granulation et compression
TRANSCRIPT
Gankhuyag Saran - Guerroudj Ikram 06/10/2020 – P2 Galénique – G. Dollo
Diapo disponible sur Moodle
GRANULATION ET COMPRESSION
Le prof a montré des petites vidéos sur les appareils de séchage vu précédemment en cours : • Mélangeur de conteneur fixé sur la turbine d’une machine. Le mélange se fait par retournement. • Mélangeur à double cônes • Mélangeur à double ruban pour faire des granulations (exemple : mélange des épices) • Mélangeur à double cuve • Mélangeur à bras en Z • Mélangeur à soc : ça tourne assez vite, il peut y avoir des outils pour modéliser les cinétiques • Mélangeur conique à vis: souvent en Chine, il y a beaucoup d’équipement asiatique. Il y a 2 vis qui
tournent sur elles-même et aussi autour de la cuve. • Mélangeur à turbine (pu granulateur haut cisaillement): il y a un pulvérisateur et des couteaux qui
tournent pour casser les agrégats. • Mouvements en pluie : “spraying on” , on peut sécher si l’air au fond est chaud, une partie de la
pulvérisation tombera de part et d’autre de la cheminée et l’autre partie devant (permet de mélanger et lié uniformément entre elle, crée un effet boule de neige)
• Étuve sous vide: des plateaux séchés par conduction du fluide dans les plateaux (chauffage par un fluide : eau chaude )
VII - Fabrication des comprimés A - Principe de fabrication
La réalisation se fait en milieu industriel (pas à l’officine ou à l'hôpital même si on le faisait à une époque à l'hôpital).
• Selon un prototype décrit dans le dossier d’AMM • Mise au point délicate dans le labo de R & D
Il y a 3 méthodes principales : Compression après granulation humide
• Pesée des poudres (PA + diluants) • Mélange des poudres (par exemple mélangeur à tambour) • Addition de la solution de liant (peut être polyvalent soit en solution aqueuse ou organique) • Granulation rapprochée : resserrer les particules entre elles, formation de grains • Séchage du grain, calibrage du grain (par tamisage) (population homogène en granulométrie) • Addition des excipients « en phase externe » (lubrifiant → permet aux poinçons et à la matrice d’être
lubrifiés, agent de désagrégation → permettra la désagrégation de la structure solide du comprimé dans le tube digestif) c’est-à-dire à l’extérieur des grains (en périphérie) car n’ont pas lieu d’être à l’intérieur du grain.
• Compression
2
Compression après granulation sèche (moins bon qu’humide) • Pesée des poudres (PA + diluants + liant(s) à sec et +/- lubrifiant, le lubrifiant est utilisé avec la
méthode de compression en briquetage. • Mélange des poudres • Granulation sèche (pré-compression en briquettes = briquetage sur machine alternative (nécessite
une partie du lubrifiant) ou Compactage (sur compacteur à rouleaux, broyage et tamisage) + Calibrage (pour les briquettes), Broyage (avant calibrage) et Tamisage
• NB : le compactage est le plus utilisé en industrie pharmaceutique . • Addition des excipients « en phase externe » (lubrifiants, agents de désagrégation) • Compression
NB: un grain favorise la création d’une liaison, c’est pourquoi on obtient des comprimés de meilleur qualité quand on fait une granulation Compression directe (quand le diluant le permet c’est-à-dire quand il représente au moins 60 % dans la formule) (sans granulation) mais généralement les comprimés sont de moins bonne qualité
• Pesée des poudres (PA + diluants + liants + lubrifiants + agents de désagrégation) • Mélange des poudres • Compression
C’est la méthode la plus simple en apparence (car peu d’appareil donc peu d’investissement et de nettoyage) mais la mise au point délicate pour avoir des comprimés de bonne qualité. Schéma récapitulatif : Méthodes de fabrication des comprimés : 3 voies
NB : Si vous retenez le tableau: vous avez tout compris! On peut avoir une composition de comprimés en examen et c’est à nous de dire quelle méthode il faut utiliser pour la fabrication !!!! On retient ici que la voie humide est celle de meilleure qualité.
1 - Mélange des poudres C’est une étape commune (déjà vu, cf cours mélange des poudres). Il existe plusieurs types de mélangeurs : Mélangeurs à cuve rotative ○ Mélangeurs cubiques, coniques, en V... (M à chute libre : mélange par gravité) Mélangeurs à fluidisation : (polyvalent) ○ Idem séchage
3
○ Polyvalents : mélange, granulation et séchage dans la même cuve Mélangeurs à turbine (n’a pas toujours le pouvoir de sécher) ○ Souvent polyvalents (Mélange +/- granulation +/- séchage)
2 - Granulation Définition : c’est un procédé d’élargissement de taille au cours duquel des petites particules dispersées dans un milieux gazeux ou liquide sont agglomérées pour former des particules de plus grosse taille (taille pouvant aller jusqu’à 50 mm) dans lesquelles les particules originelles restent identifiables On parle de Grains, granulés ou agglomérats sphériques. Elle a pour but : • L’amélioration de la texture du mélange : - Augmentation densité et de l’homogénéité : meilleure coulabilité dans les machines et donc une régularité de masse des comprimés - Diminution de la quantité d’air (l’air est un agent qui est néfaste dans les procédés de compression, il a un comportement élastique, donc si on comprime quelque chose riche en air, après compression il va reprendre sa forme de départ) : meilleure compression, diminution des forces nécessaires de compression. NB : grains ont l’avantage de diminuer les forces nécessaire pour faire des liaisons • La création ou intensification de liaisons interparticulaires. : meilleure liaison
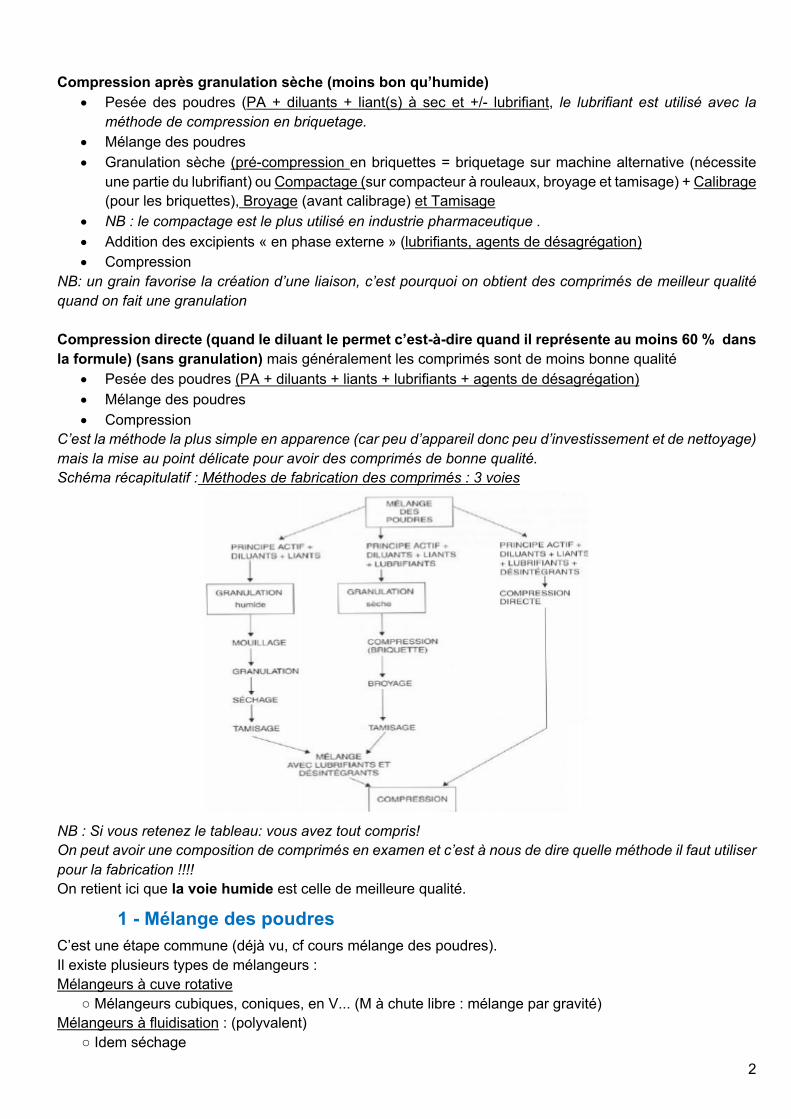
a - Granulation humide C’est la méthode la plus utilisée : Pulvérisation d’un liquide de mouillage sur un mélange de poudre pulvérulent → Création de ponts liquides puis solides après évaporation du solvant
→ Formation de contacts entre les particules ce qui permet de renforcer leurs interactions et de promouvoir leur grossissement
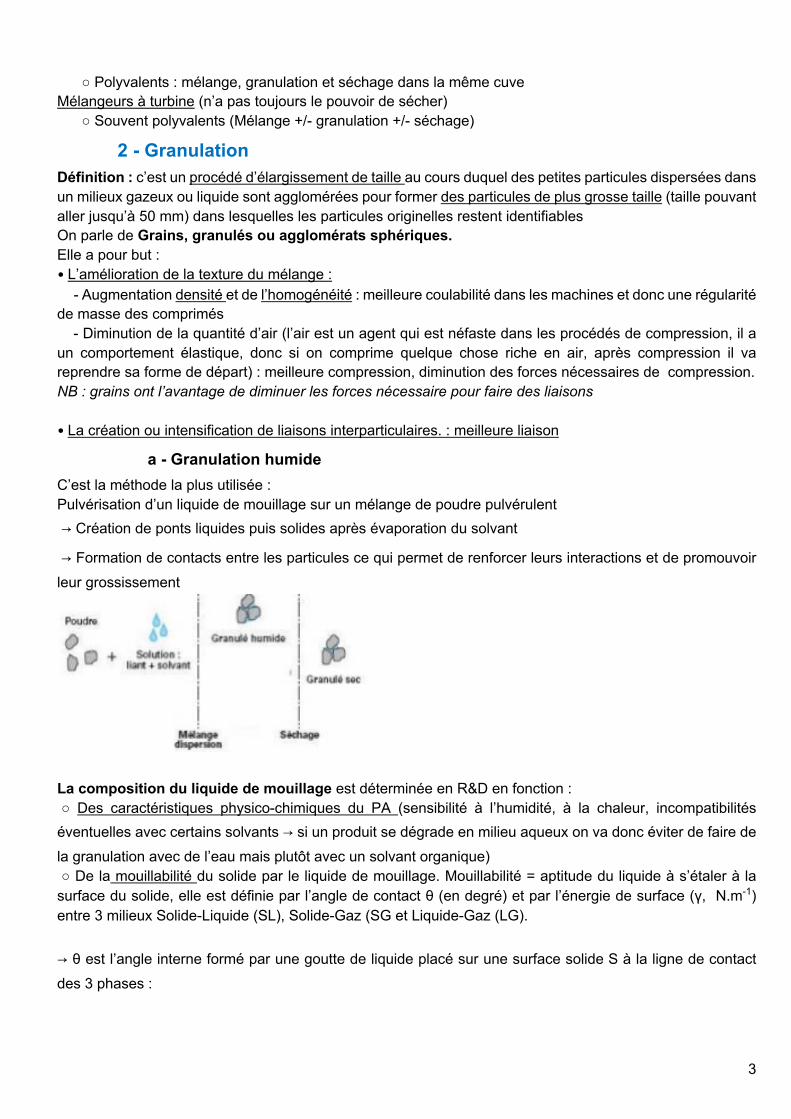
La composition du liquide de mouillage est déterminée en R&D en fonction : ○ Des caractéristiques physico-chimiques du PA (sensibilité à l’humidité, à la chaleur, incompatibilités éventuelles avec certains solvants → si un produit se dégrade en milieu aqueux on va donc éviter de faire de la granulation avec de l’eau mais plutôt avec un solvant organique) ○ De la mouillabilité du solide par le liquide de mouillage. Mouillabilité = aptitude du liquide à s’étaler à la surface du solide, elle est définie par l’angle de contact θ (en degré) et par l’énergie de surface (γ, N.m-1) entre 3 milieux Solide-Liquide (SL), Solide-Gaz (SG et Liquide-Gaz (LG). → θ est l’angle interne formé par une goutte de liquide placé sur une surface solide S à la ligne de contact des 3 phases :
4
- θ < 90° = mouillage partiel - θ = 0° = mouillage total ; liquide complètement étalé sur la surface. - 90<θ<180° = non mouillage (ex : goutte de mercure) Composition du liquide de mouillage : - Eau purifiée + agent liant - Ou alcool (éthylique, isopropylique…hydrophile) + agent liant Ou un mélange entre l’eau et l’alcool . Granulation humide : 3 étapes : • Mélange poudre • Mouillage des particules par la solution de liant et croissance des granulés (grains) • Granulation proprement dite • Séchage Plusieurs procédés de granulation : • Granulation polyphasique (utilisation de plusieurs appareils différents ex : mélangeur-malaxeur, puis granulateur et sécheur) • Granulation monophasique (un seul appareil polyvalent, ex : lit d’air fluidisé) Granulation polyphasique • Mélange et mouillage : ➢ Mouillage réalisé sur le mélange PA + diluant (sur lequel on va pulvériser la solution de liant)
➢ Réalisé dans des mélangeurs-malaxeurs (ex : mélangeur à rubans, à bras en Z…)
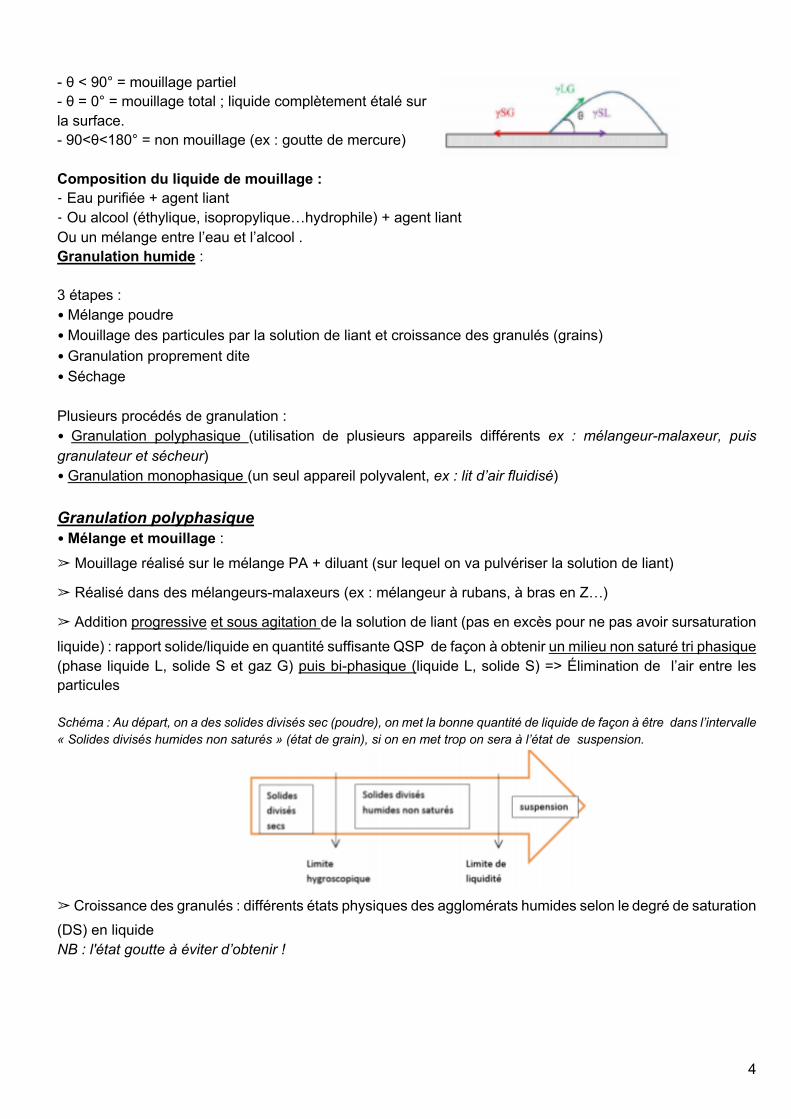
➢ Addition progressive et sous agitation de la solution de liant (pas en excès pour ne pas avoir sursaturation liquide) : rapport solide/liquide en quantité suffisante QSP de façon à obtenir un milieu non saturé tri phasique (phase liquide L, solide S et gaz G) puis bi-phasique (liquide L, solide S) => Élimination de l’air entre les particules Schéma : Au départ, on a des solides divisés sec (poudre), on met la bonne quantité de liquide de façon à être dans l’intervalle « Solides divisés humides non saturés » (état de grain), si on en met trop on sera à l’état de suspension.
➢ Croissance des granulés : différents états physiques des agglomérats humides selon le degré de saturation (DS) en liquide NB : l'état goutte à éviter d’obtenir !
5
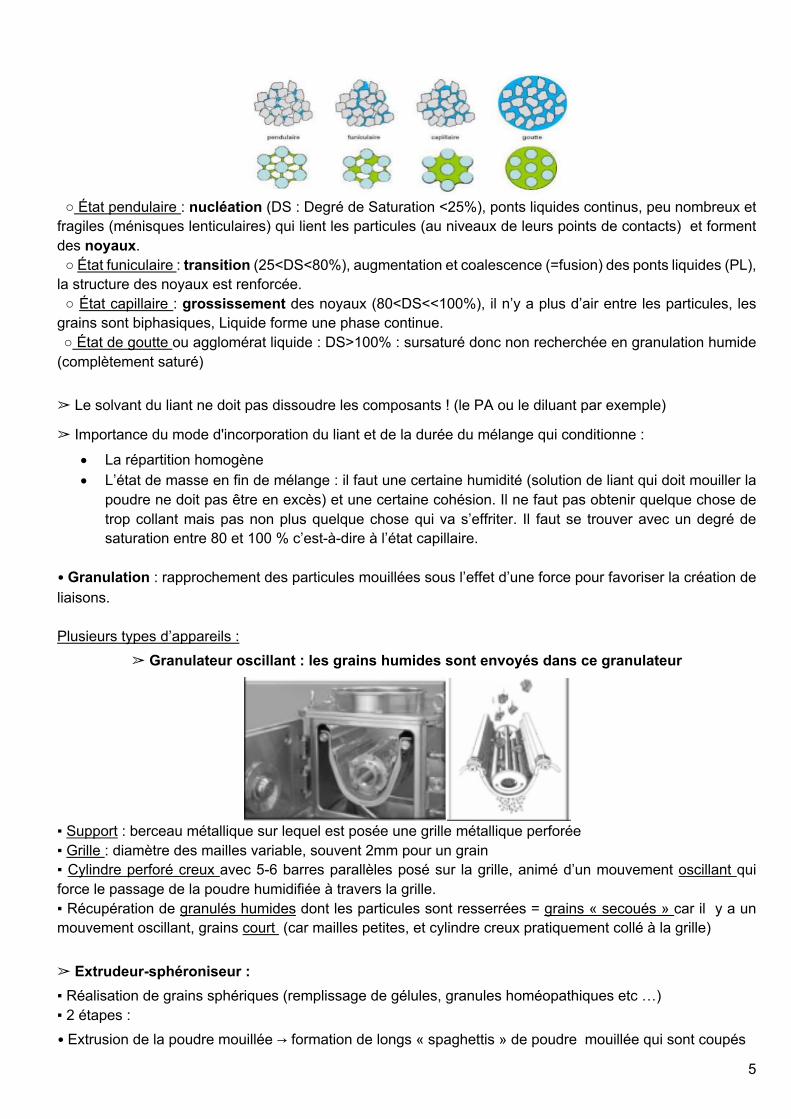
○ État pendulaire : nucléation (DS : Degré de Saturation <25%), ponts liquides continus, peu nombreux et fragiles (ménisques lenticulaires) qui lient les particules (au niveaux de leurs points de contacts) et forment des noyaux. ○ État funiculaire : transition (25<DS<80%), augmentation et coalescence (=fusion) des ponts liquides (PL), la structure des noyaux est renforcée. ○ État capillaire : grossissement des noyaux (80<DS<<100%), il n’y a plus d’air entre les particules, les grains sont biphasiques, Liquide forme une phase continue. ○ État de goutte ou agglomérat liquide : DS>100% : sursaturé donc non recherchée en granulation humide (complètement saturé) ➢ Le solvant du liant ne doit pas dissoudre les composants ! (le PA ou le diluant par exemple)
➢ Importance du mode d'incorporation du liant et de la durée du mélange qui conditionne :
• La répartition homogène • L’état de masse en fin de mélange : il faut une certaine humidité (solution de liant qui doit mouiller la
poudre ne doit pas être en excès) et une certaine cohésion. Il ne faut pas obtenir quelque chose de trop collant mais pas non plus quelque chose qui va s’effriter. Il faut se trouver avec un degré de saturation entre 80 et 100 % c’est-à-dire à l’état capillaire.
• Granulation : rapprochement des particules mouillées sous l’effet d’une force pour favoriser la création de liaisons. Plusieurs types d’appareils :
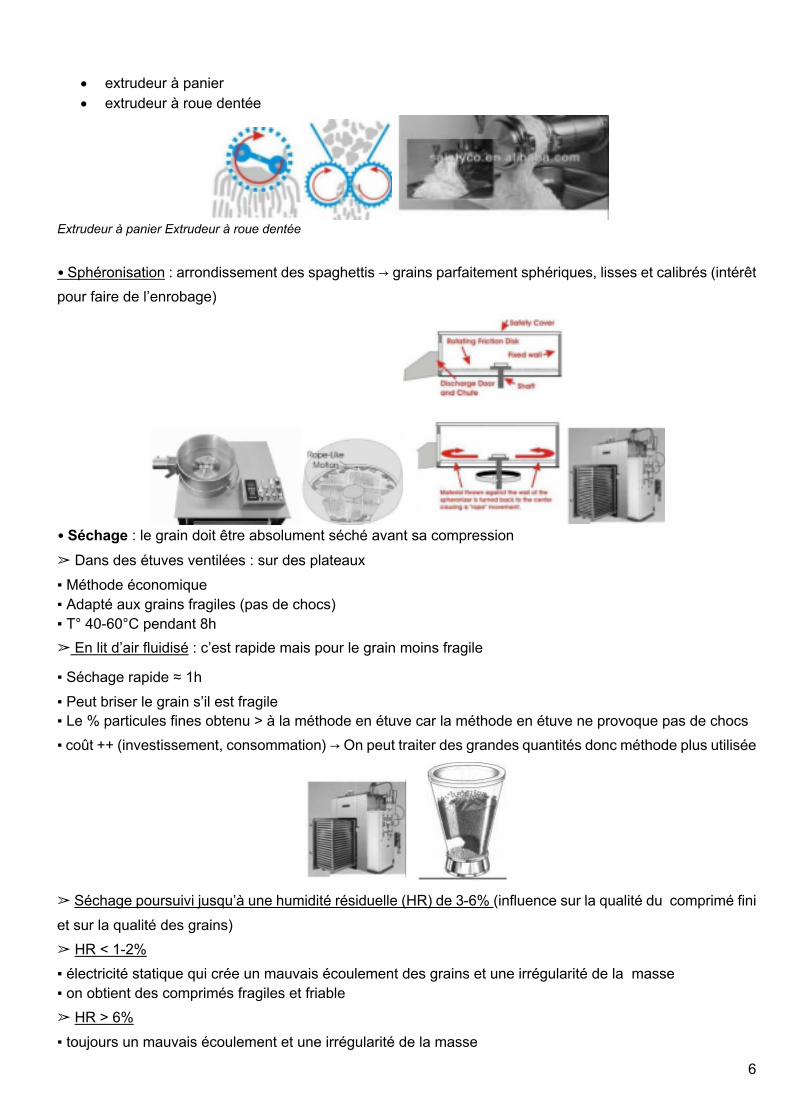
➢ Granulateur oscillant : les grains humides sont envoyés dans ce granulateur
▪ Support : berceau métallique sur lequel est posée une grille métallique perforée ▪ Grille : diamètre des mailles variable, souvent 2mm pour un grain ▪ Cylindre perforé creux avec 5-6 barres parallèles posé sur la grille, animé d’un mouvement oscillant qui force le passage de la poudre humidifiée à travers la grille. ▪ Récupération de granulés humides dont les particules sont resserrées = grains « secoués » car il y a un mouvement oscillant, grains court (car mailles petites, et cylindre creux pratiquement collé à la grille) ➢ Extrudeur-sphéroniseur : ▪ Réalisation de grains sphériques (remplissage de gélules, granules homéopathiques etc …) ▪ 2 étapes : • Extrusion de la poudre mouillée → formation de longs « spaghettis » de poudre mouillée qui sont coupés
6
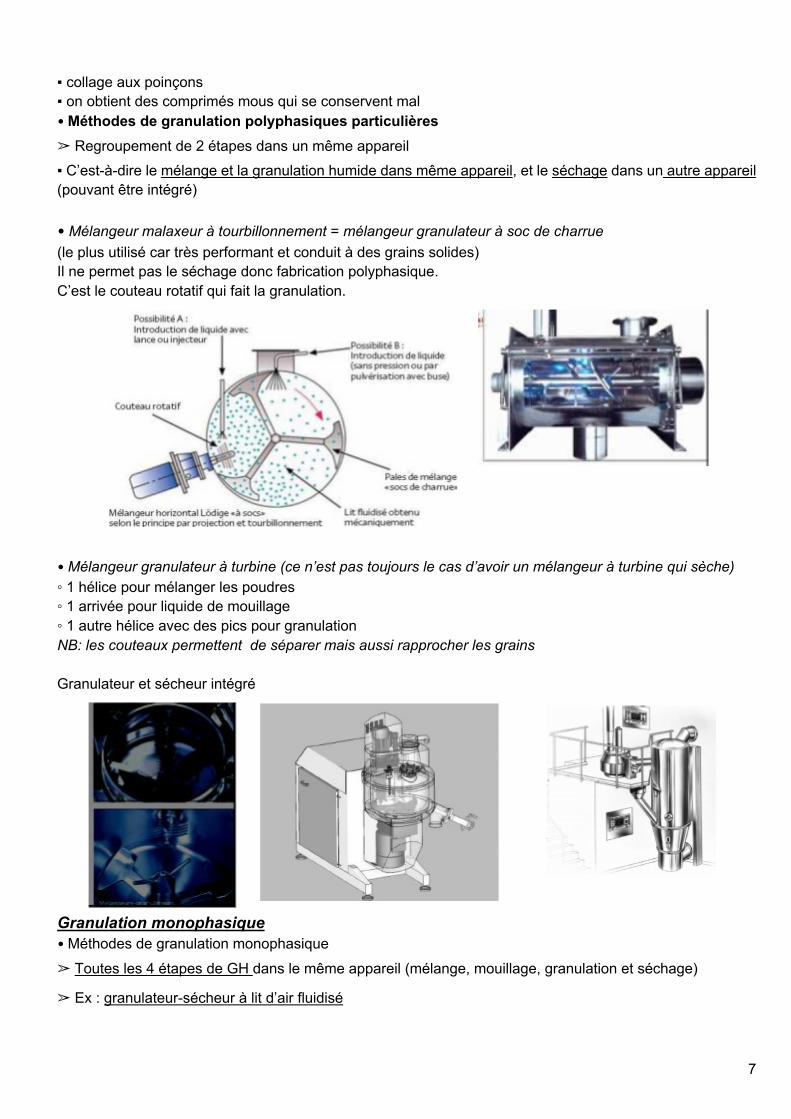
• extrudeur à panier • extrudeur à roue dentée
Extrudeur à panier Extrudeur à roue dentée
• Sphéronisation : arrondissement des spaghettis → grains parfaitement sphériques, lisses et calibrés (intérêt pour faire de l’enrobage)
• Séchage : le grain doit être absolument séché avant sa compression ➢ Dans des étuves ventilées : sur des plateaux ▪ Méthode économique ▪ Adapté aux grains fragiles (pas de chocs) ▪ T° 40-60°C pendant 8h ➢ En lit d’air fluidisé : c’est rapide mais pour le grain moins fragile
▪ Séchage rapide ≈ 1h ▪ Peut briser le grain s’il est fragile ▪ Le % particules fines obtenu > à la méthode en étuve car la méthode en étuve ne provoque pas de chocs ▪ coût ++ (investissement, consommation) → On peut traiter des grandes quantités donc méthode plus utilisée
➢ Séchage poursuivi jusqu’à une humidité résiduelle (HR) de 3-6% (influence sur la qualité du comprimé fini et sur la qualité des grains) ➢ HR < 1-2% ▪ électricité statique qui crée un mauvais écoulement des grains et une irrégularité de la masse ▪ on obtient des comprimés fragiles et friable ➢ HR > 6% ▪ toujours un mauvais écoulement et une irrégularité de la masse
7
▪ collage aux poinçons ▪ on obtient des comprimés mous qui se conservent mal • Méthodes de granulation polyphasiques particulières ➢ Regroupement de 2 étapes dans un même appareil ▪ C’est-à-dire le mélange et la granulation humide dans même appareil, et le séchage dans un autre appareil (pouvant être intégré) • Mélangeur malaxeur à tourbillonnement = mélangeur granulateur à soc de charrue (le plus utilisé car très performant et conduit à des grains solides) Il ne permet pas le séchage donc fabrication polyphasique. C’est le couteau rotatif qui fait la granulation.
• Mélangeur granulateur à turbine (ce n’est pas toujours le cas d’avoir un mélangeur à turbine qui sèche) ◦ 1 hélice pour mélanger les poudres ◦ 1 arrivée pour liquide de mouillage ◦ 1 autre hélice avec des pics pour granulation NB: les couteaux permettent de séparer mais aussi rapprocher les grains Granulateur et sécheur intégré
Granulation monophasique • Méthodes de granulation monophasique ➢ Toutes les 4 étapes de GH dans le même appareil (mélange, mouillage, granulation et séchage)
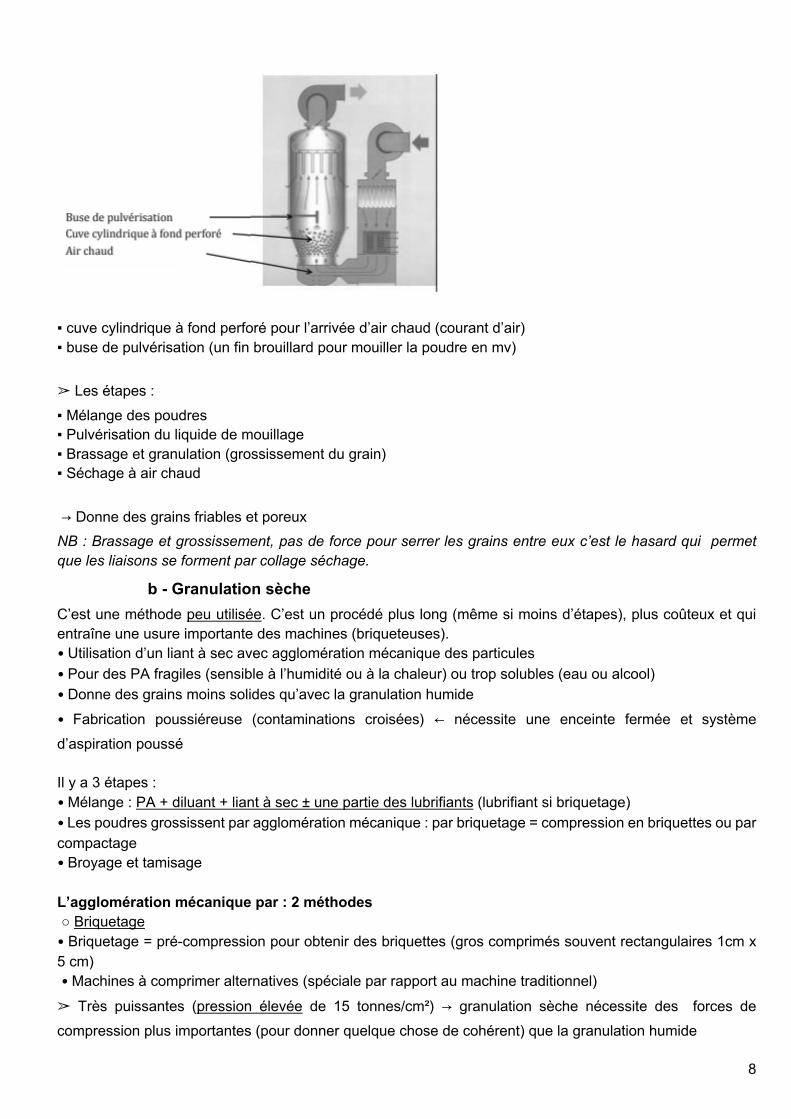
➢ Ex : granulateur-sécheur à lit d’air fluidisé
8
▪ cuve cylindrique à fond perforé pour l’arrivée d’air chaud (courant d’air) ▪ buse de pulvérisation (un fin brouillard pour mouiller la poudre en mv) ➢ Les étapes : ▪ Mélange des poudres ▪ Pulvérisation du liquide de mouillage ▪ Brassage et granulation (grossissement du grain) ▪ Séchage à air chaud → Donne des grains friables et poreux NB : Brassage et grossissement, pas de force pour serrer les grains entre eux c’est le hasard qui permet que les liaisons se forment par collage séchage.
b - Granulation sèche C’est une méthode peu utilisée. C’est un procédé plus long (même si moins d’étapes), plus coûteux et qui entraîne une usure importante des machines (briqueteuses). • Utilisation d’un liant à sec avec agglomération mécanique des particules • Pour des PA fragiles (sensible à l’humidité ou à la chaleur) ou trop solubles (eau ou alcool) • Donne des grains moins solides qu’avec la granulation humide • Fabrication poussiéreuse (contaminations croisées) ← nécessite une enceinte fermée et système d’aspiration poussé Il y a 3 étapes : • Mélange : PA + diluant + liant à sec ± une partie des lubrifiants (lubrifiant si briquetage) • Les poudres grossissent par agglomération mécanique : par briquetage = compression en briquettes ou par compactage • Broyage et tamisage L’agglomération mécanique par : 2 méthodes ○ Briquetage • Briquetage = pré-compression pour obtenir des briquettes (gros comprimés souvent rectangulaires 1cm x 5 cm) • Machines à comprimer alternatives (spéciale par rapport au machine traditionnel)
➢ Très puissantes (pression élevée de 15 tonnes/cm²) → granulation sèche nécessite des forces de compression plus importantes (pour donner quelque chose de cohérent) que la granulation humide
9
➢ Lubrifiants indispensables (glissants=lubrifiant d’écoulement + anti-grippage)
➢ Faciles d’entretien, bruyantes, usure rapide car travail à grandes pressions
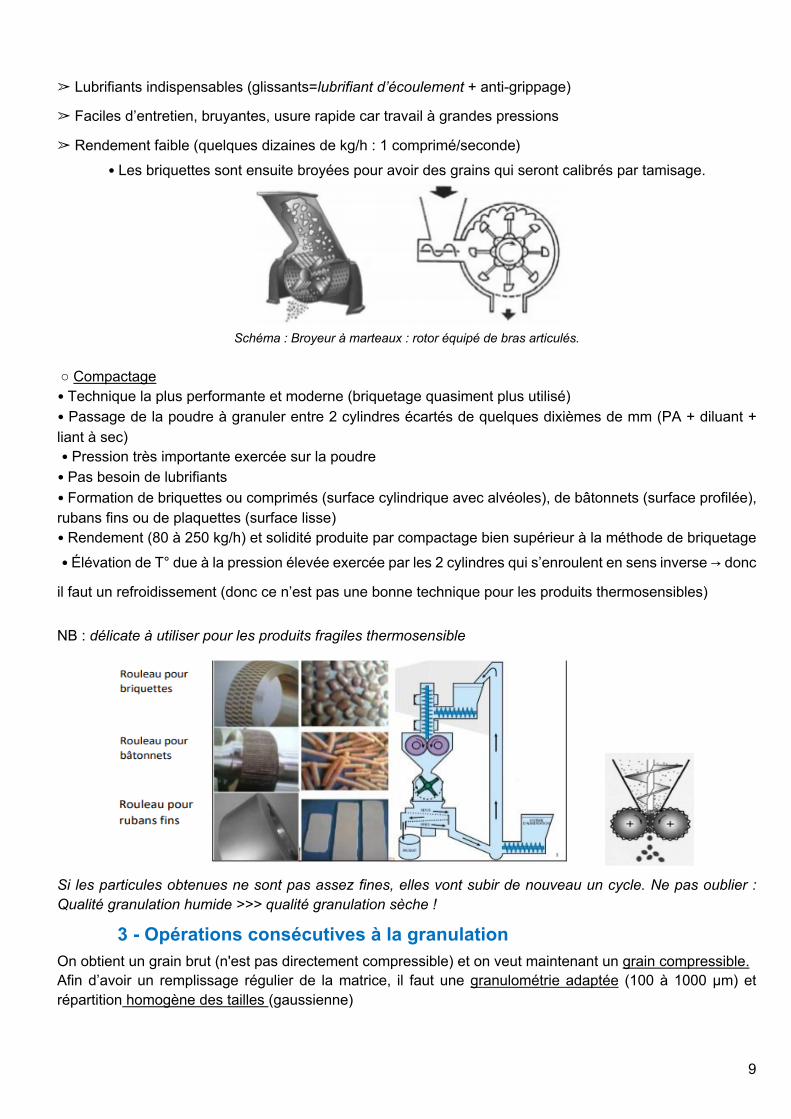
➢ Rendement faible (quelques dizaines de kg/h : 1 comprimé/seconde) • Les briquettes sont ensuite broyées pour avoir des grains qui seront calibrés par tamisage.
Schéma : Broyeur à marteaux : rotor équipé de bras articulés.
○ Compactage • Technique la plus performante et moderne (briquetage quasiment plus utilisé) • Passage de la poudre à granuler entre 2 cylindres écartés de quelques dixièmes de mm (PA + diluant + liant à sec) • Pression très importante exercée sur la poudre • Pas besoin de lubrifiants • Formation de briquettes ou comprimés (surface cylindrique avec alvéoles), de bâtonnets (surface profilée), rubans fins ou de plaquettes (surface lisse) • Rendement (80 à 250 kg/h) et solidité produite par compactage bien supérieur à la méthode de briquetage • Élévation de T° due à la pression élevée exercée par les 2 cylindres qui s’enroulent en sens inverse → donc
il faut un refroidissement (donc ce n’est pas une bonne technique pour les produits thermosensibles) NB : délicate à utiliser pour les produits fragiles thermosensible
Si les particules obtenues ne sont pas assez fines, elles vont subir de nouveau un cycle. Ne pas oublier : Qualité granulation humide >>> qualité granulation sèche !
3 - Opérations consécutives à la granulation On obtient un grain brut (n'est pas directement compressible) et on veut maintenant un grain compressible. Afin d’avoir un remplissage régulier de la matrice, il faut une granulométrie adaptée (100 à 1000 µm) et répartition homogène des tailles (gaussienne)
10
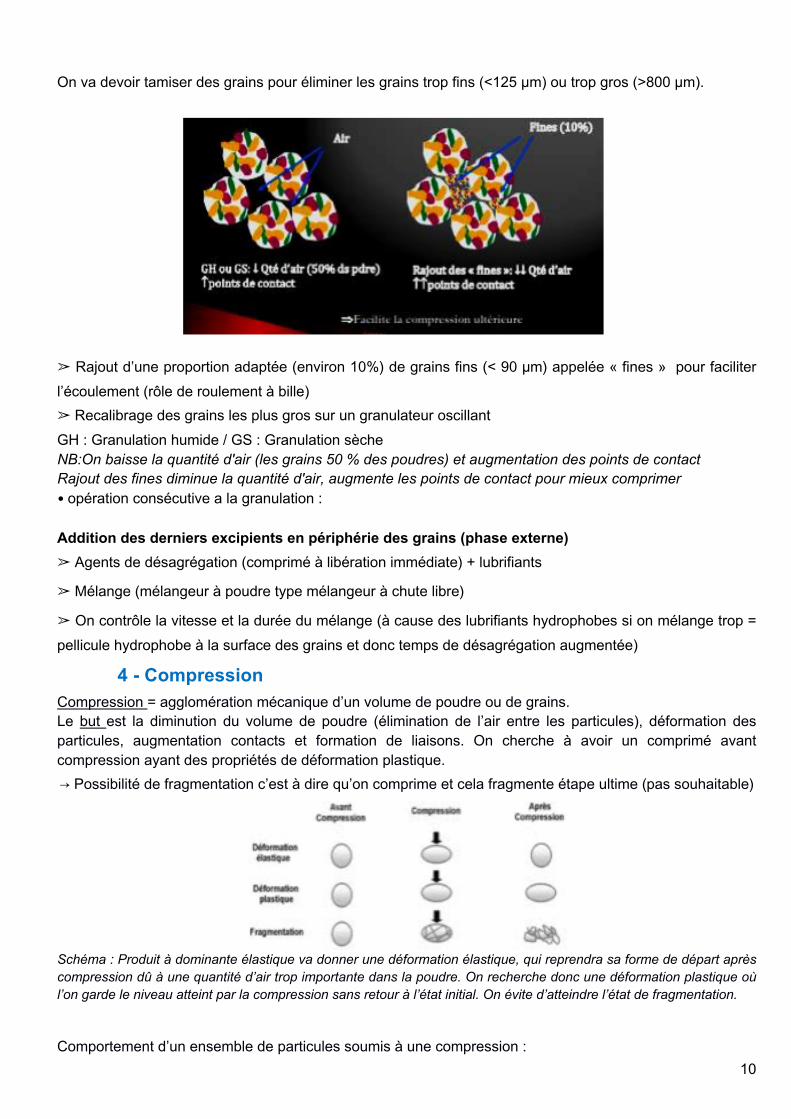
On va devoir tamiser des grains pour éliminer les grains trop fins (<125 µm) ou trop gros (>800 µm).
➢ Rajout d’une proportion adaptée (environ 10%) de grains fins (< 90 µm) appelée « fines » pour faciliter l’écoulement (rôle de roulement à bille) ➢ Recalibrage des grains les plus gros sur un granulateur oscillant GH : Granulation humide / GS : Granulation sèche NB:On baisse la quantité d'air (les grains 50 % des poudres) et augmentation des points de contact Rajout des fines diminue la quantité d'air, augmente les points de contact pour mieux comprimer • opération consécutive a la granulation : Addition des derniers excipients en périphérie des grains (phase externe) ➢ Agents de désagrégation (comprimé à libération immédiate) + lubrifiants
➢ Mélange (mélangeur à poudre type mélangeur à chute libre)
➢ On contrôle la vitesse et la durée du mélange (à cause des lubrifiants hydrophobes si on mélange trop = pellicule hydrophobe à la surface des grains et donc temps de désagrégation augmentée)
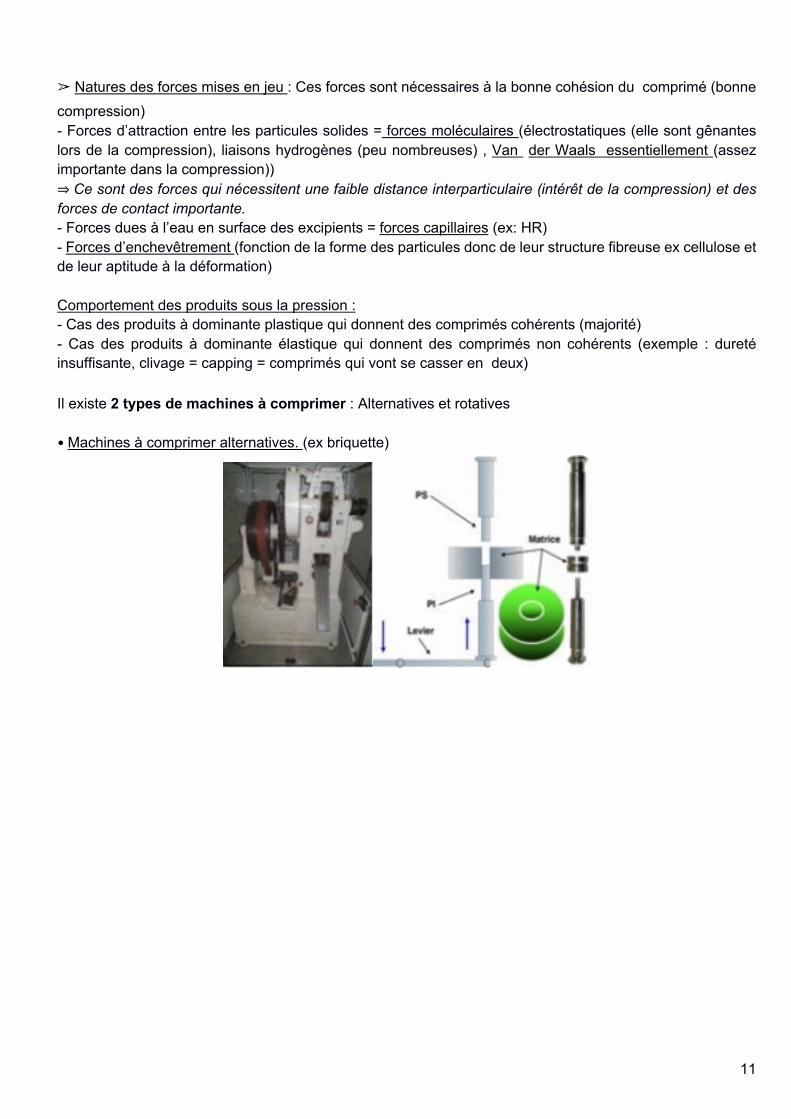
4 - Compression Compression = agglomération mécanique d’un volume de poudre ou de grains. Le but est la diminution du volume de poudre (élimination de l’air entre les particules), déformation des particules, augmentation contacts et formation de liaisons. On cherche à avoir un comprimé avant compression ayant des propriétés de déformation plastique. → Possibilité de fragmentation c’est à dire qu’on comprime et cela fragmente étape ultime (pas souhaitable)
Schéma : Produit à dominante élastique va donner une déformation élastique, qui reprendra sa forme de départ après compression dû à une quantité d’air trop importante dans la poudre. On recherche donc une déformation plastique où l’on garde le niveau atteint par la compression sans retour à l’état initial. On évite d’atteindre l’état de fragmentation.
Comportement d’un ensemble de particules soumis à une compression :
11
➢ Natures des forces mises en jeu : Ces forces sont nécessaires à la bonne cohésion du comprimé (bonne compression) - Forces d’attraction entre les particules solides = forces moléculaires (électrostatiques (elle sont gênantes lors de la compression), liaisons hydrogènes (peu nombreuses) , Van der Waals essentiellement (assez importante dans la compression)) ⇒ Ce sont des forces qui nécessitent une faible distance interparticulaire (intérêt de la compression) et des forces de contact importante. - Forces dues à l’eau en surface des excipients = forces capillaires (ex: HR) - Forces d’enchevêtrement (fonction de la forme des particules donc de leur structure fibreuse ex cellulose et de leur aptitude à la déformation) Comportement des produits sous la pression : - Cas des produits à dominante plastique qui donnent des comprimés cohérents (majorité) - Cas des produits à dominante élastique qui donnent des comprimés non cohérents (exemple : dureté insuffisante, clivage = capping = comprimés qui vont se casser en deux) Il existe 2 types de machines à comprimer : Alternatives et rotatives • Machines à comprimer alternatives. (ex briquette)