comite de normalisation moyens de … · 4.1 méthode amdec 5 4.2 calculs prévisionnels 5 5...
TRANSCRIPT

MOYENS DE PRODUCTIONAGREMENT - FIABILITE -
MAINTENABILITE - DISPONIBILITE
COMITE DE NORMALISATIONDES MOYENS DE PRODUCTION
E41.50.720.N
METHODOLOGIE Novembre 1987 P : 1/6
ICS : 03.120.01 ; 21.020Document avec annexe(s)
ÉTABLI PAR REMPLACE HOMOLOGATION
Commission 41F *
PSA Peugeot Citroën
M. NOGARET
RENAULT
I. GUYONReproduction interdite
Avant-propos
A la date de publication de la présente norme, il n’existe pas à notre connaissance de normes nationales ouinternationales traitant du même objet pour les moyens de production.
________________________________________
Objet et domaine d’application
Objet
L'automatisation croissante de la production conduit de plus en plus à lier les différents moyens qui participentà un même processus et ce avec des stocks et en cours minima.
Cet état de fait nécessite une très grande rigueur dans le respect des objectifs de disponibilité de chacun desmoyens, sous peine de voir chuter très rapidement la performance globale du processus de production.
Ce document répond à cette préoccupation. Il définit la méthodologie permettant de fixer les objectifs dedisponibilité au cahier des charges des moyens ainsi que les procédures et moyens assurant le respect de cesobjectifs.
Agrément FMD d’un moyen
Il permet de décider l’acceptation d’un moyen en fonction de sa FMD.
C’est une des conditions nécessaires à son acceptation finale.
L’agrément FMD est intégré au cahier des charges du moyen.
Domaine d’application
L’agrément FMD s’applique :
à tous les moyens de production liés rigidement sans possibilité de dépotage - rempotage,
à toutes les machines individuelles,
destinés aux Groupes PSA et RENAULT.
Pour les systèmes comportant plusieurs machines avec stocks intermédiaires ou avec possibilité dedépotage - rempotage, chacune des machines composant le système sera donc caractérisée par ses propresindicateurs.
________________________________________
Descripteurs
Disponibilité, Fiabilité, FMD, Maintenabilité
________________________________________
Modifications
Par rapport à l'édition précédente :
* Annule la norme RENAULT E41.50.720.R du 07/86
Origine : CNOMO

Novembre 1987 2 E41.50.720.N
Sommaire
Page
1 Les différentes étapes de la FMD 2
2 Indicateurs à prendre en compte 3
2.1 Fiabilité 3
2.2 Maintenabilité 3
2.3 Disponibilité 4
2.4 Temps de cycle 4
3 Modalités de définition des valeurs des indicateurs de FMD (phase 1) 4
4 Justification de la prise en compte des objectifs à la conception (phase 2)5
4.1 Méthode AMDEC 5
4.2 Calculs prévisionnels 5
5 Démonstration que les objectifs de fiabilité-disponibilité sont atteints (Phase 3)6
5.1 Quand ? 6
5.2 Comment ? 6
6 Liste des documents de référence 6
1 Les différentes étapes de la FMD
Phase 1 : Consiste à fixer par le responsable ou chargé d'affaire les objectifs de FMD du moyen. Ces objectifsseront intégrés au cahier des charges.
Phase 2 : La justification par le fournisseur de la prise en compte de ces objectifs au niveau de la conception dumoyen chaque fois que le responsable ou chargé d’affaire le juge nécessaire :
soit par une étude AMDEC (qualitative),
soit par des calculs prévisionnels (quantitatifs), voir exemple (annexe 1),
soit par les deux méthodes précitées,
soit par toute autre méthode jugée utile par le fournisseur.
Phase 3 : La démonstration qui doit prouver, grâce à la mesure, que les objectifs de FMD du moyen sonteffectivement atteints.

Novembre 1987 3 E41.50.720.N
2 Indicateurs à prendre en compte
2.1 Fiabilité
La notion de fiabilité s'intéresse aux nombres d'arrêts qui affectent un moyen par rapport à un temps defonctionnement déterminé ou pain rapport à une production déterminée. Suivant les cas, on utilise l'un desindicateurs suivants :
Temps de fonctionnement moyen inter-pannes (TFMIP)
TFMIP =TFNP
avec TF = temps de fonctionnement
NP = nombre de pannes
Temps de fonctionnement moyen (TFM)
TFM =TF
NAP
avec TF = temps de fonctionnement
NAP= nombre d’arrêts propres
Fréquence des arrêts propres par 1 000 pièces (Fpm)
Fpm =NAPNPR
x= 1000
avec NAP= nombre d'arrêts propres
NPR= nombre de pièces réalisées (bonnes ou mauvaises).
2.2 Maintenabilité
"Dans des conditions données d'utilisation, aptitude d'un dispositif à être maintenu ou rétabli dans un état danslequel il peut accomplir sa fonction requise, lorsque la maintenance est accomplie dans des conditions donnéesavec des procédures et des moyens prescrits". (NF X 60-010).
Pour traduire cette notion on utilise un des indicateurs suivants :
Temps moyen de pannes (TMP)
TMP =TPNP
avec TP = temps de panne
NP = nombre de pannes
Temps d’arrêt propre moyen (TAPM)
TAPM =TAPNAP
avec TAP = temps d’arrêt propre
NAP= nombre d’arrêts propres
Temps d’échange (TE)
C’est le temps nécessaire pour remplacer un des organes ou un des outils du moyen et remettre lemoyen en parfait état de marche. Ce temps caractérise l'accessibilité, la démontabilité,l'interchangeabilité, la modularité ainsi que la facilité de réglage et de remise en cycle.

Novembre 1987 4 E41.50.720.N
2.3 Disponibilité
Cette notion traduit la proportion de temps pendant lequel le moyen peut assurer sa fonction requise par rapport àun temps de référence.
On utilise un des deux indicateurs suivants :
Disponibilité constructeur : (Dc)
Dc =TF
TF + TAMC + TCOP + TCF + Tdc + TEF
avec :
TF = temps de fonctionnement
TAMC = temps actif de maintenance corrective
TCOP = temps de changement d'outil programmé
TCF = temps de changement de fabrication
Tdc = temps de contrôle
TEF = temps d'entretien fréquentiel
En fonction des besoins, les temps TAMC ou TCOP ou TCF ou Tdc ou TEF, pourront être exclus de la formule.
Disponibilité propre : (DP)
Dp =TF
TF + TAP
avec :
TF = temps de fonctionnement
TAP = temps d'arrêt propre
Remarque : on peut exprimer Dp par : TFM
TFM + TAPM
2.4 Temps de cycle
2.4.1 Machines cyclées
Le temps de cycle est le temps séparant la sortie de deux pièces identiques fabriquées consécutivement, sansanomalie et dans les conditions de fonctionnement normal du moyen de production.
2.4.2 Machines non cyclées (fonctionnement continu)
Flux instantané dans les conditions du processus précisé au CdC (par exemple : quantité de matière traitée parunité de temps dans un four).
3 Modalités de définition des valeurs des indicateurs de FMD (phase 1)
Pour les machines et installations "spéciales", les indicateurs sont définis par le responsable ou chargé d'affaire ens'appuyant sur expérience passée et sur des études systèmes qui doivent permettre de s’assurer que les objectifsde fiabilité-disponibilité attribués à chacun des moyens permettent bien d'obtenir les objectifs de performance dusystème.
Pour les machines "catalogue", le fournisseur doit indiquer les valeurs de fiabilité-disponibilité qu'il garantit (cesvaleurs étant alors intégrées dans l'étude système).

Novembre 1987 5 E41.50.720.N
4 Justification de la prise en compte des objectifs à la conception(phase 2)
Il s'agit pour le fournisseur, lors de cette phase, de tout mettre en oeuvre pour le respect des objectifs de fiabilité-disponibilité en proposant, outre sa compétence et son savoir-faire des justificatifs dont le but unique est l’analyseet la quantification de la fiabilité-disponibilité.
4.1 Méthode AMDEC
4.1.1 Définition et principe
Définition → AMDEC signifie :
Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité,
Principe :
Cette méthode permet de repérer les points critiques d'une machine ou d’une installation ; elle consisteà :
établir la liste des éléments constitutifs de la machine étudiée,
analyser les différents modes de défaillance potentiels des éléments et leurs causes,
étudier les conséquences de ces défaillances sur la machine ou l’installation,
repérer les points critiques à partir de la fréquence et de la durée des défaillances ainsi que lesrisques portant sur
la qualité du produit ou sur la sécurité des opérateurs,
étudier des solutions visant à éliminer les points critiques (action sur la conception ou sur lamaintenance).
4.1.2 Document à utiliser
Dans l’attente d'un document CNOMO, on utilise :
Pour RENAULT, la norme véhicule "AMDEC" n° 01.33.200.
Pour PSA « Moyens de production. Fiabilité - Maintenabilité - Disponibilité - Méthode AMDEC »E41.50.530.G.
4.2 Calculs prévisionnels
Il existe des méthodes de calcul permettant d'estimer à priori les exigences de FMD. La description de cesméthodes est hors de propos dans ce document. A titre indicatif, un exemple est fourni en annexe 1.
L’utilisation de ces méthodes nécessite la connaissance des données de fiabilité et maintenabilité des différentscomposants et sous-ensembles des moyens de production. Le fournisseur peut se procurer ces données soitauprès du client lorsqu'elles sont disponibles, soit dans les recueils prévus à cet effet, sinon il doit les estimer etêtre en mesure de justifier ses estimations.

Novembre 1987 6 E41.50.720.N
5 Démonstration que les objectifs de fiabilité-disponibilité sont atteints(Phase 3)
Les valeurs des indicateurs de fiabilité-disponibilité sont vérifiées :
5.1 Quand ?
A la date déterminée par le responsable ou chargé d'affaire.
5.2 Comment ?
Moyens de mesure
Les indicateurs sont calculés à partir d'informations recueillies par des moyens de saisieautomatique.
Si cela n'est pas possible, les indicateurs sont calculés à partir d'informations relevéesmanuellement sur des fiches prévues à cet effet (voir exemple sur annexe 2).
Conditions et déroulement des mesuresUn plan d'essai, qui fixe la durée des mesures, les valeurs d'acceptation ou de rejet (appelées valeurs critiques),ainsi que les risques statistiques encourus, est défini par le responsable ou chargé d'affaire.
Le moyen à mesurer peut fonctionner avec ou sans pièces, sa conduite et sa maintenance peuvent être effectuéespar le fournisseur ou par le client. Toutes ces conditions de fonctionnement doivent être précisées par leresponsable ou chargé d'affaire.
6 Liste des documents de référence
NOTE : Pour les documents non datés, la dernière version en vigueur s’applique.
Documents cités
Norme française
NF X 60-010 : Vocabulaire de maintenance et de gestion des biens durables.
Norme RENAULT
01-33-200 : AMDEC
Norme PSA
E41.50.530.G : Moyens de production - Fiabilité - Maintenabilité - Disponibilité - Méthode AMDEC.

MOYENS DE PRODUCTIONAGREMENT - FIABILITE -
MAINTENABILITE - DISPONIBILITE
COMITÉ DE NORMALISATIONDES MOYENS DE PRODUCTION
E41.50.720.NAnnexe 1
METHODOLOGIE Novembre 1987 P : 1/2
ICS : 03.120.01 ; 21.020
ÉTABLI PAR REMPLACE HOMOLOGATION
Commission 41F
PSA Peugeot Citroën
M. NOGARET
RENAULT
I. GUYONReproduction interdite
Exemple de calcul prévisionneltransfert d’usinage
Données enregistrées sur le terrain sur machines équivalentes.
Hypothèse de calcul :
Lorsqu’un sous-ensemble est arrêté, il arrête les autres sous-ensembles. Sous l’angle de la fiabilité-disponibilité, les sous-ensembles sont en série.
On suppose que les sous-ensembles ne peuvent tomber en panne ni être réparés simultanément.
________________________________________
Modifications
Par rapport à l'édition précédente :
Origine : CNOMO
Novembre 1987 2 E41.50.720.NAnnexe 1
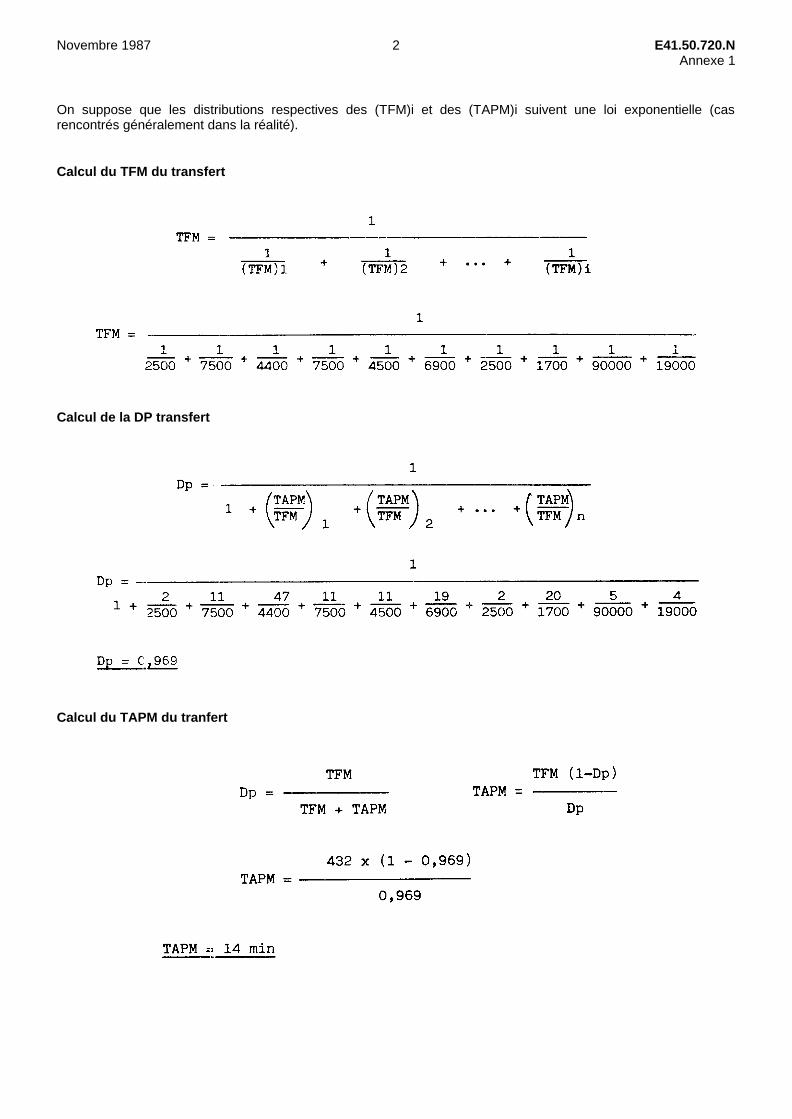
On suppose que les distributions respectives des (TFM)i et des (TAPM)i suivent une loi exponentielle (casrencontrés généralement dans la réalité).
Calcul du TFM du transfert
Calcul de la DP transfert
Calcul du TAPM du tranfert

MOYENS DE PRODUCTIONAGREMENT - FIABILITE -
MAINTENABILITE - DISPONIBILITE
COMITÉ DE NORMALISATIONDES MOYENS DE PRODUCTION
E41.50.720.NAnnexe 2
METHODOLOGIE Novembre 1987 P : 1/3
ICS : 03.120.01 ; 21.020
ÉTABLI PAR REMPLACE HOMOLOGATION
Commission 41F
PSA Peugeot Citroën
M. NOGARET
RENAULT
I. GUYONReproduction interdite
Exemple : Simulation d’une journée de réception
(Les valeurs du diagramme sont saisies dans le tableau page 2 et n’ont que valeur d’exemple).
________________________________________
Modifications
Par rapport à l'édition précédente :
Origine : CNOMO

Novembre 1987 2 E41.50.720.NAnnexe 2

Novembre 1987 3 E41.50.720.NAnnexe 2
MOYENS DE PRODUCTIONAGREMENT - FIABILITE -
MAINTENABILITE - DISPONIBILITE
COMITÉ DE NORMALISATIONDES MOYENS DE PRODUCTION
E41.50.720.NAnnexe 3
METHODOLOGIE Novembre 1987 P : 1/1ICS : 03.120.01 ; 21.020
ÉTABLI PAR REMPLACE HOMOLOGATION
Commission 41F
PSA Peugeot Citroën
M. NOGARET
RENAULT
I. GUYONReproduction interdite
Correspondance avec les termes anglo-saxons MTBF et MTTR :
MTBF (Mean Time Between Failures)
Correspond à TFMIP + TAPM calculés sur la même période. Ce terme a été traduit à tort en françaispar Temps Moyen de Bon Fonctionnement.
MTTR (Mean Time To Restoration)
Il est représenté par TMP.
________________________________________
Modifications
Par rapport à l'édition précédente :
Origine : CNOMO