towards cleaner technologies - sameeeksha book.pdf · somnath bhattacharjee (till 2003) teri m s...
TRANSCRIPT

Towards Cleaner TechnologiesA process story in small-scale foundries
F O UNDRY P RO J E C T T E AM
Project facilitation/management
Somnath Bhattacharjee (till 2003) TERIJean-Bernard Dubois SDCUrs Heierli (till 1999) SDCPierre Jaboyedoff Sorane SA, SwitzerlandVeena Joshi SDCSiglinde Kalin (till 1996) SDCProsanto Pal TERIGirish Sethi (from 2003) TERI
Project implementation
Somnath Bhattacharjee (till 2003) TERIM S Brown (till 2004) M B Associates, UKD Bandhopadhyay Alstom/ABBRajeev R Bhatia (from 2003) Marketing ConsultantA S Ganguli Foundry consultantPierre Jaboyedoff Sorane SA, SwitzerlandJayanta Mitra (from 1999) TERIAbhishek Nath (from 1999) TERIProsanto Pal TERIB K Rakshit Foundry consultantSubroto Sinha (till 1999) TERIN Vasudevan TERI
Demonstration foundry unit
Bharat Engineering Works, Howrah
Collaborating foundry association/institute
IFA (Indian Foundry Association)IIF (The Institute of Indian Foundrymen)
Collaborating industry association(s) /institute(s)
IIF (The Institute of Indian Foundrymen)IFA (Indian Foundry Association)REA (Rajkot Engineering Association)ITCOT (Industrial and Technical Consultancy Organization of Tamilnadu Ltd)NITCON (North India Technical Consultancy Organization Ltd)MITCON (MITCON Ltd)
Collaborating NGO for techno-social programme at Howrah
IMSE (Institute for Motivating Self Employment)

Towards Cleaner TechnologiesA process story in small-scale foundries
Prosanto Pal
EditorsGirish Sethi
Pierre JaboyedoffVeena Joshi
NarratorR P Subramanian
© The Energy and Resources Institute andSwiss Agency for Development and Cooperation, 2006
ISBN 81–7993–089–0
This document may be reproduced in whole or in part and in any form for educa-tional and non-profit purposes without special permission, provided acknowledge-ment of the source is made. SDC and TERI would appreciate receiving a copy of anypublication that uses this document as a source.
Suggested format for citation
Pal P. 2006Towards Cleaner Technologies: a process story in small-scale foundries,edited by G Sethi, P Jaboyedoff, and V JoshiNew Delhi: The Energy and Resources Institute. 102 pp.
Published byT E R I PressThe Energy and Resources Institute Tel. 2468 2100 or 4150 4900Darbari Seth Block Fax 2468 2144 or 2468 2145IHC Complex, Lodhi Road India +91 • Delhi (0) 11New Delhi – 110 003 E-mail [email protected] Web www.teriin.org
Printed in India at I G Printers Pvt. Ltd, New Delhi

Foreword vii
Preface ix
IN T R O D U C T I O N 1
Small and micro enterprises in India 1The protected years 2Liberalization challenges 3
The environmental imperative 4A partnership is forged 5
SDC—human and institutional development 5TERI—global vision, local focus 6
The macro-level study 7The scope for intervention 8
Screening workshop, December 1994 9Getting started 11
Cluster-level intervention 11Finding the right technology 11Participatory technology 12Capacity building: key to sustainability 12
Structuring the interventions 13Action research 13
Competence pooling 15
CONTENTS
vi
C H A R T I N G T H E C O U R S E 17Overview 17Technology 19
The cupola 20Plan of action 22
Energy audits 23Exploring technological options 25Shift in focus to Howrah 27Institutions and their roles 28Competence pooling 31Pollution control system: finding a designer 31Identifying local consultants 32Selection of sites for demonstration 32
I N T O T H E F I E L D 35Pre-demonstration activity 35
Energy and environmental audits 35HFA withdraws from project 38DBC: getting the design details right 38Pollution control system: selection and design 41
Design, fabrication, and erection 41Demonstration: right the first time 44
Energy saving and other benefits 45Environmental performance 46BOP, and benefits of bucket charging 47
Spreading the word 50Lessons during early replications 52
Widening the horizon 57Dissemination of technology 57Social action 71
T H E WAY F O R WA R D 85
B I B L I O G R A P H Y 89
C O N T R I B U T O R S 95
A B B R E V I AT I O N S 101
Contents

Very few people know that small-scale foundry units in India make the manholecovers used in Kolkata and New York City, the chassis of ABB electric motors,and several parts of the Mercedes Benz car. These are just a few examples of therange of products made by the Indian foundry industry for markets within thecountry and abroad.
Energy is one of the important inputs in a foundry unit. It is used for meltingiron in a cupola, and constitutes about 12%–15% of the total cost of production.Hence, optimal utilization of energy is vital for the profitability of a foundry’soperations. However, a majority of small-scale foundries in India use outmoded,low-efficiency cupolas that in addition generate considerable quantities ofgreenhouse gases and particulate emissions. Public awareness about the dangersof air pollution has greatly increased in the last few decades—particularly afterthe Stockholm Conference of 1972 and subsequent conferences at the global level.In response to public interest litigation, the Supreme Court of India has orderedvarious small-scale industries—including foundries—to meet emission norms byadopting pollution control measures, or else face closure.
TERI (The Energy and Resources Institute), with the support of SDC (SwissAgency for Development and Cooperation) and in collaboration with Indian andinternational experts, has demonstrated an energy-efficient divided-blast cupolaand a most effective pollution control system for Indian foundries. Thedemonstration unit at Howrah has yielded coke savings of 35% and reducedparticulate emissions to levels far below the most stringent norms. To date, TERIhas provided technical assistance to almost a dozen small-scale foundry units indifferent parts of the country for replicating the improved cupola. A foundry unitlocated in West Bengal has successfully averted the threat of closure by adoptingthe project’s new pollution control system.
FOREWORD
viii
The credibility attained through these technology interventions has allowedTERI and SDC to broaden the scope of their activities beyond energy andenvironment issues, to include the socio-economic dimensions related to thewell-being of the workforce. Rather than adopt an activist mode of socialintervention, the project partners have consciously chosen a middle path thatstrikes a balance between technological and social dimensions. The project hasbeen successful in creation of a worker–owner forum at Howrah so that sensitiveissues such as work environment, skills-upgradation, and medical benefits forthe workforce can be brought to the discussion table. The project has alsopromoted knowledge-sharing platforms among stakeholders, and hascollaborated with the Institute of Indian Foundrymen in strengthening itswebsite.
All these achievements have been made possible through the pooling ofcompetence in diverse areas—foundry technology, marketing, energymanagement, environmental technology, and social issues. SDC has shown greatflexibility during the course of the interventions carried out. This has enabled theproject to adapt its action plan on an ongoing basis to overcome the challengesposed by rapid changes in the external environment and to meet the needs of thetarget group.
In 2005, TERI and SDC launched an initiative titled CoSMiLE (CompetenceNetwork for Small and Micro Learning Enterprises). CoSMiLE brings the variousinterventions by SDC and TERI in the SMiE (small and micro enterprises) sectorunder a common umbrella. In essence, CoSMiLE is a dynamic and informalnetwork, comprising players bound together by a keenness to learn and shareknowledge in order to bring about socio-economic development in the SMiEsector. In the years to come, efforts will be made to strengthen and extendCoSMiLE to enable widespread adoption of the improved cupola and pollutioncontrol technologies, and to bring socio-economic benefits to the foundryworkforce.
R K PachauriDirector-General, TER I
Foreword

SDC (Swiss Agency for Development and Cooperation) has been working inIndia since 1961. Although a relatively small donor organization, SDC laysemphasis on building and nurturing long-term partnerships with localorganizations to address both local and global concerns. In 1991, SDC estab-lished a Global Environment Programme to support developing countries inimplementing measures aimed at protecting the global environment. Inpursuance of this goal, SDC India, in collaboration with Indian institutionslike TERI (The Energy and Resources Institute), conducted a study of theSMiE (small and micro enterprises) sector in India to identify areas in whichto introduce technologies that would yield higher energy efficiency andreduce greenhouse gas emissions. Four energy-intensive areas were selectedfor intervention: one of them was the foundry industry.
There are about 5000 foundries in India; the majority of them are small-scale units. These units produce high-value castings that are used in a varietyof industrial activities, in India and abroad. Small-scale foundries also pro-duce a vast range of low-value castings such as manhole covers, drainagepipes, and so on that form a vital part of civic infrastructure. The small-scalefoundry industry is a huge employment provider; an estimated half-a-mil-lion people find jobs as skilled, semi-skilled, or casual workers in grey ironfoundry units.
Most foundries depend on cupolas that operate with low energyefficiencies and generate high levels of greenhouse gases and particulateemissions. The foundry workforce faces diverse problems—harsh workingconditions, health hazards, poor wages, and contract/bonded labour.
SDC and TERI entered into partnership to address a number of issuesrelated to the foundry industry with a focus on energy and environment.
PREFACE

x
Their work during the period 1995–2000 focused on development and dem-onstration of an energy-efficient divided-blast cupola and a highly effectivepollution control device for small-scale foundries. Thereafter, the work hasfocused on laying the groundwork for widespread dissemination of thesetechnologies, and on undertaking pilot social action initiatives to improvethe lives of foundry workers in Howrah.
Working with small foundry units was not easy. Several challenges wereencountered by the project team while intervening at the lower end of theindustrial ladder. Accessing geographically dispersed units proved difficult,especially since no data were available regarding them and their operations.The small foundries are reluctant to consider new ideas, wary about chang-ing their ways of doing things. Even after the improved technologies weresuccessfully demonstrated, their acceptance was inhibited by these walls ofwariness. Low priority was given to environmental issues at the unit level;this hindered replication of the pollution control system. All this was com-pounded by recessionary trends in the Indian foundry industry and highprices of important raw materials like pig iron and coke.
Despite these challenges, the project has been successful in replicating thedivided blast cupola among several foundry units in different parts of thecountry. It has also promoted dialogue among different stakeholders on avarious issues concerning energy efficiency, environmental improvement,and social aspects concerning the workforce.
This book is a process document: a brief, non-technical account of theprocess by which SDC and TERI have worked in partnership to successfullydevelop and demonstrate energy-efficient and environmentally-friendlytechnologies for the foundry industry, and the measures taken to aid replica-tion of these technologies and to improve the socio-economic conditions offoundry workers.
The process is still continuing on. It has taken place in phases, and eachphase has involved several players—among them experts and consultantsfrom India, Switzerland and elsewhere; academic institutions; industryassociations and individual foundry units; government bodies; NGOs; andothers. Each player has brought unique skills and capabilities to the process;each has had a special role to play; each has worked according to an indi-vidual agenda. Yet, their combined efforts have helped move the processtowards achieving the partners’ common goals.
The book highlights technological problems encountered by the projectstaff and their resolution, as well as socio-economic issues that have had tobe confronted and tackled. It describes the experiences of project teams and
Preface
other stakeholders in the field, and discusses both their achievements andtheir setbacks—for lessons may be drawn from these by future researchersand others interested in the field.
This book is primarily intended as a guide/reference document for re-searchers, NGOs, academic institutions, donor organizations, policy-makersand others who might be interested in setting up projects and programmesaimed at development and dissemination of cleaner technologies in othersmall-scale industries sectors in India and in other developing countries.
Veena Joshi Jean-Bernard DuboisFocus-in-Charge Deputy HeadRural Energy and Housing Natural Resources andSDC, New Delhi Environment
SDC, Berne
Preface xi
INTRODUCTION
SMALL AND MICRO ENTERPRISES IN INDIA
In India, small and micro enterprises or SMiEs comprise a wide variety ofunits, ranging from tiny artisan-based cottage industries and householdenterprises to small-scale manufacturing firms. There is great diversityamong them—in their patterns of ownership, organizational structures,technologies, financial status, and other characteristics. However, SMiEshave a few common features as well. In general, an SMiE is managed by itsowner(s) in a personalized way; it has a relatively small share of the marketin financial terms; and its small and independent nature makes it relativelyfree from outside control in decision-making. SMiE operators and workersusually acquire their skills by tradition; these skills are transmitted throughthe generations with minimal change or upgradation.
The SMiE sector plays a vital role in the Indianeconomy. It manufactures a vast range of prod-ucts, mobilizes local capital and skills, andthereby provides the impetus for growth anddevelopment, particularly in rural areas and small towns. The SMiE sector isnext only to agriculture in providing employment; in 2003/04, small-scaleindustries alone employed around 27 million people.1
SMiEs are found in clusters all over India. There are many historical rea-sons for the clustering of units—availability of fuels and raw materials,access to pools of semi-skilled labour, proximity to markets, and so on.Besides an estimated 2000 artisan-based rural SMiE clusters, there are an
SMiEs form the backboneof India’s economy
1 Annual Report, 2004/05. Ministry of Small-scale Industries, Government of India.
2 A process story in small-scale foundries
estimated 140 clusters within or in the periphery of urban areas in India,with at least 100 registered units in each. These urban SMiE clusters varysignificantly in size; some clusters are so large that they account for 70%–80%of the entire country’s production of a particular item. For example,Ludhiana produces 95% of India’s woollen hosiery, 85% of sewing machinecomponents, 60% of its bicycles and bicycle-parts, and accounts for over halfof Punjab’s total exports. Similarly, Tirupur in Tamil Nadu has thousands ofsmall-scale units engaged in spinning, weaving, and dyeing of cotton gar-ments; this city alone accounts for around 60% of India’s total cotton knit-wear exports.2
In general, cost factors weigh much more for anSMiE owner than issues such as energy efficiencyand pollution. Hence, an SMiE uses the cheapestfuels that are available in its locality. Because of theeasy availability of biomass such as fuelwood,leaves, husks, and assorted agricultural wastes,almost all rural SMiEs burn fuelwood and other biomass for energy. Forinstance, each year an estimated 438 000 tonnes of fuelwood are used up forcuring tobacco leaf; 250 000 tonnes for tea drying; and 100 000 tonnes for silkreeling. Urban SMiEs too burn fuelwood; about 1.72 million tonnes offuelwood are used each year by fabric printing units.3 Coal and petroleum-based fuels, such as kerosene and diesel, are used mainly by urban SMiEs,because these fuels are much easier to obtain in urban areas than in ruralareas. SMiEs also burn highly polluting low-grade fuels such as ‘spent’machine oils, lubricants, and used tyres.
THE PROTECTED YEARS
Recognizing the vital role played by SMiEs in production of goods and inemployment generation, the Indian government took several measures fromindependence onwards to provide fiscal, credit, marketing, and infrastruc-ture support to the SMiE sector—even as the nation followed a path of indus-trialization that emphasized the building of heavy industries, primarily in
Costs weigh muchmore for SMiEs thanissues such as pollu-tion and energy effi-
ciency
2 Albu M. 1997. Technological learning and innovation in industrial clusters in the south. Paper No. 7.Science Policy Research Unit, University of Sussex, Brighton.3 Kishore VVN et al. 2004. Biomass energy technologies for rural infrastructure and village power—opportunities and challenges in the context of global climate change concerns. Energy Policy32(2004), 801–810.

Introduction 3
Protective state poli-cies have proved to bea mixed blessing for
SMiEs
the public sector. From 1967 onwards, the government reserved certain itemsfor exclusive manufacture by small-scale industries. Forty-seven items werereserved to start with: that number has grown over the years, and at present,there are over 500 items reserved for the small-scale industrial sector—ranging from wood and leather products to glass and ceramics; from rubber,paper, and fabric products to spices, foods, and electrical appliances. Thanksto the government’s support policies, the small-scale industrial sector todayforms the backbone of India’s manufacturing capacity. It contributes overhalf of India’s entire industrial production in value-addition terms, andaccounts for one-third of export revenues.
But the government’s policies have proved to be a mixed blessing forSMiEs. The policies were primarily intended to ensure the survival of SMiEs,to protect the jobs of those employed in them, and to increase the overallproduction of the sector (rather than the productivity of individual units) tocater to the demands of a growing indigenousmarket. Scant attention was paid by the state toimprove the operating practices of units, or to helpthem modernize their technologies through ex-change of ideas or by indigenous R&D (research anddevelopment) efforts. In the technical institutes andengineering colleges, there is a lack of interest in studying small-scale indus-trial processes such as drying of agro-products and food processing—eventhough these activities are of great socio-economic importance (in terms ofrevenue and employment generation), use up huge amounts of energy, andgenerate vast amounts of pollutants.
On the one hand, SMiEs were insulated against healthy competition frommedium and large-scale enterprises within and outside India; on the other,they were unable to access information on technological advances madeelsewhere, and had neither the incentives nor the resources to conduct theirown R&D. Outdated and inefficient technologies, compounded by poormanagement practices and declining labour productivity, steadily ate awaytheir profits and slowed down industrial growth. By the early 1990s, theSMiE sector suffered from widespread technological obsolescence, lowproductivity, and an inability to access or adopt better technologies.
L I BERAL IZAT ION CHALLENGES
In 1991, a new Industrial Policy paved the way for liberalization of theIndian economy. Since then, the market has been opened up in stages to
4 A process story in small-scale foundries
individual/private entrepreneurs—Indian andforeign. The government is progressively withdraw-ing from the commercial and manufacturing sectors,even as the private sector is moving in to fill thespaces vacated. Where there was state control and state monopoly, there arenow new opportunities for private players; where there were fixed pricesand protected markets, there is now competition and the free play of marketforces. Thus, liberalization has created new opportunities in trade, invest-ment, and manufacturing for Indian and overseas investors.
However, liberalization has considerably increased the problems of theSMiE sector. The reason is simple: the new market paradigm favours thestrong and punishes the weak. For decades, the sector survived primarilybecause it had been shielded from the competitive currents of both indig-enous and global markets. Since 1991, that protective framework has steadilybeen dismantled, and now SMiEs have to face competition not only frommedium and large enterprises in India, but also from imports. In today’sliberalized economy, the survival and growth of SMiEs depend on theirability to become competitive, that is, to improve productivity and quality ofproducts, and to develop new products to keep up with changing demands.This in turn means that they must use better technologies and methods ofoperation. But these are precisely the tasks that they are incapable of doingon their own. Having functioned for five decades within an overly protectiveeconomic and industrial framework, they lack the flexibility, technical capac-ity, and resources to change the ways in which they function.
The environmental imperative
The SMiE sector also has to contend with a new challenge: environmentalregulation. SMiEs largely use low-grade fossil fuels or biomass such asfuelwood for energy. These fuels are burned using inefficient equipment andtechnology, releasing pollutants that are harmful to health as well as to theearth’s atmosphere. The last two decades have brought a new and growingawareness across the world about environmental pollution and itsadverse effects—particularly after the United Na-tions Framework Convention on Climate Change orUNFCCC was signed at Rio de Janeiro in 1992. Indiahas joined other nations in enacting laws to curbpollution. However, SMiEs do not have the technicalability or the resources to modify/change their
The liberalized marketfavours the strong and
punishes the weak
SMiEs do not have thetechnical ability orresources to modify
their inefficienttechnologies

Introduction 5
inefficient technologies, or to install pollution control equipment to meet thestandards set by the new laws. Thus, the threat of closure constantly loomslarge over them.
Clearly, SMiEs need help to survive in today’s liberalized economy.Closure of these units would threaten the very existence of millions of peoplewho depend on them for their livelihood, particularly in rural areas. It isagainst this backdrop that two organizations – SDC (Swiss Agency for Devel-opment and Cooperation) and T E R I (The Energy and Resources Institute) –decided to intervene in partnership in the SMiE sector.4
A PARTNERSHIP I S FORGED
SDC—human and institutional development
SDC is part of the Swiss Federal Department of Foreign Affairs. It focuses onpoverty alleviation. Towards this mission, it supports programmes thatpromote good governance, helps improve working conditions, aims at solv-ing environmental problems, and provides better health-care and educationalopportunities for the most disadvantaged sections of society.
SDC has worked in India since 1963. Initially, SDC focused on the areas oflivestock and animal husbandry; later, its interventions expanded to covervocational training and SMiEs. In 1987, it began to work in the field ofsericulture. From the outset, SDC’s interventions paid great attention totraining and teamwork, and in ensuring the participation of local people inprojects to make them sustainable. In the course of its work in India, SDC hasclearly outlined four areas: poverty, civilsociety, human rights, and sustainable use ofnatural resources. It recognizes that these areasare closely linked to one another; that develop-ments in one have an impact on the other areas;and that all the areas together have afundamental role to play in addressing the issue of sustainable development.
From 1991 onwards, SDC became particularly concerned with the effectsof liberalization on India’s poor. It recognized that in an increasingly market-driven scenario, even as government withdraws from key sectors of theeconomy, NGOs (non-governmental organizations) and private institutions
4 Formerly, the Tata Energy Research Institute.
SDC has beenparticularly concerned withthe effects of liberalization
on the poor
6 A process story in small-scale foundries
play an important role in the development process. Interventions to alleviatepoverty successfully, therefore, require partnerships with NGOs and otherprivate bodies. Hence, SDC has introduced the principles of HID (humanand institutional development) into all its interventions. In essence, HIDaims at building strong partnerships with individuals, organizations andinstitutions, and in developing and enhancing partners’ skills through moti-vation, training, access to information, and exchange of ideas.
Global Environment Programme
In 1991, the Swiss Parliament sanctioned a special grant to SDC on the occa-sion of Switzerland’s 700th anniversary. One of the aims of the grant was toaddress global environmental problems. SDC accordingly set up a GlobalEnvironment Programme or GEP to support developing countries in further-ing the goals of the UNFCCC. Under the grant, SDC initiated a study andcooperation programme in India for the phasing out of CFCs(chlorofluorocarbons) in the refrigeration sector. It also co-financed a marketdevelopment programme for photovoltaics along with the World Bank.
SDC recognized that there existed enormous potential for energy conser-vation and environmental protection in the Indian small-scale industrialsector. It thereupon sought and identified two institutional partners to imple-ment its energy–environment programmes in the country: TERI and DA(Development Alternatives). Both TERI and DA are NGOs based in Delhi.
TERI—global vision, local focus
T E R I was established in 1974 through a corpus of a few Tata Group compa-nies. Initially, T E R I funded and supported research in the fields of energyefficiency and renewable energies in academic institutions. Thereafter, itsactivities expanded to hardware research in renewable and rural energies(first at its Field Research Unit in Pondicherry, and later at its research facil-ity in Gual Pahari, near Delhi), and to documentation and dissemination ofenergy-related information. T E R I works at both micro- and macro-levels.For instance, it provides environment-friendly solutions to rural energyproblems; helps forest conservation efforts by local communities; promotesenergy efficiency in Indian industry; shapes the development of the Indianoil and gas sector; finds ways to combat urban air pollution; and tacklesissues related to global climate change.
Introduction 7
Among other achievements, T E R I has ac-quired considerable expertise in conductingenergy audits in various industrial sectors. Theinstitute has highly skilled human resourcesequipped with state-of-the-art instrumentationand software for gathering and analysing en-ergy-related data.
Like SDC, T E R I strives to make its pro-grammes participatory, that is, they are undertaken with the full involvementof local communities, and they tap local skills and traditional wisdom inorder to ensure their adoption and success. T E R I, too, lays great emphasison training, capacity building, and education. It clearly recognizes the linksbetween degradation and depletion of natural resources on the one hand,and increase in poverty on the other. Its activities are guided by the principlethat the development process can succeed, and be made sustainable, onlythrough the efficient utilization of energy, sustainable use of natural re-sources, large-scale adoption of renewable energy technologies, and reduc-tion of all forms of waste.
By 1992, T E R I had worked for nearly two decades in the field of energy,environment, and natural resources conservation. It was the largest develop-ing-country institution working to move human society towards a sustain-able future. It had unique skills in conducting energy audits. Above all, themodel of development pursued by T E R I corresponded well with the oneenvisaged by SDC. Thus, SDC decided to intervene in the fields of energyand environment in India in partnership with T E R I.
THE MACRO -LEVEL STUDY
In 1992, SDC initiated a study of energy consumption patterns in the IndianSMiE sector in order to help identify areas for intervention. Pierre Jaboyedofffrom Sorane SA, Switzerland, was mandated as an international consultantto assist SDC in coordinating the exercise. SDC collaborated with T E R Iin conducting energy sector studies in SMiE areassuch as foundries, glass-making, and silk-reeling.SDC had already been working with DA in thebuilding materials sub-sector, which included thebrick-making industry.
The macro-level study revealed that the energyefficiency of Indian SMiEs (that is, the efficiency
TERI focuses on energyefficiency and
sustainabledevelopment. . . TERI
recognizes the links be-tween poverty and deple-tion of natural resources
Many SMiEs have lowenergy efficiencies. They
are also energy-inten-sive: the cost of fuel
makes up a large portionof production cost

8 A process story in small-scale foundries
with which they extract and use energy from fuels) is much lower than thatof their counterparts in industrialized nations. Besides having low energyefficiencies, many SMiEs are highly energy-intensive: that is, the cost of fuelmakes up a large portion of production cost. Examples include foundries,food-processing units, forging units, and industries that manufacture glass,ceramics, and bricks. At the same time, SMiEs employ large numbers ofworkers. If these units are to remain competitive, it is essential to find waysto increase their energy efficiency and thereby reduce the burden of fuel costs.
But herein lies a challenge. To increase energy efficiency, an SMiE mustmake changes in its technology and operating practices. But such changesrequire the investment of time and money—both scarce resources in thesmall-scale sector! Unlike medium or large-scale units, small-scale units havelimited financial and human resources, and they operate with slender profitmargins. They might show willingness to adopt change—provided thechange offers benefits in terms of increased productivity and profits. Butthey do not have the capacity or resources to initiate or invest in change.
The scope for intervention
SDC recognized this challenge faced by the SMiE sector, and saw in it anopportunity for intervention. Improving the energy efficiency of small-scaleunits – particularly those in energy-intensive areas – would be the best wayto increase their productivity and profitability. It would also translate intoreduced consumption of non-renewable fossil fuels and wood, and lower theemissions of greenhouse gases and other pollutants by the units.
How could energy efficiency be increased? The answers would varyamong different SMiE sub-sectors, and indeed among units within a particu-lar sub-sector. Better methods could be found to burn a fuel and to use itsenergy; alternate fuels might be identified, that were readily available andthat yielded the same amount of energy at minimal or no extra cost and withless pollution; systems could be devised to recover and reuse heat and en-ergy generated during the manufacturing process; and so on. Whatever bethe mechanism, increased energy efficiency wouldtranslate into a higher yield of product for the sameamount of fuel consumed, and thereby improve aunit’s performance—in terms of resource consump-tion, environmental impact, and productivity.
However, it was clear that an intervention toimprove energy efficiency would be sustainable onlyif it addressed the following imperatives:
SDC recognized thechallenges faced by theSMiE sector, and the
opportunity tointervene with
improved technologies

Introduction 9
� the SMiEs must be enabled to meet environmental laws and regulations;� they must be made economically competitive, particularly in energy-
intensive categories; and� the quality of their products must be upgraded, and their markets must be
preserved/enhanced.
SCREENING WORKSHOP , DECEMBER 1994
To discuss the results of the macro-level study and finalize its strategy forintervention in the energy sector, SDC organized a ‘Screening Workshop’ on8–9 December 1994 in New Delhi in collaboration with TERI. The workshopbrought together scientists, policy-makers, government representatives,NGOs, representatives of industrial associations, and experts in diversefields, ranging from biofuels, foundries, and forestry to renewable energy,glass-making, and silk.
The workshop adopted a unique approach. First, a total of 11 options forintervention in the energy sector were presented to an Advisory Panel,whose members represented the collective wisdom in India on policy issuesrelated to energy. Each Panel member examined and ranked the options inorder of preference. The options were: foundries (Agra); glass industries(Firozabad); silk-reeling ovens; alternate building materials; brick kilns;building energy efficiency; solar photovoltaics; solar water heaters; oil fromJatropha curcas (‘bio-diesel’); diesel pumpsets; and biomass.
Thereafter, sectoral experts used the rankings of the Advisory Panel todiscuss the options in detail, and to suggest to SDC the possible areas foraction. Certain criteria were applied in order to identify the best areas forinterventions. The criteria included energy intensity; potential for energysavings; potential for replication; importance of the SMiE sub-sector con-cerned, particularly in terms of the number of workers employed and theirsocio-economic status; non-duplication of efforts; techno-economic viabilityof measures proposed; and compatibility with SDC’s India Country Programme;and potential partners, and their ability and willingness to cooperate.
Finally, based on the participants’ recommendations, SDC selected thefollowing four areas in which to intervene with technologies designed toimprove energy efficiency, environmental performance, and productivity:1 foundries;2 sericulture (with wood gasifiers for improving thermal efficiency of silk-
reeling ovens);3 glass industries; and4 brick manufacture.
10 A process story in small-scale foundries
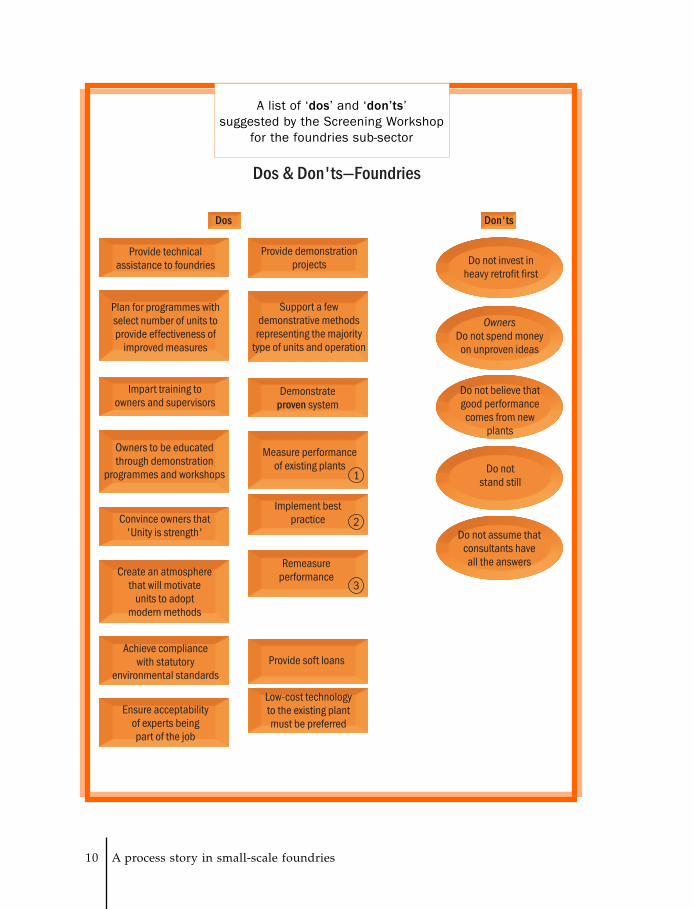
A list of ‘dos’ and ‘don’ts’suggested by the Screening Workshop
for the foundries sub-sector
Introduction 11
GETT ING STARTED
While structuring their interventions and drawing up their work plans, theproject had to consider a few vital issues.
Cluster-level intervention
At what level should the interventions be undertaken? On a national scale?Or at unit level? If so, where?
The idea to intervene at cluster-level sprang from the Screening Work-shop. Units producing similar goods, and possessing great similarity inlevels of technology and operating practices, are found in close proximitywithin a typical SMiE cluster. Therefore, it was felt that the best way tospread an improved technology would be to first demonstrate its benefits toa few representative units in a cluster. Ideally, these units should be chosenby local industrial associations. Where such formal groups did not exist, theunits should be identified by other bodies familiar with the cluster profile(such as district industries centres). Once the selected units realized theadvantages of the new technology and adopted it, other units in the clusterwould tend to follow suit—and dissemination of the technology would be rapidand effective. Therefore, each intervention took place initially at cluster level.
Finding the right technology
Which technology is best suited for a particular sub-sector? Obviously, it shouldbe a technology that uses less energy and results in less pollution than theexisting technology. It should retain the existing quality of the product, and ifpossible improve upon it. Yet, the answer is not as simple as finding and import-ing the best technology available in the world that meets these requirements.The selected technology must be acceptable to local people; it must be easy forthem to use (perhaps with training); and it must suit local conditions.
In India, unemployment is high and capital is scarce. Therefore, the new/improved technology should be affordable; and it should minimize theimpact on the existing workforce in terms of loss of jobs. Itshould not depend on external inputs or non-localresources to function, except at the initial stages.Like existing technologies, it too should work onfuels and raw materials that are locally and readilyavailable at affordable prices. As far as possible, it
The selectedtechnologies must be
acceptable to localpeople, easy to use, and
suit local conditions
12 A process story in small-scale foundries
should resemble the technology already being used in the area; for thiswould help make it acceptable to and easily adaptable by local people.
Therefore, in selecting a technology for intervention, existing technologieshad to be evaluated – in India and elsewhere – to identify which among themcould be adapted/modified to meet the standards set for energy efficiencyand environmental performance. Thereafter, from among the available op-tions, the most appropriate one, that is, the one most suited to adaptation tomeet local needs and conditions, had to be selected and developed for dem-onstration and eventual dissemination.
Participatory technology
To succeed in the long-term, a technology should not only be appropriate. Asfar as possible it must build on, and be built upon, the skills and knowledgeof local people; it should be adapted/developed with their full participation.This approach to technology development gives the beneficiaries a sense of‘ownership’ over the technology; they become confident in its use. By itsvery nature, participatory technology is developed on the basis of collectivelearning, sharing of ideas and traditional wisdom, and R&D based on com-munity needs. Since it works closely with the community and at a deep levelof society, participatory technology has the potential to bring about profoundsocial change.
To ensure the participatory development of technologies, the projectteams worked closely with unit owners and workers, industry associations,local government institutions, NGOs, and other bodies at the field level.
Capacity building: key to sustainability
The success of any intervention is measured by its sustainability. This in turndepends on the capacity of the recipients to absorb the new/improved tech-nology. The recipients should be able to continue to adapt and innovate thetechnology long after the intervention project has ended—to cope with andovercome whatever challenges the future might bring. Here, it is importantto recognize that technology is not just about equipment and tools. It is apackage of knowledge that enables the recipients to use the equipment andtools to produce specific products of specific quality.
In other words, it is not enough merely to develop a new technology andto demonstrate its benefits. Local people should be given the information
Introduction 13
and skills that they require to use the technology in the long-term. Theyshould learn the benefits of exchanging ideas and sharing experiences, andhow this would help them manage changes without depending on externalsources for help. Capacity building, therefore, formed a vital component ofthe project’s interventions.
STRUCTURING THE INTERVENT IONS
Having considered all the above issues, SDC and TER I structured each inter-vention as a package of parallel and ongoing measures that are listed below.� Perform energy audits (Box 1). Learn, during the energy audits, about
things beyond energy—such as existing operating practices, quality offuel, and so on.
� Search for suitable solutions—to achieve the benchmarks set for energyefficiency and environmental performance.
� Develop and demonstrate an improved technology, in terms of energyand environmental performance and other parameters. Fine-tune thedeveloped technology for wider dissemination.
� Help other units to upgrade and adapt their existing technologies asrequired.
� Seed the markets, that is, help make the technologies available via localsuppliers; promote measures to reduce their costs and increase their up-take.
� Increase the number of partners and collaborators in the field, andstrengthen their capabilities by ongoing HID so as to promote dissemina-tion of the technology.
� Make efforts to establish a regular policy dialogue between various play-ers in each area (industries, institutions, government bodies, etc.).
� Conduct studies on the socio-economic conditions in the clusters con-cerned. Devise strategies for the improvement of working conditions inthe clusters.
� Identify new areas for R&D activities, for future interventions.
ACT ION RESEARCH
In each area, the project’s work followed the dynamic and cyclic pattern of‘action research’, with activities taking place in three broad and overlappingphases:
14 A process story in small-scale foundries
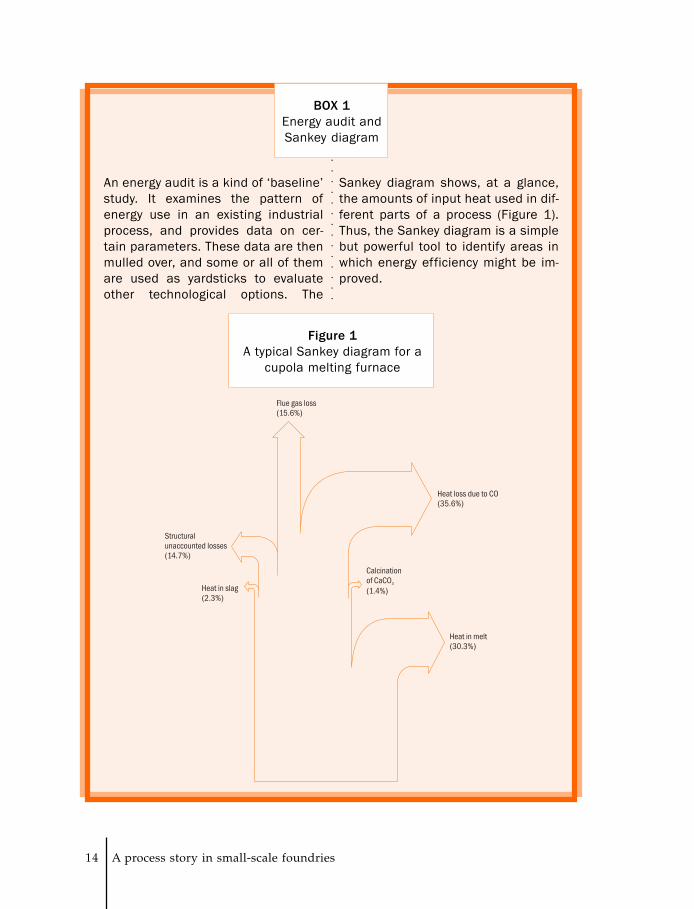
BOX 1Energy audit andSankey diagram
An energy audit is a kind of ‘baseline’study. It examines the pattern ofenergy use in an existing industrialprocess, and provides data on cer-tain parameters. These data are thenmulled over, and some or all of themare used as yardsticks to evaluateother technological options. The
Sankey diagram shows, at a glance,the amounts of input heat used in dif-ferent parts of a process (Figure 1).Thus, the Sankey diagram is a simplebut powerful tool to identify areas inwhich energy efficiency might be im-proved.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Figure 1A typical Sankey diagram for a
cupola melting furnace
Introduction 15
� developing a plan of action based on reconnaissance (the ‘recce’ phase);� taking actions according to that plan (the ‘pilot’ phase); and� assessing results of the actions, to formulate and take further action (the
‘assessment’ phase).
For the sake of clarity, various activities have been described sequentiallyas far as possible in this book. In reality, though, action research does nottake place according to a neat timeline. Action research is a dynamic frame-work: a process of continuous planning, experimentation, assessment, andlearning that cuts across timelines, and that involves frequent and extensiveinterplay between different phases and the players in those phases. Actionresearch does not achieve targets and goals by linear paths, but by a series ofiterations and loops.
Competence pooling
The development of an appropriate participatory technology requires manyspecialized skills—in fields ranging from energy management to pollutioncontrol, from engineering and equipment design to training, market research,and market development. Therefore, each intervention took the shape of atechnology package that was developed and implemented by a multi-disci-plinary team, comprising experts and consultants from India and abroad,technology providers, engineers, and others (Box 2). These specialistspooled their competencies and adapted equipment designs and operatingpractices to local conditions and to suit the requirements of the localoperators.
16 A process story in small-scale foundries
BOX 2Competence pooling—putting
the pieces together
When the T E R I teams started out ontheir interventions more than a dec-ade ago, they did have a lot of exper-tise with energy audits. Most of theseenergy audits were focused on largeand medium industries. But when theteams began analysing brick kilns,foundries, glass furnaces, and silk-reeling units, they soon realized thatthe complexities of these small andmicro enterprises were no less thanthe former; often, they were evengreater.
Instead of reinventing the wheel,T E R I decided to call in specific ex-perts to fill up the lack of knowledgein the many technology-related do-mains. This strategy – of ‘compe-tence pooling’ – has proven to be veryeffective. Typically, technology spe-cialists are excellent at analysing andrunning processes; but they are notvery interested in things like energyefficiency. On the other hand, energyspecialists like TERI and myself per-haps tend to underestimate some of
the technology-related hurdles. By in-teracting closely with one another,and with the industry associationsand the pilot plant unit workers, wewere able to develop technologiesadapted to the needs of SMiEs.
The more the different compo-nents of the intervention progressed,the more specific the demands for ex-pertise became. The interventionprocess is like a puzzle. After somany years of work, it has becomeevident that for the successful com-pletion of the process, the pieces ofthe puzzle – made up of knowledgeand expertise – have to be puttogether in the correct way. Compe-tence pooling is like many mindscoming together to move a body in achosen direction. The concept cutsacross, indeed holds together, all theinterventions by SDC and TERI in thesmall-scale sector.
Pierre JaboyedoffSorane SA
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
CHARTING THE COURSE
OVERV IEW
Foundries can be broadly classified into ferrous and non-ferrous foundries.Ferrous foundries can be further divided into iron foundries and steel foun-dries. Iron foundries were selected for intervention in the project. Hence,foundries in this book refer to iron foundries unless stated otherwise.
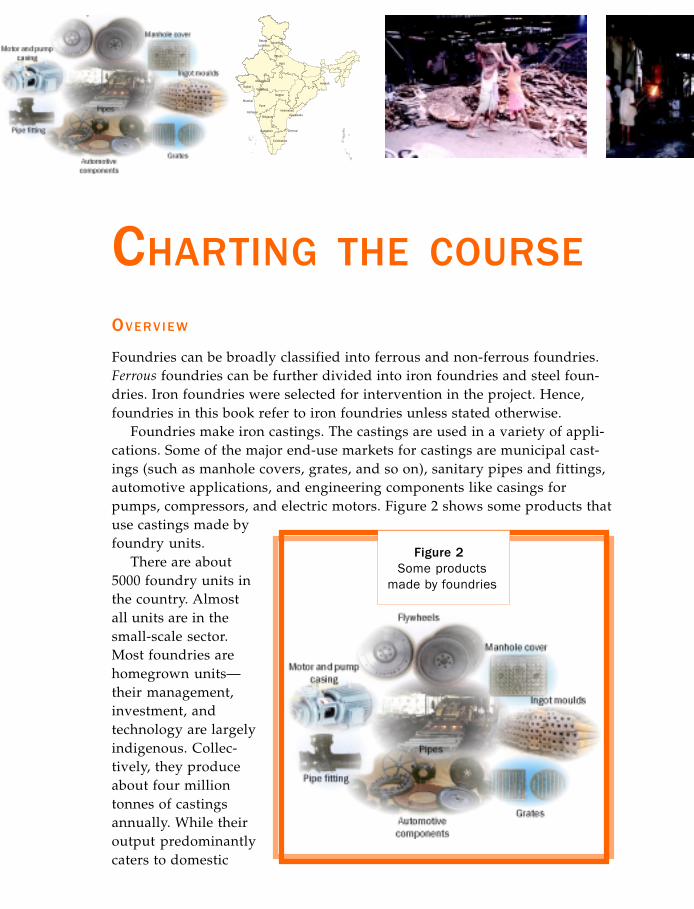
Foundries make iron castings. The castings are used in a variety of appli-cations. Some of the major end-use markets for castings are municipal cast-ings (such as manhole covers, grates, and so on), sanitary pipes and fittings,automotive applications, and engineering components like casings forpumps, compressors, and electric motors. Figure 2 shows some products thatuse castings made byfoundry units.
There are about5000 foundry units inthe country. Almostall units are in thesmall-scale sector.Most foundries arehomegrown units—their management,investment, andtechnology are largelyindigenous. Collec-tively, they produceabout four milliontonnes of castingsannually. While theiroutput predominantlycaters to domestic
Figure 2Some products
made by foundries
18 A process story in small-scale foundries
markets, a small percentage is exported. The foundrysub-sector provides direct employment to an estimatedhalf-a-million people.
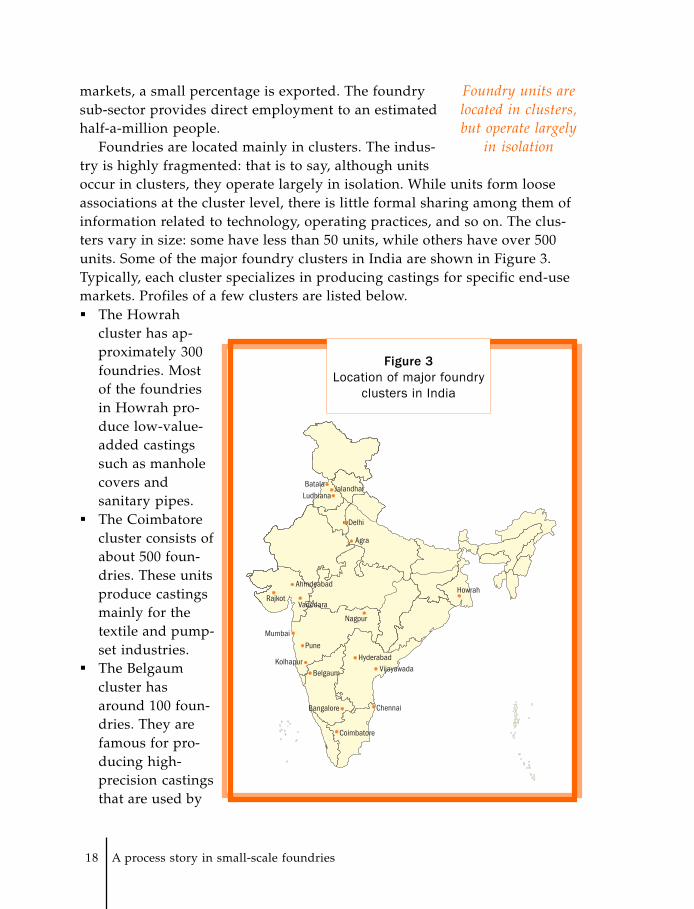
Foundries are located mainly in clusters. The indus-try is highly fragmented: that is to say, although unitsoccur in clusters, they operate largely in isolation. While units form looseassociations at the cluster level, there is little formal sharing among them ofinformation related to technology, operating practices, and so on. The clus-ters vary in size: some have less than 50 units, while others have over 500units. Some of the major foundry clusters in India are shown in Figure 3.Typically, each cluster specializes in producing castings for specific end-usemarkets. Profiles of a few clusters are listed below.
Foundry units arelocated in clusters,but operate largely
in isolation
� The Howrahcluster has ap-proximately 300foundries. Mostof the foundriesin Howrah pro-duce low-value-added castingssuch as manholecovers andsanitary pipes.
� The Coimbatorecluster consists ofabout 500 foun-dries. These unitsproduce castingsmainly for thetextile and pump-set industries.
� The Belgaumcluster hasaround 100 foun-dries. They arefamous for pro-ducing high-precision castingsthat are used by
Figure 3Location of major foundry
clusters in India
Charting the course 19
industries in Pune—to manufacture automotive parts, oil engines, electricmotors, pumps, and valves.
� The Kolhapur cluster has about 250 foundries, catering mainly to theneeds of local industries such as sugar mills and manufacturers of ma-chine tools and oil engines.
� The Rajkot cluster has approximately 500 foundries. These units mainlyproduce grey iron castings for the local diesel engine industry. The cast-ings are also used by automotive and textile industries, and by manufac-turers of pumps, valves, and machine tools.
TECHNOLOGY
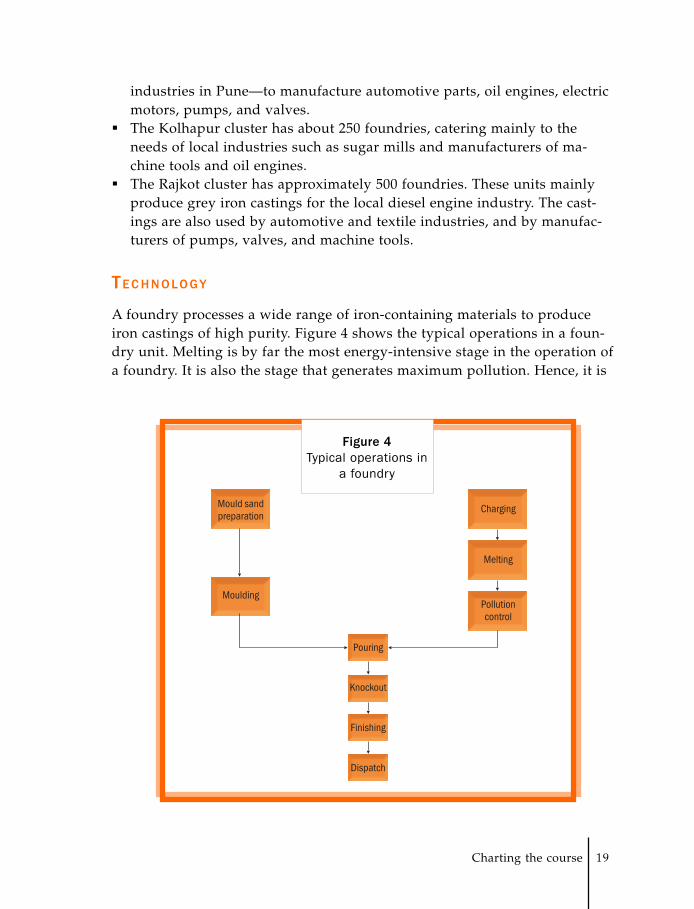
A foundry processes a wide range of iron-containing materials to produceiron castings of high purity. Figure 4 shows the typical operations in a foun-dry unit. Melting is by far the most energy-intensive stage in the operation ofa foundry. It is also the stage that generates maximum pollution. Hence, it is
Figure 4Typical operations in
a foundry
20 A process story in small-scale foundries
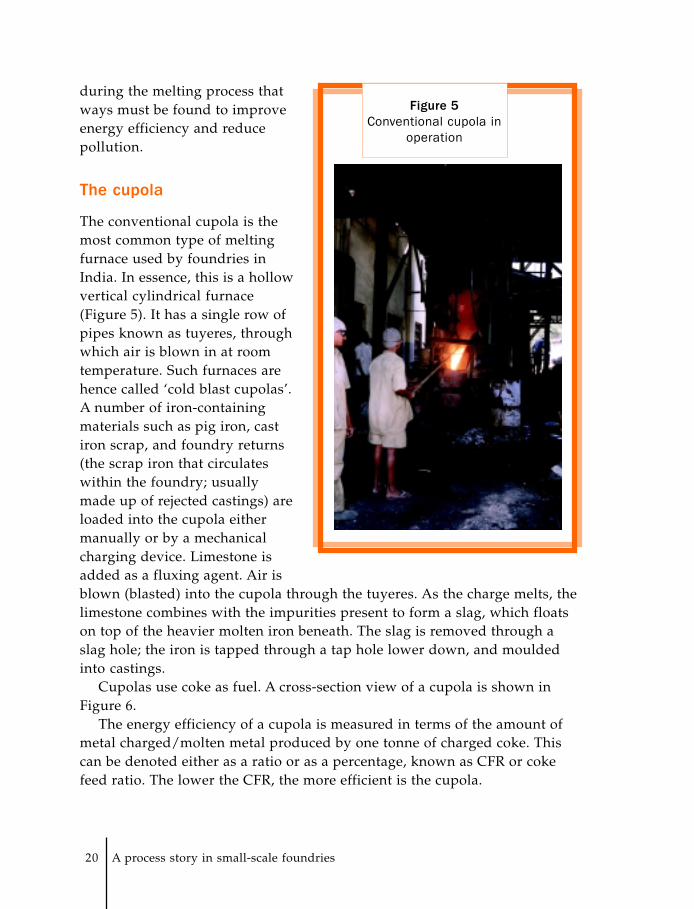
blown (blasted) into the cupola through the tuyeres. As the charge melts, thelimestone combines with the impurities present to form a slag, which floatson top of the heavier molten iron beneath. The slag is removed through aslag hole; the iron is tapped through a tap hole lower down, and mouldedinto castings.
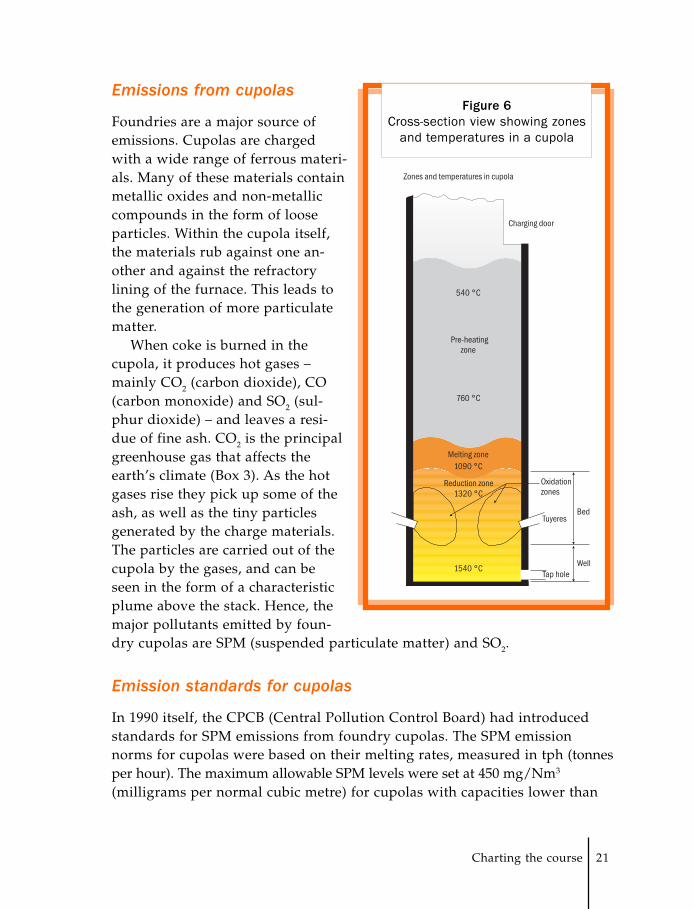
Cupolas use coke as fuel. A cross-section view of a cupola is shown inFigure 6.
The energy efficiency of a cupola is measured in terms of the amount ofmetal charged/molten metal produced by one tonne of charged coke. Thiscan be denoted either as a ratio or as a percentage, known as CFR or cokefeed ratio. The lower the CFR, the more efficient is the cupola.
during the melting process thatways must be found to improveenergy efficiency and reducepollution.
The cupola
The conventional cupola is themost common type of meltingfurnace used by foundries inIndia. In essence, this is a hollowvertical cylindrical furnace(Figure 5). It has a single row ofpipes known as tuyeres, throughwhich air is blown in at roomtemperature. Such furnaces arehence called ‘cold blast cupolas’.A number of iron-containingmaterials such as pig iron, castiron scrap, and foundry returns(the scrap iron that circulateswithin the foundry; usuallymade up of rejected castings) areloaded into the cupola eithermanually or by a mechanicalcharging device. Limestone isadded as a fluxing agent. Air is
Figure 5Conventional cupola in
operation
Charting the course 21
dry cupolas are SPM (suspended particulate matter) and SO2.
Emission standards for cupolas
In 1990 itself, the CPCB (Central Pollution Control Board) had introducedstandards for SPM emissions from foundry cupolas. The SPM emissionnorms for cupolas were based on their melting rates, measured in tph (tonnesper hour). The maximum allowable SPM levels were set at 450 mg/Nm3
(milligrams per normal cubic metre) for cupolas with capacities lower than
Figure 6Cross-section view showing zones
and temperatures in a cupola
Emissions from cupolas
Foundries are a major source ofemissions. Cupolas are chargedwith a wide range of ferrous materi-als. Many of these materials containmetallic oxides and non-metalliccompounds in the form of looseparticles. Within the cupola itself,the materials rub against one an-other and against the refractorylining of the furnace. This leads tothe generation of more particulatematter.
When coke is burned in thecupola, it produces hot gases –mainly CO2 (carbon dioxide), CO(carbon monoxide) and SO2 (sul-phur dioxide) – and leaves a resi-due of fine ash. CO2 is the principalgreenhouse gas that affects theearth’s climate (Box 3). As the hotgases rise they pick up some of theash, as well as the tiny particlesgenerated by the charge materials.The particles are carried out of thecupola by the gases, and can beseen in the form of a characteristicplume above the stack. Hence, themajor pollutants emitted by foun-
22 A process story in small-scale foundries
3 tph, and 150 mg/Nm3 for cupolas with capacities equal to or more than 3tph. However, these norms have not been adhered to by most foundries, norare they enforced strictly by the state pollution control boards.
PLAN OF ACTION
Since the initial aim of the project was to improve energy efficiency of small-scale foundry units, the cupola melting process was targeted for achievingthis goal.
BOX 3Climate change and
UNFCCC
In recent decades, industry has comeunder intense pressure to reduce en-vironmental pollution. This is be-cause of the growing evidence thatpollution from human activity has ad-verse effects, not only on health butalso on the earth’s climate. Fossil fu-els such as coal, oil, and natural gasmeet most of the energy used by in-dustry, transport, households, andalso generate electricity. The burningof fossil fuels generates ‘greenhouse’gases, primarily carbon dioxide.These gases slowly build up in the at-mosphere and create a ‘greenhouseeffect’, leading to a rise in averageglobal temperatures. This phenom-enon, known as global warming, islikely to bring about irreversible anddestructive climate change acrossthe planet; indeed, there is evidencethat this process has already begun.
Nations across the world have rec-ognized the threat. In June 1992,154 countries signed the United Na-
tions Framework Convention on Cli-mate Change, or UNFCCC. This wasan international environmental treatyproduced at the United Nations Con-ference on Environment and Develop-ment or ‘Earth Summit’ held in Rio deJaneiro in 1992. While the UNFCCCrecognized the threats posed bygreenhouse gases, it did not make itmandatory or set targets for indi-vidual nations to reduce their green-house gas emissions. However, itincluded provisions for updates(called ‘protocols’) that would setmandatory emission limits. The KyotoProtocol, adopted in 1997, is themost well-known update to theUNFCCC. A total of 162 countrieshave since ratified the Kyoto Proto-col. This is a legally binding agree-ment under which, by 2012,industrialized countries must reducetheir collective emissions of green-house gases by certain percentagesbelow the emission levels in 1990.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Charting the course 23
Energy audits
In order to ascertain the causes and extent of inefficiency in energy useamong foundries, TERI conducted energy audits in representative units inthe Agra foundry cluster in 1993/94. Almost all of them used the conven-tional cupola; a few used a sub-optimal kind of divided-blast cupola or DBC.As described later, a DBC has twin rows of tuyeres, one below the other.
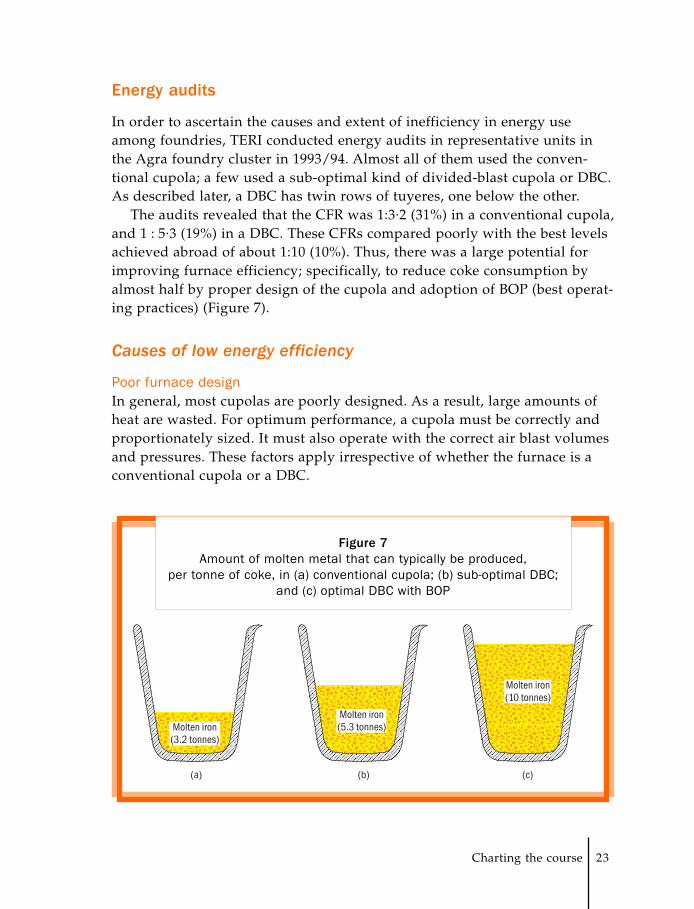
The audits revealed that the CFR was 1:3.2 (31%) in a conventional cupola,and 1 : 5.3 (19%) in a DBC. These CFRs compared poorly with the best levelsachieved abroad of about 1:10 (10%). Thus, there was a large potential forimproving furnace efficiency; specifically, to reduce coke consumption byalmost half by proper design of the cupola and adoption of BOP (best operat-ing practices) (Figure 7).
Causes of low energy efficiency
Poor furnace design
In general, most cupolas are poorly designed. As a result, large amounts ofheat are wasted. For optimum performance, a cupola must be correctly andproportionately sized. It must also operate with the correct air blast volumesand pressures. These factors apply irrespective of whether the furnace is aconventional cupola or a DBC.
Figure 7Amount of molten metal that can typically be produced,
per tonne of coke, in (a) conventional cupola; (b) sub-optimal DBC;and (c) optimal DBC with BOP
24 A process story in small-scale foundries
Poor operating practices
In most foundries, instruments to monitor and regulate important processparameters such as blast volume and pressure are absent. Often, units do notmaintain proper records of process data – such as amounts of coke andcharge loaded, numbers of castings produced and rejected, causes for rejec-tion, and so on – even though such data are vital to ensure operational con-trol and efficiency. In many foundries, the charge materials are liftedmanually for loading into the cupola. This is not only a physically taxingtask but it also poses major hazards to workers, for they are exposed to heatand high levels of CO at the cupola charging door (Figure 8).
Non-uniform size of charge material
The charge is generally made up of metallic pieces of varying size. Very largepieces create gaps and spaces within the cupola. Hot rising gases pass too
Figure 8Manual charging
with baskets
Charting the course 25
easily – and too fast – through these spaces, preventing the properpre-heating of charge material above the melting zone. Also, large piecescan get lodged in the cupola shaft, and prevent other charge material fromdescending into the melting zone. On the other hand, very small pieces tendto pack tighter, and restrict the upward passage of hot gases. This increasesthe internal pressure in the cupola, and restricts the blast rate. The results:low melting rate and wastage of fuel.
Exploring technological options
The energy audit results were discussed and validated by experts from CastMetals Development Limited, UK,5 a BCIRA (British Cast Iron ResearchAssociation) group company, and from Sorane SA, Switzerland. Potentialsolutions were also discussed with them. Options such as induction furnace,arc furnace, oxygen enrichment of blast air, and hot blast cupola were stud-ied and rejected: all require installation of expensive equipment, and the firsttwo in particular require large quantities of electric power. The DBC,therefore, emerged as the best option to improve energy efficiency at a mod-est investment.
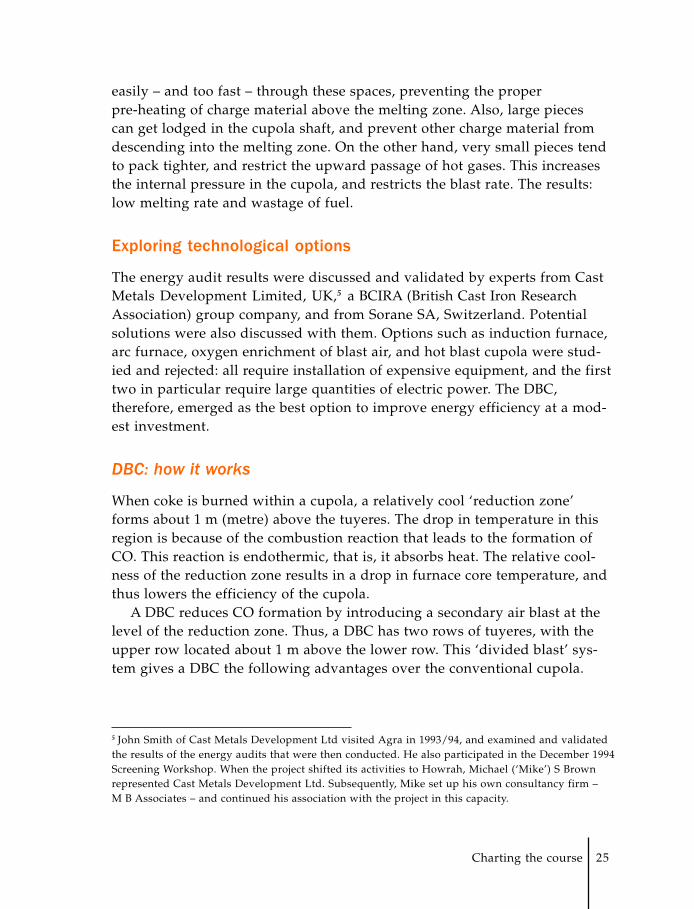
DBC: how it works
When coke is burned within a cupola, a relatively cool ‘reduction zone’forms about 1 m (metre) above the tuyeres. The drop in temperature in thisregion is because of the combustion reaction that leads to the formation ofCO. This reaction is endothermic, that is, it absorbs heat. The relative cool-ness of the reduction zone results in a drop in furnace core temperature, andthus lowers the efficiency of the cupola.
A DBC reduces CO formation by introducing a secondary air blast at thelevel of the reduction zone. Thus, a DBC has two rows of tuyeres, with theupper row located about 1 m above the lower row. This ‘divided blast’ sys-tem gives a DBC the following advantages over the conventional cupola.
5 John Smith of Cast Metals Development Ltd visited Agra in 1993/94, and examined and validatedthe results of the energy audits that were then conducted. He also participated in the December 1994Screening Workshop. When the project shifted its activities to Howrah, Michael (‘Mike’) S Brownrepresented Cast Metals Development Ltd. Subsequently, Mike set up his own consultancy firm –M B Associates – and continued his association with the project in this capacity.
26 A process story in small-scale foundries
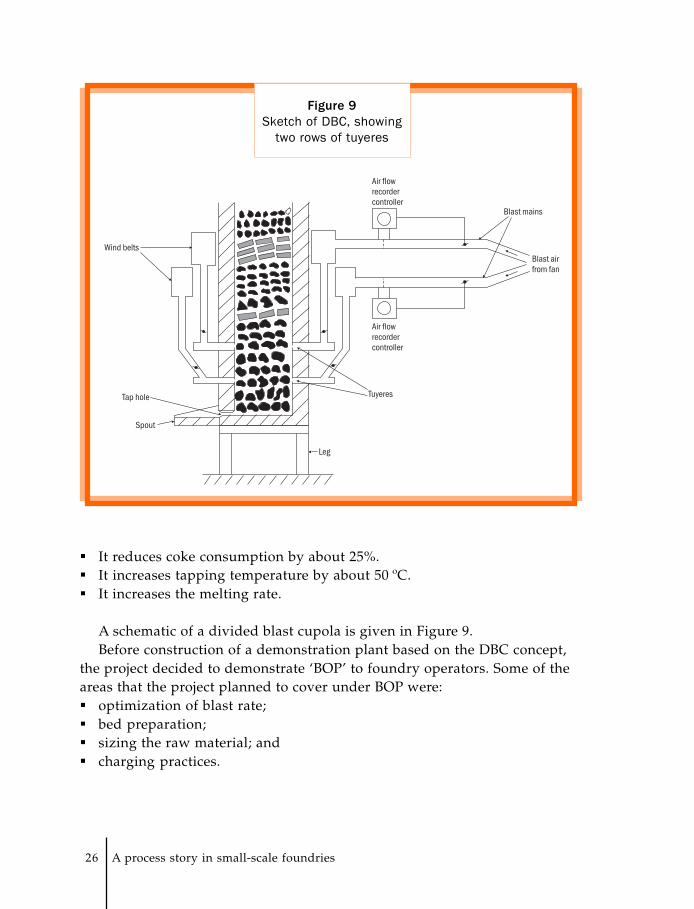
� It reduces coke consumption by about 25%.� It increases tapping temperature by about 50 ºC.� It increases the melting rate.
A schematic of a divided blast cupola is given in Figure 9.Before construction of a demonstration plant based on the DBC concept,
the project decided to demonstrate ‘BOP’ to foundry operators. Some of theareas that the project planned to cover under BOP were:� optimization of blast rate;� bed preparation;� sizing the raw material; and� charging practices.
Figure 9Sketch of DBC, showing
two rows of tuyeres

Charting the course 27
Shift in focus to Howrah
Having identified the technology, the next step was to identify a site where itcould be demonstrated. Initially, the project had decided to intervene inAgra, where it had conducted energy audits.
However, in 1995/96, the Supreme Court of India pronounced a numberof landmark judgements on environmental pollution in the Agra region(Box 4). With the banning of coal and coke within the Taj Trapezium Zone,the industrial situation in the Agra cluster underwent a drastic change.Foundry-owners in the cluster were faced with the prospect of imminentclosure. Many units chose to move out of the Taj Trapezium Zone. Under thecircumstances, the project decided initially to concentrate on the Howrahcluster, one of the oldest and largest clusters in India.
Box 4Pollution—monumental
damage!
The ‘Taj Trapezium’ is an area ofabout 10 400 km2 (square kilome-tres), covering parts of Uttar Pradeshand Rajasthan states in India. At itscentre lies Agra, city of the Taj Mahal.Besides the Taj, the Trapezium ishome to over 40 protected monu-ments including other World HeritageSites such as Agra Fort and FatehpurSikri.
The Trapezium also has severalSMiE (small and micro enterprises)clusters: notably, the glass industrycluster at Firozabad, and the Agrafoundry cluster. From the 1970s on-wards, public concern grew acrossthe world at the damage beingcaused to monuments by air pollutionfrom industries in the area, and fromthe Mathura oil refinery. Norms wereestablished for control of industrial
emissions in the years that followed,but enforcement was lax.
In response to a PIL (public inter-est litigation) filed in this regard, theSupreme Court of India delivered alandmark judgement on 30 Decem-ber 1996. The Court banned the useof coke or coal in a large number ofpolluting units within the Trapezium.At the same time, the Court orderedGAIL (Gas Authority of India Limited)to supply natural gas to units thatcould adapt their technologies to usethis far more environmentally benignfuel. While TERI helped glass indus-tries in modifying their furnaces touse natural gas efficiently, almost allthe foundries in the Agra cluster wereforced to close down or relocate toareas outside the Trapezium.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
28 A process story in small-scale foundries
At that time, SDC was already supporting SIDBI (Small Industries Devel-opment Bank of India) in a cluster modernization initiative in Howrah. Itwas felt that shifting the SDC–T E R I technological intervention to Howrahwould also complement the ongoing collaboration between SDC and SIDBI.However, this did not materialize. The reasons may be best understood bylooking at the different approaches of the two initiatives. While the projectfocused on coming up with a benchmark longer-term solution, SIDBI wasmore concerned with helping the smaller foundries deal with the immediatechallenge posed by enforcement of environmental standards.
The project itself could not develop a solution for smaller foundries as theoperational culture in the typical small foundry did not match with thebenchmarking approach adopted by the project.
Initially, the focus was on improving the energy efficiency of foundryunits in the Howrah cluster by demonstration of BOP, and if necessary,adoption of the DBC. In early 1996, discussions were held with representa-tives of industry associations at Howrah. Based on the discussions, a detailedaction plan was drawn up by the project. In the meanwhile, pollution controlbecame the primary concern in Howrah as well (Box 5), with the SupremeCourt stipulating deadlines for foundry units in Howrah to put up gascleaning systems.
Under the circumstances, the project modified its plan of action to addressthe needs and immediate concerns of the entrepreneurs in the cluster. Inorder to save time, the project decided to skip the planned demonstration ofBOP, and instead directly start with demonstration of an optimally designedDBC. It was felt that BOP could be clubbed along with the technology dem-onstration. In parallel, the project decided to begin the exercise of designinga suitable pollution control system.
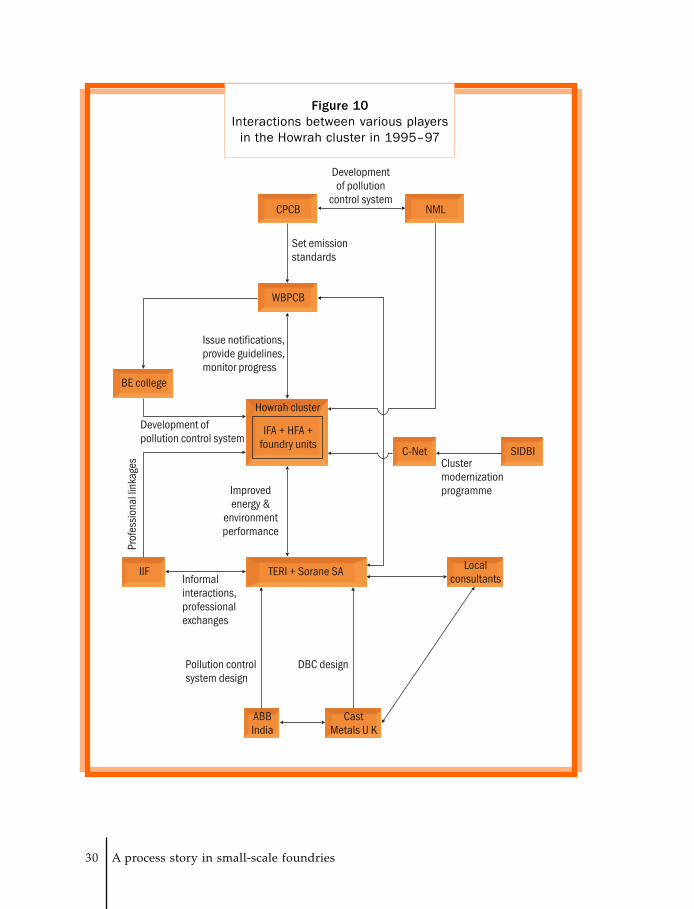
Institutions and their roles
While planning the intervention at Howrah, the project contacted most of thekey institutions active in the foundry cluster. This was important for forgingpartnerships and understanding cluster dynamics. Several institutionsplayed an important role in the Howrah foundry cluster in 1995–97. Some ofthem are listed below.� Local foundry associations: namely, IFA (Indian Foundry Association),
and HFA (Howrah Foundry Association).� IIF (The Institute of Indian Foundrymen).� R&D laboratories/universities such as NML (National Metallurgical
Laboratory, Jamshedpur) and BE College, Sibpur (Howrah).

Charting the course 29
� Financial institutions such as SIDBI.� CPCB.� WBPCB.� Local consultancy firms.
The complex interactions among them, and between them and the project,are depicted in Figure 10.
Box 5Situation in
Howrah
In January 1996, the CPCB (CentralPollution Control Board) sent a noticeto various foundry associations in In-dia, asking them to take immediatesteps to curb air pollution; specifi-cally, to meet the emission norms setfor SPM (suspended particulate mat-ter). The WBPCB (West Bengal Pollu-tion Control Board) issued similarnotices in leading Kolkata newspa-pers. As mentioned earlier, the normsfor SPM emissions were based onwhether the cupolas melted morethan or less than 3 tph (tonnes perhour). Owing to practical problems inmeasuring the quantity and rate ofmolten metal produced by a cupola, itwas mutually agreed between theWBPCB and the local foundry asso-ciations that a cupola’s internal di-ameter would be used as a yardstickto determine its melting rate.
The CPCB and WBPCB stressedthe need for pollution control atsource (implying the use of energy-ef-ficient technology). This led mostfoundries in Howrah to convert theircupolas to divided-blast operation.Many units believed that conversionof their cupolas to DBCs (divided-
blast cupolas) would be adequate tomeet emission norms, and save themthe costs of installing pollution con-trol systems. However, on 12 April1996 the Supreme Court ordered theWBPCB to report on the progressmade by foundries in installing per-manent pollution control systems.The WBPCB conducted a series of in-spections in the Howrah cluster inMay–July 1996. Several units withoutpollution control systems were or-dered to close down. This createdpanic in the cluster, and units rushedto install pollution control systems.
By the time the project entered thefield in Howrah, many units had al-ready converted their conventionalcupolas to DBCs (of sub-optimal de-sign). In most cupolas, the inner re-fractory linings had been increasedto reduce the cupola diameters to be-tween 32–34 inches, correspondingto a melting rate of 3 tph. The reasonwas simple: this permitted SPM emis-sions at the less stringent norm of450 mg/Nm3 (milligrams per normalmetre). Also, most units had installedpollution control systems of somekind or the other.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
30 A process story in small-scale foundries
Figure 10Interactions between various players
in the Howrah cluster in 1995–97
Charting the course 31
Competence pooling
The project was already working in close partnership with Sorane SA, Swit-zerland and Cast Metals Development Ltd, UK. In setting up the demonstra-tion plant, the project brought together local and international experts inmany disciplines—project management, foundry technology, energy manage-ment, cupola operations, and environmental technology. Pierre Jaboyedoff ofSorane SA was instrumental in arranging the technical tie-ups with CastMetals Development Ltd. The project implementation strategy was drawn upin close consultation with him. He was also a key figure in other areas ofintervention by the project: notably, the glass industry sub-sector. M SBrown, representing Cast Metals Development Ltd, brought his considerableexpertise in cupola design to assist the project.
This approach – of pooling competencies – assisted considerably in over-coming the challenges and setbacks that arose, whether these were techno-logical (as when components had to be redesigned), or procedural (such asdelays caused by local suppliers and vendors).
Before building the demonstration plant at Howrah, the immediate chal-lenges to be addressed were� to identify a firm to design a suitable pollution control system;� to select local consultant(s) for supervision of fabrication, installation, and
commissioning activities; and� to select site(s) for demonstration.
Pollution control system: finding a designer
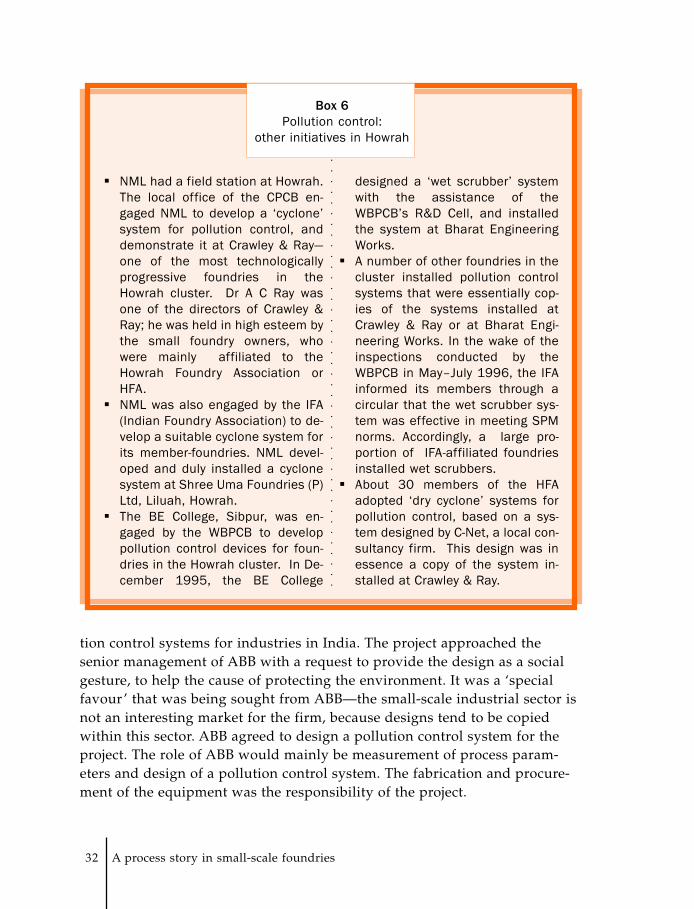
The project explored various options to get the pollution control systemdesigned by reputed institutions, both at the local level at Howrah and at thenational level. Several institutions were working to develop pollution controlsystems. The project explored tie-ups with some of them. Towards this,dialogues were initiated with NML and C-Net (a local consultancy firm) atHowrah. However, it was found that the systems being designed by theseand other institutions were aimed at meeting the less stringent emissionnorm of 450 mg/Nm3 (Box 6). Instead, the project took a long-term view anddecided that it would develop a pollution control system to meet the moststringent emission norm of 150 mg/Nm3.
Towards this end, the project approached ABB to provide pollution con-trol system design. ABB was then one of the most reputed suppliers of pollu-
32 A process story in small-scale foundries
tion control systems for industries in India. The project approached thesenior management of ABB with a request to provide the design as a socialgesture, to help the cause of protecting the environment. It was a ‘specialfavour ’ that was being sought from ABB—the small-scale industrial sector isnot an interesting market for the firm, because designs tend to be copiedwithin this sector. ABB agreed to design a pollution control system for theproject. The role of ABB would mainly be measurement of process param-eters and design of a pollution control system. The fabrication and procure-ment of the equipment was the responsibility of the project.
Box 6Pollution control:
other initiatives in Howrah
� NML had a field station at Howrah.The local office of the CPCB en-gaged NML to develop a ‘cyclone’system for pollution control, anddemonstrate it at Crawley & Ray—one of the most technologicallyprogressive foundries in theHowrah cluster. Dr A C Ray wasone of the directors of Crawley &Ray; he was held in high esteem bythe small foundry owners, whowere mainly affiliated to theHowrah Foundry Association orHFA.
� NML was also engaged by the IFA(Indian Foundry Association) to de-velop a suitable cyclone system forits member-foundries. NML devel-oped and duly installed a cyclonesystem at Shree Uma Foundries (P)Ltd, Liluah, Howrah.
� The BE College, Sibpur, was en-gaged by the WBPCB to developpollution control devices for foun-dries in the Howrah cluster. In De-cember 1995, the BE College
designed a ‘wet scrubber’ systemwith the assistance of theWBPCB’s R&D Cell, and installedthe system at Bharat EngineeringWorks.
� A number of other foundries in thecluster installed pollution controlsystems that were essentially cop-ies of the systems installed atCrawley & Ray or at Bharat Engi-neering Works. In the wake of theinspections conducted by theWBPCB in May–July 1996, the IFAinformed its members through acircular that the wet scrubber sys-tem was effective in meeting SPMnorms. Accordingly, a large pro-portion of IFA-affiliated foundriesinstalled wet scrubbers.
� About 30 members of the HFAadopted ‘dry cyclone’ systems forpollution control, based on a sys-tem designed by C-Net, a local con-sultancy firm. This design was inessence a copy of the system in-stalled at Crawley & Ray.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Charting the course 33
Identifying local consultants
The project contacted local foundry institutions such as IIF, IFA, and HFA toidentify local foundry consultants who could be engaged for implementationof the project. The major tasks of the local consultants would be day-to-daysupervision of the fabrication and installation activities, including interactionwith the entrepreneur; review and approval of bills/invoices of materialpurchases; and feedback on progress. After installation, the local consultantswould assist in commissioning the plant and training the operators in BOP.
Initially, the project interacted with A C Ray of Crawley & Ray to discussthe possibility of engaging him as a local consultant. Ray had considerableworking experience in the Howrah cluster, and the HFA foundries held himin high esteem. However, the project found that Ray’s profile did not quiteconform to the role envisaged by the project for a local consultant.
Subsequently, the project interacted with key office-bearers of the IIF toidentify a suitable candidate. These meetings helped identify BirendraKumar Rakshit – a mechanical engineer with several decades of experience inthe foundry industry – as a local consultant. Rakshit proved invaluableduring the fabrication and installation activities. Before commissioning theDBC, the project felt the need for a person with competence in refractorylining and operation of the cupola. Rakshit suggested the name of such anexpert – A S Ganguli – who had acquired considerable hands-on experiencein cupola operations and maintenance while working with a large-scaleautomotive foundry near Kolkata.
Selection of sites for demonstration
In order to maximize the involvement of local foundry owners in the devel-opment and demonstration of technology, one of the project strategies was towork closely with both the foundry associations in the Howrah cluster.Accordingly, it was decided to work with both HFA and IFA. HFA representsthe very small local foundries, which are owned by second-generationBengali entrepreneurs. On the other hand, IFA mainly represents, and ismanaged by, the larger and more progressive small-scale foundries in theHowrah cluster. Most of the IFA foundries are owned by first-generationentrepreneurs who came to Kolkata from other states in the 1950s–60s. Eachof these foundry associations was requested to nominate one foundry fromamong their members in which to install and demonstrate the new technol-ogy. The units identified were
34 A process story in small-scale foundries
� IFA—Bharat Engineering Works; and� HFA—Lakshmi Foundry Works.
Agreement for cooperation
To encourage the entrepreneur, the initial hardware costs of the demonstra-tion plant were decided to be borne by the project. However, once the tech-nology was successfully demonstrated, it was agreed that the foundry unitwould buy the installed equipment and machinery at a pre-determined price.On his part, the entrepreneur agreed to allow others to visit and study thedemonstration plant on a long-term basis, to help in spreading awareness.
INTO THE FIELD
PRE -DEMONSTRAT ION ACT IV I T Y
Initially, the project’s aim was to develop, install, and demonstrate the ben-efits of DBC technology in foundries using conventional cupolas. This deci-sion was based on the energy audits it had conducted in the Agra cluster.However, the project found that many units in the Howrah cluster – includ-ing the two units nominated by IFA and HFA – used cupolas that already hadtwin rows of tuyeres, which gave the benefits of divided blast technology toa limited extent.
Energy and environmental audits
It was essential to assess the performance of the DBC design that foundriesin Howrah were already using. Therefore, the project conducted energy andenvironmental audits of the existing DBCs in the two nominated foundries inJune 1996. Assistance was taken from ABB to conduct the environmentalaudits and assess their results. The methodology and results of the energyaudits were discussed with Mike Brown, the foundry expert from CastMetals Development Ltd, UK.
The audits revealed that in both units, the cupolas performed belowoptimal level because of deficiencies in their design. For instance, the cupolaat Bharat Engineering Works was found to have a CFR of 1:7.5, or 13.6%,indicating room for improvement. The SPM emissions at source (that is,before the pollution control device) varied between 1170–2200 mg/Nm3.These measurements helped in determining DBC specifications and design-ing the required pollution control system for demonstration. As it turnedout, the results of the audits at Lakshmi Foundry Works were skewed by
36 A process story in small-scale foundries
deviations from normal procedure made without the knowledge of theproject team (Box 7).
A particle size analysis of the SPM collected was done. In general, thesizes of the particulates and their distribution influence the selection of anappropriate pollution control device. The analysis revealed that a substantialpercentage (about 16%) of the SPM was made up of fine particulates lessthan 5 microns in diameter (see Figure 11); these particles are the most harm-ful to health, and the most difficult to clean.
Correction of the design deficiencies in the existing cupolas would haverequired their extensive retrofitting. Instead, the project decided that itwould be better to build a new DBC equipped with a proper pollution con-trol system for each unit, and then demonstrate BOP.
Mechanical charging system
During the audits, it was observed that the charge materials were beinglifted and loaded into the cupolas by labourers, who carried the charge
BOX 7Two days of hard
work…up in smoke!
At the start of the intervention in theHowrah foundry cluster, a baselinehad to be established for environ-mental pollution at the two chosenfoundries. It was a challenging task,requiring measurement of emissionsto be taken with great accuracy.
After nearly two days of hard workat Lakshmi Foundry Works – a mem-ber of HFA, run by Sunil Kundu – we,the members of the project team,were tired but happy. The measure-ment results we had obtained were ofgood quality, and we felt that we haddone a fine job.
What a surprise it was, then, whenthe British consultant Mike Browncame up and told us that the wholeexercise was meaningless! It turnedout that Kundu, the foundry owner,had decided to substitute the Indiancoke normally used in his cupola, andwhich contains a lot of ash, with Aus-tralian coke which is much more ex-pensive, but does not contain muchash. In doing so, Kundu had com-pletely skewed the results of ourmeasurements…
Pierre JaboyedoffSorane SA
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
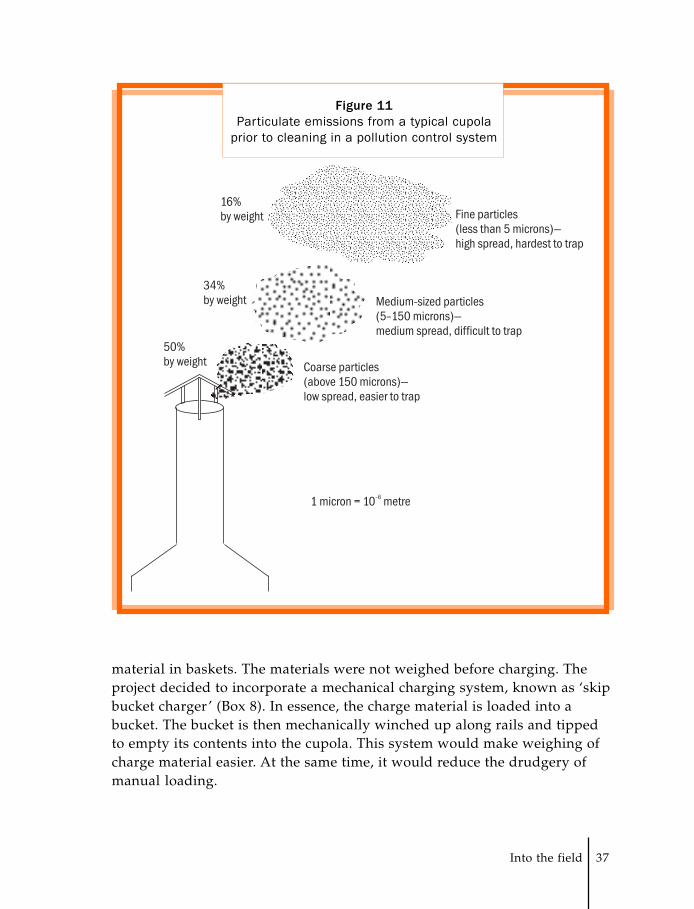
Into the field 37
material in baskets. The materials were not weighed before charging. Theproject decided to incorporate a mechanical charging system, known as ‘skipbucket charger ’ (Box 8). In essence, the charge material is loaded into abucket. The bucket is then mechanically winched up along rails and tippedto empty its contents into the cupola. This system would make weighing ofcharge material easier. At the same time, it would reduce the drudgery ofmanual loading.
Figure 11Particulate emissions from a typical cupola
prior to cleaning in a pollution control system
38 A process story in small-scale foundries
HFA withdraws from project
Unfortunately, after the initial baseline audits, HFA decided to drop out ofthe project (Box 9). Its nominee unit, Lakshmi Foundry Works, could not waitfor the demonstration plant to be set up as it was under enormous pressurefrom the WBPCB to install a pollution control system on its existing cupola atan early date. Under the circumstances, the project had no choice but to setup its demonstration plant in the IFA unit alone, that is, at Bharat Engineer-ing Works.
DBC: getting the design details right
The demonstration cupola was designed for a specific ID (internal diameter)specification, since the entrepreneur – S C Dugar, proprietor of Bharat Engi-neering Works – wanted a 34-inch ID cupola. The basic design of the demon-
BOX 8Lesseningthe load
I used to work with Crawley & Ray, awell-established foundry in Howrah.We switched over to cupola meltingfrom oil-fired reverberatory meltingpractice in the year 1973, after theworldwide oil crisis. We had to man-age a 27-inch cupola in a smallspace, measuring 15 feet by 15 feet.The cupola did not have a ladder pro-vision. We used to carry charge mate-rials in wheelbarrows from the yardand lift the loaded wheelbarrows byelectrical lift up to the loading plat-form. The charge material was di-rectly fed into the cupola by tilting thewheelbarrows. This was an extremelylaborious task. In the 1980s, we de-cided to adopt the skip bucket charg-ing system. We adopted the design
guidelines from the Wellman Incan-descence Booklet. For the electricalcontrol system, my experience in theelevator industry was of immensehelp.Since then, I have been associatedwith design, fabrication, installationand operation of nine skip bucketcharger systems. Out of these, five in-stallations were carried out by myown organization, BBL Enterprise. Ihad the privilege of being associatedwith T E R I in two such installations,at Howrah and Nagpur. My experi-ence as a user has helped me up-grade the design from time to time tomake it more user-friendly.
Niranjan SahaBBL Enterprise
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○

Into the field 39
BOX 9An opportunity
lost
From our initial interactions with thetwo foundry associations in Howrah –the IFA and the HFA – it was clear tous that they were very different fromone another in terms of ideology, or-ganization, management styles,knowledge of foundry technology,and environment technology.
There are a significant number ofunits with dual membership of bothassociations. However, with its cen-trally located office in Kolkata, IFA ismuch more visible to decision-mak-ers than HFA, which operates from adingy one-room office in Howrah.
While planning our intervention atHowrah in 1996, we decided to workwith both the associations. Henceboth IFA and HFA were requested tonominate a foundry unit where ademonstration plant would be set up.While IFA was quick to capitalize onthe offer, HFA dilly-dallied and finallydecided to opt out of the interven-tion. The reason given by HFA for opt-ing out was that they could not wait
for six months (the anticipated timeof completion of the demonstrationplant at that time). Besides, the HFAclaimed, its member-units had al-ready decided to spend 50 000 eachon a cheaper pollution control systembeing offered by a local consultingfirm, C-Net.
HFA’s backing out was a great dis-appointment for the project team, forwe had set our hearts on helping outthe smaller foundries. We did ap-proach other HFA-member units toadopt the proposed technology. How-ever, given their small size and lackof resources, it became obvious to usthat the project would have had tomake many compromises in terms ofquality of material and plant layout.This would have gone against theproject’s aim: namely, of demonstrat-ing a technology that would set thebenchmark for best energy and envi-ronmental performance.
Prosanto PalTERI
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
stration cupola was done by Mike Brown. The drawing is reproduced inFigure 12.
The DBC design paid particular attention to the following aspects.� Specification of the blower, that is, the blast rate and pressure delivered
(Figure 13).� Dividing the supply of blast air to the top and bottom row of tuyeres in
the correct proportion.� Minimizing the pressure drop and turbulence of the combustion air
40 A process story in small-scale foundries
Figure 12Mike Brown’s original drawing of
the demonstration DBC
Figure 13Desired and undesired air flow
patterns in a cupola
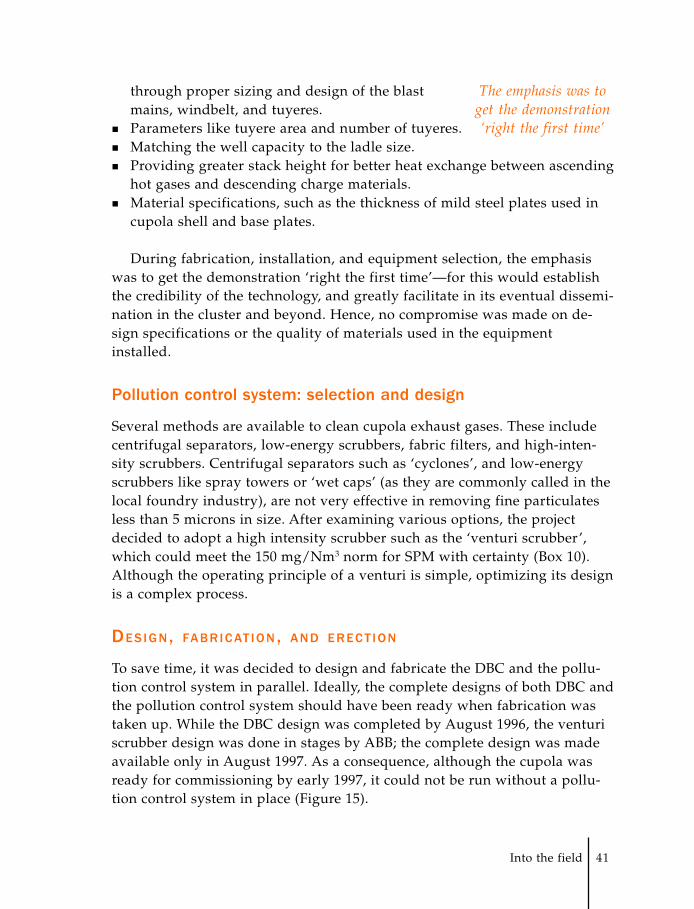
Into the field 41
through proper sizing and design of the blastmains, windbelt, and tuyeres.
� Parameters like tuyere area and number of tuyeres.� Matching the well capacity to the ladle size.� Providing greater stack height for better heat exchange between ascending
hot gases and descending charge materials.� Material specifications, such as the thickness of mild steel plates used in
cupola shell and base plates.
During fabrication, installation, and equipment selection, the emphasiswas to get the demonstration ‘right the first time’—for this would establishthe credibility of the technology, and greatly facilitate in its eventual dissemi-nation in the cluster and beyond. Hence, no compromise was made on de-sign specifications or the quality of materials used in the equipmentinstalled.
Pollution control system: selection and design
Several methods are available to clean cupola exhaust gases. These includecentrifugal separators, low-energy scrubbers, fabric filters, and high-inten-sity scrubbers. Centrifugal separators such as ‘cyclones’, and low-energyscrubbers like spray towers or ‘wet caps’ (as they are commonly called in thelocal foundry industry), are not very effective in removing fine particulatesless than 5 microns in size. After examining various options, the projectdecided to adopt a high intensity scrubber such as the ‘venturi scrubber ’,which could meet the 150 mg/Nm3 norm for SPM with certainty (Box 10).Although the operating principle of a venturi is simple, optimizing its designis a complex process.
DES IGN , FABR ICAT ION , AND ERECT ION
To save time, it was decided to design and fabricate the DBC and the pollu-tion control system in parallel. Ideally, the complete designs of both DBC andthe pollution control system should have been ready when fabrication wastaken up. While the DBC design was completed by August 1996, the venturiscrubber design was done in stages by ABB; the complete design was madeavailable only in August 1997. As a consequence, although the cupola wasready for commissioning by early 1997, it could not be run without a pollu-tion control system in place (Figure 15).
The emphasis was toget the demonstration‘right the first time’
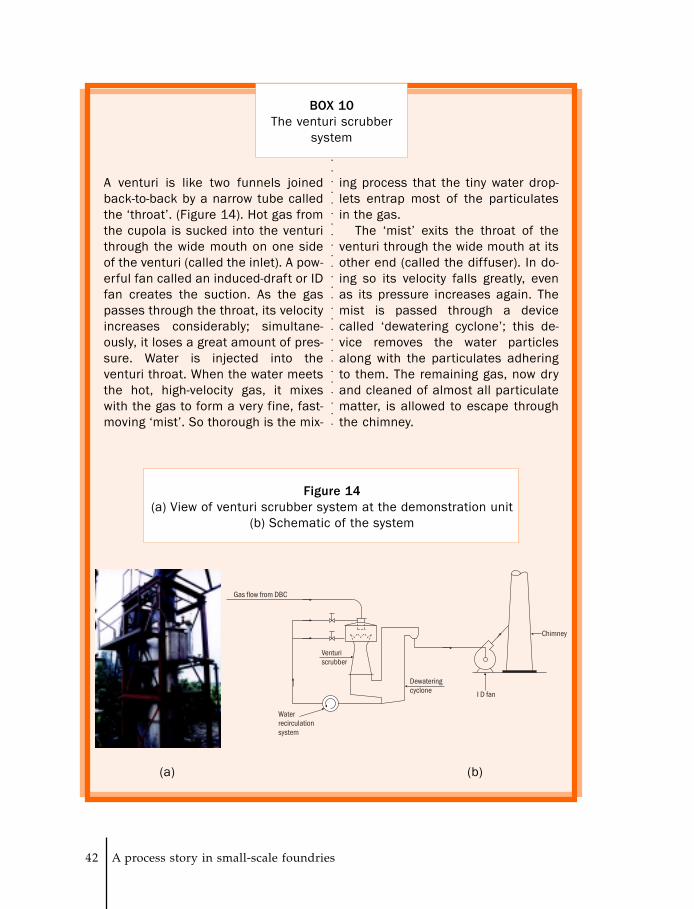
42 A process story in small-scale foundries
BOX 10The venturi scrubber
system
A venturi is like two funnels joinedback-to-back by a narrow tube calledthe ‘throat’. (Figure 14). Hot gas fromthe cupola is sucked into the venturithrough the wide mouth on one sideof the venturi (called the inlet). A pow-erful fan called an induced-draft or IDfan creates the suction. As the gaspasses through the throat, its velocityincreases considerably; simultane-ously, it loses a great amount of pres-sure. Water is injected into theventuri throat. When the water meetsthe hot, high-velocity gas, it mixeswith the gas to form a very fine, fast-moving ‘mist’. So thorough is the mix-
ing process that the tiny water drop-lets entrap most of the particulatesin the gas.
The ‘mist’ exits the throat of theventuri through the wide mouth at itsother end (called the diffuser). In do-ing so its velocity falls greatly, evenas its pressure increases again. Themist is passed through a devicecalled ‘dewatering cyclone’; this de-vice removes the water particlesalong with the particulates adheringto them. The remaining gas, now dryand cleaned of almost all particulatematter, is allowed to escape throughthe chimney.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Figure 14(a) View of venturi scrubber system at the demonstration unit
(b) Schematic of the system
(a) (b)

Into the field 43
Other unexpected delays arose in finalizing the designs and getting equip-ment fabricated on schedule. For instance, in May 1997, the need arose for asoil load-bearing test to be conducted for preparing the civil foundationdrawings of the chimney for the pollution control system. This test could beconducted only in July 1997—at the height of the monsoon. The test reportwas received in August 1997, after which the civil drawings were finalized.In October 1997, excavation work began to lay a base for the chimney.However, high sub-soil water levels in the post-monsoon period hamperedwork. The erection of the chimney, along with other support structures andcivil work, could be completed only in April 1998, and the pollution controlsystem was finally erected in June 1998 (Box 11).
Figure 15The demonstration DBC—ready
before the pollution control system

44 A process story in small-scale foundries
DEMONSTRAT ION : RIGHT THE F IRST T IME
The demonstration plant was ready for commissioning in July 1998 (Figure16). It was decided to commission the DBC first, and ensure that it operatedsatisfactorily before integrating it with the pollution control system.
Trial runs of the DBC were conducted from late July 1998 onwards to fine-tune various sub-systems. The trial runs were closely and constantly super-vised by the project team. In the course of each trial run, energy andenvironmental performances were monitored; data gathered and analysed;and operating parameters fine-tuned based on the results before conductingthe next trial run.
A number of challenges were faced during the commissioning of theplant—demanding patience, ingenuity, and problem-solving skills from theproject team members. One major barrier to be overcome was the widespreadscepticism regarding the new cupola’s capabilities, especially because thefabrication of the plant had taken an unusually long time (Box 12). There wasa growing belief among workers, foundrymen, and even officials of thepollution control board that it would not function properly. In the words of aproject engineer, the delay became the ‘talk of the cluster ’ (Box 13).
BOX 11Business versus
goodwill
Another primary reason for the delayin erection of the pollution controlsystem was the time taken in its de-sign by ABB India. Perhaps this wasdue to the fact that ABB undertookthis work as a kind of goodwill ges-ture towards the cause of environ-mental protection among small-scaleindustries, at the instance of theproject. ABB did not charge a designfee. Understandably, the firm did notaccord the same priority to thisassignment as they did to jobs beingdone on a commercial basis for theirregular clientele.
At hindsight, it may have been bet-ter, and in the interests of the project,if a business/consultancy agreementhad been given to ABB for the pur-pose of designing a pollution controldevice. This could have expedited thedesign of the system, and therebybrought forward the demonstrationby at least eight to ten months.
Prosanto PalTERI
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
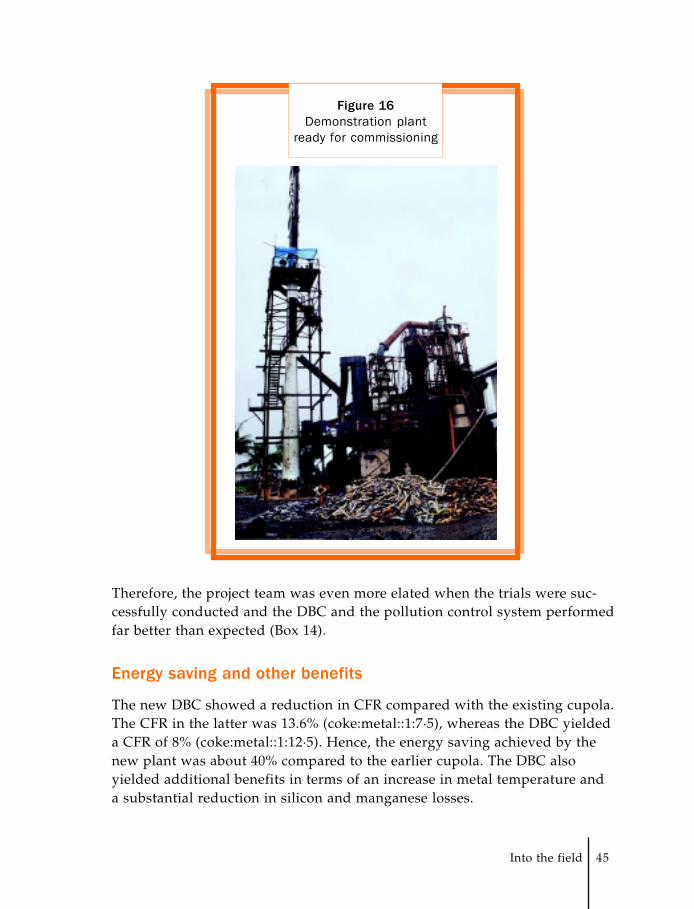
Into the field 45
Therefore, the project team was even more elated when the trials were suc-cessfully conducted and the DBC and the pollution control system performedfar better than expected (Box 14).
Energy saving and other benefits
The new DBC showed a reduction in CFR compared with the existing cupola.The CFR in the latter was 13.6% (coke:metal::1:7.5), whereas the DBC yieldeda CFR of 8% (coke:metal::1:12.5). Hence, the energy saving achieved by thenew plant was about 40% compared to the earlier cupola. The DBC alsoyielded additional benefits in terms of an increase in metal temperature anda substantial reduction in silicon and manganese losses.
Figure 16Demonstration plant
ready for commissioning

46 A process story in small-scale foundries
BOX 12Fabrication: from weeks
to months
In August 1996, the project team metPinaki Chakraborty, the fabricator, inKolkata. ‘This is the design for BharatEngineering Work’s new cupola,’ saidMike, handing Pinaki a schematicdrawing of the DBC (divided-blast cu-pola). ‘Can you make it? And how longwill the job take?’
‘Yes, I can make it! And four weeksis all the time I’ll take,’ Pinakipromptly replied.
Only four weeks! We were relieved.But we should have known better…
The DBC that T E R I offers is verydifferent from the conventional cupo-las that most foundries use, andhence, that most fabricators make.While making a conventional cupolais essentially a rolling and weldingjob, the T E R I cupola is more thanthis. In T E R I’s design, there are castiron parts, like the tuyere sleeves;cast iron bricks in some sections, andfor the base plate; then there is thetask of assembling and fitting all thesub-components and parts together,
since welding of cast iron is not possi-ble. Proper matching of the windbeltsand the tuyeres is essential.
Pinaki was not able to see all thisimmediately. Pinaki’s confidencestemmed from the fact that fourweeks is normally the time taken forfabricating a conventional cupola.
Once the fabrication work began,however, Pinaki realized the chal-lenges of the task! The entire projectteam – especially the project’s localconsultant, B K Rakshit – pitched into help Pinaki on the job: withsketches (often hand made) thatshowed details of parts, and with ad-vice on how to cast the parts and howto mark components for easier erec-tion. The fabrication process tookmuch more time than expected; thenew cupola was finally installed onlyin February 1997.
N VasudevanTERI
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
On an average monthly melting of 430 tonnes, the DBC yielded an annualsaving in coke of 270 tonnes, equivalent to 900 000 rupees (assuming a priceof 3300 rupees per tonne for high ash Indian coke in 1998). The payback periodworked out to be less than two years on the investment in the DBC alone.
Environmental performance
With the pollution control device, the average SPM emissions were broughtdown from over 2000 mg/Nm3 to below 70 mg/Nm3, which was well within

Into the field 47
BOX 13Size doesn’t
matter
TERI’s new cupola shell and othercomponents were all fabricated inthe premises of Bharat EngineeringWorks. As the new cupola tookshape, it became obvious to the fac-tory workers that it would be smallerthan their existing cupola, which hadan external diameter of about 60inches. This was enough to convincethem that no useful purpose wouldbe served by the new cupola.
‘Aeta kono kajer hobe na,’ theysaid to one another. ‘This thing will beof no use.’
At last came the day of the first
trial run. For a while, the workerswere at a loss for words. They stoodand watched, stunned into silence bythe sheer quantity of molten metalthat gushed out of the new cupola. Fi-nally, one of them murmured:‘Amader chief minister to chotokintoo kota powerful.’ (‘Our chief min-ister is small, but very powerful!’) Hewas referring to the then chief minis-ter of Bengal, Jyoti Basu—a dapperfigure, yet a formidable politician.
S C DugarBharat Engineering Works
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
the emission limit of 150 mg/Nm3. Indeed, there was visible evidence thatSPM emissions had been drastically reduced—because virtually no smokewas visible over the chimney when the new DBC was in operation (Figure17). An added advantage of the venturi scrubber was that it reduced sulphurdioxide emissions to only 40 mg/Nm3—much below the limit of 300 mg/Nm3.
In 2001, the WBPCB revised its emission norms for foundries in theHowrah cluster by setting a single limit of 150 mg/Nm3 for all cupolasirrespective of size. The project’s venturi scrubber system comfortably metthis norm. However, other units in the cluster once again came under pres-sure to upgrade their existing pollution control systems (which had beendesigned to meet the less stringent norm of 450 mg/Nm3). This vindicatedthe project’s long-term strategy of developing the best possible pollutioncontrol system, that is, the venturi scrubber.
BOP, and benefits of bucket charging
Indeed, the technology had been successfully demonstrated. For the projectteam, it was satisfying to witness the benefits the skip bucket charger

48 A process story in small-scale foundries
brought, in terms of greater safety to the workers who earlier had to chargethe cupola manually (Box 15). This was the appropriate stage to imparttraining in BOP to the furnace operators and the maintenance personnel inthe unit. Team members worked alongside factory workers for several weeksto ensure that the latter understood and applied the best operating practicesin the day-to-day running of the plant.
BOX 14Teethingtrouble
22 July 1998. The stage was set forthe demonstration run of T E R I’s firstDBC (divided-blast cupola) furnace,with its pollution control device andenergy efficient design. Personnelfrom TERI, a British expert, and thetwo local consultants of Kolkata werepresent on site at Bharat EngineeringWorks, Howrah. Ignition of the cupolabed coke was ritually carried out, andthe first melt came out successfully.Everybody associated with theproject breathed a sigh of relief. Littledid any one apprehend the troublethat was to follow…
To start with, the cupola behavedquite normally. All of a sudden, we no-ticed that molten metal had enteredinto a couple of tuyeres. Hot spots ap-peared at several places on the cu-pola shell. There was no option but to‘drop off’ the cupola, that is, to shutdown the entire operation.
We realized the gravity of the situa-tion the next day, when the cupolahad to be repaired and prepared for
the next run. One of the tuyere-sleeves had become completely so-lidified with metal. Replacement ofthe affected sleeve was required. Nospare sleeve was available at hand,and we learnt that a spare sleevecould not be made for at least aweek. The whole programme wasstalled; the euphoria of the previousday’s success evaporated; our prideand prestige sank to the floor.And then, out of this misery, an ideaemerged like a beacon of hope! Per-haps we could procure a steel pipe,and use it to fabricate a tuyere sleeveof similar dimension? The ideaworked: the clogged sleeve was re-placed, and the demonstration runswere completed without any furthertrouble. Our pride and prestige weresalvaged; the entrepreneur washappy and satisfied.
Ajit Shankar GangulyLocal Consultant
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
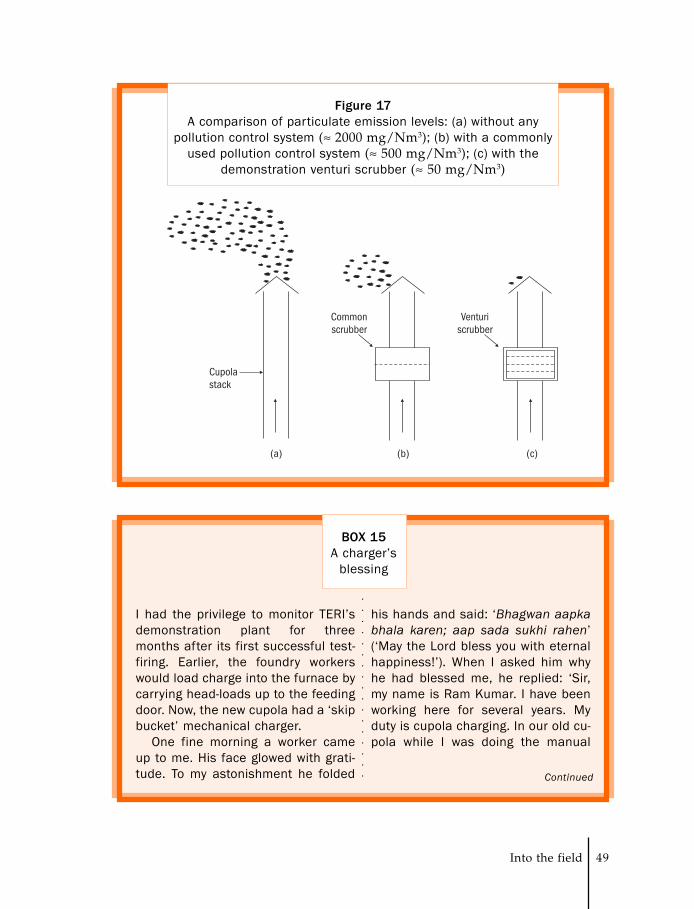
Into the field 49
Figure 17A comparison of particulate emission levels: (a) without any
pollution control system (≈ 2000 mg/Nm3); (b) with a commonlyused pollution control system (≈ 500 mg/Nm3); (c) with the
demonstration venturi scrubber (≈ 50 mg/Nm3)
BOX 15A charger’s
blessing
I had the privilege to monitor TERI’sdemonstration plant for threemonths after its first successful test-firing. Earlier, the foundry workerswould load charge into the furnace bycarrying head-loads up to the feedingdoor. Now, the new cupola had a ‘skipbucket’ mechanical charger.
One fine morning a worker cameup to me. His face glowed with grati-tude. To my astonishment he folded
his hands and said: ‘Bhagwan aapkabhala karen; aap sada sukhi rahen’(‘May the Lord bless you with eternalhappiness!’). When I asked him whyhe had blessed me, he replied: ‘Sir,my name is Ram Kumar. I have beenworking here for several years. Myduty is cupola charging. In our old cu-pola while I was doing the manual
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Continued

50 A process story in small-scale foundries
SPREADING THE WORD
On 28 November 1998, a workshop was arranged in Kolkata to disseminatethe results of the successful demonstration among representatives from theIIF, IFA, and financial institutions including SIDBI and State Bank of India’sUPTECH programme (a programme for technology upgradation). Site visitswere arranged for the participants, and presentations made and discussionsheld on different aspects of the technology, its benefits, and the future strat-egy of project partners.
A paper describing the project’s work was presented by team members atthe Asian Foundry Congress, held in Kolkata from 23 to 26 January 1999. Thenext day, about 140 delegates from the conference visited Bharat EngineeringWorks and witnessed the demonstration plant in operation. As luck wouldhave it, that very day a CPCB/WBPCB surveillance squad turned up at thesite to conduct a surprise check on SPM emissions from the plant. The squadfound the SPM levels were well within limits, and duly announced this to theassembled delegates. Subsequently, the demonstration unit received anaward from the WBPCB for its excellence in pollution control (Figure 18).
The project made efforts to motivate foundries to avail themselves offinancial assistance from SIDBI; but an effective fit could not be found.Replication in the Howrah foundry cluster did not take off; as a result, col-laboration with SIDBI took a back seat. At a higher level, efforts by SIDBI to
BOX 15A charger’s
blessing (continued)
charging on the platform, there was asudden backfire through the cupolacharging door. Look, you can see howmy face and neck were broiled in theflames. It took me a long time to re-cover and to resume work.
‘With the system you have in-stalled, we now do the charging atthe floor level. Our job is easier now,since we can carry the material from
the yard by wheelbarrow and tilt it di-rectly on to the skip bucket. No longerdo we have to bear the material onour heads, all the way up to that 20-foot charging platform. Now there isno risk of any accident even if there isa backfire …’
B K RakshitLocal Consultant
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○

Into the field 51
Figure 18Certificate received by the demonstration
plant for environmental excellence
52 A process story in small-scale foundries
establish an environmental cell also took time, and hence the two collaborationsof SDC (with SIDBI and with the project) moved in a somewhat parallel manner.
Lessons during early replications
Providing designs ‘free of cost’
To promote the demonstrated technology, the project decided to provide thedesigns and technical assistance free of cost to the first three units signing upfor replication. In each case, the unit was required to bear only the cost ofhardware.
In February 1999, a foundry unit at Kharagpur – Basu Iron and SteelCompany – signed up to replicate both the DBC and pollution control sys-tem. The project spent considerable time and resources conducting the en-ergy and environmental audits of the unit. Later, detailed design drawingswere prepared. However, the foundry shelved the project, citing marketrecession.
Soon after, the project faced a similar experiencewith another foundry unit at Howrah—CrescentFoundry Co. Pvt. Ltd. After initial energy audits anddrawing up of cupola design, this unit too backedout from its earlier decision to invest in a new DBC.These experiences were a lesson for the project: thatpitfalls lay in providing services without any financial commitment on thepart of the beneficiary. Hence, in order to screen out non-serious foundryunits, the project decided to charge a token ‘commitment fee’ for replicationin future.
Quality control
Another foundry – Shree Uma Foundries in Kharagpur, West Bengal – soughthelp in replacing its old cupola and pollution control system with a newplant. In October 1999, the project conducted an energy and environmentalaudit of the unit. The unit’s pollution control system, set up at great costseveral years earlier, had become badly corroded and required urgent re-placement. The project, therefore, drew up designs for a new pollutioncontrol system along with a new cupola.
In January 2000, the unit asked the project to make changes in cupoladesign—changes that would have led to reduction in the DBC’s energy
To screen out non-serious foundry units,the project decided to
charge a token‘commitment fee’
Into the field 53
efficiency, and thereby negated the very purpose of the project’s intervention.By March 2000, it became clear that the unit did not care about increasingenergy efficiency: it only wanted to reduce costs by cutting corners. Ratherthan compromise on the quality of its technology, the project withdrew fromthe proposed scheme.
Unbundling the package
The first replication happened far away from the Howrah cluster—at NagpurGrey Iron Castings, a small foundry located in the central Indian city ofNagpur. This foundry faced problems with its existing cupola, and waslooking for a reliable and efficient cupola design. By chance, the owner heardabout the project’s new DBC when he attended a foundry congress held inearly 2000 at Coimbatore.
In August 2000, at the owner ’s request, the project conducted an energyaudit of the unit. Since enforcement of emission norms was virtually absentin Nagpur, this foundry did not have a pollution control system at all, norwas it interested in setting up one. It only wanted an energy-efficient DBC tobe designed by the project.
This was a situation the project staff had faced, and were facing, else-where in the field as well. Should the new technology be provided only as apackage, comprising both energy-efficient DBC and pollution control sys-tem? Or should the DBC be provided separately when requested?The project decided that while every effort would bemade to provide the technology as a package, thecupola and pollution control system would be pro-vided separately if needed—but no compromisewould be made on the quality of the technology.
By December 2000, the basic design of the newDBC was completed, and the completed plant wascommissioned in July 2001 (Box 16).
Small units are reluctant to share experiences
The replication at Nagpur resulted in a very high coke saving of 40%, andconsequently translated into an attractive payback on investment for thefoundry (Figure 19). The energy savings were established by conductingbaseline and post-commissioning energy audits. The expectation was that theunit owner would share his positive experiences with the new technology
The cupola andventuri scrubbersystem would be
provided separatelyif needed—but no
compromise would bemade on quality of
technology

54 A process story in small-scale foundries
BOX 16Meltingbarriers
I am at Nagpur – the ‘orange city’,centre of India – on a mission: to helpcommission the energy-efficient fur-nace set up by the project at a localfoundry. Among our team are TERIengineers, an expert from England,and my colleague from Kolkata. Thestage is set for the very first trial op-eration of the new divided blast cu-pola. Everyone is waiting anxiouslyfor the first metal to roll down thespout. I stand with the foreign experton the furnace platform, alongsidethe furnace operator and his helper.The furnace operator is a seasonedhand; he is sceptical of what we hopeto contribute by our presence up there.
The first trickle of molten metalappears at the tap-hole. The furnaceoperator picks up a tap-hole poker toclear away any small coke pieces thatmight obstruct the flow of metal. Butno! The metal has stopped flowing; itsolidifies, blocking the tap-hole. Thisis a major problem; the blockage hasto be cleared immediately, or else thecupola will have to be ‘dropped off’(shut down). A commotion ensues.While everyone runs helter-skelter,flinging around ideas and sugges-
tions, the furnace operator resorts tothe traditional way to solve the prob-lem. He grabs a crow-bar, places it onthe congealed metal at the tap-hole,and directs his helper to hammer onthe crow-bar to dislodge the mass.But the crow-bar itself gets stuck!
Having experienced such situa-tions earlier, I have kept the oxygen-lancing gear available as a standby.Now I use the apparatus to blow oxy-gen through a metal pipe at the tap-hole, at regulated pressure. Thesolidified metal melts away and goodfine metal gushes down the spout,much to everyone’s relief.
For a while, the furnace operatorstands silent, awestruck. He hasnever seen such a procedure before.Usually, in the event of the blockagenot being cleared by hammering, theonly solution familiar to him is to shutdown the furnace. His earlier scepti-cism is gone. And my personal satis-faction is that I have been able to winover his heart, gain the trust and re-spect of a co-worker…
Ajit Shankar GanguliLocal Consultant
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
among his peer group, and thereby influence other members of the group toadopt the same technology.
However, this did not happen. Rather, the unit showed an initial reluc-tance to acknowledge the benefits of the new technology. The project haslearned from experience that this trait – of downplaying the benefits of a
Into the field 55
scrubber system, designed in-house, this pollution control device did notperform effectively and the unit was issued a closure notice by the WBPCB.
Towards the end of 2001, the foundry approached the project with arequest to design a new DBC and pollution control system. Since the unitwas a large foundry, the request sparked off an internal debate within theproject on whether or not to provide technical assistance to larger units.
As replication activities were then at an initial stage, it was felt that theproject should not exclude any unit merely on thebasis of its size. This was especially because newtechnologies, which involve a higher investment, arelikely to be adopted initially by medium and large-sized units. Indeed, assisting larger units would help in replicating the
Figure 19A view of theNagpur DBC
newly acquired technology –is quite common amongentrepreneurs in the small-scale sector. Perhaps it stemsfrom the intensely competi-tive environment in whichthey operate. Such entrepre-neurial behaviour inhibits‘spread of the word’, and isextremely detrimental fromthe viewpoint of disseminat-ing a new technology.
Assisting larger unitshas advantages
The next replication afterNagpur was at a largefoundry unit namedKesoram Spun Pipes &Foundries, located inHoogly (West Bengal). Thefoundry unit had three hot-blast cupolas, each melting10 tph. Although the foun-dry had installed a venturi
Larger units are torch-bearers of innovation

56 A process story in small-scale foundries
technology among small units later, since larger units are torch-bearers ofinnovation in a sector. Thus, precluding this segment of the industry fromavailing the benefits of the new technology would adversely affect the dis-semination efforts. The project therefore decided to provide technical serv-ices to Kesoram Spun Pipes & Foundries, by charging an appropriateconsultancy fee.
The unit replaced its existing hot-blast cupolas with DBCs. This resultedin substantial energy savings; for, not only did the DBCs give better meltingperformance, but the unit saved oil that was being consumed to pre-heatblast air for its earlier cupolas. More important, installation of the new andeffective pollution control system averted the threat of closure of the foundryby pollution control authorities on account of non-compliance with emissionstandards (Box 17).
BOX 17Kesoram: where DBC
bettered the hot-blast cupola
Kesoram Spun Pipes & Foundries islocated about 70 km (kilometres)from Kolkata. It was set up in 1965,and produces about 150 tonnes perday of grey iron spun pipes. The CFRin its existing hot-blast cupolas wasabout 18%, that is, a little better than1:5.
With the conversion of its cupolasto DBCs (divided-blast cupola), theCFR (coke feed ratio) was reduced to13% (or nearly 1:8), which translatedto a saving in coke of 28% over earlier
levels.6 In monetary terms, the sav-ings from coke alone translated toabout 800 000 rupees per month(175 tonnes of coke at 4500 rupeesper tonne) in the foundry. In addition,200 000 rupees per month wassaved in terms of diesel consumedearlier in the air pre-heating system.Thanks to these savings, the total in-vestment in retrofitting the three cu-polas, amounting to about 1.2 millionrupees, was paid back in a little overa month’s time!
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
6 Two factors determine the CFR (coke feed ratio) in a cupola, apart from its design. One is the
temperature at which molten metal needs to be delivered; the other is the quality of coke. In
Kesoram’s case, the product (spun pipes) required a higher molten metal temperature
compared to Bharat Engineering Works. Hence, the difference in CFR achieved by the DBCs
(divided-blast cupolas) in the two foundries.
Into the field 57
W IDEN ING THE HORIZON
In the initial years of the intervention, the project’s activities were primarilyfocused on demonstration of improved technologies for energy efficiencyand pollution control in the Howrah cluster and neighbouring areas. There-after, the project decided to expand its ambit beyond dissemination of tech-nology alone; indeed, to use technology as an entry point to address socialconcerns. Towards this end, an extensive baseline study of foundry workersin the Howrah cluster was carried out during 1999–2001. Based on the resultsof the study, the project developed a social action plan that aims to improvethe socio-economic conditions of workers in the Howrah cluster. Therefore,the project’s post-demonstration activities followed two broad paralleltracks.1 Dissemination of technology2 Social action
Dissemination of technology
In seeking to disseminate the improved technologies beyond Howrah, theproject emphasis was on studying and assessing the market potential in thefoundry industry. This meant surveying various foundry clusters; under-standing their needs for better technology, and the pressure on units tocomply with emission norms; obtaining data on local service providers(consultants, fabricators, and so on); and identifying and establishing link-ages with local-level industry associations.
The first step was to organize a brainstorming session with stakeholdersto discuss possible strategies to popularize the new technology (Box 18).Participants included representatives from industry associations, state tech-nical consultancy organizations, and local consultants. Based on the discus-sions, the project decided to take the steps listed below.� Short-list five foundry clusters with high potential for replication.� Identify local partners. Engage them to conduct studies of the short-listed
clusters.� Organize ‘ice-breaking’seminars at cluster-level to establish rapport with
unit owners.� Conduct field studies with local partners, and assess the scope for the new
technology.� Analyse data collected, and follow up with foundries that show interest in
the new technology.
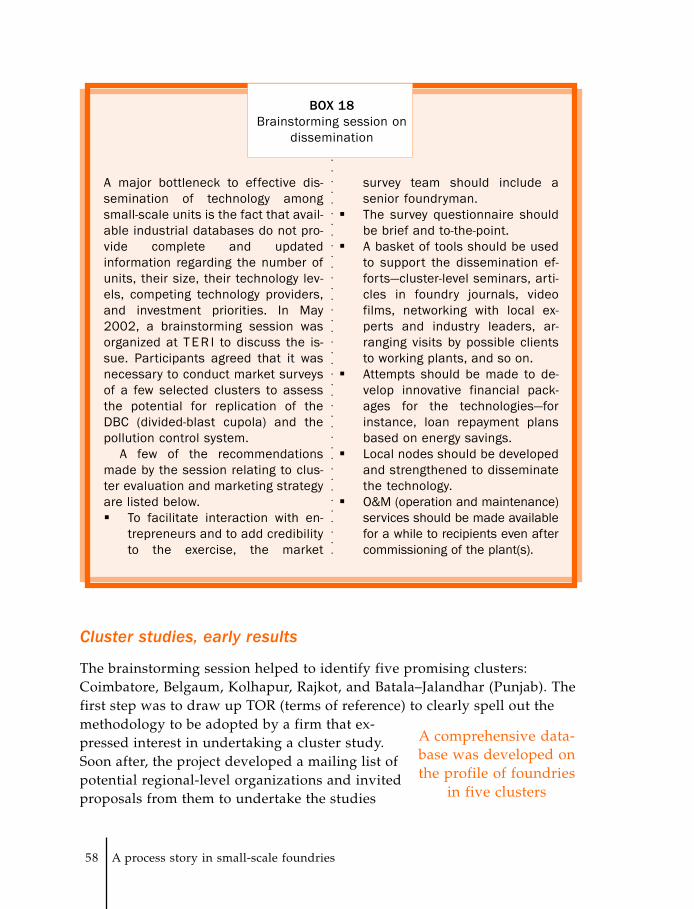
58 A process story in small-scale foundries
Cluster studies, early results
The brainstorming session helped to identify five promising clusters:Coimbatore, Belgaum, Kolhapur, Rajkot, and Batala–Jalandhar (Punjab). Thefirst step was to draw up TOR (terms of reference) to clearly spell out themethodology to be adopted by a firm that ex-pressed interest in undertaking a cluster study.Soon after, the project developed a mailing list ofpotential regional-level organizations and invitedproposals from them to undertake the studies
BOX 18Brainstorming session on
dissemination
A major bottleneck to effective dis-semination of technology amongsmall-scale units is the fact that avail-able industrial databases do not pro-vide complete and updatedinformation regarding the number ofunits, their size, their technology lev-els, competing technology providers,and investment priorities. In May2002, a brainstorming session wasorganized at T E R I to discuss the is-sue. Participants agreed that it wasnecessary to conduct market surveysof a few selected clusters to assessthe potential for replication of theDBC (divided-blast cupola) and thepollution control system.
A few of the recommendationsmade by the session relating to clus-ter evaluation and marketing strategyare listed below.� To facilitate interaction with en-
trepreneurs and to add credibilityto the exercise, the market
survey team should include asenior foundryman.
� The survey questionnaire shouldbe brief and to-the-point.
� A basket of tools should be usedto support the dissemination ef-forts—cluster-level seminars, arti-cles in foundry journals, videofilms, networking with local ex-perts and industry leaders, ar-ranging visits by possible clientsto working plants, and so on.
� Attempts should be made to de-velop innovative financial pack-ages for the technologies—forinstance, loan repayment plansbased on energy savings.
� Local nodes should be developedand strengthened to disseminatethe technology.
� O&M (operation and maintenance)services should be made availablefor a while to recipients even aftercommissioning of the plant(s).
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
A comprehensive data-base was developed onthe profile of foundries
in five clusters
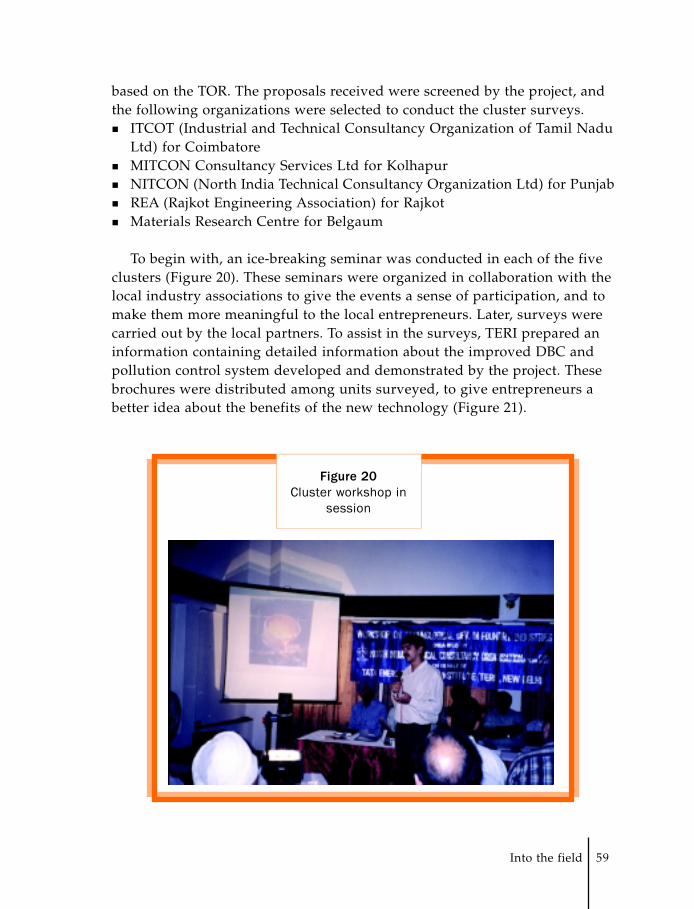
Into the field 59
based on the TOR. The proposals received were screened by the project, andthe following organizations were selected to conduct the cluster surveys.� ITCOT (Industrial and Technical Consultancy Organization of Tamil Nadu
Ltd) for Coimbatore� MITCON Consultancy Services Ltd for Kolhapur� NITCON (North India Technical Consultancy Organization Ltd) for Punjab� REA (Rajkot Engineering Association) for Rajkot� Materials Research Centre for Belgaum
To begin with, an ice-breaking seminar was conducted in each of the fiveclusters (Figure 20). These seminars were organized in collaboration with thelocal industry associations to give the events a sense of participation, and tomake them more meaningful to the local entrepreneurs. Later, surveys werecarried out by the local partners. To assist in the surveys, TERI prepared aninformation containing detailed information about the improved DBC andpollution control system developed and demonstrated by the project. Thesebrochures were distributed among units surveyed, to give entrepreneurs abetter idea about the benefits of the new technology (Figure 21).
Figure 20Cluster workshop in
session
60 A process story in small-scale foundries
Figure 21Brochure distributed to
units during surveys
Based on the surveys, a comprehensive internal database was developedon the profile of foundries in each cluster. This exercise helped to identifypotential client-foundries. For follow-up, interactions were held with theowners of these foundry units in each of the clusters. The interactions led totwo replications in the initial stage—one each in Rajkot and Coimbatoreclusters (Box 19).
Dissemination strategy
Based on the cluster-level information, the project set about formulating alarge-scale dissemination strategy for the new technologies (Figure 22). A‘first-cut’ strategy was formulated by the project team. As this field of workwas uncharted territory for team members, it was decided to get the strategyreviewed by those experienced in the promotion and uptake of new tech-nologies. They included senior foundrymen, industrial financiers, and acad-emicians. Useful feedback was received from several reviewers, based onwhich the dissemination strategy was fine-tuned for implementation.

Into the field 61
Assessing potential
Taking a conservative value of coke savings of 20% by adoption of the newDBC, the energy bill of a typical foundry unit melting 100 tonnes/month willbe reduced by about 400 000 rupees (2004 prices). The capital cost of a DBC isabout 800 000 rupees, inclusive of all ancillary equipment. These figuressuggest a payback period of approximately two years. For a larger foundryunit melting 200 tonnes/month, similar calculations suggest apayback period of less than a year. This implies thatadoption of DBC is particularly attractive for foundryunits that melt 200 tonnes/month or more.
Market analysis reveals that out of 5000-oddfoundry units in India, about 1000 foundries operatewith production levels large enough (about 200
BOX 19The positive influence of
candour
The third replication of the DBC (di-vided-blast cupola) was at ShiningEngineers and Founders in Rajkot(Gujarat). This foundry signed up inNovember 2002, soon after thecluster level workshop was organizedfor the Rajkot cluster. A set of twoDBCs was designed for the unit. TheDBCs yielded significant savings incoke consumption. Buoyed by theirperformance, the unit retrofitted itsother operating cupolas too to DBC.
Shining Engineers and Founders isone of the most progressive units inRajkot. Its proprietor, Mansukhbhai HPatel, is held in high esteem amongthe local foundry community. Suc-cessful replication of the DBC at thisfoundry gave a major fillip to the
project’s marketing efforts in thestate. The news spread among localfoundries, as was borne out by thelarge number of enquiries receivedfrom the cluster. Certainly,Mansukhbhai himself played a promi-nent role in spreading the word aboutthe new technology. He openly ac-knowledged the benefits he had de-rived by adopting the DBC, andprovided references to interestedfoundry units. The experience withShining Engineers and Founders wasindeed an eye-opener, in terms of theenormous influence that positiveuser-reference can have in uptake ofinnovations.
Prosanto PalTERI
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Adoption of the DBCis particularly attrac-tive for foundries that
melt 200 tonnes/month or more
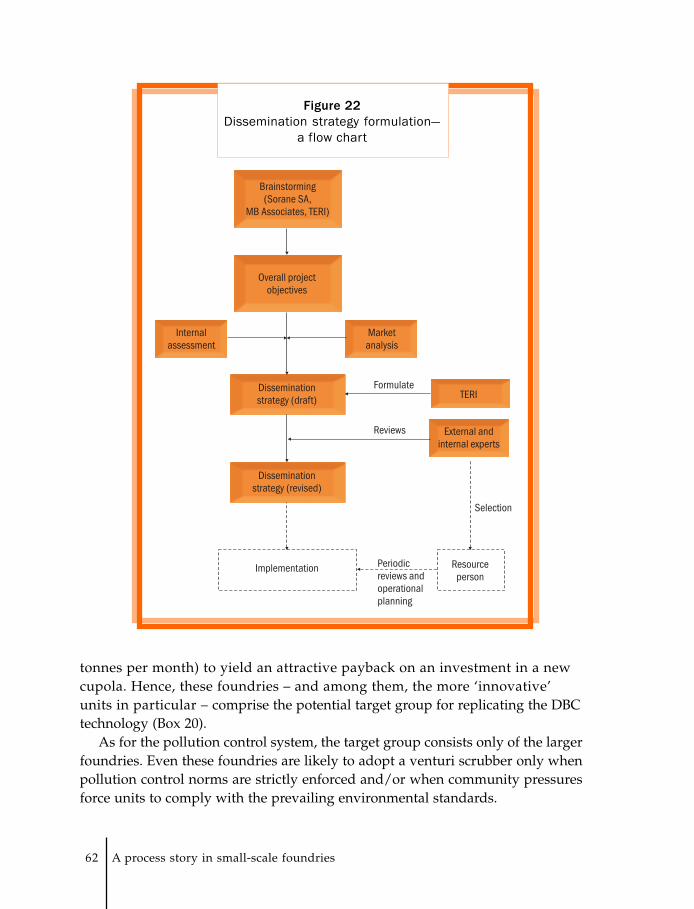
62 A process story in small-scale foundries
tonnes per month) to yield an attractive payback on an investment in a newcupola. Hence, these foundries – and among them, the more ‘innovative’units in particular – comprise the potential target group for replicating the DBCtechnology (Box 20).
As for the pollution control system, the target group consists only of the largerfoundries. Even these foundries are likely to adopt a venturi scrubber only whenpollution control norms are strictly enforced and/or when community pressuresforce units to comply with the prevailing environmental standards.
Figure 22Dissemination strategy formulation—
a flow chart
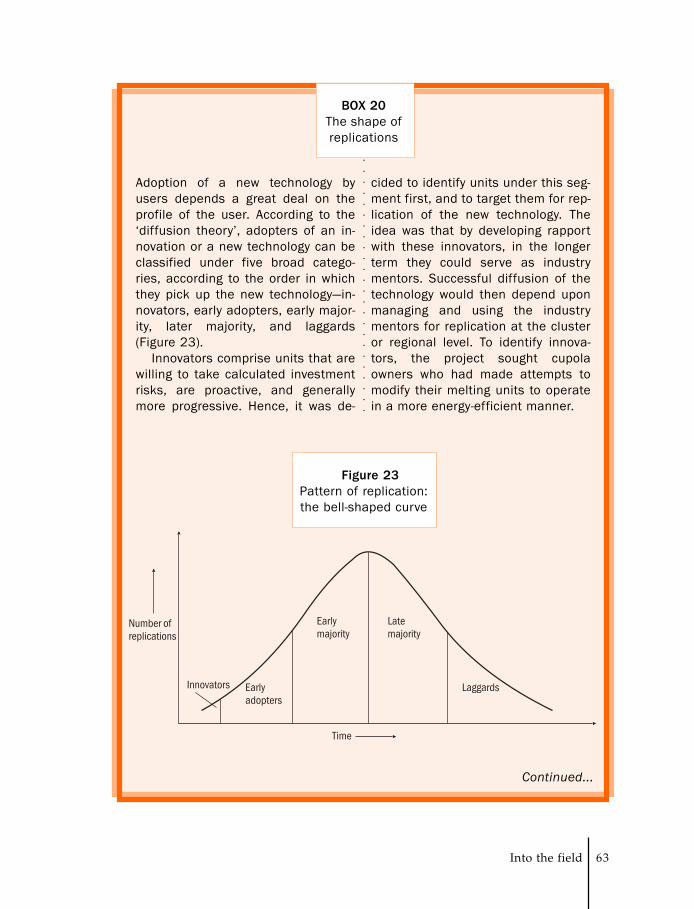
Into the field 63
BOX 20The shape ofreplications
Adoption of a new technology byusers depends a great deal on theprofile of the user. According to the‘diffusion theory’, adopters of an in-novation or a new technology can beclassified under five broad catego-ries, according to the order in whichthey pick up the new technology—in-novators, early adopters, early major-ity, later majority, and laggards(Figure 23).
Innovators comprise units that arewilling to take calculated investmentrisks, are proactive, and generallymore progressive. Hence, it was de-
cided to identify units under this seg-ment first, and to target them for rep-lication of the new technology. Theidea was that by developing rapportwith these innovators, in the longerterm they could serve as industrymentors. Successful diffusion of thetechnology would then depend uponmanaging and using the industrymentors for replication at the clusteror regional level. To identify innova-tors, the project sought cupolaowners who had made attempts tomodify their melting units to operatein a more energy-efficient manner.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Figure 23Pattern of replication:the bell-shaped curve
Continued...
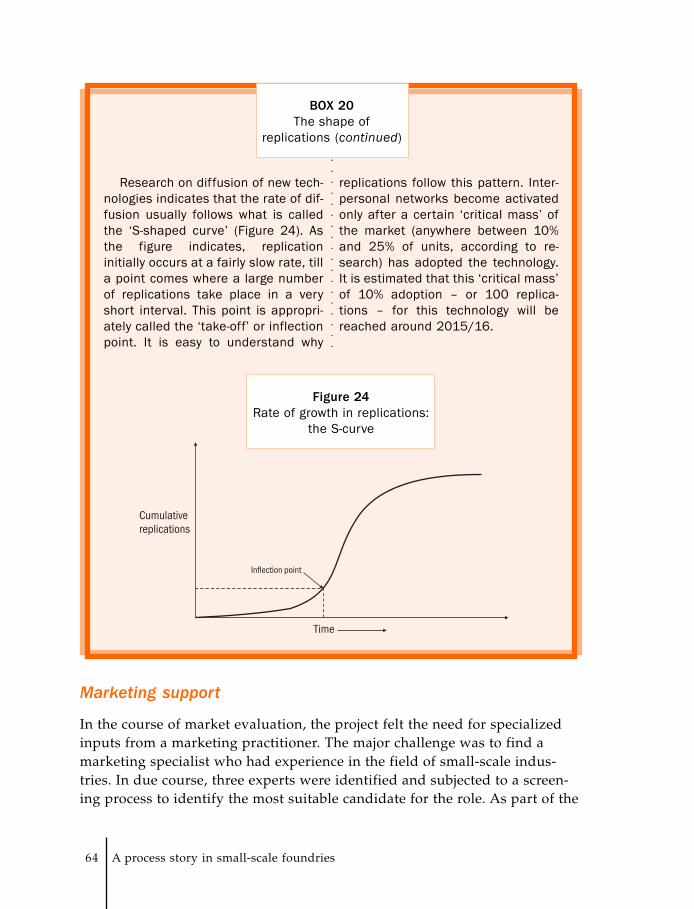
64 A process story in small-scale foundries
BOX 20The shape of
replications (continued)
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Research on diffusion of new tech-nologies indicates that the rate of dif-fusion usually follows what is calledthe ‘S-shaped curve’ (Figure 24). Asthe figure indicates, replicationinitially occurs at a fairly slow rate, tilla point comes where a large numberof replications take place in a veryshort interval. This point is appropri-ately called the ‘take-off’ or inflectionpoint. It is easy to understand why
replications follow this pattern. Inter-personal networks become activatedonly after a certain ‘critical mass’ ofthe market (anywhere between 10%and 25% of units, according to re-search) has adopted the technology.It is estimated that this ‘critical mass’of 10% adoption – or 100 replica-tions – for this technology will bereached around 2015/16.
Figure 24Rate of growth in replications:
the S-curve
Marketing support
In the course of market evaluation, the project felt the need for specializedinputs from a marketing practitioner. The major challenge was to find amarketing specialist who had experience in the field of small-scale indus-tries. In due course, three experts were identified and subjected to a screen-ing process to identify the most suitable candidate for the role. As part of the

Into the field 65
screening process, each of the short-listed experts was asked to develop asmall marketing plan for the DBC. Based on their responses (reports, presen-tations, and so on), and after further one-on-one interactions, Rajiv R Bhatiawas selected to support the project in fine-tuning the marketing strategy andin its implementation (Box 21).
Financial attractiveness: the unique selling point
Since the bottom line for adoption of a new technology lies in its economics,it was felt that monetary savings should be the USP (unique selling point) formarketing of the DBC. A detailed exercise was carried out at Shining Engi-neers and Founders, Rajkot, to accurately quantify the savings (in terms ofenergy, materials, and reduced foundry return levels) that could be achievedthrough adoption of the new DBC. Based on the results, an attractive flyerwas designed by the project emphasizing the DBC’s monetary savings aspects.
Having developed the flyer, two strategies were followed by the project inconsultation with Bhatia (Figure 25).
BOX 21Vendor development:
influencing the delivery chain
One way of promoting the new DBC(divided-blast cupola) technology andensuring its acceptance by foundrieswould be to apply the concept of ven-dor development. Here, the ‘vendor’is a foundry that makes castings; the‘buyer’ is the industry that uses thosecastings in its manufacturing proc-esses. (For example, an automobileplant would be the ‘buyer’ of castingslike brakes, flywheels, etc. from afoundry—the ‘vendor’.) Essentially,vendor development means gettingthe buyer to influence the vendor toadopt the new (DBC) technology.
Most of the time new technologiesare introduced by vendors when thebuyers have needs that are not beingmet by the existing production facili-ties of the vendors. These needscould be in terms of cost, quality,quantity, or timely delivery. In thepresent scenario, when we want foun-dries to accept the new DBC technol-ogy, we should also look at the buyerexpectations; the buyers too could beasked to help persuade vendor-foun-dries to adopt the new technology.
Rajiv R BhatiaMarketing Consultant
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
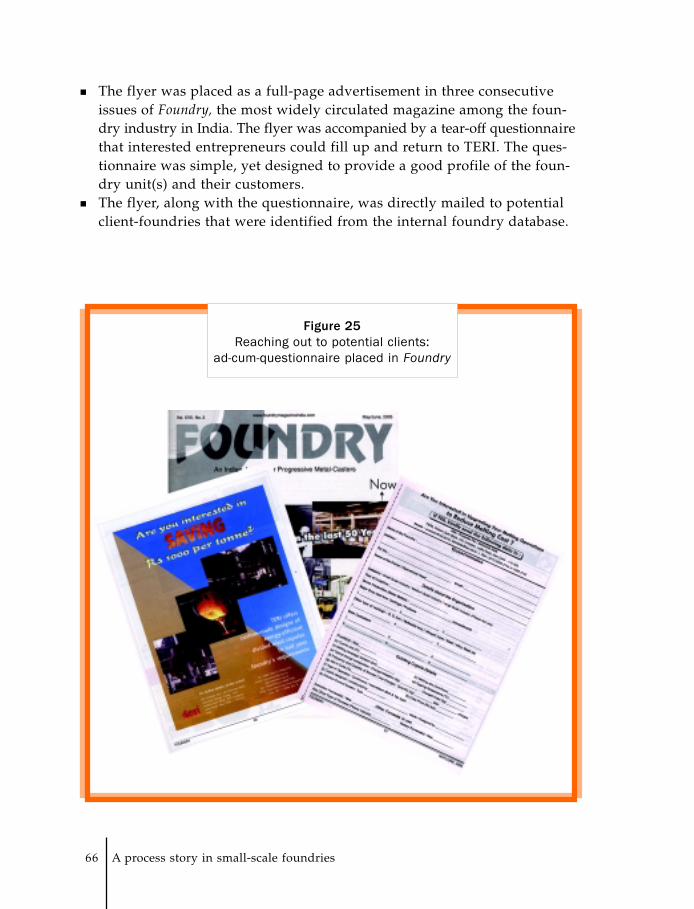
66 A process story in small-scale foundries
� The flyer was placed as a full-page advertisement in three consecutiveissues of Foundry, the most widely circulated magazine among the foun-dry industry in India. The flyer was accompanied by a tear-off questionnairethat interested entrepreneurs could fill up and return to TERI. The ques-tionnaire was simple, yet designed to provide a good profile of the foun-dry unit(s) and their customers.
� The flyer, along with the questionnaire, was directly mailed to potentialclient-foundries that were identified from the internal foundry database.
Figure 25Reaching out to potential clients:
ad-cum-questionnaire placed in Foundry

Into the field 67
The advertisements in the magazine drew far more positive responsesthan the direct mailers. The lesson: in seeking to promote a new technology,it is far more effective to address communications to the target audience as agroup than on an individual basis.
Technology delivery
While setting up the demonstration plant atHowrah, much of the detailed work – drawingup designs of tuyeres, civil works, mechanicalcharging systems, and the like – had to be donein close coordination with the foundry. Localconsultants were, therefore, hired to interact withvendors and supervise progress. However, the project realized that as thetechnology spreads to other units and clusters (that is, as replications in-crease), it would be desirable to have fabricators along with individualconsultants in position to deliver the technology to interested foundries. Thiswould also enable more effective control over the quality of the technologydelivered.
Here, it is important to note that correct fabrication of the improved DBCby itself does not yield the full benefits in terms of energy efficiency. Anumber of specific practices must be carefully followed to ensure that thecupola performs in an optimal manner—in other words, BOP must be fol-lowed. Typically, BOP covers ways to prepare and load charge materials;methods to ignite the coke, to start the melting process, to shut down thecupola; proper maintenance and repair of cupola; and so on (Figure 26).
Therefore, in each replication that followed the demonstration at Howrah,the project closely monitored the fabrication and commissioning process, andprovided technical support and training in BOP. In each case, local fabrica-tors were trained in building DBCs, which incorporated various innovativefeatures developed by the project. Along with them, local consultants wereengaged to monitor the replication projects. In the process, these consultantsobtained hands-on training from the project team indesign of the new DBC, and in BOP.
Efforts are now on to identify and develop moresuch fabricators and consultants with the assistance ofindustrial associations, both at national and clusterlevels. This broader network of technology providerswill assist in delivery of the technologies in future.
As replications increase,it is desirable to have
fabricators andconsultants in position to
deliver the technology
To obtain optimalresults from a DBC, a
number of specificpractices – BOP –must be followed

68 A process story in small-scale foundries
Exploring financial options
To assist in dissemination of the new technology, it is vital to design suitablefinancial packages for units that might be interested in adopting the technol-ogy, but do not have the financial resources to do so, or even know where tolook for finance. There are a number of methods – classical and modern – tofinance new and innovative technologies.
After exploring several classical methods of financing, albeit with limitedsuccess, the project decided to explore the possibility of financing the newtechnology under the ‘clean development mechanism’ or CDM of the KyotoProtocol (Box 22).
Knowledge-sharing
Foundry units generally function in isolation. There is little interactionamong them, especially on best practices related to technology and latestknow-how. This acts as a barrier to the spread of improved technologies suchas those developed by the project.
Figure 26Demonstrating bestoperating practices

Into the field 69
BOX 22Clean development
mechanism
The Kyoto Protocol, an internationaland legally binding agreement to re-duce GHG (greenhouse gas) emis-sions worldwide, entered into forceon 16 February 2005. The Protocol isa follow-up agreement to the RioSummit of 1992. Under the Protocol,most of the developed countries haveagreed to cut down their GHG emis-sion levels before the year 2012, byat least 5% below the emission levelsas of 1990. To encourage these coun-tries to meet their emission reductioncommitments, the Protocol has es-tablished three market-based mecha-nisms: ET (emissions trading); JI (jointimplementation); and CDM (clean de-velopment mechanism).
The rationale behind CDM is sim-ple: reduction of GHG emissions inany part of the world will result in re-duction in global levels of thesegases. In general, it is more expen-sive to reduce GHG emissions in de-veloped nations that already useadvanced, low-GHG emission tech-nologies. On the other hand, many in-dustries in developing countries useenergy-inefficient technologies thatresult in high GHG emissions. CDMallows a developed country to meetpart of its emissions reduction tar-gets by setting up low-GHG projects in
a developing country. The arrange-ment is mutually beneficial: theformer achieves its GHG reductiontarget at lower cost, while the latterbenefits in the form of finance andimproved technology.
The project prepared a proposalunder CDM for one of the most prom-ising foundry clusters in India—theRajkot cluster. The process involvedclose interaction with the most pro-gressive local industry association –the Rajkot Engineering Association –and drew upon data gathered by theproject during its cluster-level studyat Rajkot. The proposal ‘bundles’ re-duction in emissions of carbon diox-ide (the main GHG) that can beachieved by implementation of theenergy-efficient DBC (divided-blastcupola) technology in 190 foundriesin the Rajkot cluster. If this proposalis approved, the units concerned willbenefit by obtaining access to the im-proved DBC technology at a lowercost. The ‘bundling’ approach of fi-nancing the new technology underCDM can then be replicated to coverother foundry clusters in the country.The long-term aim is to explore fund-ing, under CDM, to support the large-scale dissemination of the newtechnology.
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
70 A process story in small-scale foundries
The project, therefore, decided to use the Internet to provide a spacewhere foundries can access and share information related to the industry.Initially, the project considered setting up a separate website for the purpose.However, the project felt that the objective could be better achieved bystrengthening an existing website on the Indian foundry industry. Theproject had interacted with the IIF from time to time; hence, their website7
appeared to be a natural choice for the purpose.It was a challenging process to persuade the IIF to provide space in its
website for the project; a process that involved a series of consultations andinteractions, and that has transformed the relationship between the projectand the IIF from that of collaboration to one of strategic partnership. Thewebsite now carries several pages of information related to new energy-efficient technologies, environmental regulations and pollution controlsystems, financing schemes, and the like. The joint initiative has also helpedto make the IIF website more ‘visible’ to Net users in India and abroad(Figure 27).
Figure 27A snapshot of IIF’s website, featuring foundry-related
information developed in collaboration with TERI
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
7 www.indianfoundry.com
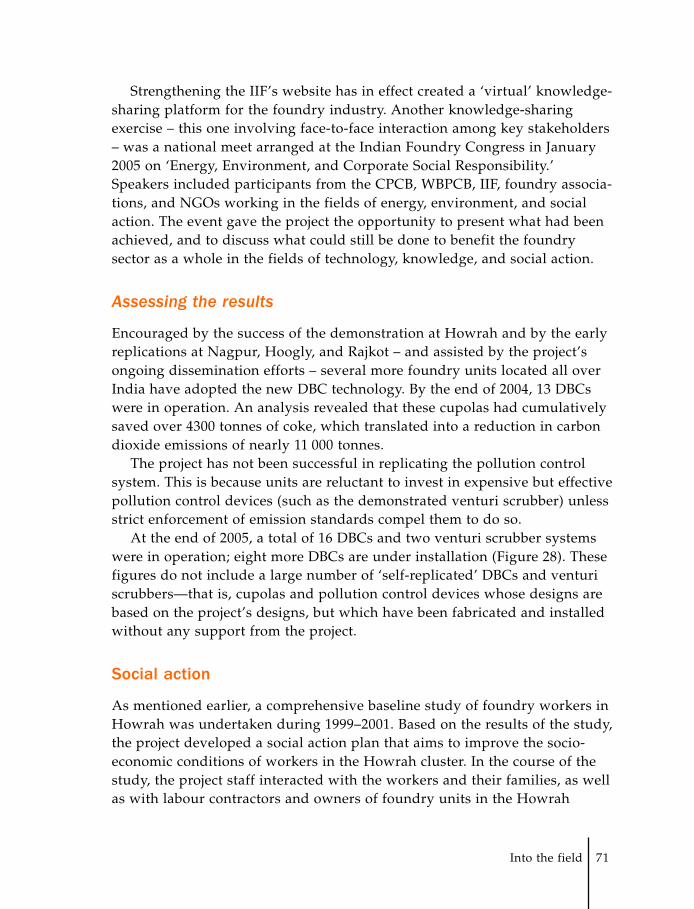
Into the field 71
Strengthening the IIF’s website has in effect created a ‘virtual’ knowledge-sharing platform for the foundry industry. Another knowledge-sharingexercise – this one involving face-to-face interaction among key stakeholders– was a national meet arranged at the Indian Foundry Congress in January2005 on ‘Energy, Environment, and Corporate Social Responsibility.’Speakers included participants from the CPCB, WBPCB, IIF, foundry associa-tions, and NGOs working in the fields of energy, environment, and socialaction. The event gave the project the opportunity to present what had beenachieved, and to discuss what could still be done to benefit the foundrysector as a whole in the fields of technology, knowledge, and social action.
Assessing the results
Encouraged by the success of the demonstration at Howrah and by the earlyreplications at Nagpur, Hoogly, and Rajkot – and assisted by the project’songoing dissemination efforts – several more foundry units located all overIndia have adopted the new DBC technology. By the end of 2004, 13 DBCswere in operation. An analysis revealed that these cupolas had cumulativelysaved over 4300 tonnes of coke, which translated into a reduction in carbondioxide emissions of nearly 11 000 tonnes.
The project has not been successful in replicating the pollution controlsystem. This is because units are reluctant to invest in expensive but effectivepollution control devices (such as the demonstrated venturi scrubber) unlessstrict enforcement of emission standards compel them to do so.
At the end of 2005, a total of 16 DBCs and two venturi scrubber systemswere in operation; eight more DBCs are under installation (Figure 28). Thesefigures do not include a large number of ‘self-replicated’ DBCs and venturiscrubbers—that is, cupolas and pollution control devices whose designs arebased on the project’s designs, but which have been fabricated and installedwithout any support from the project.
Social action
As mentioned earlier, a comprehensive baseline study of foundry workers inHowrah was undertaken during 1999–2001. Based on the results of the study,the project developed a social action plan that aims to improve the socio-economic conditions of workers in the Howrah cluster. In the course of thestudy, the project staff interacted with the workers and their families, as wellas with labour contractors and owners of foundry units in the Howrah
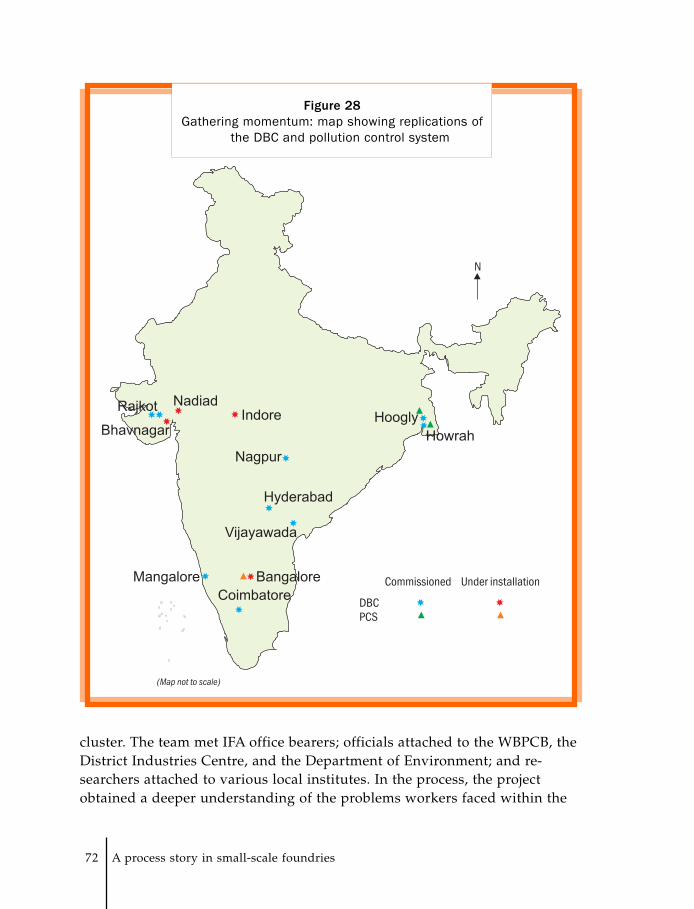
72 A process story in small-scale foundries
cluster. The team met IFA office bearers; officials attached to the WBPCB, theDistrict Industries Centre, and the Department of Environment; and re-searchers attached to various local institutes. In the process, the projectobtained a deeper understanding of the problems workers faced within the
Figure 28Gathering momentum: map showing replications of
the DBC and pollution control system
Into the field 73
foundry, as well as of the social realities that govern the workers’ worldbeyond the foundry walls.
The factory floor
In general, operating practices in a foundry pose many hazards. Mechaniza-tion is almost absent, and workers have to bear heavy loads on their heads orcarry molten metal around the factory floor (Figure 29). The SPM levelswithin the units are dangerously high. One key reason is the lack of properventilation within the units. As a consequence, respiratory ailments arecommon among workers. The workers are reluctant to use safety equipmentsuch as boots, goggles, and gloves even when these are provided to them(Figure 30). They feel that such equipment impedes their movements andthereby affects their productivity.
The working environment too is difficult in foundries. Many units do nothave proper toilet facilities, nor do they provide a safe supply of drinking
Figure 29Workers carrying molten metal
from cupola to moulds
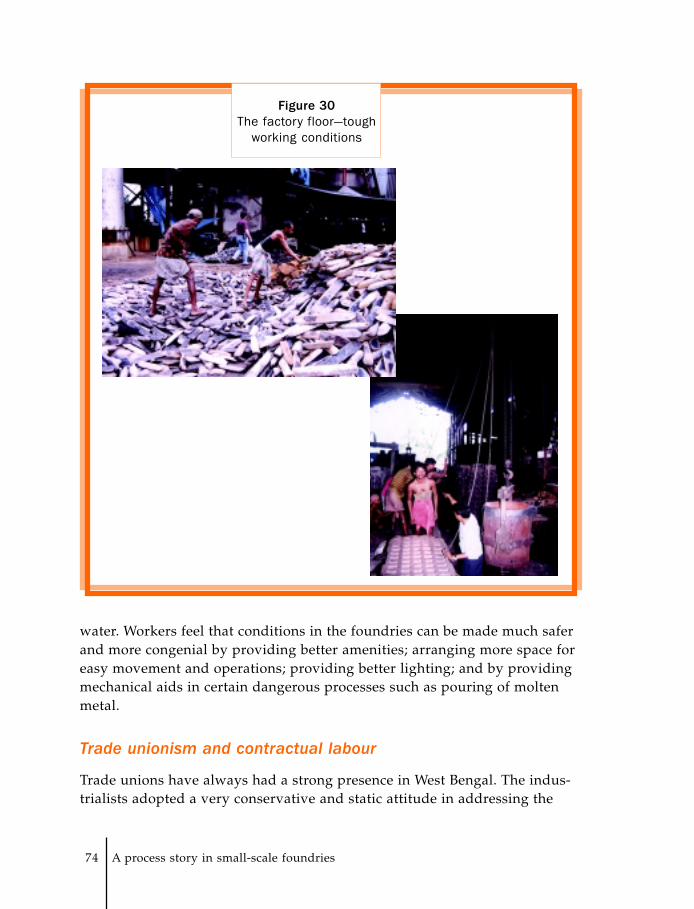
74 A process story in small-scale foundries
Figure 30The factory floor—tough
working conditions
water. Workers feel that conditions in the foundries can be made much saferand more congenial by providing better amenities; arranging more space foreasy movement and operations; providing better lighting; and by providingmechanical aids in certain dangerous processes such as pouring of moltenmetal.
Trade unionism and contractual labour
Trade unions have always had a strong presence in West Bengal. The indus-trialists adopted a very conservative and static attitude in addressing the

Into the field 75
BOX 23Darkness—
and a flame of hope
Liluah Iron Works is a ‘traditional’foundry, set up in 1946. It makes pre-cision castings of high quality. Itsowner, Amalendu Guha, is a veteranfoundryman. He recalls the prosperityof the 1950s–60s, and how the foun-dry industry – including his own unit– was badly affected by mindlesstrade unionism in the 1970s.
One day in the early 1970s, thefactory union leader came up to Guhaand said: ‘Today we will shout slo-gans against you, prevent you fromgoing home after work—we willgherao you!’ When Guha asked himwhy, the union leader admitted thatthe workers were quite happy in thefactory, and did not have any griev-ances. ‘Still, we have no option but togherao you! The big trade unionchiefs are applying great pressure onfactory unions to agitate against theirmanagements. So, we too have toshow them we’re doing something…’
‘Well, if you want to prevent mefrom going home, you’ll have to comeback to the factory at 11 o’clock to-night; that’s the normal time I finishwork and head home,’ replied Guha.
The union leader’s face became verythoughtful. He left and returned awhile later, to say that the union hadreconsidered its decision and can-celled the proposed protest.
‘I knew the union leaders were allconscientious nine-to-five workers—nothing would make them stay in thefactory till such an hour!’ says Guha.However, things rapidly went frombad to worse. Across the state, indus-trial activity ground to a halt. Strikeswere held over the most trivial issues;ugly scenes degenerated to violence,even murder. Many non-Bengali in-dustrialists moved out of the state;skilled labour migrated to foundryclusters in other states; a largenumber of Bengali-owned foundriessimply closed down. The remainingunits limped along, crippled bylosses. Thus, the Howrah cluster lostmany of its competitive advantages.
Does Guha see any hope for thesmaller, traditional foundries today?‘Yes…but the fires must not be lit inthe cupolas alone. The flame of hopemust be lit in the minds of ownersand workers.’
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
basic human needs of the workers. This led to alienation of the workforce.Union activism intensified in the 1970s, leading to conflicts and severelyaffecting the industrial sector across the state (Box 23). Since then, manyfoundry owners in the Howrah cluster have turned to labour contractors toprovide their workforce. This has led to further erosion of mutual trust andwidened the rift between workers and owners.
76 A process story in small-scale foundries
Most of the workers in the Howrah cluster are impoverished migrantsfrom rural areas of Bengal, Bihar, Orissa, and Uttar Pradesh. Almost all ofthem work for labour contractors. Thus, they are totally unprotected bylabour laws relating to minimum wages, hours of work, provident fund,insurance, and so on. For the same reason, they have little or no attachmentto the foundries in which they work.
Living from day to day
The foundry worker ’s toil is hardly matched by the wages he earns. On anaverage, a worker puts in 48 hours a week. His average income variesbetween 80–100 rupees per day, depending on the number of hours he worksand on the level of his skills. Thus, the average monthly income of a workeris no more than 2500 rupees. A major chunk of this goes towards meetingessential family expenses—food, clothing, medicine, and rent. On an aver-age, a family has five members, making it exceedingly difficult for them tosurvive on such a paltry income. To supplement their income, labourerswork overtime—even taking on jobs in other foundries after completingduties for the day in their parent units. By and large, though, they continueto live at subsistence level.
Health issues
The typical foundry worker lives in a state of acute poverty. Basic essentialssuch as food for the family take precedence over all other concerns, includingpersonal health. The health hazards arise not only from the working environ-ment in the foundry. The worker and his/her family live without adequateaccess to even the most rudimentary health care services. Their dwellings arelocated in areas that lack sanitation. Water supplies are erratic and oftencontaminated. The combined effects of unhygienic living conditions, lack ofsafe drinking water, and unhealthy working environment make them par-ticularly vulnerable to various ailments.
Frozen prospects
Most workers fall into the age group 30–40 years.The reason for this relatively high average age issimple—there is very little infusion of fresh man-power into the foundry workforce. The primary
With progressively feweryoung men entering thefoundry workforce, thesystem of traditional
skills is dying out
Into the field 77
reasons are the hard labour involved; the hazardous working conditions;related health problems; and lack of any career prospects. Many among theexisting workers have spent a decade or more in the cluster, and come fromfamilies traditionally engaged in metal casting. Each has learned his skillsfrom elders: perhaps a grandfather who was an expert in pattern-making,perhaps a father engaged in moulding. With progressively fewer young menentering the workforce, this system of inheritedskills is dying out.
Most foundry workers in Howrah are men. Onereason could be the arduous labour involved inmany tasks. Also, traditional skills have perhapsbeen restricted to menfolk. However, some foun-dries employ local women in cleaning operations.
Almost all workers are illiterate, or dropped out of school at an early age.Lack of education and limited income inevitably gives rise to low self-es-teem, and alienates the workers from the mainstream. Despite their owneconomic hardship and lack of education – or perhaps because of it – themajority of workers wish that their children could receive proper education.It is noteworthy that among their children, boys drop out of school far moreoften than girls. This is in sharp contrast to the national pattern, whereusually the girl child is not sent to school, or is discouraged from continuingeducation beyond a point.
When asked what they would like most to improve their lives, the work-ers’ responses are almost always the same—better wages; proper medicalcare and housing for their families; education for their children; and oppor-tunities to increase their skills. All these needs are interlinked; all are equallyimportant.
Working with workers
Interactions with foundry owners, workers, and other stakeholders inHowrah gave project staff a deep insight into the socio-economic problemsfaced by workers and their families, and highlighted the dire need to bringabout improvement in their working environment and living conditions. In2001/02, T E R I held a series of discussions with social experts, and devel-oped a framework for social intervention in the Howrah cluster. In December2002, this framework was presented to representatives of industry associa-tions, foundry owners, supervisors, and workers at a workshop held inHowrah in order to elicit their response. It was a unique initiative in the
Foundry workers inHowrah want proper
medical care, housing,better wages, education
for their children. . .
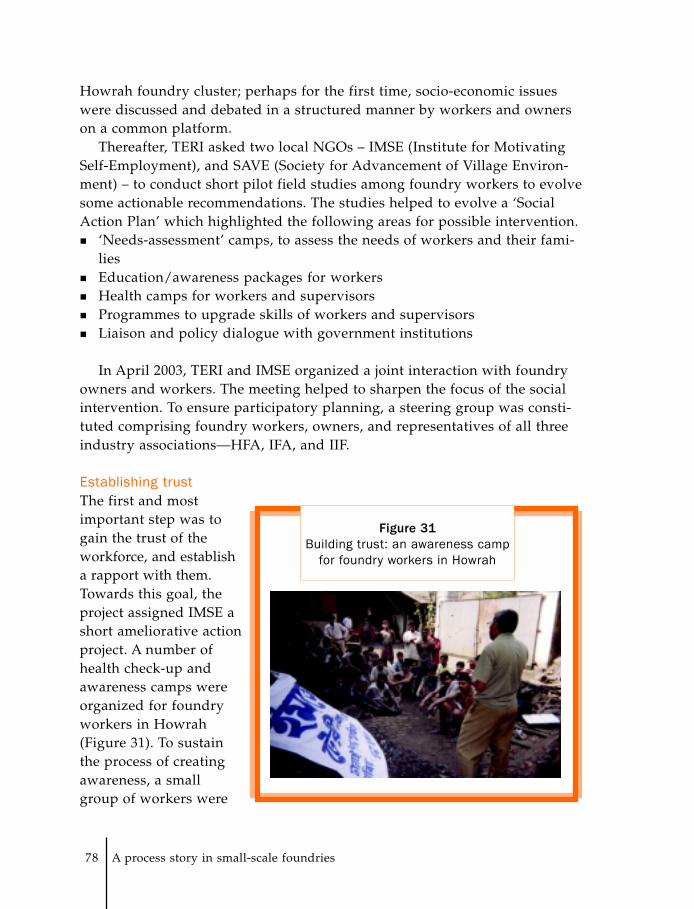
78 A process story in small-scale foundries
Howrah foundry cluster; perhaps for the first time, socio-economic issueswere discussed and debated in a structured manner by workers and ownerson a common platform.
Thereafter, TERI asked two local NGOs – IMSE (Institute for MotivatingSelf-Employment), and SAVE (Society for Advancement of Village Environ-ment) – to conduct short pilot field studies among foundry workers to evolvesome actionable recommendations. The studies helped to evolve a ‘SocialAction Plan’ which highlighted the following areas for possible intervention.� ‘Needs-assessment’ camps, to assess the needs of workers and their fami-
lies� Education/awareness packages for workers� Health camps for workers and supervisors� Programmes to upgrade skills of workers and supervisors� Liaison and policy dialogue with government institutions
In April 2003, TERI and IMSE organized a joint interaction with foundryowners and workers. The meeting helped to sharpen the focus of the socialintervention. To ensure participatory planning, a steering group was consti-tuted comprising foundry workers, owners, and representatives of all threeindustry associations—HFA, IFA, and IIF.
Figure 31Building trust: an awareness camp
for foundry workers in Howrah
Establishing trust
The first and mostimportant step was togain the trust of theworkforce, and establisha rapport with them.Towards this goal, theproject assigned IMSE ashort ameliorative actionproject. A number ofhealth check-up andawareness camps wereorganized for foundryworkers in Howrah(Figure 31). To sustainthe process of creatingawareness, a smallgroup of workers were

Into the field 79
chosen to play the role of ‘animators’, and an educa-tion curriculum was prepared for them. The curricu-lum covers a wide range of issues—the foundryindustry; occupational hazards and safety; first-aidtraining; general health and hygiene; de-addictionprocesses; introduction to alternative medicines andyoga; family welfare; human rights; social security schemes; and savings andcredit management. The curriculum is not a rigid framework. It is flexible,and allows for ongoing amendments and changes in focus based on interac-tions with the beneficiaries of the social action programme.
Bridging the worker–owner gulf
TERI’s social intervention in the Howrah cluster seeks to strengthen sociallyresponsible behaviour among foundry owners, and to upgrade the skill-setsof workers. These measures are critical to the survival of foundries—particu-larly the smaller units. It is obvious that a healthy,skilled, and loyal worker will do his job much better,and thereby greatly increase productivity and profit-ability. However, a large number of traditional foun-dry owners – in Howrah and elsewhere – areunwilling to accept this simple truth. They continue to leave worker recruit-ment to labour contractors, and day-to-day operations to mistrys. Not muchis done to improve working conditions in the factory, to train or providesecurity of tenure to workers, or to assist in the welfare of their families.Naturally, on their part the workers owe little loyalty to the units in whichthey serve, nor are they given any incentives to perform better (Box 24).
Indeed, for an average worker, the crushing burdens of poverty and socialdeprivation make each day a battle for survival; he cannot think of anychange in his pattern of existence. D P Lahiri, of IMSE, expresses it in starkterms: ‘The foundry labourer in Howrah lives without hope; his soul is dead.’
Issues such as medical benefits and compensation to labourers areextremely sensitive topics for foundry owners. Yet they now view T E R I as acredible partner, and slowly but surely TERI and IMSE have begun to bridgethe gap in understanding between the workforce and the owners (Boxes 25and 26). The aim is to establish a ‘worker–owner platform’; a forum whereemployers and workers can meet as partners rather than as antagonists. Sucha platform would enable both sides to communicate as equals on an ongoingbasis, increase mutual respect and understanding, and help resolve differ-ences and problems (Figure 32).
The first and mostimportant step was to
gain the trust ofworkers and establisha rapport with them
It is obvious that ahealthy, skilled, andloyal worker will dohis job much better
80 A process story in small-scale foundries
BOX 24Poor
Basanta…
A project has something for every-body. So it was with the interventionin the foundry sector. For SDC andT E R I it was energy savings and pollu-tion reduction; for the entrepreneur,it was a chance to save costs and in-crease productivity; for me, it was anopportunity to work and see throughmy very first engineering project.
The Nagpur foundry replicationwas my first assignment. I visited thefoundry quite often and got to know anumber of workers there. One ofthem was Basanta, the furnace op-erator. On the day the new divided-blast cupola was commissioned, theentire project team was present atthe plant—including Mike Brown, theBritish specialist. When the cupolawas started and the molten metal be-gan to gush out, the melting rate wasso high that workers were nervousabout putting the first ladle under thetapping box. Mike came to their res-cue, handling the first ladle himself.
The workers already had a deep re-spect for Mike; he was a tough,‘hands-on’ task-master. This incidentincreased their respect for Mike.Basanta at once asked me to take afew snaps of himself with Mike. WhenI asked him why, Basanta replied thathe would use the snaps as proof ofhis experience and expertise in cu-pola operation, to get a better job.So, the project had something forBasanta too!
I didn’t take any snaps of Basantawith Mike. I had a selfish reason notto: I didn’t want a trained furnace op-erator such as Basanta to leave us sosoon. Poor Basanta…
When I next visited the foundry,Basanta told me he was planning tostart a small melting unit of his own.He proposed to convert a drum into asmall cupola, melt scrap in it, anduse the metal to make weights forfishing nets. I was both impressed bythe idea and sorry for Basanta. PoorBasanta…
Yet it struck me later: did I haveany reason, indeed any right, to re-gard Basanta with pity? To think ofhim as ‘poor’ Basanta? On an abso-lute scale, some of us may be betteroff than others; each one of us is in-volved in our own struggle, each oneof us is trying to reach somewherefurther in our own different way. Yet,we sink and we swim together. Eachof us needs another for something,each is as important as the other.
In a flash it became clear to methat in such projects, we have to treateven the so-called ‘smallest’ playeras an equal partner if we want theproject to succeed. We should notdole out help, but extend our handsas equals in friendship and work to-wards our common goals. As long asBasanta is ‘poor Basanta’ to me, wewill probably reach nowhere…
Abhishek NathT E R I
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○

Into the field 81
BOX 25Dismantling walls of
mistrust
Today, the traditional Bengali-ownedfoundries are becoming increasinglyinward-looking. The trade union cad-res that destroyed these foundriesover issues like bonus andraises…those very cadres now realizetheir mistake. Their erstwhile unionleaders have long since movedahead. There was little more theycould extract out of foundry owners.On the other hand, the owners havesqueezed all that they can out of theirobsolete equipment. Now, they haveno money even to dismantle their cu-polas. Yet, their factories sit on primeland in Howrah…
There is great mistrust betweenthe owners and workers. Often itreaches ridiculous levels…a foundry
owner told me about a worker whowas unwell. The owner, a kind man,told him to go home for treatmentand rest. But the worker refused toleave the factory—because it was thelunch break, and the worker felt thatby being asked to leave during thelunch break, he was being denied aprivilege!
Yet if the units are to survive, theowners and workers must work to-gether. This is what TERI and IMSEhope to achieve, by setting up a com-mon platform on which both sidescan meet and exchange views…
Biplab HalimIMSE
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Figure 32Worker–ownerforum meeting
82 A process story in small-scale foundries
The labour-versus-machine debatehas raged since the Industrial Revolu-tion. It is particularly relevant in thecontext of labour-intensive indus-tries, such as the traditional small-scale foundries in India.
Consider the skip bucket charger.For the foundry owner, the device isof course welcome. It comes at acost; but it also saves the costs of theladder and loading platform that areneeded for the traditional manualloading of charge into the cupola. Be-sides, the device allows charging tobe done at the factory floor level—now, the material can be easily in-spected and accurately weighed. Thisenables tighter control over the quan-tity as well as quality of the chargematerial. This in turn translates intobetter quality of molten metal pro-duced by the cupola.
For the worker, too, the device of-fers benefits. It spares him from theliterally back-breaking task of carry-ing charge material in baskets up tothe loading platform. Now, thecharge-loader only has to bring thecharge material in wheelbarrows upto the ‘bucket pit’ at the base of theskip bucket charger. Loading ofcharge at floor level also protects theworker from exposure to deadly car-bon monoxide gas at the chargingdoor, and from possible burn injuriesbecause of ‘backfire’.
A win–win situation? Not quite.Five men are needed in manual
loading of charge. With the skipbucket charger, just two men will suf-fice. In other words, each skip bucketcharger displaces three charge-load-ers from their jobs. For the foundryowner, this means considerable sav-ings in terms of manpower costs. Ac-cording to an estimate made during aworkshop organized by IIF, TERI, andIMSE in April 2005, a skip bucketcharger enables savings of 113 400rupees per annum in terms of re-duced costs of manpower.
The question is: what happens tothe three workers who have lost theirerstwhile jobs as charge-loaders be-cause of the device?
Ask foundry owners, and their re-plies are predictably reassuring. Theyclaim that displaced charge-loadersare given work elsewhere in the foun-dry, tasks such as cleaning and mate-rial-handling that do not requirespecial skills. Or, they say that theworkers find jobs in other foundries.Such claims are hard to verify—espe-cially in a situation where the bulk ofunskilled and semi-skilled workersare hired through labour contractors.At the same time, a foundry ownercan hardly be faulted for adopting amechanical device that improves pro-ductivity and increases his profits.
In a country where levels of unem-ployment are very high, the prospectsare indeed grim for semi-skilled or
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○ Continued
BOX 26Worker-friendly
machines…

Into the field 83
BOX 26Worker-friendly
machines… (Continued)
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
unskilled workers suddenly deprivedof their jobs. Often, they are bondedby debt to labour contractors; thereare no social security schemes andno safety nets to protect them fromthe abyss of poverty.
What can be done in such a sce-nario? There is no clear-cut answer tothis question. Perhaps the answerlies at a much deeper level. A levelwhere the traditional barriers be-tween workers and owners do not ex-ist. A level where increasedproductivity because of a mechanicaldevice translates into expansion inbusiness, leading to more job oppor-tunities; where a share of the in-creased profits is used to increasewages and improve working condi-tions, strengthening workers’ affinity
to their unit; where the owner realizesthat workers who are happy with theirjobs perform much better than work-ers who lack any affinity or loyalty tohis unit.The solution must lie in creatingmuch greater empathy between work-ers and owners. This is no easy task;it requires patience, understanding,and time, and the results are not eas-ily quantifiable. Yet the task must bedone if social action is to have anyreal meaning. The first vital step is tocreate a space for the owner andworker to interact as equal partners:a ‘worker–owner platform’…
Jayanta MitraT E R I
84 A process story in small-scale foundries

THE WAY FORWARD
The market for grey iron foundry castings has undergone transformationover the years, presenting both challenges and opportunities for the foundryindustry. Demand for high-quality castings is rising in the internationalmarkets and from the indigenous automotive sector, even as there is reduc-ing demand from traditional consumers like the railways and telecom sec-tors. Good-quality (low-ash) coke from China became available for Indianfoundries at modest prices at the turn of the century; but thereafter the priceshave risen sharply. At the same time, foundries face increasing pressure tocomply with emission norms. In effect, there is an ever-increasing need forfoundry units to improve the quality of their products and to increase theefficiency of their operations in terms of energy as well as environmentalperformance.
The intervention by SDC and T E R I in the foundry sub-sector has led tosuccessful replications of the DBC technology in a number of units acrossthe country. The improved meltingtechnology has brought about significantincrease in energy efficiency, and conse-quently reduced greenhouse gas emissions toa large extent. In the years to come, theproject’s activities will focus onmainstreaming its DBC and pollution control systems. While doing so, theproject will use knowledge-sharing to facilitate and catalyse change—at thetechnological, institutional, and social levels.
In the course of the intervention, the project has established a large infor-mal network of partners—workers, entrepreneurs, local consultants, interna-tional experts, industry associations, government bodies, fabricators,
In the years to come theproject will focus on
mainstreaming its DBC andpollution control systems

86 A process story in small-scale foundries
organizations specializing in energy and environment technology, marketingadvisers, academic institutions, and NGOs. The project proposes to expandthis network and strengthen its capacity through knowledge-sharing initia-tives. These initiatives may assume different shapes for different recipients.For instance, training programmes in better cupola-operating practices willbenefit furnace operators. On a different plane, future generations offoundry-men may be more sensitized to issues concerning energy efficiencyand pollution control by strengthening and restructuring the curriculae oftechnical training institutes. This approach – of initiating change throughknowledge-sharing processes – will greatly assist the process ofmainstreaming the technologies in a sustainable manner.
The knowledge-sharing approach will also be useful in strengthening theproject’s efforts in the field of social action among foundry workers. Themodel ‘worker–owner platform’ established atHowrah will be used to design more such interactiveforums to discuss and implement measures to in-crease productivity, to ensure safety on the factoryfloor, to introduce practices that make the workers’jobs easier, and so on. Support will continue for the ongoing dialogue be-tween workers and owners. Initiatives such as health camps and counsellingservices for workers will continue to be pursued. The project will also tryand network with other voluntary organizations to establish a dependablehealth-care system for foundry workers and their families. In due course, theexperiences gained during the pilot social initiatives in the Howrah clustercan be used to design similar pilot social projects for foundry workers inother clusters.
Currently, the project is undertaking policy research in areas that directlyimpact the Indian foundry industry and its workforce, with a view to bringabout positive changes at the policy level. For instance, in recent years, thefoundry industry is facing major challenges in meeting emission norms as aresult of stricter enforcement of environmental laws and judicial interven-tion. At the root of the crisis lies a lack of awareness on environmental issuesamong all players. The project will continue to promote dialogue betweenindustry, government representatives, and otherstakeholders, to find innovative ways to tackle suchproblems. Similarly, there is a dire need to assistfoundry workers, who often live and work in condi-tions of extreme hardship, and who lack access tosocial support systems. The project will pursue
The project will useknowledge-sharing to
catalyse change
Support will continuefor the ongoing
dialogue betweenworkers and owners

The way forward 87
policy dialogue and advocacy with the government to influence changes forthe benefit of the workforce.
In a nutshell, the project will adopt an integrated approach to addresstechnological and social concerns of the foundry industry: both at the clus-ter-level and at policy-level. It will use knowledge-sharing as a mechanism by which to build bondsbetween various players sharing an interest in thegrowth and welfare of the foundry industry. Thiswill enable mainstreaming of its clean and energy-efficient technologies; assist the growth of the indus-try; and bring about improvement in the lives of thefoundry workers and their families. It is importantto ensure the sustainability of these activities. The project will strive toanchor its various initiatives within broader institutional frameworks, suchas programmes supported by government, multilateral, and bilateral institu-tions.
A step in this direction has been taken with the launch, in 2005, of aninitiative named ‘CoSMiLE’ (Competence network for Small and MicroLearning Enterprises). In essence, CoSMiLE is a dynamic and informalnetwork comprising players bound together by a keenness to learn and shareknowledge in order to bring about socio-economic development in the In-dian SMiE sector. CoSMiLE also covers other fields of intervention by SDCand T E R I—namely, glass, brick, and thermal gasifier sub-sectors. Thisinitiative could well be extended to other countries with similar socio-eco-nomic profiles.
The project will striveto anchor its various
initiatives withinbroader institutionalframeworks for long-term sustainability

BIBLIOGRAPHY
ABB (Asea Brown Boveri) Ltd. 1996Technical Report on Emission Measurements at Stack of Two Nos Divided CupolaBased Foundries at Howrah, West BengalKolkata: ABB. 12 pp.
ABB (Asea Brown Boveri) Ltd. 1998Technical Report on Testing of Pollution Control System for Divided Blast Cupola atBharat Engineering Works, Chamrail, Howrah, West BengalKolkata: ABB. 7 pp.
Bhattacharjee S and Pal P. 2001Small-scale foundries at the cross road: case study of the Howrah foundry clusterIn Golden Jubilee Souvenir, Indian Foundry AssociationKolkata: Indian Foundry Association
Bhattacharjee S and Pal P. 2002Saving energy with twin blast cupolasMinerals & Metals Review (May 2002): 56–59
Dugar S C, Pal P, Bhattacharjee S, Brown M, Jaboyedoff P, Bandopadhyay D. 1999Energy efficiency improvement and pollution reduction in a small scale foundryunit in India – results of a full scale demonstration plant.[Proceedings of the 6th Asian Foundry Congress, Kolkata, 23–26 January 1999.Organized by the Institute of Indian Foundrymen]Kolkata: The Institute of Indian Foundrymen. 347 pp.
Gulati M. 1997Restructuring and Modernization of Small and Medium Enterprise (SME) Clusters inIndia[Report prepared for the Government of India under UNDP-financed TSSI facilityand under UNIDO (United Nations Industrial Development Organization)/Italyprogramme for SME development]New Delhi: UNIDO. 221 pp.
90 A process story in small-scale foundries
Halim B, Mitra J, Lahiri D, Pal P. 2005Techno-social integration in foundry industry: insights from pilot action workamong small-scale foundry units in Howrah, pp.195–200[Proceedings of the 53rd Indian Foundry Congress, 21–23 January 2005, Kolkata]Kolkata: The Institute of Indian Foundrymen. 225 pp.
IEA Coal Research. 2002Case 13: improving the energy performance of small-scale foundries in IndiaIn Greenhouse Gas Emissions Reduction by Technology Transfer to Developing CountriesLondon: IEA Coal Research. 33 pp.
Pal P and Bhattacharjee S. 2000Energy efficiency improvement and pollution reduction in cupola route foundryIndian Foundry Journal 46(11): 33–37
Pal P and Bhattacharjee S. 2000Energy efficiency improvement and pollution reduction in cupola route foundry.[In Souvenir: 2nd International Trade Fair + Seminar on technologies for environmen-tal management, 27–29 September 2000, New Delhi, pp. 21–27, organized by RoyalDutch Jaarbeurs, Utrecht, The Netherlands and Tafcon Group, New Delhi]New Delhi: Tafcon group
Pal P. 2001Energy efficiency in cupola foundryThe Bulletin on Energy Efficiency 2(2): 16–17New Delhi: Winrock International India
Pal P. 2002Improving energy performance of small-scale foundriesIndustrial Products Finder (April 2002): 118–119
Pal P and Nath A. 2002Energy-efficient and environment-friendly cupola furnaceFoundry (July/August 2002) 7–9
Pal P, Nath A, and Patel M H. 2005Benefits of a properly designed cupola – a real success storyFoundry Journal XVII(4): 17–20
Patel M H, Pal P, and Nath A. 2005Savings from divided blast cupola: a case study of successful implementation at afoundry unit at Rajkot (Gujarat), pp.191–195[Proceedings of the 53rd Indian Foundry Congress, 21–23 January 2005, Kolkata]Kolkata: The Institute of Indian Foundrymen. 225 pp.
Bibliography 91
Sethi G and Pal P. 2001Energy efficiency in small-scale industries: an Indian perspective[Proceedings of the ACEEE 2001 summer study on energy efficiency in industry]Washington, DC: American Council for Energy-Efficient Economy
T E R I (Tata Energy Research Institute). 1995Energy Sector Study Phase I.[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: T E R I. 64 pp.
T E R I (Tata Energy Research Institute). 1996Summary of the Workshop on Technology Upgradation in Small-scale Industries[8 November 1996, New Delhi]New Delhi: T E R I. 31 pp.
T E R I (Tata Energy Research Institute). 1998Energy conservation in small and micro enterprises—an action plan, edited byV Joshi, P Jaboyedoff, N S Prasad, and N VasudevanNew Delhi: T E R I. 187 pp.
T E R I (Tata Energy Research Institute). 1998Action Research Programme in Foundry Sector (TA 1).[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: T E R I. 68 pp.
T E R I (Tata Energy Research Institute). 1999Action Research Programme in Foundry Sector (TA 1).[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: T E R I. 97 pp.
T E R I (Tata Energy Research Institute). 1999Energy Efficiency and Renewable Energy Sources – TA1 – foundry sector – phase III(extension phase, January – June 1999).[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: TERI. 60 pp.
TERI (Tata Energy Research Institute). 1999Judicial intervention in the Howrah foundriesIn From Policy to Action: Strengthening the implementation of environmental law in India,pp. 1–13, edited by Environmental Law Institute, Washington, DC.Bangalore: CSTEM (Centre for Symbiosis of Technology, Environment and Manage-ment); New Delhi: T E R I; Chennai: CPREEC (CPR Environmental Education Centre).106 pp.

92 A process story in small-scale foundries
T E R I (Tata Energy Research Institute). 2000Environmental Improvement and Sustainable Development of the Agra–Mathura–Firozabad Trapezium in Uttar Pradesh—an action plan.[Report prepared for Asian Development Bank, Volume I (March 2000)]New Delhi: T E R I. 139 pp.
TERI (Tata Energy Research Institute). 2000Environmental Improvement and Sustainable Development of the Agra–Mathura–Firozabad Trapezium in Uttar Pradesh—a detailed sub-sector description.[Report prepared for Asian Development Bank, Volume II (March 2000)]New Delhi: T E R I. 456 pp.
T E R I (Tata Energy Research Institute). 2000To Develop a Techno-financial Package and a Dissemination Programme in theFoundry Sector: energy sector phase 4 – foundry TA1 (July 1999 – June 2000).[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: T E R I. 71 pp.
T E R I (Tata Energy Research Institute). 2001Development of a Techno-financial Package and a Dissemination Programme in theFoundry Sector (Extension Phase – from July 2000 to March 2001).[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: T E R I. 78 pp.
T E R I (Tata Energy Research Institute). 2001Development of a Techno-financial Package and a Dissemination Programme in theFoundry Sector (Extension Phase – from April 2001 to August 2001).[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: T E R I. 46 pp.
T E R I (Tata Energy Research Institute). 2002Energy-efficient and environment-friendly iron melting plantIndian Foundry Journal 48(6): 53–56
TERI (The Energy and Resources Institute). 2004Diffusion of energy-efficient cupola and pollution control device in foundrysector[Summary of the one-day workshop held on 28 May 2002 at DelhiFoundry, September/October 2004: 23–28]
TERI (The Energy and Resources Institute). 2004Energy-efficient cupola and pollution control system for foundry unitsIn TERI’s Technologies for Sustainable DevelopmentNew Delhi: T E R I. 56 pp.

Bibliography 93
T E R I (The Energy and Resources Institute). 2004Making a difference in the small-scale industrial sectorIn Partners in Change, pp. 17–25New Delhi: T E R I. 48 pp.
T E R I (The Energy and Resources Institute). 2005India: cleaner technologies in the small-scale foundry industry (action researchand pre-dissemination)—consolidated report for the period January 2002 toDecember 2004[Submitted to Swiss Agency for Development and Cooperation (SDC)]New Delhi: T E R I. 1309 pp.
Video documentary. 2004Igniting change: ensuring collective action in Indian foundry industry. 8 minutesNew Delhi: The Energy and Resources Institute
W E B S I T E
<www.indianfoundry.com>

CONTRIBUTORS
The following is a list of people who have made substantial contributions tothe success of the foundry project in various capacities and at different stagesof its execution. This list is not comprehensive. There are several others whohave helped the project over the years.
Name Affiliation
R K Ambegaonkar IIF, PuneA K Anand IIF, DelhiAntala Maganbhai REA, RajkotS Appassamy Local Consultant, CoimbatoreS H Arjunwadekar IIF, PuneRicha Arora TERI, New DelhiAvanthay Regis SDC, BerneErwin Baenteli SDC, BerneK K Bagchi WBPCB, KolkataDebashish Bakshi IRIIM, KolkataD Bandopadhyay Alstom/ABB, KolkataA K Banerjee ABB, KolkataAmal Banerjee IFA, KolkataB K Basak IIF, KolkataJ K Batra Calcutta Fabricating Co. Pvt. Ltd, KolkataR K Batra TERI, New DelhiP N Bhagwati IIF, AhmedabadRam Bhandare A K P Foundries Pvt Ltd, BelgaumRajiv R Bhatia Marketing Consultant, Delhi
96 A process story in small-scale foundries
Somnath Bhattacharjee TERI, New DelhiG Bhoopathy COSMAFAN, CoimbatoreAmit Bhowmik IIT KanpurM S Brown M B Associates, UKP Chakraborty P S Trading Co., HowrahSunita Chaudhry SDC, DelhiRudolf Dannecker SDC, DelhiAnita Das UNIDO, DelhiS K Das District Industries Centre, HowrahC Dasgupta IIF, KolkataN Dey IMSE, KolkataJean Pierre Dubois SDC, BerneS C Dugar Bharat Engineering Works, HowrahR Dutta TISS, MumbaiK P Eashwar TERI, New DelhiA S Ganguli Local Consultant, KolkataT K Ganguly Local Consultant, DelhiParitosh Garg Delhi College of Engineering, DelhiR K Garodia Bharat Engineering Works, HowrahJacob George TERI, New DelhiB Ghosh IRIIM, KolkataDipankar Ghosh IIF, KolkataG Gopalakrishnan TERI, New DelhiA Guha IIF, KolkataPreeti Gupta TERI, New DelhiSamiran Gupta Marketing Consultant, DelhiBiplab Halim IMSE, KolkataJean Pierre Haring Ret SA, SwitzerlandHeierli Urs SDC, DelhiPierre Jaboyedoff Sorane Sa, SwitzerlandPradip Jana Liluah Iron Works, HowrahSubodh Jhunjhunwala Nagpur Grey Iron, NagpurR K Joshi TERI, New DelhiVeena Joshi SDC, DelhiR Kabra Kesoram Spun Pipes & Foundries, HooglyKaroona Kanan SAVE, KolkataR B Khandelwal IFA, KolkataBiswanath Kotal The Salkia Industrial Works, HowrahSisir Kote Popular Casting, Howrah
Contributors 97
T Krishan APITCO, HyderabadMekala Krishnan IIT DelhiN Krishnaramarajan IIF, ChennaiHarsh Kumar IIF, KolkataSanal K Kumar ASCI, HyderabadDipah Kundu Lakshmi Iron Foundry, HowrahRatan K Kundu The Salkia Industrial Works, HowrahS K Kundu HFA, HowrahKurt Voegle SDC, DelhiD P Lahiri IMSE, KolkataV Laxminarayanaswami CODISSIA, CoimbatoreS K Maira Alstom/ABB, KolkataSameer Maithel TERI, New DelhiN Maity IMSE, KolkataAjay Mathur TERI, New DelhiJ Misra TERI, New DelhiJayanta Mitra TERI, New DelhiBrij Mohan SIDBI, KolkataSrijith Mohanan IIT KharagpurPrasanta Mondal Eastern Engineering Corporation, HowrahS Mukhopadhyay SIDBI, KolkataA Murugesan IIF, CoimbatoreTee Narayanaswami CODISSIA, CoimbatoreBiswajit Naskar Ramakrishna Iron Foundry, HowrahAbhishek Nath TERI, New DelhiS C Natu MITCON, PuneDhananjay Navangal Dhanaprakash Industrial Corporation, MirajA G Ogale IIF, PuneR K Pachauri TERI, New DelhiProsanto Pal TERI, New DelhiS Pal IRIIM, KolkataSumit Pal Annapurna Iron Works, HowrahPrakash Pandit J P Foundries, BelgaumShambhubhai Parsana Prashant Castech, RajkotD K Patel REA, RajkotMansukhbhai H Patel Shining Engineers & Founders, RajkotNaresh Patel REA, RajkotAjit Pati Shramik Vidya Peeth, HowrahDebashish Pramanik TERI, New Delhi
98 A process story in small-scale foundries
B K Rakshit Local Consultant, KolkataK S Ramasubbam WBPCB, KolkataM V D Ramprasad Amar Moulding Works, VijayawadaM Koteswara Rao APITCO, HyderabadVenkateshwara Rao Local Consultant, HyderabadA C Ray Crawley & Ray, HowrahRenukaradhya TERI, New DelhiDilip K Roy Eastern Engineering Corporation, HowrahMadhabi Roy IMSE, KolkataSachidanand SBI - UPTECH, MumbaiN Saha BBL Enterprises, KolkataShankar K Sanyal HCCI, HowrahS K Sarkar WBPCB, KolkataSaradeep Sarkar Ontract Systems Ltd, KolkataR Sasidaran CODISSIA, CoimbatoreR P Sehgal IIF, KolkataBiswajit Sen SDC, DelhiUdayan Sen IIF, DelhiB Sengupta CPCB, DelhiChandan Sengupta TISS, MumbaiN Sengupta IMSE, KolkataS K Sengupta IIF, KolkataGirish Sethi TERI, New DelhiM R Shah Foundry Magazine, AhmedabadManoj K Sharma SIDBI, DelhiVed Prakash Sharma TERI, New DelhiVivek Sharma TERI, New DelhiGopalakrishnan Shenoy Lamina Foundries, MangaloreBalakrishna A Shetty Lamina Foundries, MangaloreAmarpal Singh NITCON, ChandigarhArchana Singh TERI, New DelhiBalbir Singh NITCON, ChandigarhSubroto Sinha TERI, New DelhiJohn Smith Cast Metals Development, UKP R Sobhanbabu TERI, New DelhiR P Subramanian Consultant, DelhiMurthy H Sundara IIF, BangaloreS Swami IIT, KanpurPradip K Tat Popular Casting, Howrah
Contributors 99
D Vaidyanathan ITCOT, ChennaiN Vasudevan TERI, New DelhiC Velumani Meltech Castings (P) Ltd., CoimbatoreH Werner SDC, BerneRakesh Yecho NITCON, ChandigarhK Yogeshwaran Smithson Fountech (India) Pvt Ltd, CoimbatoreDeepak Zade MITCON, Pune
ABBREVIATIONS
ABB Asea Brown Boveri LtdAPITCO APITCO LtdASCI Administrative Staff College of IndiaCODISSIA The Coimbatore District Small Industries
AssociationCOSMAFAN Coimbatore Tiny and Small Foundry Owners
AssociationCPCB Central Pollution Control BoardHCCI Howrah Chamber of Commerce and IndustryHFA Howrah Foundry AssociationIIT Indian Institute of TechnologyIFA Indian Foundry AssociationIIF Institute of Indian FoundrymenIMSE Institute for Motivating Self-employmentIRIIM Indian Research Institute for Integrated MedicineITCOT Industrial and Technical Consultancy
Organization of Tamil Nadu LtdMITCON MITCON LtdNITCON North India Technical Consultancy
Organization LtdREA Rajkot Engineering AssociationSAVE Society for Advancement of Village EnvironmentSDC Swiss Agency for Development and CooperationSIDBI Small Industries Development Bank of IndiaTERI The Energy and Resources InstituteTISS Tata Institute of Social SciencesUNIDO United Nations Industrial Development
OrganizationWBPCB West Bengal Pollution Control Board
