règles de l’art dans les domaine des agrégats d’enrobés · granulat le granulat issu du...
TRANSCRIPT
Règles de l’art dans les domaine desAgrégatsd’Enrobés
LESBATS DamienCEREMA / D Ter SO / LRPC
Sommaire
- Point normatif
- Caractéristiques techniques
- Fabrication des enrobés incorporant des agrégats
Point normatif
NF EN 13 108 – 1 (février 2007)
Matériaux bitumineux – Spécifications des matériaux – Partie 1 : Enrobés bitumineux
NF EN 13 108 – 8 (mars 2006)
Matériaux bitumineux – Spécifications des matériaux – Partie 8 : Agrégats d’enrobés
Les agrégats d’enrobés proviennent du fraisage de couches de roulement en enrobé, de concassage de plaques d’enrobé, des déchets ou morceaux de plaques d’enrobé et des surplus de production d’enrobés.
Guide d’utilisation des normes enrobés à chaud (janvier 2008)
Articulation de la série des normes et NF EN 13 108 et principales recommandations
Point normatifNF P 98 149 (juin 2000)
Enrobés hydrocarbonés – Terminologie
- Agrégats : matériaux granulaires provenant du fraisage ou de la démolition d’enrobés bitumineux et entrant dans la composition d’enrobés de recyclage
- Enrobé de recyclage : enrobé hydrocarboné à chaud ou à froid comportant tout ou partie de matériaux recyclés (agrégats provenant soit du fraisage – fraisât-, soit de la démolition d’enrobés existants) que la fabrication ait lieu en centrale ou sur site
- Taux de recyclage : rapport entre la masse d’agrégats d’enrobés sec et la masse totale d’enrobés secs
-Taux faible : < 10%
-Taux moyen : de 10 à 30 %
-Taux fort : > 30%
NF P 98 150 – 1 (juin 2010)
Enrobés hydrocarbonés - Exécution des assises de chaussées, couche de liaison et de roulement
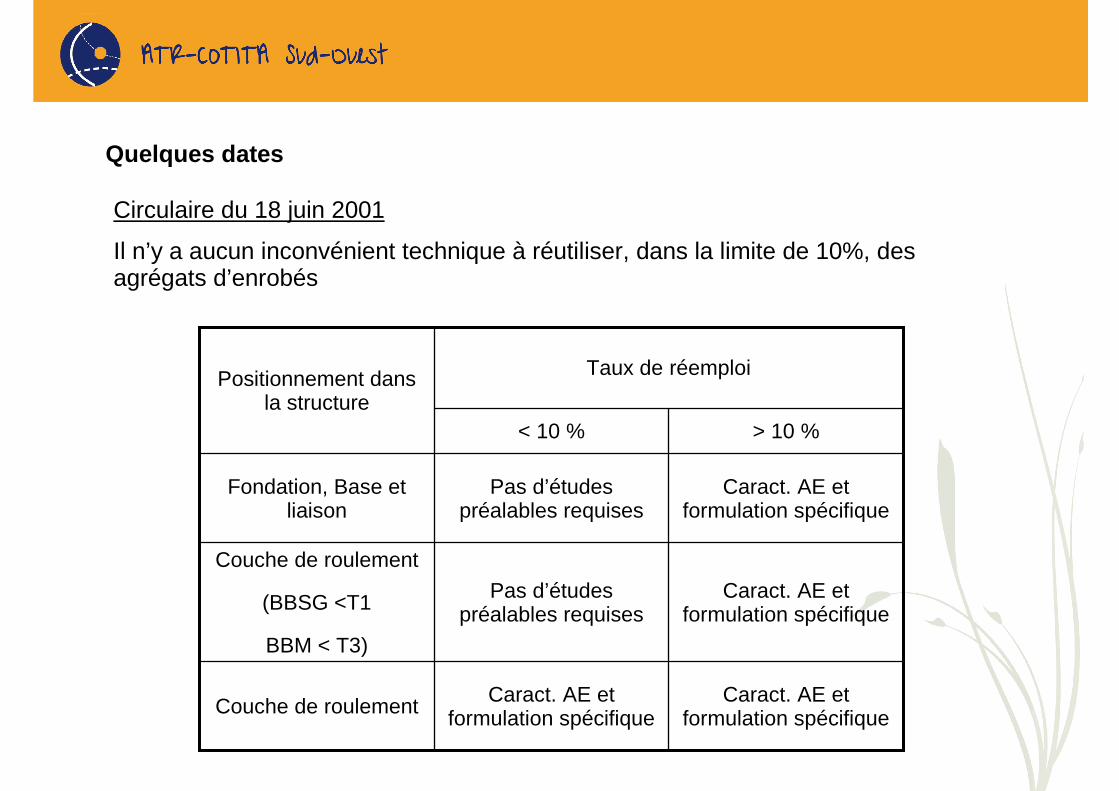
Quelques dates
Circulaire du 18 juin 2001
Il n’y a aucun inconvénient technique à réutiliser, dans la limite de 10%, des agrégats d’enrobés
Caract. AE et formulation spécifique
Caract. AE et formulation spécifiqueCouche de roulement
Caract. AE et formulation spécifique
Pas d’études préalables requises
Couche de roulement
(BBSG <T1
BBM < T3)
Caract. AE et formulation spécifique
Pas d’études préalables requises
Fondation, Base et liaison
> 10 %< 10 %
Taux de réemploiPositionnement dans la structure
Quelques dates
Circulaire DGITM du 09 février 2009 adressée au DIRs (5 axes)
Réutilisation des fraisats lors des travaux dee chaussées
- Autoriser systématiquement l’incorporation de 10 % d’agrégats d’enrobés dans les formulation d’enrobés
- Pour les chantier avec fraisage, réutiliser les fraisats obtenus à hauteur de 20% minimum dans la formule des enrobés qui seront mis en oeuvre
Convention d’engagement MEEDDAT-USIRF du 25 mars 2009
Atteindre un recyclage de 100% des matériaux bitumineux de déconstruction
- En 2012 : objectif 60%
- En 2020 : objectif 100 %
- Caractéristiques techniques
Liant
Le bitume issu du rabotage est mobilisé au contact du bitume d’apport.
Ce bitume est plus dur car :
- Vieillissement lors de la fabrication en centrale
- Impact des ultraviolets lors de l’utilisation de la route
Il est donc nécessaire de caractériser les performances du liant. Le choix du liant d’apport (grade et dosage) est fonction de ces informations.
- Caractéristiques techniques
Granulat
Le granulat issu du rabotage est intégré dans le processus de fabrication comme un granulat à part entière.
Comme un granulat d’origine noble, celui issu du rabotage doit présenter des caractéristiques compatible avec le produit bitumineux.
L’étape de rabotage conditionne la détermination de la granulométrie.
Terminologie : U AE d/D
U : plus petit tamis où passent 100% des morceaux d’enrobés
D : dimension du plus gros granulat
40 AE 0/8 : agrégats d’enrobés dont la dimension du plus gros granulat est 8mm et les morceaux d’enrobés ont une taille maximale de 40mm
- Caractéristiques techniques
Matériaux étrangers
La route est son propre gisement de matières premières.
Comme tout gisement, il existe des matériaux incompatibles avec l’usage prévus.
Des exigences existent sur la teneur en matériau « autre ».

- Caractéristiques techniques
Constitution du stock (opérations de rabotage)
La planche d’essai de rabotage détermine les cadences d’avancement des matériels.
La granulométrie produite sera maîtrisée et évitera les opérations de criblage.

- Caractéristiques techniques
Constitution du stock (stock déjà existant)
Le plus fréquemment le stock est déjà constitué. Il est issu des différents chantiers sur lesquels l’entreprise aura raboté.
Il appartient à l’entrepreneur de caractériser son stock.
- Caractéristiques techniques (échantillonnage)
Le nombre d’échantillon à analyser est fonction du tonnage du stock.
- le stock est inférieur à 2 500 t, 5 essais élémentaires sont nécessaires
- le stock est supérieur à 2 500 t, le nombre d’essais est le tonnage divisé par 500, arrondi au supérieur
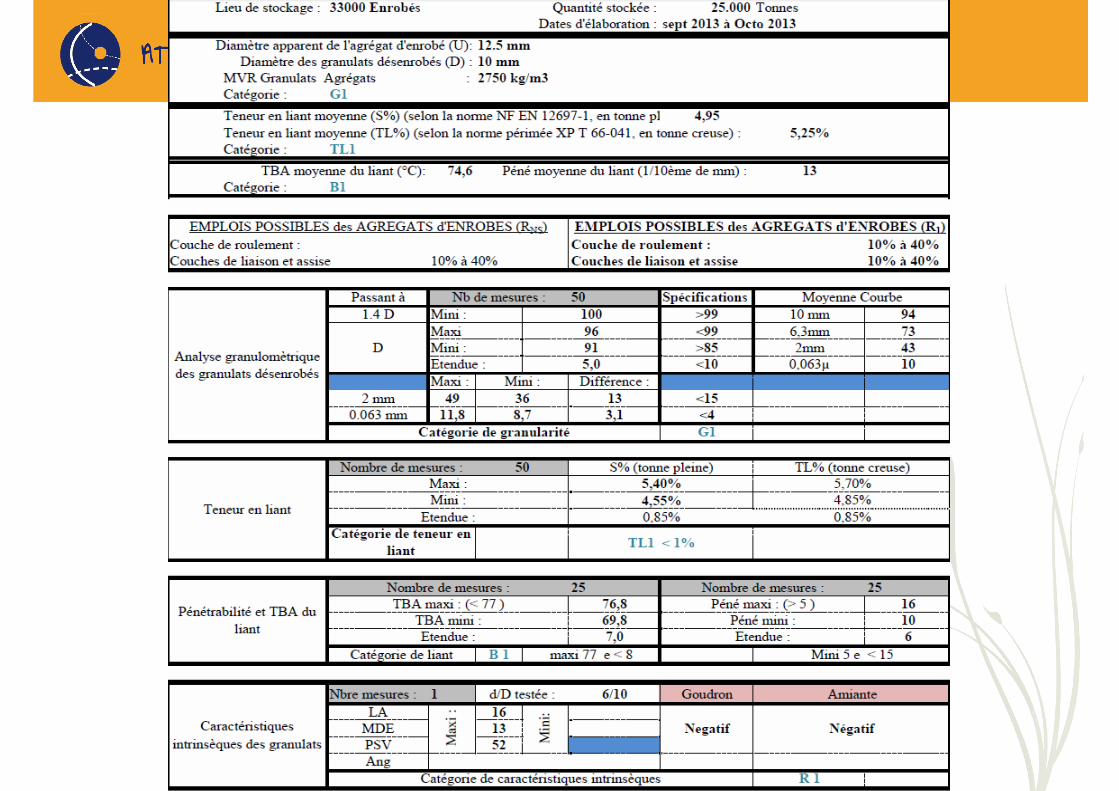
Les essais réalisés sur les différents échantillons servent à établir la Fiche Technique des Agrégats d’Enrobés (FTAE).
Comme pour toute évaluation, plus le nombre de données individuelle est important meilleure la connaissance globale du lot sera précise.
- Caractéristiques techniques (essai sur liant)
La teneur en liant moyenne doit être déterminée.
Une récupération de liant permet de :
- Quantifier la teneur en liant de l’échantillon
- Déterminer la pénétrabilité du liant
- Déterminer le point de ramollissement du liant
- Caractéristiques techniques (essai sur granulat)
La granulométrie et les caractéristiques intrinsèques sont à préciser.
-Granularité
-Tamis imposés : 0,063 µm, 2 mm, D et 1,4 D
-Caractéristiques intrinsèques
-Résistance à l’usure (MDe)
-Résistance à la fragmentation (LA)
-Résistance au polissage (PSV)
-Propreté des fines
-Code de fabrication : a
- Sable pour couche de roulement
-Essai d’écoulement : Ang 1
- Caractéristiques techniques (détermination des maté riaux « étranger »)
Les matériaux « étranger » sont classés en 2 groupes.
- Groupe 1
-Béton, brique, mortier de ciment, métaux
- Groupe 2
-Bois, plastiques, matériaux synthétiques
- Classification
-F1 : groupe 1 < 1 % et groupe 2 <0,1 %
-F2 : groupe 1 < 5 % et groupe 2 < 0,1 %
- Caractéristiques techniques (homogénéité du liant)
Plusieurs critères sont considérés.
-Teneur en liant moyenne et étendue
-Tl1 : étendue < 1 %
-Tl2 : étendue < 2 %
- Pénétrabilité minimale, TBA maximale du liant et étendue
-B1 : Péné mini 5 x 0.1 mm et étendue < 15 x 0.1mm; TBA maxi de 77°C et étendue < 8°C
-B2 : Péné mini 5 x 0.1 mm; TBA maxi de 77°C
- Caractéristiques techniques (homogénéité granulométr ique des AE)
Plusieurs critères sont considérés.
- Granulométrie
-G1 : définition des passants mini et maxi à différents tamis
-G2 : définition des passants mini et maxi à différents tamis
La différence se situe dans les étendues à ces différents tamis.
- Caractéristiques intrinsèques et angularité
-R1 : code A ou B et Ang 1 pour les gravillons et les sables
- Épreuve de formulation
- De part leur mode de fabrication, il est difficile d’intégrer des AE dans un produit bitumineux nécessitant une discontinuité (BBTM, BBDr, BBM c)
- La démarche de formulation s’applique comme pour un enrobé à chaud n’intégrant pas d’agrégats d’enrobés.
Les 4 niveaux restent valables et les exigences à atteindre sont les mêmes.
-Le point sensible reste la détermination de la Masse Volumique Réelle de l’Enrobé.
Il s’agit de la référence par rapport à laquelle la conformité du compactage sera prononcé. Or, le stock d’AE varie, la MVRe fluctue et les mesures de densité sont erronées.
- Fabrication des enrobés
Le poste de fabrication est un élément important du process de fabrication.
- Vérification, calibrage
-Avant tout démarrage de fabrication, il convient de s’assurer que le poste d’enrobage est calibré (vérification des différents organes de la centrale, dont le prédoseur à AE)
�Pour les postes fixe, une vérification suffit (attention actualisation de norme en décembre 2013)
�Pour les postes mobiles, le calibrage est nécessaire d’être ré-éxécuté
- La vérification est complétée par une épreuve de convenance de fabrication (mission de contrôle du contrôle externe par la maîtrise d’œuvre)
- Fabrication des enrobés
- Aire de stockage
-Le stock d’AE doit être protégé de toute pollution (camion qui benne sur le tas, …)
-Si besoin, cribler le stock afin d’être compatible avec la courbe granulométrique de l’étude de formulation
-La teneur en eau est un élément à intégrer.
Le chauffage des matériaux se fait dans le tambour sécheur. Plus l’hygrométrie est élevée, plus le temps de montée en température sera important et le débit de fabrication en sera affecté (risque d’attente entre les camions sur le chantier donc problème d’uni longitudinal)
- Capacité de fabrication
-Les postes se modernisent. Les taux d’intégration se situent entre 20 et 40 % d’AE. Certains postes proposent d’intégrer 50% voire plus mais attention à la teneur en eau, à la surconsommation de fioul, à la baisse de cadence de fabrication, aux risques de colmatage …
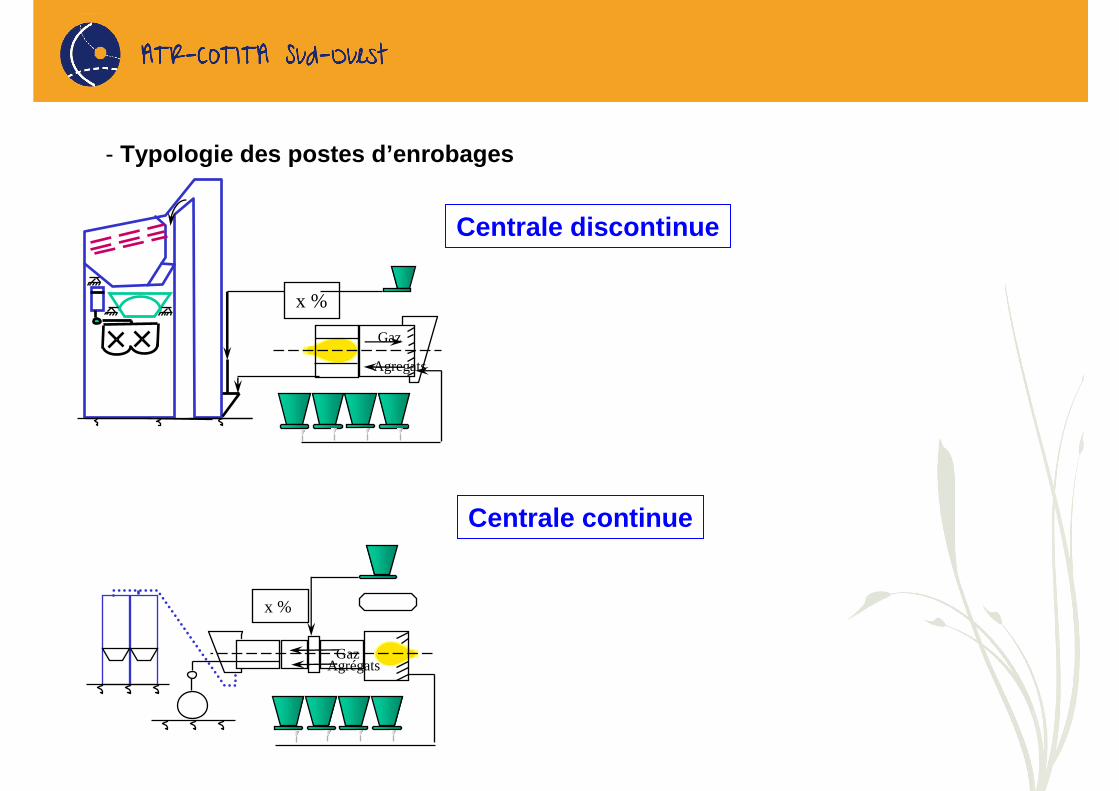
Gaz
Agregats
RAP
x %
GazAgrégats
x %
Centrale discontinue
Centrale continue
- Typologie des postes d’enrobages
- Mise en oeuvre
Après le passage dans le poste d’enrobage, il est impossible de distinguer l’agrégats d’enrobés dans l’enrobé neuf.
- Pour finir
- l’agrégats d’enrobés n’est pas considéré comme un déchet. Il est valorisé dans la production de matériaux bitumineux neuf mais pour cela,
-Valider en amont les études complètes de formulatio ns et la FTAE
-Il faut caractériser rigoureusement le stock (contrôle externe ou mieux, contrôle extérieur)
-« Maîtriser » les fluctuations de la MVRe
Je suis à votre écoute pour tout complément, réaction, …
… la première question étant toujours la plus difficile à poser, je vous propose de poser directement la deuxième