r a p p o r t d e s t a g e - cthomasset.free.frcthomasset.free.fr/docs/tn05-stagecolgate.pdf · s...
TRANSCRIPT
THOMASSET CélineUTCTC01
RAPPORT DE STAGEStage technique effectué
dans l’usine Colgate-Palmolive France deCompiègne
du 24 janvier au 19 février 2000
Usine Colgate-Palmolive de Compiègne.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 1
RAPPORT DE STAGEStage technique effectué
dans l’usine Colgate-Palmolive-France deCompiègne
du 24 janvier au 19 février 2000
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 2
Remerciements
Merci tout d’abord à la société Colgate-Palmolive de m’avoir acceptée au sein de sonusine de Compiègne, afin d’effectuer mon stage technique durant quatre semaines.
Merci également à la plupart de son personnel qui a pu m’accueillir : Mme Bordereaux,responsable des stages-entreprise sans qui je n’aurai pu exécuter ce stage ; Mme Gaudefroypour m’avoir fourni les documents nécessaires à la rédaction de mon rapport ; M. Leleu, team-manager du Focus Liquides Ajax-Soupline, ainsi que M. Trotier, pour leur suivi au cours desquatre semaines renforcé par la présentation de l’unité et du personnel dont ils sontresponsables ; M. Rech, secrétaire du Comité d’Établissement et Délégué du Personnel CFDT,ainsi que M. Meunier, délégué syndical CGT, pour leur obligeance d’avoir accepté chacun unentretien dans le but de m’éclairer sur le rôle et le fonctionnement d’un syndicat ; puis tous lesemployés de l’unité Liquides Ajax/Soupline, en particulier les cadres, opérateurs, régleurs,caristes et chefs de ligne des équipes du conditionnement et de la fabrication, pour avoir eul’amabilité de répondre à mes questions et de me considérer comme leur collègue pendant cettecourte période.
Merci aussi aux employés de la fabrication de l’unité Liquides Palmolive, siteCompiègne!XXI, d’avoir supporté mes visites régulières.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 3
Sommaire
PagesRemerciements 2
Sommaire 3
Introduction 5
I. Présentation de la société 6Historique 6Colgate-Palmolive Company 7Division Colgate-Palmolive-Europe 8Filiale Colgate-Palmolive-France 9Site Colgate-Palmolive de Compiègne 10
II. Organisation du travail à l’usine 13La vie sociale 13
Le CE, Comité d’Établissement 13Présence syndicale 14Le CHSCT, Comité d’Hygiène, de Sécurité et des Conditions de Travail 15
Les conditions de travail 16Les investissements 16Consignes de sécurité 17Horaires 18Automatisation 18Cadences 19Bruit 19
Organisation du travail 19HCWS, High-Commitment Work System 19

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 4
TPM, Total Productive Maintenance 20OEE, Overall Equipement Effectiveness 20

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 5
III. Activités et réflexion 22Focus Liquides 22
Présentation de l’unité 22Organisation du travail dans l’unité 23Secteurs d’activités 24Le suivi qualité de la production 28
Description de mes activités 29Réflexion personnelle 30
Conclusion 31
Annexes 32

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 6
Introduction
Au cours de la première année de Tronc Commun, l’Université de Technologie deCompiègne demande à ses étudiants d’effectuer un stage technique de type “!ouvrier!” d’unedurée de quatre semaines au mois de février. Le but de ce stage est d’offrir à l’étudiant unepremière expérience professionnelle au cœur d’une entreprise d’au moins 50 salariés, de luiapprendre à s’informer sur la structure organisationnelle de cette entreprise et de lui faireprendre conscience du rôle et du métier de l’ingénieur. Faisant partie intégrante del’enseignement à l’UTC, ce stage concerne l’Unité de Valeur TN05.
Ce stage a été effectué, du lundi 24 janvier au vendredi 19 février 2000, dans la société dugroupe Colgate-Palmolive-France de Compiègne. Cette entreprise regroupe essentiellementtoutes les activités de production et de distribution de produits d’hygiène et d’entretien. J’aidonc été affecté, en tant que stagiaire, à l’unité Focus Liquides Ajax/Soupline.
Ce rapport se compose de trois parties : dans un premier temps, la présentation de lacompagnie Colgate-Palmolive, son histoire, ses métiers et ses filiales ; en second lieu, ladescription des conditions de travail et de la politique sociale de l’entreprise ; enfin, laprésentation de mon unité d’affectation, la définition de ma tâche en tant que stagiaire etl’analyse approfondie et personnelle de cette expérience dans la vie active.
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 7
I. Présentation de la société
Historique
La société Colgate est créée en 1806 par l’Américain William Colgate, qui fabrique alorsdes savons en barre et parfumés. Il réussit à étendre son activité grâce à l’élaboration denouveaux produits tels que le dentifrice, le bâton à barbe et les produits de toilette, grâce aussiaux publicités parue dans les journaux. C’est alors en 1846 que sa première usine voit le jour àJersey City. Elle connaît un grand essor : en 1906, on compte déjà près de 160 sortes de savonspour la peau et le linge et 625 variétés de parfums. En 1908, les frères Colgate, héritiers dufondateur, la transforment en Société Anonyme.
Parallèlement, B. J. Johnson fonde une savonnerie en 1864 à Milwaukee. Son fils, W. B.Johnson met au point une formule de savon à base d’huile de palme et d’huile d’olive dès 1890,que son entreprise produira lorsqu’il aura découvert, en 1895, une nouvelle machine françaisequi permet de fabriquer un savon bien broyé et bien boudiné. Le savon Palmolive naît alors del’association d’un équipement français et d’une formule américaine. À partir de cette mêmeannée, la savonnerie Johnson & Johnson devient la S. A. Palmolive. La société s’ouvre ensuitesur le marché mondial : elle implante en 1923 une filiale en France.
C’est en 1929 que ces deux sociétés fusionnent formant ainsi le groupe Colgate-Palmolive-Peet (ce troisième nom étant celui d’une société de savonnerie absorbée entre-temps).
En France, la société Cadum naît en 1907, elle fabrique baumes et onguents pour unecommercialisation pharmaceutique, en particulier une pommade contre l’eczéma. En 1928 estconstruite une usine Cadum à Courbevoie. Le groupe Colgate-Palmolive s’internationalise alorsen rachetant, en 1931, cette société française qui fusionnera avec la société Palmolive à partir de1952. En 1939, les ventes atteignent déjà les 100 millions de dollars.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 8
Mais son implantation en France devient plus importante lorsqu’on voit, en 1954, laconstruction d’une nouvelle usine à Compiègne, produisant dentifrices et détergents en poudres.La société Cadum-Palmolive change de nom pour des raisons commerciales et devient laColgate-Palmolive Compagny en 1964. Puis le groupe élargit les types de produits : dans lesannées 60, il lance l’assouplisseur Soupline, des nettoyants tels qu’Ajax ou PEC (aujourd’huiPaic), le shampooing Palmolive, le déodorant Oé… En 1967, les ventes dépassent le milliard dedollars. Le groupe rachète alors l’entreprise Lesieur Cotelle, produisant l’eau de Javel La Croix,en 1988. En 1989, la savonnerie est transférée de Courbevoie à Compiègne, où l’on effectue leconditionnement et la fabrication. Cette dernière s’agrandit dans l’unité Liquides, en 1991, envue d’une extension pour l’Europe. Le groupe rachète aussi la société Johnson & Johnson, dès1994, ainsi que les formules des produits Tahiti et Pouss’Mousse.
Depuis, la compagnie est très présente au niveau international grâce notamment aulancement de nombreux produits issus de la recherche de nouvelles formules : le dentifriceTonigencyl, les lessives Génie et Axion par exemple, et également grâce au rachat de formulesou de marques, telles que Mennen, Plax…
Colgate-Palmolive Company
Colgate-Palmolive Company est une multinationale dirigée par l’Américain Reuben Mark,dont le siège social est situé à New-York. Ses activités principales sont la production et ladistribution de produits d’hygiène et d’entretien. Elle a su s’implanter à travers le monde etcompte actuellement 120 filiales, implantées dans plus de 90 pays et réparties en 6 divisions :
- Afrique- Amérique du Nord- Amérique latine- Asie- Europe centrale- Europe de l’Ouest.Elle emploie plus de 38 000 personnes et ses produits sont présents dans 175 pays du
monde. En 1998, elle a généré 54 milliards de francs de chiffres d’affaire.
Cette forte présence mondiale s’explique essentiellement par la variété des différentsproduits. On recense 5 métiers de production dans l’activité du groupe :
- L’hygiène bucco-dentaire (oral care) : la compagnie est le leader mondial dudentifrice de marque Colgate. Le développement s’est poursuivi sur les bains de bouche et lesbrosses à dents.
- Le soin du corps (body care) : la société est en pleine croissance internationale dans ledomaine du soin de la peau et du cheveu (savon, shampooing, crème à raser, gel douche, bainmoussant, shampooing 2 en 1, déodorant…) sous les marques Palmolive, Tahiti et Mennen. Elleest actuellement la 2ème marque mondiale dans ce secteur. De plus, l’acquisition des produitsMennen, la création d’une savonnerie en Inde et d’une usine en Turquie ne peuvent querenforcer cette croissance.
- L’hygiène et l’entretien de la maison (household surface care) : la société détientdes positions majeures dans le domaine des nettoyants ménagers, des liquides vaisselle et del’eau de Javel, notamment avec les gammes Ajax, Palmolive, Paic et La Croix.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 9
- Le soin du linge (fabric care) : Depuis 1988, le profit de la compagnie s’accroît dansce secteur, grâce aux produits de la gamme Soupline. Des efforts sont tournés vers ledéveloppement de produits concentrés et de recharges, afin de contribuer à la protection del’environnement, surtout en Europe.
- L’hygiène et l’alimentation diététiques pour les animaux domestiques : Cesaliments thérapeutiques et nutritionnels pour animaux domestiques sont commercialisés enFrance depuis 1988, par la société Hill’s Pet Products. Ils sont avant tout vendus par lesvétérinaires. Ce secteur est en pleine expansion au Japon.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 10
Répartition géographique du chiffre d’affaire en 1998.
Répartition du chiffre d’affaire en 1998 par catégorie de produits.
Division Colgate-Palmolive-Europe
La division Colgate-Palmolive-Europe est dirigée par M. Teruel. Elle est composée de11!filiales réparties dans 10 pays européens :
- Belgique : Gent- Danemark : Glostrup- France : Compiègne, Rillieux- Grèce : Athènes- Italie : Anzio- Pologne : Varsovie- Portugal : Alverca- Roumanie : Bucarest
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 11
- Royaume-Uni : Salford- Tchécoslovaquie : PragueElle emploie environ 5 800 personnes. En 1998, elle a généré 11,9 milliards de francs de
chiffres d’affaire, c’est-à-dire 22!% des ventes mondiales. Ces différentes filiales sont capablesd’échanger leurs compétences pour un meilleur rendement.
Filiale Colgate-Palmolive-France
La filiale Colgate-Palmolive-France, dirigée par Karen Guerra, est la plus importante de ladivision Colgate-Palmolive-Europe : elle est effectivement la 1ère filiale européenne et la 2èmemondiale. Elle emploie près de 1 350 personnes. Elle se compose d’un siège social situé àCourbevoie (Hauts de Seine), où l’on trouve les départements marketing, financier, juridique,commercial et administratif, et de deux sites de production :
- une usine à Rillieux (Rhône), qui emploie 267 personnes, spécialisée dans l’eau de Javelet les berlingots de Soupline,
- l’autre usine à Compiègne (Oise) que nous verrons plus en détail dans une prochainesous-partie.
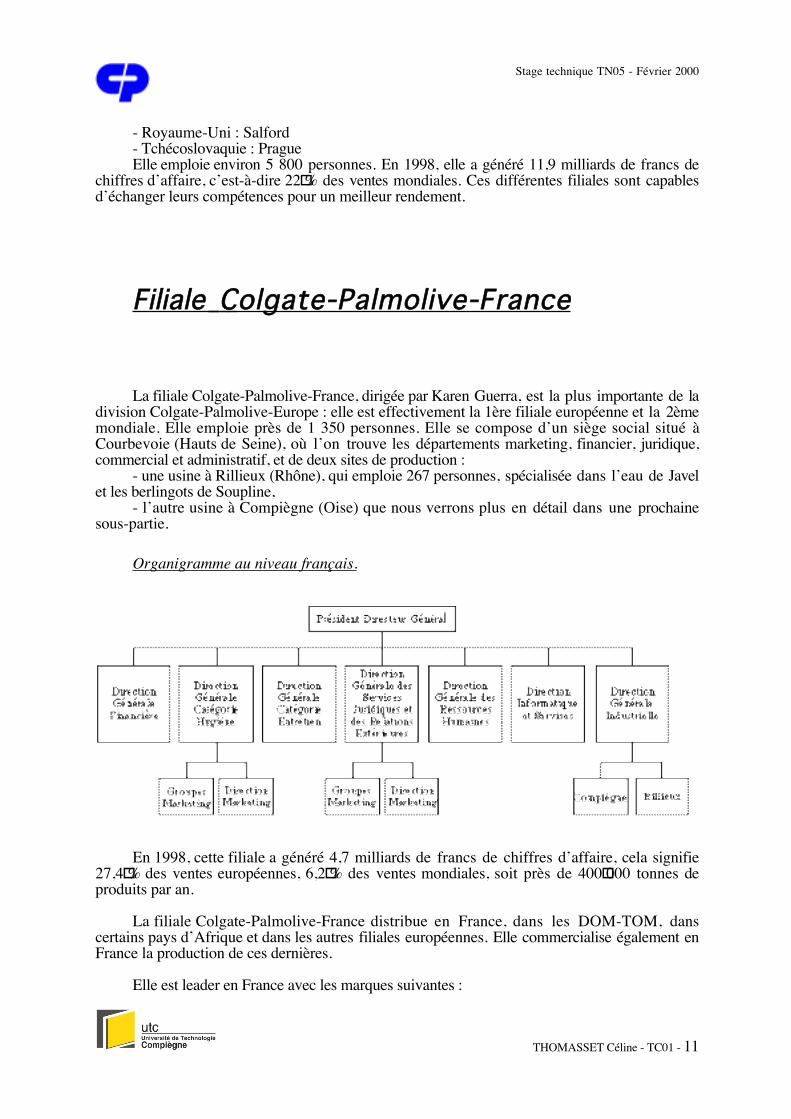
Organigramme au niveau français.
En 1998, cette filiale a généré 4,7 milliards de francs de chiffres d’affaire, cela signifie27,4!% des ventes européennes, 6,2!% des ventes mondiales, soit près de 400!000 tonnes deproduits par an.
La filiale Colgate-Palmolive-France distribue en France, dans les DOM-TOM, danscertains pays d’Afrique et dans les autres filiales européennes. Elle commercialise également enFrance la production de ces dernières.
Elle est leader en France avec les marques suivantes :

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 12
- Hygiène bucco-dentaire : Colgate (dentifrice, brosse à dent, bains de bouche…), Plax,Ultra Brite, Tonigencyl ;
- Soin du corps : Cadum, Palmolive (savon, shampooing, crème de rasage…), PalmoliveJunior, Cléopatra, Tahiti (gel douche, bain moussant…), Oé (déodorant), Pouss’Mousse ;
- Hygiène et entretien de la maison : Ajax, La Croix, Galaxy, Paic, Palmolive (gammeliquides vaisselle) ;
- Soin du linge : Soupline (lessive, assouplissant, lingette sèche-linge…), Génie, Axion,Gama.
Mais elle doit sans cesse innover à cause de ses trois concurrents principaux :- PROCTER & GAMBLE, société américaine ;- LEVER, du groupe hollandais UNILEVER ;- HENKEL, société allemande.
Principale concurrence.
Catégories Part de marchéColgate-Palmolive
Rang Colgate-Palmolive
Principalconcurrent
Part de marché duprincipal
concurrent
Produit leader duprincipal concurrent
Savons 30,10!% 1 Procter & Gamble 29,10!% Camey, Zest,Monsavon
Nettoyants ménagersliquides
22,10!% 2 Procter & Gamble 25,80!% Mr Propre
Nettoyants ménagerscrèmes
12,40!% 4 Lever 37,60!% Cif
Liquides pour vaisselle àla main
31,40!% 1 Henkel 12,40!% Rex
Produits lave-vaisselle 18,80!% 2 Lever 58,80!% SunAssouplisseurs 30,20!% 1 Henkel 26,10!% MinidouDétergents poudres 12,50!% 4 Procter & Gamble 30,70!% ArielSource Colgate-Palmolive 1996.
Face à cette concurrence, l’entreprise essaie de se différencier en accordant une placeimportante à la protection de l’environnement, à l’innovation et à la sécurité. Les lancements denouveaux produits lui permettent d’être effectivement un moteur d’innovation, compétitif, afin deconserver une gamme attractive. Voici quelques exemples :
- lancement d’Axion 2 et de Génie gel sur le marché des détergents ;- lancement de la nouvelle gamme Soupline (éco-recharche, concentré, cachemire, lingette
pour sèche-linge, nouveaux parfums : pêche, vanille, douceur, grand-air…) ;- lancement de la nouvelle gamme Ajax “!Fête des Fleurs!” (fleurs du soleil, fleurs du
printemps, fleurs de Provence, bouquet de fraîcheur) et d’Ajax Shower Power sur le marché desnettoyants ménagers ;
- lancement de nouveaux parfums dans la gamme des liquides vaisselle Palmolive (senteurdu verger, senteur des alizés…), etc.
Site Colgate-Palmolive de Compiègne
Annexe 1 : Plan de l’usine.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 13
Construite en 1954, l’usine Colgate-Palmolive de Compiègne a pour vocation initiale laproduction de dentifrices et de détergents poudres. Elle n’a cessé de se développer et des’agrandir pour atteindre aujourd’hui une superficie de 11!200!m2 sur un terrain de 23!200!m2.Elle est dirigée actuellement par Marc Swarzt et constitue le premier site européen du groupeColgate-Palmolive. L’usine distribue alors sa production sur les marchés locaux etintercommunautaires. 30!% de sa fabrication est destinée à l’exportation, en particulier versl’Allemagne, la Belgique, l’Autriche, les Pays-Bas…
Elle constitue un site stratégique. À la périphérie de la ville, située le long de l’Oise, àmoins de 100!km de l’agglomération parisienne, elle est également desservie par une ligneferroviaire et l’autoroute A1. Cela permet des combinaisons de transport intéressantes. Elle estégalement vecteur du dynamisme local : elle permet le développement dans la région d’un largeréseau de sous-traitance dans de multiples domaines : la fabrication de flacons, avec lesentreprises telles qu’Euroflaco et Alpha Rémy, la fabrication de caissons, avec la société Allard,les dépôts, la sandwicherie pour le personnel, le jardinage ou encore l’entretien… On peutégalement préciser que 40!% de la population française réside dans un rayon de 200!km autourde l’usine.
Premier employeur de Compiègne, l’usine emploie environ 830 personnes, salariéspermanents et intérimaires compris, elle utilise également les services d’un CAT (Centre d’Aidepar le Travail). Ses activités sont essentiellement la fabrication et le conditionnement dedifférentes catégories de produits. En 1998, elle a produit et distribué près de 334!000 tonnes deproduits parmi les trois secteurs suivants :
- Les soins du corps : fabrication et conditionnement de produits pour la santé, la beautéet l’hygiène de la peau et du cheveu, avec les savons liquides Pouss’Mousse et Palmolive, lesgels douche Tahiti, les shampooings Palmolive… (22!234 tonnes)
- Les poudres : fabrication et conditionnement de produits pour le soin du linge, avec deslessives en poudre (Axion, Gama, Paic main, Génie) et des gels (Génie gel sans frotter).(96!622!tonnes)
- Les liquides : fabrication et conditionnement de produits pour le soin du linge avec lesassouplisseurs Soupline, pour l’hygiène et l’entretien de la maison avec les nettoyants multi-usages Ajax et l’eau de Javel La Croix, ou encore les liquides vaisselle Paic et Palmolive.(220!000 tonnes)
Elle assure également une grande partie de la fabrication des flacons nécessaires auconditionnement. En 1998, environ 92 millions de flacons PET ont été produits dans les ateliers.
La compétitivité et les contraintes de production ont conduit l’usine à modifier sonorganisation afin d’en accroître la réactivité. L’usine est passée d’une structure classiquereposant sur un découpage par fonctions à une structure par lignes d’activités, réduisant lescircuits de décisions et favorisant l’autonomie des responsables. Les fonctions planning,organisation, contrôle-qualité, installations nouvelles et maintenance sont actuellement répartiesdans chacune des cinq unités majeures, dont les quatre unités de production sont appeléesFocus!:
- Le Focus Soins du corps ;- Le Focus Poudres ;- Le Focus Liquides Ajax/Soupline ;- Le Focus Liquides Palmolive ;- La logistique.
D’autres fonctions sont, par ailleurs, restées centralisées comme le service du personnel, leservice audits qualité-laboratoire et le service achat-fabrications extérieures. On recense de mêmesept services dépendant directement de la direction.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 14
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 15
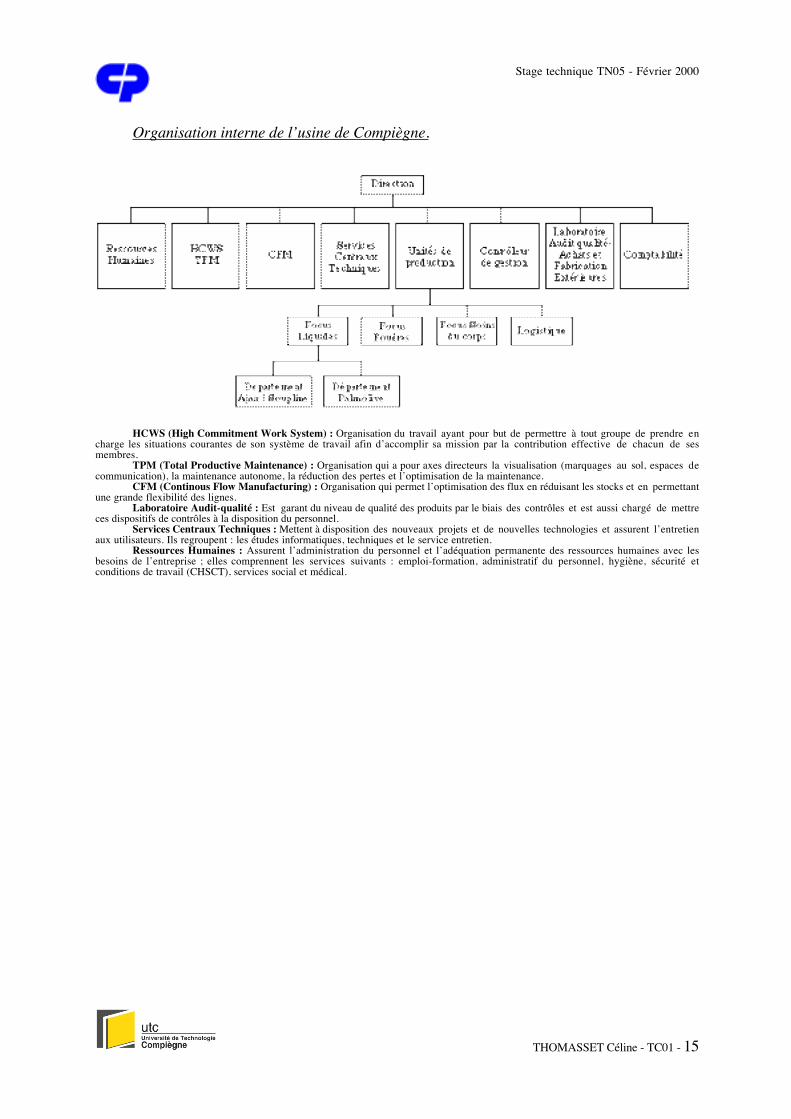
Organisation interne de l’usine de Compiègne.
HCWS (High Commitment Work System) : Organisation du travail ayant pour but de permettre à tout groupe de prendre encharge les situations courantes de son système de travail afin d’accomplir sa mission par la contribution effective de chacun de sesmembres.
TPM (Total Productive Maintenance) : Organisation qui a pour axes directeurs la visualisation (marquages au sol, espaces decommunication), la maintenance autonome, la réduction des pertes et l’optimisation de la maintenance.
CFM (Continous Flow Manufacturing) : Organisation qui permet l’optimisation des flux en réduisant les stocks et en permettantune grande flexibilité des lignes.
Laboratoire Audit-qualité : Est garant du niveau de qualité des produits par le biais des contrôles et est aussi chargé de mettreces dispositifs de contrôles à la disposition du personnel.
Services Centraux Techniques : Mettent à disposition des nouveaux projets et de nouvelles technologies et assurent l’entretienaux utilisateurs. Ils regroupent : les études informatiques, techniques et le service entretien.
Ressources Humaines : Assurent l’administration du personnel et l’adéquation permanente des ressources humaines avec lesbesoins de l’entreprise ; elles comprennent les services suivants : emploi-formation, administratif du personnel, hygiène, sécurité etconditions de travail (CHSCT), services social et médical.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 16
II. Organisation du travail à
l’usine
La vie sociale
Trois syndicats sont présents à l’usine Colgate-Palmolive de Compiègne :- la FO, Force Ouvrière ;- la CGT, Confédération Générale du Travail ;- la CFDT, Confédération Française Démocratique du Travail.Cependant, seules la CFDT et la CGT sont représentées au Conseil Syndical en tant que
syndicats autonomes, bien que la majorité syndicale appartienne à la CFDT.
Ainsi, la CFDT et la CGT désignent leurs représentants syndicaux au CE, Comitéd’Établissement, et au CHSCT, Comité d’Hygiène, de Sécurité et des Conditions de Travail. Lenombre de personnes employées dans l’usine étant de 830, elles comptent, depuis 1998, neufdélégués du personnel titulaires.
Le CE, Comité d’Établissement
Annexe 2 : Document du Service du Personnel concernant le Comité d’Établissement.
Le CE de l’usine gère activement les œuvres sociales de l’entreprise et est consultée dansle domaine économique. Parmi les œuvres sociales, on trouve les activités voyages, sorties

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 17
théâtre / spectacle, sport, fête des mères, arbre de Noël. Mais ses principales compétencess’exercent dans les secteurs suivants :
- opérations affectant l’emploi, telles que l’évolution du volume et de la structure deseffectifs, les licenciements pour cause économique ;
- opérations affectant les conditions de travail ;- modes de rémunération ;- qualification, formation professionnelle et apprentissage ;- logements des salariés ;- associations culturelles.
Le CE est obligatoire dans une entreprise de plus de 50 salariés, il ne possède pasd’étiquette syndicale. De son rôle économique, il contrôle la gestion des fonds sociaux, del’économie, des investissements et des nouveaux produits. Son budget est de 4,5 millions defrancs par an, soit 2!% de la masse salariale, et 0,2!% de cette masse est nécessaire à sonfonctionnement.
Le CE compte sept titulaires et sept suppléants élus par les salariés, ils bénéficient de20!heures de délégation par mois pour remplir leur mandat de deux ans, cela signifie que cesélus sont généralement des salariés de l’usine. Deux commissions obligatoires sont instituées ausein du comité :
- la commission formation-emploi : accession des ouvriers à une formation en vue d’uneévolution de carrière, reconnaissance de cette formation ;
- la commission logement : environ 0,6!% de la masse salariale est apportée auxentreprises immobilières régionales, les ouvriers peuvent alors accéder à la propriété.
D’autres commissions non obligatoires sont aussi instituées, comme la commission decantine, dont le comité rémunère le personnel.
Présence syndicale
Annexes 3 et 4 : Documents du Service du Personnel concernant les Délégués duPersonnel, les Délégués Syndicaux et les Représentants Syndicaux au CE.
Annexe 5 : Exemplaire de l’hebdomadaire de l’usine, appelé “!L’Usine!”.Annexe 6 : Exemplaire du tract de la CFDT distribué début février 2000,
“!Communication de la CFDT!”.Annexe 7 : Exemple de réflexions préoccupants actuellement les syndicats.
Le support de la présence syndicale est la section syndicale. Chaque syndicat représentatif,ici CFDT, CGT ou FO, qui constitue une section syndicale désigne un ou plusieurs déléguéssyndicaux. Ceux-ci ont pour but d’intervenir auprès de la direction pour faire respecter lalégislation du travail. Il présente également les réclamations du personnel, individuelles oucollectives, et dispose de 15 heures de décharge par mois pour remplir son mandat de deux ans.Pour exercer cette fonction, le salarié doit être majeur et avoir plus d’un an d’ancienneté dansune entreprise de plus de dix employés.
Les moyens de la présence syndicale chez Colgate-Palmolive sont les tableauxd’affichage, la mise à disposition de documents dans les salles de repos comme le journal del’usine (Annexe 5), la distribution de tracts (Annexe 6), la collecte des cotisations, la dispositionde locaux situés de par et d’autre du garage à vélo (Annexe 1), les réunions, les heures dedélégation et la libre circulation des délégués syndicaux.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 18
La CFDT
La CFDT, Confédération Française Démocratique du Travail, est dirigée par un secrétairegénéral, actuellement Nicole Notat. Dans l’usine Colgate-Palmolive de Compiègne, elle estmajoritaire à 70!% des voix : elle compte deux délégués syndicaux et sept délégués du personneltitulaires, dont cinq au premier collège (ouvriers) (Annexes 3 et 4).
La CFDT prône un syndicalisme de négociation basé sur la discussion avant tout recoursà la grève. Le syndicat est un moyen de faire évoluer le salarié dans l’entreprise, c’est unsyndicat d’accompagnement et d’anticipation dans l’intérêt du personnel (Annexe 7).
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 19
La CGT
La CGT, Confédération Générale du Travail, est dirigée par un secrétaire général,actuellement Bernard Thibault. Elle compte dans l’usine un délégué syndical et deux déléguésdu personnel titulaires seulement au premier collège.
La CGT prône, quant à elle, un syndicalisme de protestation, de masse et de lutte. Ellerefuse le capitalisme. Sa philosophie est : “!Seul, le salarié fait la richesse de l’entreprise.!”.
La FO
La FO, Force Ouvrière, est également un syndicat de protestation, mais elle restepratiquement inexistante à l’usine de Compiègne.
Les deux partenaires, délégués du personnel et membres du CE, rencontrent une fois parmois la direction pour transmettre les questions des salariés. Le syndicat pose les revendicationsdes salariés, alors que le CE reçoit les informations économiques de l’entreprise.
Le CHSCT, Comité d’Hygiène, de Sécurité et des
Conditions de Travail
Annexe 8 : Livret des consignes essentielles de sécurité, “!Mémo Accueil Sécurité!”.
Le CHSCT est obligatoire dans toute usine. Son rôle est de vérifier que les conditionsd’hygiène, de travail et de sécurité sont respectées, de prévenir et d’informer. À Compiègne, il secompose de vingt-six membres : le chef d’entreprise, le chef de sécurité, trois délégués CHSCT,l’inspecteur du travail, le médecin du travail et quelques représentants du personnel ; despersonnes qualifiées y participent à titre consultatif. Il se réunit une fois par trimestre, il examineles rapports écrits concernant le programme annuel de prévention et les actions réalisées pendantl’année. Au même titre que les syndicats, le CHSCT bénéficie d’heures de délégation.
Les attributions du CHSCT sont larges :- Il est obligatoirement consulté avant l’introduction de nouvelles méthodes d’organisation
du travail, avant toute transformation importante des postes, avant toute modification descadences et des normes, ainsi qu’avant tout aménagement important concernant l’ambiance et lasécurité du travail ;
- Il a le droit de mener des enquêtes sur les accidents du travail avec un large pouvoird’investigation et des inspections de prévention et de surveillance ;
- Il peut susciter toute initiative portant sur la sécurité, renforcer et/ou former le personnel.
Il existe, dans l’usine de Compiègne, un CHSCT pour chacun des cinq Focus. Uneréunion bimensuelle, concernant principalement la sécurité, convie tous les salariés du Focus àénoncer leurs remarques. Le CHSCT de l’entreprise travaille essentiellement sous forme dequatre commissions!:
- les risques chimiques ;- l’EPI, Équipement de Protection Individuelle ;- la circulation ;
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 20
- la réception des travaux neufs.
De plus, une formation à la sécurité est obligatoire pour tous les nouveaux employés,intérimaires et stagiaires. Elle informe des consignes à respecter en cas d’incendie, desmarquages au sol, des consignes de circulation, d’attention et toutes autres conditionsélémentaires de sécurité (Annexe 8). On distribue à chaque employé des vêtements de travail, despaires de gants à usages différents, des paires de lunettes et le matériel sécurisé nécessaire etsuffisant à son travail, de plus le port de chaussures de sécurité est obligatoire. D’ailleurs, descompteurs, situés à l’entrée de l’usine et de chaque Focus, affichent le nombre d’heures detravail sans accident ; la fierté de l’usine est de pouvoir atteindre un million d’heures.
De même, l’hygiène est primordiale par respect envers le client, il est interdit, par exemple,de manger sur les lieux de travail, la désinfection et le nettoyage des lignes de conditionnementse font régulièrement, les produits présentant une dégradation quelconque sont détruits, etc.
L’entreprise est aussi fortement engagée dans la lutte pour le respect de l’environnement :il existe un tri sélectif des déchets dans des bacs spéciaux (cartons, plastique, divers), les flaconssont pour la plupart en PET, recyclable à 90!%, les eaux sont traitées avant d’être rejetées dansl’Oise, les dateurs à jets d’encre ont été remplacés par des dateurs laser pour éviter la pollutionpar solvant, les produits fabriqués non utlisés pour le conditionnement sont stockés dans descuves réservées à cet effet.
Les conditions de travail
Soucieuse de la sécurité du personnel, de la protection de l’environnement, Colgate-Palmolive a amélioré ses techniques de production. Grâce à d’importants investissements cestrois dernières années, l’usine de Compiègne est devenue un centre d’excellence du groupemondialement reconnu, un modèle d’adaptation aux besoins du marché… Adaptation des lignesde conditionnement automatisées et informatisées, adaptation de la gestion grâce au logiciel SAPqui permet la connexion de toutes les interfaces depuis le fournisseur jusqu’au distributeur.
Sans les hommes, l’usine n’existe pas. Ainsi la formation continue des salariés, ledéveloppement du personnel permettent de travailler mieux. Des locaux agréablementarchitecturés et décorés améliorent les conditions de travail. Avec un marquage au sol decouleurs, l’agrémentation des lignes de fabrication, des espaces de communication, Colgate-Palmolive essaie d’associer au quotidien la qualité de vie des salariés et la production.
Les investissements

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 21
Pour suivre l’évolution des technologies ainsi que pour développer de nouvelles activités,des investissements techniques sont réalisés. Ainsi de nouvelles machines sont installées, deslignes sont modernisées afin de répondre aux besoins actuels.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 22
Investissements en millions de francs.
Consignes de sécurité
L’usine Colgate-Palmolive de Compiègne détient le plus fort taux d’accidents de toutesles usines européennes du groupe, c’est pour cette raison que la sécurité a une place primordialedans l’entreprise. Un investissement de 1,795 millions de francs a permis de mettre en place unecampagne plus énergique afin d’inverser cette tendance. Les objectifs de cette année 2000 sontd’atteindre un taux de fréquence des accidents avec arrêts de 1,00, alors qu’actuellement celui-ciest de 1,79.
Cette campagne omniprésente est à l’origine de :- la création du département Sécurité et Environnement ;- la répartition d’un CHSCT par Focus pour le rapprochement des coordinations dans les
ateliers ;- l’implication des coordinateurs TPM dans les actions sécurité ;- l’initiation du personnel aux dangers chimiques ;- la mise en place d’un accueil sécurité renforcé : livrets d’accueil (Annexe 8),
visionnement d’une vidéo, 175 affiches de prévention, compteurs des heures de travail sansaccidents aux entrées de l’usine et de chaque Focus, dans l’unique intention d’inciter lesouvriers à plus de précautions et d’attention au travail ;
- la mise en place de séances de formation du personnel à l’utilisation des différentsextincteurs et aux évacuations de l’usine en cas d’incendie ;
- la communication d’un compte-rendu rédigé et oral à la suite de tout accident, afin desensibiliser les ouvriers des dangers potentiels que peut présenter leur poste de travail.
Par conséquent, dès l’entrée d’un nouvel employé ou stagiaire dans l’usine, celui-ci estaverti des consignes de sécurité à respecter et du matériel vestimentaire obligatoire dans l’atelier.Il doit se munir de chaussures de sécurité, constituées d’une semelle large isolante et d’unecoque d’acier. On lui remet ensuite une combinaison bleue de travail, un cutter de sécurité, deslunettes et différentes paires de gants de protection. Dans les ateliers, des kits “!rince-œil!”, desdistributeurs de crème de protection cutanée pour les mains et des distributeurs de bouchonsd’oreilles sont disponibles en permanence.
De plus, les marquages au sol permettent d’assurer également la sécurité. Les cheminsbleus sont réservés aux piétons. Les marquages jaunes indiquent l’emplacement précis de

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 23
chaque chose afin de circuler plus librement et d’éviter de nombreux accidents. Il existe desrègles de circulation, ayant les mêmes objectifs que les marquages au sol et donnant la prioritéaux caristes sur les piétons.
On note, sur chaque ligne, la présence de téléphones disposant d’un contact direct avec lespompiers, la présence d’un extincteur manuel, de boutons d’arrêt d’urgence rouges notables etd’un fil rouge, “!la corde à linge!”, tiré tout le long de la ligne, servant à stopper lefonctionnement de celle-ci en cas de problèmes ou d’accidents. Autour de chaque machine, onremarque la présence de carters de protection afin d’éviter toute intervention sur la machine enmarche. Dès l’ouverture de ces carters, la machine s’arrête automatiquement et l’ouvrier opèreavec plus de sûreté.
La propreté joue également un rôle essentiel : après chaque équipe, les opérateurs,travaillant sur les lignes, passent le balai pour pouvoir travailler ensuite dans de meilleuresconditions, sans risque de glissade.
La sécurité de l’usine inclut aussi la restriction de son entrée, réservée exclusivement à sonpersonnel grâce à un badge magnétique et aux portiques qui régulent les entrées dans le seul butde savoir à tout moment le nombre de personnes se trouvant dans l’enceinte de l’entreprise.
Horaires
Personnel en horaires libreDe 7h30 à 9h et de 16h à 19h30 : plage horaire variable.De 9h à 11h45 et de 13h45 à 16h : plage horaire fixe.
Personnel en équipeLes ouvriers travaillent généralement en “!équipe!”, il existe quatre types d’équipe :- L’équipe 1, dite “!du matin!” dont les horaires sont 5h30-13h avec une pause de vingt
minutes à 8h40 ;- L’équipe 2, dite “!de l’après-midi!” dont les horaires sont 13h-20h avec une pause de
vingt minutes à 17h10 ;- L’équipe 3, dite “!de nuit!” dont les horaires sont 20h-5h30 pendant quatre jours ;- Les équipes du week-end, travaillant deux fois douze heures selon les horaires 5h30-
17h30 et 17h30-5h30 avec deux pauses de trente minutes par équipes, en sachant également queles opérateurs de ces équipes doivent aussi travailler un jour dans le mois.
Les équipes 1 et 2 fonctionnent du lundi au vendredi en alternance toutes les deuxsemaines, tandis que les équipes de nuit et du week-end sont prévues à cet effet. Ces deuxdernières équipes ne concernent pas toutes les lignes de conditionnement. On peut noter que lepersonnel ouvrier est essentiellement masculin, de plus les femmes n’ont pas le droit de travaillerla nuit.
Automatisation
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 24
La majorité des chaînes de travail sont automatisées, afin de diminuer le travail manuel.Les machines réalisent la plupart des opérations, depuis le positionnement du flacon sur la ligneà la palettisation, grâce à la présence de robots, de capteurs et de cellules optiques.
La tâche des ouvriers, sur les lignes de conditionnement, consiste en l’approvisionnementen flacons, en bouchons, en étiquettes, en colle et en cartons. Son travail actuellement estprincipalement un travail de surveillance et de maintenance. Cependant, sur quelques lignes duFocus Soins du corps par exemple, l’encaissage et la palettisation sont encore effectuésmanuellement.
Cadences
Les cadences varient en fonction du degré d’automatisation de la ligne. Elles sont donctrès élevées sur les lignes les plus automatisées au point de vue quantitatif, elles peuvent allerjusqu’à 240 flacons par minute, alors qu’elles ne sont que de 80 flacons par minute sur leslignes dites manuelles ou sur les lignes plus anciennes. Cependant, les cadences sont moinsexigeantes au point de vue de l’effort physique, car les opérateurs exercent surtout actuellementun travail de surveillance.
Bruit
Le bruit est un problème majeur de l’usine. Pour lutter contre celui-ci, on recommande leport de bouchons d’oreilles par l’intermédiaire de panneaux bleus et des panneaux anti-bruitsont été installés au-dessus des lignes de conditionnement visant à une meilleure insonorisation.
Organisation du travail
HCWS, High-Commitment Work System
Annexe 9 : Comparaison entre le Taylorisme et le HCWS.
Colgate-Palmolive a changé d’organisation du travail ces dernières années. Ce nouveausystème appelé HCWS, High-Commitment Work System pour système de travail à hauteimplication, améliore la réactivité et la flexibilité de la société. Avant, on appliquait le Taylorisme
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 25
avec les ouvriers ; aujourd’hui ceux-ci sont plus concernés par la productivité et augmententainsi la performance de l’usine (Annexe 9).
La réorganisation s’appuie sur les principes suivants :- Offrir une plus grande autonomie aux ouvriers de manière à réduire les circuits de
décisions ;- S’appuyer sur toutes les ressources humaines de l’entreprise, en pensant que chaque
individu est capable de trouver et mettre en œuvre des solutions, de prendre des initiatives etd’avoir des responsabilités, en ayant une plus grande autonomie.
Il y a donc eu création de groupes de travail multimétiers, composés d’hommespolyvalents, capables d’organisation pour la résolution de problèmes quotidiens. Tous lesmembres des groupes doivent avoir le même niveau de compétence.
Cette nouvelle organisation prévoit une remise à niveau des salaires. Il y a quatre niveauxet dans chaque niveau, il y a trois marches : l’entrée, le développement et la maîtrise.
TPM, Total Productive Maintenance
Annexe 10 : TPM - Année 1998. Synthèse des axes directeurs.Annexe 11 : Les 5 S.Annexe 12 : La maintenance autonome.
La TPM, Total Productive Maintenance, est une méthode de travail venue du Japon, quivise à améliorer les conditions de travail des ouvriers pour qu’ils soient plus motivés, intéresséset concernés par leur production. La TPM est généralisée à l’ensemble de la production.
Les équipements de production sont loin de fabriquer les quantités théoriques prévues lorsde leur conception. Ce constat amène alors à travailler sur différents types de maintenance :
- la Maintenance préventive, prévention des pannes par un suivi et une maintenancerégulière ;
- la Maintenance corrective, réparation immédiate de la machine suite à une panne ;- la Prévention de Maintenance, intégrer dès la conception de la machine la maintenance
future afin de la faciliter et de la simplifier.
La TPM a été mise en place en 1996 sur le site de Compiègne (Annexe 10). Elle sedéveloppe suivant six axes :
- le nettoyage et le rangement, avec la méthode des “!5 S!” (Annexe 11) ;- la mesure de l’efficacité des équipements par l’OEE ;- l’augmentation de l’efficacité des équipements de production ;- la réduction des temps de conversion ;- la visualisation des réglages, des niveaux, des points de graissage ;- le développement de la maintenance autonome, appelée PM30 (Annexe 12, livret TPM de
la maintenance préventive PM30 disponible sur les lignes).
La TPM comprend trois phases : l’initialisation, le développement et la pérennisation.Chaque étape constitue une évolution par rapport à la précédente et non une fin en soi.
Pour chaque Focus, la TPM se traduit par les rangements, les marquages au sol,l’augmentation de l’efficience des équipements, PM30, la mesure de l’efficacité, la réduction destemps de conversion, l’hygiène, la propreté, le tri des déchets…
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 26
OEE, Overall Equipement Effectiveness
L’OEE, Overall Equipement Effectiveness pour efficacité globale de l’équipement, est undes fondements de la TPM. Elle est l’outil de mesure choisi par Colgate-Palmolive pour tous lessites européens. Elle permet de rendre visible et de mesurer tout ce qui pénalise les équipementsde production. Elle se calcule selon trois paramètres :
- la disponibilité des équipements = temps de production / disponibilité effective ;- la performance de ces équipements = temps de production théorique / temps de
production ;- la conformité de la production = production conforme / (production conforme + rejets
sur ligne)!;OEE = disponibilité x performance x conformité.
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 27
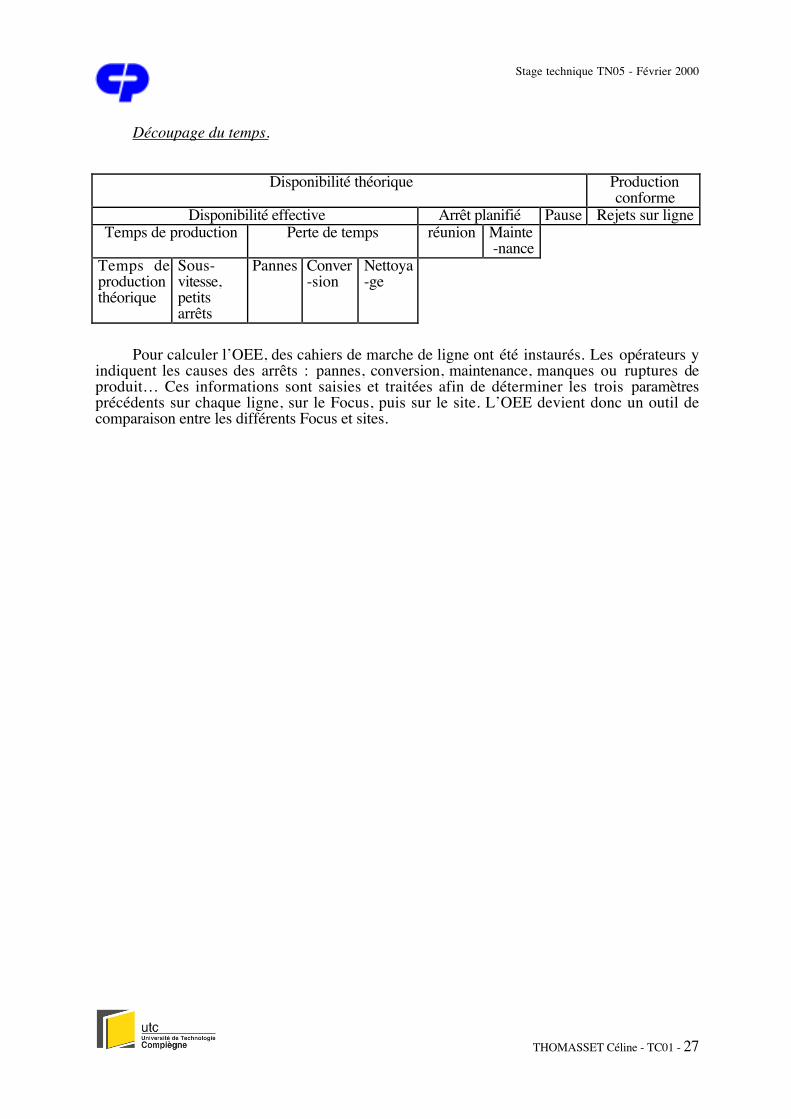
Découpage du temps.
Disponibilité théorique Productionconforme
Disponibilité effective Arrêt planifié Pause Rejets sur ligneTemps de production Perte de temps réunion Mainte
-nanceTemps deproductionthéorique
Sous-vitesse,petitsarrêts
Pannes Conver-sion
Nettoya-ge
Pour calculer l’OEE, des cahiers de marche de ligne ont été instaurés. Les opérateurs yindiquent les causes des arrêts : pannes, conversion, maintenance, manques ou ruptures deproduit… Ces informations sont saisies et traitées afin de déterminer les trois paramètresprécédents sur chaque ligne, sur le Focus, puis sur le site. L’OEE devient donc un outil decomparaison entre les différents Focus et sites.
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 28
III. Activités et réflexion
Focus Liquides
Présentation de l’unité
Livret d’accueil et de sécurité : “!Bienvenue dans l’unité Liquides!”.
L’unité Liquides existe depuis l’ouverture du site Colgate-Palmolive de Compiègne en1954. Elle s’est beaucoup développée ces dernières années à cause des besoinsd’automatisation!:
1996 Implantation de trois nouvelles lignes venant de l’usine de Hambourg pourproduire des liquides vaisselle et des recharges de Soupline concentrée.Arrêt du soufflage des bouteilles PE et implantation d’un nouvel atelier desoufflage de bouteilles PET.
1997/1998 Installation de deux nouvelles machines de soufflage dans l’atelier PET.1998 Projet Compiègne XXI…
Réimplantation des lignes de conditionnement par catégorie de produits :liquides vaisselle, soin du linge, entretien des surfaces. 15 lignes deconditionnement ont été déplacées.Installation de quatre mélangeurs à proximité des lignes pour gagner enflexibilité et minimiser les coûts de lancement des nouveaux produits.Lancement de la post-différenciation sur la gamme Ajax Fêtes des Fleurs.Installation de la ligne Mupet (LC05) et de la machine de soufflage associéespour la production de nouvelles recharges de Soupline concentrée.Installation du quai automatique de déchargement.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 29
Après une baisse régulière jusqu’en 1991, les volumes de l’unité se sont redressés grâce àl’augmentation des exportations vers les filiales européennes Colgate-Palmolive.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 30
Évolution du tonnage : Production de l’unité Liquides en tonnes.
100000
150000
200000
250000
1991 1992 1993 1994 1995 1996
Aujourd’hui, elle compte 293 personnes qui produisent 220!000 tonnes de produits par anpour l’Europe dans 210 millions de flacons. La répartition du tonnage réalisé est de 63!% pourla France et de 37!% pour l’Europe.
Les produits fabriqués par le Focus se regroupent selon trois catégories :- le Soin du linge : 88 millions de litres d’adoucissant Soupline, concentrée ou diluée,
sont fabriqués par an à Compiègne, ainsi que 10 millions de litres de lessives liquide Axion etGama. Les produits Soin du linge Colgate-Palmolive représentent 41!% du marché en volume.
- les Nettoyants ménagers : Les gammes Ajax et La Croix Gel représentent un volumeannuel de 73,6 millions de litres, soit 12!% des volumes vendus sur le marché des nettoyantsménagers.
- les Liquides vaisselle : Les gammes Paic et Palmolive représentent 35!% des volumesvendus sur le marché français. 67 millions de flacons de liquide vaisselle sont fabriqués par an àCompiègne.
Organisation du travail dans l’unité
Le travail est soigneusement réparti et organisé par l’équipe dirigeante. Pour chaqueFocus, celle-ci est composée de trois Team-Managers, qui travaillent chacun dans une équipe etqui ont un contact direct avec les ouvriers. Ils sont chargés de l’affectation de ces derniers surles lignes de conditionnement et de la vérification de l’avancée de la production.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 31
Organigramme du Focus Liquides.
Cellule Technique : chargée de réparer les machines, fonction sous la responsabilité d’un ingénieur.Ingénieur Organisation : responsable des prévisions de production.Planning : sous la direction d’un ingénieur, chargé de répartir la production en fonction des commandes.Installations Nouvelles : trois ingénieurs travaillent sur les projets de modification des machines en fonction des budgets et font
donc des appels d’offre auprès des fournisseurs.Packaging : trois ingénieurs sont chargés de la qualité des emballages.
Secteurs d’activité
Annexe 13 : Plan de l’unité Liquides. Les rectangles représentent les lignes deconditionnement et les cercles, les tanks. Le bâtiment K rassemble le départementAjax/Soupline et le bâtiment A11, sa réception et son magasin.
Annexe 14 : Plan des ateliers de conditionnement Ajax/Soupline, exceptées les lignesZofty LC10 et LC11.
Annexe 15 : Schéma d’une ligne de conditionnement.Annexe 16 : Programme de conditionnement Soupline/Ajax par semaine.
L’unité Liquides se décompose en cinq entités de production.
Les camions arrivent à la “!base!”, une plateforme, déposent leur contenu qui rejoint lehaut des tours de fabrication par l’intermédiaire de grandes tuyauteries et de convoyeurs. C’estl’importation des matières premières.
La fabrication
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 32
La fabrication compte 24 personnes. Elle prépare 41 formules sur 4 mélangeurs de 10!m3,1 mélangeur de 3!m3 et 5 pompes doseuses, à partir de 190 matières premières. En effet, unnettoyant ménager est composé d’une base savonneuse, d’un parfum, d’additifs tels que le jusde citron ou l’eau de Javel, d’un colorant et d’eau.
À partir des matières premières, la fabrication des produits se fait grâce à des machines dedeux types. Les pompes doseuses automatiques assurent une production continue avec un débitimportant (entre 13!000 et 24!000 litres par heure), mais elles imposent une surveillancepermanente pour déceler toute anomalie. D’autre part, les mélangeurs permettent de faire de 2 à4 tonnes de produit, à chaque préparation qui peut durer de 30 minutes à 3 heures. Après unemultitude d’étapes, le mélange est prêt, il rejoint des tanks dans lesquels il est stocké, ceux-cipeuvent contenir jusqu’à 10 tonnes de produit.
Lorsque l’usine reçoit une commande, le poste de commandement, appelé CompiègneXXI pour le département Palmolive du Focus Liquides, gérant informatiquement tous les tanks,peut ouvrir les vannes et le produit fabriqué est conduit vers les lignes de conditionnement(Annexe 13).
Gammes de produits fabriquées.
Gamme Soupline Gamme Ajax/La Croix Gamme Paic/Palmolive
Soupline Vanille
Soupline Pêche
Soupline Fraîcheur
Soupline Lavande
Soupline Vert tendre
Soupline Douceur
Soupline Cachemire
Soupline Purple
Ajax Frais
Ajax Citron
Ajax Eucalyptus
Ajax Fleurs de Printemps
Ajax Brassée de Fleurs
Ajax Fleurs de Soleil
Ajax Fleurs de Provence
Ajax Expert Salle de bain
Ajax Gel Salle de bain
Ajax Vitres
La Croix Gel
Paic Citron
Paic Antibactérien
Paic Excel
Palmolive Vaisselle
Palmolive Antibactérien
Palmolive Peau sensible
Palmolive Ultra citron
La réception et le magasin
La réception et le magasin emploient 15 personnes. Cela consiste en la réception desemballages (flacons, bouchons, caissons, étiquettes…) à raison de 12 camions par jour enmoyenne en déchargement traditionnel et de 20 camions par jour en moyenne en déchargementautomatique. Le magasin prend en gestion 1500 types d’emballages différents sur une surfacede 4!000!m2 et approvisionne les lignes de conditionnement.
Les ateliers PET
Les ateliers PET comprennent 18 personnes. Ils assurent la fabrication des flacons et desbouteilles pour l’atelier de conditionnement des liquides. Les flacons pour liquides vaisselle,Ajax Vitres et recharges Mupet Soupline concentrée sont fabriqués à partir de “!préformes!”PET. L’atelier est composé de cinq machines de soufflage pour produire 110 millions deflacons par an. Les machines les plus performantes peuvent avoir une cadence de

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 33
12!000!bouteilles par heure. Les “!bouteilles!” arrivent sous forme de petits tubes qui sontchauffés et soufflés par l’intérieur jusqu’à l’obtention de la forme du moule.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 34
Fabrication des cinq machines de soufflage.
Sidel 1 Sidel 2 Sidel 3 Sidel 4 Sidel 5
Flacons 500!ml
Pouss’Mousse,
Paic, Palmolive,
Ajax Vitres
Flacons 500!ml
Palmolive Ultra,
Palmolive Peau
sensible
Flacons 750!ml et 1!l
Paic, Palmolive, Ajax
Vitres
Paic Excel 500!ml et 750!ml
Ajax Vitres expert 750!ml
Paic 1250!ml et 1,5!l
Flacons Mupet
750!ml et 1!l
Les ateliers de conditionnement Palmolive
Les ateliers de conditionnement Palmolive comptent 64 personnes, ainsi que dix lignesréparties dans trois bâtiments.
Production des dix lignes du département Palmolive.
L C 1 3 L C 1 4 L C 2 1 L C 2 2 L C 2 3 L C 2 4 L C 2 5 L C 2 6 L C 2 8 L C 2 9
Soupline
concentrée
Recharges
cartons
750 !ml
Soupline
concentrée
Recharges
cartons
1 ! l
Ajax Vitres
Pompes et
Recharges
500 !ml
Paic et
Palmolive
4 ! l ,
1250 !ml,
1 , 5 ! l
Paic
Palmolive
750 !ml
Palmoli-
ve Ultra,
Peau
sensible
500 !ml
Paic et
Palmolive
500 !ml
Ajax Vitres
500 !ml
Paic
Excel,
Paic
Anti-
bactérien
500 !ml
et
750 !ml
Paic
Palmolive
2 ! l
Formats
industriels
5!l, 10!l,
2 0 ! l
Les ateliers de conditionnement Ajax/Soupline
Les ateliers de conditionnement Ajax/Soupline comptent 93 personnes, ainsi que dixlignes réparties dans deux bâtiments (Annexe 14).
Production des neuf lignes du département Ajax/Soupline.
L C 0 1 L C 0 2 L C 0 4 L C 0 5 L C 0 6 L C 0 7 L C 0 8 L C 0 9 LC 1 0 -
L C 1 1
Z o f t y
Soupline
concentrée
750 !ml,
1 ! l
Soupline
diluée
4!l, 5!l
Axion
liquide
Soupline
diluée
3 ! l
Soupline
concentrée
Éco-recharges
Mupet
750!ml, 1!l
Ajax
Fêtes des
Fleurs
1 ! l ,
1250 !m
l
En
construction
Ajax
classique
1 ! l
La Croix
Gel
Soupline
diluée
2 ! l
Ajax
classique
Voiles
Soupline
sèche-linge
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 35
3 ! l
Gama liquide
3 ! l
l 1 ! l ,
1250 !ml,
1 , 5 ! l
2 ! l
Ajax Fêtes
des Fleurs
1 ! l
C’est l’endroit où le produit est emballé dans des étuis ou dans des bouteilles, puis dansdes caissons pour que ceux-ci soient à disposition du magasin de stockage.
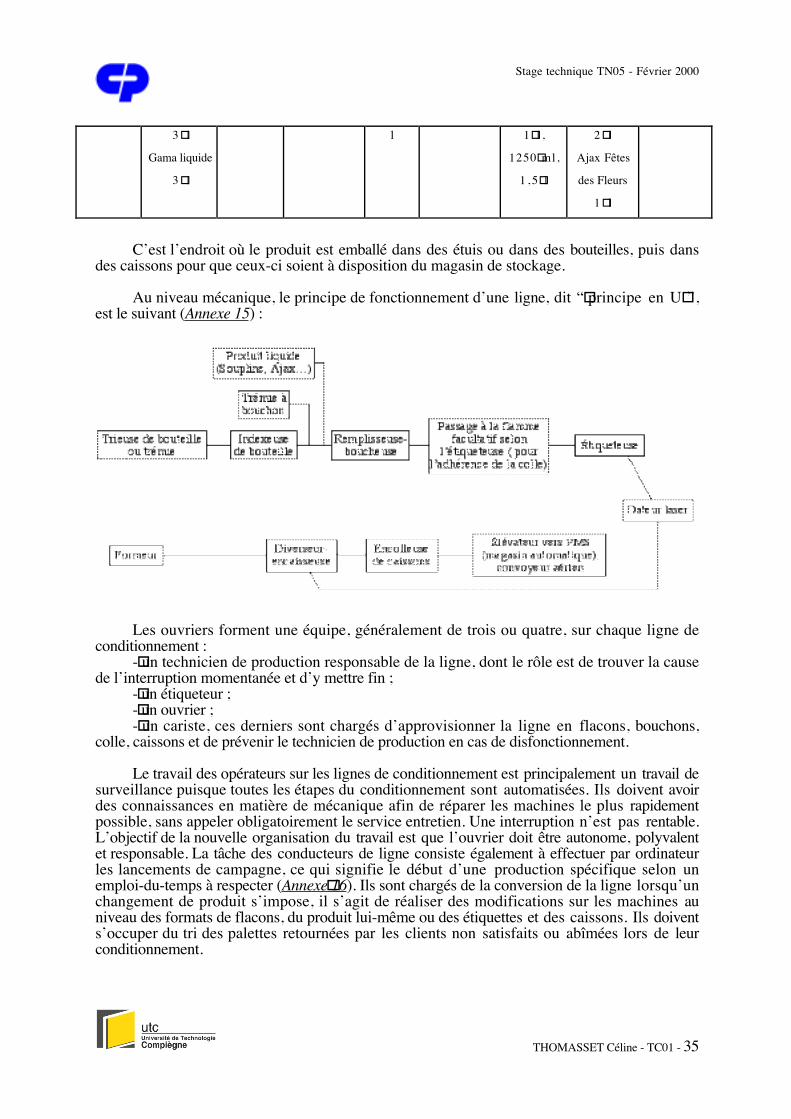
Au niveau mécanique, le principe de fonctionnement d’une ligne, dit “!principe en U!”,est le suivant (Annexe 15) :
Les ouvriers forment une équipe, généralement de trois ou quatre, sur chaque ligne deconditionnement :
-!un technicien de production responsable de la ligne, dont le rôle est de trouver la causede l’interruption momentanée et d’y mettre fin ;
-!un étiqueteur ;-!un ouvrier ;-!un cariste, ces derniers sont chargés d’approvisionner la ligne en flacons, bouchons,
colle, caissons et de prévenir le technicien de production en cas de disfonctionnement.
Le travail des opérateurs sur les lignes de conditionnement est principalement un travail desurveillance puisque toutes les étapes du conditionnement sont automatisées. Ils doivent avoirdes connaissances en matière de mécanique afin de réparer les machines le plus rapidementpossible, sans appeler obligatoirement le service entretien. Une interruption n’est pas rentable.L’objectif de la nouvelle organisation du travail est que l’ouvrier doit être autonome, polyvalentet responsable. La tâche des conducteurs de ligne consiste également à effectuer par ordinateurles lancements de campagne, ce qui signifie le début d’une production spécifique selon unemploi-du-temps à respecter (Annexe!16). Ils sont chargés de la conversion de la ligne lorsqu’unchangement de produit s’impose, il s’agit de réaliser des modifications sur les machines auniveau des formats de flacons, du produit lui-même ou des étiquettes et des caissons. Ils doivents’occuper du tri des palettes retournées par les clients non satisfaits ou abîmées lors de leurconditionnement.
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 36
Ensuite, les caissons dans lesquels sont regroupées plusieurs bouteilles sont empilés surune palette, c’est la palettisation. Puis, chaque palette est emballée sous un film plastique pourque les caissons soient solidaires. Enfin, ces palettes rejoignent l’aire de stockage situé au PMS,Palettisation Manutention Stockage, pour être transportées par camions ou par voie ferroviairevers les distributions.
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 37
Le suivi qualité de la production
Annexe 17 : Lexique d’explication des fiches de spécification confidentielles des produits.Annexe 18 : Fiche de mesure de la qualité des produits en cours de conditionnement.
Le suivi qualité tient une place prépondérante et régulière dans le conditionnement, ce quiassure un produit fini performant. Lors de ce suivi, on regarde essentiellement le développementdes bactéries qui peuvent nuire à la qualité du produit, ainsi que la qualité des emballages.
Il existe plusieurs contrôles.
On prélève un échantillon de produit, à un horaire fixé, qui sera contrôlébactériologiquement au laboratoire central situé au cœur de l’usine. Les résultats sont connusdans un délai de 24 heures.
De plus, à cela s’ajoute un relevé d’échantillons toutes les demi-heures pour observer laqualité du conditionnement. Lors de ce relevé, les ouvriers effectuent les contrôles suivants :
- le poids d’un étui ou d’une bouteille pleine ;- l’étanchéité d’un étui, d’un flacon ou d’un caisson ;- la vérification de l’équivalence des codes correspondants au produit, aux bouchons, aux
bouteilles, aux étiquettes, aux caissons… avec les codes de la fiche “!Spécification duconditionnement produit fini!” (Annexe 17) ;
- la vérification du collage des étiquettes, des rayures distinctes, de la propreté ;- la qualité du bec-verseur, des bouchons ; etc.
Ils remplissent alors une feuille verte destinée au service Audit-qualité (Annexe 18), tout endistinguant pour chaque problème les différents critères :
- c pour “!critique!” : un seul produit peut bloquer la production ;- ma pour “!majeur!” : on stoppe la production après trois échantillons ;- mi pour “!mineur!” : il n’y a aucun problème.
Enfin, les ouvriers doivent aussi relever dans un cahier les problèmes rencontrés durant lajournée et le compte-rendu de la production. Cela permet, s’il y a un problème récurrent sur unemachine, de la changer ou de la réparer. C’est également un moyen de communication avec lesautres équipes et le Team-Manager.
À chaque changement de produit et conversion, un mélange d’eau et d’oxonia est envoyédans les canalisations et dans la remplisseuse afin de nettoyer et de détruire les bactéries.
De plus, tous les mois, s’effectue un contrôle bactériologique se composant de plusieursétapes :
- le nettoyage ;- on laisse mariner le mélange d’eau et d’oxonia dans les canalisations, entre vingt et
trente minutes ;- on vide les canalisations ;- on vide le mélange dans des flacons, qui sont envoyés au contrôle, et on réeffectue ce
processus plusieurs fois. On peut ensuite reprendre la production.
Si un problème plus important intervient, le produit est bloqué sur palette afin de vérifierencore une fois la qualité. Cette intervention doit se faire dans un laps de temps de deux jours,

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 38
car la palette doit être immédiatement expédiée après son arrivée en magasin, sinon la“!maison!” acheteuse du produit doit être prévenue.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 39
Description de mes activités
Au cours de ces quatre semaines, nous étions quatre étudiantes de l’UTC à effectuer notrestage technique à l’usine Colgate-Palmolive de Compiègne.
Dès notre arrivée au poste de garde, un badge magnétique, permettant l’accès à l’usine etl’enregistrement automatique des personnes se trouvant dans son enceinte, est remis à chacuned’entre nous. Ensuite, après avoir rempli un dossier de renseignements administratif, un accueilsécurité nous est tenu oralement et un film concernant les règles de sécurité et de conduite nousest visionné. Puis, nous sommes conduites à la lingerie où nous est fournie une combinaison detravail. Munies de chaussures de sécurité obligatoires et de la combinaison, nous sommeschacune affectées à un Focus.
M. Leleu, Team-Manager du Focus Liquides département Ajax/Soupline de l’usine,m’accueille dans son unité et me prend en charge. Il m’accorde une visite des bâtiments duFocus Liquides, tout en me rappelant les principales consignes de sécurité, puis quelquessemaines plus tard une visite plus détaillée de l’usine et des autres Focus, Poudres et Soins ducorps.
À partir du deuxième jour de stage, ce dernier me place sur les lignes de conditionnementde l’atelier Liquides Ajax/Soupline, LC01 à 11, après m’avoir donné les Équipements deProtection Individuelle, EPI (lunettes de protection, gants, bouchons d’oreilles, cuttersécurisé…). Je suis donc intégrée à une équipe.
Mon rôle est alors celui d’un ouvrier de maintenance disposant de son poste en double, àl’exception de la responsabilité des machines. Mon travail consiste, dans un premier temps surles lignes de conditionnement, à alimenter le formeur en colle et en caissons, dans lesquels sontemballées les bouteilles, ainsi que la trémie à bouchon en bouchons. Je n’ai pas à approvisionnerla ligne en flacons, car ceci est la tâche du cariste. Je dois également veiller à la propreté des lieuxet ramasser les objets susceptibles de causer un accident. Sur les lignes Zofty, produisant desvoiles d’adoucissants Soupline pour sèche-linge, mon poste consiste à contrôler la qualité desétuis à leur sortie de la machine. Dans un second temps, mon rôle est alors de surveiller lesmachines et de prévenir les ouvriers en cas de problèmes imminents ou de bourrages ayant causéun arrêt momentané de la ligne, tous étant habilités à remettre les différentes machines enfonctionnement, car je ne suis évidemment pas autorisée et je n’ai pas les qualificationsattendues pour intervenir sur l’une d’elles. Je complète aussi les bouteilles dans lesquelles ilmanque du produit, je remets des bouchons sur celles qui n’en ont plus, je nettoie celles qui ontdébordé dans la remplisseuse et je décolle les étiquettes mal collées ou arrachées. Je passeégalement quelques jours à la fabrication qui éveille ma curiosité.
Mais, ma principale activité est le désir d’apprendre à connaître les gens et la société quim’entourent, leurs idées et leur vue du travail. Je pose mes questions aux ouvriers lors descourtes pauses et de mes allées et venues sur les lignes. Je me renseigne sur les conditions etl’organisation du travail, qui ont changé ces dernières années. J’en profite également pourinterviewer les secrétaires de la CFDT et de la CGT, M. Rech et M. Meunier, qui m’expliquentle rôle et la différence de ces deux syndicats présents dans l’entreprise.
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 40
Réflexion personnelle
Ce stage technique, en tant que première approche professionnelle, éveillait ma curiosité etm’a permis de découvrir et de préciser mes idées sur un milieu que je connaissais peu,l’industrie.
Les conditions de travail sont finalement agréables, même si j’ai eu assez de mal à m’yhabituer. Elles semblent bien étudiées pour une meilleure performance, une meilleure production,un meilleur rendement. Les horaires, les plans TPM et HCWS, les nouvelles organisations, laprotection de l’environnement, l’hygiène, la prévention de sécurité omniprésente, les décorsagréables sensibilisent les ouvriers.
L’entente entre ceux-ci est justement très bonne. Mais dans un premier temps, il n’a pasété évident d’instaurer un climat de confiance avec eux. Ma présence constante et régulière, ainsique mes observations, ont entraîné les ouvriers à se livrer davantage et à m’informer dufonctionnement des machines et de la ligne. Ensuite, les préjugés ont disparus. J’ai remarqueraussi les relations distantes que liaient les ouvriers avec les ingénieurs, censés travailler avec euxet pour l’amélioration de leurs conditions. Relations dues à une frontière hiérarchique que j’aicomparées avec celles du Team-Manager, plus attentif et moins autoritaire. Ce constat m’apermis de découvrir et de comprendre l’attitude à adopter pour un ingénieur. Celui-ci doit êtreplus ouvert et disponible vis-à-vis des ouvriers. En effet, on leur demande d’être polyvalent, il estdonc normal d’attacher de l’importance à leurs remarques et à leurs points de vue sur lesdécisions de l’ingénieur ou de la direction. Le futur ingénieur est appelé à posséder une fortesociabilité. Il doit s’intégrer au sein d’un groupe sans nuire à son fonctionnement habituel. Il sedoit donc aussi d’être responsable et autonome.
J’ai pu constater certains jours que le travail de l’ouvrier est dur et monotone, les tâchessont répétitives. Peut-être que je ne me sentais pas concernée autant que l’ouvrier par le rôle et laresponsabilité de son travail. Ce rythme de vie est tout à fait différent de celui d’un étudiant,c’est pour cette raison qu’il faut dès maintenant apprendre à s’adapter.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 41
Conclusion
Cette première expérience du travail dans une entreprise industrielle m’a permis dem’ouvrir au monde professionnel. Dans l’objectif du stage, elle m’a appris à m’informer sur lastructure organisationnelle de l’entreprise, dans laquelle je fus acceptée, l’usine Colgate-Palmolive de Compiègne, et de me faire prendre conscience du rôle et du métier de l’ingénieur.
Ce dernier demande d’énormes compétences. Son rôle consiste à être ouvert, attentif,sociable, responsable et autonome essentiellement. Il est important que chaque employé appréciele milieu dans lequel il travaille, il doit donc exister une certaine écoute et une certaine ententedans les équipes, afin d’obtenir de meilleurs résultats. C’est ce que ce genre de stage peutrévéler aux étudiants.

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 42
Annexes
Annexe 1!: Plan de l’usine.Annexe 2!: Document du Service du Personnel concernant le Comité d’Établissement.Annexes 3 et 4!: Documents du Service du Personnel concernant les Délégués du
Personnel, les Délégués Syndicaux et les Représentants Syndicaux au CE.Annexe 5!: Exemplaire de l’hebdomadaire de l’usine, appelé “!L’Usine!”.Annexe 6!: Exemplaire du tract de la CFDT distribué début février 2000,
“!Communication de la CFDT!”.Annexe 7!: Exemple de réflexions préoccupants actuellement les syndicats.Annexe 8!: Livret des consignes essentielles de sécurité, “!Mémo Accueil Sécurité!”.Annexe 9!: Comparaison entre le Taylorisme et le HCWS.Annexe 10!: TPM – Année 1998. Synthèse des axes directeurs.Annexe 11!: Les 5 S.Annexe 12!: La maintenance autonome.Livret TPM de la maintenance préventive PM30 disponible sur les lignes.Livret d’accueil et de sécurité!: “!Bienvenue dans l’unité Liquides!”.Annexe 13!: Plan de l’unité Liquides. Les rectangles représentent les lignes de
conditionnement et les cercles, les tanks. Le bâtiment K rassemble le départementAjax/Soupline et le bâtiment A11, sa réception et son magasin.
Annexe 14 : Plan des ateliers de conditionnement Ajax/Soupline, exceptées les lignesZofty LC10 et LC11.
Annexe 15 : Schéma d’une ligne de conditionnement.Annexe 16 : Programme de conditionnement Soupline/Ajax par semaine.Annexe 17 : Lexique d’explication des fiches de spécification confidentielles des produits.Annexe 18 : Fiche de mesure de la qualité des produits en cours de conditionnement.
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 43
COLGATE PALMOLIVEUsine de Compiègne Service du Personnel
COMITÉ D’ÉTABLISSEMENT
A l’issue des Elections qui se sont déroulées les 6, 7, 8 et 22 Octobre 1998, ont été
élus!:
TITULAIRES SUPPLÉANTS
1er COLLÈGE
Ouvriers - Employés
C.F.D.T. 3 3
C.G.T. 2 2
2ème COLLÈGE
Employés – Techniciens
Agents de maîtrise
C.F.D.T. 1 1
3ème COLLÈGE
Ingénieurs – Cadres
C.F.D.T. 1

Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 44
COLGATE PALMOLIVEUsine de Compiègne Service du Personnel
DÉLÉGUÉS DU PERSONNEL
A l’issue des Elections qui se sont déroulées les 6, 7, 8 et 22 Octobre 1998, ont été
élus!:
TITULAIRES SUPPLÉANTS
1er COLLÈGE
Ouvriers - Employés
C.F.D.T. 5 4
C.G.T. 2 3
2ème COLLÈGE
Employés – Techniciens
Agents de maîtrise
C.F.D.T. 1 1
3ème COLLÈGE
Ingénieurs – Cadres
C.F.D.T. 1
Stage technique TN05 - Février 2000
THOMASSET Céline - TC01 - 45
COLGATE PALMOLIVEUsine de Compiègne Service du Personnel
DÉLÉGUÉS SYNDICAUX
C.F.D.T. 2
C.G.T. 1
F.O. 1
REPRÉSENTANTS SYNDICAUX AUC.E.
C.F.D.T. 1
C.G.T. 1
F.O. 1
C.G.C. 1