ultrasons laser pour la détection de · pdf filefabrication additive métallique,...
TRANSCRIPT
1
ULTRASONS LASER POUR LA DÉTECTION DE DÉFAUTS
SURFACIQUES ET SUBSURFACIQUES SUR PIÈCES DE
FABRICATION ADDITIVE MÉTALLIQUE, ÉTUDE COMPARATIVE
SUR PIÈCES DE FORGE
Célia MILLON1, Arnaud VANHOYE1, Anne-Françoise OBATON2, Jean-Daniel PENOT1
1 Commissariat à l’Energie Atomique, Saclay, France 2 Laboratoire National de Métrologie et d’Essais, Paris, France
Phone: +33 1 69 08 51 99, e-mail: [email protected]
RÉSUMÉ
La fabrication additive (FA), notamment la FA de pièces métalliques, connait un essor dans les secteurs de pointe comme l’aéronautique ou le médical de par les possibilités accrues en termes de complexité géométrique, de fonctionnalités ou encore de personnalisation des pièces. Le temps et le coût de fabrication de ces pièces appellent à développer un contrôle en ligne permettant de réduire les coûts de production engendrés par des pièces finies mais non conformes. Les poudres métalliques et le procédé de fusion laser mis en œuvre lors de la fabrication conduisent à des défauts caractéristiques de ce procédé, comme par exemple des manques de fusion. Les ultrasons laser (UL), non destructifs et sans contact, sont une piste prometteuse : ils combinent la sensibilité d’un contrôle par ultrasons avec la flexibilité d’un système optique. Cette communication présente une étude préliminaire pour le contrôle en ligne par UL. Il décrit le dispositif mis en œuvre et ses performances de détection sur des pièces réalisées en FA comportant des entailles et des porosités. Une étude comparative est menée sur pièces de forge afin d’isoler les phénomènes acoustiques liés aux caractéristiques des pièces réalisées en FA.
Mots clés : ultrasons laser, fabrication additive, contrôle en ligne
INTRODUCTION
La fabrication additive (FA) regroupe l’ensemble des procédés qui permettent de produire une pièce par ajout successif de matière à partir d’un modèle numérique. Les procédés diffèrent de par le matériau utilisé, sa forme et la source d’énergie utile pour transformer la matière. Dans l’étude qui suit, les deux grands procédés de fabrication additive métallique mentionnés sont : la fusion sur lit de poudre et la projection de matière sous énergie concentrée. La fusion sur lit de poudre consiste à fusionner sélectivement un lit de poudre métallique. La projection de matière sous énergie concentrée consiste à fusionner par le biais d’un faisceau laser la poudre projetée par une buse.
JOURNEES COFREND 2017
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
2136
8

2
Figure 1 Schéma de principe du procédé de projection de matière sous énergie concentrée
La FA connait un essor dans les secteurs de pointe, tel que l’aéronautique ou le médical [1],
de par les possibilités nouvelles qu’elle offre par rapport aux procédés classiques. Si la FA
connait un réel engouement, elle n’en est pas pour autant une technologie mature et
présente un certain nombre de limites. On pourra citer la précision dimensionnelle des
pièces ou encore la santé matière incertaine [1]–[3]. Ainsi, un des axes de développement de
cette technologie est le contrôle de la reproductibilité et de la robustesse des pièces afin de
prédire l’apparition de non conformités. Le contrôle en cours de fabrication, appelé contrôle en ligne ou contrôle in situ, assure un suivi de la pièce au fur et à mesure de sa construction. Il permet également d’envisager une boucle de rétroaction qui arrêterait le procédé dès la détection d’une non-conformité. On comprend alors aisément l’économie possible aussi bien en temps machine qu’en matière première. Ainsi, on assiste au développement du monitoring en ligne [4]. Les ultrasons laser est une technique à l’étude dans ce domaine [5].
Les défauts rencontrés en FA sont spécifiques au procédé. La fabrication additive métallique met en œuvre la fusion de poudre métallique pour former des cordons de dépôt. Les erreurs de trajectoire des faisceaux laser de fabrication peuvent par exemple conduire à des recouvrements partiels des cordons et entraîner l’apparition d’entailles (cf. Figure 2). Un autre phénomène bien connu est le manque de fusion de la poudre métallique qui génère des porosités contenant ou non de la poudre (cf. Figure 2). Les ordres de grandeur de ces défauts sont voisins des dimensions des cordons de dépôt c’est-à-dire de l’ordre de quelques centaines de micromètres.
Figure 2 A gauche, défaut de trajectoire de la buse, à droite coupe micrographique d’une pièce comportant des porosités (les deux pièces sont issues du procédé par projection de matière sous
énergie concentrée)

3
L’objectif est de contrôler les dernières couches déposées. La zone d’inspection est donc de quelques millimètres seulement. À ce titre les ondes de Rayleigh sont les plus adaptées pour le contrôle de ces épaisseurs. L’étude qui suit est préliminaire à une intégration de ce dispositif dans une machine de FA. Elle donne les éléments clés de l’évaluation du contrôle par UL de pièces de FA. Après avoir rappelé le principe des ultrasons laser, les paramètres d’influence du contrôle sont introduits afin de définir le dispositif optique adapté à nos applications. Les performances de détection sont établies sur la base de ce dispositif. Une étude comparative de la détection de défauts usinés dans des pièces de forge et de FA permet de conclure que le système d’inspection conçu nous permet de détecter l’ensemble des défauts usinés grâce à la perturbation du front d’onde de Rayleigh. L’étude permet également de souligner les différences de signal acoustique en fonction du procédé de fabrication. PRINCIPE DES ULTRASONS LASER Les ultrasons laser sont une méthode de contrôle ultrasonore sans contact. Les UL peuvent donc être utilisés pour un contrôle en ligne puisqu’ils ne perturbent pas le procédé de fabrication et peuvent s’utiliser sous des contraintes de température. Le processus de génération ultrasonore par une source laser impulsionnelle (laser de génération) est fondé sur l’interaction du faisceau lumineux avec un matériau [6]. Une brève impulsion laser échauffe la partie supérieure du matériau et entraîne localement une déformation thermoélastique : il y a création d’ondes élastiques surfaciques et volumiques dans la matière. L’interaction de ces ondes avec les défauts ou les bords de la pièce étudiée génère des déplacements de la surface. Ces déplacements sont détectés par un interferomètre . La Figure 3 résume le principe du contrôle par ultrasons laser.
Figure 3 Principe des ultrasons laser
Cette technique permet à la fois un contrôle surfacique et subsurfacique et élargit le périmètre de contrôle des techniques in situ déjà existantes [4]. On recherchera notamment à détecter les porosités et manques de fusion apparaissant après le bain de fusion.
4
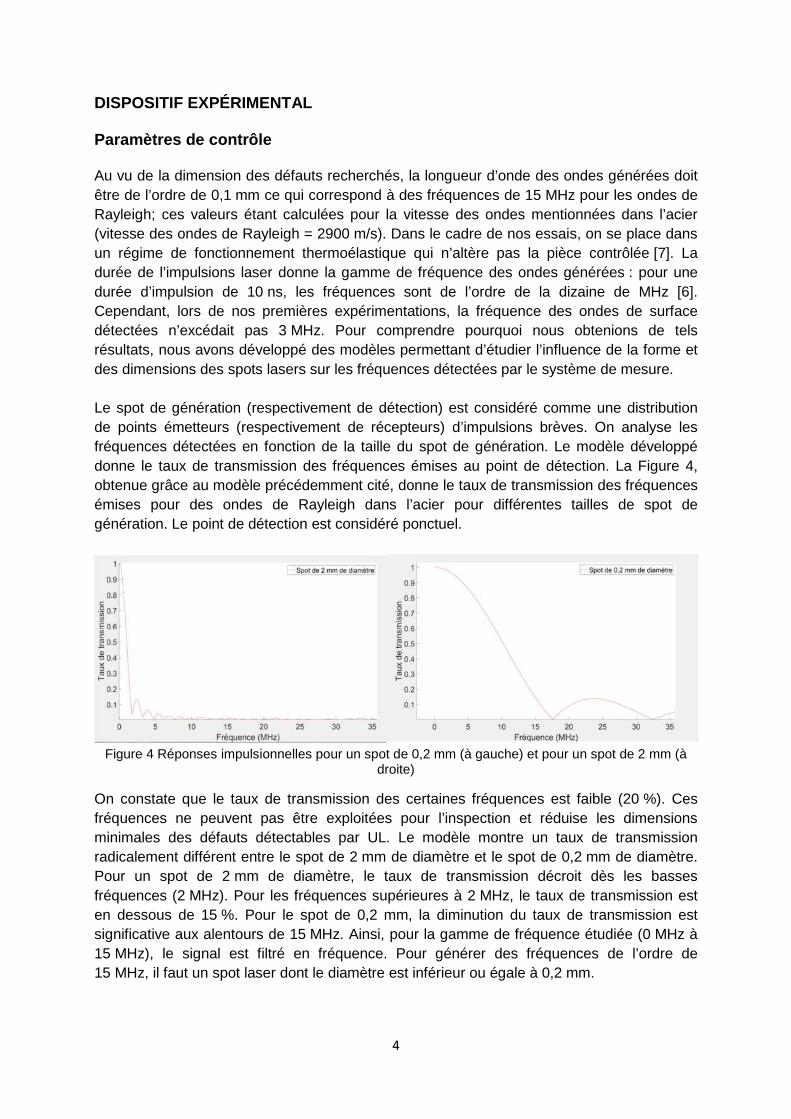
DISPOSITIF EXPÉRIMENTAL Paramètres de contrôle Au vu de la dimension des défauts recherchés, la longueur d’onde des ondes générées doit être de l’ordre de 0,1 mm ce qui correspond à des fréquences de 15 MHz pour les ondes de Rayleigh; ces valeurs étant calculées pour la vitesse des ondes mentionnées dans l’acier (vitesse des ondes de Rayleigh = 2900 m/s). Dans le cadre de nos essais, on se place dans un régime de fonctionnement thermoélastique qui n’altère pas la pièce contrôlée [7]. La durée de l’impulsions laser donne la gamme de fréquence des ondes générées : pour une durée d’impulsion de 10 ns, les fréquences sont de l’ordre de la dizaine de MHz [6]. Cependant, lors de nos premières expérimentations, la fréquence des ondes de surface détectées n’excédait pas 3 MHz. Pour comprendre pourquoi nous obtenions de tels résultats, nous avons développé des modèles permettant d’étudier l’influence de la forme et des dimensions des spots lasers sur les fréquences détectées par le système de mesure. Le spot de génération (respectivement de détection) est considéré comme une distribution de points émetteurs (respectivement de récepteurs) d’impulsions brèves. On analyse les fréquences détectées en fonction de la taille du spot de génération. Le modèle développé donne le taux de transmission des fréquences émises au point de détection. La Figure 4, obtenue grâce au modèle précédemment cité, donne le taux de transmission des fréquences émises pour des ondes de Rayleigh dans l’acier pour différentes tailles de spot de génération. Le point de détection est considéré ponctuel.
Figure 4 Réponses impulsionnelles pour un spot de 0,2 mm (à gauche) et pour un spot de 2 mm (à
droite)
On constate que le taux de transmission des certaines fréquences est faible (20 %). Ces fréquences ne peuvent pas être exploitées pour l’inspection et réduise les dimensions minimales des défauts détectables par UL. Le modèle montre un taux de transmission radicalement différent entre le spot de 2 mm de diamètre et le spot de 0,2 mm de diamètre. Pour un spot de 2 mm de diamètre, le taux de transmission décroit dès les basses fréquences (2 MHz). Pour les fréquences supérieures à 2 MHz, le taux de transmission est en dessous de 15 %. Pour le spot de 0,2 mm, la diminution du taux de transmission est significative aux alentours de 15 MHz. Ainsi, pour la gamme de fréquence étudiée (0 MHz à 15 MHz), le signal est filtré en fréquence. Pour générer des fréquences de l’ordre de 15 MHz, il faut un spot laser dont le diamètre est inférieur ou égale à 0,2 mm.
5
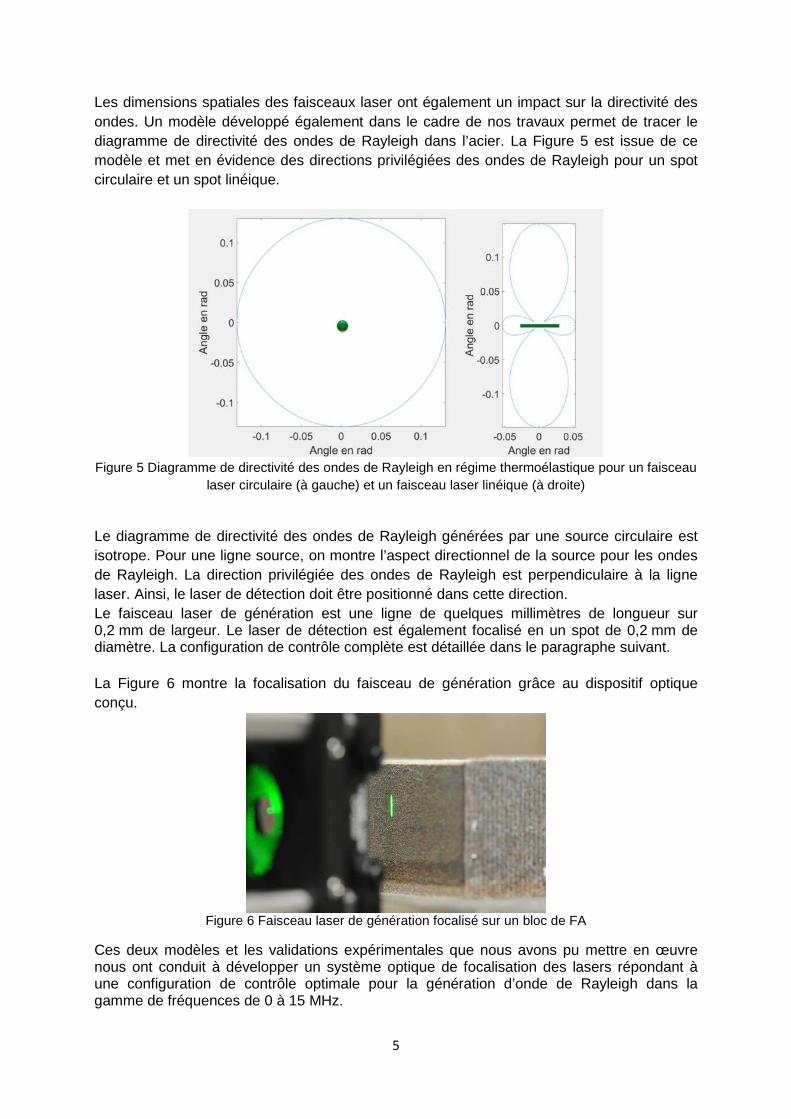
Les dimensions spatiales des faisceaux laser ont également un impact sur la directivité des ondes. Un modèle développé également dans le cadre de nos travaux permet de tracer le diagramme de directivité des ondes de Rayleigh dans l’acier. La Figure 5 est issue de ce modèle et met en évidence des directions privilégiées des ondes de Rayleigh pour un spot circulaire et un spot linéique.
Figure 5 Diagramme de directivité des ondes de Rayleigh en régime thermoélastique pour un faisceau
laser circulaire (à gauche) et un faisceau laser linéique (à droite)
Le diagramme de directivité des ondes de Rayleigh générées par une source circulaire est isotrope. Pour une ligne source, on montre l’aspect directionnel de la source pour les ondes de Rayleigh. La direction privilégiée des ondes de Rayleigh est perpendiculaire à la ligne laser. Ainsi, le laser de détection doit être positionné dans cette direction. Le faisceau laser de génération est une ligne de quelques millimètres de longueur sur 0,2 mm de largeur. Le laser de détection est également focalisé en un spot de 0,2 mm de diamètre. La configuration de contrôle complète est détaillée dans le paragraphe suivant. La Figure 6 montre la focalisation du faisceau de génération grâce au dispositif optique conçu.
Figure 6 Faisceau laser de génération focalisé sur un bloc de FA
Ces deux modèles et les validations expérimentales que nous avons pu mettre en œuvre nous ont conduit à développer un système optique de focalisation des lasers répondant à une configuration de contrôle optimale pour la génération d’onde de Rayleigh dans la gamme de fréquences de 0 à 15 MHz.

6
Dispositif d’ultrasons laser et configuration de co ntrôle Deux lasers Nd :YAG assurent la génération et la détection des ultrasons. Le laser de génération génère à une longueur d’onde de 532 nm, la durée des impulsions laser est de 7 ns et l’énergie délivrée par chaque impulsion de 30 mJ. Le laser de détection a une longueur d’onde de 1064 nm; la durée des impulsions est de 80 µs. Ce laser est couplé à un système d’interférométrie adaptatif basé sur le mélange à deux ondes (Two Wave Mixing, TWM) [8]. La Figure 7 présente la cellule laser et le dispositif optique conçu.
Figure 7 Photos de la cellule laser : à gauche, ensemble du système de contrôle, à droite, détails du
dispositif optique conçu
Les faisceaux laser sont injectés dans des fibres qui les acheminent vers le dispositif optique mettant en forme les faisceaux. Les deux lasers impactent la pièce sur la même face de la pièce afin d’exploiter les ondes de Rayleigh puis le système balaye la surface de l’échantillon. Pièces et défauts Pour comprendre l’origine des différents fronts d’onde et l’impact des différents paramètres sur ceux-ci (matériaux, géométrie de l’échantillon, dimensions des défauts, état de surface…), on s’intéresse dans un premier temps à des défauts électro érodés sur des blocs de géométrie simple et de surface polie. Les pièces inspectées sont des parallélépipèdes 80x20x25 en acier 316L et de surface polie.
Figure 8 Schéma de la géométrie des pièces inspectées, en rouge, les entailles usinées
Les blocs comportent quatre entailles débouchantes usinées par électroérosion. Les dimensions des entailles sont répertoriées dans le tableau Tableau 1.

7
N° de l’échantillon Procédé de fabrication Défauts
N° Entaille
Largeur (mm)
Profondeur (mm)
1 Forge
F0305 0,3 0,5 F0105 0,1 0,5
2 F0101 0,1 0,1 F00501 0,05 0,1
3 FA
FA0305 0,3 0,5 FA0105 0,1 0,5
4 FA0101 0,1 0,1 FA00501 0,05 0,1
Tableau 1 Dimensions des entailles de l'ensemble des pièces inspectées
Les entailles usinées dans les pièces présentées ci-dessus visent à simuler des manques de fusions apparaissant suite à la construction d’une pièce de fabrication additive métallique. Ce sont des cas simplifiés puisque les défauts ont des bords réguliers et des dimensions calibrées. Cependant, les dimensions des défauts sont similaires à des manques de fusion induits par un procédé de FA. RÉSULTATS ET DISCUSSION La Figure 9 détaille la configuration initiale du contrôle. Les lasers sont initialement à 6 mm de la première entaille. Le laser de génération (triangle vert) est situé à 3 mm du laser de détection (triangle rouge). Le balayage est matérialisé par la flèche discontinue. Le système de contrôle parcourt environ 45 mm depuis sa position initiale
Figure 9 Configuration de contrôle
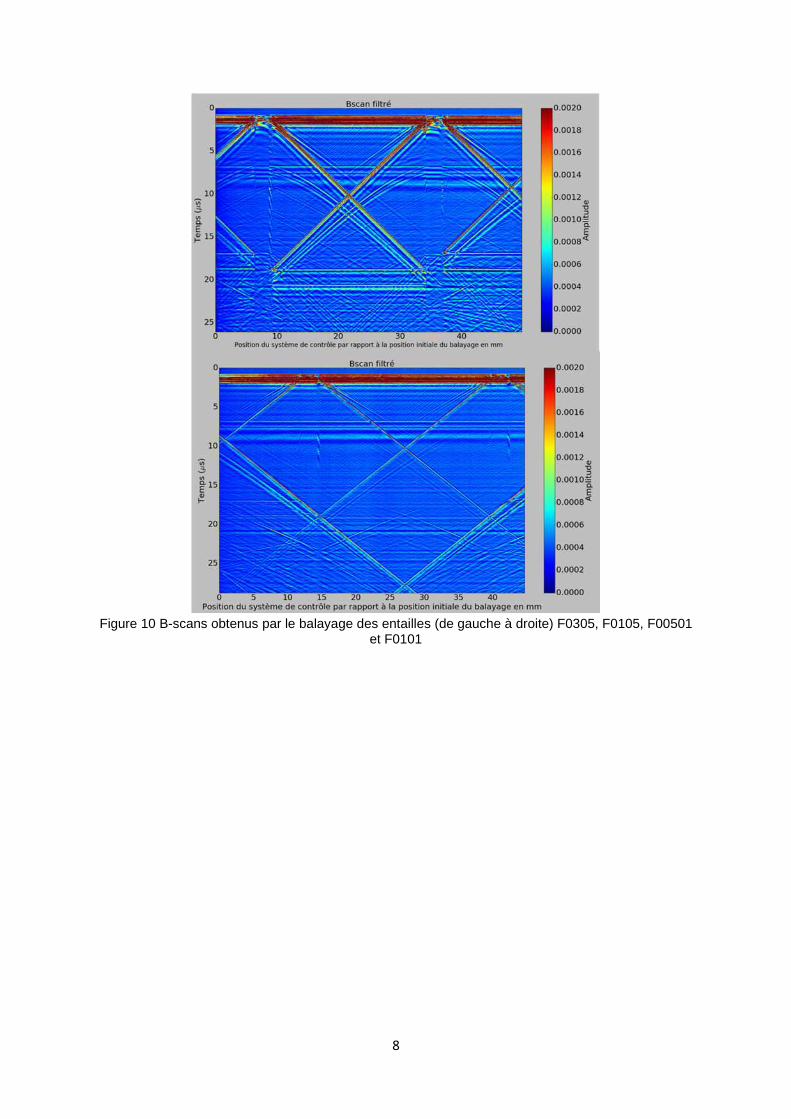
La présence d’un défaut sur le trajet de l’onde perturbe le front d’onde de Rayleigh. Pour le mettre en évidence, on étudie l’amplitude de ce front d’onde en plaçant la détection à une distance permettant de séparer temporellement le front d’onde longitudinal de surface du front d’onde de Rayleigh. La surface de l’échantillon est balayée par le système de mesure de sorte que l’on suive l’évolution de la perturbation au cours du temps en fonction de la position des lasers par rapport au défaut. Les balayages permettent d’acquérir les données nécessaires aux représentations B-scans. Les Figure 10 et Figure 11 présentent les B-scans obtenus respectivement sur les pièces de forge et de FA.
8
Figure 10 B-scans obtenus par le balayage des entailles (de gauche à droite) F0305, F0105, F00501
et F0101
9
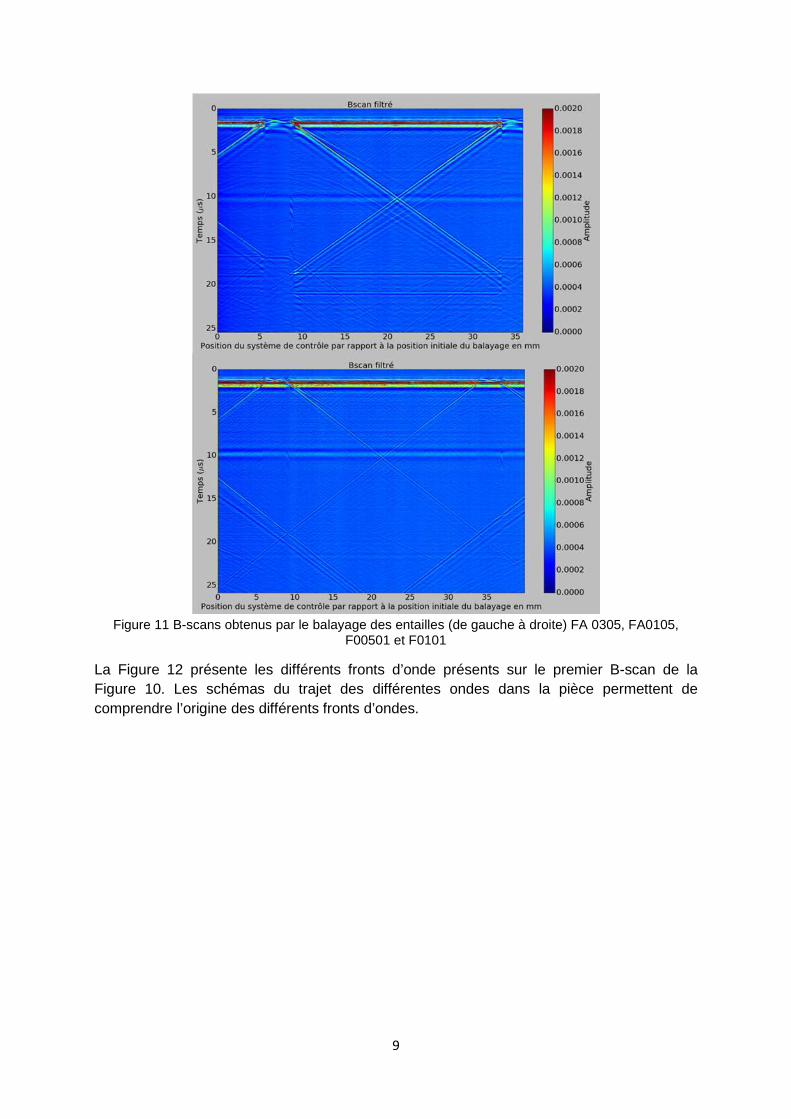
Figure 11 B-scans obtenus par le balayage des entailles (de gauche à droite) FA 0305, FA0105,
F00501 et F0101
La Figure 12 présente les différents fronts d’onde présents sur le premier B-scan de la Figure 10. Les schémas du trajet des différentes ondes dans la pièce permettent de comprendre l’origine des différents fronts d’ondes.

10
Figure 12 En haut représentation schématique des fronts d'onde d'un B-scan, en bas, schéma de la
pièce et des différents parcours des ondes
Le front d’onde horizontal annoté en bleu clair correspond à l’onde de Rayleigh directe se propageant entre les deux lasers. Sur les figures 10 et 11, ce front d’onde se situe à environ 1 µs. Ce front d’onde est perturbé par la présence des défauts (entailles mentionnées dans le Tableau 1 Dimensions des entailles de l'ensemble des pièces inspectées). On constate que l’onde de Rayleigh directe est interrompue à x = 6 mm et x = 36 mm, positions des défauts par rapport à la position initiale des lasers. Les fronts d’onde en pointillé bleus clairs représentent les ondes de Rayleigh réfléchies par les deux entailles. Ces fronts d’onde sont la seconde signature de la présence de défauts dans la pièce. Ils sont présents sur l’ensemble des B-scans. On note également la présence de fronts d’ondes horizontaux annotés en vert produits par les réflexions des ondes de surface avec les bords latéraux de la pièce. La réflexion de ces ondes avec l’entaille génère les fronts d’onde paraboliques verts en pointillé. Les fronts d’onde horizontaux en gris correspondent aux ondes de Rayleigh se réfléchissant entre les

11
bords de la pièce et les entailles. Enfin, les fronts d’onde diagonaux en bleu foncé sont issus de la réflexion des ondes de surface avec les bords de la pièce. De ces observations, on peut conclure que le contrôle par ultrasons laser permet donc de détecter la présence d’entailles débouchantes dont les plus petites dimensions dans notre étude sont de 0,1 mm de profondeur sur 0,05 mm de largeur. Ce constat est fait aussi bien dans une pièce de forge que dans une pièce de fabrication additive. La limite de détection de notre système est donc inférieure au plus petit défaut détecté. On peut aller plus loin dans l’interprétation des résultats et établir un lien entre la profondeur des entailles et l’allure des B-scans. Pour les entailles de 0,5 mm profondeur, le front d’onde de Rayleigh direct à 1 µs est interrompu lorsque l’entaille est située entre la génération et la détection. Le front d’onde de Rayleigh est ainsi interrompu sur 3 mm, distance entre les deux lasers de contrôle. Cette interruption n’est pas nettement visible pour les entailles de 0,1 mm de profondeur. En effet, la profondeur de l’entaille est alors inférieure à la longueur d’onde des ondes de Rayleigh et la réflexion sur le défaut est alors prononcée sur les B-scans. L’onde de Rayleigh incidente comporte des fréquences allant jusqu’à 10 MHz ; la vitesse de propagation des ondes de Rayleigh dans l’acier 316L est de 2900 m/s, la longueur d’onde des ondes de Rayleigh est de 0,2 mm. L’amplitude de l’onde réfléchie par le défaut est plus faible que pour les entailles dont la profondeur est supérieure à cette longueur d’onde. Ce constat est une première approche pour mettre en évidence une différence de comportement des ondes selon les dimensions des défauts. Si la réflexion des ondes de Rayleigh est visible pour l’ensemble des B-scans, le rapport signal sur bruit (RSB) diffère en fonction du procédé de fabrication. La Figure 13 présente les rapports signaux sur bruit des ondes de Rayleigh réfléchies par les entailles pour les deux procédés de fabrication.
Figure 13 Rapports signal sur bruit exprimés en dB pour l’ensemble des fronts d’onde réfléchis par les
entailles
On constate que les rapports signal sur bruit obtenus avec les pièces de forge sont supérieurs à ceux obtenus dans les pièces issues du procédé de FA. L’origine de ce plus
0
2
4
6
8
10
12
14
16
18
20
Entaille 0305 Entaille 0105 Entaille 0101 Entaille 00501
Ra
pp
ort
sig
na
l su
r b
ruit
en
dB
Rapport signal sur bruit Réfléxion de l'onde réfléchie par les entailles
Forge
FaFA
12
faible RSB dans les pièces de FA peut être due à l’efficacité de génération des ultrasons ou à l’atténuation des ultrasons dans la structure de FA. En effet, la microstructure des pièces de FA est différente de celle des pièces forgées [9]. Nous devons poursuivre nos travaux afin d’établir quels facteurs jouent sur la diminution du RSB dans les pièces de fabrication additive. CONCLUSION Ce papier introduit l’inspection d’entaille débouchante par UL dont les dimensions sont similaires a des défauts induits pas le procédé de FA. Les modèles développés, évaluant les paramètres d’influence du contrôle, ont permis de concevoir un dispositif de mesure adéquat pour la détection de défauts par les ondes de Rayleigh. Les principales conclusions de ce papier sont les suivantes :
(1) Les modèles montrent qu’un spot de 0.2 mm de diamètre permet de générer et de détecter des ondes dont la fréquence est de 15 MHz et permet la détection de défauts dont les dimensions sont de 0,1 mm.
(2) Le dispositif optique développé permet de détecter les défauts usinés par électro érosion (0.1 mm de profondeur sur 0.05 mm de largeur). Les limites de détection de notre système sont inférieures au plus petit défaut usiné.
(3) Les défauts sont détectés par l’interruption de l’onde de Rayleigh directe et par les ondes de Rayleigh réfléchie par les défauts.
On s’intéresse aujourd’hui également à l’impact de l’état de surface sur l’inspection par UL et nous développons de traitements d’image adaptés qui feront l’objet d’une prochaine publication. RÉFÉRENCES [1] J. M. Waller, B. H. Parker, K. L. Hodges, E. R. Burke, et J. L. Walker, « Nondestructive
Evaluation of Additive Manufacturing State-of-the-Discipline Report », 2014.
[2] G. Tapia et A. Elwany, « A review on process monitoring and control in metal-based
additive manufacturing », J. Manuf. Sci. Eng., vol. 136, no 6, p. 060801, 2014.
[3] B. M. Sharratt, « Non-Destructive Techniques and Technologies for Qualification of
Additive Manufactured Parts and Processes », 2015.
[4] C. DUNSKY, « Process monitoring in laser additive manufacturing », Ind. Laser Solut., vol.
29, no 5, sept. 2014.
[5] D. Cerniglia, M. Scafidi, A. Pantano, et J. Rudlin, « Inspection of additive-manufactured
layered components », Ultrasonics, vol. 62, p. 292‑298, sept. 2015.
[6] C. B. Scruby et L. E. Drain, Laser Ultrasonics Techniques and applications, Adam Hilger.
1990.
[7] H. Voillaume et B. Campagne, Les ultrasons laser appliqués aux matériaux composites
aéronautiques. Cofrend, 2008.
[8] R. K. Ing et J.-P. Monchalin, « Broadband optical detection of ultrasound by two-wave
mixing in a photorefractive crystal », Appl. Phys. Lett., vol. 59, no 25, p. 3233, 1991.
[9] X. Xu, G. Mi, Y. Luo, P. Jiang, X. Shao, et C. Wang, « Morphologies, microstructures, and
mechanical properties of samples produced using laser metal deposition with 316L
stainless steel wire », Opt. Lasers Eng., vol. 94, p. 1‑11, juill. 2017.