trends - festo
TRANSCRIPT

trendsin automationLe magazine clients de Festo 1.2015
Inspiration
MagieMaîtres de l’illusion : interview des Ehrlich Brothers
Impulsions
SupraCycleNouveautés dans la technologie des supraconducteurs
Synergies
Mini-formatLe mini-portique bidimensionnel dans la cour des grands
A la une
DimensionsDu mini-encombrement et des maxi-performances
Niveau terrain
Niveau capteurs/actionneurs
Niveau contrôle-
commande
Niveau automate
Niveau terrain
Niveau capteurs/actionneurs
L’avenir est ici
Vous avez des objectifs ambitieux ?Vous souhaitez aller plus loin ?Nous vous ouvrons de nouvelles perspectives.
Compétence en automatisation des process et des usines : CPXFesto CPX, la plate-forme d’automatisation de tous les besoins. Celle qu’il vous faut si vous imposez les plus sévères exigences à votre solution d’automatisation. Le terminal CPX, associé au MPA ou VTSA, est la solution à haute compétence en automatisation des process et des usines – et le standard pour toutes les opéra-tions à Fluid et Motion Control.
www.festo.ch
Nouvelles dimensions
Bruno Huber, Directeur Festo Suisse
Chère lectrice, cher lecteur,
De nos jours, le terme « dimensions », dérivé du mot latin « dimensio », n’est plus utilisé pour désigner une mesure de l’étendue spatiale ou temporelle. Ainsi, par exemple, l’expression « Nouvelle dimension » annonce quelque chose de totalement nouveau et sans précédent. Le déménagement du siège social de Festo Suisse à Lupfi g (AG) n’est pas vraiment quelque chose d’unique en son genre. Et pourtant, grâce à la structure moderne du bâtiment, nous bénéfi cions de nouvelles approches axées sur l’avenir. Cela passe par une cartographie de processus optimale, adaptée aux besoins de la clientèle, mais aussi par un environnement de travail qui soit en mesure de répondre aux attentes des jeunes générations et qui assure des prestations de pointe (p.29). Venez y jeter un coup d’œil à l’occasion, si vous passez dans la région.
La supraconductivité, domaine auquel Festo a consacré une attention toute particulière, nous fait entrer dans une nouvelle dimension. Les modules supraconducteurs transportent et dépo-sent sans contact des objets en suspension et fonctionnent à travers les murs, sans mécanisme de liaison. Les derniers déve-loppements tels que le SupraCycle montrent à quoi pourrait res-sembler une usine du futur : elle serait silencieuse, compacte et très effi cace (p.14).
Je me réjouis de savoir que cette édition des « trends in automa-tion » vous accompagnera sur la voie de l’avenir.
Votre
Bruno Huber

1.2015
Inspiration
Repères
trends in automation
Éditorial 3 Panorama 6 Festo dans le monde 46Soft Stop 49Mentions légales 51
Moments magiques : levée de rideau sur les Ehrlich Brothers.8
Le grand art de l’illusionLes illusionnistes Andreas et Chris Ehrlich font appel dans leurs spectacles sensa-tionnels à un haut niveau d’automatisa-tion. Dans leur interview, ils nous disent comment ils transforment la technique en émotion. 8
Déplacer sans contactSupraMotion 3.0 : le SupraCycle montre pour la première fois le transfert actif d’un aimant permanent mis en sustentation à l’aide de la supraconduction d’un élément supraconducteur au suivant. 14
Phot
o : ©
NA
SA, E
SA, a
nd
Phot
o : ©
NA
SA, E
SA, a
nd
the
Hub
ble
Her
itage
Tea
mth
e H
ubbl
e H
erita
ge T
eam
A la une Dimensions Le télescope Hubble donne depuis 1990 des images impression-nantes des profondeurs de l’univers. Ce qui semble tout petit sur les prises de vue en couleur a en réalité des dimensions énormes. C’est de la conjonction du grand et du petit qu’il est question dans ce numéro de trends in automation. Des installations de plus en plus compactes assurent une productivité de plus en plus grande. Des composants particulièrement petits ouvrent la voie à de nouvelles possibilités.
SupraCycle :nouveau Future Concept sur la supraconduction.
14

Petit pays, grande diversitéLa Suisse : connue dans le monde entier non seulement par le Cervin, le fromage, le chocolat et les montres, mais aussi par de nombreuses entreprises high-tech jouant un rôle de premier plan à l’inter-national. 26
À la précision d’une montre suisseLe robot delta EXPT fait preuve de tout son « doigté » et de toute sa rapidité dans une installation sophistiquée destinée à l’in-dustrie horlogère. 30
Précision au mini-formatCompact, précis, rapide : dans le testeur de terminaux mobiles de l’ingénieriste finlandais PKC, le mini-portique bidimen-sionnel sait faire valoir ses atouts. 34
Fais de la place !« Génération révolutionnaire » : les ma-chines d’emballage de Cama prennent un tiers de place en moins – grâce aux termi-naux de distributeurs CPX/MPA. 38
Gamme compacteDans ses machines de fabrication de poches de perfusion, Kiefel mise sur les limiteurs de débit unidirectionnels VFOF-LE-BAH. Ils réduisent l’encombre-ment de plus de 50 %. 40 Recyclage à chaud la tête froideGrande productivité : Festo a fourni au Mexique une solution complète automati-sant à plusieurs niveaux de la pyramide une installation de recyclage de déchets de hauts-fourneaux. 43
Coup de sangAutomatisation de laboratoire : des sys-tèmes précis assurent la manipulation et le transport d’échantillons et de liquides ultrasensibles. 18
« Le gain de temps est énorme »Festo Design Tool 3D : ce logiciel assure une configuration constante, rapide etefficace et la commande associée de sous-ensembles. 22
En route avec la formationL’association CIEG garantisse une formation axée sur la pratique, grâce aux systèmes de formation de Festo Didactic. 24
Impulsions
Automatisation de laboratoire : sous-systèmes prêts à monter pour processus efficaces.
18
Synergies
Mini-portique bidimensionnel : système de test de terminaux mobiles.
34
1.2015 trends in automationSommaire 4 – 5

Phot
o : ©
Coo
p H
imm
elb(
l)au
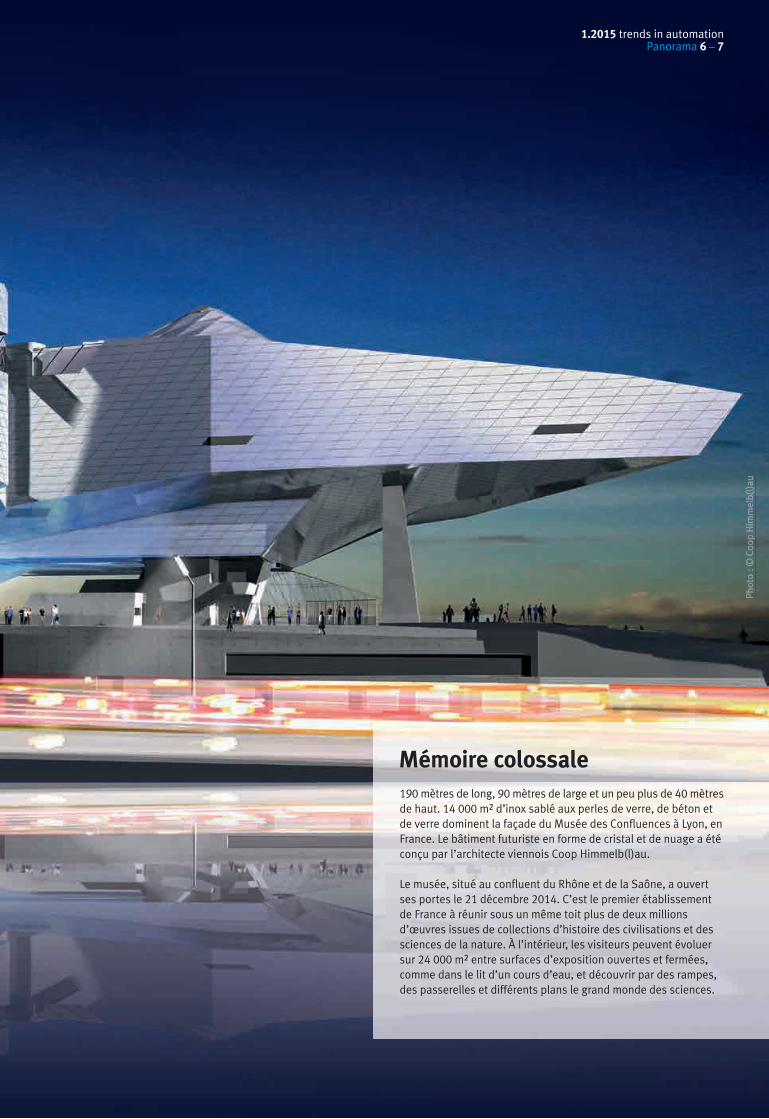
190 mètres de long, 90 mètres de large et un peu plus de 40 mètres de haut. 14 000 m² d’inox sablé aux perles de verre, de béton et de verre dominent la façade du Musée des Confl uences à Lyon, en France. Le bâtiment futuriste en forme de cristal et de nuage a été conçu par l’architecte viennois Coop Himmelb(l)au. Le musée, situé au confl uent du Rhône et de la Saône, a ouvert ses portes le 21 décembre 2014. C’est le premier établissement de France à réunir sous un même toit plus de deux millions d’œuvres issues de collections d’histoire des civilisations et des sciences de la nature. À l’intérieur, les visiteurs peuvent évoluer sur 24 000 m² entre surfaces d’exposition ouvertes et fermées, comme dans le lit d’un cours d’eau, et découvrir par des rampes, des passerelles et différents plans le grand monde des sciences.
Mémoire colossale
1.2015 trends in automationPanorama 6 – 7

Andreas et Chris Ehrlich font partie de l’élite mondiale des illusionnistes. Déjà sacrés à deux reprises magiciens de l’année, ils émerveillent encore cette an-née grands et petits lors de leur tournée. Juste avant leur spectacle à Stuttgart, les Ehrlich Brothers nous ont parlé de leurs débuts en prestidigitation, de la manière dont ils mettent en œuvre leurs idées et de la technique qui se cache derrière leurs shows spectaculaires.
Interview
trends in automation : Nous sommes ici en pleine mise en place de votre spectacle à Stuttgart. Essais de son et de lumière battent leur plein. Trois Megaliners de 40 tonnes sont dans la cour. Et dès demain, c’est déjà la ville suivante. Vous avez gravi à toute vitesse l’échelle du succès ces dernières années. Auriez-vous pu imaginer remplir un jour des salles aussi grandes ?
Chris Ehrlich : Nous avons commencé tout petits avec une pano-plie de prestidigitateur. Qu’il en résulterait un aussi grand succès, nous n’aurions pu l’envisager même avec la meilleure volonté et avec toute l’imagination qu’il faut pour nos illusions. Un élément de notre succès est sûrement notre amour du détail et notre souci de nous améliorer constamment. À l’issue de chaque spectacle, nous analysons de près ce qui a marché et comment, supprimons les potentiels d’erreurs et améliorons dans toute la mesure du possible nos illusions. Même si quelque chose semble parfait de l’extérieur, pour nous, ce n’est jamais parfait à 100 %. Nous voulons toujours améliorer encore un peu les choses.
Andreas Ehrlich : Chez nous, c’est comme dans l’industrie. Nous aussi, nous sommes dans un processus d’amélioration continue. Qu’il s’agisse de petits tours de passe-passe ou de grandes illusions.
Il n’y a plus que quelques heures avant le début de votre spec-tacle. Vous rayonnez pourtant le calme – comme toute l’équipe d’ailleurs. Or tout ici semble d’un très haut niveau de technicité. Est-ce que vous vous y connaissez aussi vous-mêmes dans tous les détails techniques ou est-ce que vous n’êtes « que » les artistes, purement chargés de la créativité et laissez à vos assis-tants toute la réalisation ?
Le grand art de l’illusion

1.2015 trends in automationInspiration 8 – 9
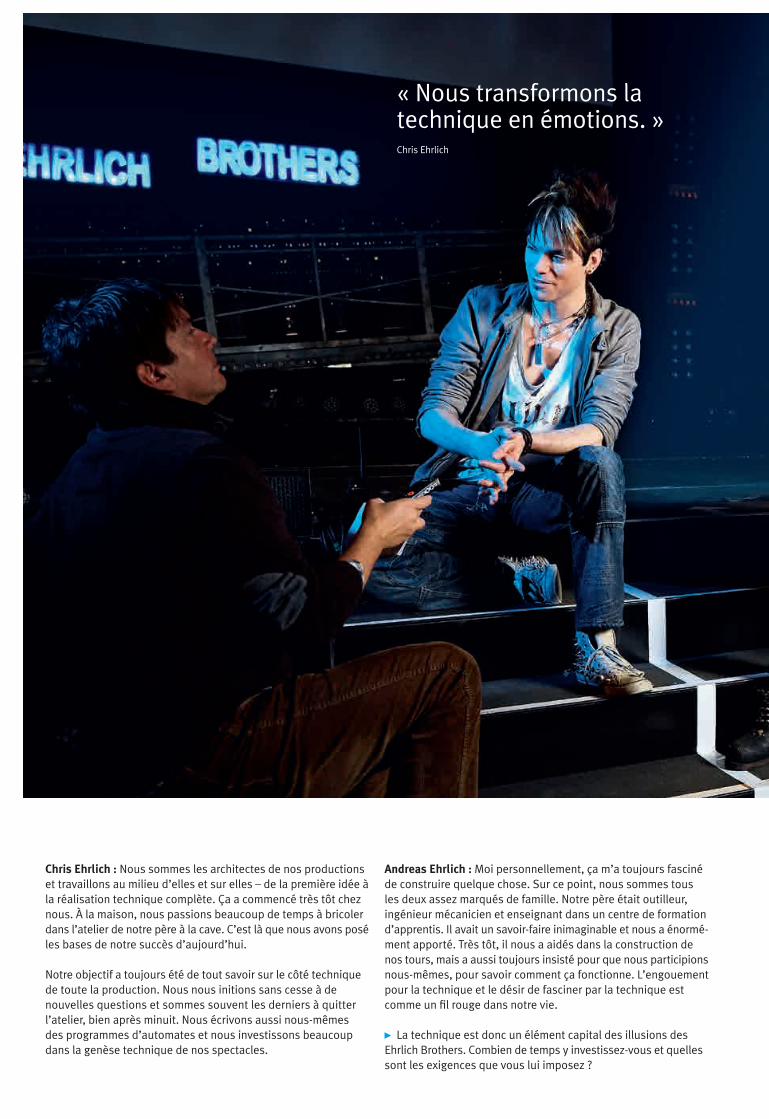
« Nous transformons la technique en émotions. »Chris Ehrlich
Chris Ehrlich : Nous sommes les architectes de nos productions et travaillons au milieu d’elles et sur elles – de la première idée à la réalisation technique complète. Ça a commencé très tôt chez nous. À la maison, nous passions beaucoup de temps à bricoler dans l’atelier de notre père à la cave. C’est là que nous avons posé les bases de notre succès d’aujourd’hui.
Notre objectif a toujours été de tout savoir sur le côté technique de toute la production. Nous nous initions sans cesse à de nouvelles questions et sommes souvent les derniers à quitter l’atelier, bien après minuit. Nous écrivons aussi nous-mêmes des programmes d’automates et nous investissons beaucoup dans la genèse technique de nos spectacles.
Andreas Ehrlich : Moi personnellement, ça m’a toujours fasciné de construire quelque chose. Sur ce point, nous sommes tous les deux assez marqués de famille. Notre père était outilleur, ingénieur mécanicien et enseignant dans un centre de formation d’apprentis. Il avait un savoir-faire inimaginable et nous a énormé-ment apporté. Très tôt, il nous a aidés dans la construction de nos tours, mais a aussi toujours insisté pour que nous participions nous-mêmes, pour savoir comment ça fonctionne. L’engouement pour la technique et le désir de fasciner par la technique est comme un fil rouge dans notre vie.
La technique est donc un élément capital des illusions des Ehrlich Brothers. Combien de temps y investissez-vous et quelles sont les exigences que vous lui imposez ?

« L’automatisation est synonyme de sécurité, elle nous décharge de beaucoup de travail et nous donne davantage de liberté pour nous éclater sur scène. »Andreas Ehrlich
L’interview avec Andreas et Chris Ehrlich a eu lieu le 29 janvier 2015 à la Porsche Arena de Stuttgart, en Allemagne.
Andreas Ehrlich : Faire progresser la technique occupe une grande place dans notre vie. L’art de la chose est que, dans le meilleur des cas, le spectateur ne remarque rien de la technique. Ce qui veut dire que nous devons, d’une part, intégrer la technique dans un espace des plus restreints, mais aussi, d’autre part, la rendre aussi sûre que possible.
Chris Ehrlich : En prestidigitation, il faut bien sûr faire sans cesse appel à la dextérité classique. Mais quand on veut enthousias-mer des milliers de personnes, ce n’est plus suffisant. Il faut en faire nettement plus. Et ce n’est possible qu’en faisant appel à beaucoup de technique. En fait, ce que nous faisons, c’est de la construction de machines hautement spécialisées. Prenons, par exemple, l’une de nos toutes dernières illusions : la téléportation.
Là, dans la phase de développement, nous ne pouvions pas aller voir tout simplement un bureau d’études en lui disant qu’il nous fallait un téléporteur. C’était une solution ponctuelle hautement spécialisée qu’il fallait développer de but en blanc.
Où intervient exactement l’automatisation et comment profitez-vous du haut niveau de back-up technique ?
Chris Ehrlich : Nous ne pouvons évidemment divulguer les se-crets de nos illusions. Mais une nouveauté technique est, par exemple, notre écran roulant central au-dessus de la scène, en-traîné par un servomoteur Festo. Ce qui nous offre l’avantage de pouvoir le positionner en toute liberté. Nous bénéficions ainsi de la plus grande souplesse possible face aux variations de
1.2015 trends in automationInspiration 10 – 11
l’infrastructure d’une salle à l’autre. L’écran est piloté par notre propre API, qui commande le contrôleur Festo.
Andreas Ehrlich : Avant, nous utilisions pour ça une solution standard toute faite, dont le fonctionnement n’était pas assez fiable pour nos exigences. L’écran ne descendait pas assez pré-cisément dans la position désirée, et souvent, l’image projetée n’était pas bien cadrée sur l’écran. Avec la nouvelle solution, nous n’avons plus ce problème. Un apprentissage ou « teaching » est effectué avant chaque spectacle, et nous pouvons alors être sûrs que tout marchera ensuite à 100 %. L’automatisation est synonyme de sécurité, elle nous décharge de beaucoup de travail et nous donne davantage de liberté pour nous éclater sur scène.
Les composants Festo font effectivement aujourd’hui partie intégrante de votre automatisation sur scène. Comment est née la collaboration avec Festo ?
Andreas Ehrlich : Le premier contact avec Festo a eu lieu à l’agence de Bielefeld. Nous avions imaginé pour un spectacle, en 2005, un système dans lequel nous voulions réaliser une application pneumatique spéciale et étions à la recherche d’un partenaire capable de nous épauler aussi bien par le matériel pneumatique que par le savoir-faire technique. À l’époque, nous
avons fait la connaissance d’un ingénieur technico-commercial Festo. À l’issue d’une courte démonstration de notre part, il est venu nous voir derrière la scène et nous a fait des propositions d’amélioration de certaines procédures techniques. Et c’est ainsi qu’a commencé notre collaboration. Les années suivantes, l’ex-pert Festo nous a alors accompagnés et nous a fait progresser sur la voie de notre succès avec les produits Festo et ses connaissances en pneumatique. Quand il y avait un problème, il s’est toujours plongé dans les détails techniques et nous a présenté des solu-tions possibles. De cette manière, il nous a aussi initiés à la pneu-matique.
Chris Ehrlich : Nous misons sur une technique très perfection-née, qui nous garantit tous les soirs un maximum de sécurité de fonctionnement. La grande confiance que nous accordons à Festo se voit aussi au fait que la scie sous laquelle je m’allonge tous les soirs est commandée par un terminal de distributeurs Festo – un CPX/MPA.
Le spectateur, lui, ne voit pas le temps passer. Outre les petits tours de passe-passe et l’interaction avec le public, ce sont les grandes illusions qui passionnent. Quand une illusion est-elle parfaite pour les Ehrlich Brothers ?

Portrait
Les Ehrlich Brothers
Andreas et Chris Ehrlich sont respectivement nés en 1978 et 1982 à Herford, en Allemagne. Tout petits, ils expérimentaient déjà tous les deux avec une panoplie de prestidigitateur. Au-jourd’hui, leurs spectacles d’illusions remplissent des arènes accueillant jusqu’à 10 000 spectateurs. Avant de s’associer en l’an 2000 sous le nom d’Ehrlich Brothers, ils avaient déjà remporté de nombreux prix en solistes avec leurs spectacles de prestidigitation. Depuis l’âge de 17 et 18 ans, respective-ment, ils appartiennent au Cercle magique d’Allemagne. En 2004 et 2013, les Ehrlich Brothers ont été sacrés « Magiciens de l’année », comme avant eux les magiciens David Copper-fi eld et Siegfried & Roy, célèbres dans le monde entier.
Les grands spectacles d’illusions des deux frères font entrer dans un monde de l’étonnement et des effets fascinants. Mais avant qu’une illusion ne soit prête à affronter la scène, il s’écoule souvent plusieurs années de développement concep-tionnel et technique. L’automatisation joue à cet égard un rôle essentiel. Qu’il s’agisse d’une moto sortant d’un iPad, d’une scie à six lames découpant Chris, de rails de chemin de fer qui se plient sans effort ou d’un pépin d’orange d’où émerge tout un oranger, la perfection technique constitue les fonda-tions de l’illusion par l’émotion.
www.ehrlich-brothers.com
Plier des cuillères, c’était hier, aujourd’hui, ce sont des rails de chemin de fer que plient les Ehrlich Brothers, apparemment sans effort.
Magie des flocons de neige : dans le spectacle actuel, la scène se transforme en paysage d’hiver.
1.2015 trends in automationInspiration 12 – 13
Phot
o : ©
Ral
ph L
arm
ann
Phot
o : ©
Ral
ph L
arm
ann
Chris Ehrlich : Quand elle présente un maximum de sécurité de fonctionnement et suscite un maximum d’émotions. Le senti-ment des spectateurs est énormément important, car nous ne sommes pas un spectacle présentant des effets spéciaux tech-niques. La technique constitue les bases sur lesquelles nous proposons au public un spectacle offrant un maximum d’émo-tions. Nous transformons donc la technique en émotions.
Vos spectacles font aujourd’hui partie des plus grands shows d’illusions au monde. Même David Copperfi eld a déjà voulu vous racheter des tours. Quels sont encore vos objectifs pour l’avenir ?
Chris Ehrlich : Un spectacle de prestidigitation sur la Lune. Nous y ferons alors disparaître l’apesanteur.
Andreas Ehrlich : Nous avons vraiment déjà réfl échi à l’intérêt qu’il y aurait à faire aussi de la prestidigitation dans une station spatiale. Mais ça prendra encore sans doute quelques années. Est-ce que ça marchera vraiment un jour ? Qui sait. Mais on a besoin de rêves. Et nous nous sommes toujours efforcés deréaliser nos rêves pour que d’autres puissent rêver de nouvelles réalités.

Le SupraCycle montre le transfert d’un palette magnétique d’un module supraconducteur au suivant.

Transporter sans toucher, transférer des objets en sustentation, travailler au travers de cloisons sans mécanisme de liaison. L’automatisation sur la base de modules supra-conducteurs rend possible ce qui était encore impensable voici quelques années. Les tout derniers « Future Concepts » sur la supraconduction de Festo, tels que le démonstrateur SupraCycle, montrent ce que peut faire cette technologie fascinante.
son entrée dans des domaines jusque là impensables. L’un des nouveaux projets est le SupraCycle. Il montre pour la pre-mière fois le transfert actif d’un aimant permanent, mis en sustentation à l’aide de la supraconduction, d’un élément supraconducteur au suivant.
Transférer sans contactLe nouveau SupraCycle de Festo transfère sans contact une palette porte-objet ma-gnétique entre deux éléments supracon-ducteurs. La liaison solidaire, enregistrée, peut se libérer et se rétablir activement
Déplacer sans contactSupraMotion 3.0
D ans certains processus d’automa-tisation, la séparation de l’objet à transporter et du dispositif de transport présente des avan-
tages. La simplification du nettoyage en environnements hygiéniques et le dépla-cement de produits fragiles, notamment, ouvrent de nouvelles perspectives à la manipulation sans contact. Une technolo-gie étudiée depuis plusieurs années déjà par Festo le permet : la supraconduction. Déplacer des objets en sustentation aboutira à l’avenir, de l’avis d’experts, à un grand progrès en automatisation.
À l’aide de modules d’automatisation supraconducteurs, des produits peuvent se déplacer en silence, proprement et avec efficacité énergétique dans les ateliers, comme guidés par une main fantôme. Les process peuvent se concevoir sans discontinuités, les capotages et sas ne constituant plus aucun obstacle. Les sys-tèmes de manipulation basés sur la supra-conduction répondent eux-mêmes aux exigences des salles blanches ou environ-nements hostiles. Avec ses projets actuels SupraMotion 3.0, Festo montre comment l’automatisation pourrait à l’avenir faire
1.2015 trends in automationRepères 14 – 15

SupraMotion 3.0
Festo développe sous le titre « SupraMotion 3.0 » des dispositifs illustrant les applications futures des supraconducteurs. Les tout derniers dispositifs ont pour noms SupraCarrier, SupraCycle et SupraHelix. Le SupraCarrier permet de position-ner et de transporter des produits sur des rouleaux en sustentation. Le Supra-Cycle montre comment transférer sans contact un palet magnétique entre deux éléments supraconducteurs. La liaison solidaire, enregistrée, peut se libérer et se rétablir activement et de manière ciblée. La SupraHelix, elle, est un arbre à structure en spirale qui, accroché en sustentation, peut être entraîné activement et sans contact pour transporter ou faire tourner des produits circulaires.
www.festo.com/fr/supramotion
et de manière ciblée. Pour ce faire, trois cryostats dotés de supraconducteurs ont été montés sur une embase. Deux palettes magnétiques sont transférées cyclique-ment d’un cryostat au suivant. À ces palettes sont fixées deux petits récipients ouverts remplis d’un liquide. Les palettes magnétiques sont refroidies dans les cryostats à une distance de sustentation de quelques millimètres des supracon-ducteurs. Les modules rotatifs ERMB per-mettent de faire tourner les cryostats de 360 degrés. Quand ils sont exactement opposés, l’un transfère la palette magné-tique à l’autre. Une platine montée sur le cryostat intègre l’intelligence nécessaire.
L’une des multiples possibilités d’applica-tion pratique du SupraCycle est la fixation d’un porte-pièce sur la palette. Dans le transport d’objets, le porte-pièce peut ainsi être transféré entre deux systèmes, comme le démontre l’exemple des récipients.
Une pléthore de nouvelles applicationsDes modules d’automatisation supracon-ducteurs peuvent se réaliser avec une multitude de variantes de montage et d’actionneurs actifs. Il est ainsi possible d’exécuter des cycles cinématiques quelconques en sustentation. Le transfert d’objets au moyen d’une navette peut s’exécuter sans aucun contact. Les sys-tèmes satisfont ainsi aux plus sévères exigences de stérilité. Les modules main-tiennent d’eux-mêmes leur position prédé-finie par les forces de rappel intrinsèques et indépendamment de leur orientation spatiale.
La vision de Festo concernant les futurs modules se caractérise par une absence totale d’usure des paliers et une longévité des systèmes de refroidissement allant jusqu’à 10 ans. Le guidage et le position-nement sans contact évitent l’abrasion et la poussière, ce qui permet de les utiliser dans des environnements soumis aux plus sévères exigences de pureté. La pos-sibilité de définir un entrefer permet aussi aux modules de travailler au travers de
Une embase intègre trois cryostats dotés de supraconducteurs, transférant cycliquement et sans contact deux palettes magnétiques au cryostat suivant.

trends in automation : Qu’est-ce qui vous fascine personnellement dans le thème SupraMotion ? Susanne Krichel : Il y a bien déjà différentes solutions pour positionner et guider des objets sans contact. Mais ce n’est qu’avec la supraconduction que l’on réussit à réaliser en même temps une rotation spatiale de 360° dans n’importe quelle direction – et ce, sans régulation complexe et au prix d’une faible énergie. Nous sommes actuellement en train de déterminer quels pourraient être les domaines d’application de cette technologie fascinante. C’est un terrain totale-ment nouveau, et nous laissons beaucoup d’espace créatif à nos idées.
SupraMotion existe déjà depuis 3 ans à la Foire de Hanovre – quel est son avenir ?
Krichel : Nous ne montrons plus seulement entre-temps les effets impressionnants de la sustentation et les possibilités de la technologie des supraconducteurs, mais discutons aussi activement de ses potentiels avec le secteur de l’automatisation. Ces dernières années, nous avons constaté dans beaucoup d’entretiens avec des clients que certains éléments de nos idées d’avenir sont dès à présent utilisables avec profit. Nous travail-lons à mettre en œuvre les premiers projets pilotes.
Quels sont les plus grands défis de l’équipe SupraMotion de Festo pour l’année qui vient ?
Krichel : Ce qui nous occupe intensivement à l’heure actuelle, c’est de savoir comment résoudre avec cette technologie des problèmes qui sont actuellement insol-vables ou qui ne le sont qu’au prix de détours compli-qués. L’important est aussi de créer les conditions né-cessaires à la pérennité de la technologie sur le marché. Nous discutons aussi intensivement de ces questions avec des clients. Ce faisant, notre équipe fait appel aussi bien aux connaissances et à l’expérience de nos com-merciaux qu’à des experts et partenaires technologiques.
Dr. Susanne Krichel, Portfolio Management, équipe du projet supraconducteurs, Festo
Posons-lui la question
cloisons, autorisant la manipulation dans des zones protégées et fermées sensibles à la contamination et difficiles à nettoyer. Comme la fonction de positionnement et de guidage n’est pas affectée par des substances amagnétiques pénétrant dans le palier, ceci permet aussi une utilisation dans des zones particulièrement exposées à des particules. Les systèmes de refroi-dissement employés se caractérisent par une excellente efficacité énergétique, en nécessitant au maximum 80 W par unité de refroidissement.
www.festo.com/fr/supramotion
Principe d’action unique en son genre : sustentation à l’état supraconducteur à –180 °C.
1.2015 trends in automationRepères 16 – 17
Coup de sangAutomatisation en laboratoire d’analyse
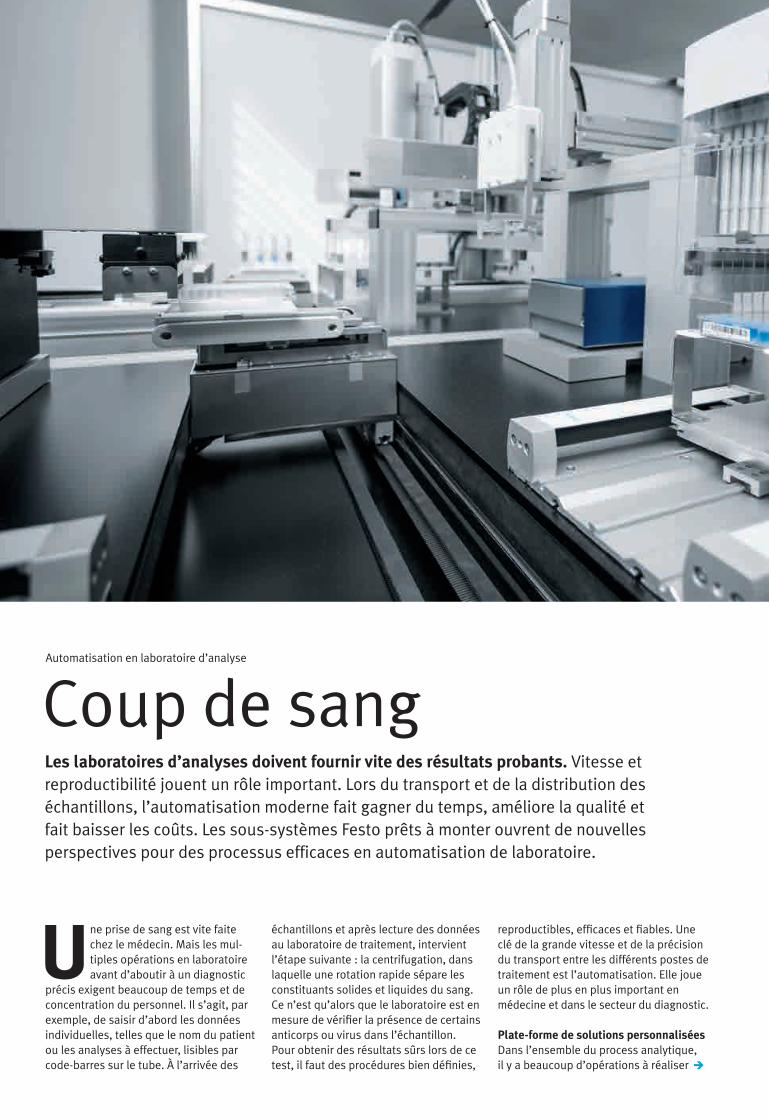
Les laboratoires d’analyses doivent fournir vite des résultats probants. Vitesse et reproductibilité jouent un rôle important. Lors du transport et de la distribution des échantillons, l’automatisation moderne fait gagner du temps, améliore la qualité et fait baisser les coûts. Les sous-systèmes Festo prêts à monter ouvrent de nouvelles perspectives pour des processus efficaces en automatisation de laboratoire.
Une prise de sang est vite faite chez le médecin. Mais les mul-tiples opérations en laboratoire avant d’aboutir à un diagnostic
précis exigent beaucoup de temps et de concentration du personnel. Il s’agit, par exemple, de saisir d’abord les données individuelles, telles que le nom du patient ou les analyses à effectuer, lisibles par code-barres sur le tube. À l’arrivée des
échantillons et après lecture des données au laboratoire de traitement, intervient l’étape suivante : la centrifugation, dans laquelle une rotation rapide sépare les constituants solides et liquides du sang. Ce n’est qu’alors que le laboratoire est en mesure de vérifier la présence de certains anticorps ou virus dans l’échantillon. Pour obtenir des résultats sûrs lors de ce test, il faut des procédures bien définies,
reproductibles, efficaces et fiables. Une clé de la grande vitesse et de la précision du transport entre les différents postes de traitement est l’automatisation. Elle joue un rôle de plus en plus important en médecine et dans le secteur du diagnostic.
Plate-forme de solutions personnaliséesDans l’ensemble du process analytique, il y a beaucoup d’opérations à réaliser

Le futur conjugué au présent
Ce que peut être l’automatisation moderne de laboratoire aujourd’hui et à l’avenir, c’est ce qu’ont appris les visiteurs du Lab Automation Symposium qui s’est tenu le 30 octobre 2014 au TechnologieCenter Festo d’Esslingen. Adoptant une approche globale, le symposium a montré les possibilités et perspectives de l’automatisation dans les domaines des biomarqueurs, des biobanques, de l’ar-chivage des échantillons, de la médecine personnalisée et du diagnostic d’accompagnement thérapeutique. Des intervenants internationaux renommés y ont exposé com-ment standardiser grâce à l’automatisation des opérations encore réalisées aujourd’hui à la main au prix de gros moyens et comment les exécuter avec davantage d’effica-cité et de reproductibilité. Ce qu’il est déjà possible de faire aujourd’hui dans la pratique était démontré par des exposants du secteur des sciences de la vie. En faisaient notamment partie LGC Genomics, Hettich, ttp labtech, Greiner bio-one et GerenTec.
Rapidité et précision : des systèmes de manipulation modernes assurent la manipulation efficace et le transport en toute sécurité des échantillons et liquides ultrasensibles.
1.2015 trends in automationImpulsions 18 – 19

oKtopure – extraction entièrement automatique d’ADNUn exemple de réussite de l’automatisation de laboratoire est le robot d’ex-traction d’ADN oKtopure de la société anglaise LGC Genomics. Cet équipe-ment high-tech accélère les programmes de mise en culture et beaucoup d’autres processus de biologie moléculaire en exécutant de manière standardisée l’extraction d’ADN de tissus végétaux (feuilles et graines), de tissus animaux, de cheveux, mais aussi de sang. L’équipement permet de traiter en parallèle 8 plaques à 96 puits.
Il est ainsi possible de traiter jusqu’à 5 000 échantillons par jour. Le haut niveau d’automatisation est permis par un système de manipulation Festo mis au point en étroite coopération avec LGC. La grande précision exigée du portique tridimensionnel est assurée en X et Y par les axes électriques à courroie crantée EGC. Sur la tête de dosage, en Z, le double axe à vis EGSK se charge du positionnement exact de la tête. Le portique tridimensionnel de manipulation des liquides est un système livré complet par Festo ; les ensembles actionneurs et contrôleurs sont déjà préparamétrés.
www.lgcgroup.com
sans cesse jour après jour, telles que l’ouverture des tubes. Comme d’infimes quantités d’échantillon suffisent à l’ana-lyse, les tubes se font de plus en plus petits, ce qui rend leur ouverture de plus en plus difficile à la main. Les erreurs sus-ceptibles d’apparaître en manuel peuvent se minimiser par des processus automati-sés. C’est également le cas pour le risque de contamination des échantillons.
Une nouvelle plate-forme de laboratoire créée par Festo montre quel peut être l’avenir de l’automatisation de laboratoire. Neuf modules démontrent l’ensemble du process : de la pré-analyse à la post-ana-lyse, en passant par l’analyse proprement dite. Ils comprennent la manipulation au-tomatisée des tubes, prélevés ou achemi-nés au porte-tubes, l’ouverture et la ferme-ture des tubes ainsi que le prélèvement et l’acheminement de liquides dans les gammes des millilitres, microlitres et sub-microlitres.
Le tout est axé sur la précision du dosage ainsi que sur la modularité, la flexibilité et l’extensibilité de l’équipement. Outre les composants Festo, des produits d’autres
« L’oKtopure est le fruit d’une coopération réussie. Les deux parties ont profité des connaissances de l’autre. »Paul Kendall, Electronic Light Assembly Cluster Team, Festo England
Medical technology
Festo en technique médicale
Dans les équipements médicaux également, la tendance est à des dispositifs de plus en plus petits et légers. Dans le même temps, il faut qu’ils soient meilleur marché que leurs prédécesseurs et résistent longtemps aux sollicitations du quotidien. Le marché exige aussi à cet égard des appareillages d’analyse plus rapides et plus précis ainsi que des équipements médicaux ultramodernes. En étroite coopération avec les clients, Festo a déjà développé des solutions à la demande pour manipulation de gaz et de liquides répondant à de sévères exigences.
Les piézodistributeurs et distributeurs miniatures MH sont les compo-sants idéaux pour les petits débits rencontrés en technique médicale. Leurs caractéristiques techniques positives en font d’excellentes solutions pour les fonctions de distribution des dispositifs médicaux, tels qu’oxygénateurs mobiles. Ils fonctionnent sans bruit, consomment peu d’énergie, ne dégagent pas de chaleur et peuvent s’utiliser en mode proportionnel. Les utilisations de ces petits distributeurs sont multiples : des appareils de dyalise aux torses d’entraînement et matelas médicaux, en passant par l’outillage chirurgical.
www.festo.com/medtech
fabricants peuvent aussi s’intégrer à la plate-forme. D’où la possibilité de conce-voir des solutions personnalisées adaptées à toute application.
Pipetage entièrement automatiséSur la plate-forme de laboratoire, le traite-ment de l’échantillon de sang est entière-ment automatisé, par exemple au niveau du pipetage : un système central de trans-port amène d’abord le sang sur un porte-échantillon au module de pipetage. Une pipette de précision y transfère une quan-tité bien défi nie de constituants liquides du sang dans chaque cuvette d’analyse. Le système de convoyage de la plate-forme transporte ensuite les cuvettes au module suivant du process.
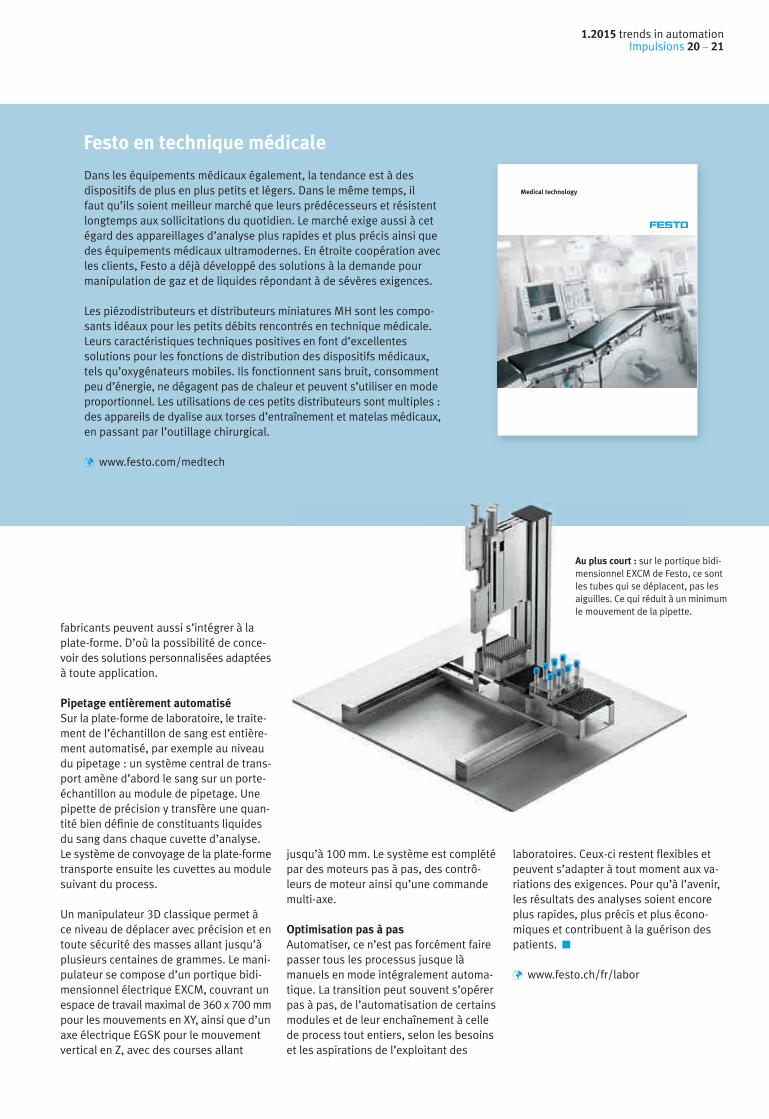
Un manipulateur 3D classique permet à ce niveau de déplacer avec précision et en toute sécurité des masses allant jusqu’à plusieurs centaines de grammes. Le mani-pulateur se compose d’un portique bidi-mensionnel électrique EXCM, couvrant un espace de travail maximal de 360 x 700 mm pour les mouvements en XY, ainsi que d’un axe électrique EGSK pour le mouvement vertical en Z, avec des courses allant
jusqu’à 100 mm. Le système est complété par des moteurs pas à pas, des contrô-leurs de moteur ainsi qu’une commande multi-axe.
Optimisation pas à pasAutomatiser, ce n’est pas forcément faire passer tous les processus jusque là manuels en mode intégralement automa-tique. La transition peut souvent s’opérer pas à pas, de l’automatisation de certains modules et de leur enchaînement à celle de process tout entiers, selon les besoins et les aspirations de l’exploitant des
laboratoires. Ceux-ci restent fl exibles et peuvent s’adapter à tout moment aux va-riations des exigences. Pour qu’à l’avenir, les résultats des analyses soient encore plus rapides, plus précis et plus écono-miques et contribuent à la guérison des patients.
www.festo.ch/fr/labor
Au plus court : sur le portique bidi-mensionnel EXCM de Festo, ce sont les tubes qui se déplacent, pas les aiguilles. Ce qui réduit à un minimum le mouvement de la pipette.
1.2015 trends in automationImpulsions 20 – 21
L e travail manuel de conception et de commande d’actionneurs pneu-matiques peut souvent demander beaucoup de temps. L’ingénieur
d’études recherche l’accessoire adapté, assemble le sous-ensemble d’actionne-ment pneumatique dans le système de CAO, puis crée à la fois le plan et la nomenclature nécessaires à l’achat et au montage. L’acheteur commande ensuite
tous les composants et s’assure que l’accessoire normalement en stock en in-terne – un limiteur de débit, par exemple – est bien en magasin. Le magasinier, de son côté, affecte les composants livrés au bon projet, avant de pouvoir transmettre le sous-ensemble au monteur en vue du montage. Avec l’outil Festo Design Tool 3D, cette procédure est désormais bien plus simple et plus sûre.
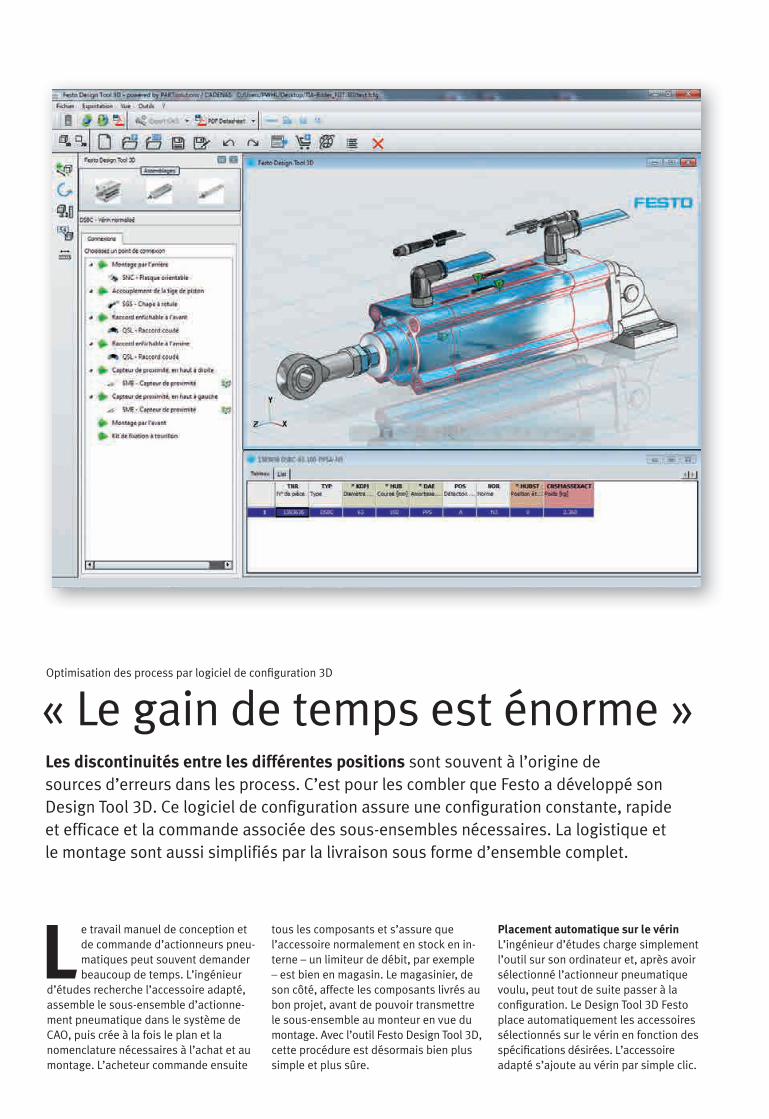
Placement automatique sur le vérinL’ingénieur d’études charge simplement l’outil sur son ordinateur et, après avoir sélectionné l’actionneur pneumatique voulu, peut tout de suite passer à la confi guration. Le Design Tool 3D Festo place automatiquement les accessoires sélectionnés sur le vérin en fonction des spécifi cations désirées. L’accessoire adapté s’ajoute au vérin par simple clic.
« Le gain de temps est énorme »Optimisation des process par logiciel de confi guration 3D
Les discontinuités entre les différentes positions sont souvent à l’origine de sources d’erreurs dans les process. C’est pour les combler que Festo a développé son Design Tool 3D. Ce logiciel de configuration assure une configuration constante, rapide et efficace et la commande associée des sous-ensembles nécessaires. La logistique et le montage sont aussi simplifiés par la livraison sous forme d’ensemble complet.

Le logiciel de CAO moderne propose alors les produits disponibles pour les autres possibilités de raccordement et d’équipe-ment. Le processus de confi guration fi able se répète de cette manière jusqu’à ce que le vérin soit complété sans erreur. Les produits nécessaires sont ensuite déposés dans le panier.
Un processus sans failleLes ingénieurs d’études n’ont plus alors qu’à décider si le vérin complet doit être
livré prémonté ou sous forme d’ensemble PrePack. Une seule référence de com-mande est ensuite générée dans le panier. La livraison qui suit en un seul colis facilite la logistique. Par cette démarche systématique, les utilisateurs évitent les fautes d’inattention dans les nomencla-tures et références de CAO, les acheteurs commandent plus vite, les magasiniers réu-nissent plus facilement les composants et les monteurs ont toujours l’accessoire qu’il faut sous la main. Qu’ils soient ingénieurs,
acheteurs, magasiniers ou monteurs,le nouveau logiciel Festo Design Tool 3D offre davantage de sécurité à tous les utilisateurs et réduit leur travail.
Le Design Tool 3D Festo est immédiate-ment disponible dans 22 pays à l’adresse www.festo.com/FDT-3D.
www.festo.ch/fdt-3d
Martin Pfeiffer, gérant de la société SLITEQ GmbH, en Allemagne
trends in automation : Votre entreprise conçoit et développe des composants et machines sur mesure tournant autour du bobinage et de la découpe de fi lms. Vous travaillez depuis début octobre 2014 avec le Design Tool 3D Festo, qu’est-ce qui a changé pour vous ? Martin Pfeiffer : Alors qu’avant, il nous fallait d’abord télécharger le vérin néces-saire et ensuite chacun des composants dans le catalogue en ligne, aujourd’hui, nous avons toutes les informations en interne sur nos ordinateurs. Les multiples téléchargements sont ainsi du passé. La confi guration par glisser-déposer est pour nous nettement plus facile.
Dans la pratique
Quel est pour vous le plus gros avantage du logiciel de confi guration 3D Festo ?
Pfeiffer : Cet outil facilite grandement le travail de nos ingénieurs d’études. Le gain de temps est lui aussi énorme. Avec le Design Tool 3D Festo, il nous faut aujourd’hui jusqu’à 90 % moins de temps qu’avant pour confi gurer nos vérins. Ce qui est particulièrement pratique pour nos achats, c’est la commande du sous-en-semble complet sous une seule référence.
Livraison compacte sous forme de PrePack ou de sous-ensemble prémonté.
Configuration conviviale : le schéma d’assemblage et la nomenclature sont automatiquement créés.
1.2015 trends in automationImpulsions 22 – 23

Le mouvement rythme notre vie. Nous cherchons constamment à innover, à gagner en efficacité et à accroître notre savoir-faire. Qui ne se tient pas à l’affût et n’est pas avide de nouvelles connaissances laisse passer le train de l’avenir. Car pour être novateur, il est nécessaire d’explorer de nouvelles voies. C’est la raison pour laquelle l’association CIEG (Cours des Installateurs Électriciens Genevois) fait confiance aux systèmes d’apprentissage intégrés de Festo Didactic.
En route avec la formationDidactic : Formation dans le domaine de l’électrotechnique/l’électricité
Le monde de la formation évolue en permanence. Mais comment réussir une formation axée sur la pratique sur un marché en constan-
te mutation ? C’est une problématique sur laquelle se penche également la CIEG, une association qui regroupe les entre-prises d’installation électrique du canton de Genève et qui s’occupe de formation initiale et de formation continue dans le domaine de l’électrotechnique et de l’électricité, au niveau cantonal. Elle a pour objectif de satisfaire la soif de con-naissances de ses apprenants et des per-sonnes qui prennent part à ses sémi-naires.
Une seule et unique sourceIl y a deux ans, à Genève, Festo Didactic a tout d’abord mis en place des établis dans des les trois ateliers des cours. De-puis, un certain nombre de choses ont évolué chez Festo Didactic. Des systèmes de formation améliorés ont été dévelop-pés : des systèmes encore plus simples à utiliser, permettant une organisation modulaire et si peu encombrants qu’ils peuvent être rangés dans une armoire. En outre, les jeux de formation en électro-technique s’appuient uniquement sur des
Particulièrement flexibles et polyvalents ! Nous tenons compte de vos souhaits spécifiques en ce qui concerne les dimensions du chariot de démonstration.

Mesures de protection dans le domaine de l’électrotechniqueDans le domaine de l’énergie électrique, les dangers poten-tiels doivent être minimisés grâce à des mesures de protec-tion appropriées. Avec le jeu d’équipement TP 1111, les conditions existantes sont examinées et les dangers résul-tant de chaque situation démontrés au moyen de mesures.
PhotovoltaïqueL’énergie est rare et en faire bon usage est d’autant plus important. La formation en installation solaire/photovol-taïque apprend à mesurer la tension, le courant électrique et la performance des modules ainsi que du système réseau correspondant. Les possibilités de démonstration et d’expérimentation sont illimitées. Des douilles de mesure sont installées à des endroits clés du système de formation pour permettre des exercices de mesure avec des appareils portatifs utilisés dans l’industrie.
Servosystème d’entraînement et de freinage Grâce au jeu d’équipement TP 1410, les machines peuvent être analysées dans différentes situations de charge de façon conviviale. Ce concept didactique unique permet de différencier clairement l’élément à contrôler de la charge, et grâce au système de changement rapide, très pratique, le montage et le changement des machines s’effectuent en un tour de main. La connexion des éléments à contrôler s’effectue par le biais de l’EduTrainer® A4, une solution éprouvée qui peut être installée de manière flexible.
Trainingssysteme
composants liés à l’industrie. Cette ap-proche permet de s’assurer que le monde de l’apprentissage est aussi proche que possible du monde du travail et que le transfert de la théorie à la pratique s’effectue avec succès.
Herminio Alejandro Baeza, président de l’association CIEG, a immédiatement été séduit par les nouveaux jeux de for-mation portables dans le domaine de l’électrotechnique et par le niveau de for-mation en installation solaire/photovol-taïque. Notamment aussi parce les docu-ments requis et les logiciels ont été mis à disposition en français. Herminio Alejand-ro Baeza a été convaincu par cette colla-boration et a volontiers recours à la com-pétence de Festo Didactic en matière de conseils : « Nous avons trouvé en Festo un partenaire qui comprend notre mission et qui nous apporte son soutien. Ce n’est qu’ainsi que nous pouvons garantir une formation ancrée dans la pratique ».
www.festo-didactic.ch
Association CIEG Rampe du Pont-Rouge 41213 Petit-Lancy Suissewww.cieg.ch
Domaine d'activité : Association Cours des Installateurs Électriciens Genevois
Étonnant : des disjoncteurs intégrés au boîtier et verrouillables permettent de rechercher les erreurs dans des condi-tions proches de la réalité.
Installation solaire/photovoltaïque : L'inclinaison des modules PV est réglable en continu de 0 à 90°.
Systèmes de formation
1.2015 trends in automationImpulsions 24 – 25

Le plus haut sommet est la pointe Dufour, à 4634 mètres d’altitude. Le mont le plus connu est sans nul doute le Cervin.
Roger Federer a occupé 302 semaines au total la 1ère place au classement mondial des joueurs de tennis.
Le billet de 1000 francs est la plus forte coupure du monde.
70 % de la surface agricole utile de la Suisse est couverte de prairies. Soit un tiers de la superficie totale de la Suisse.
21,05 kilos de fromage, c’est ce qu’a consommé en moyenne chacun des 8,21 millions d’habitants l’année dernière.
Les astronautes de la NASA ne sont jamais envoyés dans l’espace sans leur couteau suisse.
Phot
os :
© S
hots
hop.
com

L a Suisse n’est pas seulement un modèle à succès écono-mique, elle attire aussi des gens du monde entier par la beauté de sa nature. 60 000 km de chemins de randonnée y sont accessibles par un réseau routier de 71 400 km.
L’Eiger, le Mönch et la Jungfrau ou le Cervin sont bien connus des alpinistes. Des paysages magnifi ques offrent aussi le lac Léman et le lac des Quatre-Cantons, le lac de Zurich et le lac de Constance ou encore le lac Majeur, dans le Tessin, avec son am-biance méditerranéenne. La diversité des paysages se retrouve aussi dans celle des habitants de la Suisse, ne serait-ce que par ses quatre langues offi cielles : l’allemand, le français, l’italien ainsi que le romanche. Dans le domaine politique, ils se caracté-risent par leur grande volonté de liberté, qu’ils expriment notam-ment par leurs nombreux plébiscites de la démocratie de base. Les quelque huit millions de Suisses se répartissent sur une superfi cie de 41 285 km². Exception faite d’une petite régression due à la crise mondiale, en 2009, le pays marque des points sur le plan économique par une croissance constante du PIB com-prise entre 0,85 et 3,85 % dans les années 2004 à 2013. Une contribution importante est celle de la construction de machines, de l’industrie électrique et de la métallurgie, avec leur fort pour-centage d’exportations. En raison de la nouvelle situation des taux de change après l'abandon du cours plancher de l'EURO début 2015, les incertitudes sur le futur développement écono-mique de la Suisse ont fortement augmenté. Le Groupe d'ex-perts de la Confédération prévoit un ralentissement signifi catif de la croissance du PIB, qui passerait de 2,0 % en 2014 à 0,9 % en 2015.
Diversité et qualité de la vieL’acte fondateur de la Suisse date d’août 1291. Au XIXe siècle, le 1er août a donc été déclaré jour de fête nationale. Les trois cantons fondateurs des origines, Uri, Schwyz et Unterwald,
Petit pays, grande diversitéDes paysages de rêve. Une économie en pleine croissance. Une nation à la volonté inébranlable d’autodétermination démo-cratique. La Suisse est considérée comme un modèle à succès et offre une qualité de vie au plus haut niveau. Festo en fait aussi partie depuis la fin des années 1950. Ses tout récents investissements dans le nouveau site principal témoignent de profonds liens.
Suisse : modèle à succès au cœur de l’Europe
La Suisse est limitrophe de cinq pays : l’Allemagne, l’Autriche, la France, le Liechtenstein et l’Italie.
1.2015 trends in automationSynergies 26 – 27

Bernina Express : 55 tunnels, 196 ponts et des pentes allant jusqu’à 70 %, c’est ce que franchit ce train sur son parcours reliant les Alpes enneigées de la Suisse aux palmiers du Nord de l’Italie.
ont été rejoints jusqu’en 1815 par 23 autres. 1848 a vu naître l’État fédéral. Il posait par des structures constitutionnelles bien ancrées les bases du maintien de la diversité culturelle et linguis-tique. La qualité de la vie dans ce pays alpin est considérée comme particulièrement élevée, ce qui se reflète notamment dans le coût de la vie. Des études montrent que la Suisse est, derrière la Norvège et l’Islande, le troisième pays le plus cher d’Europe. En contrepartie, Zurich et Genève occupent les deux premières places dans le classement international de la qualité de la vie de 350 villes.
Recherche en profondeurL’inventivité et l’esprit d’entreprise en Suisse ont abouti à une économie prospère depuis des décennies et à un paysage envié de la recherche. Ainsi, c’est dans le canton de Genève que se trouve, à 100 m sous terre, le plus grand accélérateur de parti-cules au monde, le Large Hadron Collider de 27 km de long du CERN, l’Organisation européenne pour la recherche nucléaire. Les chercheurs suisses ont aussi été en pointe dans nombre d’inventions d’avenir, comme par exemple dans le domaine des nanotechnologies. Ainsi, c’est un Suisse, Heinrich Rohrer, qui, avec son collègue allemand Gerd Binnig, a inventé le microscope à effet tunnel. Ces deux chercheurs ont été récompensés en 1986 par le prix Nobel de physique.
Sports, arts et cultureDes sportifs comme Roger Federer ont aussi acquis une notoriété internationale. Il a occupé ces dix dernières années, pendant plus de 300 semaines, la 1ère place du classement mondial des joueurs de tennis. Martina Hingis a été la plus jeune gagnante de Wimbledon du XXe siècle. Le sauteur à skis Simon Amman est le premier Suisse à avoir remporté quatre médailles d’or olym-piques. Pirmin Zurbriggen fait partie des skieurs les plus médail-
lés de tous les temps. Les œuvres des écrivains suisses Friedrich Dürrenmatt et Max Frisch sont des classiques de la littérature, font partie des lectures obligatoires à l’école et sont aussi jouées ou filmées à l’international. Le yacht suisse Alinghi s’est aussi fait connaître comme premier bateau européen à avoir gagné la célèbre Coupe de l’America. Le Corbusier est né le 6 octobre 1887 à La Chaux-de-Fonds, en Suisse. Cet architecte, designer et urbaniste franco-suisse est considéré comme l’un des pionniers de l’architecture moderne. Et ce, pour ne citer que quelques noms.
Pays d’entrepreneursLa Suisse est aussi un pays des entrepreneurs. De nombreuses petites et moyennes entreprises sont aujourd’hui encore dirigées par la famille de leurs créateurs et de leurs descendants. En 2011, la Suisse comptait quelques 550 000 entreprises marchandes, dont plus de 400 000 dans le secteur des services et environ 90 000 dans le secteur industriel. Ce dernier a connu la célébrité par l’industrie horlogère. Elle a pour beaucoup contribué à la réputation de l’industrie suisse, synonyme de haute qualité, fiabilité et innovation.
Le plus grand employeur industriel est l’industrie des machines, des équipements électriques et des métaux. Ses quelque 330 000 salariés assurent pas moins de 32,5 % des exportations de la Suisse, d’un montant de plus de 65 milliards de francs suisses. Plus de la moitié part vers l’Union européenne, pas tout à fait un cinquième vers le deuxième débouché : l’Asie. L’industrie des machines, des équipements électriques et des métaux est un secteur high-tech au plus haut niveau technique, dans les rangs duquel figurent de nombreuses entreprises jouant un rôle de premier plan à l’international.

Six décennies au contact des clientsPour Festo, s’implanter dans ce pas ouvert à l’innovation qu’est la Suisse était un premier pas fait très tôt vers une présence mondiale. La société Festo AG a été créée à Dietikon en 1956. La société Festo SA existe depuis 1981 à Yverdon. En 2002, la socié-té Festo Microtechnology AG inaugurait à Pieterlen son Global Production Center de distributeurs proportionnels et pilotes. À partir de la mi 2015, le siège social de Festo AG Suisse prendra ses nouveaux quartiers sur le site de Lupfi g (AG) dans le canton d'Argovie. Le bâtiment moderne est conçu pour améliorer l'effi -cacité des processus internes. Par conséquent, il se limite à deux étages. Bruno Huber, directeur général de Festo AG Suisse, souligne : « Moins de salles de réunion pour plus d'espaces de rencontre, ce qui encourage les spécialistes de l'automatisation Festo à échanger leurs savoir-faire en matière d'ingénierie. Cette approche nous permet de gagner beaucoup de temps tout au long du processus et favorise l'émergence d'idées novatrices. » Un vaste atelier de montage permettra de répondre rapidement et en souplesse aux besoins des clients. S’y ajouteront des lo-caux plus grands pour la formation initiale et continue des clients par Festo Didactic.
Raisonner et agir dans l’optique du client et dans les trois grandes langues offi cielles allemand, français et italien ont été dès le départ des facteurs déterminants du succès de Festo, parallèlement à la qualité de ses produits. Un effectif total de 130 salariés, dont environ 80 % au commercial et à la technique, couvre l’ensemble des prestations de Festo. Celles-ci vont de l’assistance-conseil à la formation initiale et continue, en passant par la vente et l’ingénierie. En investissant dans le nouveau site principal de Lupfi g, Festo pose les bases d’une poursuite de sa croissance et d’une assistance encore meilleure à l’industrie suisse.
À partir de la mi 2015, Festo AG est située dans un bâtiment neuf moderne sur le site de Lupfig, dans le canton d’Argovie.
« Festo aide ses clients, par des solutions hyper-innovantes, à maintenir leur compétitivité mondiale. »
Bruno Huber, directeur général de Festo Suisse
Organisation européenne pour la recherche nucléaire (CERN) : c’est à Meyrin, dans le canton de Genève, que se pratique de la recherche fondamentale en physique, notamment à l’aide de grands accélérateurs de particules étudiant la structure de la matière.
Phot
os :
© S
hots
hop.
com
1.2015 trends in automationSynergies 28 – 29

Phot
o : ©
Sho
tsho
p.co
m

À la précision d’une montre suisse
Palettiser plus vite avec le robot delta EXPT
La réputation légendaire de ses montres a amené l’industrie horlogère suisse à les protéger par le label de qualité « Swiss Made ». En production, ce niveau de qualité ne peut s’obtenir qu’avec des équipements d’automatisation rapides et précis. C’est dans ce but que le société Amax Automation AG a réalisé un palettiseur multifonction – faisant appel à des systèmes robotiques et manipulateurs, tels que le robot delta prêt à monter EXPT de Festo.
Selon des sondages, des consom-mateurs exigeants du monde entier sont prêts à payer jusqu’à 50 % de plus pour une montre
qui porte le label de qualité « Swiss Made ». Mais cela signifie également qu’aux termes de la législation du parle-ment suisse, plus de 60 % des coûts de fabrication d’une telle montre haut de gamme doivent être générés en Suisse.
C’est l’une des raisons qui fait que l’indus-trie horlogère suisse exécute de plus en plus d’étapes de fabrication de montres et de pièces en Suisse. Les sous-traitants implantés dans des pays à bas salaires sont en outre de moins en moins intéres-sants en raison de leurs hausses de sa-laires. S’y ajoute que la reproductibilité des pièces fabriquées en manuel y est souvent impossible à assurer. Des pertes de qualité résultaient également des mani-pulations en vrac de fines pièces décou-pées. Ce qui conduisait à davantage de rebuts et de travail de nettoyage.
Sur site de production local, l’industrie horlogère bénéficie de transports plus courts et plus rapides ainsi que d’une ges-tion de production plus simple. Le paletti-seur du constructeur suisse de machines spéciales Amax assure à cet égard le tri précis et fiable des fines pièces découpées en vue de la poursuite de leur traitement en galvanoplastie, peinture, tampographie et assemblage. Les pièces, de haute pré-cision, sont différentes pour chaque type de montre et chaque marque et, avec une épaisseur de quelques dixièmes de milli-mètre, extrêmement minces.
Un maximum de précisionLe palettiseur multifonction est très flexible et très rapide. À une cadence de 120 pièces par minute, il dépose jusqu’à 11 petites pièces différentes dans 6 plateaux grillagés ou 2 plateaux Jedec. D’autres pièces peuvent aisément faire l’objet d’un apprentissage ou « teaching » via le pupitre de commande et le logiciel. Les process en aval exigent un maximum de précision à la dépose des pièces dans les plateaux. Le bon côté des pièces doit tou-jours être dirigé vers le haut dans le pla-teau. Deux systèmes de caméra intégrés
Un maximum de précision est nécessaire à la dépose des pièces d’horlogerie.
et un système de retournement spéciale-ment mis au point font en sorte que ne soient déposées que des pièces correcte-ment orientées.
À peine décelables sur le convoyeurC’est ensuite qu’intervient l’opération de palettisation proprement dite. La caméra intelligente SBO..-Q détecte la position des pièces d’horlogerie sur le convoyeur et la transmet à deux robots delta EXPT. À l’aide d’une ventouse spécialement développée à cet effet, le robot delta saisit alors les pièces sur le convoyeur et,
1.2015 trends in automationSynergies 30 – 31
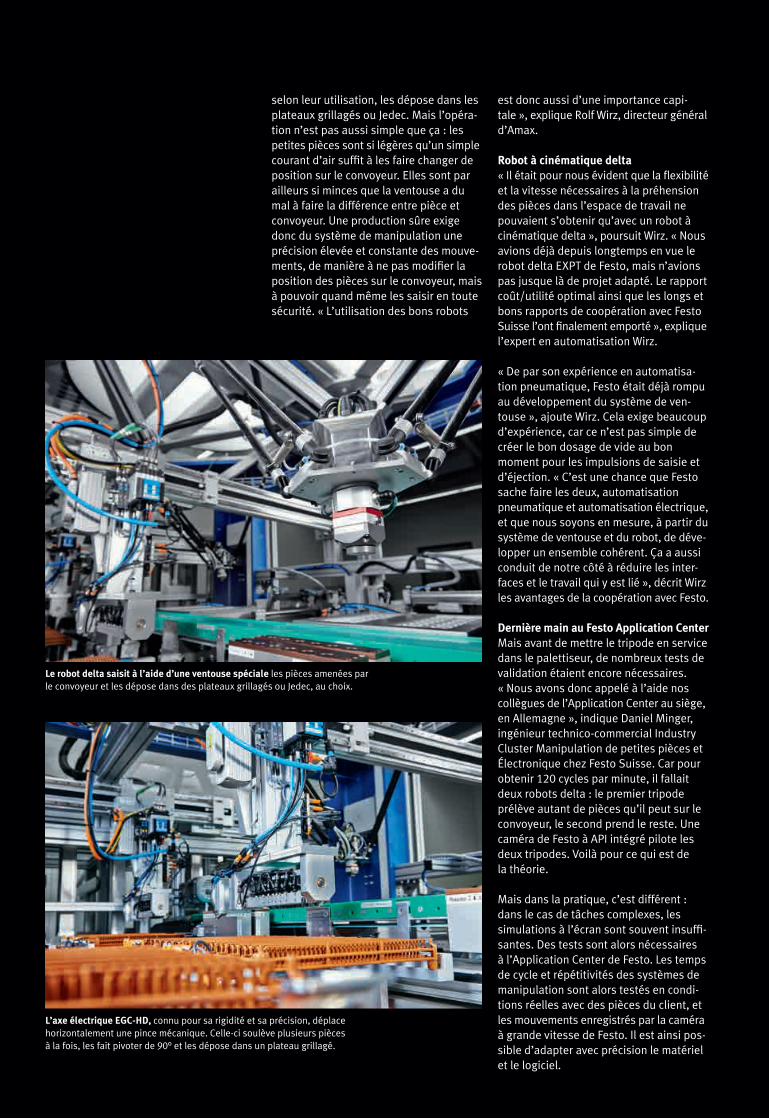
selon leur utilisation, les dépose dans les plateaux grillagés ou Jedec. Mais l’opéra-tion n’est pas aussi simple que ça : les petites pièces sont si légères qu’un simple courant d’air suffit à les faire changer de position sur le convoyeur. Elles sont par ailleurs si minces que la ventouse a du mal à faire la différence entre pièce et convoyeur. Une production sûre exige donc du système de manipulation une précision élevée et constante des mouve-ments, de manière à ne pas modifier la position des pièces sur le convoyeur, mais à pouvoir quand même les saisir en toute sécurité. « L’utilisation des bons robots
est donc aussi d’une importance capi-tale », explique Rolf Wirz, directeur général d’Amax.
Robot à cinématique delta« Il était pour nous évident que la flexibilité et la vitesse nécessaires à la préhension des pièces dans l’espace de travail ne pouvaient s’obtenir qu’avec un robot à cinématique delta », poursuit Wirz. « Nous avions déjà depuis longtemps en vue le robot delta EXPT de Festo, mais n’avions pas jusque là de projet adapté. Le rapport coût/utilité optimal ainsi que les longs et bons rapports de coopération avec Festo Suisse l’ont finalement emporté », explique l’expert en automatisation Wirz.
« De par son expérience en automatisa-tion pneumatique, Festo était déjà rompu au développement du système de ven-touse », ajoute Wirz. Cela exige beaucoup d’expérience, car ce n’est pas simple de créer le bon dosage de vide au bon moment pour les impulsions de saisie et d’éjection. « C’est une chance que Festo sache faire les deux, automatisation pneumatique et automatisation électrique, et que nous soyons en mesure, à partir du système de ventouse et du robot, de déve-lopper un ensemble cohérent. Ça a aussi conduit de notre côté à réduire les inter-faces et le travail qui y est lié », décrit Wirz les avantages de la coopération avec Festo.
Dernière main au Festo Application CenterMais avant de mettre le tripode en service dans le palettiseur, de nombreux tests de validation étaient encore nécessaires. « Nous avons donc appelé à l’aide nos collègues de l’Application Center au siège, en Allemagne », indique Daniel Minger, ingénieur technico-commercial Industry Cluster Manipulation de petites pièces et Électronique chez Festo Suisse. Car pour obtenir 120 cycles par minute, il fallait deux robots delta : le premier tripode prélève autant de pièces qu’il peut sur le convoyeur, le second prend le reste. Une caméra de Festo à API intégré pilote les deux tripodes. Voilà pour ce qui est de la théorie.
Mais dans la pratique, c’est différent : dans le cas de tâches complexes, les simulations à l’écran sont souvent insuffi-santes. Des tests sont alors nécessaires à l’Application Center de Festo. Les temps de cycle et répétitivités des systèmes de manipulation sont alors testés en condi-tions réelles avec des pièces du client, et les mouvements enregistrés par la caméra à grande vitesse de Festo. Il est ainsi pos-sible d’adapter avec précision le matériel et le logiciel.
Le robot delta saisit à l’aide d’une ventouse spéciale les pièces amenées par le convoyeur et les dépose dans des plateaux grillagés ou Jedec, au choix.
L’axe électrique EGC-HD, connu pour sa rigidité et sa précision, déplace horizontalement une pince mécanique. Celle-ci soulève plusieurs pièces à la fois, les fait pivoter de 90° et les dépose dans un plateau grillagé.
Amax Automation AG
Kirchbergstrasse 2113400 BurgdorfSuissewww.amax.ch
Champ d’activité :Automatisation de lignes d’assem-blage et de fabrication, machines spéciales et manipulation de pots
Dans le cas du palettiseur Amax, c’est surtout la précision de dépose dans les plateaux qui est critique. Les conditions de laboratoire de l’Application Center étaient de ce fait l’idéal pour analyser la précision de dépose et les temps de repos des robots delta qui suivent, pour mettre au point les algorithmes correspondants du logiciel et pour optimiser les temps de cycle exigés.
Le savoir-faire en ingénierie fait gagner beaucoup de tempsFesto a livré les deux robots delta EXPT sous forme de système complet prêt à monter, avec automate robotique CMXR et contrôleur de moteur CMMP-AS dans l’armoire associée. S’y ajoutait le système intelligent de caméra compacte SBOI…-Q, chargé de détecter visuellement les pièces sur le convoyeur et de transmettre les données de position à la commande robo-tique. D’autres systèmes manipulateurs prêts à monter se chargent du changement des plateaux. Des axes électriques du type ELGR poussent les plateaux vers l’avant, des vérins pneumatiques les soulevant et les serrant. L’axe électrique EGC-HD, connu pour sa rigidité et sa précision, déplace horizontalement une pince mécanique. La pince soulève plusieurs pièces à la fois, les fait pivoter de 90° et les dépose dans
un plateau grillagé. Le mouvement vertical est assuré par l’axe électrique EGC.Festo a livré la solution système complè-tement montée, contrôlée et dotée d’une garantie de fonctionnement au pied même de la machine. « Nous avons mis à profit le savoir-faire en ingénierie des spécia-listes en automatisation de Festo et avons ainsi gagné beaucoup de temps dans toute l’opération – surtout au contrôle et à la mise en service », souligne Rolf Wirz l’étendue des services de Festo.
Première pour la technologie delta« Avec nos solutions d’automatisation sur mesure, nous sommes souvent à la limite du techniquement connu et du technique-ment faisable. Nous attendons de nos partenaires beaucoup d’innovativité et la disposition à relever avec nous des défis particuliers ou à conquérir de nouveaux domaines d’application. C’est un parte-naire de ce type que nous avons trouvé en Festo », déclare Wirz. « Le robot delta EXPT n’est qu’un exemple parmi beaucoup d’autres montrant comment Festo parvient à nous fournir des produits innovants nous permettant de nous imposer sur le mar-ché », ajoute le directeur général d’Amax. Selon Wirz, le tripode de Festo, grâce à son rapport prix/performances attractif, étend la technologie delta à des domaines
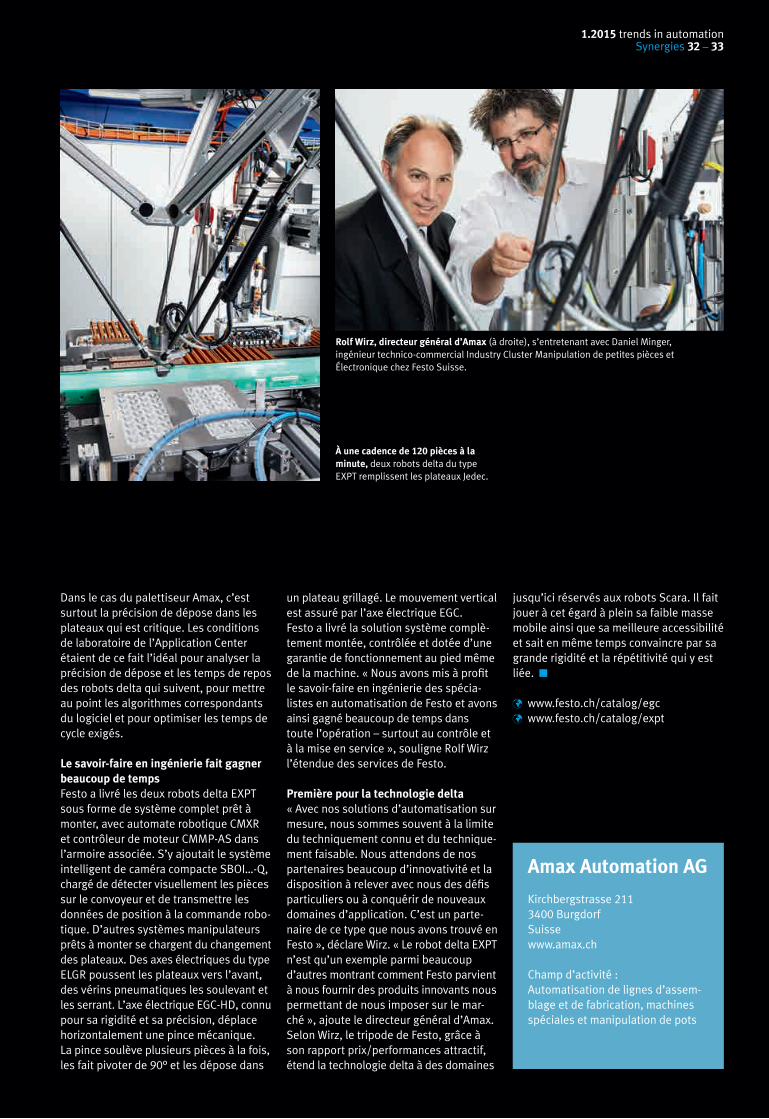
Rolf Wirz, directeur général d’Amax (à droite), s’entretenant avec Daniel Minger, ingénieur technico-commercial Industry Cluster Manipulation de petites pièces et Électronique chez Festo Suisse.
À une cadence de 120 pièces à la minute, deux robots delta du type EXPT remplissent les plateaux Jedec.
jusqu’ici réservés aux robots Scara. Il fait jouer à cet égard à plein sa faible masse mobile ainsi que sa meilleure accessibilité et sait en même temps convaincre par sa grande rigidité et la répétitivité qui y est liée.
www.festo.ch/catalog/egc www.festo.ch/catalog/expt
1.2015 trends in automationSynergies 32 – 33

Précision au mini-formatLes terminaux électroniques mobiles voient le jour dans des process très automatisés. Le test d’écrans tactiles et de claviers s’opère encore toutefois dans la plupart des cas en manuel. PKC Electronics s’engage à cet égard dans une nouvelle voie avec son testeur Chameleon. Muni de différents adaptateurs, il teste les terminaux mobiles de manière automatique, rapide et sûre. Tout à fait dans son élément : le mini-portique bidimensionnel EXCM.
Testeurs de terminaux mobiles faisant appel au mini-portique bidimensionnel EXCM

1.2015 trends in automationSynergies 34 – 35

L e testeur adaptable de l’ingénie-riste finlandais PKC Electronics ouvre une nouvelle ère dans le test des terminaux électroniques,
activité jusqu’ici manuelle dans la plupart des cas. Comme les terminaux mobiles, tels que smartphones, tablettes ou GPS, avec leur écran tactile et leurs fonctions audio et vidéo sophistiquées, se font de plus en plus complexes, le contrôle à 100 % de ces dispositifs demande aussi de plus en plus de travail. Les tests de l’interface utilisateur, de la commande gestuelle de l’écran tactile, de la manœuvre des boutons-poussoirs et interrupteurs sur les côtés du terminal ainsi que du haut-parleur et du micro exigent d’inten-sives méthodes de test, sécurisées sur le plan qualitatif. L’explosion du marché des
smartphones et tablettes continue d’ac-croître la demande d’équipements fiables pour réaliser de multiples tests fonction-nels. Rien qu’en 2013, 1,4 milliard de smartphones étaient en service dans le monde. Le nombre de tablettes est passé de 17 millions en 2010 à 195 millions l’année dernière.
La demande pousse à l’automatisation« Aujourd’hui, il s’agit de pouvoir proposer des testeurs clés en main, sur lesquels il doit suffire de changer vite d’adaptateur pour les différents formats de terminaux et de charger pour ainsi dire par simple bouton le bon logiciel de la routine de test », explique Kimmo Hyrynkangas, Test Solution Business Area Manager chez PKC Electronics en Finlande. « Ce changement de l’adaptateur et du programme qui l’accompagne a lieu en moyenne deux fois par jour chez de nombreux utilisateurs finals », poursuit Hyrynkangas.
« C’est justement un tel testeur flexible qu’a développé d’après nos idées PKC Electronics, sous le nom de Chameleon », indique Marko Anttila, Operation Manager chez Elektrobit. Elektrobit est un fabricant finlandais de terminaux mobiles et sys-tèmes d’infotainment pour l’automobile. « Doté des adaptateurs adéquats, l’équipe-ment permet de tester avec rapidité et fia-bilité même de petites ou moyennes sé-ries de 10 000 à 100 000 unités », précise Anttila.
Solution très flexibleLa haute flexibilité et la grande adaptabilité du testeur permettent de réagir à la diversi-té des variantes et aux cycles de vie de plus en plus courts des terminaux mobiles. Les délais de développement se raccourcissent ainsi constamment. Et il devient nécessaire de procéder à de nombreux tests dès la phase de développement. L’idéal est d’avoir des systèmes de test s’utilisant aussi bien dans la phase de développement que dans la fabrication en série. Autres exigences de la part du client final : plusieurs fonc-tions de test doivent être intégrées dans une seule et même phase de test afin d’assurer la cadence dans la production en
(A) Rallie n’importe quelle position dans l’espace de travail : le portique compact EXCM.
(B) Automatisation poussée : seule la mise en place des terminaux mobiles est encore manuelle.
(A)
(B)
volume. Font partie de ces fonctions les tests de l’écran tactile et de sa commande gestuelle, les tests fonctionnels, les tests audio et les tests radiofréquences, mais aussi les dépouillements approfondis, tels que l’analyse entièrement intégrée des résultats des tests audio. Le système Chameleon établit ainsi une nouvelle réfé-rence des équipements de test intégrés, permettant de réaliser des tests sur une seule plate-forme compacte.
Le tout intégréEn effet, une autre tendance se fait jour dans le secteur : comme les équipements de test s’intègrent dans les cellules de production, il faut qu’ils soient de plus en plus petits. L’important est aussi qu’ils puissent mettre à disposition suffisam-ment de capacités de test pour que le test ne conduise pas à des goulots d’étrangle-ment dans les livraisons. « Les testeurs de la gamme Chameleon se démarquent aussi à cet égard de ceux du marché car ils peuvent effectuer les analyses des tests dans l’équipement lui-même », indique Hyrynkangas.
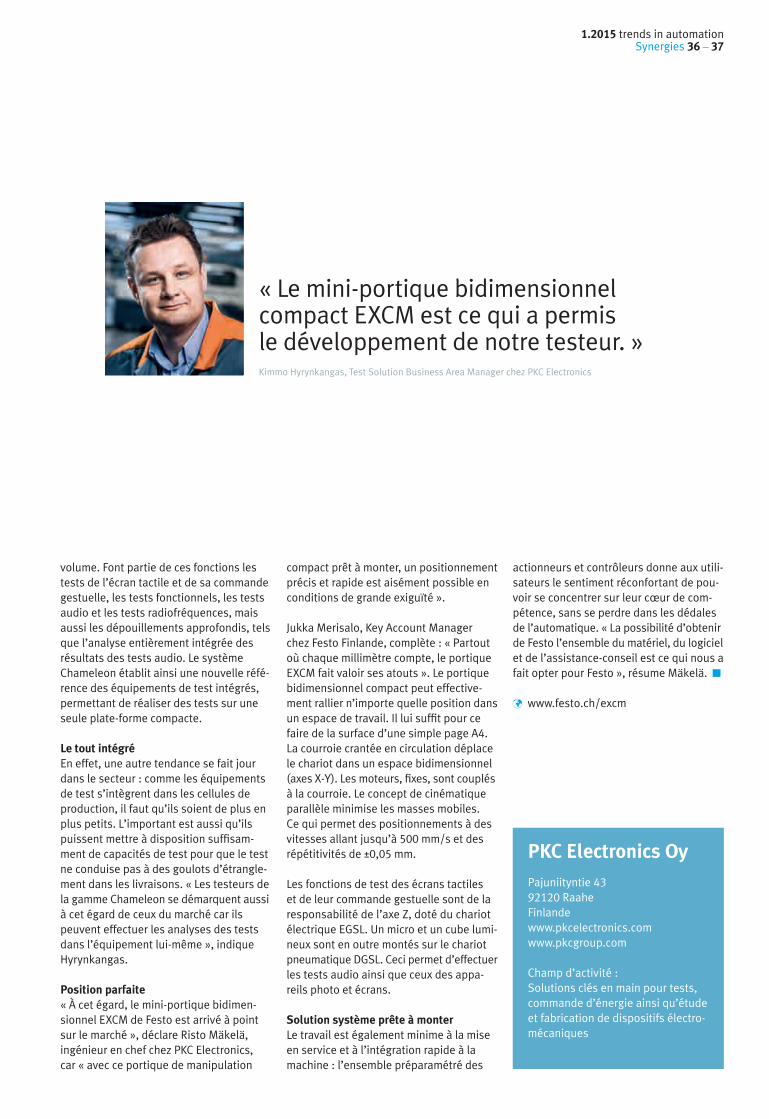
Position parfaite« À cet égard, le mini-portique bidimen-sionnel EXCM de Festo est arrivé à point sur le marché », déclare Risto Mäkelä, ingénieur en chef chez PKC Electronics, car « avec ce portique de manipulation
« Le mini-portique bidimensionnel compact EXCM est ce qui a permis le développement de notre testeur. »Kimmo Hyrynkangas, Test Solution Business Area Manager chez PKC Electronics
compact prêt à monter, un positionnement précis et rapide est aisément possible en conditions de grande exiguïté ».
Jukka Merisalo, Key Account Manager chez Festo Finlande, complète : « Partout où chaque millimètre compte, le portique EXCM fait valoir ses atouts ». Le portique bidimensionnel compact peut effective-ment rallier n’importe quelle position dans un espace de travail. Il lui suffit pour ce faire de la surface d’une simple page A4. La courroie crantée en circulation déplace le chariot dans un espace bidimensionnel (axes X-Y). Les moteurs, fixes, sont couplés à la courroie. Le concept de cinématique parallèle minimise les masses mobiles. Ce qui permet des positionnements à des vitesses allant jusqu’à 500 mm/s et des répétitivités de ±0,05 mm.
Les fonctions de test des écrans tactiles et de leur commande gestuelle sont de la responsabilité de l’axe Z, doté du chariot électrique EGSL. Un micro et un cube lumi-neux sont en outre montés sur le chariot pneumatique DGSL. Ceci permet d’effectuer les tests audio ainsi que ceux des appa-reils photo et écrans.
Solution système prête à monterLe travail est également minime à la mise en service et à l’intégration rapide à la machine : l’ensemble préparamétré des
actionneurs et contrôleurs donne aux utili-sateurs le sentiment réconfortant de pou-voir se concentrer sur leur cœur de com-pétence, sans se perdre dans les dédales de l’automatique. « La possibilité d’obtenir de Festo l’ensemble du matériel, du logiciel et de l’assistance-conseil est ce qui nous a fait opter pour Festo », résume Mäkelä.
www.festo.ch/excm
PKC Electronics OyPajuniityntie 4392120 RaaheFinlandewww.pkcelectronics.comwww.pkcgroup.com Champ d’activité : Solutions clés en main pour tests, commande d’énergie ainsi qu’étude et fabrication de dispositifs électro-mécaniques
1.2015 trends in automationSynergies 36 – 37

L es machines de la « génération révolutionnaire » dégagent de la place dans les ateliers et ouvrent de nouvelles perspectives de crois-
sance – pour nous et pour nos clients », se réjouit Riccardo Panepinto, Operations Manager du groupe Cama en Italie. Pour les producteurs d’articles de marque, ce sont des horizons tout nouveaux qui s’ouvrent ainsi dans l’aménagement de leurs usines. Ils gagnent en flexibilité pour intégrer d’autres moyens dans la ligne. L’une des caractéristiques des machines classiques est la grande armoire de com-mande implantée en dehors de la machine
proprement dite. Ses commandes sont reliées par une multitude de câbles et de flexibles de plusieurs mètres aux action-neurs, capteurs et distributeurs installés sur le terrain.
Machines plus compactesAvec la « génération révolutionnaire », Cama a revu complètement la conception de ses machines. Ce qui permet d’en réduire l’emprise au sol. Les armoires contenant les composants électriques et pneumatiques sont désormais intégrées dans les coins du socle de la machine. L’emprise moins grande des machines
permet beaucoup de choses : réduction du nombre et de la longueur des câbles et flexibles ainsi que possibilité de placer aisément les sous-ensembles et compo-sants nécessaires là où ils le sont vérita-blement. Ils sont ainsi plus facilement accessibles. Le produit clé est le terminal de distributeurs Festo CPX/MPA en pro-tection IP 65.
« Les terminaux de distributeurs à CPX et bus de terrain réduisent considérable-ment les câblages et tuyautages et, ainsi, la place nécessaire à nos machines », ex-plique Panepinto. Le CPX relie les chaînes
Fais de la place !Machines d’emballage plus compactes grâce aux CPX/MPA
La « génération révolutionnaire » du constructeur italien de machines d’emballage Cama confère aux producteurs d’articles de marque ou de médicaments un sentiment d’espace totalement nouveau dans leurs usines : les nouvelles machines Cama occupent un tiers de place en moins – grâce aux terminaux de distributeurs CPX/MPA.
Brillant exemple d’une nouvelle machine de la « génération révolu-tionnaire » de Cama prenant moins de place : le « Side Loader CL ».

Mélange de technologies : l’emploi délibéré des technologies d’entraînement pneumatique et électrique permet d’obtenir une grande précision, alliée à une grande capacité de charge.
Moins de câbles et de fl exibles : le concept de terminal de distributeurs des CPX/MPA fait baisser d’un tiers environ le temps d’installation et l’encombrement.
Cama SpAVia Como, 923846 Garbagnate MonasteroItaliewww.camagroup.com Champ d’activité : Ingénierie et fabrication de systèmes et machines d’emballage secondaire
« Notre nouvelle génération révolutionnaire de machines à CPX/MPA dégage de la place dans les usines de nos clients fi nals. »Riccardo Panepinto, Operations Manager du groupe Cama, en Italie
de commande pneumatiques et électriques et les connectent aisément, rapidement, en souplesse et sans discontinuité à tous les concepts d’automatisation et standards maison. « Le terminal de distributeurs offre en outre des fonctions de diagnostic. Il nous est ainsi facile de répondre aux exigences des grands fabricants d’articles de marque, telles que la maintenance pré-ventive », indique l’ingénieriste.
Davantage de sécuritéLa sécurité des machines a également été mise en œuvre dans la nouvelle généra-tion. La mise à l’échappement fait appel au distributeur de mise en pression et d’échappement rapide MS6-SV. Il protège en toute fi abilité du démarrage intempestif et a un débit de mise à l’échappement égal à 1,5 fois le débit d’alimentation.
La nouvelle « génération révolutionnaire de machines » comporte aussi le CL 175 présenté par Cama, un « Side Loader » ex-trêmement souple. L’entreprise a complè-tement revu la conception et le fonction-nement de cette machine d’emballage. Elle peut charger des fi lms rétractables, des sachets, des sacs, des blisters et d’autres emballages primaires en cartons préfabriqués.
Mélange intelligent de technologiesLe manipulateur de chargement se com-pose d’un manipulateur à axe électrique EGC destiné au ralliement précis de posi-tions intermédiaires ainsi que d’un mini-chariot pneumatique DGSL. L’EGC aide à gagner 30 % de temps au montage par rapport aux axes électriques confi gurés et montés par l’utilisateur. L’emploi délibéré des technologies d’entraînement pneu-matique et électrique permet d’obtenir une grande précision, alliée à une grande capacité de charge.
www.festo.ch/packaging www.festo.ch/catalog/CPX
Foto
S: ©
Cam
a
1.2015 trends in automationSynergies 38 – 39
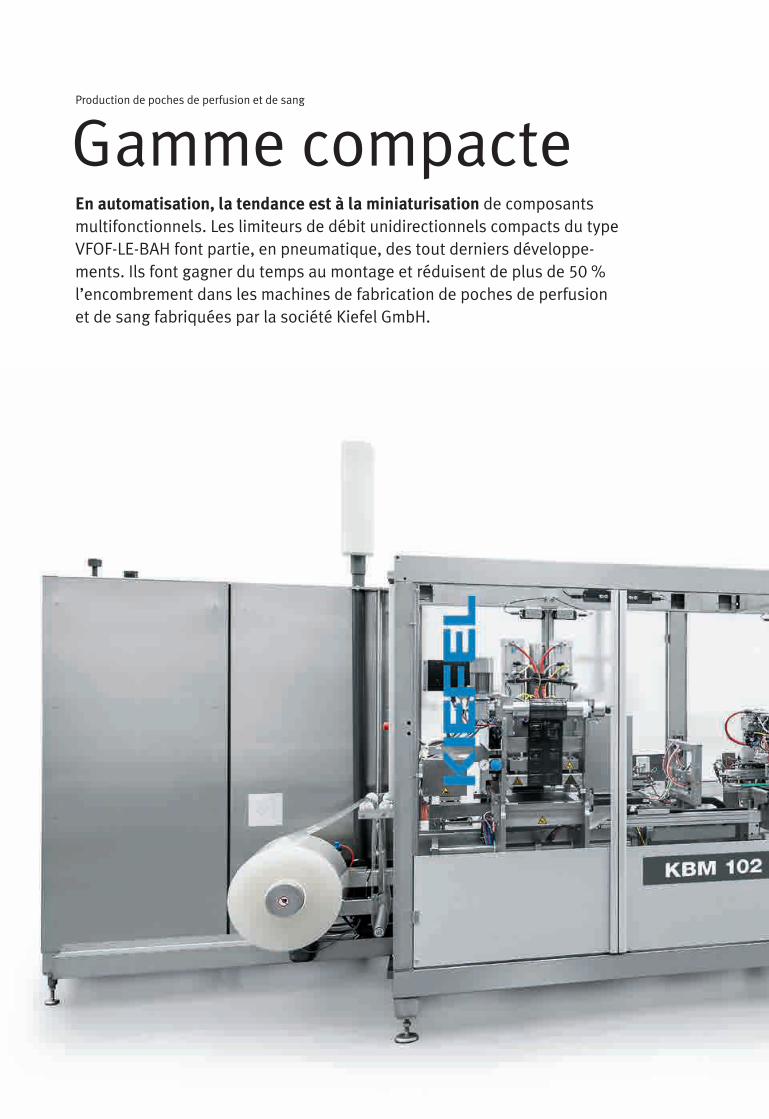
En automatisation, la tendance est à la miniaturisation de composants multifonctionnels. Les limiteurs de débit unidirectionnels compacts du type VFOF-LE-BAH font partie, en pneumatique, des tout derniers développe-ments. Ils font gagner du temps au montage et réduisent de plus de 50 % l’encombrement dans les machines de fabrication de poches de perfusion et de sang fabriquées par la société Kiefel GmbH.
Gamme compacteProduction de poches de perfusion et de sang

Rapide et précise : la machine de fabrication de poches de perfusion produit jusqu’à 6 500 poches à l’heure.
L ’important dans la fabrication de poches pour liquides médicaux, c’est non seulement la précision extrême, mais aussi une grande
vitesse de production. Les machines de la société Kiefel GmbH sont à la fois des coureuses de fond et des sprinteuses. Le spécialiste du développement et de la fabrication d’équipements de thermofor-mage et de jonction de films polymères fait partie des leaders technologiques mondiaux. Ses machines de fabrication de poches de perfusion par thermocon-tact produisent jusqu’à 6 500 poches à l’heure, celles destinées à la fabrication de poches de sang par haute fréquence jusqu’à 2 500 unités. Des composants pneumatiques innovants de Festo se re-trouvent dans toutes les machines Kiefel. L’emploi des limiteurs de débit unidirec-tionnels VFOF-LE-BAH, particulièrement compacts, fait non seulement gagner du temps au montage grâce à leur fonction trois-en-un, mais réduit également l’encombrement et facilite la maintenance.
Festo sur toute la ligneLes nouveaux limiteurs de débit unidirec-tionnels non seulement commandent la vitesse du piston de vérins, mais per-mettent aussi un arrêt intermédiaire du mouvement dans une position donnée. Des pièces peuvent alors être maintenues et traitées dans cette position, tout en em-pêchant qu’elles ne se déplacent en cas de courte coupure de l’air comprimé. Afin de réduire les risques potentiels aux termes de la directive machines 2006/42/CE, il est fait appel à une fonction manuelle de mise à l’échappement, dans laquelle l’ac-tionneur est mis à l’état « sans énergie » quand l’alimentation en air comprimé est coupée en amont. Outre les VFOF-LE-BAH, une multitude de composants Festo as-surent l’efficacité des processus pneuma-tiques dans les machines Kiefel. Cela va des unités de conditionnement de l’air comprimé aux terminaux de distributeurs, en passant par les distributeurs discrets et les vérins. Ces derniers s’utilisent, par exemple, pour commander les pinces
Gain d’encombrement : le limiteur de débit unidirectionnel VFOF-LE-BAH.
1.2015 trends in automationSynergies 40 – 41

Kiefel GmbH Sudetenstrasse 383395 FreilassingAllemagnewww.kiefel.com Champ d’activité : Développement et fabrication d’équipements de thermoformage et de jonction de films plastiques
« Avec le VFOF, nous gagnons du temps au montage et de la place. Au lieu de trois composants, il n’y en a plus qu’un seul à monter. »Peter Kronawitter, ingénieur d’études pneumatique chez Kiefel GmbH
d’avance des films ou pour actionner les dispositifs de découpage, d’embossage, de pressage ou de soudage.
Des films transformés en pochesMême si les différentes machines Kiefel se distinguent par ce qu’elles produisent, le principe de base de l’automatisation des machines à usage médical est toujours le même. L’exemple d’une nouvelle machine de fabrication de poches de perfusion illustrera le process. Dans la première étape, on déroule le film. Des galets danseurs jouent alors le rôle de tampons pour amortir les mouvements cadencés. Ils découplent de la machine la force né-cessaire à la mise en mouvement du galet mère. Cette opération est suivie d’un net-toyage électrostatique sans contact des films, puis de l’apposition des informations propres au produit au poste d’impression. Pour ce faire, la machine amène par le côté un film comportant le support d’impres-sion. Ensuite, intervient le soudage des tubulures d’entrée et de sortie de liquides, tels que sang ou solutions de perfusion. L’opération suivante soude toute la péri-phérie de la poche, des dispositifs de re-froidissement abaissant ensuite la tempé-rature des zones soudées. Les poches sont alors découpées par matrice ou à la lame, déposées sur un convoyeur et évacuées.
Trois fonctions, un distributeurIl y a un an, deux éléments de commande pneumatiques étaient encore nécessaires sur de nombreux vérins : le limiteur de débit unidirectionnel GRLA et le clapet d’arrêt HGL. Le GRLA servait au réglage du débit d’air comprimé, le HGL bloquait le débit dans un sens. L’orifice obturé pouvait être réouvert par un signal de commande. Ces deux éléments ne sont
plus aujourd’hui montés que sur des ma-chines dont les spécifications de concep-tion l’imposent ; dans de larges domaines, c’est toutefois aux limiteurs multifonc-tionnels compacts VFOF-LE-BAH qu’il est fait appel. Les nouveaux composants intègrent trois fonctions : vitesse variable du piston, position intermédiaire tempo-raire et mise à l’échappement manuelle personnalisée. Cet élément de commande efficace fait ainsi gagner du temps, fait faire des économies et réduit de plus de 50 % l’encombrement. Il est simple à monter et à utiliser et est d’un usage uni-versel. Les éléments de commande pneu-matiques sont fonctionnels, efficaces en énergie et propres et réduisent les pertes d’air comprimé.
Deux tiers de temps de montage en moins Pour Peter Kronawitter, ingénieur d’études pneumatique chez Kiefel, l’emploi des limiteurs VFOF-LE-BAH a valu la peine sur toute la ligne. « Alors qu’avant, nos mon-teurs devaient installer jusqu’à trois composants pneumatiques, aujourd’hui, il en suffit d’un. Ils n’ont ainsi plus besoin que d’un tiers du temps de montage anté-rieur », explique-t-il. Il voit en outre des avantages dans la large gamme des pro-duits pneumatiques Festo et dans la rapi-dité de livraison des pièces de rechange dans le monde entier. « Ce qui réduit dura-blement la gestion des stocks », indique Kronawitter. Avec le limiteur de débit unidi-rectionnel VFOF-LE-BAH, Festo ouvre pour Kiefel de nouveaux potentiels en termes de gain de temps et d’économies.
www.festo.ch/vfof
Facile à régler : dosage simple de la vitesse des vérins.
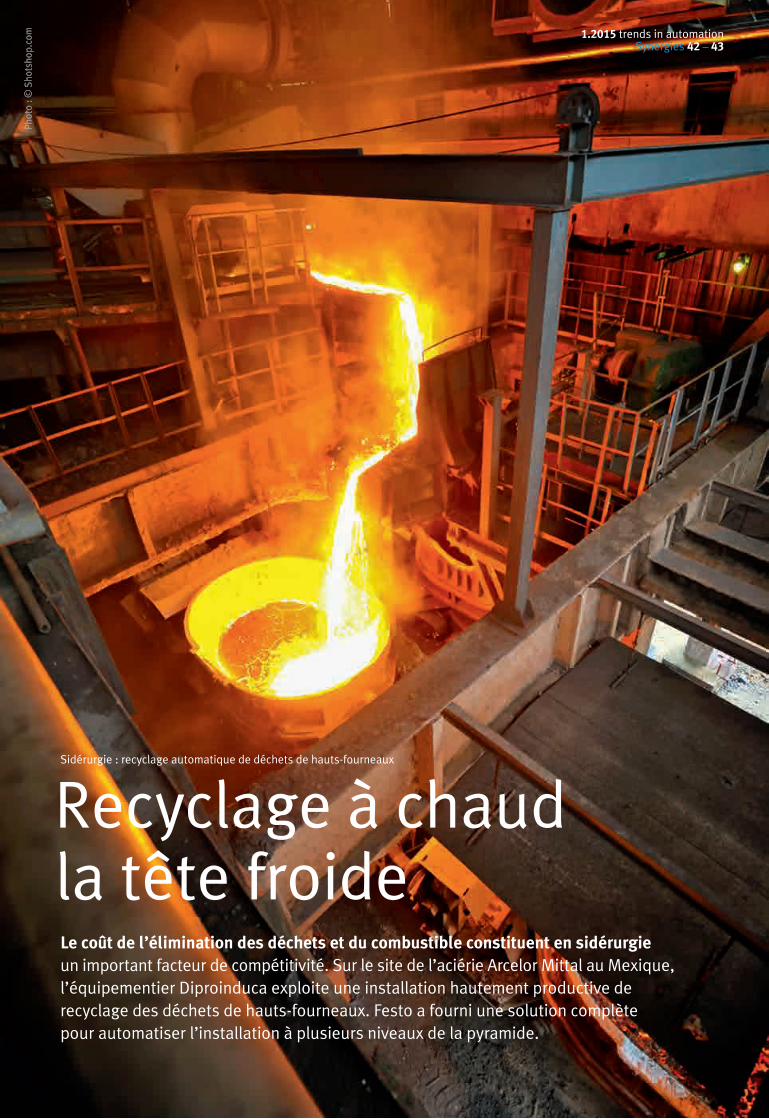
Le coût de l’élimination des déchets et du combustible constituent en sidérurgie un important facteur de compétitivité. Sur le site de l’aciérie Arcelor Mittal au Mexique, l’équipementier Diproinduca exploite une installation hautement productive de recyclage des déchets de hauts-fourneaux. Festo a fourni une solution complète pour automatiser l’installation à plusieurs niveaux de la pyramide.
Recyclage à chaudla tête froide
Sidérurgie : recyclage automatique de déchets de hauts-fourneaux
Phot
o : ©
Sho
tsho
p.co
m 1.2015 trends in automationSynergies 42 – 43

C ’est à Lázaro Cárdenas – à proxi-mité stratégiquement favorable du plus important port mexicain de matières premières – que le
plus grand aciériste mondial, Arcelor Mit-tal, produit des brames selon le procédé DRI-EAF (préréduits et fours électriques). Ce procédé de fabrication permet d’obtenir une structure superficielle homogène et une meilleure qualité des 3,8 millions de tonnes de brames produites chaque année. Un constituant important de la fabrication des brames est le coke. Assurant, d’une part, la chaleur nécessaire dans le haut-fourneau, il doit, d’autre part, être recon-ditionné à l’issue du process de fabrication.
Production de bramesOn désigne par brame un bloc d’acier, d’aluminium ou de cuivre coulé dont la largeur et la longueur sont un multiple de son épaisseur. Les brames se fabriquent par coulée et laminage et sont la matière première des tôles et feuillards. Les dimen-sions d’une brame sont adaptées à celles du produit désiré.
Lors de la fabrication des brames, les rési-dus de combustion dans le haut-fourneau produisent des déchets comme, par exemple, ce que l’on appelle le poussier de coke ou la boue de four. Il est possible de les reconditionner et de les réinjecter ultérieurement dans le process de combus-tion. C’est à cet effet qu’est installée sur le site de l’aciérie une unité de recyclage de Diproinduca, qui réutilise ces déchets.
Le secret d’un bon recyclageL’entreprise d’origine canadienne s’est fait un nom ces vingt dernières années dans la valorisation des déchets de pro-cess industriels des mines et de la sidé-rurgie. Des unités de recyclage de l’entre-prise sont installées au Canada, au Mexique, au Venezuela et sur l’île de la Trinité. Le spécialiste en recyclage de déchets industriels transforme les déchets de la production de l’acier en briquettes pouvant être réutilisées pour chauffer le haut-fourneau de l’aciérie. L’important est de mélanger les différents constituants des briquettes dans des proportions bien précises. De l’eau, du ciment et des addi-tifs chimiques soigneusement sélection-nés sont ajoutés aux déchets pour lier les différents éléments.
Le dosage précis des divers constituants est assuré à Lázaro Cárdenas par une so-lution d’automatisation Festo. « C’est une véritable solution complète qu’ont conçue les ingénieurs systèmes de Festo Mexique – de la mise au point du concept technique à la livraison de l’équipement de com-mande », explique Alexander Vargas, direc-teur du management des produits Process Automation chez Festo.
Mise en forme dans le parfait mélangeLe système d’automatisation intégré dis-pose d’un système de pesage comportant des cellules montées sur les convoyeurs et sur la trémie de ciment spécialement conçue à cet effet. S’y ajoutent des équi-pements de prémélange et de mélange, moteurs électriques compris, ainsi que de dosage de l’eau et des additifs chimiques, avec les vannes de process pneumatiques nécessaires. Le système de pesage équi-pant la trémie de matière première assure le dosage exact des déchets pour le lot considéré. Ce dernier est acheminé à un prémélangeur et homogénéisé. Dans le mélangeur qui suit, on ajoute l’eau, le ciment et les additifs chimiques. Dès que le mélange a la bonne composition, le mé-langeur s’ouvre et transporte l’ensemble du lot à la briquetteuse, qui façonne les briquettes.
Succès à tous les niveaux« Lors du développement de la solution complète, les ingénieurs mexicains ont mis en œuvre avec succès leur savoir-faire en automatisation des process tout au long des différents niveaux de la pyramide de l’automatisation », indique Vargas, qui, dès le départ, accompagnait le projet en tant qu’expert détaché par le siège de Festo. Au niveau capteurs-actionneurs, différentes vannes de process automati-sées, telles que le vérin oscillant DAPS ouvrant et fermant les vannes papillons, commandent et régulent tous les flux im-portants de l’installation.
Au niveau terrain, trois terminaux CPX répartis, connectés par Profibus DP, acquièrent les signaux des instruments installés sur le site. Bien protégés dans des armoires en inox livrées prêtes à monter, ils résistent, même en extérieur, au climat tropical de la côte pacifique mexicaine.
Le « cerveau » de l’installation est, au niveau commande, l’automate program-mable CECX-X-C1. Un système SCADA visualise les différents secteurs et équipe-ments de l’installation à l’intention de l’opérateur. La communication avec l’API et le SCADA est assurée par un réseau Ethernet. Le programme de l’API, intégrant
Trémie automatisée de matière première : le système de pesage assure le dosage exact des déchets pour le lot considéré.

1.2015 trends in automationSynergies 44 – 45
le système SCADA, contrôle l’ensemble du process de fabrication, qui peut se commander soit en automatique soit en manuel. L’API maître, sous forme de l’au-tomate CECX-X-C1, traite les informations et les transmet au logiciel SCADA. Quatre écrans visualisent le synoptique général de l’installation, les paramètres, les évé-nements et les rapports.
Gain durable de productivité« Dans ce projet, les ingénieurs systèmes mexicains ont mis leurs connaissances en automatisation dans la balance à toutes les étapes du projet – de la conception technique au service après-vente, en pas-sant par la fourniture de la commande »,
Diproinduca Canada Limited 9140 Leslie Street, Suite 404Richmond Hill, ON, L4B 0A9Canadawww.diproinduca.com Champ d’activité :Ingénierie de recyclage industriel
Arcelor Mittal
Berkeley Square House, 7th FloorBerkeley SquareLondon W1J 6DAGrande-Bretagnewww.arcelormittal.com
Champ d’activité :Plus grand aciériste mondial, possédant des aciéries et des mines de fer dans le monde entier
souligne l’expert en automatisation Var-gas. L’automatisation aux quatre niveaux de la pyramide assure aujourd’hui un recy-clage extrêmement efficace du précieux combustible qu’est le coke, préserve ainsi l’environnement et augmente la producti-vité de la fabrication des brames.
www.festo.ch/catalog/cecx www.festo.ch/catalog/daps
« Les solutions d’auto- matisation de process à plusieurs niveaux de la pyramide sont pour nos clients un gage de sécurité – dans le monde entier. »
(A) Parfait climat : les armoires en inox abritant les terminaux CPX au niveau terrain résistent au climat tropical de la côte mexicaine.
(C) L’actionneur linéaire DAPS ouvre et ferme les vannes de fluides au niveau capteurs-actionneurs.
(B) Le cerveau de l’installation : l’automate CECX... au niveau commande.
(A)
(B) (C)
Alexander Vargas, directeur du management des produits Process Automation, Festo

Du granulé gage de longévitéFabrication de fl exibles pour l’automatisation industrielle
République tchèque
Festo fabrique près de 90 % de ses fl exibles dans son usine de production Česká Lípa, au nord de la Tchéquie. Les petits granu-lés y sont transformés juste à temps sur des moyens de produc-tion sophistiqués en fl exibles de 50 m de long.
Pour assurer un maximum de sécurité dans différents domaines d’utilisation, il faut le matériau parfaitement adapté. Festo Pro-duction Česká Lípa utilise les matériaux polyuréthane, polyéthy-lène et polyamide. En partant de polyuréthane, on y transforme trois matériaux de base : du polyuréthane semi cristallin, du po-lyuréthane amorphe et une version spéciale diffi cilement infl am-mable. Dans le cas du polyéthylène, deux types sont utilisés : du polyéthylène réticulé ou non. Chacune des matières utilisées exige un autre type de ligne de fabrication, et chaque ligne doit être défi nie avec soin pour répondre aux exigences de la matière
considérée. Les dimensions présentent aussi de grosses différences. Les fl exibles les plus minces fabriqués ont un diamètre de 3 mm, les fl exibles standard actuellement les plus gros 20 mm de diamètre. Le site de production fabrique aussi en plus petite quantité des solutions à la demande, telles que fl exibles à conductibilité particulière.
Outre la production en série de haute qualité, l’une des spécia-lités du Festo Production Česká Lípa est le soudage de deux fl exibles ou plus. Ça paraît simple, mais ça ne l’est pas du tout. Quand les fl exibles soudés sont ultérieurement séparés, il faut que leur surface ne présente aucun endommagement et que leurs extrémités rentrent sans problème dans les raccords.
(A) Festo Production Česká Lípa fabrique des flexibles en poly-uréthane, polyéthylène et polyamide. La matière première de base est livrée à l’usine sous forme de granulés.
(B) Emballées en cartons, 90 % des flexibles partent chez Festo en Allemagne. Les 10 % restants sont des solutions à la demande, expédiées séparément aux clients.
(C) L’une des plus importantes spécialités du Festo Production Česká Lípa esch la fabrication de flexibles spiralés extrêmement souples, constitués d’un flexible noir et d’un flexible bleu.
(A)
(B)
(C)
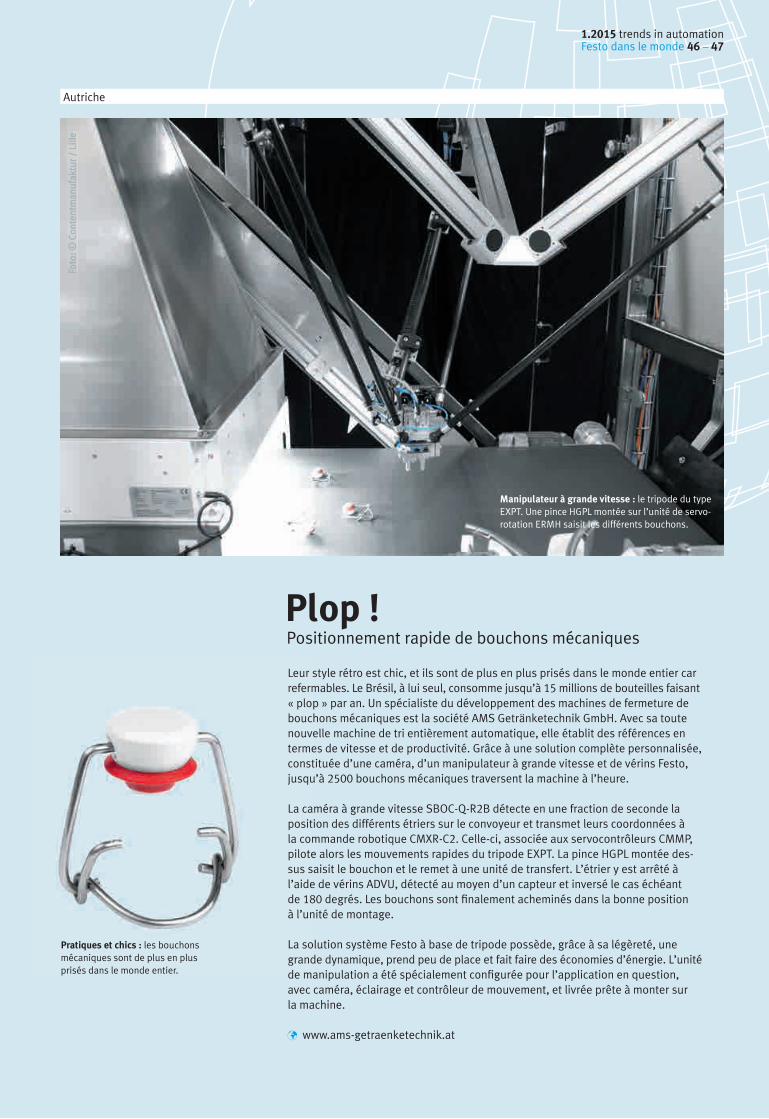
Autriche
Leur style rétro est chic, et ils sont de plus en plus prisés dans le monde entier car refermables. Le Brésil, à lui seul, consomme jusqu’à 15 millions de bouteilles faisant « plop » par an. Un spécialiste du développement des machines de fermeture de bouchons mécaniques est la société AMS Getränketechnik GmbH. Avec sa toute nouvelle machine de tri entièrement automatique, elle établit des références en termes de vitesse et de productivité. Grâce à une solution complète personnalisée, constituée d’une caméra, d’un manipulateur à grande vitesse et de vérins Festo, jusqu’à 2500 bouchons mécaniques traversent la machine à l’heure.
La caméra à grande vitesse SBOC-Q-R2B détecte en une fraction de seconde la position des différents étriers sur le convoyeur et transmet leurs coordonnées à la commande robotique CMXR-C2. Celle-ci, associée aux servocontrôleurs CMMP, pilote alors les mouvements rapides du tripode EXPT. La pince HGPL montée des-sus saisit le bouchon et le remet à une unité de transfert. L’étrier y est arrêté à l’aide de vérins ADVU, détecté au moyen d’un capteur et inversé le cas échéant de 180 degrés. Les bouchons sont fi nalement acheminés dans la bonne position à l’unité de montage.
La solution système Festo à base de tripode possède, grâce à sa légèreté, une grande dynamique, prend peu de place et fait faire des économies d’énergie. L’unité de manipulation a été spécialement confi gurée pour l’application en question, avec caméra, éclairage et contrôleur de mouvement, et livrée prête à monter sur la machine.
www.ams-getraenketechnik.at
Plop !Positionnement rapide de bouchons mécaniques
Manipulateur à grande vitesse : le tripode du type EXPT. Une pince HGPL montée sur l’unité de servo-rotation ERMH saisit les différents bouchons.
Pratiques et chics : les bouchons mécaniques sont de plus en plus prisés dans le monde entier.
Foto
: © C
onte
ntm
anuf
aktu
r / L
ille
1.2015 trends in automationFesto dans le monde 46 – 47

AoutFluidSIM® 5 Simulation pour la formation et le projet 24.08.2015PN111 Bases de la pneumatique et de l’électropneumatique 24.08. – 27.08.2015PN111+SPEZ Bases de la pneumatique et de l’électropneumatique approfondissement et spécialisation 24.08-28.08.2015 Septembre FluidDRAW Création de schémas pneumatiques 04.09.2015HY511 Hydraulique de base 08.09. – 11.09.2015
Octobre FluidSIM® 5 Simulation pour la formation et le projet 05.10.2015ED811 Bases des entraînements électriques 22.10. – 23.10.2015
Novembre TTT111 Communication interculturelle pour formateur/enseignant 02.11. – 03.11.2015 dans la formation professionnelleCO121 Communication interculturelle pour technicien de service à l'étranger 04.11.2015AUT413 Sécurité des machines 10.11. – 12.11.2015PN111 Bases de la pneumatique et de l’électropneumatique 16.11. – 19.11.2015 PN111+SPEZ Bases de la pneumatique et de l’électropneumatique 16.11. – 20.11.2015 approfondissement et spécialisation PN121 Dépannage pneumatique et électropneumatique 24.11. – 27.11.2015 PN381 Utilisation du vide dans les systèmes de manipulation 29.11. – 30.11.2015
Décembre HY521 Perfectionnement hydraulique et électrohydraulique 01.12. – 04.12.2015PLC281 CoDeSys – Bases de programmation 14.12. – 15.12.2015
SéminairesAoût – Décembre 2015
Suisse
Vous trouverez des informations complémentaires sur nos séminaires sous www.festo-didactic.ch, ou demandez notre calendrier détaillé des séminaires.
Allemagne
Investir dans l’avenirPromotion d’étudiants par le Fonds Festo pour la formation
Le Fonds Festo pour la formation aide des jeunes ingénieurs et scientifi ques particulièrement doués à gravir les échelons de leur carrière. Étudiants et doctorants sont encouragés à triple titre – par le fi nancement de leurs études, par des actions de qualifi ca-tion et par des partenariats dans le cadre d’un réseau. Les lauréats du Fonds pour la formation peuvent ainsi mieux se concen-trer sur leurs études, démarrer plus vite dans la vie professionnelle et bénéfi cier d’une précieuse expérience pratique dans les entreprises du réseau. En subventionnant des actions de perfectionnement en parallèle avec la vie professionnelle, le Fonds Festo pour la formation accroît les compétences personnelles et améliore les opportunités de carrière. L’objectif du Fonds Festo pour la formation est de réagir au manque de spécialistes en Allemagne. Depuis sa création en 2007, un peu moins de 700 étudiants ont déjà pu en bénéfi cier.
www.festo-bildungsfonds.de
Comment vous maintenez-vous en forme, Mme. Sassenscheidt ?
En bougeant beaucoup et en ayant une alimentation saine. Le sport a toujours fait partie de ma vie. Petite, je jouais déjà au badminton. J’aime faire du vélo, de la
course et de la natation. Mes études de sciences du sport, option management de la santé, étaient pour moi la meil-leure décision possible. Sentir comme tout va bien quand on fait du sport, pendant et après, c’est formidable. C’est ce sentiment positif que j’essaie de faire passer à mes collè-gues dans mon travail de promotion de la santé chez Festo.
Depuis 2012, nous mettons au point en équipe de trois personnes de nouveaux concepts de santé et mettons en œuvre nos idées dans les actions les plus diverses. Au premier plan, fi gure pour nous l’idée de santé globale. Nous ne voulons pas seulement offrir aux membres du personnel des possibilités de rester en bonne santé dans des cours de fi tness les plus divers. Nous les conseillons aussi sur ce qu’ils peuvent faire pour leur santé au travail – la bonne posture, les pauses optimales par de courtes phases de dé-tente, la gymnastique du dos et, bien sûr, une alimentation équilibrée. Festo propose aussi à cet effet des cours spé-ciaux de cuisine au restaurant de l’entreprise et les ateliers les plus divers de nutrition. Nous organisons en outre de exposés sur des thèmes comme la qualité du sommeil, la prévention du cancer et l’entraînement de la mémoire.
Dans mon travail, il est pour moi très important de dispen-ser aux autres une bonne approche de la santé par le mouvement et l’alimentation. Car en intervenant seulement le doigt levé, on n’arrive à rien. Mon expérience est que le meilleur moyen de motiver les gens est d’avancer en don-nant soi-même le bon exemple – l’accent étant effectivement mis dans mon cas sur « avancer ». Je prends, par exemple, l’escalier au lieu de l’ascenseur chaque fois que possible et préfère aller voir personnellement mes collègues au lieu de leur téléphoner depuis mon bureau. Les petits pas répétés peuvent souvent faire de grandes choses pour la santé.
1.2015 trends in automationSéminaires/Soft Stop 48 – 49
Festo SALe Bey 241400 Yverdon-les-Bains
Téléphone 024 447 21 11Téléfax 024 447 21 [email protected] www.festo.ch
Réponse-Fax
Société :
Prénom/Nom :
Case Postale :
Adresse :
NPA/Lieu :
Veuillez envoyer « trends in automation » également à :
Inscription/désinscription magazine clients « trends in automation »
Prénom
Prénom
Prénom
Je ne souhaite plus recevoir « trends in automation » veuillez me rayer de votre fichier.
044 744 55 49
Nom
Nom
Nom
Changement d’adresse, feedback ou désabonnement par mail à [email protected]
1.2015 trends in automationService d’info/Mentions légales 50 – 51
Mentions légalestrends in automation 1.2015Octobre 2015
ÉditeurFesto AG & Co. KGRuiter Strasse 82D-73734 Esslingen
Responsable du contenuDr. Guido Purper, directeur Marketing Instruments [email protected] Sohn, directeur Marketing [email protected]
Interlocutrice Festo SuisseKarin Hinden, Teamleader Marketing [email protected] Telefon 044 744 55 59
NotaTous les termes tels que client, utilisa-teur, spécialiste ou technico-commer-cial s’appliquent aussi bien à des per-sonnes de sexe masculin que féminin.
Copyright 2015 Festo AG & Co. KG Tous droits réservés.
La totalité des photos, graphiques et textes sont protégés par le droit d’auteur ou d’autres lois relatives à la protection de la propriété intel-lectuelle. Toute duplication, modi-fication ou utilisation dans d’autres publications imprimées ou élec-troniques n’est autorisée qu’avec l’accord exprès de Festo AG & Co.
Phot
o : ©
NA
SA, E
SA, a
nd th
e H
ubbl
e H
erita
ge T
eam
Festo SA
Le Bey 241400 Yverdon-les-BainsTéléphone 024 447 21 11Téléfax 024 447 21 [email protected]
www.festo.com/facebook
www.festo.com/twitter
www.festo.com/youtube
www.festo.com/linkedin
www.festo.com/xing
Espaces infi nis
Le célèbre télescope spatial Hubble donne depuis avril 1990 des vues fascinantes des mystérieuses profondeurs du cosmos. Son portrait infrarouge de la nébuleuse de la Tête de singe ornant la couverture de trends in automation est une mosaïque constituée d’une multitude de prises de vue. Il a été réalisé par des astro-nomes à l’occasion du 24e anniversaire du lancement de Hubble.
La vue montre la naissance d’étoiles, avec projection de sombres nuages de poussière dans l’espace. À l’avant de gaz incandes-cents, se forme la grande nébuleuse de la Tête de singe, appelée NGC 2174 et Sharpless Sh2-252 par les scientifi ques. Cette région de l’espace, éloignée de 6400 années-lumière, est le siège d’énormes quantités d’énergie. La lumière ultraviolette des étoiles brillantes découpe la poussière en gigantesques colonnes et formes bizarres. Le rayonnement ionise le principal constituant de la nébuleuse, l’hydrogène. Sa température augmente et ses particules de poussière interstellaires se mettent en incandes-cence dans l’infrarouge.