z1 w1 z2 - prod3000.frprod3000.fr/user/enseignant/solbiac/dossierressource/drs_bloc_de... ·...
TRANSCRIPT
©
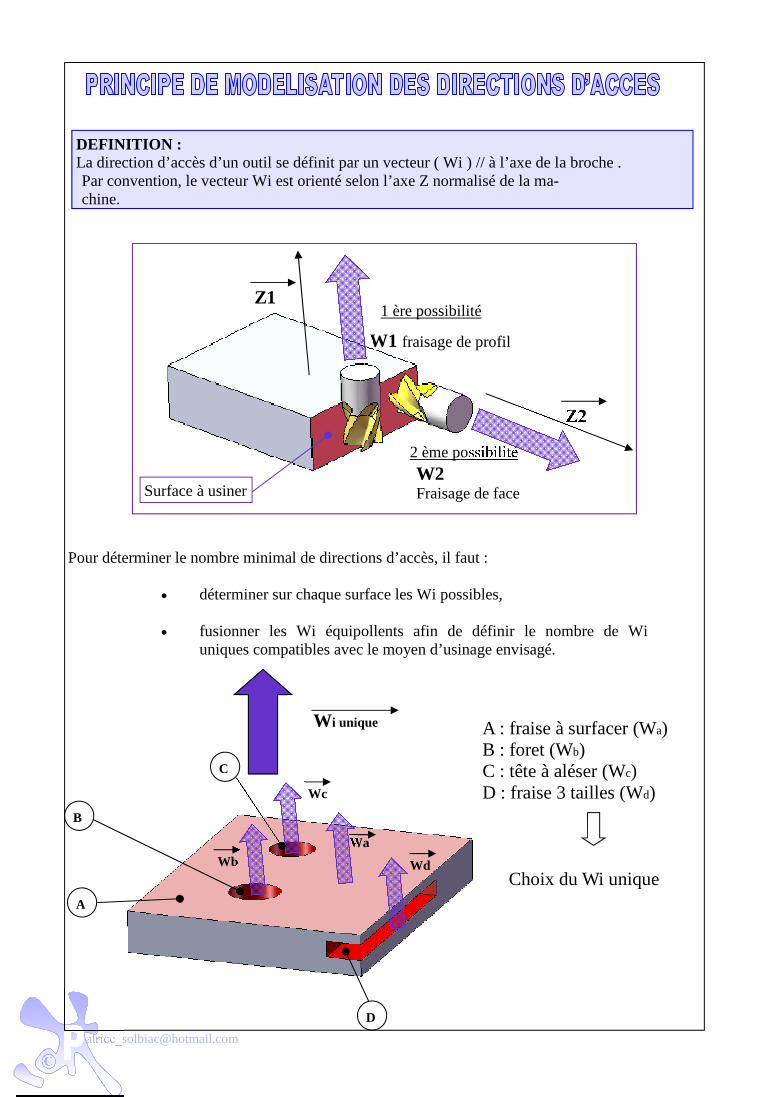
DEFINITION :La direction d’accès d’un outil se définit par un vecteur ( Wi ) // à l’axe de la broche .Par convention, le vecteur Wi est orienté selon l’axe Z normalisé de la ma-chine.
W1 fraisage de profil
W2Fraisage de face
Z1
Z2
Surface à usiner
1 ère possibilité
2 ème possibilité
Pour déterminer le nombre minimal de directions d’accès, il faut :
déterminer sur chaque surface les Wi possibles,
fusionner les Wi équipollents afin de définir le nombre de Wiuniques compatibles avec le moyen d’usinage envisagé.
A
B
C
D
WbWa
Wc
Wd
Wi unique A : fraise à surfacer (Wa)B : foret (Wb)C : tête à aléser (Wc)D : fraise 3 tailles (Wd)
Choix du Wi unique
©
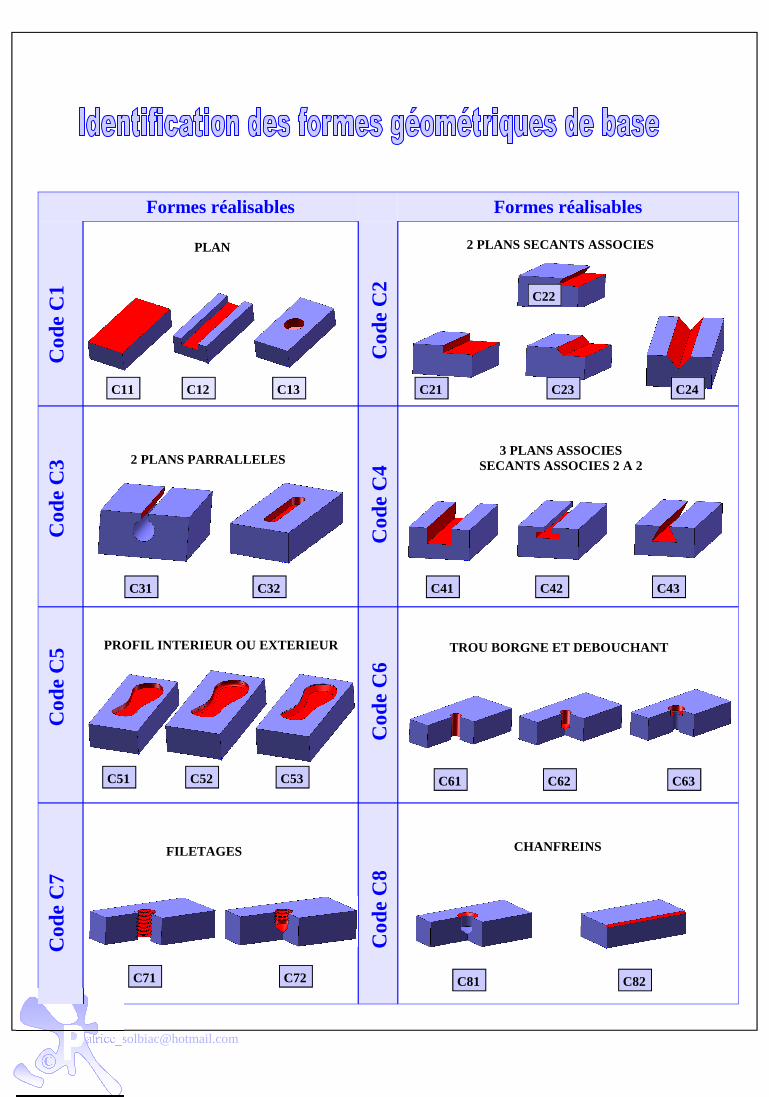
Formes réalisables Formes réalisables
Cod
e C
1
C11 C12 C13
C22
C23 C24C21
C31 C32 C41 C42 C43
C51 C52 C53 C61 C62 C63
C71 C72 C81 C82
Cod
e C
3C
ode
C5
Cod
e C
7
Cod
e C
2C
ode
C4
Cod
e C
6C
ode
C8
2 PLANS SECANTS ASSOCIESPLAN
2 PLANS PARRALLELES3 PLANS ASSOCIES
SECANTS ASSOCIES 2 A 2
PROFIL INTERIEUR OU EXTERIEUR TROU BORGNE ET DEBOUCHANT
FILETAGES CHANFREINS

©
fraise àsurfacer
Qualité :fraise 2 tailles
Qualité :fraise conique
Qualité :
7 7 7
Antériorité: Antériorité: Antériorité:
Voir tableau1
Voir tableau1
Voir tableau1
Code : Code : Code :
C 111 C112 C113
Code : C1
Antériorité:
Voir tableau 1
PLAN C1
C11
fraise àsurfacer-dresser
Qualité :fraise 2 tailles
Qualité :
7 7
Antériorité: Antériorité:
Voir tableau1
Voir tableau1
Code : Code :
C 121 C122
C12
fraise 2 taillescoupe axiale
Qualité :
7
Antériorité:
Voir tableau1
Code :
C 131C13
* Remarque : Dans tous les cas se reporter au tableau 1 pour déterminer les nombre d’opéra-tion nécessaire à l’obtention de de la qualité voulue
critères Ébauche 1/2 finition rectification
IT < 0.4
0.15 < IT < 0.4
0.05 < IT < 0.15
0.05 < IT
Qualité > 12
Qualité 9— 11
Qualité 7— 8
Qualité < 7
Ra < 0.8
finition
©
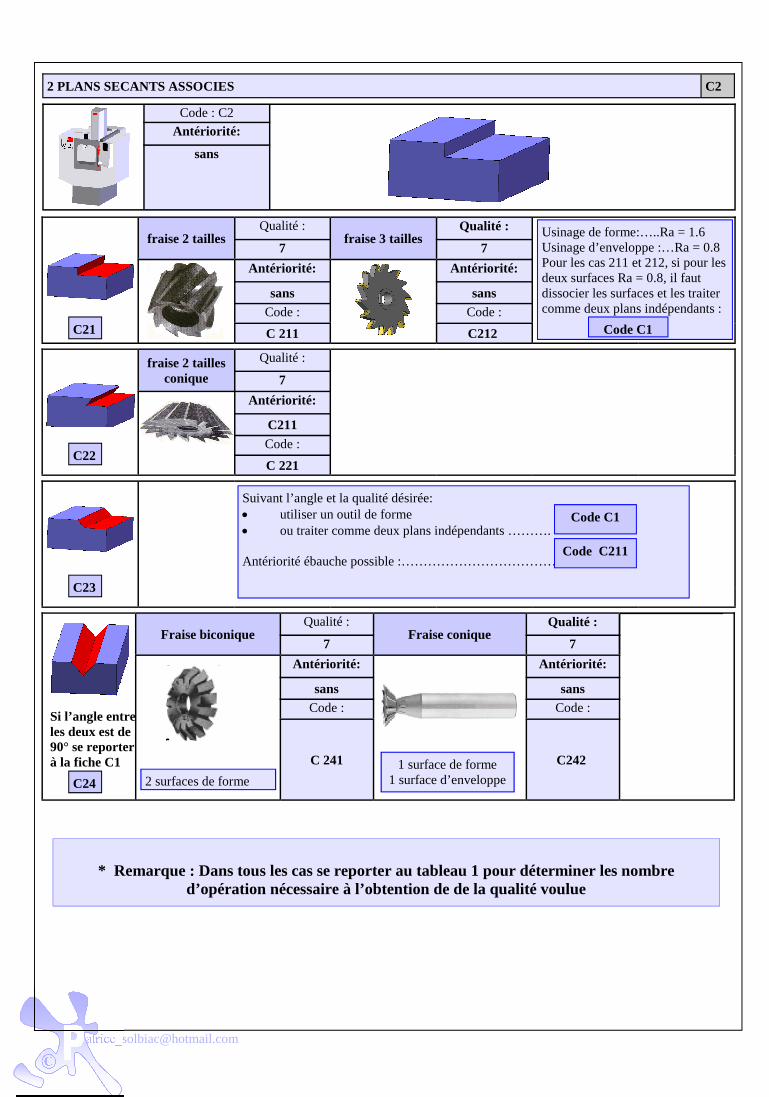
fraise 2 taillesQualité :
fraise 3 taillesQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 211 C212
Code : C2
Antériorité:
sans
2 PLANS SECANTS ASSOCIES C2
fraise 2 taillesconique
Qualité :
7
Antériorité:
C211Code :
C 221C22
C23
Fraise biconiqueQualité :
Fraise coniqueQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 241 C242
C24
C21
Suivant l’angle et la qualité désirée: utiliser un outil de forme ou traiter comme deux plans indépendants ……….
Antériorité ébauche possible :……………………………….
Code C1
Code C211
Si l’angle entreles deux est de90° se reporterà la fiche C1
Usinage de forme:…..Ra = 1.6Usinage d’enveloppe :…Ra = 0.8Pour les cas 211 et 212, si pour lesdeux surfaces Ra = 0.8, il fautdissocier les surfaces et les traitercomme deux plans indépendants :
Code C1
2 surfaces de forme1 surface de forme
1 surface d’enveloppe
* Remarque : Dans tous les cas se reporter au tableau 1 pour déterminer les nombred’opération nécessaire à l’obtention de de la qualité voulue

©
fraise 1 tailleQualité :
fraise 3 taillesQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 311 C312
Code : C3
Antériorité:
sans
2 PLANS PARRALLELES C3
C31
fraise 2 taillesCoupe centrale
Qualité :
7
Antériorité:
sansCode :
C 321C32
Si le diamètre d’outil est inférieur à la distanceentre les deux plans :………. Code C51
Le choix entre les deux ty-pes de fonction se fait enfonction de la distance entreles deux plans parallèles.
©
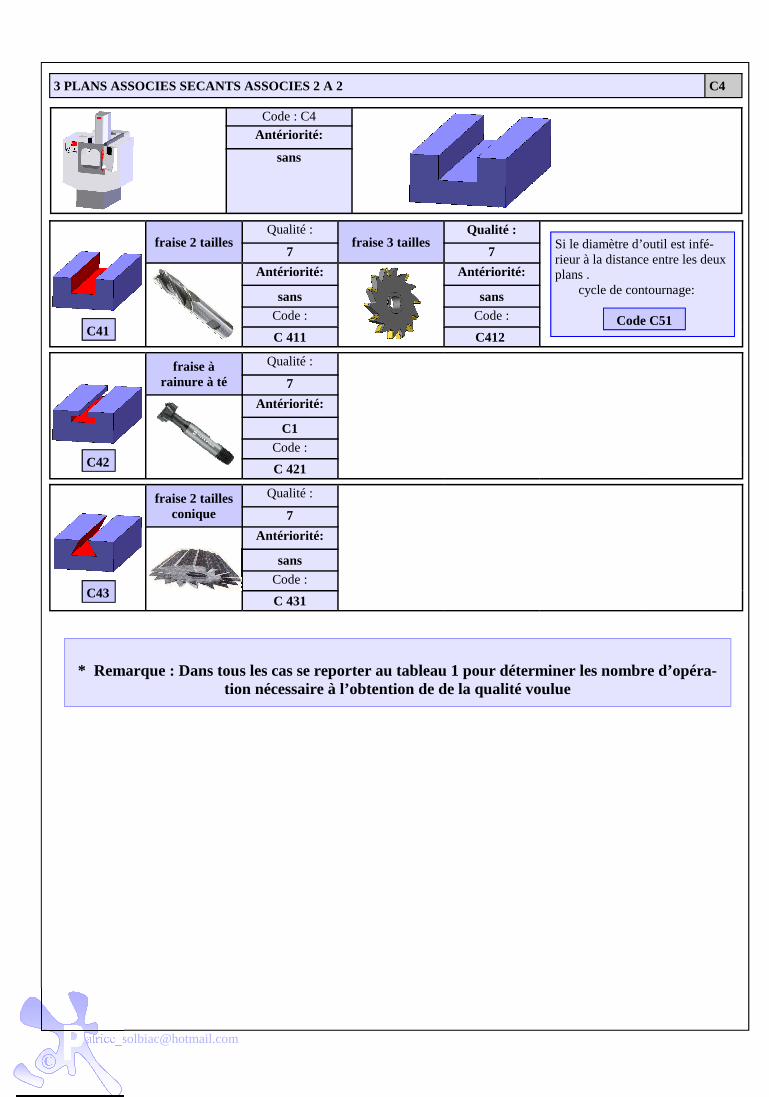
fraise 2 taillesQualité :
fraise 3 taillesQualité :
7 7
Antériorité: Antériorité:
sans sansCode : Code :
C 411 C412
Code : C4
Antériorité:
sans
3 PLANS ASSOCIES SECANTS ASSOCIES 2 A 2 C4
C41
fraise àrainure à té
Qualité :
7
Antériorité:
C1Code :
C 421C42
C43
fraise 2 taillesconique
Qualité :
7
Antériorité:
sansCode :
C 431
Si le diamètre d’outil est infé-rieur à la distance entre les deuxplans .
cycle de contournage:
Code C51
* Remarque : Dans tous les cas se reporter au tableau 1 pour déterminer les nombre d’opéra-tion nécessaire à l’obtention de de la qualité voulue
©
fraise 2 taillesQualité :
7
Antériorité:
sansCode :
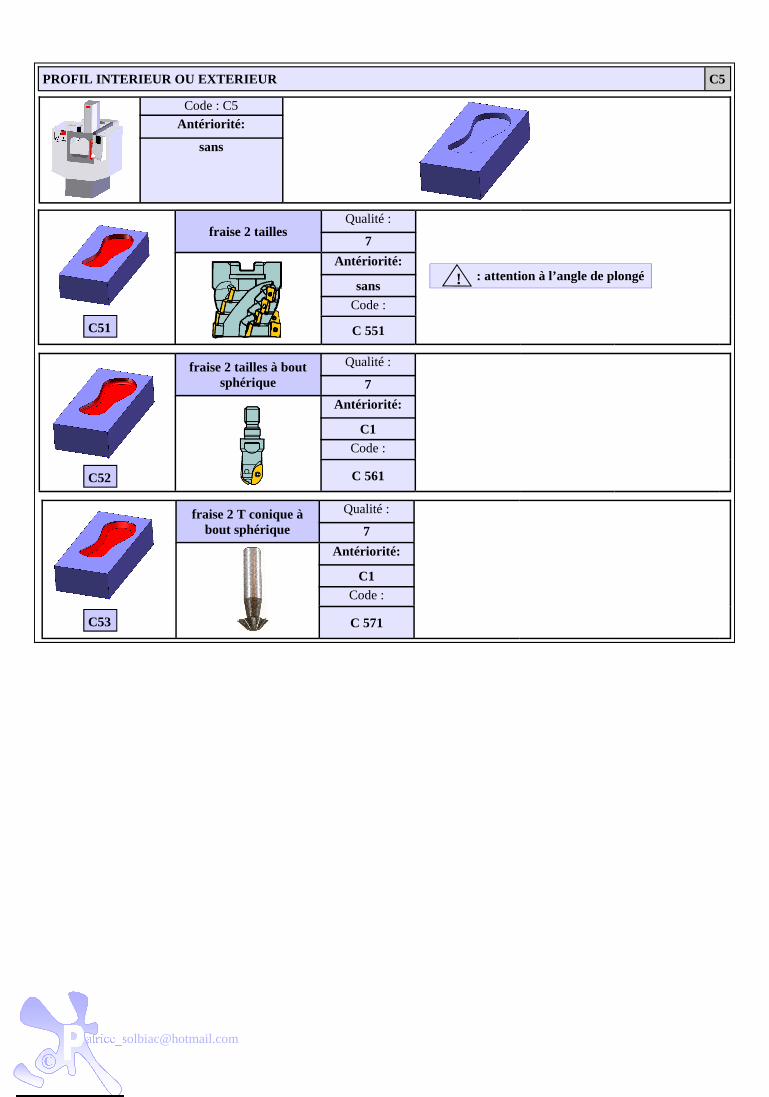
C 551
Code : C5
Antériorité:
sans
PROFIL INTERIEUR OU EXTERIEUR C5
C51
fraise 2 tailles à boutsphérique
Qualité :
7
Antériorité:
C1Code :
C 561C52
fraise 2 T conique àbout sphérique
Qualité :
7
Antériorité:
C1Code :
C 571C53
: attention à l’angle de plongé!

©
Code : C6
Antériorité:
sans
TROU BORGNE ET DEBOUCHANT C6
C61
C62
Forêt*Qualité :
alésoirQualité : Barre d’alésage
et grain
Qualité :
12 7 7
Antériorité: Antériorité: Antériorité:
Forêtà centrer*
C611 C611
Code: Code : Code :
C 611-C621 C613 -C623 C603
Forêt àplaquette
Qualité :Forêt aléseur
Qualité : Fraise 2 taillescoupe axiale
Qualité :
9 8 7
Antériorité: Antériorité: Antériorité:
Forêtà centrer*
Forêtà centrer*
sans
Code : Code : Code :
C 612-C622 C614-C624 C604
Forêt étagéQualité :
11
Antériorité:
Forêtà centrer*
Code :
C 631
C63
* Remarque : Afin de limiter la flexion du forêt un trou de centre est réalisé à l aide d’unforêt à centrer avant le perçage.

©
Taraud à mainQualité : Taraud
machine
Qualité :
7 7
Antériorité: Antériorité:
C6 C6Code : Code :
C 711 C712
Code : C7
Antériorité:
C6
FILETAGES C7
C71
C72
C71: trou débouchant outil à goujure droiteC72: trou borgne outil à goujure hélicoïdale

©
Fraise à noyerQualité :
7
Antériorité:
C1-C6Code :
C 811
Code : C8
Antériorité:
C1 à C6
CHANFREINS C8
C81
Fraise àchanfreiner
Qualité :
7
Antériorité:
C1-C6Code :
C 821C82