instructions de montage - schaeffler.com
TRANSCRIPT
156
744a
Instructions de montagepour KUVE..-B(-KT)
2 MON 38
PageSommaire
Poste de montage/outillage de montage.................. 3
Vérification des hauteurs d’appui et rayonsde raccordement ...................................................... 4
Tolérances de forme et de position/déport en hauteur 6
Contrôle du parallélisme des surfaces d’appui ......... 7
Vérification de l’état de livraison .............................. 8
Vis de fixation et couples de serrage ........................ 11
Démontage et montage du chariot de guidage ......... 15
Implantation du système de guidage prémonté........ 16
Lubrification............................................................. 22
Quantité minimale d’huile/quantité d’huile par impulsion ................................. 24
Quantité d’huile minimale lorsde la mise en service Qmini/quantité d’huile par impulsion Qimp ......................... 25Quantité initiale de graisse/quantité de graisse ....... 26
Quantité initiale de graisse (UG)/quantité de graisse .................................................. 27

MON 38 3
Poste de montage/outillage de montage
Attention !Cette notice est valable pour les systèmes àrecirculation à quatre rangées de billes KUVE..-B (-KT). Ne monter les guidages que suivant cette notice.
Ne pas travailler près de la zone de montage avec des machines, appareils ou installations générant descopeaux ou de la poussière.
Il faut éviter toute pénétration d’impuretés oud’humidité dans les systèmes. Elles affectentconsidérablement le fonctionnement des chariots etréduisent tout autant leur durée d’utilisation.
Les éléments doivent être montés uniquement avec les outillages prescrits. Des outillages sales ou inadaptés peuvent réduire considérablement la fonction et la durée d’utilisation des guidages.

4 MON 38
Vérification des hauteurs d’appui et rayons deraccordement
Attention !La construction adjacente doit être propre.Les impuretés affectent la précision et diminuent ladurée d’utilisation du système de guidage.
❑ Vérifier si les perçages et les surfaces d’appuiprésentent des bavures ; les ôter avec une pierre à huile.
❑ Vérifier que les hauteurs d’appui «h1, h2» et lesrayons de raccordement «r1, r2» correspondent à la figure et au tableau, page 5 ; corriger les écarts.
0001
3AA
A

MON 38 5
Vérification des hauteurs d’appui et rayons de raccordement
KUVE..-B (-KT) h1 h2max.
r1max.
r2max.
KUVE15-B (-H, -S, -EC, -ESC) 4,5 3,5 1 0,3
KUVE15-B-KT (-L, -H, -HL, -S, -SL) 4,5 3,5 1 0,3
KUVE20-B (-L, -S, -SL, -SN, -SNL, -N, -NL, -EC, -ESC) 5 4 1 0,5
KUVE20-B-KT (-L, -S, -SL) 5 4 1 0,5
KUVE25-B (-L, -H, -HL, -S, -SL, -SN, -SNL, -N, -NL, -EC, -ESC) 5 4,5 1 0,8
KUVE25-B-KT (-L, -H, -HL, -S, -SL, -W, -WL) 5 4,5 1 0,8
KUVE30-B (-L, -H, -HL, -S, -SL, -SN, -SNL, -N, -NL, -EC, -ESC) 6 5 1 0,8
KUVE30-B-KT (-L, -H, -HL, -S, -SL) 6 5 1 0,8
KUVE35-B (-L, -H, -HL, -S, -SL, -SN, -SNL, -N, -NL, -EC, -ESC) 6,5 6 1 0,8
KUVE35-B-KT (-L, -H, -HL, -S, -SL) 6,5 6 1 0,8
KUVE45-B (-L, -H, -HL, -S, -SL, -SN, -SNL, -N, -NL, -EC, -ESC) 9 8 1 1
KUVE45-B-KT (-L, -H, -HL, -S, -SL) 9 8 1 1
KUVE55-B (-L, -S, -SL) 12 10 1 1,5
KUVE55-B-KT (-L, -S, -SL) 12 10 1 1,5

6 MON 38
Tolérances de forme et de position/déport en hauteur
■ Contrôler les tolérances de forme et de position selon la figure. Le cas échéant, retoucher ces surfaces.
■ Déterminer le déport �H (�m), le calculer en utilisant l’équation et le comparer avec la valeur mesurée ;le cas échéant, retoucher les surfaces.b (mm) est l’entraxe.
1) Non convexes (pour toutes les surfaces usinées).
� �
� �
H bpour classedepr ch e V
H bpour classedepr ch
0 2 1
0 1
, arg
,
⋅( )⋅
é
é aarge V2( )
156
747
MON 38 7
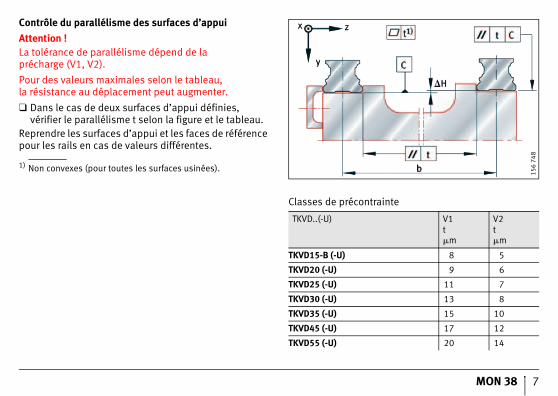
Contrôle du parallélisme des surfaces d’appui
Attention !La tolérance de parallélisme dépend de la précharge (V1, V2).
Pour des valeurs maximales selon le tableau,la résistance au déplacement peut augmenter.
❑ Dans le cas de deux surfaces d’appui définies,vérifier le parallélisme t selon la figure et le tableau.
Reprendre les surfaces d’appui et les faces de référence pour les rails en cas de valeurs différentes.
1) Non convexes (pour toutes les surfaces usinées).
156
748
Classes de précontrainte
TKVD..(-U) V1t�m
V2t�m
TKVD15-B (-U) 8 5
TKVD20 (-U) 9 6
TKVD25 (-U) 11 7
TKVD30 (-U) 13 8
TKVD35 (-U) 15 10
TKVD45 (-U) 17 12
TKVD55 (-U) 20 14

8 MON 38
Vérification de l’état de livraison
Oter l’emballage des systèmes juste avant le montage.
Le chariot � est sur le rail de guidage �.Les rail et chariot sont conservés.
Un ruban adhésif � recouvre les arêtes vives deslamages. N’ôter le ruban adhésif qu’au montage dusystème de guidage.
Les capuchons � et le gabarit de protection �sont fournis.
156
749

MON 38 9
Vérification de l’état de livraison
Le chariot ne doit pas glisser sur des lamages non obturés ! Pour protéger les lèvres des racleurs lorsque le chariot est en mouvement, glisser une tôle en acier à ressort � (épaisseur 0,2 mm) entre la surfacesupérieure du rail et le chariot. Replier légèrement vers le haut les extrémités devant et derrière le chariot.
La tôle en acier à ressort est à fournir par le client.
Les chariots de guidage ont des graisseurs (KUVE15 selon DIN 3405, � emmanchés dans un embout fileté, KUVE25-55 selon DIN 71412-B(45°), �.
156
750a

10 MON 38
Vérification de l’état de livraison
Les rails de guidage en plusieurs parties sont emballés ensemble. Les aboutages �, �, � sont repérés dans un ordre alphanumérique croissant.
Attention !Monter les rails de guidage de façon à ce queles extré-mités ayant les mêmes chiffres et lettres se touchent.
156
751

MON 38 11
Vis de fixation et couples de serrage
Attention !Ne fixer les systèmes qu’avec les vis préconisées.Respecter impérativement dimensions, nombre,qualité et couple de serrage, voir tableau pages 12 à 14.
156
784

12 MON 38
Vis de fixation et couples de serrage
KUVE..-B (-KT) G1 G2 K1 K3 K6 K6
DIN ISO 4 762-12.9 DIN 7 984-8.8
MANm
MANm
MANm
MANm
MANm
MANm
KUVE15-B M5 10 M5/6x 5,8 M4 5 M4/4x 5 – – M4/2x 2,8
KUVE15-B-S (-H) M5 10 M4/4x 3 M4 5 – – – – – –
KUVE15-B-EC M5 10 – – M4 5 M4/2x 5 – – – –
KUVE15-B-ESC M5 10 M4/2x 3 M4 5 – – – – – –
KUVE15-B-KT (-L) M5 10 M5/4x 5,8 M4 5 M4/4x 5 – – – –
KUVE15-B-KT-S (-H, -SL, -HL) M5 10 M4/4x 3 M4 5 – – – – – –
KUVE20-B (-L) M6 17 M6/6x 10 M5 10 M5/4x 10 M5/2x 10 – –
KUVE20-B-N (-NL) M6 17 M6/6x 10 M5 10 M5/4x 10 – – M5/2x 5,8
KUVE20-B-S (-SN, -SL, -SNL, -ESC) M6 17 M5/4x 5,8 M5 10 – – – – – –
KUVE20-B-EC M6 17 – – M5 10 M5/2x 10 – – – –
KUVE20-B-KT (-L) M6 17 M6/4x 10 M5 10 M5/4x 10 – – – –
KUVE20-B-KT-S (-SL) M6 17 M5/4x 5,8 M5 10 – – – – – –

MON 38 13
Vis de fixation et couples de serrage · Suite
KUVE..-B (-KT) G1 G2 K1 K3 K6 K6
DIN ISO 4 762-12.9 DIN 7 984-8.8
MANm
MANm
MANm
MANm
MANm
MANm
KUVE25-B (-L) M6 17 M8/6x 24 M6 17 M6/4x 17 M6/2x 17 – –
KUVE25-B-N (-NL) M6 17 M8/6x 24 M6 17 M6/4x 17 – – M6/2x 10
KUVE25-B-S (-SN, -SL, -SNL, -H, -HL, -ESC) M6 17 M6/4x 10 M6 17 – – – – – –
KUVE25-B-EC M6 17 – – M6 17 M6/2x 17 – – – –
KUVE25-B-KT (-L) M6 17 M8/4x 24 M6 17 M6/4x 17 – – – –
KUVE25-B-KT-S (-H, -SL, -HL) M6 17 M6/4x 10 M6 17 – – – – – –
KUVE25-B-KT-W (-WL) M6 17 M8/6x 24 M6 17 M6/4x 17 M6/2x 17 – –
KUVE30-B (-L) M8 41 M10/6x 41 M8 41 M8/4x 41 M8/2x 41 – –
KUVE30-B-N (-NL) M8 41 M10/6x 41 M8 41 M8/4x 41 – – M8/2x 24
KUVE30-B-S (-SN, -SL, -SNL, -H, -HL, -ESC) M8 41 M8/4x 24 M8 41 – – – – – –
KUVE30-B-EC M8 41 – – M8 41 M8/2x 41 – – – –
KUVE30-B-KT (-L) M8 41 M10/4x 41 M8 41 M8/4x 41 – – – –
KUVE30-B-KT-S (-H, -SL, -HL) M8 41 M8/4x 24 M8 41 – – - – – –

14 MON 38
Vis de fixation et couples de serrage · Suite
KUVE..-B (-KT) G1 G2 K1 K3 K6 K6
DIN ISO 4 762-12.9 DIN 7 984-8.8
MANm
MANm
MANm
MANm
MANm
MANm
KUVE35-B (-L) M8 41 M10/6x 41 M8 41 M8/4x 41 M8/2x 41 – –
KUVE35-B-N (-NL) M8 41 M10/6x 41 M8 41 M8/4x 41 – – M8/2x 24
KUVE35-B-S (-SN, -SL, -SNL, -H, -HL, -ESC) M8 41 M8/4x 24 M8 41 – – – – – –
KUVE35-B-EC M8 41 – – M8 41 M8/2x 41 – – – –
KUVE35-B-KT (-L) M8 41 M10/4x 41 M8 41 M8/2x 41 – – – –
KUVE35-B-KT-S (-H, -SL, -HL) M8 41 M8/4x 24 M8 41 – – – – – –
KUVE45-B (-L) M12 140 M12/6x 83 M12 140 M10/4x 83 M10/2x 83 – –
KUVE45-B-N (-NL) M12 140 M12/6x 83 M12 140 M10/4x 83 – – M10/2x 48
KUVE45-B-S (-SN, -SL, -SNL, -H, -HL, -ESC) M12 140 M10/4x 41 M12 140 – – – – – –
KUVE45-B-EC M12 140 – – M12 140 M10/2x 83 – – – –
KUVE45-B-KT (-L) M12 140 M12/4x 83 M12 140 M10/4x 83 – – – –
KUVE45-B-KT-S (-H, -SL, -HL) M12 140 M10/4x 41 M12 140 – – – – – –
KUVE55-B M14 220 M14/6x 140 M14 220 M12/4x 140 M12/2x 140 – –
KUVE55-B-S (-SL) M14 220 M12/4x 83 M14 220 – – – – – –
KUVE55-B-KT (-L) M14 220 M14/4x 140 M14 220 M12/4x 220 – – – –
KUVE55-B-KT-S (-SL) M14 220 M12/4x 83 M14 220 – – – – – –
MON 38 15
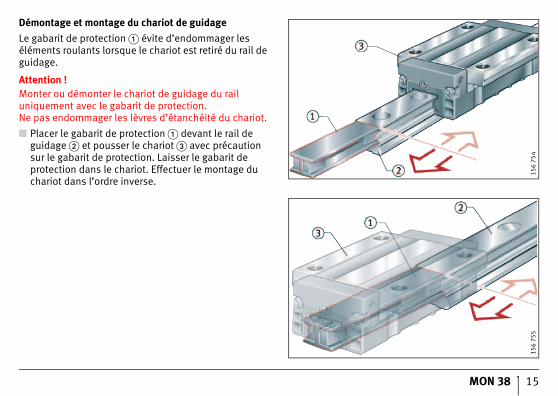
Démontage et montage du chariot de guidage
Le gabarit de protection � évite d’endommager leséléments roulants lorsque le chariot est retiré du rail de guidage.
Attention !Monter ou démonter le chariot de guidage du railuniquement avec le gabarit de protection.Ne pas endommager les lèvres d’étanchéité du chariot.
■ Placer le gabarit de protection � devant le rail de guidage � et pousser le chariot � avec précaution sur le gabarit de protection. Laisser le gabarit deprotection dans le chariot. Effectuer le montage du chariot dans l’ordre inverse.
156
754
156
755

16 MON 38
Implantation du système de guidage prémonté
Le chariot � se trouve sur le rail de guidage � ;la fixation est réalisée à partir de la table.Monter de façon analogue le système non prémonté.
■ Protéger les lèvres d’étanchéité avec une tôle en acier à ressort �.Positionner le système de guidage du côtéde référence � sur le bâti de la machine.
En cas de rails de guidage en plusieurs parties,respecter l’ordre alphanumérique des rails �, �,page 10 ! Le jeu � à l’aboutage des rails doit être � 0,05 mm !
156
756
156
757
MON 38 17
Implantation du système de guidage prémonté
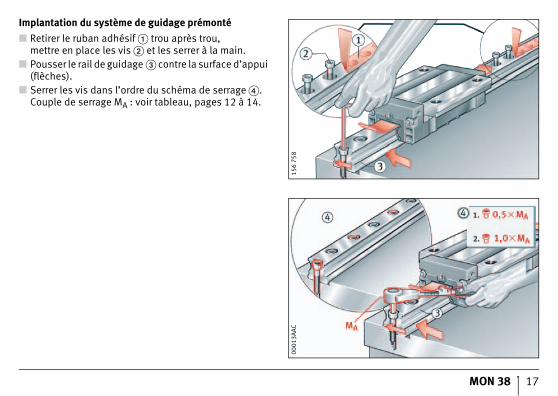
■ Retirer le ruban adhésif � trou après trou,mettre en place les vis � et les serrer à la main.
■ Pousser le rail de guidage � contre la surface d’appui (flèches).
■ Serrer les vis dans l’ordre du schéma de serrage �. Couple de serrage MA : voir tableau, pages 12 à 14.
156
758
0001
3AA
C

18 MON 38
Implantation du système de guidage prémonté
■ Poser les rondelles fendues � dans les trous.■ Emmancher à fleur les capuchons � à l’aide d’une
cale �.■ Ebavurer les surfaces avec une pierre à huile �.
Attention !Ne pas utiliser de pierre à huile ou autre pour les rails avec revêtement Corrotect® et les capuchons en matière plastique.
156
760a
156
761a

MON 38 19
Implantation du système de guidage prémonté
■ Positionner le système du côté adjacent � sur lebâti de la machine ; vérifier le bon alignement des surfaces d’appui.En cas de rails de guidage en plusieurs tronçons, respecter l’ordre alphanumérique des rails !Le jeu à l’aboutage des rails doit être inférieur à 0,05 mm ! Protéger les lèvres d’étanchéité avecune tôle en acier à ressort.
■ Retirer le ruban adhésif � trou après trou,mettre en place les vis � et les serrer à la main.
■ Aligner les chariots de guidage � avec les trousde fixation de la table de machine � et la poser,sans à-coups, sur les chariots.
156
762
156
763
20 MON 38
Implantation du système de guidage prémonté
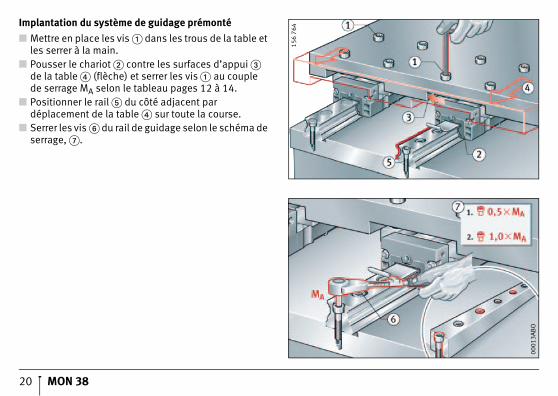
■ Mettre en place les vis � dans les trous de la table et les serrer à la main.
■ Pousser le chariot � contre les surfaces d’appui � de la table � (flèche) et serrer les vis � au couplede serrage MA selon le tableau pages 12 à 14.
■ Positionner le rail � du côté adjacent par déplacement de la table � sur toute la course.
■ Serrer les vis � du rail de guidage selon le schéma de serrage, �.
156
764
0001
3AB
O

MON 38 21
Implantation du système de guidage prémonté
■ Monter les capuchons � selon les indicationsde la page 18.
■ Redresser les extrémités de la tôle en acier à ressort �, puis la retirer.
■ Déplacer la table pour vérifier le fonctionnement régulier du système de guidage.
■ Combler, le cas échéant, les rainures situées entrele rail et le bâti �, par exemple avec une résinesynthétique.
156
766
156
767

22 MON 38
Lubrification
Lubrification par graisseur ou par système delubrification centralisée (le graisseur est fourni �).
❑ Retirer la vis d’obturation � de la pièce de tête.❑ Visser le raccord de lubrification � ;
couple de serrage maximal 0,5 Nm.
217
085a

MON 38 23
Lubrification
Attention !Toujours déplacer le chariot lors de la lubrification.La course minimale est de quatre fois la longueur du corps.
Intervalles de regraissage■ Respecter l’intervalle de regraissage
– 12 mois max. pour une lubrification à la graisse.■ En cas de lubrification centralisée, respecter la
quantité d’huile par impulsion Qimp, voir page 24.
Avant la mise en serviceAttention !Les chariots à conservation humide (suffixe UG) doivent être lubrifiés avant la mise en service.
■ Huiler ou graisser légèrement les rails de guidage– selon que la lubrification est à l’huile ou à la
graisse.■ Pour une lubrification à l’huile, lubrifier les chariots
avec la quantité minimale d’huile ; quantités d’huile, voir page 25.
■ Pour une lubrification à la graisse, graisser les chariots jusqu’à ce que de la graisse neuve ressorte aux extrémités : quantités de graisse, voir page 26.

24 MON 38
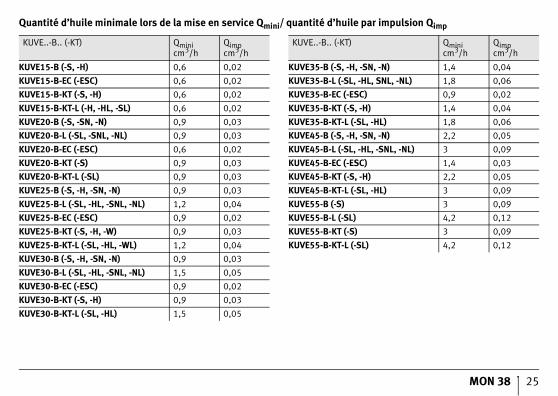
Quantité minimale d’huile/quantité d’huile par impulsion
Ces valeurs sont valables pour les conditions suivantes :■ taux de service 100%■ C0/P = 8■ = 0,8 m/s■ course 500 mm à 1000 mm.Les valeurs exactes ne peuvent être définies qu’enfonction des conditions de fonctionnement réelles.
v
MON 38 25
KUVE..-B.. (-KT) Qminicm3/h
Qimpcm3/h
KUVE15-B (-S, -H) 0,6 0,02
KUVE15-B-EC (-ESC) 0,6 0,02
KUVE15-B-KT (-S, -H) 0,6 0,02
KUVE15-B-KT-L (-H, -HL, -SL) 0,6 0,02
KUVE20-B (-S, -SN, -N) 0,9 0,03
KUVE20-B-L (-SL, -SNL, -NL) 0,9 0,03
KUVE20-B-EC (-ESC) 0,6 0,02
KUVE20-B-KT (-S) 0,9 0,03
KUVE20-B-KT-L (-SL) 0,9 0,03
KUVE25-B (-S, -H, -SN, -N) 0,9 0,03
KUVE25-B-L (-SL, -HL, -SNL, -NL) 1,2 0,04
KUVE25-B-EC (-ESC) 0,9 0,02
KUVE25-B-KT (-S, -H, -W) 0,9 0,03
KUVE25-B-KT-L (-SL, -HL, -WL) 1,2 0,04
KUVE30-B (-S, -H, -SN, -N) 0,9 0,03
KUVE30-B-L (-SL, -HL, -SNL, -NL) 1,5 0,05
KUVE30-B-EC (-ESC) 0,9 0,02
KUVE30-B-KT (-S, -H) 0,9 0,03
KUVE30-B-KT-L (-SL, -HL) 1,5 0,05
KUVE..-B.. (-KT) Qminicm3/h
Qimpcm3/h
KUVE35-B (-S, -H, -SN, -N) 1,4 0,04
KUVE35-B-L (-SL, -HL, SNL, -NL) 1,8 0,06
KUVE35-B-EC (-ESC) 0,9 0,02
KUVE35-B-KT (-S, -H) 1,4 0,04
KUVE35-B-KT-L (-SL, -HL) 1,8 0,06
KUVE45-B (-S, -H, -SN, -N) 2,2 0,05
KUVE45-B-L (-SL, -HL, -SNL, -NL) 3 0,09
KUVE45-B-EC (-ESC) 1,4 0,03
KUVE45-B-KT (-S, -H) 2,2 0,05
KUVE45-B-KT-L (-SL, -HL) 3 0,09
KUVE55-B (-S) 3 0,09
KUVE55-B-L (-SL) 4,2 0,12
KUVE55-B-KT (-S) 3 0,09
KUVE55-B-KT-L (-SL) 4,2 0,12
Quantité d’huile minimale lors de la mise en service Qmini/ quantité d’huile par impulsion Qimp

26 MON 38
Quantité initiale de graisse/quantité de graisse
Ces valeurs sont valables pour les conditions suivantes :■ taux de service 100%■ C0/P = 8■ = 0,8 m/s■ course 500 mm à 1000 mm.Les valeurs exactes ne peuvent être définies qu’enfonction des conditions de fonctionnement réelles.
Attention !Les chariots KUVE..-B et KUVE..-B-KT sont livrés avec un graissage initial (standard).
v

MON 38 27
Quantité initiale de graisse (UG)/ quantité de graisse
KUVE..-B.. (-KT)g
KUVE15-B (-S, -H) 0,6
KUVE15-B-EC (-ESC) 0,4
KUVE15-B-KT (-S, -H) 0,6
KUVE15-B-KT-L (-H, -HL, -SL) 0,8
KUVE20-B (-S, -SN, -N) 1,1
KUVE20-B-L (-SL, -SNL, -NL) 1,4
KUVE20-B-EC (-ESC) 0,8
KUVE20-B-KT (-S) 1,1
KUVE20-B-KT-L (-SL) 1,4
KUVE25-B (-S, -H, -SN, -N) 1,5
KUVE25-B-L (-SL, -HL, -SNL, -NL) 2,3
KUVE25-B-EC (-ESC) 1,1
KUVE25-B-KT (-S, -H, -W) 1,5
KUVE25-B-KT-L (-SL, -HL, -WL) 2,3
KUVE30-B (-S, -H, SN, -N) 3
KUVE30-B-L (-SL, -HL, -SNL, -NL) 3,8
KUVE30-B-EC (-ESC) 1,9
KUVE30-B-KT (-S, -H) 3
KUVE30-B-KT-L (-SL, -HL) 3,8
KUVE..-B.. (-KT)g
KUVE35-B (-S, -H, -SN, -N) 4,5
KUVE35-B-L (-SL, -HL, -SNL, -NL) 6
KUVE35-B-EC (-ESC) 3
KUVE35-B-KT (-S, -H) 4,5
KUVE35-B-KT-L (-SL, -HL) 6
KUVE45-B (-S, -H, -SN, -N) 9
KUVE45-B-L (-SL, -HL, -SNL, -NL) 10,5
KUVE45-B-EC (-ESC) 6
KUVE45-B-KT (-S, -H) 9
KUVE45-B-KT-L (-SL, -HL) 10,5
KUVE55-B (-S) 10,9
KUVE55-B-L (-SL) 14,3
KUVE55-B-KT (-S) 10,9
KUVE55-B-KT-L (-SL) 14,3

MO
N 3
8 /
F-F
/ 20
0911
/ p
df o
nly
Schaeffler France
93 route de Bitche
BP 30186
67506 Haguenau Cedex
Téléphone +33 (0)3 88 63 40 50
Télécopie +33 (0)3 88 63 40 51
E-mail [email protected]
Internet www.schaeffler.fr
Ce document a été soigneusement
composé et toutes ses données vérifiées.
Toutefois, nous déclinons toute respon-
sabilité en cas d’erreurs ou d’omissions.
Nous nous réservons tout droit de
modification.
© Schaeffler KG · 2009, novembre
Aucune reproduction, même partielle,
n’est autorisée sans notre accord
préalable.
MON 38 F-F