fabrication mécanique / formage tôle · pliage par cambrage la forme du poinçon et de la matrice...
TRANSCRIPT

Pliage par cambrage La forme du poinçon et de la matrice donne la forme du produit obtenu
Principe : le matériau est déformé plastiquement entre des outillages mobiles
Fabrication mécanique / formage tôle
1 Fabrication mécanique / formage tôle ensiame fip GI1 Riche
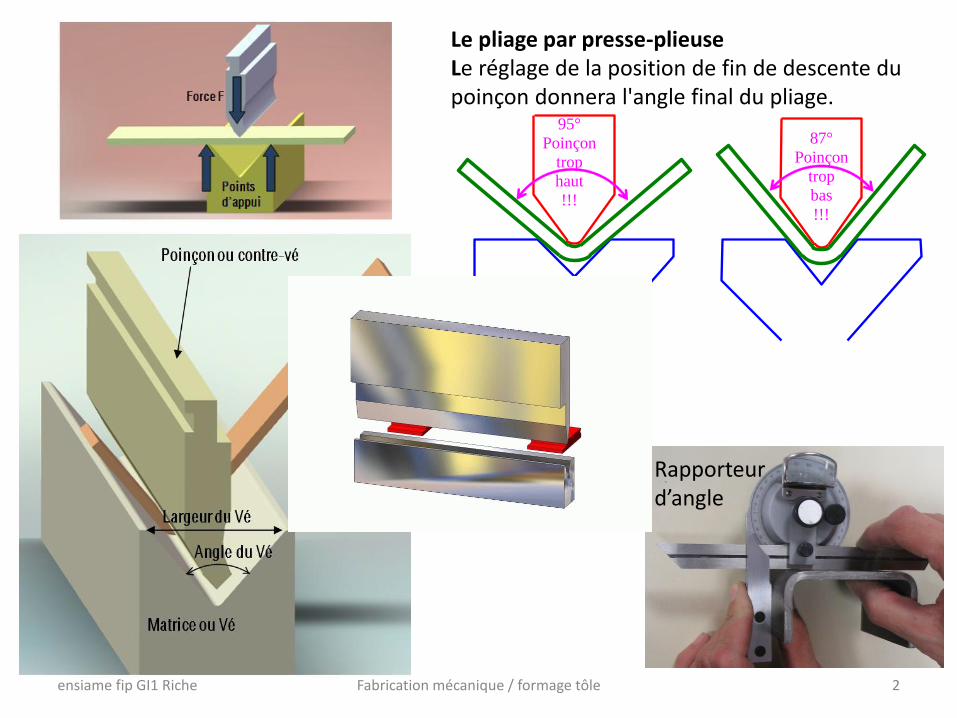
Le pliage par presse-plieuse Le réglage de la position de fin de descente du poinçon donnera l'angle final du pliage.
2 Fabrication mécanique / formage tôle
87°
Poinçon
trop
bas
!!!
95°
Poinçon
trop
haut
!!!
Rapporteur d’angle
ensiame fip GI1 Riche

Le pliage en l'air : le poinçon cesse la descente avant que la tôle ne soit en fond de vé. L'angle final est diminué par le phénomène du retour élastique (spring-back), environ 2 à 3°. L'angle du poinçon est généralement d’environ 88° pour obtenir 90°. Les forces appliquées sont beaucoup plus faibles que pour du pliage en frappe. Le pliage en frappe ou par emboutissage Le poinçon cesse la descente quand la tôle entre en contact du fond de vé. L'angle du poinçon et de la matrice sont égaux à l'angle à obtenir. Cette méthode est réservée à des tôles minces (< 2 mm) et permet d'obtenir des angles plus précis (±0,5°). Le coulisseau portant le poinçon descend jusqu’à la mise en contact poinçon tôle matrice. La commande numérique détecte cet arrêt et met fin au cycle de descente. La totalité de la force programmée est exercée sur l’outillage qui doit être capable de supporter cette force sans dommage. Si le travail ne nécessite pas toute la longueur de pliage de la machine, il est indispensable de positionner l’ensemble au milieu de la machine. Question : quel est le risque encouru si l’outillage n’est pas au milieu de de la machine ?
3 Fabrication mécanique / formage tôle ensiame fip GI1 Riche

Fabrication mécanique / formage tôle
Quel est le n° de vé à placer sur la plieuse ? Force maximum presse : 70 tonnes
n°1
n°2
n°3 n°4
Matrice 60x60
20
16
35 50
Pliage d’une tôle épaisseur 3 mm de 2 m de long
4 ensiame fip GI1 Riche
Réponse : vé n°2
15
200
épaisseur tôle : 3 15
90°
2000
90°
R maxi 7

ensiame fip GI1 Riche Fabrication mécanique / formage tôle 5
UN ABAQUE POUR LES PLIAGES EN L’AIR Cet abaque est établi pour un acier de 40 à 45 daN/mm² de résistance à la rupture. Disposant généralement de deux données de départ, l’épaisseur de la tôle e et le rayon intérieur de pliage ri, l’abaque permet d’obtenir par lecture directe : - la force F en kN par mètre de longueur pliée, - la dimension du plus petit bord réalisable b, - l’ouverture de vé à utiliser V. Les ouvertures de vé conseillées figurent dans les cases rouges. Cette ouverture V est liée à l’épaisseur e de la tôle à plier. Les valeurs conseillées sont les suivantes : Pour e ≤ 10 mm Vé = 8e Pour e ≥12 mm Vé = 10e Si l’ouverture conseillée ne peut être retenue (petit bord irréalisable, force insuffisante, ...) adopter un vé dont l’ouverture, voisine de la valeur conseillée, figure dans les cases claires de l’abaque. Pour plier d’autres matériaux (inox ou aluminium par exemple) cet abaque reste valable dans le rapport des résistances mécaniques. Exemple : si cet abaque, établi pour un acier à 40 daN/mm2, indique une force de 500 kN pour un pli donné, la force sera de 250 kN pour le même pliage sur une tôle d’aluminium à 20 daN/mm².

Plieuse à sommier ou à tablier Serrage de la pièce à plier, entre le sommier (partie fixe ou bâti) et la table (partie mobile) Rotation du sabot manuelle ou motorisée
6 Fabrication mécanique / formage tôle ensiame fip GI1 Riche

7 Fabrication mécanique / formage tôle
1) Lame supérieure mobile 2) Lame inférieure fixe 3) Butée arrière réglable 4) Presse-tôle 5) Carter de protection 6) Butée latérale 7) Tôle à cisailler
CISAILLAGE
ensiame fip GI1 Riche

Fabrication mécanique / formage tôle 8
Question : quelle est la course minimale pour une cisaille de 2,5m de capacité qui a une lame inclinée à 6° ?
Cisaillage à lames parallèles
Cisaillage à lames circulaires
Cisaillage à lame oblique
ensiame fip GI1 Riche

Fabrication mécanique / formage tôle 9
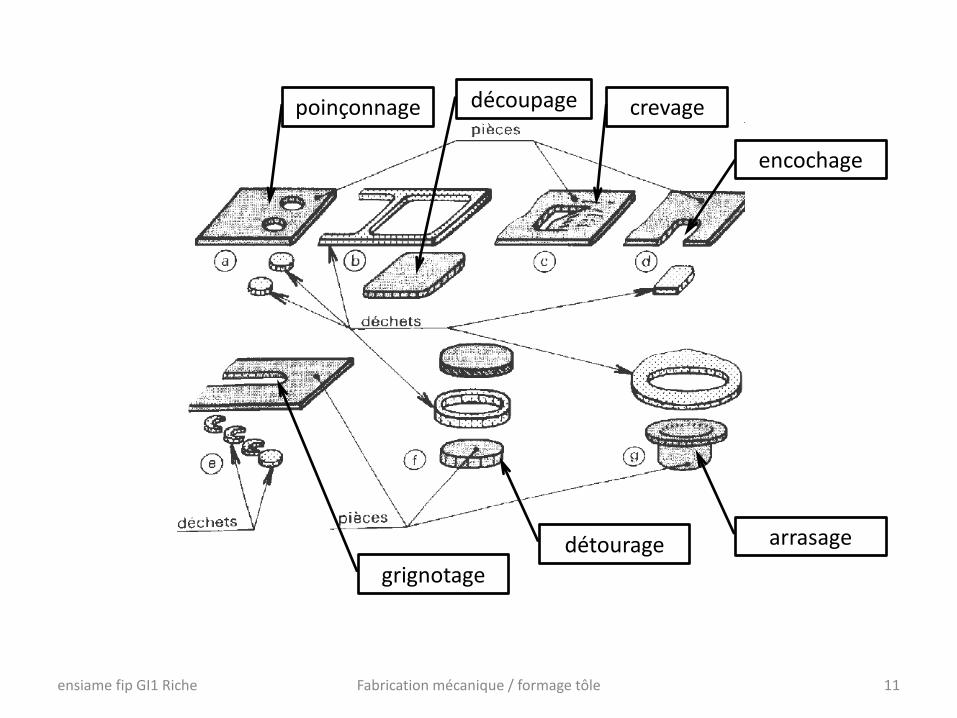
Poinçonnage
Identifier le nom du composant qui assure l’immobilisation du flan avant le poinçonnage
ensiame fip GI1 Riche
Fonction des rondelles Belleville ?
Fonction du ressort ?

Fabrication mécanique / formage tôle 10
OUTIL A SUIVRE
ensiame fip GI1 Riche
vidéo
Fabrication mécanique / formage tôle 11
poinçonnage crevage découpage
encochage
grignotage
détourage arrasage
ensiame fip GI1 Riche
Fabrication mécanique / formage tôle 12
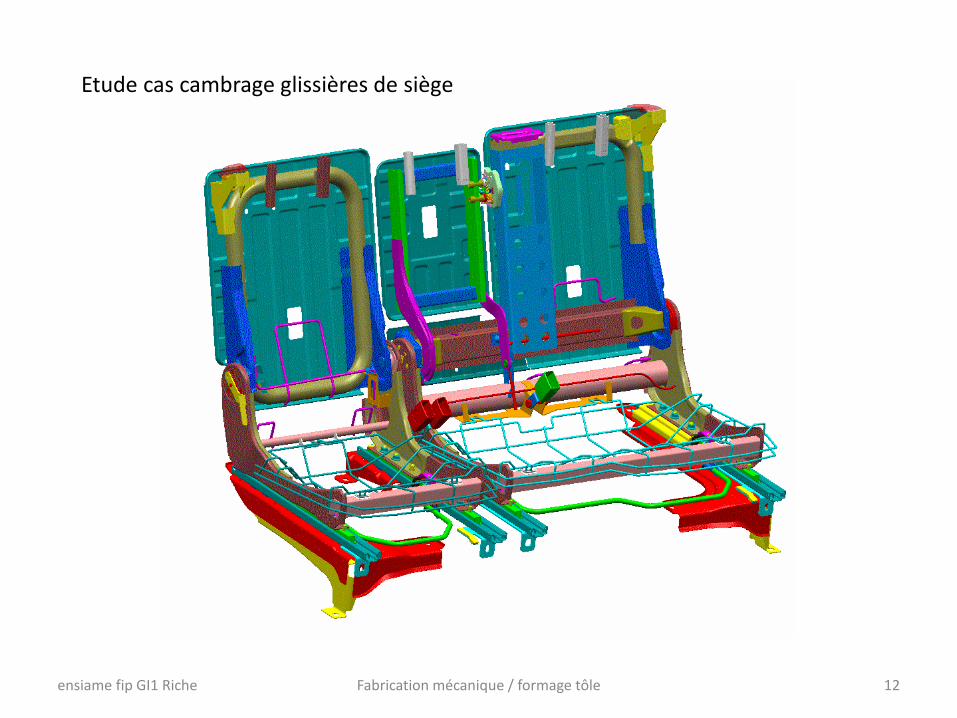
Etude cas cambrage glissières de siège
ensiame fip GI1 Riche

Fabrication mécanique / formage tôle 13 ensiame fip GI1 Riche

Fabrication mécanique / formage tôle 14 ensiame fip GI1 Riche

Fabrication mécanique / formage tôle 15 ensiame fip GI1 Riche

Fabrication mécanique / formage tôle 16 ensiame fip GI1 Riche

Fabrication mécanique / formage tôle 17 ensiame fip GI1 Riche