arburg ii : l’architecture de l’avenir · la technologie a toujours été au cœur de nos...
TRANSCRIPT

Une publicationdu groupe ARBURG
Edition 11 Eté 1999
Informations sur lemarché et les techniquesde l’injection
ARBURG II : L’architecture de l’avenir

Manifestation ARBURGChronique d’une cérémonie royale
3
2
Karl Hehl Eugen Hehl
S o m m a i r e
Architecture ARBURGLorsque le béton armé se dresse vers le ciel ...
4-5
6
7
Rapport d’utilisateurVEMA : un éclairage optimalDisques optiquesQualité et efficacité au service du client
8-9
9
Service après-vente ARBURGPlus proche du clientTechnologie ARBURG
10-11
11
Rapport d’utilisateurParce que chaque détail compte : John GuestFormation ARBURGFranz Beitl : un nouveau départ
12-13
13
Logistique ARBURGUn site de manutention à l’activité débordanteInjection de poudresL’individualité de série
14-15
15
Service après-vente ARBURGUn concentré de savoir-faire
16
Manifestation ARBURGLes journées de la technologie ARBURGTechnologie ARBURG
Les cérémonies d’inauguration ont généralement leur charme
propre. Toutefois, lorsqu’une altesse royale nous fait l’hon-
neur de visiter notre succursale britannique, l’événement
prend une toute autre dimension – et pas seulement pour nos
employés en Grande-Bretagne !
La technologie a toujours été au cœur de nos préoccupations
et nous avons ainsi contribué à écrire de nouveaux chapitres
de l’histoire de la technique. Rien de plus naturel donc que
nous ayons baptisé l’édition de cette année de notre tradition-
nel salon maison « Les journées de la technologie ARBURG ».
Trois jours de technologie à l’état pur – avec la commande
SELOGICA en point de mire. 1.500 visiteurs en ont profité pour
obtenir un maximum d’informations.
Avec la présentation de plus de 30 machines et applications,
de nombreuses conférences et une exposition de pièces de
rechange, sans oublier la visite de l’entreprise, toujours très
appréciée, nous nous sommes efforcés de proposer un pro-
gramme d’informations cohérent. Parce que nous tenons à ce
que nos visiteurs tirent le meilleur parti de nos journées de la
technologie.
De même, les regards se sont naturellement tournés vers
ARBURG II, bien que les futurs bâtiments n’en soient encore
qu’au stade de structures en béton armé dressées vers le ciel.
Nous réalisons actuellement des investissements sur notre site
traditionnel selon cette stratégie soigneusement élaborée qui
a fait notre réputation.
Nous espérons que la lecture de cette nouvelle édition de no-
tre journal ARBURG today se révélera agréable et instructive.
ARBURG today,Edition 11 / Eté 1999Magazine des clients du groupe ARBURG
Editeur : ARBURG GmbH + Co
Rédaction :Dr. Christoph Schumacher (responsable)Conseil de rédaction :Dieter Dissel, Juliane Hehl,Martin Hoyer, Peter Mechler,Roland Paukstat, Bernd Schmid,Jürgen Schray, Renate Würth
Ont collaboré à la présente édition :Uwe Becker (texte), Frank Himmelsbach(photos), Peter Mechler (TechTalk),Markus Mertmann (photos),Martina Schrenk (graphique)
Adresse de la rédaction:ARBURG GmbH + CoPostfach 110972286 Loßburg
Tel.: +49 (0) 7446/33-3149Fax: +49 (0) 7446/33-3413E-mail: [email protected]
IMPRESSUM
Reproduction – même partielle –interdite sans l’accord de l’éditeur.

« Pour la pre-mière fois dans sonhistoire, l’entrepriseARBURG sera pré-sente en tant que telle en Grande-Bretagne, dans ses propres lo-caux » déclare M. Eugen Hehl,soulignant ainsi l’importance his-torique de ce jour pour la succur-sale britannique.
La Princesse Anne s’avanceensuite pour dévoiler une plaquemurale destinée à commémorerce grand jour. Très souriante, ellese soumet de bonne grâce aux
flashs des photographes, avantque sa dame d’honneur ne lui rap-pelle discrètement qu’il est déjàtemps de quitter les locaux de lasociété ARBURG Ltd.
A 15 heures précises – à la se-conde près – et après avoir encoreéchangé quelques derniers motsaimables, la Princesse Anne rega-gne sa voiture et repart entouréede son escorte. Il est temps alorsde descendre la bannière royale.Une journée inoubliable s’achèvepour la succursale britanniqued’ARBURG.
ARBURG Great Britain
La Princesse Anne est en route – ilest temps de hisser la bannièreroyale des Windsor sur le mâtérigé devant la succursale.
Les invités officiels, parmi les-quels on compte Madame le maireainsi que des représentants del’administration, prennent placedans le hall d’entrée. Les sociétai-res, MM. Eugen et Michael Hehl,le directeur général M. HeinrichFritz et le gérant de la succursaleM. Frank Davis se préparent à ac-cueillir la Princesse.
Les premiers curieux se ras-semblent dans la rue tandis quel’escorte de motards de la policelonge le bâtiment de 2000 m² dusiège de la société pour ouvrir la
voie à la Rover de la maison royaleencadrée des deux Land-Rover dupersonnel de sécurité. Habilléd’un uniforme somptueux, le LordLieutenant, un ancien officier del’armée, présente les responsa-bles d’ARBURG à la PrincesseAnne, laquelle est accompagnéed’une dame d’honneur et d’ungarde du corps personnel.
Les présentations sont suiviesd’un entretien privé de 10 minu-tes dans le bureau de M. FrankDavis. Avec beaucoup de naturel,la Princesse Anne écoute M.Eugen Hehl retracer les grandeslignes de l’histoire d’ARBURG etl’évolution de l’entreprise. Aprèsla visite du bâtiment, le momentde l’inauguration officielle estvenu.
Chroniqued’unecérémonieroyale11 h 03 : écouteurs à l’oreilleet micro au bras, le regardaux aguets, deux solidesgardes du corps investissentle hall d’entrée de la nou-velle succursale ARBURG àWarwick. Et ce ne sont queles préliminaires : la Prin-cesse Anne peut enfin arri-ver ...
Vers 12 heures, deux chiensspécialement dressés pour détec-ter les explosifs arpentent, suivisde leurs maîtres-chiens, les nou-veaux bâtiments ultramodernes :il s’agit en effet de garantir unmaximum de sécurité à la fille dela reine d’Angleterre qui aura lesoin d’inaugurer le nouveau quar-tier général d’ARBURG à Warwick.
Après le déjeuner offert auxinvités d’honneur, le moment estenfin venu : vers 13 h 45, les gar-des discrètement postés dans lehall d’entrée reçoivent par radioun message de l’escorte royale.
Eugen Hehl, Frank Davis, Princesse Anne

département de revêtement parpulvérisation de poudre devraalors déménager dans le nouveaubâtiment.
On essaye actuellement d’ac-célérer le rythme afin de rattraperun maximum de journées per-dues. Les plans pour le déména-gement sont déjà très avancés, etle moindre effet de synergie pos-sible est mis à profit. Les travauxde terrassement par exemple sesont poursuivis en plein cœur del’hiver, malgré de violentes tem-pêtes de neige, ce qui a inspiréau journal local « SchwarzwälderBote » ce commentaire étonné :« Le chantier de la nouvelle usineARBURG à Loßburg semble êtreactuellement le seul endroit de larégion où des pelleteuses tra-vaillent encore ».
Le caractère ambitieux du pro-jet se révèle également dans lemode de construction que lesmaîtres d’ouvrage ont retenupour les nouveaux sites de pro-duction. Les plans prévoient laconstruction de bâtiments impo-sants en béton armé dont certainsont d’ores et déjà été réalisés. Depuissants piliers en béton se dres-sent vers le ciel, et d’énormespoutres avec des portées impres-sionnantes ont été installées poursoutenir les éléments de toiture.
car ici, on construit pour long-temps, et il est hors de questionde brûler les étapes. De plus, l’ar-chitecture et la fonctionnalité sedoivent de satisfaire aux exigen-ces d’ARBURG en la matière : ils’agit donc ici de concilier deuxprincipes à priori antagonistes.
Chacun sait que les dimensionsdu chantier sont gigantesques,comme en témoignent ces quel-ques chiffres impressionnants :plus de 300.000 mètres cubesd’excavation, au total trois nou-velles tranches à bâtir sur unesurface correspondant à environquatre terrains de foot et 20.000mètres cubes de béton à couler.
Mais la dimensions temporelle– comme toujours chez ARBURG –est elle aussi particulièrementambitieuse. Afin que le chantierpuisse se poursuivre comme prévu,la tranche 12 doit être achevéeavant la fermeture de l’entrepriseen août : en effet, pour des rai-sons techniques, l’ensemble du
Lorsque le bétonarmé se dresse versle ciel ...
« Nous devons y arriver – peuimporte comment ! » : Eugen Hehlet son frère Karl, président dudirectoire d’ARBURG, sont biendéterminés à rattraper le retardpris lors des travaux de construc-tion d’ARBURG II en raison del’hiver exceptionnellement long etrude qui a sévi en Forêt Noire.
En effet, pas moins de 60 joursd’intempéries ont été enregistrésdepuis le début des travaux enaoût dernier - un record absolupour un projet de cette taille. Leconducteur général des travaux,M. Manfred Wolfer, résume ences termes les conditions climati-ques pour le moins chaotiques deces derniers mois à Loßburg :« Depuis la pose de la dernièrepierre, il n’a pratiquement pasarrêté de pleuvoir ou de neiger ».
Bien que le temps soit compté,personne ne cède à la panique,
A r c h i t e c t u r e A R B U R G
Réalisés en voile de béton, ceséléments en grande partie trans-parents ont été calculés selon uneméthode complexe de sorte àlaisser passer un maximum de lu-mière – tout en limitant l’échauf-fement des halls par les rayons dusoleil.
La procédure est la même pourtous les nouveaux bâtiments : ilfaut tout d’abord effectuer les ter-rassements dans les roches rou-ges du grès bigarré de Loßburgavant de réaliser les fondationsavec les canaux d’alimentation etles « carquois » qui serviront àsupporter les énormes piliers enbéton armé sur lesquelles serontinstallées les plafonds en auge.Ces éléments qui, comme leurnom l’indique, évoquent desauges retournées confèrent àl’ensemble une rigidité et une sta-bilité exceptionnelles.
D’une surface utile de 5000 m²,la tranche 12 – dont les murs laté-raux ont été montés en avril –constituera alors l’extrémité del’usine actuelle ARBURG I. Unfutur hall de logistique (hall« froid ») servira de « charnière »optique et marquera le point dedépart d’ARBURG II.
Sur la tranche 21, le nouveaugrand hall de production qui pré-sentera après achèvement unesurface totale utile de 18.000 m²,les travaux préliminaires pour ladalle ont déjà démarré, et lescarquois sont en place. Conformé-ment à l’esprit prévoyant de l’en-treprise familiale, cette tranche aété conçue en tant que « module
ARBURG » et pourra doncêtre dupliquée
sans problè-mes à l’avenir.
Face à l’ampleur des tra-vaux à réaliser, on comprendmieux pourquoi, à Loßburg, desregards anxieux scrutent réguliè-rement l’horizon en quête dumoindre signe annonciateur d’in-tempéries : car même ARBURG nesaurait faire la pluie et le beautemps ...
4
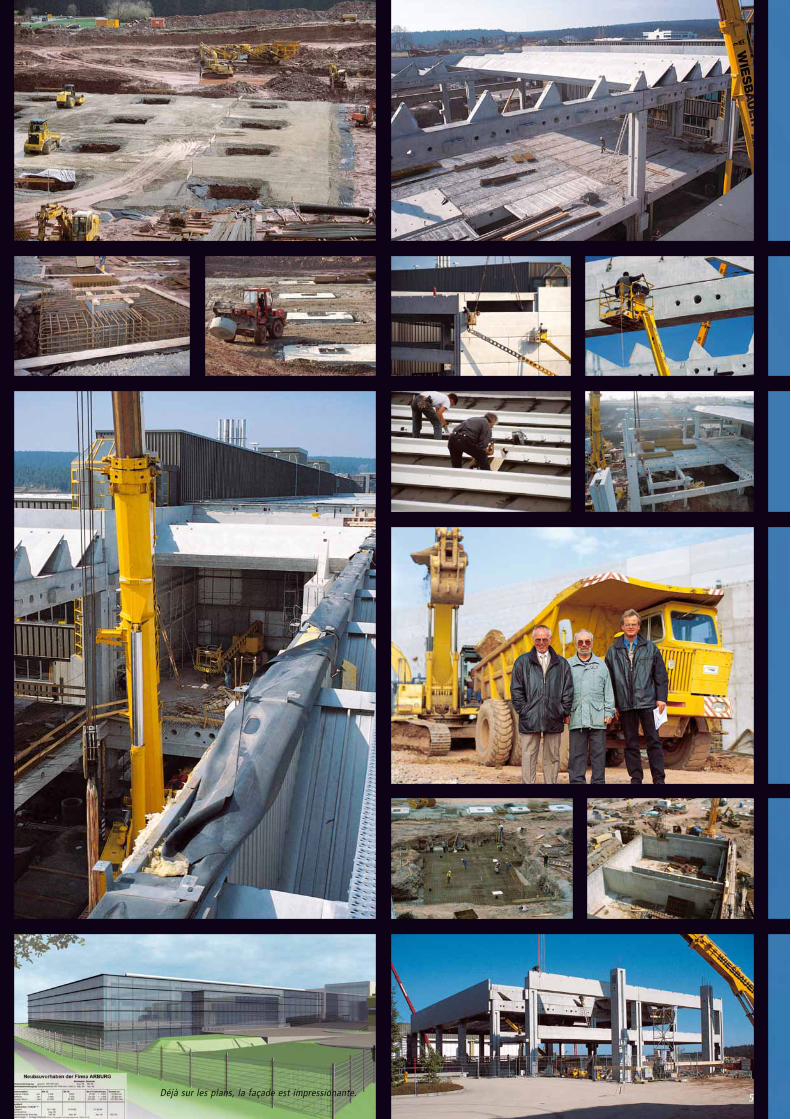
Déjà sur les plans, la façade est impressionante. 5

Manifestation A R B U R G
1.500 visiteurs de 21 paysont répondu présent auxjournées de la technologieARBURG au début du mois demai et se sont rendus àLoßburg pour découvrir surplace les dernières technolo-gies machine en matièred’injection des matièresplastiques.
Cette année, ARBURG avaitplacé cette manifestation, tradi-tionnellement organisée au prin-temps, sous le signe de la techno-logie de commande des presses àinjecter ALLROUNDER. Depuis lesalon K’98, ARBURG équipe eneffet toutes ses machines de lacommande SELOGICA qui permetégalement, grâce à son interfaceutilisateur graphique, de pro-grammer et de piloter librementl’ensemble des périphériques, telsque les séchoirs ou les manipula-teurs.
Les responsables se sont dé-clarés très satisfaits de lafréquentation et du succès de cesjournées de la technologie : denombreux visiteurs étaient venusde loin pour s’informer sur placechez ARBURG des tout derniersdéveloppements et Loßburg aréuni un public de professionnelsissus de toute l’Europe, d’Afriquedu Sud, d’Argentine, d’Indes etd’Israël.
Outre la présence tradition-nelle du public d’Europe occiden-tale, on a noté cette année uneforte progression du nombre devisiteurs en provenance des paysde l’Est.
Pas moins de 32 machines pré-sentant toute une gamme d’équi-pements, de performances et dedomaines d’applications, unevaste offre de périphériques ainsique de nombreuses conférencesaxées sur la « commandeSELOGICA » figuraient au pro-gramme particulièrement completde cette manifestation. Une expo-sition spéciale a permis aux visi-teurs de s’informer sur les avanta-ges des pièces de rechange d’ori-gine ARBURG.
Les visiteurs professionnelsont pu obtenir une informationdétaillée sur la commande
SELOGICA au cours de quatreconférences présentées par desintervenants internes et externesdans les locaux de formationARBURG.
Statistiquement parlant, cha-cun des 1500 visiteurs a profitéau moins une fois de ces possibili-tés d’information qui ont permisde traiter des questions intéres-santes et d’aborder des sujetsdirectement issus du quotidien dela production.
Toujours très appréciées, lesvisites de l’entreprise étaient éga-lement placées cette annéesous le signe de la commandeSELOGICA : ARBURG développeet fabrique de manière entière-ment autonome les composantsmatériels et logiciels de sa com-mande machine. Au cours de lavisite, le public a naturellementaussi pu constater l’avancementdu chantier de ARBURG II.
Les journées de latechnologie ARBURG :un énorme succès !
Outre les sujets principaux qu’étaient lacommande SELOGICA et la technologiedes machines, ce sont surtout les piècesde rechange d’origine et la techniquedes moules qui ont retenu l’intérêt desvisiteurs.
6

matériaux peuvent par ailleurségalement être travaillés avecl’équipement technique existantsur les machines à table rotativeALLROUNDER T.
Le polyester humide obéit àd’autres lois
La possibilité de transforma-tion des polyester est uniquementproposée en relation avec les dia-mètres de vis les plus importantsdes unités respectives, soit 30,40, 50, 60 et 70 mm, selon lataille de l’unité d’injection. Parmiles équipements supplémentairespropres à la transformation despolyester figurent un cylindreadapté avec une profondeur deplongée de buse de 100 mm etune vis avec clapet antiretour,une buse spéciale avec une pro-fondeur de plongée de 175 mm, ledispositif d’obturation INJESTERavec système de changement derécipient pour conteneurs de 25litres, d’autres appareils de régu-
lation de température ainsi quedes accessoires de raccordementpour le fonctionnement à l’eau.
Pour les conseils, le suivi et le ser-vice après-vente, le premier inter-locuteur des clients intéressés estl’ingénieur commercial concernéou le responsable commercial dusecteur.
Si nécessaire, ces derniers éta-blissent le contact nécessaireavec les spécialistes maison desthermodurscissables. Chargés detraiter toutes les questions relati-ves aux techniques d’applicationsou aux procédés, des derniers as-surent le suivi des clients depuisle stade du projet jusqu’à celui dela production des pièces.
Technologie A R B U R G
Dès à présent, le programmeARBURG propose plusieursmachines ALLROUNDER spé-cialement prévues pour latransformation des thermo-durcissables.
Selon l’équipement, les machi-nes sont tout aussi adaptées autravail des matériaux granuleuxqu’aux masses polyester humides.La technique de toutes les machi-nes est reprise de la gammeALLROUNDER C.
Les spécialistes de la transfor-mation des thermodurcissables :
Les cinq unités d’injectionpour le travail des matériaux gra-nuleux sont livrées avec des dia-mètres de vis de 20 et 25 mm(taille 100), 30 et 35 mm (250),35, 40 et 45 mm (350), 45, 50et 55 mm (675) ainsi que 55 et60 mm (1300). Les cylindres deplastification avec régulation detempérature par fluides fonction-nent avec une vis sans compres-sion sans clapet antiretour.
Une prise en compteminutieuse des propriétésde transformation
La parfaite réticulation desthermodurcissables passe par unrespect scrupuleux de la tempéra-ture et du temps. Les équipe-ments pour cylindres sont doncsoumis à des exigences particuliè-res. Il faut en effet évacuer la cha-leur de friction afin d’éviter que laréticulation ne commence dans lecylindre. A cet effet, ARBURG uti-lise au niveau des cylindres desmanchons de régulation de tem-pératures spéciaux qui garantis-sent une dissipation thermiqueoptimale.
L’utilisation de buses ouverteset très courtes permet, au termede la phase de maintien, de ré-
duire au maximum la quantité dematériau résiduel risquant de dur-cir prématurément.
De série, les machines dispo-sent entre autres d’un systèmehydraulique asservi, de mouve-ment de translation étendus etd’une commande de production.Les machines ALLROUNDER peu-vent fonctionner en mode injec-tion-compression/dégazage ou ensoufflage.
Une interface spéciale permetde piloter directement jusqu’à sixrégulateurs de température.L’équipement de série comprenddeux régulateurs. Par le biais dela commande SELOGICA, il estpossible de programmer et de pi-loter des circuits de régulation dechauffage supplémentaires (aunombre de six dans la version de
série) pour le chauffage du moule.La commande SELOGICA disposede possibilités spéciales de saisiedes temps de durcissement et deretard de dosage. Autres optionsintéressantes pour l’éjecteur hy-draulique : l’avance jusqu’à l’ar-rêt intermédiaire avec le moulefermé pour le dégagement des ca-rottes, une interface pour appa-reils de brossage ou la commandede pompe à vide. Avec le kit d’ex-tension pour la transformationdes thermodurcissables, ARBURGpropose à un tarif fixe une ma-chine spéciale offrant tous leséquipements techniques néces-saires. Basée sur la technologieALLROUNDER, celle-ci peut êtreadaptée pour la transformationde polyester humide. Ces deux
Les spécialistes desthermodurcissables
L’audit a été réalisé chezARBURG le 1er mars par leTÜV Rheinland/Berlin Bran-denburg. Bonne nouvelle :ARBURG n’a rien à craindredu bug de l’an 2000 et de soncortège de défaillances in-formatiques. Toutes les ins-tallations informatiques pas-seront sans problèmes le capde l’an 2000.
Pratiquement chaque ordina-teur chez ARBURG a été contrôlé,
voire reconfiguré, afin de garantirson parfait fonctionnement aprèsla « date fatidique ». Un défi detaille lorsque l’on songe au niveauélevé d’intégration informatiqueet de mise en réseau des donnéesdans l’entreprise. Le plus impor-tant étant de n’oublier aucunepièce de l’ensemble, si infimesoit-elle, car les petites causespeuvent parfois avoir de grandseffets.
C’est pourquoi ARBURG a ini-tié dès 1996 les premières mesu-res d’adaptation. Ces modifica-tions en sont aujourd’hui à unstade avancé et la sécurité desprincipaux processus de l’entre-prise est désormais assurée. Lesmesures restantes ont été plani-fiées et ne risquent plus d’entra-ver la bonne marche des systèmes.
ARBURG peut ainsi garantirdès à présent à ses clients uneaptitude sans restrictions au pas-sage à l’an 2000, fidèle en cela àsa tradition de fiabilité, de ponc-tualité de livraison ainsi que dequalité des produits et des servi-ces. Venant s’ajouter aux certifi-cations ISO 9001 et 14000, cetroisième « certificat de confor-mité » à l’an 2000 compte parmiles mesures les plus importantespour l’avenir.
Un audit couronnéde succès : ARBURGest à l’abri du bugde l’an 2000
7
������������ ������������������� �������������������� ��������������������� �������������������� ������������������� �������������������� ��������������������� ��������������������� ��������

R a p p o r t d ’ u t i l i s a t e u r
Les spécialistes du moulagepar injection savent où se si-tue Krauchenwies-Göggingen.Ce nom est en effet associé àcelui de la société VEMA quifabrique ses propres mouleset empreintes et produit despièces techniques en plasti-que, notamment pour l’in-dustrie automobile.
Ici, tout tourne autour des« liaisons PMMA-TPE » pour lesdiffuseurs comportant des secteursréfléchissants et des secteurstransparents.
Direction Tuttlingen, puistoujours tout droit
Fondée en 1982 par les deuxgérants Werner Veser et JosefMacho, la société VEMA s’est im-médiatement spécialisée dans lafabrication de pièces techniquesde haute qualité. Aujourd’hui,l’entreprise emploie 40 person-nes, fabrication et administrationréunies.
La relation entre ARBURG etVEMA est ce qu’il est convenud’appeler « une coopération de lon-gue durée ». Jusqu’à aujourd’hui,l’entreprise a toujours fait con-fiance à la technique des machi-nes de Loßburg.
La production est assurée par18 ALLROUNDER au total, les-quelles affichent des forces defermeture comprises entre 250 et2.200 kN. Quatre machines allantde 800 à 2.200 kN ont été con-çues pour l’injection bi-compo-sants et produisent des pièces àdeux couleurs ou deux compo-sants jusqu’à un poids injectablede 500 g/PS.
Un grand nom : VEMALa société VEMA est connue
dans le secteur de la plasturgiecomme fournisseur de piècestechniques moulées de hautequalité. Elle fabrique égalementdes inserts, des modules prêts àmonter, des pièces d’optique etde finition. Des pièces de design
telles que des touches et desécrans viennent compléter lagamme de fabrication.
Afin d’apporter aux clients unsuivi complet depuis la concep-tion jusqu’à la réalisation, VEMAdispose de son propre départe-ment de réalisation de moules,d’équipements et de prototypesen amont de la production. VEMApeut ainsi livrer des solutionscomplètes nées en collaborationavec les clients. L’entreprise estcertifiée par ISO 9002 et auditéepar des sociétées telles queRobert Bosch et Geberit GmbH.
La fabrication des moules :le point de départ de lapièce moulée
« Si l’on ne dispose pas d’unservice de fabrication de moulestravaillant de manière rapide etselon des procédés ultramodernes,il n’est plus possible de décrocherun contrat vraiment lucratif ».C’est en ces termes que l’un desdeux gérants, Josef Macho, décritla situation actuelle des produc-teurs de pièces techniques mou-lées. C’est ce qui a amené l’entre-prise à se doter d’un service defabrication de moules et d’outilla-ges équipé de machines ultramo-dernes et qui fabrique intégrale-ment les moules d’injection selonles directives du bureau d’étudesinterne. A l’aide de logicielssophistiqués de CAO en 3D/FAO,toutes les données – y compris lesprogrammes de fraisage – sonttraitées de manière centralisée.Le service de métrologie et decontrôle est intégré au sein de lafabrication des moules.
De plus, VEMA est impliquéedès le départ dans le développe-ment de composants complets. Laproportion de projets entièrementconfiés à l’entreprise atteint àl’heure actuelle environ 70 %.
Savoir-faire spécifique :fabrication de diffuseurspour voitures particulières
Cette pièce injectée est extrê-mement complexe et particulière-ment difficile à fabriquer. Définiau départ par BMW, le cahier descharges a été transmis à VEMApar Bosch, fournisseur de l’en-semble de l’unité de clignotants.
Différentes tâchesLe diffuseur en PMMA et la
zone du joint en TPE doivent êtreréalisés en une seule étape par in-jection bi-composants.
Il existe par ailleurs, dans lazone latérale du réflecteur du dif-fuseur orange, un secteur définiqui doit être translucide. Pour at-teindre ce résultat, il est néces-saire de varier la structure pris-matique.
Un éclairage optimal
Une technique de moules sophistiquée etune technologie d’injection qui compteparmi les meilleures : VEMA apporte lalumière dans l’obscurité.
8

D i s q u e s o p t i q u e s
Production de catadioptresL’insert galvanique présente
une géométrie de réflexion parti-culière. Les prismes doivent réflé-chir la lumière incidente de sortequ’elle y parvienne avec la mêmeintensité. La zone translucide quilaisse passer la lumière du cligno-tant vers l’extérieur selon uneproportion définie est réalisée
techniquement par écrêtementdes pointes des prismes.
PMMA et TPE : qu’en est-ilde la compatibilité ?
Dans la pratique, ces deux ma-tériaux de haute qualité ne peu-vent s’associer qu’à condition derespecter une répartition exactedes températures dans le moule.Il faut ajouter un composant auTPE afin qu’il puisse se lier avec lePMMA. De plus, le PMMA doitêtre refroidi à des valeurs quigarantissent une liaison optimaleavec le TPE. En cas de dépasse-ment de la plage de tolérance de± 2 °C, les pièces sont certesencore mécaniquement correctes,mais l’infime modification de lacourbure du diffuseur ne permetplus d’attendre les valeurs deréflexion prescrites.
Les pièces sont injectées surdeux ALLROUNDER 520 V 2000,sur lesquelles l’unité horizontalede taille 675 a été combinée avecune unité verticale de 350. Lesdeux machines sont équipées dela commande SELOGICA quigère également l’extraction desnoyaux, les circuits supplémentai-res de régulation de températureainsi que les manipulateurs. PourJosef Macho, l’avantage particu-lier de cette commande résidedans le fait qu’elle autorise uneplus grande flexibilité dans le dé-roulement des processus.
L’ensemble du cycle pour la fa-brication des deux diffuseurs estde l’ordre de 68 s, ce qui permetla production de 1800 à 2000 jeuxpar jour.
Contrôles multiples :priorité à la qualité
La surveillance de la qualités’effectue au pied des machinesALLROUNDER sous forme d’uncontrôle visuel assuré par lepersonnel de conduite des machi-nes. Un à deux échantillons préle-vés tous les 100 pièces sont enoutre soumis à un contrôle des-tructif visant à vérifier la qualitéde l’assemblage.
Fabrication en juste à tempsVEMA livre à Bosch les diffé-
rents types de diffuseurs à lademande. Dans la pratique, celasignifie que les diffuseurs desséries 3 et 7 ne sont pas produitsen continu. Les moules peuventêtre échangés en fonction des exi-gences. Seuls les noyaux, et nonl’ensemble du moule, doiventalors être remplacés. Ce procédé
permet le passage d’une produc-tion à l’autre en un minimum detemps.
ARBURG peut se féliciter deses excellents résultats dansun marché où priment larapidité, la fiabilité et laqualité
Il s’agit du marché des disquesoptiques (OD) pour lequelARBURG propose deux offres spé-cifiques : les machines ALLDISC etTWINDISC. Avec la machineALLDISC, une presse à injecter pourtemps de cycles courts spéciale-ment adaptée aux besoins des fa-bricants de disques optiques et laTWINDISC pour la production dedeux OD en un seul cycle d’injec-tion, ARBURG occupe une posi-tion de pointe parmi les construc-teurs de machines de ce type.
ALLDISC chez SonopressUne ALLDISC ultrarapide est
en service depuis quelques semai-nes chez Sonopress à Gütersloh.L’adoption d’une nouvelle unitéde fermeture a permis d’augmen-ter à 500 kN la force de ferme-ture. Les spécifications de qualitéde ce fabricant de CD audio et deCD-ROM étant encore plus sévè-res que les normes consignéesdans le « Red Book » de Philips etSony, la première phase de test dela presse ALLDISC a été particuliè-rement éprouvante.
Temps de cycle : 3,5 secondesA l’issue de ces premiers tests,
Sonopress se déclare très satisfaitde cette machine. Malgré les exi-gences élevées, la presse ALLDISCatteint des temps de cycle de 3,5secondes pour la production deCD audio/CD-ROM.
TWINDISC chez OMDOMD, autre producteur re-
nommé de disques optiques im-planté en Suisse, utilise déjà cinqTWINDISC 320 C qui ont été con-çues en liaison avec l’intégrateursystème Robi et optimisées envue des conditions de productionde l’entreprise. Depuis le début del’année 1999, une TWINDISCARBURG 270 S est soumise chezOMD à un test bêta qui devraitdéboucher sur le feu vert définitifpour la commercialisation decette machine.
Les avantages des TWINDISCHans Kruesi, gérant de la so-
ciété OMD Productions AG, défi-nit comme suit les atouts duprocédé Twin Cavity Mouldingemployé pour la production dedisques optiques : « La fabricationde deux OD en une seule passeprésente des avantages évidentsen termes de temps et de coûts,lesquels ne sont toutefois réelle-ment exploitables qu’en liaisonavec une technique machineadaptée de manière optimale auxconditions de production ».
Et celui-ci d’ajouter : « Dansce contexte, les machinesALLROUNDER avec leur techniqueéconomique et robuste, et surtoutla commande SELOGICA avec sespossibilités de programmationet d’intervention personnaliséesauxquelles s’ajoutent de nombreu-ses fonctions d’assurance-qualité,constituent une excellente basepour des processus rapides et unniveau de qualité conforme auxexigences OMD ».
Qualité et efficacitéau service du client
9

Service après-vente A R B U R G
res plus ciblées en termes de dé-lais et de quantités. Les membresdu service après-vente serontdavantage à l’écoute des clientset de leurs souhaits. Cette com-munication plus étroite permettrade recueillir de précieuses infor-
Plus proche du client
Poin
tes
de v
is
Accouplements
Vis
Clapets antiretour
optimal des forfaits de mainte-nance personnalisés pour les fu-tures interventions nécessairessur ses ALLROUNDER et le con-seille en outre sur d’autres piècesde rechange et accessoires qu’ilserait judicieux de tenir en stock.Autrement dit : ce n’est plus seu-lement au moment où il en a be-soin que le client doit se soucierdes composants correspondantspour les travaux de maintenancesur sa machine ALLROUNDER. Leservice des pièces détachéesARBURG se charge de ce travail àsa place en le conseillant demanière active et en lui apportantson assistance. De plus, le clientreçoit tous les renseignementsutiles sur le programme de piècesde rechange et d’accessoires deARBURG.
Par cette initiative, ARBURGvise à se rapprocher au plus prèsdes besoins des clients. L’objectifnuméro un est d’améliorer encorela qualité et l’interactivité lors dusuivi des clients.
Citons parmi les mesuresconcrètes de cette démarche lesensembles de pièces de rechangepersonnalisés, spécialement adap-tés aux machines ALLROUNDERdont disposent les clients. L’ob-servation détaillée du marchésous l’angle des pièces derechange apportera un surcroît deflexibilité et autorisera des mesu-
mations, non seulement sur lecomportement des clients, maisaussi sur l’évolution actuelle dumarché. Il sera ainsi possibled’appréhender très rapidementles tendances et l’équipe deservice après-vente pourra ainsiréagir en conséquence dans lesmeilleurs délais. Résultat : unsuivi encore plus étroit peut êtreoffert au client.
Grâce au système de « Gestionactive des pièces de rechange »,ARBURG entend accroître la satis-faction de ses clients, et par làmême améliorer son image demarque et la fidélisation de laclientèle. Le premier maillon de cesystème AEM modulaire doit êtreintégré dès le milieu de l’annéeau sein du département de serviceaprès-vente. D’autres modulessuivront ensuite au cours del’année. Le service après-venteARBURG, qui a été optimisé parune offre encore plus personnali-sée, peut donc attendre le troi-sième millénaire de pied ferme.
Lorsque l’on est l’un des pre-miers fournisseurs de pres-ses à injecter, il est agréabled’apprendre que les clientsjugent excellent le serviceaprès-vente de l’entreprisedans le monde entier.
Des réponses rapides auxquestions épineuses, le respectdes délais de livraison, notam-ment pour les pièces de rechange,de vastes offres de formations etun suivi complet de la conceptionjusqu’à la mise en service – telssont les atouts que vous offreARBURG lorsque vous pré-voyez d’acquérir une nouvelleALLROUNDER en cas de problè-mes avec le parc de machinesdéjà existant. Face à la concur-rence, pas question toutefois dese reposer sur ses lauriers. Capa-bles de perfectionner sans cesse,par de nouvelles idées, ce qui estdéjà excellent, les Souabes fontpreuve de beaucoup de talentdans ce domaine.
La toute dernière idée s’ap-pelle « AEM » (pour « Gestion ac-tive des pièces de rechange »).Derrière cette simple abréviationse cache toutefois une politiqueambitieuse. Imaginons un scéna-rio simple : le client commandecomme d’habitude des pièces derechange pour sa machineALLROUNDER. Il se met en rela-tion avec le service des pièces derechange ARBURG qui lui donneles informations voulues sur ledélai de livraison et le prix despièces de rechange. Dans lemême temps, la personne chargéedu dossier lui propose à un tarif
10

Technologie A R B U R G
Dipl
.-Ing
. Pet
er M
echl
er
Electrique ou hydraulique, quelest le meilleur entraînement pourles presses à injecter ? La réponseest apportée par la combinaisondes deux modes d’entraînement,c’est-à-dire, par la techniquehybride. Le processus le plusénergivore lors de l’injection estle dosage. Le fait de désolidarisercette opération de l’entraînementhydraulique de la machine et del’exécuter de manière électriquese traduit pour l’utilisateur par denombreux avantages directementperceptibles en termes de renta-bilité.
Augmentez votre productivité !Avec son entraînement élec-
trique, l’axe de dosage fonc-tionne de manière totalementindépendante de l’installation hy-draulique de la presse à injecter.De ce fait, le dosage peut se pour-suivre dès la fin de la phase demaintien, parallèlement à d’autresmouvements de la machine, etjusqu’au début de l’injectionsuivante. Il en résulte une énormeaugmentation de productivitégrâce à une réduction du tempsde cycle d’une seconde environpour tous les cycles d’injectiondépendants du temps de dosage.
Economisez l’énergie !Dans un cycle d’injection,
environ 40 à 60 % de l’ensemblede la consommation énergétiqueest imputable au dosage. L’utili-sation d’un entraînement de do-sage électromécanique en rem-placement de l’énergie hydrauli-que permet d’économiser jusqu’à20 % d’énergie sur l’ensemble ducycle.
Ménagez le matériau lors de sapréparation !
La simultanéité des mouve-ments permet de travailler avecune vitesse de rotation de la vismoins élevée. La préparation dela quantité de matière nécessairepeut ainsi s’effectuer avec untemps de plastification plus long,sans qu’il soit nécessaire de mo-difier le temps de cycle. A débitmatière constant, ceci permetdonc de réduire le cisaillement dela matière plastique.
Réduisez vos temps de cycle !La réduction des sollicita-
tions lors de la préparationpermet une meilleure homogé-néité de la matière fondue et doncun abaissement de la températurede la masse. Ceci entraîne uneréduction du temps de refroidisse-ment et donc du temps de cycle.
Augmentez votre débit matière !Etant donné que la majeure
partie de l’énergie employée estconsommée lors du dosage, il estpossible de ménager dans unelarge mesure le moteur principalde la machine. Celui-ci autoriseainsi des débits matière plus éle-vés sans qu’il soit nécessaire de lesurdimensionner.
Les caractéristiques de perfor-mances et de couple applicablesau cas du dosage électromécani-que sont les mêmes que pour lesentraînements hydrauliques.
Le dosage électromécaniqueest possible en liaison avec lesunités d’injection de taille 350,675 et 1300. Il est proposé en op-tion sur toutes nos machines desgammes S et C.
Le dosage électromécanique :augmentation de la productivité etéconomies d’énergie
1
3
4
2
5
Il y avait déjà de grandes etde très grandes tailles, dé-sormais il y a aussi la taille1300 : la plus grande unitéd’injection actuellement dis-ponible chez ARBURG.
« Taille EUROMAP 1300 » – ceterme n’est guère explicite quantaux performances qu’il implique.Dans la pratique, cette unité per-met en effet d’atteindre un poidsinjectable de 759 g pour le polys-tyrène. Autrement dit, une taillevraiment « Xtra-Xtra-Large ».
Une taille pour les grandesLa nouvelle unité d’injection
se monte sur la grandeALLROUNDER 570 C affichant uneforce de fermeture de 2.200 kN.Trois vis différentes avec des dia-mètres de 55, 60 et 70 mm sontdisponibles. Lors de la conceptionde ces trois tailles de vis, une at-tention toute particulière a étéapportée aux exigences élevéesen matière de performances deplastification. En option, ARBURG
Unité d’injectionen taille XXL
propose pour son unité 1300 unentraînement de dosage électro-mécanique indépendant de l’hy-draulique de la machine et entiè-rement intégrable dans l’unitéd’injection. Ainsi, le dosage peuts’effectuer en même temps qued’autres mouvements de la ma-chine, ce qui se traduit non seule-ment par une réduction des tempsde cycles mais aussi par une aug-mentation de la productivité, deséconomies d’énergie jusqu’à 20 %et une préparation tout en dou-ceur du matériau. La possibilitéde basculer latéralement l’ensem-ble de l’unité facilite le travail encas de changement de matière, debuse, de vis ou de cylindre. L’in-jection s’effectue de série par lebiais d’un circuit de régulationfermé. La régulation de positionou la régulation du processusd’injection sont proposés en op-tion. Le chauffage des cylindresest auto-adaptatif et se pro-gramme par la SELOGICA. Desmodules de cylindres spéciauxpour la transformation des ther-modurcissables ou des LSR ainsique pour l’injection de poudressont disponibles en tant qu’équi-pements spéciaux.
Pleins feux surles SmartcardsDébut 1999, ARBURG a repristoutes les activités com-merciales relatives à laSMARTLINER 800.
Depuis lors, l’interlocuteur di-rect est M. Eric de Bruijn, bienconnu des professionnels de labranche. En tant que Sales Mana-ger, il se tient à la disposition desclients Smartcards et de toutes lespersonnes intéressées.
Un suivi optimalLa vaste couverture géogra-
phique du réseau de vente et deservice après-vente d’ARBURGgarantit une assistance optimalesur le marché mondial de laSmartcard. Présentée lors dessalons « K’98 » de Düsseldorf et« CarteS ’98 » de Paris, laSMARTLINER 800 et ses nouvellesdimensions de production ontégalement fait sensation lors dusalon CTST ’99 de Chicago.
Ce système compact permet defabriquer au minimum 800 cartespar heure – avec ou sans empla-
cement pour la puce. La simplicitéet la rapidité de changement desmoules ne sont que deux desnombreux avantages du système.
Les avantages liés à lacommande SELOGICA
L’interface de commandeSELOGICA et le système de mou-les modulaire confèrent à laproduction un maximum de flexi-bilité, pour un niveau de rentabi-lité totalement inédit.
11

R a p p o r t d ’ u t i l i s a t e u r
c’est le cas aujourd’hui, il est im-pératif d’investir. Cinq bâtimentsd’une surface de 155.000 m² abri-tant la production et l’administra-tion se dressent à West Drayton,non loin de l’aéroport londoniend’Heathrow. Des sommes impor-tantes ont été engagées au niveaudes sites de production et dessuccursales aux Etats-Unis, enFrance, en Allemagne, en Italie,en Espagne et en NouvelleZélande, mais aussi au niveau dela construction des moules ainsique des activités de recherche etdéveloppement. Ce secteur em-ploie à lui seul plus de 70 person-nes chargées de la gestion desnouveaux développements, de laconception et de l’agencementdes moules ou de la maintenanceet de la réparation des moulesd’injection et de coulée.
La devise est toujours la même :réduire les temps de fabrication etde maintenance pour tous lesmoules. Le délai maximal entre laconception et la réalisation demoules d’injection est inférieur àdeux semaines. Tim Guest, le di-recteur en charge du secteur de laconstruction de moules et desprestations d’ingénierie, énonceles choses avec clarté : « il fautavoir de bons concepteurs et debonnes machines pour construirede bons moules. Et de bons mou-les pour fabriquer de bons pro-duits ! ».
Une approche innovante auservice du progrès
La réussite actuelle doit garan-tir les innovations de demain.C’est pourquoi la société JohnGuest Ltd. n’est pas seulement unsite de production, mais aussi une« usine à idées ». Ainsi, au cours
Parce que chaquedétail compteLa clé du succès résidedans la mise en placede liaisons optimales.Nous n’avons pas l’in-tention de vous parlerici de télécommunica-tions, mais de la so-ciété John Guest Ltd.
C’est à West Draytondans le Middlesex anglaisque se trouve la maisonmère du principal fabri-cant mondial de raccordsenfichables pour condui-tes de pression, la sociétéJohn Guest Ltd.
La qualité des liaisons JohnGuest est un véritable moteur deprogrès. Depuis plus de 30 ans,l’entreprise familiale a recours àla technique des machinesALLROUNDER.
La remarquable carrière deJohn Guest a démarré dans lesannées 60 avec la fabrication demoules et de pièces injectées enmétal. La situation évolua ensuiterapidement lorsque Guest entamala réalisation de son projetd’un accouplement métalliqueenfichable pour servir de liaisonentre des conduites de pression.Les années 70 virent le passage àla production d’un raccord entiè-rement en plastique. Le raccordpour conduites de pression « Su-per Speedfit » fut le premier pro-duit de l’entreprise sur le marchéinternational.
En 1989, la production s’élevaitdéjà à 24 millions d’unités, unchiffre qui, dix ans plus tard, at-teignait 60 millions. La gammeJohn Guest Ltd. comprendaujourd’hui plus de 3000 raccordsde différents types et de différen-tes tailles.
La clientèle provient essentiel-lement de l’industrie automobile,du secteur de l’installation deconduites et de la constructionmécanique. Les effectifs des deuxsites de production à West Dray-ton se montent à plus de 500 per-sonnes. En 1996, les exportations
contrat pour la livraison de rac-cords pour ses nouveaux distribu-teurs de boissons. Le respect decritères de qualité extrêmementsévères au niveau de la fabrica-tion a joué un rôle déterminant
pour la conclusion decet accord.
En 1984, la sociétése voit attribuer par laFord Motor Company lapremière d’une longuesérie de distinctionspour le montage de sesnouveaux raccords pourconduites d’essence enplastique. En 1985, lesraccords en plastiquereçoivent le « HornersAward » de la BritishPlastics Federation ré-compensant la mise en
œuvre innovante et axée sur lapratique des matières plastiques.L’entreprise se voit décerner leBritish Design Award en 1987 etles homologations qualité les plusimportantes en 1988 : intégrée àla liste des fournisseurs Fordselon Q101, elle obtient égale-ment une certification sur la basedu British Standard BS 5750, par-ties 1 et 2, ce qui correspond auxnormes ISO 9001 et 9002. Volvo,British Telecom, Peugeot, l’indus-trie allemande des boissons, legroupe Fiat ou British Gas : laliste des clients et des contrôleursde la société John Guest Ltd. esten quelque sorte le « Who’s who »de l’économie internationale.
Des investissement pourl’avenir
Afin que les produits de JohnGuest continuent encore dans 5ou 10 ans à recueillir les suffragesdes grandes entreprises comme
de l’entreprise John Guest Ltd at-teignaient déjà plus de 60 % de laproduction totale. La tendances’avère ici encore nettement à lahausse.
Investissement et qualité :deux facteurs de succès
Une devise qui résume parfai-tement l’évolution de la sociétéJohn Guest Ltd. La politique d’in-vestissement ne saurait toutefoisse limiter au financement de nou-veaux ateliers de production et denouvelles machines : elle passeaussi et surtout par le recrutementde collaborateurs professionnels.
La qualité est un sujet quioccupe une place majeure dans lecadre de la production de l’entre-prise. En 1986, John Guest Ltd. acommencé à mettre en place unesurveillance à grande échelle dela qualité par le biais d’unsystème de contrôle statistique duprocessus. Une mesure qui netardera pas à porter ses fruits,puisqu’un an plus tard, PepsiCola, le géant du soda, signe un
12

F o r m a t i o n A R B U R G
Un nouveaudépart
d’instruction sur différents typesde machines, puis à partir du 1eraoût 1979, date à laquelle lesactivités de formation furent dé-solidarisées du département destechniques d’applications, en tantque directeur de la formationclient ARBURG. Et puisque l’onparle de techniques d’applica-tions, rappelons que, de par sonactivité, Franz Beitl fut longtempsl’interlocuteur idéal pour réglerles problèmes sur les presses à in-jecter, ayant toujours un conseil,une astuce ou une solution judi-cieuse à proposer.
Difficile d’égaler un tel prédé-cesseur. Joachim Burkhardt en estparfaitement conscient, mais ilaborde cette mission avec beau-coup d’enthousiasme et sa forma-tion en fait le successeur idéal deFranz Beitl. Avec une qualifica-tion initiale de mouliste, il intègreARBURG en 1989 et suit pendant21 mois une formation intensivede technicien d’applications, puisen 1990 et 1991 une formationcontinue d’agent de maîtrise dansle domaine des matières plasti-ques et des caoutchoucs.
Après avoir été formateurtechnique dans le secteur destechniques d’application, puischargé de l’enseignement des ap-prentis du département de fabri-cation des moules pour l’injectiondes matières plastiques, il estdepuis le 1er mai le nouveaudirecteur en titre de la formationdes clients. Son souhait : mainte-nir à un niveau élevé la stratégied’information qu’avait instauréeson prédécesseur et approfondiren l’étendant l’offre en matière de
formations. Dans ce domaineaussi, la continuité est donc assu-rée chez ARBURG, et les clientspourront bénéficier de ces avan-tages pendant longtemps encore.
Pendant de nombreuses an-nées, Franz Beitl a occupé la fonc-tion de directeur du départementde formation des clients chezARBURG. Le 30 avril dernier, il amis le cap sur une retraite bienméritée, au terme de pratique-
ment 35 ans de présence dansl’entreprise. Ceux qui le connais-sent bien savent que pour lui, lavie va vraiment commencer et qu’ila déjà une idée très précise de« l’après ARBURG ». En effet, il adécidé de reprendre le large, maissur son propre yacht cette fois,lequel est déjà amarré sur le lacde Garde dans le nord de l’Italie.
Franz Beitl faisait pratique-ment partie des meubles chezARBURG. Né il y a 60 ans au Piréeen Grèce, il a toujours voulu fairebouger les choses et a su, à l’oc-casion, donner dela voix et exprimerson mécontentementsans détours lorsqu’ilétait d’avis que cer-taines choses auraientdû se passer autre-ment chez ARBURG.
Employé chezARBURG depuis 1964,Franz Beitl s’est oc-cupé dès le départ dela mise en place et du développe-ment du vaste secteur « Forma-tion » au sein du département deservices de l’entreprise. Toutd’abord en tant que responsable
Le parc de machines de l’en-treprise comprend des modèles270 H et D ainsi que desALLROUNDER 500 kN des types320 D et 270 M 350-90 et 320 M500-210, auxquels s’ajoute unemachine 1000 kN de type 420 M.Même la plus ancienne des ma-chines fonctionne aujourd’hui en-core 24 heures sur 24.
La toute dernière générationde machines est actuellement re-
présentée dansles usines JohnGuest par dix
ALLROUNDER 270 S 350-150. Leparc est complété par uneALLROUNDER 350-700-210/210pour l’injection bicolore/bi-com-posants, affectée au service déve-loppement de l’entreprise.
La société John Guest Ltd. estl’une des plus grosses entreprisesmondiales dont l’expansion s’esteffectuée parallèlement à celled’ARBURG. Un parcours qui illus-tre à merveille les avantages ré-sultant d’une coopération durableentre deux entreprises actives etinnovantes.
John Guest explique de ma-nière très pragmatique les raisonsl’ayant incité à porter son choixsur la génération de machines S :« La ALLROUNDER S se distingueavant tout par sa flexibilité dueaux performances de la com-mande SELOGICA. Autre facteurdécisif : sa compacité. L’encom-brement au sol de cette machineest relativement réduit, ce quiconstitue un critère de plus enplus déterminant dans l’environ-nement de production actuel.Pour finir un motif purement sub-jectif fut à l’origine de notrechoix : les nouveaux coloris de lamachine s’intégraient à merveillebien dans la salle blanche !»
13
des dernières années, de plus enplus de presses à injecterALLROUNDER ont été modifiéespour passer de l’injection conven-tionnelle à l’injection sans carottepar le biais de systèmes decanaux chauds.
L’introduction de cette techni-que a permis une réduction jus-qu’à 75 % des coûts de fabrica-tion, une nette diminution de laquantité de matière nécessaire
ainsi que la suppression d’unedeuxième étape d’usinage enaval, avant le montage des com-posants.
L’achat de pressesALLROUNDER avec des forces defermetures supérieures ou égalesà 1000 kN a permis la fabricationde pièces en plastiques plus gros-ses afin de mieux satisfaire auximpératifs des secteurs industrielsde l’eau, de la brasserie et del’hydraulique. Sans oublier la pro-duction de composants assembléspour le secteur du bricolage.Autant de vastes domaines quipermettront la poursuite d’uneétroite collaboration pendant desannées encore.
La continuité, base de laréussite
Depuis ses débuts, John Guestet son équipe entretiennent desrelations étroites et presque ami-cales avec la succursale ARBURGde Warwick en Grande-Bretagne.
Le résultat : avec actuellement 82presses ALLROUNDER, la sociétéJohn Guest Ltd. compte parmi lesprincipaux clients d’ARBURGdans les îles britanniques.

Logistique A R B U R G
tiquement 24 heures sur 24. L’ob-jectif : toutes les marchandisesdoivent être transportées avec unmaximum de rapidité et de préci-sion, depuis l’endroit où ellessont livrées jusqu’au site où ellesseront utilisées.
Le système de gestion du trans-port (TLS) mis en place dans l’en-semble de l’entreprise depuis lepremier semestre de cette années’articule actuellement autour dedeux premiers composants : la« coordination des chariots éléva-teurs » et le « service des colis ».D’autres étapes suivront.
Le TLS englobe tous lesmoyens de transport
Le système de gestion dutransport à l’échelle d’ARBURGdevra coordonner et organiser demanière centralisée le déroule-ment de tous les transports ausein de l’entreprise. Ce systèmeintègre tous les moyens de trans-port disponibles. Tous les dépla-cements de marchandises parchariots élévateurs, installationsPower & Free, système pneumati-que pour charges lourdes ainsique tous les transports réalisés aumoyen d’installations décentrali-sées seront à terme gérés par leTLS. Ce système englobe actuelle-ment les chariots élévateurs et leservice des colis ainsi que les acti-vités de gestion et d’affectationde tous les poids lourds sur le site
de l’usine et sera étendu, cetteannée encore, aux systèmes detransport Power & Free.
Helmut Stumpp, responsabledu système de gestion du trans-port résume ainsi les objectifs ques’est fixé ARBURG en instaurantle système TLS : « Outre la réduc-tion des coûts et de la durée dutransport, il s’agissait surtout delimiter les temps de recherche surles lieux de destination. Naturel-lement, l’augmentation de lafiabilité du transport était aussiun aspect important. »
Lorsqu’une entreprise disposed’un tel système de logistiquebasé sur la gestion des données,elle souhaite naturellement aussipouvoir disposer d’un suivi desmarchandises en cours de trans-port ou déjà livrées. Le dispositifpermet là encore une parfaitetransparence. Il pourra en outreêtre ultérieurement étendu à defutures fonctions de gestion duflux matière et autorise égale-ment le démarrage automatiquedes transports. Un système« ouvert » doit aussi permettre àpratiquement chaque membre dupersonnel d’initier des transportsspéciaux.
Pour définir un tel ordre detransport, il suffit de saisir lesdonnées nécessaires sur l’un desterminaux BDE répartis dans l’en-treprise. Les coordonnées de dé-part et de destination apparais-sent sur des étiquettes. Le borde-reau de transport est ensuite im-primé sur une imprimante laserinstallée sur place, puis joint àl’envoi. Le TLS permet de définiret d’enregistrer dans le systèmedes ordres de transport récurrentsqui seront alors automatiquementdéclenchés.
Le TLS doit en outre offrir la possi-bilité de consulter la répartitiondes coûts selon le principe del’origine des demandes de trans-port, afin de garantir une plusgrande transparence des trans-ports internes sur le plan finan-cier.
Le système TLS est entière-ment intégré dans les autres sec-teurs de gestion informatiqued’ARBURG, notamment en ce quiconcerne la communication avecle calculateur hôte, le calculateur
Il y a des jours où la récep-tion des marchandises chezARBURG ressemble à une ru-che : une fois livrées, lesmarchandises sont débal-lées, commissionnées et pré-parées, enregistrées dans lesystème informatique, puiscontrôlées sous l’angle duréférencement et de la quali-té. Que se passe-t-il ensuite ?
Pas question de s’interrompre,sous peine de bloquer l’ensembledu système. ARBURG réceptionneen effet entre 8.500 et 9.500 arti-cles par mois, sans compter leslivraisons imprévues et les com-mandes de pièces de rechanges àl’unité.
Dans ce contexte, la logistiqueinterne est une tâche de grandeampleur qui doit être assurée pra-
de la gestion des stocks et lesdifférents systèmes d’automatisa-tion.
L’ordre de transport, pointde départ du processus
Tout transport est une succes-sion « d’événements ». Les évé-nements sont p. ex. constitués pardes ordres tels que : « Terminerune opération de travail » ou« Chercher une palette commis-sionnée ». Une fois que l’ordre aété donné par le biais d’un termi-nal BDE, du TLS ou du calculateurhôte, le système TLS commence àtravailler. Deux exemples typi-ques permettront de mieux com-prendre le déroulement du travail: dans le cadre de la fabrication,l’ordre « Terminer une opérationde travail » déclenche automati-quement un ordre de transport re-latif à un ordre de fabrication.Une ou plusieurs palettes doiventêtre transportées d’un point àl’autre. Dans la zone de stockage,un ordre de transport avec indica-tion de la source et de la destina-tion est généré pour chaque pa-lette commissionnée. Il est possi-ble de regrouper plusieurs ordressur une même palette, de combi-ner plusieurs palettes en un seulordre de transport ou d’établir unordre de transport pour chaquetransport interne (THM).
Un site de manutentionà l’activité débordante
14

I n j e c t i o n d e p o u d r e s
La nouvelle idée d’ARBURGest née lors de la visite d’unsalon professionnel de lacéramique à Rimini (Italie)en observant le travail d’unexposant qui s’évertuait àfabriquer des bagues enpetites séries en les fraisantà partir d’oxyde de zirco-nium massif avec des outilsdiamantés.
Les spécialistes de l’injectionde poudres chez ARBURG se sontdit qu’il devait certainement exis-ter une méthode plus facile etdonc plus économique de fabri-quer ces bagues. Le résultat deleurs réflexions vient d’être pré-senté sous forme d’une série pi-lote au sein du laboratoire interned’injection de poudres : des ba-gues en métal et en céramiqueconçues sur des presses à injecterARBURG.
La série pilote d’ARBURG a étéréalisée à partir d’oxyde de zirco-nium de différentes couleurs. Ona utilisé un moule à simple cavitépour une bague. Le processus defabrication en soi n’a rien despectaculaire. Le matériau mis enforme est injecté dans le moule,puis démoulé, et subit ensuite lepremier traitement thermique envue du déliantage, c’est-à-direl’élimination du liant plastiqueprésent dans le matériau. L’opé-ration suivante de frittage confèreà la pièce moulée sa forme et sarésistance définitives. La fabrica-tion des bagues a été complétéepar une autre étape de traitementdestinée à donner aux bagues unpoli brillant afin de satisfaire auxexigences esthétiques des ache-teurs.
A en croire Hartmut Walcherqui dirige, en collaboration avecUwe Haupt, le département d’in-jection de poudres céramiqueschez ARBURG, « le principal avan-tage de l’injection de poudres iciest de permettre une productionde série de qualité constante et àun prix plus intéressant. En effet,la fabrication d’une ébauche encéramique ou en feedstock métal-
lique ne dure que 30 secondes en-viron. » De l’avis des experts, ceprocédé permet en outre de tablersur une économie de matière de50 %, ce qui représente un gainconsidérable lorsque l’on saitqu’un kilogramme de poudred’oxyde de zirconium coûte envi-ron 200 marks.
Il est ainsi possible de produireen grande série des bijoux raffi-nés de qualité irréprochable aumoyen de moules à cavités multi-ples et des presses à injecter per-formantes. La série pilote de ba-gues a été fabriquée sur uneALLROUNDER C équipée d’uncylindre spécial et d’une vis de15 mm à haute résistance àl’usure avec asservissement deposition. Le volume de matière de2,8 cm³ a été injecté dans unmoule à régulation de tempéra-ture par fluides.
Dans le domaine de la fabrica-tion de bijoux, la production debagues par injection de poudresn’est qu’une des nombreuses ap-plications de ce procédé. Il estégalement possible de réaliserdes formes et des surfaces au de-sign très marqué ou de combinerdifférentes couleurs par injectionbicolore. Un autre aspect qui de-vrait séduire les fabricants de bi-joux est la rapidité de fabricationde pièces injectées en grandesséries. En mode batch, le tempsde séjour des bagues s’élevait àenviron une semaine, avec la pos-sibilité de commercialiser directe-ment le produit au terme del’étape de finition de surface.Déroulement des transports
Chaque transport interne en-traîne un ou plusieurs ordres detransports accompagnés de bor-dereaux qui sont ensuite transmisaux moyens de transport corres-pondants. L’ensemble de la zonede transport est subdivisée en dif-férents secteurs distincts. Ainsi,toutes les coordonnées de dépla-cement p. ex. celles des chariotsélévateurs ainsi que, à terme, cel-les des convoyeurs Power & Freesont affectées à une zone donnée.La zone de démarrage du trans-port est déterminante pour l’af-
fectation des chariots élévateurs,et l’utilisation de tel ou tel chariotélévateur dans une zone spécifi-que est également gérée par lesdonnées de départ.
Tous les chariots élévateurssont affectés de manière dynami-que aux différentes zones de l’en-treprise. Autrement dit, le caséchéant, il est possible de lesfaire intervenir partout dans l’en-treprise. Les différents chariots demanutention reçoivent ensuite unnouvel ordre par radio. Cet ordren’est transmis que lorsque le pré-cédent a été exécuté et que lechariot a signalé sa « disponibi-lité ».
Le flux matièrePour les secteurs de la fabrica-
tion, de la réception, du montageet du commissionnement, des dia-grammes du flux matière indi-quant les cheminements de trans-port exacts entre les différenteszones sont mémorisés dans le sys-tème TLS. Ce dernier dispose éga-lement de la liste des moyens detransport disponibles entre ceszones ainsi que de la liste des exi-gences spéciales à respecter. Letraitement des ordres est optimisésous l’angle de la distance et dutemps. Le système est en mesurede choisir un itinéraire de re-change et de définir automatique-ment des priorités de transport encas de dépassement du temps im-parti.
Avec l’installation de ce systèmede transport centralisé, ARBURGvient de franchir une étape impor-tante vers une gestion logistiqueinterne efficace, rapide et écono-mique.
Le système TLS gère de ma-nière centralisée les mouvementsdes matières et des marchandisesde tous les secteurs d’administra-tion et de production et permet unsuivi continu jusqu’à l’expéditiondes machines. Selon HelmutStumpp, « il s’agit d’exécutertous les mouvements de transportinternes avec un maximum d’effi-cacité, afin de raccourcir lestemps de séjour des machines etd’utilisant de manière optimalel’ensemble des capacités de tra-vail. »
L’individualitéde série
15

vous également en mesure d’assis-ter les clients sur ces machines ?
Nous devons naturellement con-naître la technique des machinesemployées sur le terrain par nosclients. Là, on ne trouve pas que desALLROUNDER S et C. Nos locaux deformation abritent les machines lesplus courantes de ces 20 dernièresannées. Autrement dit : lorsqu’il fautassurer la maintenance d’uneHYDRONICA ou d’une 305 ECO chezl’un de mes clients, la fiabilité duservice après-vente est garantie dela même façon que s’il s’agissaitd’une « S ».
Il est certainement impossible d’as-surer tout seul une tâche aussivaste. Qui vous assiste lorsquevous êtes « bloqué » ?.
Je peux tout d’abord consulter ladocumentation écrite détaillée quiexiste pour chaque type de machineARBURG. Si cela ne suffit pas, jem’adresse alors aux collègues duservice technique clientèle afin dedéterminer en liaison avec euxquelle pourrait être la cause de lapanne. Cette méthodologie permetde cerner et de résoudre pratique-ment tous les problèmes.
Nous vous souhaitons naturelle-ment beaucoup de réussite dans lecadre de votre nouvelle activité etespérons que vous ne serez pasconfronté à des casse-tête insolu-bles. Comment se présente concrè-tement la suite des opérations ?
Je vais tout d’abord jouer un rôlede « copilote », c’est-à-dire accom-pagner un technicien de serviceaprès-vente expérimenté au cours dedifférentes visites chez les clients ettenter, avec lui, de maîtriser les tâ-ches à effectuer. Un jour ou l’autre,la dernière étape de formations’achèvera, et je devrai alors interve-nir sous ma propre responsabilitéchaque fois que les clients aurontbesoin de mes services.Se
rvice
Service après-vente A R B U R G
1616
Un concentré desavoir-faireLors de la vente, les presta-tions de service jouentaujourd’hui un rôle au moinsaussi important que la tech-nique proprement dite desmachines. C’est pourquoiARBURG consacre beaucoupde temps et d’argent à formerses techniciens de serviceaprès-vente. Ils doivent eneffet être en mesure d’aiderles clients sur le terrain à ré-soudre les différents problè-mes qui se posent au quoti-dien dans le domaine de l’in-jection. De plus, ils doiventnon seulement connaître par-faitement le fonctionnementdes dernières ALLROUNDER,mais aussi les modèles desannées 60, 70 et 80 qui sontencore et toujours en servicedans de nombreuses entre-prises d’injection.
La création d’un départementautonome, exclusivement consa-cré à la formation de techniciensnationaux et internationaux, re-monte à 1984. S’y ajoute, au ni-veau international, le départementITS (International Technical Sup-port).
93 techniciens de serviceaprès-vente formés
On compte actuellement chezARBURG 5 formateurs qui se sont
spécialisés dans les domaines desapplications, de l’hydraulique, del’électricité et de l’électronique.Une assistante gère l’ensemble dudéroulement administratif des ses-sions de formation. Au total, 93techniciens ont déjà bénéficié decette formation qui s’étale sur 15mois - une durée considérable parrapport à la moyenne VDMA quine prévoit qu’un mois et demipour la formation des jeunes dansle secteur des constructions méca-niques.
La formation du personnel pourl’Allemagne s’effectue unique-ment à l’usine mère de Loßburg.La formation initiale et continuedes techniciens intervenant dansle monde entier est assurée par unpersonnel qualifié, soit dans le ca-dre de cours groupés ou en mêmetemps que leurs collègues alle-mands, soit directement sur place.La formation est complétée pardes cours intensifs d’une duréecomprise entre une et trois semai-nes et grâce auxquels le personnelde service après-vente et de main-tenance reçoit des informationssur les produits actuels et leurtechnique.
En avril de cette année, cinqmembres du personnel ont achevéleur formation avec succès, et sixautres ont démarré une formationaxée sur le service après-vente desmachines C et S. Les candidats dis-
posent d’un centre techniqued’une surface de plus de 700 m²qui regroupe non seulement toutesles machines ALLROUNDER fabri-quées par ARBURG au cours desdernières années, mais aussi lagamme de produits actuelle, ce quileur permet de se familiariser avectous les modèles qu’ils risquent derencontrer lors des interventionsde service après-vente.
Il est déjà prévu d’étendre leslocaux de formation existants,d’une part en raison de la taillesans cesse plus importante desmachines, et d’autre part en raisonde l’augmentation du nombre departicipants aux formations.Si ARBURG poursuit ses effortsdans cette direction c’est parcequ’aujourd’hui, la décision d’achatne repose plus uniquement sur latechnique des machines, maisaussi sur la qualité et l’étendue duservice après-vente. De plus, il im-porte que les clients continuent àjuger les prestations de manièrepositive et que celles-ci puissentêtre encore améliorées.
Thorsten Große est l’un descinq techniciens de service après-vente qui ont achevé leur forma-tion le 30 avril de cette année.Déjà agent de maîtrise en électro-nique des installations de produc-tion d’énergie, il vient de passer 13mois à l’usine mère de Loßburgafin d’y acquérir de solidesconnaissances dans le domaine del’électricité, de l’électronique, dela mécanique et des techniquesd’applications et de pouvoir ainsiassister les clients ARBURG. Il ré-sume ses impressions comme suit :
Monsieur Große, envisagez-vousvotre nouvelle mission avec opti-misme au terme de ces 13 mois deformation ?
Absolument. La formation étaittellement détaillée et complète queje me sens prêt à aborder tousles domaines de la techniqueALLROUNDER. Par contre, j’ai natu-rellement un peu le trac avant mapremière mission ...
Vous parlez d’une formation com-plète : il est évident que vous con-naissez la technique des dernièresmachines ARBURG. Mais qu’en est-il des modèles plus anciens ? Etes-