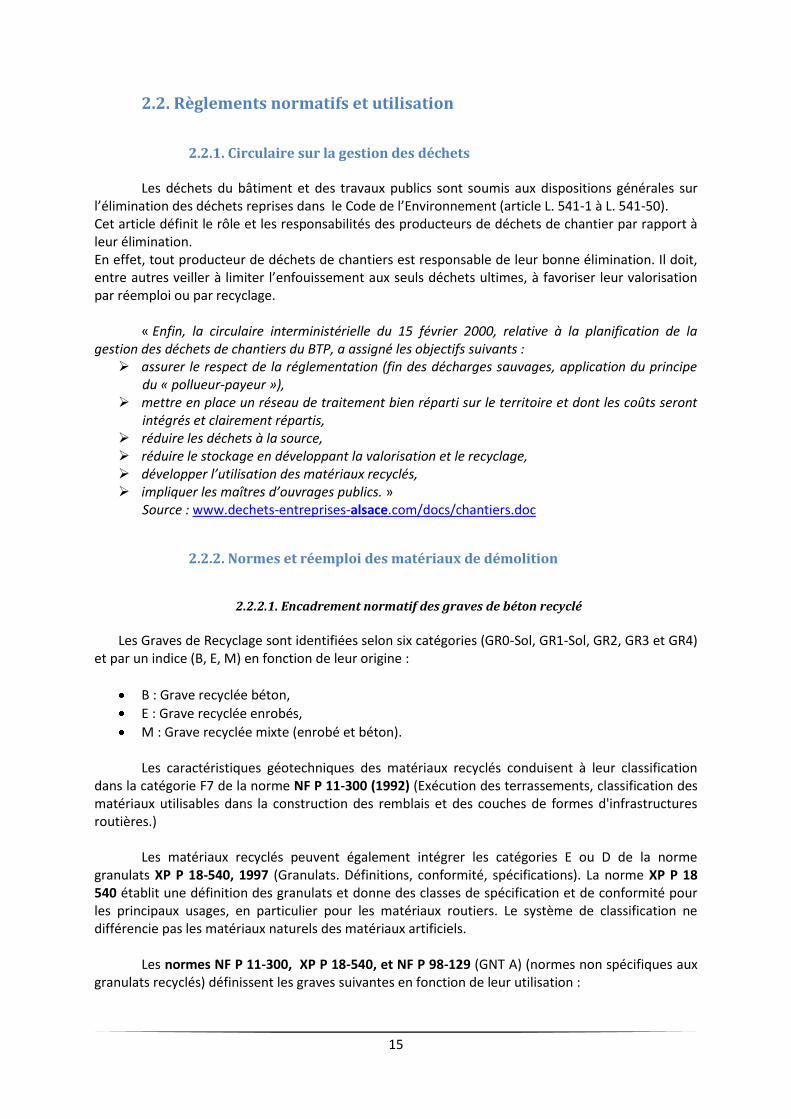
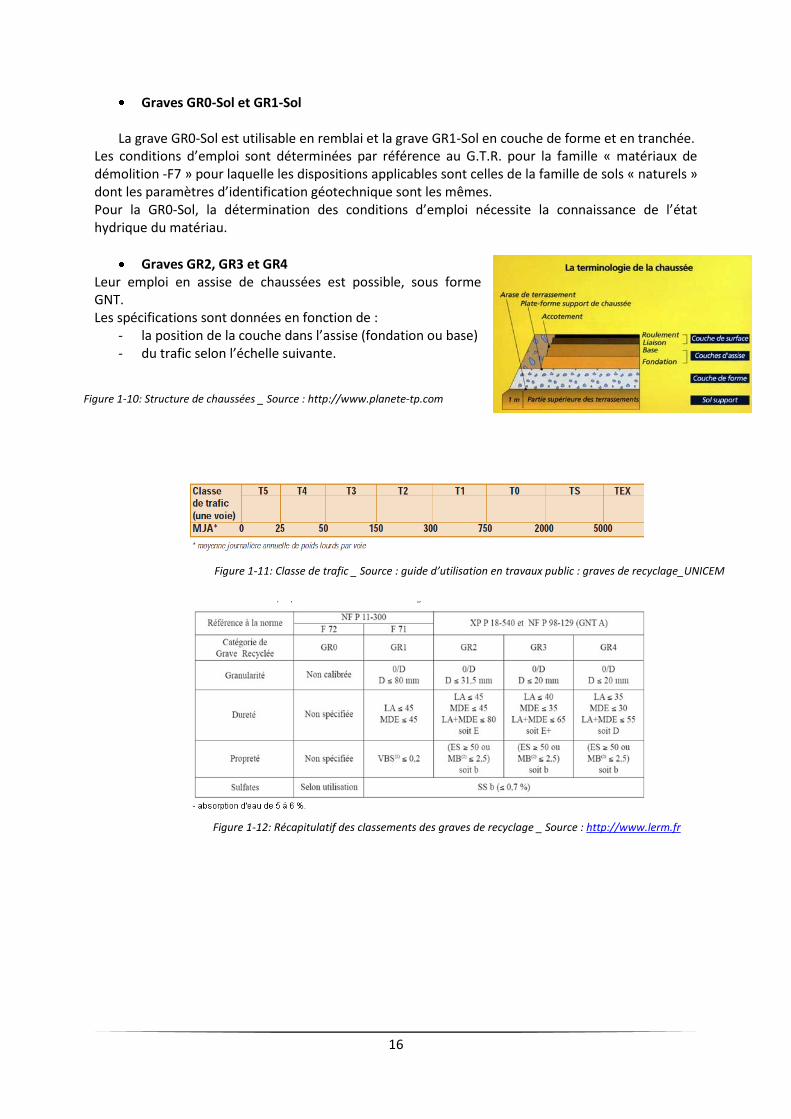
Graves GR2, GR3 et GR4 Leur emploi en assise de chaussées est possible, sous forme GNT. Les spécifications sont données en fonction de :
- la position de la couche dans l’assise (fondation ou base) - du trafic selon l’échelle suivante.
Figure 1-10: Structure de chaussées _ Source : http://www.planete-tp.com
Figure 1-11: Classe de trafic _ Source : guide d’utilisation en travaux public : graves de recyclage_UNICEM
Figure 1-12: Récapitulatif des classements des graves de recyclage _ Source : http://www.lerm.fr
17
Ces normes précisent les caractéristiques des granulats recyclés
NF EN 1097- 2 / P 18-650-2 : Essais pour déterminer les caractéristiques mécaniques et physiques de granulats - Partie 2 : méthodes pour la détermination de la résistance à la fragmentation
NF EN 1097-1 / P 18-650-1 : NF EN 1097-1 - Essais pour déterminer les caractéristiques mécaniques et physiques des granulats - Partie 1 : détermination de la résistance à l'usure (micro-DEVAL).
NF EN 933-9 : Essais pour déterminer les caractéristiques géométriques des granulats – Partie 9 : Qualification des fines — Essai au bleu de méthylène
XP P 18-581 : Granulats - Eléments de définition, conformité et codification : teneur en sulfates solubles
NF P 11-300 : Classification des matériaux utilisables dans la construction des remblais et des couches de forme d'infrastructures routières - Exécution des terrassements
NF EN 933-11. ― Essais pour déterminer les caractéristiques géométriques des granulats. ― Partie 11 : essai de classification des constituants de gravillons recyclés (indice de classement: P18-622-11). Cette norme est basée sur un tri visuel. Elle permet une classification des produits en fonction de teneurs pondérales ou volumétriques.
L'amendement de juin 2008 précise les teneurs en constituants des granulats recyclés (chlorures, sulfates solubles dans l'eau). Il aborde en outre la question de la réaction alcali silice avec les granulats recyclés et leur effet possible sur le temps de prise.
2.2.2.2. Encadrement normatif de granulats recyclés pour béton
Les granulats recyclés et artificiels sont soumis aux mêmes exigences que les granulats naturels, c’est-à-dire, que ces granulats doivent respecter les normes en vigueur pour les granulats naturels, soit :
NF EN 13139 "Granulats pour mortiers"
NF EN 12620 "Granulats pour bétons hydrauliques"
NF EN 13055-1 "Granulats légers pour bétons, mortiers et coulis"
Depuis plusieurs années, des études ont été menées pour caractériser les bétons constitués de granulats artificiels. Néanmoins aucune norme ne spécifie l’emploi des granulats recyclés pour la fabrication de béton.
18
Conclusion
Cette partie de l’étude porte sur la production, la consommation et l’utilisation des granulats, naturels et recyclés en France et tout particulièrement en Alsace en 2009.
Il faut retenir, d’un point de vue national, que :
La production de granulats a enregistré une baisse en 2009 par rapport à celle de 2008. Avec 376 millions de tonnes, elle a perdu 12,8 %.
La production de roches meubles a chuté de 14,6 % et celle de roches massives de 11,8 %.
Les matériaux de recyclage limitent leur baisse à 8,7 %. Ils représentent désormais 6 % de la production totale. Les matériaux issus de la démolition n’observent aucune baisse, ni augmentation. En effet, 15 millions de tonnes de granulats recyclés ont été produits en 2009
Au niveau régional :
L’Alsace se classe 8ème région productrice de France avec plus de 17 millions de tonnes de granulats produits.
l’Alsace produit 1,7 millions de tonnes de granulats recyclés soit 8% de la production nationale grâce à plus de 70 plateformes de recyclage des matériaux de démolition.
Cette région exporte une grosse quantité de roches meubles vers les pays limitrophes en raison d’une richesse importante de ce matériau.
La baisse de la production de granulats en France s’explique par le fait que la consommation
a baissé au cours de cette période.
La valorisation de ces granulats issus du recyclage présente un intérêt d’ordre économique et environnemental. Le réemploi de ce matériau dans la fabrication de béton contribuerait à la diminution des coûts de transports des granulats et des déchets de démolition.
Par ailleurs, ces granulats recyclés pouvant se substituer aux granulats naturels, ceci diminuerait
l’épuisement des ressources naturelles.
Néanmoins, il est nécessaire d’approfondir les connaissances sur les propriétés des granulats
recyclés de béton en fonction de leur origine (qualité du béton parent,…) ce qui facilitera leur
valorisation en tant que granulats à béton.
19
Chapitre II : La problématique des granulats recyclés de béton – valorisation en béton de granulats recyclés de béton
La thématique des bétons de granulats recyclés est un sujet très vaste qui couvre un grand
nombre d’études. Cette partie bibliographique ne présente que les éléments essentiels à l’étude de
la rhéologie du béton de granulats recyclés de béton à l’état frais et la caractérisation de ses
propriétés physiques et mécaniques à l’état durci.
La plupart des études de la littérature axe la problématique sur l’analyse des résistances mécaniques
des bétons de granulats recyclés liées aux propriétés des bétons initiaux, appelés bétons parents, et
aussi sur leur durabilité mettant l’accent sur les problèmes liés à des problèmes d’alcali-réaction [4],
[5], [6].
L’étude proposée ici a pour objectif de répondre à deux problématiques liées à
l’industrialisation des bétons de Granulats Recyclés de Béton (GBR) : leur mise en œuvre et leurs
propriétés spécifiques dans un contexte de développement durable.
L’étude bibliographique qui suit, après avoir effectué un rappel sur la classification des déchets de
chantier, s’articulera autour des trois volets suivants :
- Les propriétés des granulats recyclés de béton (GRB)
- La mise en œuvre des bétons de GRB
- Les propriétés physicomécaniques des bétons de GRB
I. Contexte : la classification des déchets
Les granulats recyclés proviennent des déchets de démolition de bâtiments ou de routes. Ces
déchets de chantier sont constitués de résidus des procédés de production et de transformation
(déchets chimiques, emballages, bois traités ou non traités…). Ces déchets de démolition font partis
des déchets industriels dans la classification usuelle (à distinguer des déchets urbains et des déchets
agroalimentaire).
Il est nécessaire de distinguer les différentes catégories des déchets industriels.
Quatre grandes catégories permettent de classer ces déchets industriels :
les déchets inertes désignés DI: La Directive européenne 1999/31/CE concernant la mise en décharge des déchets définit un déchet inerte comme un déchet ne pouvant subir aucune modification physique, chimique ou biologique. Les déchets inertes ne se décomposent pas, ne brûlent pas et ne produisent aucune autre réaction physique ou chimique. Ces déchets n’entrainent pas de pollution de l’environnement et ne peuvent nuire à la santé humaine.
Exemple : béton, briques, pierre, tuiles, céramiques…
les déchets industriels banals (DIB) : Un déchet est dit banal si est traité par les mêmes procédures que ceux employés pour les déchets ménagers. Ces déchets ne sont ni inertes, ni toxiques. Cette appellation est en cours de modification : Déchets Non Dangereux (DND).
Exemple : plastiques, métaux, verre, bois non traités…
20
les déchets industriels spéciaux (DIS) ou déchets dangereux (DD): En opposition avec les DIB, ce type de déchet est traité par des procédés qui diffèrent de ceux employés pour les ordures ménagères. Ils contiennent des substances dangereuses pour l’homme et pour l’environnement. Leur stockage et leur traitement sont soumis à des règles strictes.
Exemple : amiante, solvants, peintures, huiles, colles, goudron, bois traités ou emballages souillés,
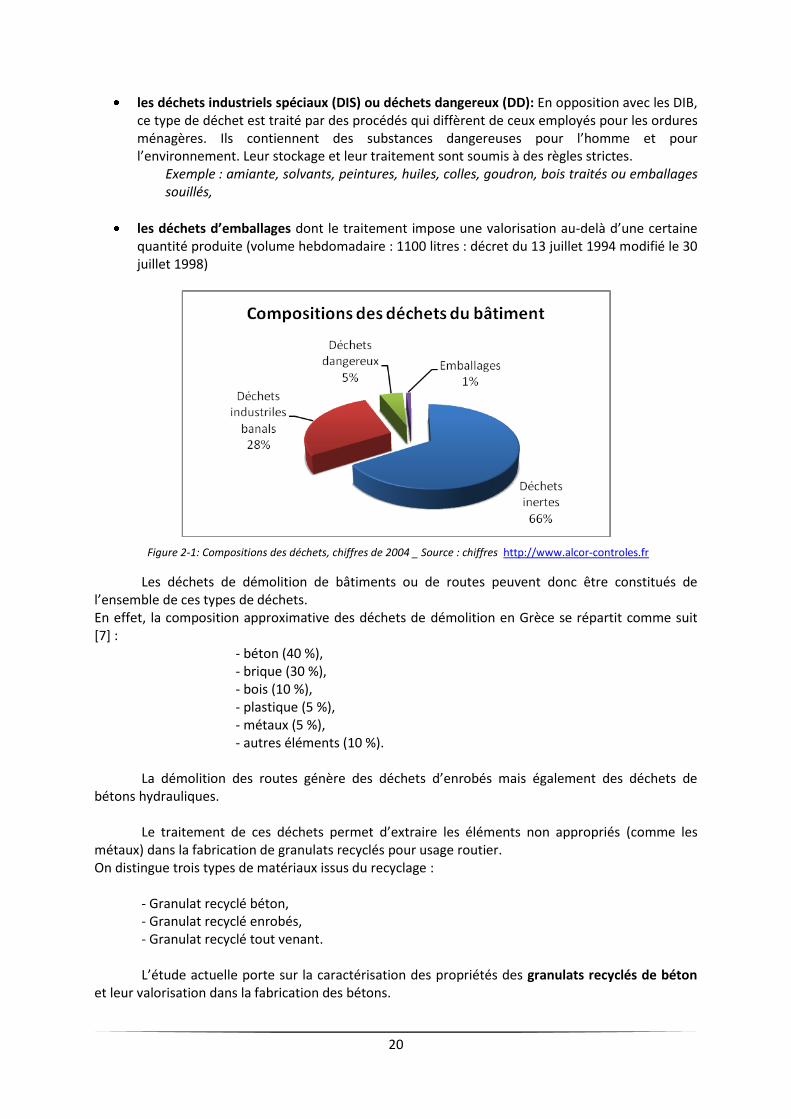
les déchets d’emballages dont le traitement impose une valorisation au-delà d’une certaine quantité produite (volume hebdomadaire : 1100 litres : décret du 13 juillet 1994 modifié le 30 juillet 1998)
Les déchets de démolition de bâtiments ou de routes peuvent donc être constitués de l’ensemble de ces types de déchets. En effet, la composition approximative des déchets de démolition en Grèce se répartit comme suit [7] : - béton (40 %),
- brique (30 %), - bois (10 %), - plastique (5 %), - métaux (5 %), - autres éléments (10 %).
La démolition des routes génère des déchets d’enrobés mais également des déchets de bétons hydrauliques. Le traitement de ces déchets permet d’extraire les éléments non appropriés (comme les métaux) dans la fabrication de granulats recyclés pour usage routier. On distingue trois types de matériaux issus du recyclage : - Granulat recyclé béton, - Granulat recyclé enrobés, - Granulat recyclé tout venant. L’étude actuelle porte sur la caractérisation des propriétés des granulats recyclés de béton et leur valorisation dans la fabrication des bétons.
Figure 2-1: Compositions des déchets, chiffres de 2004 _ Source : chiffres http://www.alcor-controles.fr
21
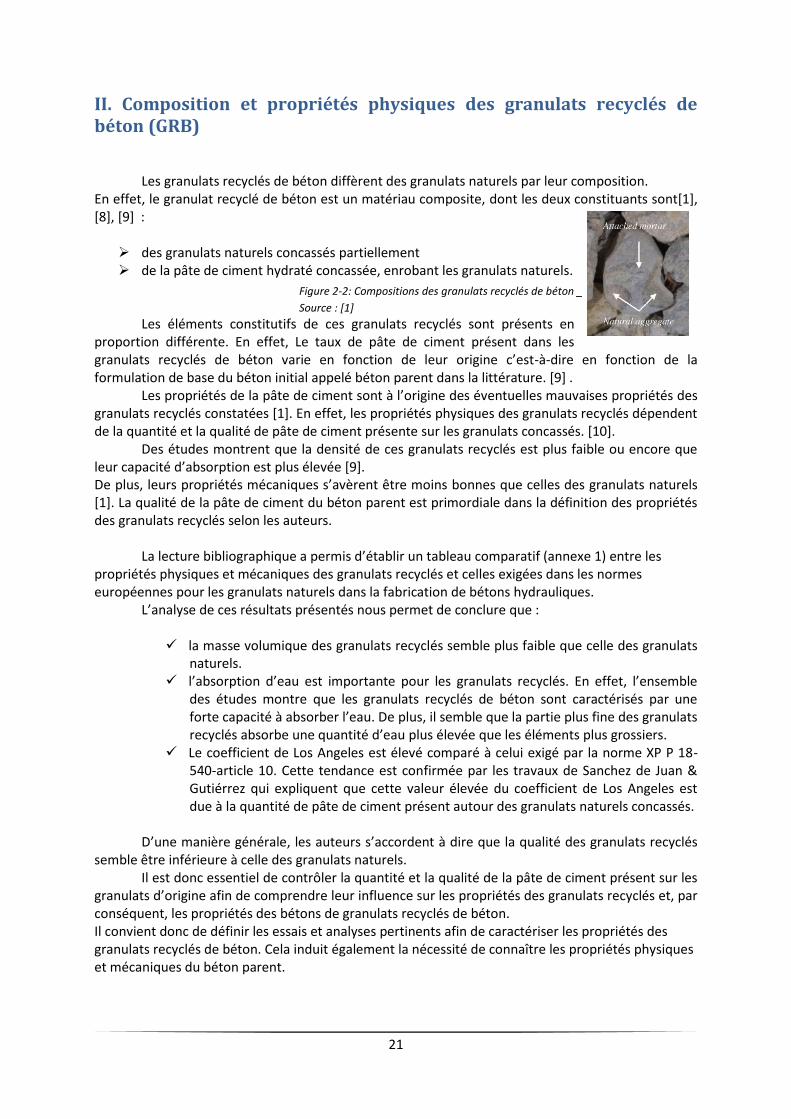
II. Composition et propriétés physiques des granulats recyclés de béton (GRB) Les granulats recyclés de béton diffèrent des granulats naturels par leur composition. En effet, le granulat recyclé de béton est un matériau composite, dont les deux constituants sont[1], [8], [9] :
des granulats naturels concassés partiellement de la pâte de ciment hydraté concassée, enrobant les granulats naturels.
Les éléments constitutifs de ces granulats recyclés sont présents en proportion différente. En effet, Le taux de pâte de ciment présent dans les granulats recyclés de béton varie en fonction de leur origine c’est-à-dire en fonction de la formulation de base du béton initial appelé béton parent dans la littérature. [9] . Les propriétés de la pâte de ciment sont à l’origine des éventuelles mauvaises propriétés des granulats recyclés constatées [1]. En effet, les propriétés physiques des granulats recyclés dépendent de la quantité et la qualité de pâte de ciment présente sur les granulats concassés. [10]. Des études montrent que la densité de ces granulats recyclés est plus faible ou encore que leur capacité d’absorption est plus élevée [9]. De plus, leurs propriétés mécaniques s’avèrent être moins bonnes que celles des granulats naturels [1]. La qualité de la pâte de ciment du béton parent est primordiale dans la définition des propriétés des granulats recyclés selon les auteurs. La lecture bibliographique a permis d’établir un tableau comparatif (annexe 1) entre les propriétés physiques et mécaniques des granulats recyclés et celles exigées dans les normes européennes pour les granulats naturels dans la fabrication de bétons hydrauliques. L’analyse de ces résultats présentés nous permet de conclure que :
la masse volumique des granulats recyclés semble plus faible que celle des granulats naturels.
l’absorption d’eau est importante pour les granulats recyclés. En effet, l’ensemble des études montre que les granulats recyclés de béton sont caractérisés par une forte capacité à absorber l’eau. De plus, il semble que la partie plus fine des granulats recyclés absorbe une quantité d’eau plus élevée que les éléments plus grossiers.
Le coefficient de Los Angeles est élevé comparé à celui exigé par la norme XP P 18-540-article 10. Cette tendance est confirmée par les travaux de Sanchez de Juan & Gutiérrez qui expliquent que cette valeur élevée du coefficient de Los Angeles est due à la quantité de pâte de ciment présent autour des granulats naturels concassés.
D’une manière générale, les auteurs s’accordent à dire que la qualité des granulats recyclés semble être inférieure à celle des granulats naturels. Il est donc essentiel de contrôler la quantité et la qualité de la pâte de ciment présent sur les granulats d’origine afin de comprendre leur influence sur les propriétés des granulats recyclés et, par conséquent, les propriétés des bétons de granulats recyclés de béton. Il convient donc de définir les essais et analyses pertinents afin de caractériser les propriétés des granulats recyclés de béton. Cela induit également la nécessité de connaître les propriétés physiques et mécaniques du béton parent.
Figure 2-2: Compositions des granulats recyclés de béton _
Source : [1]
22
III. Ouvrabilité des bétons de GRB
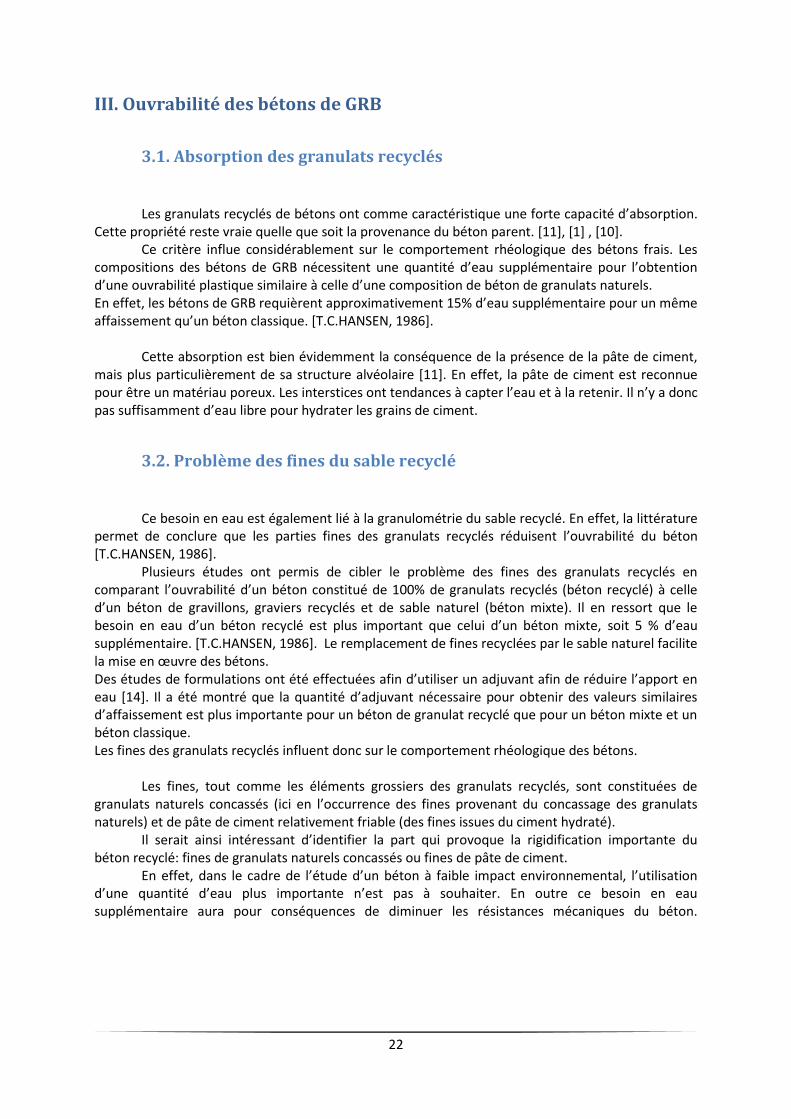
3.1. Absorption des granulats recyclés Les granulats recyclés de bétons ont comme caractéristique une forte capacité d’absorption. Cette propriété reste vraie quelle que soit la provenance du béton parent. [11], [1] , [10]. Ce critère influe considérablement sur le comportement rhéologique des bétons frais. Les compositions des bétons de GRB nécessitent une quantité d’eau supplémentaire pour l’obtention d’une ouvrabilité plastique similaire à celle d’une composition de béton de granulats naturels. En effet, les bétons de GRB requièrent approximativement 15% d’eau supplémentaire pour un même affaissement qu’un béton classique. *T.C.HANSEN, 1986+. Cette absorption est bien évidemment la conséquence de la présence de la pâte de ciment, mais plus particulièrement de sa structure alvéolaire [11]. En effet, la pâte de ciment est reconnue pour être un matériau poreux. Les interstices ont tendances à capter l’eau et à la retenir. Il n’y a donc pas suffisamment d’eau libre pour hydrater les grains de ciment.
3.2. Problème des fines du sable recyclé Ce besoin en eau est également lié à la granulométrie du sable recyclé. En effet, la littérature permet de conclure que les parties fines des granulats recyclés réduisent l’ouvrabilité du béton [T.C.HANSEN, 1986]. Plusieurs études ont permis de cibler le problème des fines des granulats recyclés en comparant l’ouvrabilité d’un béton constitué de 100% de granulats recyclés (béton recyclé) à celle d’un béton de gravillons, graviers recyclés et de sable naturel (béton mixte). Il en ressort que le besoin en eau d’un béton recyclé est plus important que celui d’un béton mixte, soit 5 % d’eau supplémentaire. [T.C.HANSEN, 1986]. Le remplacement de fines recyclées par le sable naturel facilite la mise en œuvre des bétons. Des études de formulations ont été effectuées afin d’utiliser un adjuvant afin de réduire l’apport en eau [14+. Il a été montré que la quantité d’adjuvant nécessaire pour obtenir des valeurs similaires d’affaissement est plus importante pour un béton de granulat recyclé que pour un béton mixte et un béton classique. Les fines des granulats recyclés influent donc sur le comportement rhéologique des bétons. Les fines, tout comme les éléments grossiers des granulats recyclés, sont constituées de granulats naturels concassés (ici en l’occurrence des fines provenant du concassage des granulats naturels) et de pâte de ciment relativement friable (des fines issues du ciment hydraté). Il serait ainsi intéressant d’identifier la part qui provoque la rigidification importante du béton recyclé: fines de granulats naturels concassés ou fines de pâte de ciment. En effet, dans le cadre de l’étude d’un béton à faible impact environnemental, l’utilisation d’une quantité d’eau plus importante n’est pas à souhaiter. En outre ce besoin en eau supplémentaire aura pour conséquences de diminuer les résistances mécaniques du béton.
23
IV. Propriétés physiques et mécaniques des bétons de GRB
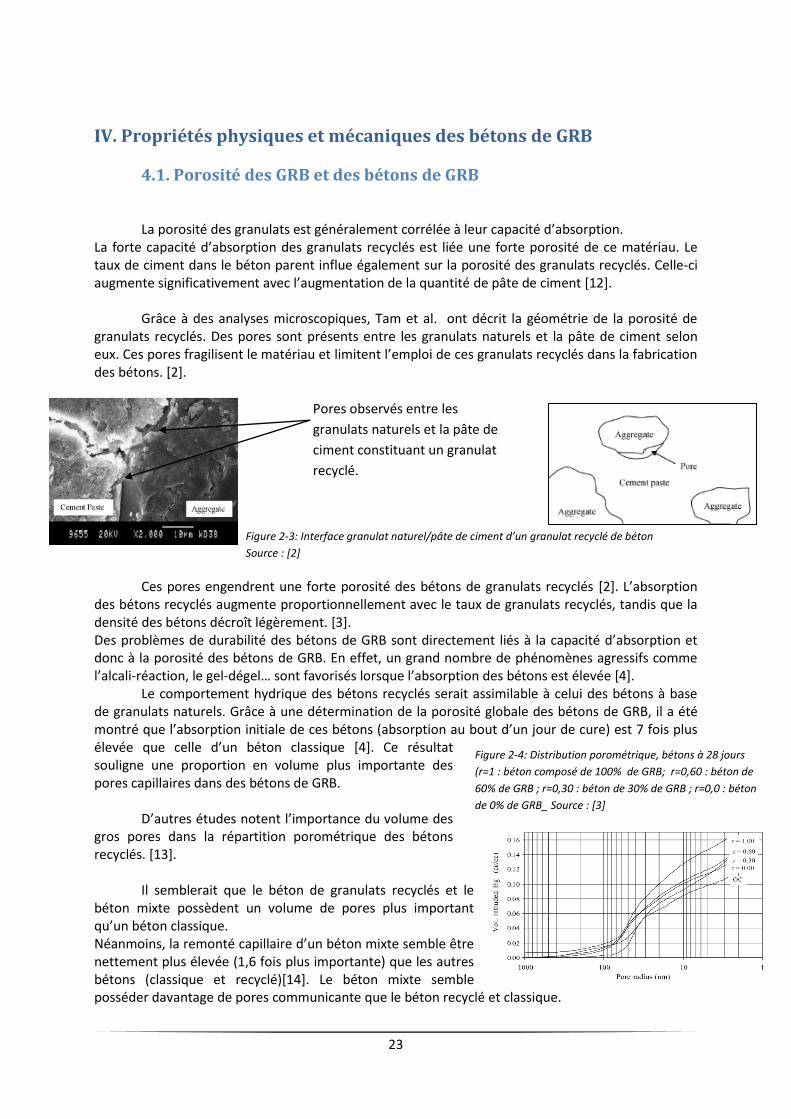
4.1. Porosité des GRB et des bétons de GRB La porosité des granulats est généralement corrélée à leur capacité d’absorption. La forte capacité d’absorption des granulats recyclés est liée une forte porosité de ce matériau. Le taux de ciment dans le béton parent influe également sur la porosité des granulats recyclés. Celle-ci augmente significativement avec l’augmentation de la quantité de pâte de ciment [12].
Grâce à des analyses microscopiques, Tam et al. ont décrit la géométrie de la porosité de granulats recyclés. Des pores sont présents entre les granulats naturels et la pâte de ciment selon eux. Ces pores fragilisent le matériau et limitent l’emploi de ces granulats recyclés dans la fabrication des bétons. [2].
Ces pores engendrent une forte porosité des bétons de granulats recyclés [2]. L’absorption
des bétons recyclés augmente proportionnellement avec le taux de granulats recyclés, tandis que la densité des bétons décroît légèrement. [3]. Des problèmes de durabilité des bétons de GRB sont directement liés à la capacité d’absorption et donc à la porosité des bétons de GRB. En effet, un grand nombre de phénomènes agressifs comme l’alcali-réaction, le gel-dégel… sont favorisés lorsque l’absorption des bétons est élevée [4].
Le comportement hydrique des bétons recyclés serait assimilable à celui des bétons à base de granulats naturels. Grâce à une détermination de la porosité globale des bétons de GRB, il a été montré que l’absorption initiale de ces bétons (absorption au bout d’un jour de cure) est 7 fois plus élevée que celle d’un béton classique [4]. Ce résultat souligne une proportion en volume plus importante des pores capillaires dans des bétons de GRB.
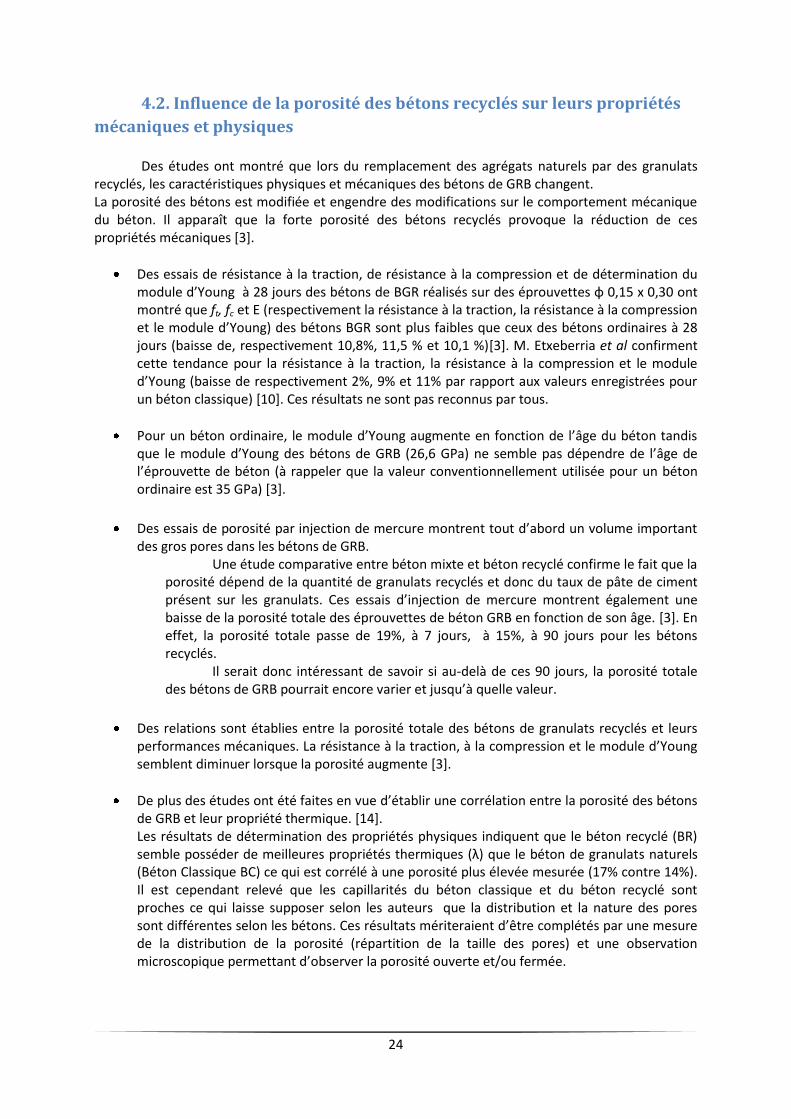
D’autres études notent l’importance du volume des gros pores dans la répartition porométrique des bétons recyclés. [13]. Il semblerait que le béton de granulats recyclés et le béton mixte possèdent un volume de pores plus important qu’un béton classique. Néanmoins, la remonté capillaire d’un béton mixte semble être nettement plus élevée (1,6 fois plus importante) que les autres bétons (classique et recyclé)[14]. Le béton mixte semble posséder davantage de pores communicante que le béton recyclé et classique.
Pores observés entre les
granulats naturels et la pâte de
ciment constituant un granulat
recyclé.
Figure 2-3: Interface granulat naturel/pâte de ciment d’un granulat recyclé de béton
Source : [2]
Figure 2-4: Distribution porométrique, bétons à 28 jours
(r=1 : béton composé de 100% de GRB; r=0,60 : béton de
60% de GRB ; r=0,30 : béton de 30% de GRB ; r=0,0 : béton
de 0% de GRB_ Source : [3]
24
4.2. Influence de la porosité des bétons recyclés sur leurs propriétés
mécaniques et physiques Des études ont montré que lors du remplacement des agrégats naturels par des granulats recyclés, les caractéristiques physiques et mécaniques des bétons de GRB changent. La porosité des bétons est modifiée et engendre des modifications sur le comportement mécanique du béton. Il apparaît que la forte porosité des bétons recyclés provoque la réduction de ces propriétés mécaniques [3].
Des essais de résistance à la traction, de résistance à la compression et de détermination du module d’Young à 28 jours des bétons de BGR réalisés sur des éprouvettes φ 0,15 x 0,30 ont montré que ft, fc et E (respectivement la résistance à la traction, la résistance à la compression et le module d’Young) des bétons BGR sont plus faibles que ceux des bétons ordinaires à 28 jours (baisse de, respectivement 10,8%, 11,5 % et 10,1 %)[3]. M. Etxeberria et al confirment cette tendance pour la résistance à la traction, la résistance à la compression et le module d’Young (baisse de respectivement 2%, 9% et 11% par rapport aux valeurs enregistrées pour un béton classique) [10]. Ces résultats ne sont pas reconnus par tous.
Pour un béton ordinaire, le module d’Young augmente en fonction de l’âge du béton tandis que le module d’Young des bétons de GRB (26,6 GPa) ne semble pas dépendre de l’âge de l’éprouvette de béton (à rappeler que la valeur conventionnellement utilisée pour un béton ordinaire est 35 GPa) [3].
Des essais de porosité par injection de mercure montrent tout d’abord un volume important des gros pores dans les bétons de GRB.
Une étude comparative entre béton mixte et béton recyclé confirme le fait que la porosité dépend de la quantité de granulats recyclés et donc du taux de pâte de ciment présent sur les granulats. Ces essais d’injection de mercure montrent également une baisse de la porosité totale des éprouvettes de béton GRB en fonction de son âge. [3]. En effet, la porosité totale passe de 19%, à 7 jours, à 15%, à 90 jours pour les bétons recyclés.
Il serait donc intéressant de savoir si au-delà de ces 90 jours, la porosité totale des bétons de GRB pourrait encore varier et jusqu’à quelle valeur.
Des relations sont établies entre la porosité totale des bétons de granulats recyclés et leurs performances mécaniques. La résistance à la traction, à la compression et le module d’Young semblent diminuer lorsque la porosité augmente [3].
De plus des études ont été faites en vue d’établir une corrélation entre la porosité des bétons de GRB et leur propriété thermique. [14]. Les résultats de détermination des propriétés physiques indiquent que le béton recyclé (BR) semble posséder de meilleures propriétés thermiques (λ) que le béton de granulats naturels (Béton Classique BC) ce qui est corrélé à une porosité plus élevée mesurée (17% contre 14%). Il est cependant relevé que les capillarités du béton classique et du béton recyclé sont proches ce qui laisse supposer selon les auteurs que la distribution et la nature des pores sont différentes selon les bétons. Ces résultats mériteraient d’être complétés par une mesure de la distribution de la porosité (répartition de la taille des pores) et une observation microscopique permettant d’observer la porosité ouverte et/ou fermée.
25
V. Mécanisme d’action des superplastifiants
Les adjuvants sont des produits généralement chimiques qui sont incorporés dans les bétons
de ciment lors leur malaxage à des doses inférieures à 5% de la masse du ciment. Ils provoquent des
modifications de propriétés ou de comportement de béton frais.
Un adjuvant a une action principale, selon laquelle on le classe, mais également des actions
secondaires.
La norme EN 934-2 « adjuvants pour bétons-Définition, spécifications et critères de conformité »
définit une classification des adjuvants :
- Adjuvants modificateurs de la rhéologie (Plastifiant et Superplastifiant)
-Adjuvants modificateurs de prise et de durcissement (Accélérateur de prise, Accélérateur de
durcissement et Retardateur de prise)
- Autres catégories normalisées (Rétenteur d'eau, Entraîneur d'air et Hydrofuge de masse)
Dans notre étude nous nous intéresserons uniquement aux adjuvants modifiant la rhéologie
des bétons, c’est-à-dire les plastifiants et superplastifiants.
5.1. Définitions
- Plastifiants réducteurs d'eau
Selon la définition donnée par la norme EN 934-2 :1997, un superplastifiant est un « adjuvant qui,
sans modifier la consistance, permet de réduire fortement la teneur en eau d’un béton donné, ou qui,
sans modifier la teneur en eau, en augmente considérablement l’affaissement /l’étalement ou qui
produit les deux effets à la fois ».
La diminution du rapport E/C induit une augmentation des résistances mécaniques.
Cet adjuvant provoque une défloculation des grains de ciment et une lubrification de la pâte. Il ne se
dose en général qu’entre 0,3 et 0,5 % du poids du ciment.
- Superplastifiants hauts réducteurs d'eau
Cet adjuvant fonctionne sur le même principe que le plastifiant mais avec une intensité plus
importante. Le plastifiant permet une réduction d’eau de 5 à10 % pour une maniabilité égale, tandis
que le superplastifiant 15 à 25% suivant son dosage.
Ces deux types d’adjuvants permettent également un retard de prise à haut dosage en raison des
naphtalènes.
26
5.2. Mécanisme d’action
Les superplastifiants ont pour fonction principale de provoquer, sans ségrégation, une
augmentation importante de l’ouvrabilité en conservant une même teneur en eau.
Le béton se met donc en place plus facilement grâce à son aspect liquide. Les
superplastifiants facilitent le mouillage des éléments fins comme les grains de ciment.
Il existe différents superplastifiants classés en fonction de leur composition en quatre catégories.
les sels sulfonés de polycondensés de naphtalène et de formaldéhyde, couramment appelés
les polynaphtalènes sulfonates ou encore les superplastifiants à base de naphtalène
les sels sulfonés de polycondensés de mélamine et de formaldéhyde, appelés couramment
les superplastifiants à base de mélamine
les lignosulfonates
les polymères à base de polyoxyde d’éthylène.
Ces différents types de superplastifiants fonctionnent selon des mécanismes d’action différents.
On distingue dans la littérature deux mécanismes :
la répulsion électrostatique
la répulsion électrostatique et stérique
Mécanisme Répulsion électrostatique Répulsion électrostatique et
stérique
Type d’adjuvant
polynaphtalènes sulfonates PNS
polymères à base de polyoxyde
d’éthylène
polycondensés de mélamine sulfonée PMS
Lignosulfonates MLS
5.2.1. La répulsion électrostatique : mode d’action des PNS, PMS et LSM
5.2.1.1. Les lignosulfonates modifiés (LSM)
Les lignosulfonates modifiés forment le groupe des premiers superplastifiants utilisés. Ils
proviennent du traitement du bois par voie chimique. Une liqueur est obtenue par réduction du bois.
Elle contient de la lignine, polymère naturel constitutif de la couche de soutien du bois.
Les LSM permettent une réduction de la teneur en eau dans les mortiers et bétons de 5 à 15
%. Ils sont retardateurs de prise à haut dosage : cet effet secondaire est causé par les résidus de
sucres. Ils ont tendance à être fortement entraîneur d’air.
Cet adjuvant permet une augmentation des performances mécaniques.
Figure 2-5: Tableau des types d’adjuvants en fonction de leur mécanisme d’action
27
5.2.1.2. Les polynaphtalènes sulfonates (PNS) et les polymélamines sulfonates
(PMS)
Ces deux derniers adjuvants permettent une très bonne dispersion des grains de ciment. Ils
augmentent également les performances mécaniques lorsqu’ils sont utilisés pour leur fonction
réducteur d’eau.
Les polynaphtalènes sulfonates peuvent présenter un retard de prise à très haut dosage. Les
mélamines améliorent quant à eux la compacité sans entrainer d'air. Leur utilisation s’avère donc
pointue car dans les cas d'extrême fluidité, c’est-à-dire à fort dosage, il y a risque de ségrégation par
manque de cohésion.
Ces adjuvants formés d’un polymère doivent assurer plusieurs fonctions lors de la réalisation
du béton (réduction d’eau, ouvrabilité prolongée, stabilité pour les bétons autoplaçant,
performances mécaniques élevées à court et long terme…). Cette multiplicité de fonctions entraîne
une évolution technologique de la chimie des adjuvants.
Les nouvelles générations d’adjuvants à base copolymères acryliques, maléïques
remplissent ces différentes fonctions de manière plus efficace.
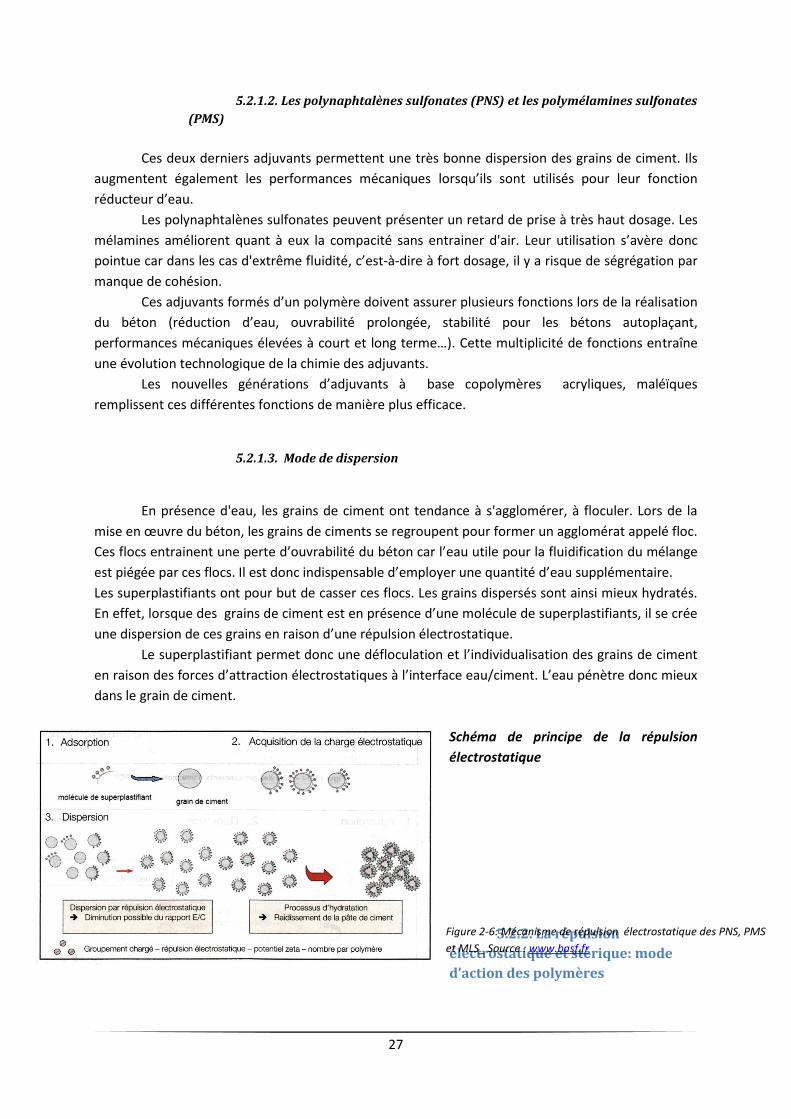
5.2.1.3. Mode de dispersion
En présence d'eau, les grains de ciment ont tendance à s'agglomérer, à floculer. Lors de la
mise en œuvre du béton, les grains de ciments se regroupent pour former un agglomérat appelé floc.
Ces flocs entrainent une perte d’ouvrabilité du béton car l’eau utile pour la fluidification du mélange
est piégée par ces flocs. Il est donc indispensable d’employer une quantité d’eau supplémentaire.
Les superplastifiants ont pour but de casser ces flocs. Les grains dispersés sont ainsi mieux hydratés.
En effet, lorsque des grains de ciment est en présence d’une molécule de superplastifiants, il se crée
une dispersion de ces grains en raison d’une répulsion électrostatique.
Le superplastifiant permet donc une défloculation et l’individualisation des grains de ciment
en raison des forces d’attraction électrostatiques à l’interface eau/ciment. L’eau pénètre donc mieux
dans le grain de ciment.
Schéma de principe de la répulsion
électrostatique
5.2.2. La répulsion
électrostatique et stérique: mode
d’action des polymères
Figure 2-6: Mécanisme de répulsion électrostatique des PNS, PMS
et MLS_ Source : www.basf.fr

28
Les polymères à base de polyoxyde d’éthylène apparaissent pendant les années 90. Ils sont
obtenus par synthèse de plusieurs polymères. Ils regroupent les polycarboxylates, les polyacrylates et
les phosphonates polyoxydes d’éthylène.
Ces adjuvants sont dits de « nouvelles générations ». Les superplastifiants traditionnels ont
pour effet principal la répulsion électrostatique, tandis que les polymères à base de polyoxyde
d’éthylène combinent deux actions : la répulsion électrostatique et l’effet stérique.
Schéma de principe de la répulsion
électrostatique et stérique
Figure 2-7: Mécanisme de répulsion électrostatique et stérique
des PCP_ Source : www.basf.fr
29
VI. Axes d’études à développer
Cette première étude bibliographique a permis de définir les problématiques des granulats
recyclés de béton et de leur valorisation dans les bétons de granulats recyclés de béton (GRB).
L’étude portera donc sur l’influence des granulats recyclés de béton sur les propriétés des bétons à
base de ce matériau composite.
Après avoir caractérisé les matériaux utilisés pour la confection des éprouvettes de bétons
(étude de l’absorption d’eau, porosité des granulats, densité, granulométrie,…), le programme de
recherche pourra s’orienter autour des points suivants à approfondir.
L’adjuvantation des bétons de granulats recyclés, et plus particulièrement
l’adjuvantation des mortiers constitués de sable recyclé (partie la plus fine des
granulats recyclés) : cette étude devra permettre dans un premier temps d’identifier
la part qui provoque la rigidification importante du béton recyclé: fines de granulats
naturels concassés ou fines de pâte de ciment.
Par la suite, il s’agira de déterminer un type d’adjuvant qui permet de
défloculer les grains de ciment mais également d’intervenir sur les parties fines du
sable recyclé.
Les propriétés mécaniques des bétons de granulats recyclés : il s’agit d’identifier les
propriétés mécaniques des bétons recyclés et d’identifier la relation existante entre
porosité des bétons (géométrie et distribution) et performances mécaniques.
Les propriétés thermiques des bétons de granulats recyclés : les caractéristiques
thermiques particulières de ces bétons pourraient être liées à la porosité des bétons
recyclés. En effet, la géométrie de la porosité entraînerait une meilleure inertie
thermique de ces bétons.
30
Chapitre III: Etude sur l’adjuvantation des mortiers de sable RTB 0/6,3
Objectifs Les bétons à base de granulats recyclés sont caractérisés par un problème d’ouvrabilité. En effet en raison d’une forte absorption et adsorption d’eau par les granulats recyclés, les bétons auraient besoin d’une correction en eau importante afin d’atteindre une ouvrabilité plastique. Des études ont montré que les bétons de granulats recyclés requièrent approximativement 15 % d’eau supplémentaire pour obtenir le même affaissement qu’un béton classique sans ajout d’adjuvant. Lorsqu’une augmentation du dosage en adjuvant n’est pas souhaitée, l’ajout d’adjuvant à hauteur de 5% doit être ajouté [14]. La porosité des granulats recyclés est à l’origine de leur adsorption d’eau importante. Cette porosité importante est une propriété physique du matériau qui dépend de la composition des granulats recyclés. Ils sont composés essentiellement de granulats naturels enrobés de mortier. Le mortier présent dans ces granulats recyclés est reconnu pour être un matériau poreux [10].
L’adsorption d’eau et la porosité des granulats recyclés sont donc des propriétés significatives à prendre en compte pour la réalisation de béton de granulats recyclés. Ils ont une influence non négligeable sur les propriétés du béton frais et durci.
Le but de la présente étude est d’identifier les adjuvants, notamment quel(s) type(s) de
superplastifiant(s), sont à employer avec le sable RTB 0/6,3 provenant de Lingenheld Alsace. Pour cela, la rhéologie de la pâte de mortier comportant différents adjuvants sera étudiée à l’aide notamment d’un viscosimètre. L’objectif est d’identifier les adjuvants qui agissent sur la partie fine du sable recyclé, indépendamment de leur action bien connue sur le ciment anhydre. La partie fine du sable recyclé étant constituée de sable naturel et de pâte de ciment broyés, le mode d’action de l’adjuvant sera probablement différent de celui utilisé pour défloculer les grains de ciment anhydre. Les essais utilisés dans cette partie de l’étude ont pour but de mettre en évidence ces phénomènes.
31
Paragraphe 1 : étude préliminaire sur les granulats recyclés
I. Matériaux et méthodes
1.1. Matériaux
Granulats récupérés sur site : Recyclé Tout Béton RTB 0/20.
Date de prélèvement sur plateforme de recyclage Lingenheld Alsace : juin 2008
3 coupes réalisées :
- 0/6,3
- 6,3/12,7
- 12,7/20
Dans cette étude, deux coupes granulaires sont utilisées
- Sable entier 0/6.3
- Gravier 6.3/12.7
1.2. Matériels de mesure
Mesure de densité effectuée selon la norme : P 18-558 - Masse volumique absolue des fines
Analyse granulométrique selon la norme :
- NF EN 933-1 - Analyse granulométrique par tamisage
- NF P 94-057- Sédimentométrie
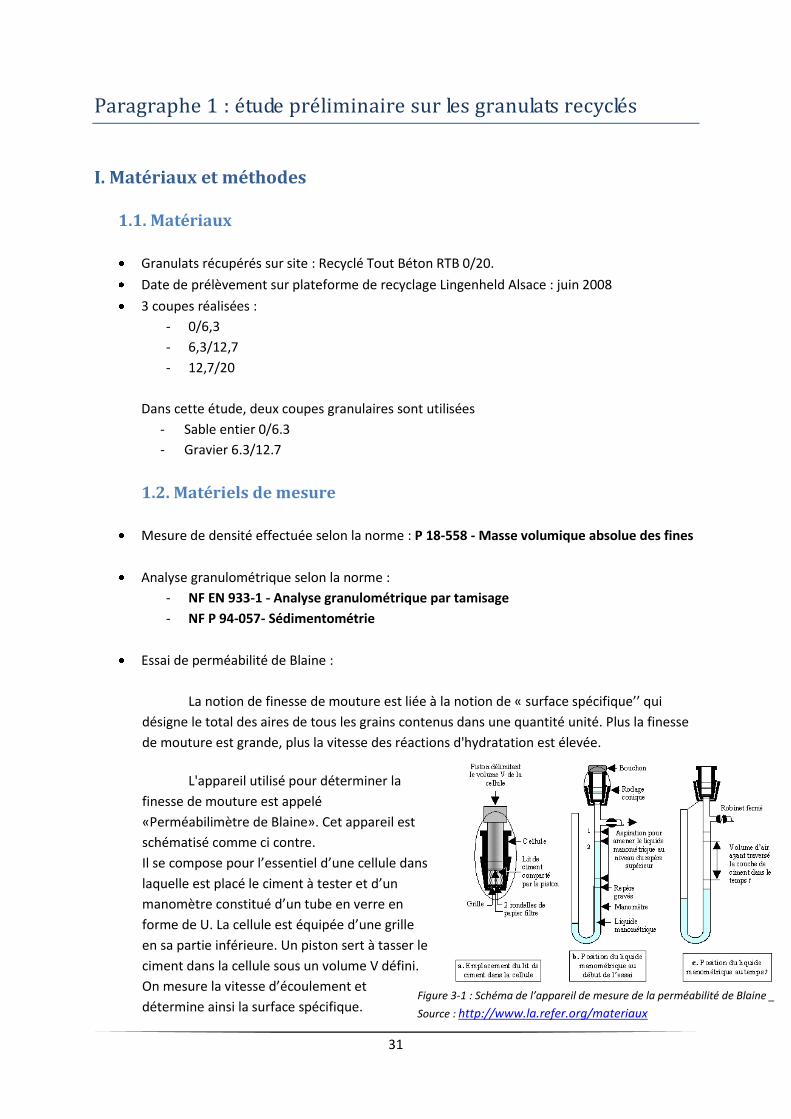
Essai de perméabilité de Blaine :
La notion de finesse de mouture est liée à la notion de « surface spécifique’’ qui
désigne le total des aires de tous les grains contenus dans une quantité unité. Plus la finesse
de mouture est grande, plus la vitesse des réactions d'hydratation est élevée.
L'appareil utilisé pour déterminer la
finesse de mouture est appelé
«Perméabilimètre de Blaine». Cet appareil est
schématisé comme ci contre.
Il se compose pour l’essentiel d’une cellule dans
laquelle est placé le ciment à tester et d’un
manomètre constitué d’un tube en verre en
forme de U. La cellule est équipée d’une grille
en sa partie inférieure. Un piston sert à tasser le
ciment dans la cellule sous un volume V défini.
On mesure la vitesse d’écoulement et
détermine ainsi la surface spécifique. Figure 3-1 : Schéma de l’appareil de mesure de la perméabilité de Blaine _
Source : http://www.la.refer.org/materiaux
32
II. Résultats et premières analyses
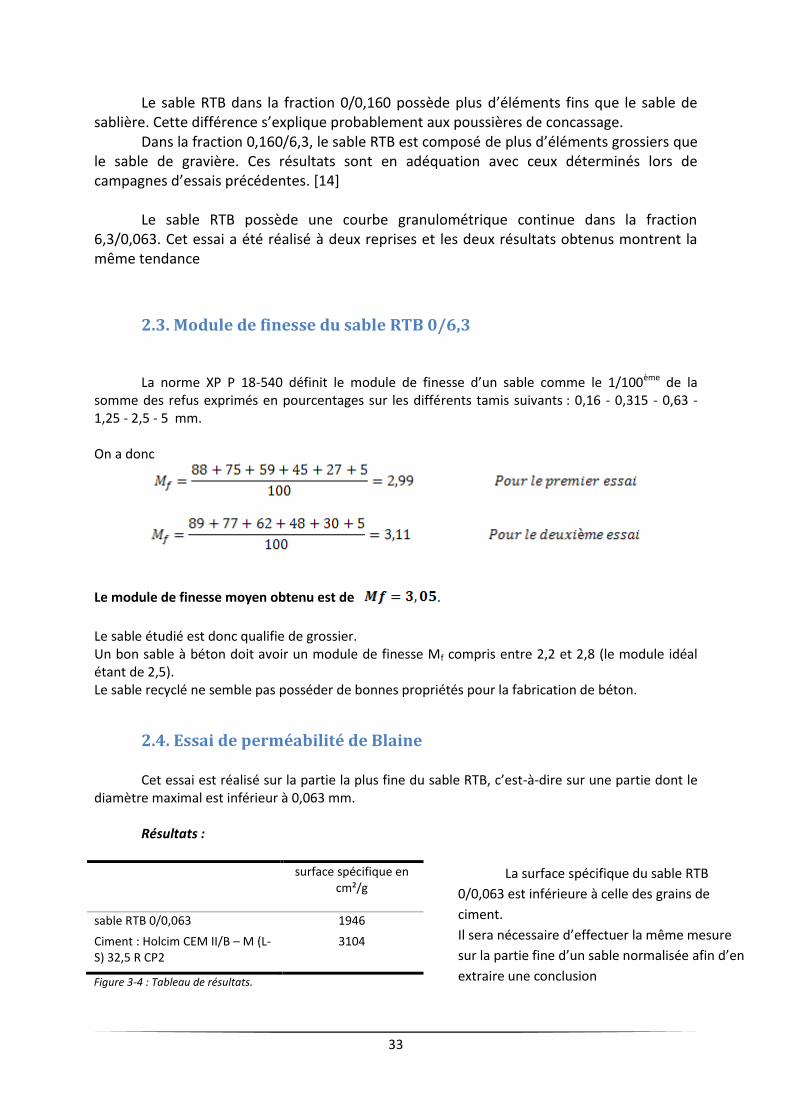
2.1. Masses volumiques absolue et apparente du sable et de fractions
de sable RTB 0/6,3
Fraction Sable entier RTB 0/6,3
Sable RTB 3,15/6,3
Sable RTB 1,25/3,15
Sable RTB 0/1,25
Sable RTB 0/0,100
Sable RTB 0/0,063
γapp M. vol. ap. en g/cm
3
1,31 1,19 1,14 1,28 1,18 1,00
γabs M. vol. abs. en g/cm
3
2,44 2,48 2,49 2,51 2,60 2,57
Ces essais confirment les conclusions amenées par la lecture bibliographique : la masse volumique absolue des granulats recyclés de béton est moins élevée que celle des granulats naturels (2,6 à 2,7g/m3 : valeurs courantes pour les granulats naturels).
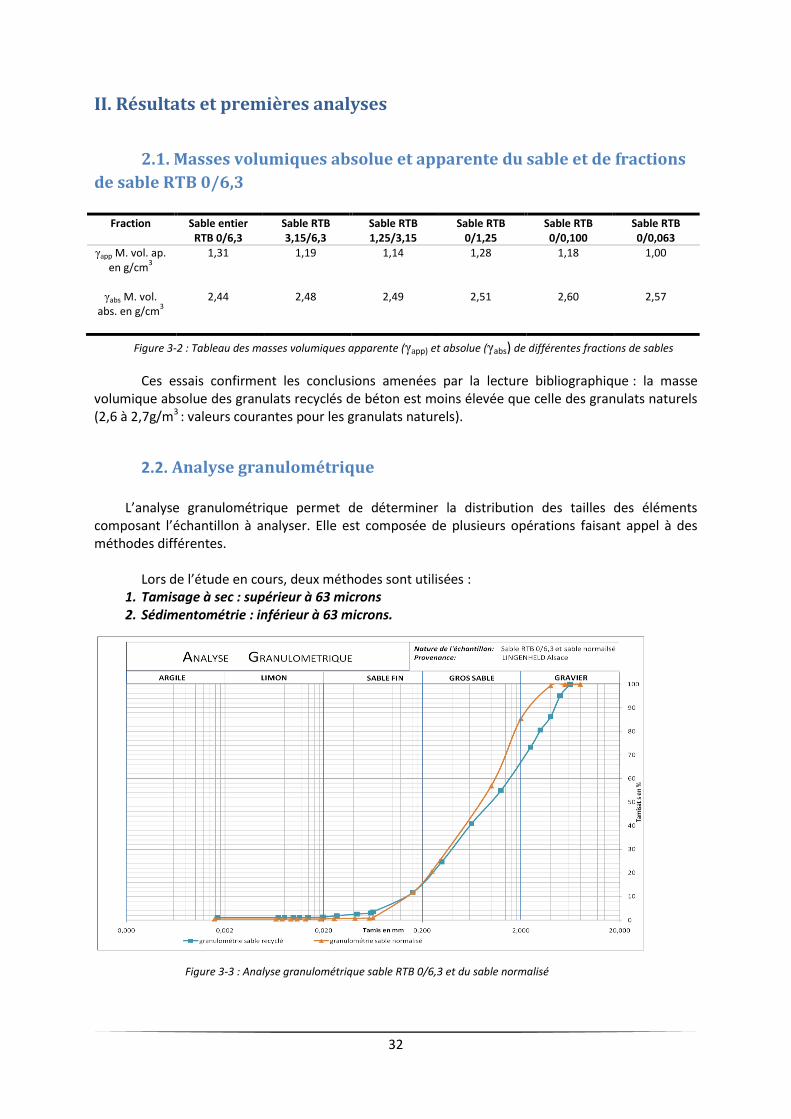
2.2. Analyse granulométrique
L’analyse granulométrique permet de déterminer la distribution des tailles des éléments composant l’échantillon à analyser. Elle est composée de plusieurs opérations faisant appel à des méthodes différentes.
Lors de l’étude en cours, deux méthodes sont utilisées : 1. Tamisage à sec : supérieur à 63 microns 2. Sédimentométrie : inférieur à 63 microns.
Figure 3-3 : Analyse granulométrique sable RTB 0/6,3 et du sable normalisé
Figure 3-2 : Tableau des masses volumiques apparente (γapp) et absolue (γabs) de différentes fractions de sables
33
Le sable RTB dans la fraction 0/0,160 possède plus d’éléments fins que le sable de sablière. Cette différence s’explique probablement aux poussières de concassage.
Dans la fraction 0,160/6,3, le sable RTB est composé de plus d’éléments grossiers que le sable de gravière. Ces résultats sont en adéquation avec ceux déterminés lors de campagnes d’essais précédentes. [14]
Le sable RTB possède une courbe granulométrique continue dans la fraction
6,3/0,063. Cet essai a été réalisé à deux reprises et les deux résultats obtenus montrent la même tendance
2.3. Module de finesse du sable RTB 0/6,3
La norme XP P 18-540 définit le module de finesse d’un sable comme le 1/100ème de la somme des refus exprimés en pourcentages sur les différents tamis suivants : 0,16 - 0,315 - 0,63 - 1,25 - 2,5 - 5 mm.
On a donc
Le module de finesse moyen obtenu est de .
Le sable étudié est donc qualifie de grossier. Un bon sable à béton doit avoir un module de finesse Mf compris entre 2,2 et 2,8 (le module idéal étant de 2,5). Le sable recyclé ne semble pas posséder de bonnes propriétés pour la fabrication de béton.
2.4. Essai de perméabilité de Blaine Cet essai est réalisé sur la partie la plus fine du sable RTB, c’est-à-dire sur une partie dont le
diamètre maximal est inférieur à 0,063 mm. Résultats :
surface spécifique en cm²/g
sable RTB 0/0,063 1946
Ciment : Holcim CEM II/B – M (L-S) 32,5 R CP2
3104
Figure 3-4 : Tableau de résultats.
La surface spécifique du sable RTB
0/0,063 est inférieure à celle des grains de
ciment.
Il sera nécessaire d’effectuer la même mesure
sur la partie fine d’un sable normalisée afin d’en
extraire une conclusion
34
Paragraphe 2 : Adjuvantation des mortiers de sable RTB 0/6,3
I. Détermination de l’ouvrabilité du mortier de sable RTB 0/6,3 : essais au mini cône
1.1. Matériaux
A. Sable RTB 0/6,3 :
o Provenance du sable : Lingenheld Alsace
o Coupes granulaires :
- Filler 0/1,25 mm
- Sablon 1,25/3,15 mm
- Sable grossier 3,15/6,3 mm
- Sable entier 0/6.3 mm
B. Ciment : Holcim CEM II/B – M (L-S) 32,5 R CP2
C. Eau de gâchage : Eau potable
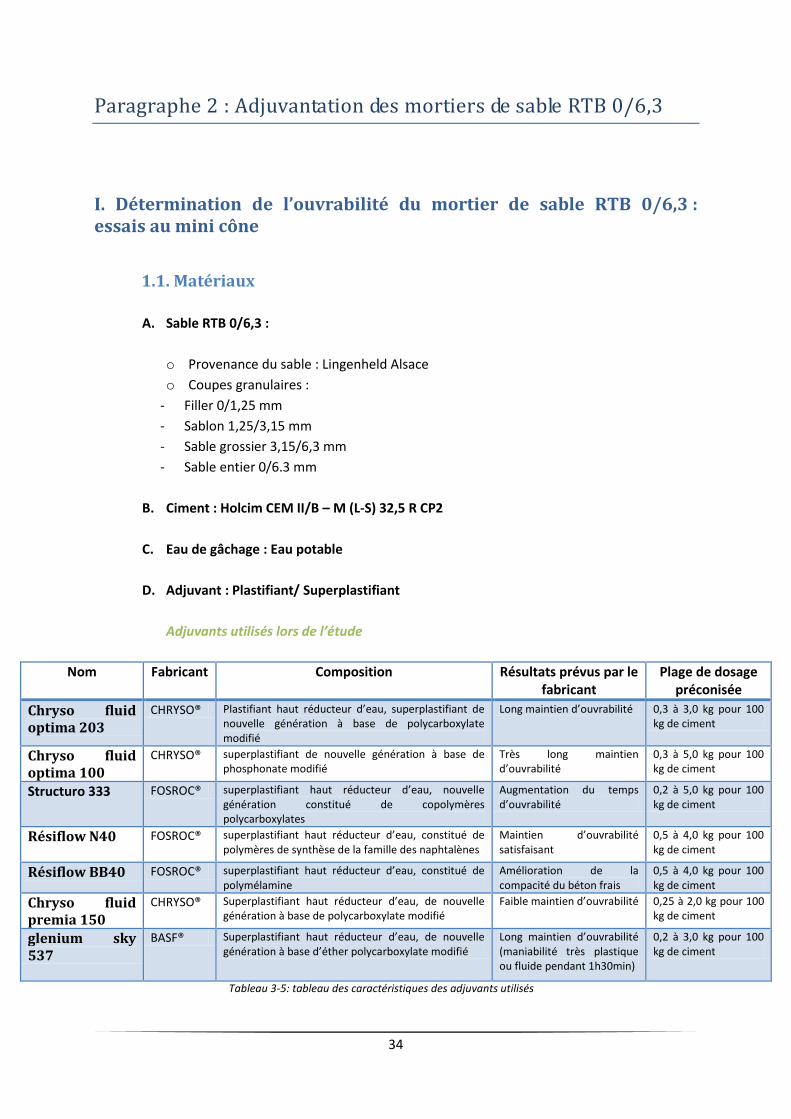
D. Adjuvant : Plastifiant/ Superplastifiant
Adjuvants utilisés lors de l’étude
Nom Fabricant Composition Résultats prévus par le fabricant
Plage de dosage préconisée
Chryso fluid optima 203
CHRYSO® Plastifiant haut réducteur d’eau, superplastifiant de nouvelle génération à base de polycarboxylate modifié
Long maintien d’ouvrabilité 0,3 à 3,0 kg pour 100 kg de ciment
Chryso fluid optima 100
CHRYSO® superplastifiant de nouvelle génération à base de phosphonate modifié
Très long maintien d’ouvrabilité
0,3 à 5,0 kg pour 100 kg de ciment
Structuro 333 FOSROC® superplastifiant haut réducteur d’eau, nouvelle génération constitué de copolymères polycarboxylates
Augmentation du temps d’ouvrabilité
0,2 à 5,0 kg pour 100 kg de ciment
Résiflow N40 FOSROC® superplastifiant haut réducteur d’eau, constitué de polymères de synthèse de la famille des naphtalènes
Maintien d’ouvrabilité satisfaisant
0,5 à 4,0 kg pour 100 kg de ciment
Résiflow BB40 FOSROC® superplastifiant haut réducteur d’eau, constitué de polymélamine
Amélioration de la compacité du béton frais
0,5 à 4,0 kg pour 100 kg de ciment
Chryso fluid premia 150
CHRYSO® Superplastifiant haut réducteur d’eau, de nouvelle génération à base de polycarboxylate modifié
Faible maintien d’ouvrabilité 0,25 à 2,0 kg pour 100 kg de ciment
glenium sky 537
BASF® Superplastifiant haut réducteur d’eau, de nouvelle génération à base d’éther polycarboxylate modifié
Long maintien d’ouvrabilité (maniabilité très plastique ou fluide pendant 1h30min)
0,2 à 3,0 kg pour 100 kg de ciment
Tableau 3-5: tableau des caractéristiques des adjuvants utilisés
35
1.2. Méthodes : mesure à la table d’affaissement et d’étalement
Les mortiers de sable RTB sont réalisés selon la norme EN 196-1. Le malaxage de la composition
de mortier s’effectue pendant 4 minutes conformément aux prescriptions de la norme.
L’appareil de mesure de la maniabilité du mortier est composé de deux
dispositifs :
- un « mini cône »
- une plaque d’étalement.
Le « mini cône » s’inspire d’un appareil d’essai rhéologique : le cône d’Abrams.
Celui-ci permet de déterminer l’ouvrabilité du mortier mis en œuvre. Les dimensions du mini cône
respectent le 1/3 de celles du cône d’Abrams utilisé pour mesurer la maniabilité des bétons selon la
norme NFP 18-451.
La plaque d’étalement permet de quantifier l’étalement du mélange.
Ce dispositif permettra de définir des tendances sur l’efficacité des adjuvants utilisés, maniabilité et
fluidité.
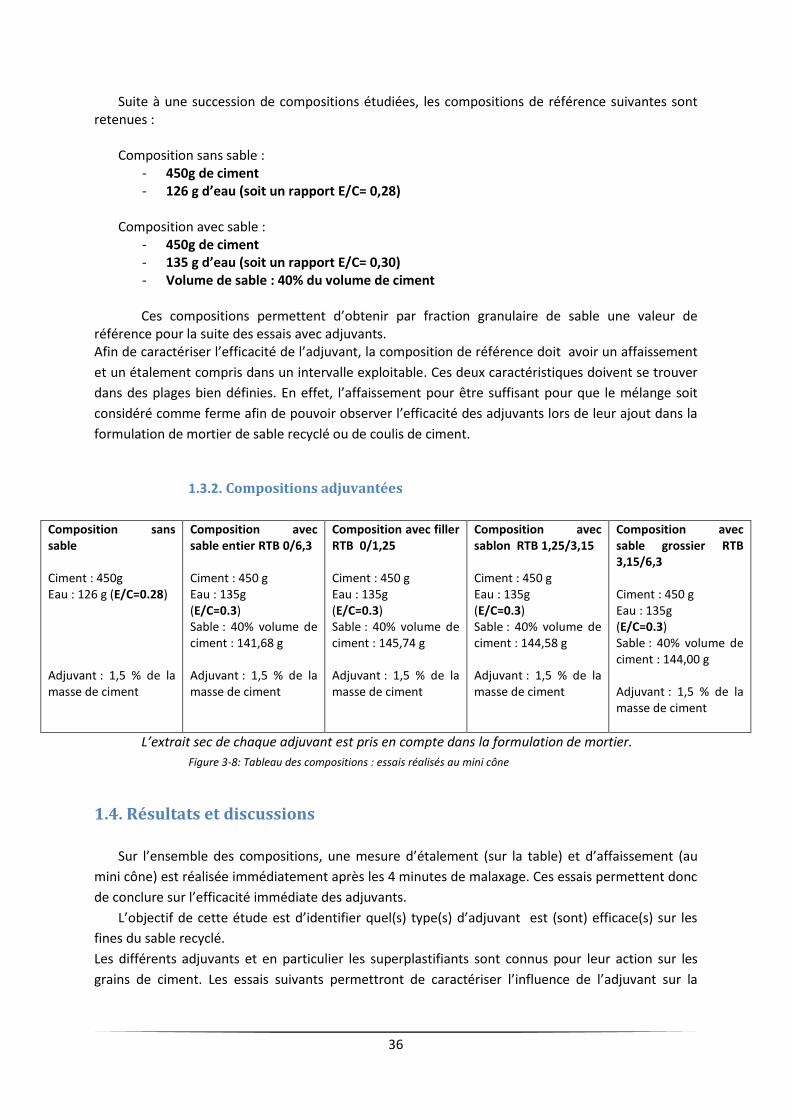
1.3. Compositions
1.3.1. Compositions de référence
4 coupes granulaires ont été réalisées afin de caractériser l’efficacité des adjuvants sur chacune de ces différentes coupes.
Filler 0/1,25 mm
Sablon 1,25/3,15
Sable grossier 3,15/6,3
Sable 0/6,3
L’étude est réalisée : - à volume constant - pour un rapport E/C fixé - pour une proportion de sable
fixée.
Figure 3-6 : Photographie de la table d’affaissement et d’étalement
Masse de ciment
Volume de ciment
40% du volume de ciment
= Volume de sable
Masse de sable par
fraction
Figure 3-7: Procédure de détermination de la masse de sable à
introduire dans les mélanges
36
Suite à une succession de compositions étudiées, les compositions de référence suivantes sont retenues :
Composition sans sable : - 450g de ciment - 126 g d’eau (soit un rapport E/C= 0,28)
Composition avec sable :
- 450g de ciment - 135 g d’eau (soit un rapport E/C= 0,30) - Volume de sable : 40% du volume de ciment
Ces compositions permettent d’obtenir par fraction granulaire de sable une valeur de
référence pour la suite des essais avec adjuvants. Afin de caractériser l’efficacité de l’adjuvant, la composition de référence doit avoir un affaissement
et un étalement compris dans un intervalle exploitable. Ces deux caractéristiques doivent se trouver
dans des plages bien définies. En effet, l’affaissement pour être suffisant pour que le mélange soit
considéré comme ferme afin de pouvoir observer l’efficacité des adjuvants lors de leur ajout dans la
formulation de mortier de sable recyclé ou de coulis de ciment.
1.3.2. Compositions adjuvantées
Composition sans sable Ciment : 450g Eau : 126 g (E/C=0.28) Adjuvant : 1,5 % de la masse de ciment
Composition avec sable entier RTB 0/6,3 Ciment : 450 g Eau : 135g (E/C=0.3) Sable : 40% volume de ciment : 141,68 g Adjuvant : 1,5 % de la masse de ciment
Composition avec filler RTB 0/1,25 Ciment : 450 g Eau : 135g (E/C=0.3) Sable : 40% volume de ciment : 145,74 g Adjuvant : 1,5 % de la masse de ciment
Composition avec sablon RTB 1,25/3,15 Ciment : 450 g Eau : 135g (E/C=0.3) Sable : 40% volume de ciment : 144,58 g Adjuvant : 1,5 % de la masse de ciment
Composition avec sable grossier RTB 3,15/6,3 Ciment : 450 g Eau : 135g (E/C=0.3) Sable : 40% volume de ciment : 144,00 g Adjuvant : 1,5 % de la masse de ciment
L’extrait sec de chaque adjuvant est pris en compte dans la formulation de mortier.
1.4. Résultats et discussions
Sur l’ensemble des compositions, une mesure d’étalement (sur la table) et d’affaissement (au
mini cône) est réalisée immédiatement après les 4 minutes de malaxage. Ces essais permettent donc
de conclure sur l’efficacité immédiate des adjuvants.
L’objectif de cette étude est d’identifier quel(s) type(s) d’adjuvant est (sont) efficace(s) sur les
fines du sable recyclé.
Les différents adjuvants et en particulier les superplastifiants sont connus pour leur action sur les
grains de ciment. Les essais suivants permettront de caractériser l’influence de l’adjuvant sur la
Figure 3-8: Tableau des compositions : essais réalisés au mini cône
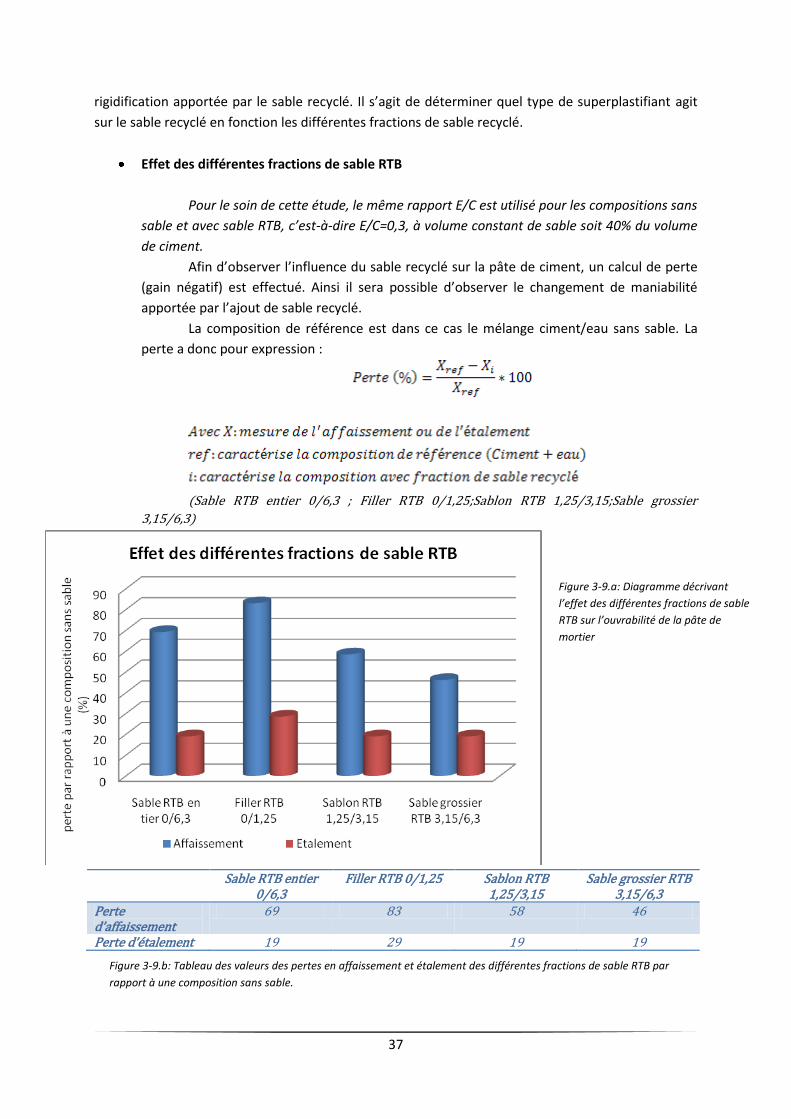
37
rigidification apportée par le sable recyclé. Il s’agit de déterminer quel type de superplastifiant agit
sur le sable recyclé en fonction les différentes fractions de sable recyclé.
Effet des différentes fractions de sable RTB
Pour le soin de cette étude, le même rapport E/C est utilisé pour les compositions sans
sable et avec sable RTB, c’est-à-dire E/C=0,3, à volume constant de sable soit 40% du volume
de ciment.
Afin d’observer l’influence du sable recyclé sur la pâte de ciment, un calcul de perte
(gain négatif) est effectué. Ainsi il sera possible d’observer le changement de maniabilité
apportée par l’ajout de sable recyclé.
La composition de référence est dans ce cas le mélange ciment/eau sans sable. La
perte a donc pour expression :
(Sable RTB entier 0/6,3 ; Filler RTB 0/1,25;Sablon RTB 1,25/3,15;Sable grossier
3,15/6,3)
Sable RTB entier 0/6,3
Filler RTB 0/1,25 Sablon RTB 1,25/3,15
Sable grossier RTB 3,15/6,3
Perte d’affaissement
69 83 58 46
Perte d’étalement 19 29 19 19
Figure 3-9.a: Diagramme décrivant
l’effet des différentes fractions de sable
RTB sur l’ouvrabilité de la pâte de
mortier
Figure 3-9.b: Tableau des valeurs des pertes en affaissement et étalement des différentes fractions de sable RTB par
rapport à une composition sans sable.
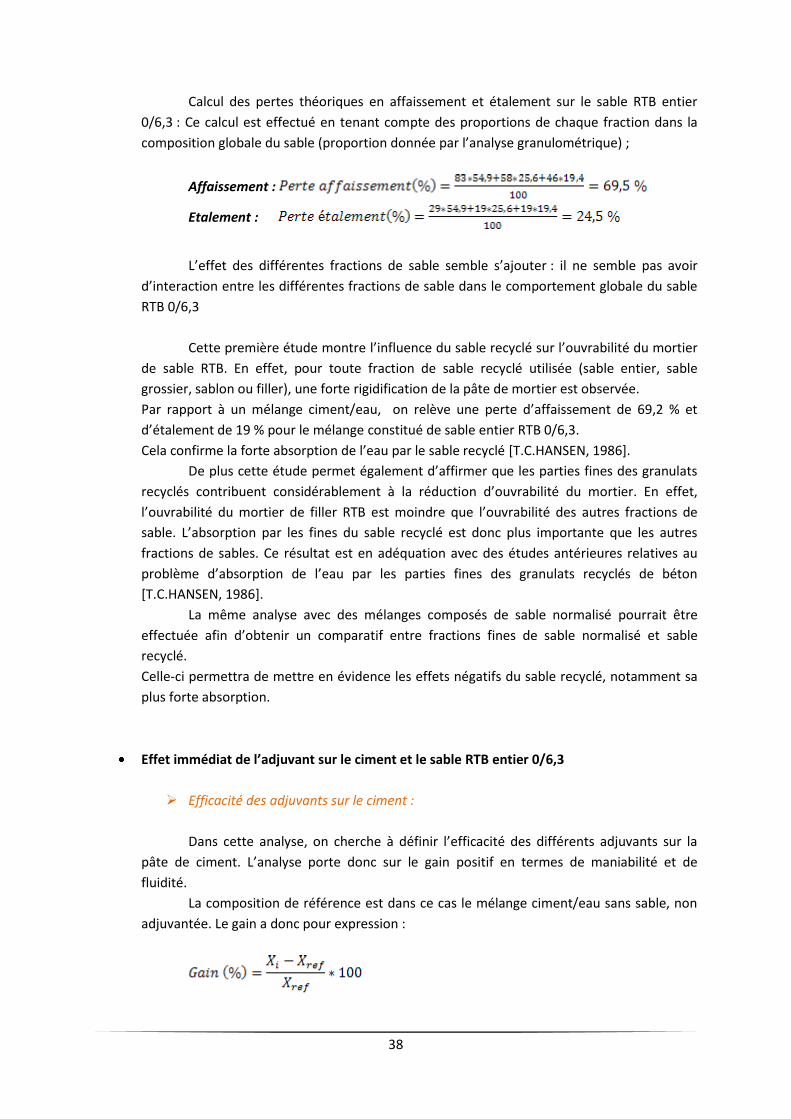
38
Calcul des pertes théoriques en affaissement et étalement sur le sable RTB entier
0/6,3 : Ce calcul est effectué en tenant compte des proportions de chaque fraction dans la
composition globale du sable (proportion donnée par l’analyse granulométrique) ;
Affaissement :
Etalement :
L’effet des différentes fractions de sable semble s’ajouter : il ne semble pas avoir
d’interaction entre les différentes fractions de sable dans le comportement globale du sable
RTB 0/6,3
Cette première étude montre l’influence du sable recyclé sur l’ouvrabilité du mortier
de sable RTB. En effet, pour toute fraction de sable recyclé utilisée (sable entier, sable
grossier, sablon ou filler), une forte rigidification de la pâte de mortier est observée.
Par rapport à un mélange ciment/eau, on relève une perte d’affaissement de 69,2 % et
d’étalement de 19 % pour le mélange constitué de sable entier RTB 0/6,3.
Cela confirme la forte absorption de l’eau par le sable recyclé [T.C.HANSEN, 1986].
De plus cette étude permet également d’affirmer que les parties fines des granulats
recyclés contribuent considérablement à la réduction d’ouvrabilité du mortier. En effet,
l’ouvrabilité du mortier de filler RTB est moindre que l’ouvrabilité des autres fractions de
sable. L’absorption par les fines du sable recyclé est donc plus importante que les autres
fractions de sables. Ce résultat est en adéquation avec des études antérieures relatives au
problème d’absorption de l’eau par les parties fines des granulats recyclés de béton
[T.C.HANSEN, 1986].
La même analyse avec des mélanges composés de sable normalisé pourrait être
effectuée afin d’obtenir un comparatif entre fractions fines de sable normalisé et sable
recyclé.
Celle-ci permettra de mettre en évidence les effets négatifs du sable recyclé, notamment sa
plus forte absorption.
Effet immédiat de l’adjuvant sur le ciment et le sable RTB entier 0/6,3
Efficacité des adjuvants sur le ciment :
Dans cette analyse, on cherche à définir l’efficacité des différents adjuvants sur la
pâte de ciment. L’analyse porte donc sur le gain positif en termes de maniabilité et de
fluidité.
La composition de référence est dans ce cas le mélange ciment/eau sans sable, non
adjuvantée. Le gain a donc pour expression :
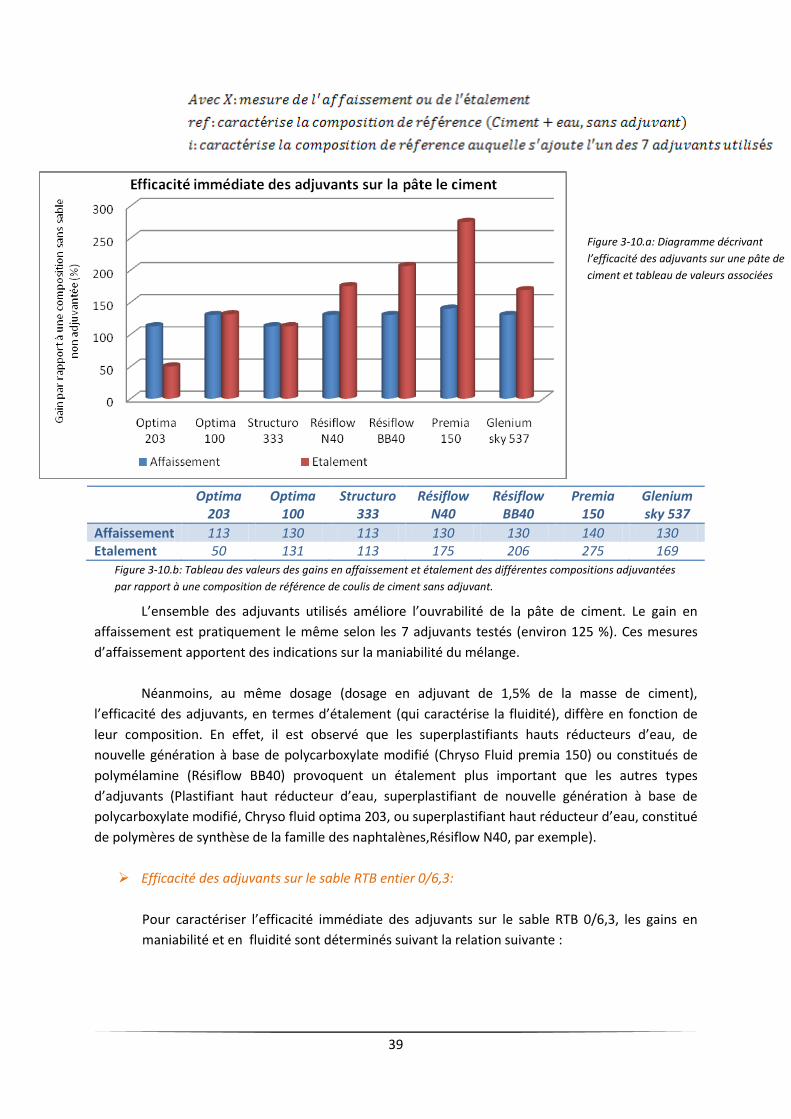
39
Optima 203
Optima 100
Structuro 333
Résiflow N40
Résiflow BB40
Premia 150
Glenium sky 537
Affaissement 113 130 113 130 130 140 130 Etalement 50 131 113 175 206 275 169
L’ensemble des adjuvants utilisés améliore l’ouvrabilité de la pâte de ciment. Le gain en
affaissement est pratiquement le même selon les 7 adjuvants testés (environ 125 %). Ces mesures
d’affaissement apportent des indications sur la maniabilité du mélange.
Néanmoins, au même dosage (dosage en adjuvant de 1,5% de la masse de ciment),
l’efficacité des adjuvants, en termes d’étalement (qui caractérise la fluidité), diffère en fonction de
leur composition. En effet, il est observé que les superplastifiants hauts réducteurs d’eau, de
nouvelle génération à base de polycarboxylate modifié (Chryso Fluid premia 150) ou constitués de
polymélamine (Résiflow BB40) provoquent un étalement plus important que les autres types
d’adjuvants (Plastifiant haut réducteur d’eau, superplastifiant de nouvelle génération à base de
polycarboxylate modifié, Chryso fluid optima 203, ou superplastifiant haut réducteur d’eau, constitué
de polymères de synthèse de la famille des naphtalènes,Résiflow N40, par exemple).
Efficacité des adjuvants sur le sable RTB entier 0/6,3:
Pour caractériser l’efficacité immédiate des adjuvants sur le sable RTB 0/6,3, les gains en
maniabilité et en fluidité sont déterminés suivant la relation suivante :
Figure 3-10.a: Diagramme décrivant
l’efficacité des adjuvants sur une pâte de
ciment et tableau de valeurs associées
Figure 3-10.b: Tableau des valeurs des gains en affaissement et étalement des différentes compositions adjuvantées
par rapport à une composition de référence de coulis de ciment sans adjuvant.
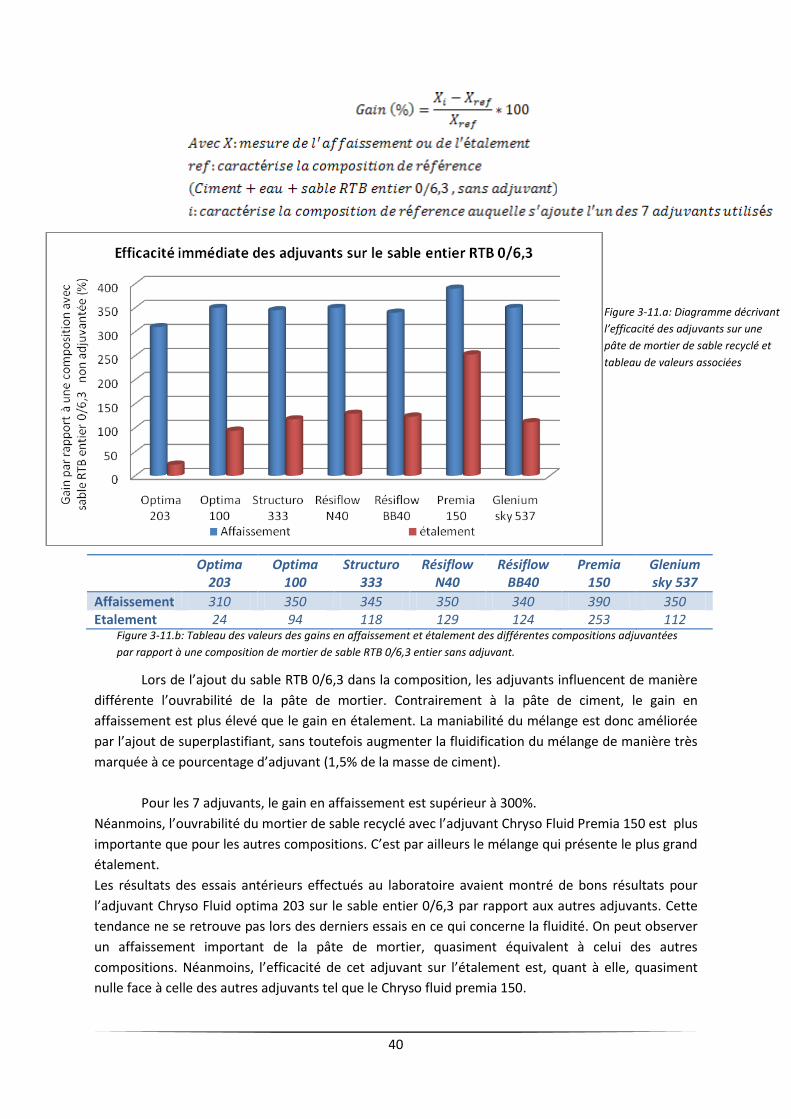
40
Optima 203
Optima 100
Structuro 333
Résiflow N40
Résiflow BB40
Premia 150
Glenium sky 537
Affaissement 310 350 345 350 340 390 350 Etalement 24 94 118 129 124 253 112
Lors de l’ajout du sable RTB 0/6,3 dans la composition, les adjuvants influencent de manière
différente l’ouvrabilité de la pâte de mortier. Contrairement à la pâte de ciment, le gain en
affaissement est plus élevé que le gain en étalement. La maniabilité du mélange est donc améliorée
par l’ajout de superplastifiant, sans toutefois augmenter la fluidification du mélange de manière très
marquée à ce pourcentage d’adjuvant (1,5% de la masse de ciment).
Pour les 7 adjuvants, le gain en affaissement est supérieur à 300%.
Néanmoins, l’ouvrabilité du mortier de sable recyclé avec l’adjuvant Chryso Fluid Premia 150 est plus
importante que pour les autres compositions. C’est par ailleurs le mélange qui présente le plus grand
étalement.
Les résultats des essais antérieurs effectués au laboratoire avaient montré de bons résultats pour
l’adjuvant Chryso Fluid optima 203 sur le sable entier 0/6,3 par rapport aux autres adjuvants. Cette
tendance ne se retrouve pas lors des derniers essais en ce qui concerne la fluidité. On peut observer
un affaissement important de la pâte de mortier, quasiment équivalent à celui des autres
compositions. Néanmoins, l’efficacité de cet adjuvant sur l’étalement est, quant à elle, quasiment
nulle face à celle des autres adjuvants tel que le Chryso fluid premia 150.
Figure 3-11.a: Diagramme décrivant
l’efficacité des adjuvants sur une
pâte de mortier de sable recyclé et
tableau de valeurs associées
Figure 3-11.b: Tableau des valeurs des gains en affaissement et étalement des différentes compositions adjuvantées
par rapport à une composition de mortier de sable RTB 0/6,3 entier sans adjuvant.
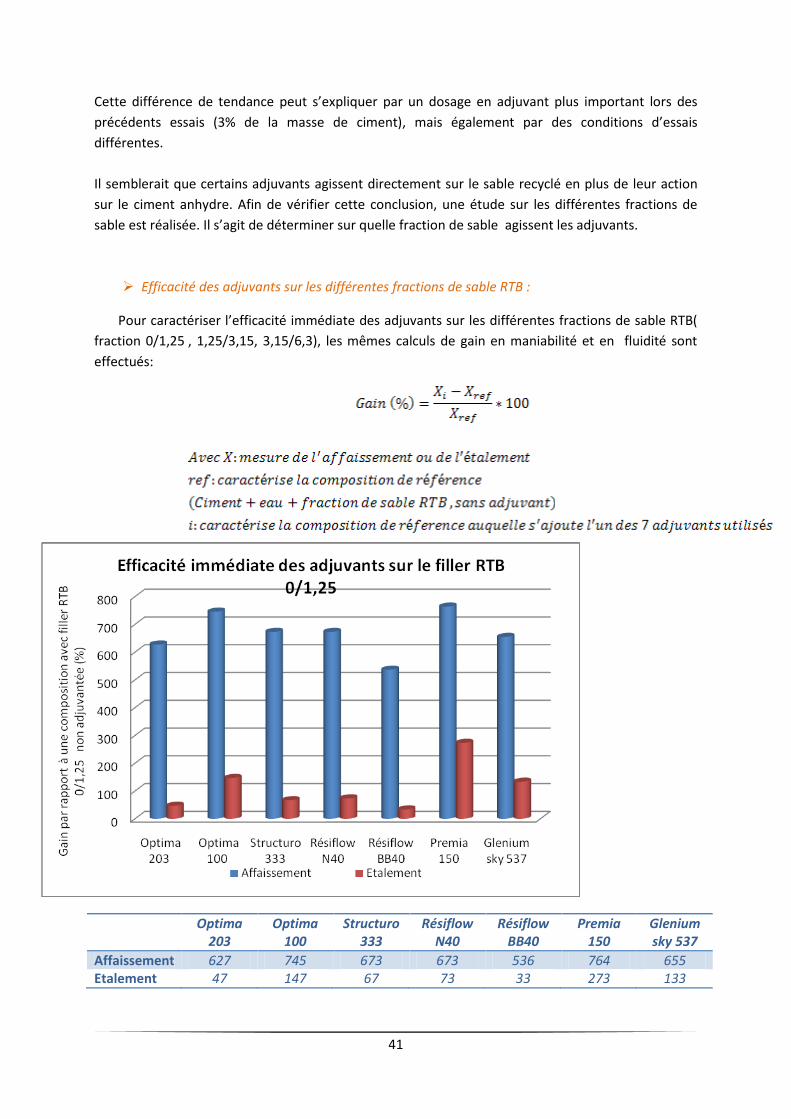
41
Cette différence de tendance peut s’expliquer par un dosage en adjuvant plus important lors des
précédents essais (3% de la masse de ciment), mais également par des conditions d’essais
différentes.
Il semblerait que certains adjuvants agissent directement sur le sable recyclé en plus de leur action
sur le ciment anhydre. Afin de vérifier cette conclusion, une étude sur les différentes fractions de
sable est réalisée. Il s’agit de déterminer sur quelle fraction de sable agissent les adjuvants.
Efficacité des adjuvants sur les différentes fractions de sable RTB :
Pour caractériser l’efficacité immédiate des adjuvants sur les différentes fractions de sable RTB(
fraction 0/1,25 , 1,25/3,15, 3,15/6,3), les mêmes calculs de gain en maniabilité et en fluidité sont
effectués:
Optima 203
Optima 100
Structuro 333
Résiflow N40
Résiflow BB40
Premia 150
Glenium sky 537
Affaissement 627 745 673 673 536 764 655 Etalement 47 147 67 73 33 273 133
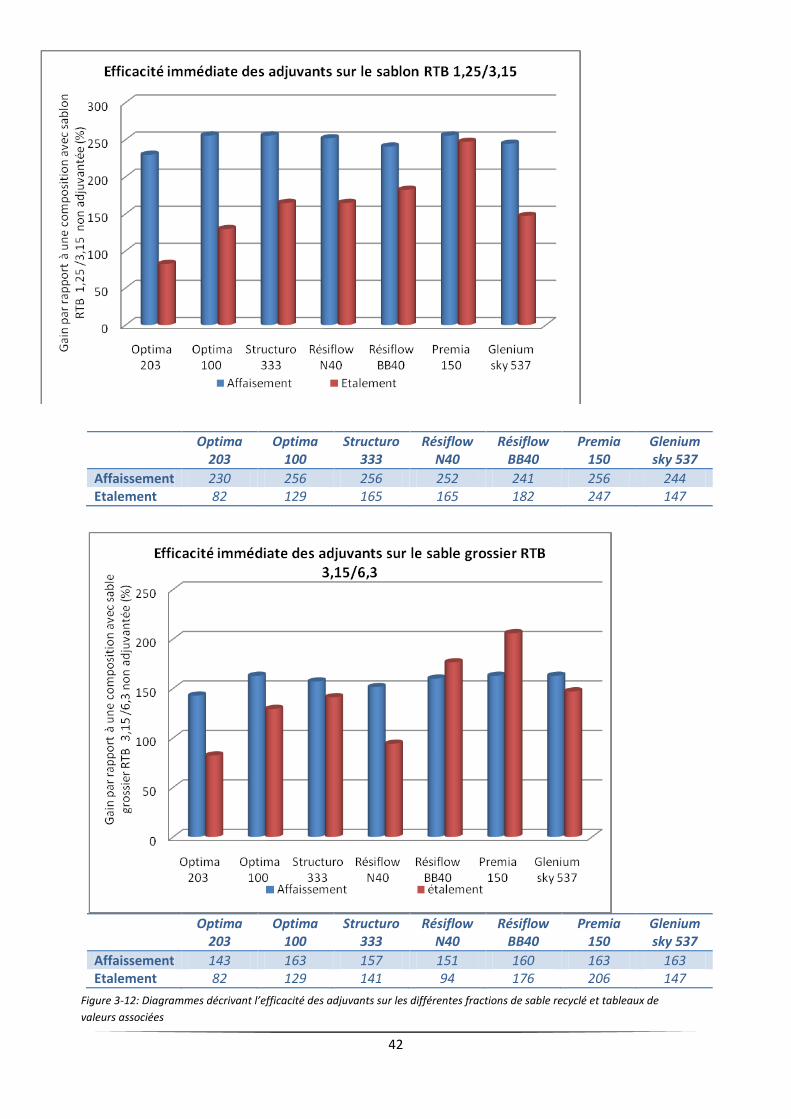
42
Optima 203
Optima 100
Structuro 333
Résiflow N40
Résiflow BB40
Premia 150
Glenium sky 537
Affaissement 230 256 256 252 241 256 244 Etalement 82 129 165 165 182 247 147
Optima 203
Optima 100
Structuro 333
Résiflow N40
Résiflow BB40
Premia 150
Glenium sky 537
Affaissement 143 163 157 151 160 163 163 Etalement 82 129 141 94 176 206 147
Figure 3-12: Diagrammes décrivant l’efficacité des adjuvants sur les différentes fractions de sable recyclé et tableaux de
valeurs associées
43
Cette première série d’essais permet de définir des tendances concernant le comportement
rhéologique des pâtes de mortier adjuvantées.
De manière générale, il semblerait que les adjuvants agissent davantage sur la maniabilité
(caractérisée par le gain en affaissement) que sur la fluidité du mélange (caractérisée par le
gain en étalement) pour les pâtes de mortier composés de filler RTB 0/1,25 et de sablon
1,25/3,15.
Pour la composition de sable grossier, les gains en affaissement et en étalement sont
sensiblement les mêmes. Les adjuvants agissent donc autant sur la maniabilité et sur la
fluidité du mélange. Néanmoins, 3 adjuvants se distinguent et contribuent à l’amélioration
du comportement rhéologique du mélange de référence :
- Résiflow BB40
- Chryso Fluid premia 150
- Glenium sky 537.
Pour les mélanges de sablon RTB 1,25/3,15, seul le Chryso fluid premia 150 apporte la même
efficacité sur la maniabilité et la fluidité. En effet, le gain en affaissement est quasiment
identique au gain en étalement, soit 250%.
3 autres adjuvants (Structuro 333, Résiflow BB40, Résiflow N40) sont efficaces sur cette pâte
de mortier bien que leur gain en étalement soit inférieur à celui mesuré sur la pâte de
mortier adjuvanté avec le Chryso fluid premia 150.
Pour la fraction de sable la plus fine, c’est-à-dire le filler RTB 0/1,25, on peut observer une
amélioration de la maniabilité de la pâte de mortier. En effet, le gain en affaissement est de
plus de 600 % pour 6 adjuvants sur 7 testés, tandis que pour les deux autres types de
compositions (avec sablon RTB et sable grossier) le gain en affaissement par rapport à leur
référence sans adjuvant n’excède pas 250%.
Par ailleurs, l’efficacité des adjuvants sur la fluidité est moindre par rapport à la maniabilité.
Néanmoins, pour 3 des 7 adjuvants utilisés, on note une efficacité identique sur la fluidité à
celle des autres compositions. Pour les mélanges composés des différentes fractions (filler,
sablon, sable grossier), on note que pour:
- Chryso fluid optima 100 : gain en étalement d’environ 140% par rapport à la
référence sans adjuvant
- Chryso fluid premia 150 : gain en étalement d’environ 240 % par rapport à la
référence sans adjuvant
- Glenium sky 537 : gain en étalement d’environ 145 % par rapport à la référence sans
adjuvant
Il semblerait que certains types de superplastifiants agissent sur les parties fines du
sable recyclé en plus de leur action sur les grains de ciment. Les autres fractions semblent
être moins influencées par l’ajout d’adjuvant.
Les graphiques (pâtes de ciment adjuvantées sans sable p.39 et pâte de mortier de
filler RTB 0/1,25 p.41) montrent que le gain en affaissement des mortiers de filler RTB est
44
supérieur à celui des compositions de coulis de ciment adjuvantées, tandis que le gain en
étalement est inférieur.
Deux hypothèses peuvent expliquer ce comportement :
- Le mode d’action des adjuvants diffèrent selon les parties fines (grains de ciment, fines
de sable recyclé, sable RTB entier)
- Les adjuvants ne sont efficaces que sur le ciment, cependant cette efficacité peut varie
en fonction de la taille du sable présent.
Des essais supplémentaires seront à réaliser sur des compositions comportant des
fines recyclés sans présence de ciment afin de caractériser un effet éventuel sur les fines
du sable RTB.
Les seuls adjuvants capables de défloculer les particules fines des granulats recyclés avec une
influence sur la fluidité sont ceux à base d’éther polycarboxylique modifié (Glenium sky 537) ou de
polycarboxylate modifié (Chryso Fluid premia 150 et le Chryso Fluid optima 100). Ces adjuvants
peuvent donc permettre une mise en œuvre des bétons de granulats recyclés en diminuant la
quantité d’eau à incorporer.
Ces adjuvants de nouvelle génération combinent deux actions : répulsion électrostatique et effet
stérique.
La répulsion électrostatique est le processus de dispersion des superplastifiants
traditionnels plus anciens comme les mélamines ou naphtalènes.
L’effet stérique est garanti par l’emploi de polymères dans la formulation de
l’adjuvant. La dispersion des grains de ciment est plus stable et donc meilleure que
celle provoquée par l’effet d’un superplastifiant traditionnel. De ce fait il y a une
meilleure hydratation. En outre l’ouvrabilité est ainsi prolongée sans toutefois
modifier la cinétique d’hydratation.
Ce type d’adjuvant (base d’éther polycarboxylique modifié ou de polycarboxylate modifié)
permet une très bonne dispersion des grains de ciment grâce à son pouvoir défloculant. Il augmente
les performances de maintien de rhéologie en diminuant le dosage par rapport aux adjuvants à base
de naphtalènes et mélamines.
Il présente également l’avantage d’être très haut réducteur d'eau. Cette caractéristique entraîne une
bonne cohésion et homogénéité des bétons fluidifiés.
Par la suite, il serait intéressant de déterminer sur quel composant des parties fines du sable
recyclé agit l’adjuvant: fines de granulats naturels issues du concassage ou fines de pâte de ciment
hydraté.
Par ailleurs, des études complémentaires devraient être faites sur les bétons de GRB afin de juger de
leur efficacité sur des tailles de grains plus importantes, mais également valider cette efficacité lors
de l’utilisation d’un autre liant hydraulique tels qu’un autre ciment (CEM III/32,5 par exemple) ou le
laitier de haut fourneau.
Les essais ont été réalisés immédiatement après le malaxage, c’est-à-dire au bout de 4
minutes après le début de malaxage. De ce fait, la durée pratique d’utilisation n’a pas été observée.

45
En effet, les adjuvants utilisés n’ont pas le même maintien d’ouvrabilité attendu. Ces essais sont donc
à répéter en effectuant au minimum 3 séries de mesure afin d’observer leur efficacité à plus long
terme :
- mesure immédiate
- mesure au bout de 15 minutes après le début de malaxage
- mesure au bout de 30 minutes après le début de malaxage
Les essais effectués à l’aide de la « table d’étalement» ne permettent d’obtenir que des
tendances en niveau du comportement rhéologique d’une pâte de mortier de sable recyclé
adjuvantée. Ce matériel n’est pas suffisant pour déterminer l’action de l’adjuvant sur les différents
éléments fins présents dans la composition.
Une campagne d’essais à l’aide d’un viscosimètre à cylindres coaxiaux sera à effectuer afin de
caractériser de manière plus précise le comportement rhéologique des compositions adjuvantées.
Des valeurs quantitatives seront fournies par ce type de matériel et permettront d’identifier
l’influence et le rôle de chaque adjuvant sur les 3 types d’éléments fins présents dans la composition.
Ces essais permettront notamment d’observer un maintien ou non de l’ouvrabilité des mélanges.
46
II. Détermination du comportement rhéologique du mortier de sable RTB 0/6,3 : mesure au viscosimètre
L’étude qui suit porte sur l’analyse du comportement rhéologique d’un mortier de sable recyclé adjuvanté. L’étude précédente (à l’aide de la table d’étalement) n’est pas suffisante pour analyser l’action de l’adjuvant sur les différents éléments fins. En effet, on cherche à découpler l’action de l’adjuvant sur les constituants suivants de nos bétons :
ciment anhydre,
ciment en partie hydraté présent dans le sable recyclé
sable concassé présent dans le sable recyclé.
Le viscosimètre à cylindres coaxiaux est couramment utilisé pour l’étude du comportement des
coulis de pâtes de ciment ou des mortiers. Il permet de définir un comportement rhéologique basé
sur un modèle mathématique (loi de newton, loi de Herschel Bulkley…).
Ainsi à l’aide d’une étude comparative (entre pâte de ciment adjuvantée ou non et mortier adjuvanté
ou non), il sera possible d’observer et de quantifier le rôle et l’effet de chaque adjuvant sur les
différents éléments fins présents dans le mélange.
Grâce à une mesure immédiate et une mesure sur un temps long (pour obtenir une durée pratique
d’utilisation DPU significative), le type d’adjuvant efficace sur le sable recyclé pourra être identifié.
Il est avant tout nécessaire de rappeler les comportements rhéologiques des mortiers et de
détailler le principe de mesure d’un viscosimètre afin de comprendre et analyser les propriétés du
fluide étudié. Cette campagne permet d’identifier les caractéristiques du viscosimètre à acquérir
pour la suite de notre étude, c’est-à-dire la plage de couple de l’outil et la plage de viscosité
mesurable par celui-ci.
2.1. Comportement rhéologique des bétons, mortiers et pâtes de
ciment
2.2.1. Définition de la rhéologie
La rhéologie représente l'étude de la déformation et de l'écoulement de la matière sous
l'effet d'une contrainte appliquée.
La déformation et l'écoulement sont en fait les conséquences de mouvements relatifs des particules
d'un corps les unes par rapport aux autres. La rhéologie est capable d'intégrer l'étude de l'ensemble
des substances, qu’elles soient liquides ou solides.
Dans le cadre des matériaux fluides, on s'intéresse plus particulièrement à leur écoulement.
En annexe 2 sont décrit certains termes utiles à la description de la rhéologie d’un
fluide comme la viscosité ou la contrainte de cisaillement.
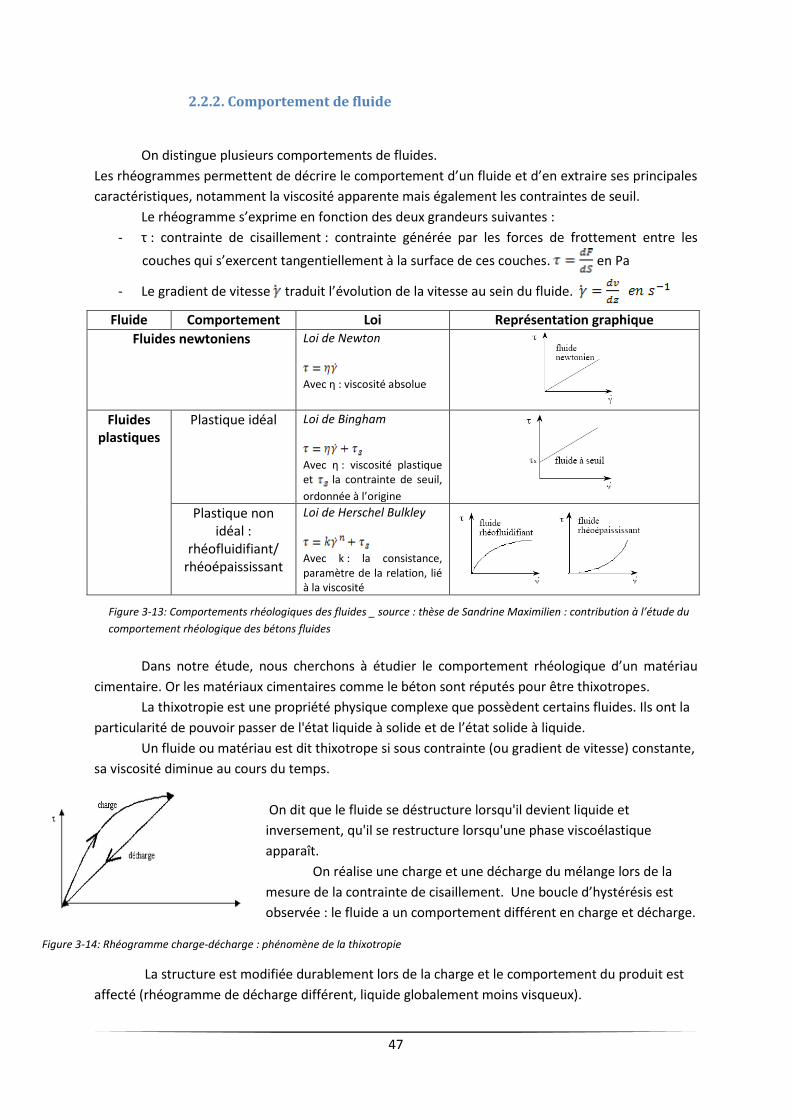
47
2.2.2. Comportement de fluide
On distingue plusieurs comportements de fluides.
Les rhéogrammes permettent de décrire le comportement d’un fluide et d’en extraire ses principales
caractéristiques, notamment la viscosité apparente mais également les contraintes de seuil.
Le rhéogramme s’exprime en fonction des deux grandeurs suivantes :
- τ : contrainte de cisaillement : contrainte générée par les forces de frottement entre les
couches qui s’exercent tangentiellement à la surface de ces couches. en Pa
- Le gradient de vitesse traduit l’évolution de la vitesse au sein du fluide.
Fluide Comportement Loi Représentation graphique
Fluides newtoniens Loi de Newton
Avec η : viscosité absolue
Fluides plastiques
Plastique idéal Loi de Bingham
Avec η : viscosité plastique et la contrainte de seuil,
ordonnée à l’origine
Plastique non idéal :
rhéofluidifiant/ rhéoépaississant
Loi de Herschel Bulkley
Avec k : la consistance, paramètre de la relation, lié à la viscosité
Dans notre étude, nous cherchons à étudier le comportement rhéologique d’un matériau
cimentaire. Or les matériaux cimentaires comme le béton sont réputés pour être thixotropes.
La thixotropie est une propriété physique complexe que possèdent certains fluides. Ils ont la
particularité de pouvoir passer de l'état liquide à solide et de l’état solide à liquide.
Un fluide ou matériau est dit thixotrope si sous contrainte (ou gradient de vitesse) constante,
sa viscosité diminue au cours du temps.
On dit que le fluide se déstructure lorsqu'il devient liquide et
inversement, qu'il se restructure lorsqu'une phase viscoélastique
apparaît.
On réalise une charge et une décharge du mélange lors de la
mesure de la contrainte de cisaillement. Une boucle d’hystérésis est
observée : le fluide a un comportement différent en charge et décharge.
La structure est modifiée durablement lors de la charge et le comportement du produit est
affecté (rhéogramme de décharge différent, liquide globalement moins visqueux).
Figure 3-13: Comportements rhéologiques des fluides _ source : thèse de Sandrine Maximilien : contribution à l’étude du
comportement rhéologique des bétons fluides
Figure 3-14: Rhéogramme charge-décharge : phénomène de la thixotropie
48
2.2. Matériaux
Sable RTB 0/6,3 :
o Provenance du sable : Lingenheld Alsace
o Coupes granulaires :
- Filler 0/0,5 mm : le but de l’étude étant de dissocier l’action de l’adjuvant sur les
différents éléments fins de la composition (ciment anhydre, durci et sable concassé),
le choix de la taille des grains de sable RTB s’est fait en considérant la taille des plus
gros grains de ciment anhydres, soit environ 500μm.
Ciment : Holcim CEM II/B – M (L-S) 32,5 R CP2
Eau de gâchage : eau potable
Adjuvant : Plastifiant/ Superplastifiant
o Chryso fluid optima 203
o Chryso fluid premia 150
o Glenium sky 537
Les adjuvants choisis sont ceux qui ont présentés la plus grande efficacité lors de
l’étude précédente (essai au mini cône et table d’étalement).
8 compositions seront réalisées dans cette étude afin de caractériser l’action de l’adjuvant
sur le sable recyclé.
Ciment + eau Ciment + eau + sable RTB 0/0,5
Sans adjuvant Sans adjuvant
Chryso fluid optima 203 Chryso fluid optima 203
Chryso fluid premia 150 Chryso fluid premia 150
Glenium sky 537 Glenium sky 537
2.3. Matériel de mesure et méthodes
2.3.1. Principe de mesure
Ce type de rhéomètre (cylindres coaxiaux) est le plus fréquemment
utilisé car celui-ci convient le mieux à l’étude des fluides plastiques.
Le principe du viscosimètre à cylindres coaxiaux est de forcer le fluide
à s'écouler dans l'espace annulaire, appelé entrefer, compris entre deux
cylindres coaxiaux dont l'un tourne, et l'autre est fixe.
La figure suivante schématise un viscosimètre à cylindres coaxiaux.
Figure 3-15: Photographie du viscosimètre

49
Le matériau de viscosité η à étudier est placé dans
l’entrefer. Le cylindre extérieur (rayon R2) est fixe tandis
que le cylindre intérieur (rayon R1) est animé d'un
mouvement de rotation qui peut être à vitesse de rotation
constante Ω imposée (on mesure alors la contrainte τ) ou
bien à contrainte τ imposée (on mesure alors la vitesse de
rotation Ω).
Cet appareil permet de déterminer des paramètres
intrinsèques au matériau, comme la contrainte de
cisaillement maximale, sa viscosité et la contrainte de seuil.
Le matériau est cisaillé dans l’intervalle compris
entre les deux cylindres. La contrainte de cisaillement
dépend de la taille de l’entrefer, de la hauteur du cylindre.
Cette contrainte est fonction du couple d’entrée de
l’appareil.
Relation liant la contrainte de cisaillement et le couple d’entrée :
La contrainte varie proportionnellement à l’inverse du carré du rayon. Plus l’entrefer est
grand, plus la contrainte varie. La contrainte et le gradient de vitesse pas sont pas homogènes dans
tout le corps.
L’hypothèse que l’espace entre les deux outils est faible ( )
permet de négliger cette variation du gradient de vitesse. On peut donc admettre que la valeur de la
contrainte demeure constante dans l’entrefer.
On a donc , et ainsi
ne dépendant pas de τ, on a constant dans l’entrefer et ayant pour expression
Où R1 et R2 sont respectivement les rayons intérieur et extérieur, Ω la vitesse
de rotation du cylindre intérieur en rad.s-1, est le gradient de vitesse en s-1.
On peut ainsi obtenir le rhéogramme (τ ; ).
Figure 3-16: schéma du viscosimètre à cylindres coaxiaux
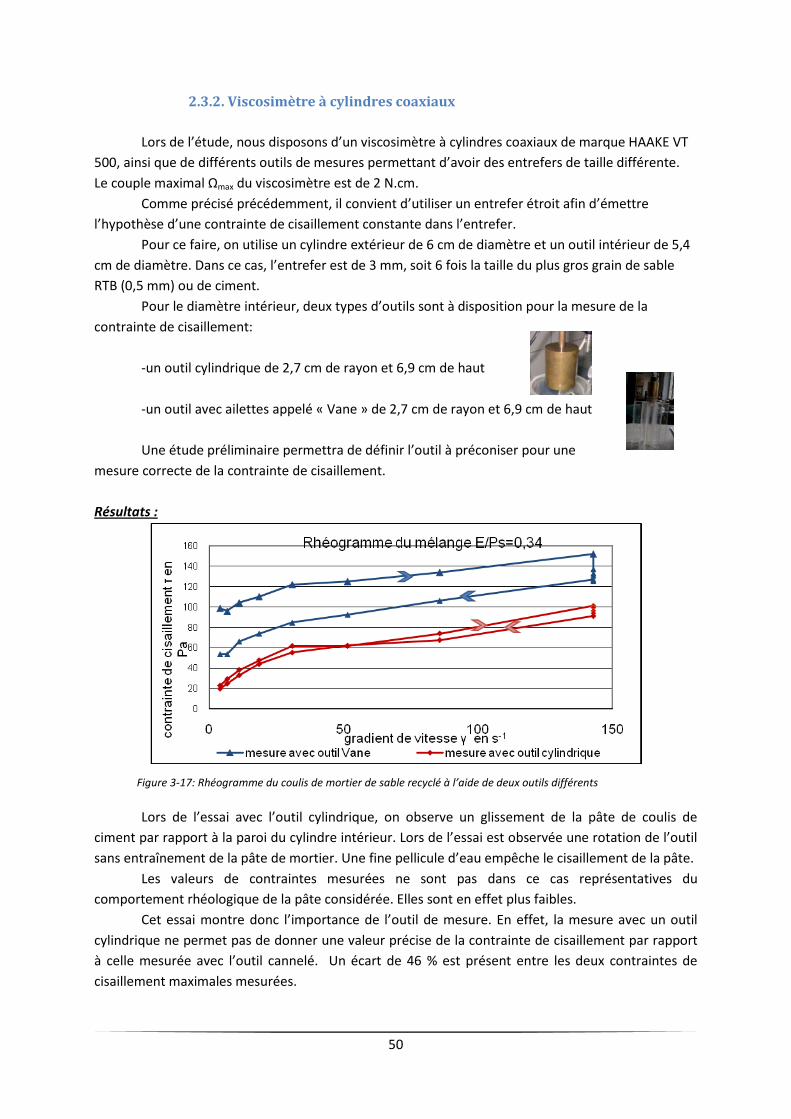
50
2.3.2. Viscosimètre à cylindres coaxiaux
Lors de l’étude, nous disposons d’un viscosimètre à cylindres coaxiaux de marque HAAKE VT
500, ainsi que de différents outils de mesures permettant d’avoir des entrefers de taille différente.
Le couple maximal Ωmax du viscosimètre est de 2 N.cm.
Comme précisé précédemment, il convient d’utiliser un entrefer étroit afin d’émettre
l’hypothèse d’une contrainte de cisaillement constante dans l’entrefer.
Pour ce faire, on utilise un cylindre extérieur de 6 cm de diamètre et un outil intérieur de 5,4
cm de diamètre. Dans ce cas, l’entrefer est de 3 mm, soit 6 fois la taille du plus gros grain de sable
RTB (0,5 mm) ou de ciment.
Pour le diamètre intérieur, deux types d’outils sont à disposition pour la mesure de la
contrainte de cisaillement:
-un outil cylindrique de 2,7 cm de rayon et 6,9 cm de haut
-un outil avec ailettes appelé « Vane » de 2,7 cm de rayon et 6,9 cm de haut
Une étude préliminaire permettra de définir l’outil à préconiser pour une
mesure correcte de la contrainte de cisaillement.
Résultats :
Lors de l’essai avec l’outil cylindrique, on observe un glissement de la pâte de coulis de
ciment par rapport à la paroi du cylindre intérieur. Lors de l’essai est observée une rotation de l’outil
sans entraînement de la pâte de mortier. Une fine pellicule d’eau empêche le cisaillement de la pâte.
Les valeurs de contraintes mesurées ne sont pas dans ce cas représentatives du
comportement rhéologique de la pâte considérée. Elles sont en effet plus faibles.
Cet essai montre donc l’importance de l’outil de mesure. En effet, la mesure avec un outil
cylindrique ne permet pas de donner une valeur précise de la contrainte de cisaillement par rapport
à celle mesurée avec l’outil cannelé. Un écart de 46 % est présent entre les deux contraintes de
cisaillement maximales mesurées.
Figure 3-17: Rhéogramme du coulis de mortier de sable recyclé à l’aide de deux outils différents
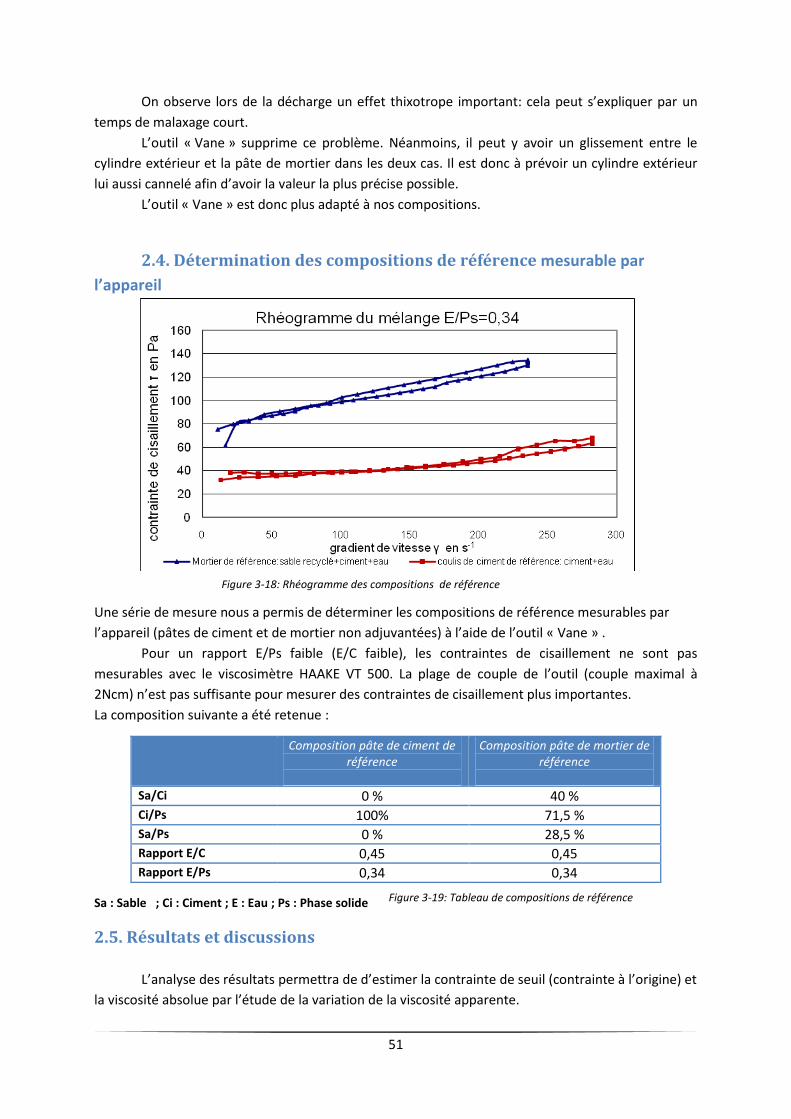
51
On observe lors de la décharge un effet thixotrope important: cela peut s’expliquer par un
temps de malaxage court.
L’outil « Vane » supprime ce problème. Néanmoins, il peut y avoir un glissement entre le
cylindre extérieur et la pâte de mortier dans les deux cas. Il est donc à prévoir un cylindre extérieur
lui aussi cannelé afin d’avoir la valeur la plus précise possible.
L’outil « Vane » est donc plus adapté à nos compositions.
2.4. Détermination des compositions de référence mesurable par
l’appareil
Une série de mesure nous a permis de déterminer les compositions de référence mesurables par
l’appareil (pâtes de ciment et de mortier non adjuvantées) à l’aide de l’outil « Vane » .
Pour un rapport E/Ps faible (E/C faible), les contraintes de cisaillement ne sont pas
mesurables avec le viscosimètre HAAKE VT 500. La plage de couple de l’outil (couple maximal à
2Ncm) n’est pas suffisante pour mesurer des contraintes de cisaillement plus importantes.
La composition suivante a été retenue :
Sa : Sable ; Ci : Ciment ; E : Eau ; Ps : Phase solide
2.5. Résultats et discussions
L’analyse des résultats permettra de d’estimer la contrainte de seuil (contrainte à l’origine) et
la viscosité absolue par l’étude de la variation de la viscosité apparente.
Composition pâte de ciment de référence
Composition pâte de mortier de référence
Sa/Ci 0 % 40 % Ci/Ps 100% 71,5 % Sa/Ps 0 % 28,5 % Rapport E/C 0,45 0,45 Rapport E/Ps 0,34 0,34
Figure 3-19: Tableau de compositions de référence
Figure 3-18: Rhéogramme des compositions de référence
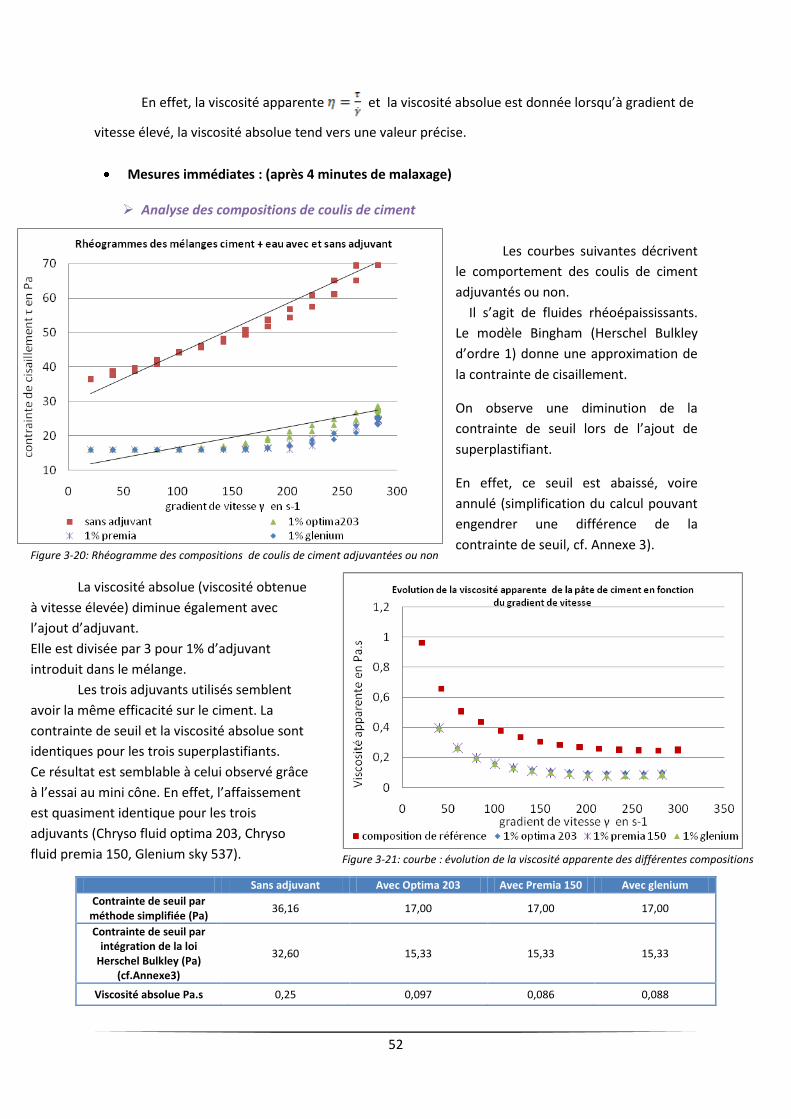
52
En effet, la viscosité apparente et la viscosité absolue est donnée lorsqu’à gradient de
vitesse élevé, la viscosité absolue tend vers une valeur précise.
Mesures immédiates : (après 4 minutes de malaxage) Analyse des compositions de coulis de ciment
Les courbes suivantes décrivent
le comportement des coulis de ciment
adjuvantés ou non.
Il s’agit de fluides rhéoépaississants.
Le modèle Bingham (Herschel Bulkley
d’ordre 1) donne une approximation de
la contrainte de cisaillement.
On observe une diminution de la
contrainte de seuil lors de l’ajout de
superplastifiant.
En effet, ce seuil est abaissé, voire
annulé (simplification du calcul pouvant
engendrer une différence de la
contrainte de seuil, cf. Annexe 3).
Sans adjuvant Avec Optima 203 Avec Premia 150 Avec glenium
Contrainte de seuil par méthode simplifiée (Pa)
36,16 17,00 17,00 17,00
Contrainte de seuil par intégration de la loi
Herschel Bulkley (Pa) (cf.Annexe3)
32,60 15,33 15,33 15,33
Viscosité absolue Pa.s 0,25 0,097 0,086 0,088
La viscosité absolue (viscosité obtenue
à vitesse élevée) diminue également avec
l’ajout d’adjuvant.
Elle est divisée par 3 pour 1% d’adjuvant
introduit dans le mélange.
Les trois adjuvants utilisés semblent
avoir la même efficacité sur le ciment. La
contrainte de seuil et la viscosité absolue sont
identiques pour les trois superplastifiants.
Ce résultat est semblable à celui observé grâce
à l’essai au mini cône. En effet, l’affaissement
est quasiment identique pour les trois
adjuvants (Chryso fluid optima 203, Chryso
fluid premia 150, Glenium sky 537).
Figure 3-20: Rhéogramme des compositions de coulis de ciment adjuvantées ou non
Figure 3-21: courbe : évolution de la viscosité apparente des différentes compositions
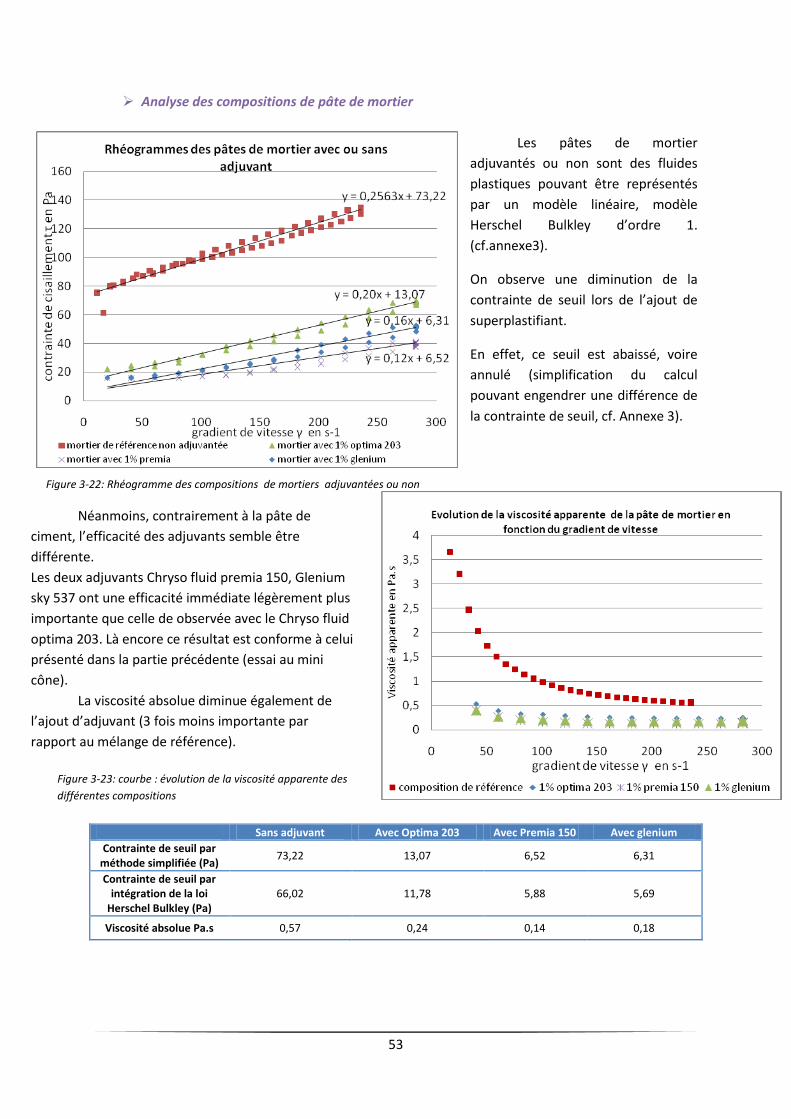
53
Analyse des compositions de pâte de mortier
Les pâtes de mortier
adjuvantés ou non sont des fluides
plastiques pouvant être représentés
par un modèle linéaire, modèle
Herschel Bulkley d’ordre 1.
(cf.annexe3).
On observe une diminution de la
contrainte de seuil lors de l’ajout de
superplastifiant.
En effet, ce seuil est abaissé, voire
annulé (simplification du calcul
pouvant engendrer une différence de
la contrainte de seuil, cf. Annexe 3).
Sans adjuvant Avec Optima 203 Avec Premia 150 Avec glenium
Contrainte de seuil par méthode simplifiée (Pa)
73,22 13,07 6,52 6,31
Contrainte de seuil par intégration de la loi
Herschel Bulkley (Pa) 66,02 11,78 5,88 5,69
Viscosité absolue Pa.s 0,57 0,24 0,14 0,18
Néanmoins, contrairement à la pâte de
ciment, l’efficacité des adjuvants semble être
différente.
Les deux adjuvants Chryso fluid premia 150, Glenium
sky 537 ont une efficacité immédiate légèrement plus
importante que celle de observée avec le Chryso fluid
optima 203. Là encore ce résultat est conforme à celui
présenté dans la partie précédente (essai au mini
cône).
La viscosité absolue diminue également de
l’ajout d’adjuvant (3 fois moins importante par
rapport au mélange de référence).
Figure 3-22: Rhéogramme des compositions de mortiers adjuvantées ou non
Figure 3-23: courbe : évolution de la viscosité apparente des
différentes compositions
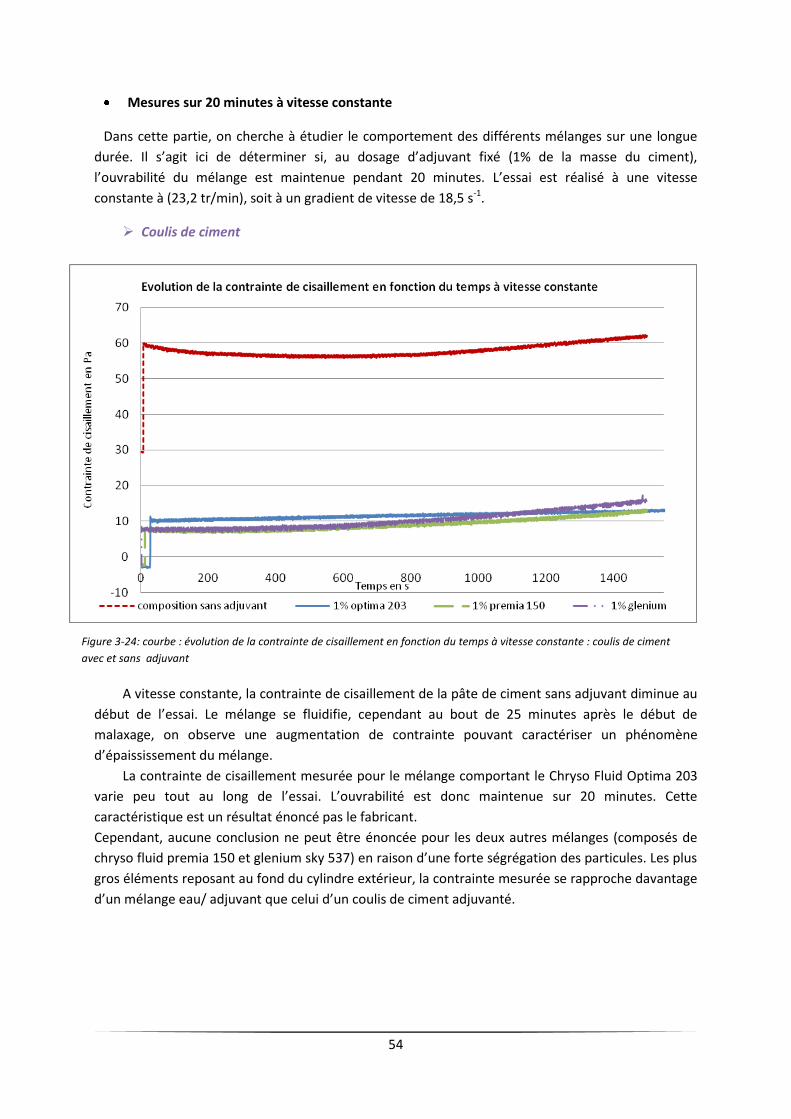
54
Mesures sur 20 minutes à vitesse constante
Dans cette partie, on cherche à étudier le comportement des différents mélanges sur une longue
durée. Il s’agit ici de déterminer si, au dosage d’adjuvant fixé (1% de la masse du ciment),
l’ouvrabilité du mélange est maintenue pendant 20 minutes. L’essai est réalisé à une vitesse
constante à (23,2 tr/min), soit à un gradient de vitesse de 18,5 s-1.
Coulis de ciment
A vitesse constante, la contrainte de cisaillement de la pâte de ciment sans adjuvant diminue au
début de l’essai. Le mélange se fluidifie, cependant au bout de 25 minutes après le début de
malaxage, on observe une augmentation de contrainte pouvant caractériser un phénomène
d’épaississement du mélange.
La contrainte de cisaillement mesurée pour le mélange comportant le Chryso Fluid Optima 203
varie peu tout au long de l’essai. L’ouvrabilité est donc maintenue sur 20 minutes. Cette
caractéristique est un résultat énoncé pas le fabricant.
Cependant, aucune conclusion ne peut être énoncée pour les deux autres mélanges (composés de
chryso fluid premia 150 et glenium sky 537) en raison d’une forte ségrégation des particules. Les plus
gros éléments reposant au fond du cylindre extérieur, la contrainte mesurée se rapproche davantage
d’un mélange eau/ adjuvant que celui d’un coulis de ciment adjuvanté.
Figure 3-24: courbe : évolution de la contrainte de cisaillement en fonction du temps à vitesse constante : coulis de ciment
avec et sans adjuvant
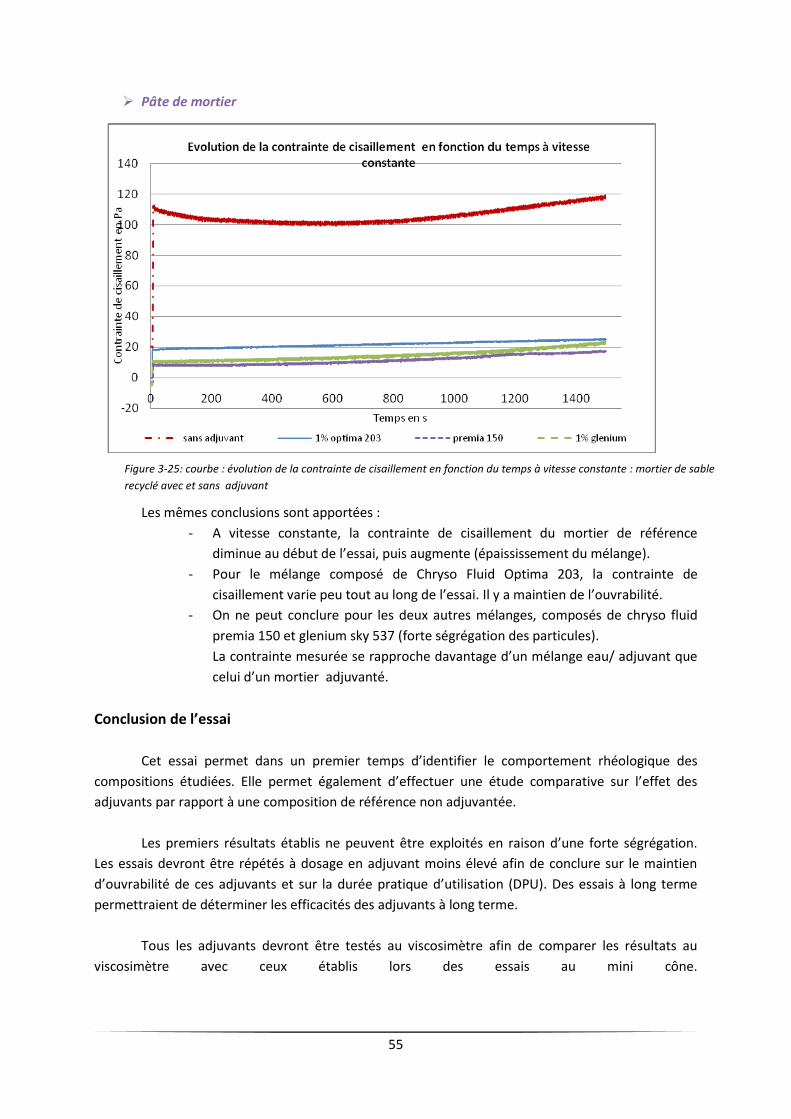
55
Pâte de mortier
Les mêmes conclusions sont apportées :
- A vitesse constante, la contrainte de cisaillement du mortier de référence
diminue au début de l’essai, puis augmente (épaississement du mélange).
- Pour le mélange composé de Chryso Fluid Optima 203, la contrainte de
cisaillement varie peu tout au long de l’essai. Il y a maintien de l’ouvrabilité.
- On ne peut conclure pour les deux autres mélanges, composés de chryso fluid
premia 150 et glenium sky 537 (forte ségrégation des particules).
La contrainte mesurée se rapproche davantage d’un mélange eau/ adjuvant que
celui d’un mortier adjuvanté.
Conclusion de l’essai
Cet essai permet dans un premier temps d’identifier le comportement rhéologique des
compositions étudiées. Elle permet également d’effectuer une étude comparative sur l’effet des
adjuvants par rapport à une composition de référence non adjuvantée.
Les premiers résultats établis ne peuvent être exploités en raison d’une forte ségrégation.
Les essais devront être répétés à dosage en adjuvant moins élevé afin de conclure sur le maintien
d’ouvrabilité de ces adjuvants et sur la durée pratique d’utilisation (DPU). Des essais à long terme
permettraient de déterminer les efficacités des adjuvants à long terme.
Tous les adjuvants devront être testés au viscosimètre afin de comparer les résultats au
viscosimètre avec ceux établis lors des essais au mini cône.
Figure 3-25: courbe : évolution de la contrainte de cisaillement en fonction du temps à vitesse constante : mortier de sable
recyclé avec et sans adjuvant
56
Chapitre IV: Etude des propriétés physiques et mécaniques
des bétons de granulats recyclés de béton.
Paragraphe 1 : Analyse des propriétés thermiques des bétons de granulats recyclés de béton
Etude des caractéristiques thermiques des bétons sous convection forcée
L’objectif de ce paragraphe est l’étude du comportement thermique des bétons de granulats
recyclés. Pour ce faire, un protocole expérimental a été validé afin de mesurer la conductivité
thermique de différents bétons.
L’essai mis en place se base sur le fait qu’à un flux donné, l’évolution des températures aux parois de
béton représente le comportement thermique de celui-ci.
L’expérience, pour être validée, suppose la présence de convection forcée en négligeant les
effets de bords de l’échantillon analysé.
Dans ce cas, le comportement thermique théorique d’un matériau peut être décrit par une solution
analytique.
Après une présentation du principe de mesure puis du protocole expérimental utilisé pour cette
étude, les différents paramètres de validation de l’essai seront étudiés, analysés et confirmés par un
calcul numérique.
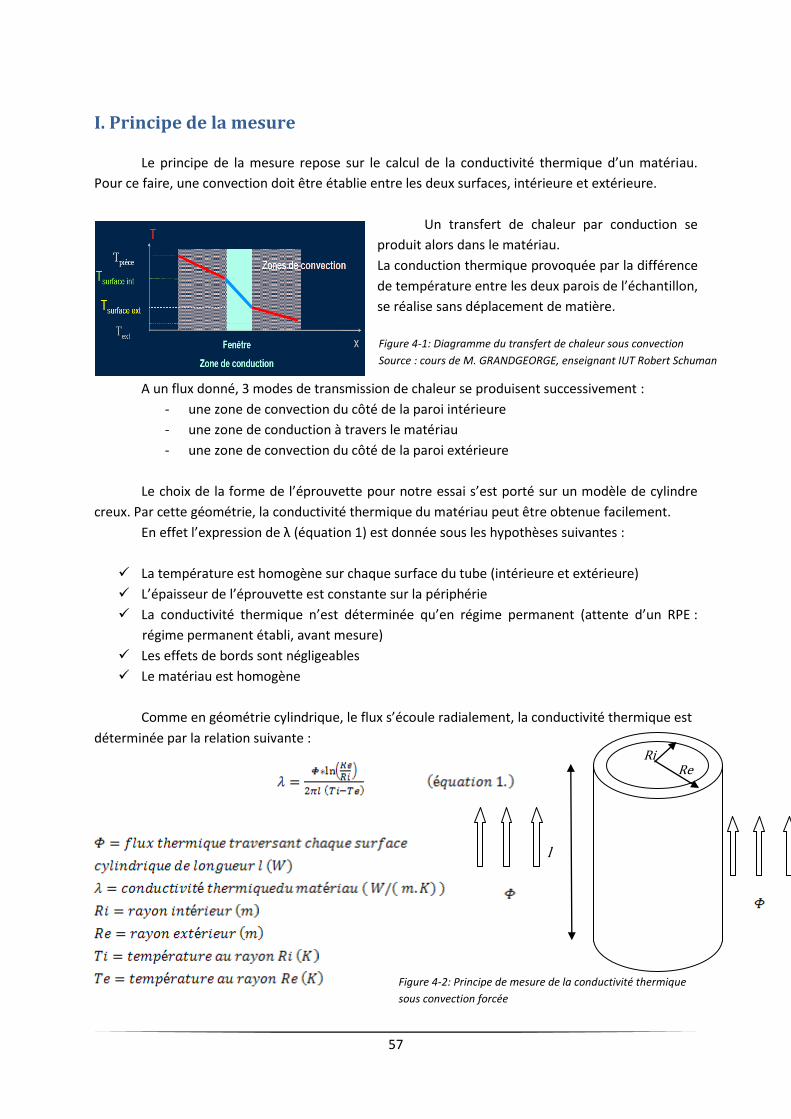
57
I. Principe de la mesure
Le principe de la mesure repose sur le calcul de la conductivité thermique d’un matériau.
Pour ce faire, une convection doit être établie entre les deux surfaces, intérieure et extérieure.
Un transfert de chaleur par conduction se
produit alors dans le matériau.
La conduction thermique provoquée par la différence
de température entre les deux parois de l’échantillon,
se réalise sans déplacement de matière.
A un flux donné, 3 modes de transmission de chaleur se produisent successivement :
- une zone de convection du côté de la paroi intérieure
- une zone de conduction à travers le matériau
- une zone de convection du côté de la paroi extérieure
Le choix de la forme de l’éprouvette pour notre essai s’est porté sur un modèle de cylindre
creux. Par cette géométrie, la conductivité thermique du matériau peut être obtenue facilement.
En effet l’expression de λ (équation 1) est donnée sous les hypothèses suivantes :
La température est homogène sur chaque surface du tube (intérieure et extérieure)
L’épaisseur de l’éprouvette est constante sur la périphérie
La conductivité thermique n’est déterminée qu’en régime permanent (attente d’un RPE :
régime permanent établi, avant mesure)
Les effets de bords sont négligeables
Le matériau est homogène
Comme en géométrie cylindrique, le flux s’écoule radialement, la conductivité thermique est
déterminée par la relation suivante :
Figure 4-1: Diagramme du transfert de chaleur sous convection
Source : cours de M. GRANDGEORGE, enseignant IUT Robert Schuman
Figure 4-2: Principe de mesure de la conductivité thermique
sous convection forcée
l
Ri Re
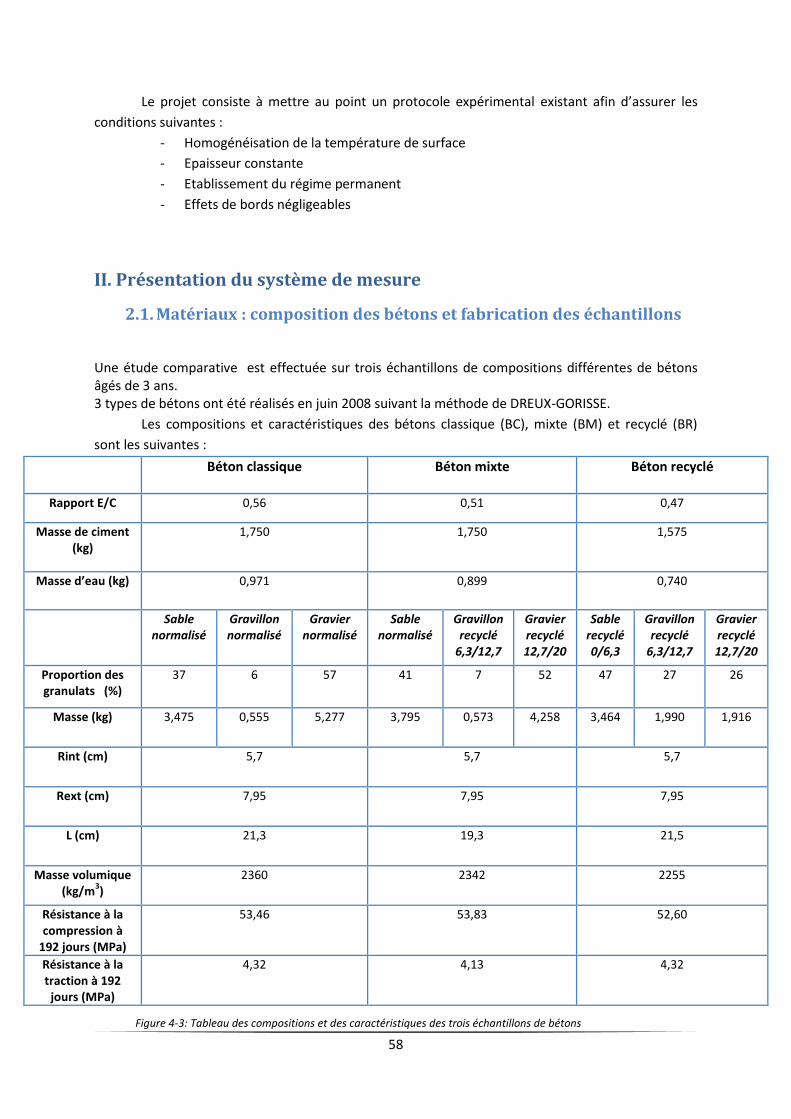
58
Le projet consiste à mettre au point un protocole expérimental existant afin d’assurer les
conditions suivantes :
- Homogénéisation de la température de surface
- Epaisseur constante
- Etablissement du régime permanent
- Effets de bords négligeables
II. Présentation du système de mesure
2.1. Matériaux : composition des bétons et fabrication des échantillons
Une étude comparative est effectuée sur trois échantillons de compositions différentes de bétons âgés de 3 ans. 3 types de bétons ont été réalisés en juin 2008 suivant la méthode de DREUX-GORISSE.
Les compositions et caractéristiques des bétons classique (BC), mixte (BM) et recyclé (BR)
sont les suivantes :
Béton classique Béton mixte Béton recyclé
Rapport E/C 0,56 0,51 0,47
Masse de ciment (kg)
1,750 1,750 1,575
Masse d’eau (kg) 0,971 0,899 0,740
Sable normalisé
Gravillon normalisé
Gravier normalisé
Sable normalisé
Gravillon recyclé
6,3/12,7
Gravier recyclé 12,7/20
Sable recyclé 0/6,3
Gravillon recyclé
6,3/12,7
Gravier recyclé 12,7/20
Proportion des granulats (%)
37 6 57 41 7 52 47 27 26
Masse (kg) 3,475 0,555 5,277 3,795 0,573 4,258 3,464 1,990 1,916
Rint (cm) 5,7 5,7 5,7
Rext (cm) 7,95 7,95 7,95
L (cm) 21,3 19,3 21,5
Masse volumique (kg/m
3)
2360 2342 2255
Résistance à la compression à
192 jours (MPa)
53,46 53,83 52,60
Résistance à la traction à 192
jours (MPa)
4,32 4,13 4,32
Figure 4-3: Tableau des compositions et des caractéristiques des trois échantillons de bétons
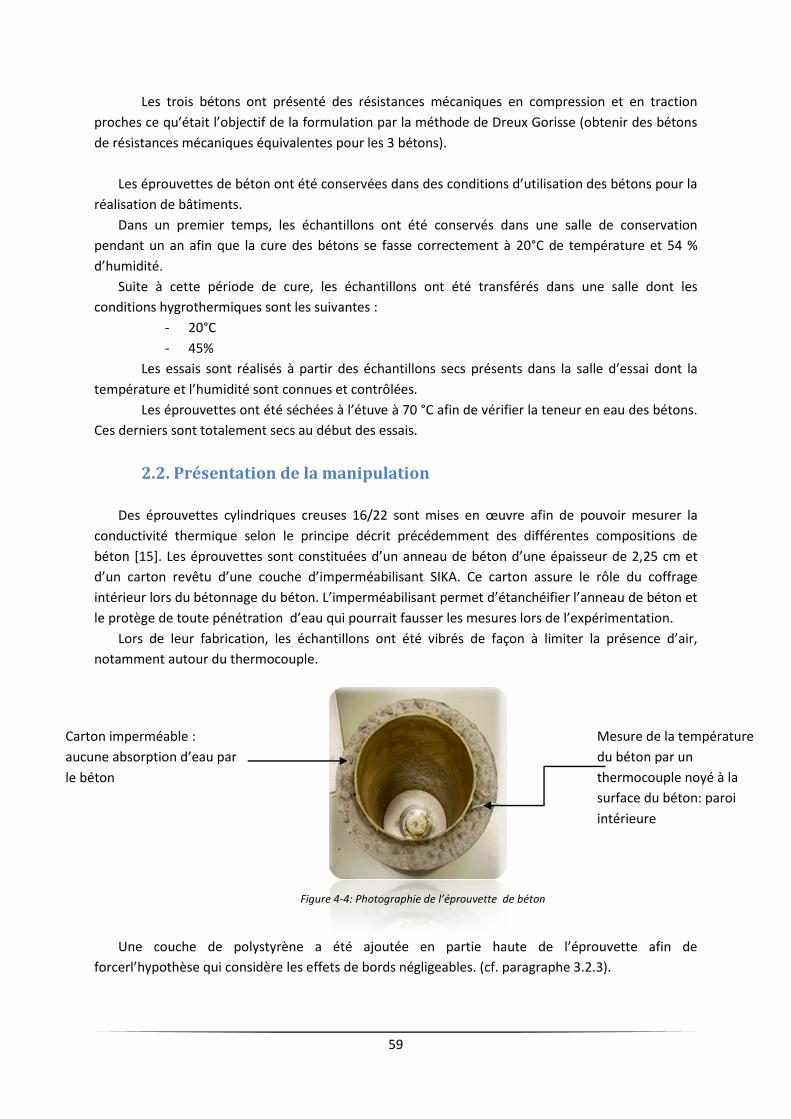
59
Les trois bétons ont présenté des résistances mécaniques en compression et en traction
proches ce qu’était l’objectif de la formulation par la méthode de Dreux Gorisse (obtenir des bétons
de résistances mécaniques équivalentes pour les 3 bétons).
Les éprouvettes de béton ont été conservées dans des conditions d’utilisation des bétons pour la
réalisation de bâtiments.
Dans un premier temps, les échantillons ont été conservés dans une salle de conservation
pendant un an afin que la cure des bétons se fasse correctement à 20°C de température et 54 %
d’humidité.
Suite à cette période de cure, les échantillons ont été transférés dans une salle dont les
conditions hygrothermiques sont les suivantes :
- 20°C
- 45%
Les essais sont réalisés à partir des échantillons secs présents dans la salle d’essai dont la
température et l’humidité sont connues et contrôlées.
Les éprouvettes ont été séchées à l’étuve à 70 °C afin de vérifier la teneur en eau des bétons.
Ces derniers sont totalement secs au début des essais.
2.2. Présentation de la manipulation
Des éprouvettes cylindriques creuses 16/22 sont mises en œuvre afin de pouvoir mesurer la
conductivité thermique selon le principe décrit précédemment des différentes compositions de
béton [15]. Les éprouvettes sont constituées d’un anneau de béton d’une épaisseur de 2,25 cm et
d’un carton revêtu d’une couche d’imperméabilisant SIKA. Ce carton assure le rôle du coffrage
intérieur lors du bétonnage du béton. L’imperméabilisant permet d’étanchéifier l’anneau de béton et
le protège de toute pénétration d’eau qui pourrait fausser les mesures lors de l’expérimentation.
Lors de leur fabrication, les échantillons ont été vibrés de façon à limiter la présence d’air,
notamment autour du thermocouple.
Une couche de polystyrène a été ajoutée en partie haute de l’éprouvette afin de
forcerl’hypothèse qui considère les effets de bords négligeables. (cf. paragraphe 3.2.3).
Mesure de la température
du béton par un
thermocouple noyé à la
surface du béton: paroi
intérieure
Carton imperméable :
aucune absorption d’eau par
le béton
Figure 4-4: Photographie de l’éprouvette de béton
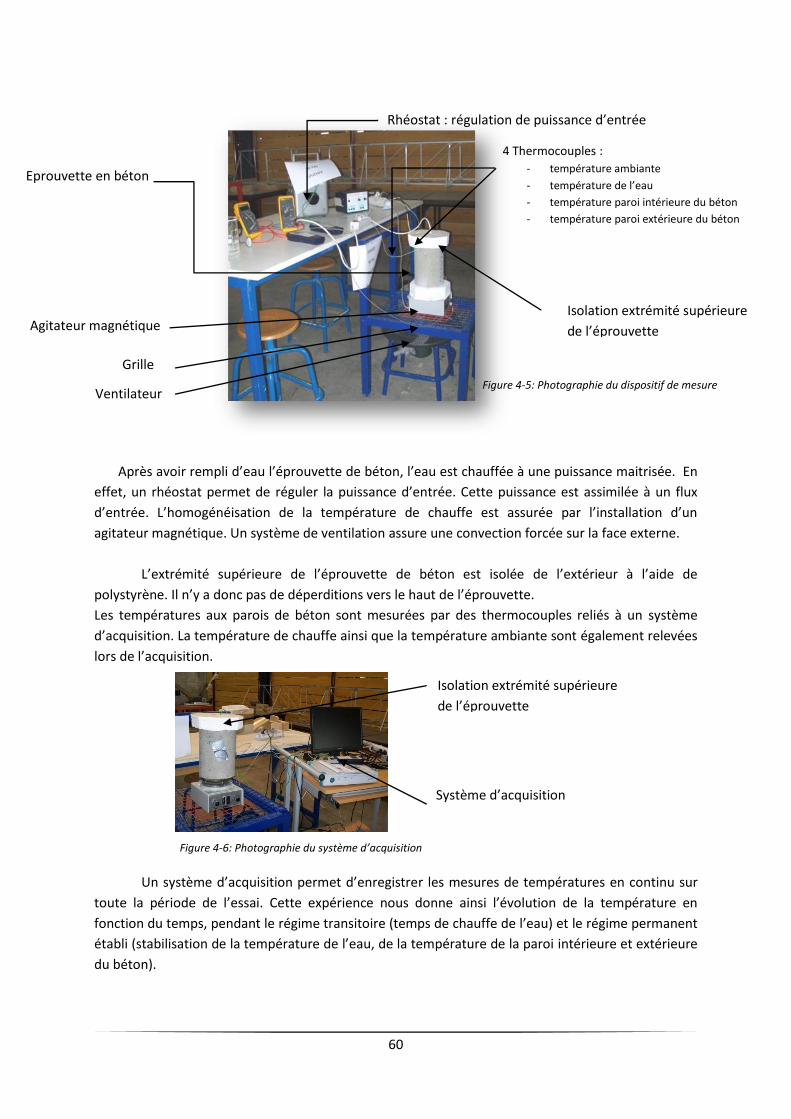
60
Après avoir rempli d’eau l’éprouvette de béton, l’eau est chauffée à une puissance maitrisée. En
effet, un rhéostat permet de réguler la puissance d’entrée. Cette puissance est assimilée à un flux
d’entrée. L’homogénéisation de la température de chauffe est assurée par l’installation d’un
agitateur magnétique. Un système de ventilation assure une convection forcée sur la face externe.
L’extrémité supérieure de l’éprouvette de béton est isolée de l’extérieur à l’aide de
polystyrène. Il n’y a donc pas de déperditions vers le haut de l’éprouvette.
Les températures aux parois de béton sont mesurées par des thermocouples reliés à un système
d’acquisition. La température de chauffe ainsi que la température ambiante sont également relevées
lors de l’acquisition.
Un système d’acquisition permet d’enregistrer les mesures de températures en continu sur
toute la période de l’essai. Cette expérience nous donne ainsi l’évolution de la température en
fonction du temps, pendant le régime transitoire (temps de chauffe de l’eau) et le régime permanent
établi (stabilisation de la température de l’eau, de la température de la paroi intérieure et extérieure
du béton).
Rhéostat : régulation de puissance d’entrée
4 Thermocouples :
- température ambiante
- température de l’eau
- température paroi intérieure du béton
- température paroi extérieure du béton
Eprouvette en béton
Agitateur magnétique Isolation extrémité supérieure
de l’éprouvette
Grille
Ventilateur
Isolation extrémité supérieure
de l’éprouvette
Système d’acquisition
Figure 4-6: Photographie du système d’acquisition
Figure 4-5: Photographie du dispositif de mesure
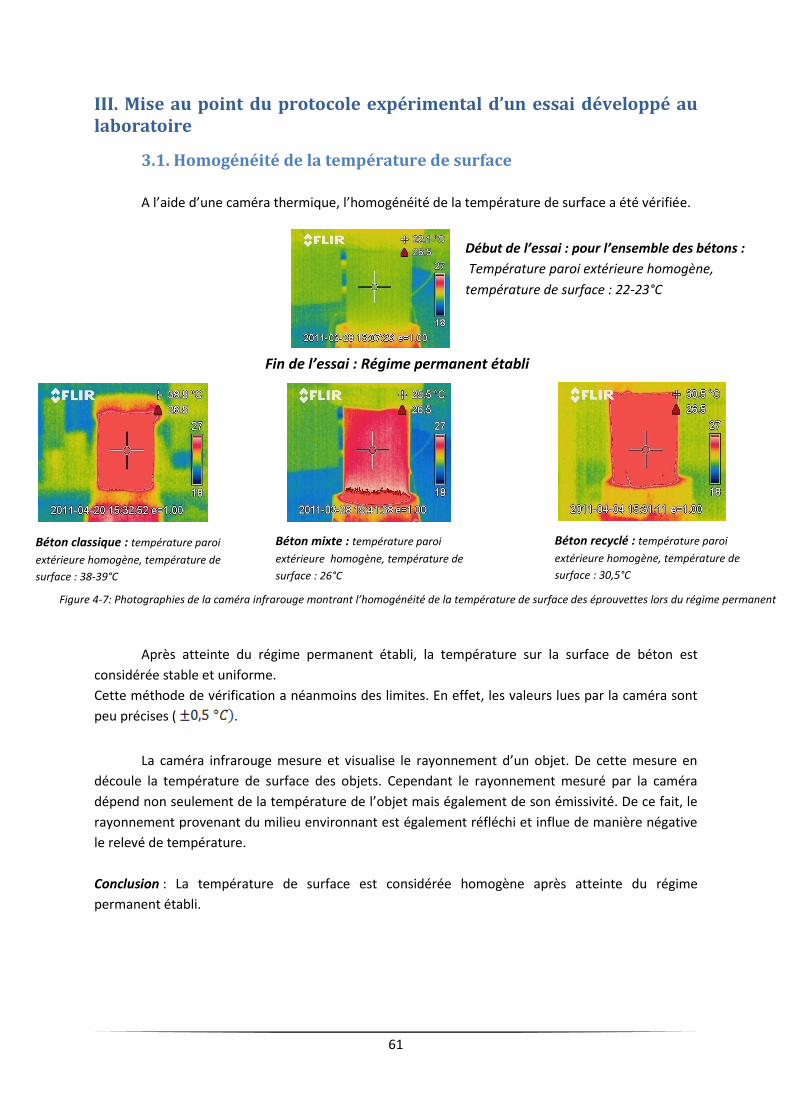
61
III. Mise au point du protocole expérimental d’un essai développé au laboratoire
3.1. Homogénéité de la température de surface
A l’aide d’une caméra thermique, l’homogénéité de la température de surface a été vérifiée.
Après atteinte du régime permanent établi, la température sur la surface de béton est
considérée stable et uniforme.
Cette méthode de vérification a néanmoins des limites. En effet, les valeurs lues par la caméra sont
peu précises ( .
La caméra infrarouge mesure et visualise le rayonnement d’un objet. De cette mesure en
découle la température de surface des objets. Cependant le rayonnement mesuré par la caméra
dépend non seulement de la température de l’objet mais également de son émissivité. De ce fait, le
rayonnement provenant du milieu environnant est également réfléchi et influe de manière négative
le relevé de température.
Conclusion : La température de surface est considérée homogène après atteinte du régime
permanent établi.
Béton classique : température paroi
extérieure homogène, température de
surface : 38-39°C
Béton mixte : température paroi
extérieure homogène, température de
surface : 26°C
Béton recyclé : température paroi
extérieure homogène, température de
surface : 30,5°C
Début de l’essai : pour l’ensemble des bétons :
Température paroi extérieure homogène,
température de surface : 22-23°C
Fin de l’essai : Régime permanent établi
Figure 4-7: Photographies de la caméra infrarouge montrant l’homogénéité de la température de surface des éprouvettes lors du régime permanent
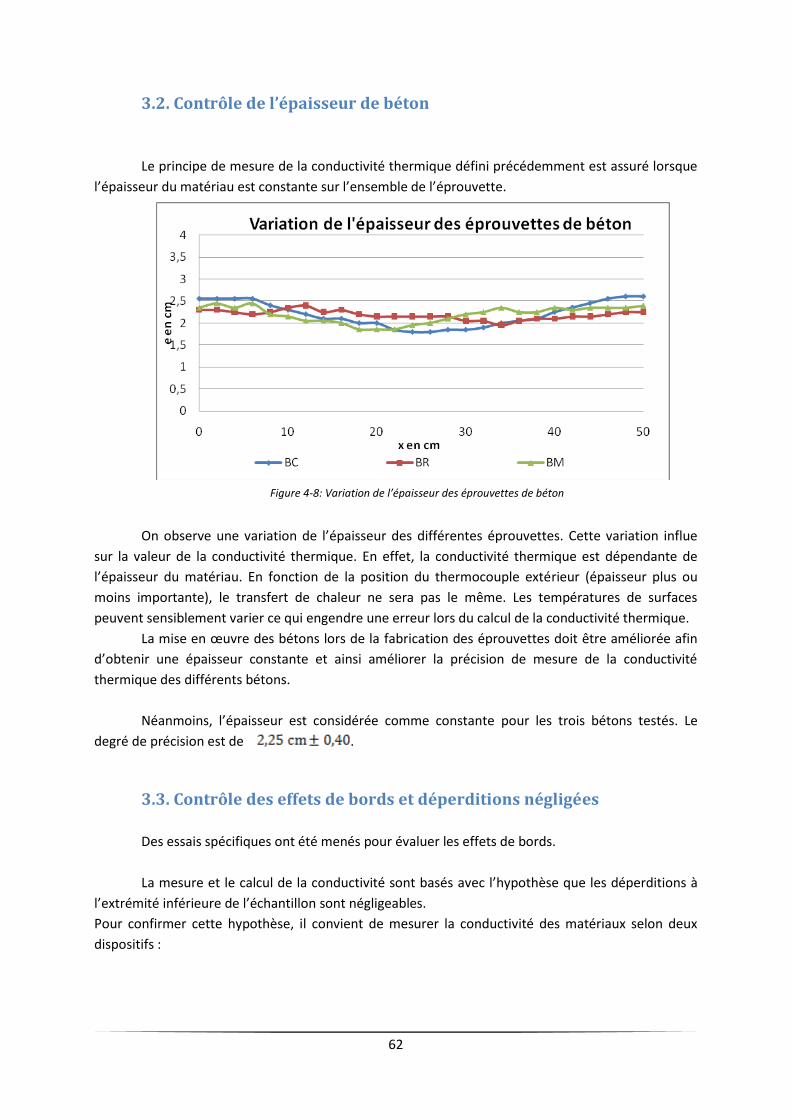
62
3.2. Contrôle de l’épaisseur de béton
Le principe de mesure de la conductivité thermique défini précédemment est assuré lorsque
l’épaisseur du matériau est constante sur l’ensemble de l’éprouvette.
On observe une variation de l’épaisseur des différentes éprouvettes. Cette variation influe
sur la valeur de la conductivité thermique. En effet, la conductivité thermique est dépendante de
l’épaisseur du matériau. En fonction de la position du thermocouple extérieur (épaisseur plus ou
moins importante), le transfert de chaleur ne sera pas le même. Les températures de surfaces
peuvent sensiblement varier ce qui engendre une erreur lors du calcul de la conductivité thermique.
La mise en œuvre des bétons lors de la fabrication des éprouvettes doit être améliorée afin
d’obtenir une épaisseur constante et ainsi améliorer la précision de mesure de la conductivité
thermique des différents bétons.
Néanmoins, l’épaisseur est considérée comme constante pour les trois bétons testés. Le
degré de précision est de .
3.3. Contrôle des effets de bords et déperditions négligées
Des essais spécifiques ont été menés pour évaluer les effets de bords.
La mesure et le calcul de la conductivité sont basés avec l’hypothèse que les déperditions à
l’extrémité inférieure de l’échantillon sont négligeables.
Pour confirmer cette hypothèse, il convient de mesurer la conductivité des matériaux selon deux
dispositifs :
Figure 4-8: Variation de l’épaisseur des éprouvettes de béton
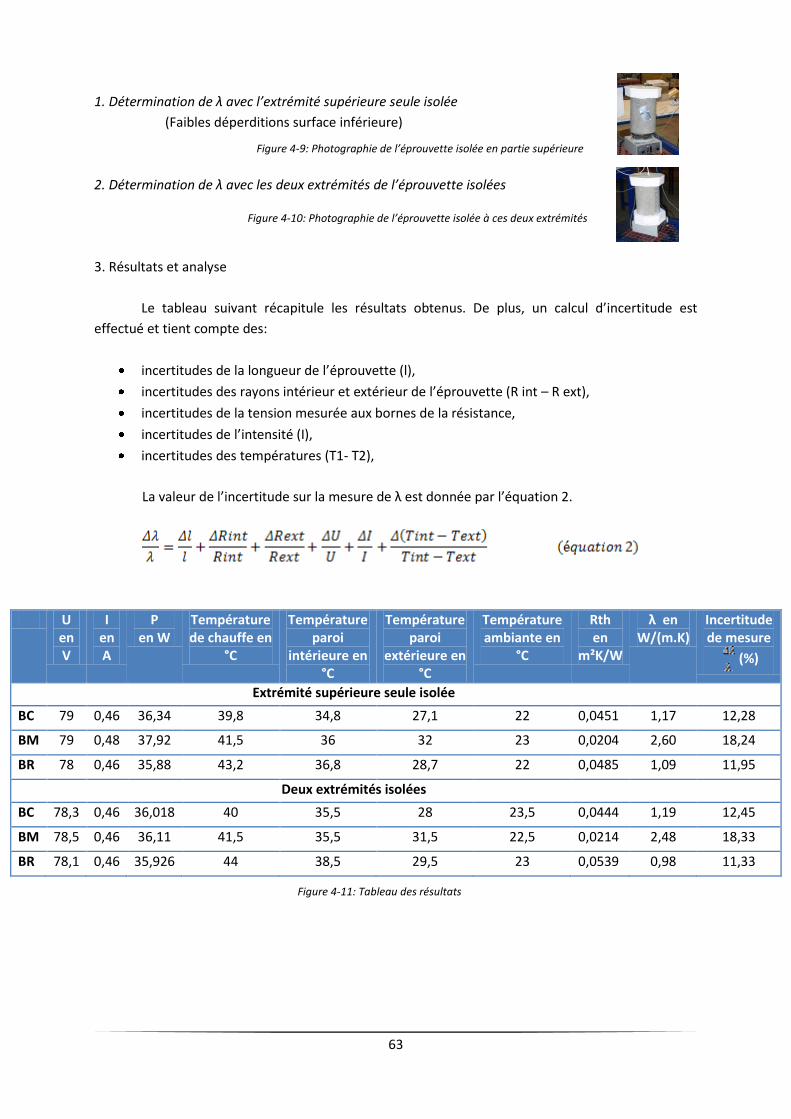
63
1. Détermination de λ avec l’extrémité supérieure seule isolée
(Faibles déperditions surface inférieure)
2. Détermination de λ avec les deux extrémités de l’éprouvette isolées
3. Résultats et analyse
Le tableau suivant récapitule les résultats obtenus. De plus, un calcul d’incertitude est
effectué et tient compte des:
incertitudes de la longueur de l’éprouvette (l),
incertitudes des rayons intérieur et extérieur de l’éprouvette (R int – R ext),
incertitudes de la tension mesurée aux bornes de la résistance,
incertitudes de l’intensité (I),
incertitudes des températures (T1- T2),
La valeur de l’incertitude sur la mesure de λ est donnée par l’équation 2.
U en V
I en A
P en W
Température de chauffe en
°C
Température paroi
intérieure en °C
Température paroi
extérieure en °C
Température ambiante en
°C
Rth en
m²K/W
λ en W/(m.K)
Incertitude de mesure
(%)
Extrémité supérieure seule isolée
BC 79 0,46 36,34 39,8 34,8 27,1 22 0,0451 1,17 12,28
BM 79 0,48 37,92 41,5 36 32 23 0,0204 2,60 18,24
BR 78 0,46 35,88 43,2 36,8 28,7 22 0,0485 1,09 11,95
Deux extrémités isolées
BC 78,3 0,46 36,018 40 35,5 28 23,5 0,0444 1,19 12,45
BM 78,5 0,46 36,11 41,5 35,5 31,5 22,5 0,0214 2,48 18,33
BR 78,1 0,46 35,926 44 38,5 29,5 23 0,0539 0,98 11,33
Figure 4-9: Photographie de l’éprouvette isolée en partie supérieure
Figure 4-10: Photographie de l’éprouvette isolée à ces deux extrémités
Figure 4-11: Tableau des résultats

64
Cette série d’essais montre que les conductivités thermiques sont relativement proches quel
que soit le dispositif utilisé (éprouvette isolée à ces deux extrémités ou isolée en partie supérieure
uniquement). Aucune des deux méthodes n’implique une situation défavorable qui augmente la
conductivité thermique.
Conclusion : A épaisseur constante, les effets de bords à l’extrémité inférieure de
l’éprouvette semblent être négligeables.
En effet, avec ou sans dispositif d’isolation supplémentaire au bas de l’échantillon, les valeurs de
conductivité thermique sont sensiblement égales.
Echantillon λ avec éprouvette : extrémité supérieure
seule isolée W/( m.K)
de λ avec éprouvette : deux extrémités isolées
W/( m.K)
Ecart relatif (%)
Béton Classique 1,17 1,19 1,7
Béton Mixte 2,60 2,48 4,6
Béton Recyclé 1,09 0,98 10
Figure 4-12 : Tableau comparatif des conductivités thermiques obtenues par les deux méthodes et de l’écart entre ces
résultats.
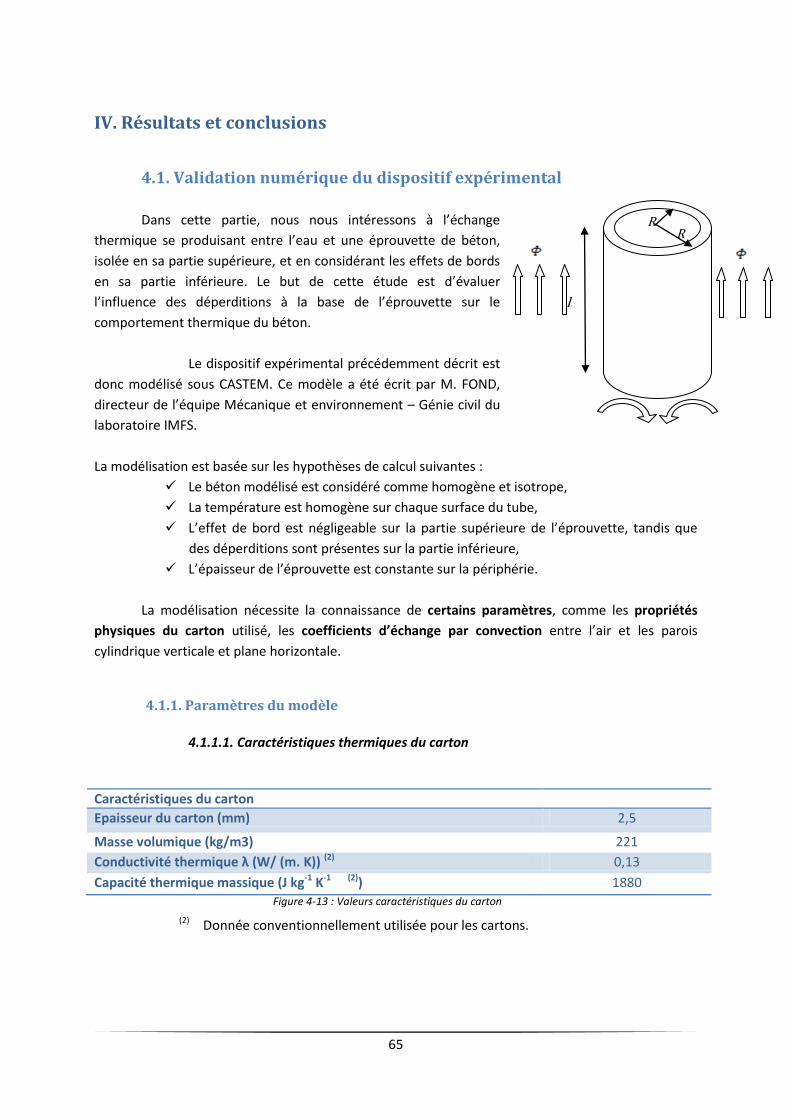
65
IV. Résultats et conclusions
4.1. Validation numérique du dispositif expérimental
Dans cette partie, nous nous intéressons à l’échange
thermique se produisant entre l’eau et une éprouvette de béton,
isolée en sa partie supérieure, et en considérant les effets de bords
en sa partie inférieure. Le but de cette étude est d’évaluer
l’influence des déperditions à la base de l’éprouvette sur le
comportement thermique du béton.
Le dispositif expérimental précédemment décrit est
donc modélisé sous CASTEM. Ce modèle a été écrit par M. FOND,
directeur de l’équipe Mécanique et environnement – Génie civil du
laboratoire IMFS.
La modélisation est basée sur les hypothèses de calcul suivantes :
Le béton modélisé est considéré comme homogène et isotrope,
La température est homogène sur chaque surface du tube,
L’effet de bord est négligeable sur la partie supérieure de l’éprouvette, tandis que
des déperditions sont présentes sur la partie inférieure,
L’épaisseur de l’éprouvette est constante sur la périphérie.
La modélisation nécessite la connaissance de certains paramètres, comme les propriétés
physiques du carton utilisé, les coefficients d’échange par convection entre l’air et les parois
cylindrique verticale et plane horizontale.
4.1.1. Paramètres du modèle
4.1.1.1. Caractéristiques thermiques du carton
Caractéristiques du carton
Epaisseur du carton (mm) 2,5
Masse volumique (kg/m3) 221
Conductivité thermique λ (W/ (m. K)) (2) 0,13
Capacité thermique massique (J kg-1 K-1 (2)) 1880
(2) Donnée conventionnellement utilisée pour les cartons.
Figure 4-13 : Valeurs caractéristiques du carton
l
R
i R
e
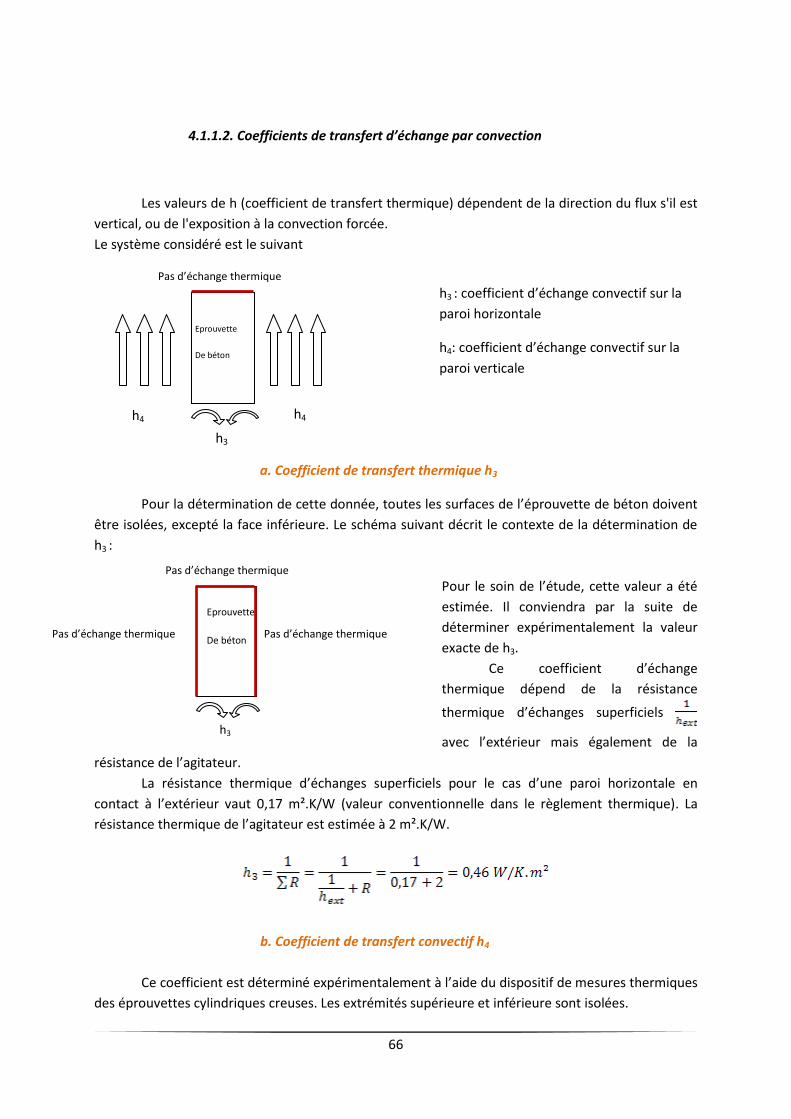
66
4.1.1.2. Coefficients de transfert d’échange par convection
Les valeurs de h (coefficient de transfert thermique) dépendent de la direction du flux s'il est
vertical, ou de l'exposition à la convection forcée.
Le système considéré est le suivant
a. Coefficient de transfert thermique h3
Pour la détermination de cette donnée, toutes les surfaces de l’éprouvette de béton doivent
être isolées, excepté la face inférieure. Le schéma suivant décrit le contexte de la détermination de
h3 :
Pour le soin de l’étude, cette valeur a été
estimée. Il conviendra par la suite de
déterminer expérimentalement la valeur
exacte de h3.
Ce coefficient d’échange
thermique dépend de la résistance
thermique d’échanges superficiels
avec l’extérieur mais également de la
résistance de l’agitateur.
La résistance thermique d’échanges superficiels pour le cas d’une paroi horizontale en
contact à l’extérieur vaut 0,17 m².K/W (valeur conventionnelle dans le règlement thermique). La
résistance thermique de l’agitateur est estimée à 2 m².K/W.
b. Coefficient de transfert convectif h4
Ce coefficient est déterminé expérimentalement à l’aide du dispositif de mesures thermiques
des éprouvettes cylindriques creuses. Les extrémités supérieure et inférieure sont isolées.
Eprouvette
De béton
h3
Pas d’échange thermique
Pas d’échange thermique Pas d’échange thermique
h3 : coefficient d’échange convectif sur la
paroi horizontale
h4: coefficient d’échange convectif sur la
paroi verticale
Eprouvette
De béton
h3
h4 h4
Pas d’échange thermique
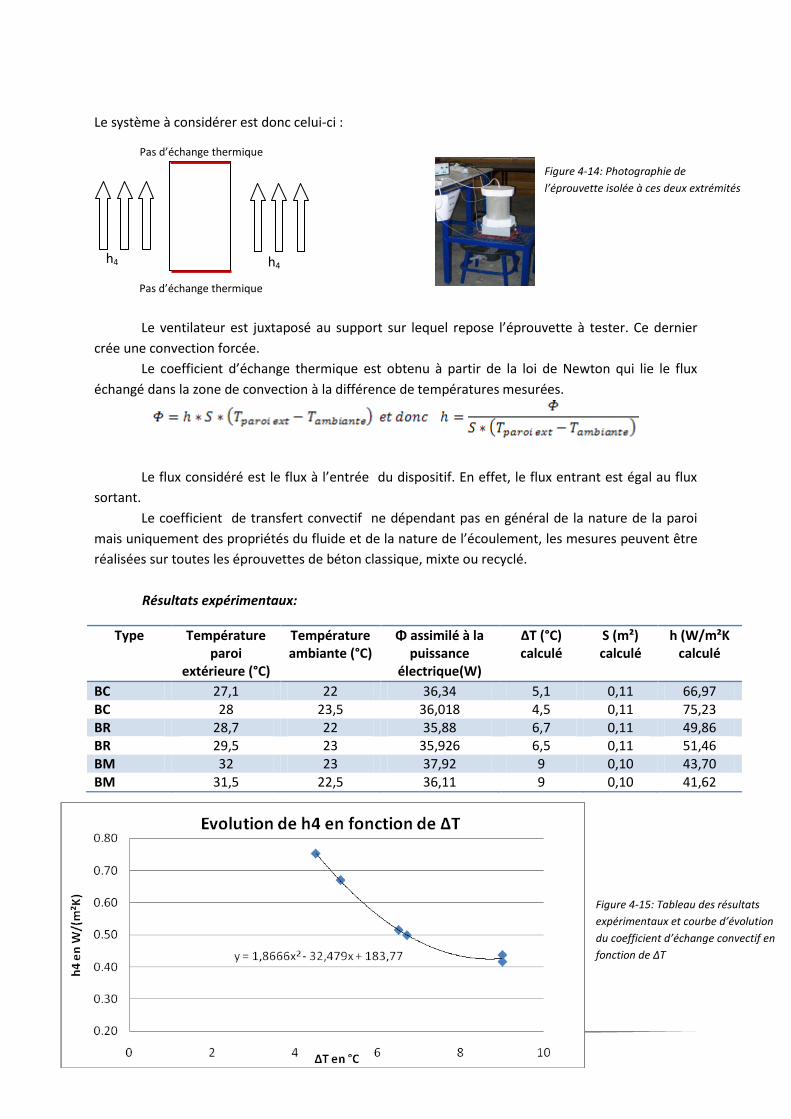
67
Le système à considérer est donc celui-ci :
Le ventilateur est juxtaposé au support sur lequel repose l’éprouvette à tester. Ce dernier
crée une convection forcée.
Le coefficient d’échange thermique est obtenu à partir de la loi de Newton qui lie le flux
échangé dans la zone de convection à la différence de températures mesurées.
Le flux considéré est le flux à l’entrée du dispositif. En effet, le flux entrant est égal au flux
sortant.
Le coefficient de transfert convectif ne dépendant pas en général de la nature de la paroi
mais uniquement des propriétés du fluide et de la nature de l’écoulement, les mesures peuvent être
réalisées sur toutes les éprouvettes de béton classique, mixte ou recyclé.
Résultats expérimentaux:
Type Température paroi
extérieure (°C)
Température ambiante (°C)
Φ assimilé à la puissance
électrique(W)
ΔT (°C) calculé
S (m²) calculé
h (W/m²K calculé
BC 27,1 22 36,34 5,1 0,11 66,97 BC 28 23,5 36,018 4,5 0,11 75,23 BR 28,7 22 35,88 6,7 0,11 49,86 BR 29,5 23 35,926 6,5 0,11 51,46 BM 32 23 37,92 9 0,10 43,70 BM 31,5 22,5 36,11 9 0,10 41,62
Figure 4-15: Tableau des résultats
expérimentaux et courbe d’évolution
du coefficient d’échange convectif en
fonction de ΔT
Figure 4-14: Photographie de
l’éprouvette isolée à ces deux extrémités
Eprouvette
De béton
Pas d’échange thermique
h4
Pas d’échange thermique
h4
68
Le coefficient de transfert convectif h4 décroit en fonction de la différence de température.
Cela peut s’expliquer par le fait que dans cette configuration, la vitesse du fluide s’écoulant autour du
tube n’est pas homogène sur le pourtour de l’éprouvette. Or on cherche à créer un flux homogène
autour de l’éprouvette de béton et ainsi obtenir une valeur du coefficient d’échange thermique
constante.
Cependant le coefficient de transmission convectif suit une loi polynomiale d’ordre 2 en fonction de
la différence de température.
Le dispositif est à modifier afin d’obtenir un coefficient d’échange convectif constant.
Cette variation peut également s’expliquer par l’épaisseur des trois éprouvettes qui s’avère
ne pas être régulière.
La valeur de h4 choisie pour la modélisation est déterminée de manière à ce que la variation
de température entre la paroi extérieure de béton et la température ambiante soit la même pour les
résultats expérimentaux et les résultats numériques.
Dans ce cas,
L’amélioration du dispositif expérimental permettra de déterminer expérimentalement une
valeur de ce coefficient d’échange convectif.
4.1.1.3. Caractéristiques thermiques des bétons
Béton classique Béton mixte Béton recyclé
Longueur de l’échantillon (cm) 21,3 19,3 21,5
Masse volumique (kg/m3) 2360 2342 2255
λ: Conductivité thermique (W/m.K) 1,19 2,48 0,98
Cp : Capacité thermique massique (J·kg-1·K-1) 883 1203 1295
La capacité thermique massique est déterminée expérimentalement suivant le protocole
décrit en annexe 5.
4.1.2. Géométrie et maillage
Le comportement thermique de l’anneau de béton étant le même dans chaque section
transversale, il est plus intéressant et logique de se ramener à un système plan plus simple à mettre
en situation et mieux adapté à l’objectif de notre étude.
Le dispositif expérimental est modélisé à l’aide de quadrangles à 8 nœuds.
Chaque nœud possède 2 degrés de liberté en translation.
Le calcul s’effectuant en 2D et en mode axisymétrique, la géométrie suivante a été modélisée :
Figure 4-16: Valeurs caractéristiques des 3 bétons
Figure 4-17: quadrangle à 8 nœuds
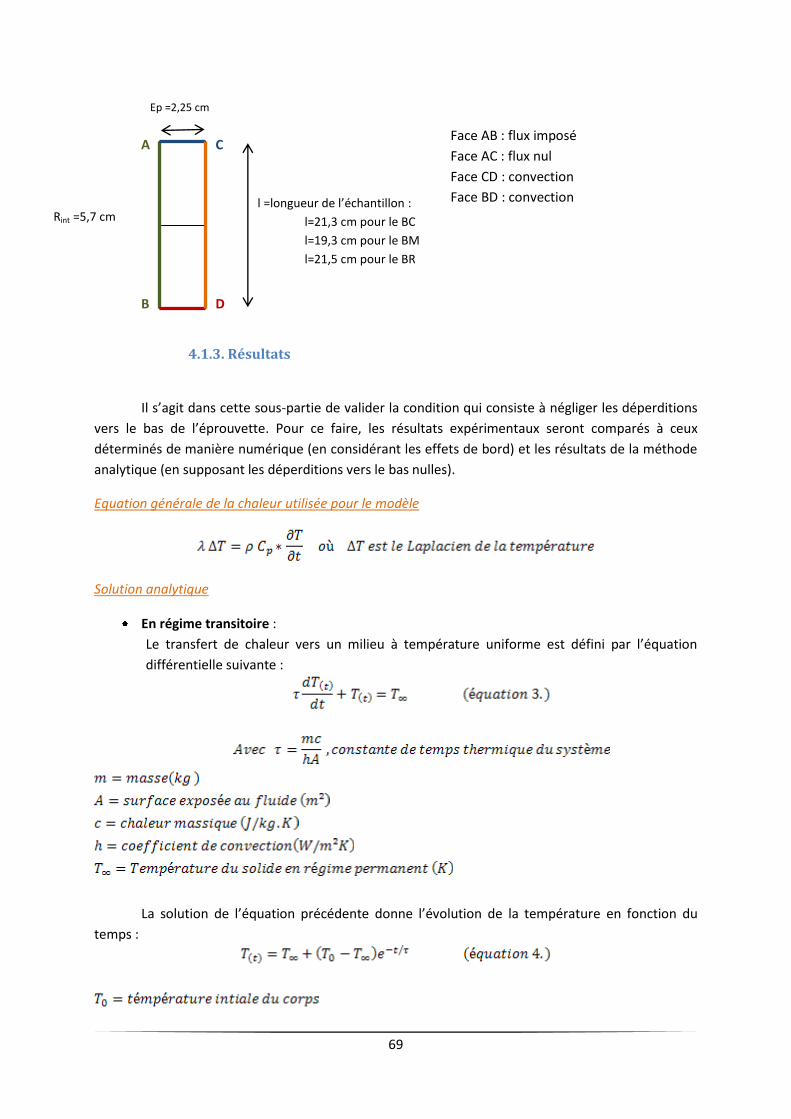
69
Face AB : flux imposé
Face AC : flux nul
Face CD : convection
Face BD : convection
4.1.3. Résultats
Il s’agit dans cette sous-partie de valider la condition qui consiste à négliger les déperditions
vers le bas de l’éprouvette. Pour ce faire, les résultats expérimentaux seront comparés à ceux
déterminés de manière numérique (en considérant les effets de bord) et les résultats de la méthode
analytique (en supposant les déperditions vers le bas nulles).
Equation générale de la chaleur utilisée pour le modèle
Solution analytique
En régime transitoire :
Le transfert de chaleur vers un milieu à température uniforme est défini par l’équation
différentielle suivante :
La solution de l’équation précédente donne l’évolution de la température en fonction du
temps :
Ep =2,25 cm
Rint =5,7 cm l =longueur de l’échantillon :
l=21,3 cm pour le BC
l=19,3 cm pour le BM
l=21,5 cm pour le BR
A
B
C
D
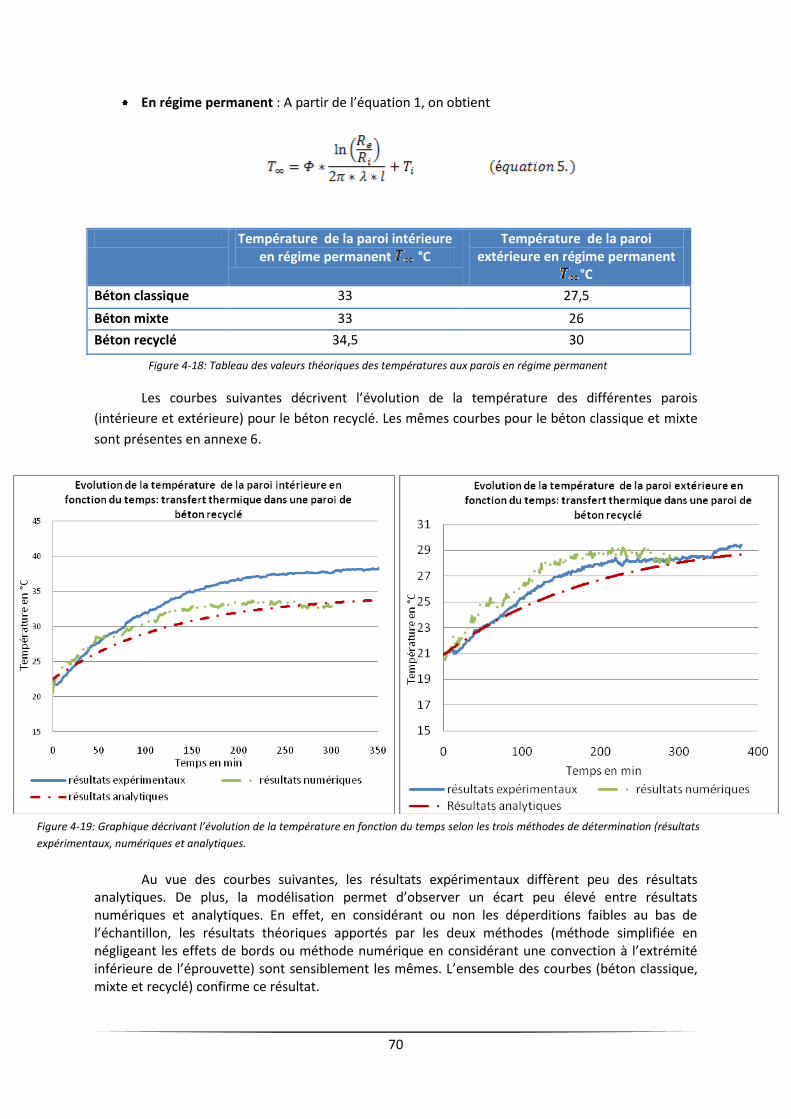
70
En régime permanent : A partir de l’équation 1, on obtient
Température de la paroi intérieure en régime permanent °C
Température de la paroi extérieure en régime permanent
°C
Béton classique 33 27,5
Béton mixte 33 26
Béton recyclé 34,5 30
Les courbes suivantes décrivent l’évolution de la température des différentes parois
(intérieure et extérieure) pour le béton recyclé. Les mêmes courbes pour le béton classique et mixte
sont présentes en annexe 6.
Au vue des courbes suivantes, les résultats expérimentaux diffèrent peu des résultats
analytiques. De plus, la modélisation permet d’observer un écart peu élevé entre résultats numériques et analytiques. En effet, en considérant ou non les déperditions faibles au bas de l’échantillon, les résultats théoriques apportés par les deux méthodes (méthode simplifiée en négligeant les effets de bords ou méthode numérique en considérant une convection à l’extrémité inférieure de l’éprouvette) sont sensiblement les mêmes. L’ensemble des courbes (béton classique, mixte et recyclé) confirme ce résultat.
Figure 4-18: Tableau des valeurs théoriques des températures aux parois en régime permanent
Figure 4-19: Graphique décrivant l’évolution de la température en fonction du temps selon les trois méthodes de détermination (résultats
expérimentaux, numériques et analytiques.
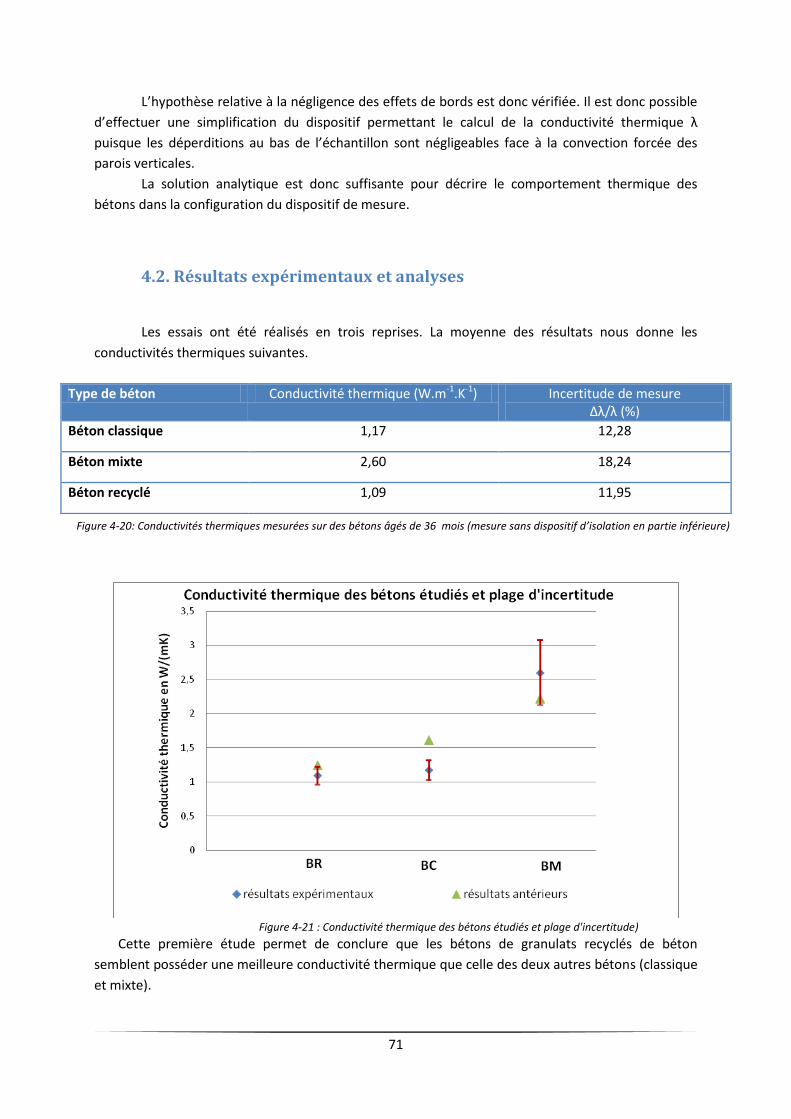
71
L’hypothèse relative à la négligence des effets de bords est donc vérifiée. Il est donc possible
d’effectuer une simplification du dispositif permettant le calcul de la conductivité thermique λ
puisque les déperditions au bas de l’échantillon sont négligeables face à la convection forcée des
parois verticales.
La solution analytique est donc suffisante pour décrire le comportement thermique des
bétons dans la configuration du dispositif de mesure.
4.2. Résultats expérimentaux et analyses
Les essais ont été réalisés en trois reprises. La moyenne des résultats nous donne les
conductivités thermiques suivantes.
Cette première étude permet de conclure que les bétons de granulats recyclés de béton
semblent posséder une meilleure conductivité thermique que celle des deux autres bétons (classique
et mixte).
Type de béton Conductivité thermique (W.m-1.K-1) Incertitude de mesure Δλ/λ (%)
Béton classique 1,17 12,28
Béton mixte 2,60 18,24
Béton recyclé 1,09 11,95
Figure 4-20: Conductivités thermiques mesurées sur des bétons âgés de 36 mois (mesure sans dispositif d’isolation en partie inférieure)
Figure 4-21 : Conductivité thermique des bétons étudiés et plage d'incertitude)
72
La tendance est donc :
Les bétons de granulats recyclés semblent donc avoir un caractère plus isolant que
celui d’un béton classique. Ce résultat confirme donc les premières tendances observées. Néanmoins
les valeurs obtenues diffèrent. L’écart est moins important que celui observé lors des essais réalisés
sur les bétons âgés de 18 mois. Cela peut s’expliquer par une éventuelle évolution des bétons
analysés, mais également par une différence issue du protocole (notamment par la présence d’une
couche d’imperméabilisant qui isolerait mieux l’éprouvette)
Des résultats différents sont obtenus pour le béton mixte. Cela se justifie par une mise en
œuvre du matériau qui a formé un matériau assez hétérogène (présence de fissures cohérente avec
la capillarité et la porosité élevées). Cette hétérogénéité provient certainement du mélange des
granulats (roulé et concassé) [14].
4.3. Améliorations et perspectives
Malgré une tendance qui se confirme, des améliorations sont à apporter à l’expérience pour
obtenir des mesures plus fiables.
La mise en œuvre de l’éprouvette de béton doit être améliorée afin de garantir une
épaisseur régulière de l’anneau de béton
L’imperméabilité de l’éprouvette doit être assurée pour pouvoir supporter un nombre de
cycles de chauffe importants. En effet, la partie cartonnée, malgré la couche
d’imperméabilisant, se détériore au bout de quelques cycles de chauffe. L’eau s’infiltre
dans le béton et peut provoquer des erreurs dans les mesures de températures. Il est
donc nécessaire de modifier le coffrage intérieur de l’éprouvette. Il s’agira de remplacer
notamment le coffrage intérieur en carton par une surface plus rigide, ne se déformant
pas lors du bétonnage de l’échantillon ou pendant les cycles de chauffe. Le matériau à
utiliser doit néanmoins avoir une conductivité thermique faible pour favoriser l’échange
thermique dans le béton.
Le dispositif de vérification de l’homogénéité de la température de la surface extérieure
de béton doit être également amélioré en raison du rayonnement du milieu environnant.
La position du thermocouple situé sur la paroi intérieure de béton influe sur les mesures
des températures. En effet, les données relevées peuvent varier en fonction de la
position du thermocouple (situé sur un granulat ou la pâte de mortier). Le même
problème de positionnement du capteur de température sur la paroi extérieure se pose.
Pour palier ce problème d’homogénéité du matériau, il serait envisageable de multiplier
le nombre de thermocouples sur les parois extérieure et intérieure afin d’obtenir
plusieurs mesures de températures (soit simultanément, soit lors d’essais successifs).
73
Dans la même logique, multiplier les échantillons permettrait de confirmer les résultats
sur une même éprouvette et conduirait à une plus grande fiabilité des mesures.
Par ailleurs, il est envisageable de travailler avec de micros bétons pour que la taille des
granulats soit plus petite devant la dimension du thermocouple.
Il est également possible d’augmenter l’épaisseur et la longueur de l’éprouvette afin de
garantir l’homogénéité du béton et ainsi de réduire les incertitudes de mesure. De plus
les dimensions de ce béton seront plus représentatives de la réalité.
Les essais ont montré que la convection forcée n’était pas homogène autour de
l’éprouvette. La vitesse du fluide qui s’écoule autour du tube n’est pas répartie de
manière uniforme sur le pourtour de l’échantillon. Cela peut engendrer des erreurs de
mesure.
Dans ce cas une amélioration de la direction du flux autour de l’échantillon est à
préconiser. Un système permettant de canaliser le flux d’air (PVC cylindrique par
exemple) pourrait être rajouté au dispositif de mesure. Le coefficient d’échange
thermique à mesurer sera ici un coefficient d’échange radioconvectif (rayonnement
provoqué par la surface de PVC).
De plus afin de ne pas gêner le phénomène de convection autour de l’échantillon,
l’agitateur magnétique pourrait être remplacé par un agitateur à hélice qui présente les
avantages suivants :
- Ne pas être en contact directement sur la paroi horizontale
- Garantir une bonne homogénéité de la température. En effet, il a été observé un
arrêt de l’agitateur magnétique lors de l’essai. Ce nouveau dispositif pourrait
supprimer ce risque de mauvais mélange de l’eau chaude.
Le coefficient d’échange thermique dépend également de l’épaisseur de l’échantillon.
Comme pour la valeur de λ, la régularité de l’épaisseur influe fortement les résultats. La
mise en œuvre des éprouvettes sera à améliorer.
74
Paragraphe 2 : Analyse des propriétés mécaniques des bétons de granulats recyclés de béton
Détermination du module d’Young
Ce paragraphe a pour objectif la détermination expérimentale du module d’élasticité des
trois bétons étudiés. Les différents échantillons sont soumis à une charge de compression qui
engendre des déformations longitudinales. La mesure de ces déformations permet d’obtenir le
module d’Young des bétons.
I. Matériaux et méthodes
1.1. Matériaux
Les matériaux utilisés sont les mêmes que ceux pris pour l’étude de la détermination de la
conductivité thermique.
Les échantillons proviennent de la même gâchée que les précédents échantillons cf. p58. Il
sera ainsi possible de lier les résultats des différents essais (conductivité thermique, caractéristiques
mécaniques et porosité).
Néanmoins par manque d’échantillons, les dimensions des 3 éprouvettes ne sont pas les mêmes :
BC BM BR
Eprouvette Cylindrique φ 11 x 10 cm (de haut)
Cylindrique φ 11 x 11 cm (de haut)
Cubique 10 x 10 x 10 cm
1.2. Description du dispositif de mesure
Le but de la manipulation est de déterminer le module d’Young des bétons lors d’un essai de
compression centrée à l’aide d’une presse. Pour ce faire, les étapes suivantes sont effectuées :
Préparation des échantillons
Afin de garantir la justesse des résultats, les surfaces sur lesquelles s’applique la charge
doivent être planes et parallèles. Pour avoir une bonne zone de contact du plateau (exerçant
la force de compression) sur l’échantillon, il est nécessaire d’utiliser une rectifieuse pour
assurer la planéité et le parallélisme des éprouvettes.
Néanmoins, un dispositif rotulé, présent sur la presse, palie aux manques de parallélisme et
garantit un bon contact entre le plateau et l’échantillon.
Dispositif de mesure et capteurs
L’essai consiste à mesure les déformations longitudinales des éprouvettes lorsque celles-
ci sont soumises à une compression centrée.
Figure 4-22: Conductivités thermiques mesurées sur des bétons âgés de 36 mois (mesure sans dispositif d’isolation en partie inférieure)

75
Contrainte appliquée : 20% de la contrainte maximale à 192j,
soit 10 MPa.
II. Résultats et commentaires
Tout d’abord, il est à noter que les trois bétons ont un comportement linéaire.
Le béton de granulats recyclés de béton présente un plus grand module d’Young que les deux autres
bétons. En effet, le module d’Young est plus élevé que les deux autres bétons.
Il est à rappeler ici que les trois formulations de départ ont été définies afin d’obtenir les
mêmes résistances mécaniques (résistance à la traction et à la compression). De ce fait, on
s’attendait ici à obtenir des modules d’Young semblables pour les trois éprouvettes.
Ces essais devront être renouvelés afin de confirmer ou infirmer ces premières tendances.
De plus, il serait intéressant d’étudier l’évolution de la résistance mécanique à 3 ans d’âge.
Béton classique Béton mixte Béton recyclé
Module d’Young E (MPa)
21735 17820 27638
2 Capteurs à pointes de type inductif
permettant la mesure des déformations
longitudinales :
Capteurs placés sur 2 faces opposées
Figure 4-23: Photographie de la presse et de l’échantillon testé
Figure 4-24: Détermination du module d’Young : Evolution la contrainte de compression en fonction de la déformation
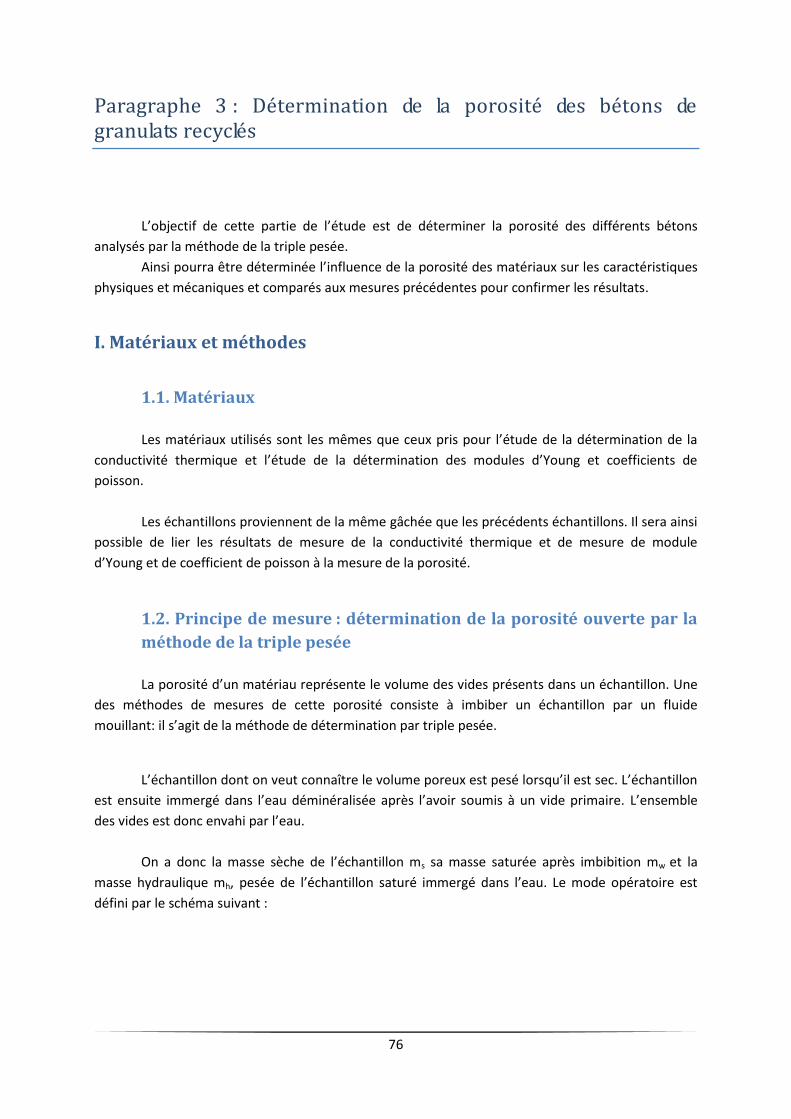
76
Paragraphe 3 : Détermination de la porosité des bétons de granulats recyclés
L’objectif de cette partie de l’étude est de déterminer la porosité des différents bétons
analysés par la méthode de la triple pesée.
Ainsi pourra être déterminée l’influence de la porosité des matériaux sur les caractéristiques
physiques et mécaniques et comparés aux mesures précédentes pour confirmer les résultats.
I. Matériaux et méthodes
1.1. Matériaux
Les matériaux utilisés sont les mêmes que ceux pris pour l’étude de la détermination de la
conductivité thermique et l’étude de la détermination des modules d’Young et coefficients de
poisson.
Les échantillons proviennent de la même gâchée que les précédents échantillons. Il sera ainsi
possible de lier les résultats de mesure de la conductivité thermique et de mesure de module
d’Young et de coefficient de poisson à la mesure de la porosité.
1.2. Principe de mesure : détermination de la porosité ouverte par la
méthode de la triple pesée
La porosité d’un matériau représente le volume des vides présents dans un échantillon. Une
des méthodes de mesures de cette porosité consiste à imbiber un échantillon par un fluide
mouillant: il s’agit de la méthode de détermination par triple pesée.
L’échantillon dont on veut connaître le volume poreux est pesé lorsqu’il est sec. L’échantillon
est ensuite immergé dans l’eau déminéralisée après l’avoir soumis à un vide primaire. L’ensemble
des vides est donc envahi par l’eau.
On a donc la masse sèche de l’échantillon ms sa masse saturée après imbibition mw et la
masse hydraulique mh, pesée de l’échantillon saturé immergé dans l’eau. Le mode opératoire est
défini par le schéma suivant :
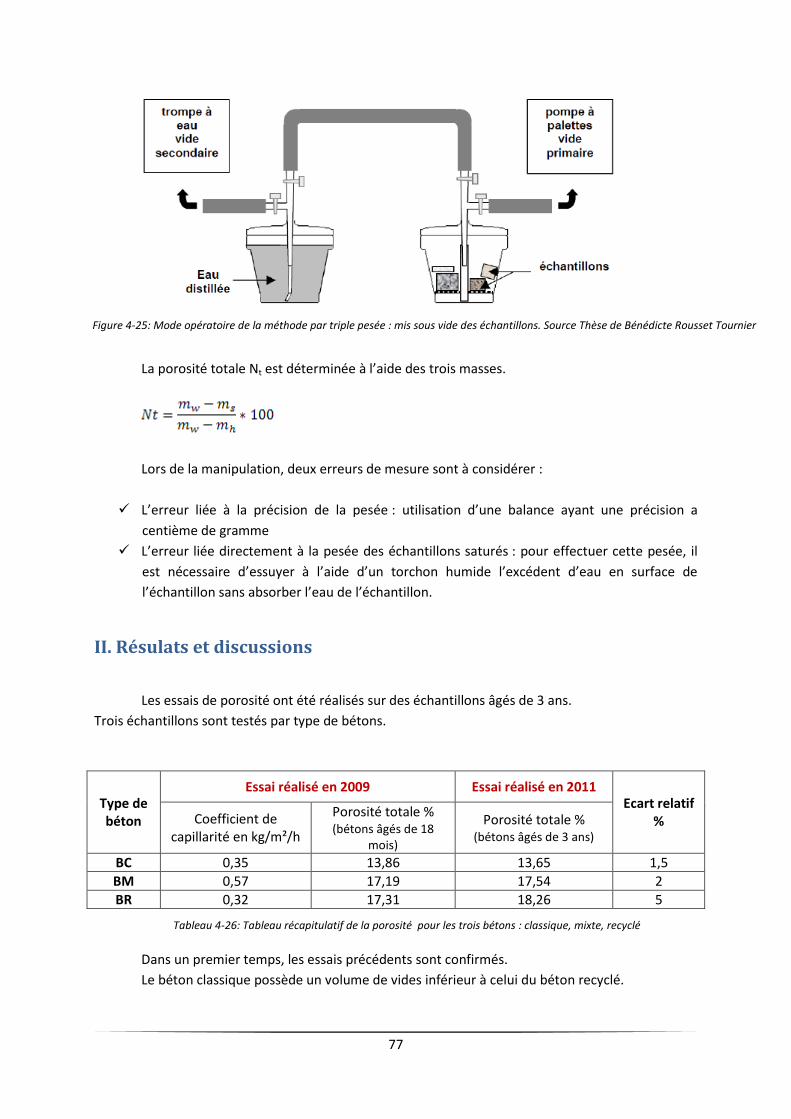
77
La porosité totale Nt est déterminée à l’aide des trois masses.
Lors de la manipulation, deux erreurs de mesure sont à considérer :
L’erreur liée à la précision de la pesée : utilisation d’une balance ayant une précision a
centième de gramme
L’erreur liée directement à la pesée des échantillons saturés : pour effectuer cette pesée, il
est nécessaire d’essuyer à l’aide d’un torchon humide l’excédent d’eau en surface de
l’échantillon sans absorber l’eau de l’échantillon.
II. Résulats et discussions
Les essais de porosité ont été réalisés sur des échantillons âgés de 3 ans.
Trois échantillons sont testés par type de bétons.
Type de béton
Essai réalisé en 2009 Essai réalisé en 2011 Ecart relatif
% Coefficient de capillarité en kg/m²/h
Porosité totale % (bétons âgés de 18
mois)
Porosité totale % (bétons âgés de 3 ans)
BC 0,35 13,86 13,65 1,5
BM 0,57 17,19 17,54 2
BR 0,32 17,31 18,26 5
Dans un premier temps, les essais précédents sont confirmés.
Le béton classique possède un volume de vides inférieur à celui du béton recyclé.
Figure 4-25: Mode opératoire de la méthode par triple pesée : mis sous vide des échantillons. Source Thèse de Bénédicte Rousset Tournier
Tableau 4-26: Tableau récapitulatif de la porosité pour les trois bétons : classique, mixte, recyclé
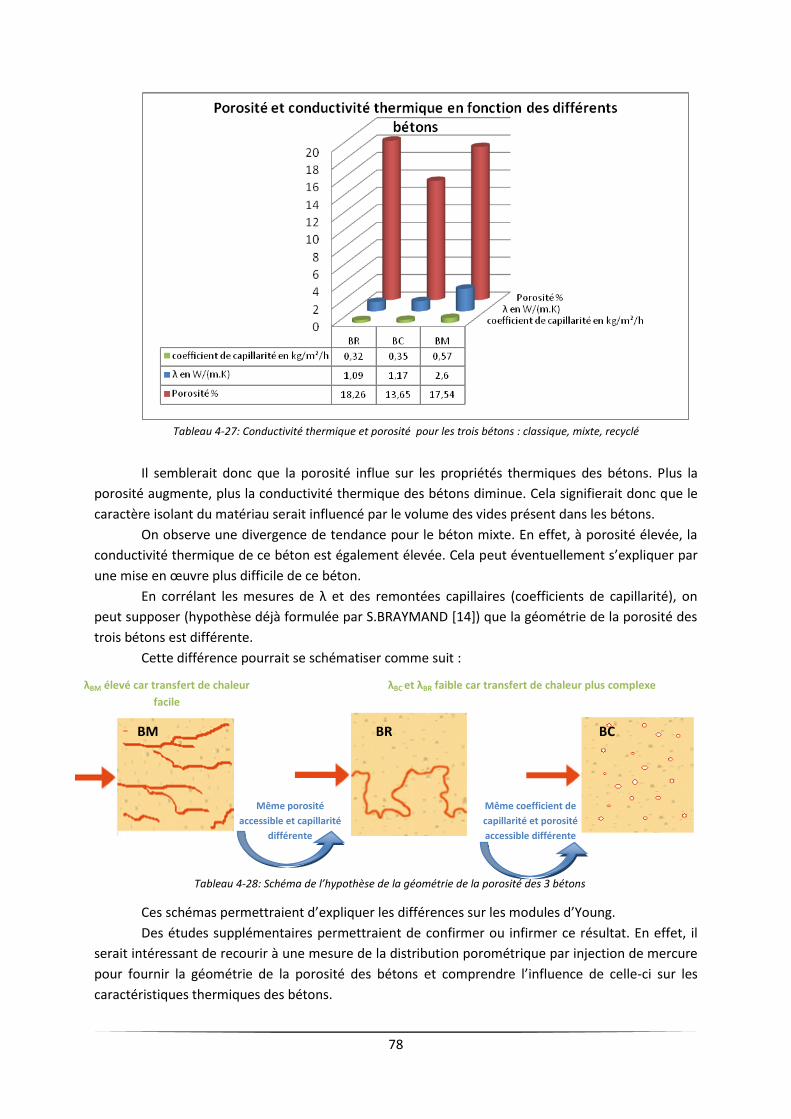
78
Il semblerait donc que la porosité influe sur les propriétés thermiques des bétons. Plus la
porosité augmente, plus la conductivité thermique des bétons diminue. Cela signifierait donc que le
caractère isolant du matériau serait influencé par le volume des vides présent dans les bétons.
On observe une divergence de tendance pour le béton mixte. En effet, à porosité élevée, la
conductivité thermique de ce béton est également élevée. Cela peut éventuellement s’expliquer par
une mise en œuvre plus difficile de ce béton.
En corrélant les mesures de λ et des remontées capillaires (coefficients de capillarité), on
peut supposer (hypothèse déjà formulée par S.BRAYMAND [14]) que la géométrie de la porosité des
trois bétons est différente.
Cette différence pourrait se schématiser comme suit :
Ces schémas permettraient d’expliquer les différences sur les modules d’Young.
Des études supplémentaires permettraient de confirmer ou infirmer ce résultat. En effet, il
serait intéressant de recourir à une mesure de la distribution porométrique par injection de mercure
pour fournir la géométrie de la porosité des bétons et comprendre l’influence de celle-ci sur les
caractéristiques thermiques des bétons.
Tableau 4-27: Conductivité thermique et porosité pour les trois bétons : classique, mixte, recyclé
BM BR BC
Même porosité
accessible et capillarité
différente
Même coefficient de
capillarité et porosité
accessible différente
λBM élevé car transfert de chaleur
facile
λBC et λBR faible car transfert de chaleur plus complexe
Tableau 4-28: Schéma de l’hypothèse de la géométrie de la porosité des 3 bétons
79
Conclusion
Le béton est le deuxième matériau le plus consommé dans le monde après l’eau. Afin de
préserver l’environnement, de nombreux professionnels se sont intéressées aux déchets provenant
de la démolition d’ouvrages ou de bâtiments comme matières premières de ces bétons. Malgré de
nombreuses études de recherche pour une éventuelle utilisation dans des formulations de nouveaux
bétons, les granulats recyclés trouvent peu d’application en France en tant que granulats de béton.
Néanmoins des Pays voisins comme la Suisse ou encore le Danemark ont adopté des normes pour la
fabrication de béton de granulats recyclés.
Ce projet de fin d’étude s’est axé sur l’étude de cette valorisation en étudiant certaines
propriétés des granulats recyclés et des bétons de granulats recyclés à l’état frais et durci.
L’étude bibliographique a montré l’influence négative de la pâte de ciment (présent dans la
composition des granulats recyclés) sur les caractéristiques rhéologiques du béton frais et sur les
propriétés mécaniques des bétons de granulats recyclés de béton.
Il est donc essentiel de maîtriser la quantité et la qualité de la pâte de ciment présent sur les
granulats d’origine afin de comprendre leur influence sur les propriétés des bétons de granulats
recyclés de béton.
La première phase de ce projet a été orientée vers l’élaboration d’une formulation de béton
dans le but de déterminer les adjuvants adaptés aux granulats recyclés.
Cette étude sur l’adjuvantation des bétons de granulats recyclés a permis de montrer que les seuls
adjuvants réellement aptes à défloculer les particules fines des granulats recyclés sont ceux à base
d’éther polycarboxylique modifié ou de copolymère polycarboxylate.
La seconde partie traite des propriétés physiques et des performances des bétons de
granulats recyclés de béton.
Dans un premier temps, un protocole expérimental a été mis au point en vue de mesurer la
conductivité thermique des bétons. Un modèle numérique a été élaboré en fonction du protocole
établi et permet de valider les résultats expérimentaux obtenus.
Cette étude montre que les propriétés thermiques des bétons de granulats recyclés de béton
semblent être meilleures que celles d’un béton à base de granulats naturels.
Une analyse de la porosité a été effectuée afin de déterminer l’influence de la porosité sur
les propriétés thermiques des bétons. Il semblerait qu’une augmentation de la porosité engendrerait
une diminution de la conductivité thermique des bétons, et ainsi améliorerait le caractère isolant du
matériau. Des essais supplémentaires devront être effectués afin de confirmer cette tendance.
80
La détermination expérimentale des modules d’Young des bétons étudiés a été effectuée.
A résistance à la compression et à la traction égale, les trois bétons étudiés ne semblent pas posséder
le même module d’Young. Le béton de granulats recyclés de béton présente de meilleures propriétés
mécaniques que les deux autres bétons (classique et mixte).
Les axes de recherches à approfondir qui ressortent de cette étude s’orientent d’une part,
vers la compréhension de la rhéologie des bétons de granulats recyclés de béton à l’état frais
adjuvantés et d’autre part, vers l’établissement d’une relation entre la porosité particulière de ces
bétons durcis et des propriétés physiques et thermiques.
Des campagnes d’essais supplémentaires seront effectuées afin de confirmer les premières
conclusions et permettront d’apporter plus d’informations sur les propriétés physiques et
mécaniques des bétons de granulats recyclés de béton.
81
Bibliographie
1. De Juan M.S. and Gutiérrez P.A., Study on the influence of attached mortar content on the
properties of recycled concrete aggregate, Construction and Building Materials, 23 (2), pp. 872-877, 2009
2. Tam V.W.Y., Wang K. and Tam C.M., Assessing relationships among properties of demolished concrete, recycled aggregate and recycled aggregate concrete using regression analysis, Journal of Hazardous Materials, 152 (2), pp. 703-714, 2008
3. Gómez-Soberón J.M.V., Porosity of recycled concrete with substitution of recycled concrete aggregate: An experimental study, Cement and concrete research, 32 (8), pp. 1301-1311, 2002
4. Wirquin, Utilisation de l'absorption d'eau des bétons comme critères de leur durabilité- Application aux bétons de granulats recyclés, Materials and Structures, 33 pp. 403-408, 2000
5. Bodin, Durabilité des bétons à base de granulats recyclés, Université d'Artois, , p., 1988 6. Binici H., Shah T., Aksogan O. and Kaplan H., Durability of concrete made with granite and
marble as recycle aggregates, Journal of Materials Processing Technology, 208 (1-3), pp. 299-308, 2008
7. Oikonomou N.D., Recycled concrete aggregates, Cement and Concrete Composites, 27 (2), pp. 315-318, 2005
8. Douara T.H., Caractérisation physiques et chimiques des granulats recyclés et granulats naturels. 2009.
9. Padmini A.K., Ramamurthy K. and Mathews M.S., Influence of parent concrete on the properties of recycled aggregate concrete, Construction and Building Materials, 23 (2), pp. 829-836, 2009
10. Etxeberria M., VAZQUEZ A., MARI A. and BARRA M., Influence of amount of recycled coarse aggregates and production process on properties of recycled concrete, Cement and concrete research, pp. 2007
11. Berredjem, Les matériaux de démolition une source de granulats pour béton: formulation et caractérisation d'un béton à base de ces recyclés. 2009.
12. Katz A., Properties of concrete made with recycled aggregate from partially hydrated old concrete, Cement and concrete research, 33 (5), pp. 703-711, 2003
13. Debieb F., Courard L., Kenai S. and Degeimbre R., Mechanical and durability properties of concrete using contaminated recycled aggregates, Cement and Concrete Composites, 32 (6), pp. 421-426,
14. Braymand S., Influence de l'utilisation de granulats recyclés sur les propriétés rhéologiques et physiques des bétons. 2010: Nantes.
15. Braymand S., Grandgeorge J.D., Mise au point d’une méthode expérimentale de mesure de la conductivité thermique : application aux bétons de granulats recyclés. 2010: Nantes