calcination des sédiments de dragage contamines....
TRANSCRIPT
Chapitre IV : Calcination du sédiment phosphaté en four tournant
121
Chapitre 4
Calcination des sédiments phosphatés en four tournant

Chapitre IV : Calcination du sédiment phosphaté en four tournant
122
Chapitre IV : Calcination du sédiment phosphaté en four tournant
123
IV. Calcination du sédiment phosphaté en four tournant
IV.1 Introduction
La calcination en four à lit fixe de laboratoire nous a permis d’étudier les
comportements physico-chimiques du sédiment pendant le traitement thermique. On a pu
confirmer la stabilisation des métaux lourds, la dégradation des matières organiques et
mettre en évidence le frittage thermique de la matrice minérale pendant la calcination.
Les évolutions structurales du sédiment, notamment, la surface spécifique, la porosité, la
densité et la granulométrie, en fonction de la température de calcination ont été suivies.
Notre objectif est de montrer la variabilité de ces propriétés pour pouvoir les contrôler à
une échelle plus grande et proche des conditions et des réalités industrielles. Les
expériences de calcination des sédiments ont été réalisées dans un four tournant pilote à
chauffage électrique. Le pilote est équipé d’un système de post-combustion pour brûler
les gaz du procédé. Nous allons étudier l’influence des paramètres du procédé sur les
propriétés physico-chimiques des sédiments, pendant la calcination. L’objectif final est
de déterminer les conditions de fonctionnement optimales du procédé permettant de
contrôler les propriétés finales des sédiments calcinés. Le contrôle de ces propriétés nous
amène à proposer des produits variés prêts pour les différentes filières de valorisation.
Avant de détailler les essais de calcination, nous allons d’abord proposer un bref
rappel sur la technologie des fours tournants.
IV.2 Généralités sur la technologie des fours tournants industriels
IV.2-1 Principe global de fonctionnement des fours tournants
Les fours tournants constituent une technologie de choix dans des nombreux
procédés chimiques mais aussi métallurgiques, tels que le séchage dans l’industrie
agroalimentaire, la calcination dans les cimenteries, la calcination de coke de pétrole,..
La plupart des fours tournants sont conçus sur une base technologique très
simple ; un cylindre allongé est faiblement incliné par rapport à l’horizontale et entraîné
en rotation à l’aide d’un moteur.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
124
Le solide à traiter est introduit par un système d’alimentation, puis sous l’action
combinée de la rotation et de l’inclinaison, il s’écoule à travers l’intérieur du tube.
Différents systèmes de chauffe permettent d’amener le produit à la température où
débuteront les processus physico-chimiques correspondant à l’application recherchée
(réactions chimiques, séchage, pyrolyse,…).
Le résidu solide est ensuite récupéré à la sortie du cylindre et peut être dirigé
vers divers systèmes de post-traitement. Les fumées sont également récupérées en sortie
du four et sont traitées pour répondre aux normes d’émissions en espèces polluantes.
IV.2-2 Les différents types de tube tournant
Les dimensions et la géométrie du tube rotatif sont des caractéristiques
techniques particulièrement importantes pour le dimensionnement des installations
industrielles. Ils conditionnent, avec les valeurs des paramètres opératoires, les
temps de séjour, les taux de remplissage mais aussi la gamme de débit que va pouvoir
traiter l’installation.
La majorité des fours industriels est constituée d’un tube cylindrique revêtu sur
sa paroi interne d’un matériau réfractaire.
Les fours sont souvent équipés de révélateurs placés à l’intérieur du tube pour
assurer le mélange et pour éviter le glissement du lit des produits.
La taille et la forme de ces révélateurs ont assez peu d’influence sur le temps de
séjour et sur les taux de remplissage du produit d’après Li et ses collègues [131].
Néanmoins, des diaphragmes de dimensions variables sont souvent utilisés pour
augmenter le temps de séjour du produit dans le four.
Dans plusieurs utilisations industrielles, les diaphragmes sont seulement placés
en entrée et/ou en sortie du tube. La géométrie des diaphragmes est assez variée, selon
leur utilisation : circulaire, conique, cylindrique, ou en créneau.
La géométrie du tube rotatif est généralement cylindrique, toutefois, dans
l’industrie, des tubes coniques sont également utilisés, ils favorisent l’écoulement du
produit dans le sens axial et de ce fait diminuent les temps de séjour.
Il existe également des fours de conception encore plus spécifique, certains
tubes sont par exemple conçus de manière à permettre l’injection de gaz sur toute la
longueur.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
125
IV.2-3 Les différents systèmes de chauffage des fours tournants
On distingue principalement deux modes de chauffage, le chauffage direct et le
chauffage indirect.
Le chauffage direct consiste à envoyer des gaz chauds à co-courant ou à contre-
courant du sens de la progression du solide. Un ou plusieurs brûleurs sont donc placés à
l’entrée ou à la sortie du four et les gaz chauds qu’ils produisent parcourent l’intérieur du
tube afin de chauffer le solide. Sur des fours de très grandes longueurs, une série de
brûleurs est disposée tout au long du tube rotatif.
Le chauffage indirect consiste à chauffer les parois du tube rotatif. Dans
l’industrie, plusieurs moyens sont utilisés : des rampes de brûleurs pour chauffer la paroi
externe du tube, de l’air chaud qui circule au sein d’une double enveloppe, des
résistances électriques boudinés autour de la paroi. Cette dernière technologie est
particulièrement adaptée aux fours de petites dimensions. Le chauffage indirect a
l’avantage de permettre un meilleur contrôle du profil de température au sein du four.
IV.2-4 Etudes théoriques du transport du solide granulaire dans les fours tournants
L’étude de l’écoulement du solide granulaire à travers le cylindre rotatif revêt une
grande importance parce que le type de mouvement va fortement influencer le mélange,
ce qui conditionnera l’intensité des transferts de chaleur et de masse et finalement aura
un impact considérable sur le rendement de la calcination.
IV.2-4-1 Description qualitative du régime d’écoulement
Henein et ses collègues [132] suivis par Mellmann [133] ont étudié et identifié
qualitativement les différents modes de transport existants.
Ces différents mouvements peuvent être regroupés en trois grandes classes :
- Le slipping (glissement)
- Le cascading ( avalanche)
- Le cataracting (cataracte)
Chapitre IV : Calcination du sédiment phosphaté en four tournant
126
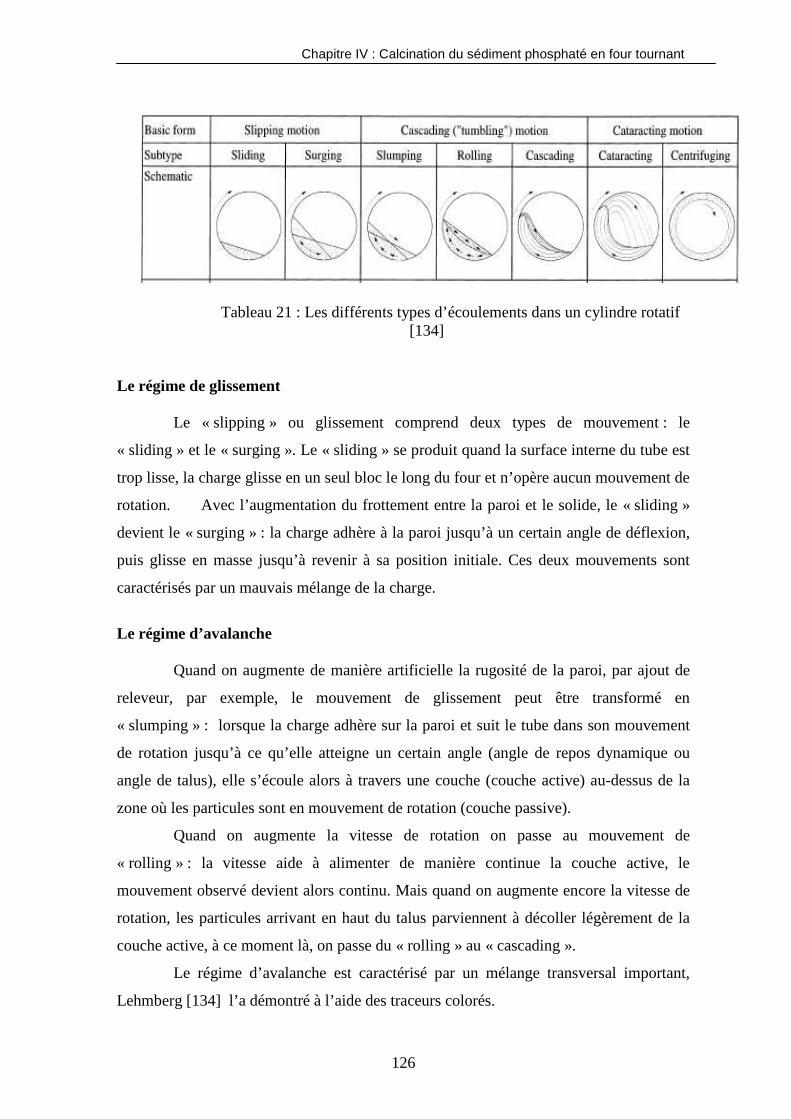
Tableau 21 : Les différents types d’écoulements dans un cylindre rotatif [134]
Le régime de glissement
Le « slipping » ou glissement comprend deux types de mouvement : le
« sliding » et le « surging ». Le « sliding » se produit quand la surface interne du tube est
trop lisse, la charge glisse en un seul bloc le long du four et n’opère aucun mouvement de
rotation. Avec l’augmentation du frottement entre la paroi et le solide, le « sliding »
devient le « surging » : la charge adhère à la paroi jusqu’à un certain angle de déflexion,
puis glisse en masse jusqu’à revenir à sa position initiale. Ces deux mouvements sont
caractérisés par un mauvais mélange de la charge.
Le régime d’avalanche
Quand on augmente de manière artificielle la rugosité de la paroi, par ajout de
releveur, par exemple, le mouvement de glissement peut être transformé en
« slumping » : lorsque la charge adhère sur la paroi et suit le tube dans son mouvement
de rotation jusqu’à ce qu’elle atteigne un certain angle (angle de repos dynamique ou
angle de talus), elle s’écoule alors à travers une couche (couche active) au-dessus de la
zone où les particules sont en mouvement de rotation (couche passive).
Quand on augmente la vitesse de rotation on passe au mouvement de
« rolling » : la vitesse aide à alimenter de manière continue la couche active, le
mouvement observé devient alors continu. Mais quand on augmente encore la vitesse de
rotation, les particules arrivant en haut du talus parviennent à décoller légèrement de la
couche active, à ce moment là, on passe du « rolling » au « cascading ».
Le régime d’avalanche est caractérisé par un mélange transversal important,
Lehmberg [134] l’a démontré à l’aide des traceurs colorés.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
127
La plupart des procédés industriels fonctionnent dans ce régime d’écoulement.
Le régime de cataracte
Quand on augmente davantage la vitesse de rotation, certaines particules se
détachent du lit et sont projetées dans la phase gazeuse après leur passage dans la couche
passive sous l’effet de la rotation : le régime d’avalanche devient alors le « cataracting ».
Lorsque la vitesse est très élevée, il se produit le phénomène de « centrifuging »,
c’est le cas extrême : la charge est centrifugée sur la paroi du cylindre rotatif.
Ce type de régime est très peu utilisé en industrie.
IV.2-4-2 Description théorique du régime d’écoulement
Après la description qualitative, Mellmann [133] ainsi que Henein et ses
collègues [132] ont proposé des méthodes de calcul des transitions entre les différents
types de mouvement.
Pour Mellmann [133], l’utilisation des nombres sans dimension suivants s’est
avérée pertinente :
- Le nombre de Froude : il est basé sur la vitesse de rotation du tube
g
RnFr
2
= ( 17 )
n désigne la vitesse de rotation.
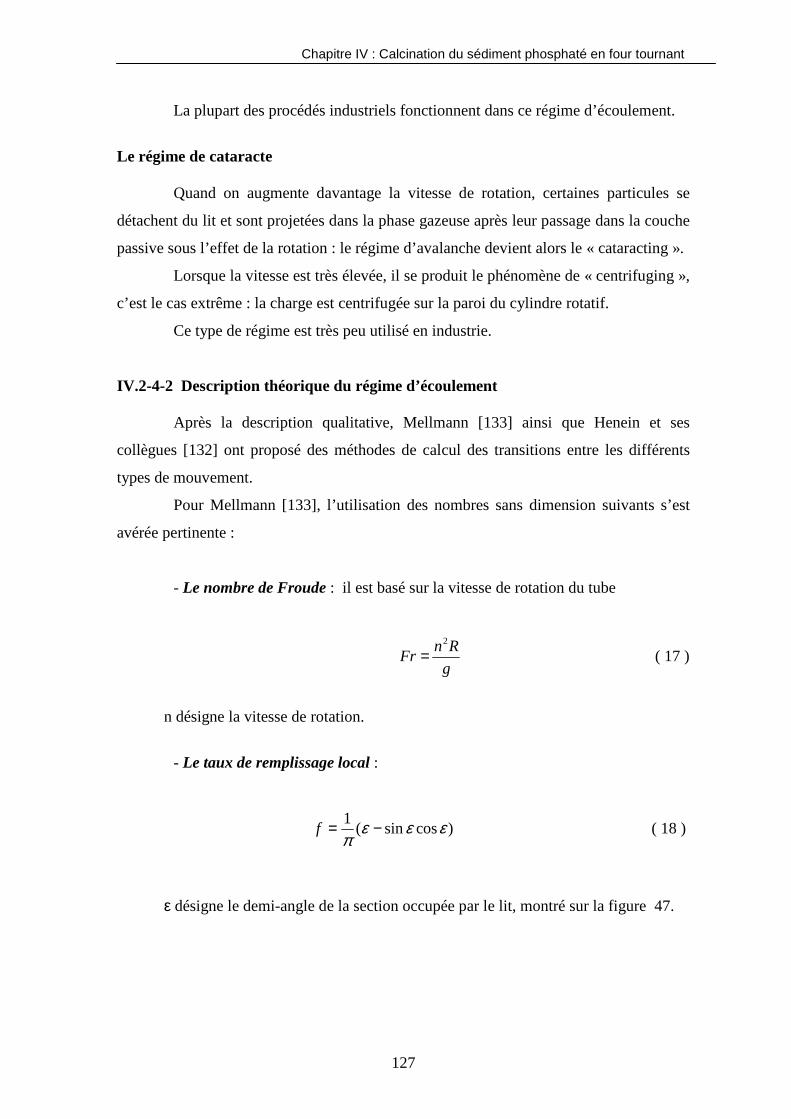
- Le taux de remplissage local :
)cossin(1 εεεπ
−=f ( 18 )
ε désigne le demi-angle de la section occupée par le lit, montré sur la figure 47.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
128
Figure 47: Le demi-angle de la section occupée par le lit des particules dans un cylindre rotatif
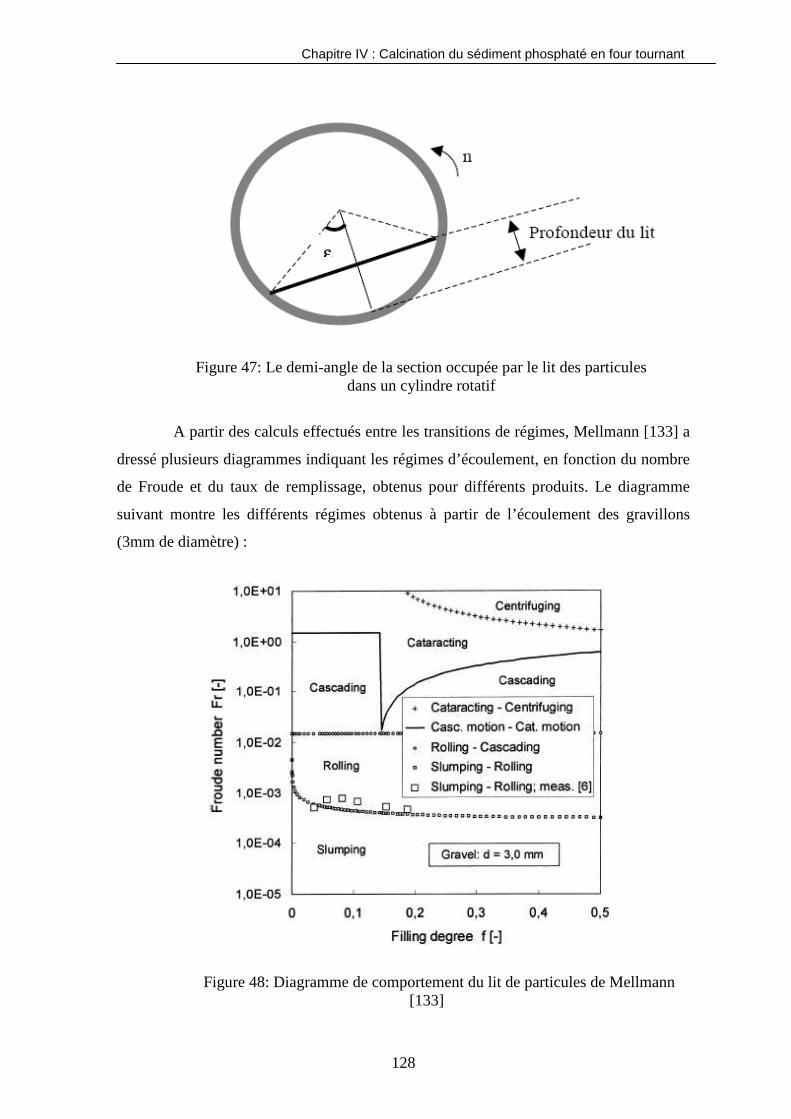
A partir des calculs effectués entre les transitions de régimes, Mellmann [133] a
dressé plusieurs diagrammes indiquant les régimes d’écoulement, en fonction du nombre
de Froude et du taux de remplissage, obtenus pour différents produits. Le diagramme
suivant montre les différents régimes obtenus à partir de l’écoulement des gravillons
(3mm de diamètre) :
Figure 48: Diagramme de comportement du lit de particules de Mellmann
[133]
Chapitre IV : Calcination du sédiment phosphaté en four tournant
129
IV.2-4-3 Estimation théorique du temps de séjour
La littérature nous livre une quantité impressionnante de relations aussi bien
expérimentale que théorique, donnant accès à des grandeurs très importantes soit pour la
conduite du four en générale ou tout simplement pour la compréhension des phénomènes
qui se réalisent à l’intérieur, comme le temps de séjour, la vitesse axiale, le profil de
chargement, le taux de remplissage volumique et le débit volumique du four.
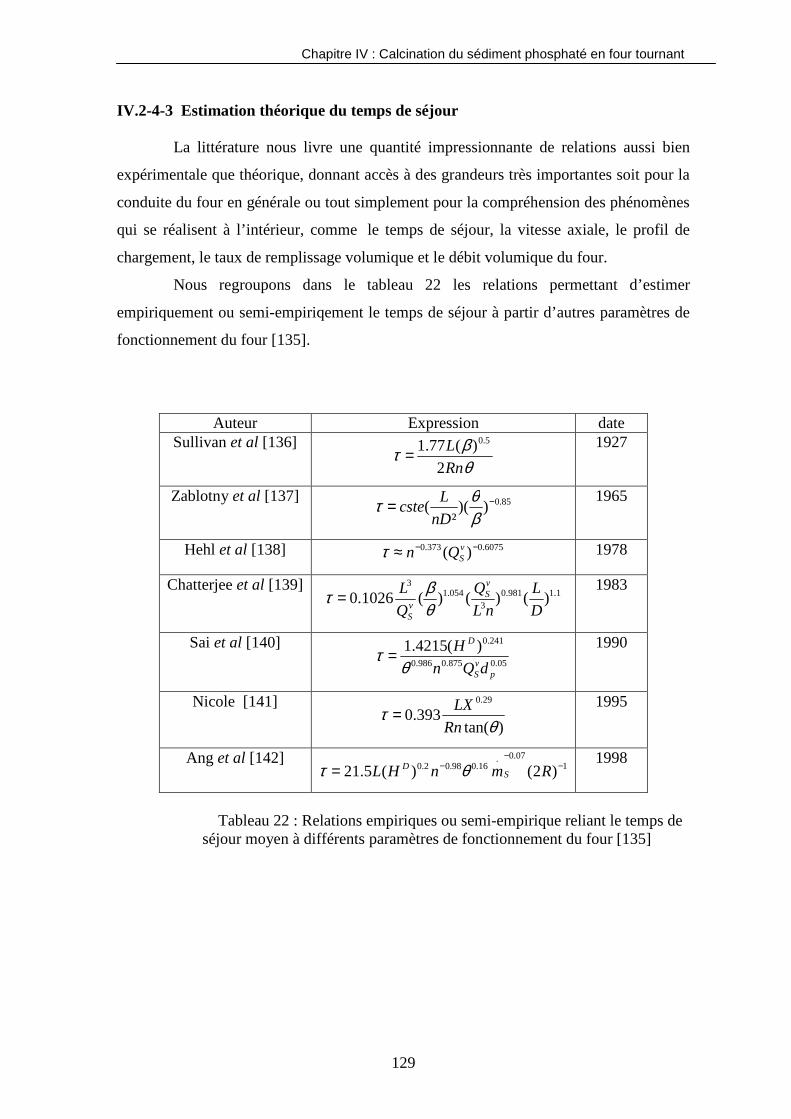
Nous regroupons dans le tableau 22 les relations permettant d’estimer
empiriquement ou semi-empiriqement le temps de séjour à partir d’autres paramètres de
fonctionnement du four [135].
Auteur Expression date
Sullivan et al [136]
θβτ
Rn
L
2
)(77.1 5.0
= 1927
Zablotny et al [137] 85.0))(²
( −=βθτ
nD
Lcste
1965
Hehl et al [138] 6075.0373.0 )( −−≈ vSQnτ 1978
Chatterjee et al [139] 1.1981.0
3054.1
3
)()()(1026.0D
L
nL
Q
Q
L vS
vS θ
βτ = 1983
Sai et al [140] 05.0875.0986.0
241.0)(4215.1
pvS
D
dQn
H
θτ =
1990
Nicole [141]
)tan(393.0
29.0
θτ
Rn
LX= 1995
Ang et al [142] 1
07.0.16.098.02.0 )2()(5.21 −
−−= RmnHL S
D θτ 1998
Tableau 22 : Relations empiriques ou semi-empirique reliant le temps de
séjour moyen à différents paramètres de fonctionnement du four [135]
Chapitre IV : Calcination du sédiment phosphaté en four tournant
130
IV.2-5 Les phénomènes physiques présents dans les fours tournants pendant la calcination
Pendant la calcination, plusieurs phénomènes physico-chimiques ont lieu
simultanément dans le tube cylindrique : le solide suit un mouvement dynamique
complexe pendant l’écoulement et des échanges de chaleurs se réalisent entre ces
particules en mouvement et la paroi du four à différents niveaux. L’écoulement du lit
conditionne directement l’efficacité des transferts de chaleur, ce qui influence
instantanément la calcination du solide pendant l’opération.
Les transferts de chaleur dans un four tournant s’effectuent par trois modes de
transmission de chaleur : la conduction, la convection et le rayonnement.
La chaleur est transférée au solide à traiter par le biais de deux surfaces :
l’interface entre le solide et le gaz et la surface du lit qui recouvre la paroi interne du
cylindre rotatif. Sur la face supérieure du lit, le solide reçoit ou perd de l’énergie par
rayonnement et convection tandis que sur la surface en contact avec la paroi, il échange
uniquement par un phénomène de conduction instationnaire.
Les flux radiatifs à l’intérieur du cylindre se décomposent en trois contributions.
La paroi peut rayonner sur elle-même ou le solide, tandis que le gaz peut absorber et
émettre une partie du flux radiatif en fonction de sa composition et de la quantité de
poussières présentes dans cette phase [143] .
Il faut également tenir compte des échanges thermiques et du couplage avec la
paroi du tube rotatif, cette dernière exerçant un effet « transfert de chaleur régénérateur ».
Durant la rotation, une portion de la paroi va successivement être en contact soit avec le
gaz soit avec le solide. Lorsqu ‘elle est en contact avec le gaz chaud, elle reçoit de
l’énergie. Cette énergie s’accumule alors (effet dynamique) et une partie est ensuite
cédée au solide quand la portion de paroi considérée se retrouve en contact avec le lit
granulaire plus froid.
L’échange avec le milieu extérieur peut se faire par rayonnement ou convection.
Le mode de chauffage (direct ou indirect) ne modifie pas les phénomènes mis en
jeu, il influence surtout le sens et l’intensité des différents transferts de chaleur au sein du
système.
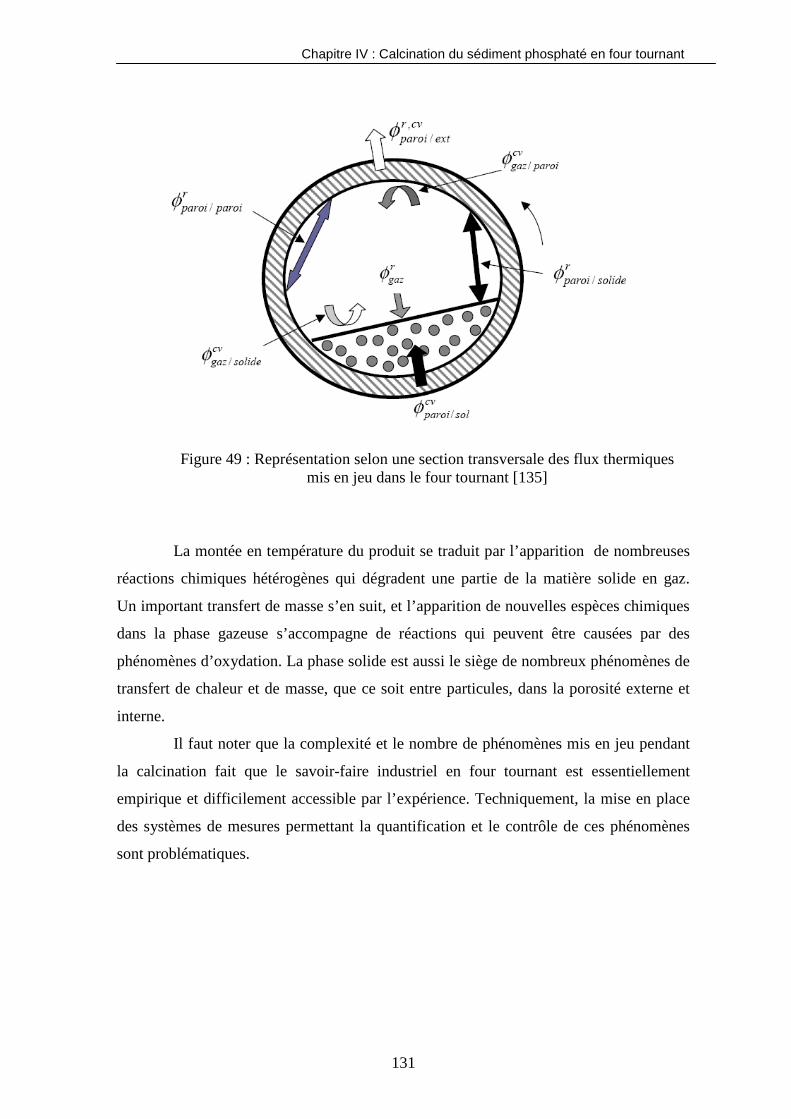
Ce schéma représente les flux thermiques mis en jeux au niveau du système
paroi du tube rotatif/solide/gaz :
Chapitre IV : Calcination du sédiment phosphaté en four tournant
131
Figure 49 : Représentation selon une section transversale des flux thermiques
mis en jeu dans le four tournant [135]
La montée en température du produit se traduit par l’apparition de nombreuses
réactions chimiques hétérogènes qui dégradent une partie de la matière solide en gaz.
Un important transfert de masse s’en suit, et l’apparition de nouvelles espèces chimiques
dans la phase gazeuse s’accompagne de réactions qui peuvent être causées par des
phénomènes d’oxydation. La phase solide est aussi le siège de nombreux phénomènes de
transfert de chaleur et de masse, que ce soit entre particules, dans la porosité externe et
interne.
Il faut noter que la complexité et le nombre de phénomènes mis en jeu pendant
la calcination fait que le savoir-faire industriel en four tournant est essentiellement
empirique et difficilement accessible par l’expérience. Techniquement, la mise en place
des systèmes de mesures permettant la quantification et le contrôle de ces phénomènes
sont problématiques.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
132
IV.3 Calcination en four tournant pilote IV.3-1 Description techniques du four
Le four tournant pilote de l’EMAC est constitué d’un cylindre rotatif et d’un
oxydateur thermique pour brûler le gaz de procédé.
Le cylindre rotatif a une dimension de 4m de longueur et 21 cm de diamètre. Il
est constitué d’un alliage nickel/chrome. Le cylindre peut être incliné de 0° jusqu’à 7°.
La rotation du cylindre est entraînée par un moteur électrique dont la vitesse de rotation
peut atteindre jusqu’à 21 tr/min.
Le système d’alimentation du cylindre rotatif est composé d’une trémie de 30
litres reliée par un tube cylindrique vertical et un tube cylindrique horizontal vibrants
donnant directement vers l’entrée du four. Ce système permet de doser et d’ajuster les
débits de solide introduits dans le tube.
Le cylindre rotatif est équipé d’un revêtement en maille métallique capable de
résister à la haute température dans le but d’augmenter l’adhérence du lit en mouvement
pendant l’opération.
Le four est équipé d’un panneau de contrôle de gaz permettant de réguler et de
mesurer le débit de la circulation des gaz de balayage en différents endroits du four.
Le four est piloté par un ordinateur permettant de commander et de contrôler les
différents paramètres pour le fonctionnement du four.
A la sortie du four, le produit passe dans une zone non chauffée, ce qui permet
d’abaisser la température du produit jusqu’à moins de 200°C.
Le produit traité est stocké dans un pot métallique. Le pot est changé à chaque
fois qu’on procède au prélèvement du solide calciné pour empêcher la fuite des gaz du
procédé.
Les fumées à la sortie du calcinateur passent vers un oxydateur thermique (post
combustion) afin de détruire les matières organiques qu’elles contiennent.
Les fumées ainsi épurées doivent être abaissées en température. Pour cela, de
l’air froid est acheminé vers la cheminée, permettant de diminuer la température jusqu’à
environ de 100°C. Le gaz est extrait par un ventilateur et mis à l’air à la sortie de la
cheminée.
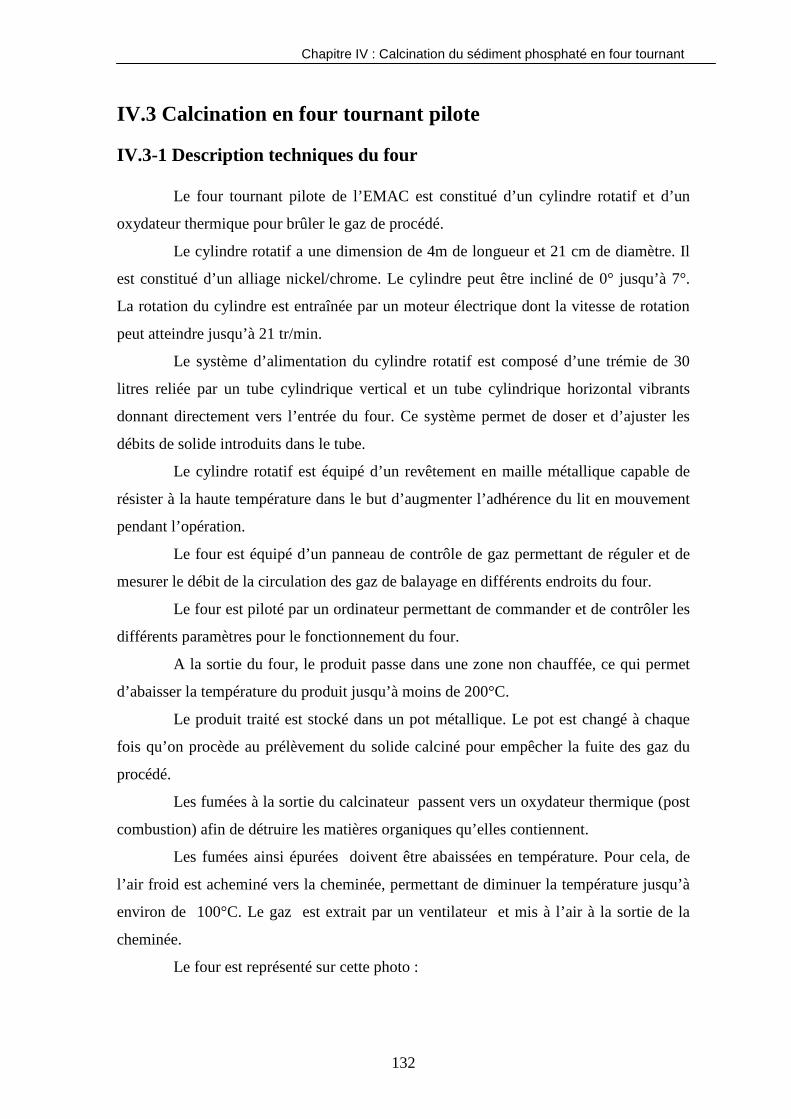
Le four est représenté sur cette photo :
Chapitre IV : Calcination du sédiment phosphaté en four tournant
133
Figure 50: Four tournant pilote de l’EMAC
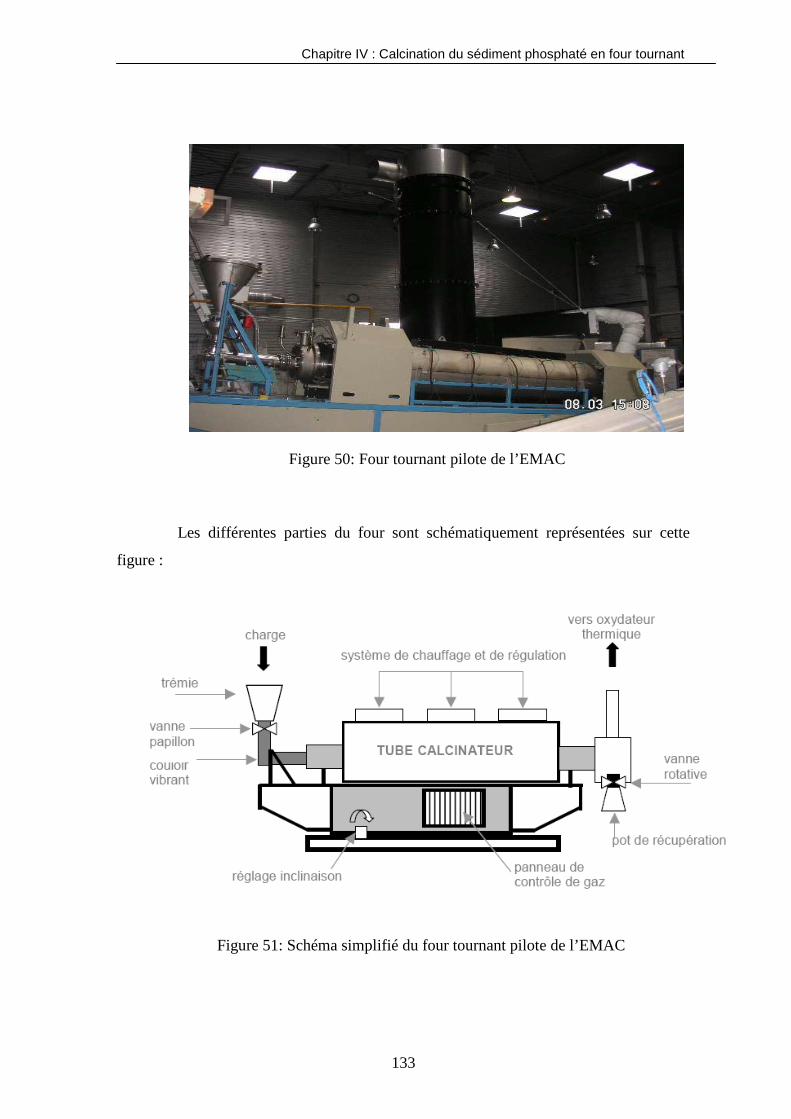
Les différentes parties du four sont schématiquement représentées sur cette
figure :
Figure 51: Schéma simplifié du four tournant pilote de l’EMAC
Chapitre IV : Calcination du sédiment phosphaté en four tournant
134
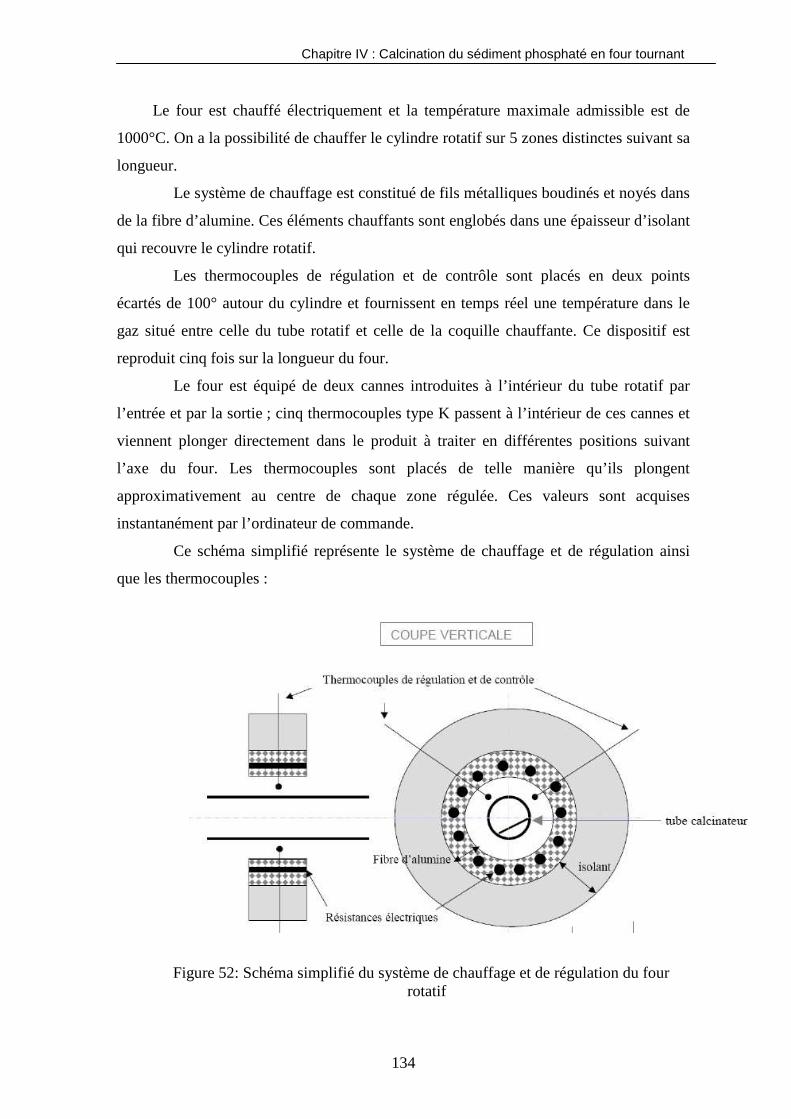
Le four est chauffé électriquement et la température maximale admissible est de
1000°C. On a la possibilité de chauffer le cylindre rotatif sur 5 zones distinctes suivant sa
longueur.
Le système de chauffage est constitué de fils métalliques boudinés et noyés dans
de la fibre d’alumine. Ces éléments chauffants sont englobés dans une épaisseur d’isolant
qui recouvre le cylindre rotatif.
Les thermocouples de régulation et de contrôle sont placés en deux points
écartés de 100° autour du cylindre et fournissent en temps réel une température dans le
gaz situé entre celle du tube rotatif et celle de la coquille chauffante. Ce dispositif est
reproduit cinq fois sur la longueur du four.
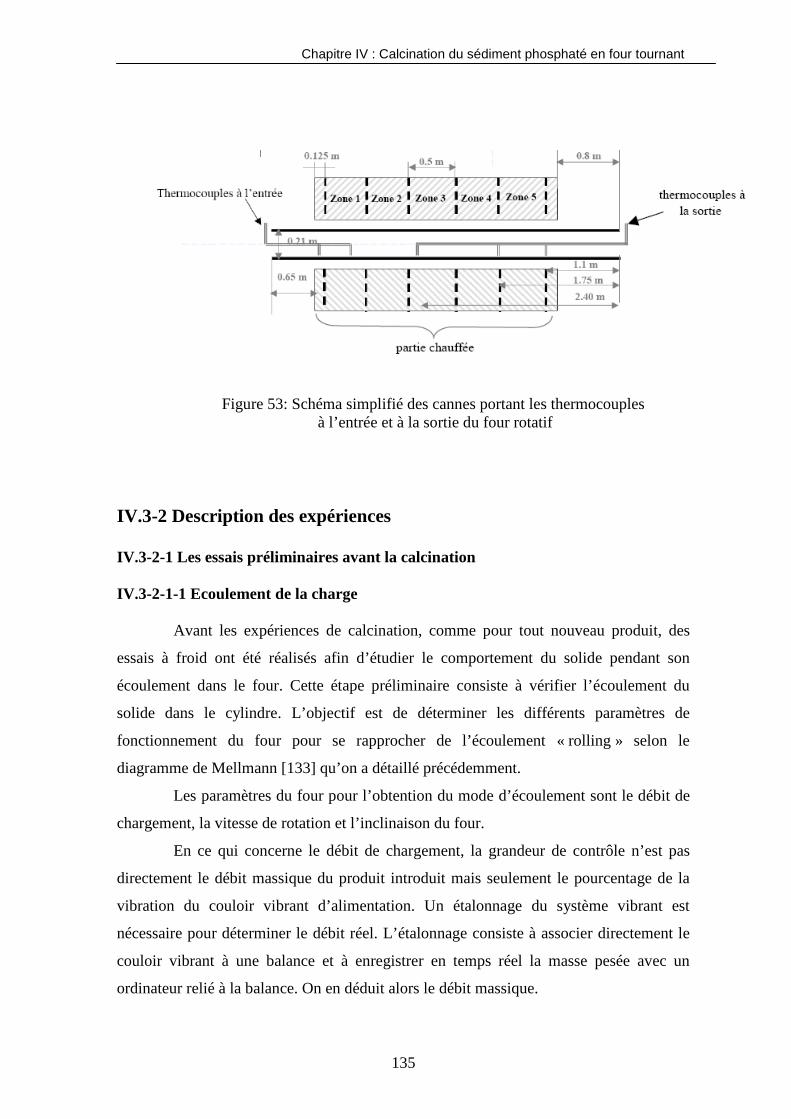
Le four est équipé de deux cannes introduites à l’intérieur du tube rotatif par
l’entrée et par la sortie ; cinq thermocouples type K passent à l’intérieur de ces cannes et
viennent plonger directement dans le produit à traiter en différentes positions suivant
l’axe du four. Les thermocouples sont placés de telle manière qu’ils plongent
approximativement au centre de chaque zone régulée. Ces valeurs sont acquises
instantanément par l’ordinateur de commande.
Ce schéma simplifié représente le système de chauffage et de régulation ainsi
que les thermocouples :
Figure 52: Schéma simplifié du système de chauffage et de régulation du four
rotatif
Chapitre IV : Calcination du sédiment phosphaté en four tournant
135
Figure 53: Schéma simplifié des cannes portant les thermocouples à l’entrée et à la sortie du four rotatif
IV.3-2 Description des expériences
IV.3-2-1 Les essais préliminaires avant la calcination
IV.3-2-1-1 Ecoulement de la charge
Avant les expériences de calcination, comme pour tout nouveau produit, des
essais à froid ont été réalisés afin d’étudier le comportement du solide pendant son
écoulement dans le four. Cette étape préliminaire consiste à vérifier l’écoulement du
solide dans le cylindre. L’objectif est de déterminer les différents paramètres de
fonctionnement du four pour se rapprocher de l’écoulement « rolling » selon le
diagramme de Mellmann [133] qu’on a détaillé précédemment.
Les paramètres du four pour l’obtention du mode d’écoulement sont le débit de
chargement, la vitesse de rotation et l’inclinaison du four.
En ce qui concerne le débit de chargement, la grandeur de contrôle n’est pas
directement le débit massique du produit introduit mais seulement le pourcentage de la
vibration du couloir vibrant d’alimentation. Un étalonnage du système vibrant est
nécessaire pour déterminer le débit réel. L’étalonnage consiste à associer directement le
couloir vibrant à une balance et à enregistrer en temps réel la masse pesée avec un
ordinateur relié à la balance. On en déduit alors le débit massique.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
136
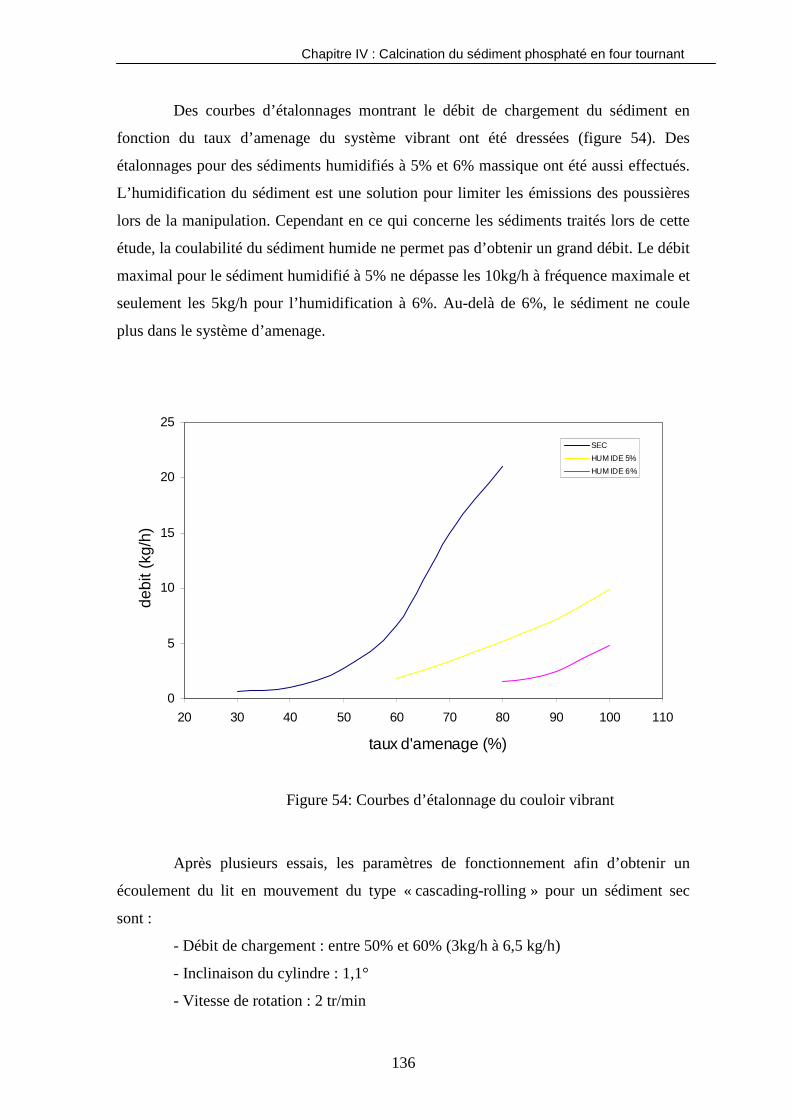
Des courbes d’étalonnages montrant le débit de chargement du sédiment en
fonction du taux d’amenage du système vibrant ont été dressées (figure 54). Des
étalonnages pour des sédiments humidifiés à 5% et 6% massique ont été aussi effectués.
L’humidification du sédiment est une solution pour limiter les émissions des poussières
lors de la manipulation. Cependant en ce qui concerne les sédiments traités lors de cette
étude, la coulabilité du sédiment humide ne permet pas d’obtenir un grand débit. Le débit
maximal pour le sédiment humidifié à 5% ne dépasse les 10kg/h à fréquence maximale et
seulement les 5kg/h pour l’humidification à 6%. Au-delà de 6%, le sédiment ne coule
plus dans le système d’amenage.
0
5
10
15
20
25
20 30 40 50 60 70 80 90 100 110
taux d'amenage (%)
debi
t (kg
/h)
SEC
HUM IDE 5%
HUM IDE 6%
Figure 54: Courbes d’étalonnage du couloir vibrant
Après plusieurs essais, les paramètres de fonctionnement afin d’obtenir un
écoulement du lit en mouvement du type « cascading-rolling » pour un sédiment sec
sont :
- Débit de chargement : entre 50% et 60% (3kg/h à 6,5 kg/h)
- Inclinaison du cylindre : 1,1°
- Vitesse de rotation : 2 tr/min
Chapitre IV : Calcination du sédiment phosphaté en four tournant
137
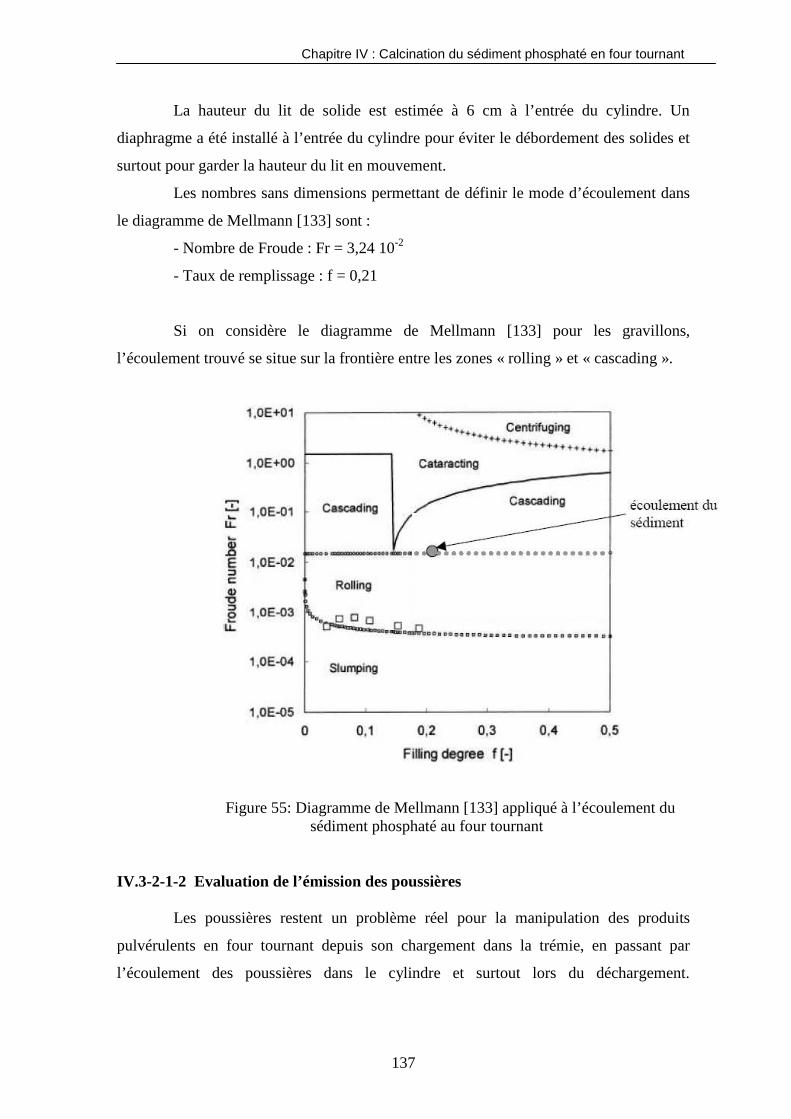
La hauteur du lit de solide est estimée à 6 cm à l’entrée du cylindre. Un
diaphragme a été installé à l’entrée du cylindre pour éviter le débordement des solides et
surtout pour garder la hauteur du lit en mouvement.
Les nombres sans dimensions permettant de définir le mode d’écoulement dans
le diagramme de Mellmann [133] sont :
- Nombre de Froude : Fr = 3,24 10-2
- Taux de remplissage : f = 0,21
Si on considère le diagramme de Mellmann [133] pour les gravillons,
l’écoulement trouvé se situe sur la frontière entre les zones « rolling » et « cascading ».
Figure 55: Diagramme de Mellmann [133] appliqué à l’écoulement du
sédiment phosphaté au four tournant
IV.3-2-1-2 Evaluation de l’émission des poussières
Les poussières restent un problème réel pour la manipulation des produits
pulvérulents en four tournant depuis son chargement dans la trémie, en passant par
l’écoulement des poussières dans le cylindre et surtout lors du déchargement.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
138
La connaissance du taux de poussière est très importante dans le sens où les fines
particules sortant du four peuvent être contaminées en métaux lourds.
Le sédiment initial contient beaucoup de fines : la taille moyenne des particules
d50 est généralement située entre 28µm et 30µm.
Pour ces essais, un barboteur à l’eau permettant de piéger les fines a été installé
à la sortie du four.
A partir des paramètres opératoires du four obtenus précédemment lors de la
détermination du type de mouvement, les essais consistent à faire circuler le sédiment
dans le four en fixant le débit de chargement et le temps de séjour. La quantité initiale
introduite a été limitée à 10kg ; l’essai et le barbotage durent 90mn.
Plusieurs essais ont été réalisés à différents débits d’air de balayage à co-courant
(de 4m3/h jusqu’à 16 m3/h), ceci dans le but de vérifier si le débit d’air a une influence
sur le transport des fines.
A la fin des essais, la solution de barbotage a été filtrée et séchée. Après le
pesage du filtrat, les taux des fines sont calculés en faisant la différence entre la masse
initiale introduite et la masse des fines récupérées dans le pot de récupération.
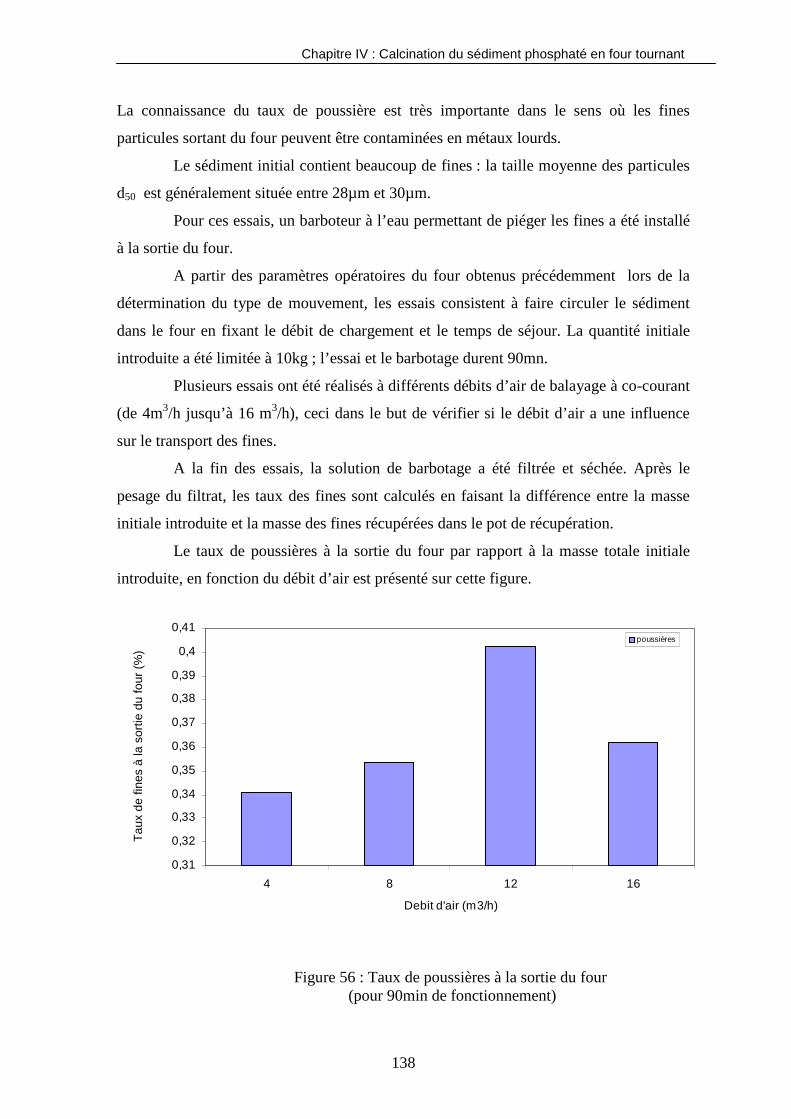
Le taux de poussières à la sortie du four par rapport à la masse totale initiale
introduite, en fonction du débit d’air est présenté sur cette figure.
0,31
0,32
0,33
0,34
0,35
0,36
0,37
0,38
0,39
0,4
0,41
4 8 12 16
Debit d'air (m3/h)
Tau
x de
fine
s à
la s
ortie
du
four
(%
)
poussières
Figure 56 : Taux de poussières à la sortie du four
(pour 90min de fonctionnement)
Chapitre IV : Calcination du sédiment phosphaté en four tournant
139
D’après ces résultats, on constate que même si le sédiment est pulvérulent, le
taux de fines récupéré à la sortie ne dépasse pas 0.4% en masse quel que soit le débit
d’air de balayage. Ce taux de fines est très faible par rapport à la quantité normalement
évacuée dans les cyclones des fours tournants industriels ; pour le pilote de calcination
NOVOSOL par exemple, le taux massique des fines dépasse 10%.
IV.3-2-2 Calcination des sédiments phosphatés en four tournant pilote
Le sédiment à calciner, d’une granulométrie n’excédant pas 1cm de diamètre,
est d’abord séché pour éviter l’engorgement du système d’alimentation pendant l’essai.
Les paramètres de conduite du four permettant d’obtenir un mode d’écoulement
du solide de type « rolling » sont appliqués, à savoir, une inclinaison du cylindre fixée à
1,1° , et un débit de chargement entre 3kg/h et 6,5 kg/h.
L’ordinateur de commande et de contrôle permet de charger et de piloter les
différentes consignes pendant la calcination, notamment les températures sur les cinq
zones et le débit de chargement.
IV.3-2-2-1 Description des essais
Les essais réalisés ont pour objectif d’étudier les évolutions des propriétés
physico-chimiques du sédiment pendant la calcination en fonction des paramètres de
fonctionnement du four.
On a vu au chapitre précédent que pendant la calcination en four à lit fixe, les
propriétés physico-chimiques du sédiment dépendent de la température et du temps de
calcination. Dans le cas de la calcination en four tournant, nous allons faire varier ces
deux paramètres principaux et déterminer leurs influences sur les propriétés des
sédiments calcinés.
Dans un premier temps, la température de calcination sera modifiée en gardant
un temps de séjour fixe. Pour cela, les paramètres de fonctionnement comme le débit de
chargement, l’angle d’inclinaison, le débit d’air de balayage, la vitesse de rotation du
cylindre seront maintenus constants.
Les sédiments calcinés sont prélevés tout au long de la calcination (toutes les
heures après l’enfournement à raison de 4 prélèvements par essai) et ensuite analysés
Chapitre IV : Calcination du sédiment phosphaté en four tournant
140
suivant les normes décrites au paragraphe III.3 notamment pour les mesures de la surface
spécifique, la densité, la taille des particules, et le taux de carbone restant.
IV.3-2-2-2 Influence de la température sur la calcination en four tournant
Deux options de chauffage ont été choisies pour les expériences :
- Chauffage uniforme: le four est chauffé d’une manière constante et uniforme
sur toute sa longueur, ce choix de chauffage est généralement typique des fours tournants
électriques, où l’intérêt est de garder la même température sur toute la longueur du
cylindre.
- Chauffage non uniforme: le chauffage du four est différent sur la longueur du
four (on a la possibilité de chauffer différemment sur les 5 zones), deux évolutions de
températures ont été réalisées : d’abord, le four est chauffé d’une manière croissante sur
les 5 zones. Ce type de chauffage est semblable à la configuration chauffage « contre-
courant » fréquemment rencontrée en industrie, où le brûleur du four se situe à la sortie
du cylindre. Ensuite, le four est aussi chauffé d’une manière décroissante sur les 5
zones : la température est plus élevée à l’entré du four et progressivement réduite vers la
sortie. Ce choix de chauffage est typique des fours industriels chauffés en mode « co-
courant », dans ce cas, le brûleur est placé à l’entrée du cylindre. Le four de calcination
NOVOSOL est chauffé de cette manière.
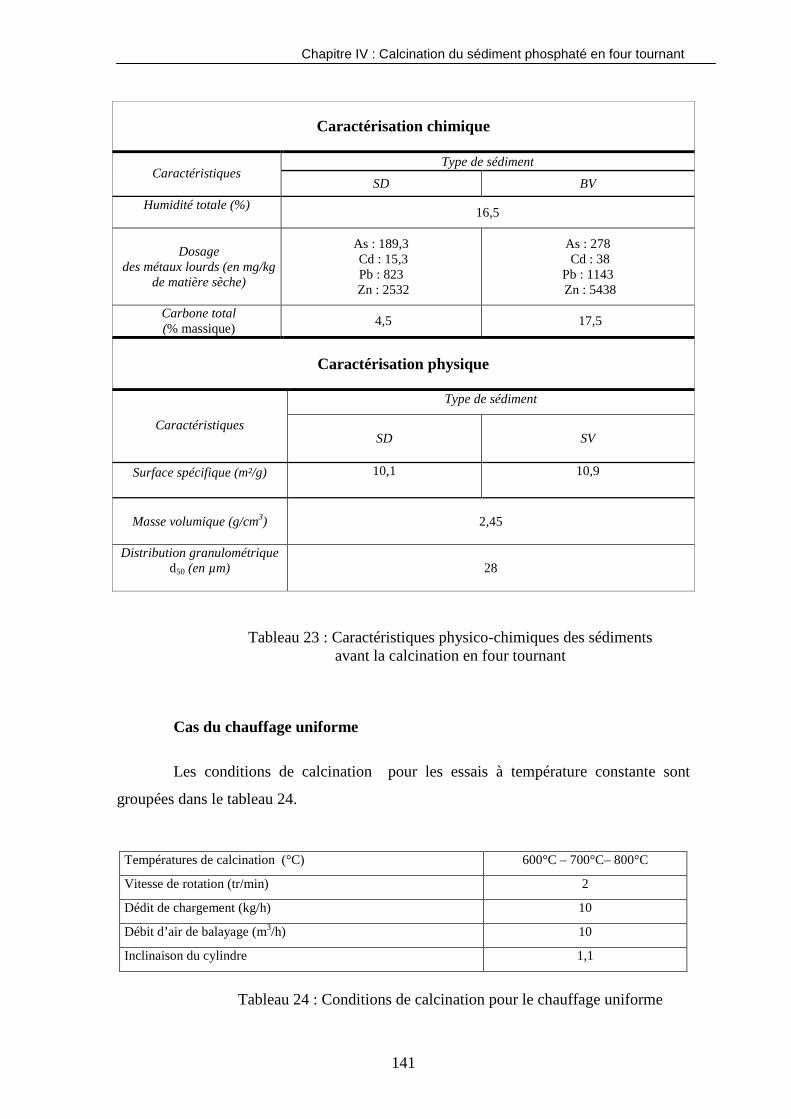
Les caractéristiques physico-chimiques des sédiments avant la calcination sont
rappelés dans le tableau 23.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
141
Caractérisation chimique
Type de sédiment Caractéristiques
SD BV
Humidité totale (%)
16,5
Dosage
des métaux lourds (en mg/kg de matière sèche)
As : 189,3 Cd : 15,3 Pb : 823 Zn : 2532
As : 278 Cd : 38
Pb : 1143 Zn : 5438
Carbone total (% massique)
4,5 17,5
Caractérisation physique
Type de sédiment
Caractéristiques SD SV
Surface spécifique (m²/g)
10,1
10,9
Masse volumique (g/cm3)
2,45
Distribution granulométrique d50 (en µm)
28
Tableau 23 : Caractéristiques physico-chimiques des sédiments avant la calcination en four tournant
Cas du chauffage uniforme
Les conditions de calcination pour les essais à température constante sont
groupées dans le tableau 24.
Températures de calcination (°C) 600°C – 700°C– 800°C
Vitesse de rotation (tr/min) 2
Dédit de chargement (kg/h) 10
Débit d’air de balayage (m3/h) 10
Inclinaison du cylindre 1,1
Tableau 24 : Conditions de calcination pour le chauffage uniforme
Chapitre IV : Calcination du sédiment phosphaté en four tournant
142
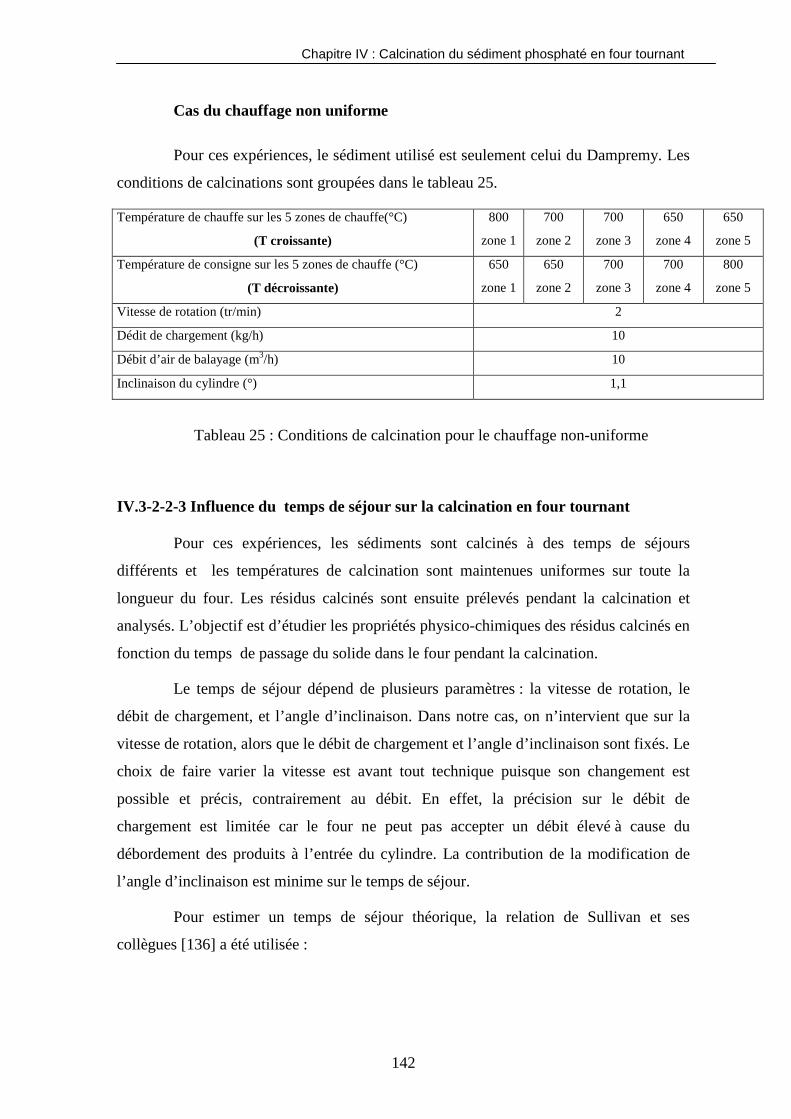
Cas du chauffage non uniforme
Pour ces expériences, le sédiment utilisé est seulement celui du Dampremy. Les
conditions de calcinations sont groupées dans le tableau 25.
Température de chauffe sur les 5 zones de chauffe(°C)
(T croissante)
800
zone 1
700
zone 2
700
zone 3
650
zone 4
650
zone 5
Température de consigne sur les 5 zones de chauffe (°C)
(T décroissante)
650
zone 1
650
zone 2
700
zone 3
700
zone 4
800
zone 5
Vitesse de rotation (tr/min) 2
Dédit de chargement (kg/h) 10
Débit d’air de balayage (m3/h) 10
Inclinaison du cylindre (°) 1,1
Tableau 25 : Conditions de calcination pour le chauffage non-uniforme
IV.3-2-2-3 Influence du temps de séjour sur la calcination en four tournant
Pour ces expériences, les sédiments sont calcinés à des temps de séjours
différents et les températures de calcination sont maintenues uniformes sur toute la
longueur du four. Les résidus calcinés sont ensuite prélevés pendant la calcination et
analysés. L’objectif est d’étudier les propriétés physico-chimiques des résidus calcinés en
fonction du temps de passage du solide dans le four pendant la calcination.
Le temps de séjour dépend de plusieurs paramètres : la vitesse de rotation, le
débit de chargement, et l’angle d’inclinaison. Dans notre cas, on n’intervient que sur la
vitesse de rotation, alors que le débit de chargement et l’angle d’inclinaison sont fixés. Le
choix de faire varier la vitesse est avant tout technique puisque son changement est
possible et précis, contrairement au débit. En effet, la précision sur le débit de
chargement est limitée car le four ne peut pas accepter un débit élevé à cause du
débordement des produits à l’entrée du cylindre. La contribution de la modification de
l’angle d’inclinaison est minime sur le temps de séjour.
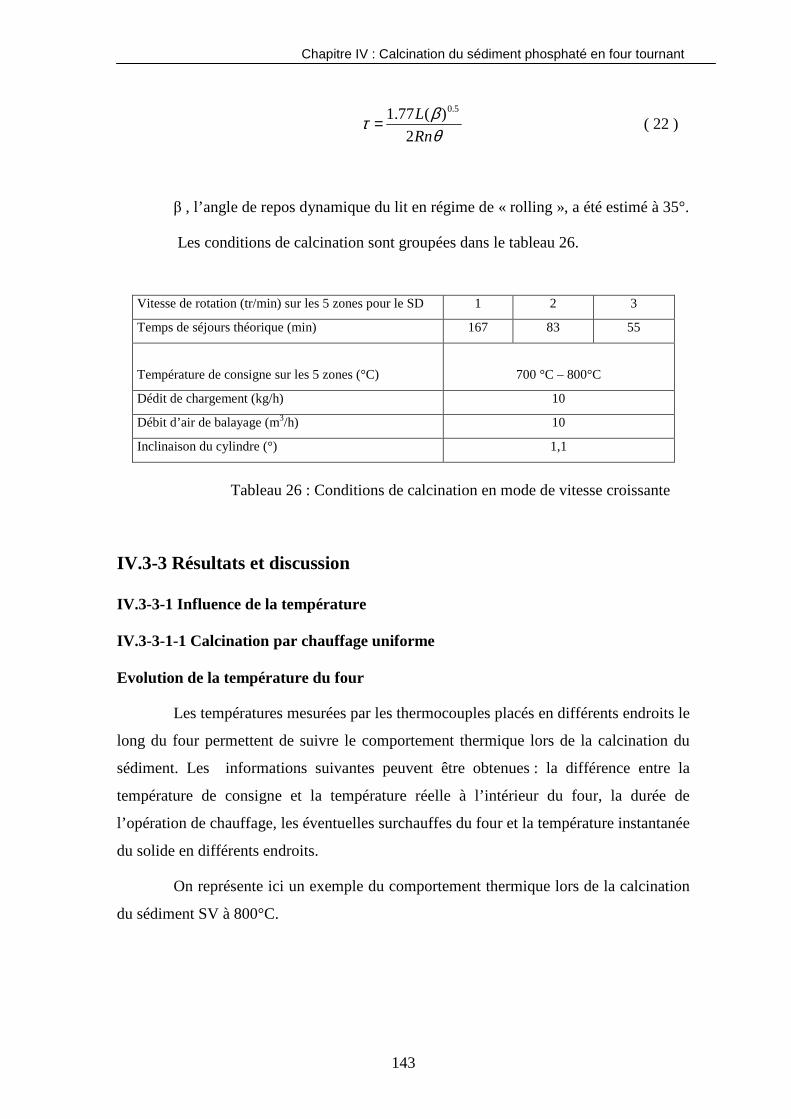
Pour estimer un temps de séjour théorique, la relation de Sullivan et ses
collègues [136] a été utilisée :
Chapitre IV : Calcination du sédiment phosphaté en four tournant
143
θβτ
Rn
L
2
)(77.1 5.0
= ( 22 )
β , l’angle de repos dynamique du lit en régime de « rolling », a été estimé à 35°.
Les conditions de calcination sont groupées dans le tableau 26.
Vitesse de rotation (tr/min) sur les 5 zones pour le SD 1 2 3
Temps de séjours théorique (min) 167 83 55
Température de consigne sur les 5 zones (°C)
700 °C – 800°C
Dédit de chargement (kg/h) 10
Débit d’air de balayage (m3/h) 10
Inclinaison du cylindre (°) 1,1
Tableau 26 : Conditions de calcination en mode de vitesse croissante
IV.3-3 Résultats et discussion
IV.3-3-1 Influence de la température IV.3-3-1-1 Calcination par chauffage uniforme Evolution de la température du four
Les températures mesurées par les thermocouples placés en différents endroits le
long du four permettent de suivre le comportement thermique lors de la calcination du
sédiment. Les informations suivantes peuvent être obtenues : la différence entre la
température de consigne et la température réelle à l’intérieur du four, la durée de
l’opération de chauffage, les éventuelles surchauffes du four et la température instantanée
du solide en différents endroits.
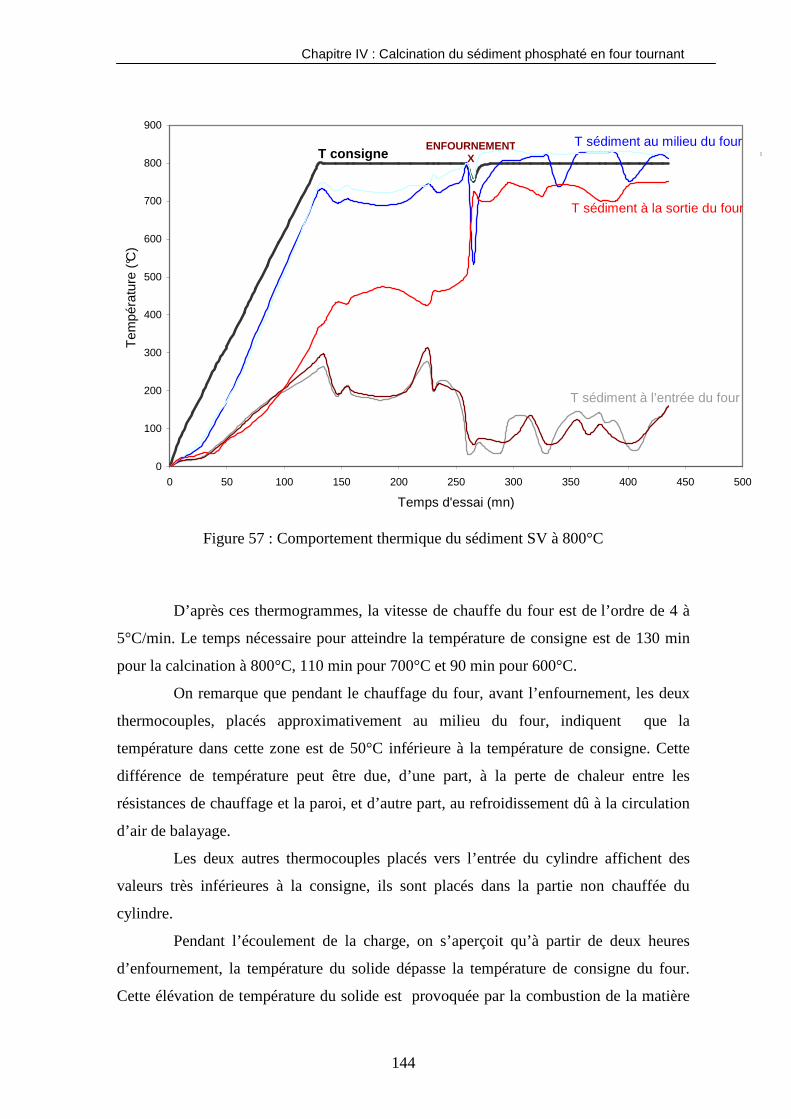
On représente ici un exemple du comportement thermique lors de la calcination
du sédiment SV à 800°C.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
144
0
100
200
300
400
500
600
700
800
900
0 50 100 150 200 250 300 350 400 450 500
Temps d'essai (mn)
Tem
péra
ture
(°C
)
Figure 57 : Comportement thermique du sédiment SV à 800°C
D’après ces thermogrammes, la vitesse de chauffe du four est de l’ordre de 4 à
5°C/min. Le temps nécessaire pour atteindre la température de consigne est de 130 min
pour la calcination à 800°C, 110 min pour 700°C et 90 min pour 600°C.
On remarque que pendant le chauffage du four, avant l’enfournement, les deux
thermocouples, placés approximativement au milieu du four, indiquent que la
température dans cette zone est de 50°C inférieure à la température de consigne. Cette
différence de température peut être due, d’une part, à la perte de chaleur entre les
résistances de chauffage et la paroi, et d’autre part, au refroidissement dû à la circulation
d’air de balayage.
Les deux autres thermocouples placés vers l’entrée du cylindre affichent des
valeurs très inférieures à la consigne, ils sont placés dans la partie non chauffée du
cylindre.
Pendant l’écoulement de la charge, on s’aperçoit qu’à partir de deux heures
d’enfournement, la température du solide dépasse la température de consigne du four.
Cette élévation de température du solide est provoquée par la combustion de la matière
T consigne T sédiment au milieu du four
T sédiment à la sortie du four
T sédiment à l’entrée du four
ENFOURNEMENT X
Chapitre IV : Calcination du sédiment phosphaté en four tournant
145
organique. Le même phénomène a été observé pour les calcinations des sédiments en
four à lit fixe (chapitre III).
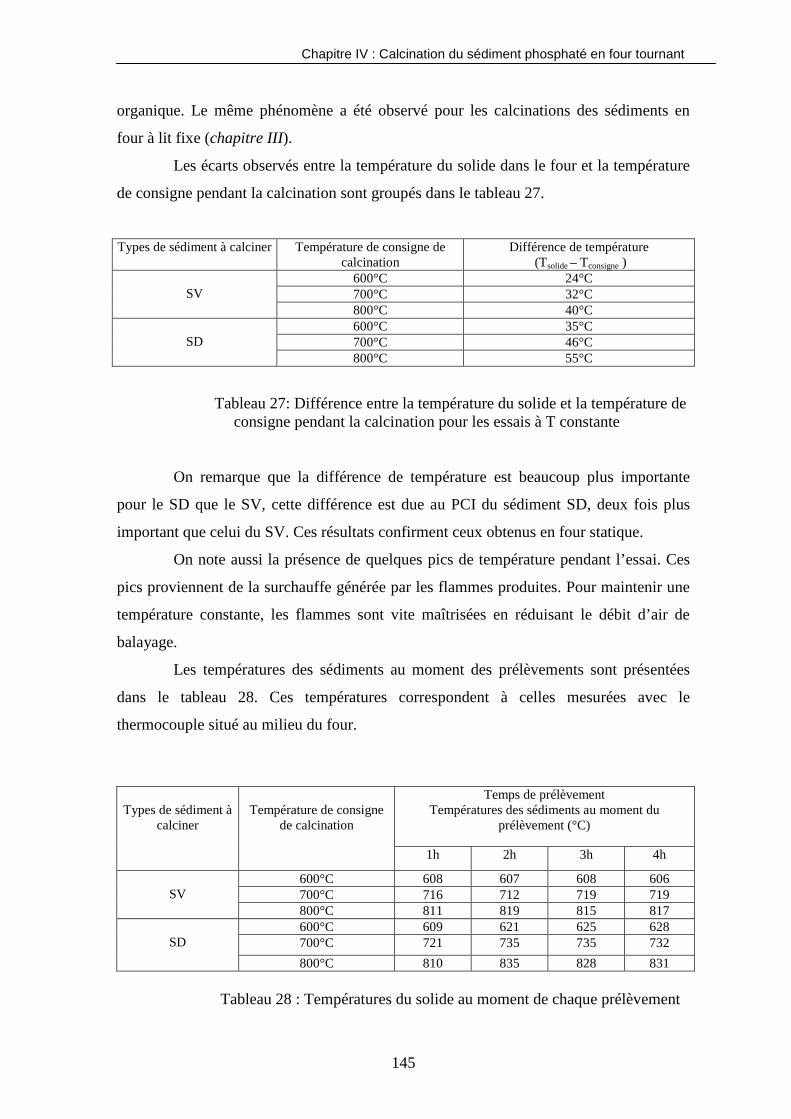
Les écarts observés entre la température du solide dans le four et la température
de consigne pendant la calcination sont groupés dans le tableau 27.
Types de sédiment à calciner Température de consigne de calcination
Différence de température (Tsolide – Tconsigne )
600°C 24°C 700°C 32°C
SV
800°C 40°C 600°C 35°C 700°C 46°C
SD
800°C 55°C
Tableau 27: Différence entre la température du solide et la température de consigne pendant la calcination pour les essais à T constante
On remarque que la différence de température est beaucoup plus importante
pour le SD que le SV, cette différence est due au PCI du sédiment SD, deux fois plus
important que celui du SV. Ces résultats confirment ceux obtenus en four statique.
On note aussi la présence de quelques pics de température pendant l’essai. Ces
pics proviennent de la surchauffe générée par les flammes produites. Pour maintenir une
température constante, les flammes sont vite maîtrisées en réduisant le débit d’air de
balayage.
Les températures des sédiments au moment des prélèvements sont présentées
dans le tableau 28. Ces températures correspondent à celles mesurées avec le
thermocouple situé au milieu du four.
Temps de prélèvement Températures des sédiments au moment du
prélèvement (°C)
Types de sédiment à
calciner
Température de consigne
de calcination
1h 2h 3h 4h
600°C 608 607 608 606 700°C 716 712 719 719
SV
800°C 811 819 815 817 600°C 609 621 625 628 700°C 721 735 735 732
SD
800°C 810 835 828 831
Tableau 28 : Températures du solide au moment de chaque prélèvement
Chapitre IV : Calcination du sédiment phosphaté en four tournant
146
D’après ce tableau, on constate que les températures du solide au moment des
prélèvements sont légèrement supérieures aux températures de consigne.
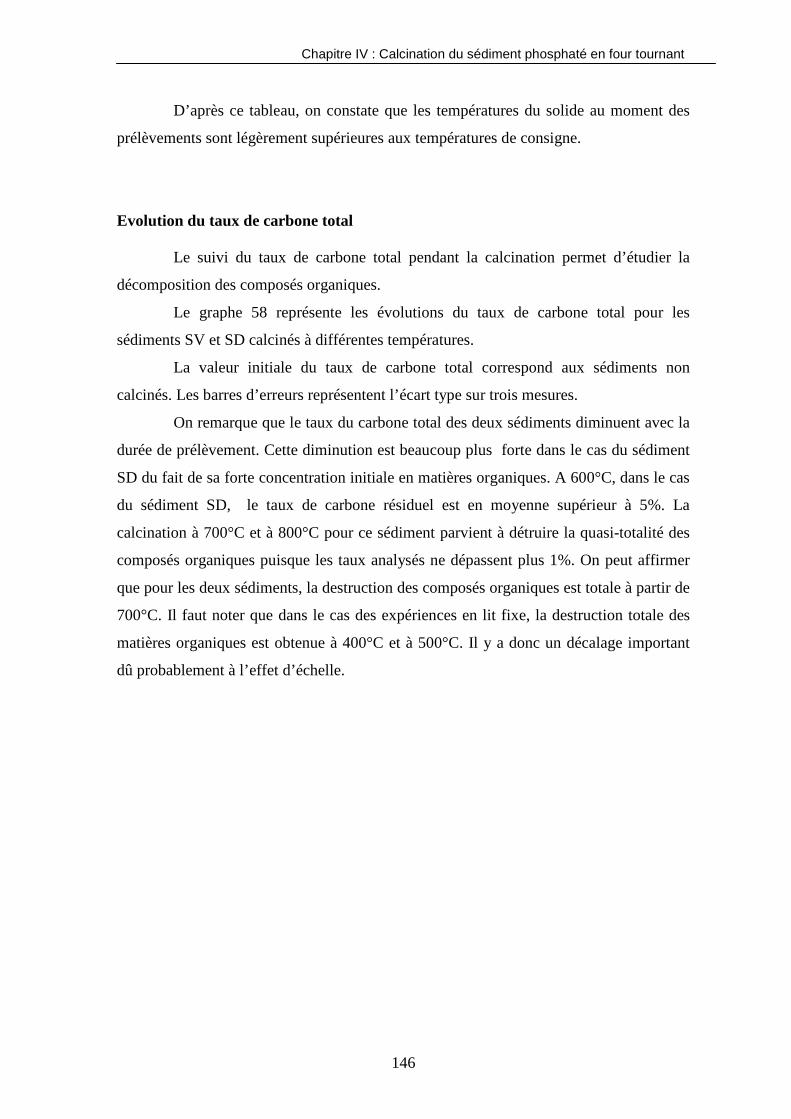
Evolution du taux de carbone total
Le suivi du taux de carbone total pendant la calcination permet d’étudier la
décomposition des composés organiques.
Le graphe 58 représente les évolutions du taux de carbone total pour les
sédiments SV et SD calcinés à différentes températures.
La valeur initiale du taux de carbone total correspond aux sédiments non
calcinés. Les barres d’erreurs représentent l’écart type sur trois mesures.
On remarque que le taux du carbone total des deux sédiments diminuent avec la
durée de prélèvement. Cette diminution est beaucoup plus forte dans le cas du sédiment
SD du fait de sa forte concentration initiale en matières organiques. A 600°C, dans le cas
du sédiment SD, le taux de carbone résiduel est en moyenne supérieur à 5%. La
calcination à 700°C et à 800°C pour ce sédiment parvient à détruire la quasi-totalité des
composés organiques puisque les taux analysés ne dépassent plus 1%. On peut affirmer
que pour les deux sédiments, la destruction des composés organiques est totale à partir de
700°C. Il faut noter que dans le cas des expériences en lit fixe, la destruction totale des
matières organiques est obtenue à 400°C et à 500°C. Il y a donc un décalage important
dû probablement à l’effet d’échelle.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
147
0
2
4
6
8
10
12
14
16
18
20
0 1 2 3 4 5
Temps de prélèvement (h)
Tau
x de
car
bone
tota
l (%
)
600°C - SV
700°C- SV
800°C - SV
600°C - SD
700°C - SD
800°C - SD
Figure 58: Taux de carbone total des sédiments SV et SD pendant la calcination
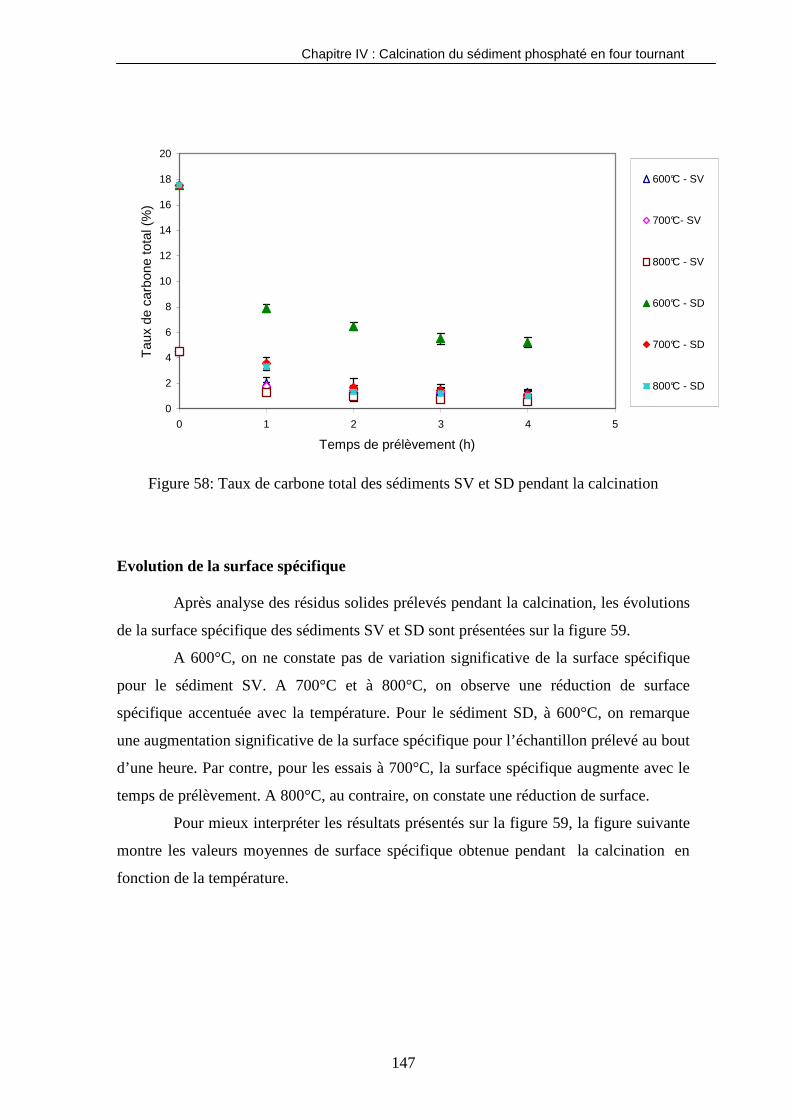
Evolution de la surface spécifique
Après analyse des résidus solides prélevés pendant la calcination, les évolutions
de la surface spécifique des sédiments SV et SD sont présentées sur la figure 59.
A 600°C, on ne constate pas de variation significative de la surface spécifique
pour le sédiment SV. A 700°C et à 800°C, on observe une réduction de surface
spécifique accentuée avec la température. Pour le sédiment SD, à 600°C, on remarque
une augmentation significative de la surface spécifique pour l’échantillon prélevé au bout
d’une heure. Par contre, pour les essais à 700°C, la surface spécifique augmente avec le
temps de prélèvement. A 800°C, au contraire, on constate une réduction de surface.
Pour mieux interpréter les résultats présentés sur la figure 59, la figure suivante
montre les valeurs moyennes de surface spécifique obtenue pendant la calcination en
fonction de la température.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
148
2
6
10
14
18
22
0 1 2 3 4 5
Temps de prélèvement (h)
Sur
face
spé
cifiq
ue (
m²/
g)
600°C - SV
700°C - SV
800°C - SV
600°C - SD
700°C - SD
800°C - SD
Figure 59 : Surface spécifique des sédiments SV et SD en fonction de la température
0
5
10
15
20
25
500 600 700 800 900
Température de calcination (°C)
Sur
face
spé
cifiq
ue (
m²/
g)
SV
SD
Figure 60: Surfaces spécifiques moyennes des sédiments SV et SD en fonction de la température de calcination

Chapitre IV : Calcination du sédiment phosphaté en four tournant
149
L’augmentation de surface spécifique observée dans le cas du sédiment SD à
600°C est due à la décomposition de la matière organique qui provoque une
augmentation de la porosité du sédiment. Cette tendance a déjà été mise en évidence dans
le cadre du travail de thèse de Kribi [11].
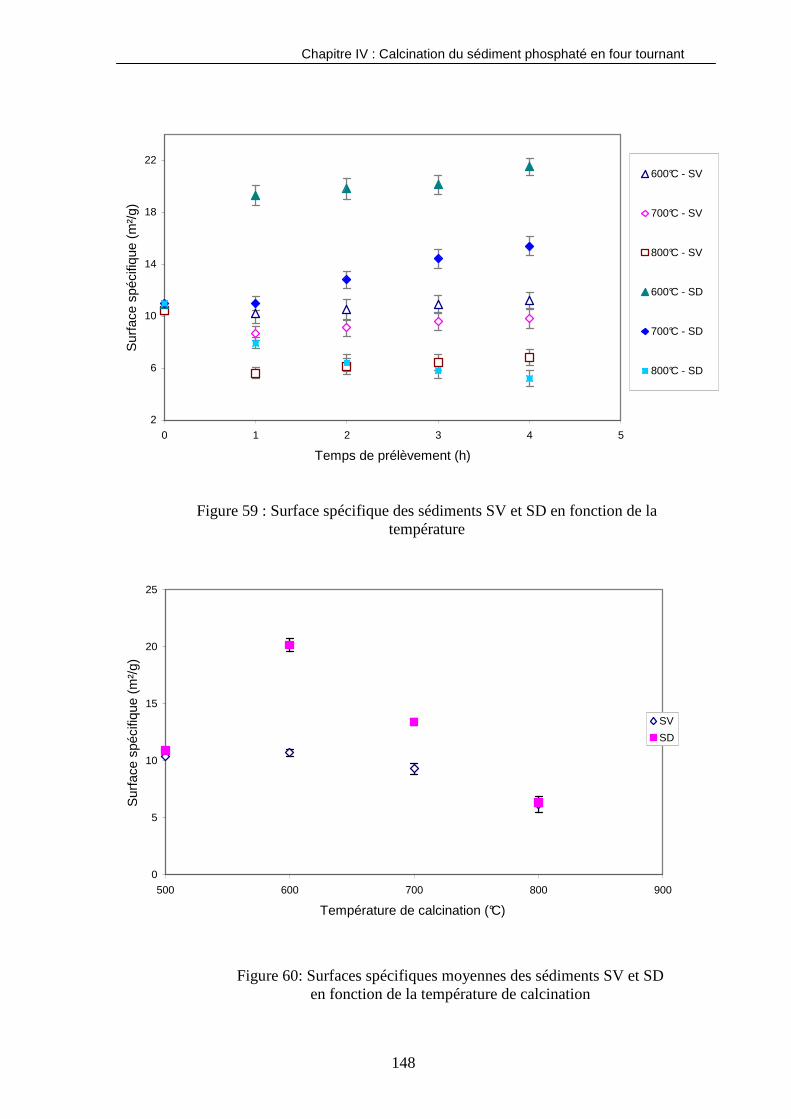
La réduction de surface observée au-delà de 600°C pour les deux sédiments est
due à la réduction de porosité et au grossissement des grains de la matrice minérale. En
effet, les mesures effectuées au MEB entre 700°C et 800°C (figure 61), confirment le
grossissement de grains. C’est le phénomène de frittage bien connu dans la littérature
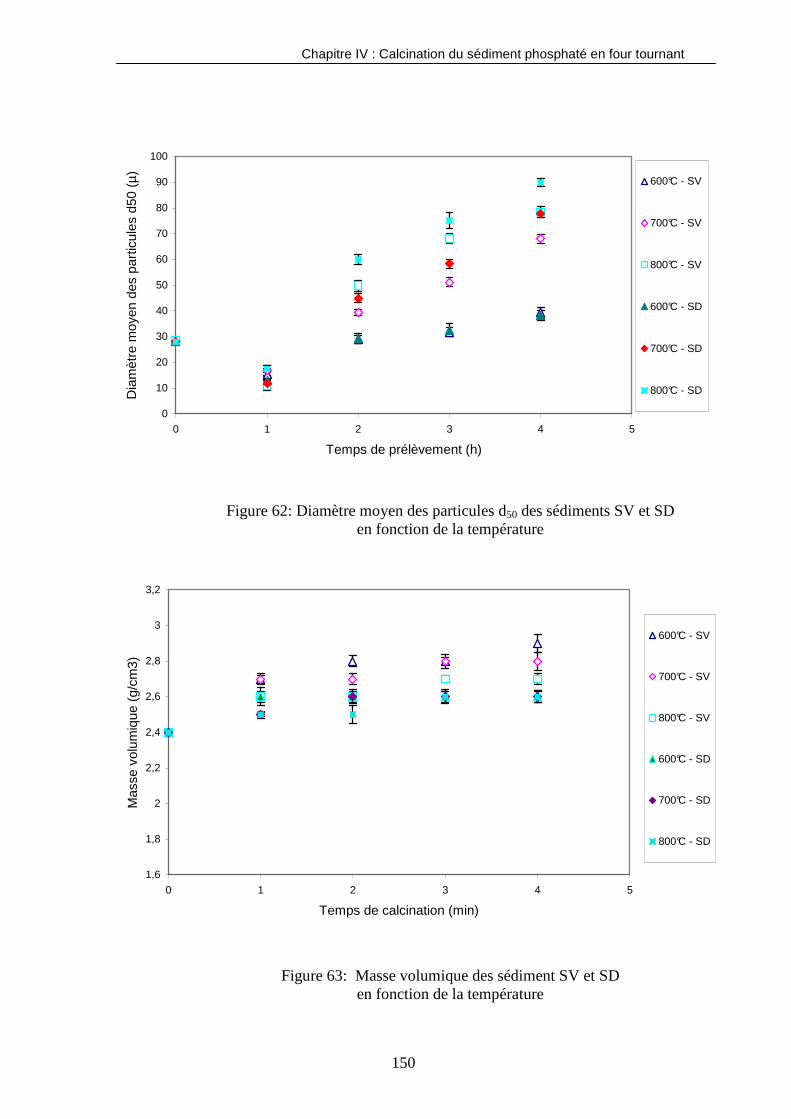
pour des mélanges métaux-phosphates à ces températures. Ce processus se traduit par
une formation de joints de grains entre les particules qui conduit à une augmentation de
la taille (figure 62), à une densification (figure 63) et donc à une réduction de surface.
Sédiment SD non calciné Sédiment SD calciné à 800°C
Figure 61 : Images MEB du sédiment SD montrant le frittage thermique
Chapitre IV : Calcination du sédiment phosphaté en four tournant
150
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5
Temps de prélèvement (h)
Dia
mèt
re m
oyen
des
par
ticul
es d
50 (
µ)
600°C - SV
700°C - SV
800°C - SV
600°C - SD
700°C - SD
800°C - SD
Figure 62: Diamètre moyen des particules d50 des sédiments SV et SD en fonction de la température
1,6
1,8
2
2,2
2,4
2,6
2,8
3
3,2
0 1 2 3 4 5
Temps de calcination (min)
Mas
se v
olum
ique
(g/
cm3)
600°C - SV
700°C - SV
800°C - SV
600°C - SD
700°C - SD
800°C - SD
Figure 63: Masse volumique des sédiment SV et SD en fonction de la température
Chapitre IV : Calcination du sédiment phosphaté en four tournant
151
D’autre part, on remarque que le diamètre moyen des particules des sédiments
(d50 ) augmente progressivement pendant la calcination après une légère diminution au
premier prélèvement. Cette réduction au premier prélèvement est probablement due au
phénomène de ségrégation axiale : les fines particules s’écoulent plus rapidement que les
gros grains et les agglomérats. Le four n’étant pas équipé de diaphragme (rehausseur) à la
sortie du cylindre pour allonger le temps de séjour, les fines s’écoulent librement et
prématurément.
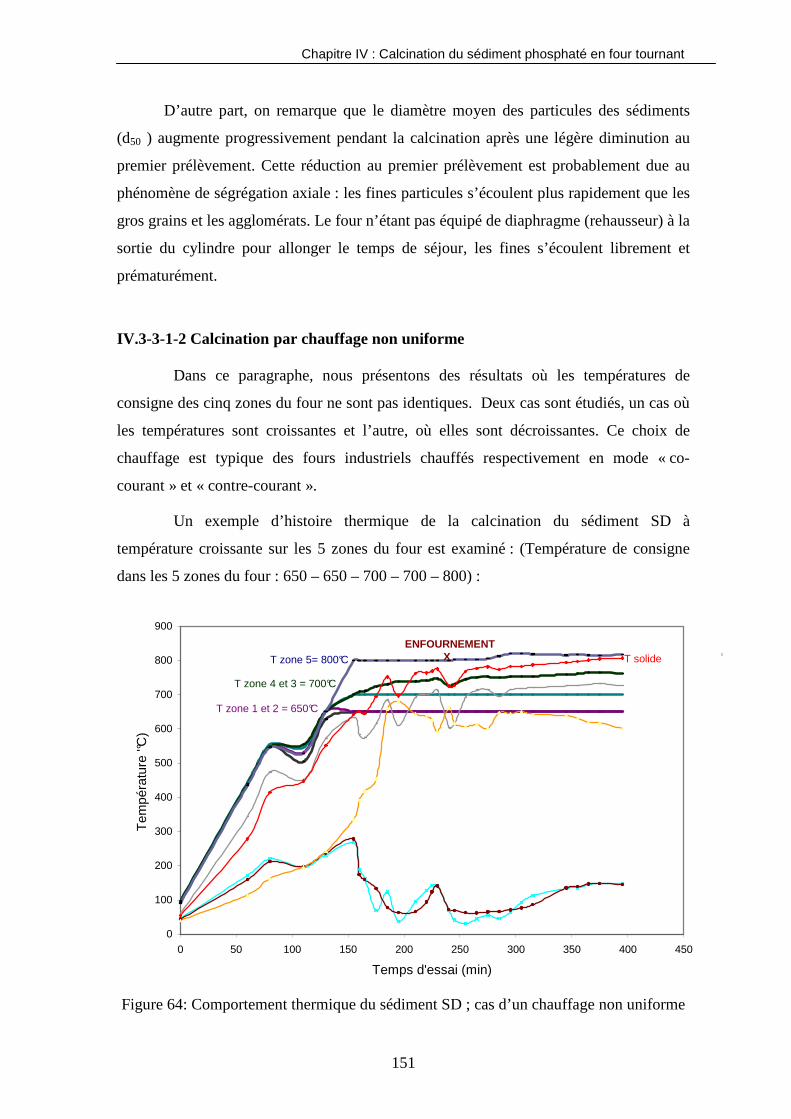
IV.3-3-1-2 Calcination par chauffage non uniforme
Dans ce paragraphe, nous présentons des résultats où les températures de
consigne des cinq zones du four ne sont pas identiques. Deux cas sont étudiés, un cas où
les températures sont croissantes et l’autre, où elles sont décroissantes. Ce choix de
chauffage est typique des fours industriels chauffés respectivement en mode « co-
courant » et « contre-courant ».
Un exemple d’histoire thermique de la calcination du sédiment SD à
température croissante sur les 5 zones du four est examiné : (Température de consigne
dans les 5 zones du four : 650 – 650 – 700 – 700 – 800) :
0
100
200
300
400
500
600
700
800
900
0 50 100 150 200 250 300 350 400 450
Temps d'essai (min)
Tem
péra
ture
'°C
)
Figure 64: Comportement thermique du sédiment SD ; cas d’un chauffage non uniforme
T zone 5= 800°C
T zone 4 et 3 = 700°C
T zone 1 et 2 = 650°C
T solide ENFOURNEMENT X
Chapitre IV : Calcination du sédiment phosphaté en four tournant
152
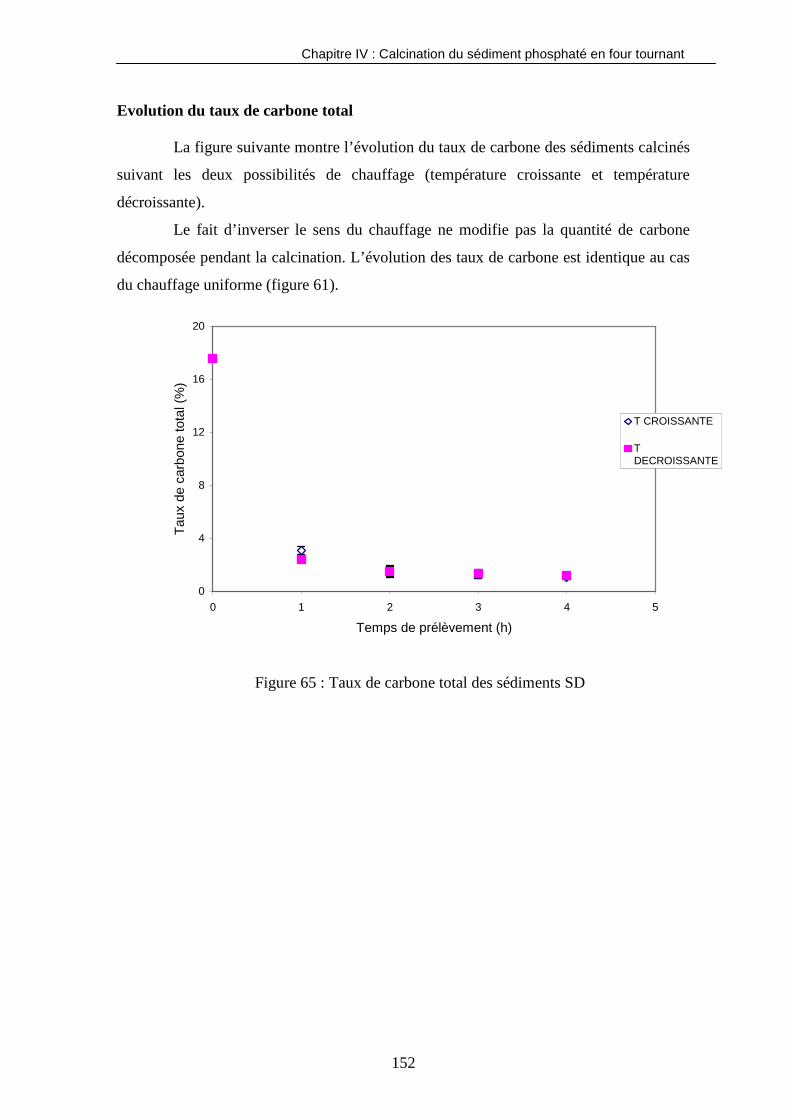
Evolution du taux de carbone total
La figure suivante montre l’évolution du taux de carbone des sédiments calcinés
suivant les deux possibilités de chauffage (température croissante et température
décroissante).
Le fait d’inverser le sens du chauffage ne modifie pas la quantité de carbone
décomposée pendant la calcination. L’évolution des taux de carbone est identique au cas
du chauffage uniforme (figure 61).
0
4
8
12
16
20
0 1 2 3 4 5
Temps de prélèvement (h)
Tau
x de
car
bone
tota
l (%
)
T CROISSANTE
TDECROISSANTE
Figure 65 : Taux de carbone total des sédiments SD
Chapitre IV : Calcination du sédiment phosphaté en four tournant
153
10
10,5
11
11,5
0 1 2 3 4 5
Temps de prélèvement (min)
Sur
face
spé
cifiq
ue (
m²/
g)
T CROISSANTE
T DECROISSANTE
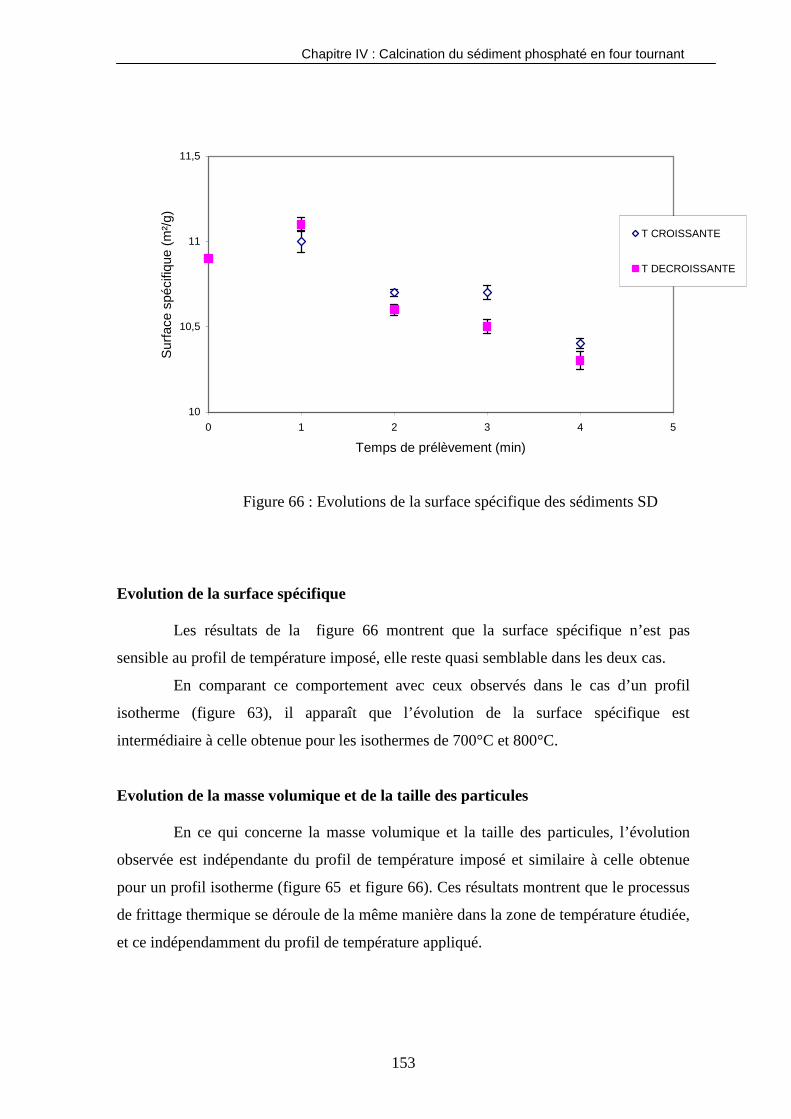
Figure 66 : Evolutions de la surface spécifique des sédiments SD
Evolution de la surface spécifique
Les résultats de la figure 66 montrent que la surface spécifique n’est pas
sensible au profil de température imposé, elle reste quasi semblable dans les deux cas.
En comparant ce comportement avec ceux observés dans le cas d’un profil
isotherme (figure 63), il apparaît que l’évolution de la surface spécifique est
intermédiaire à celle obtenue pour les isothermes de 700°C et 800°C.
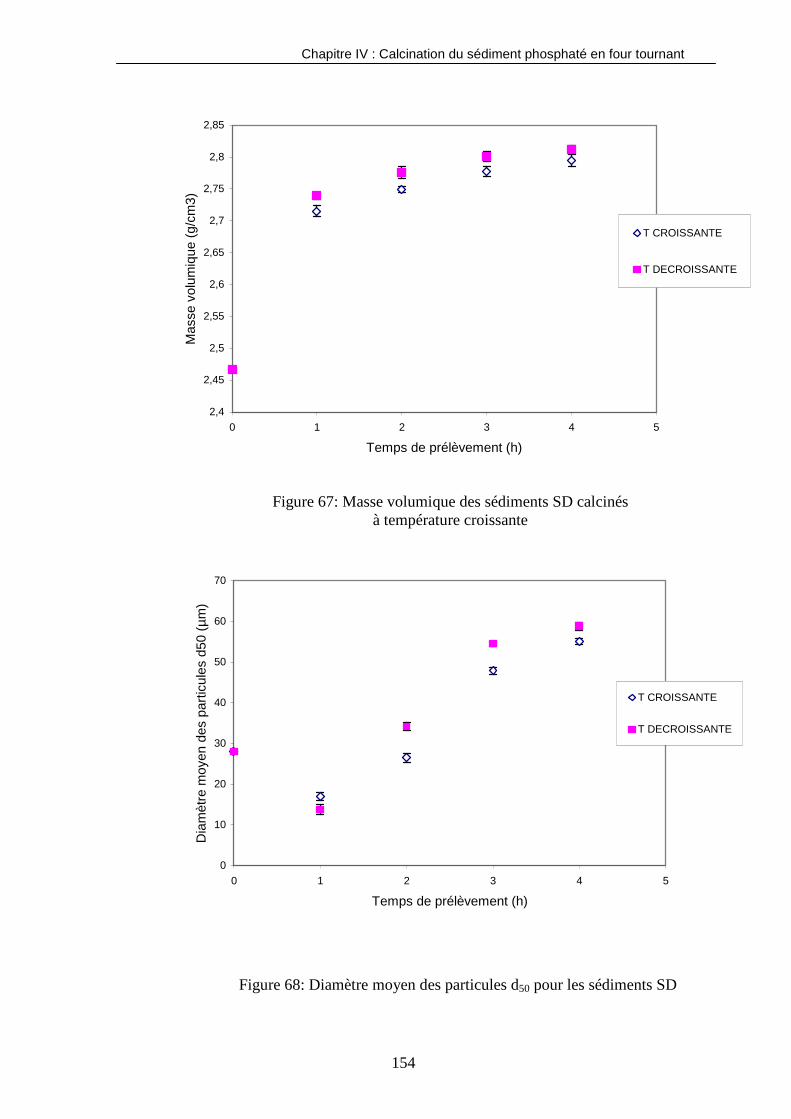
Evolution de la masse volumique et de la taille des particules
En ce qui concerne la masse volumique et la taille des particules, l’évolution
observée est indépendante du profil de température imposé et similaire à celle obtenue
pour un profil isotherme (figure 65 et figure 66). Ces résultats montrent que le processus
de frittage thermique se déroule de la même manière dans la zone de température étudiée,
et ce indépendamment du profil de température appliqué.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
154
2,4
2,45
2,5
2,55
2,6
2,65
2,7
2,75
2,8
2,85
0 1 2 3 4 5
Temps de prélèvement (h)
Mas
se v
olum
ique
(g/
cm3)
T CROISSANTE
T DECROISSANTE
Figure 67: Masse volumique des sédiments SD calcinés
à température croissante
0
10
20
30
40
50
60
70
0 1 2 3 4 5
Temps de prélèvement (h)
Dia
mèt
re m
oyen
des
par
ticul
es d
50 (
µm
)
T CROISSANTE
T DECROISSANTE
Figure 68: Diamètre moyen des particules d50 pour les sédiments SD
Chapitre IV : Calcination du sédiment phosphaté en four tournant
155
IV.3-3-2 Influence du temps de séjour
Trois vitesses de rotation du four ont été fixées pour étudier l’influence du temps
de séjour. Le temps de séjour a été évalué de manière théorique.
Les températures du solide au moment de chaque prélèvement pendant la
calcination sont représentées dans ce tableau.
Températures du solide au moment du prélèvement Température de consigne de calcination
Vitesse de rotation du
four (tr/min)
Temps de séjour théorique (min)
1h 2h 3h 4h
1 t1 =167 726°C 734°C 738°C 717°C 2 t2 =83 719°C 731°C 735°C 724°C
700°C
3 t3 = 55 721°C 735°C 735°C 732°C 1 t1 =167 837°C 837°C 830°C 835°C 2 t2 = 83 810°C 835°C 828°C 831°C
800°C
3 t3 = 55 823°C 832°C 838°C 832°C
Tableau 29 : Paramètres de fonctionnement du four
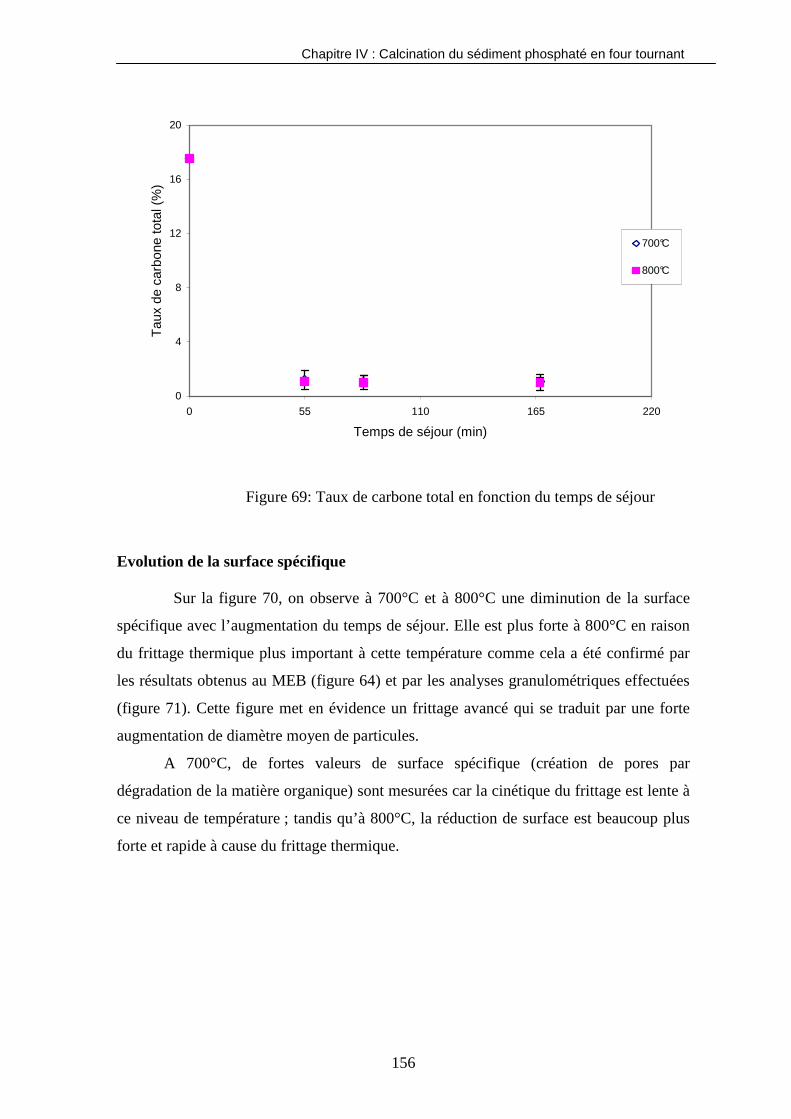
Evolution du taux de carbone total
Le graphique 69 représente l’évolution du taux de carbone total à 700°C et
800°C pour différents temps de séjour.
Dans les conditions expérimentales étudiées (700°C et 800°C), la quantité de
matière organique éliminée est la même quel que soit le temps de séjour. Ces résultats
montrent que la durée requise pour l’élimination totale de la matière organique est
inférieure à 55 min.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
156
0
4
8
12
16
20
0 55 110 165 220
Temps de séjour (min)
Tau
x de
car
bone
tota
l (%
)
700°C
800°C
Figure 69: Taux de carbone total en fonction du temps de séjour
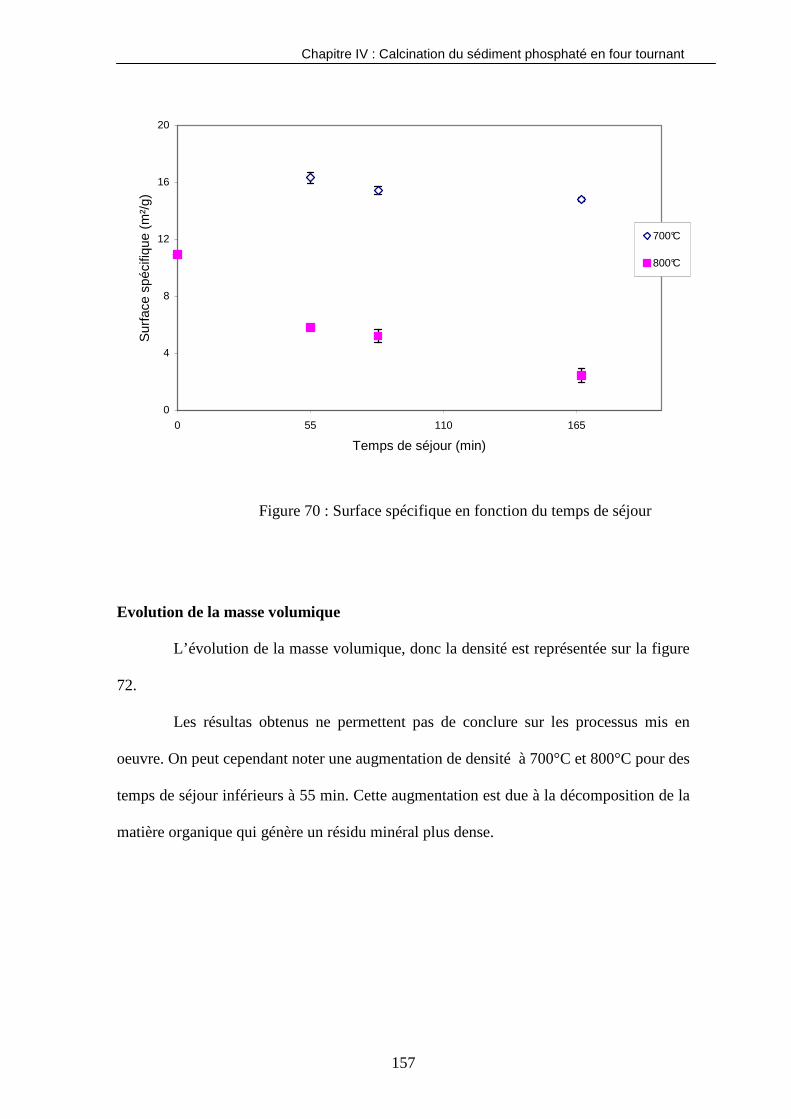
Evolution de la surface spécifique
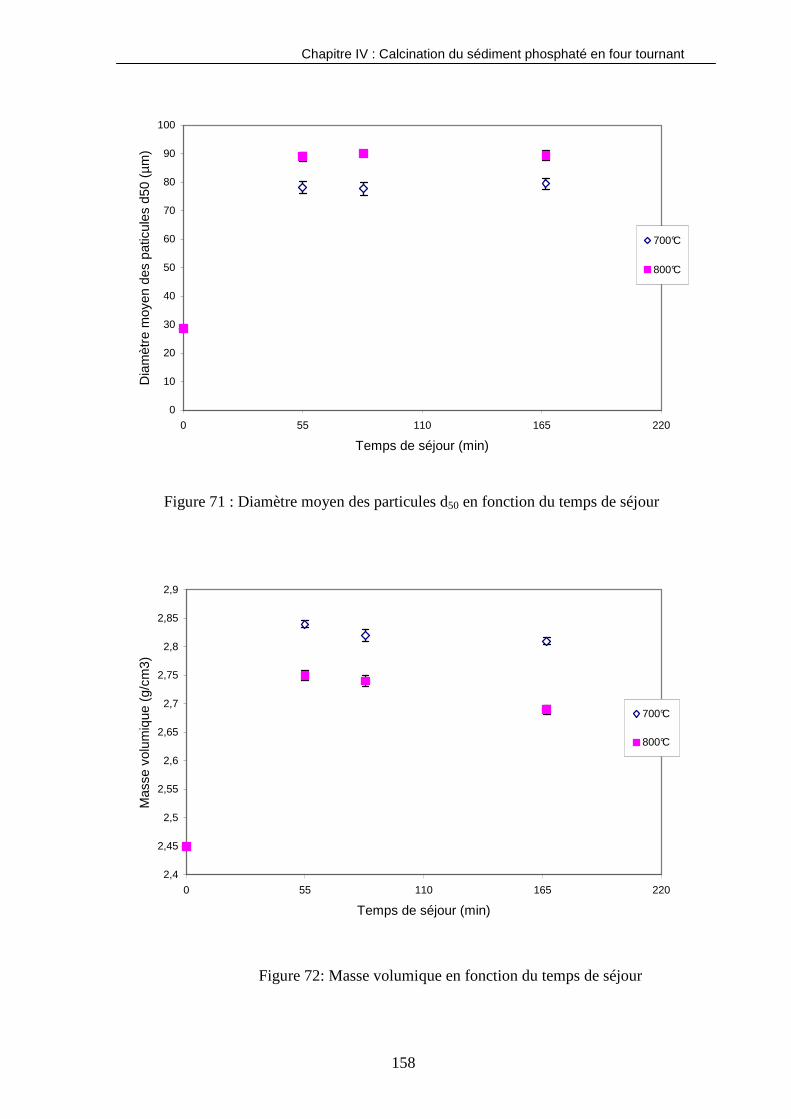
Sur la figure 70, on observe à 700°C et à 800°C une diminution de la surface
spécifique avec l’augmentation du temps de séjour. Elle est plus forte à 800°C en raison
du frittage thermique plus important à cette température comme cela a été confirmé par
les résultats obtenus au MEB (figure 64) et par les analyses granulométriques effectuées
(figure 71). Cette figure met en évidence un frittage avancé qui se traduit par une forte
augmentation de diamètre moyen de particules.
A 700°C, de fortes valeurs de surface spécifique (création de pores par
dégradation de la matière organique) sont mesurées car la cinétique du frittage est lente à
ce niveau de température ; tandis qu’à 800°C, la réduction de surface est beaucoup plus
forte et rapide à cause du frittage thermique.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
157
0
4
8
12
16
20
0 55 110 165
Temps de séjour (min)
Sur
face
spé
cifiq
ue (
m²/
g)
700°C
800°C
Figure 70 : Surface spécifique en fonction du temps de séjour
Evolution de la masse volumique
L’évolution de la masse volumique, donc la densité est représentée sur la figure
72.
Les résultas obtenus ne permettent pas de conclure sur les processus mis en
oeuvre. On peut cependant noter une augmentation de densité à 700°C et 800°C pour des
temps de séjour inférieurs à 55 min. Cette augmentation est due à la décomposition de la
matière organique qui génère un résidu minéral plus dense.
Chapitre IV : Calcination du sédiment phosphaté en four tournant
158
0
10
20
30
40
50
60
70
80
90
100
0 55 110 165 220
Temps de séjour (min)
Dia
mèt
re m
oyen
des
pat
icul
es d
50 (
µm
)
700°C
800°C
Figure 71 : Diamètre moyen des particules d50 en fonction du temps de séjour
2,4
2,45
2,5
2,55
2,6
2,65
2,7
2,75
2,8
2,85
2,9
0 55 110 165 220
Temps de séjour (min)
Mas
se v
olum
ique
(g/
cm3)
700°C
800°C
Figure 72: Masse volumique en fonction du temps de séjour
Chapitre IV : Calcination du sédiment phosphaté en four tournant
159
IV.3-4 Conclusion
Les comportements physiques tels que la surface spécifique, la densité et la
taille des particules ont été étudiés en fonction des paramètres principaux du four, à
savoir la température et le temps de séjour.
D’une manière générale, la surface spécifique des deux sédiments diminue
quand on augmente la température de consigne. La réduction de surface observée est due
à la réduction de porosité, résultat de la dégradation de la matière organique, suivi du
frittage thermique, manifesté par le grossissement des grains et bien illustré par les
mesures granulométriques et les photos MEB prises sur des échantillons calcinés à partir
de 700°C. Le fait d’inverser le sens du chauffage ne modifie pas ni la quantité de carbone
décomposé pendant la calcination ni la surface spécifique. Ce mode de chauffage n’a pas
d’influence aussi bien pour la densité que pour la taille des particules : l’évolution
observée est indépendante du profil de température imposé.
En variant le temps de séjour, les résultats à partir de 700°C ont montré qu’il
suffit de 55 minutes de calcination pour dégrader la quasi-totalité des matières
organiques. On a remarqué que la surface spécifique diminue quand le temps de séjour
augmente. On a observé qu’à 700°C et à 800°C, la surface spécifique diminue avec
l’augmentation du temps de séjour. L’allongement du temps de séjour permet aussi le
grossissement des particules. La conjugaison de ces comportements nous permet
d’affirmer l’existence du phénomène du frittage thermique qui est bien confirmé par les
photos MEB pour les sédiments calcinés dans ces conditions.

Chapitre IV : Calcination du sédiment phosphaté en four tournant
160