traitement des eaux usées - · pdf filetraitement des eaux usées ... cette...
TRANSCRIPT
Page N°1
Traitement des Eaux usées
LE SYSTEME AP-FOESSEL
La grande variété des procédés de fabrication génère des eaux
usées de types très différents.
La détermination du traitement le plus approprié peut se faire
la plupart du temps au cas par cas et seulement suite à des
essais en labo (et ) ou des essais sur place.
La chimie et l'électricité nous donnent la possibilité de leur
appliquer des systèmes de séparation assez simples et à des
coûts de fonctionnement très raisonnables.
description du principe
Séparation de différentes particules en suspension dans l'eau.
En pratique:
-Séparation principale
-Séparation finale
Dans les deux cas; l'électrocoagulation apporte un
plus
Les résultats
Baisse de la DCO
Elimination de la plupart des polluants permettant aux eaux
traitées d'être rejetées:
-en rivière
-à la mer
-en réseau d'assainissement urbain.
Quelle catégorie d'eaux usées ?
Toutes, avec une prédilection pour celles contenant:
des métaux: fonderies
ébavurage
traitement de surfaces
des couleurs: teinturerie
imprimeries
des huiles et des graisses:
mécanique (huiles de lubrification)
savon, émulsions
moulins à huiles (margarines)
fluides de coupe
des peintures
fabriques, ateliers
divers:
papeteries
abattoirs
céramique
plastiques
mousses
et de manière générale:
toutes les eaux où la séparation solides liquides peut
être améliorée par l'action en profondeur de
l'électrocoagulation.
Description sommaire du traitement
Homogénéisation
Ajustement chimiques préliminaires
Electrocoagulation
Séparation de l'eau et des boues
Contrôle final
Comment déterminer le traitement le
plus approprié ?
client: 1-description du process générateur des eaux polluées
2-analyse physico chimique des eaux à traiter, sur un
échantillon représentatif
3-caractéristiques demandées pour l'eau rejetée et/ou des
polluants à retirer.
4-fourniture d'un échantillon représentatif
De notre côté: 1-Au labo: première étude de faisabilité
2-fourniture/location d'un pilote d'essai sur site avec notre
assistance technique
3-première estimation du coût d'investissement et d'entretien.
4-Offre

Page N°2
Traitement des Eaux usées
LE SYSTEME AP-FOESSEL
ELECTRO COAGULATION-FLOTTATION-FLOCULATION
LE MEILLEUR CHOIX: ELECTROCOAGULATION
TRAITEMENT par ELECTROCOAGULATION:
PRELIMINAIRE
Un traitement physico chimique permet de bons résultats sur de grosses quantités de pollution, la difficulté survient lorsqu'il faut
descendre très bas dans les teneurs, ou travailler sur des effluents dilués.
Le principe du traitement consiste à insolubiliser les métaux afin de les séparer du milieu dans lesquels ils se trouvent.
SCHEMA CLASSIQUE
On distingue 2 étapes principales:
-insolubilisation des métaux selon la réaction:
(Me)x+
+ x(OH)- Me(OH)x
Cette réaction représente un équilibre qui va se déplacer plus ou moins vers la droite en fonction des caractéristiques du milieu et
notamment les concentrations en OH- (donc du pH du milieu), de la présence d'éléments perturbateurs (complexants) qui vont créer
avec le métal des composés plus stables que Me(OH)x et qui resteront solubles, rendant le métal impossible à récupérer par la
suite.
Les ions OH- sont amenés soit par de la soude, soit par de la chaux.
L'ajout de chaux présente l'avantage d'apporter une charge minérale qui va faciliter l'étape suivante, mais induit par voie de
conséquence un volume de boues et des opérations de maintenance plus importants.
On facilite la séparation des hydroxydes formés par l'adjonction de floculant qui va en augmenter la taille.
On peut également préparer la formation de ces hydroxydes en ajoutant avant ou en même temps que la soude ou la chaux, du
coagulant, qui va atténuer l'effet des charges électriques présentes dans le milieu et pouvant empêcher le travail du floculant.
Un anti complexant peut enfin être rajouté pendant ou après la floculation pour détruire les liaisons très stables entre le métal et les
complexes éventuels. Le métal libéré, se retrouve alors dans un milieu favorable à son insolubilisation.
-séparation des hydroxydes formés:
Le système classique de séparation consiste en une séparation par différence de densité. Les hydroxydes, alourdis par la chaux et/ou
les floculant, ont tendance à se déposer. On va donc faire passer l'effluent dans un décanteur afin de récupérer les boues en partie
basse.
Celles ci sont ensuite aspirées et traitées dans un filtre presse qui en retirera le maximum d'eau.
Le passage direct sur un filtre presse n'est pas possible en sortie d'un physico chimique, en effet les boues floculées sont trop
fragiles et seraient détruites par le passage sur les toiles, qui agiraient comme un presse purée.
Il est donc nécessaire de les épaissir jusqu'à 20g de matières sèches par litre (voir plus).
ELECTROCOAGULATION
Le principe d'action du système AP FOESSEL utilisé pour purifier les eaux usés repose sur un phénomène physico-chimique appelé
"électrocoagulation".
Page N°3
Le passage de l'eau polluée à travers un bain d'électrolyse avec anodes en aluminium et cathodes en fer, donne naissance à plusieurs
réactions chimiques qui démarrent le processus de floculation des éléments à enlever.
Dans une large plage de pH, les propriétés de coagulation des hydroxydes d'aluminium formés à l'anode sont renforcées par la
présence d'hydroxydes de magnésium.
Les réactifs naissants s'adsorbent facilement sur les matières en suspension. Il sont capables de casser la plupart des émulsions,
facilitant ainsi la séparation de leurs constituants.
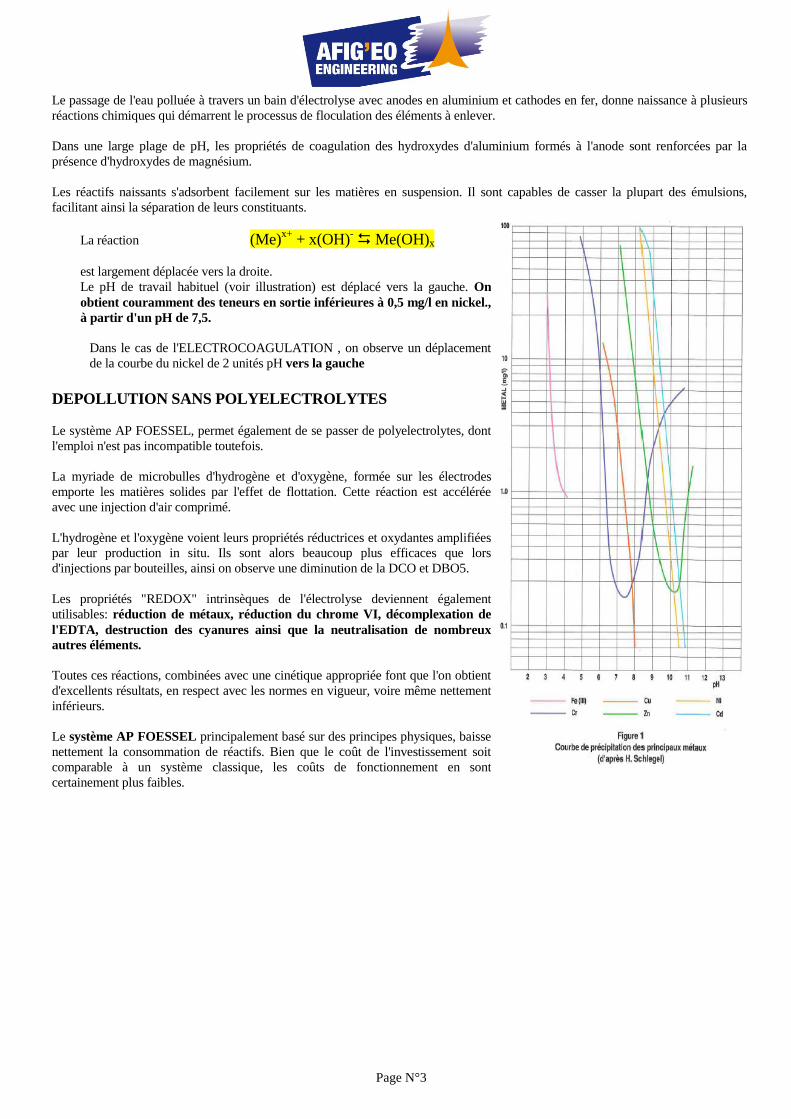
La réaction (Me)x+
+ x(OH)- Me(OH)x
est largement déplacée vers la droite.
Le pH de travail habituel (voir illustration) est déplacé vers la gauche. On
obtient couramment des teneurs en sortie inférieures à 0,5 mg/l en nickel.,
à partir d'un pH de 7,5.
Dans le cas de l'ELECTROCOAGULATION , on observe un déplacement
de la courbe du nickel de 2 unités pH vers la gauche
DEPOLLUTION SANS POLYELECTROLYTES
Le système AP FOESSEL, permet également de se passer de polyelectrolytes, dont
l'emploi n'est pas incompatible toutefois.
La myriade de microbulles d'hydrogène et d'oxygène, formée sur les électrodes
emporte les matières solides par l'effet de flottation. Cette réaction est accélérée
avec une injection d'air comprimé.
L'hydrogène et l'oxygène voient leurs propriétés réductrices et oxydantes amplifiées
par leur production in situ. Ils sont alors beaucoup plus efficaces que lors
d'injections par bouteilles, ainsi on observe une diminution de la DCO et DBO5.
Les propriétés "REDOX" intrinsèques de l'électrolyse deviennent également
utilisables: réduction de métaux, réduction du chrome VI, décomplexation de
l'EDTA, destruction des cyanures ainsi que la neutralisation de nombreux
autres éléments.
Toutes ces réactions, combinées avec une cinétique appropriée font que l'on obtient
d'excellents résultats, en respect avec les normes en vigueur, voire même nettement
inférieurs.
Le système AP FOESSEL principalement basé sur des principes physiques, baisse
nettement la consommation de réactifs. Bien que le coût de l'investissement soit
comparable à un système classique, les coûts de fonctionnement en sont
certainement plus faibles.

Page N°4
VOLUME DE DECHETS PLUS FAIBLE
Les boues produites avec le système AP FOESSEL sont nettement plus filtrables, presque toute leur fraction colloïdale ayant
disparu, avec pour résultat, une évacuation des boues moins fréquente.
Ceci permet soit d'avoir un filtre presse plus petit, soit pour un même volume, une fréquence de débatissage plus faible.
Enfin, le système AP FOESSEL permet de se passer de décanteur.
le système AP FOESSEL permet également une automatisation intégrale.
Les systèmes AP FOESSEL sont économiques
Les différents éléments composant le système AP FOESSEL (cuves, pH mètres, pompes et pompes doseuses,
redresseurs, etc...) sont sélectionnés pour leur qualité.
L'efficacité du système AP FOESSEL permet une baisse de la consommation de réactifs.
Les coûts d'implantation du système AP FOESSEL sont similaires voire plus faibles que ceux d'un système
traditionnel alors que ses coûts d'entretien sont plus faibles.
Moins de boues sont évacuées.

Page N°5
CAS PARTICULIER DE LA TRIBOFINITION
COMPARATIF PHYSICO CHIMIQUE – ELECTROCOAGULATION
Les demandes actuelles que nous traitons portent sur des améliorations d'installation existantes , notamment après la visite
de la station des montres BREGUET et le souhait par le client de traiter l'ensemble de ses eaux dans la même installation.
Le physico chimique, même quand il fonctionne bien, c'est à dire que les réactifs sont correctement dosés, ne peut pas
traiter des mélanges d'eau de tribofinition ET de lignes de dégraissage type FISA.
Les interactions entre tous les tensio actifs ne sont plus gérables par une simple solution "chimique" et les métaux sont trop
complexés pour être précipitables suffisamment au regard des normes. De plus la station physico chimique ne traite pas la
DCO des effluents, ce qui est fait dans la station d'ELECTROCOAGULATION (voir résultats FRESARD)
La qualité des boues obtenue est également différente puisque dans le cas de l'ELECTROCOAGULATION, les charges
électriques sont neutralisées et réarrangées de façon à permettre un égouttage beaucoup plus efficace , d'où des boues
beaucoup plus sèches (temps de travail du filtre presse rallongé, moins de boues évacuées)
en résumé
ELECTROCOAGULATION
AVANTAGES -1 seule installation pour tout traiter
-maintenance très simple
-réactifs limités (NaCl et soude)
-peu de consommables
-performances sur tous les paramètres y compris DCO
DESAVANTAGES -investissements
PHYSICO CHIMIQUE
AVANTAGES -Prix
-compact (si traitement par bachées)
DESAVANTAGES -ne peut pas traiter et les lessives et la tribofinition
-chimie délicate: réactifs à doser exactement peu de marge de manoeuvre
-résultats moins bons, notamment DCO
-boues plus liquides

Page N°6
RESUME DES AVANTAGES
Premier avantage
On observe, grâce à notre système, une augmentation notable de la siccité de leur boues: jusqu'à 40 % de matières
sèches. Ceci est dû au mode de formation des hydroxydes qui sont floculés dès leur insolubilisation par du floculant
se créant également en même temps.
Dans le champ électrique se créent 2 effets:
-plage d'insolubilisation plus large qu'avec un simple ajustement de pH
-flocs "rangés" et donc moins hydrophiles (d'où boues plus sèches)
-boues plus solides: passage direct dans le filtre presse sans phase d'épaississement (décanteur)
Deuxième avantage: le traitement des PHOSPHATES ou du FLUOR ne nécessite pas un apport de lait de chaux. Le calcium,
toujours indispensable est apporté par des ajouts de Chlorure de calcium:
-Maintenance plus facile avec un réactif très soluble et injectable uniquement par pompe doseuse.
-Ajustement du pH plus facile puisqu'indépendant de la teneur en Calcium.
-Moins de boues puisque le calcium n'a pas besoin d'être ajouté en excès.
Dans le cas d'une présence de fluorures, le chlorure de calcium est utilisé avec succès:
PEUGEOT MTC
USINOR INDUSTEEL ont pu le mesurer.
Troisième avantage
Dans le cas de la tribofinition, les complexants puissants qui maintiennent en solution les métaux, sont détruits par
la passage dans le champ électrique entre les plaques, permettant la formation des hydroxydes.
De plus, les très fines particules métalliques sont enrobées dans le floculant résultant de la dissolution des anodes en
aluminium, ce qui permet leur récupération dans le système de filtration, sans que ceux ci colmatent les éléments
filtrants (poches ou toiles de filtre presse)
Quatrième avantage:
L'électrocoagulation permet, dans la plupart des cas, de se passer d'une étape préalable de déchromatation.
En effet, on place dans le ou les premiers compartiments, des anodes en fer, qui vont se dissoudre et former du
Fe2+ qui va s'oxyder en Fe3+ permettant dans le même temps la réduction du CrVI en CrIII.
Selon la réaction :
Na2CrO4 + 3 FeSO4 + 4 NaOH + 4 H2O --> Cr(OH)3 + Fe(OH)3 + 8 H2O
Cinquième avantage
Nous observons une diminution de la DCO rejetée après passage dans l'ELECTROCOAGULATION, par l'effet
du courant électrique et des dégagements d'oxygène naissants. Tous les hydrocarbures sont piégés dans le filtre
presse.
ATTENTION, toutefois, il ne s'agit que d'effets secondaires; Nous travaillons avec le CNRS sur des sujets plus
spécifiques au niveau de la DCO, (traitement d'huiles solubles)
Pour pouvoir observer tous ces effets, il est évident que le système d'ELECTROCOAGULATION
doit être bien dimensionné.
Pour cela, nous avons, avant de déposer un brevet en 1994, fait de nombreuses expérimentations
sur des métaux très divers, sur la géométrie des cellules, les temps de passage, les écartements des
plaques pour aboutir aux équipements mis en place actuellement , et tel que nous vous le
proposons.
Nous nous basons également sur l'expérience acquise depuis nos premières installations.
Vous remarquerez dans nos listes de références, de nombreuses installations en double chez les
mêmes clients. Une fois le principe testé, il est adopté.
RESUME DES AVANTAGES du système AP FOESSEL
Page N°7
moins de surface au sol
Elimination des phosphates et de nombreuses autres espèces anioniques
Destruction de nombreux agents complexants
travail 24h/24 sans surveillance
moins de production de boues
Possibilité de recyclage de l'eau
baisse de la DCO et DBO.
Elimination des graisses, huiles...
meilleur filtrabilité des boues
réduction des métaux
coûts de traitement en baisse.
Adresse:
4 rue des celtes – F-68510 SIERENTZ – Tél 03 89 31 31 22 – Fax 03 89 44 51 72
E-mail [email protected] - SàRL au capital de 106 714 € - Siret 311 247 969 00026 – APE 743 B

Page N°8
EXEMPLES PRECIS DE CE QUE PEUT FAIRE LE SYSTEME
AP FOESSEL POUR VOUS
DEPRAT
ZI Roubaix Est
F-59115 LEERS
anodisation de l'aluminium
débit: 1 m3/h
consommation énergétique: 1 kwh/m3
RESUME D'UN ARTICLE D'UNE REVUE INTERNE EDF
Simple, efficace et évolutif, le système de dépollution des bains de traitement des surfaces employé aux
Etablissements DEPRAT (59) remplit parfaitement son office. Cette station d'épuration particulièrement
innovante repose sur le principe de l'électrocoagulation.
Vue de la
neutralisation
et de la cellule
d'électrocoagu
lation
Vue du filtre
presse avec
les boues en
1er plan
Et l'ancien
décanteur
dans le fond
(sert de
Stockage à
l'eau traitée
pour
réutilisation)
Installés à LEERS, en banlieue lilloise, les Ets Jean DEPRAT conçoivent et réalisent des
systèmes de fermeture pour le bâtiment.
La production intégrée impose une gestion complète des déchets, dont ceux de l'atelier de
traitement de surfaces.
La présence d'une chaîne d'anodisation de l'aluminium impose le respect des normes de rejet, et la diminution du volume des
déchets.
La station classique installée en 1975 s'avère rapidement dépassée.
Les avantages du process développé par Poupart SA persuadent M DEPRAT.
La cellule d'essai mise alors en place démontre vite son efficacité.
Le système AP utilise les propriétés de l'électrocoagualtion, mais montre une amélioration spectaculaire des résultats par rapport
aux configurations traditionnelles.
En effet, le principal problème d'une station d'épuration est la filtrabilité des solides obtenus. Là, l'originalité du process réside
dans le parcours de l'eau dans le champ électrique.

Page N°9
Les eaux polluées arrivent des chaînes dans un bac en plastique, où les électrodes, par une électrolyse, créent une série de
réactions chimiques provoquant la floculation des matières en suspension. Le système AP prépare ainsi le travail du filtre presse
en aval.
Dernier avantage, le champ électrique détruit certaines micro émulsions.
Le circuit comprend un bassin d'homogénéisation et de neutralisation. A la sortie de la cellule d'électrocoagulation, l'effluent
passe à travers un filtre presse classique.
A la sortie, l'eau est redevenue claire et les boues se présentent sous forme de plaques compressées à évacuer en décharge de
classe 1.
Le volume des boues est réduit de moitié.
Les normes de rejets actuelles et futures sont largement respectées.
La station fonctionne avec un entretien quasi nul
Le système reste très évolutif.
ANALYSE DE L'EAU TRAITEE
mg/l pH Fe Al Ni Sn DCO MES
Avant traitement 3 5 60 à 350 5 3 600 60
Après traitement 7 0,8 0,7 0,5 0,05 225 7
Normes 6,5 à 9,5 5 5 5 2 150 30
Sans filtre presse, la quantité usuelle de matières sèches dans les boues est d'environ
2%.
Avec le système AP FOESSEL, on peut obtenir 55%.(550 g/kg)
avec l'exemple précédent: 350 mg Al/l
1 m3/h
16 h/jour
production de plus de 16 kg d'hydroxydes d'aluminium/jour, soit 810 litres de
boues/jour Avec le système AP FOESSEL, seulement 29 litres de boues sont
formés chaque jour

Page N°10
DUROC SA
ZI de Wilrijk
Moerelei, 149
B-2610 ANVERS
Zingage - passivation
débit: 10 m3/h
consommation d'énergie: 0,2 kwh/m3
pH Zn (ppm) M.E.S. (mg/l)
Avant traitement 8 12 50
Après traitement 8,5 0,6 5
Normes 6,5 à 9 5 30
Le but ici était d'améliorer les résultats de la station physico-chimique classique:
A la sortie du décanteur, la teneur en zinc était encore trop haute pour respecter la
réglementation locale.
Le système AP FOESSEL est, également dans ce cas, la solution appropriée.
La totalité du flux à traiter traverse la cellule dans laquelle le zinc est insolubilisé et coagulé
A la sortie de l'électrocoagulation, une phase de flottation permet de réduire la DCO de moitié, en séparant les composés organiques.
Enfin, une filtration finale récupère les derniers hydroxydes de zinc.
La cellule d'électrocoagulation avec l'arrivée des effluents depuis le décanteur

Page N°11
ISA FRANCE
8 rue des Clos -Rondot
25130 VILLERS LE LAC
Tribofinition- dégraissages-nickel électrolytique et chimique
débit: 2 m3/h
consommation d'énergie: 2 kwh/m3
contraintes: rejet en STEP communale nickel <1mg/l
place restreinte: ancienne cuve à eau de pluie.
De gauche à droite: cuves de stockages eaux de rinçage
cuve de stockage rinçages morts nickel
armoire électrique
cuve de neutralisation
redresseur
cellule d'électrocoagulation (5 compartiments)
cuve de reprise finale pour recyclage partiel de l'eau traitée avec analyseur sur trop plein
au 1er plan : filtre presse
Date de mise en service: 1998

Page N°12
CAPSA
Be-La NEUVEVILLE
SUISSE
Tribofinition
débit: 200 l/h
consommation d'énergie: 10 Kwh/m3
Cuivre (ppm) M.E.S. (mg/l)
Avant traitement 500 1500
Après traitement 0,2 <5
Normes 0,5 30
Les rejets sont constitués uniquement d'effluents provenant de l'atelier de TRIBOFINITION
Ils sont très concentrés en Cuivre (porteurs cuivre) et en pâte à polir (MES). La place est très limitée
Le système AP FOESSEL est le seul pouvant
résoudre ce problème.
Nous avons volontairement choisi de limiter
l'efficacité de la cellule afin de limiter la
consommation de plaques et d'électricité.
En sortie du filtre presse la teneur en Cuivre est de 2
mg/l pour quasiment 0 mg/l en MES
La finition est réalisée par une simple résine
chélatante
La cellule d'électrocoagulation avec l'arrivée des effluents depuis
les cuves de stockage-contrôle du pH et sur la droite le filtre
presse

Page N°13
Montres BREGUET (Groupe SWATCH)
Vd-LORIENT
SUISSE
Tribofinition
débit: 3 m3/jour
consommation d'énergie: 5 Kwh/m3
Les rejets sont constitués uniquement d'effluents provenant de l'atelier de TRIBOFINITION
Ils sont concentrés en Cuivre (porteurs cuivre) et en pâte à polir (MES). Contraintes de place, et rejets en sortie du lac de Joux (Jura)
Le système AP FOESSEL est la encore très bien adapté.
Nous avons installé en amont un filtre à bande déroulante afin de piéger les plus grosses matières en suspension et limiter les
opérations de maintenance de la cellule d'électrocoagulation .
La finition est réalisée par une simple résine chélatante
La cellule d'électrocoagulation avec l'armoire électrique, le redresseur, la pompe à boues principale, celle de secours .

Page N°14
NIVAROX FRESARD COMPOSANTS (groupe SWATCH)
CHARQUEMONT (25)
Tribofinition
débit: 3 m3/semaine porté à 3 m3/jour
consommation d'énergie: 5 Kwh/m3
Les rejets sont constitués d'effluents provenant de l'atelier de TRIBOFINITION, ainsi que de quelques rejets de dégraissage cyanuré
Ils sont concentrés en Cuivre (porteurs cuivre) et en pâte à polir (MES).
Le rejet se fait en milieu sensible et en station communale
Le système AP FOESSEL est la encore très bien adapté.
Nous avons installé en amont un filtre à bande déroulante afin de piéger les plus
grosses matières en suspension et limiter les opérations de maintenance de la
cellule d'électrocoagulation .
La finition est réalisée par une simple résine chélatante
Vue de l'armoire électrique
La cellule d'électrocoagulation
avec le redresseur, le filtre presse
.
Le rejet du filtrat avant passage
sur filtre final et résines de
finition

Page N°15
ALLEVARD REJNA
REVIGNY SUR ORNAIN (52)
Phosphatation zinc Nickel en tunnel débit: 2 m3/heure
consommation d'énergie: 1,2 Kwh/m3
Deuxième installation d'ELECTROCOAGULATION dans le groupe.
Les effluents sont chargés en phosphates, zinc et nickel . Un prétraitement au Chlorure de calcium pour les phosphates a été mis
en place, il accompagne une injection de bisulfite de sodium pour traiter les nitrites.
Vue générale de la station Au 1
er plan, le filtre presse
la cellule d'ELECTROCOAGULATION, le prétraitement et les cuves de reprise
vue du tunnel avec le filtre presse branché sur le bain de phosphatation
Le tunnel est alimenté en eau osmosée
Après traitement les eaux sont stockées dans deux cuves de 25 m3 avant d'être
rejetées dans la station urbaine.

Page N°16
OSRAM
MOLSHEIM (67)
Décapage d'aluminium à la soude
débit: 150 l/heure
consommation d'énergie: 4 Kwh/m3
vue de la station
De gauche à droite: Eau à traiter
Eau après passage dans la cellule
Eau sortie filtre presse

Page N°17
ARCELOR INDUSTEEL
LE CREUSOT (71)
Traitement des éluats de résines sur recyclage de décapage d'INOX
débit: 500 l/heure
consommation d'énergie: 2 Kwh/m3
vue générale de la station
De gauche à droite: Résines et panneau de régénération
Cuve de reprise eau traitée après
Electrocoagulation
Filtre presse
Cellule d'ELECTROCOAGULATION
De gauche à droite: Redresseur
Cellule d'Electrocoagulation
Cabine de commande avec PC

Page N°18
LEGEN'I
MERCEY le GRAND (25)
Dépots de métaux précieux
débit: 1500 l/heure
consommation d'énergie: 2 Kwh/m3
vue générale de la station
De gauche à droite: filtre presse
pompe à boues
Electrocoagulation
Neutralisation
(invisible sur la photo décyanuration)

Page N°19
PSES
MONTIER EN DER (52)
Lignes de Zingage Passivation
débit traitement sur électrocoagulation: 800 l/h après optimisation des lignes
consommation d'énergie: 1 Kwh/m3
finition sur résines chélatantes avant rejet en milieu sensible.
vue de la ligne de recyclage
Du fond vers l'avant plan:
cuves de stockage des effluents à traiter
cuves de réactifs à gauche
réacteurs de traitement: de gauche à droite: déchromatation – déphosphatation par CaCl2 - neutralisation
Electrocoagulation
Séparation des boues par filtre presse

Page N°20
MESSIER SERVICES
QUERETARO (MEXIQUE)
Reconditionnement de trains d'atterrissage
débit résines : 25 000 l/heure
débit traitement des éluats sur électrocoagulation: 500 l/h
consommation d'énergie: 2 Kwh/m3
vue de la ligne de recyclage
Du fond vers l'avant plan:
filtre bi couche
cation fort
anion faible
anion fort
déminéralisation des appoints eau de forage
(invisible sur la photo )
vue de la station de traitement des éluats
De gauche à droite:
déchromatation
décyanuration
neutralisation
pompe à boues et filtre presse
cellule d'électrocoagulation et
redresseur

Page N°21
FABI
MORTEAU (DOUBS)
Sous traitance automobile
remplacement du décanteur et de la floculation par un traitement par électrocoagulation
traitement d'éluats de résines (nickel + chrome ) et de rinçages cyanurés
volume: 50 m3/jour. consommation d'énergie: 1 Kwh/m3
Contexte: -Temps d'intervention très limité: 3 semaines avec remplacement de l'automatisme complet de toute la station
de traitement.
Impossibilité matérielle de sortir le décanteur actuel et de le remplacer par son équivalent dans le laps de temps
-souhait d'une amélioration des rejets en sortie station.
vue de la station
Du fond vers l'avant plan:
ancienne installation de recyclage sur résines
électrocoagulation avec redresseur
Illustration 1: mise en place finale

Page N°22
BETAKRON – PATEK PHILIPPE
MOUTHE (DOUBS)
Horlogerie de luxe
Tribofinition-Galvanoplastie et lavage de machines et de sols
débit: 3 m3/semaine
consommation d'énergie: 5 Kwh/m3
Les rejets sont constitués d'effluents provenant de l'atelier de TRIBOFINITION, ainsi que de petites lignes de galvanoplastie.
L'objectif recherché est une efficacité maximale pour une maintenance minimale. PATEK PHILIPPE a donc retenu le principe de
l'ELECTROCOAGULATION par rapport à un système physico chimique classique.

Page N°23
SELECTARC
GRANDVILLARD (Territoire de Belfort)
Leader dans la fabrication d'electrodes de soudure
Lavages de machines
débit: 10 m3/jour
consommation d'énergie: 2 Kwh/m3
Les rejets sont constitués des lavages de machines et contiennent principalement des matieres en suspension , des oxydes de titane et
des métaux lourds.
La grande quantité de MES nous a conduit à mettre en place un dosage de lait de chaux surconcentrée et liquide pour accroitre la
filtrabilité de L'effluent.
Page N°24
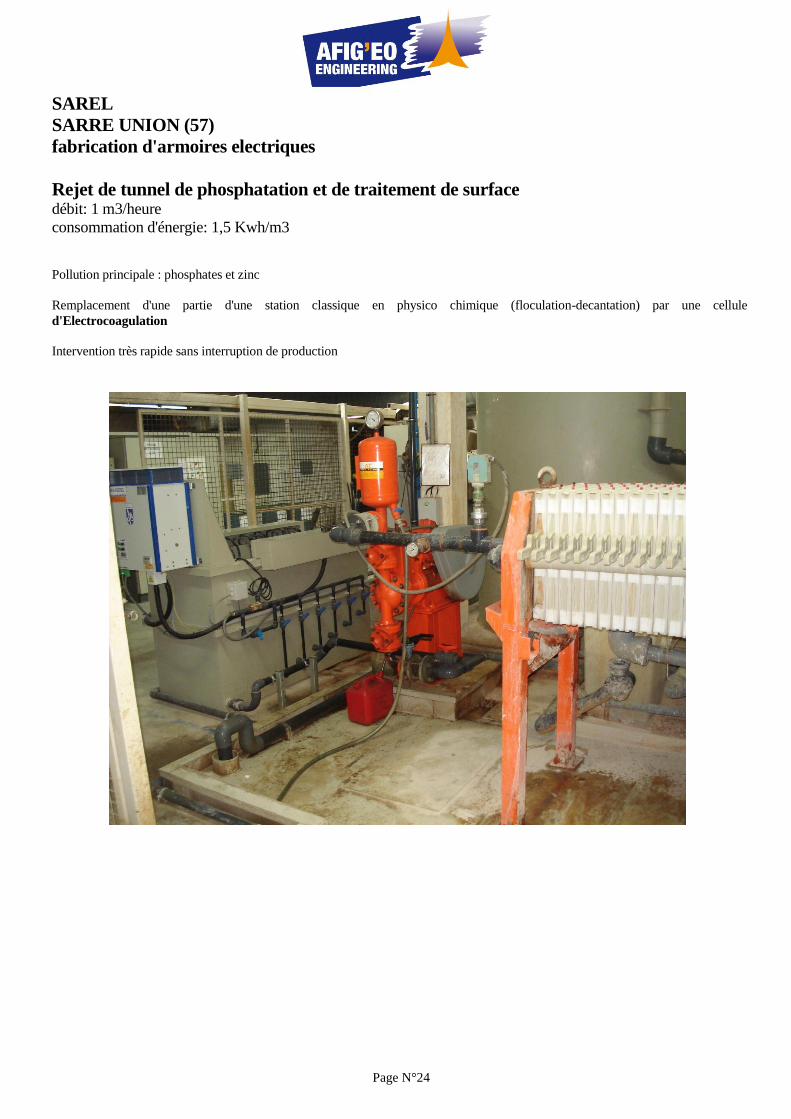
SAREL
SARRE UNION (57)
fabrication d'armoires electriques
Rejet de tunnel de phosphatation et de traitement de surface
débit: 1 m3/heure
consommation d'énergie: 1,5 Kwh/m3
Pollution principale : phosphates et zinc
Remplacement d'une partie d'une station classique en physico chimique (floculation-decantation) par une cellule
d'Electrocoagulation
Intervention très rapide sans interruption de production

Page N°25
ZENITH
LE LOCLE (Suisse NEUCHATEL)
Haute horlogerie
Rejet de tribofinition
débit: 4 m3/jour
consommation d'énergie: 5 Kwh/m3
Pollution principale : boues et metaux lourds
Nouveaux batiments et nouvelle station d'Electrocoagulation
Page N°26
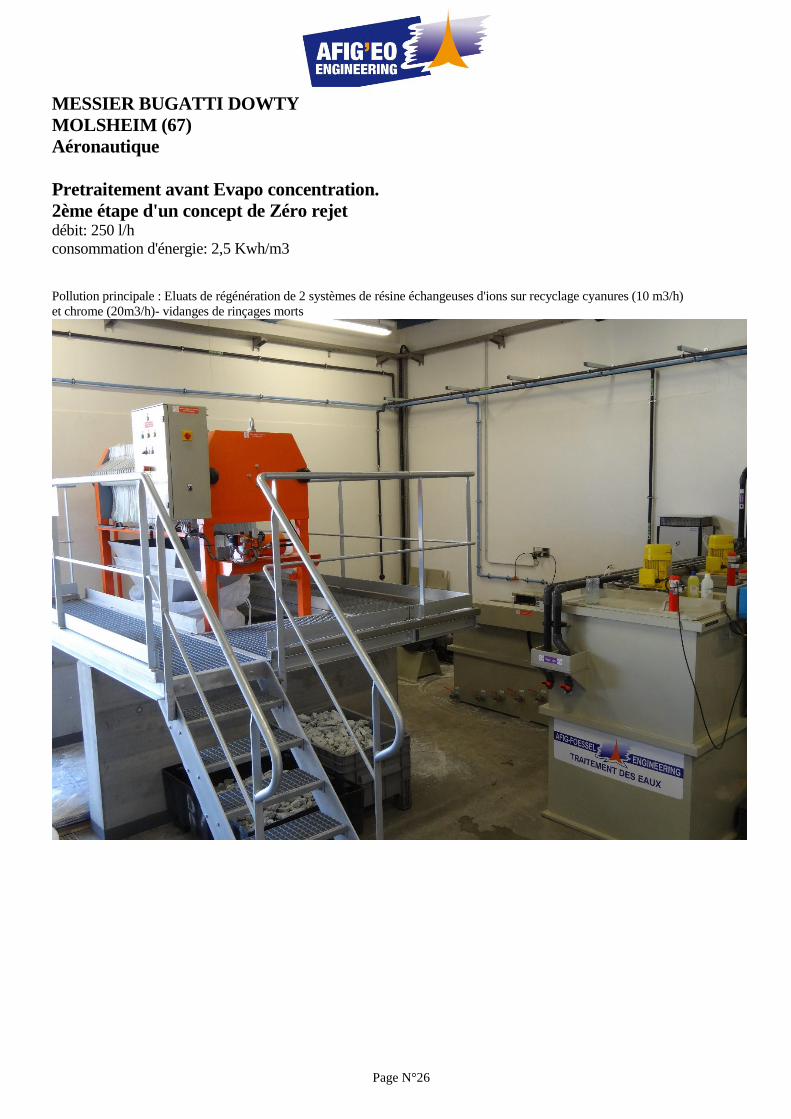
MESSIER BUGATTI DOWTY
MOLSHEIM (67)
Aéronautique
Pretraitement avant Evapo concentration.
2ème étape d'un concept de Zéro rejet débit: 250 l/h
consommation d'énergie: 2,5 Kwh/m3
Pollution principale : Eluats de régénération de 2 systèmes de résine échangeuses d'ions sur recyclage cyanures (10 m3/h)
et chrome (20m3/h)- vidanges de rinçages morts

Page N°27
ANOXYD
GENEUILLE(25)
Sous traitant
Traitement d'effluents de Tribofinition. débit: 20 m3/jour
consommation d'énergie: 5 Kwh/m3
Pollution principale : Matières en suspension, savons , lessives , tensio actifs, métaux dissous (fer, aluminium , chrome , nickel,
cuivre)
effluent brut –effluent traité
cellule et
pretraitement
Filtration et reprise avant rejet

Page N°28
Traitement des Eaux usées
LE SYSTEME AP-FOESSEL
LISTE DE REFERENCES AU 09/09/13DEPRAT Anodiseur
ROUBAIX (59) 1,2 m3/h
DUROC Galvaniseur
ANVERS BELGIQUE 7 m3/h
CICE-SATE Emailleur
St LOUIS (68) 2 m3/h
FONTAINE (90) 1,5 m3/h
SICOMETAL Passivation INOX
St CLAUDE (39) 0,2 m3/h
SERINOX Passivation INOX
THIERS (63) 0,2 m3/h
TSA (2 stations) Décapage INOX 0,7 m3/h
Passivation INOX 0,6 m3/h
MOUSSEY (88)
LEGRAS Dérochage Aluminium
EPERNAY (51) 0,32 m3/h
VMC Traitement de surfaces
MORVILLARS FRANCE 3 m3/h
PEUGEOT MTC Attaque aluminium (fluors 2 g/l)
DANNEMARIE (68) 80 l/h
ISA FRANCE Nickel chimique, Tribofinition
VILLERS le LAC (25) 2 m3/h
ALLEVARD REJNA Tunnel de phosphatation
1) CUSTINES (54) 0,4 m3/h
2) REVIGNY (55) 2 m3/h
PATOIS dépôt métaux précieux
FRAMBOUHANS (25) 6 m3/jour
CAPSA Tribofinition
LA NEUVEVILLE (CH) 2 m3/j
SNDPL decapage de peinture
JUZENNECOURT (52) 4 m3/j
FABI remplacement floculation-*décantation
MORTEAU (25) 2 m3/h
TECHNI SOUDURE Décapage INOX
ILLKIRCH (67) 0,3 m3/h
BREGUET(SWATCH) Tribofinition
L'ORIENT (CH) 3 m3/jour
NIVAROX (SWATCH) Tribofinition
CHARQUEMONT (25) 1 m3/j
MITTAL-ARCELOR/INDUSTEEL Eluats de résines
LE CREUSOT (71) 2 m3/j
OSRAM Décapage Aluminium
MOLSHEIM (67) 1 m3/j
BRONZES STRASSACKER Tribofinition sur bronzes
HEIMSBRUNN (68) 7 m3/j
BRACKER nickel
WINTZENHEIM (68) 1 m3/h
LEGEN’I Cuivre-nickel
MERCEY le GRAND (25) 1,5 m3/h
PSES Zingage
MONTIER EN DER (52) 1 m3/h
RACLOT Zingage-nickelage-chromage
NOGENT (52) 0,7 m3/h
MESSIER SERVICES Cadmiage-chromage Eluats de résines
MEXIQUE 1 m3/h
PATEK BETAKRON tribofinition lessives galvano
MOUTHE (25) 2 m3/j
SELECTARC fabrication de baguettes de soudure
GRANVILLARS (90) 2 m3/h
VAUCHER groupe PARMEGIANI depots metaux precieux
FLEURIER (CH) 10 m3/jour
COEUR DOR Bijouterie
MAICHE (25) 5 m3/h
SAREL materiel électrique -zingage
SARRE UNION (57) 1 m3/h
ZENITH haute horlogerie
LE LOCLE (CH) 4 m3/jour
ALBIN PAGET Lunetterie
MOREZ (39) 3 m3/jour
MESSIER BUGATTI DOWTY aéronautique
MOLSHEIM (67) prétraitement avant evapo concentration
ANOXYD
sous traitance
GENEUILLE (25) 20 m3/jour
GRANA TRIBOFINITION sous traitance
SCIONZIER (74) 10 m3/jour

Page N°29
STATIONS D'ELECTROCOAGULATION
Page N°30
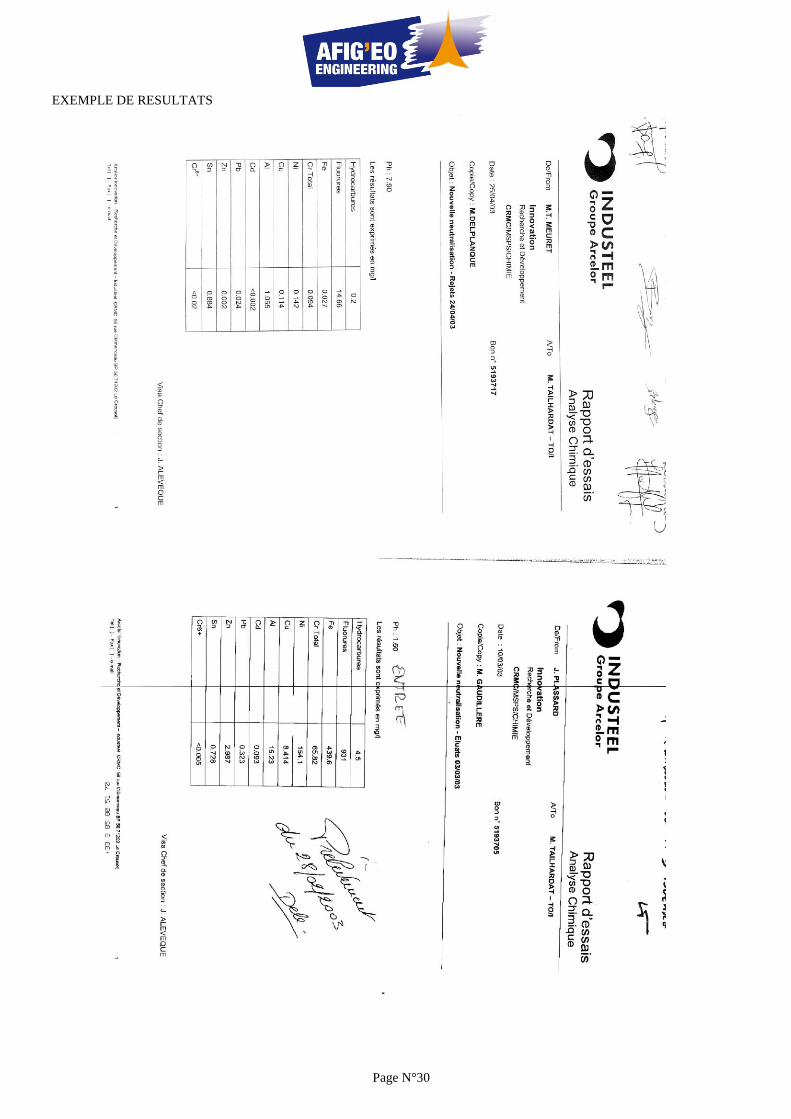
EXEMPLE DE RESULTATS

Page N°31
Analyse de boues chez MESSIER