metallurgie-soudage
TRANSCRIPT

1
SOUDABILITEClaude PHILIP
ENSAM (CER de Bordeaux)
Objectifs du cours :
La notion de soudabilité est difficile à définir, car elle fait appel à de nombreux paramètres. On a trop souvent tendance à ramener la soudabilité à une étude du matériau. En fait, la soudabilité est l'interaction de trois facteurs :
le matériau,le procédé de soudage,la construction.
En effet, un matériau n'aura pas le même comportement suivant qu'on le soude à l'arc électrique ou au faisceau d'électrons. De même, les conditions d'utilisation de la construction introduiront des contraintes sur la qualité exigée et donc sur celle de l'étude du comportement du matériau.
Le but de ce cours est de :préciser la notion de soudabilité,décliner les différents aspects du soudage (thermiques, thermo-mécaniques, métallurgiques),introduire les grandes lignes du comportement des aciers faiblement alliés lors du soudage.
Prérequis :
Notion de métallurgieNotion de soudage
Version :
16/08/07
Soudabilité Claude PHILIP - ENSAM

2
SOMMAIRE
Notions de soudabilité p. 3Introduction p. 3Principaux facteurs de la soudabilité p. 5
Aspects thermiques du soudage p. 9Approche globale p. 9Objectifs de l'analyse thermique du soudage p. 11Cycles thermiques p. 16
Aspects thermomécaniques du soudage p. 25Génèses des contraintes et des déformations p. 25Déformations au cours du soudage p. 29contraintes dans les assemblages soudés p. 37
Aspects physico-chimiques du soudage P. 44Formation du bain de fusion p. 44Elaboration du bain de fusion p. 50
Aspects métallurgiques du soudage P. 57Introduction p. 57Transformations au chauffage p. 58Transformations au refroidissement p. 59Particularités liées au soudage p. 60Dureté sous cordon p. 62
Endommagement des soudures P. 65Fissures p. 65Arrachement lamellaire p. 66Fissuration à froid p. 70
Lexique P. 82
Bibliographie P. 84
Soudabilité Claude PHILIP - ENSAM

3
1 NOTION DE SOUDABILITE
1.1 Introduction
1.1.1 Définition de la soudabilitéIl n'existe pas de définition unique. Toutefois la définition suivante semble la plus générale.La soudabilité est la propriété d'un matériau qui permet, lorsqu'on emploie un procédé de soudage donné pour un but donné, d'obtenir un joint continu en appliquant un mode opératoire convenable. La soudure ainsi obtenue doit satisfaire aux exigences imposées, quand aux propriétés locales de la soudure, et à leur influence sur la construction, dont la soudure fait partie.Cette définition appelle les commentaires suivants :
Nécessité de prendre en compte les diverses composantes du soudage (Figure 1) :
matériau,procédé de soudage,construction.
Nécessité de définir la soudabilité en fonction des propriétés visées :problème de résistance, de ténacité, problème de corrosion,...
Nécessité de définir un degré de soudabilité en fonction des exigences imposées pour la construction.
On envisage parfois la soudabilité sous les aspects suivants :la soudabilité métallurgique, liée plus particulièrement au comportement du matériau,la soudabilité opératoire qui s'attache à définir la facilités d'application d'un procédé de soudage sur un matériau,la soudabilité globale qui concerne le comportement du matériau au niveau de la construction.
Ces différents aspects sont en fait bien difficiles à dissocier.
1.1.2 Divers aspects du soudageL'étude de la soudabilité doit prendre en compte les divers aspects du soudage, a savoir :
l'aspect thermique, par une définition :des répartitions thermiques dans les assemblages,des cycles thermiques.
l'aspect chimique, en tenant compte :des pertes d'éléments,des dissolution de gaz,du phénomène de dilution.
l'aspect thermo-mécanique, par une prédiction :des déformations,des contraintes.
Soudabilité Claude PHILIP - ENSAM

4
l'aspect constructif, afin de prendre en compte :les caractéristiques géométriques et mécaniques de la construction,les sollicitations de service.
Composantes du soudageFIGURE 1
1.1.3 Opérations de base du soudageLa soudure présente deux caractéristiques essentielles :
la fusion à laquelle participe les bords à souder et le métal d'apport,la localisation de la fusion qui entraîne une hétérogénéité thermique
Soudabilité Claude PHILIP - ENSAM

5
La fusion nous conduit à envisager la soudure les divers aspects suivants :
Opération de fonderieEn effet, pour les procédés avec fusion, le soudage entraîne :
une fusion avec participation ou non d'un métal d'apport (formation du bain de fusion),une solidification du bain de fusion avec formation de structures particulières (Epitaxie, ségrégations,..) et de défauts (Porosités, retassures).
Les différences avec une opération de fonderie classique sont :la fusion est localisée,les parois du moule sont constituées par la pièce elle-même et elles sont évolutives,la fusion peut se réaliser, dans certains cas de proche en proche,il y a dans le cas du soudage multipasses, une refusion partielle.
Opération métallurgiqueLa fusion des pièces à assembler entraîne une opération métallurgique comprenant selon les cas :
l'élaboration d'un nouvel alliage, par dilution entre métal d'apport et métal de base,des réactions avec l'environnement (oxydation,..),des réactions chimiques internes.
Ici aussi il faut noter les particularités suivantes :l'élaboration se fait de proche en proche,l'élaboration se fait souvent dans des conditions hors d'équilibre à cause de la rapidité du cycle thermique.
Opération de traitement thermiqueLes parois limitant la zone fondue, ainsi que les zone adjacentes sont soumises à un cycle thermique provoquant :
des changements de structures au chauffage (austénitisation, recristallisation, mise en solution,...),des changements de structures au refroidissement (trempe , précipitation,...).
Là encore, il faut tenir compte :de la rapidité du cycle thermique,de la localisation du traitement.
Opération de traitement mécaniqueLe matériau peut subir :
une déformation plastique par une action thermique interne (dilatation) ou mécanique externe (action de la pression des électrodes en soudage par point par exemple),un écrouissage.
1.2 Principaux facteurs de la soudabilité
Comme déjà mentionné la soudabilité dépend non seulement du ou des matériaux, mais également le procédé de soudage avec son mode opératoire et la construction. Le tableau 1 présente un résumé des facteurs et conditions à prendre en compte.
Soudabilité Claude PHILIP - ENSAM

6
Facteurs de la soudabilitéTABLEAU 1
A ces facteurs il y a lieu d'intégrer le facteur humain, à savoir la formation (ou qualification) et la responsabilisation des opérateurs de soudage.
1.2.1 Métal de baseLa composition du métal de base et la teneur en impuretés ont une influence capitale sur le comportement du matériau. L'ingénieur doit analysé l'influence de chaque élément sur le soudage, comme par exemple dans le tableau 2 pour un acier au C-Mn.Un certain nombre d'outils (formules paramétriques, abaques,..) permettent de prendre en compte l'influence de la composition chimique, citons à titre d'exemple :
le carbone équivalent,la dureté sous cordon,paramètre de fissuration à froid,les courbes de fissuration,sensibilité à l'arrachement lamellaire,sensibilité à la fissuration à chaud,...
Soudabilité Claude PHILIP - ENSAM

7
Influence de la composition chimiqueTABLEAU 2
1.2.2 Métal d'apportLe métal d'apport (Composition chimique, impuretés) entre dans la composition chimique de la zone fondue (Figure 2) et contribue donc largement aux caractéristiques de celle-ci. Le choix d'un métal d'apport doit donc se faire en fonction :
du métal de base,des propriétés recherchées mécaniques, chimiques,.. (Choix d'un métal d'apport ayant au moins les mêmes propriétés),du degré de soudabilité de l'acier de base (Choix d'un soudage hétérogène dans le cas des fontes),du taux de dilution entre métal d'apport et métal de base.
1.2.3 Procédés de soudage et modes opératoiresLa soudabilité d'un matériau dépend du procédé de soudage et du mode opératoire choisi.Les principaux facteurs du procédés ayant une influence sur la soudabilité sont :
le type de source (Action thermique, mécanique,...)l'énergie de soudage apportée (Influence sur la vitesse de refroidissement),le coefficient de concentration,le type, la nature, le débit et la qualité de la protection.
Au niveau du mode opératoire les principaux facteur sont :la préparation des joints,la position de soudage,les traitements thermiques pré et post opératoires,les parachèvements entre passes ou en fin de soudage (Nettoyage, martelage,...).
Soudabilité Claude PHILIP - ENSAM

8
Elaboration du métal fonduFigure 2
Soudabilité Claude PHILIP - ENSAM

9
2 ASPECTS THERMIQUES DU SOUDAGE
2.1 Approche globale
L'étude thermique du soudage est basée sur l'analyse de l'écoulement de la chaleur dans les pièces à partir d'une source d'énergie.De nombreuses expressions mathématiques sont proposées pour la répartition thermique en régime transitoire ou stationnaire. Ces expressions sont établies par la résolution de l'équation aux dérivées partielles de la conduction de la chaleur dans les solides.
dT c qi ) grad .(k dtTdiv ρ=+
avec :k conductivité thermiqueqi source interneρ densité du solidec chaleur spécifique
Les solutions proposées dépendent de la méthode de résolution (analytique ou numérique) et des hypothèses émises sur les domaines suivants :
le flux thermique dans les pièces (bi ou tridimensionnel)la source de chaleur (ponctuelle, gaussienne,..)les propriétés du matériau (fonction ou non de la température)les pertes à la limite du domaine (convection, rayonnement).le degré de couplage avec les autres phénomènes (électromagnétisme, métallurgie, mécanique).
Devant la complexité de cette analyse l'ingénieur se pose les questions suivantes :
Comment prendre en compte de la fusion?La plupart des études menées ne sont basées que sur la conduction dans les solides, incluant des pertes surfaciques (Convection libre et radiation). Il est évident que ces études ne peuvent servir que pour la prédiction des répartitions thermiques hors de la ZF, prédiction bien souvent suffisante.Mais, dès lors que l'on veut obtenir des renseignements sur le bain de fusion, il faut tenir compte :
des échanges thermiques dans le métal liquide (Convection forcée),des changements de phase (liquide-solide).
Cette démarche complique l'analyse, augmente les temps de calcul et n'est pas indispensable pour une analyse hors du ZF
Quel est le régime thermique?Lors du soudage on peut avoir à considérer les deux cas suivants :
Régime transitoireLa répartition thermique dans l'assemblage est alors fonction du temps de soudage.
T = f(x,y,z,t)
C'est le régime, par exemple, des périodes d'amorçage du soudage à l'arc ou encore du soudage électrique par point
Soudabilité Claude PHILIP - ENSAM

10
Régime quasi-stationnaire Dans le cas du soudage de proche en proche, il existe une période durant laquelle la répartition thermique est considérée dans le même système d'axes, ne dépend plus du temps. Cette étape est dite "quasi-stationnaire", c'est à dire stationnaire dans le système d'axes mobile.
T = f(x,y,z)
Quels phénomènes prendre en compte?La complexité d'une étude thermique du soudage provient des nombreux couplage (Figure 3) avec les autres phénomènes, à savoir les phénomènes métallurgiques et mécaniques.
CouplageFIGURE 3
Quel est le modèle de la source?La modélisation de la source énergétique est évidement un point important de l'analyse. Il convient de déterminer les points suivants :
Localisation de la source: interne (point) externe (arc),Forme de la source: ponctuelle, linéaire, gaussienne,...Source mobile ou stationnaire,Données numériques: Energie nominale, rendement, tache efficace.
Il manque à l'heure actuelle des données fiables relatives aux sources énergétiques. Ceci oblige à un recalage par une mesure directe ou indirecte.
Soudabilité Claude PHILIP - ENSAM

11
Comment se comporte le matériau?Les propriétés thermiques du matériau sont fonctions de la température. Les calculs doivent évidement tenir compte de ce fait avec les inconvénients suivant :
Manque de données numériques précises sur les propriétés surtout à haute température (Les données sont souvent interpolées).Prise en compte des changements de phasesCaractérisation des propriétés du matériau à l'état liquide et surtout au niveau de la zone de liaison (Mélange liquide-solide).
2.2 Objectifs de l'analyse thermique du soudage
Les objectifs de l'analyse thermique du soudage peuvent être classés suivant les trois catégories suivantes :
Etude de la formation du bain de fusionPrévision des cycles thermiques dans la ZATEtude thermomécanique des assemblages soudés
Selon l'objectif que se fixe l'ingénieur, la modélisation du système (Source, matériau, assemblage,...) et les méthodes de résolutions (Analytique, numérique, expérimentale) seront différentes.
2.2.1 Etude du bain de fusionLe buts d'une telle étude peuvent être la prévision :
de la morphologie du bain,des phénomènes physico-chimiques dans le métal liquide,des transformations de structures lors du refroidissement.
Le bain de fusion est le siège de phénomènes complexes :Transfert thermiqueTransfert électriqueMouvement du métal liquide
Le bain de fusion est soumis a un ensemble de forces internes ou externes :GravitéPression de l'arcForces électromagnétiquesTension superficielle
Les principaux phénomènes ayant une action sur la répartition de la température dans les tôles et dans le bain sont les suivants :
Apport de chaleur par l'intermédiaire de l'arc.Echauffement interne par effet Joule.Transfert interne de chaleur par convection forcée (dans le bain) et par conduction (dans le métal solide).Pertes par convection et rayonnement en surface des pièces.Chaleur latente à l'interface liquide-solide.
La mise en équations des phénomènes précédents, puis leurs résolutions se heurtent à plusieurs difficultés :
Méconnaissance de valeurs numériques de certaines données comme le rendement de l'arc et ou coefficient de concentration de la distribution thermique.Difficultés pour prendre en compte certains paramètres, comme l'angle d'aff–tage des électrodes, le débit du gaz de protection,...Mise en équation délicate de certains phénomènes comme l'effet Marangoni.
Soudabilité Claude PHILIP - ENSAM

12
2.2.2 Prévision des cycles thermiques dans la ZATDans ce cas, l'étude thermique du soudage, abordée par le calcul poursuit deux objectifs :
Déterminer les répartitions thermiques, c'est à dire la carte des températures maximales (Figure 4) atteintes en fonction de l'espace T = f(x,y,z). on obtient alors la répartition thermique.
Répartition thermiqueFIGURE 4
Déterminer les régimes thermiques, c'est à dire donner en un point de la pièce soudée le cycle thermique (Figure 5) : c'est à dire la variation de température du point considéré en fonction du temps T = f(t). On déterminera en particulier :
la température maximale Tm atteinte,le temps de maintien t au-dessus d'une température critique Tc,la loi de refroidissement qui sera représentée par le temps de refroidissement entre deux températures, 800°C et 500°C par exemple.
Cycle thermiqueFIGURE 5
Soudabilité Claude PHILIP - ENSAM

13
Dans la pluparts des applications on peut se contenter d'une approche analytique avec des hypothèses simplifiées:
Propriétés physiques du matériaux constantesConditions adiabatiques (pas de pertes en surfaces)Pas de sources internes par effet Joule (sauf évidement pour le soudage par résistance)Source de chaleur ponctuelleEtat quasi-stationnairePas de transfert de métal
La figure 6 montre un exemple de résolution à partir de ces hypothèses.
Répartition thermique (Exemple)FIGURE 6
2.2.3 Etude thermomécanique des assemblages soudésDans ce cas, il est obligatoire de pouvoir tenir compte du couplage entre les différents phénomènes et seule une résolution numérique est alors envisageable.
2.2.3.1 Etat quasi-stationnaire
Dans le cas du soudage à l'arc d'une pièce aux dimensions finies, le processus de propagation de la chaleur comporte la succession de trois étapes distinctes :
Une étape de saturation calorifique, pendant laquelle la répartition thermique, considérée dans un système d'axes lié à la source de chaleur, peut s'exprimer par une fonction croissante du temps.Une étape durant laquelle la répartition thermique considérée dans le même système d'axes, ne dépend plus du temps. Cette étape est dite "quasi-stationnaire", c'est à dire stationnaire dans le système d'axes mobile.Une étape pendant laquelle les températures s'uniformisent dans les pièces. Cette étape est dite d'homogénéisation des températures.
On ne considère en général que la deuxième étape, ce qui revient à négliger les périodes d'amorçage et d'extinction des soudures.
Soudabilité Claude PHILIP - ENSAM

14
Cet état permet d'introduire la notion de solide thermique (Figure 7) représentant l'état des température autour de la source de soudage.
Les coupes par des plans parallèles au cordon donnent les cycles thermiques.Les coupes par des plans perpendiculaires au cordon donnent les répartitions thermiques.
Dans ces méthodes des hypothèses simplificatrices sont nécessaires afin de faciliter la résolution. En général, ces hypothèses concernent :
Le nombre de phases en présence. Souvent seule la résolution de la conduction est envisagée, ce qui revient à négliger la zone liquide.Les propriétés thermiques du matériau. Elles peuvent être supposées constantes ou présentées des lois de variation difficiles à obtenir surtout à haute température. La source de chaleur Q. Elle est supposée ponctuelle ou de forme gaussienne.
Solide thermiqueFIGURE 7
De nombreuses résolution ont été proposées par des méthodes analytiques ou numériques. Dans ce qui suit nous présentons un exemple de résolution tiré des étude de Rosenthal et Rykaline
2.2.3.2 Répartition thermique
Dans l'état quasi-stationnaire, la répartition de température à un point P(x,y,z) d'un corps semi-infini est donnée par l'expression (Figure 8) :
e r)/2av(x- rk 2q ),,( += πzyxT
oùq est l'énergie de la source de soudage (J/s)k est la conductivité thermique du matériau (J/cm.s.°C)a est la diffusivité thermique du matériau (cm2/s)v la vitesse de déplacement de la source de soudage (cm/s)r2 = x2 + y2 + z2
Soudabilité Claude PHILIP - ENSAM

15
Répartition thermique (Rykaline)FIGURE 8
De l'expression précédente on peut tirer les expressions de la répartition pour les tôles épaisses (Epaisseur infinie) et les tôles minces.
Tôles épaissesLa répartition de la température est obtenue par superposition des températures correspondantes à des corps semi-infinis. L'expression de cette répartition est donnée par :
∑ += e )/2arv(x-
n
n rk 2q ),,( πzyxT
où :rn
2 = x2 + y2 + (z - 2nδ)2
Tôles mincesDans ce cas, l'expression devient :
)( rk 2q ),,( 0
v.x/2a-e rKzyxT π=
où :K0 Fonction de Bessel d'ordre 0 de seconde espècer2 = x2 + y2
La figure 9 montre un exemple de résolution.
Soudabilité Claude PHILIP - ENSAM

16
Répartition thermique (Rykaline)FIGURE 9
2.3 Cycles thermiques de soudage
Le cycle thermique dans les assemblages soudées joue un rôle prépondérant dans les performances atteintes par cet assemblages. En effet il conditionne :
l'élaboration de la zone fondue,les modifications de structures dans la zone thermiquement affectée,l'apparition des déformations et des contraintes.
Il est donc important de maîtriser les composantes principales du soudage qui conduisent à un cycle thermique déterminé.
L'étude du cycle thermique peut se faire par :enregistrement in situ,analyse expérimentale,prévision analytique,calcul numérique.
2.3.1 IntroductionLes études relatives à la métallurgie du soudage montrent que les transformations subies au refroidissement par le métal de base dépendent de l'état initial de sa structure avant refroidissement et de la vitesse à laquelle ce refroidissement s'effectue. L'étude du cycle thermique est donc une nécessité.L'état initial de la structure du métal dépend de la température maximale atteinte au cours du soudage et de la durée de séjour au-dessus des différentes températures de transformations structurales (Ac3 pour les aciers).Pour caractériser la vitesse de refroidissement, on utilise la durée de refroidissement tr800-500
entre 800 et 500°c (Figure 10). Ce paramètre est souvent le seul caractérisant l'ensemble du cycle thermique. Nous nous limiterons dans ce qui suit à l'étude de ce dernier.
Soudabilité Claude PHILIP - ENSAM

17
Durée de refroidissementFIGURE 10
2.3.2 Paramètres du cycle thermiqueLes cycles thermiques dans les assemblages soudés sont provoquer :
pour le chauffage par un apport de chaleur à partir de la source de soudage. Il convient dans ce cas de distinguer les sources mobiles (soudage à l'arc) et les sources fixes (soudage par point). Dans ce qui suit nous consacrerons la majeure partie aux sources mobiles, amis il convient de noter que la démarche et l'analyse sont les mêmes pour les sources stationnaires.pour le refroidissement par une évacuation de la chaleur dégager au niveau de la source par :
conduction dans les pièces,convection et rayonnement à la surface des pièces.
Dans ce qui suit, il faut considérer les pièces comme les parties froides d'un système dont la partie chaude est la soudure. Pour un procédé de soudage donné, les paramètres exerçant une influence sur la durée de refroidissement sont (Figure 11) :
les propriétés thermiques du matériau,la température initiales des pièces,la massivité de la pièce,l'énergie de soudage.
Soudabilité Claude PHILIP - ENSAM

18
Facteurs du cycle thermiqueFIGURE 11
2.3.2.1 Influence de la massivité
La vitesse de refroidissement augmente bien évidement avec celle de l'épaisseur, cependant il faut intégrer d'autres facteurs comme le matériau et surtout la source de chaleur (Energie et concentration).On note l'existence d'une épaisseur critique ec au dessus de laquelle le temps de refroidissement se stabilise (Figure 12-a) :
Pour des épaisseurs inférieures à ec (Figure 12-b), l'écoulement thermique est bi-thermique, la répartition thermique et donc le temps de refroidissement tr800-500
dépendent de l'épaisseurPour des épaisseurs supérieures à ec, l'écoulement thermique est tri-thermique, la répartition thermique et donc le temps de refroidissement tr800-500 sont indépendants de l'épaisseur.
Comme signaler plus haut, la valeur de l'épaisseur critique ec dépend mais aussi de l'énergie de soudage. Une augmentation de l'énergie de soudage permet d'obtenir des pénétration plus importante et donc de considérer l'écoulement biaxial pour des épaisseur plus importante, d'où l'accroissement de ec (Figure 12-c).
Soudabilité Claude PHILIP - ENSAM

19
Influence de l'épaisseurFIGURE 12
2.3.2.2 Influence de la préparation
La géométrie de l'assemblage doit être également prise en compte. En effet tout les autres paramètres énergétiques et thermiques étant égaux l'écoulement thermique dans les pièces est influencée par ce paramètre. Ce phénomène peut être représenté par la notion d'indice de sévérité thermique ou de chemins de dispersion.
Par exemple (Figure 13-a) :pour un soudage à la surface d'une tôle, l'écoulement est bi-thermiqueun assemblage en angle de tôles de même épaisseur, l'écoulement est tri-thermique, avec un refroidissement plus rapide.
De même dans les assemblages bout à bout chanfreinés la forme du chanfrein et la valeur de l'angle, modifie l'écoulement thermique dans l'assemblage
Par exemple (Figure 13-b) :un chanfrein en V a tendance à freiner l'écoulement thermique, pas un effet de concentration en bout de chanfrein,un chanfrein en Y a l'effet inverse.
Influence de la préparationFIGURE 13
Soudabilité Claude PHILIP - ENSAM

20
Les travaux de Rykaline ont permis de proposer une méthode simplifiée basée sur l'introduction du concept d'énergie équivalente, définie par un coefficient d'équivalence Kf qui tient compte du type de joint.L'énergie équivalente Eeq est à partir de l'énergie efficace Eeff par :
Eeq = Eeff . Kf
Les joints soudés peuvent être classés en deux catégories :les joints bout à bout avec ou sans chanfreinles assemblages a recouvrement ou en angle
Le tableau 1 donne les valeurs du coefficient Kf.
eminemax
K
0 0,25 0,5 0,75 1
1 0,88 0,80 0,72 0,67
Soudage à plat K=1
eminemax
Facteur de forme KForme
45° 60° 75° 90°
Chanfrein en Y
Chanfrein en X
Chanfrein en V
0,57 0,60 0,63 0,67
1,33 1,50 1,72 2
10,850,750,67
Coefficients d'équivalence KfTABLEAU 3
2.3.2.3 Influence de la température initiale
La température initiale du métal de base joue un rôle important vis à vis du cycle thermique, ainsi que de la répartition thermique.
Une augmentation de la température initiale se traduit par une augmentation (Figure 14) :
de la température maximale atteinte,du temps de séjour à haute température,du temps de refroidissement,de la zone thermiquement affectée.
L'augmentation de la température initiale peut-être :provoquée dans le cas du préchauffage,inhérente au soudage dans le cas du soudage multipasses.
Une diminution de la température initiale se traduit par les effets inverses. D'où les précautions à prendre lors du soudage par temps froid (dégourdissage).
Soudabilité Claude PHILIP - ENSAM

21
Influence de la température initialeFIGURE 14
2.3.2.4 Influence du matériau
Les propriétés thermiques (Chaleur massique, conductivité thermique) du matériau ont une influence sur l'écoulement de la chaleur dans les pièces.
Un matériau présentant une conductivité thermique élevée entraîne :une fusion plus difficile à cause des pertes par conduction (Nécessité de préchauffe, cas du cuivre par exemple)une augmentation de la zone thermiquement affectée,une augmentation de la vitesse de refroidissement (les autre paramètres restant les mêmes).
Un matériau présentant une chaleur massique élevée entraîne la nécessité d'une puissance plus importante.
2.3.3 Détermination du temps de refroidissementLes expressions mathématiques proposées par la suite sont établies par une résolution analytique de l'équation aux dérivées partielles de la conduction de la chaleur dans les solides détaillée par ailleurs. Rappelons les hypothèses effectuées :
pièces finies,source de chaleur ponctuelle, pas de prise en compte de fa fusion,propriétés du matériau indépendantes de la température,domaine adiabatique,pas de couplage avec les autres phénomènes.
2.3.3.1 Expressions mathématiques
Pour le soudage à l'arc des aciers courants de construction l'expression de la durée de refroidissement peut se mettre sous les formes suivantes :
Tôles fortes épaisseurs
=− )T - (800
1 - )T - (500 1 k 2
1 E 0,24 088055
eq500800 cctr ρρπ
Soudabilité Claude PHILIP - ENSAM

22
Tôles minces
=− )T - (800
1 - )T - (500 1 k 4
1 eE 0,24
088055
2eq
500800 cctr ρρπ
avec :Eeq énergie équivalente en J/cme épaisseur de la pièce en cmk diffusivité thermique en cm2/sT0 température initiale des tôlesρ5 et ρ8 masse volumique à 500 et 800°C en kg/cm3
c5 et c8 chaleur massique à 500 et 800°C en cal/kg.°C
Pour les aciers :ρ5 c5 = 1,26 cal/cm3.°Cρ8 c8 = 1,26 cal/cm3.°Ck = 0.054 cm/s
Le choix entre tôles minces et tôles fortes se fait par comparaison de l'épaisseur avec une épaisseur critique ec.
Epaisseur critique
=− )T - (800
1 - )T - (500 1 k 2
1 E 0,24 088055
eq500800 cctr ρρπ
2.3.3.2 Abaque
La détermination de tr800-500 peut également se faire avec un abaque (Figure 15). La figure 16 montre un exemple d'utilisation de cet abaque.On étudie dans ce cas un assemblage en Té soudé dans les conditions suivantes:
Energie équivalente : 15KJ/cmTempérature de préchauffage : 200°c
Les flèches indiquent l'utilisation de l'abaque :Entrée de l'épaisseur et de l'énergieDécalage pour tenir compte de la température de préchauffageDétermination du tr
Apres interpolation entre deux courbes on obtient un tr de 13s.
Soudabilité Claude PHILIP - ENSAM

23
Abaque de refroidissementFIGURE 15
Exemple d'utilisation de l'abaque de refroidissementFIGURE 16
Soudabilité Claude PHILIP - ENSAM

24
2.3.3.3 Application au soudage multipasses
Dans ce cas, chaque passe superpose son cycle thermique à celui de la passe précédente, provoquant ainsi une évolution des structures et des propriétés résultantes.Pour un point situé dans la zone affectée par la première passe, on peut noter (figure 17) que :
la température maximale atteinte baisse,la vitesse de refroidissement diminue.
Il en résulte que le cycle le plus sévère est celui de la première passe.
Par ailleurs, chaque passe provoque une régénération structurale de métal fondu et du métal de base (pour les aciers possédant un point de transformation allotropique).
Pour un point situé dans la zone affectée par la dernière passe, on note que :le cycle le plus sévère est le dernier,ce cycle est moins sévère que celui du point situé près du premier cordon,il n'y a pas régénération de la structure.
Soudage multipassesFIGURE 17
Soudabilité Claude PHILIP - ENSAM

25
3 ASPECTS THERMO-MECANIQUES DU SOUDAGE
3.1 Genèse des contraintes et des déformations
Pour obtenir dans une pièce des déformations de retrait et des contraintes résiduelles trois conditions sont nécessaires. Il faut que :
le matériau de la pièce se déforme sous une sollicitation thermique,la répartition thermique soit non homogène,la pièce subisse une plastification.
Ces trois conditions nécessaires sont suffisantes pour obtenir des déformations de retrait tandis que pour provoquer des contraintes résiduelles il faut de plus que les déformations soit bloquées totalement ou partiellement.Le principe d'apparition des déformations et des contraintes lors du soudage est illustré par la figure 18, la soudure et une zone voisine étant remplacées par un barreau de longueur initiale l0.
Genèse des contraintes et des déformationsFIGURE 18
Trois cas sont considérés :
Cas N°1 Dilatation et retrait libresC'est le cas de référence
Cas N°2 Dilatation bloquée et retrait libre.Il permet d'expliquer les déformations
Cas N°3 Dilatation et retrait bloqués.Il permet d'expliquer les contraintes résiduelles
Les propriétés physiques et mécaniques des matériaux varient fortement avec la température. La figure 19 schématise la variation de la déformation élastique εe pour un acier doux (absence de transformation métallurgique). On a superposé à cette courbe celle de la déformation thermique εth.
Soudabilité Claude PHILIP - ENSAM

26
3.1.1 Cas N°1Les déformations thermiques εth sont libres longitudinales et supposées linéaires (Figure 20).
εth = λ.T
Déformation élastique et thermiqueFIGURE 19
Cas n°1FIGURE 20
Soudabilité Claude PHILIP - ENSAM
27
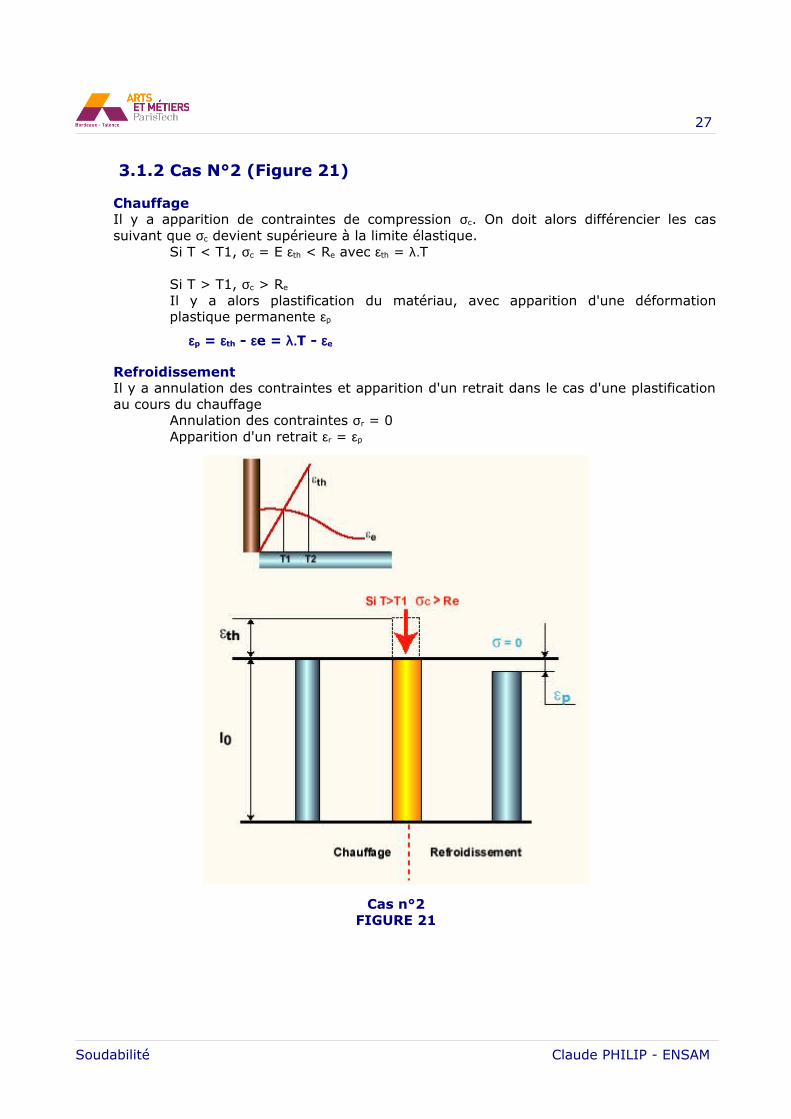
3.1.2 Cas N°2 (Figure 21)
ChauffageIl y a apparition de contraintes de compression σc. On doit alors différencier les cas suivant que σc devient supérieure à la limite élastique.
Si T < T1, σc = E εth < Re avec εth = λ.T
Si T > T1, σc > Re
Il y a alors plastification du matériau, avec apparition d'une déformation plastique permanente εp
εp = εth - εe = λ.T - εe
RefroidissementIl y a annulation des contraintes et apparition d'un retrait dans le cas d'une plastification au cours du chauffage
Annulation des contraintes σr = 0Apparition d'un retrait εr = εp
Cas n°2FIGURE 21
Soudabilité Claude PHILIP - ENSAM

28
3.1.3 Cas N°3 (Figure 22)
ChauffageMême phénomènes que pour le cas N°2
RefroidissementDans le cas d'une plastification au cours du chauffage, le retrait εr est alors empêché, ce qui se traduit par l'apparition de contraintes résiduelles σr de traction.Retrait empêché εr = 0Apparition de contraintes résiduelles σr de traction
Si T < T2, σr = E εp < Re avec εp = λ T - εe
Si T > T2, σr > Re
Cas n°3FIGURE 22
Soudabilité Claude PHILIP - ENSAM

29
3.2 Déformations au cours du soudage
3.2.1 Types de retraitDans les assemblages soudés, les conditions nécessaires et suffisantes pour obtenir des retraits et des contraintes résiduelles sont pratiquement toujours satisfaites.La figure 23 suivante montre les principaux types de retraits :
le retrait longitudinal rlle retrait transversal rtle retrait suivant l'épaisseur rele retrait angulaire rϕ qui est défini par la rotation relative des pièces.
Notons, aussi les effets du retrait sur :la courbure ρ, due à l'excentricité de la soudure.le serrage, dû au décalage du retrait transversal dans le temps et l'espace.
Figure 23Types de retraits
3.2.2 Facteurs importantsLes facteurs importants ayant une action sur les assemblages soudés sont classés en quatre catégories :
Facteurs métallurgiques (nature, propriétés du matériau,..)
Facteurs géométriques (Section et forme des joints, forme des chanfreins, épaisseur des pièces, longueur des joints,..)
Facteurs d'exécution (Nombre de passes, séquence de soudage, énergie de soudage, position de soudage, température des pièces,..)
Facteurs de bridage (Rigidité des pièces, montage de soudage,..)
3.2.2.1 Facteurs métallurgiques
Les propriétés thermiques du matériau influent sur les déformations, en particulier :Le coefficient de dilatation. Une valeur importante entraînera des déformations plus importantes à cause d'une localisation du chauffage et de retraits plus grands. Si les tôles sont bridées, le risque de criques est alors plus grand.La conductivité thermique. Une valeur faible entraînera une zone chauffée plus faible et une vitesse de refroidissement plus grande.
Soudabilité Claude PHILIP - ENSAM

30
3.2.2.2 Facteurs géométriques
La conception et la préparation du joint ont une grande importance sur les déformations. Les principaux facteurs en prendre en compte sont les suivants :
Sections et forme des jointsUne augmentation de la section du cordon (Figure 24) entraîne une augmentation des déformations.
Forme des chanfreinsLa figure 25 montre l'importance du chanfrein, et donc du volume de métal fondu sur les déformations.
Epaisseur des piècesLongueur des joints. Le soudage en cordons discontinus permet une limitation des déformations (Figure 26).
Influence de la section du cordonFIGURE 24
Influence du types de chanfreinFIGURE 25
Soudabilité Claude PHILIP - ENSAM

31
Influence de la longueur du cordonFIGURE 26
3.2.2.3 Facteurs d'exécution
Les principaux facteurs d'exécution à contrôler sont les suivants :
Nombre de passesL'influence du nombre de passes est complexe (Figure 27) :
des passes étroites et nombreuses augmentent les déformations angulaires et transversales,des passes larges obtenues par balayage augmentent les déformations longitudinales.
Influence du nombre de passesFIGURE 27
Séquence de soudageIl existe un ordre d'exécution des soudures pour lequel les déformations sont minimisées. La détermination de cet enchaînement n'est pas toujours facile à mettre au point. Il existe tout de même quelques règles simples à respecter.
Soudabilité Claude PHILIP - ENSAM

32
Energie de soudageL'action de l'énergie de soudage sur les déformations dépend :
de la valeur de l'énergie de soudage (Une forte énergie est défavorable),de la concentration de cette énergie (Un chauffage hétérogène est défavorable),de la symétrie du chauffage (Une dissymétrie est défavorable).
Température des piècesUne traitement de préchauffage, par l'homogénéisation que températures qu'il apporte, est favorable à la limitation des déformations.
3.2.2.4 Facteurs de bridage
Les facteurs de bridage d'une soudure sont de deux types :la rigidité de la pièce,le montage de soudage.
Une augmentation du bridage entraînera par opposition une augmentation des contraintes internes et donc du risque de fissuration.
3.2.3 Prévision des déformationsLa prévision des déformations est nécessaire afin de pouvoir les corriger par :
prédéformation inverse,bridage avec déformation élastique opposée,séquence de soudage optimale,chaude de retrait.
Les différentes méthodes permettant la prévision des déformations sont classées en trois catégories :
les bases de données,les formulations paramétriques,les simulations numériques.
3.2.3.1 Bases de données
Ces bases de données sont issus d'essais expérimentaux ou de mesures en situation réelle. Elles se présentent le plus souvent, sous la forme d'abaque.A titre d'exemple, nous donnons un abaque pour la prévision des déformations de la semelle d'une poutre en acier (Figure 28).
Déformation de la semelle d'une poutreFIGURE 28
Soudabilité Claude PHILIP - ENSAM

33
3.2.3.2 Formulations paramétriques
De nombreux auteurs se sont penchés sur l'étude des déformations et plusieurs formulations existent. L'utilisation de ces formules doit se faire avec beaucoup de précaution et en respectant leur domaine de validité.A titre d'exemple, nous citons quelques formules extraites des études de Blodgett.
Retrait transversal
avecRt retrait transversals surface transversale de la zone fonduee épaisseur des pièces soudées
Retrait longitudinal
avecRl retrait longitudinals surface de la section normale du cordonL longueur du cordond distance à la fibre neutre de l'assemblageI moment d'inertie
Déformation angulaire d'une poutre
∆i = 0,51 [L a1,3 / e2 ]
avec∆i déplacement de l'extrémité de l'aileL longueur de l'ailea profondeur de gorge de la souduree épaisseur de l'aile considérée
Les formulations précédentes ne sont valables que pour l'acier.
3.2.3.3 Simulations numériques
La simulation numérique de la prévisions des déformations est difficile à cause :de la difficulté de modéliser tous les phénomènes en présence (Source de soudage, écoulement thermique, phénomènes métallurgique),du couplage de ces phénomène (Prise en compte de la plasticité de transformation par exemple),de l'absence de données précises sur les matériaux.
3.2.4 Moyens de luttes contre les déformationsLes mesures préventives sont classées en trois catégories, suivant leur situation temporelle par rapport à l'opération de soudage :
Mesures préopératoires (Conception de la construction, prédéformation,...)Mesures opératoires (Séquence de soudage, montage de bridage,...)Mesures postopératoires (Martelage des soudures, redressage mécanique, chaudes de retrait,...)
Soudabilité Claude PHILIP - ENSAM

34
3.2.4.1 Mesures préopératoires
Conception de la construction (Figure 29)La prise en compte des déformations lors de la conception des ensembles soudés est la méthode la plus efficace pour lutter contre celles-ci. Il n'existe pas de méthode générale pour la minimisation des déformations. Toutefois on peut énoncer quelques règles simples :
limitation des volumes de cordons (Utilisation de chanfrein étroit),placement, si possible des cordons sur l'axe neutre de la construction,dispositions symétriques des cordons par rapport à l'axe neutre de la construction,...
Prédéformation (Figure 30)Si la prévision des déformations est possible, soit par calcul ou par base de données, il est possible de compenser celles-ci par des prédéformations en sens inverse.
Conception de la constructionFIGURE 29
PrédéformationFIGURE 30
Soudabilité Claude PHILIP - ENSAM

35
3.2.4.2 Mesures opératoires
Mode opératoire de soudageLes déformations seront d'autant plus importantes que le volume de métal fondu sera important. Tout mode opératoire limitant ce volume favorisera donc la stabilité de la construction au cours de sa réalisation. En particulier les conditions de soudage suivantes sont favorables :
surépaisseurs faibles,soudage à passes étroites,diminution du nombres de passes,...
Séquence de soudage (Figure 31)La détermination de l'ordre dans lequel les différentes soudures sont exécutées est importante pour la lutte contre les déformations. Là aussi, il n'existe pas de méthode générale pour la minimisation des déformations. Toutefois on peut énoncer quelques règles simples :
soudage en sous-ensembles pouvant être corrigés pour finir par les liaisons principales.soudage symétrique d'éléments symétrique soit à l'aide de plusieurs opérateurs symétriquement disposés, soit par exécution de soudures fractionnées et opposées,soudage à retrait transversal libre,soudage de cordon de longueur limitée, comme dans le cas du soudage en pas de pèlerin.
Séquence de soudageFIGURE 31
Montage de soudageAfin d'éviter les déformations les éléments sont assemblés sur des montages de soudage ou mannequins. Les rôles de ces montages sont les suivants :
mise en place rapide et précise des éléments à assembler,accessibilité aux joints,résistance aux déformations,évacuation de la chaleur,évacuation de l'ensemble soudé.
Dans le cas de pièces plus simple ou de grande dimension, le bridage des pièces peut également se faire :
sur un marbre,en bridant deux pièces identiques.
Soudabilité Claude PHILIP - ENSAM
36
3.2.4.3 Mesures postopératoires
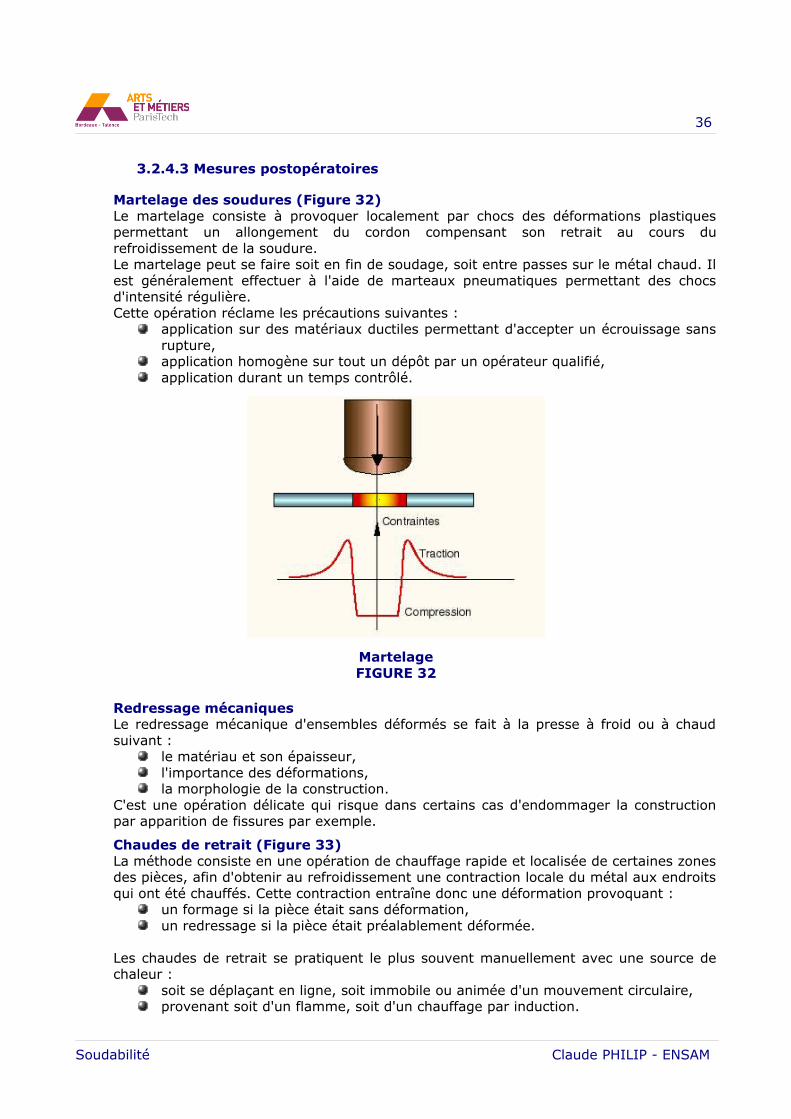
Martelage des soudures (Figure 32)Le martelage consiste à provoquer localement par chocs des déformations plastiques permettant un allongement du cordon compensant son retrait au cours du refroidissement de la soudure.Le martelage peut se faire soit en fin de soudage, soit entre passes sur le métal chaud. Il est généralement effectuer à l'aide de marteaux pneumatiques permettant des chocs d'intensité régulière. Cette opération réclame les précautions suivantes :
application sur des matériaux ductiles permettant d'accepter un écrouissage sans rupture,application homogène sur tout un dépôt par un opérateur qualifié,application durant un temps contrôlé.
MartelageFIGURE 32
Redressage mécaniquesLe redressage mécanique d'ensembles déformés se fait à la presse à froid ou à chaud suivant :
le matériau et son épaisseur,l'importance des déformations,la morphologie de la construction.
C'est une opération délicate qui risque dans certains cas d'endommager la construction par apparition de fissures par exemple.
Chaudes de retrait (Figure 33)La méthode consiste en une opération de chauffage rapide et localisée de certaines zones des pièces, afin d'obtenir au refroidissement une contraction locale du métal aux endroits qui ont été chauffés. Cette contraction entraîne donc une déformation provoquant :
un formage si la pièce était sans déformation,un redressage si la pièce était préalablement déformée.
Les chaudes de retrait se pratiquent le plus souvent manuellement avec une source de chaleur :
soit se déplaçant en ligne, soit immobile ou animée d'un mouvement circulaire,provenant soit d'un flamme, soit d'un chauffage par induction.
Soudabilité Claude PHILIP - ENSAM

37
Le phénomène entraîne :l'apparition de contraintes résiduelles,des modifications des propriétés du métal par surchauffe, vieillissement et revenu.
Pour ces raisons, il est nécessaire de maîtriser les paramètres des chaudes de retrait :cycle thermique,dimension de la zone chauffée.
Chaudes de retraitFIGURE 33
3.3 Contraintes dans les assemblages soudés
3.3.1 Contraintes résiduelles
3.3.1.1 Contraintes résiduelles directes
Pendant le soudage, les zones du métal de base voisines de la soudure sont portées à haute température et leur dilatation est entravée par les zones plus éloignées et donc plus froides. Il en résulte un écrasement plastique des zones voisines de la soudure.Au cours du refroidissement, le retrait du cordon et des zones précédentes est totalement ou partiellement empêché. Des contraintes de traction σx prennent naissance (Figure 34) dans le cordon. Ces contraintes sont équilibrées par de la compression dans les zones éloignées.Des contraintes transversales σy prennent également naissance au cours du refroidissement.
Soudabilité Claude PHILIP - ENSAM

38
Genèse des contraintes résiduellesFIGURE 34
3.3.1.2 Contraintes résiduelles indirectes
Par ailleurs il faut tenir compte du bridage :par la construction soudée,par le montage de soudage.
Contrairement au cas précédent, il n'y a pas un équilibre des contraintes dans la pièce.
3.3.1.3 Influences des contraintes résiduelles
Les contraintes résiduelles affectent le comportement des assemblages soudés. On distinguent trois grandes causes :
Instabilité dimensionnelle (Lors d'un réchauffage, d'un enlèvement de matière, de l'introduction de nouvelles contraintes,...),
Endommagement de la construction (Par fissuration à froid, fissuration à chaud, fissuration au réchauffage, arrachement lamellaire,...),
Influence sur la résistance des pièces (Tenue mécanique, processus de rupture, vieillissement, corrosion sous contrainte,...).
3.3.2 Facteurs importantsLes facteurs importants ayant une action sur les assemblages soudés sont identiques à ceux cités pour les déformations.
3.3.2.1 Facteurs métallurgiques
Les propriétés thermiques du matériau influent sur les contraintes, en particulier :Le coefficient de dilatation. Une valeur importante entraînera des contraintes (si les tôles sont bridées) plus importantes à cause d'une localisation du chauffage et de retraits plus grands.La conductivité thermique. Une valeur faible entraînera une zone chauffée plus faible et une vitesse de refroidissement plus grande.
Soudabilité Claude PHILIP - ENSAM

39
3.3.2.2 Facteurs géométriques
La conception et la préparation du joint ont une grande importance sur les déformations. Les principaux facteurs en prendre en compte sont les suivants :
Sections et forme des joints.Forme des chanfreins.Epaisseur des piècesLongueur des joints.
3.3.2.3 Facteurs d'exécution
Les principaux facteurs d'exécution à contrôler sont les suivants :le nombre de passes, c'est à dire passes étroites ou passes larges,la séquence de soudage,l'énergie de soudage (Valeur maximale, concentration de l'énergie, symétrie du chauffage,la température des pièces.
3.3.2.4 Facteurs de bridage
Les facteurs de bridage d'une soudure sont de deux types :la rigidité de la pièce,le montage de soudage.
Une augmentation du bridage entraînera une augmentation des contraintes internes et donc du risque de fissuration.
3.3.3 Estimations des contraintes résiduellesLe calcul des contraintes est possible soit par des méthodes analytiques, soit par des méthodes numériques. Toutefois dans la plus part des cas, le bridage des pièces assemblées par le reste de la construction ou par les montages de soudage rend ce calcul difficile.On peut lors se référer à un classement qualificatif des constructions soudées en trois classes (Figure 35), permettant l'estimation de σs en fonction de la limite élastique Re du matériau :
A - Assemblages à bridage faible, pour lesquels on prend σs = Re/3B - Assemblages à bridage moyen, pour lesquels on prend σs = 2Re /3C - Assemblages à bridage élevé, pour lesquels on prend σs = Re
Le classement des constructions soudées se fait en analysant la rigidité de la construction, comme le montre la figure 36 en s'aidant de la.
Soudabilité Claude PHILIP - ENSAM

40
Classement des construction soudéesFIGURE 35
Estimation des contraintesFIGURE 36
3.3.4 Intensité de bridageL'intensité de bridage Kb est l'un des moyens d'évaluer la grandeur des contraintes résiduelles σs et la sensibilité à la fissuration des soudures. Le concept d'intensité de bridage se défini sur un assemblage simple constitué de deux tôles soudées bout à bout dont les deux extrémités sont encastrées, comme dans le cas de l'essai RRC (Figure 37).
Soudabilité Claude PHILIP - ENSAM

41
Intensité de bridageFIGURE 37
Kb est la force transversale nécessaire (par unité de longueur) pour rapprocher les bords à souder d'une unité de longueur. Kb s'exprime en daN/mm.mm. Elle est fonction :
du module d'élasticité du matériau,de l'épaisseur e des tôles,de la longueur libre l.
Il est alors possible de relier Kb et les contraintes résiduelles σs (Figure 38) :Si σs < Re, alors on a :
σs= m Kb
avecKb intensité de bridagem facteur géométrique fonction de l'assemblage et du matériau.
Si σs > Re, on suppose que le métal fondu est parfaitement plastique On a alors :
σs = Re
Relation intensité de bridage - contraintes de soudageFIGURE 38
La détermination de se fait :soit, expérimentalement (Figure 39),soit, par calcul numérique.
Soudabilité Claude PHILIP - ENSAM

42
Exemples d'intensité de bridageFIGURE 39
3.3.5 Mesures correctivesLes opérations correctives dans ce domaine sont, en général, délicates et couteuses. On distingue les opération de relaxation thermique et de relaxation mécanique (Martelage, grenaillage, vibration,...).
3.3.5.1 Relaxation thermique
La relaxation thermique consiste à faire subir à la construction soudée un revenu de détente comprenant :
une montée en température contrôlée (CODAP : 220°C/h maxi si e ≤ 25 mm),une maintien en température (CODAP pour acier C-Mn : T = 530-580°C pendant 2min/mm avec une limite de 30 min maxi),un refroidissement contrôlé (idem chauffage).
3.3.5.2 Relaxation mécanique
Trois méthodes sont principalement utilisées pour la relaxation mécanique des contraintes :
Un martelageLa surface du cordon et d'une zone voisine est mise en compression par l'action d'une marteau ou d'une aiguille (Figure 32). Le but est de produire par choc l'écrouissage et la plastification d'une couche superficielle de quelques millimètres.Les paramètres opératoires sont :
la forme et la masse du marteau,la vitesse d'impact,le temps de martelage.
Ce traitement élimine les contraintes de traction, mais améliore aussi la tenue en fatigue et à la corrosion sous tension.
Soudabilité Claude PHILIP - ENSAM

43
Un grenaillageUn effet identique est obtenu par projection de grenaille (billes ou fragments d'acier dur) sur la surface du cordon (Figure 40).Les paramètres opératoires sont :
la nature de la grenaille,la vitesse et l'angle d'impact de la grenaille,le temps de grenaillage.
Les épaisseurs mises en compression sont plus faibles que dans le cas du martelage (Quelques 1/10 de mm).
GrenaillageFIGURE 40
Un traitement par vibrationUne réorganisation des défauts à l'échelle atomique est obtenue en faisant vibrer globalement ou localement l'assemblage à l'aide de pulsateurs.Les paramètres opératoires sont :
la fréquence de vibration,le temps de traitement.
Pour plus d'information le lecteur se reportera au cours « Traitements des assemblages soudés ».
Soudabilité Claude PHILIP - ENSAM

44
4 ASPECTS PHYSICO-CHIMIQUES DU SOUDAGE
4.1 Formation du bain de fusion
Le bain de fusion, et donc la zone fondue qui en découle, est le siège des phénomènes suivants :
modifications de composition chimique,absorption de gaz,précipitation de composés définis,transformations eutectiques,modifications structurales.
Ces phénomènes physico-chimiques sont fortement influencés par la formation du bain de fusion.
4.1.1 Présentation du bain de fusionLa formation du bain de fusion conditionne ses caractéristiques dimensionnelles (Largeur, pénétration). La détermination de la forme du bain de fusion est complexe, car elle fait intervenir de nombreux phénomènes difficilement modélisables .Pour le soudage à l'arc en continu, la forme la plus couramment proposée est une ellipse (Figure 41). Les actions thermiques, dynamiques, électromagnétiques provoquent un mouvement du métal en fusion qui contourne latéralement la zone où s'exercent ces actions. Ce phénomène explique les hétérogénéité périodiques qui affectent la zone fondue.L'équilibre énergétique au niveau du bain de fusion peut s'écrire :
Qe = Qcp + Qf +Qc + Qp - Qs
avecQe Energie fournie par la source de soudageQcp Accroissement de chaleur spécifiqueQf FusionQc Conduction de bain vers le métal de baseQp Pertes en surface du bain de fusionQs Solidification
Présentation du bain de fusionFigure 41
Soudabilité Claude PHILIP - ENSAM

45
Dans le cas d'un régime quasi-stationnaire, la variation d'énergie interne est nulle. L'énergie nécessaire à la fusion du métal est équivalente à celle libérée par la solidification du bain. L'énergie de l'arc compense alors les pertes à la surface du bain et la conduction dans le métal de base.
4.1.2 Formation du bain de fusion
4.1.2.1 Physique de formation du bain de fusion
La forme du bain de soudure, et en particulier sa profondeur conditionne la qualité de l'assemblage. La morphologie du bain dépend de nombreux facteurs, les plus importants étant :
l'arc électrique, sa forme, sa température,les mouvements du métal liquide dans le bain.
Le bain de fusion est le siège de phénomènes complexes (Figure 42) :transfert thermique,transfert électrique,mouvement du métal liquide.
Le bain de fusion est soumis a un ensemble de forces internes ou externes (Figure 42) :gravité,pression de l'arc,forces électromagnétiques,tension superficielle.
Les principaux phénomènes ayant une action sur la répartition de la température dans les tôles et dans le bain sont les suivants :
apport de chaleur par l'intermédiaire de l'arc,échauffement interne par effet Joule,transfert interne de chaleur par convection forcée (dans le bain) et par conduction (dans le métal solide),pertes par convection et rayonnement en surface des pièces,chaleur latente à l'interface liquide-solide.
Formation du bain de fusionFIGURE 42
Soudabilité Claude PHILIP - ENSAM

46
La mise en équations des phénomènes précédents, puis leurs résolutions se heurtent à plusieurs difficultés :
Méconnaissance de valeurs numériques de certaines données comme le rendement de l'arc et ou coefficient de concentration de la distribution thermique.Difficultés pour prendre en compte certains paramètres, comme l'angle d'affûtage des électrodes, le débit du gaz de protection,...Mise en équation délicate de certains phénomènes comme l'effet Marangoni.
4.1.2.2 Convection électromagnétique
L'interaction entre l'induction locale et la densité de courant dans le métal crée une force électromagnétique donnée par l'expression (Figure 43) :
B jF
Λ=
Les interactions entre densité de courants électriques , induction et potentiel électrique U sont régies par les équations suivantes :
U = ∇
σj
j = B
µΛ∇
0 = j.
∇
avec :σ conductivité électriqueµ perméabilité magnétique
Le mouvement du liquide dans le bain de fusion satisfait aux équations de Navier-Stockes :
→→→→→→→∇∇∇ v + v ).v( + = p 1 - 2η∂
∂ρ t
vF
avec :v vitesse du fluidep pressionρ masse volumique du métalη viscosité du métal liquideF force électromagnétique sur le métal
La distribution de température T dans le métal liquide est régie par une équation du type convection-diffusion :
T T. ∆=∇ χv
avec :χ diffusivité thermique du matériau
Soudabilité Claude PHILIP - ENSAM

47
Convection électromagnétiqueFigure 43
4.1.2.3 Tension superficielle
La tension superficielle du métal liquide a pour effets :une résistance à la déformation du bain de fusion,un mouvement du à l'effet Marangoni.
Résistance à la déformationLa tension superficielle résiste à la déformation du bain de fusion (Figure 44). Pour les soudures entièrement pénétrées ou en position, elle évite l'effondrement du bain.
Tension superficielleFigure 44
Effet MarangoniLa valeur de la tension superficielle γ d'un liquide est fonction de la température. La présence d'un fort gradient de température dans le bain entraîne la formation d'un gradient de tension superficielle provoquant un mouvement du métal liquide. Le métal se déplace des régions à basse tension superficielle vers celle à tension superficielle élevée.
Soudabilité Claude PHILIP - ENSAM

48
Ceci induit à la surface du bain, une composante tangentielle de la forme dγ/dr.La présence de faible concentration d'impuretés modifie la relation tension superficielle - température. Suivant la nature et la teneur des impuretés, la tension superficielle change de valeur et même de signe, ce qui entraîne la modification du mouvement de métal liquide et donc, de la géométrie du bain de fusion (Figure 45).
Effet MarangoniFigure 45
4.1.2.4 Résolution
Afin de connaître l'influence des phénomènes de convection dans le bain de fusion, il est nécessaire de faire une étude couplée de tous les phénomènes (Electromagnétisme, mécanique des fluides et thermique). Toutefois cette modélisation du comportement du bain demande une simplification importanteLes hypothèses de calcul généralement admises sont les suivantes :
La géométrie est supposée de révolution et les grandeurs sont définies par rapport à un repère cylindrique (r,θ,z).Le régime thermique est permanent, ce qui revient à maintenir un arc statique. Une telle hypothèse donne une idée partielle du régime établi.Le bord de la tôle est à température fixe.Les propriétés physiques, hormis la tension superficielle, ne dépendent pas de la température.Les grandeurs électriques et hydrodynamiques sont découplées.
La figure 46 montre la schématisation de la géométrie et les principales conditions aux limites.
jz = j (r)0
rj =0 jz = 0
jz= 0
T/ r = 0δ δ
T/ z = 0δ δ
T = T0
u . n = 0
Ω = ∇ Λ = n 0
u . n = 0Ω = 1/ ρ ν . δ γ / δ r
r
z
Liquide
Solide
Modèle du bain de fusionFigure 46
Soudabilité Claude PHILIP - ENSAM

49
4.1.2.5 Autres forces
Pression de l'arcUn arc électrique exerce sur la surface du bain une pression qui influence sa forme, en particulier sa pénétration (Figure 47). Cette pression est issue de trois composantes :
la force électromagnétique,le bombardement électronique,le jet de plasma (la plus importante).
Les différents facteurs influençant cette action sont les suivants :l'intensité,l'état de surface de l'électrode,la géométrie de l'électrode,la longueur de l'arc,la gaz de protection.
La distribution de la pression peut être représentée par une forme gaussienne :
p(r) = P0 exp [-3(r/r0)2]
avec :P0 Pression maxir0 rayon définissant la région recevant 95% de la pression
Pression d'un arc électriqueFigure 47
Transfert de métalPour certains procédés, le métal d'apport est transféré vers le bain de fusion sous forme de gouttes. L'action de ces dernières sur le bain contribue à créer un mouvement supplémentaire. La nature et la vitesse de ce mouvement dépendent :
du rapport de la masse de métal d'apport et de celle du métal de base,de la vitesse de soudage,de l'orientation de l'arc par rapport à la normale au bain.
Soudabilité Claude PHILIP - ENSAM

50
4.2 Elaboration du bain de fusion
4.2.1 Caractéristiques du bain de fusionL'élaboration de la zone fondue (figure 48) fait apparaître trois composantes :
Comportement physico-chimiques des éléments ou composés présents dans le bain de fusion.Réaction entre le métal en fusion et le milieu qui l'environne.Dilution entre le métal d'apport et le métal de base.
Elaboration du bain de fusionFigure 48
La solidification du bain de fusion fait apparaître deux directions d'étude :la physico-chimie de la solidificationla cristallographie de la solidification
4.2.2 Physico-chimie du bain de fusion
4.2.2.1 Réaction au sein du métal en fusion
Les modifications de la composition chimique du bain de fusion au cours du soudage peuvent provenir :
soit, de la volatilisation qui présente les deux aspects suivants :Problème de sécurité à cause des fumées nocivesPerte en éléments d'alliage
soit de réactions chimiques au sein du métal en fusion. Ces réactions se traduisent par la perte d'éléments (C, Si, Mn,...) et par la formation de porosités (figure 49).
Soudabilité Claude PHILIP - ENSAM

51
Réactions chimiquesFigure 49
4.2.2.2 Réaction entre métal en fusion et milieu environnant
Le métal en fusion régit avec son environnement avec comme résultats, soit la modification de la composition chimique (figure 50), soit l'absorption de gaz.Le soudage est une opération d'affinage. Les éléments sont apportés par :
le métal d'apport (fil, baguette),les flux solides et enrobages,l'atmosphère (flamme, gaz de protection,...),les impuretés (graisses,...).
Les éléments fixés peuvent avoir :une action bénéfique, et donc recherchée (Mn, Si, Ti,...),une action néfaste (C, S, P,...).
L'absorption de gaz est fonction :du procédé de soudage,de la protection (Type d'enrobage, nature du gaz de protection,...),
Le tableau 4 montre l'influence du procédé et de la protection sur la teneur en hydrogène dans le bain de fusion :
des conditions opératoires (longueur de l'arc, débit des gaz,...),du métal d'apport.
Pertes d'élémentsFigure 50
Soudabilité Claude PHILIP - ENSAM

52
Influence du procédéTABLEAU 4
Les principaux gaz absorbés sont :l'oxygène qui diminue les propriétés mécaniques et forme des porosités,l'azote qui fragilise les soudure et favorise le vieillissement des aciers doux,l'hydrogène qui augment le risque de fissuration.
4.2.2.3 Dilution
Dans le cas d'une soudure avec métal d'apport, on définit un coefficient de dilution D% qui est la proportion pour laquelle le métal de base entre dans la composition de la zone fondue (figure 51).La valeur du coefficient D est fonction :
du mode de soudage,de la préparation,des conditions opératoires.
DilutionFigure 51
4.2.3 Solidification du bain de fusion
4.2.3.1 Cristallographie de la solidification
Epitaxie de la zone de liaisonLa solidification s'amorce au contact des cristaux de métal de base restés à l'état solide (figure 52). Les grains de solidification de la zone fondue s'oriente au départ sur ceux du métal de base. L'édifice cristallin que constitue chaque grain prend la même disposition que celui du grain sous-jacent du métal de base.
Soudabilité Claude PHILIP - ENSAM

53
Croissance compétitive des grainsLes grains de solidification vont de développer suivant les deux principes suivants :
Développement perpendiculaire aux isothermes..Croissance préférentielle pour les grains dont la structure cristalline est correctement orientée.
CristallographieFigure 52
Soudage multipassesLe caractère épitaxique de la solidification se retrouve aussi dans le cas de soudage multipasses.
Dans le cas d'alliages exempt de points de transformations allotropiques (Alliages légers, aciers inoxydables austénitiques,...) le cycle thermique de chaque passe ne modifie pas la structure de solidification de la précédente (figure 53-a). Au contraire, le réseau cristallin du métal en cours de solidification s'édifie en s'orientant sur le métal antérieurement déposé.Dans le cas contraire (Aciers faiblement alliés,...) chaque passe régénère structurellement une partie du métal déposé précédemment (figure 53-b).
Soudage multipassesFigure 53
Soudabilité Claude PHILIP - ENSAM

54
4.2.3.2 Structures de solidification
Vitesse de solidificationDans la plupart des cas, la solidification dans le bain de fusion se fait à vitesse variable R. Elle est directement reliée à la vitesse de soudage Vs par la relation (figure 54) :
R = Vs cos ϕ
La vitesse commence au point A avec une vitesse nulle et croit au fur et à mesure que le grain se développe pour atteindre son maximum en B.
Pour une vitesse de soudage Vs faible la solidification suit facilement le bain de fusion. Les grains s'incurvent pour devenir parallèles à la ligne de soudage au milieu du cordon.Pour une vitesse Vs élevée, les grains se développent transversalement, afin que la vitesse R reste inférieure à un maximum.
Vitesse de solidificationFigure 54
SurfusionLa structure de solidification dépend de l'importance de la surfusion constitutionnelle provoquée par l'existence d'une couche liquide ségréguée au contact de l'interface.Pour une surfusion faible, la solidification s'opère suivant une structure basaltique. A l'opposé pour des ségrégations importantes, la solidification est du type dendritique (figure 55).
Soudabilité Claude PHILIP - ENSAM

55
SurfusionFigure 55
4.2.3.3 Défauts de solidification
SouffluresLes soufflures sont parmi les défauts les plus courants dans les soudures. Elles proviennent de l'emprisonnement de gaz lors de la solidification. Leur formation est fonction de :
de la quantité de gaz dissous, en liaison avec la protection,de la vitesse de soudage.
La genèse des soufflures est fonction du rapport de la vitesse de solidification R et de la vitesse de formation d'une bulle Vf (figure 56).
Si R<Vf, la bulle n'est pas emprisonnée.Si R=Vf, la bulle est retenue à l'interface avec formation de soufflures vermiculaires.Si R>Vf, la bulle est emprisonnées avec formation de soufflures sphériques.
Soudabilité Claude PHILIP - ENSAM

56
Formation des souffluresFigure 56
RetassuresLa contraction de la plupart des métaux au moment de la solidification, provoque la formation de retassures situées à l'endroit où se trouvait la dernière fraction de métal liquide.La retassure n'apparaît pas si la cristallisation s'oriente vers le haut (figure 57). Par contre pour les soudures plus étroites et plus profondes, les cristaux croissent horizontalement vers l'intérieur en provoquant la formation d'une retassure.
Formation des retassuresFigure 57
Soudabilité Claude PHILIP - ENSAM

57
5 ASPECTS METALLURGIQUES DU SOUDAGE
Le soudage provoque un cycle thermique localisé pouvant entraîner :des modifications des structures cristallines ou atomiques (transformations allotropiques, précipitation,...),des évolutions progressives des phases de l'alliage ou de leur morphologie (Grossissement du grain, recristallisation,...).
Ces phénomènes sont nombreux et variés, il n'est donc pas question de faire une étude exhaustive de tous les problèmes métallurgiques apparaissant sur tous les matériaux, mais de montrer ces transformations pour un acier non allié ou faiblement allié.
5.1 Introduction
La figure 58 schématise les phénomènes métallurgiques intervenant au cours d'un cycle de soudage. Le cycle thermique peut être divis‚ en deux périodes : le chauffage et le refroidissement.
La première période est caractérisée par la vitesse de chauffage Vc et par la température maximale Tm atteinte.L'importance de la zone affectée par l'élévation de température est fonction pour un matériau et une pièce donnés, de l'énergie de soudage et de la température initiale des pièces.Cette élévation de température va se traduire par l'apparition d'une zone austénitisée (ZAT) définie pour les aciers par l'inégalité : Tm > Ac3 (A c3 étant fonction des conditions de chauffage).Le chauffage se traduit par les phénomènes suivants :
austénitisation,recristallisationgrossissement du grain,dissolution des carbures.
La deuxième période est caractérisée par la vitesse de refroidissement Vr ou le temps de refroidissement entre 800 et 500°c ; tr800-500.Les études métallurgiques portent le plus souvent, mais pas uniquement, sur les transformations intervenant dans la zone austénitisée précédente. Au cours du refroidissement, la transformation de cette dernière est fonction :
de la vitesse Vr ou du paramètre tr800-500, de l'état de l'austénite de départ,de la composition chimique de l'acier.
Les objectifs recherchés sont :de prévoir les structures obtenues,de déterminer les propriétés mécaniques, comme la dureté sous cordon,de caractériser le comportement de la soudure (sensibilité … la fissuration).
Il existe différentes voies pour quantifier ces changements de microstructures et de propriétés mécaniques :
investigation expérimentale sur pièces réelles,simulation du cycle thermique sur éprouvettes de laboratoire,équations semi-empiriques ou paramétriques,modélisation mathématique.
Soudabilité Claude PHILIP - ENSAM

58
Phénomènes métallurgiques au cours du soudageFIGURE 58
5.2 Transformations au chauffage
5.2.1 AusténitisationLa formation de l'austénite à partir de la perlite devient possible après une faible surchauffe au-dessus du point Ac1. Cette formation s'explique par le fait qu'au-dessus de Ac1 l'énergie libre de l'austénite est plus faible que celle du mélange α + Fe3C.L'austénite obtenue sera caractérisée par son homogénéité, la présence ou non de carbures résiduels, la grosseur des grains.
5.2.2 RecristallisationIl s'agit d'une réorganisation du réseau cristallin et donc des grains d'un alliage, par suite d'un échauffement à partir d'un état écroui. Ce phénomène s'opère avec la température avec les phases suivantes :
pour une température dite de recristallisation, apparition de germes,à partir de ces germes, recristallisation primaire avec des grains fins,pour des températures plus ‚levées recristallisation secondaire et surchauffe.
La taille du grain obtenu est fonction :de la température atteinte,du taux d'écrouissage initial.
5.2.3 Grossissement du grainLe grossissement du grain commence à une température légèrement supérieure à Ac3, puis se prolonge jusqu'à une température critique Thermodynamiquement, la croissance du grain austénitique s'explique par la tendance du système à diminuer l'énergie libre par réduction de la surface enveloppe des grains.
Soudabilité Claude PHILIP - ENSAM

59
Les grains grossissent en accaparant d'autres grains plus petits, donc moins stables du point de vue thermodynamique.Le grossissement du grain est fonction :
de la température,du temps de maintien,des éléments d'alliage.
5.2.4 Dissolution des carburesLa présence d'éléments d'alliage carburigènes se traduit par l'obtention de carbures précipités dont la composition peut être variable suivant celle de l'alliage. Au cours du chauffage, ces carbures se mettent en général en solution dans un certain domaine de températures. Mais cette mise en solution peut être précédée d'un changement de composition des carbures.Pour des conditions de chauffage imposées (vitesse essentiellement), le décalage des points de dissolution vers les hautes températures est d'autant plus important que les carbures initiaux sont plus gros, plus globulaires et ont une composition plus proche de l'état d'équilibre.
5.3 Transformations au refroidissement
On note deux types de transformations :les transformations indépendantes du temps : transformation martensitique,les transformations fonctions du temps : transformations perlitiques et bainitiques.
5.3.1 Transformations indépendantes du tempsCes transformations se produisent pour des refroidissements rapides et se traduisent l'apparition de structures hors d'équilibre (martensite).Les caractéristiques de la transformation martensitique sont les suivantes :
Il n'y a pas de diffusion des atomes de C, il s'agit d'une transformation d'une phase en une nouvelle phase de même composition.La transformation est indépendante du temps, à vitesse élevée.La transformation commence à la température Ms et s'achève à la température Mf.
5.3.2 Transformations fonctions du tempsCes transformations se produisent pour des refroidissements lents et se traduisent par un retour vers des structures d'équilibre (perlite) ou des structures intermédiaires (bainite).
5.3.2.1 Transformation perlitique
Le mécanisme de la transformation perlitique est le suivant :La transformation se fait par diffusion des atomes de C.Dans un premier temps, on assiste à la précipitation de ferrite aux joints de grains provoquant un enrichissement en C de l'austénite résiduelle.Il y a ensuite formation de germes de cémentite qui se développent dans l'austénite en donnant une structure lamellaire.
Le nombre de germe et donc la finesse de la structure, dépend de la vitesse de refroidissement. Quand la vitesse augmente le nombre de germes augmente et la structure devient plus fine.
5.3.2.2 Transformation bainitique
Cette transformation est intermédiaire entre les deux précédentes.On assiste d'abord à un réarrangement, par diffusion, des atomes de C dans l'austénite, puis à la précipitation en α + Fe3C sans diffusion.On distingue deux types de bainite :
la bainite supérieure (structure grossière, peu résiliente),la bainite inférieure (structure aciculaire, voisine de la martensite).
Soudabilité Claude PHILIP - ENSAM

60
5.4 Particularités liées au soudage
Le cycle thermique de soudage présente par rapport aux cycles classiques (Traitements thermiques), comme :
une localisation de la zone traitée avec un gradient de température allant d'une zone de fusion à une zone non affectée par la température,une vitesse de chauffage rapide qui se traduit par des transformations au chauffage hors d'équilibre,une température maximale atteinte proche du point de fusion.
Ces particularités requièrent des méthodes d'étude adaptées.
5.4.1.1 Influence de la ocalisation des transformations
La localisation du chauffage entraîne au niveau du joint une succession de zones présentant des transformations métallurgiques diverses. Pour les aciers, en partant de la zone fondue vers le métal de base (Figure 59 et 60) :
zone de surchauffe,zone austénitisée totale avec transformation martensitique totale ou partielle,zone austénitisée partielle,zone non austénitisée.
L'importance et la structure de ces zones dépendent du cycle thermique et de la répartition thermique dans l'assemblage.
Il faut noter également le fait que dans le soudage multipasse, ces zones peuvent être totalement ou partiellement détruites.
Zones de transformations métallurgiques dans un joint soudéFIGURE 59
Soudabilité Claude PHILIP - ENSAM

61
Zones de transformations métallurgiques dans un joint soudéFIGURE 60
5.4.1.2 Influence de la vitesse de chauffage
La rapidité avec laquelle se fait le chauffage provoque une gêne pour les transformations se produisant par diffusion (austénitisation,...). Pour compenser le manque de temps, le même phénomène se produisant à vitesse normale, va demander dans ce cas un surcroît de température.La prévision des transformations au chauffage ne peut donc pas se faire avec un diagramme d'équilibre. Il est nécessaire d'utiliser des courbes de transformations faisant intervenir la température, mais aussi le temps (ou la vitesse) de chauffage (Figure 61).
Courbes d'austénitisation en cycle rapideFIGURE 61
Soudabilité Claude PHILIP - ENSAM

62
5.4.1.3 Influence de la température d'austénitisation
Lors du refroidissement, la prévision des transformations métallurgiques doit tenir compte de l'état obtenu en fin de chauffage. Pour cela il est nécessaire d'introduire les facteurs température maximale atteinte et durée de maintien. Pour cela on ne peut utiliser les courbes de transformations obtenues après austénitisation à Ac3 + 50°c et maintien à 30 min. Des courbes spécifiques au soudage ont été mises au point pour l'étude des transformations dans les ZAT des soudures (Figure 62).
Courbes TRC-SFIGURE 62
Ces courbes permettent de mettre en évidence de temps critiques :trcm temps de refroidissement critique de trempe. Si tr800-500 < trcm, la structure est 100% martensitiquetcp temps de refroidissement critique de formation perlitique. Si tr800-500 > trcp, la structure est 100% perlitique
5.5 Dureté sous cordon
L'essai de dureté sous cordon (figure 63) consiste en :une mesure de dureté (filiation de dureté) à l'échelle micrographique (dureté Vickers) au niveau de la zone affectée thermiquement du joint,la détermination de la dureté maximale obtenue.
La dureté sous cordon est un moyen simple de connaître de façon approchée les structures et les propriétés dans la ZAT. On trace donc une courbe donnant la dureté en fonction du paramètre de refroidissement (Figure 64).
Cette courbe peut être tracée à partir de cas réel de soudage ou lors de la réalisation d'essais.
Cette mesure permet également :de donner une indication de l'homogénéité du joint,de déterminer les conditions de soudage permettant d'assurer une valeur maximale de dureté.
Soudabilité Claude PHILIP - ENSAM

63
Essai de dureté sous cordonFIGURE 63
Courbe dureté-tr800-500
FIGURE 64
La mesure de la dureté sous cordon (Figure 65) fait l'objet de la norme NF A 81-460. L'essai consiste à :
prélever par usinage une éprouvette constituée par une section droite du joint considéré,réaliser un polissage micrographique afin d'identifier la zone à gros grains du métal de base thermiquement affecté,effectuer, dans cette zone, une série de mesures de dureté Vickers sous une charge de 49,2N.
Soudabilité Claude PHILIP - ENSAM

64
La valeur à retenir pour la dureté sous cordon est la moyenne des trois valeurs les plus élevées.
Mesure de la dureté sous cordonFIGURE 65
Soudabilité Claude PHILIP - ENSAM

65
6 Endommagement des soudures
6.1 Fissures
6.1.1 DescriptionIl s'agit de décohésion pouvant apparaître dans l'une quelconque des zones d'une soudure (Zone fondue, zone de liaison, zone affectée thermiquement, métal de base). Ces fissures (Figure 66) sont classées :
soit, suivant leur zone d'apparition et leur orientation,soit, suivant leur mécanisme de formation.
Exemples de fissuresFIGURE 66
6.1.2 Principales causesD'une façon générale, les fissures apparaissent par la combinaison des trois facteurs :
un défaut dans le métal (Inclusions, hydrogène,...),une structure fragile,des contraintes, soit résiduelles, soit de service.
Les fissures peuvent survenir à différents stades de la réalisation d'une soudure :pendant le soudage, à haute température (fissuration à chaud) ou à basse température (fissuration à froid),pendant les traitements thermiques par choc thermique ou par inaptitude au fluage (fissuration au réchauffage),pendant des efforts anormaux hors service lors de fabrication, de manutention, d'épreuve ou de transport,pendant la mise en service par fatigue, corrosion,...
Soudabilité Claude PHILIP - ENSAM

66
6.2 Arrachement lamellaire
L'arrachement lamellaire est une fissuration se produisant dans les soudures d'angle de produits de fortes épaisseurs et pour des aciers faiblement alliés.
6.2.1 Description du phénomène
6.2.1.1 Définition
L'arrachement lamellaire est une décohésion qui se produit surtout pour les joints fortement bridés et dont la forme est telle que le matériau soit sollicité dans une direction perpendiculaire au plan de laminage. Ces ruptures se situent le plus souvent dans le métal de base en dessous de la ZAT. Elles présentent un faciès sous forme de gradin (figure 67).
Arrachement lamellaireFIGURE 67
L'arrachement lamellaire est influencé par les paramètres suivants :type de joint (Soudure d'angle),épaisseur du matériau (e > 20mm),nature de l'acier (Bas carbone, faiblement allié).
6.2.1.2 Mécanismes
Ce mode de fissuration est provoqué par une décohésion au niveau d'inclusions aplaties lors du laminage des tôles.La figure 68 montre le séquencement de cette décohésion qui comprend :
la décohésion des inclusions,l'écartement des parois des inclusions,la rupture des ponts métalliques séparant les inclusions.
Ce mécanisme explique le faciès de l'arrachement lamellaire avec zones de décohésion et zones de rupture.
6.2.2 Principaux facteursLes principaux facteurs de l'arrachement lamellaire sont :
la présence d'inclusion,la présence de contraintes liées au type de joint,l'orientation des contraintes.
Soudabilité Claude PHILIP - ENSAM

67
Mécanismes de l'arrachement lamellaireFIGURE 68
6.2.2.1 Rôle des inclusions
Les inclusions ont un rôle primordial dans l'arrachement lamellaire. Les caractéristiques principales étant :
leur pourcentage,leur nature (Souffre silicium),leur forme (allongée),leur distribution.
6.2.2.2 Type de joint
L'arrachement lamellaire ne se produit que dans le cas d'assemblages fortement bridés. La position du joint dans la construction est un facteur important du point de vue du bridage. Ce sont les soudures d'angles en forte épaisseur qui sont les plus sensibles (figure 69).
Assemblages typiques sensiblesFIGURE 69
Soudabilité Claude PHILIP - ENSAM

68
6.2.2.3 Orientation des efforts
Le risque d'arrachement lamellaire augmente quand la forme du joint soudé favorise la prédominance des sollicitations orientées perpendiculairement au plan du produit laminé.Par exemple, les joints A de la figure 70 sont plus défavorables que les joints B.
Joints sensiblesFIGURE 70
6.2.3 EssaisDes essais de soudabilité ont été étudiés pour évaluer la sensibilité à l'arrachement lamellaire. On distingue :
les essais en conditions réelles,les essais de traction dans les sens travers courts (Essai en H, essai FARRAR,...),les essais de pliage (Essais Cranfield,...),les essais de résilience.
6.2.4 Prévention
6.2.4.1 Conception du joint
Dans la mesure du possible, il faut :revoir le tracé de la région critique de l'ensemble soudé,modifier la préparation du joint,
afin de réduire le niveau de contrainte et d'éviter une orientation perpendiculaire au plan de la tôle (figure 71).
Soudabilité Claude PHILIP - ENSAM

69
Conception du jointFIGURE 71
6.2.4.2 Méthode de soudage
Utilisation d'un métal à basse résistanceIl faut utiliser un métal d'apport à faible résistance, compatible avec l'utilisation mécanique du joint, afin de réduire les déformations qui se produisent dans les couches sous-jacentes du matériau.
Choix de la séquence de soudageCette technique (figure 72) consiste à choisir correctement le séquencement des cordons afin :
de réduire les efforts transversaux,de transmettre les contraintes dans les premiers cordons et non dans le métal de base.
Séquence de soudageFIGURE 72
Soudabilité Claude PHILIP - ENSAM

70
BeurrageCette technique consiste à déposer sur le matériau critique une couche de métal présentant un fort allongement (Acier austénitique, nickel) afin de réduire la transmission des sollicitations (figure 73).
BeurrageFIGURE 73
6.2.4.3 Choix du matériau
Un des moyens efficaces est de limiter les inclusions et les impuretés.Le contrôle avant soudage de ces inclusions peut se faire, soit par contrôle non destructif, soit par mesure de la striction.En effet, les différents essais mettent en évidence l'importance de la striction, qui permet d'effectuer un classement des aciers.
S > 25% Aciers à résistance garantieS > 15% Aciers résistantsS > 8% Aciers non résistants
6.3 Fissuration à froid
6.3.1 Types de fissures à froidOn peut classer les fissures à froid en fonction de leur position (Zone affectée thermiquement, zone de liaison, zone fondue) et de leur orientation (longitudinales, transversales) (Figure 74).
Types de fissures à froidFigure 74
Soudabilité Claude PHILIP - ENSAM

71
Zone thermiquement affectéeLes fissures apparaissant dans cette zone sont les plus répandues. Elles sont, en général, longitudinales et dépendent de la présence :
d'une forte teneur d'hydrogène,d'une structure fragile (structure de trempe),de contraintes (même faibles).
Des effets d'entaille peuvent favoriser l'apparition de ces fissures, sous faible teneur d'hydrogène (Fissures à la racine ou au raccordement).
Zone de liaisonLors du soudage hétérogène d'aciers trempants avec un métal d'apport austénitique, une dilution hétérogène peut créer de la martensite au niveau de la zone de liaison, provoquant ainsi une fissuration longitudinale.
Zone fondueL'apparition d'aciers à haute limite élastique (HLE) fait que le métal d'apport est dans ce cas plus trempant que le métal de base. Le problème se trouve donc transféré dans la zone fondue.Ces fissures sont :
soit, longitudinales avec effet d'entaille à la racine,soit, transversales.
6.3.2 Principales causes de la fissuration à froidLes causes essentielles de la fissuration à froid sont :
la formation d'une structure de trempe,la diffusion de l'hydrogène dans le matériau,l'apparition de contraintes internes.
6.3.2.1 Formation d'une structure de trempe
Sous l'effet du cycle thermique, la ZAT et la ZF subissent des transformations de structures (Figure 75). Il est important de prendre en compte :
les hétérogénéités des transformations de structures dans le cordon,la possibilité ou non pour la ZF de prendre une structure martensitique.
Dans ce but, il convient d'étudier chronologiquement ces transformations suivant une coupe longitudinale, afin de situer les positions des isothermes correspondantes à ces transformations, à savoir :
isothermes TZF de transformation du métal fondue,isothermes TZAT de transformation du métal de la ZAT.
Cas d'un métal d'apport non trempantDans ce cas :
le métal fondu subit une transformation perlitique à haute températurele métal de base subit une transformation martensitique à basse température
Les phénomènes se produisent dans l'ordre chronologique suivant :1. Solidification du bain de fusion2. Transformation perlitique de la ZF3. Transformation martensitique de la ZAT
Cas d'un métal d'apport trempantDans ce cas :
le métal fondu subit une transformation martensitique à basse températurele métal de base moins trempant peut subir une transformation perlitique à haute température
Soudabilité Claude PHILIP - ENSAM

72
Les phénomènes se produisent dans un ordre chronologique inversé :1. Solidification du bain de fusion2. Transformation perlitique de la ZAT3. Transformation martensitique de la ZF
Formation de structures de trempeFIGURE 75
6.3.2.2 Rôle de l'hydrogène
Dissolution de l'hydrogène dans la ZFLa courbe de solubilité de l'hydrogène dans le fer (Figure 76) et celle du coefficient de diffusion permettent de noter les caractéristiques suivantes :
forte solubilité de l'hydrogène dans le métal en fusiondiscontinuité de solubilité lors des changements de phases (liquidus-solidus et austénite-martensite),discontinuité en sens inverse du coefficient de diffusion.
Ces particularités entraînent un phénomène de sursaturation d'hydrogène dans les zones de changement de phases.
Sources d'hydrogène lors du soudageDans la quasi-totalité des cas, l'hydrogène provient de sources extérieures à la soudure, à savoir :
décomposition de vapeur d'eau par l'arc électrique. Cette vapeur d'eau ayant des origines diverses :
humidité atmosphérique,humidité absorbée par hydroscopie dans les flux et enrobages,humidité contenue dans les gaz de protection,humidité absorbée à la peau des fils d'apport,humidité au niveau de la surface des pièces.
décomposition de produits organiques au niveau des pièces ou des produits de soudage.
Soudabilité Claude PHILIP - ENSAM

73
Courbes de solubilité de l'hydrogène dans le ferFIGURE 76
Le pourcentage d'hydrogène présent dans le métal fondu est fonction :du procédé et de la protection utilisés (Figure 77),de la préparation (nettoyage, élimination de l'humidité par préchauffage,...),des conditions de soudage (un arc long est plus défavorable qu'un arc court,...).
Pourcentage d'hydrogène pour quelques procédésFIGURE 77
Soudabilité Claude PHILIP - ENSAM

74
6.3.3 Mécanisme d'apparition des fissures à froid
Fissuration sous cordonA partir des constatations précédentes, l'enchaînement des phénomènes est le suivant (Figure 78) :
1. Dissolution de l'hydrogène dans le métal liquide.2. Sursaturation lors de la solidification et migration de l'hydrogène dans la ZAT.3. Sursaturation lors de la transformation perlitique de la ZF et migration de
l'hydrogène dans la ZAT.4. Sursaturation lors de la transformation martensitique de la ZAT. Apparition de
microporosités et fragilisation de la martensite.5. Fissuration sous contrainte ZAT.
Fissuration sous cordonFIGURE 78
Fissuration dans la zone fondueDans ce cas, l'enchaînement des phénomènes est le suivant (Figure 79) :
1. Dissolution de l'hydrogène dans le métal liquide2. Sursaturation lors de la solidification et migration de l'hydrogène dans la ZAT3. Sursaturation lors de la transformation martensitique de la ZF mais sans
migration de l'hydrogène dans la ZAT, alors perlitique4. Apparition de microporosités et fragilisation de la martensite de la ZF.5. Fissuration sous contrainte de la ZF
Fissuration dans la zone fondueFIGURE 79
Soudabilité Claude PHILIP - ENSAM

75
6.3.4 Essais de soudabilitéAfin de caractériser les matériaux et leur comportement lors du soudage, de nombreux essais ont été développés. Ces essais se traduisent soit par des tableaux, soit par des diagrammes qui peuvent servir à l'établissement de bases de données. Ces essais étant largement connus et diffusés, nous nous contenterons d'en donner un bref résumé et de développer deux parmi les plus utilisés
6.3.4.1 But des essais
Le but de ces essais est de simuler une opération de soudage en contrôlant les paramètres de fissuration.
HydrogèneLe choix et le contrôle du taux d'hydrogène se font par l'intermédiaire de ceux du procédé de soudage et de la protection.
Structure de la ZATDurant l'essai, l'enregistrement du cycle thermique permet de remonter à la vitesse de refroidissement et donc à la structure.Son évolution se fait en modifiant l'énergie de soudage, les autres paramètres étant constants.
ContraintesLa mise en contrainte de l'échantillon se fait :
soit, par bridage (Essais CTS, RD,..),soit, par sollicitation externe (Essais par implant,...).
Dans le premier cas les contraintes ne peuvent être qu'estimées, voire calculées, pour le deuxième cas une mesure approchée des contraintes est envisageable.
6.3.4.2 Exemples d'essais
Essais CTSL'essai CTS (Sévérité thermique contrôlée) s'exécute sur deux plaques de l'acier à tester. La procédure est la suivante (Figure 80) :
serrage par boulon des deux plaques,solidarisation des deux plaques par les deux soudures de fixation F1 et F2,réalisation des cordons d'essais C1 et C2,prélèvement et analyse des échantillons sur C1 et C2.
Le régime thermique peut être plus ou moins sévère suivant :l'énergie de soudage,la géométrie du joint qui peut être bi ou trithermique.
Les résultats de l'essai CTS peuvent être rendus relativement quantitatifs par la notion de sévérité thermique.
Soudabilité Claude PHILIP - ENSAM

76
Essai CTSFIGURE 80
Essais par implantLa méthode consiste (Figure 81) à appliquer à un implant cylindrique, soudé sur une plaque support, une contrainte maintenue fixe durant toute la durée de l'essai. On enregistre
la durée de refroidissement tr800-500 à l'aide d'un thermocouple,la contrainte appliquée par l'intermédiaire d'une jauge.
Pour favoriser la fissuration, on utilisera un implant préalablement entaillé, l'entaille devant être située dans la ZAT.
Essai par implantFIGURE 81
Soudabilité Claude PHILIP - ENSAM
77
On peut ainsi pour chaque temps de refroidissement, obtenir la contrainte provoquant l'apparition d'une fissure à fond d'entaille. Cet essai à permis de tracer les courbes de fissuration.
6.3.5 Moyens de lutte contre la fissuration à froidLes divers moyens pour diminuer ou éviter le risque de fissuration peuvent être classés en fonction des facteurs de fissuration.
Limiter les contraintesPar une action sur :
la séquence de soudage,le choix du métal d'apport,les conditions de soudage.
Eviter la formation de structures fragiles La formation de structures fragiles (martensite par exemple) peut être évitée en :
utilisant un acier faiblement trempant (bas carbone),diminuant la vitesse de refroidissement des joints en utilisant
une forte énergie de soudage,un préchauffage,un postchauffage.
Limiter le taux d'hydrogèneIl est possible de diminuer le taux d'hydrogène dans les cordons en évitant ou du moins en diminuant :
la dissolution de l'hydrogène dans le bain de fusion par :utilisation d'une protection efficace par un choix correct :du procédé adéquat,de la protection (Choix de l'enrobage, du mélange gazeux),des paramètres de soudage (Longueur de l'arc, débit des gaz,...),de la protection de la zone soudée dans le cas de fabrication sur chantier.
élimination de l'humidité de :la surface des pièces (préchauffage),des enrobages ou flux (Etuvage des électrodes basiques).élimination des produits organiques (Nettoyage, dégraissage).
la diffusion de l'hydrogène dans la ZAT par utilisation :d'un postchauffage qui favorise son dégazage et sa dispersion,d'un métal d'apport austénitique.
6.3.6 Prévision du risque de fissuration à froidLa procédure à suivre afin de limiter ou de supprimer le risque de fissuration à froid (Figure 82) fait intervenir la détermination :
d'un temps de refroidissement issu de l'analyse thermique du matériau tr,d'un temps critique issu de l'analyse du comportement du matériau trc.
La comparaison des deux permet d'évaluer le risque de fissuration :si trc < tr, alors la fissuration a peu de chance de se produire,si trc > tr, alors il existe un risque de fissuration.
Soudabilité Claude PHILIP - ENSAM

78
Prévision du risque de fissurationFIGURE 82
Deux méthodes sont basées sur ce principe :l'utilisation des courbes de fissuration,l'utilisation du paramètre de fissuration Pw.
6.3.6.1 Courbes de fissuration
Les essais sur implants ont permis de caractériser l'état d'une éprouvette (Non fissurée, fissurée, cassée) pour un couple tr800-500 - contrainte.
Ces essais ont permis de tracer les courbes limites de fissuration d'un acier (Figure 83).
Elles délimitent, en fonction du paramètre tr800-500 et de la contrainte de bridage et pour un procédé de soudage, les domaines de fissuration et de non fissuration.
La démarche est la suivante (Figure 84) :
Calcul ou estimation des contraintes de soudage σs
Cette détermination est délicate et pas facile. La méthode la plus simple consiste à situer les contraintes de soudage par rapport à la limite élastique Re du matériau en fonction du bridage de la soudure.
Assemblages à bridage faible, pour lesquels on prend σs = Re/3Assemblages à bridage moyen, pour lesquels on prend σs = 2Re/3Assemblages à bridage élevé, pour lesquels on prend σs = Re
Détermination du temps critique trc à l'aide des courbes de fissurationDétermination de la température de préchauffe pour avoir trc < tr800-500
Soudabilité Claude PHILIP - ENSAM

79
Courbes de fissurationFIGURE 83
Démarche d'étudeFIGURE 84
Soudabilité Claude PHILIP - ENSAM

80
6.3.6.2 Paramètre de fissuration
Cette méthode est basée sur l'utilisation du temps de refroidissement t100 depuis la température maxi jusqu'à 100°c. Elle est identique dans son principe à la précédente et revient à déterminer les conditions de soudage (température de préchauffage) permettant d'avoir le temps de refroidissement t100 du cordon supérieur à un temps critique t100c fonction :
du matériau défini par un carbone équivalent Pcm,du taux d'hydrogène,de l'intensité de bridage déterminée expérimentalement ou par calcul.
La détermination du t100c se fait par l'intermédiaire du paramètre de fissuration Pw. Pour tout apport de chaleur supérieur à 6KJ/cm, on a :
t100c(s) = 2238 Pw - 562
avecPw = Pcm + H/60 + Kb/40.103
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10H taux d'hydrogène dans le métal fondu (ml/100gr)Kb intensité de bridage
La détermination du t100 se fait à l'aide d'abaques (Figure 85) à partir :de l'épaisseur de la pièce,de l'énergie nominale,de la température de préchauffe.
Temps de refroidissement t100
FIGURE 85
La démarche est la suivante (Figure 86) :
Calcul du paramètre de fissuration Pw
Détermination du temps de refroidissement t100c
Détermination de la température de préchauffe à l'aide des abaques
Soudabilité Claude PHILIP - ENSAM
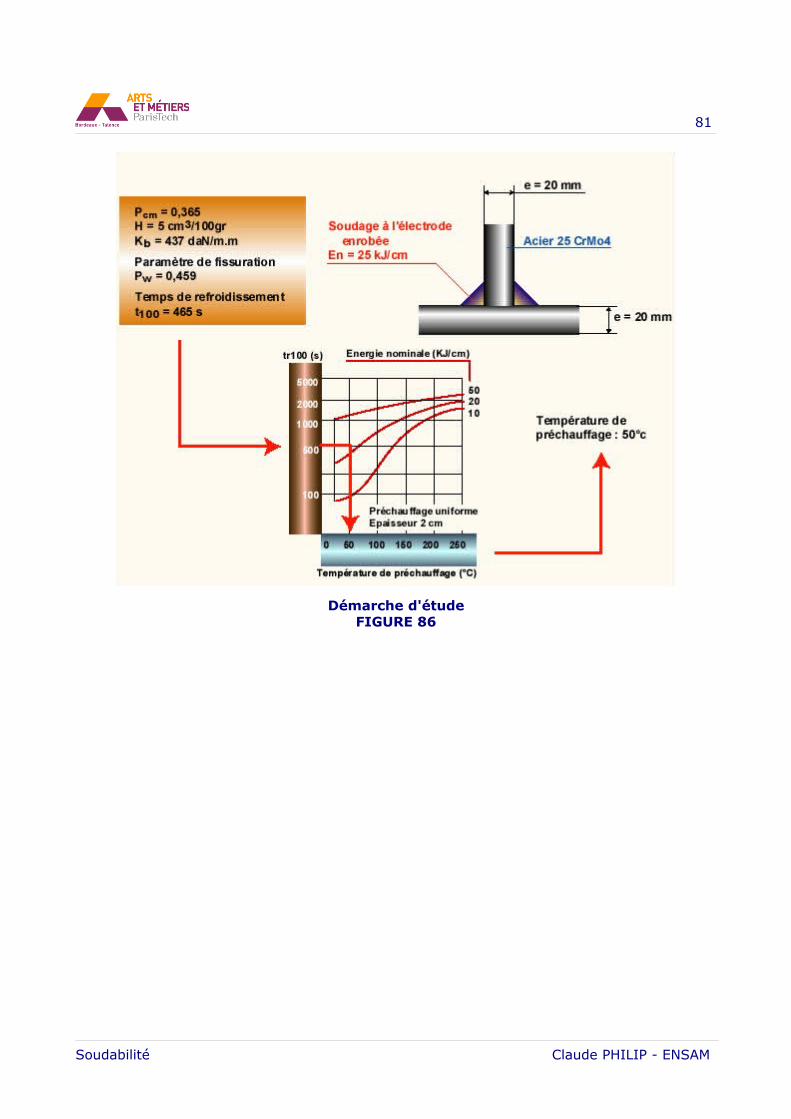
81
Démarche d'étudeFIGURE 86
Soudabilité Claude PHILIP - ENSAM

82
7 Lexique
Arrachement lamellaire Lamellar cracking or tearingAusténitisation AustenitizingBain de fusion Weld pool, Molten poolBainite BainiteBeurrage ButteringBridage RestraintChamp magnétique Magnetic fluxChaude de retrait Flame-shrinkingChauffage HeatingConductivité électrique Electric conductivityConductivité thermique Thermal conductivityContrainte StressContrainte résiduelle Residual stressCristallographie CrystallographyCycle thermique Temperature curvesDéformation Distorsion, strainDensité de courant Current densityDiffusivité thermique Thermal conductivityDilution DilutionDissolution de carbures Carbide dissolutionEffet Marangoni Marangoni effectEssais mécaniques Mechanical testsFissuration à chaud Hot crackingFissuration à froid Cold crackingFissuration au réchauffage Reheat crackingFlux thermique Heat flowForce électromagnétique Electromagnetic forceGrossissement du grain Grain growthInclusion InclusionIntensité de bridage Intensity of restraintMartensite MartensiteMontage de soudage FixturePénétration Penetration, Depth of fusionPerlite PearlitePerméabilité magnétique Magnetic permeabilityPorosité PorosityPression de l'arc Arc pressureRecristallisation RecrystallizationRefroidissement CoolingRelaxation des contraintes Stress relievingRetassure PipeRetrait angulaire Angular shrinkageRetrait longitudinal Longitudinal shrinkageRetrait transversal Transverse shrinkageSéquence de soudage Sequence weldsSolidification SolidificationSoudabilité WeldabilitySoudage discontinu Intermittent weldingSoudage multipasses Multipass welding
Soudabilité Claude PHILIP - ENSAM

83
Soudage pas de pèlerin Backstep weldingSoufflure Blow-holeStriction Contraction of areaSurfusion SurfusionTension superficielle Interfacial tension, surface tensionTransformations au chauffage Heating transformationsTransformations au refroidissement Cooling transformationsViscosité ViscosityVitesse de refroidissement Cooling rateZone fondue Molten zone
Soudabilité Claude PHILIP - ENSAM

84
8 Bibliographie
R. BAUS, W. CHAPEAUApplication du soudage aux constructionsEYROLLES
J. CORNUNotions fondamentalesTraité de soudage automatiqueHERMES
J.P. FERTEBrasage-diffusionSoudage et Techniques ConnexesVol 48; n°9/10; 1994
H. GRANJONBases métallurgiques du soudagePublications de la Soudure AutogèneEYROLLES
MécanosoudageConception - FabricationPublication du CETIM
Metals HandbookVolume 6Welding and brazing
Soudabilité Claude PHILIP - ENSAM