al t d fanalyse et mesure de performance des flux...
TRANSCRIPT

A l t d fA l t d fAnalyse et mesure de performance Analyse et mesure de performance des flux physiquesdes flux physiquesdes flux physiquesdes flux physiques
Franck Fontanili – Centre de Génie Industriel
EMAC/IFIE_GIPSI_M2

Plan de la présentationPlan de la présentation
Points de vue et généralités Points de vue et généralités Typologies et terminologie Analyse des flux
M d l f d’ Mesure de la performance d’une implantation d’atelier
Franck Fontanili – Centre de Génie Industriel
EMAC/IFIE_GIPSI_M2 2

Points de vue et Points de vue et généralitésgénéralités
EMAC/IFIE_GIPSI_M2 3

Point de vue Processus Point de vue Processus 1/31/3
Vue « macrographique » ou « aérienne »Pas de détail pour chaque opération
Tubes vides
Tubes remplis • Pas de détail pour chaque opération• Limites du processus = ensemble de l’atelier• Modélisation par diagrammes SADT ou IDEFx…
A-0
Conditionner des comprimés
vides
Comprimés en vracBouchons
et bouchés et poids conforme
• … ou par Analyse de Déroulement Produit
DiagrammesDiagrammes IDEF0
EMAC/IFIE_GIPSI_M2 4Source : FF/EMAC

Point de vue Processus Point de vue Processus 2/32/3
Analyse de Déroulement Produit• Représentation de la séquence des actions réalisées sur le produit• Exemple :
Produit / Composant : Actions Actuellement Proposé RetenuAnalyse de déroulement Feuille / SynthèseProduit / Composant : Actions Actuellement Proposé RetenuExercice TD4 Opération 6Atelier : Transfert 5
Stockage 1Opérateurs : Encours 10
Contrôle 0Réalisé par : Distance totaleF FONTANILIRéalisé par : Distance totaleValidé par : Temps de défilt.
Transfert vers Op10 200 0
Temps
Sortie du stock MP 200 0
Description Distance Quantité
F. FONTANILI
Attente Op20
Transfert vers Op20 200 0,5
Attente Transfert
Tournage Diam 38,5 1 0,12
Attente Op10
Attente Op30
Transfert vers Op30 200 1,2
Attente transfert
Rainurer C 1 0,05
Attente Op20
EMAC/IFIE_GIPSI_M2 5
Percer diam 8,5 1 0,24
D’après la norme JIS Z8206 - Voir exercice applicatif pour plus de détails
Source : FF/EMAC
Point de vue Processus Point de vue Processus 3/33/3
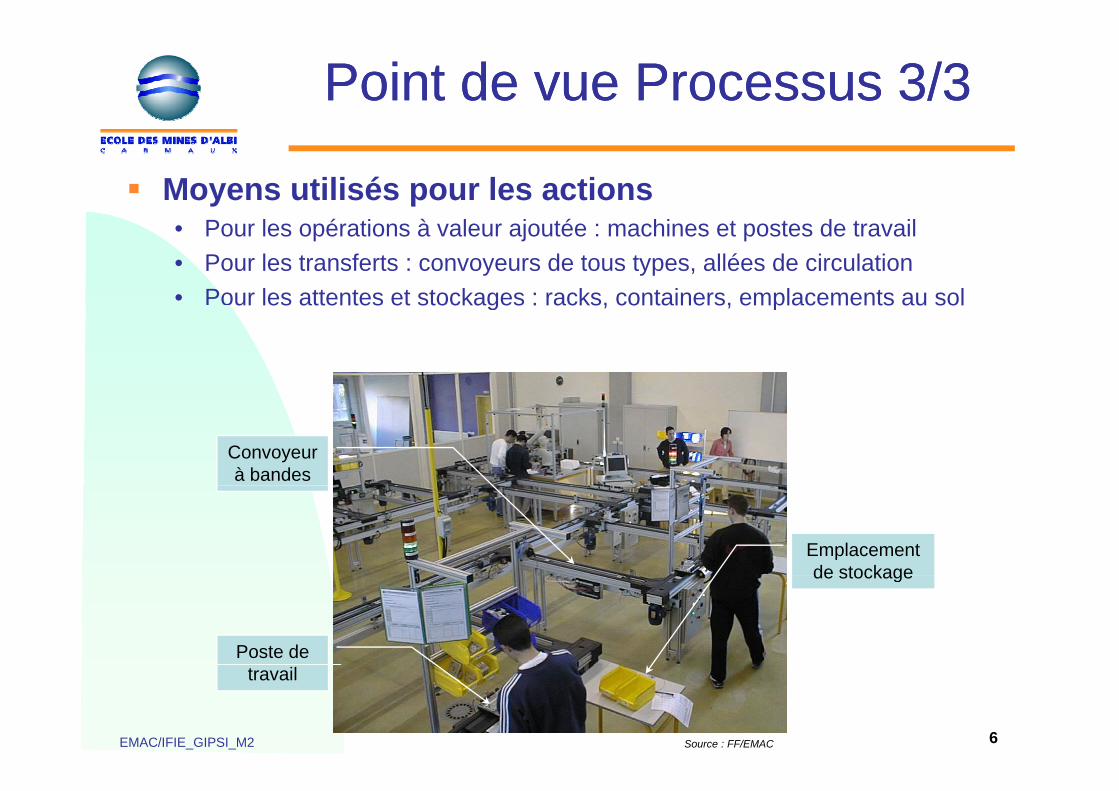
Moyens utilisés pour les actions• Pour les opérations à valeur ajoutée : machines et postes de travail• Pour les transferts : convoyeurs de tous types, allées de circulation• Pour les attentes et stockages : racks, containers, emplacements au solg , , p
Convoyeur à bandes
Emplacement de stockage
Poste de
de stockage
EMAC/IFIE_GIPSI_M2 6Source : FF/EMAC
travail

Point de vue Procédé 1/4Point de vue Procédé 1/4
Vue « micrographique »• Détail des opérations réalisées par un opérateur avec ou sans outils• Limite du procédé = poste de travail de l’opérateur• Modélisation possible par Analyse de Déroulement Opérateurp p y p
Vue macrographique
=Grand angle sur l’ensemble de
l’ liVue
l’atelier micrographique=
Zoom sur opérations p
réalisées par un opérateur
EMAC/IFIE_GIPSI_M2 7Source : FF/EMAC
Point de vue Procédé 2/4Point de vue Procédé 2/4
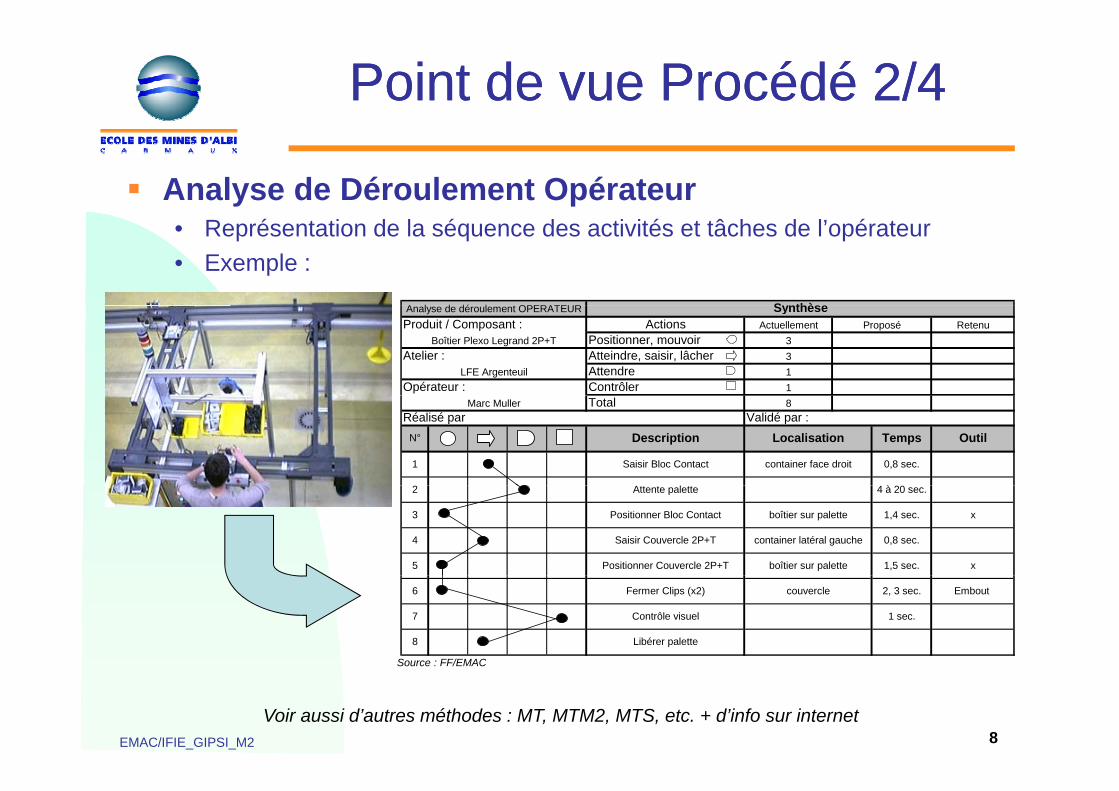
Analyse de Déroulement Opérateur• Représentation de la séquence des activités et tâches de l’opérateur• Exemple :
SynthèseA l d dé l t OPERATEURProduit / Composant : Actions Actuellement Retenu
Positionner, mouvoir 3Atelier : Atteindre, saisir, lâcher 3
Attendre 1Opérateur : Contrôler 1
Synthèse
Boîtier Plexo Legrand 2P+T
LFE Argenteuil
Analyse de déroulement OPERATEURProposé
Total 8Réalisé par Validé par :
1
N° OutilTemps
Saisir Bloc Contact 0,8 sec.
Localisation
container face droit
Description
Marc Muller
3
4
5
2
Positionner Bloc Contact
x
x
Positionner Couvercle 2P+T 1,5 sec.boîtier sur palette
Saisir Couvercle 2P+T 0,8 sec.container latéral gauche
Attente palette
1,4 sec.boîtier sur palette
4 à 20 sec.
Source : FF/EMAC
7
8
6 Embout
Libérer palette
Contrôle visuel 1 sec.
Fermer Clips (x2) 2, 3 sec.couvercle
EMAC/IFIE_GIPSI_M2 8Voir aussi d’autres méthodes : MT, MTM2, MTS, etc. + d’info sur internet
Source : FF/EMAC

Point de vue Procédé 3/4Point de vue Procédé 3/4
Notions d’ergonomie du poste de travail• Positions de l’opérateur, mouvements, accessibilité, répétitivité, etc.• Prise en compte de contraintes : biomécanique, anthropométrie, etc.• Recherche de l’utilisation et de l’organisation optimale du poste de travail g p p
(5S)
EMAC/IFIE_GIPSI_M2 9Source : www.minitec.de
Point de vue Procédé 4/4Point de vue Procédé 4/4
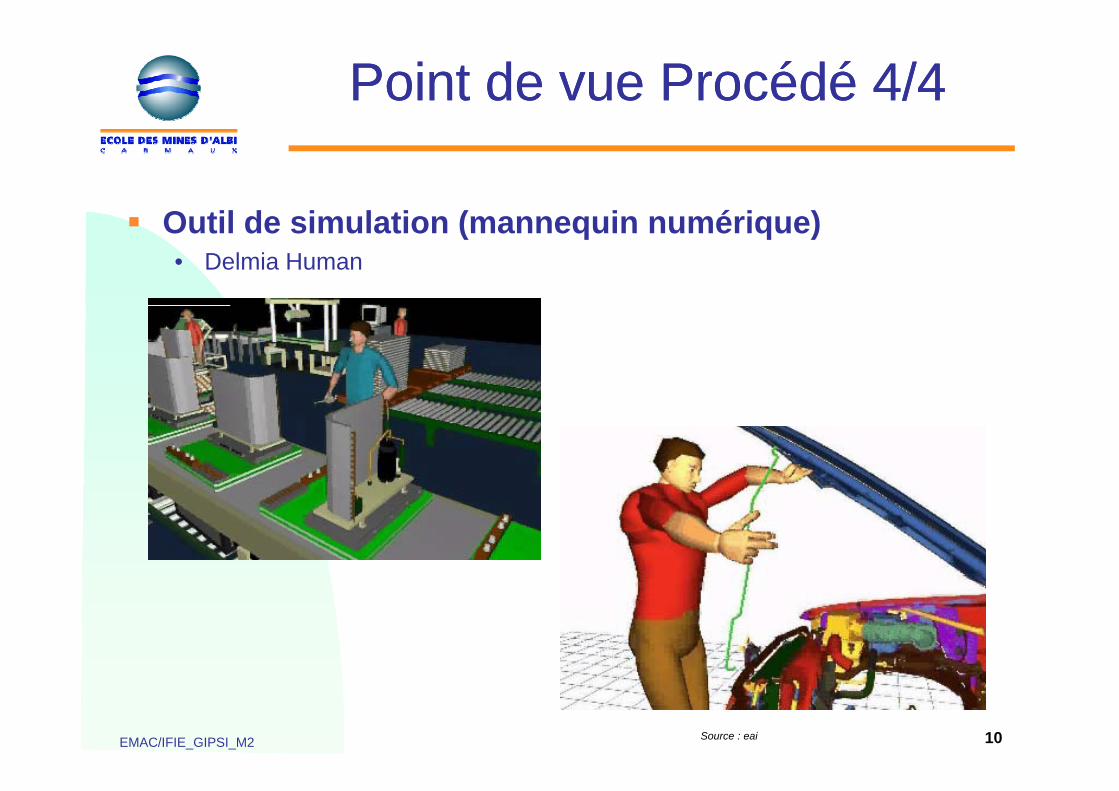
O til d i l ti ( i é i ) Outil de simulation (mannequin numérique) • Delmia Human
EMAC/IFIE_GIPSI_M2 10Source : eai

Typologies et Typologies et terminologieterminologie
EMAC/IFIE_GIPSI_M2 11

Typologie des Typologie des produits 1/3produits 1/3
En fonction de l’adaptation au client• Produit Standard
P d it P li bl• Produit Personnalisable
• Produit Spécifique• Produit Spécifique
EMAC/IFIE_GIPSI_M2 12

Typologie des Typologie des produits 2/3produits 2/3
En fonction du nombre de composants• Produit Simple
• Produit Complexe
EMAC/IFIE_GIPSI_M2 13
Typologie des Typologie des produits 3/3produits 3/3
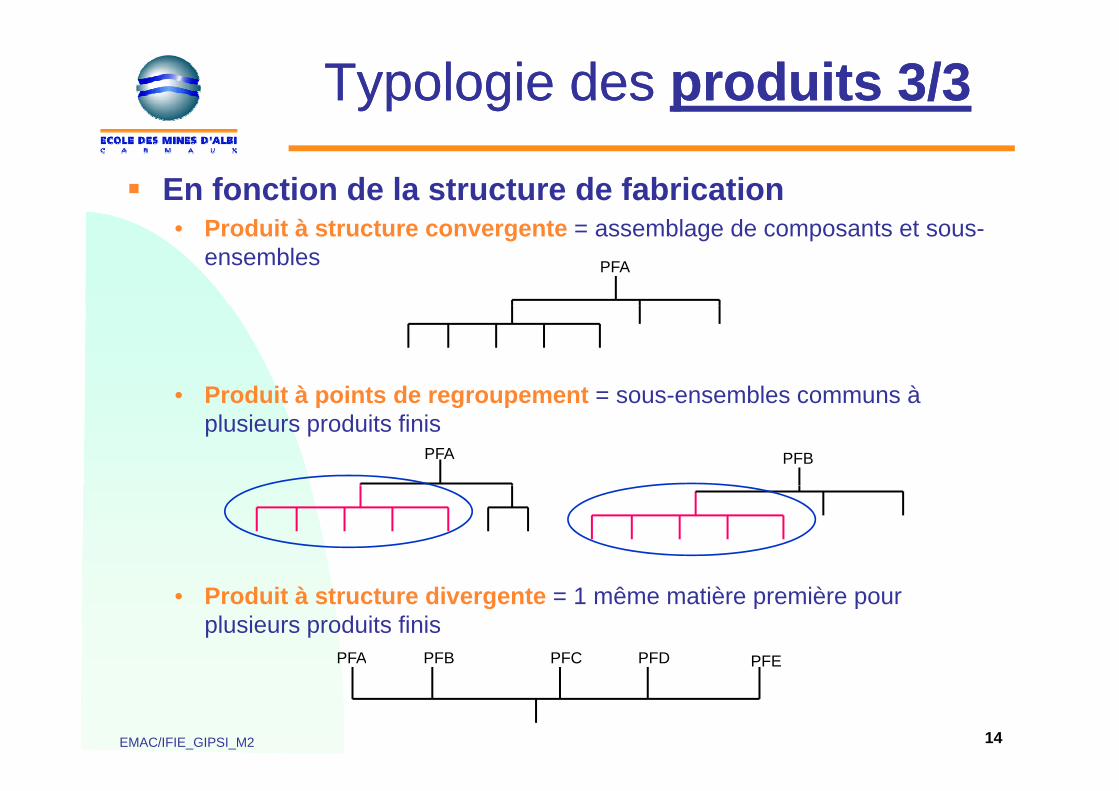
En fonction de la structure de fabrication• Produit à structure convergente = assemblage de composants et sous-
ensembles PFA
• Produit à points de regroupement = sous ensembles communs à• Produit à points de regroupement = sous-ensembles communs à plusieurs produits finis
PFA PFB
• Produit à structure divergente = 1 même matière première pour plusieurs produits finis
PFA PFB PFC PFD PFE
EMAC/IFIE_GIPSI_M2 14
PFE
Typologie des Typologie des processusprocessus 1/81/8
En fonction des quantités fabriquées• Unitaire (réalisation de prototypes) : cas de l’artisanat, d’industries de
pointe (spatial, F1), du développement de bouveaux produits (R&D)
• En petite série (100 / lancements) : cas de l’industrie militaire (Dassault, Matra, etc.), de la fabrication de machines-outils, de la fabrication de voitures/motos de prestigep g
• En moyenne série (100 à 10 000 / lancement) : cas de l’industrie de l’électroménager de la sous-traitance pour l’aéronautique civile del électroménager, de la sous traitance pour l aéronautique civile, de l’ameublement, de la restauration, etc.
En grande série (+ de 10 000 / lancement) : cas de l’industrie automobile• En grande série (+ de 10 000 / lancement) : cas de l industrie automobile, des fast-foods, des imprimeries, de l’industrie agroalimentaire, etc.
EMAC/IFIE_GIPSI_M2 15

Typologie des Typologie des processusprocessus 2/82/8
En fonction de la variété des produits• Pas de variété = 1 seul type de produit fabriqué
• Atelier ou ligne Monoproduit
• Variété = plusieurs produits différents ou plusieurs variantes (familles)• Atelier ou ligne Multiproduit
– Type « Batch » = par lots successifs de produits différentsyp p p
Produit ARéglage
des postes Produit BRéglage
des postes
– Type « flexible » = par lots simultanés de produits différents
Produit D Produit D
Produit AProduit B
Produit C
oduProduit E
odu
EMAC/IFIE_GIPSI_M2 16
Typologie des Typologie des processusprocessus 3/83/8
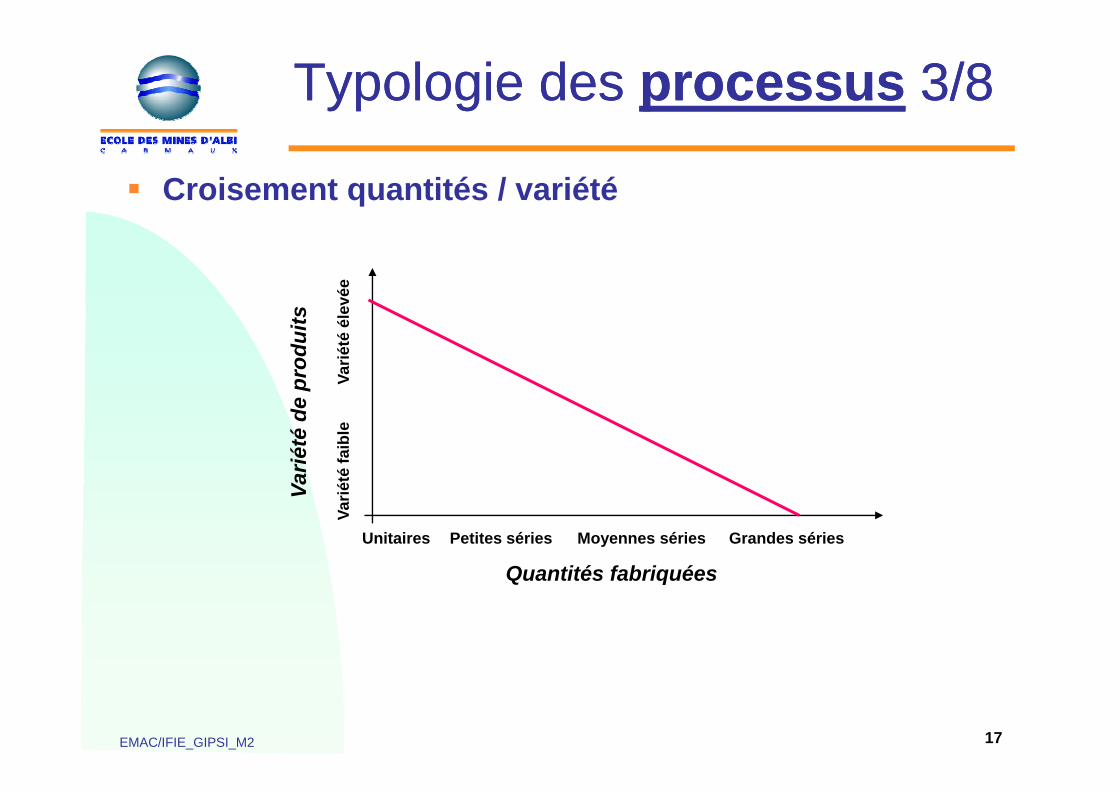
Croisement quantités / variété
vée
prod
uits
Varié
té é
le
Varié
té d
e
été
faib
le
Quantités fabriquées
V
Unitaires Petites séries Moyennes séries Grandes séries
Varié
Quantités fabriquées
EMAC/IFIE_GIPSI_M2 17
Typologie des Typologie des processusprocessus 4/84/8
En fonction de la répétitivité des lancements
• Non répétitifs : cas de la réalisation d’ouvrage de génie civil (bâtiments, ponts, routes), des imprimeries (journaux, brochures, plaquettes), de p , ), p (j , , p q ),l’industrie aéronautique
• Répétitifs : cas d’un atelier d’emboutissage, de la fabrication de matériels i f ti d l’i d t i d l’él t éinformatiques, de l’industrie de l’électroménager.
EMAC/IFIE_GIPSI_M2 18
Typologie des Typologie des processusprocessus 5/85/8
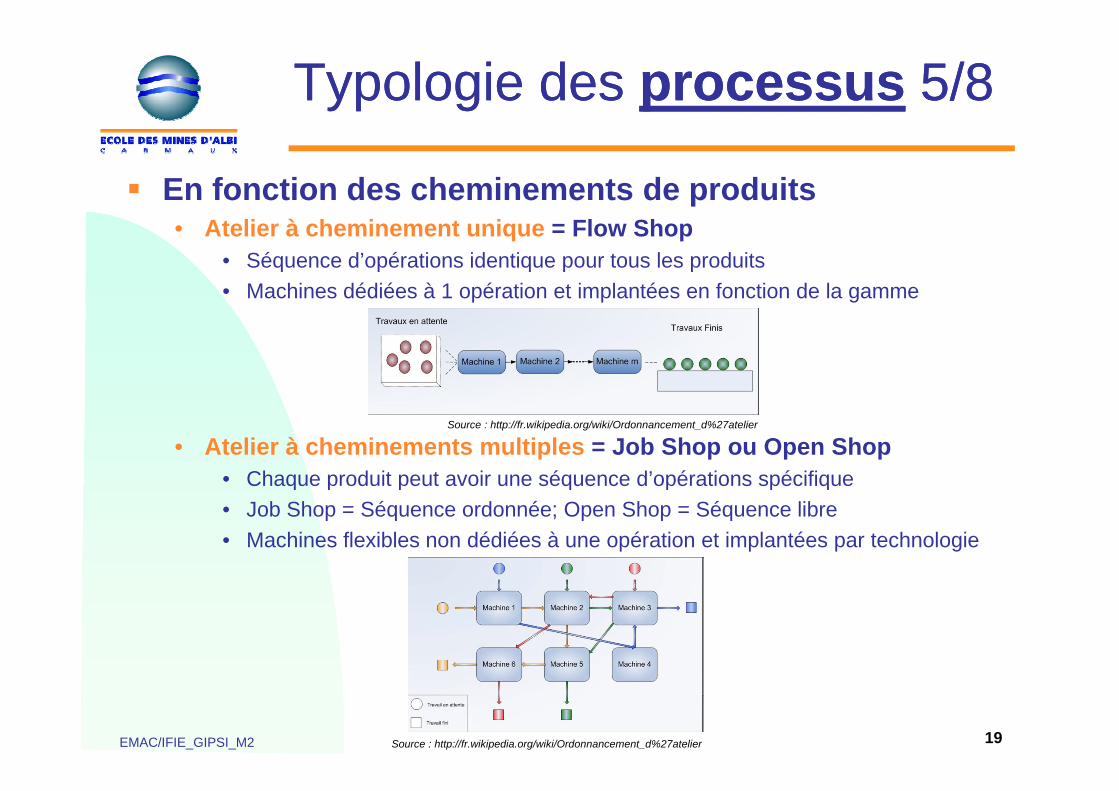
En fonction des cheminements de produits• Atelier à cheminement unique = Flow Shop
• Séquence d’opérations identique pour tous les produits• Machines dédiées à 1 opération et implantées en fonction de la gamme
• Atelier à cheminements multiples = Job Shop ou Open Shop• Chaque produit peut avoir une séquence d’opérations spécifique
Source : http://fr.wikipedia.org/wiki/Ordonnancement_d%27atelier
Chaque produit peut avoir une séquence d opérations spécifique• Job Shop = Séquence ordonnée; Open Shop = Séquence libre• Machines flexibles non dédiées à une opération et implantées par technologie
EMAC/IFIE_GIPSI_M2 19Source : http://fr.wikipedia.org/wiki/Ordonnancement_d%27atelier

Typologie des Typologie des processusprocessus 6/86/8
En fonction du flux de production• Flux Continu = pas d’attente
• Pas de stockage ni d’attente, fluidité du flux : cas de l’industrie pétrolière, chimique, d’une usine de traitement des eaux, d’une aciérie, etc.
• Cheminement de type Flow Shop• Appelé aussi industrie de process
• Flux Discontinu ou discret = attentes et stockages• Production de masse = cas d’un atelier de fabrication d’un produit standardisé
en grande série• Production par lots = cas d’un atelier de fabrication de plusieurs produits
personnalisables en petites à moyennes séries• Production par projet = cas d’un atelier de prototypage• Cheminement de type Flow Shop (prod. de masse) ou Job Shop• Appelé aussi industrie manufacturière
EMAC/IFIE_GIPSI_M2 20

Typologie des Typologie des processusprocessus 7/87/8
En fonction de l’autonomie de l’entreprise
• Concepteur-fabriquant et donneur d’ordres = assure toutes les fonctions et/ou la coordination de la conception à la fabricationp
• Sous traitant = prestataire ou fournisseur pour un ou plusieurs donneurs• Sous-traitant = prestataire ou fournisseur pour un ou plusieurs donneurs d’ordres. Autonomie partielle par rapport au donneur d’ordre
• Façonnier = aucune autonomie : matières, machines fournies par le donneur d’ordres.
EMAC/IFIE_GIPSI_M2 21
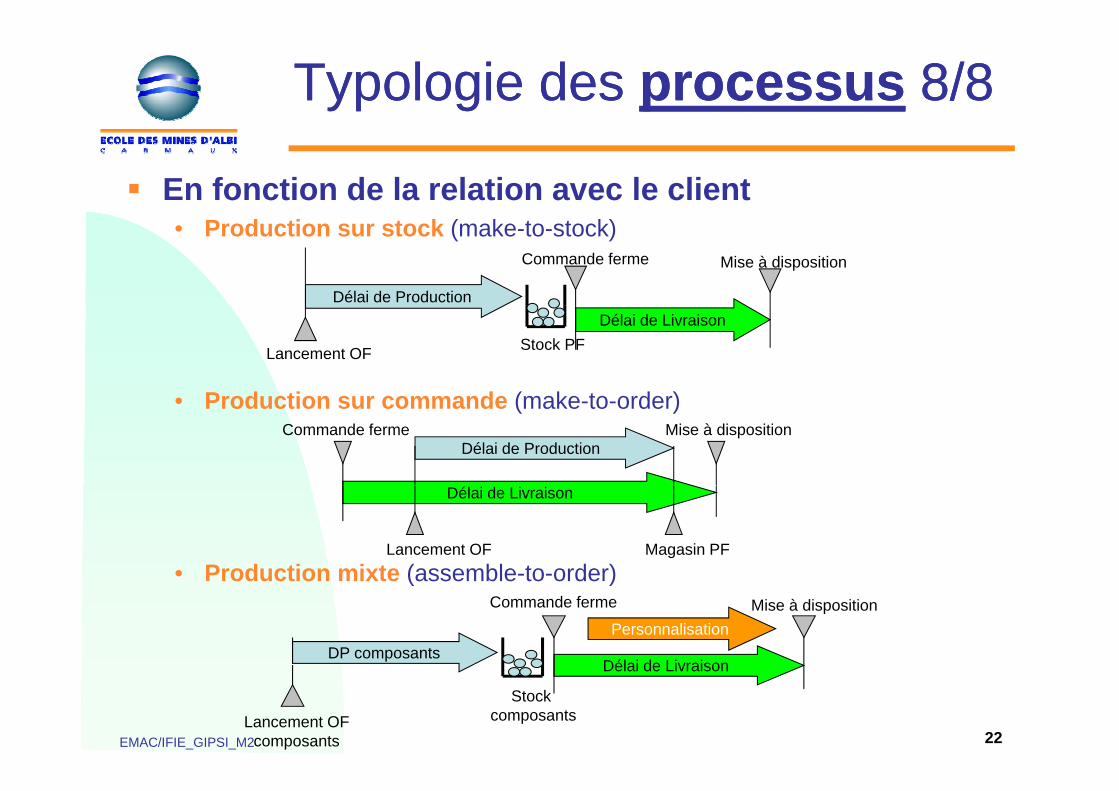
Typologie des Typologie des processusprocessus 8/88/8
En fonction de la relation avec le client• Production sur stock (make-to-stock)
Délai de Production
Commande ferme Mise à disposition
P d ti d ( k t d )
Délai de LivraisonStock PFLancement OF
• Production sur commande (make-to-order)
Délai de ProductionCommande ferme Mise à disposition
• Production mixte (assemble-to-order)
Délai de Livraison
Lancement OF Magasin PF• Production mixte (assemble-to-order)
DP composantsDélai de Livraison
Commande ferme Mise à dispositionPersonnalisation
EMAC/IFIE_GIPSI_M2 22
Délai de Livraison
Stock composantsLancement OF
composants

Typologie d’Typologie d’implantationimplantation 1/31/3
Par projet ou produit fixe• Cas des produits volumineux (aviation, aérospatiale, génie civil, etc…).
EMAC/IFIE_GIPSI_M2 23
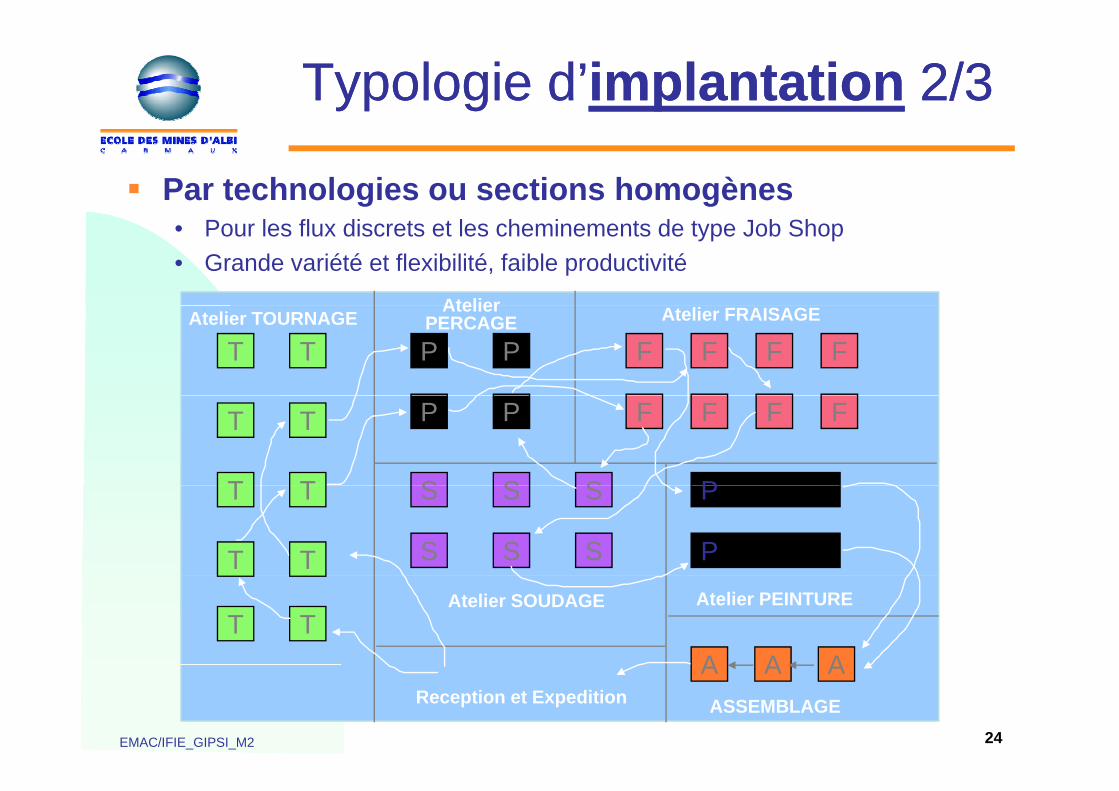
Typologie d’Typologie d’implantationimplantation 2/32/3
Par technologies ou sections homogènes• Pour les flux discrets et les cheminements de type Job Shop• Grande variété et flexibilité, faible productivité
Atelier
TT P P F F F FAtelier TOURNAGE
AtelierPERCAGE Atelier FRAISAGE
T
T
T
T P P F F F F
S S S P
T
T
T
T S
S
S
S
S
S
P
P
TTA A A
Atelier PEINTUREAtelier SOUDAGE
EMAC/IFIE_GIPSI_M2 24
A A AReception et Expedition ASSEMBLAGE
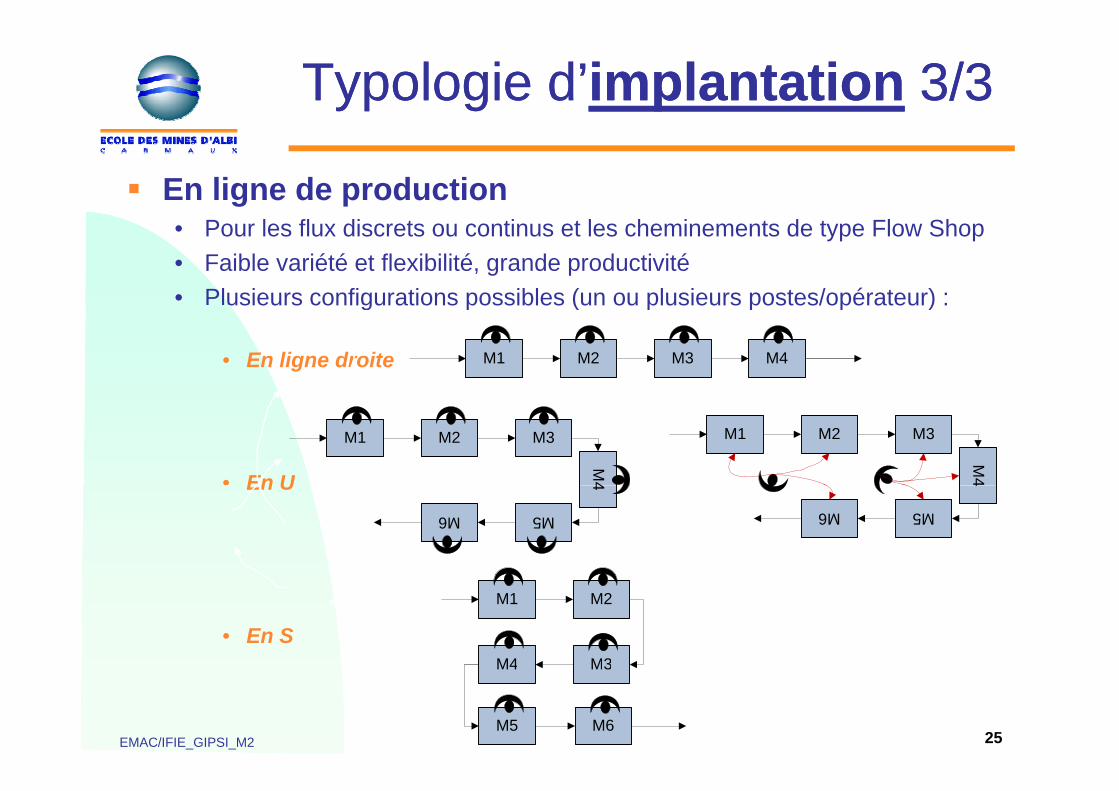
Typologie d’Typologie d’implantationimplantation 3/33/3
En ligne de production• Pour les flux discrets ou continus et les cheminements de type Flow Shop• Faible variété et flexibilité, grande productivité• Plusieurs configurations possibles (un ou plusieurs postes/opérateur) :g p ( p p p )
• En ligne droite M1 M2 M3 M4
• En U
M2M1 M3
M4
M2M1 M3
M4En U 4
M5M6
4
M5M6
• En S
M2M1
M3M4
EMAC/IFIE_GIPSI_M2 25
M3M4
M5 M6
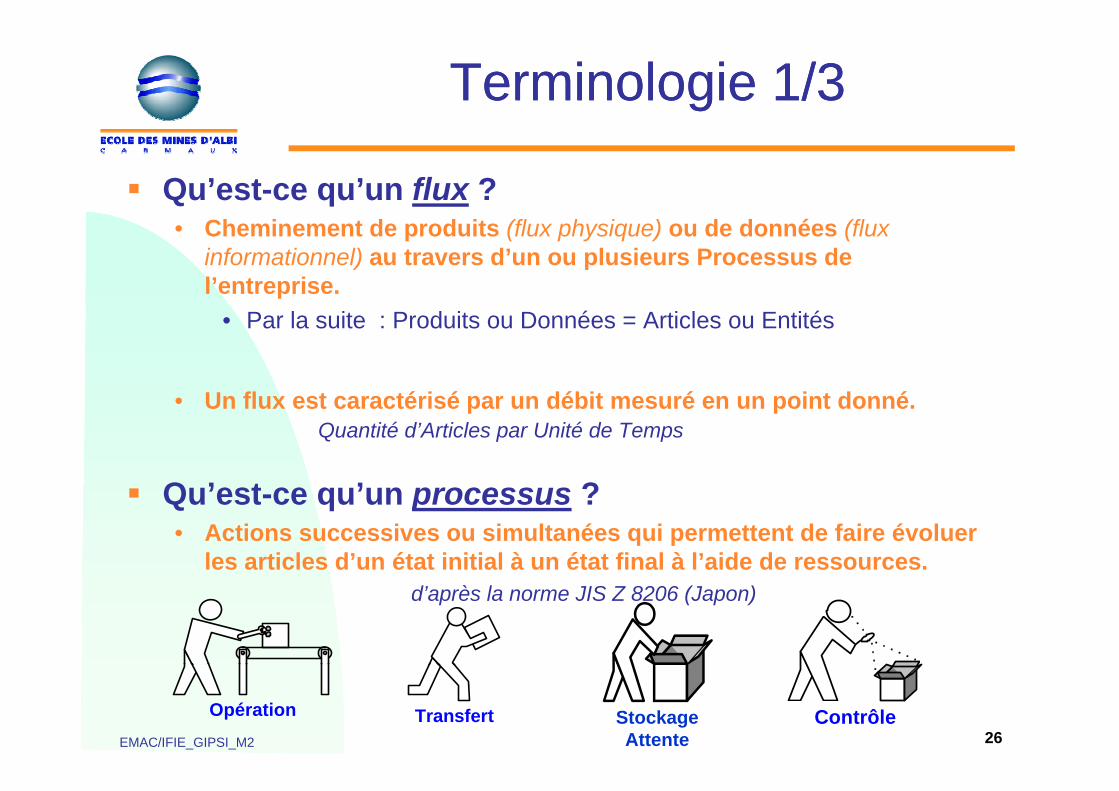
Terminologie 1/3Terminologie 1/3
Qu’est-ce qu’un flux ?• Cheminement de produits (flux physique) ou de données (flux
informationnel) au travers d’un ou plusieurs Processus de l’entreprise.
• Par la suite : Produits ou Données = Articles ou Entités
U fl t té i é débit é i t d é• Un flux est caractérisé par un débit mesuré en un point donné.Quantité d’Articles par Unité de Temps
Q ’ t ’ ? Qu’est-ce qu’un processus ?• Actions successives ou simultanées qui permettent de faire évoluer
les articles d’un état initial à un état final à l’aide de ressources.d’après la norme JIS Z 8206 (Japon)
EMAC/IFIE_GIPSI_M2 26Opération Transfert Stockage
AttenteContrôle

Terminologie 2/3Terminologie 2/3
Qu’est-ce qu’une ressource ?M é i à l é li ti d’ ti d• Moyen nécessaire à la réalisation d’une action du processusRessources possibles : Opérateurs, équipements (machines, convoyeurs, stocks, etc.…), outillages.
• Capacité d’une ressource• Capacité d’une ressourceQuantité maximale (théorique) d’unités d’œuvre traitée par unité de temps
OuTemps maximal disponible par période d’activité.
Exemple : 130 accumulateurs / heureExemple : 7,5 heures / jour
• Charge d’une ressourceOccupation réelle sur une période donnée et exprimée avec la même unité que la capacité.
• Taux de charge ou rapport charge/capacitéInférieur ou égal à 1
Exemple : Capacité = 130 accu/heure
EMAC/IFIE_GIPSI_M2 27
Charge = 106 accu/heureTaux de charge = (106/130) x 100 = 81,5%

Terminologie 3/3Terminologie 3/3
Quels sont les différents temps ?• Tp = Temps de préparation• Tp = Temps de préparationTemps nécessaire à la préparation d’un lot de production de taille Ql• Tu = Temps unitaireTemps nécessaire à la réalisation d’une opération sur un lot de traitement de taille QtTemps nécessaire à la réalisation d une opération sur un lot de traitement de taille Qt• Tm = Temps de manutention ou de transfertTemps nécessaire au transfert vers le poste suivant d’un lot de transfert de taille Qm
• Tz = Temps masquéTemps correspondant à une activité pendant l’exécution d’une autre activité.• Tw = Temps machineTemps correspondant à une activité de la machine seule• Thm = Temps homme-machineTemps correspondant à une activité simultanée homme et machine• Th = Temps hommeTemps correspondant à un travail humain seul.
EMAC/IFIE_GIPSI_M2 28

Analyse de fluxAnalyse de fluxAnalyse de fluxAnalyse de flux
EMAC/IFIE_GIPSI_M2 29
Analyse de flux 1/8Analyse de flux 1/8
Les actions d’un processus• Opérations : génération de Valeur Ajoutée.
Exemple : usinage, assemblage, formage, … tout procédé de transformation.
Symbole utilisé :
• Transferts : déplacement des articles.Généralement entre 2 opérations ou entre opération et stockage.
Symbole utilisé :
EMAC/IFIE_GIPSI_M2 30
Analyse de flux 2/8Analyse de flux 2/8
Les actions d’un processus• Stockages : attente sans opération ni transfert.
Remarque : Distinction possible entre stockage et encours/attente).
Symboles utilisés :
• Contrôles : contrôle de la qualité ou de la quantitéATTENTION : pas d’apport de valeur ajoutée !O pas d appo t de a eu ajoutée
Symbole utilisé :
EMAC/IFIE_GIPSI_M2 31

Analyse de flux 3/8Analyse de flux 3/8
Analyse de Déroulement Produit = modélisation d’un processus
Produit / Composant : Actions Actuellement Proposé Retenu
Analyse de déroulement Feuille 1/1 Synthèsep p
Déshydrateur ND-250/S5-34 Opération 3
Atelier : Transfert 4Presses Stockage 2
Opérateurs : Encours 4Opérateurs : Encours 4
Contrôle 2
Réalisé par : Kurosaki Distance totale 415 m
Validé par : Temps de défilt. 13 h
Description Distance Quantité Temps
Vers sciage
Sortie magasin
70 m 150 0 3 hVers sciage 70 m 150 0,3 h
Attente sciage 0 à 0,5 h
Sciage 0,05 h / p
EMAC/IFIE_GIPSI_M2 32
Vers fraisage 25 m 150 0,12 h

Analyse de flux 4/8Analyse de flux 4/8
Modélisation de flux avec formalisme JIS Z8206Système réel Modèle de flux
Stockage MP Transfert par lot de 200
attente Emboutissage 2 sec. par lot de 4
attente
EMAC/IFIE_GIPSI_M2 33
Contrôle 15 sec.1 pièce sur 50
Transfert du lot

Analyse de flux 5/8Analyse de flux 5/8
Plan produit et nomenclature fonctionnelle
EMAC/IFIE_GIPSI_M2 34
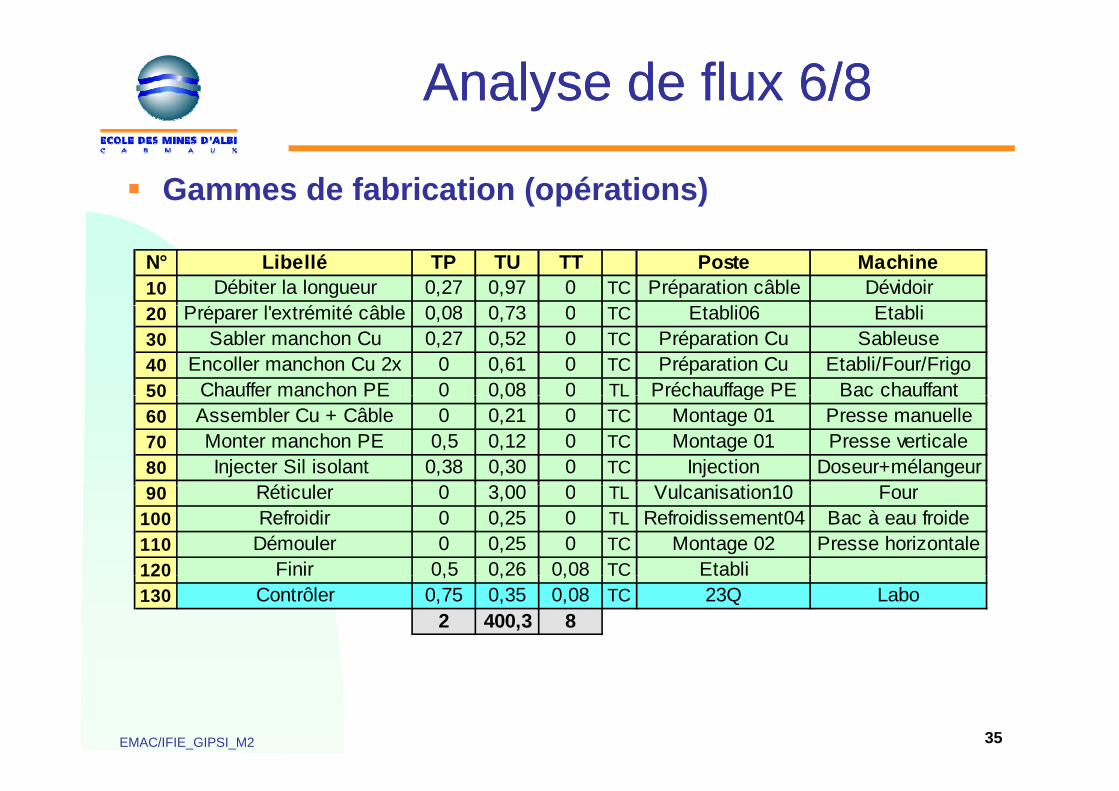
Analyse de flux 6/8Analyse de flux 6/8
Gammes de fabrication (opérations)
N° Libellé TP TU TT Poste Machine10 Débiter la longueur 0,27 0,97 0 TC Préparation câble Dévidoir
P é l' t é ité âbl 0 08 0 73 0 Et bli06 Et bli20 Préparer l'extrémité câble 0,08 0,73 0 TC Etabli06 Etabli30 Sabler manchon Cu 0,27 0,52 0 TC Préparation Cu Sableuse40 Encoller manchon Cu 2x 0 0,61 0 TC Préparation Cu Etabli/Four/Frigo50 Chauffer manchon PE 0 0,08 0 TL Préchauffage PE Bac chauffant50 Chauffer manchon PE 0 0,08 0 TL Préchauffage PE Bac chauffant60 Assembler Cu + Câble 0 0,21 0 TC Montage 01 Presse manuelle70 Monter manchon PE 0,5 0,12 0 TC Montage 01 Presse verticale80 Injecter Sil isolant 0,38 0,30 0 TC Injection Doseur+mélangeur
Réti l 0 3 00 0 V l i ti 10 F90 Réticuler 0 3,00 0 TL Vulcanisation10 Four100 Refroidir 0 0,25 0 TL Refroidissement04 Bac à eau froide110 Démouler 0 0,25 0 TC Montage 02 Presse horizontale120 Finir 0,5 0,26 0,08 TC Etabli120 Finir 0,5 0,26 0,08 TC Etabli130 Contrôler 0,75 0,35 0,08 TC 23Q Labo
2 400,3 8
EMAC/IFIE_GIPSI_M2 35

Analyse de flux 7/8Analyse de flux 7/8
Nomenclatures de gestion de production
NIVEAU 0 Releveur d'Epi(PF1)
NIVEAU 1 Bride de réglage Ecrou NylstopCaissePalette(PA1)
x10
(PA2)
x10
Vis CHcM10-25(PA3)
x4
(SE1)
x1
(SE2)Flecteur releveur
x1
Rondelle M10(PA4)
x4 x4
(PA5)
NIVEAU 2
(PA1) (PA2)
Semelle
x1
(PA3) (SE1) (SE2)(PA4)
x2
Etrier
x1
Flecteur
x1
Semelle
(PA5)
x0,095
(SSE10)
x0,077
(SSE11) (SSE20)
x0,5 x0,565
(SSE21)
NIVEAU 3 Plat 75x3(PA6)
Plat 20x4(PA7)
Tube Diam. 16(PA8)
Plat 30x4(PA9)
EMAC/IFIE_GIPSI_M2 36

Analyse de flux 8/8Analyse de flux 8/8
Plan d’implantation de l’atelier et trace des flux
EMAC/IFIE_GIPSI_M2 37
M d lM d lMesure de la Mesure de la performance d’uneperformance d’uneperformance d une performance d une
implantation d’atelierimplantation d’atelierimplantation d atelierimplantation d atelier
EMAC/IFIE_GIPSI_M2 38
Mesure de performance 1/5Mesure de performance 1/5
Temps de défilement (pour un article) = Td• Temps de passage ou d’écoulement d’un article dans le
processus entre le point d’entrée et le point de sortie.
Processus
Temps de défilement (Td)
EMAC/IFIE_GIPSI_M2 39

Mesure de performance 2/5 Mesure de performance 2/5
Flux entrant ou sortant = Fe ou Fs• Quantité d’articles entrant (sortant) du processus par unité de
temps. • Fs inférieur ou égal à FeFs inférieur ou égal à Fe• Fs inférieur ou égal à la capacité de la ressource goulet.
Flux Entrant
FluxSortantEntrant Sortant
GouletSi Fe > FsAlors encours
EMAC/IFIE_GIPSI_M2 40
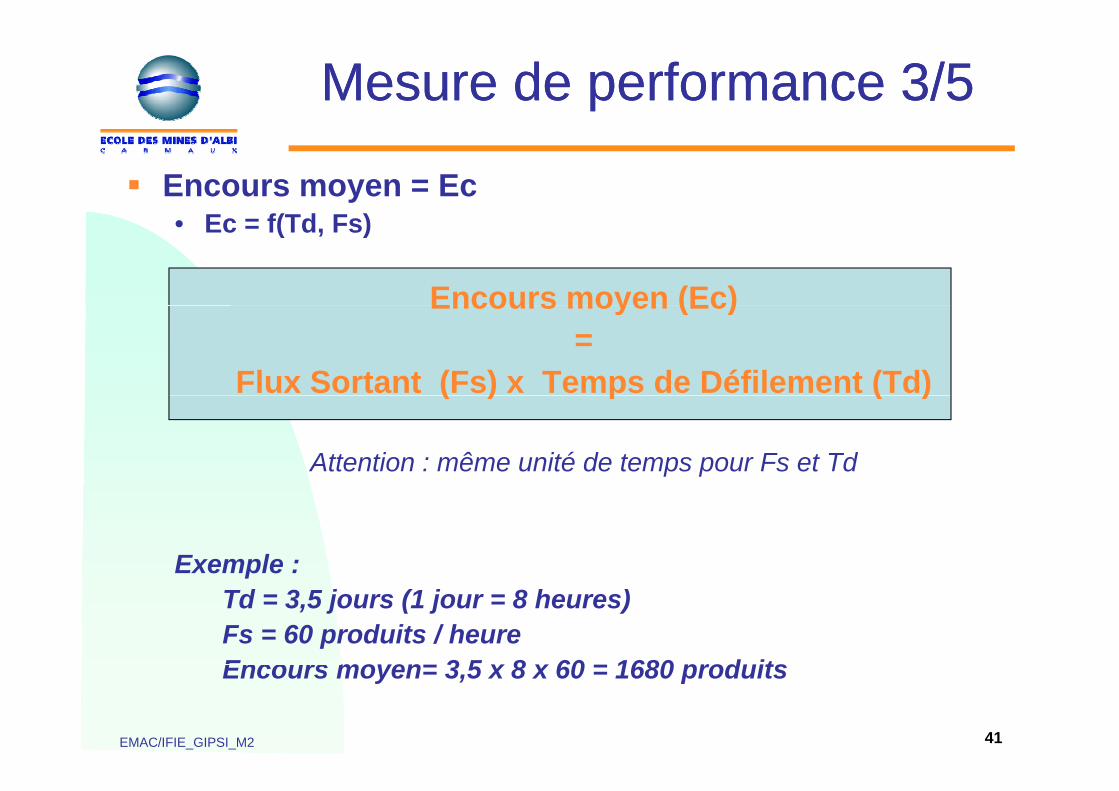
Mesure de performance 3/5 Mesure de performance 3/5
Encours moyen = EcE f(Td F )• Ec = f(Td, Fs)
Encours moyen (Ec)Encours moyen (Ec)=
Flux Sortant (Fs) x Temps de Défilement (Td)( ) p ( )
Attention : même unité de temps pour Fs et Td
Exemple : pTd = 3,5 jours (1 jour = 8 heures)Fs = 60 produits / heureEncours moyen= 3 5 x 8 x 60 = 1680 produits
EMAC/IFIE_GIPSI_M2 41
Encours moyen= 3,5 x 8 x 60 = 1680 produits
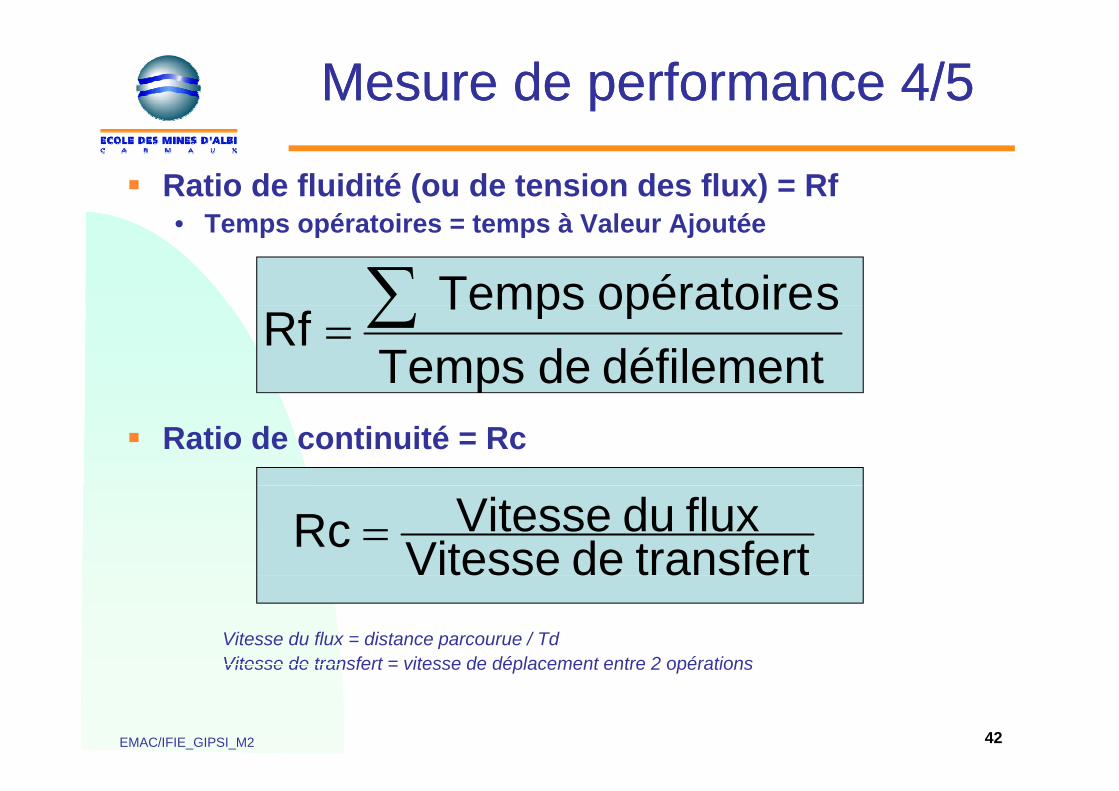
Mesure de performance 4/5 Mesure de performance 4/5
Ratio de fluidité (ou de tension des flux) = RfT é t i t à V l Aj té• Temps opératoires = temps à Valeur Ajoutée
sopératoireTempsdéfilement de Temps
sopératoireTemps Rf
Ratio de continuité = Rc
transfert deVitesseflux du Vitesse Rc
Vitesse du flux = distance parcourue / TdVitesse de transfert = vitesse de déplacement entre 2 opérations
t a s e tdetesse
EMAC/IFIE_GIPSI_M2 42
Vitesse de transfert = vitesse de déplacement entre 2 opérations

Mesure de performance 5/5 Mesure de performance 5/5
Ratio de linéarité = Rzz
parcourue distancenominale distance Rzz
Distance Nominale : distance euclidienne correspondant à une implantation optimale des postes entre le point d’entrée et le point de sortie du flux
Ratio de surface = Rs
ajoutéevaleuràSurfaceatelierl' de Surface
ajoutéevaleuràSurface Rs
Surface à valeur ajoutée : surface qui n’est pas occupée par des stocks, ni consacrée aux circulations (allées), ni occupée par des bureaux, des services fonctionnels ou des services sociaux. On peut utiliser le calcul de la surface de gravitation définie par la méthode de Guerchet : Sg = Ss * n avec Ss = surface au sol et n = nombre de côtés desservis. La surface à Valeur Ajoutée
d à S S
EMAC/IFIE_GIPSI_M2 43
correspond à Ss + Sg.