optimisation énergétique du procédé de peinture · avec une zone radiante deux fois plus...
TRANSCRIPT

Procédés thermiques et génie énergétique
Optimisation énergétique du procédé de peinture
de l’usine TERMACO de Saint-Jean-sur-Richelieu
Usine
325, boulevard Industriel
Saint-Jean-sur-Richelieu
(Québec) Canada
J3B 7M3

1. Présentation de TERMACO
2. Production de l’usine de Saint Jean sur Richelieu.
3. Contexte
4. Présentation du procédé de peinture.
1. Cuisson de la peinture.
5. Rendement énergétique de l’ancien four de peinture
6. Nouveaux standards de production.
7. Critères de conception du nouveau four de peinture.
Sommaire
8. Rôle du rayonnement infra-rouge.
9. Choix d’une alternative aux brûleurs radiants catalytiques.
10. Mode opératoire des brûleurs radiants en fibres métalliques.
11. Description générale du nouveau four de peinture version
«standard».
12. Processus d’optimisation d’un four de peinture «standard».
13. Présentation du procédé de peinture suite à l’optimisation du
four.
Sommaire (suite)

14. Performance énergétique d’un four de peinture «optimisé».
15. Besoins énergétiques du séchoir.
16. Valorisation des rejets atmosphériques du four «optimisé» dans le séchoir.
17. Gains estimés pour la valorisation des rejets du four dans le séchoir
18. Présentation du procédé de peinture après valorisation des rejets du four dans le séchoir.
19. Rejets atmosphériques du séchoir après la valorisation des rejets du four.
Sommaire (suite I)

20. Besoins énergétiques du dégraisseur
21. Valorisation des rejets atmosphériques du séchoir dans le dégraisseur.
22. Gains estimés pour la valorisation des rejets du séchoir dans le
dégraisseur
23. Présentation du procédé de peinture suite à la valorisation des rejets
du séchoir.
24. Conclusion.
Sommaire (suite II)

1 - Présentation de TERMACO
Termaco possède deux sites de production :
• Saint Jean sur Richelieu, Québec, Canada,
Surface de l’usine : 10 220 m2 (110 000 pi2)
• Reading, Pennsylvania, États-unis,
Surface de l’usine : 4 920 m2 (53 000 pi2)
Les deux usines emploient 230 personnes.

2 - Production de l’usine de Saint Jean sur Richelieu
Termaco est une entreprise de transformation des métaux en feuilles
spécialisée dans la production d’armoires métalliques utilisées pour le
stockage d’énergie par batteries électriques.
Elle réalise également :
• L’aménagement intérieur et extérieur de véhicules routiers.
• Des cabinets sur mesure.
• Des structures d’entreposages anti-sismiques pour batteries électriques.
• Des pièces et équipements industriels chaudronnés.



3 - Contexte
Depuis 1990, Termaco utilise des peintures en poudres pour protéger les pièces
métalliques exposées aux ambiances corrosives. Cela implique une polymérisation à
environ 400 °F dans un four continu.
• En raison de sa capacité insuffisante et de son vieillissement, Termaco a planifié
le remplacement de ce four.
• Termaco qui dispose des ressources nécessaires assure la fabrication de son
enveloppe et sa structure.
• Valtech Énergie agit à titre de consultant en ce qui a trait aux calculs de transferts
thermiques et aéraulique du four ainsi que la conception des systèmes de gestion
de brûleurs

4 - Présentation du procédé de peinture
Dégraisseur Bassin de KOH chauffé à 49°C
(120°F)
Séchoir Recyclage d’air chaud à 138°C
(280°F)
Peinture Au pistolet électrostatique
Four (polymérisation) Température max. 232°C (450°F) Convoyeur
aérien
Rejets Atmosphériques
Rejets Atmosphériques Rejets
Atmosphériques


4 - Description du procédé de peinture 1- Cuisson de la peinture
1. La zone radiante :
• Chauffe de la poudre à un minimum de 120°F (49°C).
• Vélocité réduite d’air.
• Phase d’accrochage (gélification) de la peinture.
2. La zone convective :
• Montée en température de la poudre et des pièces jusqu’à 204°C
(400°F).
• La peinture doit être maintenue à cette température durant 10 min
pour polymériser totalement.

5 - Rendement énergétique de l’ancien four de peinture
• Consommation annuelle de gaz naturel du four : 103 . 10³ Nm³
• Coût énergétique de 35 k$/an
• Émission de Gaz à Effet de Serre (GES): 192 Tm/an

6 – Nouveaux standards de production
Les nouveaux standards qui ont rendu le four obsolète sont les suivants :
• Une augmentation du format des pièces à peindre :
• Une augmentation de la vitesse du convoyeur :
• Une augmentation de la production :
Actuel Ancien
6 m (20 pi) x 1,8 m ( 6 pi) x 0,6 m (2 pi) 1,2 m (4pi) x 0,9 m (3pi) x 0,6m (2pi)
Actuelle Ancienne
1,4 m (4,5 pi)/min 0,9 m (3 pi)/min
Actuelle Ancienne
13,6 . 10³ kg (30 . 10³ lbs) / h. 4,5 . 10³ kg (10 000 lb)/h

7 - Critères de conception du nouveau four de peinture
• Emprise maximale au sol : 53,3 m (175 pi) x 2,4 m (8 pi)
• hauteur disponible : 3 m (10 pi).
• Amélioration de l’efficacité énergétique.
• Pour la zone radiante :
Abandon des brûleurs radiants catalytiques.
Assurer une température de surface de 100°C (212°F) minimum.
Disposer d’un contrôle de température ambiante.

• Zone de chauffage convectif :
Assurer la chauffe de pièces massive jusqu’à 232°C (450°F) , puis un
maintien durant 10 min minimum.
Disposer d’un mode de convection forcé pour un ajustement fin du
transfert thermique convectif.
• Zone de refroidissement :
Assurer le refroidissement de pièces massive jusqu’à 60°C (140°F) ou
moins.
Permettre un mode de convection forcé pour un ajustement de la
température de refroidissement.
7 - Critères de conception du nouveau four de peinture (suite)

8 - Rôle du rayonnement infra-rouge (IR)
• Les surface non exposées peuvent polymériser par conduction.
• Un transfert convectif naturel additionnel est compatible, il améliore
l’homogénéité de la polymérisation sur les pièces, dans la zone radiante.
polymérisation de la peinture en poudre

9 – Choix d’une alternative aux brûleurs radiants catalytiques
L’alternative aux brûleurs radiants catalytiques choisie par TERMACO est une
gamme de brûleurs à fibres métalliques réfractaires qui se distinguent par :
• Un rapport puissance/prix d’achat et d’installation avantageux.
• Une température d’opération plus élevée.
• Des unités plus compactes à puissance égale.
• Moins d’encrassement au contact des COV.
Avec une zone radiante deux fois plus longue, TERMACO a multiplié par dix sa
puissance radiante.
Les produits de combustion des brûleurs radiants sont utilisés pour
l’augmenter la température ambiante de la zone et bénéficier d’un effet
convectif naturel additionnel.

10- Mode opératoire des brûleurs radiants en fibres métalliques
Source Ératec
842 °F
1832 °F



11 - Description générale du nouveau four de peinture en version «standard»
Dimensions totales du four : 52,5m(175pi) x 2,4m(8pi) ; hauteur = 2,4m(8pi)
• Zone radiante : longueur 9,5 m (31 pi)
Huit brûleurs en fibre métallique 1,2 m (4pi) x 0,2 m (8po) pour un total de
1,2 MMBtu/h.
Contrôlés par paires de brûleurs installés en vis à vis.
• Zone convective : longueur 24 m (80pi) :
Un brûleur de 4 MMBtu/h à contact direct, sur la boucle de recyclage d’air.
Une section de 6,1 m (20pi) opérable en convection forcée.
• Zone de refroidissement : longueur 13 m (42 pi):
Fonctionne en boucle ouverte, alimentée par l’air extérieur.
Une section de 6,1 m opérable en conversion forcée.
12 – Processus d’optimisation d’un four de peinture « standard»
Un four standard est muni d’un dispositif d’extraction non modulant ajusté en
fonction de :
Sa puissance maximale.
Pour des conditions aérauliques les plus défavorables.
Plus de la moitié des pertes énergétiques d’un four continu, sont dues à la
migration de l’air extérieur vers l’intérieur du four, ce qui accroit le volume de
rejets à la cheminée.
L’optimisation d’un four consiste à moduler le débit de cheminée en fonction
des condition d’opération réelles du four.
Le gain énergétique est d’autant plus significatif que le four adopte
fréquemment des régimes moyens ou réduits.

13 – Présentation du procédé de peinture suite à l’optimisation du four
Dégraisseur Séchoir
Peinture Four (polymérisation) Convoyeur
aérien
Contrôle des rejets Atmosphériques
afin de les réduire
Rejets Atmosphériques
Rejets Atmosphériques

15 - Performance du four de Peinture «optimisé»
Four standard Four optimisé Économie
Consommation GN (10³ . Nm³/an) 452,1 335,7 116,4
Consommation spécifique (MBtu/10³ lb) 406 301 105
Coût annuel (k$/an) 153,7 114,9 39,8
GES émis (Tm/an) 844 627 217
Soit une économie de 26 % pour l’optimisation du four

15 – Besoins énergétiques du séchoir
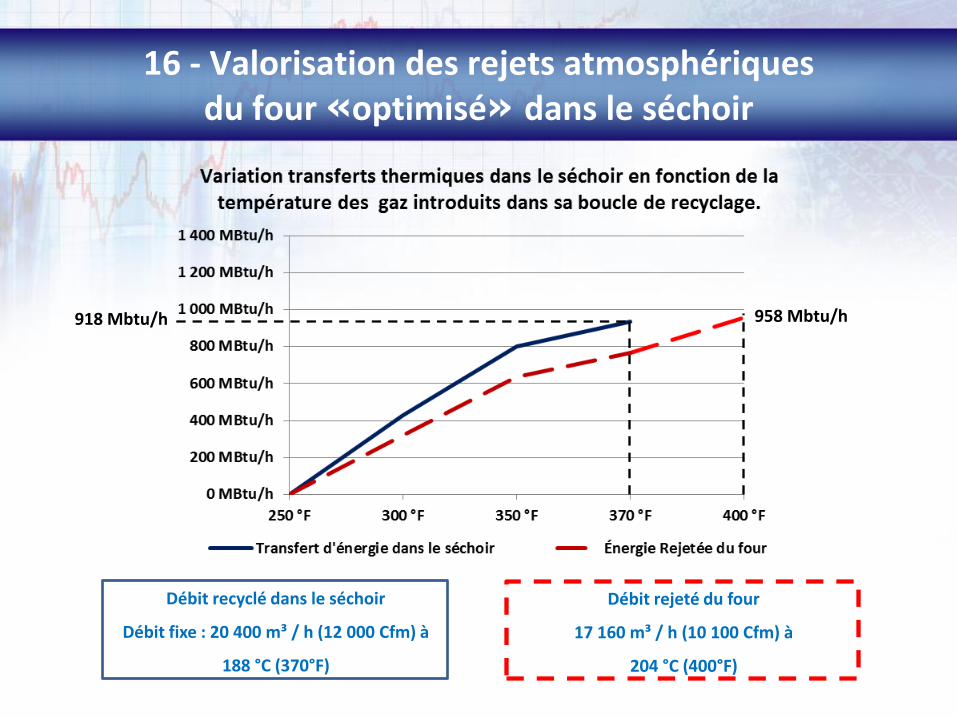
16 - Valorisation des rejets atmosphériques du four «optimisé» dans le séchoir
Débit recyclé dans le séchoir
Débit fixe : 20 400 m³ / h (12 000 Cfm) à
188 °C (370°F)
Débit rejeté du four
17 160 m³ / h (10 100 Cfm) à
204 °C (400°F)
958 Mbtu/h 918 Mbtu/h

17 – Gains estimés pour la valorisation des rejets du four dans le séchoir
Séchoir initial Séchoir avec valorisation
Économie
Consommation GN (10³ . Nm³/an) 117,5 0 117,3
Consommation spécifique (MBtu/10³ lb) 91,8 0 91,8
Coût annuel (k$/an) 40 0 40
GES émis (Tm/an) 219,3 0 219,3
Soit une économie de 100 % pour la valorisation des rejets du four dans le séchoir

Dégraisseur Séchoir
Peinture Four (polymérisation) Convoyeur
aérien
Rejets Atmosphériques
Rejets Atmosphériques
Contrôle des rejets Atmosphériques
afin de les réduire
18 – Présentation du procédé de peinture après valorisation des rejets du four dans le séchoir
Valorisation énergétique des
rejets du four
Réingénierie de l’aéraulique du séchoir te modification mécaniques
de la chambre de combustion
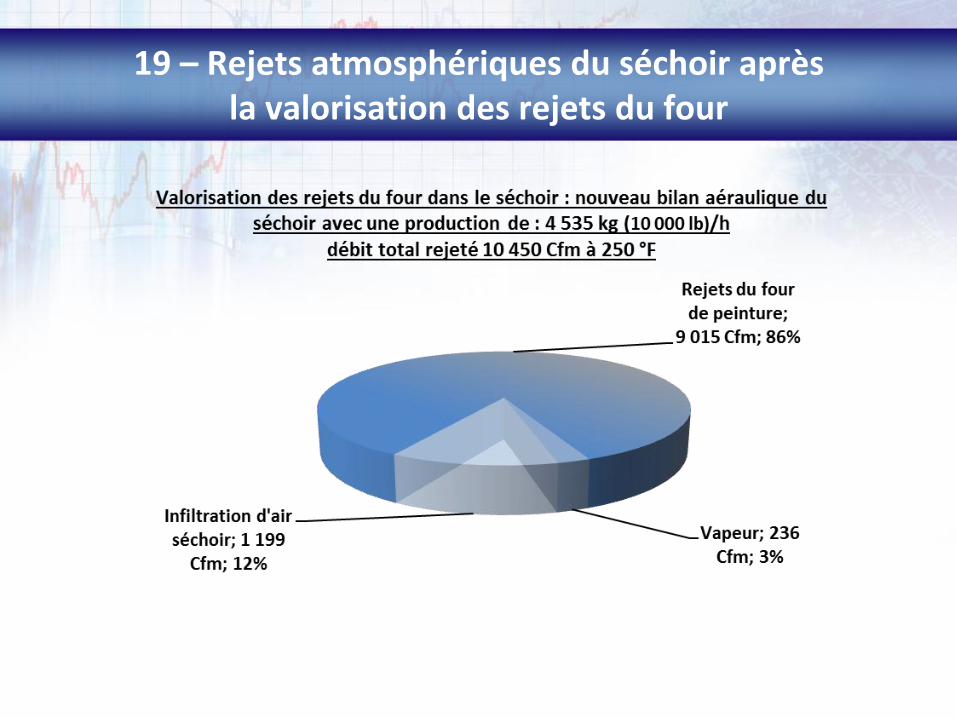
19 – Rejets atmosphériques du séchoir après la valorisation des rejets du four

20 - Besoins énergétiques du dégraisseur
Quelque soit sa charge, le dégraisseur opère à régime fixe car :
• Le débit d’alimentation en eau des gicleurs est fixe.
• La température de chauffe de la solution est fixe.
Le mesurage des rejets a permis de constater :
• Une puissance absorbée par le brûleur de 1 500 MBtu/h.
• Une puissance utile à 1 200 MBtu/h.

21 - Valorisation des rejets atmosphériques du séchoir dans le dégraisseur
972 MBtu/h 228 MBtu/h

22 – Gains estimés pour la valorisation des rejets du séchoir dans le dégraisseur
Bassin actuel Bassin avec valorisation
Économie
Consommation GN (10³ . Nm³/an) 171 31,75 139,25
Consommation spécifique (Btu/10³ lb) 150 28,5 121,5
Coût annuel (k$/an) 58 10,8 47,2
GES émis (Tm/an) 319 59 260
Soit une économie de 81 % pour la valorisation des rejets du séchoir dans le dégraisseur

23 – Présentation du procédé de peinture suite à la valorisation des rejets du séchoir
Dégraisseur Séchoir
Peinture Four (polymérisation) Convoyeur
aérien
Rejets Atmosphériques
Valorisation des rejets atmosphériques du séchoir par le dégraisseur
Contrôle des rejets Atmosphériques
afin de les réduire
Valorisation énergétique des
rejets du four
Réingénierie de l’aéraulique du séchoir te modification mécaniques
de la chambre de combustion
Revue de conception du bassin pour assurer le transfert thermique entre
les rejets du séchoir et la solution de lavage

24 - Conclusion
Procédé standard
Procédé optimisé
Gains potentiel
Conso. GN (10³ . Nm³/an) 740,6 367,45 373,15
Conso. spécifique (MBtu/10³ lb) 647,8 329,5 318,3
Coût annuel (k$/an) 251,7 125,7 126
GES émis (Tm/an) 1382,3 686 696,3
Avantage du nouveau four optimisé :
• Polymérisation de la peinture sur des pièces plus encombrantes et plus massives.
• Augmentation de 50% par rapport à la cadence de production initiale .
• Refroidissement efficace et contrôlé.
Bilan économique de l’ensemble des mesures :
Après optimisation du procédé de peinture, l’économie de gaz naturel est estimée à 50 %.

25 - Remerciements
Nous remercions Gilles Boucher, Vice-Président de Termaco, pour la confiance qu’il nous a
accordé tout au long de ce projet, et pour son intérêt à améliorer l’efficacité énergétique de
son usine.
L’optimisation énergétique du procédé de peinture de l’usine TERMACO est un projet
audacieux et complexe, que l’équipe de TERMACO s’est totalement appropriée puisqu’elle
réalise l’essentiel des travaux de fabrication de son four.
Nous remercions également le comité industriel de l’AQME pour avoir sélectionné cette
conférence pour la journée industrielle de son 28ème congrès.