techniques d‘usinage cnc, tournage & fraisage · art. n° 2409f techniques d‘usinage cnc,...
TRANSCRIPT
Art. n° 2409f
Techniques d‘usinage CNC, tournage & fraisage
IndexLes généralités du CNC 7Prescriptions relatives à la sécurité au travail 9La saisie de la position 11Les techniques CNC 13La préparation du travail 19Les bases de la programmation 21Le tournage CNC 33Le fraisage CNC 41Le CAD/CAM 48Questions d‘examens 51
6ème édition – juin 2016
ProfessionnelleFORMATION
Techniques d’usinage CNC, tournage & fraisage
© 2016 by Swissmechanic 5
IndexLes généralités du CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Qu‘est-ce que le NC, le CNC et le DNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Prescriptions relatives à la sécurité au travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Maniement de tours et fraiseuses CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Règles de comportement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
La saisie de la position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11La mesure du chemin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Mesurer avec un capteur rotatif (ou angulaire) et une vis à billes . . . . . . . . . . . . . . . . . . . . . . . 11Mesurer avec une règle (règle en verre) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Les systèmes de mesure du chemin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12La mesure du chemin absolu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12La mesure du chemin incrémentale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Les techniques CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Les types de commandes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Les commandes point par point . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Les commandes de déplacement paraxial (ou en ligne) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Les commandes de déplacement continu (2D, 21⁄2D ou 3D) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Les systèmes de coordonnées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Les règles de base . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Les plans d‘usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Les axes principaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Les points de référence . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Le point de référence de la position initiale de la machine R . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Le point d‘origine de la machine M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Le point zéro de la pièce W . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Le point de référence de l‘outil T . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Le point de référencement de l‘outil E . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Le point du porte-outils N . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
La préparation du travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19La planification, la préparation du travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Les travaux de préparation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
La liste de contrôle du déroulement d‘un travail (exemple) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20La documentation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Les bases de la programmation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21La structure d‘un programme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21La structure d‘une phrase selon DIN-ISO 66025 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Les fonctions G . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Les fonctions M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Techniques d’usinage CNC, tournage & fraisage
6 © 2016 by Swissmechanic
La programmation absolue G90 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24La programmation incrémentale G91 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25La définition du point cible . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Les coordonnées cartésiennes du point cible pour le tournage . . . . . . . . . . . . . . . . . . . . . . . . . 26Les coordonnées cartésiennes du point cible pour le fraisage (plan XY, G17) . . . . . . . . . . . . . . 26Les coordonnées polaires du point cible . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
L‘interpolation circulaire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28G02 l‘interpolation circulaire dans le sens horaire pour le tournage . . . . . . . . . . . . . . . . . . . . . 28G03 l‘interpolation circulaire dans le sens anti-horaire pour le tournage . . . . . . . . . . . . . . . . . 29Un arc de cercle en sens contraire, fraisage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Les programmes principaux et les sous-programmes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Les cycles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Le tournage CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Un tour CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Structure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Les magasins d‘outils / revolver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Les axes de coordonnées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35La préparation du travail pour le tournage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Le référencement des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36Le référencement interne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36La position des pointes de tranchant (type outil) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37La feuille de définition des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Usiner des pièces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38La compensation du rayon du tranchant G41/G42/G40 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Le fraisage CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Les fraiseuses CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
La structure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Les magasins d‘outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
La compensation du rayon des outils G41/G42/G40 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44La trajectoire équidistante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45La préparation du travail pour le fraisage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Le référencement des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Le référencement interne des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Les appareils de pré-référencement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47La feuille de définition des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Usinage de pièces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Le CAD/CAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48La gestion des données . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Questions d‘examens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51

Techniques d’usinage CNC, tournage & fraisage
© 2016 by Swissmechanic 17
Les techniques CNC
E
M
N R
Les points de référence d‘un tour
Les points de référence d‘une fraiseuse
www.heidenhain.de
Animation : système de référence sur une machine-outil
Cette animation ne fonctionne qu‘avec un Flash-Player !
Techniques d’usinage CNC, tournage & fraisage
34 © 2016 by Swissmechanic
Le tournage CNC
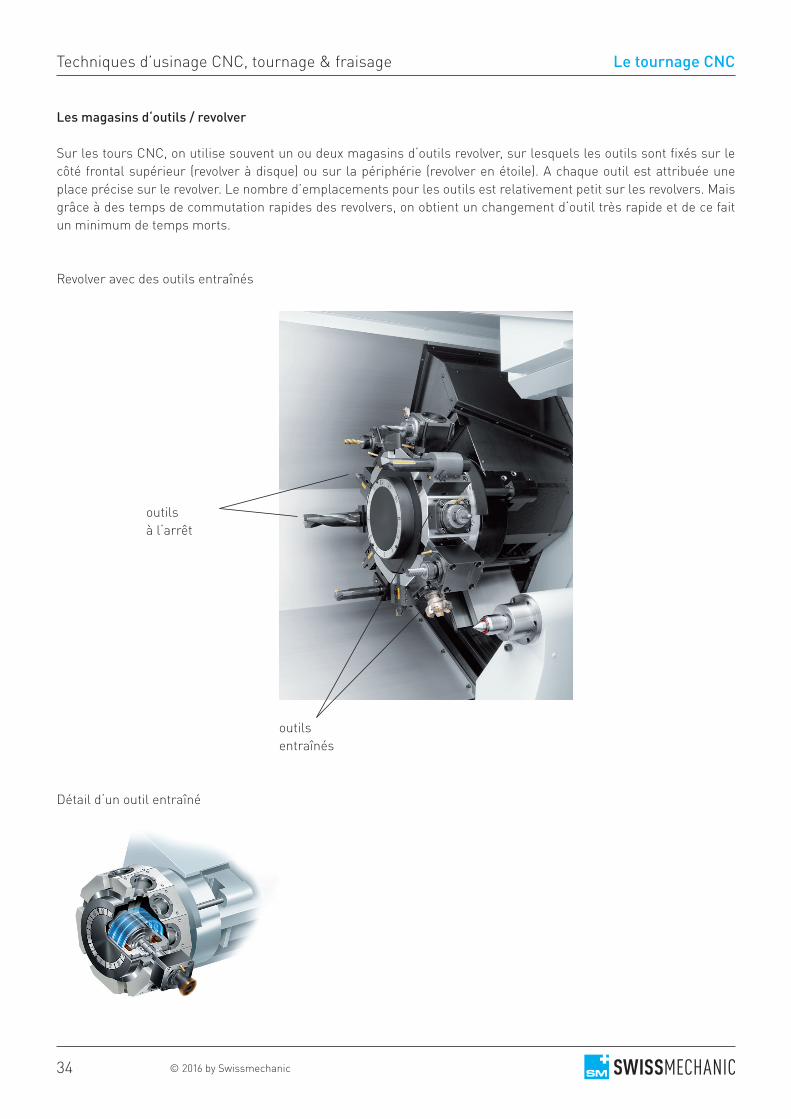
Les magasins d‘outils / revolver
Sur les tours CNC, on utilise souvent un ou deux magasins d‘outils revolver, sur lesquels les outils sont fixés sur le côté frontal supérieur (revolver à disque) ou sur la périphérie (revolver en étoile). A chaque outil est attribuée une place précise sur le revolver. Le nombre d’emplacements pour les outils est relativement petit sur les revolvers. Mais grâce à des temps de commutation rapides des revolvers, on obtient un changement d‘outil très rapide et de ce fait un minimum de temps morts.
Revolver avec des outils entraînés
Détail d‘un outil entraîné
outilsà l‘arrêt
outils entraînés
Techniques d’usinage CNC, tournage & fraisage
42 © 2016 by Swissmechanic
Le fraisage CNC
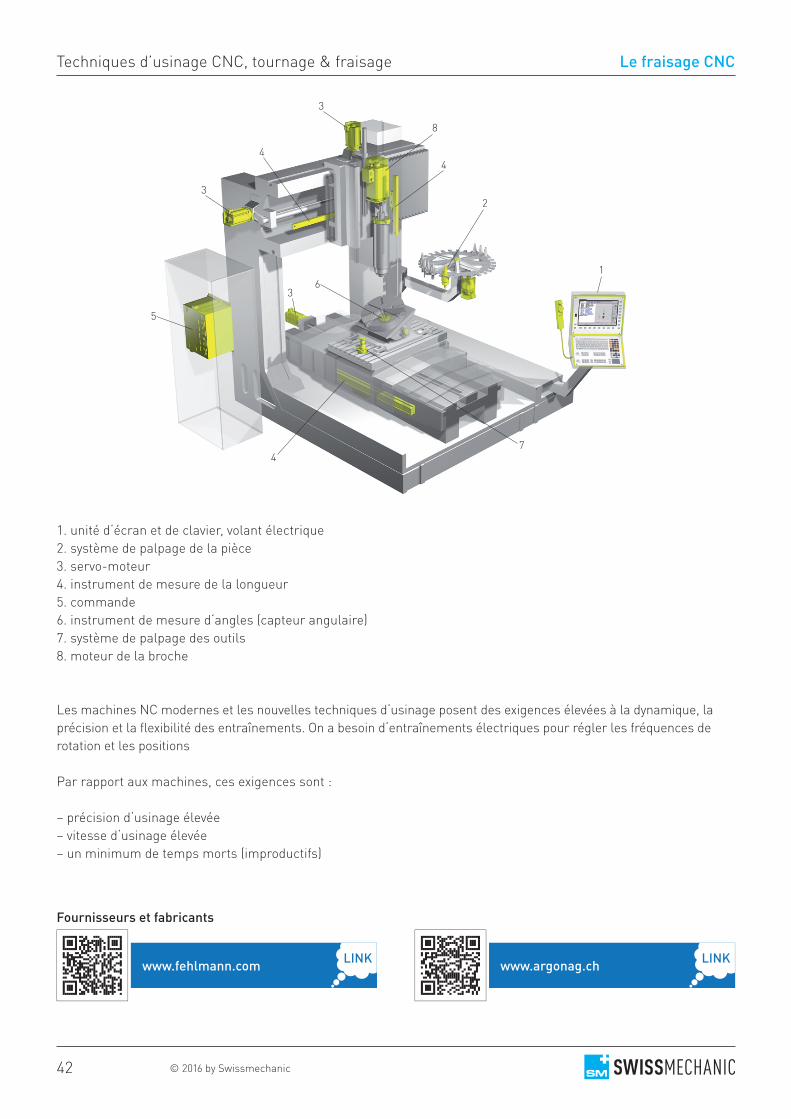
1. unité d‘écran et de clavier, volant électrique2. système de palpage de la pièce3. servo-moteur4. instrument de mesure de la longueur5. commande6. instrument de mesure d‘angles (capteur angulaire)7. système de palpage des outils8. moteur de la broche
Les machines NC modernes et les nouvelles techniques d‘usinage posent des exigences élevées à la dynamique, la précision et la flexibilité des entraînements. On a besoin d‘entraînements électriques pour régler les fréquences de rotation et les positions
Par rapport aux machines, ces exigences sont :
– précision d‘usinage élevée– vitesse d‘usinage élevée– un minimum de temps morts (improductifs)
Fournisseurs et fabricants
www.fehlmann.com www.argonag.ch
1
23
4
5
6
7
3
3
44
8