fraise à bout hémisphérique sphero-xr / sphero-xf ... · durée de vie des outils. comparaison...
TRANSCRIPT

passionfor precision passionfor precision
Fraise à bout hémisphérique Sphero-XR / Sphero-XF Technologie de fraisage 3D parfaite
Produktprospekt_SpheroX_217_4109_FR_ks2 •mk • 31. Oktober 2014
[ 2 ]
Les fraises à bout hémisphérique de la génération Sphero-X ont été conçues pour l‘usinage d‘ébauche de contours en 3D dans les secteurs de la fabrica-tion de moules et d‘outils. L‘objectif était d‘obtenir des taux d‘enlèvement extrêmement élevés dans ces secteurs, et ce même sur les matériaux trempés. Cela est désormais possible grâce aux exécutions spécialement développées pour l‘ébauche (Sphero-XR4) et les finitions (Sphero-XF).
Les outils sont principalement utilisés pour l‘usinage d‘ébauche haute per-formance de surfaces à forme libre, qui sont fréquentes pour les moules d‘emboutissage, les moules en plastique et les moules de cintrage. La gamme de matériaux utilisée pour leur fabrication comprend tous les aciers trempés (du 42 HrC au 60 HrC).
Sphero-XR a été conçu pour l‘usinage d‘ébauche. Grâce à une tolérance du rayon faible de +/- 0.005 mm, l‘outil permet également de réaliser les tra-vaux de finition.
Sphero-XR4 dispose de 4 arêtes de coupe qui lui assurent une durée de vie très longue en usinage d‘ébauche. Avec 4 arêtes de coupe vers le centre et une tolérance de rayon de +/- 0.01, l‘outil peut également être utilisé pour les finitions. Dans le cas de travaux de fraisage nécessitant de meilleures performances en terme de taux d‘enlèvement de copeaux avec des profondeurs de passe radiales et axiales importantes, les avantages des fraises Sphero-X parlent d‘eux-mêmes : gain de productivité, frais d‘outillage réduits et donc meilleur rapport qualité-prix pour l‘usinage d‘ébauche de formes libres dans les secteurs de la fabrication de moules et d‘outils.
Technologie de fraisage 3D parfaite avec les fraises Sphero-X
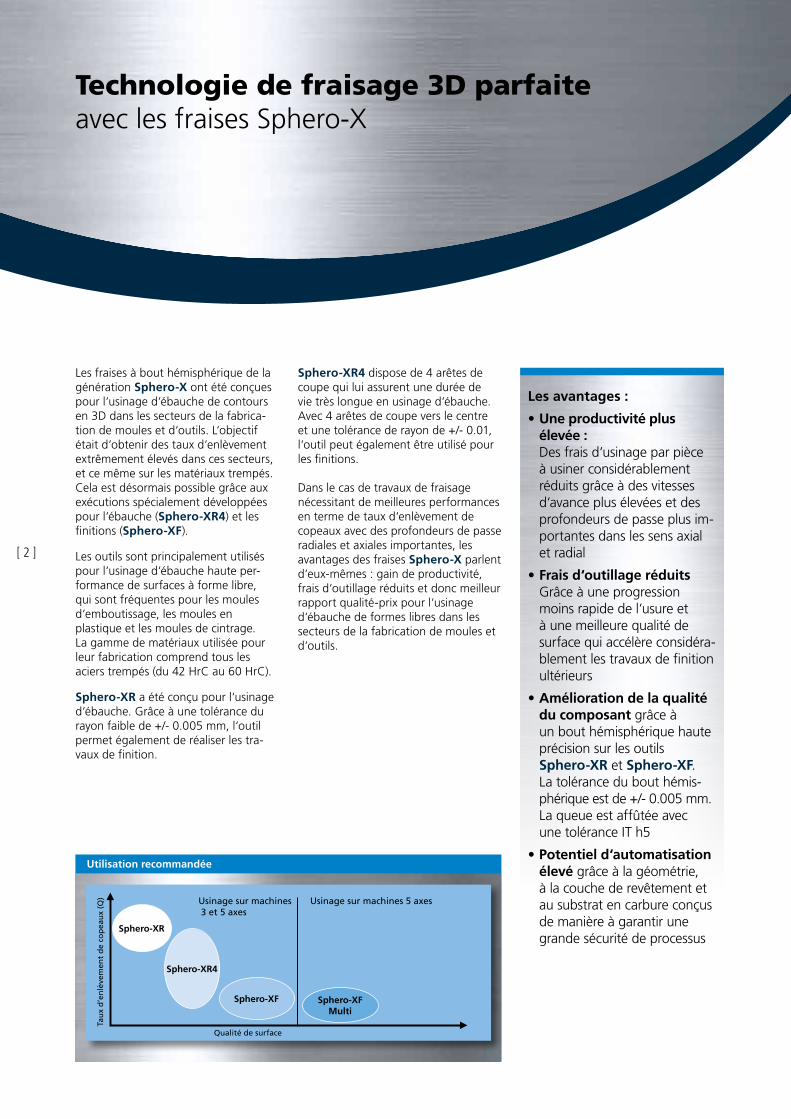
Utilisation recommandée
Sphero-XR
Sphero-XR4
Sphero-XF Sphero-XF Multi
Usinage sur machines 5 axes Usinage sur machines 3 et 5 axes
Tau
x d
‘en
lève
men
t d
e co
pea
ux
(Q)
Qualité de surface
Les avantages :
• Une productivité plus élevée : Des frais d‘usinage par pièce à usiner considérablement réduits grâce à des vitesses d‘avance plus élevées et des profondeurs de passe plus im-portantes dans les sens axial et radial
• Frais d‘outillage réduits Grâce à une progression moins rapide de l‘usure et à une meilleure qualité de surface qui accélère considéra-blement les travaux de finition ultérieurs
• Amélioration de la qualité du composant grâce à un bout hémisphérique haute précision sur les outils Sphero-XR et Sphero-XF. La tolérance du bout hémis-phérique est de +/- 0.005 mm. La queue est affûtée avec une tolérance IT h5
• Potentiel d‘automatisation élevé grâce à la géométrie, à la couche de revêtement et au substrat en carbure conçus de manière à garantir une grande sécurité de processus
[ 3 ]
Sphero-XR
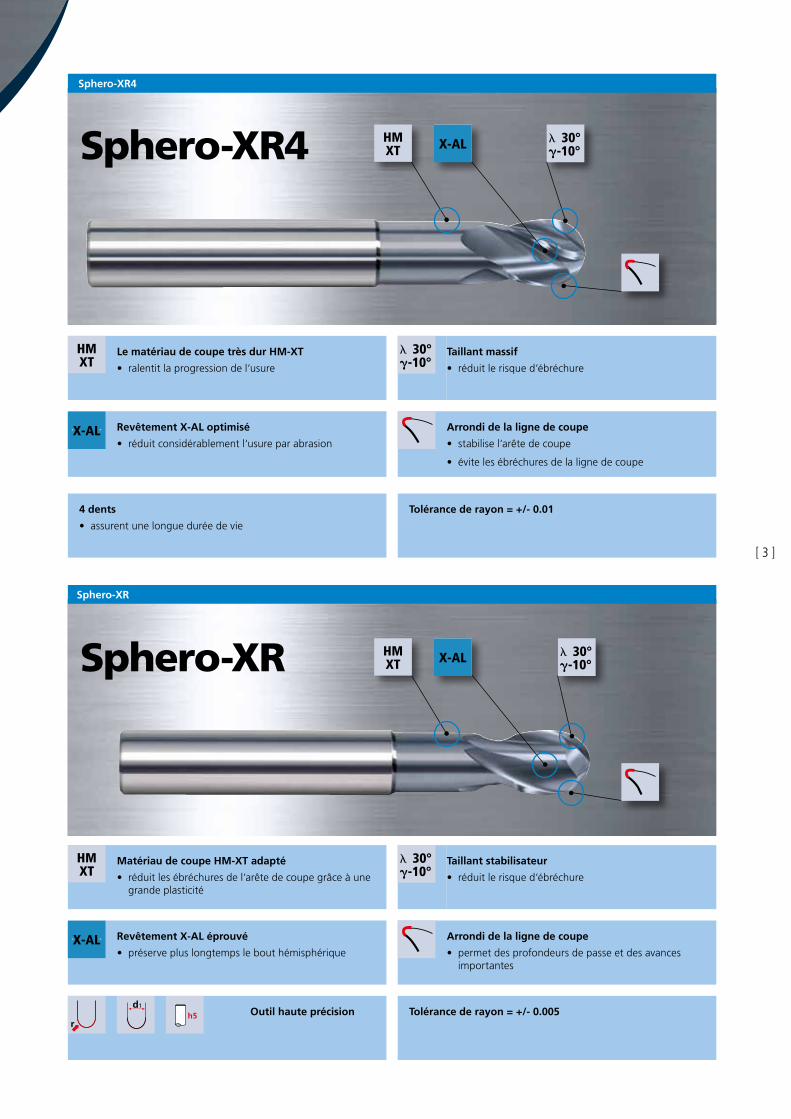
Sphero-XR4
l 30°g-10°
HMXT
HMXT
Le matériau de coupe très dur HM-XT
• ralentit la progression de l‘usure
Taillant massif
• réduit le risque d‘ébréchure
X-AL Revêtement X-AL optimisé
• réduit considérablement l‘usure par abrasion
Arrondi de la ligne de coupe
• stabilise l‘arête de coupe
• évite les ébréchures de la ligne de coupe
4 dents
• assurent une longue durée de vie
Tolérance de rayon = +/- 0.01
X-ALHMXT
HMXT
Matériau de coupe HM-XT adapté
• réduit les ébréchures de l‘arête de coupe grâce à une grande plasticité
Taillant stabilisateur
• réduit le risque d‘ébréchure
X-AL Revêtement X-AL éprouvé
• préserve plus longtemps le bout hémisphérique
Arrondi de la ligne de coupe
• permet des profondeurs de passe et des avances importantes
Outil haute précision Tolérance de rayon = +/- 0.005
X-AL
l 30°g-10°
l 30°g-10°
l 30°g-10°
h5
Sphero-XR4
Sphero-XR
[ 4 ]
Les outils Sphero-XR se caractérisent par leur couche de revêtement et leur matériau de coupe, spécia-lement conçus pour l‘usinage à l‘état dur. Le conditionnement spécial de sa ligne de coupe fait de Sphero-XR un outil capable de hautes performances. Les coûts supplémentaires modérés sont largement compensés par les durées de vie considérablement plus élevées.
Sphero-XR : Outils haute précision pour l‘usinage à l‘état dur
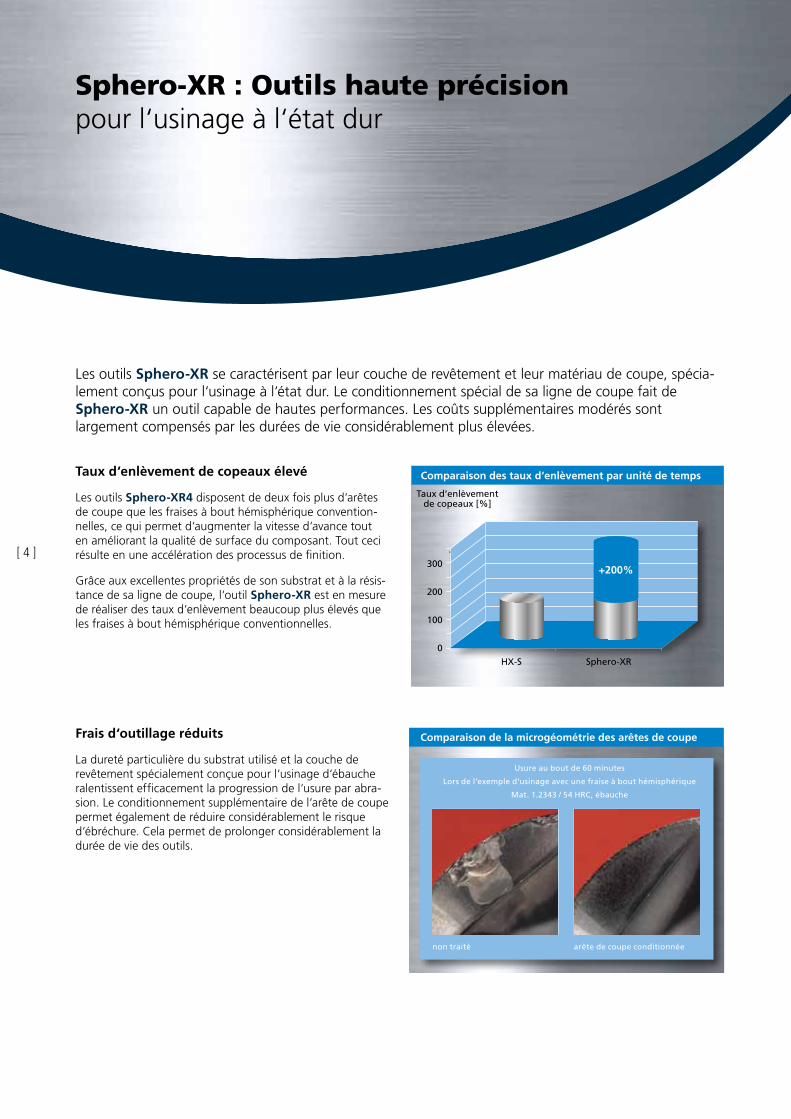
Taux d‘enlèvement de copeaux élevé
Les outils Sphero-XR4 disposent de deux fois plus d‘arêtes de coupe que les fraises à bout hémisphérique convention-nelles, ce qui permet d‘augmenter la vitesse d‘avance tout en améliorant la qualité de surface du composant. Tout ceci résulte en une accélération des processus de finition.
Grâce aux excellentes propriétés de son substrat et à la résis-tance de sa ligne de coupe, l‘outil Sphero-XR est en mesure de réaliser des taux d‘enlèvement beaucoup plus élevés que les fraises à bout hémisphérique conventionnelles.
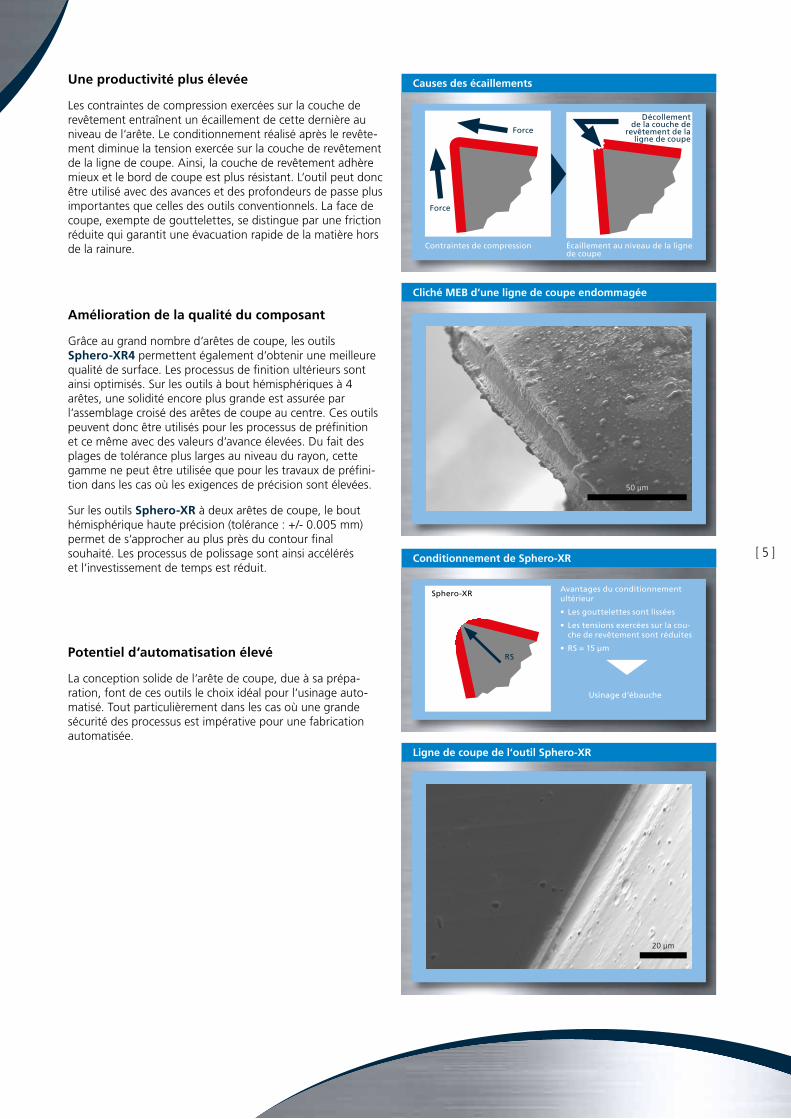
Frais d‘outillage réduits
La dureté particulière du substrat utilisé et la couche de revêtement spécialement conçue pour l‘usinage d‘ébauche ralentissent efficacement la progression de l‘usure par abra-sion. Le conditionnement supplémentaire de l‘arête de coupe permet également de réduire considérablement le risque d‘ébréchure. Cela permet de prolonger considérablement la durée de vie des outils.
Comparaison de la microgéométrie des arêtes de coupe
Usure au bout de 60 minutes
Lors de l‘exemple d‘usinage avec une fraise à bout hémisphérique
Mat. 1.2343 / 54 HRC, ébauche
non traité arête de coupe conditionnée
Comparaison des taux d‘enlèvement par unité de temps
Taux d‘enlèvement de copeaux [%]
HX-S Sphero-XR
300
200
100
0
+200%
[ 5 ]
Une productivité plus élevée
Les contraintes de compression exercées sur la couche de revêtement entraînent un écaillement de cette dernière au niveau de l‘arête. Le conditionnement réalisé après le revête-ment diminue la tension exercée sur la couche de revêtement de la ligne de coupe. Ainsi, la couche de revêtement adhère mieux et le bord de coupe est plus résistant. L‘outil peut donc être utilisé avec des avances et des profondeurs de passe plus importantes que celles des outils conventionnels. La face de coupe, exempte de gouttelettes, se distingue par une friction réduite qui garantit une évacuation rapide de la matière hors de la rainure.
Amélioration de la qualité du composant
Grâce au grand nombre d‘arêtes de coupe, les outils Sphero-XR4 permettent également d‘obtenir une meilleure qualité de surface. Les processus de finition ultérieurs sont ainsi optimisés. Sur les outils à bout hémisphériques à 4 arêtes, une solidité encore plus grande est assurée par l‘assemblage croisé des arêtes de coupe au centre. Ces outils peuvent donc être utilisés pour les processus de préfinition et ce même avec des valeurs d‘avance élevées. Du fait des plages de tolérance plus larges au niveau du rayon, cette gamme ne peut être utilisée que pour les travaux de préfini-tion dans les cas où les exigences de précision sont élevées.
Sur les outils Sphero-XR à deux arêtes de coupe, le bout hémisphérique haute précision (tolérance : +/- 0.005 mm) permet de s‘approcher au plus près du contour final souhaité. Les processus de polissage sont ainsi accélérés et l‘investissement de temps est réduit.
Potentiel d‘automatisation élevé
La conception solide de l‘arête de coupe, due à sa prépa-ration, font de ces outils le choix idéal pour l‘usinage auto-matisé. Tout particulièrement dans les cas où une grande sécurité des processus est impérative pour une fabrication automatisée.
Causes des écaillements
Contraintes de compression Écaillement au niveau de la ligne de coupe
Conditionnement de Sphero-XR
RS
Sphero-XR Avantages du conditionnement ultérieur
• Les gouttelettes sont lissées
• Les tensions exercées sur la cou-che de revêtement sont réduites
•RS = 15 µm
Usinage d‘ébauche
Cliché MEB d‘une ligne de coupe endommagée
50 µm
Ligne de coupe de l‘outil Sphero-XR
20 µm
Force
Décollement de la couche de
revêtement de la ligne de coupe
Force

[ 6 ]
d3
d2 d1
r
l3l1
l2
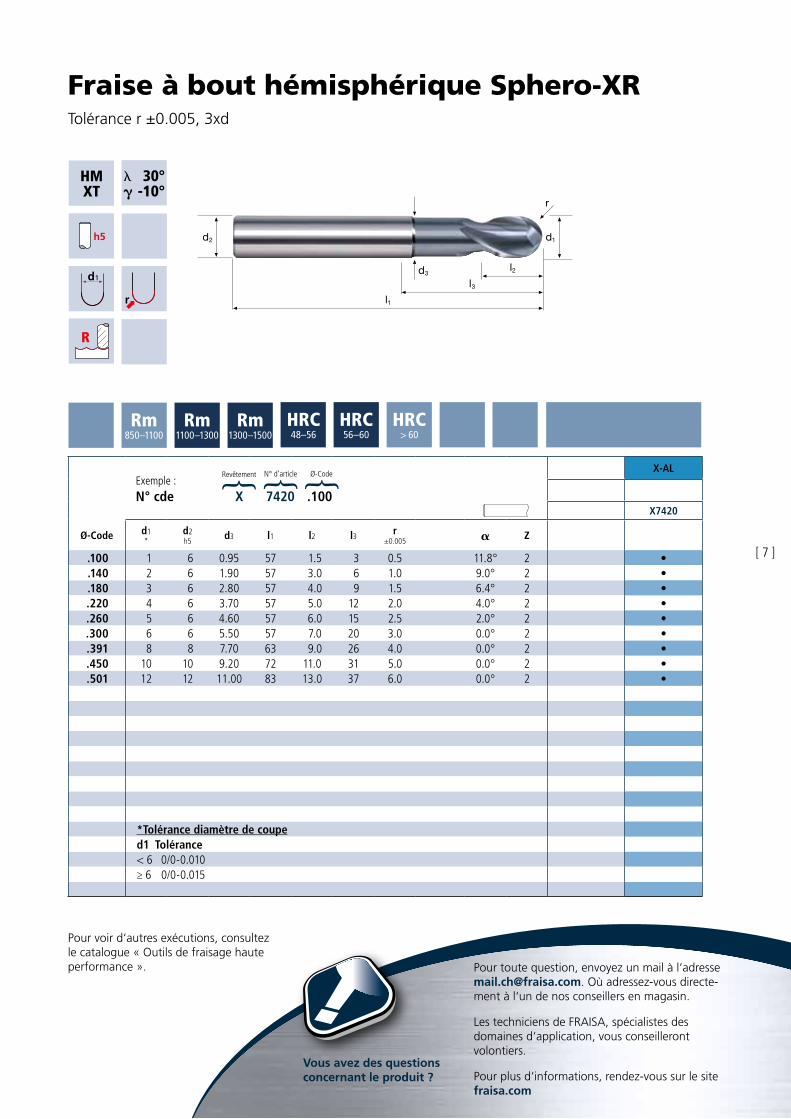
Pour voir d‘autres exécutions, consultez le catalogue « Outils de fraisage haute performance ».
X-AL
X7450
Ø-Code d10/-0.02
d2h5
d3 l1 l2 l3 r±0.01 a Z
.180 3 6 2.8 57 4 9 1.5 6.4° 4 •.220 4 6 3.7 57 5 12 2.0 4.0° 4 •.260 5 6 4.6 57 6 15 2.5 2.0° 4 •.300 8 6 5.5 57 7 20 3.0 0.0° 4 •.391 8 8 7.4 63 9 26 4.0 0.0° 4 •.450 10 10 9.2 72 11 31 5.0 0.0° 4 •.501 12 12 11.0 83 13 37 6.0 0.0° 4 •
Exemple :N° cde X 7450 .180
Revêtement N° d’article Ø-Code
HMXT
l 30°g-10°
Rm1100–1300
Rm1300–1500
HRC48–56
HRC56–60
HRC> 60
Fraise à bout hémisphérique Sphero-XR4Tolérance r ±0.01, 3xd
[ 7 ]
Vous avez des questions concernant le produit ?
Pour toute question, envoyez un mail à l‘adresse [email protected]. Où adressez-vous directe-ment à l‘un de nos conseillers en magasin.
Les techniciens de FRAISA, spécialistes des domaines d‘application, vous conseilleront volontiers.
Pour plus d‘informations, rendez-vous sur le site fraisa.com
d3
d2 d1
r
l3l1
l2
Pour voir d‘autres exécutions, consultez le catalogue « Outils de fraisage haute performance ».
X-AL
X7420
Ø-Code d1*
d2h5
d3 l1 l2 l3 r±0.005 a Z
.100 1 6 0.95 57 1.5 3 0.5 11.8° 2 •
.140 2 6 1.90 57 3.0 6 1.0 9.0° 2 •
.180 3 6 2.80 57 4.0 9 1.5 6.4° 2 •.220 4 6 3.70 57 5.0 12 2.0 4.0° 2 •.260 5 6 4.60 57 6.0 15 2.5 2.0° 2 •.300 6 6 5.50 57 7.0 20 3.0 0.0° 2 •.391 8 8 7.70 63 9.0 26 4.0 0.0° 2 •.450 10 10 9.20 72 11.0 31 5.0 0.0° 2 •.501 12 12 11.00 83 13.0 37 6.0 0.0° 2 •
*Tolérance diamètre de couped1 Tolérance< 6 0/0-0.010≥ 6 0/0-0.015
Exemple :N° cde X 7420 .100
Revêtement N° d’article Ø-Code
HMXT
l 30°g-10°
Rm1100–1300
Rm850–1100
Rm1300–1500
HRC48–56
HRC56–60
HRC> 60
Fraise à bout hémisphérique Sphero-XRTolérance r ±0.005, 3xd

[ 8 ]
Sphero-XF pour les usinages de finition et de superfinition
Sphero-XF
X-ALHMXA
HMXA
Le matériau de coupe très dur HM-XA
• ralentit la progression de l‘usure et les déformations
Taillant massif
• réduit le risque d‘ébréchure
X-AL Revêtement X-AL optimisé
• réduit considérablement l‘usure par abrasion
Arrondi de la ligne de coupe
• stabilise l‘arête de coupe
• évite les ébréchures de la ligne de coupe
Outil haute précision Tolérance de rayon = +/- 0.005
l 30°g-10°
l 30°g-10°
h5
Les outils Sphero-XF ont été conçus pour les usinages de finition et de superfinition. Ces outils tirent leur efficacité de deux innovations : leur matériau ultra dur et leur couche de revêtement spécialement développée pour l‘usinage à l‘état dur. Tout comme pour les outils Sphero-XR, une préparation spéciale de la ligne de coupe vient ici aussi compléter la gamme Sphero-XF.
Sphero-XF
[ 9 ]
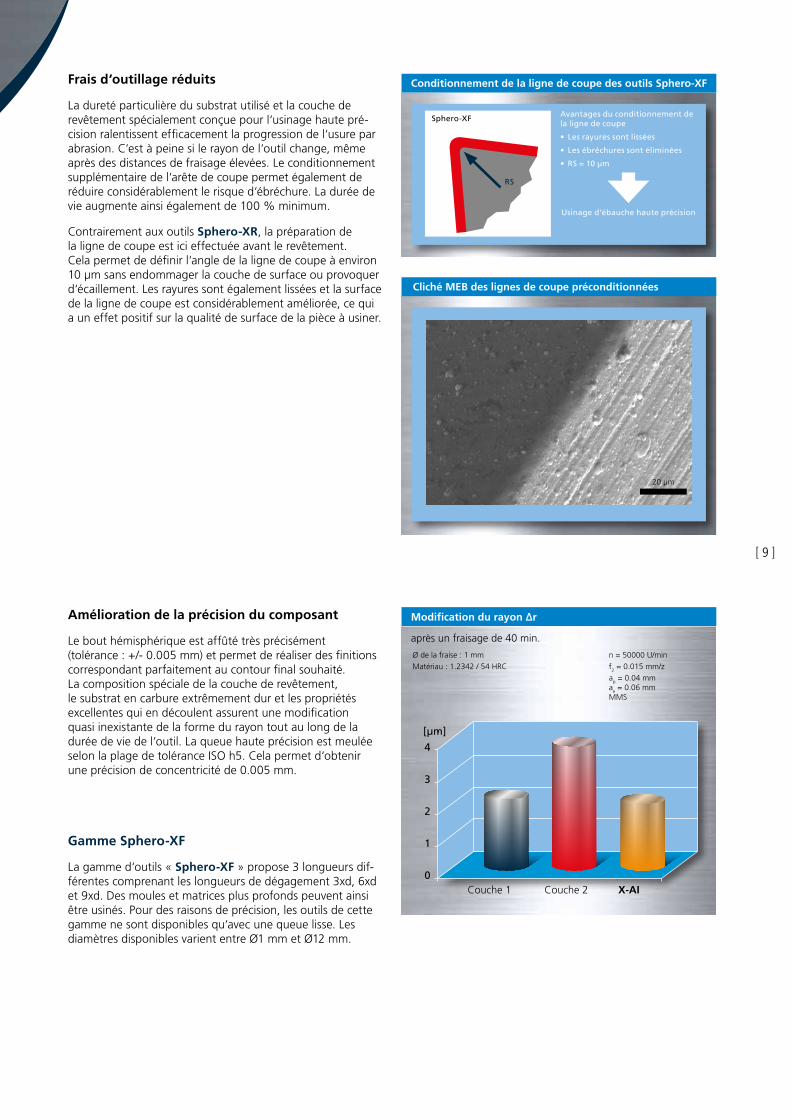
Amélioration de la précision du composant
Le bout hémisphérique est affûté très précisément (to lérance : +/- 0.005 mm) et permet de réaliser des finitions correspondant parfaitement au contour final souhaité. La composition spéciale de la couche de revêtement, le substrat en carbure extrêmement dur et les propriétés excellentes qui en découlent assurent une modification quasi inexistante de la forme du rayon tout au long de la durée de vie de l‘outil. La queue haute précision est meulée selon la plage de tolérance ISO h5. Cela permet d‘obtenir une précision de concentricité de 0.005 mm.
Gamme Sphero-XF
La gamme d‘outils « Sphero-XF » propose 3 longueurs dif-férentes comprenant les longueurs de dégagement 3xd, 6xd et 9xd. Des moules et matrices plus profonds peuvent ainsi être usinés. Pour des raisons de précision, les outils de cette gamme ne sont disponibles qu‘avec une queue lisse. Les diamètres disponibles varient entre Ø1 mm et Ø12 mm.
Frais d‘outillage réduits
La dureté particulière du substrat utilisé et la couche de revêtement spécialement conçue pour l‘usinage haute pré-cision ralentissent efficacement la progression de l‘usure par abrasion. C‘est à peine si le rayon de l‘outil change, même après des distances de fraisage élevées. Le conditionnement supplémentaire de l‘arête de coupe permet également de réduire considérablement le risque d‘ébréchure. La durée de vie augmente ainsi également de 100 % minimum.
Contrairement aux outils Sphero-XR, la préparation de la ligne de coupe est ici effectuée avant le revêtement. Cela permet de définir l‘angle de la ligne de coupe à environ 10 µm sans endommager la couche de surface ou provoquer d‘écaillement. Les rayures sont également lissées et la surface de la ligne de coupe est considérablement améliorée, ce qui a un effet positif sur la qualité de surface de la pièce à usiner.
Cliché MEB des lignes de coupe préconditionnées
20 µm
Conditionnement de la ligne de coupe des outils Sphero-XF
Sphero-XF Avantages du conditionnement de la ligne de coupe
• Les rayures sont lissées
• Les ébréchures sont éliminées
•RS = 10 μm
Usinage d‘ébauche haute précision
RS
Modification du rayon ∆r
après un fraisage de 40 min.
n = 50000 U/minf2 = 0.015 mm/zap = 0.04 mm ae = 0.06 mm MMS
Ø de la fraise : 1 mmMatériau : 1.2342 / 54 HRC
4
3
2
1
0Couche 2 X-AICouche 1
[µm]
[ 10 ]
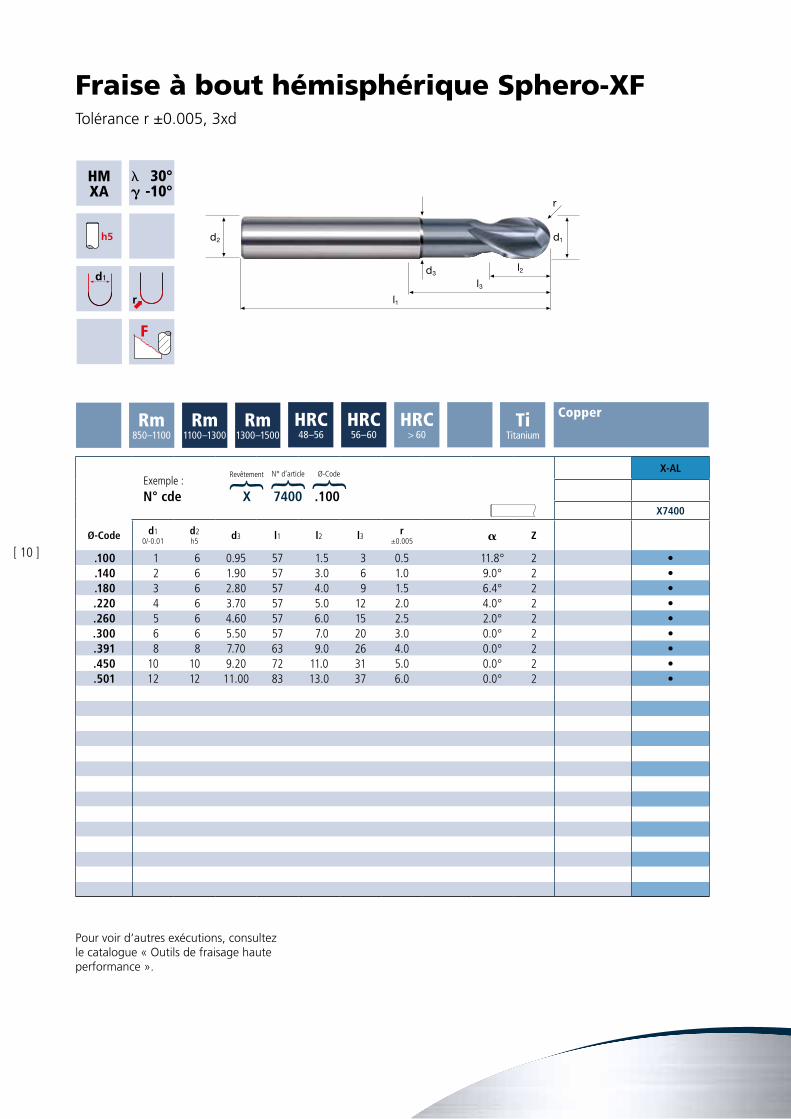
Pour voir d‘autres exécutions, consultez le catalogue « Outils de fraisage haute performance ».
X-AL
X7400
Ø-Code d10/-0.01
d2h5
d3 l1 l2 l3 r±0.005 a Z
.100 1 6 0.95 57 1.5 3 0.5 11.8° 2 •
.140 2 6 1.90 57 3.0 6 1.0 9.0° 2 •
.180 3 6 2.80 57 4.0 9 1.5 6.4° 2 •.220 4 6 3.70 57 5.0 12 2.0 4.0° 2 •.260 5 6 4.60 57 6.0 15 2.5 2.0° 2 •.300 6 6 5.50 57 7.0 20 3.0 0.0° 2 •.391 8 8 7.70 63 9.0 26 4.0 0.0° 2 •.450 10 10 9.20 72 11.0 31 5.0 0.0° 2 •.501 12 12 11.00 83 13.0 37 6.0 0.0° 2 •
Exemple :N° cde X 7400 .100
Revêtement N° d’article Ø-Code
HMXA
l 30°g-10°
Rm1300–1500
HRC48–56
HRC56–60
HRC> 60
Fraise à bout hémisphérique Sphero-XFTolérance r ±0.005, 3xd
Rm1100–1300
Rm850–1100
TiTitanium
Copper
d3
d2 d1
r
l3l1
l2
[ 11 ]
d1[mm]
z vc[m/min]
fz[mm]
ap[mm]
ae[mm]
deff[mm]
n[min-1]
vf[mm/min]
b
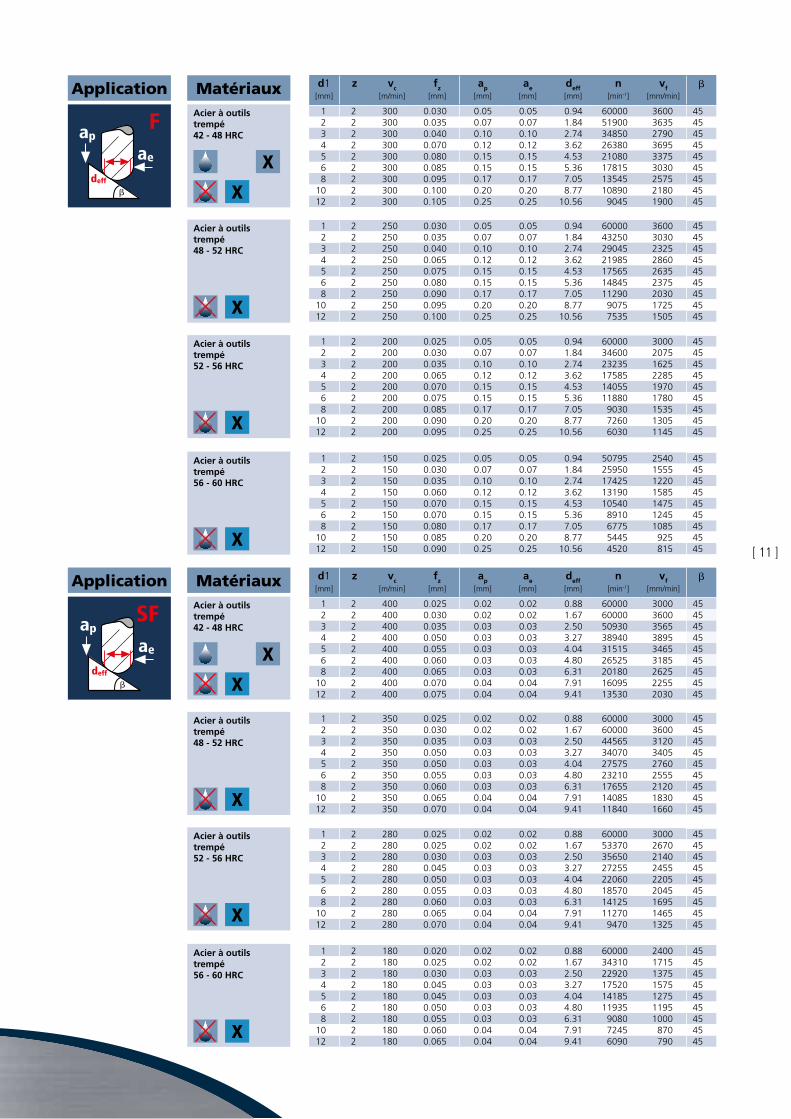
1 2 300 0.030 0.05 0.05 0.94 60000 3600 452 2 300 0.035 0.07 0.07 1.84 51900 3635 453 2 300 0.040 0.10 0.10 2.74 34850 2790 454 2 300 0.070 0.12 0.12 3.62 26380 3695 455 2 300 0.080 0.15 0.15 4.53 21080 3375 456 2 300 0.085 0.15 0.15 5.36 17815 3030 458 2 300 0.095 0.17 0.17 7.05 13545 2575 45
10 2 300 0.100 0.20 0.20 8.77 10890 2180 4512 2 300 0.105 0.25 0.25 10.56 9045 1900 45
d1[mm]
z vc[m/min]
fz[mm]
ap[mm]
ae[mm]
deff[mm]
n[min-1]
vf[mm/min]
b
1 2 400 0.025 0.02 0.02 0.88 60000 3000 452 2 400 0.030 0.02 0.02 1.67 60000 3600 453 2 400 0.035 0.03 0.03 2.50 50930 3565 454 2 400 0.050 0.03 0.03 3.27 38940 3895 455 2 400 0.055 0.03 0.03 4.04 31515 3465 456 2 400 0.060 0.03 0.03 4.80 26525 3185 458 2 400 0.065 0.03 0.03 6.31 20180 2625 45
10 2 400 0.070 0.04 0.04 7.91 16095 2255 4512 2 400 0.075 0.04 0.04 9.41 13530 2030 45
1 2 250 0.030 0.05 0.05 0.94 60000 3600 452 2 250 0.035 0.07 0.07 1.84 43250 3030 453 2 250 0.040 0.10 0.10 2.74 29045 2325 454 2 250 0.065 0.12 0.12 3.62 21985 2860 455 2 250 0.075 0.15 0.15 4.53 17565 2635 456 2 250 0.080 0.15 0.15 5.36 14845 2375 458 2 250 0.090 0.17 0.17 7.05 11290 2030 45
10 2 250 0.095 0.20 0.20 8.77 9075 1725 4512 2 250 0.100 0.25 0.25 10.56 7535 1505 45
1 2 350 0.025 0.02 0.02 0.88 60000 3000 452 2 350 0.030 0.02 0.02 1.67 60000 3600 453 2 350 0.035 0.03 0.03 2.50 44565 3120 454 2 350 0.050 0.03 0.03 3.27 34070 3405 455 2 350 0.050 0.03 0.03 4.04 27575 2760 456 2 350 0.055 0.03 0.03 4.80 23210 2555 458 2 350 0.060 0.03 0.03 6.31 17655 2120 45
10 2 350 0.065 0.04 0.04 7.91 14085 1830 4512 2 350 0.070 0.04 0.04 9.41 11840 1660 45
1 2 200 0.025 0.05 0.05 0.94 60000 3000 452 2 200 0.030 0.07 0.07 1.84 34600 2075 453 2 200 0.035 0.10 0.10 2.74 23235 1625 454 2 200 0.065 0.12 0.12 3.62 17585 2285 455 2 200 0.070 0.15 0.15 4.53 14055 1970 456 2 200 0.075 0.15 0.15 5.36 11880 1780 458 2 200 0.085 0.17 0.17 7.05 9030 1535 45
10 2 200 0.090 0.20 0.20 8.77 7260 1305 4512 2 200 0.095 0.25 0.25 10.56 6030 1145 45
1 2 280 0.025 0.02 0.02 0.88 60000 3000 452 2 280 0.025 0.02 0.02 1.67 53370 2670 453 2 280 0.030 0.03 0.03 2.50 35650 2140 454 2 280 0.045 0.03 0.03 3.27 27255 2455 455 2 280 0.050 0.03 0.03 4.04 22060 2205 456 2 280 0.055 0.03 0.03 4.80 18570 2045 458 2 280 0.060 0.03 0.03 6.31 14125 1695 45
10 2 280 0.065 0.04 0.04 7.91 11270 1465 4512 2 280 0.070 0.04 0.04 9.41 9470 1325 45
1 2 150 0.025 0.05 0.05 0.94 50795 2540 452 2 150 0.030 0.07 0.07 1.84 25950 1555 453 2 150 0.035 0.10 0.10 2.74 17425 1220 454 2 150 0.060 0.12 0.12 3.62 13190 1585 455 2 150 0.070 0.15 0.15 4.53 10540 1475 456 2 150 0.070 0.15 0.15 5.36 8910 1245 458 2 150 0.080 0.17 0.17 7.05 6775 1085 45
10 2 150 0.085 0.20 0.20 8.77 5445 925 4512 2 150 0.090 0.25 0.25 10.56 4520 815 45
1 2 180 0.020 0.02 0.02 0.88 60000 2400 452 2 180 0.025 0.02 0.02 1.67 34310 1715 453 2 180 0.030 0.03 0.03 2.50 22920 1375 454 2 180 0.045 0.03 0.03 3.27 17520 1575 455 2 180 0.045 0.03 0.03 4.04 14185 1275 456 2 180 0.050 0.03 0.03 4.80 11935 1195 458 2 180 0.055 0.03 0.03 6.31 9080 1000 45
10 2 180 0.060 0.04 0.04 7.91 7245 870 4512 2 180 0.065 0.04 0.04 9.41 6090 790 45
MatériauxApplication
X
X
X
X
X
Acier à outilstrempé42 - 48 HRC
Acier à outilstrempé48 - 52 HRC
Acier à outilstrempé52 - 56 HRC
Acier à outilstrempé56 - 60 HRC
X
X
X
X
X
Acier à outilstrempé42 - 48 HRC
Acier à outilstrempé48 - 52 HRC
Acier à outilstrempé52 - 56 HRC
Acier à outilstrempé56 - 60 HRC
MatériauxApplication
apae
deff
F
apae
deff
SF
passionfor precision
passionfor precision Retrouvez-nous aussi sur :
facebook.com/fraisagroup youtube.com/fraisagroup
Vous y trouverez égale-ment des renseignements sur le Groupe FRAISA.
Voici le chemin le plus court vers notre boutique en ligne.
FRAISA SA Gurzelenstr. 7 I CH-4512 Bellach I Tél.: +41 (0) 32 617 42 42 I Fax: +41 (0) 32 617 42 41 I [email protected] I fraisa.com I
HIB
0142
3 11
/201
4 F