optimisation du traitement thermomécanique de pièces … · analyse chimique ... du diagramme...
TRANSCRIPT
Optimisation du traitement thermomécanique de pièces d’acier fabriquées par métallurgie des
poudres
Mémoire
Mohamed Hatem Taktek
Maîtrise en génie des matériaux et de la métallurgie
Maître ès sciences (M.Sc.)
Québec, Canada
© Mohamed Hatem Taktek, 2016
Optimisation du traitement thermomécanique de pièces d’acier fabriquées par métallurgie des
poudres
Mémoire
Mohamed Hatem Taktek
Sous la direction de :
Carl Blais, directeur de recherche

iii
Résumé
Le forgeage de préformes fabriquées par métallurgie des poudres nous permet d’atteindre une
densification voisine de la densité théorique ce qui a comme incidence directe une amélioration
substantielle des propriétés mécaniques finales des pièces, notamment la résistance en fatigue. La
démarche préconisée pour améliorer cette performance critique de pièces forgées par métallurgie des
poudres consiste à optimiser leurs caractéristiques métallurgiques et leur densité concomitante.
À ce propos, une nouvelle formulation d’acier MP a été développée et caractérisée. La stratégie de
développement portait sur l’utilisation d’éléments de microalliage préalliés, comme le vanadium et le
niobium.
Pour ce faire, on a optimisé le paramètre de mise en œuvre primordial, qui est la température de
forgeage, afin d’obtenir une fine taille de grains à la fin du cycle du traitement réalisé accompagnée
d’une densité élevée des pièces forgées.
Une série de traitements d’austénisation sur une gamme étendue de température variant entre 900 °C
à 1250 °C a été effectuée ce qui nous a permis par la suite de connaître, pour chaque mélange,
l’évolution de la taille des grains en fonction de la température d’austénisation. La nouvelle formulation
de composition chimique a démontré un impact marqué quant au contrôle de la taille de grains en
fonction de la température d’austénitisation.
Une étude comparative nous a permis d’identifier la température de forgeage la plus appropriée pour
ce type de pièces et de dégager la méthodologie à suivre en fonction des propriétés mécaniques et
microstructurales.
iv
Abstract
Powder forging allows us to achieve a very high densification neighbouring that of full density causing a
substantial improvement in final mechanical properties of the parts, particularly the fatigue strength.
The approach advocated to improve this critical performance of powder forging parts is to optimize
metallurgical characteristics and density simultaneously.
In this regard, a novel PM steel powder was developed and characterized. The strategy relied on the
utilization of prealloyed microalloying elements such as vanadium and niobium. To do this, we have
optimized the primordial parameter of this operation, which is the forging temperature, to obtain a fine
grain size at the end of the processing cycle carried out accompanied by a higher density of forged
parts.
A series of heat treatment over a range of temperature between 900 °C to 1250 °C was performed
which allowed us later measure the evolution of grain size between this new alloy and a reference PM
steel as a function of the austenitizing temperature. The difference in chemical composition between
the two alloys had a fairly significant impact on their final grain size.
The comparative study of these two materials allowed us to identify the most appropriate forging
temperature for this type of pieces, to determine the most efficient alloy and therefore to identify the
methodology to follow according to the mechanical properties and microstructure.
v
Table des matières
Résumé ................................................................................................................................................... iii Abstract ................................................................................................................................................... iv Table des matières ................................................................................................................................... v Liste des tableaux ................................................................................................................................... vii Liste des figures .................................................................................................................................... viii Remerciements ....................................................................................................................................... xi Introduction .............................................................................................................................................. 1 Chapitre 1 : Étude bibliographique .......................................................................................................... 3 1. Fatigue ................................................................................................................................................. 3 1.1. Définition et généralités .................................................................................................................... 3 1.2. Courbe d’endurance ......................................................................................................................... 3 1.3. Rapport de contraintes ..................................................................................................................... 4 1.4. Facteurs influençant la tenue en fatigue ........................................................................................... 4 1.6. Mécanismes de rupture par fatigue .................................................................................................. 7 2. Austénisation et croissance du grain austénitique ............................................................................... 9 2.1. Transformations de phases au cours du refroidissement ............................................................... 12 3. Les aciers microalliés à résistance ultra élevée contenant du cuivre ................................................ 13 3.1. Le vanadium ................................................................................................................................... 14 3.2. Le niobium ...................................................................................................................................... 15 3.3. Le vanadium et le niobium .............................................................................................................. 17 3.4. Effet du cuivre dans les aciers microalliés ...................................................................................... 18 3.5. Effet du carbone ............................................................................................................................. 20 3.6. Évolution de la microstructure lors d’une déformation à chaud ...................................................... 20 4. Conditions de frittage ......................................................................................................................... 23 4.1. Frittage ........................................................................................................................................... 23 4.2. Frittage en phase liquide ................................................................................................................ 24 5. Forgeage des pièces fabriquées par métallurgie des poudres .......................................................... 24 5.1. Historique et évolution .................................................................................................................... 24 5.2. Description des systèmes de forgeage ........................................................................................... 25 5.4. Influence des porosités résiduelles sur les propriétés des pièces forgées ..................................... 27 Chapitre 2 : Mise en contexte ................................................................................................................ 32 Chapitre 3 : Méthodes expérimentales .................................................................................................. 33 1. Préparation de poudre microalliée ..................................................................................................... 33 1.1. Poudre de base .............................................................................................................................. 33 1.2. Atomisation à l’eau ......................................................................................................................... 33 2. Analyse chimique .............................................................................................................................. 34 3. Préparation des mélanges de poudres .............................................................................................. 35 4. Propriétés physiques ......................................................................................................................... 35 4.1. Analyse granulométrique ................................................................................................................ 36 4.2. Ecoulement Hall ............................................................................................................................. 36 4.3. Densité apparente .......................................................................................................................... 37 4.4. Détermination des différentes densités (à l’état cru et à l’état fritté) ............................................... 37 4.5. Détermination de la compressibilité ................................................................................................ 37 5. Pressage des échantillons ................................................................................................................. 37 6. Frittage des échantillons .................................................................................................................... 38 7. Traitements thermiques ..................................................................................................................... 39 8. Observations microscopiques ............................................................................................................ 40 8.1. Montage, découpage et polissage .................................................................................................. 40
vi
8.2. Attaque chimique ............................................................................................................................ 41 8.3. Microscopie .................................................................................................................................... 41 8. Forgeage à chaud ............................................................................................................................. 43 10. Caractérisations des propriétés mécaniques ................................................................................... 45 10.1. Essai de traction ........................................................................................................................... 45 10.2. Dureté apparente .......................................................................................................................... 45 Chapitre 4 : Résultats et discussion ...................................................................................................... 47 1. Particularités de la poudre atomisée ................................................................................................ 47 1.1. Analyse chimique ........................................................................................................................... 47 1.2. Morphologie des particules ............................................................................................................. 47 1.3. Tamisage et distribution granulométrique ....................................................................................... 48 1.4. Écoulement Hall ............................................................................................................................. 49 1.5. Densité apparente .......................................................................................................................... 49 1.6. Courbe de compressibilité .............................................................................................................. 49 2. Résultats des traitements thermiques ............................................................................................... 51 2.1. Microscopie .................................................................................................................................... 51 3. Forgeage à chaud ............................................................................................................................. 61 3.1. Méthode du chauffage de la préforme à l’aide du four à induction ................................................. 61 3.2. Méthode du chauffage de la préforme à l’aide du four tubulaire ..................................................... 61 Chapitre 5 : Conclusion générale .......................................................................................................... 64 Références bibliographiques ................................................................................................................. 66 Annexe A ............................................................................................................................................... 70
vii
Liste des tableaux
Tableau 1 Teneur en gramme des matières premières pour l’atomisation ............................................ 33 Tableau 2 Composition chimique visée pour les deux mélanges .......................................................... 35 Tableau 3 Composition chimique (% -pds.) ........................................................................................... 47 Tableau 3 Écoulement Hall.................................................................................................................... 49 Tableau 4 Densité apparente ................................................................................................................ 49 Tableau 6 Densités des pièces forgées ................................................................................................. 62
viii
Liste des figures
Figure 1 Courbe de Wöhler ................................................................................................................... 4 Figure 2 Effet de la taille des grains sur la propagation des fissures par fatigue du superalliage Waspaloy ............................................................................................................................................... 5 Figure 3 Croissance du grain ............................................................................................................... 10 Figure 4 Croissance du grain austénitique dans un acier eutectoïde à grain initial fin et à grain initial gros ....................................................................................................................................................... 10 Figure 5 Diagramme Fe-C et diagramme TRC .................................................................................... 12 Figure 6 Coupe du diagramme ternaire de l’acier FeCV à 0,2 % en poids de vanadium ..................... 15 Figure 7 Caractéristiques de la croissance du grain austénitique avec différents éléments de microalliage .......................................................................................................................................... 16 Figure 8 Efficacité de la combinaison de deux éléments de microalliage pour le durcissement .......... 17 Figure 9 Effet de la température sur la solubilité des carbonitrures du vanadium et du niobium .......... 18 Figure 10 Influence du cuivre sur la taille des grains ............................................................................ 19 Figure 11 Effets des différents éléments d’alliage préalliés sur la compressibilité ............................... 20 Figure 12 Teneur d’oxygène en fonction de la température du frittage d’une pièce forgée à partir de poudres d’acier contenant 0,5 % Ni et 0,5 % Mo (adaptée d’après John P. Cook) ............................... 23 Figure 13 Différents processus du forgeage de poudres (adaptée d’après Thomas G. Grady) ............ 26 Figure 14 Propriétés mécaniques en fonction de la densité de la pièce ............................................... 27 Figure 15 Effet de la densité sur les propriétés mécaniques de la poudre d’acier forgée 4640 .......... 28 Figure 16 Effet de la densité sur la résistance en fatigue de la poudre d’acier forgée 4640 (adaptée d’après Imahashi et al.) ......................................................................................................................... 28 Figure 17 Résistance en fatigue axiale des pièces forgées de poudres d’acier 4620 à des niveaux de hauteur différents. (a) Pièces forgées. (b) Pièces forgées puis traitées thermiquement. Toutes les pièces sont de pleine densité. ............................................................................................................... 29 Figure 18 Comparaison de la résistance en fatigue de bielles forgées à partir de poudre et des bielles forgées puis usinées .............................................................................................................................. 30 Figure 19 Effet de la température de préchauffage de la préforme sur les porosités résiduelles dans un coin critique de la dent d’engrenage ...................................................................................................... 31 Figure 20 Effet de la pression de forgeage sur les porosités résiduelles dans un coin critique de la dent d’engrenage à différentes températures de forgeage ............................................................................ 31 Figure 21 Ensemble panier répartiteur/embout ..................................................................................... 34 Figure 22 Dispositif d’écoulement Hall .................................................................................................. 36 Figure 23 Dimensions de l’éprouvette de traction ................................................................................. 38 Figure 24 Frittage des éprouvettes ........................................................................................................ 38 Figure 25 Four tubulaire GSL 1700X ..................................................................................................... 39 Figure 26 Traitements thermiques subis par les éprouvettes des deux mélanges ................................ 40 Figure 27 Méthodologie utilisée pour la mesure de la taille des grains en métallurgie des poudres ..... 43 Figure 28 Équipement utilisé pour le forgeage à chaud ........................................................................ 44 Figure 29 Première méthode de forgeage à chaud ............................................................................... 44 Figure 30 Essai de traction .................................................................................................................... 45 Figure 31 Duromètre LECO RT-120 ...................................................................................................... 46 Figure 32 Morphologie des particules de la poudre atomisée ............................................................... 48 Figure 33 Distribution granulométrique de la poudre ............................................................................. 48 Figure 34 Courbe de compressibilité ..................................................................................................... 50 Figure 35 Micrographies optiques des deux alliages traités à 900 °C ................................................... 51 Figure 36 Micrographies optiques des deux alliages traités à 950 °C ................................................... 52 Figure 37 Micrographies optiques des deux alliages traités à 1000 °C ................................................. 52 Figure 38 Micrographies optiques des deux alliages traités à 1050 °C ................................................. 52

ix
Figure 39 Micrographies optiques des deux alliages traités à 1100 °C ................................................. 53 Figure 40 Micrographies optiques des deux alliages traités à 1150 °C ................................................. 53 Figure 41 Micrographies optiques des deux alliages traités à 1200 °C ................................................. 53 Figure 42 Micrographies optiques des deux alliages traités à 1250 °C ................................................. 54 Figure 43 Évolution de la taille des grains en fonction de la température d’austénisation ..................... 55 Figure 44 Surface des grains à 900 °C ................................................................................................. 56 Figure 45 Évolution de la surface moyenne des grains en fonction de la température d’austénisation 56 Figure 46 Observation au microscope électronique à balayage pour un échantillon traité à 1000 °C .. 57 Figure 47 Microscopie électronique à balayage d’un échantillon traité à 1250 °C ................................ 58 Figure 48 Résistance à la rupture en fonction (a) de la température d’austénisation, (b) en fonction de la taille des grains .................................................................................................................................. 59 Figure 49 Dureté apparente HRB en fonction (a) de la température d’austénisation, (b) en fonction de la taille des grains ...................................................................................................................................... 60 Figure 50 Spécimen oxydé .................................................................................................................... 61 Figure 51 Matrice fermée de forgeage .................................................................................................. 62 Figure 52 Macrographie d’une éprouvette forgée avec la matrice ouverte ............................................ 63
x
“Without You I don’t exist, I can’t go
on. I miss you so much”
xi
Remerciements
Ce travail a été réalisé en collaboration entre le Laboratoire de Métallurgie des Poudres de l’Université
Laval et la compagnie Poudres Métalliques Rio Tinto du Québec.
À tous ceux qui se sont intéressés à mon travail, ceux qui par leur recommandation et leur assistance
m’ont permis de réaliser ce projet de maîtrise dans les meilleures conditions. Je leur adresse mes
sincères remerciements.
Je tiens également à remercier mon directeur de recherche, le Professeur Carl Blais qui a eu la
bienveillance de me proposer ce sujet et de m’encadrer. Pour cela, pour ses qualités humaines
innombrables, pour ses conseils judicieux et son aide précieuse, je tiens à lui exprimer mon plus grand
respect et ma plus profonde gratitude pour sa confiance, sa gentillesse et ses encouragements.
Mes vifs remerciements s’adressent à Madame Nathalie Moisan pour ses facultés techniques en
analyse d’images et à Monsieur Daniel Marcotte pour son aide précieuse en caractérisations
mécaniques. Merci à Monsieur André Ferland pour ses conseils en microscopie électronique à
balayage. Un grand merci à tous mes collègues de bureau et spécialement à mon cher camarade
Simon pour sa disponibilité et son temps à tous les moments.
Il m’est agréable de remercier Vicky, Andrée, Martine et Anne qui m’ont apporté leurs soutiens amicaux
et moraux durant la période de mes études.
1
Introduction
Le procédé de mise en œuvre par métallurgie des poudres (MP) offre beaucoup d’avantages par
rapport aux procédés plus conventionnels tels que la coulée, l’usinage et le forgeage à partir d’alliages
corroyés. Ces avantages sont principalement reliés à la réduction d’énergie et donc des coûts de
production, à la minimisation de rebuts et à une plus grande flexibilité en termes de contrôle de la
microstructure finale des pièces. Cela dit, le prix à payer pour ces avantages réside en l’obtention de
pièces qui contiennent des pores et qui, par le fait même, présentent des propriétés en fatigue
inférieures à celles des métaux corroyés.
Dans ce contexte, et pour tirer profit au maximum des avantages de la métallurgie des poudres, il
devient critique de travailler à l’amélioration de la résistance en fatigue de ce type de pièces. La façon
la plus efficace d’atteindre cet objectif est de maximiser la densité finale des pièces de façon à ce
qu’elle s’approche le plus possible de la densité théorique de l’alliage.
Parmi les procédés de fabrication qui permettent de densifier de façon significative les pièces MP, on
cite le forgeage à chaud. En effet, le forgeage de préformes frittées au préalable est un procédé en
développement progressif étant donné qu’il procure plusieurs avantages techniques et économiques.
Parmi les raisons qui ont abouti à l’obtention de ces prépondérances, on mentionne que ce procédé
permet d’atteindre une densification voisine de la pleine densité, ce qui a comme impact direct une
amélioration notable des propriétés mécaniques finales des pièces, spécifiquement la résistance en
fatigue.
Une fois la densité maximisée, les paramètres qui permettent de maximiser la résistance en fatigue
relèvent des aspects microstructuraux. Parmi ceux-ci, la taille de grains joue un rôle prépondérant.
C’est dans ce contexte que les travaux décrits dans le document qui suit prennent leur sens. En effet,
on a entrepris de développer une poudre qui favorise le contrôle, voire la minimisation, de la taille de
grains suite à un traitement thermomécanique comme le forgeage à chaud.
Il faut bien connaître le procédé de mise en œuvre qui est le forgeage à chaud des poudres afin réussir
de façon efficace à réaliser les objectifs ciblés. Cet acquis est d’autant plus déterminant que le travail
sera intensément convoité. La cause pour laquelle le forgeage des poudres est géré avec minutie et
vigilance par des modes opératoires méticuleux.
Une maîtrise complète de ce procédé de fabrication est donc d’une importance capitale, à partir de la
connaissance des paramètres et des conditions opératoires, du bagage connexe aux différentes
compositions chimiques des mélanges de poudres, des techniques d’analyse, jusqu’à la connaissance
des normes internationales.
2
Cette compilation des diverses notions, l’ingénieur chercheur doit les savoir dans le dessein de
maîtriser précisément le forgeage à chaud des poudres métalliques.
C’est dans ce contexte qu’on a envisagé de réaliser, au sein du laboratoire de métallurgie des poudres
de l’Université Laval, un projet de maîtrise dont le but principal est d’optimiser le traitement
thermomécanique de pièces d’acier fabriquées par métallurgie des poudres.
Ces travaux se sont effectués en collaboration avec la compagnie Rio Tinto Poudres Métalliques du
Québec dans la perspective de développer une poudre plus performante dédiée au forgeage de bielles
automobiles.
Il est donc impératif de chercher les paramètres idéaux du forgeage à chaud assurant un bon
compromis entre le choix approprié du mélange de poudres, la microstructure et les propriétés
mécaniques, particulièrement la résistance en fatigue. En fait, l’accroissement de la résistance en
fatigue des bielles frittées et forgées peut se faire par diverses méthodes. Pour cela, la démarche qu’on
préconise consiste à effectuer un traitement thermomécanique adapté pour ce type de pièces
fabriquées à partir d’une poudre expérimentale qui se différencie par la présence d’éléments de
microalliage, qui sont le vanadium et le niobium.
L’objectif spécifique de ce projet vise, dans un premier temps, à effectuer une étude comparative de
l’évolution de la taille des grains en fonction de la température d’austénisation. Pour ce faire, une série
de traitements thermiques a été effectuée afin de déterminer la température supérieure adéquate de
forgeage pour le mélange le plus performant se caractérisant par la microstructure la plus fine. Ensuite,
deux méthodes de forgeage ont été testées sur ce mélange afin de pouvoir dégager par la suite la
méthodologie à suivre en fonction des caractéristiques mécaniques et microstructurales.
Dans le but de parvenir à l’objectif global, ce mémoire comporte trois principales parties. Au premier
chapitre, une étude bibliographique concernant la résistance en fatigue, les aciers microalliés au cuivre
et les traitements thermomécaniques des pièces fabriquées à partir de poudres. Le deuxième chapitre
correspond à la présentation détaillée de la méthodologie suivie dans cette étude. En ce qui du
troisième chapitre, ce dernier comporte une exposition des résultats des analyses et la discussion afin
de pouvoir terminer ce mémoire de maîtrise par des conclusions.
3
Chapitre 1 : Étude bibliographique
1. Fatigue
1.1. Définition et généralités
L’endommagement par fatigue se définit par la modification des propriétés du matériau à la suite d’un
cycle de chargements appliqué d’une manière répétitive qui peut mener à la rupture. La fracture par
fatigue dépend primordialement du nombre de cycles et elle peut avoir lieu même pour des contraintes
inférieures à la limite élastique du matériau [1].
En présence d’efforts variables dans le temps, qu’ils soient périodiques ou non, il peut y avoir fatigue
du matériau. Le risque particulier à la fatigue est que la rupture peut avoir lieu soudainement sans qu’il
y ait modification de l’aspect extérieur des pièces [2].
1.2. Courbe d’endurance
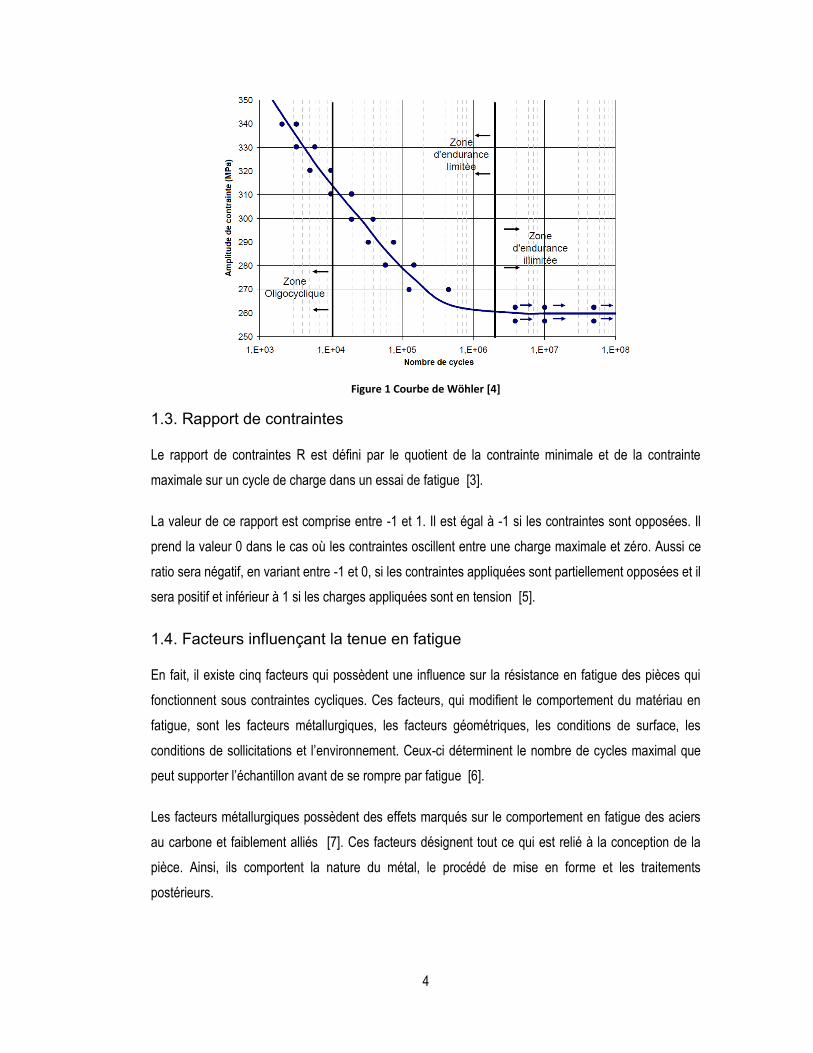
Le comportement en fatigue d’un matériau métallique est généralement représenté à l’aide d’un
diagramme appelé courbe d’endurance (Figure 1) qui représente la charge appliquée en fonction du
nombre de cycles supportés par l’échantillon avant sa rupture. La courbe d’endurance (courbe de
Wöhler) comporte trois zones :
1. Zone oligocyclique : l’éprouvette soumise à des contraintes élevées subit une déformation
plastique remarquable avant son endommagement. C’est une zone où la durée de vie est
courte (N<104 cycles).
2. Zone de fatigue ou d’endurance limitée : la rupture de l’éprouvette s’effectue après un certain
nombre de cycles (104<N<106 cycles).
3. Zone d’endurance illimitée ou zone de sécurité : l’éprouvette est intacte même après un
nombre de cycles élevé (N>106 cycles), cas des matériaux ferreux [3].
4
Figure 1 Courbe de Wöhler [4]
1.3. Rapport de contraintes
Le rapport de contraintes R est défini par le quotient de la contrainte minimale et de la contrainte
maximale sur un cycle de charge dans un essai de fatigue [3].
La valeur de ce rapport est comprise entre -1 et 1. Il est égal à -1 si les contraintes sont opposées. Il
prend la valeur 0 dans le cas où les contraintes oscillent entre une charge maximale et zéro. Aussi ce
ratio sera négatif, en variant entre -1 et 0, si les contraintes appliquées sont partiellement opposées et il
sera positif et inférieur à 1 si les charges appliquées sont en tension [5].
1.4. Facteurs influençant la tenue en fatigue
En fait, il existe cinq facteurs qui possèdent une influence sur la résistance en fatigue des pièces qui
fonctionnent sous contraintes cycliques. Ces facteurs, qui modifient le comportement du matériau en
fatigue, sont les facteurs métallurgiques, les facteurs géométriques, les conditions de surface, les
conditions de sollicitations et l’environnement. Ceux-ci déterminent le nombre de cycles maximal que
peut supporter l’échantillon avant de se rompre par fatigue [6].
Les facteurs métallurgiques possèdent des effets marqués sur le comportement en fatigue des aciers
au carbone et faiblement alliés [7]. Ces facteurs désignent tout ce qui est relié à la conception de la
pièce. Ainsi, ils comportent la nature du métal, le procédé de mise en forme et les traitements
postérieurs.
5
La taille des grains possède une grande influence sur la résistance en fatigue d’un matériau
indirectement par son effet sur la ténacité de l’acier. À titre d’exemple, des grains fins ont comme
conséquence l’amélioration de la résistance en fatigue [8].
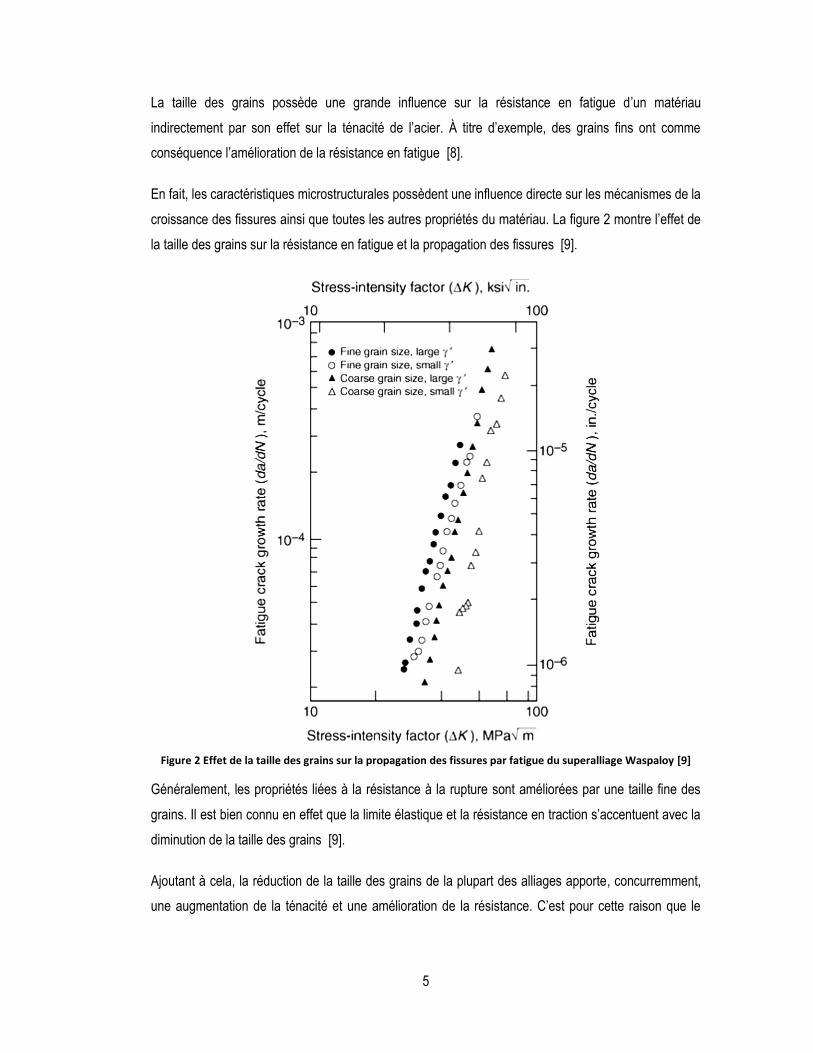
En fait, les caractéristiques microstructurales possèdent une influence directe sur les mécanismes de la
croissance des fissures ainsi que toutes les autres propriétés du matériau. La figure 2 montre l’effet de
la taille des grains sur la résistance en fatigue et la propagation des fissures [9].
Figure 2 Effet de la taille des grains sur la propagation des fissures par fatigue du superalliage Waspaloy [9]
Généralement, les propriétés liées à la résistance à la rupture sont améliorées par une taille fine des
grains. Il est bien connu en effet que la limite élastique et la résistance en traction s’accentuent avec la
diminution de la taille des grains [9].
Ajoutant à cela, la réduction de la taille des grains de la plupart des alliages apporte, concurremment,
une augmentation de la ténacité et une amélioration de la résistance. C’est pour cette raison que le
6
contrôle de la taille des grains est considéré comme un mécanisme réputé pour l’obtention de
meilleures combinaisons de propriétés mécaniques [9].
Une microstructure à grains fins nécessite un nombre de cycles assez élevé comparée à celle à grains
grossiers pour initier une fissure étroite voire plus une microfissure. Ceci résulte de la limite
d’endurance transcendante de l’acier possédant des grains fins étant donné que l’énergie requise pour
l’apparition de la fissure dans ce dernier est nettement supérieure [9].
La résistance en fatigue dépend aussi de la nature de phases présentes dans l’acier. En effet, une
martensite revenue offre une haute limite d’endurance en fatigue. Cependant, si la structure n’est pas
totalement martensitique après la trempe, la résistance en fatigue sera plus faible. Pour les structures
perlitiques, la résistance en fatigue est inférieure à celles martensitiques [7].
Les facteurs géométriques influent sur le comportement en fatigue en faisant référence à la dimension
des pièces et surtout leurs formes (effet d’entaille). L’amorçage des fissures prend souvent naissance
au niveau de la surface de la pièce là où il y a une concentration de contraintes. C’est pour cette raison
qu’il s’avère indispensable d’améliorer les états de surface [6].
Les conditions de sollicitation sont multiples, on trouve la nature des efforts, les effets de surcharge et
de sous-charge, les contraintes résiduelles et l’influence de la fréquence. En fait, la résistance en
fatigue dépend de la nature de la sollicitation (traction, compression, flexion ou torsion). En outre, une
surcharge, même si elle est temporaire, peut générer un endommagement irréversible qui se traduit
par l’apparition d’une fissure contrairement à la sous-charge qui a pour effet de produire des
microdéformations plastiques localisées ce qui va engendrer l’écrouissage du matériau et par la suite,
l’augmentation du nombre de cycles qu’il peut supporter. En ce qui concerne les contraintes
résiduelles, peu importent leurs échelles, elles possèdent un impact majeur sur la résistance en fatigue
[6].
L’environnement intervient de façon semblable par son rôle prépondérant. Les environnements
agressifs, par exemple, peuvent réduire considérablement la durée de vie des aciers. Même en
absence d’agent corrosif, une surface déjà corrodée peut aussi minimiser la tenue en fatigue de l’acier
[7].
La température possède un effet marqué sur les propriétés mécaniques du matériau. En effet,
l’augmentation de celle-ci engendre la diminution de la limite élastique ainsi que la résistance à la
rupture ce qui affectera directement la limite d’endurance. En plus, le phénomène de fluage, qui se

7
produit à haute température lorsque le matériau est sous sollicitations, la déformation provoquée par ce
phénomène cause une baisse significative de la résistance en fatigue [6].
1.6. Mécanismes de rupture par fatigue
La rupture en fatigue peut être fractionnée en trois stades : l’amorçage de microfissures, la propagation
d’une fissure ou plus et la rupture finale qui s’établit brutalement.
1.5.1. Amorçage des fissures
L’amorçage des fissures demeure toujours délicat à définir dépendamment de l’échelle choisie. C’est
un stade d’endommagement qui s’applique avant que la fissure ne se propage [1].
Avec l’évolution de la technologie et du matériel, l’amorçage des fissures de fatigue s’étudie d’une
manière claire et détaillée. En effet, l’amorçage s’effectue fréquemment en surface, il est causé par les
défauts géométriques (trous, congés de raccordement…) et métallurgiques (inclusions par exemple) ce
qui donne naissance à des zones où les contraintes sont concentrées. Le rôle crucial de la surface est
encore accentué par l’existence de gradients de contraintes qui résulte du mode de sollicitation ou bien
de la présence de contraintes résiduelles [2]. L’initiation des fissures peut aussi se déclencher dans
des sites divers tels que les joints de grains ou dans leur voisinage du fait d’incompatibilité de
déformation entre grains adjacents, les intrusions et les bandes de glissement en surface.
L’apparition des fissures se localise principalement au niveau de la surface des pièces à cause de la
mobilité des dislocations qui est plus importante qu’au centre de la pièce. La surface est
l’environnement qui possède plus d’influence [10]. Puisque les grains en surface ne sont pas
totalement entourés par des grains voisins, ce qui est souvent défavorable à la résistance à la fatigue,
alors, ils ont une énergie supérieure aux autres situés à l’intérieure et leur liaison est plus faible [11].
Il est nettement établi que la période d’amorçage des fissures joue un rôle capital et beaucoup plus
important de ce qu’on pensait avant. À vrai dire, la période d’amorçage peut avoir une partie de temps
très importante par rapport à la durée de vie totale même dans une éprouvette lisse et simple d’un
point de vue géométrique [11].
En comparant la durée de vie de l’amorçage par rapport à la durée de vie totale de la pièce, on trouve
que ces derniers dépendent des conditions de chargement. À contraintes élevées, par exemple, la
formation des bandes de glissement est semblable à une sollicitation effectuée au voisinage de la limite
d’endurance et la durée de l’amorçage est très courte. Tandis qu’à faibles contraintes, le mouvement
des dislocations entrainé par l’application du chargement est réversible et la durée de l’amorçage est
8
considérablement longue et elle peut atteindre 90 % de la durée de vie totale de la pièce. Cependant,
cela n’empêche pas que la rupture par fatigue peut se produire similairement sur des éprouvettes
parfaites et qui ne présentent aucune région de concentration de contraintes [1].
1.5.2. Propagation des fissures
Après amorçage, la propagation des fissures s’effectue principalement suivant deux stades distincts et
consécutifs :
- stade I ou stade de propagation interne des microfissures ;
- stade II ou stade de propagation d’une microfissure qui devient alors la fissure de fatigue qui conduira
à la ruine de la pièce.
Au cours du premier stade, la croissance des fissures se fait en contraintes planes et elle se réalise
couramment de manière transgranulaire et indépendamment de la manière de son initiation. [6] Au
stade I, les microfissures suivent les bandes de glissement dans lesquelles elles sont nées en restant
approximativement parallèles au plan de la scission maximale. Leur vitesse de propagation est alors
très faible et leur longueur n’affecte que quelques grains. Quoi qu’il en soit, ce type de défauts n’est
détectable qu’en laboratoire [12].
Cependant, pour le deuxième stade la croissance de ces dernières se fait en déformations planes. Au
cours de ce stade, les fissures se développent en suivant comme direction le cœur de la pièce et
perpendiculairement à la contrainte principale appliquée. Généralement, elles suivent les plans
cristallographiques, mais la direction de celles-ci change en croisant des joints de grains ou bien des
porosités. [6] La dimension de la fissure évolue de l’échelle microscopique à l’échelle macroscopique et
la vitesse de sa propagation, qui était très faible (quelques 10-4 µm par cycle), va s’accélérer de plus
en plus jusqu’à atteindre quelques µm par cycle [12]. En outre, il faut noter que lorsque la vitesse de
fissuration est très élevée ou inversement il n’y aura pas de rupture par formation de stries malgré que
ce mécanisme soit le plus courant [6]. Pendant cette période, des examens de la pièce permettent de
déceler la fissure qui va aboutir à la rupture et d’agir en conséquence [12].
1.5.3. Rupture brutale
La propagation des fissures conduit toujours à la rupture brutale, catastrophique et quasi instantanée
du matériau. La rupture peut se produire de deux manières, soit de nature ductile ou bien de nature
fragile. En ce qui concerne la rupture fragile, elle commence par une déformation plastique qui implique
un empilement de dislocations suivant les plans de glissement. La contrainte de cisaillement appliquée
9
va augmenter par la suite en engendrant la création de microfissures. L’énergie de déformation réunie
peut causer la brisure totale du matériau sans avoir de mouvement supplémentaire des dislocations.
Dans ce cas, les faciès de rupture présentent des zones de clivage [13].
Dans le cas où il s’agit d’une rupture ductile de la pièce, le matériau est soumis à une déformation
plastique plus importante avant qu’il ne se casse. En effet,, il y a généralement présence du
phénomène de striction, diminution de la section, avant la brisure finale de l’échantillon. Dans ces
conditions, on remarque l’apparition de cupules sur les faciès de rupture [13].
2. Austénisation et croissance du grain austénitique
À l’instant où la température est un peu plus élevée que celle d’Ac1, des germes d’austénite
commencent à se former. À ce compte-là, le nombre de ces germes est souvent très important et le
grain initial possède une taille fine. En augmentant davantage la température ou en allongeant le temps
de maintien à la température d’austénisation, on provoque une distension du grain [14].
En fait, le temps de maintien à la température d’austénisation possède une influence remarquable sur
l’homogénéisation adéquate de l’austénite et la dissolution des carbures présents. Si l’ensemble des
carbures présents est dissout, l’austénisation est dite complète. Dans le cas contraire, l’austénisation
est dite partielle [15].
Dans la condition où le temps de maintien à la température d’austénitisation est long, la croissance des
grains austénitiques, contrôlée par diffusion, évolue. En effet, la taille du grain austénitique dépend non
seulement de la température et de la durée du maintien, mais encore de dissemblables facteurs
comme la composition chimique de l’acier [16].
La croissance du grain austénitique se fait d’une manière naturelle. En général, les grains de petite
taille ont une surface convexe. Ces derniers sont absorbés par leurs voisins sans aucune difficulté
(figure 3). En fait, les atomes deviennent de plus en plus mobiles avec l’augmentation de la
température. Par conséquent, le processus d’absorption est déclenché et la possibilité de surmonter
les différences d’orientation devient progressivement importante [17].
10
Figure 3 Croissance du grain [17]
En fait, les dimensions du grain formé au cours du chauffage jusqu’à la température d’austénisation
restent inchangées, peu importe le traitement effectué lors du refroidissement. Ceci veut dire que les
dimensions du grain austénitique sont équivalentes à celle du grain final quel que soit la nature de sa
phase [14].
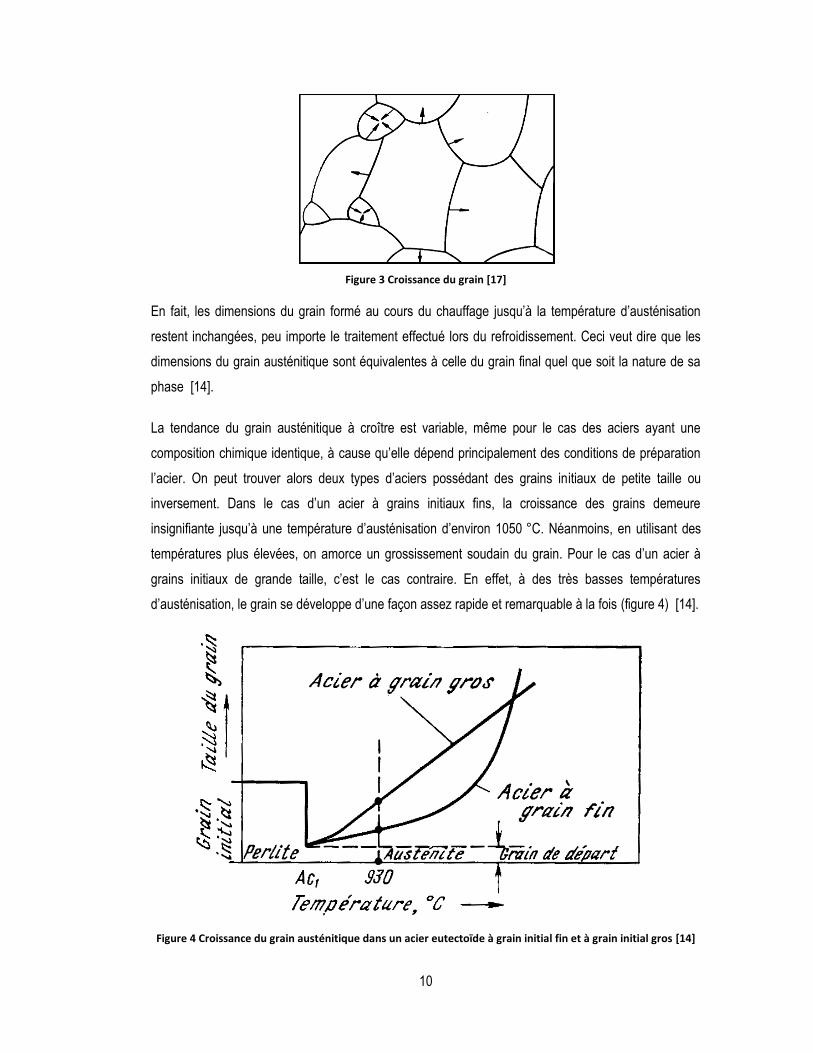
La tendance du grain austénitique à croître est variable, même pour le cas des aciers ayant une
composition chimique identique, à cause qu’elle dépend principalement des conditions de préparation
l’acier. On peut trouver alors deux types d’aciers possédant des grains initiaux de petite taille ou
inversement. Dans le cas d’un acier à grains initiaux fins, la croissance des grains demeure
insignifiante jusqu’à une température d’austénisation d’environ 1050 °C. Néanmoins, en utilisant des
températures plus élevées, on amorce un grossissement soudain du grain. Pour le cas d’un acier à
grains initiaux de grande taille, c’est le cas contraire. En effet, à des très basses températures
d’austénisation, le grain se développe d’une façon assez rapide et remarquable à la fois (figure 4) [14].
Figure 4 Croissance du grain austénitique dans un acier eutectoïde à grain initial fin et à grain initial gros [14]
11
Il faut mentionner que les termes acier à grains initiaux fins ou bien à grains initiaux gros ne désignent
pas que l’acier envisagé garde dans tous les cas des grains de petite taille ou vice-versa. Sans
contredit, un acier à grains initiaux fins peut avoir des grains austénitiques de taille supérieure à celle
d’un acier à gros grains initiaux dépendamment du type de traitement thermique effectué sur chaque
acier. Mais, cela n’empêche pas qu’un acier à grains initiaux gros aura des grains austénitiques plus
gros que ceux d’un acier à grains initiaux fins à une température d’austénitisation inférieure [14].
À n’en pas douter, la vitesse de chauffage employée lors du traitement d’austénisation, qui est un
facteur crucial, a un impact marqué sur la taille du grain austénitique en asservissant le degré
d’affinage du grain. Un groupe de chercheurs s’intéressaient à l’étude de l’effet de différentes vitesses
de chauffage sur la taille des grains austénitiques pour le cas d’un acier faiblement allié ayant comme
éléments d’alliage le nickel, le chrome, le molybdène et le vanadium. Ces derniers ont réussi à
démontrer, après avoir utilisé différentes vitesses de montée en température, que des taux de
chauffage plus prompts conduisent à un affinement de grain plus marqué [18].
Véritablement, la germination de l’austénite des aciers au carbone est très rapide. Cependant,
l’existence de quelques éléments d’alliage, possédant une faible diffusivité, peut influencer la
croissance, contrôlée principalement par la diffusion, en variant l’emplacement des points déterminant
le début et la fin de la transformation Ac1 et Ac3 [19].
Les éléments d’alliage, qu’ils soient alphagènes ou gammagènes et carburigènes ou non-carburigènes,
agissent sur la transformation austénitique. Pour stabiliser la phase (cubique centrée), il suffit d’avoir
un élément alphagène qui va accroître la température d’austénisation. Par contre, un élément
gammagène stabilisera la phase (cubique à faces centrées), d’où la température de formation de
l’austénite est diminuée [15].
Certainement, quand les précipités sont de grande taille et constitués à base d’élément d’addition
carburigène, la dissolution de ces derniers est difficile. Les éléments carburigènes bloquent le
processus de croissance du grain austénitique en jouant le rôle de barrières. Le titane, le niobium, le
vanadium, le zirconium, le tungstène et le molybdène forment des carbures difficiles à dissoudre dans
la phase austénitique [18] [20] [21].
Il faut mentionner aussi que les précipités, de différentes tailles et natures (carbure, nitrure ou
carbonitrure), sont considérés comme étant des obstacles pour ralentir la croissance des grains
austénitiques peu importe leur dispersion [17].
12
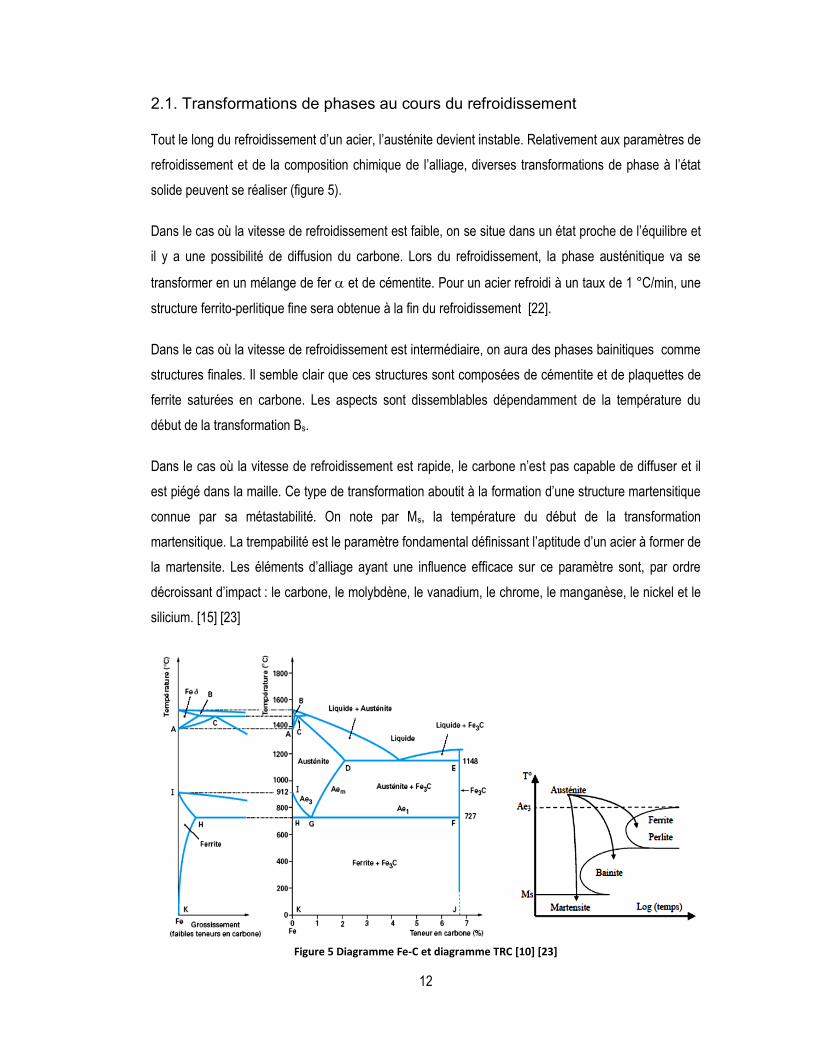
2.1. Transformations de phases au cours du refroidissement
Tout le long du refroidissement d’un acier, l’austénite devient instable. Relativement aux paramètres de
refroidissement et de la composition chimique de l’alliage, diverses transformations de phase à l’état
solide peuvent se réaliser (figure 5).
Dans le cas où la vitesse de refroidissement est faible, on se situe dans un état proche de l’équilibre et
il y a une possibilité de diffusion du carbone. Lors du refroidissement, la phase austénitique va se
transformer en un mélange de fer et de cémentite. Pour un acier refroidi à un taux de 1 °C/min, une
structure ferrito-perlitique fine sera obtenue à la fin du refroidissement [22].
Dans le cas où la vitesse de refroidissement est intermédiaire, on aura des phases bainitiques comme
structures finales. Il semble clair que ces structures sont composées de cémentite et de plaquettes de
ferrite saturées en carbone. Les aspects sont dissemblables dépendamment de la température du
début de la transformation Bs.
Dans le cas où la vitesse de refroidissement est rapide, le carbone n’est pas capable de diffuser et il
est piégé dans la maille. Ce type de transformation aboutit à la formation d’une structure martensitique
connue par sa métastabilité. On note par Ms, la température du début de la transformation
martensitique. La trempabilité est le paramètre fondamental définissant l’aptitude d’un acier à former de
la martensite. Les éléments d’alliage ayant une influence efficace sur ce paramètre sont, par ordre
décroissant d’impact : le carbone, le molybdène, le vanadium, le chrome, le manganèse, le nickel et le
silicium. [15] [23]
Figure 5 Diagramme Fe-C et diagramme TRC [10] [23]

13
Les transformations de phases à l’état solide dans les aciers se classent en deux catégories. La
première est appelée transformation displacive, elle s’accorde à des faibles mouvements des atomes.
La deuxième est nommée transformation diffusionnelle. Durant cette transformation, l’interface entre la
phase austénitique et la phase héritée évolue à la faveur du mouvement des atomes activé
thermiquement en passant par l’interface [23].
3. Les aciers microalliés à résistance ultra élevée contenant
du cuivre
Les aciers microalliés sont des aciers auxquels on a ajouté certains éléments en très faible
concentration. Cette dénomination ne concerne pas nécessairement toutes les nuances microalliées,
mais plutôt des familles d’aciers ayant de hautes propriétés mécaniques [24].
Au début, les aciers microalliés représentaient une classe d’aciers à faible teneur en carbone, de plus
grande résistance, contenant de petites additions de niobium et/ou de vanadium. Actuellement, un
microalliage peut comprendre de faibles ajouts d’éléments d’alliage tels que l'aluminium, le vanadium,
le titane et le niobium dans le but d’augmenter ses propriétés.
Il semblerait aussi que les aciers microalliés désignent les aciers contenant de petites additions d'un
élément d'alliage qui va produire l'affinage du grain et/ou le durcissement par la précipitation des
carbures, des nitrures ou des carbonitrures relativement stables [21].
Ainsi, les aciers microalliés contiendront typiquement du niobium, du titane ou du vanadium, soit seuls,
soit en combinaison, et leurs effets distinctifs peuvent être influencés par d'autres ajouts d’éléments tels
que l'aluminium, le bore… [21]
En parlant d’applications spécifiques telles que les pièces automobiles, les aciers microalliés
représentent le meilleur choix à faire pour la bonne raison qu’ils fournissent des caractéristiques
profitables au matériau utilisé [25]. Par conséquent, ils ont contribué à l’évolution de la technologie des
applications récentes et à la réussite du développement de nouveaux produits [26].
Indubitablement, les aciers microalliés à haute teneur en carbone (de l’ordre de 0,55 à 0,85 %-pds) ont
été considérés comme des alternatives économiques pour la fabrication des bielles parce qu’ils
présentent des avantages significatifs. L’un des principaux bienfaits est que la réduction du coût peut
être obtenue en modifiant la microstructure de la pièce afin d’augmenter sa tenue en fatigue c'est-à-dire
sa durée de vie [27].
14
Les effets des éléments de microalliage sont indéniables et il est à noter qu’elles sont fortement
influencées par les traitements thermiques et mécaniques qui sont différents en métallurgie des
poudres par rapport aux traitements classiques des aciers corroyés tels que le forgeage ou bien le
laminage [28].
Les aciers microalliés présentent non seulement des combinaisons améliorées en termes de résistance
et de ténacité, mais certainement dans le cas de pièces forgées pour les applications touchant le
secteur automobile ils offrent des propriétés surchoix en fatigue. Cela assure une contribution
additionnelle de sécurité [29].
3.1. Le vanadium
Le vanadium est un élément d’addition carburigène, dont la stabilité à haute température est
considérable [30], qui possède une forte tendance à former des carbures par précipitation. Il suffit
d’ajouter une petite quantité de cet élément, de l’ordre de 0,2 % en poids, pour qu’on ait un
durcissement secondaire remarquable causé par la formation des carbures de vanadium VC de
structure cubique à faces centrées [31]. À haute température, la stœchiométrie des carbures de
vanadium en équilibre avec l’austénite est V4C3 qui est une phase stable dans le système Fe-C-V [20]
[32].
Les carbures et les nitrures (des particules de deuxième phase) interviennent lors de la croissance des
grains en minimisant la surface de frontière du grain et dans ce cas-là, l’énergie globale de la frontière
diminue. Lors de la solidification, les zones interdendritiques veulent se scinder avec le carbone et
l’azote ce qui pourra engendrer une précipitation hétérogène des particules de carbone et d’azote
particulièrement au niveau des joints de grains [18].
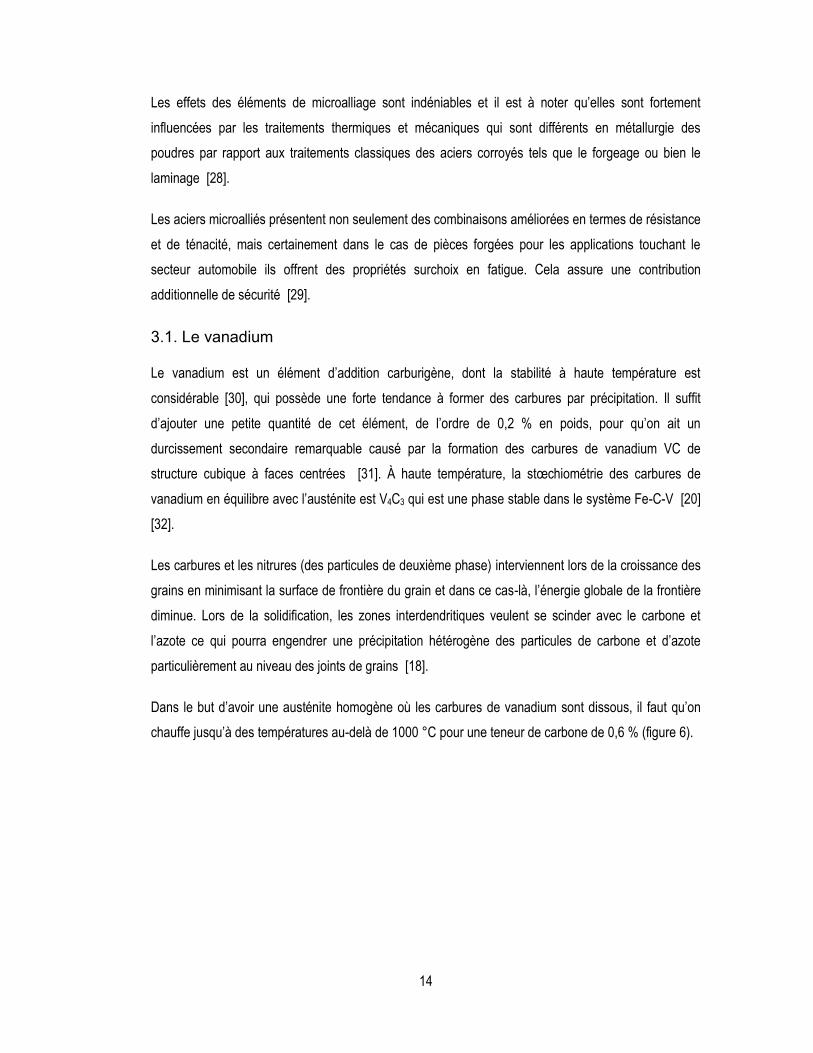
Dans le but d’avoir une austénite homogène où les carbures de vanadium sont dissous, il faut qu’on
chauffe jusqu’à des températures au-delà de 1000 °C pour une teneur de carbone de 0,6 % (figure 6).
15
Figure 6 Coupe du diagramme ternaire de l’acier FeCV à 0,2 % en poids de vanadium [33]
3.2. Le niobium
Le niobium (Nb), anciennement appelé columbium (Cb) aux États-Unis, est principalement utilisé (75%)
comme élément d’alliage dans les aciers faiblement alliés. Une proportion de 20 à 25 % est utilisée
comme additif dans les superalliages à base de nickel et les aciers résistants à la chaleur. Seulement 1
à 2 % est utilisé sous la forme de niobium pur et d’alliages à base de niobium résistants aux hautes
températures [34]. Le niobium est l’élément d’alliage le plus efficace pour les aciers alliés, il est ajouté
dans le but d’avoir un affinement supplémentaire des grains ainsi qu’un durcissement par précipitation.
[35]
Le niobium est utilisé dans une variété de produits en aciers à moyenne et à forte teneur en carbone
tels que les plaques, les bandes, les barres, les profilés et les pièces forgées. Les caractéristiques
uniques de la métallurgie et les aspects technologiques de l’affinage de grains que le niobium fournit
contribuent à l’évolution de composants d’automobile (bielle, vilebrequin…). Le mécanisme d’affinage
structural crée la possibilité d’aider la chimie de conception de produits afin de répondre avec succès
aux propriétés mécaniques requises [36].
L’addition du niobium mène à un ralentissement significatif de la recristallisation de l’austénite et à une
inhibition de la migration des joints de grains de l’austénite en raison de la ségrégation des atomes de

16
niobium vers ceux-ci et de l’ancrage des joints par la présence des carbonitrures de niobium [37]. Le
niobium est aussi plus efficace que le vanadium et l’aluminium dans la prévention du grossissement du
grain à des températures élevées (figure 7). Dans les aciers microalliés, le niobium contribue à garantir
une résistance importante couplée avec une bonne ténacité [29].
Figure 7 Caractéristiques de la croissance du grain austénitique avec différents éléments de microalliage [29]
Les ajouts de niobium conduisent à des résultats significatifs à cause des précipités ainsi formés
(carbure, nitrure, carbonitrure) qui sont durs et stables. Le niobium possède une tendance à la
formation de carbures supérieure à celle du vanadium. Des études sur différentes nuances d’aciers de
forgeage ont montré qu’environ la moitié de la quantité de niobium par rapport à celle du vanadium est
nécessaire pour produire le même effet (durcissement). En outre, il s’est avéré que les carbonitrures de
niobium sont plus stables que ceux de vanadium lorsqu’on opère à des températures très élevées.
Le niobium a un effet négatif sur la dureté de la martensite à la lumière de sa capacité à éliminer
efficacement le carbone de la solution [38].
C’est à n’en pas douter que les précipités de niobium sont les plus fins et c’est pour cette raison que le
durcissement global qui aura lieu est très intéressant. Le niobium possède également un rôle
prépondérant en entravant la croissance des grains austénitiques et il est extrêmement efficace pour le
contrôle des grains lors des traitements thermomécaniques [24].
17
3.3. Le vanadium et le niobium
De toute évidence, les précipités de différents éléments tels que le niobium, le titane et le vanadium
sont indépendants l’un de l’autre. Plus la quantité de carbone ou d’azote est élevée, plus les effets des
précipités dissemblables sont additifs. Il est donc possible de combiner deux éléments ou même trois
dépendamment des cas, des applications et des résultats finaux recherchés. En effet, ajouter plus
qu’un élément de microalliage est bien avantageux du fait que la mise en solution est plus facile
qu’avec une forte teneur en un seul élément et puisque le durcissement est parabolique alors on profite
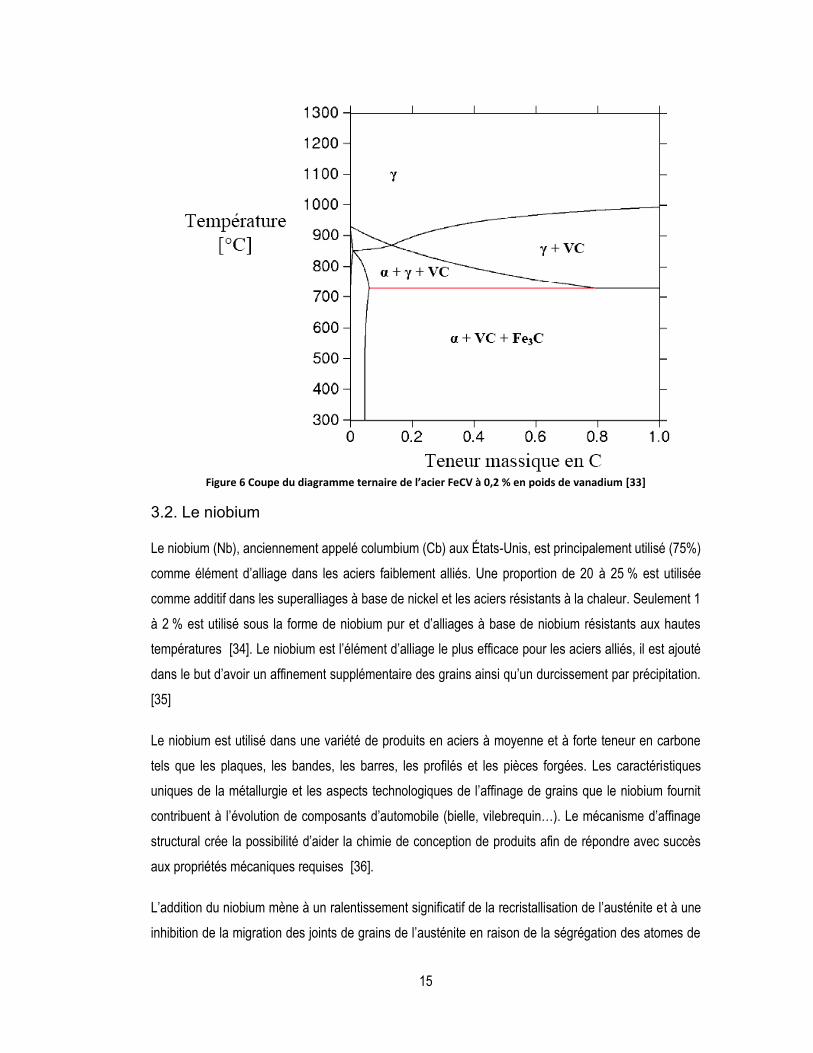
d’un meilleur coefficient de durcissement au début de chaque courbe (figure 8). La sélection des
combinaisons idéales découle du durcissement visé, des paramètres de fabrication et du coût des
éléments. Dans le cas des traitements thermomécaniques, on utilise le titane ou le niobium pour
raffiner le grain combiné avec du vanadium pour durcir [24].
Figure 8 Efficacité de la combinaison de deux éléments de microalliage pour le durcissement [24]
Le choix de l’élément de microalliage dépend de la solubilité du carbure ou du nitrure qui est formé. Le
durcissement produit par le niobium et le vanadium est le résultat de deux mécanismes. Le premier
mécanisme concerne le durcissement par la précipitation de carbonitrures de taille fine et le deuxième
mécanisme s’intéresse à l’affinement des grains pendant le traitement thermomécanique en raison de
la présence des précipités. En ajoutant le vanadium, celui-ci a une tendance à se combiner avec
l’azote pour former des carbonitrures V (C, N). Cela peut être un avantage pour les applications en
métallurgie des poudres lorsque l’atmosphère de frittage contient de l’azote [38].
18
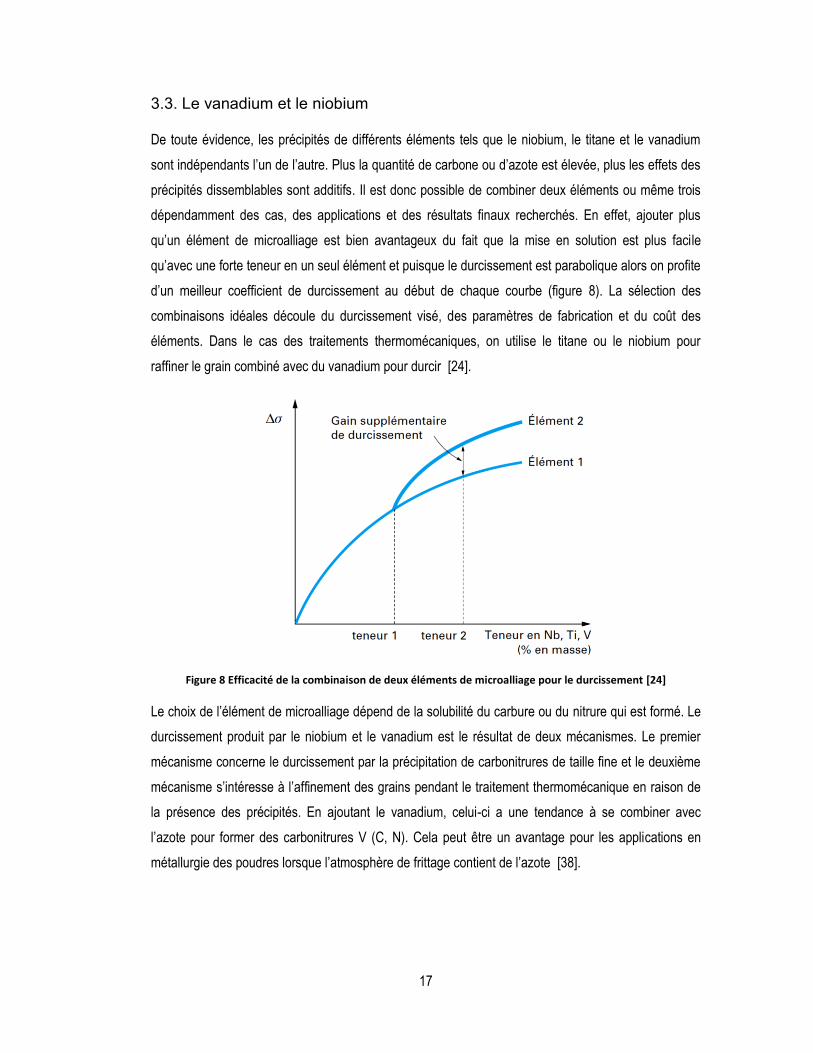
À vrai dire, lorsqu’il s’agit des teneurs élevées en carbone, la solubilité des carbonitrures de niobium Nb
(C, N) est réduite, dans ce cas-là, il est indispensable d’augmenter la température de mise en œuvre
pour mettre le niobium en solution (Figure 9) [28].
Figure 9 Effet de la température sur la solubilité des carbonitrures du vanadium et du niobium [28]
En se basant sur la figure ci-dessous, on remarque bien que la solubilité des carbonitrures de niobium
diminue lorsque le pourcentage de carbone augmente. Pour la plupart des aciers MP faiblement alliés,
il faut avoir au minimum 0,3 % de carbone si on veut atteindre un durcissement significatif. Pour cette
teneur en carbone, les températures de frittage et/ou de mise en œuvre subséquente (ex : forgeage)
doivent être supérieures à 1300 °C afin de dissoudre totalement les précipités de niobium. Dans le cas
du vanadium, des températures de frittage situées entre 1120 et 1260 °C sont suffisantes pour mettre
en solution les carbonitrures de vanadium [28].
3.4. Effet du cuivre dans les aciers microalliés
Les aciers cuprifères ont attiré considérablement l’attention depuis de nombreuses années en raison
de leurs propriétés avantageuses dans les aciers de construction, les applications automobiles et les
aciers pour les pipelines.
De nos jours, une énorme quantité des aciers utilisés dans l’industrie provient de la ferraille. La ferraille
contient généralement une certaine quantité de cuivre qui a des effets positifs sur les propriétés.

19
En métallurgie des poudres, l’ajout du cuivre à la poudre de base a pour but d’augmenter certaines
propriétés mécaniques telles que la résistance à la traction, la dureté et la résistance à l’usure tout en
gardant une bonne compressibilité. Possédant un point de fusion de 1082 °C, le cuivre forme une
phase liquide lors du frittage (couramment à 1120 °C), c’est ce qui permet d’accélérer la formation de
ponts entre les particules et d’améliorer leur qualité [39] [40].
German a montré que pour les aciers contenant 2 % en poids de cuivre, la totalité du cuivre est
généralement en solution solide. Pour des teneurs plus fortes, il y aura précipitation du cuivre à partir
de sa solution solide [39].
Au cours des traitements thermiques, le cuivre a une tendance à diffuser au niveau de joints des grains
austénitiques, c’est ce qui va restreindre la croissance de ces derniers. Ainsi, on aura un impact
bénéfique sur les propriétés mécaniques [41]. Il est à signaler que le coefficient de diffusion du cuivre
aux joints de grains est significativement plus élevé que celui relié à la diffusion volumique [42].
Un groupe de chercheurs a démontré que l’augmentation du pourcentage de cuivre de 2 % à 3 %
réduit la taille des grains après le forgeage (figure 10) [43].
Figure 10 Influence du cuivre sur la taille des grains [43]
Quantitativement, cette unique différence de 1 % dans le mélange a engendré une amélioration
d’environ 16 % (140 MPa) de la résistance à la rupture et d’à peu près 27 % (150 MPa) de la limite
élastique. En ce qui concerne la limite en fatigue à 90 % de survie, cette augmentation de la teneur en
cuivre a entraîné une amélioration au voisinage de 36 % (108 MPa) [43].
Des recherches récentes ont prouvé que l’ajout de 1 % de cuivre et plus augmente la limite élastique
des aciers microalliés (Ti-B). Ils ont mentionné qu’en augmentant la quantité de cuivre, on aura plus de
20
précipités fins et hétérogènes de cuivre qui renforceront la matrice contre le ramollissement causé par
la restauration. En augmentant la quantité de cuivre, cela nécessite une augmentation de la contrainte
pour le mouvement des dislocations [44].
3.5. Effet du carbone
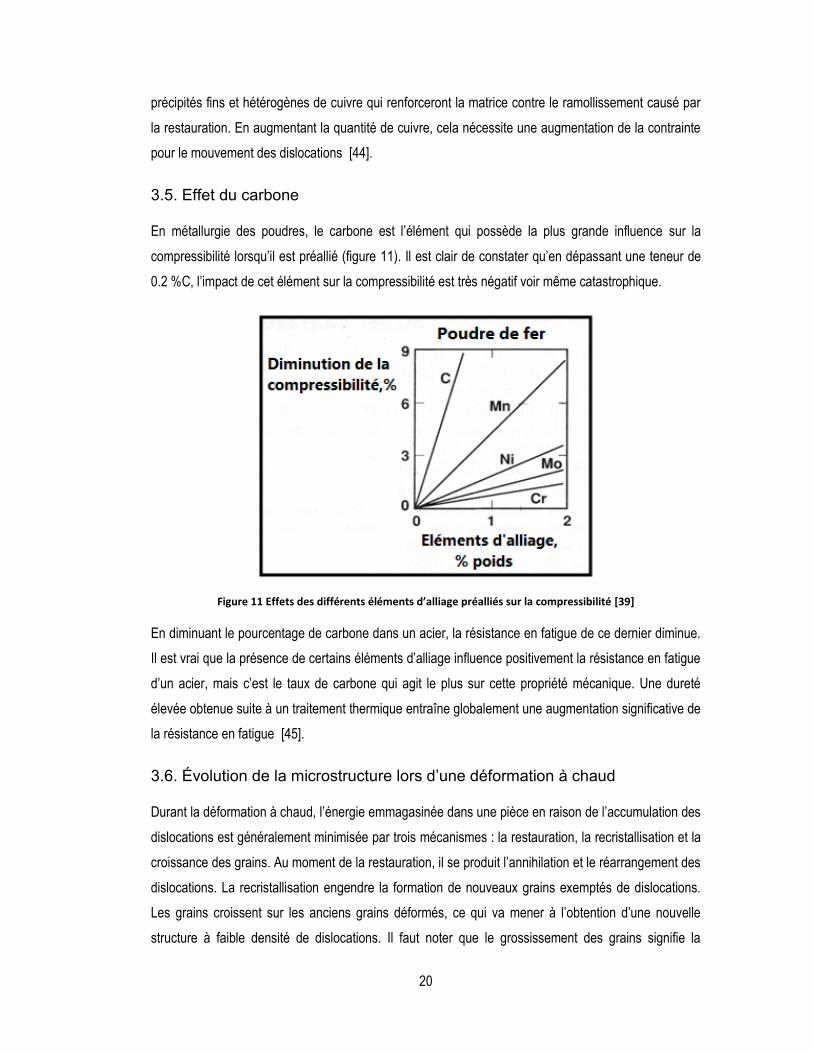
En métallurgie des poudres, le carbone est l’élément qui possède la plus grande influence sur la
compressibilité lorsqu’il est préallié (figure 11). Il est clair de constater qu’en dépassant une teneur de
0.2 %C, l’impact de cet élément sur la compressibilité est très négatif voir même catastrophique.
Figure 11 Effets des différents éléments d’alliage préalliés sur la compressibilité [39]
En diminuant le pourcentage de carbone dans un acier, la résistance en fatigue de ce dernier diminue.
Il est vrai que la présence de certains éléments d’alliage influence positivement la résistance en fatigue
d’un acier, mais c’est le taux de carbone qui agit le plus sur cette propriété mécanique. Une dureté
élevée obtenue suite à un traitement thermique entraîne globalement une augmentation significative de
la résistance en fatigue [45].
3.6. Évolution de la microstructure lors d’une déformation à chaud
Durant la déformation à chaud, l’énergie emmagasinée dans une pièce en raison de l’accumulation des
dislocations est généralement minimisée par trois mécanismes : la restauration, la recristallisation et la
croissance des grains. Au moment de la restauration, il se produit l’annihilation et le réarrangement des
dislocations. La recristallisation engendre la formation de nouveaux grains exemptés de dislocations.
Les grains croissent sur les anciens grains déformés, ce qui va mener à l’obtention d’une nouvelle
structure à faible densité de dislocations. Il faut noter que le grossissement des grains signifie la

21
croissance de la taille moyenne des grains causée par la réduction de l’énergie surface au niveau des
joints de grains [46].
La restauration et la recristallisation peuvent avoir lieu pendant et après la déformation. Pour faire la
distinction, elles sont nommées dynamique et statique, respectivement. Dans le cas où la
recristallisation après la déformation est précédée par une recristallisation dynamique, elle est appelée
recristallisation métadynamique [47].
La courbe d’écoulement dépend principalement des conditions de déformation, comme la température,
T, et la vitesse de déformation, dε/dt, qui peuvent être exprimées par le paramètre de Zener-Hollomon
[48].
Où Q est l’énergie apparente d’activation pour la déformation, R est la constante des gaz parfaits égale
à 8,314 J.K-1.mol-1et A est une constante du matériau.
Lors de la déformation, il existe trois principaux changements microstructuraux qui se produisent. Le
premier est le changement de la forme des grains présents dans le matériau avant sa déformation. Le
deuxième changement concerne la formation de structures à l’intérieur des grains, qui sont associées à
l’accumulation des dislocations. Le troisième changement se présente par la formation de
caractéristiques macroscopiques, qui sont généralement appelées les bandes de déformation, les
bandes de transition et les bandes de cisaillement.
Une autre caractéristique importante est la formation d’orientations ou de texture préférentielles à
cause de la rotation du réseau cristallin par rapport à la matière totale. Cette texture devient plus forte
lorsque la quantité de déformation augmente et elle affectera ultimement le développement de la
texture durant le processus de recristallisation. Une structure se développe à l’intérieur des grains au
cours de la déformation à cause de l’accumulation des dislocations. Les premières structures se
composent d’enchevêtrements de dislocations et, avec l’augmentation de la déformation, ceux-ci ont
tendance à devenir ordonnés. Lorsque la déformation est plus élevée, les grains commencent à se
séparer dans des régions individuelles à trois dimensions, qui sont désignées sous le nom de
structures cellulaires ou des « blocs ». Les frontières entre ces cellules ont une densité de dislocations
supérieure à celle des sous-grains et la désorientation à travers les frontières est généralement faible.
Ces blocs de cellules sont à leur tour divisés en sous-structures cellulaires d’enchevêtrements de
22
dislocations et, plus la déformation augmente, la taille des deux blocs de cellules et des cellules
intérieures diminue [50].
3.6.1. Effet des éléments de microalliage sur la restauration et la recristallisation
Les éléments de microalliage décélèrent la progression de la recristallisation dans les aciers soit par
leur dissolution dans la phase austénitique ou par précipitation au niveau des joints de grains
(phénomène d’ancrage). Les éléments de microalliage couramment utilisés pour bénéficier des effets
décrits précédemment sont le niobium, le vanadium et le titane qui sont considérés comme des
éléments formant des carbures durs [51].
La précipitation et la recristallisation sont deux processus interdépendants. Si la précipitation a lieu
avant ou bien au cours de l’étape initiale de la recristallisation, la recristallisation est freinée par l’impact
des précipités. Dans le cas où la recristallisation prend fin avant le début de la précipitation, les
cinétiques de précipitation sont réduites en raison de la minorité des sites de nucléation [51].
Un groupe de chercheurs a considéré que les précipités sont comme des sites potentiels pour la
nucléation des cavités intergranulaires. Le retard de la recristallisation dynamique ou le ralentissement
de la migration des joints de grains causé par les précipités mentionnés favorise la germination des
cavités pendant le glissement intergranulaire [50].
Les particules grossières de deuxième phase présentes lors de la déformation agissent comme des
sites de germination pendant la recristallisation. S’il y a présence de particules plus petites dans le
matériau au cours de la déformation alors la matrice, en général, peut se déformer autour de ces
dernières sans causer la formation de zones de déformation du type requis pour les sites de
germination. Cependant, il a été montré qu’ils ont tendance à inhiber le processus de germination par
l’effet d’ancrage lors de la recristallisation au niveau des joints de grains. [52] Cet effet n’est pas
entièrement en raison de la taille des particules, leur espacement les unes des autres est également
critique et les particules qui sont proches, indépendamment de leur taille, retardent également la
germination de nouveaux grains. Pour la croissance d’un noyau, il faut qu’il atteigne une taille stable. Si
le noyau ne peut pas atteindre cette taille avant, ses joints seront ancrés par les particules et par la
suite il ne peut pas former un noyau viable [52].
23
4. Conditions de frittage
4.1. Frittage
En métallurgie des poudres, il est connu que le frittage est affecté par la présence d’oxydes. Les films
d’oxyde sont beaucoup plus nuisibles que les particules discrètes d’oxyde ou les inclusions puisqu’ils
nuisent à la formation de ponts entre les particules et fournissent une interface continue et peu
résistante pour la propagation des fissures. Par voie de conséquence, le frittage des matériaux qui
contiennent des oxydes stables ou non réductibles doit intégrer un mécanisme approprié pour
transformer les films continus en particules isolées [53].
L’impact du frittage sur les propriétés mécaniques des pièces forgées peut être évalué en examinant
les niveaux des propriétés par rapport à la teneur finale en oxyde. Les méthodes d’élaboration des
poudres de même que le frittage devraient permettre une réduction de la teneur en oxygène en
dessous de 500 ppm et pour le cas des poudres d’acier il est préférable que cette teneur soit en
dessous de 300 ppm [53].
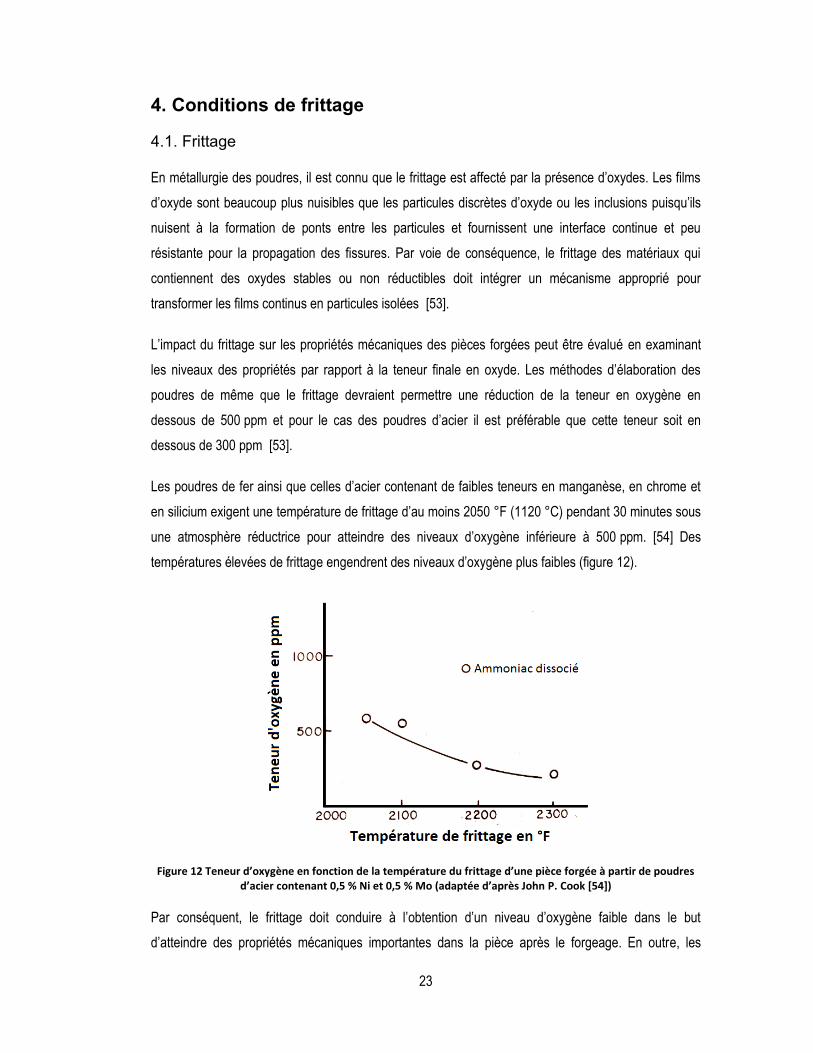
Les poudres de fer ainsi que celles d’acier contenant de faibles teneurs en manganèse, en chrome et
en silicium exigent une température de frittage d’au moins 2050 °F (1120 °C) pendant 30 minutes sous
une atmosphère réductrice pour atteindre des niveaux d’oxygène inférieure à 500 ppm. [54] Des
températures élevées de frittage engendrent des niveaux d’oxygène plus faibles (figure 12).
Figure 12 Teneur d’oxygène en fonction de la température du frittage d’une pièce forgée à partir de poudres
d’acier contenant 0,5 % Ni et 0,5 % Mo (adaptée d’après John P. Cook [54])
Par conséquent, le frittage doit conduire à l’obtention d’un niveau d’oxygène faible dans le but
d’atteindre des propriétés mécaniques importantes dans la pièce après le forgeage. En outre, les

24
processus subséquents doivent maintenir ce faible pourcentage d’oxygène jusqu’à ce que la
densification se réalise par le forgeage [53] [55].
Il s’avère compliquer d’évaluer l’effet des conditions de frittage et du pourcentage d’oxygène final sur la
résistance en fatigue. La résistance en fatigue augmente à mesure que la teneur d’oxygène est
diminuée jusqu’à une certaine limite. En dessous de cette limite, le pourcentage d’oxygène n’a plus
d’influence sur la résistance en fatigue. Pour les aciers faiblement alliés, la teneur limite d’oxygène est
de l’ordre de 300 ppm [55] [56].
4.2. Frittage en phase liquide
Le frittage en phase liquide peut-être utilisé pour fritter les préformes à forger dépendamment des
caractéristiques de l’alliage. Généralement, les fonctions de la phase liquide en tant que catalyseur de
diffusion ont comme but d’améliorer les liaisons chimiques entre les particules. Ce liquide peut-être soit
une phase transitoire, qui diffuse rapidement dans la matrice solide pour créer la chimie de l’alliage
appropriée, ou il peut-être une phase de l’alliage de bas point de fusion qui reste liquide pendant le
frittage afin de faciliter la densification [57].
5. Forgeage des pièces fabriquées par métallurgie des
poudres
5.1. Historique et évolution
Il y a longtemps, le forgeage de préformes fabriquées par métallurgie des poudres offrait un tonnage
élevé ainsi qu’une réduction potentielle du coût dans le cas de production des bielles automobile. En
1967, Haller Division of Federal Mogul a fabriqué des bielles forgées à chaud pour Cadillac Motor
Division de General Motors ; les résultats des tests ont montré que les bielles forgées à partir de
préformes fabriquées par métallurgie des poudres possèdent des propriétés excellentes de même
qu’une longue durée de vie par rapport aux bielles coulées ou aux bielles forgées à partir d’un lopin. En
début de 1970, Mocarski chez Ford a développé un processus remarquable de forgeage de préformes
fabriquées par métallurgie des poudres pour les bielles avec des performances semblables à celles
fabriquées par Cadillac [53]. Pour ces deux cas, le processus de forgeage de préformes fabriquées par
métallurgie des poudres avait un succès technique et économique, mais la production n’a pas été
initialisée, peut-être à cause des incertitudes associées à l’utilisation de la nouvelle technologie. Fiat et
GKN ont également réussi à faire des opérations de forgeage de poudres pour les bielles automobiles
en utilisant une poudre d’acier préalliée 4600. Fiat n’est pas entrée en production, mais GKN a fourni
les bielles de la voiture Porshe 928 depuis le début de 1980 [53]. D’un autre côté, les économies en
25
matière étaient de 58 % en comparaison avec le forgeage classique et de 40 % relativement aux
pièces coulées. À cette époque, Toyota Motor Co. a forgé des bielles à partir d’un mélange de poudres
de fer contenant 3 % de cuivre et 0,6 % de carbone, mais ces bielles devaient subir un usinage
postérieur. Sur la base de ce premier succès, Toyota s’est mise en pleine production de bielles forgées
à partir de poudres d’acier. Ford était aussi en production continuelle de bielles pour leurs moteurs de
1,9 litre, avec des plans d’expansion pour d’autres puissances. Pareillement, General Motors avait des
plans de développement pour le forgeage des bielles à partir des poudres [53].
Un nombre considérable de producteurs ont mis en place des lignes de fabrication de produits forgés à
partir de poudres. La plupart des limitations techniques, qui nuisaient au développement de ce
procédé, ont été surmontées et le nombre croissant d’expériences a conduit à l’évolution du processus
de forgeage de poudres [53].
Depuis 1986, plus de 500 millions de bielles forgées à partir de préformes fabriquées par métallurgie
des poudres ont été fabriquées et installées dans les automobiles du monde entier. [58] Le forgeage de
poudre est une technique préférée pour 60 % des fabricants de bielles en Amérique du Nord. En 2005,
la fabrication annuelle de bielles au nord Amérique est d’environ 100 millions [59].
Les trois grands constructeurs automobiles aux États-Unis produisent environ 40000 tonnes de bielles
forgées à chaud, constituant à peu près 10 % de la production totale de produits de poudre de fer [60].
Ces matériaux présentent une densité élevée et une forte résistance et ils assurent une fiabilité
opérationnelle et satisfaisante comme ils accordent une longue durée de vie pour les pièces [60].
5.2. Description des systèmes de forgeage
Le forgeage est un traitement thermomécanique qui consiste à combiner simultanément l’application du
processus de chauffage et du processus de déformation d’un alliage afin de lui conférer une forme
géométrique et d’affiner sa microstructure [61].
En effet, le forgeage des poudres joue un rôle important dans le domaine de métallurgie des poudres.
Celui-ci consiste à appliquer une compression axiale sur une préforme de poudres dans le but
d’atteindre la pleine densité et d’obtenir la forme voulue avec une grande précision afin de réduire ou
d’éviter toutes opérations d’usinage postérieur. La composition chimique et la microstructure de départ
sont des caractéristiques qui ont un effet marqué sur le comportement du matériau durant le traitement
ainsi que sur les propriétés finales qu’il va avoir.
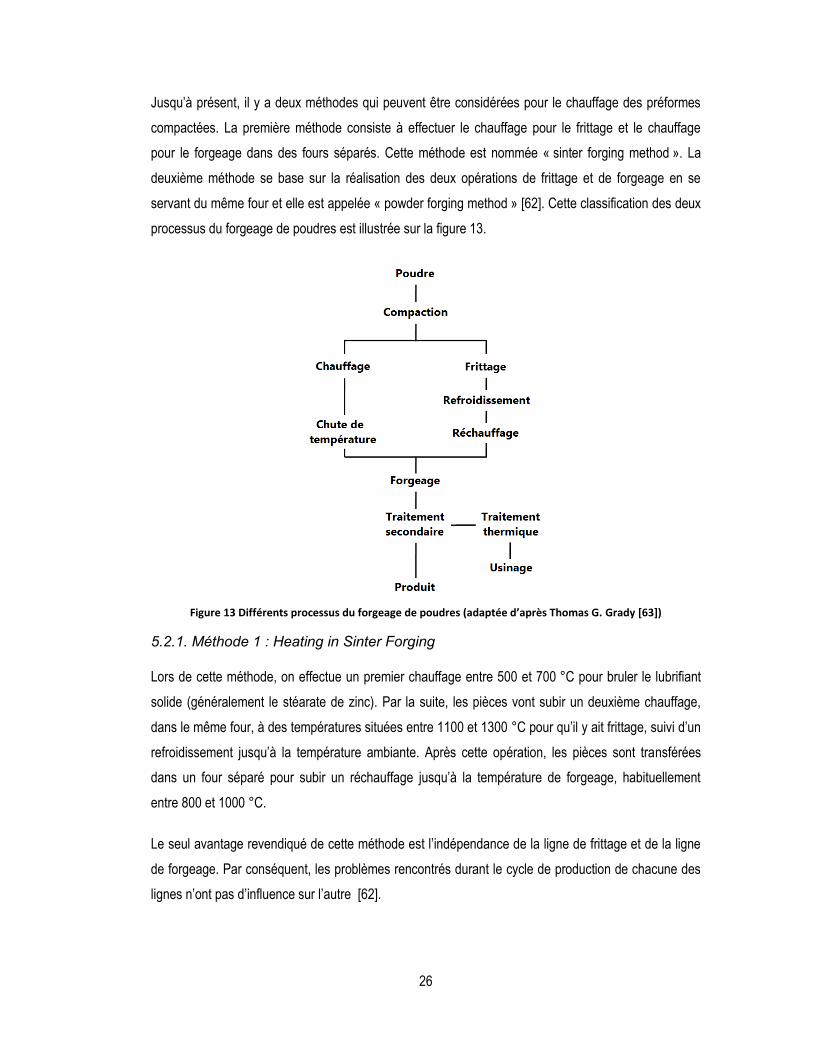
26
Jusqu’à présent, il y a deux méthodes qui peuvent être considérées pour le chauffage des préformes
compactées. La première méthode consiste à effectuer le chauffage pour le frittage et le chauffage
pour le forgeage dans des fours séparés. Cette méthode est nommée « sinter forging method ». La
deuxième méthode se base sur la réalisation des deux opérations de frittage et de forgeage en se
servant du même four et elle est appelée « powder forging method » [62]. Cette classification des deux
processus du forgeage de poudres est illustrée sur la figure 13.
Figure 13 Différents processus du forgeage de poudres (adaptée d’après Thomas G. Grady [63])
5.2.1. Méthode 1 : Heating in Sinter Forging
Lors de cette méthode, on effectue un premier chauffage entre 500 et 700 °C pour bruler le lubrifiant
solide (généralement le stéarate de zinc). Par la suite, les pièces vont subir un deuxième chauffage,
dans le même four, à des températures situées entre 1100 et 1300 °C pour qu’il y ait frittage, suivi d’un
refroidissement jusqu’à la température ambiante. Après cette opération, les pièces sont transférées
dans un four séparé pour subir un réchauffage jusqu’à la température de forgeage, habituellement
entre 800 et 1000 °C.
Le seul avantage revendiqué de cette méthode est l’indépendance de la ligne de frittage et de la ligne
de forgeage. Par conséquent, les problèmes rencontrés durant le cycle de production de chacune des
lignes n’ont pas d’influence sur l’autre [62].
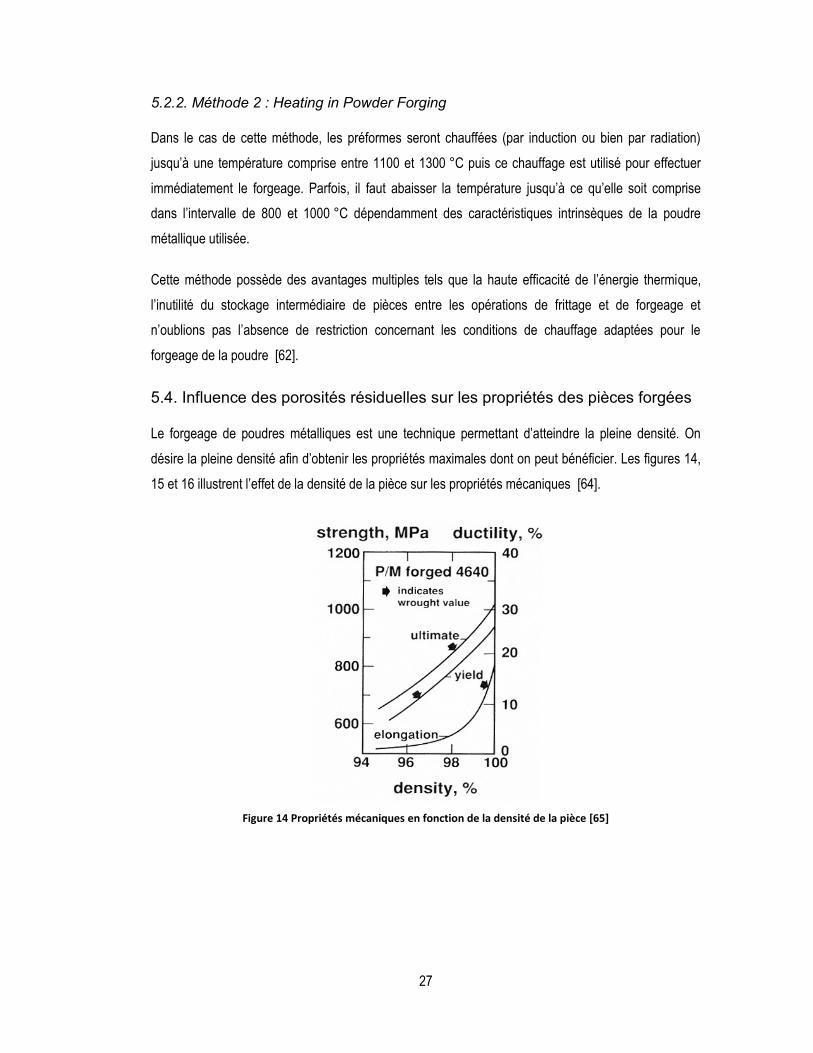
27
5.2.2. Méthode 2 : Heating in Powder Forging
Dans le cas de cette méthode, les préformes seront chauffées (par induction ou bien par radiation)
jusqu’à une température comprise entre 1100 et 1300 °C puis ce chauffage est utilisé pour effectuer
immédiatement le forgeage. Parfois, il faut abaisser la température jusqu’à ce qu’elle soit comprise
dans l’intervalle de 800 et 1000 °C dépendamment des caractéristiques intrinsèques de la poudre
métallique utilisée.
Cette méthode possède des avantages multiples tels que la haute efficacité de l’énergie thermique,
l’inutilité du stockage intermédiaire de pièces entre les opérations de frittage et de forgeage et
n’oublions pas l’absence de restriction concernant les conditions de chauffage adaptées pour le
forgeage de la poudre [62].
5.4. Influence des porosités résiduelles sur les propriétés des pièces forgées
Le forgeage de poudres métalliques est une technique permettant d’atteindre la pleine densité. On
désire la pleine densité afin d’obtenir les propriétés maximales dont on peut bénéficier. Les figures 14,
15 et 16 illustrent l’effet de la densité de la pièce sur les propriétés mécaniques [64].
Figure 14 Propriétés mécaniques en fonction de la densité de la pièce [65]
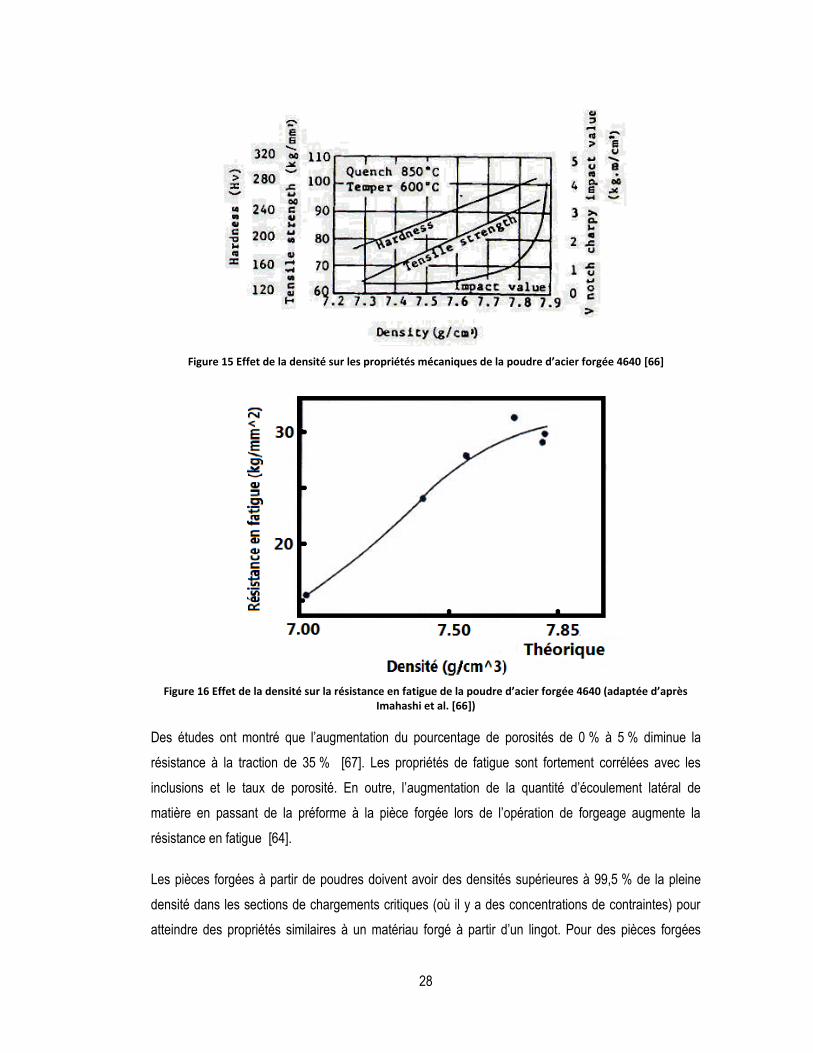
28
Figure 15 Effet de la densité sur les propriétés mécaniques de la poudre d’acier forgée 4640 [66]
Figure 16 Effet de la densité sur la résistance en fatigue de la poudre d’acier forgée 4640 (adaptée d’après
Imahashi et al. [66])
Des études ont montré que l’augmentation du pourcentage de porosités de 0 % à 5 % diminue la
résistance à la traction de 35 % [67]. Les propriétés de fatigue sont fortement corrélées avec les
inclusions et le taux de porosité. En outre, l’augmentation de la quantité d’écoulement latéral de
matière en passant de la préforme à la pièce forgée lors de l’opération de forgeage augmente la
résistance en fatigue [64].
Les pièces forgées à partir de poudres doivent avoir des densités supérieures à 99,5 % de la pleine
densité dans les sections de chargements critiques (où il y a des concentrations de contraintes) pour
atteindre des propriétés similaires à un matériau forgé à partir d’un lingot. Pour des pièces forgées
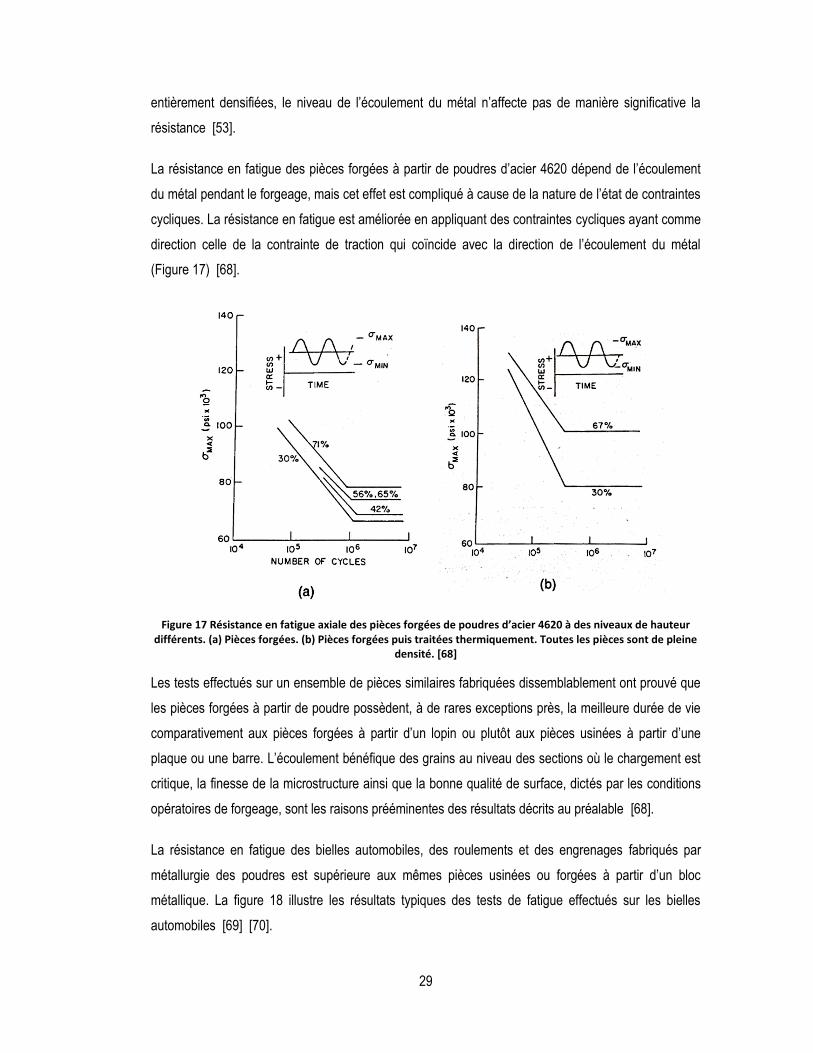
29
entièrement densifiées, le niveau de l’écoulement du métal n’affecte pas de manière significative la
résistance [53].
La résistance en fatigue des pièces forgées à partir de poudres d’acier 4620 dépend de l’écoulement
du métal pendant le forgeage, mais cet effet est compliqué à cause de la nature de l’état de contraintes
cycliques. La résistance en fatigue est améliorée en appliquant des contraintes cycliques ayant comme
direction celle de la contrainte de traction qui coïncide avec la direction de l’écoulement du métal
(Figure 17) [68].
Figure 17 Résistance en fatigue axiale des pièces forgées de poudres d’acier 4620 à des niveaux de hauteur différents. (a) Pièces forgées. (b) Pièces forgées puis traitées thermiquement. Toutes les pièces sont de pleine
densité. [68]
Les tests effectués sur un ensemble de pièces similaires fabriquées dissemblablement ont prouvé que
les pièces forgées à partir de poudre possèdent, à de rares exceptions près, la meilleure durée de vie
comparativement aux pièces forgées à partir d’un lopin ou plutôt aux pièces usinées à partir d’une
plaque ou une barre. L’écoulement bénéfique des grains au niveau des sections où le chargement est
critique, la finesse de la microstructure ainsi que la bonne qualité de surface, dictés par les conditions
opératoires de forgeage, sont les raisons prééminentes des résultats décrits au préalable [68].
La résistance en fatigue des bielles automobiles, des roulements et des engrenages fabriqués par
métallurgie des poudres est supérieure aux mêmes pièces usinées ou forgées à partir d’un bloc
métallique. La figure 18 illustre les résultats typiques des tests de fatigue effectués sur les bielles
automobiles [69] [70].
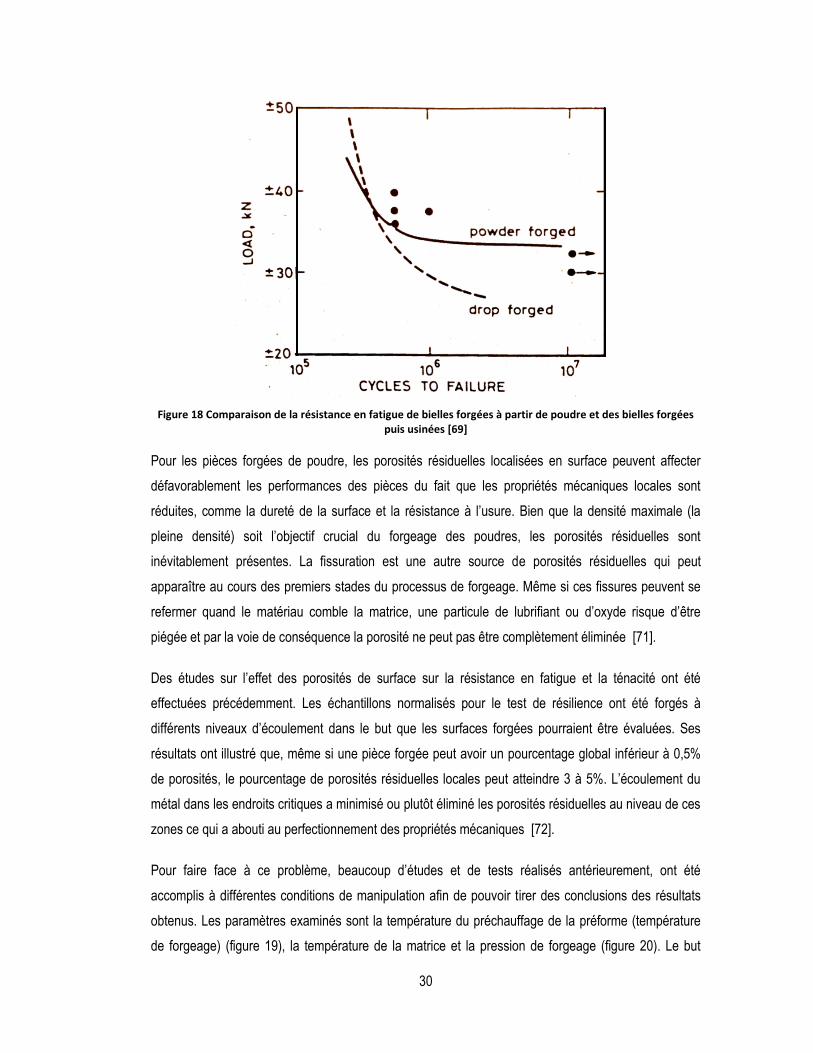
30
Figure 18 Comparaison de la résistance en fatigue de bielles forgées à partir de poudre et des bielles forgées
puis usinées [69]
Pour les pièces forgées de poudre, les porosités résiduelles localisées en surface peuvent affecter
défavorablement les performances des pièces du fait que les propriétés mécaniques locales sont
réduites, comme la dureté de la surface et la résistance à l’usure. Bien que la densité maximale (la
pleine densité) soit l’objectif crucial du forgeage des poudres, les porosités résiduelles sont
inévitablement présentes. La fissuration est une autre source de porosités résiduelles qui peut
apparaître au cours des premiers stades du processus de forgeage. Même si ces fissures peuvent se
refermer quand le matériau comble la matrice, une particule de lubrifiant ou d’oxyde risque d’être
piégée et par la voie de conséquence la porosité ne peut pas être complètement éliminée [71].
Des études sur l’effet des porosités de surface sur la résistance en fatigue et la ténacité ont été
effectuées précédemment. Les échantillons normalisés pour le test de résilience ont été forgés à
différents niveaux d’écoulement dans le but que les surfaces forgées pourraient être évaluées. Ses
résultats ont illustré que, même si une pièce forgée peut avoir un pourcentage global inférieur à 0,5%
de porosités, le pourcentage de porosités résiduelles locales peut atteindre 3 à 5%. L’écoulement du
métal dans les endroits critiques a minimisé ou plutôt éliminé les porosités résiduelles au niveau de ces
zones ce qui a abouti au perfectionnement des propriétés mécaniques [72].
Pour faire face à ce problème, beaucoup d’études et de tests réalisés antérieurement, ont été
accomplis à différentes conditions de manipulation afin de pouvoir tirer des conclusions des résultats
obtenus. Les paramètres examinés sont la température du préchauffage de la préforme (température
de forgeage) (figure 19), la température de la matrice et la pression de forgeage (figure 20). Le but
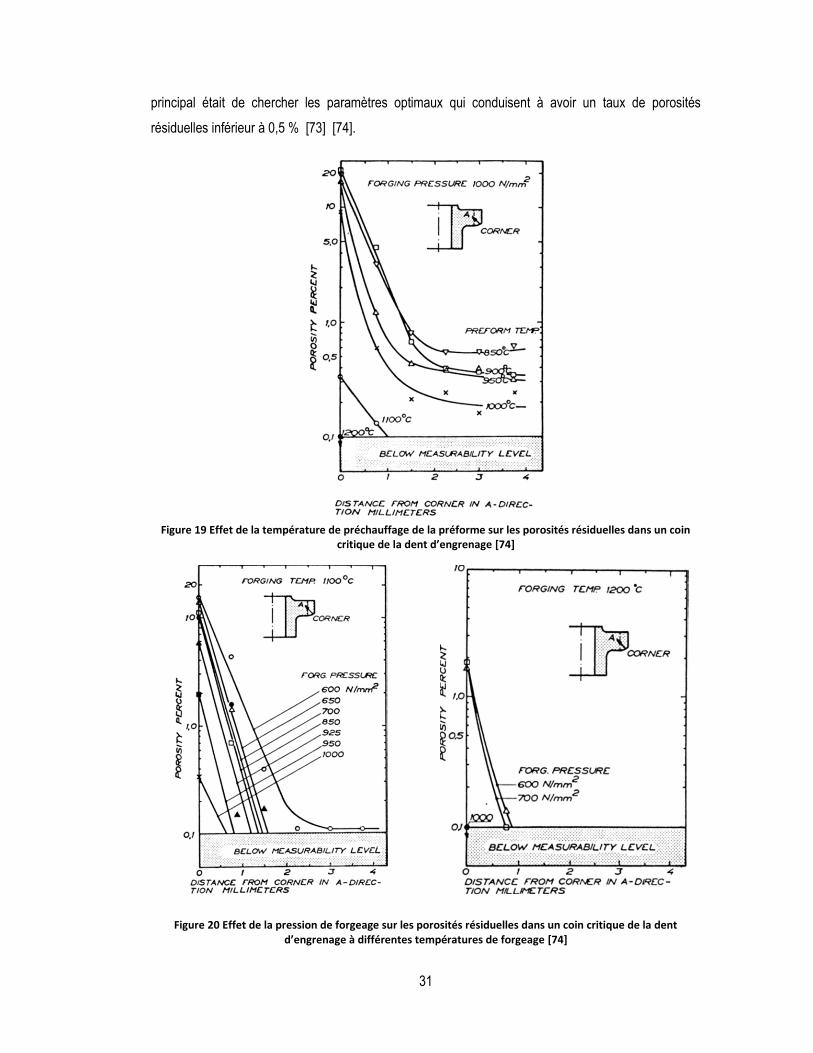
31
principal était de chercher les paramètres optimaux qui conduisent à avoir un taux de porosités
résiduelles inférieur à 0,5 % [73] [74].
Figure 19 Effet de la température de préchauffage de la préforme sur les porosités résiduelles dans un coin
critique de la dent d’engrenage [74]
Figure 20 Effet de la pression de forgeage sur les porosités résiduelles dans un coin critique de la dent d’engrenage à différentes températures de forgeage [74]
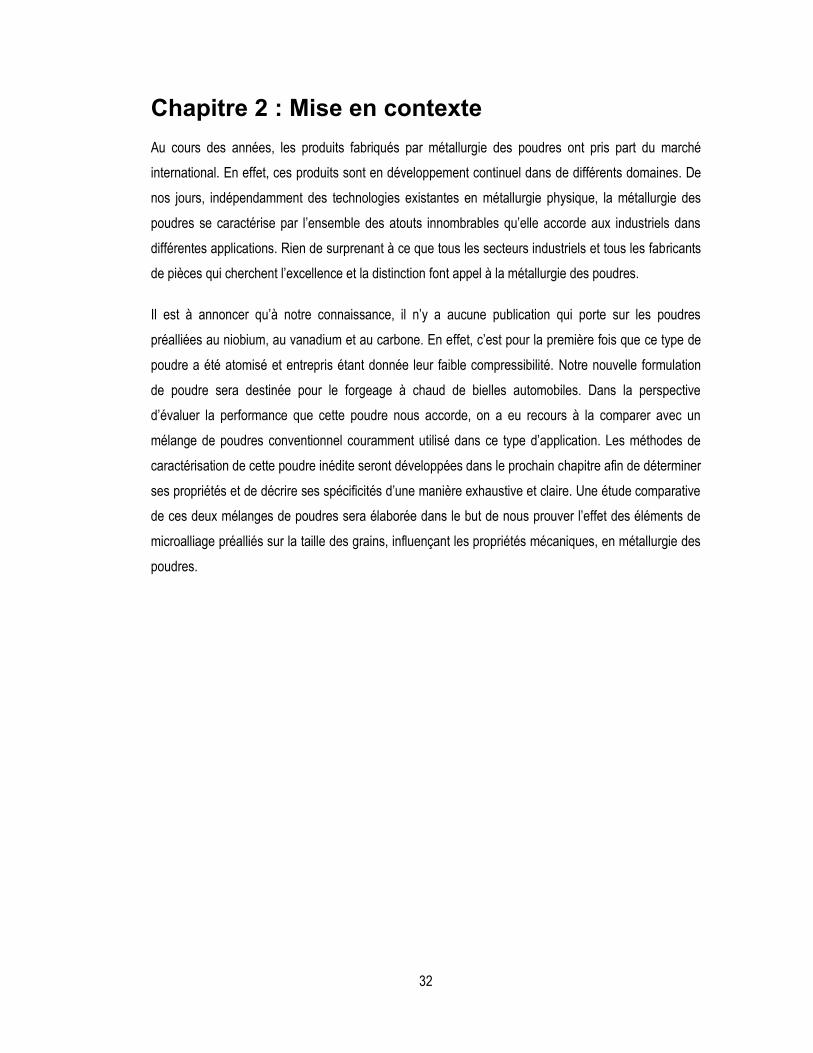
32
Chapitre 2 : Mise en contexte
Au cours des années, les produits fabriqués par métallurgie des poudres ont pris part du marché
international. En effet, ces produits sont en développement continuel dans de différents domaines. De
nos jours, indépendamment des technologies existantes en métallurgie physique, la métallurgie des
poudres se caractérise par l’ensemble des atouts innombrables qu’elle accorde aux industriels dans
différentes applications. Rien de surprenant à ce que tous les secteurs industriels et tous les fabricants
de pièces qui cherchent l’excellence et la distinction font appel à la métallurgie des poudres.
Il est à annoncer qu’à notre connaissance, il n’y a aucune publication qui porte sur les poudres
préalliées au niobium, au vanadium et au carbone. En effet, c’est pour la première fois que ce type de
poudre a été atomisé et entrepris étant donnée leur faible compressibilité. Notre nouvelle formulation
de poudre sera destinée pour le forgeage à chaud de bielles automobiles. Dans la perspective
d’évaluer la performance que cette poudre nous accorde, on a eu recours à la comparer avec un
mélange de poudres conventionnel couramment utilisé dans ce type d’application. Les méthodes de
caractérisation de cette poudre inédite seront développées dans le prochain chapitre afin de déterminer
ses propriétés et de décrire ses spécificités d’une manière exhaustive et claire. Une étude comparative
de ces deux mélanges de poudres sera élaborée dans le but de nous prouver l’effet des éléments de
microalliage préalliés sur la taille des grains, influençant les propriétés mécaniques, en métallurgie des
poudres.
33
Chapitre 3 : Méthodes expérimentales
1. Préparation de poudre microalliée
1.1. Poudre de base
Pour avoir une poudre de base préalliée, on aura recours à utiliser plusieurs matières premières lors de
l’atomisation en laboratoire. Les différentes matières premières employées figurent sur le tableau 1.
Ces dernières se classifient selon des catégories diverses telles que les aciers, les ferroalliages et les
éléments purs. L’ajout de ces matières dans le creuset du four à induction s’effectue d’une manière
bien ordonnée dépendamment de plusieurs facteurs comme le phénomène d’oxydation ou la
décarburation. L’ordre d’ajout des matières premières dans le creuset qu’on a suivi était comme suit :
les disques d’acier jusqu’à la formation d’un bain de fusion suivi de l’ajout des ferroalliages (FeV et
FeNb), puis en dernier lieu on a versé le carbone (graphite en poudre).Tout le long de ce processus, on
a travaillé sous atmosphère protectrice (argon) pour défavoriser au maximum la réaction d’oxydation.
Tableau 1 Teneur en gramme des matières premières pour l’atomisation
Matière première Catégorie Teneur en gramme
FeV (78,8 % V)
Ferroalliage (morceaux)
53
FeNb (66,7 % Nb) 35
Carbone Élément pur (poudre) 118,2
Acier (contenant des traces de MnS) Alliage (disques d’acier) 15341
1.2. Atomisation à l’eau
Pour ce projet, la poudre de base utilisée a été élaborée par le procédé d’atomisation à l’eau. La raison
du choix de ce procédé est purement économique. L’atomiseur à l’eau employé dans notre cas
appartient au laboratoire de métallurgie des poudres de l’université Laval fabriqué par la compagnie
« Atomising Systems Limited ». Pour faire fondre les matières premières, on avait recours à utiliser le
four à induction, qui est combiné avec l’atomiseur, conçu par « Taylormade Electromelt ». Le type du
creuset dans lequel l’alliage a été contenu est un creuset de forme cylindrique à base d’alumine et de
silice. Ce dernier possède une capacité comprise entre 20 et 25 kg.
La température du métal fondu, la pression des jets d’eau et le calibre de l’embout, par lequel le métal
fondu s’écoule, font partie des paramètres primordiaux de l’atomisation. Des mesures successives de
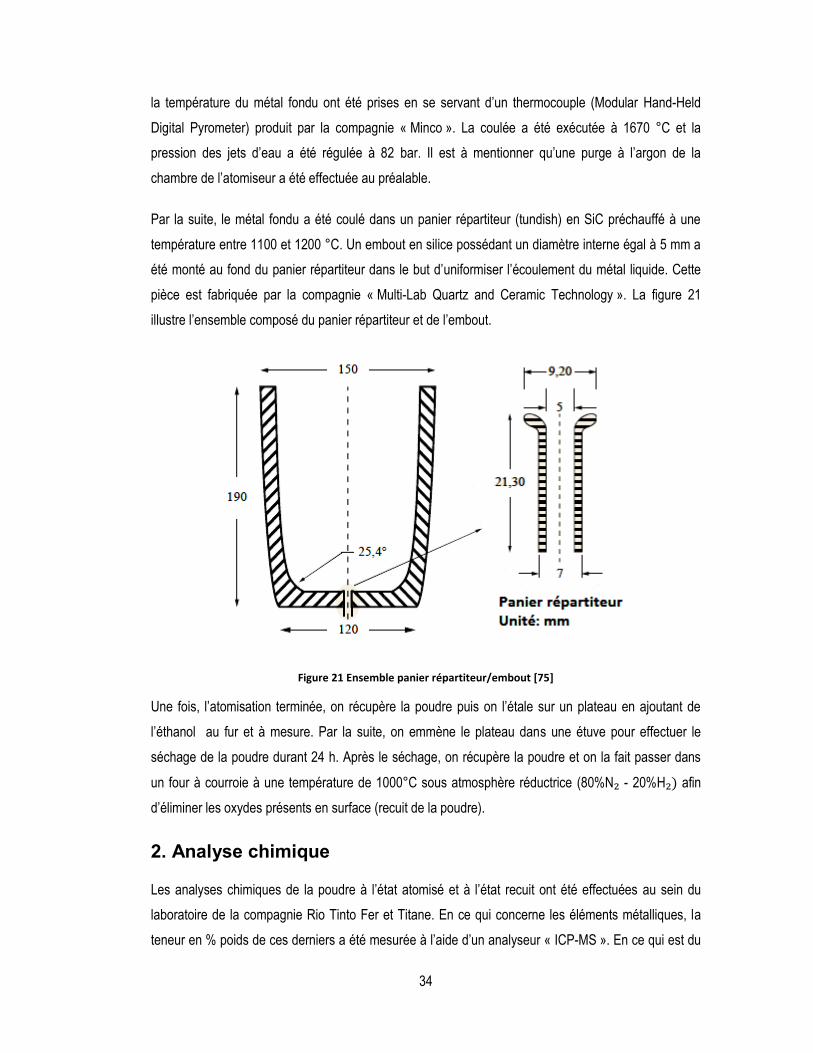
34
la température du métal fondu ont été prises en se servant d’un thermocouple (Modular Hand-Held
Digital Pyrometer) produit par la compagnie « Minco ». La coulée a été exécutée à 1670 °C et la
pression des jets d’eau a été régulée à 82 bar. Il est à mentionner qu’une purge à l’argon de la
chambre de l’atomiseur a été effectuée au préalable.
Par la suite, le métal fondu a été coulé dans un panier répartiteur (tundish) en SiC préchauffé à une
température entre 1100 et 1200 °C. Un embout en silice possédant un diamètre interne égal à 5 mm a
été monté au fond du panier répartiteur dans le but d’uniformiser l’écoulement du métal liquide. Cette
pièce est fabriquée par la compagnie « Multi-Lab Quartz and Ceramic Technology ». La figure 21
illustre l’ensemble composé du panier répartiteur et de l’embout.
Figure 21 Ensemble panier répartiteur/embout [75]
Une fois, l’atomisation terminée, on récupère la poudre puis on l’étale sur un plateau en ajoutant de
l’éthanol au fur et à mesure. Par la suite, on emmène le plateau dans une étuve pour effectuer le
séchage de la poudre durant 24 h. Après le séchage, on récupère la poudre et on la fait passer dans
un four à courroie à une température de 1000°C sous atmosphère réductrice (80%N₂ - 20%H₂) afin
d’éliminer les oxydes présents en surface (recuit de la poudre).
2. Analyse chimique
Les analyses chimiques de la poudre à l’état atomisé et à l’état recuit ont été effectuées au sein du
laboratoire de la compagnie Rio Tinto Fer et Titane. En ce qui concerne les éléments métalliques, la
teneur en % poids de ces derniers a été mesurée à l’aide d’un analyseur « ICP-MS ». En ce qui est du

35
taux de carbone, de l’oxygène, du souffre et de l’azote l’analyse a été effectuée en se servant de
l’analyseur « LECO ».
3. Préparation des mélanges de poudres
En fait, deux compositions chimiques ont été dictées par la compagnie Poudres Métalliques de Rio
Tinto (voir tableau 2) dans le but de les comparer en évaluant l’effet de l’ajout des éléments de
microalliage. Pour ce faire, des analyses chimiques ont été effectuées sur le lot de la poudre
microalliée recuite en prévision de pouvoir compenser la composition du mélange en ajoutant du
graphite K6 prémélangé. En effet, cette proportion à additionner dépend essentiellement des résultats
de l’analyse chimique de la poudre microalliée recuite. Le cuivre en poudre grade 165 de ACuPowder
International a été ajouté par la même méthode que le carbone graphite K6 sauf que dans ce cas il agit
d’un ajustement et non pas d’une compensation.
En ce qui concerne le deuxième mélange, la particularité que possède celui-ci par rapport au premier
mélange c’est qu’il est exempté d’éléments de microalliage. En plus, la poudre de base utilisée dans ce
dernier est l’ATOMET 28, produite par la compagnie Poudres Métalliques de Rio Tinto. En outre, les
poudres de cuivre et de carbone ajoutées ont les mêmes spécificités que celles utilisées pour préparer
le mélange 1.
L’incorporation du lubrifiant solide (acrawax) aux deux mélanges avait comme fraction massique 0,66
% de la masse totale du chaque mélange.
Tableau 2 Composition chimique visée pour les deux mélanges
V (%-pds.) Nb (%-pds.) Cu (%-pds.) C (%-pds.) Fe
Mélange 1 0,23 0,13 3,25 0,6-0,65 Balance
Mélange 2 - - 3,25 0,6-0,65 Balance
4. Propriétés physiques
Cette série de tests a été effectuée uniquement sur la poudre atomisée dans l’intention de découvrir
ses aspects ainsi que de la caractériser. À propos du mélange 2, on n’a pas eu recours à faire cet
enchaînement d’essais étant donné que ces propriétés figurent sur la fiche signalétique de la poudre
ATOMET 28. Ces données sont indiquées dans l’annexe A.
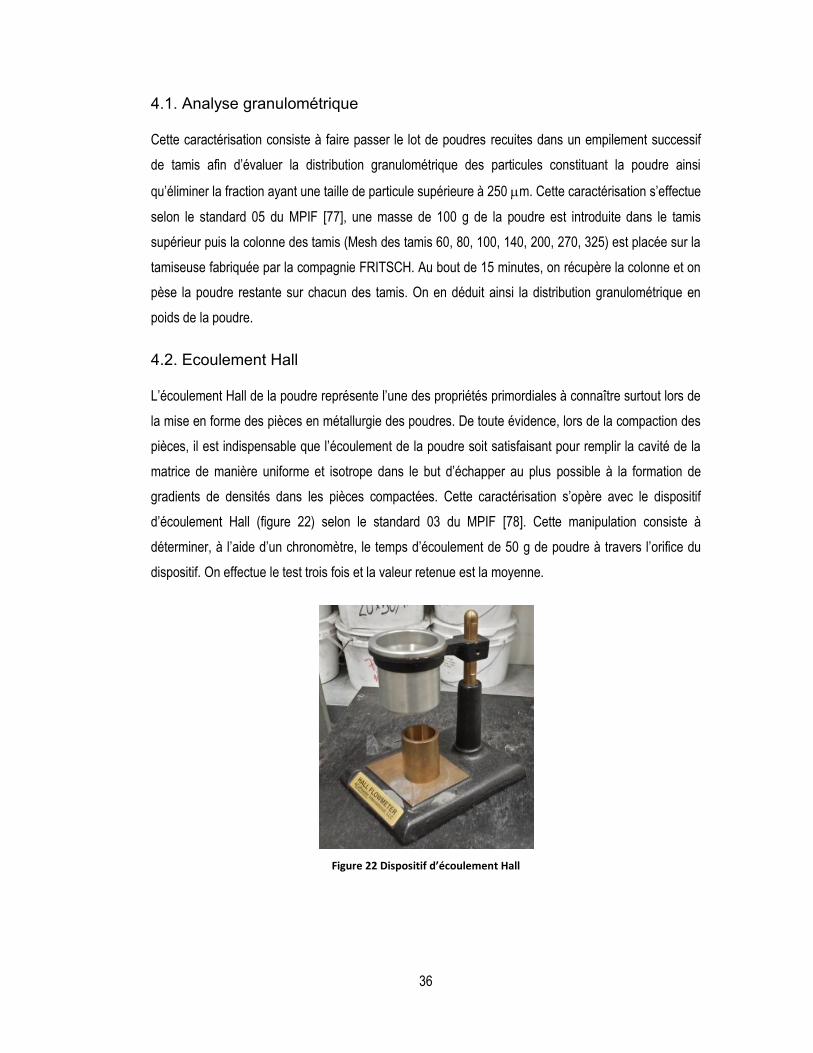
36
4.1. Analyse granulométrique
Cette caractérisation consiste à faire passer le lot de poudres recuites dans un empilement successif
de tamis afin d’évaluer la distribution granulométrique des particules constituant la poudre ainsi
qu’éliminer la fraction ayant une taille de particule supérieure à 250 m. Cette caractérisation s’effectue
selon le standard 05 du MPIF [77], une masse de 100 g de la poudre est introduite dans le tamis
supérieur puis la colonne des tamis (Mesh des tamis 60, 80, 100, 140, 200, 270, 325) est placée sur la
tamiseuse fabriquée par la compagnie FRITSCH. Au bout de 15 minutes, on récupère la colonne et on
pèse la poudre restante sur chacun des tamis. On en déduit ainsi la distribution granulométrique en
poids de la poudre.
4.2. Ecoulement Hall
L’écoulement Hall de la poudre représente l’une des propriétés primordiales à connaître surtout lors de
la mise en forme des pièces en métallurgie des poudres. De toute évidence, lors de la compaction des
pièces, il est indispensable que l’écoulement de la poudre soit satisfaisant pour remplir la cavité de la
matrice de manière uniforme et isotrope dans le but d’échapper au plus possible à la formation de
gradients de densités dans les pièces compactées. Cette caractérisation s’opère avec le dispositif
d’écoulement Hall (figure 22) selon le standard 03 du MPIF [78]. Cette manipulation consiste à
déterminer, à l’aide d’un chronomètre, le temps d’écoulement de 50 g de poudre à travers l’orifice du
dispositif. On effectue le test trois fois et la valeur retenue est la moyenne.
Figure 22 Dispositif d’écoulement Hall

37
4.3. Densité apparente
La détermination de la densité apparente s’effectue aussi à l’aide du dispositif d’écoulement Hall. Cette
caractéristique est également cruciale dans la conception des pièces et nous donne une idée sur la
morphologie des particules : des particules irrégulières engendrent une faible densité apparente alors
que les particules sphériques entraînent une densité apparente élevée. L’opération consiste à remplir
totalement le récipient cylindrique jusqu’à ce qu’il déborde puis d’enlever l’excédent avec une spatule.
La poudre remplissant ce réservoir est pesée et le volume de ce dernier est connu (25 cm3) en se
référant au standard 04 [79]. Ainsi, on en déduit la valeur de la densité apparente qui prend comme
valeur la moyenne de trois essais.
4.4. Détermination des différentes densités (à l’état cru et à l’état fritté)
Pour déterminer la densité de l’échantillon quel que soit son état, il faut suivre une série d’étapes. Cette
manipulation a été opérée selon la méthode d’Archimède détaillée sur la norme du MPIF 42 [80].
4.5. Détermination de la compressibilité
La détermination de la compressibilité de la poudre a été effectuée en se basant sur la norme du MPIF
45 [81]. Afin de pouvoir tracer la courbe de compressibilité, douze éprouvettes ont été compactées à
des pressions différentes (trois éprouvettes à chacune des pressions) puis on effectue la mesure de la
densité de chacune de ces dernières. À partir de cette courbe, on peut déterminer la pression requise
qui va nous permettre d’avoir la densité à cru maximale pour une poudre donnée.
5. Pressage des échantillons
Pour effectuer la caractérisation de la résistance à la traction des pièces fabriquées par métallurgie des
poudres, des éprouvettes de traction de type haltère ont été pressées à une densité à cru de 6,8 g/cm3
à l’aide d’une presse hydraulique conformément aux dimensions présentées dans le standard de
l’MPIF 10 (figure 23) [82].
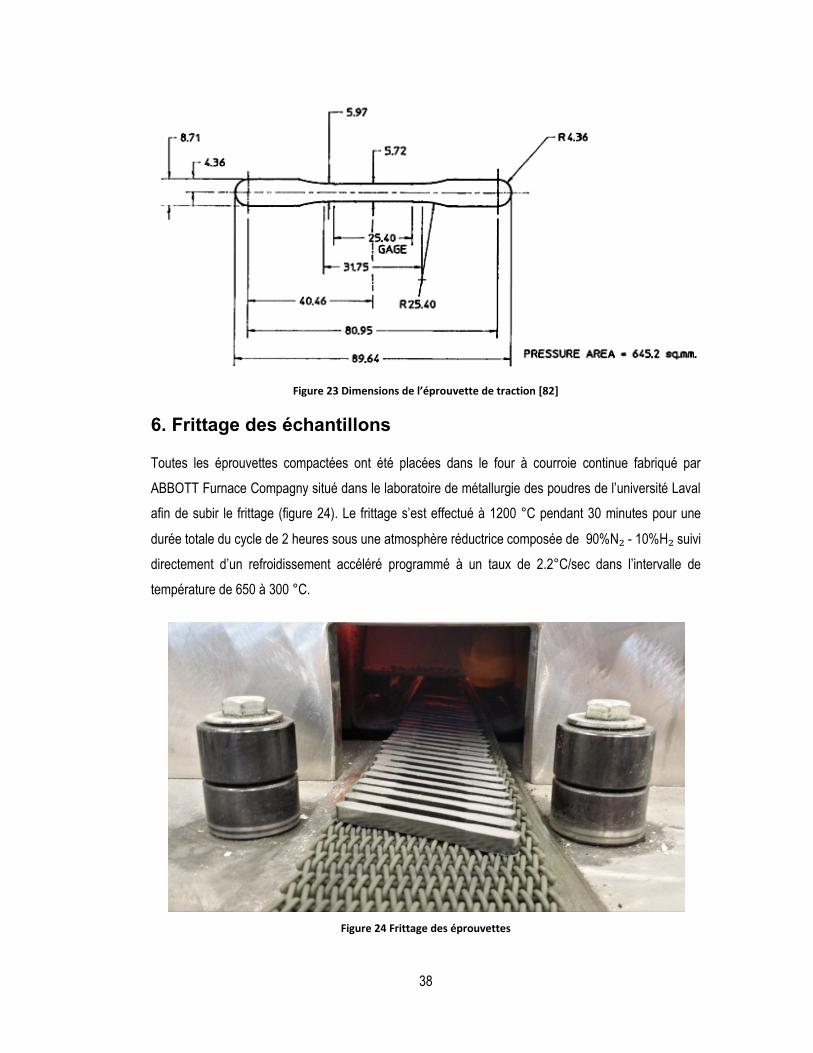
38
Figure 23 Dimensions de l’éprouvette de traction [82]
6. Frittage des échantillons
Toutes les éprouvettes compactées ont été placées dans le four à courroie continue fabriqué par
ABBOTT Furnace Compagny situé dans le laboratoire de métallurgie des poudres de l’université Laval
afin de subir le frittage (figure 24). Le frittage s’est effectué à 1200 °C pendant 30 minutes pour une
durée totale du cycle de 2 heures sous une atmosphère réductrice composée de 90%N₂ - 10%H₂ suivi
directement d’un refroidissement accéléré programmé à un taux de 2.2°C/sec dans l’intervalle de
température de 650 à 300 °C.
Figure 24 Frittage des éprouvettes

39
7. Traitements thermiques
Une gamme de traitements thermiques a été effectuée sur les éprouvettes frittées des deux mélanges
pour de multiples objectifs. En premier lieu, le but consiste à étudier l’évolution de la taille des grains en
fonction de la température d’austénisation. En second lieu, l’objectif est de montrer l’influence de ce
paramètre sur les propriétés mécaniques. En dernier lieu, il faut déterminer la température de forgeage,
la plus élevée, qu’on peut utiliser pour chaque mélange tout en conservant une fine microstructure.
Pour ce faire, une séquence de traitements d’austénisation a été pratiquée sur une série étendue de
température allant de 900 °C à 1250 °C par une avance de 50 °C. Tous les traitements ont été réalisés
dans un four tubulaire GSL 1700X de MTI CORPORATION (figure 25) sous une atmosphère
protectrice composée d’azote uniquement.
Figure 25 Four tubulaire GSL 1700X
Lors de cette manipulation, les spécimens sont placés sur un support d’alumine. La vitesse maximale
de montée en température qu’on peut exercer est de 10 °C/min. Une fois la température
d’austénisation atteinte, on déplace soigneusement le support contenant les échantillons jusqu’au
centre du four tubulaire. On s’assure que le porte-échantillon soit dans cette zone, car la température
mesurée par le thermocouple est celle du centre du four. La durée de maintien à la température
d’austénisation est de 5 minutes pour toutes les analyses. Ensuite, on baisse la température jusqu’à
800 °C en utilisant la vitesse maximale de refroidissement supportée par le four qui est de 10 °C/min.
Puis, de 800 °C jusqu’à la température ambiante, la vitesse de descente en température est
40
vigoureusement abaissée à une valeur de 1 °C/min. La figure 26 représente le schéma descriptif
résumant profil thermique subi par les échantillons des deux mélanges.
Figure 26 Traitements thermiques subis par les éprouvettes des deux mélanges
Il faut mentionner que la sélection des vitesses de refroidissement n’a pas été choisie d’une façon
aléatoire. D’ailleurs, le cycle le plus court dure environ 15 heures et la capacité du support d’alumine
est de 4 éprouvettes au maximum. En fait, la mise en évidence de la microstructure plus précisément
l’illustration des joints de grains, s’est avérée comme étant un point très sensible. En utilisant des
vitesses de refroidissement supérieures à 1 °C/min de 800 °C à 20 °C, on a rencontré beaucoup de
difficultés pour faire paraître avec clarté les joints de grains, malgré que diverses solutions d’attaque
chimique ont été essayées. C’est pour cette raison, on a eu recours à ces vitesses de refroidissement.
8. Observations microscopiques
8.1. Montage, découpage et polissage
Les échantillons destinés à l'évaluation métallographique s’est effectuée sur des coupes transversales,
enrobés par une résine époxy sous vide, découpés à l’aide d’une tronçonneuse et polis en utilisant des
procédures bien établies comme suit :
- Un pré polissage qui se fait par frottement de l’échantillon sur des papiers abrasifs de granulométrie
de plus en plus fine (du grade 600 jusqu’au grade 1200). Le pré polissage se fait habituellement sous
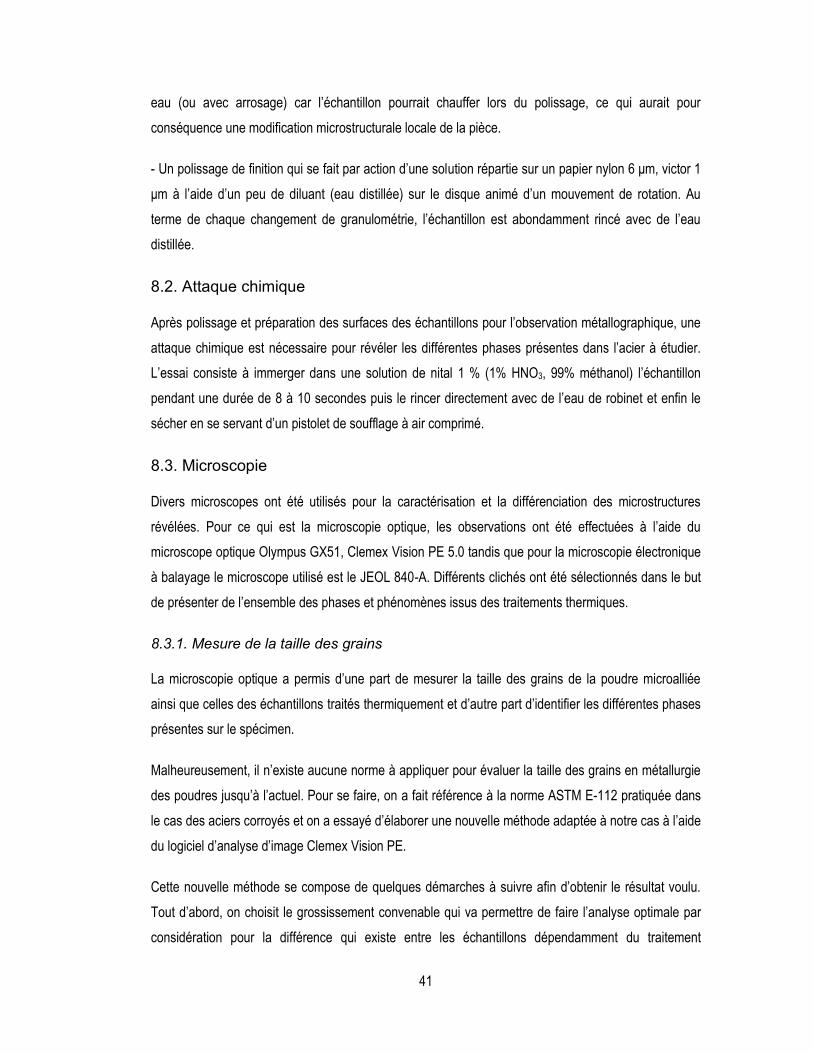
41
eau (ou avec arrosage) car l’échantillon pourrait chauffer lors du polissage, ce qui aurait pour
conséquence une modification microstructurale locale de la pièce.
- Un polissage de finition qui se fait par action d’une solution répartie sur un papier nylon 6 μm, victor 1
μm à l’aide d’un peu de diluant (eau distillée) sur le disque animé d’un mouvement de rotation. Au
terme de chaque changement de granulométrie, l’échantillon est abondamment rincé avec de l’eau
distillée.
8.2. Attaque chimique
Après polissage et préparation des surfaces des échantillons pour l’observation métallographique, une
attaque chimique est nécessaire pour révéler les différentes phases présentes dans l’acier à étudier.
L’essai consiste à immerger dans une solution de nital 1 % (1% HNO3, 99% méthanol) l’échantillon
pendant une durée de 8 à 10 secondes puis le rincer directement avec de l’eau de robinet et enfin le
sécher en se servant d’un pistolet de soufflage à air comprimé.
8.3. Microscopie
Divers microscopes ont été utilisés pour la caractérisation et la différenciation des microstructures
révélées. Pour ce qui est la microscopie optique, les observations ont été effectuées à l’aide du
microscope optique Olympus GX51, Clemex Vision PE 5.0 tandis que pour la microscopie électronique
à balayage le microscope utilisé est le JEOL 840-A. Différents clichés ont été sélectionnés dans le but
de présenter de l’ensemble des phases et phénomènes issus des traitements thermiques.
8.3.1. Mesure de la taille des grains
La microscopie optique a permis d’une part de mesurer la taille des grains de la poudre microalliée
ainsi que celles des échantillons traités thermiquement et d’autre part d’identifier les différentes phases
présentes sur le spécimen.
Malheureusement, il n’existe aucune norme à appliquer pour évaluer la taille des grains en métallurgie
des poudres jusqu’à l’actuel. Pour se faire, on a fait référence à la norme ASTM E-112 pratiquée dans
le cas des aciers corroyés et on a essayé d’élaborer une nouvelle méthode adaptée à notre cas à l’aide
du logiciel d’analyse d’image Clemex Vision PE.
Cette nouvelle méthode se compose de quelques démarches à suivre afin d’obtenir le résultat voulu.
Tout d’abord, on choisit le grossissement convenable qui va permettre de faire l’analyse optimale par
considération pour la différence qui existe entre les échantillons dépendamment du traitement
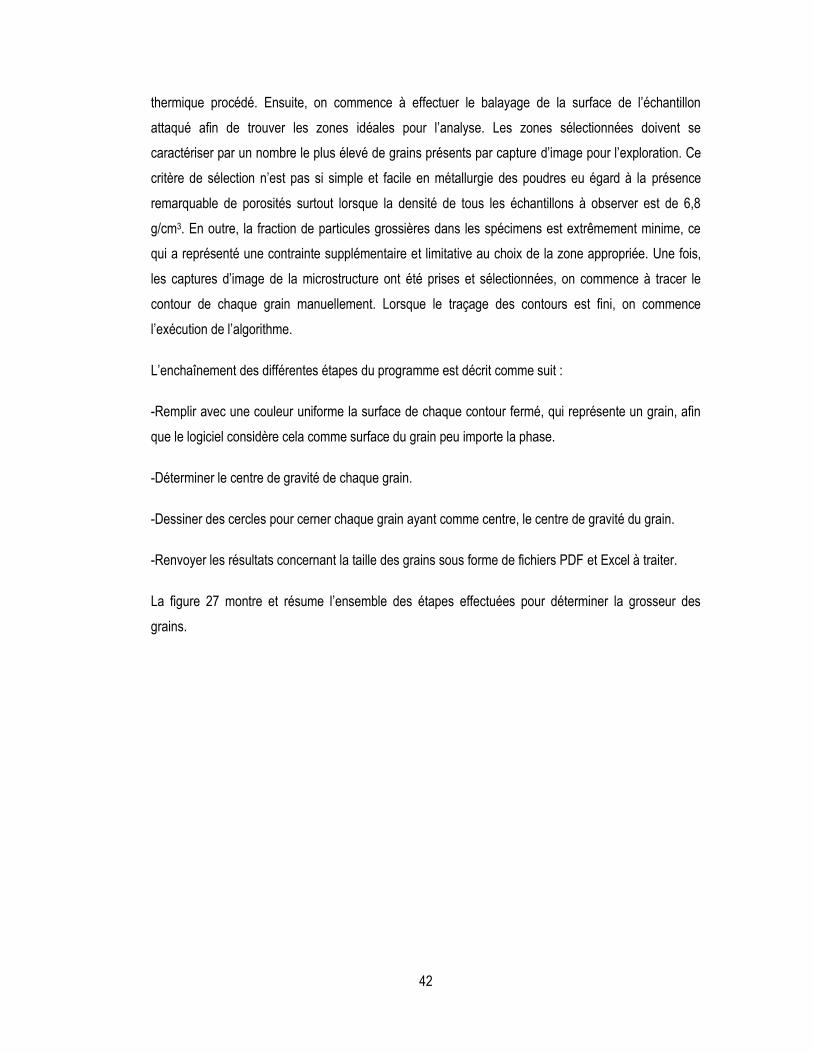
42
thermique procédé. Ensuite, on commence à effectuer le balayage de la surface de l’échantillon
attaqué afin de trouver les zones idéales pour l’analyse. Les zones sélectionnées doivent se
caractériser par un nombre le plus élevé de grains présents par capture d’image pour l’exploration. Ce
critère de sélection n’est pas si simple et facile en métallurgie des poudres eu égard à la présence
remarquable de porosités surtout lorsque la densité de tous les échantillons à observer est de 6,8
g/cm3. En outre, la fraction de particules grossières dans les spécimens est extrêmement minime, ce
qui a représenté une contrainte supplémentaire et limitative au choix de la zone appropriée. Une fois,
les captures d’image de la microstructure ont été prises et sélectionnées, on commence à tracer le
contour de chaque grain manuellement. Lorsque le traçage des contours est fini, on commence
l’exécution de l’algorithme.
L’enchaînement des différentes étapes du programme est décrit comme suit :
-Remplir avec une couleur uniforme la surface de chaque contour fermé, qui représente un grain, afin
que le logiciel considère cela comme surface du grain peu importe la phase.
-Déterminer le centre de gravité de chaque grain.
-Dessiner des cercles pour cerner chaque grain ayant comme centre, le centre de gravité du grain.
-Renvoyer les résultats concernant la taille des grains sous forme de fichiers PDF et Excel à traiter.
La figure 27 montre et résume l’ensemble des étapes effectuées pour déterminer la grosseur des
grains.
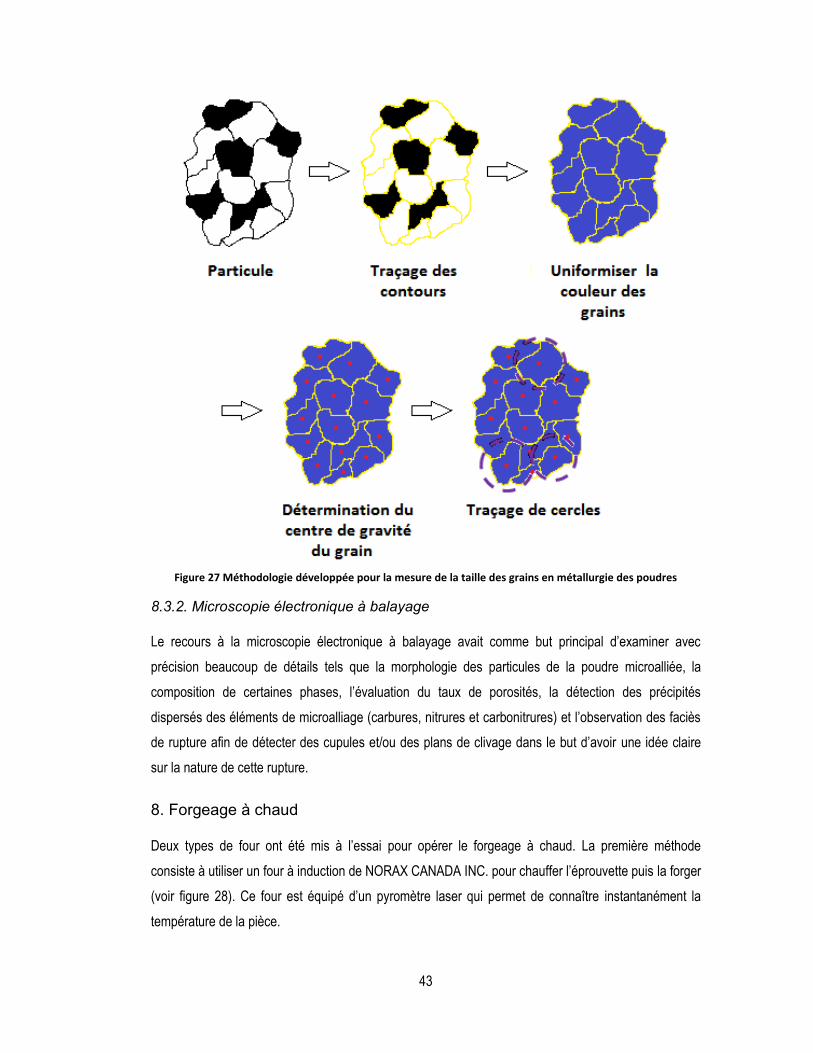
43
Figure 27 Méthodologie développée pour la mesure de la taille des grains en métallurgie des poudres
8.3.2. Microscopie électronique à balayage
Le recours à la microscopie électronique à balayage avait comme but principal d’examiner avec
précision beaucoup de détails tels que la morphologie des particules de la poudre microalliée, la
composition de certaines phases, l’évaluation du taux de porosités, la détection des précipités
dispersés des éléments de microalliage (carbures, nitrures et carbonitrures) et l’observation des faciès
de rupture afin de détecter des cupules et/ou des plans de clivage dans le but d’avoir une idée claire
sur la nature de cette rupture.
8. Forgeage à chaud
Deux types de four ont été mis à l’essai pour opérer le forgeage à chaud. La première méthode
consiste à utiliser un four à induction de NORAX CANADA INC. pour chauffer l’éprouvette puis la forger
(voir figure 28). Ce four est équipé d’un pyromètre laser qui permet de connaître instantanément la
température de la pièce.
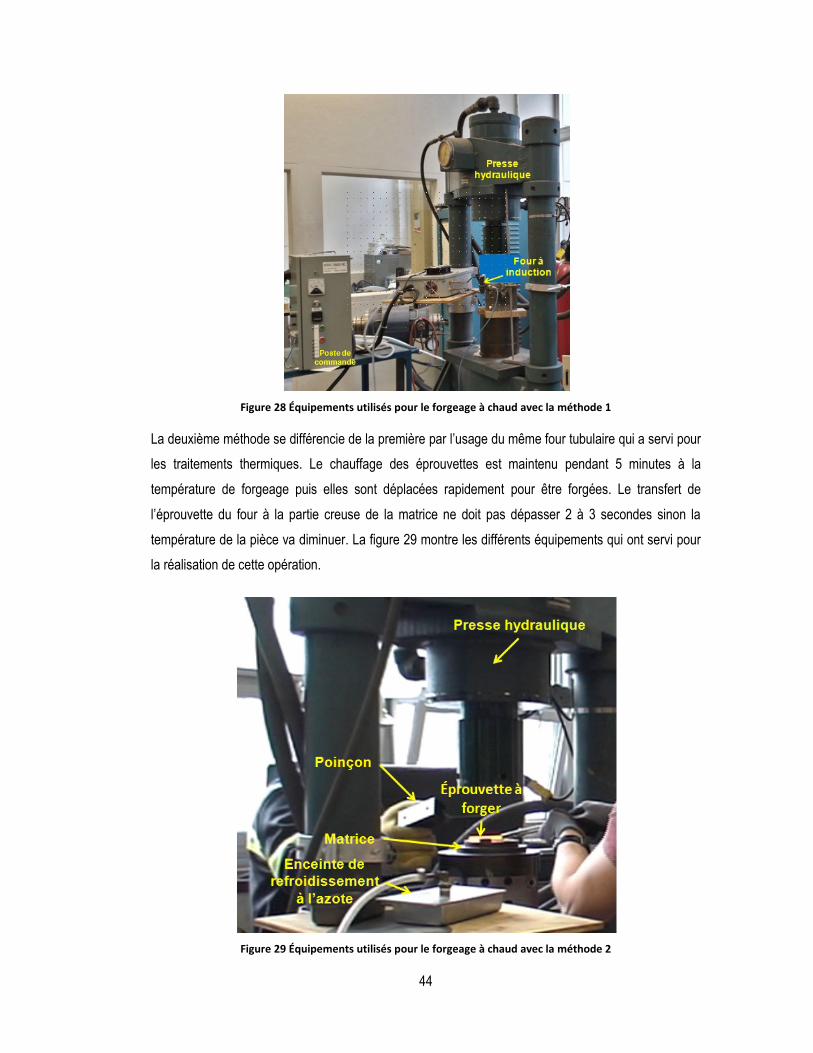
44
Figure 28 Équipements utilisés pour le forgeage à chaud avec la méthode 1
La deuxième méthode se différencie de la première par l’usage du même four tubulaire qui a servi pour
les traitements thermiques. Le chauffage des éprouvettes est maintenu pendant 5 minutes à la
température de forgeage puis elles sont déplacées rapidement pour être forgées. Le transfert de
l’éprouvette du four à la partie creuse de la matrice ne doit pas dépasser 2 à 3 secondes sinon la
température de la pièce va diminuer. La figure 29 montre les différents équipements qui ont servi pour
la réalisation de cette opération.
Figure 29 Équipements utilisés pour le forgeage à chaud avec la méthode 2
45
Deux catégories de matrices de forgeage ont été essayées pour cette opération, l’une est fermée et
l’autre est ouverte. Il ne faut pas aussi oublier que la matrice de forgeage est chauffée jusqu’à 400 °C
dans un four en boîte avant tout usage à seule fin de minimiser le choc thermique de l’éprouvette à
forger au moment du contact avec la matrice.
10. Caractérisations des propriétés mécaniques
10.1. Essai de traction
Les essais de traction sont des expérimentations physiques qui permettent de mesurer le degré de
résistance à la rupture d’un matériau quelconque dont le but est de caractériser les lois de
comportements des matériaux. Les essais de traction ont été effectués au sein du laboratoire des
essais mécaniques de l’université Laval. Il est à signaler que la machine de traction utilisée de SATEC
Systems Inc. possède une capacité de 88 965 N ou 20000 lbs (figure 30). Elle est équipée d’un
système d’extensomètre qui a pour but la mesure et la correction des déformations de l’éprouvette.
Figure 30 Essai de traction
10.2. Dureté apparente
La mesure de la dureté d’une pièce frittée est désignée par la dureté apparente du matériau. Ceci est
engendré par la présence des porosités.
Les mesures de la dureté apparente HRB ont été effectuées sur un duromètre de type LECO RT-120
(figure 31) au laboratoire des essais mécaniques de l’Université Laval. Les mesures ont été exécutées
sur chaque éprouvette en balayant soigneusement les différentes zones afin de noter comme valeur
finale la moyenne de 5 mesures.

46
Figure 31 Duromètre LECO RT-120
Parmi les renseignements que cet essai nous fournit, on cite les plus importantes pour notre étude qui
sont l’homogénéité du matériau et l’efficacité des traitements thermiques.
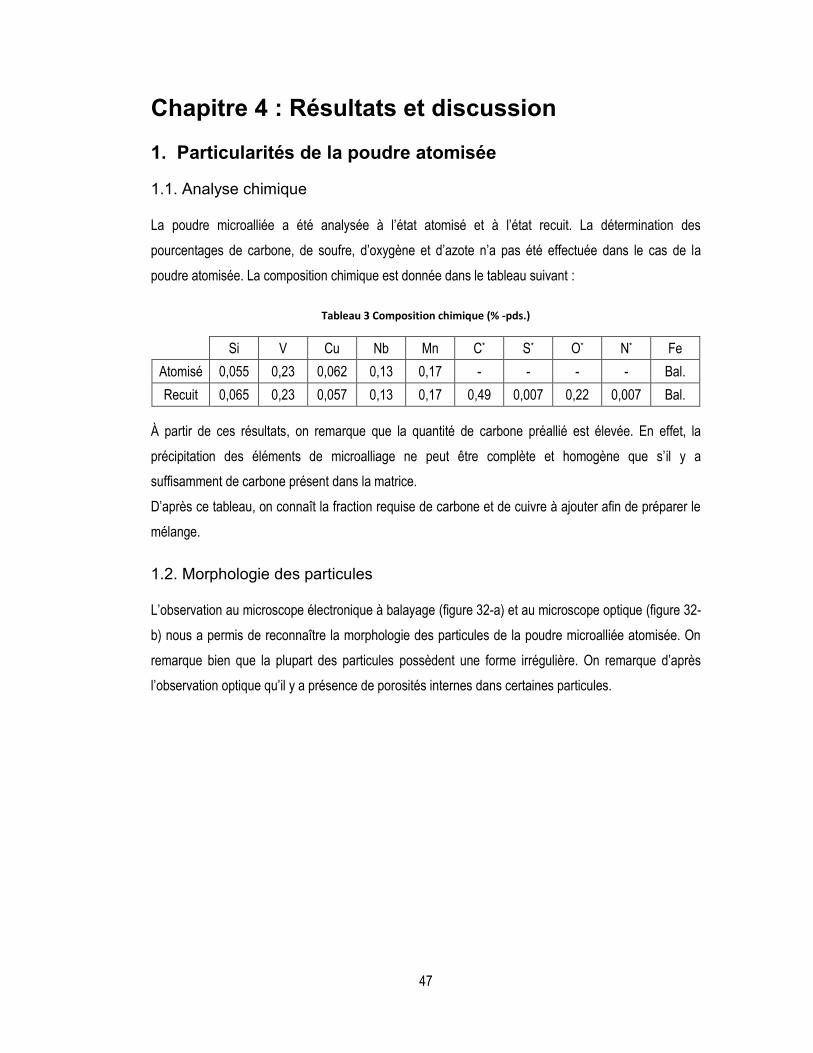
47
Chapitre 4 : Résultats et discussion
1. Particularités de la poudre atomisée
1.1. Analyse chimique
La poudre microalliée a été analysée à l’état atomisé et à l’état recuit. La détermination des
pourcentages de carbone, de soufre, d’oxygène et d’azote n’a pas été effectuée dans le cas de la
poudre atomisée. La composition chimique est donnée dans le tableau suivant :
Tableau 3 Composition chimique (% -pds.)
Si V Cu Nb Mn C* S* O* N* Fe
Atomisé 0,055 0,23 0,062 0,13 0,17 - - - - Bal.
Recuit 0,065 0,23 0,057 0,13 0,17 0,49 0,007 0,22 0,007 Bal.
À partir de ces résultats, on remarque que la quantité de carbone préallié est élevée. En effet, la
précipitation des éléments de microalliage ne peut être complète et homogène que s’il y a
suffisamment de carbone présent dans la matrice.
D’après ce tableau, on connaît la fraction requise de carbone et de cuivre à ajouter afin de préparer le
mélange.
1.2. Morphologie des particules
L’observation au microscope électronique à balayage (figure 32-a) et au microscope optique (figure 32-
b) nous a permis de reconnaître la morphologie des particules de la poudre microalliée atomisée. On
remarque bien que la plupart des particules possèdent une forme irrégulière. On remarque d’après
l’observation optique qu’il y a présence de porosités internes dans certaines particules.
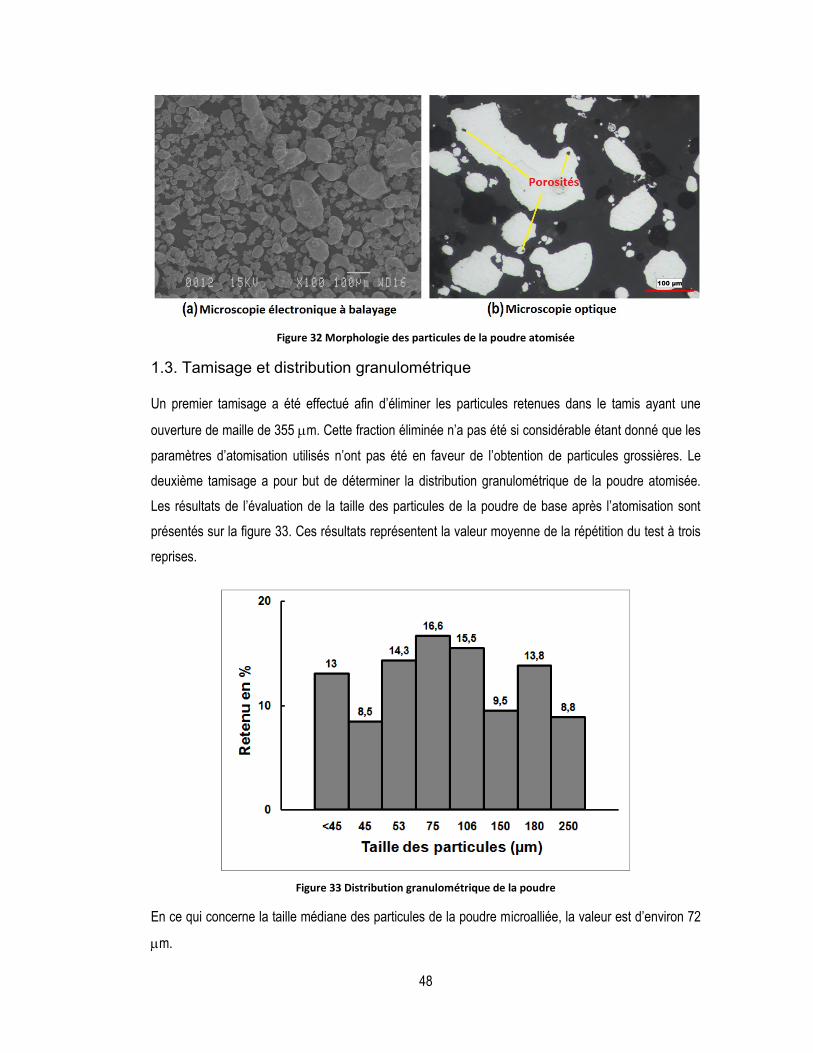
48
Figure 32 Morphologie des particules de la poudre atomisée
1.3. Tamisage et distribution granulométrique
Un premier tamisage a été effectué afin d’éliminer les particules retenues dans le tamis ayant une
ouverture de maille de 355 m. Cette fraction éliminée n’a pas été si considérable étant donné que les
paramètres d’atomisation utilisés n’ont pas été en faveur de l’obtention de particules grossières. Le
deuxième tamisage a pour but de déterminer la distribution granulométrique de la poudre atomisée.
Les résultats de l’évaluation de la taille des particules de la poudre de base après l’atomisation sont
présentés sur la figure 33. Ces résultats représentent la valeur moyenne de la répétition du test à trois
reprises.
Figure 33 Distribution granulométrique de la poudre
En ce qui concerne la taille médiane des particules de la poudre microalliée, la valeur est d’environ 72
m.
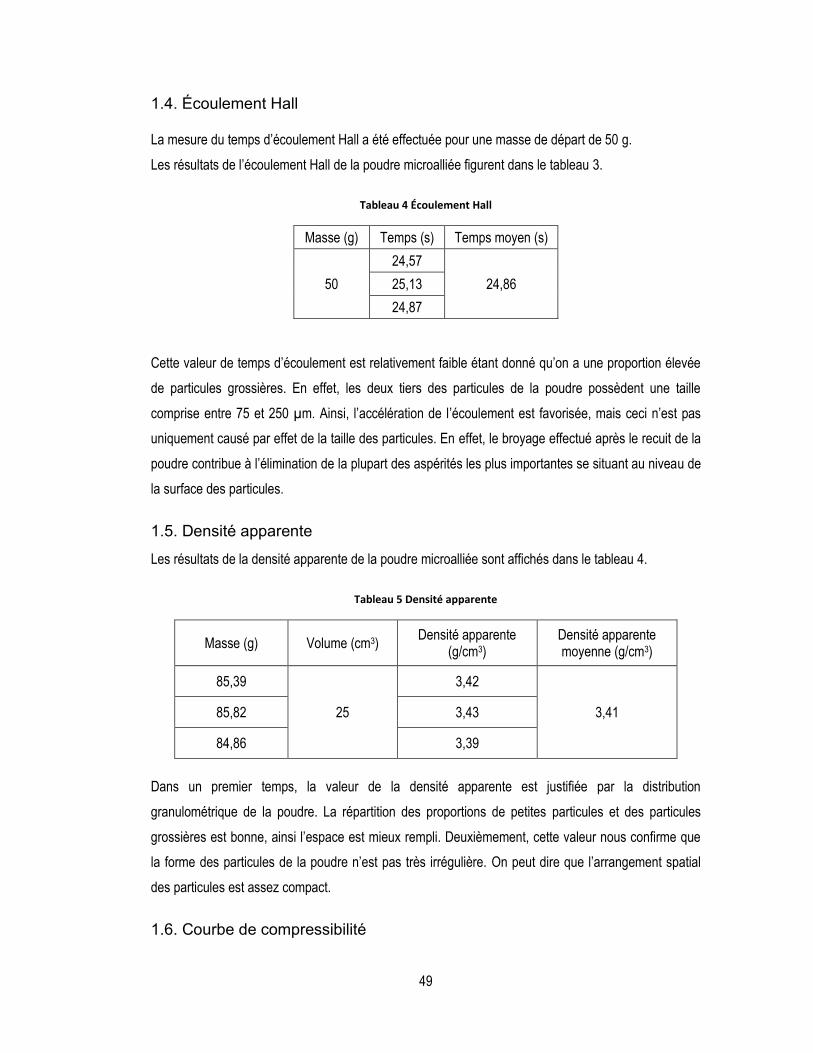
49
1.4. Écoulement Hall
La mesure du temps d’écoulement Hall a été effectuée pour une masse de départ de 50 g.
Les résultats de l’écoulement Hall de la poudre microalliée figurent dans le tableau 3.
Tableau 4 Écoulement Hall
Masse (g) Temps (s) Temps moyen (s)
50
24,57
24,86 25,13
24,87
Cette valeur de temps d’écoulement est relativement faible étant donné qu’on a une proportion élevée
de particules grossières. En effet, les deux tiers des particules de la poudre possèdent une taille
comprise entre 75 et 250 µm. Ainsi, l’accélération de l’écoulement est favorisée, mais ceci n’est pas
uniquement causé par effet de la taille des particules. En effet, le broyage effectué après le recuit de la
poudre contribue à l’élimination de la plupart des aspérités les plus importantes se situant au niveau de
la surface des particules.
1.5. Densité apparente
Les résultats de la densité apparente de la poudre microalliée sont affichés dans le tableau 4.
Tableau 5 Densité apparente
Masse (g) Volume (cm3) Densité apparente
(g/cm3) Densité apparente moyenne (g/cm3)
85,39
25
3,42
3,41 85,82 3,43
84,86 3,39
Dans un premier temps, la valeur de la densité apparente est justifiée par la distribution
granulométrique de la poudre. La répartition des proportions de petites particules et des particules
grossières est bonne, ainsi l’espace est mieux rempli. Deuxièmement, cette valeur nous confirme que
la forme des particules de la poudre n’est pas très irrégulière. On peut dire que l’arrangement spatial
des particules est assez compact.
1.6. Courbe de compressibilité
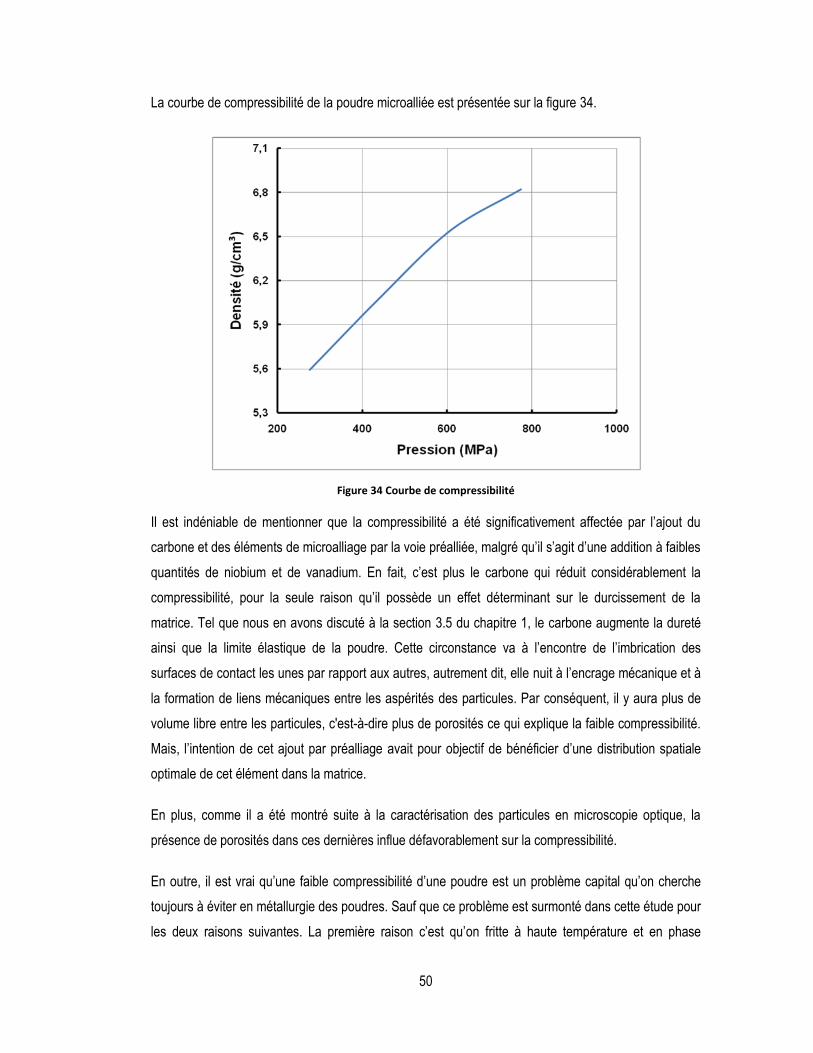
50
La courbe de compressibilité de la poudre microalliée est présentée sur la figure 34.
Figure 34 Courbe de compressibilité
Il est indéniable de mentionner que la compressibilité a été significativement affectée par l’ajout du
carbone et des éléments de microalliage par la voie préalliée, malgré qu’il s’agit d’une addition à faibles
quantités de niobium et de vanadium. En fait, c’est plus le carbone qui réduit considérablement la
compressibilité, pour la seule raison qu’il possède un effet déterminant sur le durcissement de la
matrice. Tel que nous en avons discuté à la section 3.5 du chapitre 1, le carbone augmente la dureté
ainsi que la limite élastique de la poudre. Cette circonstance va à l’encontre de l’imbrication des
surfaces de contact les unes par rapport aux autres, autrement dit, elle nuit à l’encrage mécanique et à
la formation de liens mécaniques entre les aspérités des particules. Par conséquent, il y aura plus de
volume libre entre les particules, c'est-à-dire plus de porosités ce qui explique la faible compressibilité.
Mais, l’intention de cet ajout par préalliage avait pour objectif de bénéficier d’une distribution spatiale
optimale de cet élément dans la matrice.
En plus, comme il a été montré suite à la caractérisation des particules en microscopie optique, la
présence de porosités dans ces dernières influe défavorablement sur la compressibilité.
En outre, il est vrai qu’une faible compressibilité d’une poudre est un problème capital qu’on cherche
toujours à éviter en métallurgie des poudres. Sauf que ce problème est surmonté dans cette étude pour
les deux raisons suivantes. La première raison c’est qu’on fritte à haute température et en phase

51
liquide et la deuxième est que cet alliage de poudre est destiné pour effectuer un forgeage à chaud
comme application industrielle.
2. Résultats des traitements thermiques
2.1. Microscopie
Dans le but de caractériser et de préciser les impacts de la température d’austénisation sur les
propriétés microstructurales et mécaniques de deux alliages fabriquées par métallurgie des poudres,
de différentes analyses au microscope optique et au microscope électronique à balayage permettent
d’obtenir des informations prépondérantes. Parmi ces informations, on cite, la structure et la répartition
des phases des différents alliages, leur composition chimique, la morphologie des pores et la taille des
grains. Ces analyses permettent d’offrir une meilleure compréhension de l’évolution de la taille des
grains des deux mélanges ainsi que d’expliquer les résultats obtenus après les essais mécaniques.
Les micrographies optiques obtenues pour les deux alliages après la série des traitements thermiques
sont représentées sur les figures ci-dessous. Il est à mentionner que ces micrographies sont des
exemples typiques provenant de plusieurs clichés métallographiques semblables utilisées pour la
caractérisation de la taille des grains. En ayant recours aux techniques d’analyse d’images, on pourra
ainsi quantifier la taille des grains en fonction de la température d’austénisation.
Figure 35 Micrographies optiques des deux alliages traités à 900 °C
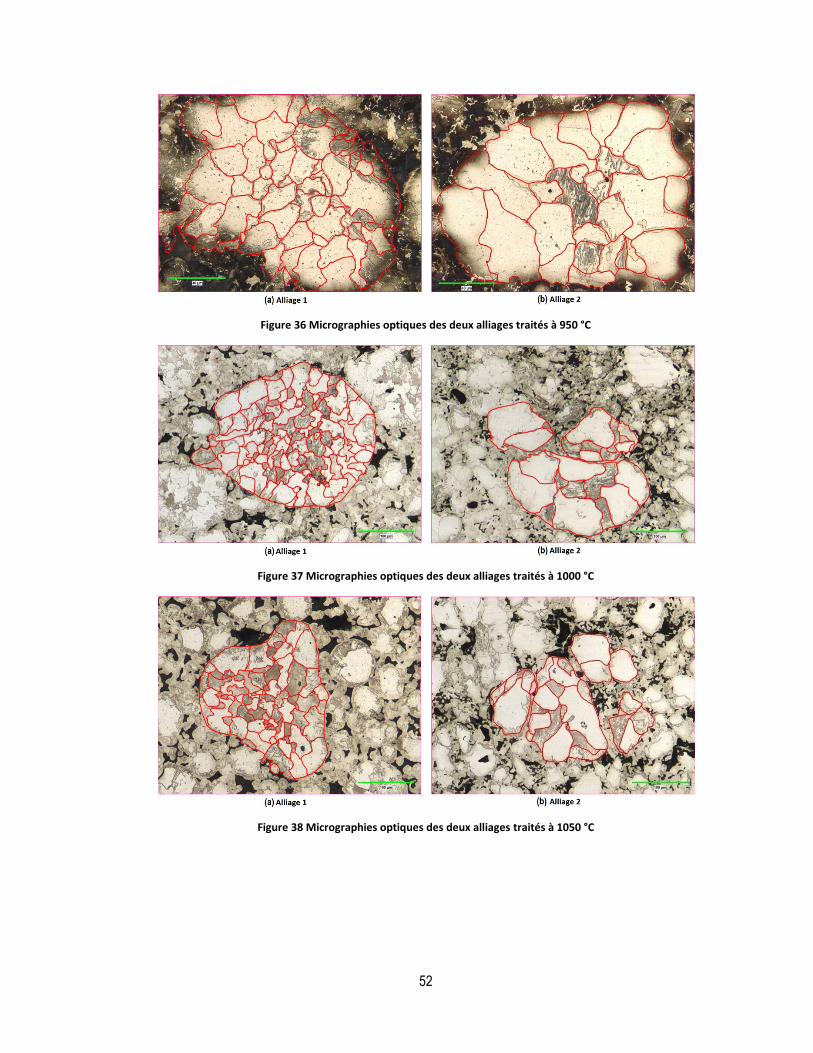
52
Figure 36 Micrographies optiques des deux alliages traités à 950 °C
Figure 37 Micrographies optiques des deux alliages traités à 1000 °C
Figure 38 Micrographies optiques des deux alliages traités à 1050 °C

53
Figure 39 Micrographies optiques des deux alliages traités à 1100 °C
Figure 40 Micrographies optiques des deux alliages traités à 1150 °C
Figure 41 Micrographies optiques des deux alliages traités à 1200 °C
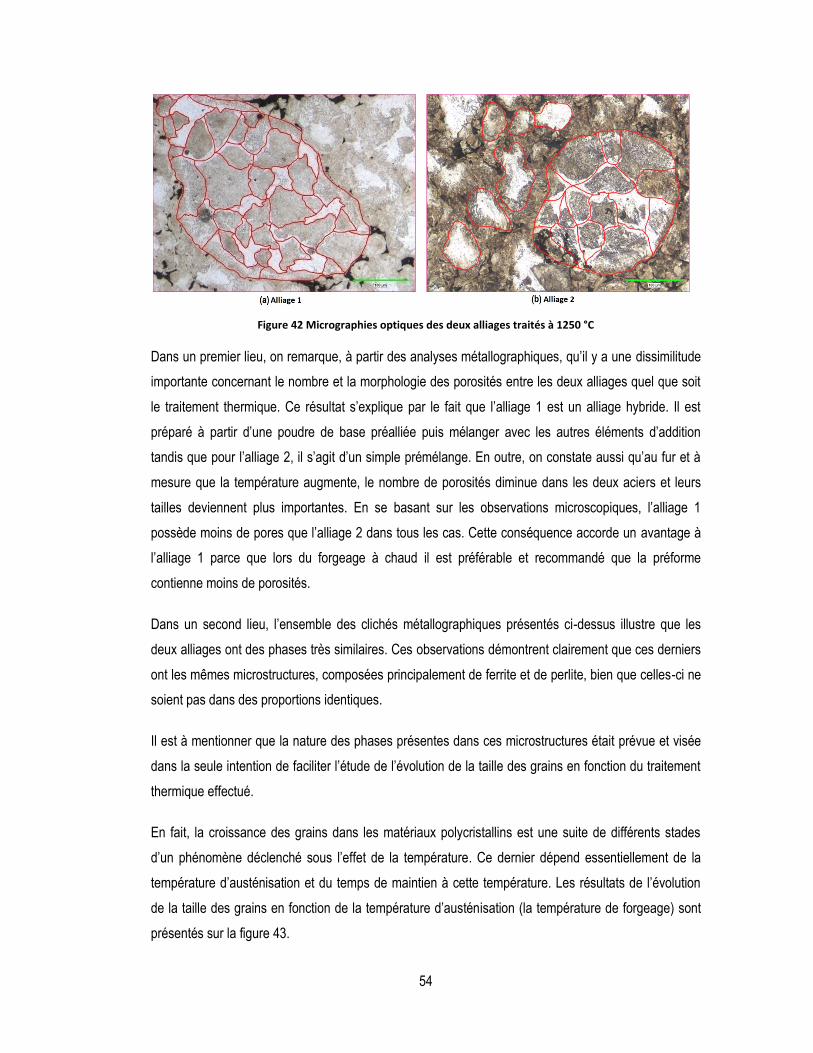
54
Figure 42 Micrographies optiques des deux alliages traités à 1250 °C
Dans un premier lieu, on remarque, à partir des analyses métallographiques, qu’il y a une dissimilitude
importante concernant le nombre et la morphologie des porosités entre les deux alliages quel que soit
le traitement thermique. Ce résultat s’explique par le fait que l’alliage 1 est un alliage hybride. Il est
préparé à partir d’une poudre de base préalliée puis mélanger avec les autres éléments d’addition
tandis que pour l’alliage 2, il s’agit d’un simple prémélange. En outre, on constate aussi qu’au fur et à
mesure que la température augmente, le nombre de porosités diminue dans les deux aciers et leurs
tailles deviennent plus importantes. En se basant sur les observations microscopiques, l’alliage 1
possède moins de pores que l’alliage 2 dans tous les cas. Cette conséquence accorde un avantage à
l’alliage 1 parce que lors du forgeage à chaud il est préférable et recommandé que la préforme
contienne moins de porosités.
Dans un second lieu, l’ensemble des clichés métallographiques présentés ci-dessus illustre que les
deux alliages ont des phases très similaires. Ces observations démontrent clairement que ces derniers
ont les mêmes microstructures, composées principalement de ferrite et de perlite, bien que celles-ci ne
soient pas dans des proportions identiques.
Il est à mentionner que la nature des phases présentes dans ces microstructures était prévue et visée
dans la seule intention de faciliter l’étude de l’évolution de la taille des grains en fonction du traitement
thermique effectué.
En fait, la croissance des grains dans les matériaux polycristallins est une suite de différents stades
d’un phénomène déclenché sous l’effet de la température. Ce dernier dépend essentiellement de la
température d’austénisation et du temps de maintien à cette température. Les résultats de l’évolution
de la taille des grains en fonction de la température d’austénisation (la température de forgeage) sont
présentés sur la figure 43.
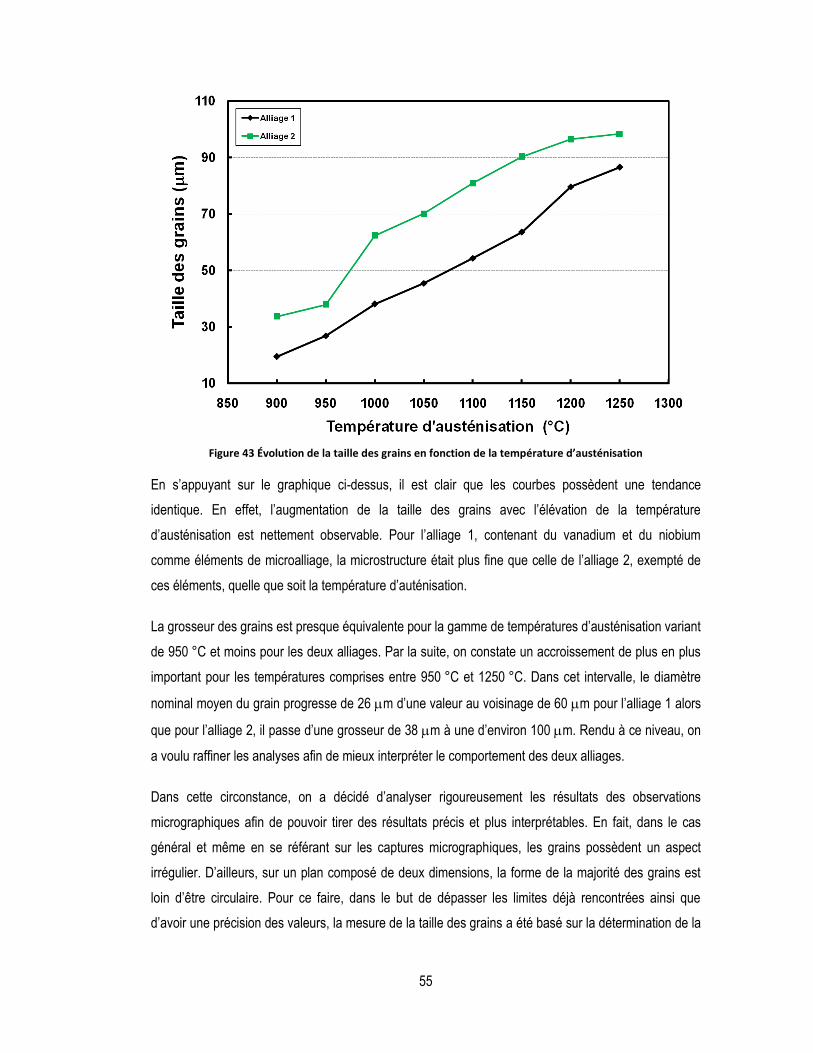
55
Figure 43 Évolution de la taille des grains en fonction de la température d’austénisation
En s’appuyant sur le graphique ci-dessus, il est clair que les courbes possèdent une tendance
identique. En effet, l’augmentation de la taille des grains avec l’élévation de la température
d’austénisation est nettement observable. Pour l’alliage 1, contenant du vanadium et du niobium
comme éléments de microalliage, la microstructure était plus fine que celle de l’alliage 2, exempté de
ces éléments, quelle que soit la température d’auténisation.
La grosseur des grains est presque équivalente pour la gamme de températures d’austénisation variant
de 950 °C et moins pour les deux alliages. Par la suite, on constate un accroissement de plus en plus
important pour les températures comprises entre 950 °C et 1250 °C. Dans cet intervalle, le diamètre
nominal moyen du grain progresse de 26 m d’une valeur au voisinage de 60 m pour l’alliage 1 alors
que pour l’alliage 2, il passe d’une grosseur de 38 m à une d’environ 100 m. Rendu à ce niveau, on
a voulu raffiner les analyses afin de mieux interpréter le comportement des deux alliages.
Dans cette circonstance, on a décidé d’analyser rigoureusement les résultats des observations
micrographiques afin de pouvoir tirer des résultats précis et plus interprétables. En fait, dans le cas
général et même en se référant sur les captures micrographiques, les grains possèdent un aspect
irrégulier. D’ailleurs, sur un plan composé de deux dimensions, la forme de la majorité des grains est
loin d’être circulaire. Pour ce faire, dans le but de dépasser les limites déjà rencontrées ainsi que
d’avoir une précision des valeurs, la mesure de la taille des grains a été basé sur la détermination de la
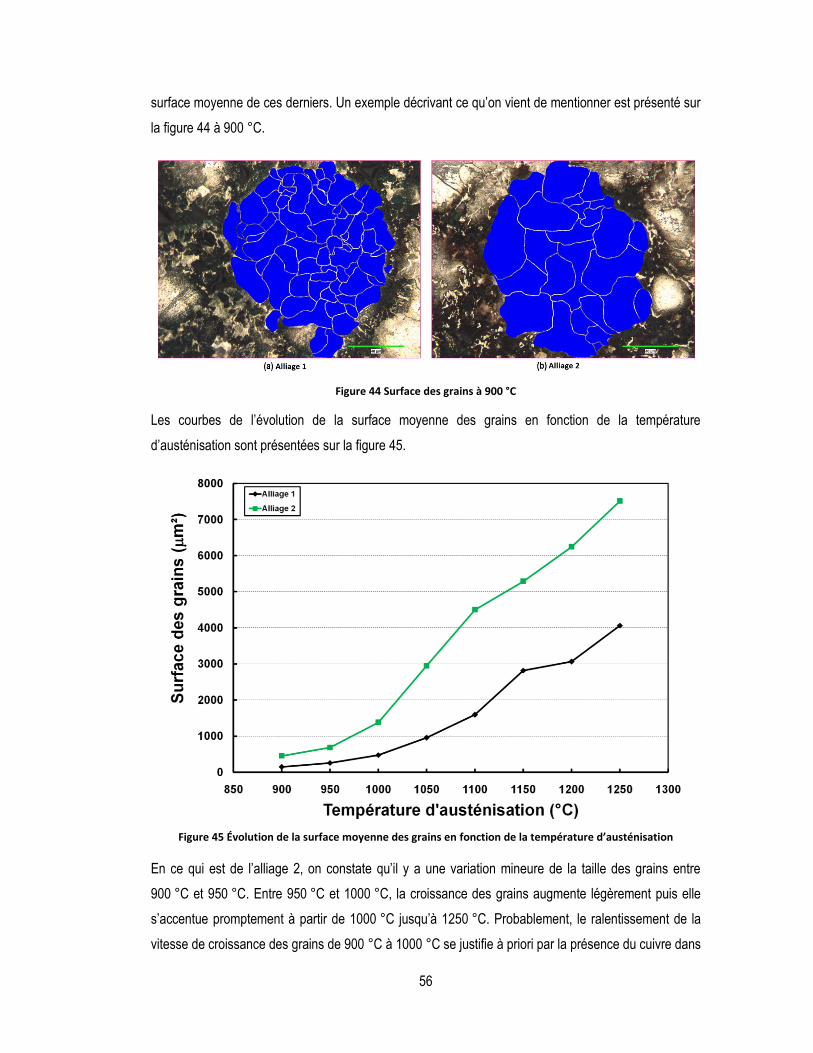
56
surface moyenne de ces derniers. Un exemple décrivant ce qu’on vient de mentionner est présenté sur
la figure 44 à 900 °C.
Figure 44 Surface des grains à 900 °C
Les courbes de l’évolution de la surface moyenne des grains en fonction de la température
d’austénisation sont présentées sur la figure 45.
Figure 45 Évolution de la surface moyenne des grains en fonction de la température d’austénisation
En ce qui est de l’alliage 2, on constate qu’il y a une variation mineure de la taille des grains entre
900 °C et 950 °C. Entre 950 °C et 1000 °C, la croissance des grains augmente légèrement puis elle
s’accentue promptement à partir de 1000 °C jusqu’à 1250 °C. Probablement, le ralentissement de la
vitesse de croissance des grains de 900 °C à 1000 °C se justifie à priori par la présence du cuivre dans
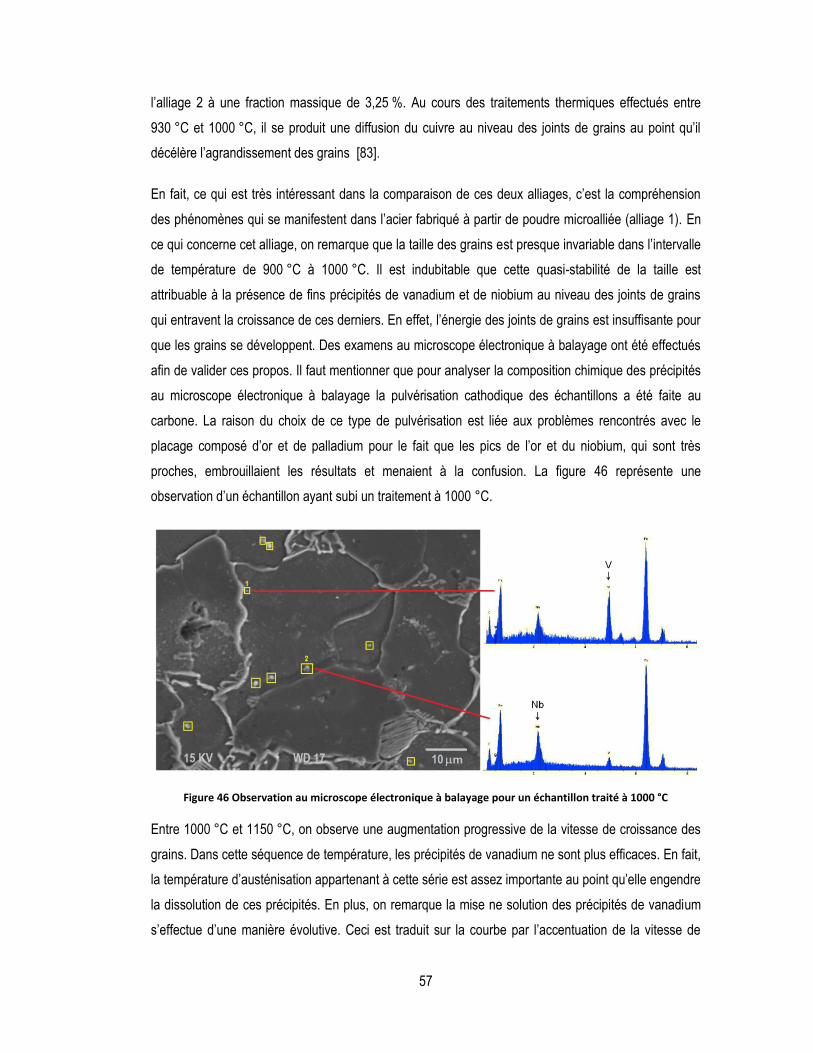
57
l’alliage 2 à une fraction massique de 3,25 %. Au cours des traitements thermiques effectués entre
930 °C et 1000 °C, il se produit une diffusion du cuivre au niveau des joints de grains au point qu’il
décélère l’agrandissement des grains [83].
En fait, ce qui est très intéressant dans la comparaison de ces deux alliages, c’est la compréhension
des phénomènes qui se manifestent dans l’acier fabriqué à partir de poudre microalliée (alliage 1). En
ce qui concerne cet alliage, on remarque que la taille des grains est presque invariable dans l’intervalle
de température de 900 °C à 1000 °C. Il est indubitable que cette quasi-stabilité de la taille est
attribuable à la présence de fins précipités de vanadium et de niobium au niveau des joints de grains
qui entravent la croissance de ces derniers. En effet, l’énergie des joints de grains est insuffisante pour
que les grains se développent. Des examens au microscope électronique à balayage ont été effectués
afin de valider ces propos. Il faut mentionner que pour analyser la composition chimique des précipités
au microscope électronique à balayage la pulvérisation cathodique des échantillons a été faite au
carbone. La raison du choix de ce type de pulvérisation est liée aux problèmes rencontrés avec le
placage composé d’or et de palladium pour le fait que les pics de l’or et du niobium, qui sont très
proches, embrouillaient les résultats et menaient à la confusion. La figure 46 représente une
observation d’un échantillon ayant subi un traitement à 1000 °C.
Figure 46 Observation au microscope électronique à balayage pour un échantillon traité à 1000 °C
Entre 1000 °C et 1150 °C, on observe une augmentation progressive de la vitesse de croissance des
grains. Dans cette séquence de température, les précipités de vanadium ne sont plus efficaces. En fait,
la température d’austénisation appartenant à cette série est assez importante au point qu’elle engendre
la dissolution de ces précipités. En plus, on remarque la mise ne solution des précipités de vanadium
s’effectue d’une manière évolutive. Ceci est traduit sur la courbe par l’accentuation de la vitesse de

58
croissance des grains remarquée de 1050 °C à 1150 °C. Mais, les précipités de niobium existent
encore dans la matrice et leur effet se poursuit. Dans ce contexte, il est à mentionner que les carbures
de niobium possèdent une solubilité assez faible dans l’austénite. En effet, ils continuent à bloquer la
croissance des grains jusqu’à une température d’austénisation de 1200 °C. Cependant, l’encrage des
grains devient de plus en plus minime dès l’instant où l’énergie motrice du système devient
considérablement intense. Au-delà de cette température, la dynamique du grossissement des grains
est d’autant plus prompte que la mise en solution des précipités de niobium progresse. Des
observations au microscope électronique à balayage ont été effectuées sur des échantillons traités à
1200 °C et à 1250 °C. On note une disparition de tous les précipités du vanadium et seulement une
existence de quelques précipités de niobium (figure 47). [28] [33]
Figure 47 Microscopie électronique à balayage d’un échantillon traité à 1250 °C
2.2. Propriétés mécaniques
Comme la taille des grains possède une forte influence sur les propriétés mécaniques du matériau, des
essais de traction et de dureté apparente du matériau ont été effectués après chaque traitement. Les
résultats des essais sont présentés sur les figures 48 et 49. Pour chacune des figures les résultats ont
été présentés en fonction de la température d'austénisation et en fonction de la taille des grains.
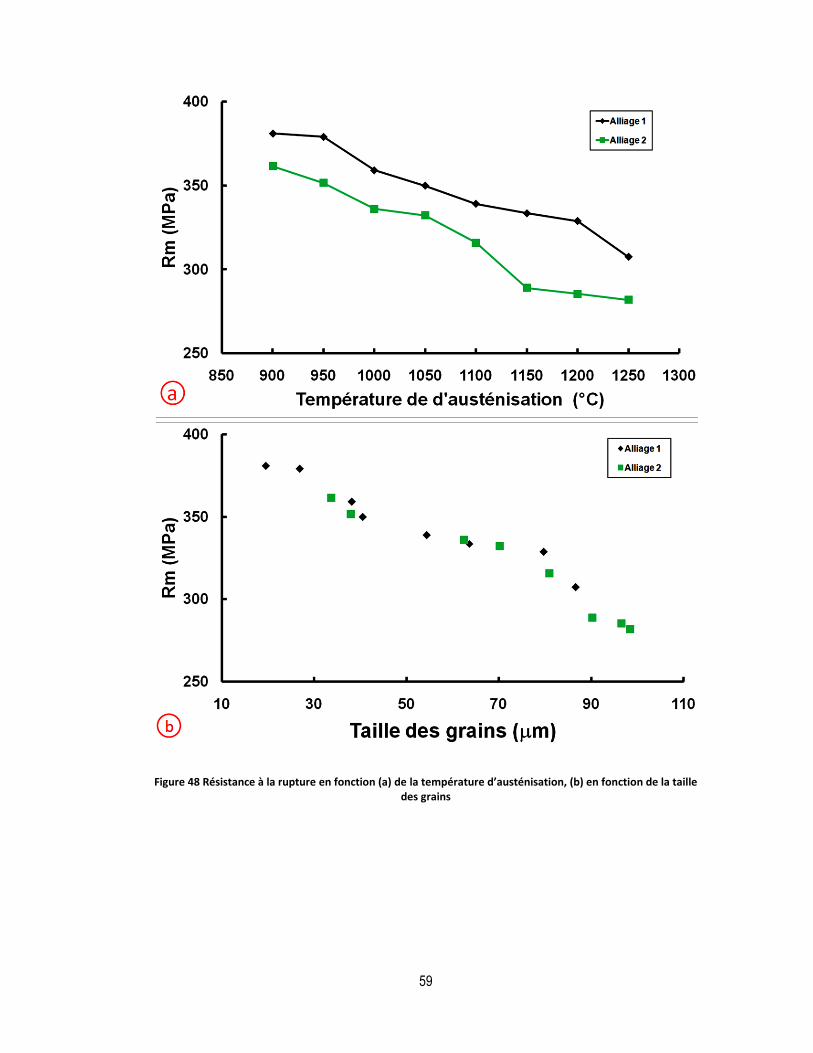
59
Figure 48 Résistance à la rupture en fonction (a) de la température d’austénisation, (b) en fonction de la taille des grains
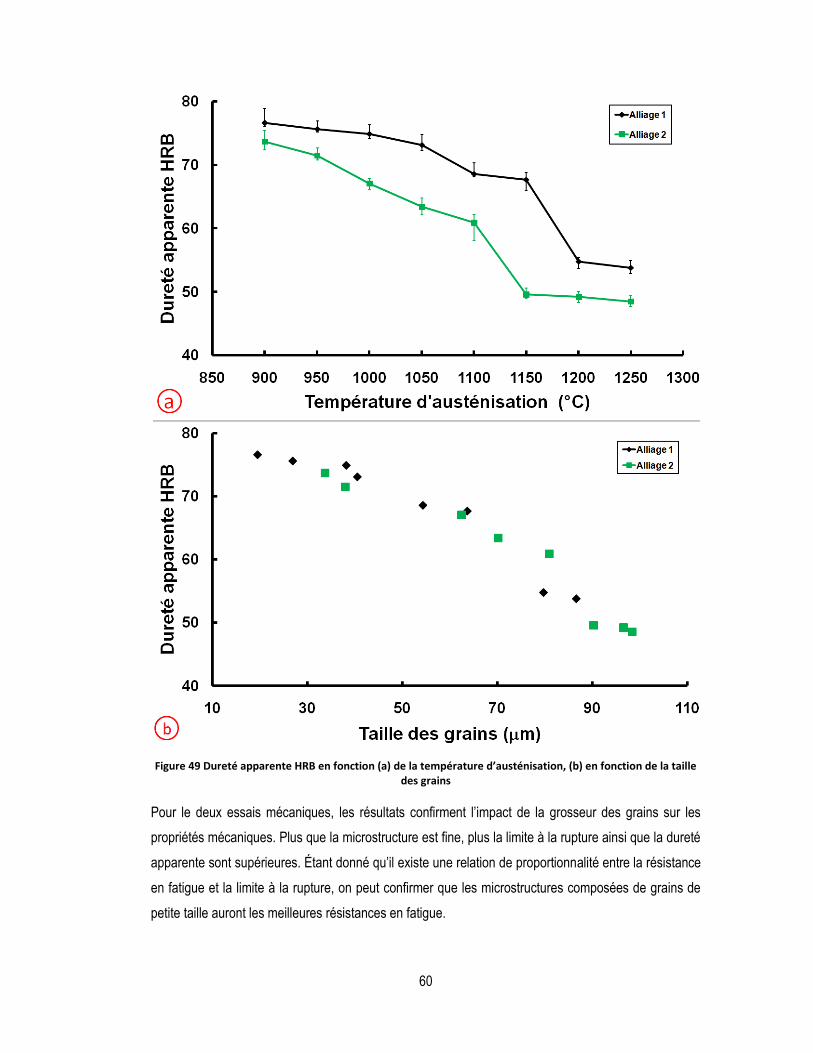
60
Figure 49 Dureté apparente HRB en fonction (a) de la température d’austénisation, (b) en fonction de la taille des grains
Pour le deux essais mécaniques, les résultats confirment l’impact de la grosseur des grains sur les
propriétés mécaniques. Plus que la microstructure est fine, plus la limite à la rupture ainsi que la dureté
apparente sont supérieures. Étant donné qu’il existe une relation de proportionnalité entre la résistance
en fatigue et la limite à la rupture, on peut confirmer que les microstructures composées de grains de
petite taille auront les meilleures résistances en fatigue.
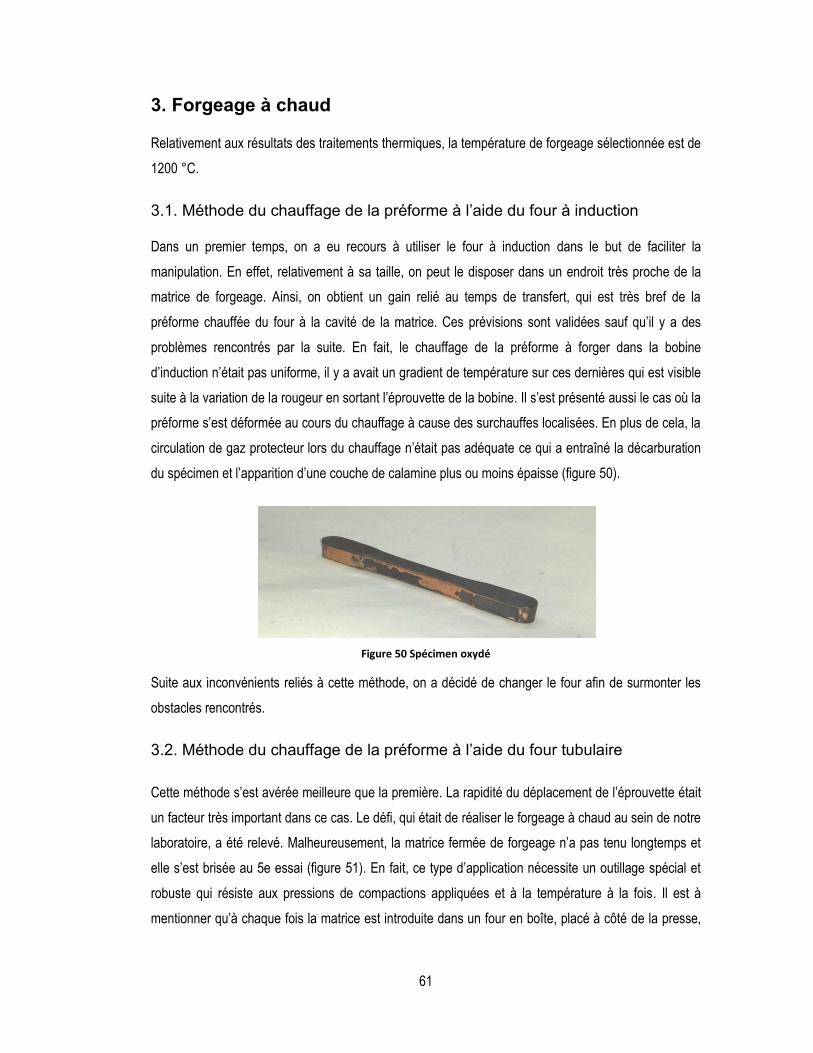
61
3. Forgeage à chaud
Relativement aux résultats des traitements thermiques, la température de forgeage sélectionnée est de
1200 °C.
3.1. Méthode du chauffage de la préforme à l’aide du four à induction
Dans un premier temps, on a eu recours à utiliser le four à induction dans le but de faciliter la
manipulation. En effet, relativement à sa taille, on peut le disposer dans un endroit très proche de la
matrice de forgeage. Ainsi, on obtient un gain relié au temps de transfert, qui est très bref de la
préforme chauffée du four à la cavité de la matrice. Ces prévisions sont validées sauf qu’il y a des
problèmes rencontrés par la suite. En fait, le chauffage de la préforme à forger dans la bobine
d’induction n’était pas uniforme, il y a avait un gradient de température sur ces dernières qui est visible
suite à la variation de la rougeur en sortant l’éprouvette de la bobine. Il s’est présenté aussi le cas où la
préforme s’est déformée au cours du chauffage à cause des surchauffes localisées. En plus de cela, la
circulation de gaz protecteur lors du chauffage n’était pas adéquate ce qui a entraîné la décarburation
du spécimen et l’apparition d’une couche de calamine plus ou moins épaisse (figure 50).
Figure 50 Spécimen oxydé
Suite aux inconvénients reliés à cette méthode, on a décidé de changer le four afin de surmonter les
obstacles rencontrés.
3.2. Méthode du chauffage de la préforme à l’aide du four tubulaire
Cette méthode s’est avérée meilleure que la première. La rapidité du déplacement de l’éprouvette était
un facteur très important dans ce cas. Le défi, qui était de réaliser le forgeage à chaud au sein de notre
laboratoire, a été relevé. Malheureusement, la matrice fermée de forgeage n’a pas tenu longtemps et
elle s’est brisée au 5e essai (figure 51). En fait, ce type d’application nécessite un outillage spécial et
robuste qui résiste aux pressions de compactions appliquées et à la température à la fois. Il est à
mentionner qu’à chaque fois la matrice est introduite dans un four en boîte, placé à côté de la presse,
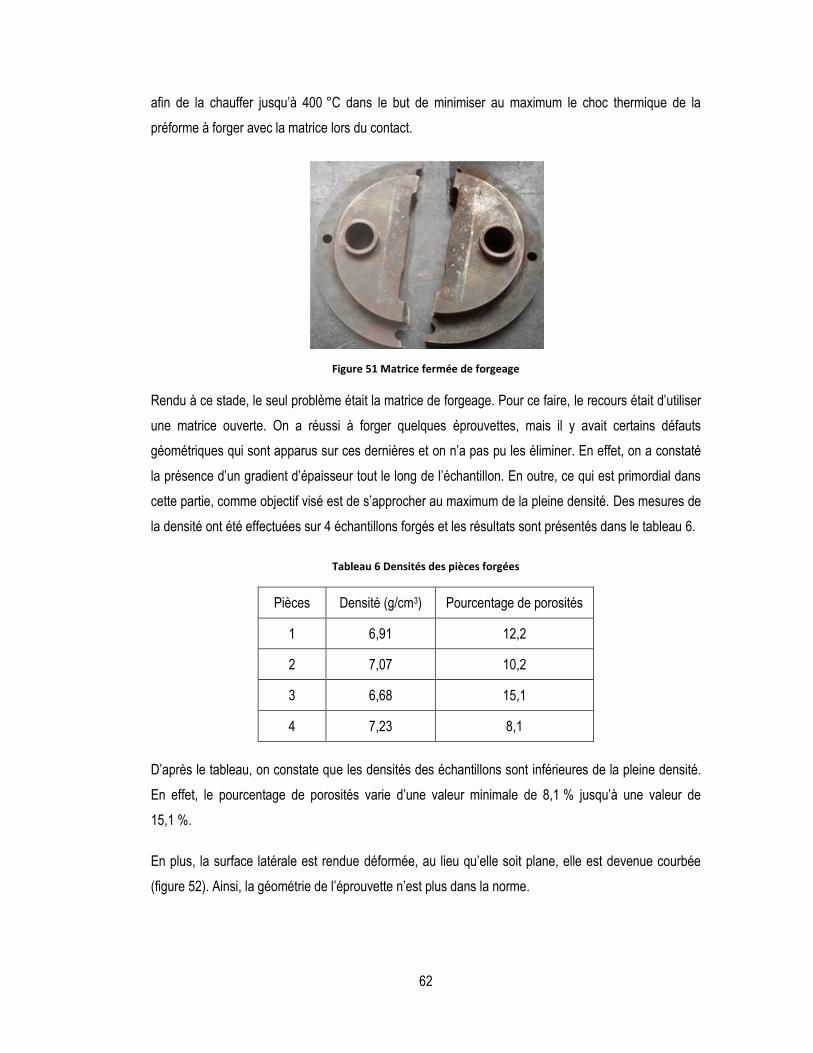
62
afin de la chauffer jusqu’à 400 °C dans le but de minimiser au maximum le choc thermique de la
préforme à forger avec la matrice lors du contact.
Figure 51 Matrice fermée de forgeage
Rendu à ce stade, le seul problème était la matrice de forgeage. Pour ce faire, le recours était d’utiliser
une matrice ouverte. On a réussi à forger quelques éprouvettes, mais il y avait certains défauts
géométriques qui sont apparus sur ces dernières et on n’a pas pu les éliminer. En effet, on a constaté
la présence d’un gradient d’épaisseur tout le long de l’échantillon. En outre, ce qui est primordial dans
cette partie, comme objectif visé est de s’approcher au maximum de la pleine densité. Des mesures de
la densité ont été effectuées sur 4 échantillons forgés et les résultats sont présentés dans le tableau 6.
Tableau 6 Densités des pièces forgées
Pièces Densité (g/cm3) Pourcentage de porosités
1 6,91 12,2
2 7,07 10,2
3 6,68 15,1
4 7,23 8,1
D’après le tableau, on constate que les densités des échantillons sont inférieures de la pleine densité.
En effet, le pourcentage de porosités varie d’une valeur minimale de 8,1 % jusqu’à une valeur de
15,1 %.
En plus, la surface latérale est rendue déformée, au lieu qu’elle soit plane, elle est devenue courbée
(figure 52). Ainsi, la géométrie de l’éprouvette n’est plus dans la norme.
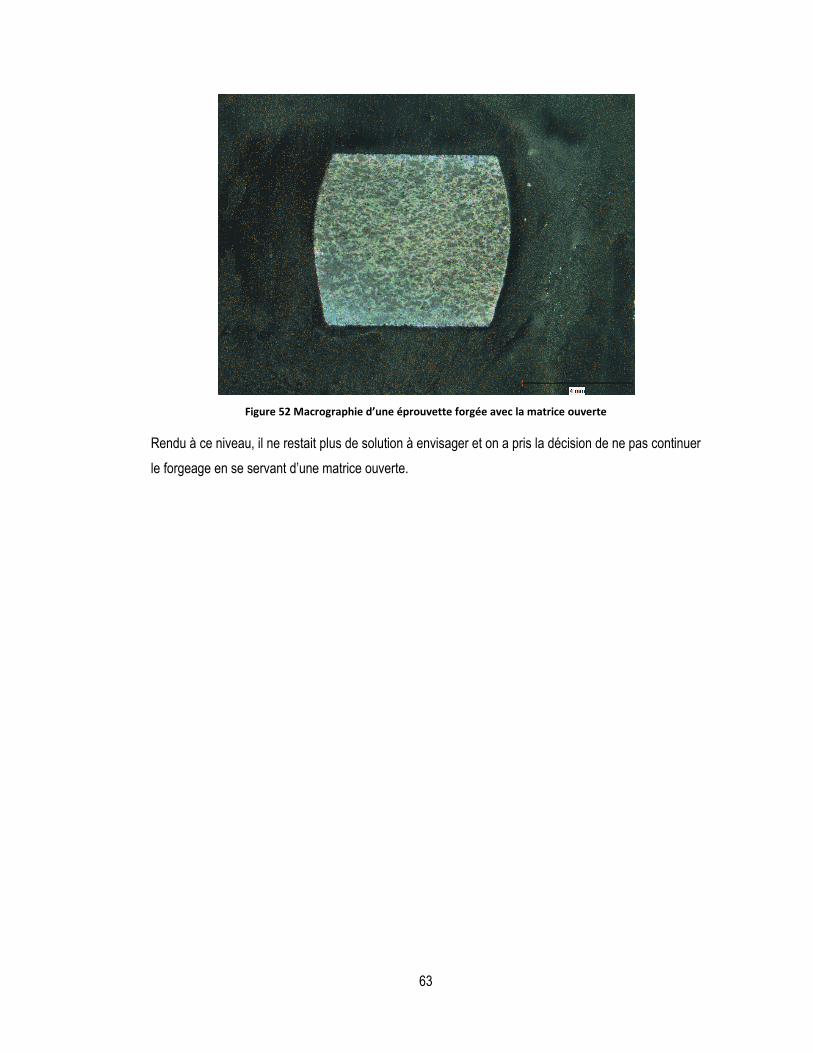
63
Figure 52 Macrographie d’une éprouvette forgée avec la matrice ouverte
Rendu à ce niveau, il ne restait plus de solution à envisager et on a pris la décision de ne pas continuer
le forgeage en se servant d’une matrice ouverte.
64
Chapitre 5 : Conclusion générale
Pour passer à l’étape de mise en œuvre des préformes, il nous était indispensable de déterminer la
température optimale du forgeage, qui est un paramètre crucial dans cette opération, tout en gardant
une fine taille de grains. Par ailleurs, il a été démontré dans la littérature reliée aux aciers corroyés
l’influence directe de la taille des grains sur les propriétés mécaniques spécifiquement la résistance en
fatigue des pièces forgées à chaud.
Le travail effectué dans cette étude vise à mettre en place une stratégie fiable de développement de
pièces forgées par métallurgie des poudres. La série des traitements thermiques nous a permis de
dégager l’incidence de la température sur la taille des grains des deux alliages analysés. Pour cela, on
a adaptée une nouvelle méthode, inspirée de celle utilisée dans le cas des aciers corroyés, dans but de
nous permettre de mesurer la taille des grains des pièces à la fin de chaque traitement.
Ainsi, les principales conclusions de nos travaux peuvent être résumées comme suit :
Nous avons été en mesure de produire par atomisation à l’eau une poudre d’acier
expérimentale pré-alliée au vanadium et au niobium où ces éléments se trouvant en solution
solide, c’est-à-dire qu’ils n’étaient pas oxydés. À notre connaissance, c’est la première fois
que cette stratégie est utilisée dans la fabrication de poudres métalliques d’acier MP.
Nous avons montré, dans un contexte de métallurgie des poudres, le rôle des précipités de
vanadium et de niobium sur le contrôle de la taille des grains par effet d’ancrage. En effet, ces
particules de deuxième phase inhibent la migration des joints de grains.
Nos travaux ont montré que lorsque la température d’austénisation est comprise entre 900 °C
et 1000 °C, les carbures de vanadium sont stables et l’évolution de la taille des grains dans
cet intervalle est presque négligeable.
Au-delà de 1000 °C, ces précipités se dissolvent. Par contre, les précipités de niobium
demeurent présents dans la matrice et continuent à s’opposer à la croissance des grains
jusqu’à une température de 1250 °C.
Une analyse comparative avec un acier témoin ne contenant pas de vanadium et de niobium
pré-alliés a montré que la taille des grains subit une croissance plus importante que celle de
l’alliage 1 pour toutes les températures d’austénisations.

65
La résistance en traction et la dureté augmentent avec une augmentation de la température
d’austénitisation et donc la taille des grains. De 900 °C à 1250 °C, on note une diminution de
la résistance à la rupture de la dureté apparente. Pour l’alliage 1, elle baisse de 381 MPa et
de 76,6 HRB d’environ 70 MPa et 20 HRB tandis que pour l’alliage 2 la diminution est plus
importante et elle décroît de 361 MPa et 73,7 HRB d’à peu près 85 MPa et 25 HRB,
respectivement. Suite à ces résultats, il a été démontré que le vanadium et le niobium
possèdent un rôle prépondérant dans l’alliage 1 puisque la présence de ceux-ci était assez
bénéfique sur l’ensemble des propriétés mécaniques du matériau.
Malgré les plusieurs tentatives et astuces pratiquées, il ne nous a pas été possible de forger
des pièces afin de mettre en évidence la présence des précipités formés dans cette poudre
expérimentale sur la taille des grains et les propriétés mécaniques finales de pièces fortement
densifiées par forgeage à chaud.

66
Références bibliographiques
[1] C. Bathias and A. Pineau, Fatigue des matériaux et structures 1. Paris: Mécanique et
Ingénierie des matériaux, 2008, vol. 1.
[2] G. Béranger, G. Henry, and G. Sanz, Le livre de l'acier. Paris: Editeurs Scientifiques,
1994.
[3] J.-P. Baïlon and J.-M. Dorlot, Des matériaux. Montréal: Presses internationales
polytechnique, 2000.
[4] F. Bernier, "Étude des propriétés mécaniques statiques et dynamiques de pièces d'acier
élaborées par métallurgie des poudres," Thèse de doctorat, 2009.
[5] J. Campbell-Trembley, Caractérisation du comportement en fatiguede pièces à usinage
amélioré fabriquées par métallurgie des poudres. Québec, 2007.
[6] C. Bathias and J. P. Baïlon, La fatigue des matériaux et des structures. Montréal: Les
presses de l'université de Montréal, 1980.
[7] F. C. Campbell, Fatigue and fracture-Understanding the basics. Materials Park, Ohio:
ASM International, 2012.
[8] G. Hénaff and F. Morel, Fatigue des structures. Paris: ellipses, 2005.
[9] A. I. H. Committee, "Fatigue and fracture," ASM Handbook Metals Handbook, vol. 19,
2004.
[10] F. V. Lene, Physical Metallurgy Fondamentals, ASM International. 1989.
[11] J. LU, "Fatigue des alliages ferreux," Techniques de l'ingénieur, 2002.
[12] A. Brand, J. F. Flavenot, R. Grégoire, C. Tournier, and C. S. R. Sechaud, Données
technologiques sur la fatigue. France: Centre technique des industries mécaniques,
1989.
[13] V. Kerlins and A. Philips, Modes of fractures. USA: ASM International, 2002, vol. 12 :
Fractography.
[14] I. Lakhtine, Métallographie et traitements thermiques des métaux. Moscou: Editions
MIR, 1977.
[15] H. Muriel, "Influence d’éléments d’addition sur les transformations de la martensite
revenue dans les aciers faiblement alliés," Ecole Nationale Supérieure Des Mines Thèse
de doctorat 00541049, 2010.
[16] A. Boudiaf, "Relation microstructure - comportement macroscopique dans les aciers :
Effet de la taille de grain austénitique sur la plasticité de transformation," Ecole
Militaire Polytechnique et Institut National des Sciences Appliquées de Rouen Thèse de
doctorat, 2011.
[17] A. D. SY and J. VIDTS, Traité de Métallurgie structurale théorique et appliquée, D.
N.I.C.I, Ed. Gand, Paris, 1968.
[18] S. Maropoulos, S. Karagiannis, and N. Ridley, "Factors affecting prior austenite grain
size in low alloy steel," Journal of Materials Science, vol. 42, pp. 1309-1320, 2006.
[19] D. V. Shtansky, K. Nakai, and I. Ohmori, "Pearlite to austenite transformation in an Fe-
2.6Cr-1C alloy," vol. 47, no. 9, pp. 2619-2632, 1999.
[20] R. G. Baker and J. Nutting, "The tempering of a Cr-Mo-V-W and a Mo-V steel," 1959.
[21] T. Gladman, The physical metallurgy of microalloyed steels. Eastbourne: The institute
of materials, 1997.
[22] O. M., Z. W., and G. A., "Continuous cooling diagram of new-developed high strength
67
steel microalloyed with Nb, Ti, V and B," 2012.
[23] E. Boucard, "Étude de l’influence de l’état métallurgique de l’austénite sur la
microstructure de transformation de phase dans les aciers bas carbone," Université de
Lorraine Thèse de doctorat, 2014.
[24] M. GRUMBACH, "Aciers microalliés," vol. base documentaire : TIB349DUO., no. ref.
article : m4525, 2000.
[25] Y. S. Ko, J. W. Park, H. Park, J. D. Lim, and D. K. Matlock, "Application of High
Strength Microalloyed Steel in a New Automotive Crankshaft," 2006.
[26] D. K. Matlock and J. G. Speer, "Microalloying concepts and application in long
products," vol. 25, no. 9, 2009.
[27] Z. AKSOY, Z. ÖZDEMİR, and T. ÖZDEMİR, "A metallographic examination of
fracture splitting C70S6 steel used in connecting rods," 2012.
[28] C. Schade, T. Murphy, A. Lawley, and R. Doherty, "Microstructure and mechanical
properties of microalloyed PM steels," vol. 7, pp. 19-30, 2011.
[29] G. R. Speich, L. J. Cuddy, C. R. Gordon, and A. J. DeArdo, Proceedings of Phase
Transformations in Ferrous Alloys. Philadelphia, USA: TMS-AIME, 1984.
[30] T. Gladman, Physical metallurgy of microalloyed medium carbon engineering steels.
Iron steel making, 1989, vol. 16.
[31] S. Yamasaki, "Modelling precipitation of carbides in martensitic steels," Université de
Cambridge Thèse de doctorat, 2004.
[32] S. Maropoulos, S. Karagiannis, and N. Ridley, "Structural variation in heat treated low
alloy steels forging," vol. 380, 2004.
[33] M. HANTCHERLI, "Influence d’éléments d’addition sur les transformations de la
martensite revenue dans les aciers faiblement alliés," Ecole Nationale Supérieure des
Mines Saint-Étienne Thèse de doctorat, 2010.
[34] C. G. Wojcik, "Processing, Properties and Applications of High-Temperature Niobium
Alloys," Materials Research Symposium Proceedings, vol. 322, pp. 519-530, 1994.
[35] F. Heisterkamp and H. Stuart, "The Technology of Microalloying in Pipeline and
Automotive Steels," pp. 485-492, September 25-28, 1995.
[36] S. G. Jansto, "Current Niobium Developments in High Carbon Steel Applications," in ,
Columbus, Ohio, 2011, pp. 642-653.
[37] K. Wang, "A study of HSLA steels microalloyed with vanadium and titanium during
simulated controlled rolling cycles," Thèse de doctorat, 2003.
[38] C. Schade, T. Murphy, A. Lawley, and R. Doherty, "PROCESSING AND
PROPERTIES OF A DUAL PHASE PM STEEL," vol. 7, pp. 50-63, 2010.
[39] R. M. German, Powder Metallurgy Science second edition. Princeton, New Jersey:
MPIF, 1994.
[40] N. Chawla, D. Babic, J. J. Williams, and S. Polasik, "Effect of Copper and Nickel
Alloying Additions on the Tensile and Fatigue Behavior of Sintered Steels," vol. Part 5,
pp. 104-112, 2002.
[41] Deschamps A, Militzer M, and Poole WJ, "Precipitation Kinetics and Strengthening
of a Fe–0.8wt% Cu Alloy," vol. 41, no. 2, pp. 196-205, 2001.
[42] N. Sarafianos, "An analytical method of calculating variable diffusion coefficients,"
Journal of Materials Science, vol. 21, pp. 2283-2288, 1986.
[43] K. T. a. M. O. E. Ilia, "Impact of copper and carbon on mechanical properties of iron-
carbon-copper alloys for powder metal forging applications," Advances in Powder

68
Metallurgy & Particulate Materials, vol. 10, pp. 98-110, 2004.
[44] S. K. Ghosha, A. Haldarb, and P. P. Chattopadhyaya, "Effect of ageing on the
mechanical properties of directly quenched copper bearing microalloyed steels," no.
119, pp. 436-441, 2010.
[45] J. R. Davis, "Carbon and Alloy Steels," 2005.
[46] R. D. Doherty, et al., "Current issues in recrystallization: a review," vol. 238, pp. 219-
274, 1997.
[47] R. A. P. Djaic and J. J. Jonas, "J. Iron Steel inst.," vol. 210, pp. 256-261, 1972.
[48] A. J. DeArdo, "Fundamental Aspects of the Physical Metallurgy of Thermomechanical
Processing of Steel," in THERMEC-88: International Conference on Physical
Metallurgy of Thermomechanical Processing of Steels and Other Metals, Tokyo, Japan,
1988, pp. 20-29.
[49] C. Poletti, J. Six, M. Hochegger, H. P. Degischer, and S. Ilie, "Hot Deformation
Behaviour of Low Alloy Steel," steel research international, vol. 82, no. 6, p. 710–718,
2011.
[50] A. Darsouni, B. Bouzabata, and F. Montheillet, Hot Ductility of a Microalloyed Steel in
the Intermediate Temperature Range. Saint Etienne, France: Journal de phisique III,
1995, vol. 5.
[51] L. Bäcke, "Modeling the Microstructural Evolution during Hot Deformation of
Microalloyed Steels," Royal Institute of Technology School of Industrial Engineering
and Management Thèse de doctorat, 2009.
[52] J. Hirsh and K. L. E. Nes, "Rolling and recrystallization textures in directionally
solidified aluminium," Acta Metallurgica, vol. 35, no. 2, pp. 427-438, 1987.
[53] H. A. Kuhn and B. L. Ferguson, Powder forging. Princeton, New Jersey: Metal Powder
Industries Federation, 1990.
[54] J. P. Cook, "The Effect of Sintering Temperature and Flow on the Properties of Ni-Mo
Steel Hot P/M Formed Material," 1974.
[55] R. Duggirala and R. Shivpuri, "Effects of Processing Parameters in P/M Steel Forging
on Part Properties: A review Part I," vol. 1, no. 4, pp. 495-504, 1992.
[56] G. Bockstiegel and C. A. Blande, "The Influence of Slag inclusions and Pores on
Impact Strength and Fatigue Strength of Powder Forged Iron and Steel Strength of
Powder Forged Iron and Steel",," vol. 8, no. 4, pp. 155-160, 1976.
[57] W. J. Huppmann, "Sintering to High Density," vol. 21, pp. 183-191, 1985.
[58] J. M. Capus, "PM Tec 2004 – is North American PM back on track?," vol. 47, no. 3, pp.
226-228, 2004.
[59] J. R. Dale, "Connecting Rod Evaluation," January 2005.
[60] V. Y. Dorofeev and Y. G. Dorofeev, "POWDER FORGING: TODAY AND
TOMORROW," Powder Metallurgy and Metal Ceramics , vol. 52, pp. 386-392, 2013.
[61] H. K. D. Hansraj and R. W. Kerr, "Steels : microstructure and properties," vol. 10, pp.
209-234, 2006.
[62] A. Badawy, "Survey and Recommandations on the Selection of Optimum Powder
Forging Temperature," J. Materials Shaping Technology, vol. 6, no. 1, pp. 31-40, 1988.
[63] T. G. Grady, "High Density Powder Metallurgy Design Concepts for Powder Forging,"
J. Materials Shaping Technology, vol. 7, no. 2, pp. 105-111, 1989.
[64] L. Larason, M. Stromgren, and K. Svartstrom, "Effects of Porosity and Matrix on the
Hardness of Powder Forged Steel," 1984.

69
[65] R. M. German, Powder metallurgy and particulate materials processing : the
processes, materials, products, properties and applications. Princeton, N.J: Metal
Powder Industries Federation, 2005.
[66] K. Imahashi, C. Tsumuki, and I. Nagare, "Development of powder-forged connecting
rods," 1984.
[67] F. Hanejko, "P/M Hot Forming, Fundamentals and Properties," vol. 33, pp. 16-17,
1977.
[68] H. A. Kuhn, B. L. Ferguson, and A. Lawly, "Fatigue of Iron-Base P/M Forgings," vol.
9, pp. 51-76, 1977.
[69] G. T. Brown and J. Steed, THE FATIGUE PERFORMANCE OF SOME CONNECTING
RODS MADE BY POWDER FORGING. Powder Metallurgy, 1973, vol. 16.
[70] R. M. S. a. R. Pathak, "Sinta-Forge: AN Efficient Production Process for High Fatigue
Stress Components," in , Philadelphia , 1978.
[71] G. Sjoberg and H. F. Fishmeister, "Rewelding of Transcient Cracks in Powder
Forging," vol. 24, pp. 18-24, 1981.
[72] M. Solanki, "Effect of Residual Porosity on Fatigue Behavior of Forged Steel Powder,"
University of Pittsburgh Mémoire de maîtrise, 1980.
[73] M. Stromgren and M. Lochon, "Development and Fatigue testing of a Pwder Forged
Pinion Gear for a Passenger Car Gear Box," vol. 40, pp. 67-76, 1985.
[74] G. Bockstiegel and M. Stromgren, "Hoeganaes Automatic PM Forging System,
Concept and Application," 1979.
[75] B. Tougas, "Contributions à l'amélioration de l'usinabilité des pièces fabriquées par
métallurgie des poudres à l'aide de particules de deuxième phase," Université Laval
Mémoire de maîtrise, 2008.
[76] R. T. M. Powders. qmp-powders. [Online]. HYPERLINK "http://qmp-
powders.com/fr/product-applications/components/unalloyed/" http://qmp-
powders.com/fr/product-applications/components/unalloyed/
[77] MPIF, "Method for Determination of Sieve Analysis of Metal Powders," 1998.
[78] MPIF, "Method for Determination of Flow Rate of Free-Flowing Metal Powders Using
the Hall Apparatus Standard 03," 1998.
[79] MPIF, "Method for Determination of Apparent Density of Free-Flowing Metal Powders
Using The Hall Apparatus Standard 04," 1998.
[80] MPIF, "Method for Determination of Density of Compacted or Sintered Powder
Metallurgy Products," 1997.
[81] MPIF, "Method for Determination of Compressibility of Metal Powders," 1994.
[82] MPIF, "Method for Preparing and Evaluating Tensile Specimens of Powder Metallurgy
Materials," 1993.
[83] N. Sarafianos, "An analytical method of calculating variable diffusion coefficients," vol.
21, pp. 2283-2288, 1986.

70
Annexe A
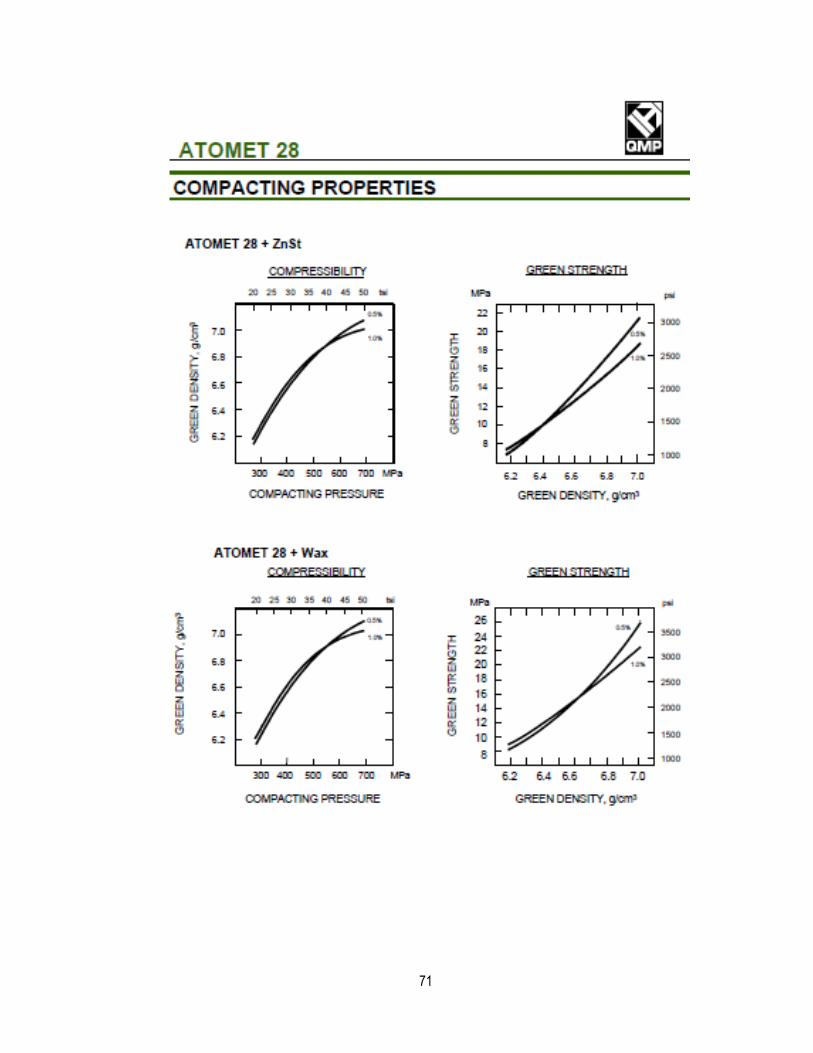
71