georgelin yann itii 2006 – 2009
DESCRIPTION
GEORGELIN Yann ITII 2006 – 2009. -. 1. Présentation des ETS THEVENON 2. Présentation du Travail de Fin d’Etudes 3. Réalisation du TFE 4. Bilan et conclusion. SOMMAIRE. 1. Presentation des ETS THEVENON. Dates clés : 1951 : Création 1960 : Première benne 1990 : Partenariat MARREL - PowerPoint PPT PresentationTRANSCRIPT

GEORGELIN YannITII 2006 – 2009
1. Présentation des ETS THEVENON 2. Présentation du Travail de Fin
d’Etudes 3. Réalisation du TFE 4. Bilan et conclusion
2
Dates clés :1951 : Création1960 : Première benne1990 : Partenariat MARREL1999 : Partenariat GUIMA2007 : Dépôt de bilan2008 : Plan de redressement
3

Les produits : Les clients:
4
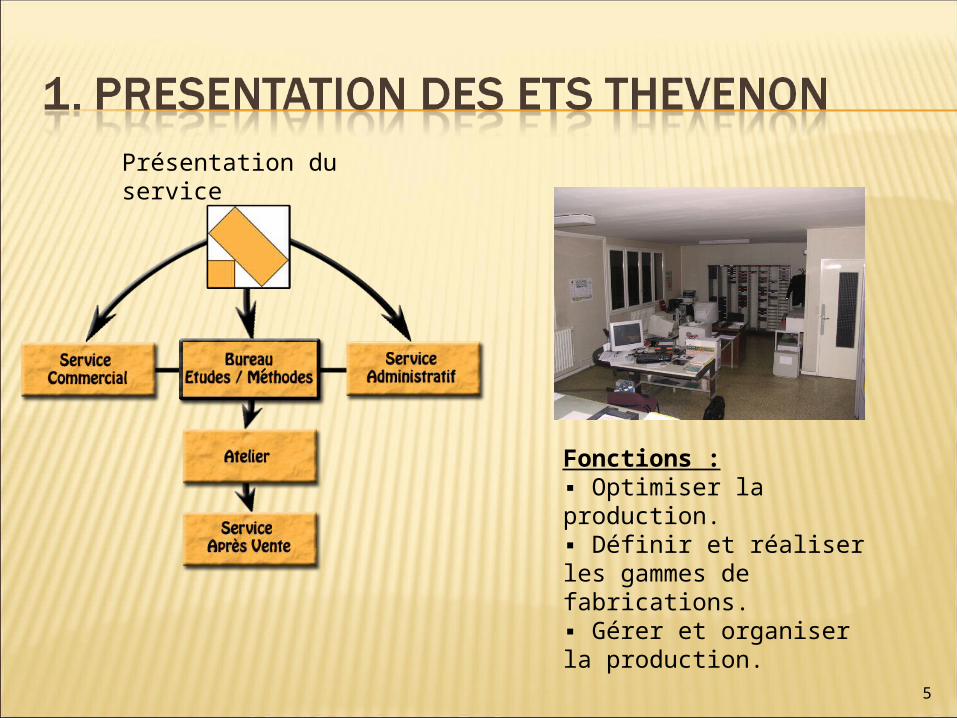
Présentation du service
Fonctions :▪ Optimiser la production. ▪ Définir et réaliser les gammes de fabrications.▪ Gérer et organiser la production.
5
Contexte :Restructuration suite au dépôt de bilan.Diminution du personnel
Objectif :Réduire en production des coûts de
fabrication et mettre en place un moyen de gestion des pièces « séries »
6
Cahier des charges du TFE :- Optimiser le lancement des pièces
séries- Limites les arrêts de production- Réduire les couts- Réduire la pénibilité pour les
opérateurs.
La première étape a été de chercher un poste ou des économies pouvaient être faites.Les pièces « séries » ayant déjà posé des problèmes sont apparues comme une piste intéressante.
7
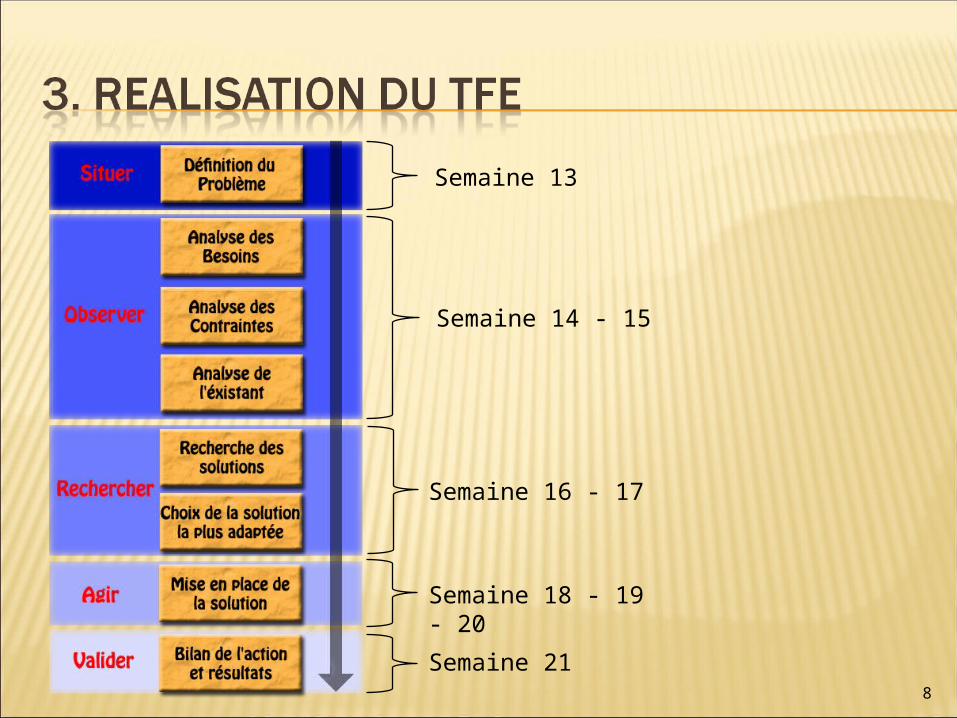
Semaine 13
Semaine 14 - 15
Semaine 16 - 17
Semaine 18 - 19 - 20
Semaine 218
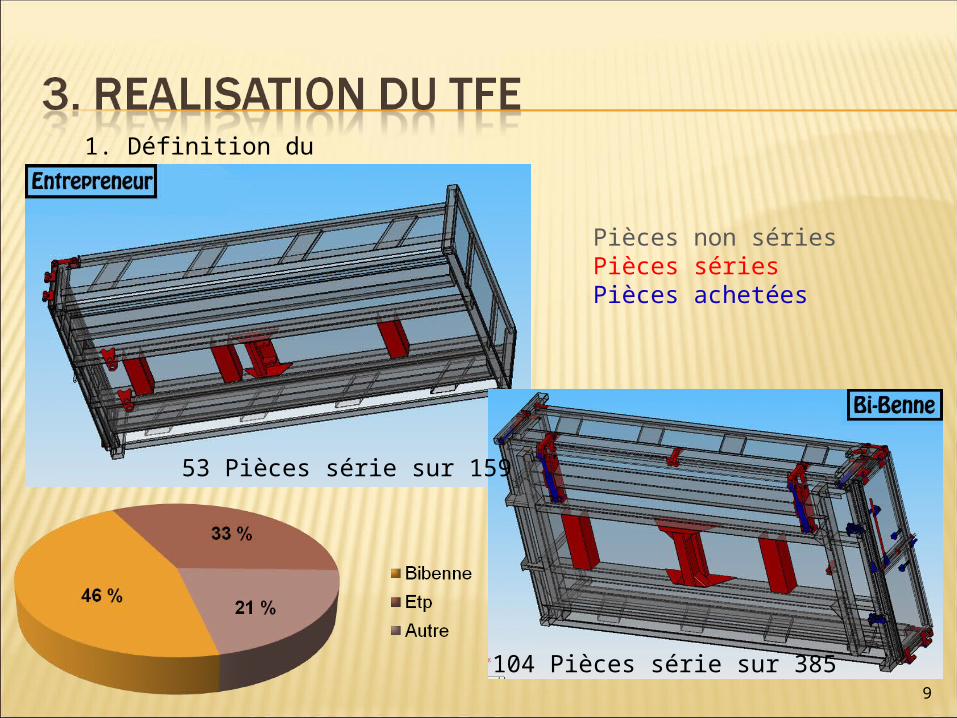
1. Définition du problème
Pièces non sériesPièces sériesPièces achetées
104 Pièces série sur 385
53 Pièces série sur 159
9
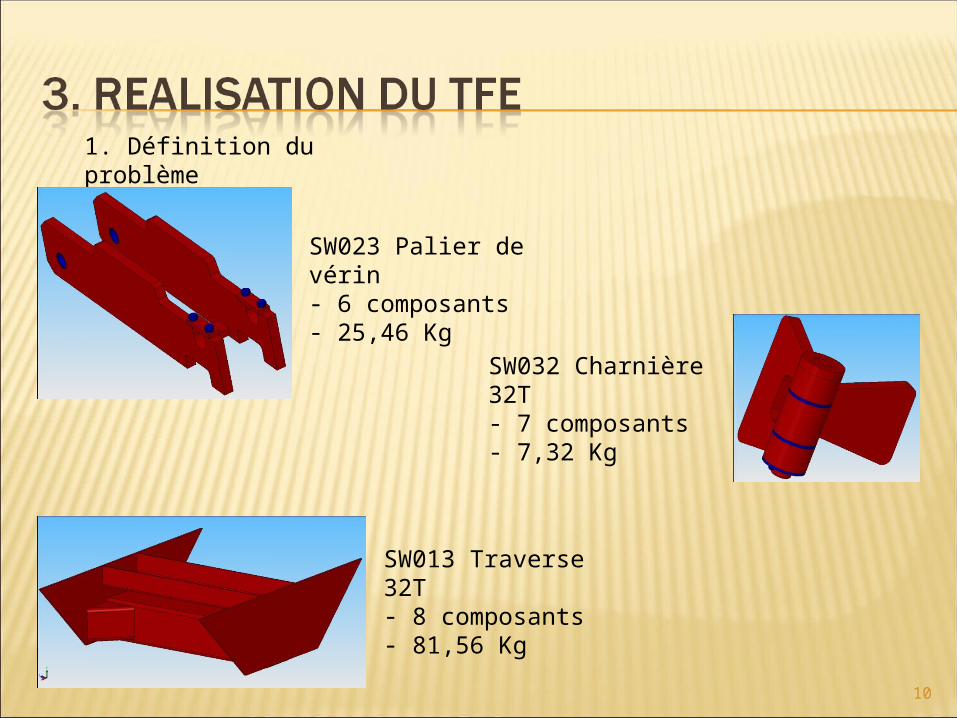
1. Définition du problème
SW023 Palier de vérin- 6 composants- 25,46 Kg
SW032 Charnière 32T- 7 composants- 7,32 Kg
SW013 Traverse 32T- 8 composants- 81,56 Kg
10
2. Analyse du besoin
Quoi ? Les pièces dîtes de séries sont parfois manquantes Qui ? Tout le personnel rattaché au service fabrication. Où ? Tous les postes d’assemblages. Quand ? Ce problème est récurrent, il se matérialise pratiquement 1 fois par . Comment ? un assembleur a besoin d’une pièce, il va la chercher et c’est à ce moment qu’il se rend compte qu’il n’y en a plus. Combien ? Pour schématiser 10% sont lancés unitairement. Pourquoi ? Manque d’organisation.
11
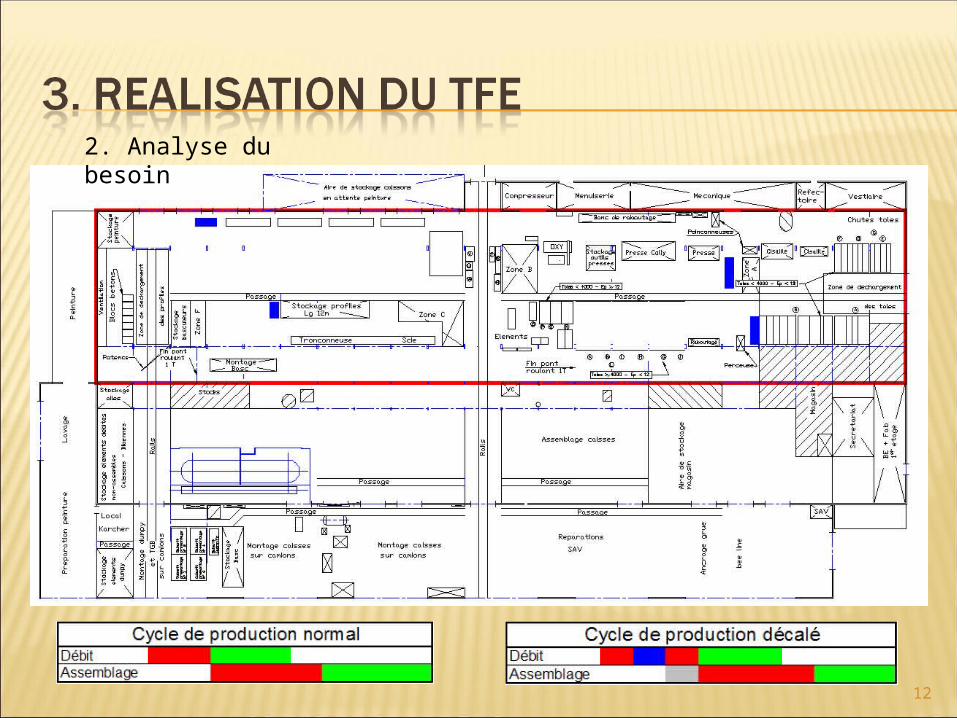
2. Analyse du besoin
12
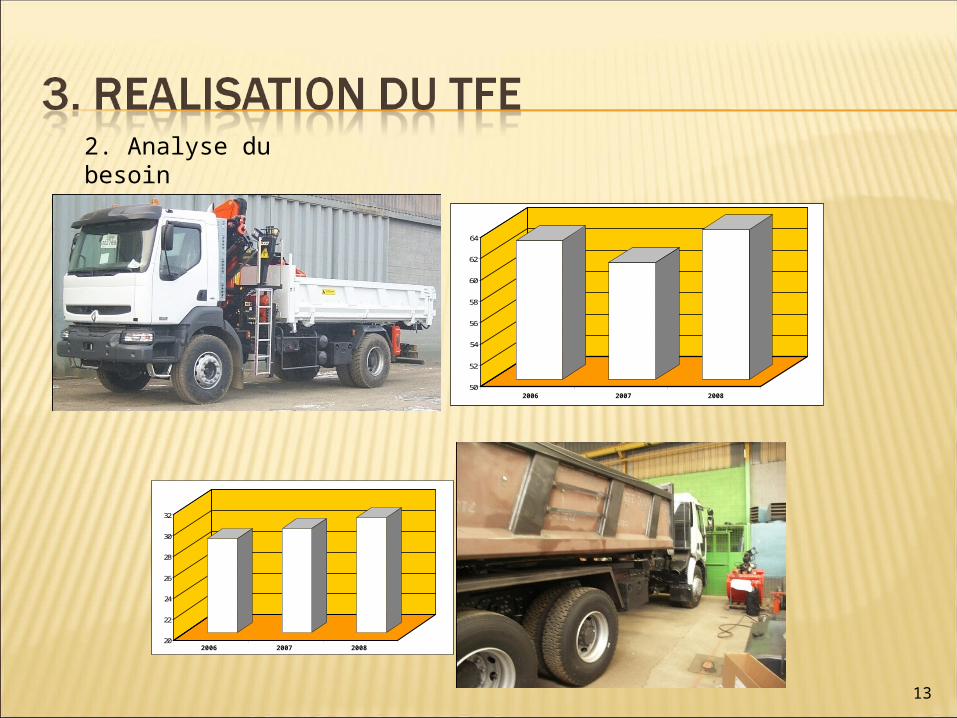
2. Analyse du besoin
50
52
54
56
58
60
62
64
2003 2004 2005200820072006
20
22
24
26
28
30
32
2003 2004 2005200820072006
13
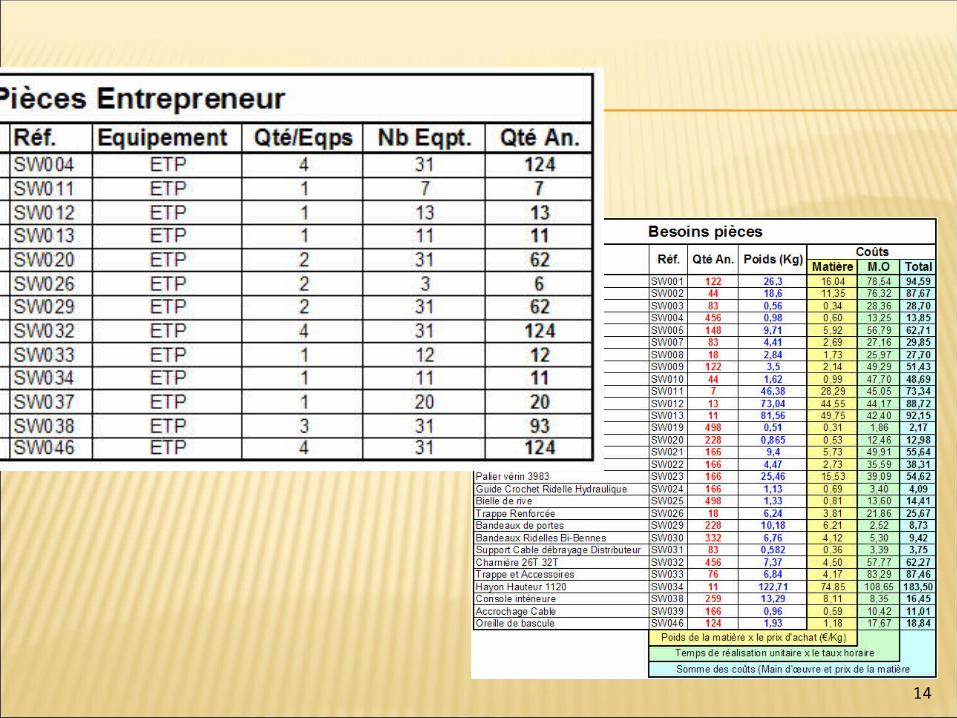
2. Analyse du besoin
14
3. Analyse des contraintes
A. Contraintes humaines :- Ancienneté (27 ans de
moyenne)- Réduction d’effectifs.- Mon âge
B. Contraintes financières :- Sortie de dépôt de bilan- Crise actuelle- Année blanche
C. Contraintes matérielles :- Géométrie / poids des pièces- Budget « serré »
15
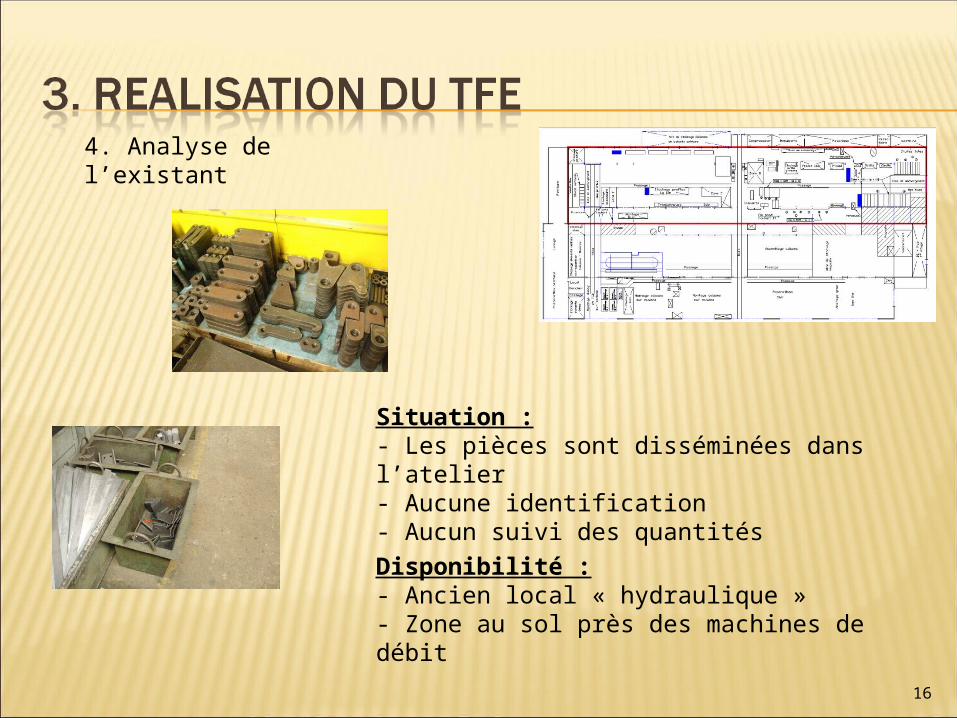
4. Analyse de l’existant
Situation :- Les pièces sont disséminées dans l’atelier- Aucune identification- Aucun suivi des quantitésDisponibilité :- Ancien local « hydraulique »- Zone au sol près des machines de débit
16
5. Recherche de solutions
1.Organisation d’un brainstorming avec des représentants de chaque activités organisée en 2 temps.
1. Analyse et critique du système actuel
2. Définition des fondamentaux du nouveau système.
Clôture du brainstorming par la rédaction d’un compte rendu formalisant les objectifs fixés.
17
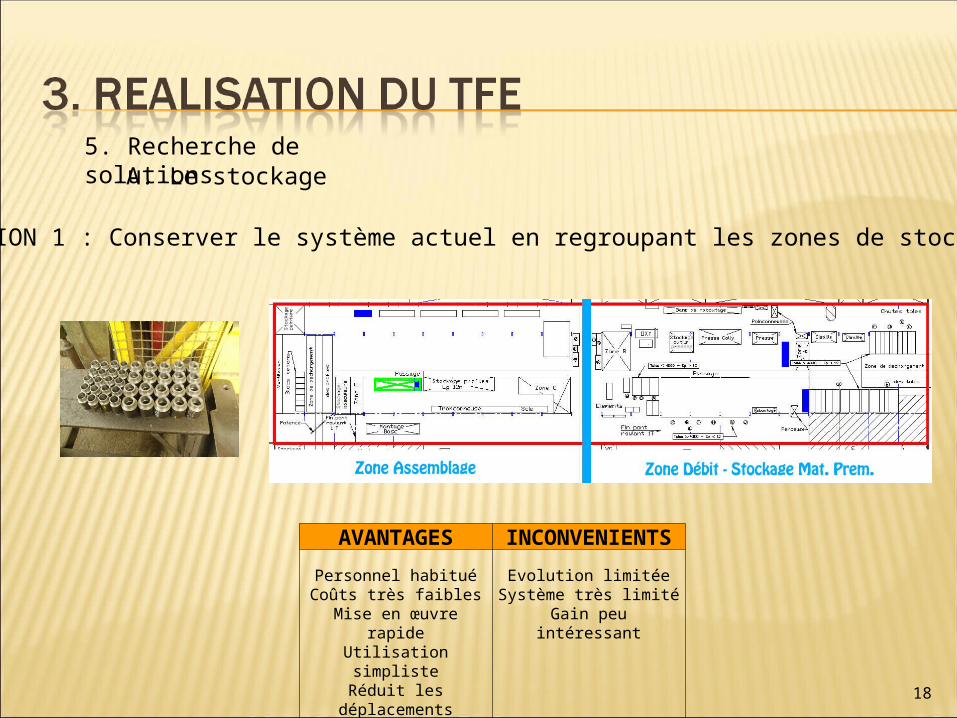
5. Recherche de solutionsA. Le stockage
SOLUTION 1 : Conserver le système actuel en regroupant les zones de stockage
AVANTAGES INCONVENIENTS
Personnel habitué Evolution limitéeCoûts très faibles Système très limité
Mise en œuvre rapide Gain peu intéressantUtilisation simpliste
Réduit les déplacements
18
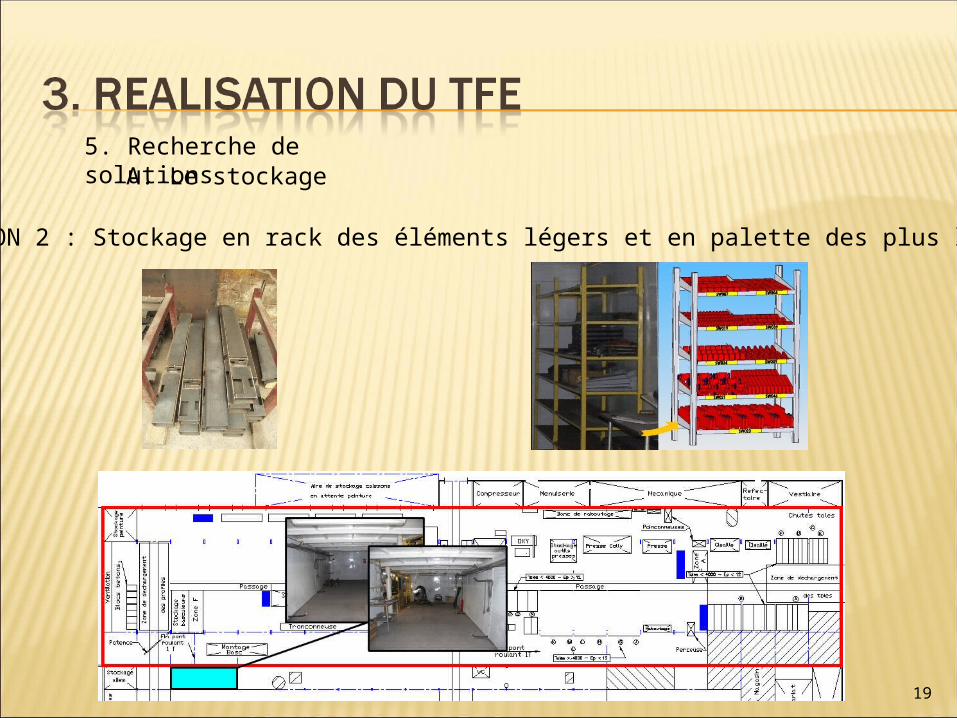
5. Recherche de solutionsA. Le stockage
SOLUTION 2 : Stockage en rack des éléments légers et en palette des plus lourds
19
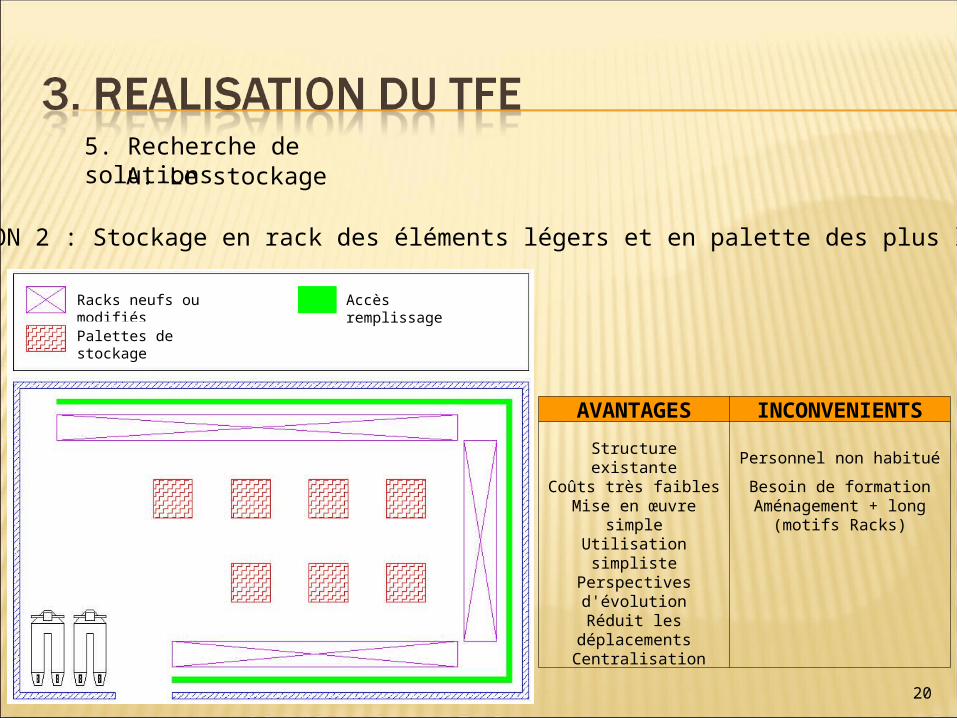
5. Recherche de solutionsA. Le stockage
SOLUTION 2 : Stockage en rack des éléments légers et en palette des plus lourds
AVANTAGES INCONVENIENTS
Structure existante Personnel non habituéCoûts très faibles Besoin de formation
Mise en œuvre simpleAménagement + long (motifs
Racks)Utilisation simpliste
Perspectives d'évolution Réduit les déplacements
Centralisation
Racks neufs ou modifiés
Palettes de stockage
Accès remplissage
20

5. Recherche de solutionsA. Le stockage
SOLUTION 3 : Intégration des pièces séries au stock magasin
AVANTAGES INCONVENIENTS
Structure existante Structure inadaptéeSuivi en temps réel Complexité mise en œuvrePersonnel qualifié Utilise des moyens conséquents
Lieu de stockage éloigné
21
5. Recherche de solutionsB. La gestion
SOLUTION 1 : Nommer un responsable de suivi des stocks
AVANTAGES INCONVENIENTS
Mise en œuvre simpliste 1 seule personne contrôleIndépendance de la gestion Aucun autre contrôle possible
Coûts limités Charge de travail importantePas d'investissements Connaissance en gestion requise
22
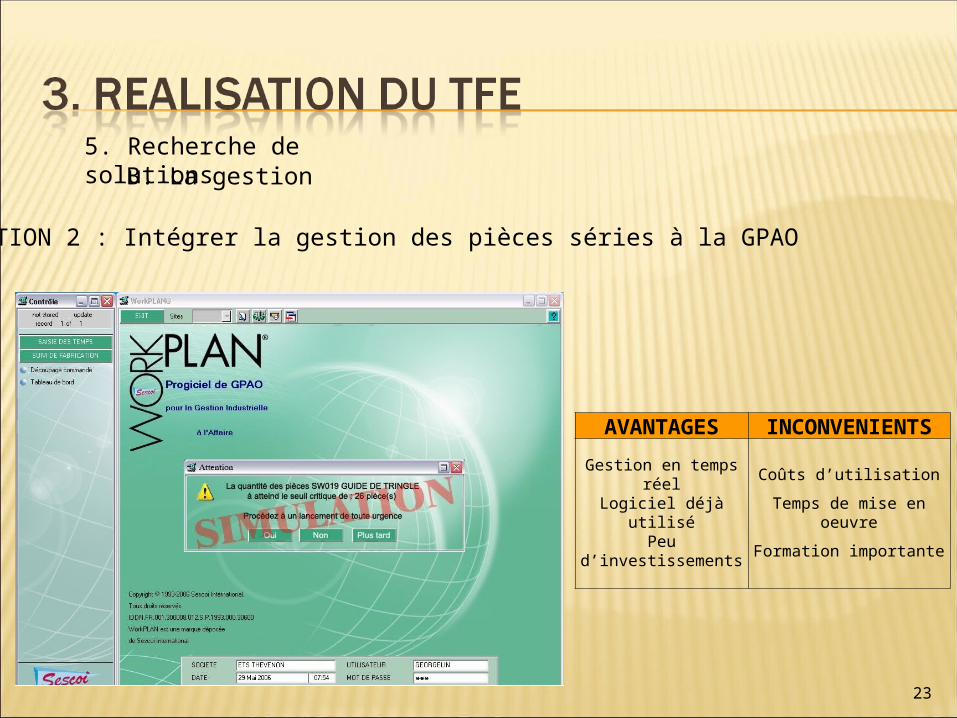
5. Recherche de solutionsB. La gestion
SOLUTION 2 : Intégrer la gestion des pièces séries à la GPAO
23
AVANTAGES INCONVENIENTS
Gestion en temps réel Coûts d’utilisationLogiciel déjà utilisé Temps de mise en oeuvre
Peu d’investissements Formation importante
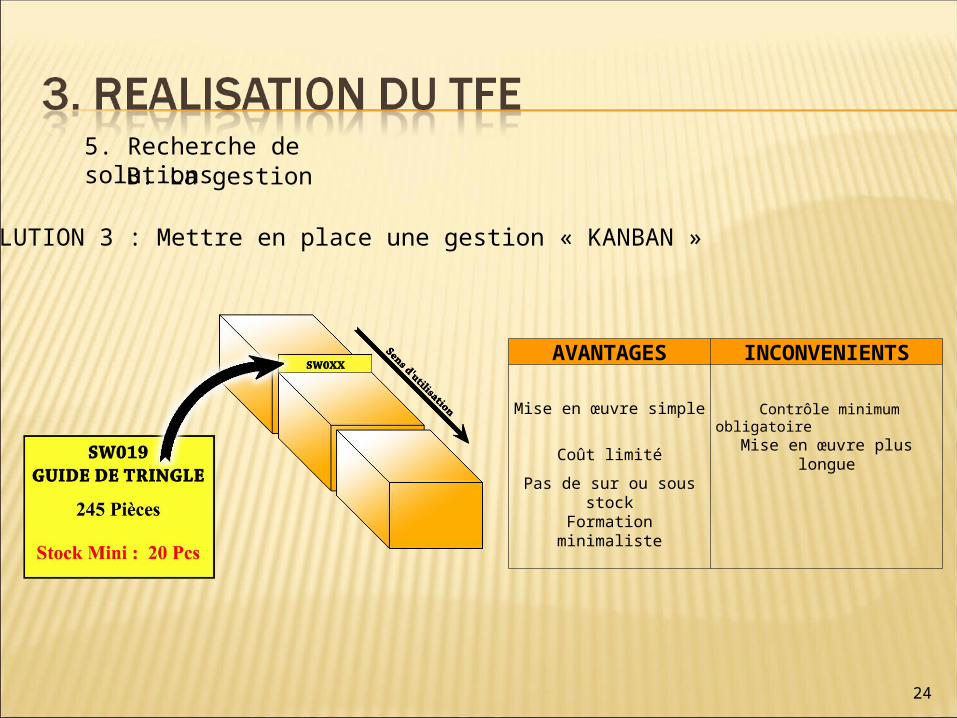
5. Recherche de solutionsB. La gestion
SOLUTION 3 : Mettre en place une gestion « KANBAN »
24
AVANTAGES INCONVENIENTS
Mise en œuvre simple Contrôle minimum obligatoire
Coût limité Mise en œuvre plus longuePas de sur ou sous stock
Formation minimaliste
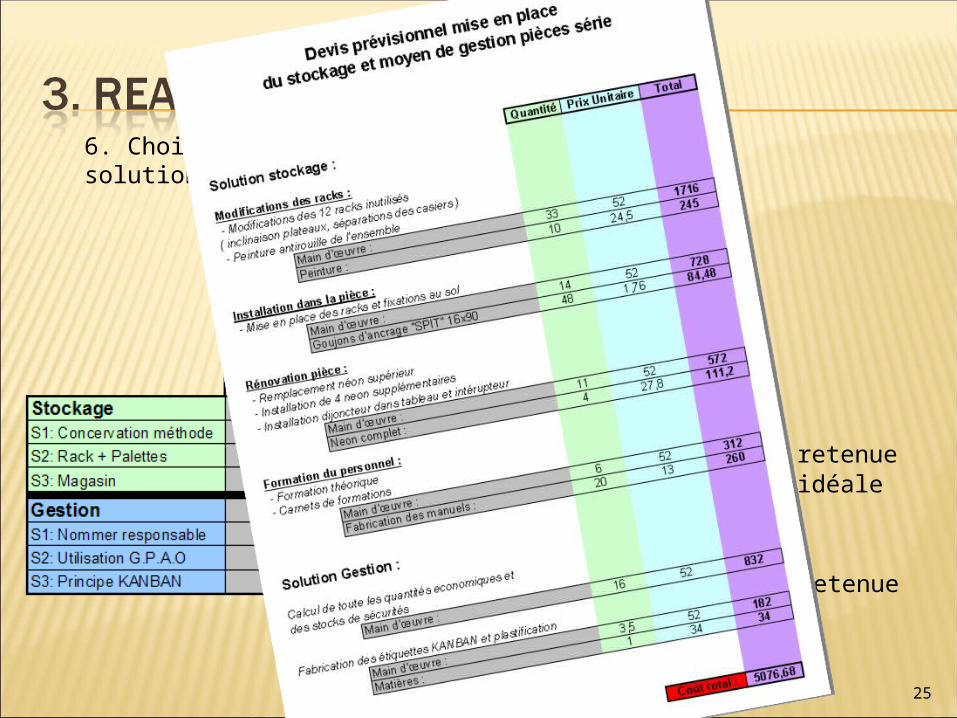
6. Choix des solutions
25
Solution retenue
Solution idéaleSolution retenue
26
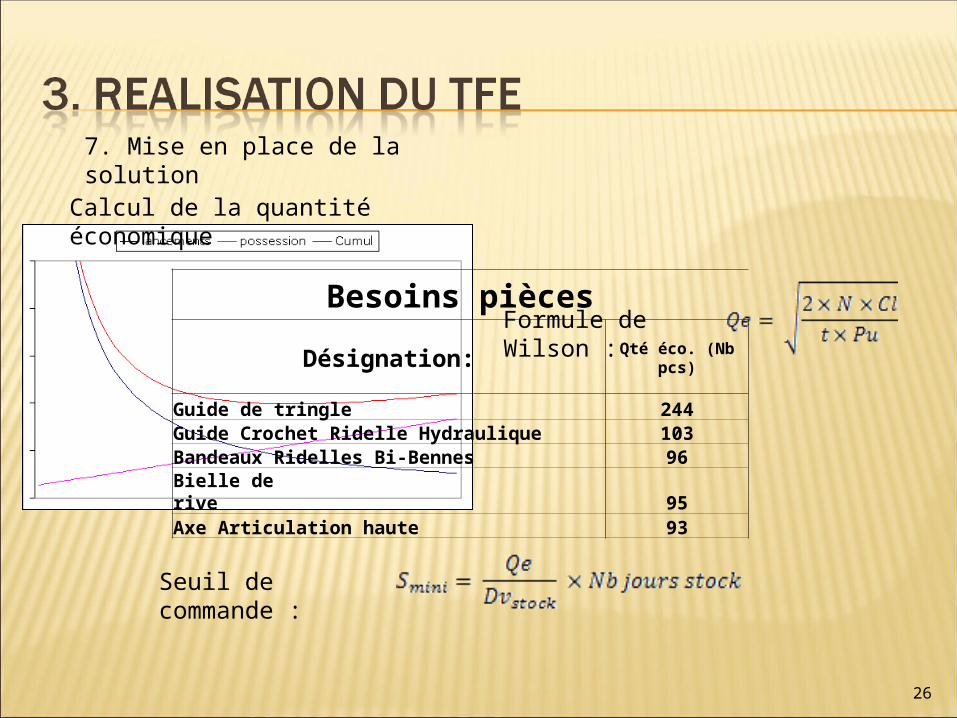
7. Mise en place de la solution
Calcul de la quantité économique
Formule de Wilson :
Seuil de commande :
Besoins pièces
Désignation: Qté éco. (Nb pcs)
Guide de tringle 244Guide Crochet Ridelle Hydraulique 103Bandeaux Ridelles Bi-Bennes 96Bielle de rive 95Axe Articulation haute 93
27
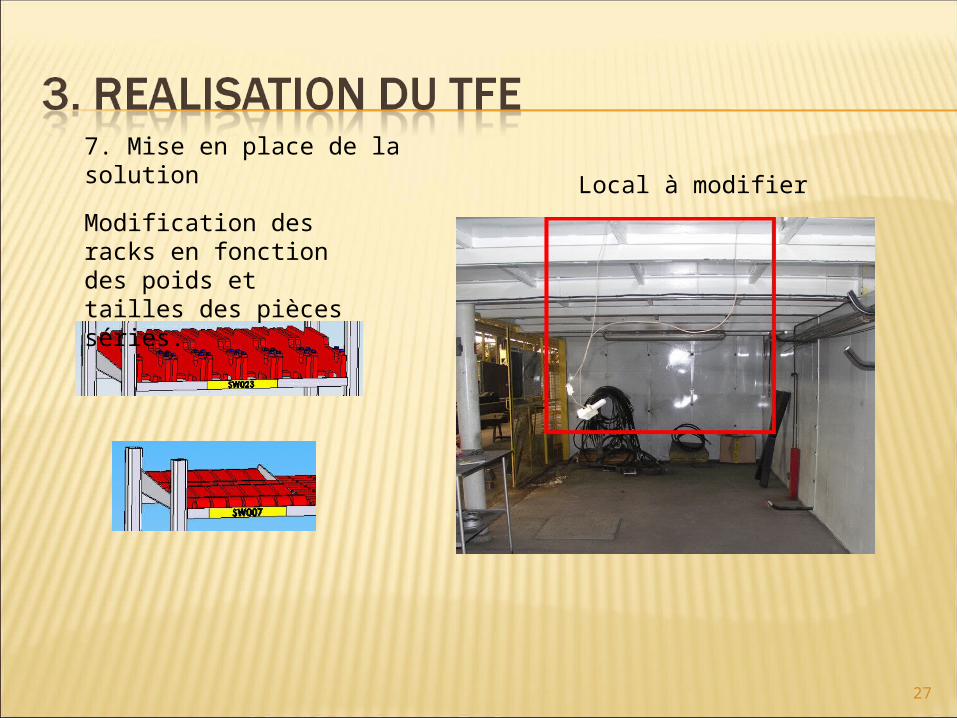
7. Mise en place de la solution
Modification des racks en fonction des poids et tailles des pièces séries.
Local à modifier
28
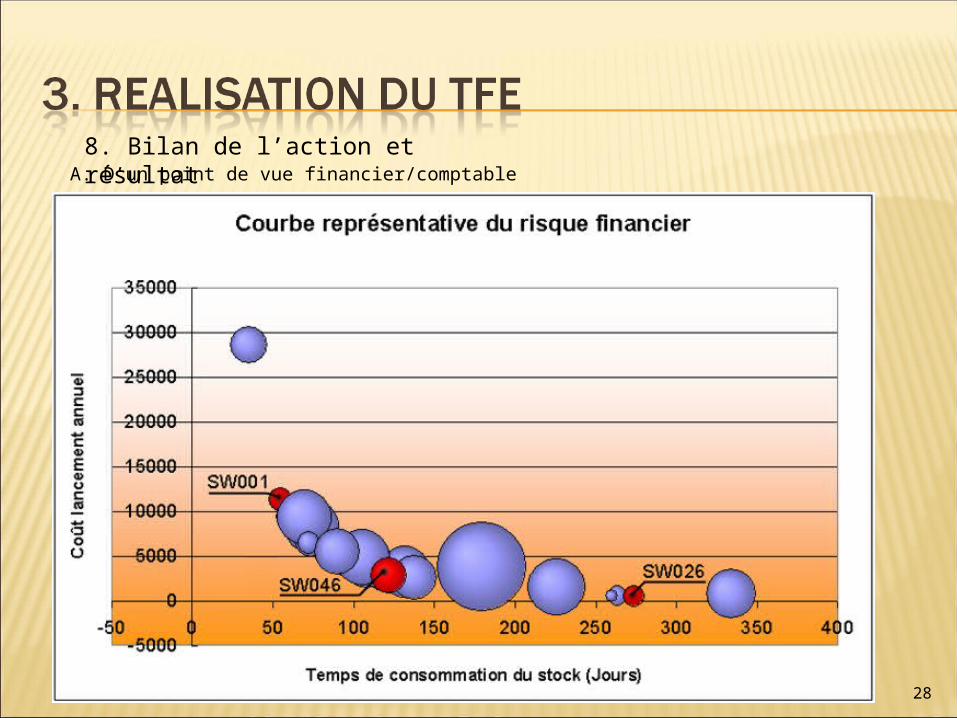
8. Bilan de l’action et résultatA. D’un point de vue financier/comptable
29
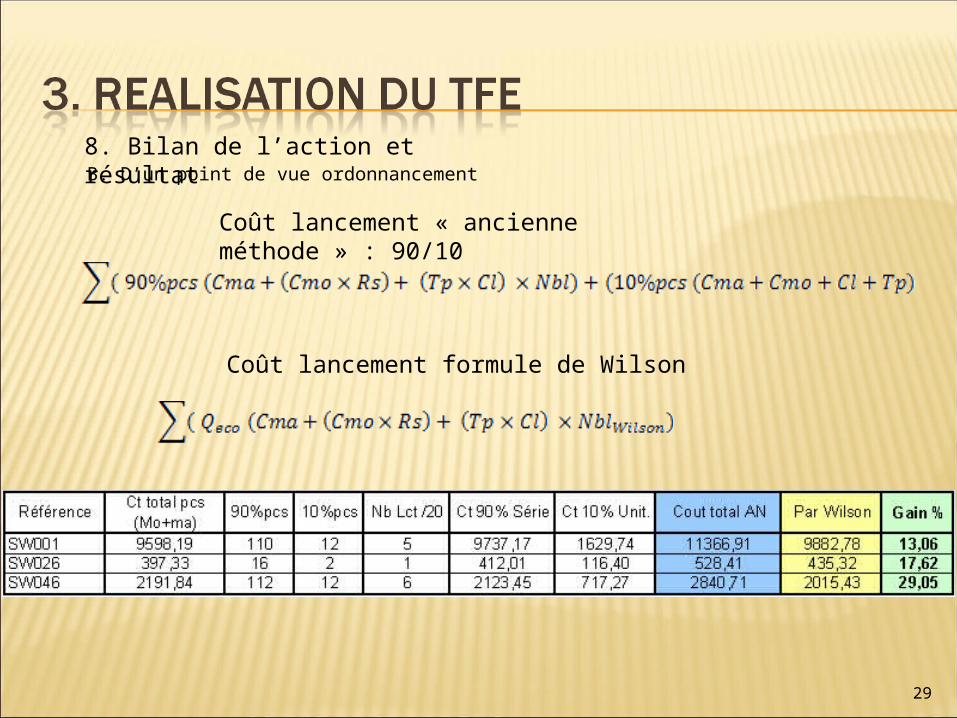
8. Bilan de l’action et résultatB. D’un point de vue ordonnancement
Coût lancement « ancienne méthode » : 90/10
Coût lancement formule de Wilson
30
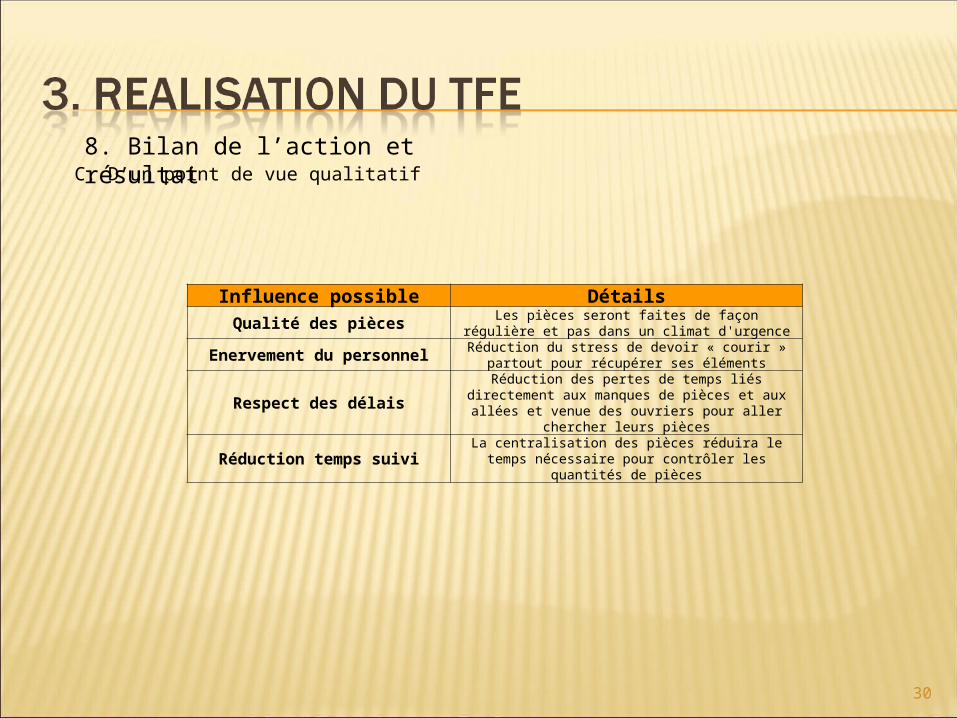
8. Bilan de l’action et résultatC. D’un point de vue qualitatif
Influence possible Détails
Qualité des piècesLes pièces seront faites de façon régulière et pas dans un
climat d'urgence
Enervement du personnelRéduction du stress de devoir « courir » partout pour
récupérer ses éléments
Respect des délaisRéduction des pertes de temps liés directement aux
manques de pièces et aux allées et venue des ouvriers pour aller chercher leurs pièces
Réduction temps suiviLa centralisation des pièces réduira le temps nécessaire
pour contrôler les quantités de pièces
31
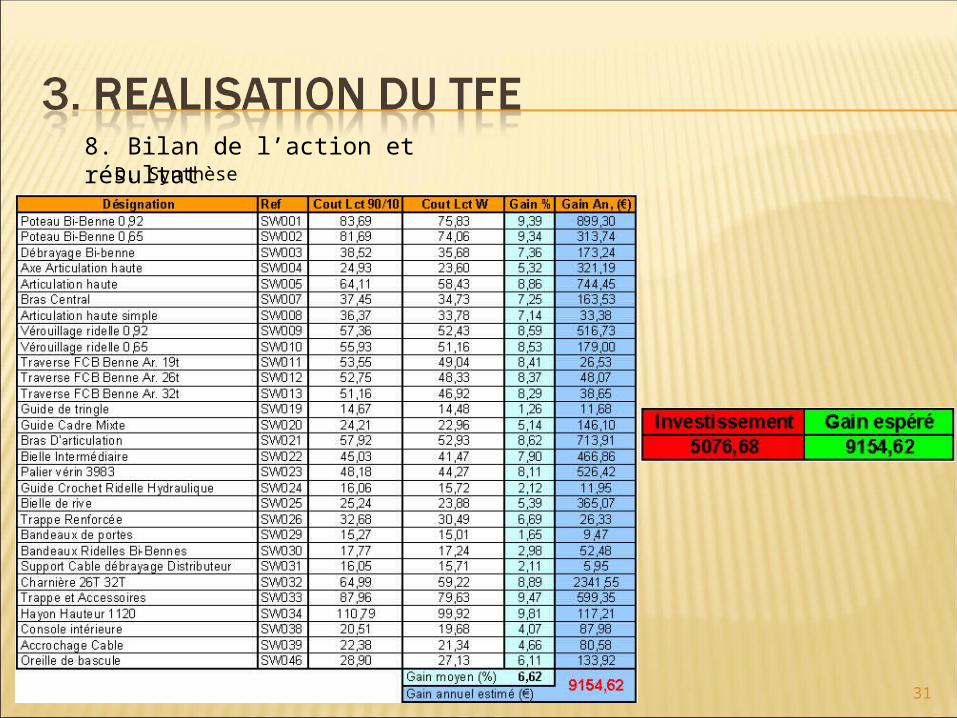
8. Bilan de l’action et résultatD. Synthèse
32
1. Bilan professionnel- formation intéressante- projet complet- meilleure compréhension du « milieu » professionnel- gestion de personnel
2. Bilan personnel- validation des connaissances acquises- remise en cause de soi- ouverture d’esprit- savoir garder « sa place »
33
Merci de votre attention
34
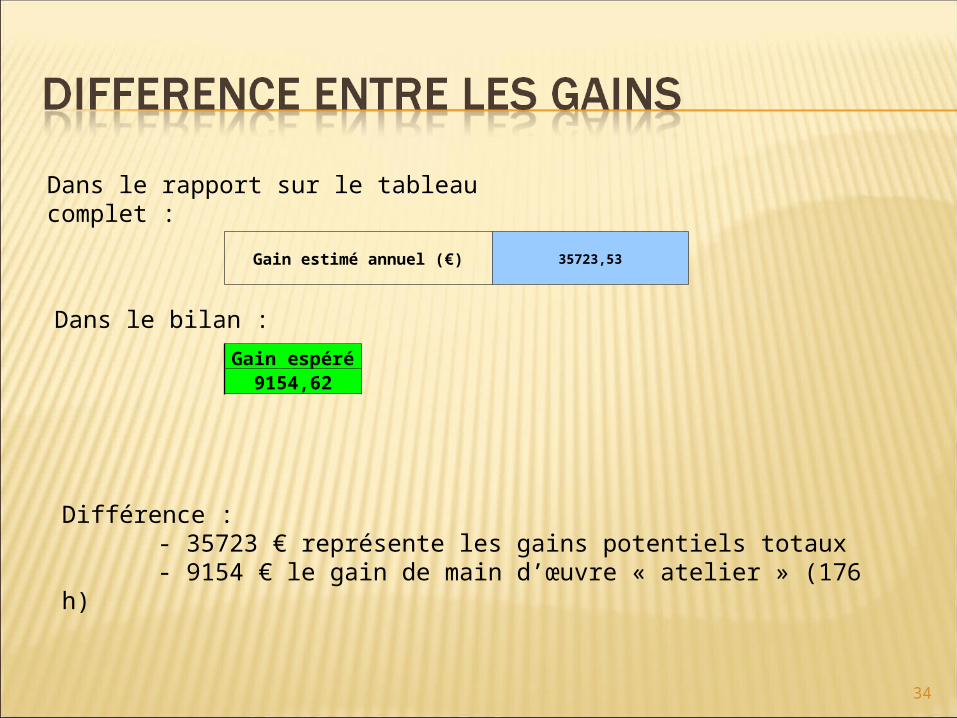
Dans le rapport sur le tableau complet :
Gain estimé annuel (€) 35723,53
Dans le bilan :
Gain espéré9154,62
Différence : - 35723 € représente les gains potentiels totaux- 9154 € le gain de main d’œuvre « atelier » (176 h)