référentiel de certification nf - cstb...
TRANSCRIPT
Référentiel
de certification NF
Profilés de Fenêtres en PVC
N° d'identification : NF126
N° de révision : 11
Date de mise en application : 20 avril 2015
CSTB - Organisme certificateur mandaté par AFNOR Certification
84 avenue Jean Jaurès – Champs-sur-Marne
77447 MARNE LA VALLEE CEDEX 2
http://evaluation.cstb.fr/
> CERTIFICATION
PROFILES DE FENETRES EN PVC
Référentiel de certification de la marque NF
Page | 2
Référentiel de certification de la marque NF126 Révision n°11
SOMMAIRE
L’APPLICATION ................................................................................................... 4 PARTIE 11.1. Champ d’application ................................................................................................................... 4 1.2. Valeur ajoutée de la certification .................................................................................................. 4 1.3. Demander une certification / Contrat de certification ...................................................................... 5
LE PROGRAMME DE CERTIFICATION ................................................................... 6 PARTIE 22.1. Le programme de certification ..................................................................................................... 6 2.2. Les réglementations ................................................................................................................... 6 2.3. Les normes et spécifications complémentaires ............................................................................... 6
2.3.1. Les normes applicables ........................................................................................................ 6 2.3.2. Les spécifications complémentaires ........................................................................................ 6 2.3.3. Champ d’application complémentaire ..................................................................................... 6
2.4. Engagements du demandeur ....................................................................................................... 7 2.5. Déclaration des modifications ...................................................................................................... 8
2.5.1. Modifications concernant le titulaire ....................................................................................... 8 2.5.2. Modifications concernant l’unité de fabrication ......................................................................... 8 2.5.3. Modifications concernant l'organisation qualité de l'unité de fabrication ...................................... 9 2.5.4. Modifications concernant le produit certifié ............................................................................. 9 2.5.5. Cessation temporaire ou définitive de production ..................................................................... 9
2.6. Les dispositions de management de la qualité : référentiel des audits ............................................... 9 2.6.1. Objet ................................................................................................................................. 9 2.6.2. Exigences minimales en matière de management de la qualité ................................................ 10 2.6.3. Exigences spécifiques aux produits ...................................................................................... 12
2.7. Le marquage ........................................................................................................................... 12 2.7.1. Le logo NF ........................................................................................................................ 13 2.7.2. Les modalités de marquage ................................................................................................ 13
LE PROCESSUS DE CERTIFICATION ................................................................... 15 PARTIE 33.1. Généralités .............................................................................................................................. 15
3.1.1. Demande d’admission ........................................................................................................ 15 3.1.2. Demande d’extension ......................................................................................................... 15
3.2. Processus de traitement d’une demande de certification................................................................ 16 3.3. Les audits ............................................................................................................................... 17
3.3.1. Les audits d’admission ....................................................................................................... 17 3.3.2. Les audits de suivi ............................................................................................................. 17 3.3.3. Les prélèvements .............................................................................................................. 18
3.4. Les essais ............................................................................................................................... 19 3.4.1. Les essais en admission/extension ....................................................................................... 19 3.4.2. Les essais sur le produit certifié dans le cadre du suivi ........................................................... 20
3.5. Demande de qualification d’une composition vinylique .................................................................. 21 3.5.1. Présentation du dossier de demande .................................................................................... 21 3.5.2. Etude de recevabilité de la demande .................................................................................... 21 3.5.3. Évaluation et décision ........................................................................................................ 21
3.6. Demande d’autorisation de fabriquer une composition vinylique qualifiée ........................................ 22 3.6.1. Présentation du dossier de demande .................................................................................... 22 3.6.2. Etude de recevabilité de la demande .................................................................................... 22 3.6.3. Modalités de contrôle ......................................................................................................... 22 3.6.4. Évaluation et décision ........................................................................................................ 23
LES INTERVENANTS .......................................................................................... 24 PARTIE 44.1. Organisme mandaté ................................................................................................................. 24 4.2. Organismes d'audit .................................................................................................................. 24 4.3. Organismes d’essai .................................................................................................................. 25 4.4. Sous-traitance ......................................................................................................................... 25 4.5. Comité Particulier ..................................................................................................................... 25 4.6. Comité Durabilité ..................................................................................................................... 26
LEXIQUE ........................................................................................................... 27 PARTIE 5
ANNEXE TECHNIQUE ......................................................................................... 29 PARTIE 66.1. Spécifications complémentaires ................................................................................................. 29 6.2. Spécifications du champ d’application complémentaire (profilés teintés masse dont L*<82) .............. 44
6.2.1. Détermination des caractéristiques de la composition vinylique ............................................... 44 6.2.2. Durabilité de la composition vinylique .................................................................................. 44
6.3. Exigences spécifiques aux contrôles des produits ......................................................................... 46
Référentiel de certification de la marque NF
Page | 3
Référentiel de certification de la marque NF126 Révision n°11
Le présent référentiel de certification a été soumis à l’approbation de la Direction Technique du CSTB. Il a été approuvé par le représentant légal d’AFNOR Certification le 20 avril 2015 pour acceptation dans le système de certification NF.
Il annule et remplace toute version antérieure.
Le CSTB, en tant qu’organisme certificateur accrédité par le COFRAC sous le numéro 5-0010 (portée d’accréditation disponible sur www.cofrac.fr) s'engage à élaborer des référentiels de certification garantissant un niveau approprié d’exigences pour la qualité des produits, leur aptitude à l’emploi et leur durabilité.
Le présent référentiel de certification peut donc être révisé, en tout ou partie par le CSTB, après consultation des parties intéressées conformément aux exigences de la norme NF X 50-067.
La révision est approuvée par le représentant légal d’AFNOR Certification.
HISTORIQUE DES MODIFICATIONS
partie modifiée n° de révision date de mise en
application modifications effectuées
tout le document 10 27/02/2012 Révision du référentiel de certification
tout le document 11 20/04/2015
Révision totale du référentiel de
certification avec la nouvelle trame
Création d’une annexe technique
Création d’une annexe de gestion administrative de la certification

Référentiel de certification de la marque NF
Page | 4
Référentiel de certification de la marque NF126 Révision n°11
L’APPLICATION PARTIE 1
1.1. CHAMP D’APPLICATION
Le présent référentiel de certification concerne les gammes de profilés de fenêtres en PVC destinés à la fabrication de menuiseries définis :
soit dans la norme NF EN 12608 et dans les spécifications complémentaires précisées dans -l’annexe technique,
soit dans le champ d’application complémentaire (profilés extrudés avec une composition -
vinylique qualifiée teintée dans la masse dont L*<82 ; voir §2.3.3).
Une gamme de profilés de fenêtres fait référence :
à un système de fenêtre ou de porte faisant l’objet d’un Document Technique d’Application -
(DTA) en cours de validité, ou
à une demande en vue d’obtenir un DTA, ou -
à une certification « NF Portes Extérieures PVC, Aluminium, Acier et Composites » (NF412). -
La marque « NF Profilés de Fenêtres en PVC » (NF126) vise :
les profilés principaux (ouvrant, dormant, meneau, élargisseur de dormant, traverse -d’ouvrant ou de dormant, battement, pièce d’appui fermée, fourrure d’épaisseur, coulisse de volet roulant utilisées en fourrure d’épaisseur) ;
les profilés secondaires (parclose, habillage dans le cas de la réhabilitation, bavette, -battement faisant fonction de couvre joint ; liste non exhaustive) ;
les profilés coextrudés dont le cœur est constitué de composition vinylique retransformée ou -
recyclée ;
les profilés comportant un ou plusieurs profilés d’étanchéité coextrudés (l’adhérence du -profilé d’étanchéité coextrudé est vérifiée : voir « Adhésivité des profilés d’étanchéité
coextrudés » selon le document technique n°6).
Il est admis que le panneau de soubassement pour porte-fenêtre ne soit pas défini dans un système de fenêtre sous DTA pour bénéficier de la marque NF126. Cependant, l’aptitude à l’emploi du panneau de soubassement devra être vérifiée soit dans le cadre de la procédure de certification « NF Fenêtres
et Blocs-Baies PVC et Aluminium RPT » associée à la marque « Certifié CSTB Certified » (NF220), soit dans le cadre de la procédure d’instruction du DTA.
Les profilés secondaires suivants peuvent bénéficier de la marque NF126 sans qu’ils ne soient intégrés dans un système de fenêtre sous DTA :
rejet d’eau sur ouvrant, -
battement rapporté intérieur ne portant pas la garniture d’étanchéité principale. -
La marque NF s’attache à contrôler des caractéristiques de sécurité des personnes et des biens,
d’aptitude à l’usage et de durabilité des produits, ainsi que des caractéristiques complémentaires éventuelles permettant de se différencier sur le marché.
1.2. VALEUR AJOUTEE DE LA CERTIFICATION
La certification est une reconnaissance par une tierce partie de la conformité de caractéristiques démontrant la valeur ajoutée du profilé de fenêtre en PVC.
Les caractéristiques certifiées de la marque NF126 sont :
l'aptitude à l’emploi et la constance de qualité des profilés de fenêtres en PVC, -
l’appréciation de la durabilité de ces profilés prévue par le présent référentiel et la norme NF -EN 12608.
Référentiel de certification de la marque NF
Page | 5
Référentiel de certification de la marque NF126 Révision n°11
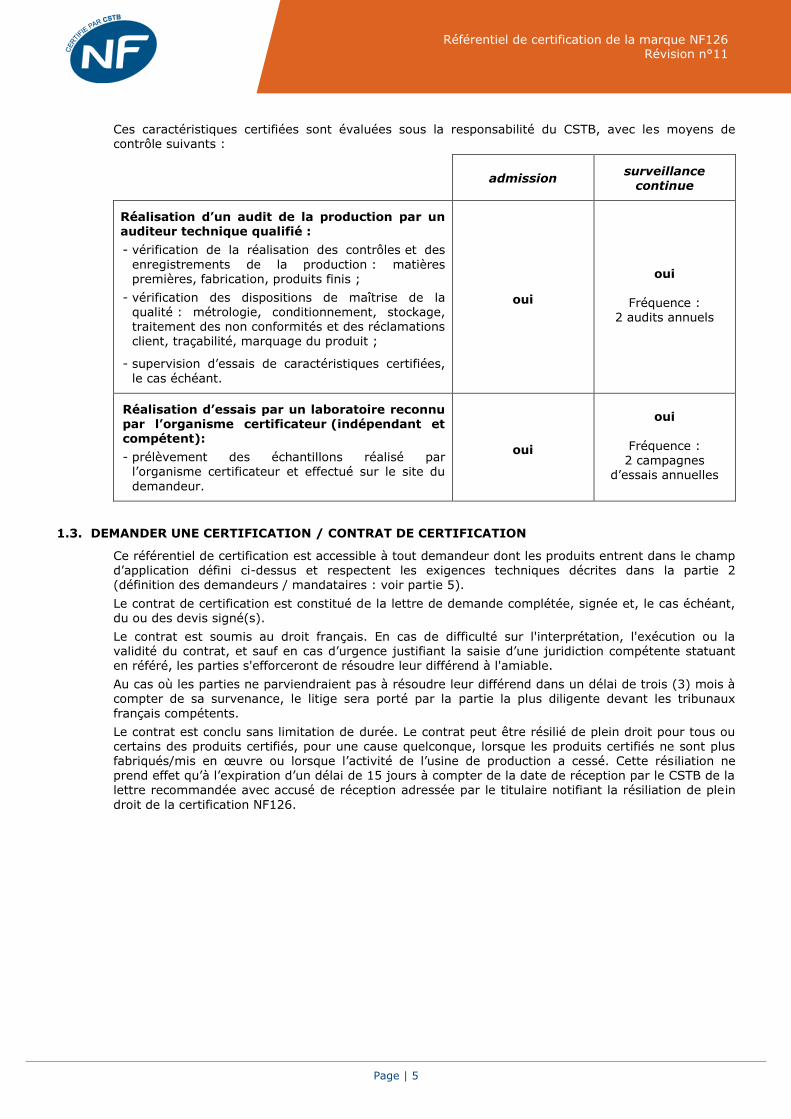
Ces caractéristiques certifiées sont évaluées sous la responsabilité du CSTB, avec les moyens de contrôle suivants :
admission
surveillance continue
Réalisation d’un audit de la production par un auditeur technique qualifié :
vérification de la réalisation des contrôles et des -
enregistrements de la production : matières premières, fabrication, produits finis ;
vérification des dispositions de maîtrise de la -qualité : métrologie, conditionnement, stockage, traitement des non conformités et des réclamations
client, traçabilité, marquage du produit ;
supervision d’essais de caractéristiques certifiées, -
le cas échéant.
oui
oui
Fréquence : 2 audits annuels
Réalisation d’essais par un laboratoire reconnu par l’organisme certificateur (indépendant et compétent):
prélèvement des échantillons réalisé par -l’organisme certificateur et effectué sur le site du
demandeur.
oui
oui
Fréquence : 2 campagnes
d’essais annuelles
1.3. DEMANDER UNE CERTIFICATION / CONTRAT DE CERTIFICATION
Ce référentiel de certification est accessible à tout demandeur dont les produits entrent dans le champ d’application défini ci-dessus et respectent les exigences techniques décrites dans la partie 2 (définition des demandeurs / mandataires : voir partie 5).
Le contrat de certification est constitué de la lettre de demande complétée, signée et, le cas échéant, du ou des devis signé(s).
Le contrat est soumis au droit français. En cas de difficulté sur l'interprétation, l'exécution ou la validité du contrat, et sauf en cas d’urgence justifiant la saisie d’une juridiction compétente statuant en référé, les parties s'efforceront de résoudre leur différend à l'amiable.
Au cas où les parties ne parviendraient pas à résoudre leur différend dans un délai de trois (3) mois à compter de sa survenance, le litige sera porté par la partie la plus diligente devant les tribunaux
français compétents.
Le contrat est conclu sans limitation de durée. Le contrat peut être résilié de plein droit pour tous ou certains des produits certifiés, pour une cause quelconque, lorsque les produits certifiés ne sont plus fabriqués/mis en œuvre ou lorsque l’activité de l’usine de production a cessé. Cette résiliation ne prend effet qu’à l’expiration d’un délai de 15 jours à compter de la date de réception par le CSTB de la
lettre recommandée avec accusé de réception adressée par le titulaire notifiant la résiliation de plein
droit de la certification NF126.
Référentiel de certification de la marque NF
Page | 6
Référentiel de certification de la marque NF126 Révision n°11
LE PROGRAMME DE CERTIFICATION PARTIE 2
2.1. LE PROGRAMME DE CERTIFICATION
Le programme de certification de la marque NF126 est composé du présent référentiel de certification qui référence :
les Règles Générales de la marque NF, qui fixent l’organisation et les conditions d’usage de la -marque,
les normes applicables et les spécifications complémentaires, -
le champ d’application complémentaire (profilés extrudés avec une composition vinylique -teintée dans la masse dont L*<82).
Ce référentiel s'inscrit dans le cadre de la certification des produits et des services autres
qu'alimentaires prévue au Code de la Consommation (articles R-115-1 à R 115-3 et L 115-27 à L 115-32). Il précise les conditions d'application des Règles Générales de la marque NF aux produits définis dans la partie 1.
2.2. LES REGLEMENTATIONS
L’attribution du droit d’usage de la marque NF126 ne saurait, en aucun cas, substituer la responsabilité du CSTB à celle qui incombe légalement à l’entreprise titulaire du droit d’usage de la marque.
Il n’y a pas d’exigence réglementaire concernant les profilés de fenêtres en PVC.
2.3. LES NORMES ET SPECIFICATIONS COMPLEMENTAIRES
Si la version ou la date d’édition de la norme est citée, cette version s’applique. Si la version ou la
date d’édition de la norme n’est pas citée, la version en vigueur s’applique.
2.3.1. Les normes applicables
NF EN 12608 : Profilés de polychlorure de vinyle non plastifié (PVC-U) pour la fabrication des fenêtres et des portes - Classification, prescriptions et méthodes d'essai
NF EN ISO 527-2 : Détermination des propriétés en traction - Partie 2 : Conditions d’essai des plastiques pour moulage et extrusion
NF EN ISO 877-1 : Méthodes d'exposition au rayonnement solaire - Partie 1 : Lignes directrices
générales
NF EN ISO 9001 : Systèmes de management de la qualité – Exigences
2.3.2. Les spécifications complémentaires
En complément des exigences fixées dans les paragraphes précédents, les produits doivent répondre aux spécifications complémentaires définies dans les documents techniques se trouvant dans l’annexe
technique (voir § 6.1):
document technique n°1A : qualification de la composition vinylique, -
document technique n°1B : durabilité de la composition vinylique, -
document technique n°1C : composition vinylique destinée au DOM-TOM, -
document technique n°1D : modification de teinte de la composition vinylique qualifiée, -
document technique n°1E : modification de l’un des composants de la composition vinylique -qualifiée,
document technique n°2 : épaisseurs des parois des profilés principaux, -
document technique n°3 : profilés avec matière recyclée ou retransformée. -
2.3.3. Champ d’application complémentaire
Ce champ s’applique aux profilés extrudés avec une composition vinylique teintée dans la masse dont
L*<82. Les spécifications de ce champ d’application complémentaire sont définies au paragraphe 6.2 de l’annexe technique.

Référentiel de certification de la marque NF
Page | 7
Référentiel de certification de la marque NF126 Révision n°11
2.4. ENGAGEMENTS DU DEMANDEUR
Avant de faire sa demande, le demandeur doit s'assurer qu'il remplit les conditions définies dans ce référentiel, concernant son produit et les sites concernés. Il est de la responsabilité du demandeur de s’assurer que les réglementations applicables à son produit soient respectées.
Il doit s’engager à respecter les mêmes conditions pendant toute la durée d’usage de la marque.
Le demandeur prend l’engagement :
1. d'accepter et de respecter les conditions fixées et définies dans le référentiel de certification propre au domaine des produits concernés, et, en particulier à :
présenter à la certification des produits conformes à la réglementation en vigueur concernée, -
mettre en œuvre les changements nécessités par les évolutions du référentiel de certification -
qui sont communiqués par l’organisme de certification,
utiliser la marque dans les conditions définies dans le référentiel de certification et pour les -seuls produits certifiés,
donner suite aux décisions prises par l’organisme certificateur dans le cadre de la -certification (notamment définir et mettre en œuvre des actions correctives suite à un écart constaté ou appliquer une décision de sanction) ;
2. de s'acquitter des frais de certification (gestion, audit et essais éventuels) en conformité avec le barème en vigueur ;
3. de ne pas présenter à la certification des produits issus de la contrefaçon ;
4. de prendre les dispositions nécessaires pour :
la conduite de l’audit, y compris la fourniture d’éléments en vue de leur examen tels que la -documentation et les enregistrements, l’accès au matériel, aux sites, aux zones, aux personnels et sous-traitants du client concerné,
la participation d’observateurs tiers ou non pendant l’audit, le cas échéant ; -
5. d’instruire et d’enregistrer toutes les réclamations :
mettre ces enregistrements à la disposition de l’organisme certificateur et des auditeurs sur -demande,
prendre toute action appropriée en rapport avec ces réclamations et les imperfections -constatées dans les produits qui ont des conséquences sur leur conformité aux exigences de la certification,
documenter les actions entreprises ; -
6. de réserver la dénomination commerciale du produit présenté aux seuls produits certifiés conformes aux exigences techniques concernées ;
7. d'appliquer efficacement le système de contrôle interne de production mis en place pour répondre aux exigences du référentiel ;
8. d'exercer les contrôles qui lui incombent pour que le maintien du droit d'usage de la marque puisse
être accordé ;
9. d'informer, sans délai, l’organisme certificateur de toute modification apportée au dossier de base déposé lors de la demande de droit d'usage de la marque (notamment toute modification apportée au(x) produit(s) ayant fait l’objet de la demande) ;
10. d'informer l’organisme certificateur de toute cessation définitive, ou temporaire, de production concernée par le certificat ;
11. de faire des déclarations et des communications sur la certification en cohérence avec la
portée de la certification ;
12. de ne pas utiliser la certification de ses produits d’une façon qui puisse nuire à l’organisme certificateur, ni faire de déclaration sur la certification de ses produits que l’organisme de certification puisse considérer comme trompeuse ou non autorisée, notamment :
ne pas utiliser la marque de manière abusive ou non conforme au référentiel de certification -en vigueur,
ne pas utiliser le logo de l’organisme certificateur ; -
Référentiel de certification de la marque NF
Page | 8
Référentiel de certification de la marque NF126 Révision n°11
13. en cas de suspension, de retrait ou à l’échéance de la certification, de cesser d’utiliser l’ensemble des moyens de communication qui y fait référence et remplir toutes les exigences prévues par le référentiel de certification et s’acquitter de toute autre mesure exigée ;
14. de communiquer à l’organisme certificateur, sur sa demande tous les imprimés publicitaires
et catalogues faisant référence à la marque ;
15. en cas de fourniture des copies de document de certification à autrui, les reproduire dans leur intégralité ou tel que spécifié par le référentiel ;
16. en faisant référence à la certification de ses produits dans des supports de communication, tels que documents, brochures ou publicité, de se conformer aux exigences de l’organisme de certification ;
17. de s’assurer, pour tous les intervenants de l’organisme certificateur ou ses sous-traitants
qualifiés, que toutes les dispositions de sécurité relatives aux conditions de travail, sites et équipements soient conformes à la réglementation en vigueur du lieu.
A défaut du respect de l’ensemble de ces engagements, le demandeur s’expose à l’interruption ou la suspension de l’instruction de son dossier.
2.5. DECLARATION DES MODIFICATIONS
Ce paragraphe précise les informations que le titulaire du droit d’usage de la marque NF126 doit fournir au CSTB et les démarches qu’il doit suivre dans les cas de modifications concernant :
le titulaire ; -
l’unité de fabrication de la composition vinylique qualifiée et/ou des profilés de fenêtre ; -
l'organisation qualité de l’unité de fabrication ; -
le produit (composition vinylique qualifiée et/ou profilés de fenêtre). -
Le non-respect de cette obligation constaté par le CSTB, peut conduire à une suspension, voire à un
retrait du droit d’usage de la marque.
Dans les cas non prévus précédemment, le CSTB détermine si les modifications remettent en cause la certification et s’il y a lieu de procéder à un contrôle complémentaire.
En fonction des résultats de l’instruction, le CSTB notifie la décision adéquate.
2.5.1. Modifications concernant le titulaire
Le titulaire doit signaler par écrit au CSTB toute modification juridique de sa société ou tout changement de raison sociale.
En cas de fusion, liquidation ou absorption du titulaire, tous les droits d'usage de la marque NF126 dont il pourrait bénéficier cessent de plein droit. Une nouvelle demande peut être déposée et son instruction peut être allégée en fonction des modifications apportées.
En cas de fusion ou d’absorption n’entraînant qu’un changement de raison sociale du titulaire, sans modification :
du ou des produit(s) certifié(s), -
du process de fabrication, -
des moyens matériels et humains, -
de l’organisation qualité, des modalités de contrôle, -
Le certificat pourra être mis à jour à réception du courrier d’information à en-tête de la nouvelle raison sociale.
2.5.2. Modifications concernant l’unité de fabrication
Tout transfert (total ou partiel) de l’unité de fabrication d'un produit certifié dans un autre lieu de
fabrication entraîne une cessation immédiate du marquage NF126 par le titulaire sur les produits concernés (voir §2.7).
Le titulaire doit déclarer ce transfert par écrit au CSTB qui organisera un audit de la nouvelle unité de fabrication et, le cas échéant, fera procéder à la réalisation d'essais. La visite peut être allégée, voire supprimée, lorsque la nouvelle unité de fabrication bénéficie déjà du droit d’usage de la marque
NF126.
Les modalités d’évaluation et de décision de reconduction de la certification sont identiques à celles de
l’admission, décrites en partie 3.
Référentiel de certification de la marque NF
Page | 9
Référentiel de certification de la marque NF126 Révision n°11
Dans le cas d’une sous-traitance de l’extrusion à une entreprise bénéficiant déjà du droit d’usage de la marque NF126, une déclaration d’intention de transfert d’outillage et une confirmation que le profilé extrudé est conforme à la NF EN 12608 et aux spécifications complémentaires doivent parvenir au CSTB au moins 1 mois avant l’extrusion.
Entre la déclaration d’intention de transfert et la validation des résultats de qualité d’extrusion des profilés, un marquage transitoire (défini au § 2.7.2.2) sera apposé sur les profilés. Les profilés seront stockés puis libérés à réception du certificat.
La période de marquage transitoire ne pourra pas dépasser 6 mois. La date du début de ces 6 mois sera le jour de la déclaration d’intention de l’extrudeur de procéder au transfert.
Si les profilés ne répondent pas aux exigences décrites dans le référentiel, l’ensemble du stock de ces profilés devra être mis au rebut.
2.5.3. Modifications concernant l'organisation qualité de l'unité de fabrication
Le titulaire doit déclarer par écrit au CSTB toute modification relative à son organisation qualité
susceptible d'avoir une incidence sur la conformité de la production aux exigences du référentiel de certification. Il doit notamment déclarer toute modification de certification de son système de management de la qualité.
Toute cessation temporaire de contrôle interne d'un produit certifié entraîne une cessation immédiate
du marquage par le titulaire qui doit en informer le CSTB.
Le CSTB notifie alors au titulaire une décision de suspension de droit d'usage de la marque NF126 pour une durée déterminée à échéance de laquelle, si le droit d’usage ne peut pas être rétabli, celui-ci fera l’objet d’un retrait de droit d'usage de la marque.
2.5.4. Modifications concernant le produit certifié
Toute modification du produit certifié par rapport au dossier de demande, susceptible d'avoir une incidence sur la conformité du produit avec les exigences du référentiel, doit faire l'objet d'une
déclaration écrite au CSTB. Selon la modification déclarée, le CSTB détermine s'il s'agit d'une demande d'extension de la certification.
L’annulation du DTA entraîne le retrait de la marque NF126 des profilés liés au système sous DTA.
De même, toute modification sur les déclarations environnementales sur le produit certifié doit être déclarée, à minima lors de l’audit de suivi.
2.5.5. Cessation temporaire ou définitive de production
Toute cessation définitive ou temporaire de fabrication de produits (ou d’une gamme de produits)
certifiés ou tout abandon du droit d'usage de la marque NF126 doit être déclaré par écrit au CSTB en précisant la durée nécessaire à l'écoulement du stock des produits marqués. La suspension ou le retrait du droit d'usage de la marque est notifié au titulaire par le CSTB. A l'expiration du délai indiqué par le titulaire, le produit est retiré de la liste des produits certifiés.
Toute cessation temporaire de fabrication de produits (ou d’une gamme de produits) certifiés doit faire l’objet d’une suspension du droit d’usage de la marque NF126 pour une durée maximale de 6 mois,
reconductible une seule fois. La durée totale de la suspension du droit d’usage de la marque pour ces produits ne doit pas excéder un an. La levée de la suspension ne peut être prononcée qu’à l’issue
d’une (des) évaluation(s).
2.6. LES DISPOSITIONS DE MANAGEMENT DE LA QUALITE : REFERENTIEL DES AUDITS
2.6.1. Objet
Les demandeurs/titulaires sont responsables du droit d'usage de la marque NF relatif au produit considéré.
Le demandeur/titulaire doit mettre en œuvre tous les moyens nécessaires pour garantir en permanence la conformité du produit au référentiel. De plus, il doit assurer la maîtrise des fournisseurs et sous-traitants par tout moyen d’évaluation de l’ensemble des éléments constitutifs du produit pour lequel il est demandeur ou titulaire du droit d’usage de la marque de certification.
Ce paragraphe fixe les dispositions minimales en matière de management de la qualité que le demandeur/titulaire doit mettre en place afin de s'assurer que les produits sont fabriqués en permanence dans le respect du référentiel.
Le système qualité repose en partie sur la mise en place par le demandeur/titulaire d'un ensemble de dispositions d'organisation permettant de maîtriser la conformité aux normes et spécifications
Référentiel de certification de la marque NF
Page | 10
Référentiel de certification de la marque NF126 Révision n°11
complémentaires, le cas échéant, des produits livrés. Ces dispositions sont décrites dans les paragraphes 2.6.2 et 2.6.3 suivants.
2.6.2. Exigences minimales en matière de management de la qualité
Le demandeur/titulaire doit avoir mis en œuvre les moyens qui lui sont propres dont l'existence et
l'efficacité sont évaluées à partir des exigences applicables de la norme ISO 9001.
Si l’unité de fabrication a un système de management de la qualité certifié conforme à la norme NF EN ISO 9001, les audits peuvent être « allégés ».
Cet allégement est possible à condition que :
le certificat ISO comprenne, dans son périmètre et dans son champ, les sites et activités -concernés par la marque de certification ;
le certificat ISO soit émis par un organisme certificateur accrédité par le COFRAC ou par un -
membre de l’EA (European cooperation for Accreditation) ou par un membre de l’IAF (International Accreditation Forum) ; voir signataires sur le site du COFRAC www.cofrac.fr.
L’allègement peut être remis en cause si les conditions ci-dessus ayant autorisé l’allègement ne sont plus respectées.
Si l’unité de fabrication n’est pas certifiée ISO 9001, le demandeur/titulaire doit justifier de la mise en
place effective d’un ensemble de dispositions d’organisation et d’un système de contrôle de production permettant de maîtriser la conformité aux normes et spécifications complémentaires des produits livrés répondant au minimum aux exigences du référentiel.
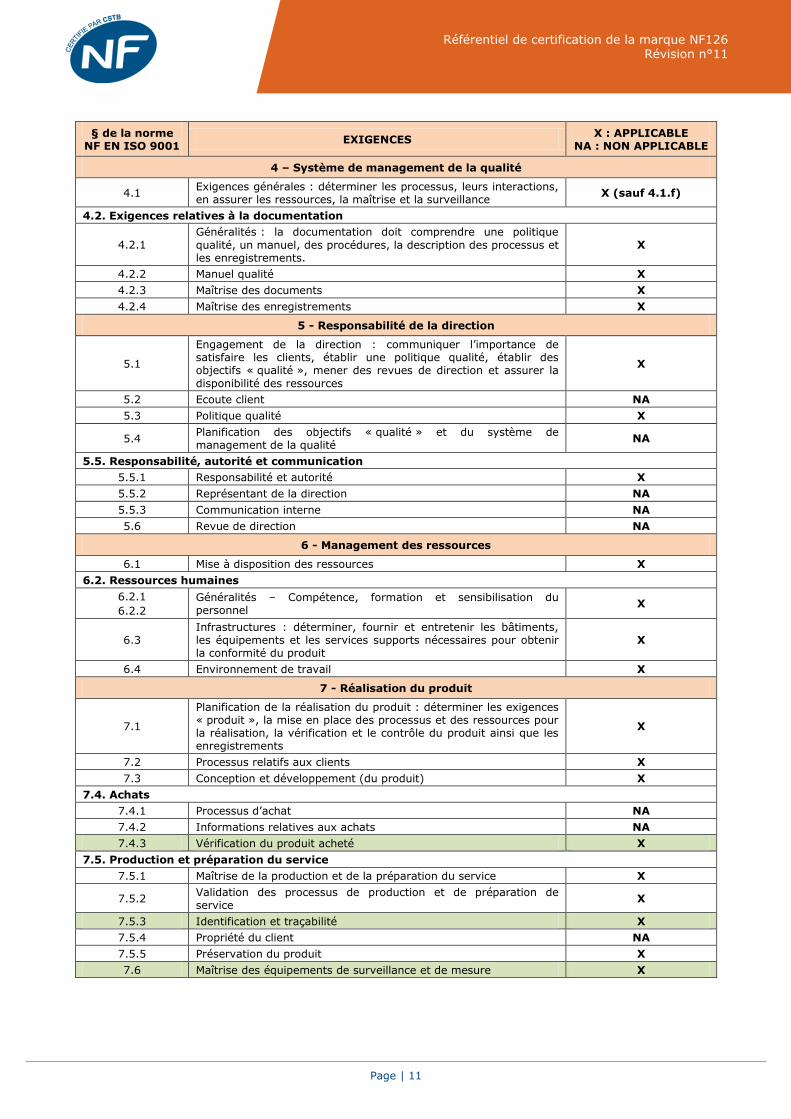
Les audits sont réalisés selon le tableau suivant. Ce tableau indique les exigences spécifiques de la norme NF EN ISO 9001 qui doivent être vérifiées dans le cadre de la certification.
Référentiel de certification de la marque NF
Page | 11
Référentiel de certification de la marque NF126 Révision n°11
§ de la norme NF EN ISO 9001
EXIGENCES X : APPLICABLE
NA : NON APPLICABLE
4 – Système de management de la qualité
4.1 Exigences générales : déterminer les processus, leurs interactions, en assurer les ressources, la maîtrise et la surveillance
X (sauf 4.1.f)
4.2. Exigences relatives à la documentation
4.2.1 Généralités : la documentation doit comprendre une politique
qualité, un manuel, des procédures, la description des processus et les enregistrements.
X
4.2.2 Manuel qualité X
4.2.3 Maîtrise des documents X
4.2.4 Maîtrise des enregistrements X
5 - Responsabilité de la direction
5.1
Engagement de la direction : communiquer l’importance de satisfaire les clients, établir une politique qualité, établir des objectifs « qualité », mener des revues de direction et assurer la
disponibilité des ressources
X
5.2 Ecoute client NA
5.3 Politique qualité X
5.4 Planification des objectifs « qualité » et du système de management de la qualité
NA
5.5. Responsabilité, autorité et communication
5.5.1 Responsabilité et autorité X
5.5.2 Représentant de la direction NA
5.5.3 Communication interne NA
5.6 Revue de direction NA
6 - Management des ressources
6.1 Mise à disposition des ressources X
6.2. Ressources humaines
6.2.1
6.2.2
Généralités – Compétence, formation et sensibilisation du personnel
X
6.3 Infrastructures : déterminer, fournir et entretenir les bâtiments, les équipements et les services supports nécessaires pour obtenir la conformité du produit
X
6.4 Environnement de travail X
7 - Réalisation du produit
7.1
Planification de la réalisation du produit : déterminer les exigences « produit », la mise en place des processus et des ressources pour la réalisation, la vérification et le contrôle du produit ainsi que les enregistrements
X
7.2 Processus relatifs aux clients X
7.3 Conception et développement (du produit) X
7.4. Achats
7.4.1 Processus d’achat NA
7.4.2 Informations relatives aux achats NA
7.4.3 Vérification du produit acheté X
7.5. Production et préparation du service
7.5.1 Maîtrise de la production et de la préparation du service X
7.5.2 Validation des processus de production et de préparation de service
X
7.5.3 Identification et traçabilité X
7.5.4 Propriété du client NA
7.5.5 Préservation du produit X
7.6 Maîtrise des équipements de surveillance et de mesure X
Référentiel de certification de la marque NF
Page | 12
Référentiel de certification de la marque NF126 Révision n°11
§ de la norme NF EN ISO 9001
EXIGENCES X : APPLICABLE
NA : NON APPLICABLE
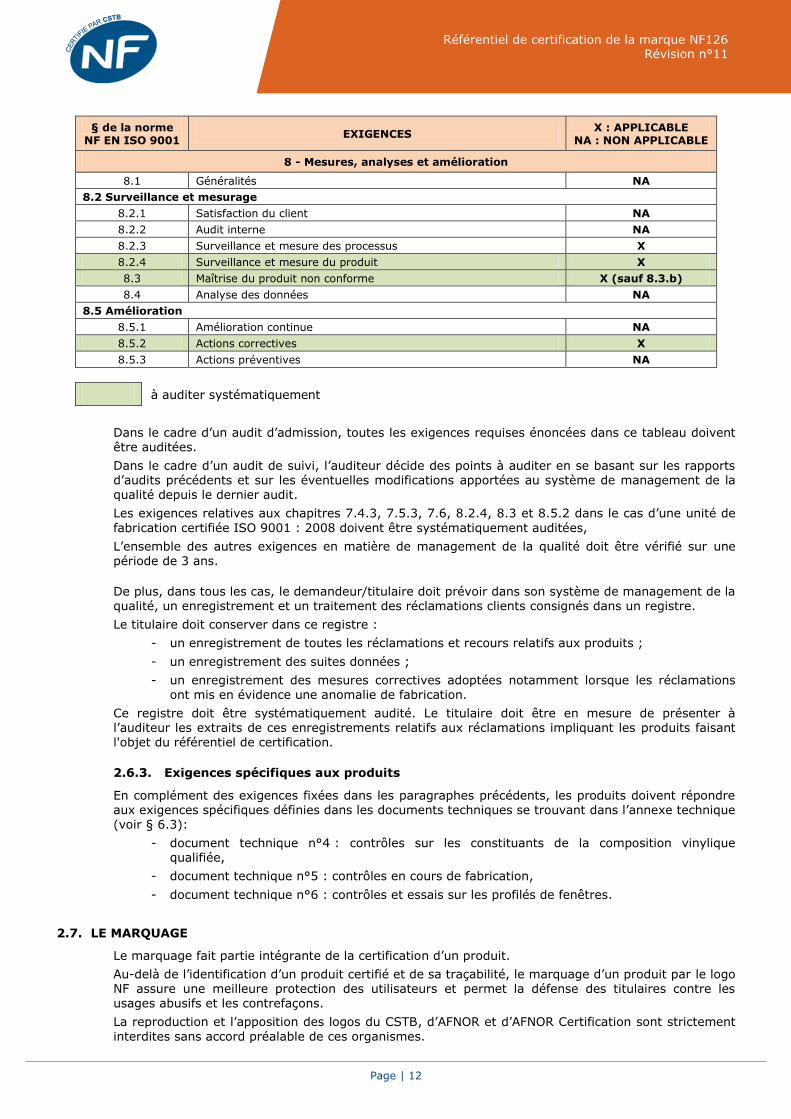
8 - Mesures, analyses et amélioration
8.1 Généralités NA
8.2 Surveillance et mesurage
8.2.1 Satisfaction du client NA
8.2.2 Audit interne NA
8.2.3 Surveillance et mesure des processus X
8.2.4 Surveillance et mesure du produit X
8.3 Maîtrise du produit non conforme X (sauf 8.3.b)
8.4 Analyse des données NA
8.5 Amélioration
8.5.1 Amélioration continue NA
8.5.2 Actions correctives X
8.5.3 Actions préventives NA
à auditer systématiquement
Dans le cadre d’un audit d’admission, toutes les exigences requises énoncées dans ce tableau doivent être auditées.
Dans le cadre d’un audit de suivi, l’auditeur décide des points à auditer en se basant sur les rapports d’audits précédents et sur les éventuelles modifications apportées au système de management de la qualité depuis le dernier audit.
Les exigences relatives aux chapitres 7.4.3, 7.5.3, 7.6, 8.2.4, 8.3 et 8.5.2 dans le cas d’une unité de
fabrication certifiée ISO 9001 : 2008 doivent être systématiquement auditées,
L’ensemble des autres exigences en matière de management de la qualité doit être vérifié sur une
période de 3 ans.
De plus, dans tous les cas, le demandeur/titulaire doit prévoir dans son système de management de la qualité, un enregistrement et un traitement des réclamations clients consignés dans un registre.
Le titulaire doit conserver dans ce registre :
un enregistrement de toutes les réclamations et recours relatifs aux produits ; -
un enregistrement des suites données ; -
un enregistrement des mesures correctives adoptées notamment lorsque les réclamations -ont mis en évidence une anomalie de fabrication.
Ce registre doit être systématiquement audité. Le titulaire doit être en mesure de présenter à l’auditeur les extraits de ces enregistrements relatifs aux réclamations impliquant les produits faisant l'objet du référentiel de certification.
2.6.3. Exigences spécifiques aux produits
En complément des exigences fixées dans les paragraphes précédents, les produits doivent répondre aux exigences spécifiques définies dans les documents techniques se trouvant dans l’annexe technique (voir § 6.3):
document technique n°4 : contrôles sur les constituants de la composition vinylique -qualifiée,
document technique n°5 : contrôles en cours de fabrication, -
document technique n°6 : contrôles et essais sur les profilés de fenêtres. -
2.7. LE MARQUAGE
Le marquage fait partie intégrante de la certification d’un produit.
Au-delà de l’identification d’un produit certifié et de sa traçabilité, le marquage d’un produit par le logo NF assure une meilleure protection des utilisateurs et permet la défense des titulaires contre les
usages abusifs et les contrefaçons.
La reproduction et l’apposition des logos du CSTB, d’AFNOR et d’AFNOR Certification sont strictement
interdites sans accord préalable de ces organismes.
Référentiel de certification de la marque NF
Page | 13
Référentiel de certification de la marque NF126 Révision n°11
Par ailleurs, la mention des principales caractéristiques certifiées a pour objectif de rendre transparente pour les consommateurs et les utilisateurs, les caractéristiques techniques sur lesquelles porte la marque NF. Elle valorise ainsi la certification et son contenu.
Il n’est en aucun cas possible de faire référence à la marque NF avant l’obtention du droit d’usage de
ladite marque de certification, ou de présenter à la certification des produits contrefaits.
Les règles de marquage ci-après ont pour but de guider le titulaire dans le respect des exigences réglementaires, et des exigences de la certification. Les Règles Générales de la marque NF précisent les conditions d’usage, les conditions de validité et les modalités de sanction lors d’usage abusif de la marque.
Sans préjudice des sanctions prévues aux Règles Générales de la marque NF, toute annonce erronée des caractéristiques certifiées et tout usage frauduleux du logo NF expose le titulaire à des poursuites
pour fraude et/ou publicité mensongère.
2.7.1. Le logo NF
Le logo NF doit assurer l’identification de tout produit certifié.
Le titulaire s’engage à respecter la charte graphique de la marque NF. Le logo NF et sa charte graphique sont disponibles auprès des gestionnaires de l’application.
Le produit certifié NF doit faire l’objet d’une désignation et d’une identification distincte de celles des
produits non certifiés. Le titulaire ne doit faire usage du logo NF que pour distinguer les produits certifiés et ceci sans qu'il existe un quelconque risque de confusion avec d’autres produits et en particulier des produits non certifiés. Pour éviter toute confusion entre les produits certifiés et les produits non certifiés, le demandeur/titulaire veillera à ne pas utiliser des désignations commerciales trop proches (par exemple : « Prod+ » pour un produit certifié et « Prod » pour un produit non certifié).
Il est recommandé au titulaire de soumettre préalablement au CSTB tous les documents où il est fait
état de la marque de certification. En cas d’impossibilité de marquer le produit pour des raisons techniques, il sera nécessaire de se rapprocher du CSTB qui déterminera une règle commune de marquage.
2.7.2. Les modalités de marquage
Ce paragraphe décrit à la fois les modalités d'apposition du logo NF et le marquage des caractéristiques certifiées.
Afin de répondre aux exigences de l’article R 115-2 du Code de la Consommation, le marquage doit, à
chaque fois que cela est possible, intégrer les éléments suivants.
PROFILES DE FENETRES EN PVC
www.marque-nf.com
ou http://evaluation.cstb.fr/
<caractéristiques certifiées>
Il est recommandé d’informer le consommateur sur les principales raisons et avantages d’utiliser un produit certifié. Les caractéristiques certifiées doivent apparaître sur au moins l’un des supports
(produit, emballage ou documentation).
Référentiel de certification de la marque NF
Page | 14
Référentiel de certification de la marque NF126 Révision n°11
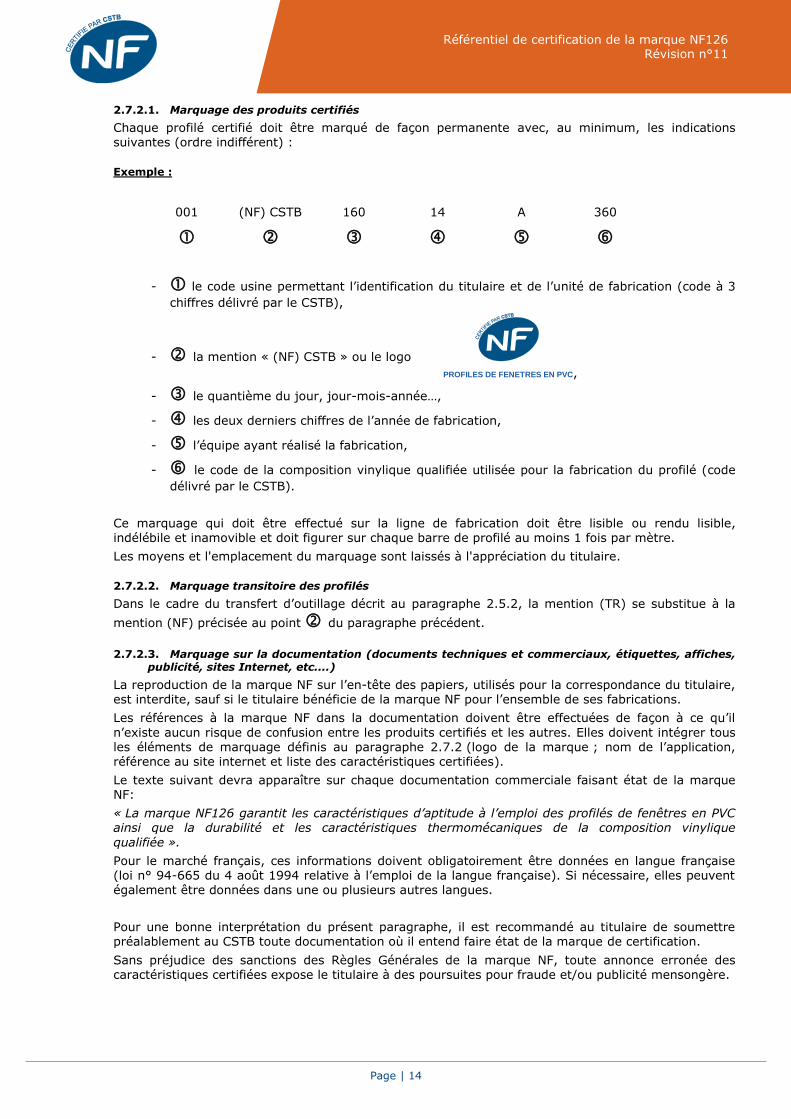
Marquage des produits certifiés 2.7.2.1.
Chaque profilé certifié doit être marqué de façon permanente avec, au minimum, les indications suivantes (ordre indifférent) :
Exemple :
001 (NF) CSTB 160 14 A 360
le code usine permettant l’identification du titulaire et de l’unité de fabrication (code à 3 -
chiffres délivré par le CSTB),
la mention « (NF) CSTB » ou le logo -
PROFILES DE FENETRES EN PVC,
le quantième du jour, jour-mois-année…, -
les deux derniers chiffres de l’année de fabrication, -
l’équipe ayant réalisé la fabrication, -
le code de la composition vinylique qualifiée utilisée pour la fabrication du profilé (code -
délivré par le CSTB).
Ce marquage qui doit être effectué sur la ligne de fabrication doit être lisible ou rendu lisible, indélébile et inamovible et doit figurer sur chaque barre de profilé au moins 1 fois par mètre.
Les moyens et l'emplacement du marquage sont laissés à l'appréciation du titulaire.
Marquage transitoire des profilés 2.7.2.2.
Dans le cadre du transfert d’outillage décrit au paragraphe 2.5.2, la mention (TR) se substitue à la
mention (NF) précisée au point du paragraphe précédent.
Marquage sur la documentation (documents techniques et commerciaux, étiquettes, affiches, 2.7.2.3.publicité, sites Internet, etc....)
La reproduction de la marque NF sur l’en-tête des papiers, utilisés pour la correspondance du titulaire, est interdite, sauf si le titulaire bénéficie de la marque NF pour l’ensemble de ses fabrications.
Les références à la marque NF dans la documentation doivent être effectuées de façon à ce qu’il
n’existe aucun risque de confusion entre les produits certifiés et les autres. Elles doivent intégrer tous les éléments de marquage définis au paragraphe 2.7.2 (logo de la marque ; nom de l’application, référence au site internet et liste des caractéristiques certifiées).
Le texte suivant devra apparaître sur chaque documentation commerciale faisant état de la marque NF:
« La marque NF126 garantit les caractéristiques d’aptitude à l’emploi des profilés de fenêtres en PVC ainsi que la durabilité et les caractéristiques thermomécaniques de la composition vinylique
qualifiée ».
Pour le marché français, ces informations doivent obligatoirement être données en langue française (loi n° 94-665 du 4 août 1994 relative à l’emploi de la langue française). Si nécessaire, elles peuvent également être données dans une ou plusieurs autres langues.
Pour une bonne interprétation du présent paragraphe, il est recommandé au titulaire de soumettre préalablement au CSTB toute documentation où il entend faire état de la marque de certification.
Sans préjudice des sanctions des Règles Générales de la marque NF, toute annonce erronée des caractéristiques certifiées expose le titulaire à des poursuites pour fraude et/ou publicité mensongère.
Référentiel de certification de la marque NF
Page | 15
Référentiel de certification de la marque NF126 Révision n°11
LE PROCESSUS DE CERTIFICATION PARTIE 3
3.1. GENERALITES
Ce paragraphe définit les différents types de demande de droit d’usage de la marque NF126 :
demande d’admission, -
demande d’extension. -
La notion de « demandeur » est définie en partie 5.
Les modalités d’obtention et de suivi de la certification sont décrites en parties 1 et 2 de l’annexe de gestion administrative du présent référentiel.
3.1.1. Demande d’admission
Cette demande émane d'un fabricant de profilés de fenêtres en PVC (extrudeur) ne bénéficiant pas du droit d'usage de la marque. Elle concerne des profilés de fenêtres en PVC définis par leurs
caractéristiques techniques et leur dénomination commerciale propres.
La composition vinylique (caractérisée par une formulation et une couleur) constitutive des profilés soumise à l’admission devra être qualifiée selon les dispositions des spécifications complémentaires pour les profilés du système considéré.
Les nouveaux sites de production ainsi que le changement dans la technologie de la fabrication des profilés relèvent également de la procédure de demande d’admission.
3.1.2. Demande d’extension
Cette demande émane d’un fabricant de profilés de fenêtres en PVC titulaire de la marque sur un site déjà admis qui souhaite étendre l’usage de la marque à :
des nouveaux profilés extrudés avec une composition vinylique qualifiée et utilisée par ce -titulaire ou,
des profilés extrudés avec une composition vinylique qualifiée mais non encore utilisée par ce -
titulaire (ces profilés étant déjà admis à la marque avec une autre composition vinylique qualifiée). Dans ce cas, l’instruction et l’obtention du droit d’usage peut être accordée entre deux réunions du Comité Particulier.
Toute modification apportée aux produits admis à la marque doit, préalablement à l'usage de la marque, être soumise au CSTB et constitue une demande d'extension du droit d'usage qui sera instruite au cas par cas.

Référentiel de certification de la marque NF
Page | 16
Référentiel de certification de la marque NF126 Révision n°11
3.2. PROCESSUS DE TRAITEMENT D’UNE DEMANDE DE CERTIFICATION
planification des évaluations (audits/essais)
DEMANDE (admission, extension)
SURVEILLANCE
contrat de certification
revue de l’évaluation interne au CSTB
proposition d’une décision
revue de l’évaluation interne au CSTB
proposition d’une conclusion
décision de certification conclusion de certification
réalisation des évaluations
consultation éventuelle du Comité (§ 4.5)
Référentiel de certification de la marque NF
Page | 17
Référentiel de certification de la marque NF126 Révision n°11
3.3. LES AUDITS
3.3.1. Les audits d’admission
Les audits ont pour objet de s'assurer que les dispositions définies et mises en œuvre par le demandeur dans l'unité de fabrication répondent aux exigences de la partie 2 du référentiel.
Il s'agit de vérifier, avant l’admission, l’existence et l’efficacité des dispositions prises en matière de qualité et de contrôles des produits par le demandeur. Tous les moyens (locaux, installations, équipements) permettant à l’auditeur d'effectuer la mission qui lui incombe doivent être mis gratuitement à sa disposition, ainsi que les personnes compétentes pour les mettre en œuvre.
En cas de situation de danger au regard des exigences de sécurité de l’organisme certificateur, l’auditeur se réserve le droit d’exercer un droit de retrait.
Un rapport d'audit est établi et adressé au demandeur.
Le demandeur doit présenter, pour chaque écart relevé par l’auditeur, les actions mises en place ou envisagées avec le délai de mise en application et les personnes responsables. Le CSTB analyse la
pertinence de la réponse et peut demander la réalisation d’un audit complémentaire.
Cas d’une première demande d’admission 3.3.1.1.
La durée d’audit est normalement de 1 jour par unité de fabrication.
La durée d’audit est modulable en fonction du risque : niveau de développement du système qualité, organisation de l’entreprise (process, laboratoire)...
Cas d’une demande d’extension 3.3.1.2.
Les étapes décrites dans le paragraphe précédent sont applicables avec les spécificités suivantes :
dans le cadre d’une demande d’extension pour un produit certifié modifié, les essais sont -définis en fonction de la modification envisagée ;
l'audit peut être conjoint avec un audit de suivi, si nécessaire. -
3.3.2. Les audits de suivi
Les audits de suivi ont pour but de vérifier, ultérieurement à l’admission, que les dispositions définies sont toujours maintenues.
L’ensemble des dispositions décrites au paragraphe 3.3.1 sont applicables.
L’auditeur assure, au minimum, les missions suivantes en prenant en compte les renseignements recueillis lors de l’audit précédent, les résultats des derniers contrôles et les remarques éventuelles faites par le Comité Particulier (définition du Comité Particulier, voir paragraphe 4.5) :
la vérification de la mise en application effective des mesures correctives annoncées suite -aux éventuelles observations faites ou écarts relevés lors des audits précédents ;
la vérification du respect des exigences qualité du titulaire définies dans le référentiel ; -
la vérification des registres d’autocontrôle depuis le dernier audit, de manière statistique -pour au moins un produit certifié et pour les produits faisant l’objet du prélèvement en vue des essais au laboratoire de la marque ;
la vérification des documents commerciaux ; -
la vérification des changements intervenus dans les caractéristiques des produits certifiés. -
Des essais sur les produits certifiés sont réalisés dans le laboratoire de l’unité de fabrication sous la
supervision d’un auditeur qualifié (voir §3.4.2.1). Ce laboratoire doit disposer d’équipements permettant de réaliser les essais conformément aux normes et spécifications complémentaires fixées au paragraphe 2.3.
La durée d’audit est normalement de 1 jour par unité de fabrication.
La durée d’audit est modulable en fonction du risque : niveau de développement du système qualité, organisation de l’entreprise (process, laboratoire).
La fréquence normale est de 2 audits annuels par unité de fabrication bénéficiant du droit d'usage de
la marque NF126.
Un rapport d'audit est établi et adressé au titulaire.
Référentiel de certification de la marque NF
Page | 18
Référentiel de certification de la marque NF126 Révision n°11
3.3.3. Les prélèvements
L’auditeur prélève des profilés sur la ligne d’extrusion ou dans le stock de l’unité de fabrication les échantillons nécessaires à la réalisation des essais.
Les échantillons prélevés sont marqués d'un signe distinctif par l’auditeur et sont envoyés dans le
délai fixé lors du prélèvement par et sous la responsabilité du demandeur à moins que l’auditeur ne décide de les prendre en charge. Ces échantillons sont envoyés au laboratoire de la marque chargé d'effectuer les essais.
Une fiche faisant état des prélèvements effectués est établie sur place et remise au demandeur/titulaire. Une copie de cette fiche de prélèvements sera systématiquement transmise au laboratoire chargé de la réalisation des essais.
Exclusivement dans le cadre des audits de suivi, il est admis, qu’en cas d’impossibilité d’effectuer ces
prélèvements, le titulaire envoie les échantillons demandés par le CSTB, dans les délais prescrits, au laboratoire de la marque. Si le titulaire n’envoie pas les échantillons au laboratoire de la marque dans les délais prescrits par le CSTB, des sanctions pourront être prises à son encontre.
Prélèvements dans le cadre d’une demande d’admission ou d’extension 3.3.3.1.
5x1m de profilé principal dont la référence est choisie par le CSTB, -
1x1m de chaque autre profilé proposé à la certification, -
4 angles soudés dont la référence est choisie par le CSTB (afin de réaliser l’essai de -soudabilité selon la norme NF EN 12608, méthode de flexion par traction).
Le demandeur/titulaire devra justifier de la conformité de l’ensemble des profilés à la norme NF EN 12608. L’ensemble des compatibilités des profilés soudables ainsi que les résultats de soudabilité obtenus par le demandeur sur la référence choisie devront être fournis.
Dans le cas des profilés coextrudés, un colorant sera ajouté à l’une des deux matières afin de faciliter la mesure des épaisseurs.
S’il n’est pas réalisé d’audit dans le cadre d’une demande d’extension, les échantillons sont envoyés par et sous la responsabilité du titulaire au laboratoire de la marque chargé d'effectuer les essais.
Prélèvements dans le cadre du suivi 3.3.3.2.
3x1m de 2 profilés principaux et 3x1m d’un profilé secondaire pour le titulaire extrudeur de -profilés,
5x30 cm de bande extrudée pour le titulaire fabriquant à façon une composition vinylique -
qualifiée.
Référentiel de certification de la marque NF
Page | 19
Référentiel de certification de la marque NF126 Révision n°11
3.4. LES ESSAIS
3.4.1. Les essais en admission/extension
Les essais sont réalisés sous la responsabilité du laboratoire de la marque conformément aux normes et spécifications complémentaires fixées au paragraphe 2.3.
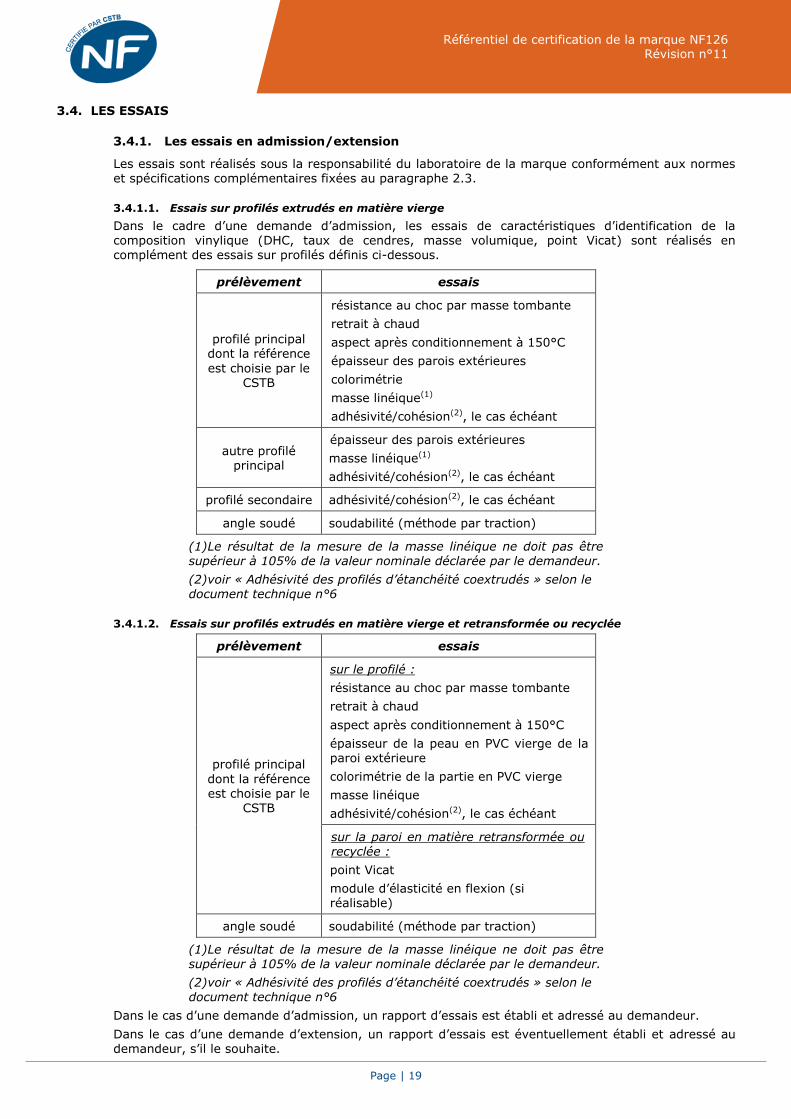
Essais sur profilés extrudés en matière vierge 3.4.1.1.
Dans le cadre d’une demande d’admission, les essais de caractéristiques d’identification de la composition vinylique (DHC, taux de cendres, masse volumique, point Vicat) sont réalisés en complément des essais sur profilés définis ci-dessous.
prélèvement essais
profilé principal dont la référence
est choisie par le CSTB
résistance au choc par masse tombante
retrait à chaud
aspect après conditionnement à 150°C
épaisseur des parois extérieures
colorimétrie
masse linéique(1)
adhésivité/cohésion(2), le cas échéant
autre profilé principal
épaisseur des parois extérieures
masse linéique(1)
adhésivité/cohésion(2), le cas échéant
profilé secondaire adhésivité/cohésion(2), le cas échéant
angle soudé soudabilité (méthode par traction)
(1) Le résultat de la mesure de la masse linéique ne doit pas être
supérieur à 105% de la valeur nominale déclarée par le demandeur.
(2) voir « Adhésivité des profilés d’étanchéité coextrudés » selon le document technique n°6
Essais sur profilés extrudés en matière vierge et retransformée ou recyclée 3.4.1.2.
prélèvement essais
profilé principal
dont la référence est choisie par le
CSTB
sur le profilé :
résistance au choc par masse tombante
retrait à chaud
aspect après conditionnement à 150°C
épaisseur de la peau en PVC vierge de la paroi extérieure
colorimétrie de la partie en PVC vierge
masse linéique
adhésivité/cohésion(2), le cas échéant
sur la paroi en matière retransformée ou recyclée :
point Vicat
module d’élasticité en flexion (si réalisable)
angle soudé soudabilité (méthode par traction)
(1) Le résultat de la mesure de la masse linéique ne doit pas être supérieur à 105% de la valeur nominale déclarée par le demandeur.
(2) voir « Adhésivité des profilés d’étanchéité coextrudés » selon le document technique n°6
Dans le cas d’une demande d’admission, un rapport d’essais est établi et adressé au demandeur.
Dans le cas d’une demande d’extension, un rapport d’essais est éventuellement établi et adressé au demandeur, s’il le souhaite.
Référentiel de certification de la marque NF
Page | 20
Référentiel de certification de la marque NF126 Révision n°11
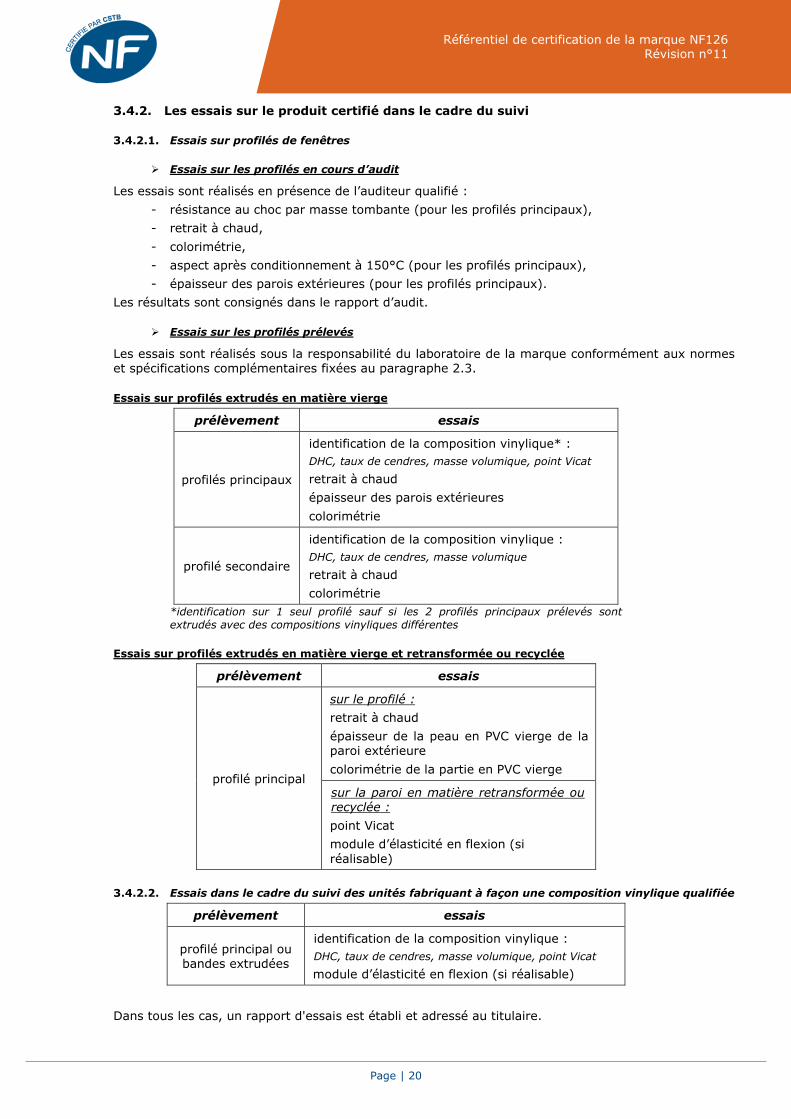
3.4.2. Les essais sur le produit certifié dans le cadre du suivi
Essais sur profilés de fenêtres 3.4.2.1.
Essais sur les profilés en cours d’audit
Les essais sont réalisés en présence de l’auditeur qualifié :
résistance au choc par masse tombante (pour les profilés principaux), -
retrait à chaud, -
colorimétrie, -
aspect après conditionnement à 150°C (pour les profilés principaux), -
épaisseur des parois extérieures (pour les profilés principaux). -
Les résultats sont consignés dans le rapport d’audit.
Essais sur les profilés prélevés
Les essais sont réalisés sous la responsabilité du laboratoire de la marque conformément aux normes et spécifications complémentaires fixées au paragraphe 2.3.
Essais sur profilés extrudés en matière vierge
prélèvement essais
profilés principaux
identification de la composition vinylique* :
DHC, taux de cendres, masse volumique, point Vicat
retrait à chaud
épaisseur des parois extérieures
colorimétrie
profilé secondaire
identification de la composition vinylique :
DHC, taux de cendres, masse volumique
retrait à chaud
colorimétrie
*identification sur 1 seul profilé sauf si les 2 profilés principaux prélevés sont
extrudés avec des compositions vinyliques différentes
Essais sur profilés extrudés en matière vierge et retransformée ou recyclée
prélèvement essais
profilé principal
sur le profilé :
retrait à chaud
épaisseur de la peau en PVC vierge de la paroi extérieure
colorimétrie de la partie en PVC vierge
sur la paroi en matière retransformée ou recyclée :
point Vicat
module d’élasticité en flexion (si
réalisable)
Essais dans le cadre du suivi des unités fabriquant à façon une composition vinylique qualifiée 3.4.2.2.
prélèvement essais
profilé principal ou bandes extrudées
identification de la composition vinylique :
DHC, taux de cendres, masse volumique, point Vicat
module d’élasticité en flexion (si réalisable)
Dans tous les cas, un rapport d'essais est établi et adressé au titulaire.
Référentiel de certification de la marque NF
Page | 21
Référentiel de certification de la marque NF126 Révision n°11
3.5. DEMANDE DE QUALIFICATION D’UNE COMPOSITION VINYLIQUE
La demande doit être présentée conformément aux conditions et modèles définis dans l’annexe de gestion administrative.
La demande est établie par le détenteur de la formule pour chaque composition vinylique.
La référence de cette composition doit être précisée. Une composition vinylique est définie par une formulation et une couleur donnée. Les différents composants de la formulation (référence, quantité, fournisseur) sont communiqués à titre confidentiel à l’organisme mandaté.
Toute modification dans les caractéristiques de la composition vinylique ou dans les différents composants par rapport à celles ou ceux définis dans le dossier de qualification initiale devra être signalée à l’organisme mandaté qui étudiera s’il y a lieu d’effectuer des essais complémentaires (voir document technique n°1E).
3.5.1. Présentation du dossier de demande
Le demandeur doit définir toutes les caractéristiques d’identification de la composition vinylique pour
laquelle il demande la qualification.
La demande n’est envisageable que si l’ensemble des documents est joint à la demande.
A réception de la demande, la procédure suivante est engagée :
recevabilité de la demande ; -
évaluation et décision. -
3.5.2. Etude de recevabilité de la demande
Le CSTB s’assure de disposer de tous les moyens pour répondre à la demande et peut être amené à demander des compléments d’information nécessaires à la recevabilité du dossier de demande lorsque celui-ci est incomplet.
Vieillissement artificiel (voir document technique n°1A) 3.5.2.1.
La demande de qualification doit être accompagnée des échantillons fabriqués à partir de chaque
composition vinylique à évaluer :
4x1m de profilé principal de fenêtre ayant une chambre d’une largeur de 25 mm minimum -entre 2 cloisons,
2 plaques moulées par compression de dimensions 200x200 mm environ et d’épaisseur -4,0±0,2 mm,
5 éprouvettes soudées (voir facteur de soudure au document technique n°1A) élaborées à -partir du même profilé principal que les 4x1m.
Ils seront envoyés par et sous la responsabilité du demandeur au CSTB.
Vieillissement naturel (voir document technique n°1B) 3.5.2.2.
Les échantillons de profilés de fenêtres (1m pour l’exposition au vieillissement et 10 cm pour le témoin*) seront envoyés sur un site de vieillissement naturel indépendant au plus tard le mois précédent l’examen du dossier par le Comité Durabilité.
Les profilés devront être marqués d’un signe distinctif permettant de les authentifier ultérieurement.
Les profilés de fenêtres qui ont été vieillis doivent être adressés de et par la station de vieillissement directement au CSTB pour essais.
*le profilé témoin servira à comparer les caractéristiques de colorimétrie (différence de couleur et échelle des gris) avec celles de l’échantillon vieilli.
3.5.3. Évaluation et décision
Le CSTB évalue les rapports d’essais transmis au demandeur selon les procédures en vigueur. Le CSTB présente, le cas échéant, pour avis, au Comité Durabilité, l’ensemble des résultats d’évaluation de façon anonyme.
En fonction des résultats, la Direction du CSTB prend l’une des décisions suivantes :
accord de la qualification de la composition vinylique, -
refus de la qualification de la composition vinylique. -
En cas de décision positive, le CSTB adresse une attestation de qualification au demandeur qui
bénéficie de cette qualification.
Le demandeur peut contester la décision prise en adressant une demande conformément aux Règles Générales de la marque NF. Il a la possibilité de présenter formellement sa position.

Référentiel de certification de la marque NF
Page | 22
Référentiel de certification de la marque NF126 Révision n°11
3.6. DEMANDE D’AUTORISATION DE FABRIQUER UNE COMPOSITION VINYLIQUE QUALIFIEE
Avant de faire sa demande, l’entreprise doit s’assurer qu’elle remplit les conditions définies dans le présent référentiel, notamment dans la partie 2, concernant son produit et les sites concernés. Elle doit s’engager à respecter les mêmes conditions pendant toute la durée d’usage de la marque NF. La
demande doit être présentée conformément aux conditions et modèles définis dans l’annexe de gestion administrative.
La demande est établie par tout producteur ou fabriquant à façon ou extrudeur désirant une autorisation de fabriquer une composition vinylique qualifiée.
Dans le cas d’un extrudeur formulateur bénéficiant déjà du droit d’usage de la marque NF126, les dispositions prévues dans ce paragraphe ne sont pas applicables.
La référence de cette composition doit être précisée. Une composition vinylique est définie par une
formulation et une couleur donnée. Les différents composants de la formulation (référence, quantité, fournisseur) sont communiqués à titre confidentiel à l’organisme mandaté.
Toute modification dans les caractéristiques de la composition vinylique ou dans les différents
composants par rapport à celles ou ceux définis dans le dossier de qualification initiale devra être signalée à l’organisme mandaté qui étudiera s’il y a lieu d’effectuer des essais complémentaires.
3.6.1. Présentation du dossier de demande
Le demandeur doit définir toutes les caractéristiques d’identification de la composition vinylique qualifiée pour laquelle il demande l’autorisation de fabriquer.
La demande n’est envisageable que si l’ensemble des documents est joint à la demande.
A réception de la demande, la procédure suivante est engagée :
recevabilité de la demande ; -
mise en œuvre des contrôles ; -
évaluation et décision. -
3.6.2. Etude de recevabilité de la demande
Le CSTB s’assure de disposer de tous les moyens pour répondre à la demande et peut être amené à demander des compléments d’information nécessaires à la recevabilité du dossier de demande lorsque celui-ci est incomplet.
La demande d’autorisation de fabriquer doit être accompagnée de 3x1m de profilé principal de fenêtre extrudés avec la composition vinylique qualifiée retenue qu’il a fabriquée ou de 5x30 cm de bandes extrudées avec cette composition. Le demandeur communique au CSTB les différents composants de
celle-ci ainsi que les caractéristiques d’identification.
Dès que la demande est recevable, le CSTB organise l’audit d’admission et informe le demandeur des modalités d’organisation (auditeur, durée d’audit, sites audités, laboratoires, produits prélevés, etc…).
3.6.3. Modalités de contrôle
Les contrôles exercés dans le cadre de la marque NF sont en général de deux types :
les audits réalisés pendant les visites de l'unité de fabrication, -
les essais sur les produits objet de la demande. -
Les audits 3.6.3.1.
Les dispositions décrites aux paragraphes 3.3.1 sont applicables.
Les essais 3.6.3.2.
Les essais sont réalisés sous la responsabilité du laboratoire de la marque conformément aux normes et spécifications complémentaires fixées au paragraphe 2.3.
échantillon essais
profilé principal ou bandes extrudées
identification de la composition vinylique :
DHC, taux de cendres, masse volumique, point Vicat
colorimétrie (sur profilé seulement)
module d’élasticité en flexion (sur bandes, si réalisable)
Les résultats d’essais sont comparés avec les caractéristiques d’identification de la composition initialement qualifiée.
Un rapport d'essais est établi et adressé au demandeur.
Référentiel de certification de la marque NF
Page | 23
Référentiel de certification de la marque NF126 Révision n°11
3.6.4. Évaluation et décision
Le CSTB évalue les rapports d’audit et d’essais transmis au demandeur selon les procédures en vigueur. Ces rapports sont accompagnés, le cas échéant, d’une demande de réponse dans un délai prescrit.
Dans certains cas, un contrôle complémentaire peut être réalisé dès l’analyse des rapports.
Le demandeur doit présenter, pour chaque écart, les actions mises en place ou envisagées avec le délai de mise en application et les personnes responsables.
Le CSTB analyse la pertinence de la réponse et peut demander la réalisation d’un contrôle complémentaire.
Le CSTB présente, pour avis, au Comité Durabilité, l’ensemble des résultats d’évaluation de façon anonyme.
En fonction des résultats et sur la base des propositions du Comité Durabilité, la Direction du CSTB prend l’une des décisions suivantes :
accord de l’autorisation de fabriquer une composition vinylique qualifiée, -
refus de l’autorisation de fabriquer une composition vinylique qualifiée. -
En cas de décision positive, le CSTB adresse une autorisation numérotée au demandeur qui devient alors fabricant de compositions vinyliques qualifiées. Cette autorisation sera mentionnée en annexe et
dans la liste des compositions vinyliques qualifiées.
Le demandeur peut contester la décision prise en adressant une demande conformément aux Règles Générales de la marque NF. Il a la possibilité de présenter formellement sa position.
Référentiel de certification de la marque NF
Page | 24
Référentiel de certification de la marque NF126 Révision n°11
LES INTERVENANTS PARTIE 4
Les organismes intervenant au cours de la procédure d'accord du droit d'usage de la marque NF126 et de la surveillance des produits certifiés sont précisés ci-après.
4.1. ORGANISME MANDATE
AFNOR est propriétaire de la marque NF et en a concédé à AFNOR Certification une licence d’exploitation exclusive. AFNOR Certification gère et anime le système de certification NF, qui définit
notamment les règles de gouvernance et les modalités de fonctionnement de la marque NF.
Conformément aux Règles Générales de la marque NF, AFNOR Certification confie l’exercice des diverses fonctions nécessaires à la gestion de la marque NF126 à l’organisme suivant, dit organisme mandaté :
Centre Scientifique et Technique du Bâtiment (CSTB) Direction Clos et Couvert Division Baies et Vitrages
84, avenue Jean Jaurès Champs sur Marne
F-77447 MARNE LE VALLEE CEDEX 2 http://evaluation.cstb.fr/
Les gestionnaires de l’application à contacter sont :
Chantal SAMBIN (01.64.68.83.66 – [email protected]) -
Stéphane MUCZKA (01.64.68.84.81 – [email protected]) -
Le CSTB est responsable vis-à-vis d'AFNOR Certification des opérations qui lui sont confiées et qui font l'objet d'un contrat.
4.2. ORGANISMES D'AUDIT
Les fonctions d’audit de l'unité de fabrication et, éventuellement sur les lieux d’utilisation, sont assurées par l'organisme suivant, dit organisme d’audit :
Centre Scientifique et Technique du Bâtiment (CSTB) Direction Clos et Couvert
Division Baies et Vitrages 84, avenue Jean Jaurès
Champs sur Marne F-77447 MARNE LE VALLEE CEDEX 2
http://evaluation.cstb.fr/
Les auditeurs ont droit de regard chez tout demandeur ou titulaire dans le cadre de leur mission.
Dans le cadre d’un contrat de sous-traitance que le CSTB a établi avec eux, les organismes suivants
peuvent effectuer les audits dans le cadre de la marque NF126, à la demande du CSTB :
LNE
29 avenue Roger Hennequin
F-78190 TRAPPES
Tél. 01.30.69.11.86
BUREAU VERITAS
BP 99102
F-95310 CERGY PONTOISE CEDEX
Tél. 01.34.64.22.83
VASSEUR AUDITEUR
6, rue du Doullens
F-80300 ALBERT
Tél. 06.30.26.97.26
SKZ - TeConA GmbH
Friedrich-Bergius-Ring 22
D-97076 WÜRZBURG - Allemagne
Tél. +49.931.4104.526
Jean-Yves MAHE
9 rue du Vivelay
95740 FREPILLON
Tél. 07.80.05.96.06
Référentiel de certification de la marque NF
Page | 25
Référentiel de certification de la marque NF126 Révision n°11
4.3. ORGANISMES D’ESSAI
Lorsque les contrôles effectués, dans le cadre de l’usage de la marque NF126, comportent des essais sur les produits, ceux-ci sont réalisés à la demande du CSTB par le laboratoire suivant, dit laboratoire de la marque :
Centre Scientifique et Technique du Bâtiment (CSTB) Direction Clos et Couvert
Division Baies et Vitrages – Laboratoire Profilés 84, avenue Jean Jaurès
Champs sur Marne F-77447 MARNE LE VALLEE CEDEX 2
http://evaluation.cstb.fr/
Dans le cadre d’un contrat de sous-traitance que le CSTB a établi avec lui, le laboratoire suivant peut effectuer les essais dans le cadre de la marque NF126, à la demande du CSTB :
LNE 29 avenue Roger Hennequin
F-78190 TRAPPES
Tél. 01.30.69.11.86
4.4. SOUS-TRAITANCE
Les différentes fonctions décrites dans les paragraphes 4.2 et 4.3 pourront être réalisées, après avis éventuel du Comité Particulier, par d’autres organismes d'audit ou laboratoires reconnus avec lesquels le CSTB aura établi un contrat de sous-traitance.
4.5. COMITE PARTICULIER
Il est mis en place une instance consultative impartiale appelée Comité Particulier dont le secrétariat
est assuré par le CSTB. Sa mission est de donner un avis sur les décisions d’admission, d’extension ou
dans la cadre de la surveillance.
La composition du Comité Particulier est fixée de manière à respecter une représentation entre les différentes parties concernées qui ne conduise pas à la prédominance de l’une d’entre elles et qui garantisse leur pertinence :
un président choisi parmi les membres des collèges définis ci-après ; -
un vice-président, représentant du CSTB, -
un collège fabricants/titulaires : de 5 à 7 représentants ; -
un collège utilisateurs/prescripteurs : de 5 à 7 représentants ; -
un collège organismes techniques et administrations : de 4 à 5 représentants. -
AFNOR Certification est membre de ce comité.
Les représentants des organismes d’audit participent de droit aux réunions du Comité Particulier.
Le Comité Particulier émet des avis de décision et ses membres ne peuvent recevoir aucune
rétribution à raison des fonctions qui leur sont confiées. La durée du mandat des membres est de 3
ans. Ce mandat est renouvelable par tacite reconduction. La présidence du Comité Particulier peut changer tous les ans.
Les membres du Comité Particulier s'engagent formellement à garder la confidentialité des informations notamment à caractère individuel qui leur sont communiquées.
En cas de vote, le Comité Particulier se prononce à la majorité simple de ses membres présents ou représentés, sous la double condition suivante :
de représentation effective du collège représentant les demandeurs ou titulaires, d'une part, -et du collège représentant les utilisateurs et prescripteurs, d'autre part (non représentativité d’un intérêt) ;
qu'aucun de ces collèges ne possède la majorité des présents ou représentés (prédominance -d’un intérêt).
Dans le cas contraire, il est alors procédé soit à une consultation écrite, soit à une nouvelle réunion.
Référentiel de certification de la marque NF
Page | 26
Référentiel de certification de la marque NF126 Révision n°11
4.6. COMITE DURABILITE
Sur recommandation du Comité Durabilité, le CSTB se prononce sur la qualification des compositions vinyliques au regard des prescriptions de la norme NF EN 12608 et des spécifications complémentaires décrites dans le présent référentiel et délivrera des attestations (autorisation de fabriquer les
compositions vinyliques qualifiées) aux entreprises qui feront la demande.
Le secrétariat est assuré par le CSTB.
Les membres de ce comité désignés « groupe d’experts » sont nommés par l’organisme mandaté. Le mandat des membres est de 3 ans ; il est renouvelable par tacite reconduction.
Le Comité Durabilité est composé d’un président et de 9 experts (notamment extrudeurs, producteurs de matières premières, fabricants de composition vinylique à façon).
Référentiel de certification de la marque NF
Page | 27
Référentiel de certification de la marque NF126 Révision n°11
LEXIQUE PARTIE 5
Accord du droit d'usage de la marque NF : Autorisation accordée par AFNOR Certification et notifiée par le CSTB à un demandeur d'apposer la marque NF sur le produit pour lequel la demande a été effectuée
Admission :
Demande par laquelle un demandeur sollicite pour la première fois le droit d’usage de la marque NF126 pour un produit ; il
déclare connaître le présent référentiel de certification et s’engage à le respecter
Admission complémentaire : Demande par laquelle un titulaire souhaite bénéficier du droit d’usage de la marque NF pour un nouveau produit ou une
nouvelle entité de production
Audit : Voir norme NF EN ISO 9001
Avertissement : Sanction non suspensive notifiée par le CSTB, le produit est
toujours marqué mais le titulaire doit corriger les écarts constatés dans un délai défini. Lorsqu’un avertissement est accompagné d’un accroissement des contrôles, les actions doivent être engagées dans un délai défini. L’avertissement ne peut être renouvelable qu’une seule fois.
Demandeur / titulaire: Personne morale qui assure la maîtrise et/ou la responsabilité du
respect de l’ensemble des exigences définies dans le référentiel de certification de la marque NF. Ces exigences couvrent au moins les étapes suivantes : conception, fabrication,
assemblage, contrôle qualité, marquage, conditionnement ainsi que la mise sur le marché et précisent les points critiques des différentes étapes. Toute personne qui modifie le contenant et/ou le contenu du
produit (par exemple, ensachage ou distribution en vrac de ciment), devient un demandeur et ne peut pas être considéré comme un distributeur. A ce titre, cette personne doit faire une demande d’admission du droit d’usage.
Extension : Demande par laquelle un titulaire sollicite l’extension du droit d’usage de la marque NF qu’il possède à une composition vinylique qualifiée ou à de nouveaux profilés
Fiche de Déclaration Environnementale et Sanitaire (FDES) :
Données basées sur l’analyse du cycle de vie du produit, servant au calcul des impacts environnementaux des ouvrages dans lequel le produit visé par la FDES est susceptible d’être intégré
(voir également www.inies.fr)
Cette FDES est établie sous la responsabilité du demandeur/titulaire (fiche individuelle) ou un syndicat (fiche
collective).
Note : d’autres déclarations environnementales sont reconnues comme équivalentes, notamment les « Environmental Product Declaration » (EPD) et « Profil Environmental Product » (PEP).

Référentiel de certification de la marque NF
Page | 28
Référentiel de certification de la marque NF126 Révision n°11
Mandataire : Personne morale ou physique implantée dans l'E.E.E qui a une fonction de représentation du demandeur/titulaire hors E.E.E et dispose d’un mandat écrit de celui-ci lui signifiant qu’il peut agir en son nom et précisant dans quel cadre (missions et
responsabilités associées et aspects financiers, réclamations, interlocuteur de l’organisme certificateur, entre autres) dans le processus de certification de la marque NF suivant les dispositions du référentiel de certification. Le mandataire peut être le distributeur ou l’importateur, ses différentes fonctions sont clairement identifiées. La notion de mandataire est indispensable dès lors que des
demandeurs se trouvent hors de l’E.E.E. La notion de distributeur peut selon les marchés, ne pas être pertinente.
Observation : Remarque permettant d'attirer l'attention d'un titulaire sur une
non-conformité mineure afin d'éviter une dérive qui aboutirait à un avertissement.
Produit : Elément résultant d’un process ou d’un processus de fabrication,
provenant d’une unité de fabrication déterminée, défini par une marque commerciale et/ou une référence commerciale spécifique avec des caractéristiques techniques spécifiques
Recevabilité : Etude d'un dossier qui permet de procéder à l'instruction de la demande. La recevabilité porte sur les parties administrative et technique du dossier.
Reconduction :
Demande par laquelle le titulaire sollicite la reconduction du droit
d’usage de la marque NF avant la fin de la validité de son certificat NF
Référentiel de certification : Document technique définissant les caractéristiques que doit présenter un produit, un service ou une combinaison de produits et de services, et les modalités de contrôle de la conformité à ces caractéristiques, ainsi que les modalités de communication sur la certification (y compris le contenu des informations)
Retrait du droit d’usage : Décision notifiée par le CSTB qui annule le droit d'usage de la marque NF. Le retrait peut être prononcé à titre de sanction ou en cas d'abandon du droit d'usage de la marque NF par le titulaire
Sous-traitance : Entreprise effectuant une partie des étapes de production du produit certifié, sous contrôle du titulaire de la marque NF
Suspension :
La suspension est accompagnée de l'interdiction d'apposer la marque sur la production à venir. Elle doit être d’une durée maximale de 6 mois, renouvelable une fois, à l’issue de laquelle un retrait doit être prononcé si aucune action n’a été engagée par le titulaire. Les notifications de sanction touchant au droit d’usage (suspension/retrait) sont signées par le représentant légal, décideur de l’organisme certificateur.
Titulaire : Personne morale qui assure la maîtrise et/ou la responsabilité du respect de l’ensemble des exigences définies dans le référentiel de certification de la marque NF126. Ces exigences couvrent au moins les étapes suivantes : conception, fabrication, assemblage, contrôle qualité, marquage, conditionnement ainsi que la mise sur le marché et précisent les points critiques des différentes étapes.
Référentiel de certification de la marque NF
Page | 29
Référentiel de certification de la marque NF126 Révision n°11
ANNEXE TECHNIQUE PARTIE 6
6.1. SPECIFICATIONS COMPLEMENTAIRES
En complément des exigences fixées dans ce référentiel, les produits doivent répondre aux spécifications complémentaires définies dans les documents techniques suivants :
document technique n°1A : qualification de la composition vinylique, -
document technique n°1B : durabilité de la composition vinylique, -
document technique n°1C : composition vinylique destinée au DOM-TOM, -
document technique n°1D : modification de teinte de la composition vinylique qualifiée, -
document technique n°1E : modification de l’un des composants de la composition vinylique -qualifiée,
document technique n°2 : épaisseurs des parois des profilés principaux, -
document technique n°3 : profilés avec matière recyclée ou retransformée. -
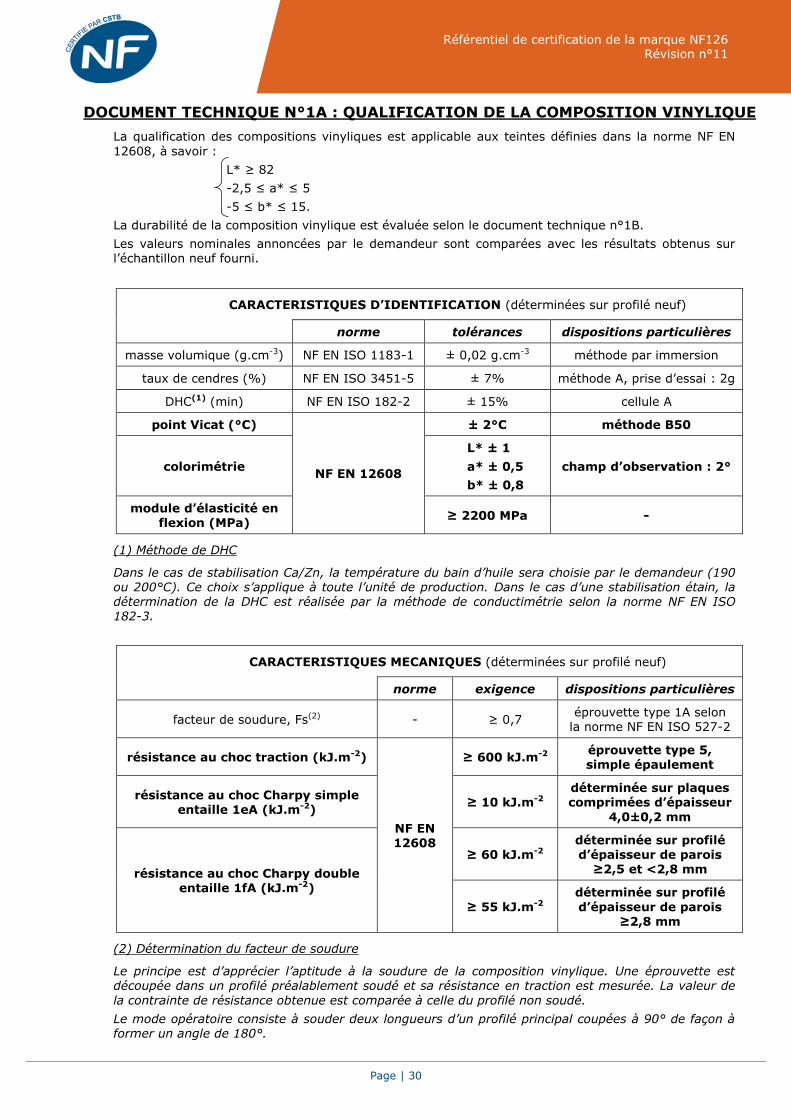
Référentiel de certification de la marque NF
Page | 30
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°1A : QUALIFICATION DE LA COMPOSITION VINYLIQUE
La qualification des compositions vinyliques est applicable aux teintes définies dans la norme NF EN
12608, à savoir :
L* ≥ 82
-2,5 ≤ a* ≤ 5
-5 ≤ b* ≤ 15.
La durabilité de la composition vinylique est évaluée selon le document technique n°1B.
Les valeurs nominales annoncées par le demandeur sont comparées avec les résultats obtenus sur l’échantillon neuf fourni.
CARACTERISTIQUES D’IDENTIFICATION (déterminées sur profilé neuf)
norme tolérances dispositions particulières
masse volumique (g.cm-3) NF EN ISO 1183-1 ± 0,02 g.cm-3 méthode par immersion
taux de cendres (%) NF EN ISO 3451-5 ± 7% méthode A, prise d’essai : 2g
DHC(1) (min) NF EN ISO 182-2 ± 15% cellule A
point Vicat (°C)
NF EN 12608
± 2°C méthode B50
colorimétrie
L* ± 1
a* ± 0,5
b* ± 0,8
champ d’observation : 2°
module d’élasticité en flexion (MPa)
≥ 2200 MPa -
(1) Méthode de DHC
Dans le cas de stabilisation Ca/Zn, la température du bain d’huile sera choisie par le demandeur (190 ou 200°C). Ce choix s’applique à toute l’unité de production. Dans le cas d’une stabilisation étain, la détermination de la DHC est réalisée par la méthode de conductimétrie selon la norme NF EN ISO 182-3.
CARACTERISTIQUES MECANIQUES (déterminées sur profilé neuf)
norme exigence dispositions particulières
facteur de soudure, Fs(2) - ≥ 0,7 éprouvette type 1A selon
la norme NF EN ISO 527-2
résistance au choc traction (kJ.m-2)
NF EN 12608
≥ 600 kJ.m-2 éprouvette type 5, simple épaulement
résistance au choc Charpy simple entaille 1eA (kJ.m-2)
≥ 10 kJ.m-2 déterminée sur plaques comprimées d’épaisseur
4,0±0,2 mm
résistance au choc Charpy double entaille 1fA (kJ.m-2)
≥ 60 kJ.m-2 déterminée sur profilé d’épaisseur de parois
≥2,5 et <2,8 mm
≥ 55 kJ.m-2
déterminée sur profilé
d’épaisseur de parois ≥2,8 mm
(2) Détermination du facteur de soudure
Le principe est d’apprécier l’aptitude à la soudure de la composition vinylique. Une éprouvette est découpée dans un profilé préalablement soudé et sa résistance en traction est mesurée. La valeur de
la contrainte de résistance obtenue est comparée à celle du profilé non soudé.
Le mode opératoire consiste à souder deux longueurs d’un profilé principal coupées à 90° de façon à former un angle de 180°.
Référentiel de certification de la marque NF
Page | 31
Référentiel de certification de la marque NF126 Révision n°11
Les conditions de soudure doivent respecter les spécifications du producteur du profilé. La soudure est réalisée sur une soudeuse équipant les ateliers de fabrication de menuiserie par fusion sur une plaque chauffante, sans apport de matière. La largeur du bourrelet de soudure ne sera pas réduite par les couteaux d'ébavurage de la soudeuse à moins de 1 mm et le bourrelet de soudure n’est pas ragréé.
Pour réaliser l’essai, cinq éprouvettes de type 1A selon la norme NF EN ISO 527-2 sont découpées dans la paroi extérieure du profilé ainsi soudé, de façon telle que le plan de soudure soit perpendiculaire à l’axe de traction et situé au centre de la partie étroite de l’éprouvette.
La largeur de l’éprouvette est mesurée à 0,01mm près au centre de la partie étroite, au niveau du plan de soudure. L’épaisseur de l’éprouvette est celle de la partie étroite mesurée au plus près du bourrelet de soudure.
La force maximale de résistance à la traction est mesurée selon la norme NF EN ISO 527-2.
Vitesse d’essai : 5 mm.min-1
Le facteur de soudure est déterminé par Fs =
.
Rs : moyenne de la contrainte des 5 éprouvettes soudées (MPa)
Rp : moyenne de la contrainte des 5 éprouvettes non soudées (MPa)

Référentiel de certification de la marque NF
Page | 32
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°1B : DURABILITE DE LA COMPOSITION VINYLIQUE
Vieillissement artificiel
Le vieillissement artificiel(1) de la composition vinylique est réalisé selon la norme NF EN 513 avec les
conditions suivantes :
les éprouvettes exposées au vieillissement sont découpées dans un profilé de fenêtre dont -les parois ont une épaisseur conforme à la classe B selon la norme NF EN 12608,
les conditions d’exposition sont celles du climat M, -
le temps d’exposition est de 4000 heures. -
La résistance au choc Charpy et le mesurage de la colorimétrie avant et après vieillissement artificiel sont réalisés selon la norme NF EN 12608. Si les résultats sont satisfaisants, la composition vinylique
est qualifiée.
Cas particulier des teintes beiges :
Lorsque 2,5 < ∆b* ≤ 3 entre le profilé neuf et le profilé vieilli, l’aspect visuel sera apprécié par les membres du Comité Durabilité.
Vieillissement naturel
En complément à ce vieillissement artificiel, un vieillissement naturel doit être démarré au plus tard le mois précédent l’examen de la demande par le Comité Durabilité.
La station de vieillissement naturel(2) où sont exposés les profilés doit réunir les conditions
suivantes(3) :
assurer une irradiation annuelle de 6,6±0,5 GJ.m-2, -
bénéficier d’un ensoleillement annuel de 2950±150 heures. -
Les profilés sont exposés selon la norme NF EN ISO 877-1 avec un angle d’exposition de 45°. La génératrice de l’éprouvette est disposée horizontalement.
Le nettoyage à l’eau sans pression est autorisé sur les échantillons en cas de pollution par poussières
de sable ou de cendres en dehors des périodes de pluie.
Un échantillon de profilé témoin est conservé à l’abri de la lumière sur lequel seront repérées la face exposée et la face non exposée.
La durée d’exposition est de 2 ans. Un dépassement jusqu’à 6 mois est accepté. Au-delà de ce délai, les profilés exposés ne pourront pas être pris en compte pour la qualification. Le vieillissement naturel de 2 ans devra être renouvelé.
A l’issue de la première année de vieillissement, les caractéristiques de colorimétrie sont déterminées
par le laboratoire de la marque (à titre indicatif). Si le résultat de la mesure de l’échelle des gris réalisée selon la norme NF EN ISO 20105-A02 est supérieur ou égal à 3, la qualification de la composition vinylique est maintenue et le vieillissement naturel est poursuivi.
A l’issue des deux années de vieillissement naturel, les caractéristiques définies dans le tableau suivant sont vérifiées. Si elles répondent aux trois exigences requises, la qualification de la composition vinylique est maintenue.
normes exigences dispositions particulières
différence de couleur* NF ISO 7724-3
E*ab ≤ 5 et b* ≤ 3 b*≤ 2,5 pour les teintes beiges
champ d’observation : 2°
échelle des gris* NF EN ISO
20105-A02 ≥ 3 -
résistance au choc traction sur la face exposée au vieillissement (kJ.m-2)
NF EN ISO 8256
moyenne ≥ 250 kJ.m-2 et aucune valeur < 120 kJ.m-2
éprouvette type 5, simple épaulement
*entre le profilé témoin et le profilé vieilli
Cas particulier des teintes beiges :
Lorsque 2,5 < ∆b* ≤ 3 entre le profilé témoin et le profilé vieilli, l’aspect visuel sera apprécié par les membres du Comité Durabilité.
(1) Le vieillissement artificiel est réalisé au laboratoire du CSTB sauf au cas où une reconnaissance
réciproque serait établie entre le CSTB et un autre laboratoire.
(2) site indépendant accrédité selon la norme NF EN 17025 et reconnu par le CSTB
(3) Les stations de Bandol et de Sanary-sur-Mer répondent à ces conditions.
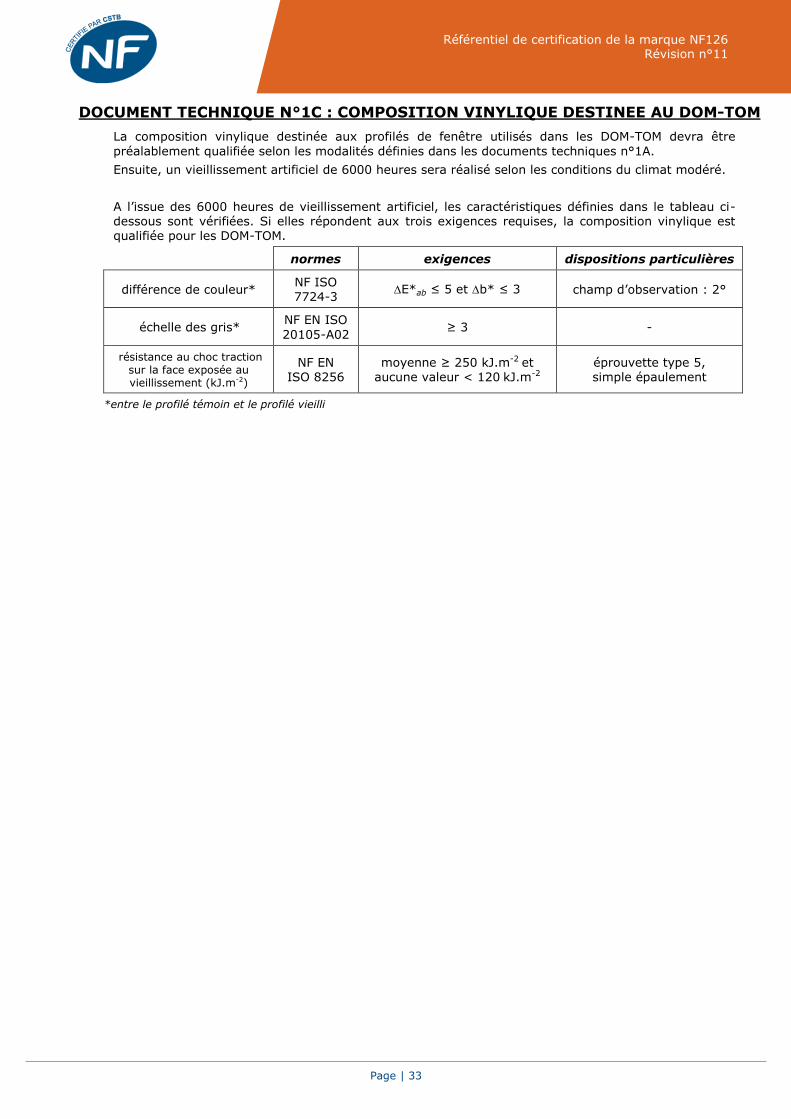
Référentiel de certification de la marque NF
Page | 33
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°1C : COMPOSITION VINYLIQUE DESTINEE AU DOM-TOM
La composition vinylique destinée aux profilés de fenêtre utilisés dans les DOM-TOM devra être
préalablement qualifiée selon les modalités définies dans les documents techniques n°1A.
Ensuite, un vieillissement artificiel de 6000 heures sera réalisé selon les conditions du climat modéré.
A l’issue des 6000 heures de vieillissement artificiel, les caractéristiques définies dans le tableau ci-dessous sont vérifiées. Si elles répondent aux trois exigences requises, la composition vinylique est qualifiée pour les DOM-TOM.
normes exigences dispositions particulières
différence de couleur* NF ISO 7724-3
E*ab ≤ 5 et b* ≤ 3 champ d’observation : 2°
échelle des gris* NF EN ISO
20105-A02 ≥ 3 -
résistance au choc traction sur la face exposée au vieillissement (kJ.m-2)
NF EN ISO 8256
moyenne ≥ 250 kJ.m-2 et aucune valeur < 120 kJ.m-2
éprouvette type 5, simple épaulement
*entre le profilé témoin et le profilé vieilli

Référentiel de certification de la marque NF
Page | 34
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°1D :
MODIFICATION DE TEINTE DE LA COMPOSITION VINYLIQUE QUALIFIEE
A partir d’une composition vinylique qualifiée initiale et pour laquelle des modifications de teinte sont envisagées (nuançage de coloris par la modification du taux et/ou de la nature des pigments de nuançage), notamment en beige ou gris clair, les essais suivants sont réalisés selon le cas.
1er cas
si L* ≤ 2
et a* ≤ 1 il n’y a pas d’essai de vieillissement à réaliser.
et b* ≤ 1,6
2ème cas
si 2 < L* ≤ 5
et/ou a* ≥ 1 un vieillissement artificiel de 4000 heures doit être effectué.
et/ou b* ≥ 1,6
Dans ce cas, il ne sera pas nécessaire de réaliser les essais de choc Charpy simple entaille et de facteur de soudure. Les valeurs déterminées sur la composition vinylique initialement qualifiée seront prises en compte.
3ème cas
Si L* ≥ 5, un vieillissement artificiel de 4000 heures et un vieillissement naturel de 2 ans doivent
être réalisés (conformément aux documents techniques n° 1A et 1B).
Référentiel de certification de la marque NF
Page | 35
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°1E :
MODIFICATION DE L’UN DES COMPOSANTS DE LA COMPOSITION VINYLIQUE QUALIFIEE
Au préalable, les caractéristiques d’identification (identiques à celles déposées lors de la qualification initiale) doivent être conservées.
Cas du one-pack de stabilisant thermique
Si l’on change de référence de one-pack (qu’il soit défini par un fournisseur ou qu’il appartienne au détenteur de la formule et préparé à façon), un vieillissement artificiel et un vieillissement naturel de 2 ans seront effectués selon les documents techniques n°1A et 1B.

Référentiel de certification de la marque NF
Page | 36
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°2 : EPAISSEURS DES PAROIS DES PROFILES PRINCIPAUX
La classe B selon la norme NF EN 12608 est celle retenue pour les épaisseurs de parois.
Les schémas de profilés de ce document technique sont des exemples de configurations de profilés existantes.
La légende des exigences des épaisseurs minimales ci-dessous devra être reprise sur les plans des profilés faisant l’objet d’une demande de certification.
2,5 mm
ou 2,0 mm
1,5 mm
sans prescription
Dormant large
Si le profilé est délignable, les cloisons intérieures apparaissant après délignage doivent avoir une
épaisseur minimale de 2 mm.
L’exigence d’épaisseur est différente selon la hauteur du nez du dormant.
> 2
8 m
m
< 2
8 m
m
H tot >
28 m
m>
28 m
m
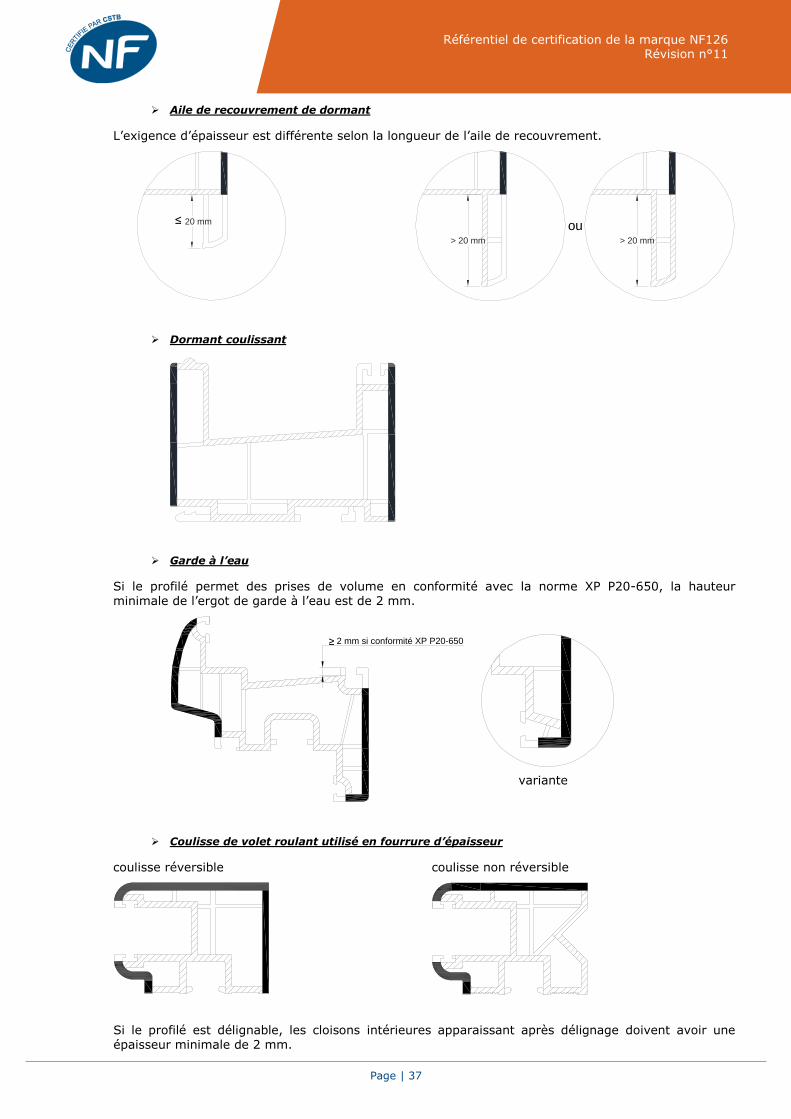
Référentiel de certification de la marque NF
Page | 37
Référentiel de certification de la marque NF126 Révision n°11
Aile de recouvrement de dormant
L’exigence d’épaisseur est différente selon la longueur de l’aile de recouvrement.
Dormant coulissant
Garde à l’eau
Si le profilé permet des prises de volume en conformité avec la norme XP P20-650, la hauteur minimale de l’ergot de garde à l’eau est de 2 mm.
variante
Coulisse de volet roulant utilisé en fourrure d’épaisseur
coulisse réversible coulisse non réversible
Si le profilé est délignable, les cloisons intérieures apparaissant après délignage doivent avoir une épaisseur minimale de 2 mm.
<= 20 mm
> 20 mm > 20 mm
>= 2 mm si conformité XP P20-650
≤ ou
≥
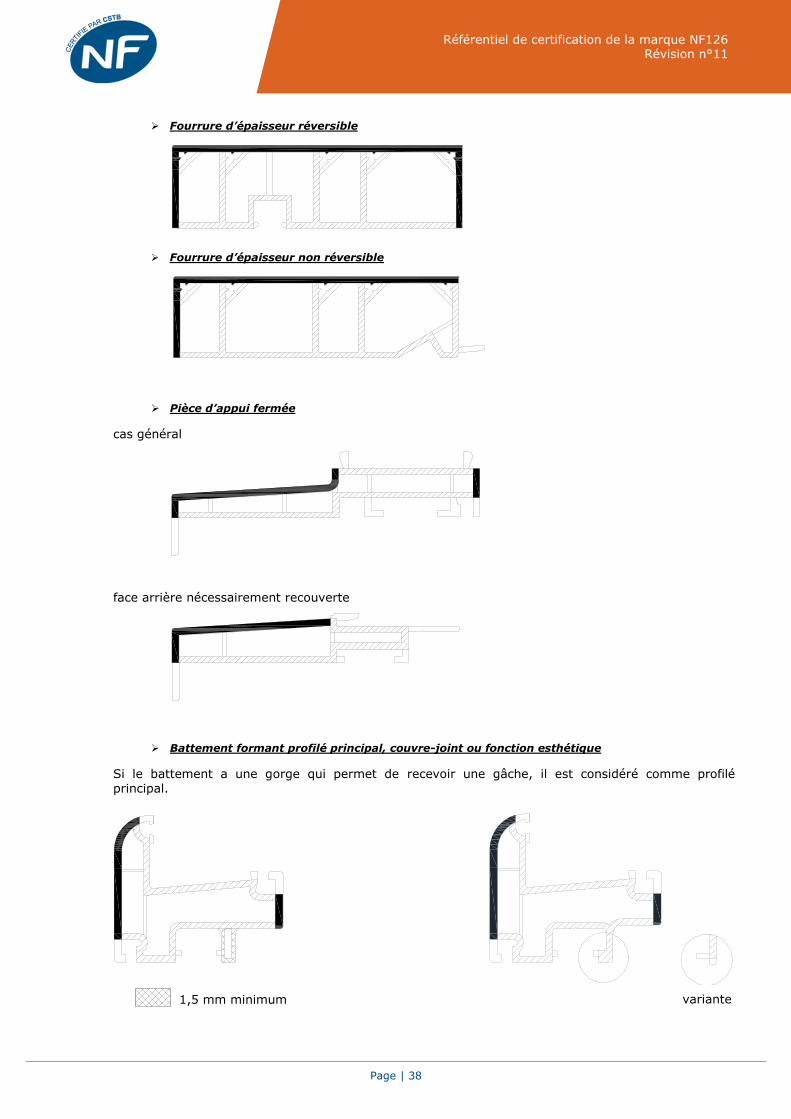
Référentiel de certification de la marque NF
Page | 38
Référentiel de certification de la marque NF126 Révision n°11
Fourrure d’épaisseur réversible
Fourrure d’épaisseur non réversible
Pièce d’appui fermée
cas général
face arrière nécessairement recouverte
Battement formant profilé principal, couvre-joint ou fonction esthétique
Si le battement a une gorge qui permet de recevoir une gâche, il est considéré comme profilé
principal.
1,5 mm minimum variante

Référentiel de certification de la marque NF
Page | 39
Référentiel de certification de la marque NF126 Révision n°11
Si le battement fait fonction de couvre-joint (avec ou sans rainure de joint), l’épaisseur minimale des parois extérieures et des autres parois est de 1,5 mm. Il est alors considéré comme un profilé secondaire.
1,5 mm minimum
Si le battement a seulement une fonction esthétique, il n’est pas imposé d’exigence d’épaisseur.
Profilés soudables
Les cloisons des chambres de drainage des profilés soudables ne doivent pas s’écarter de leur position théorique au-delà d’une valeur égale à 1 fois leur épaisseur.
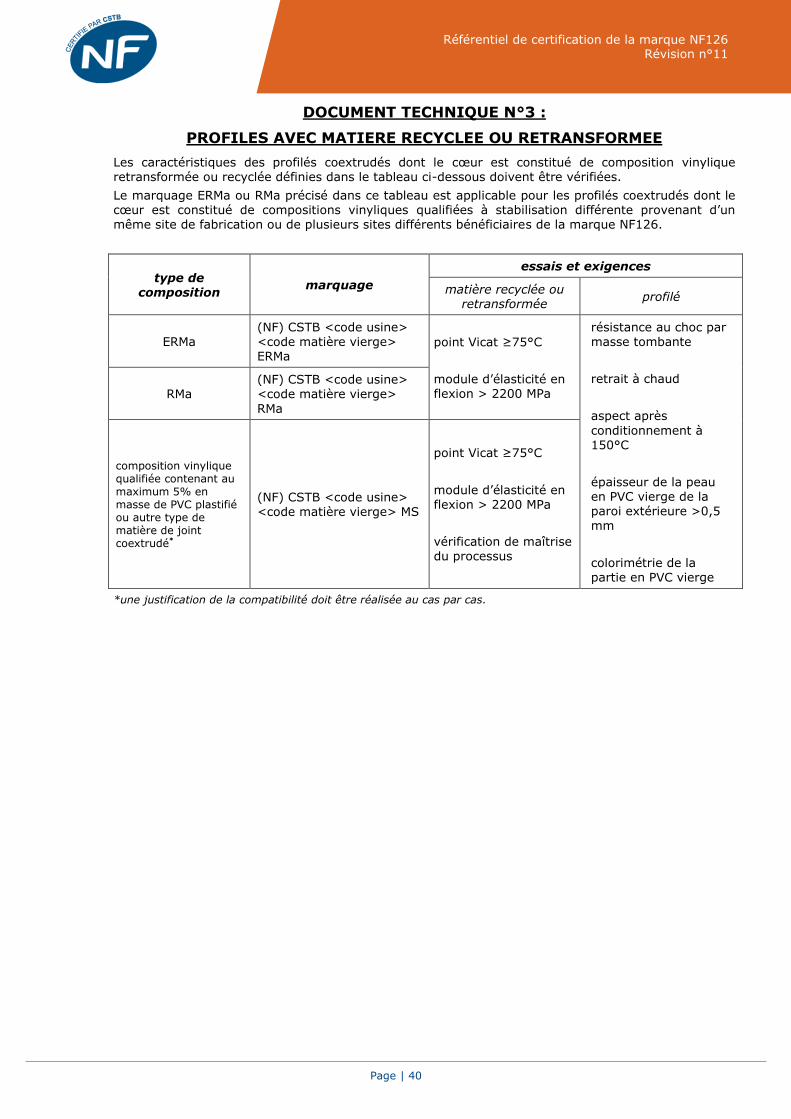
Référentiel de certification de la marque NF
Page | 40
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°3 :
PROFILES AVEC MATIERE RECYCLEE OU RETRANSFORMEE
Les caractéristiques des profilés coextrudés dont le cœur est constitué de composition vinylique retransformée ou recyclée définies dans le tableau ci-dessous doivent être vérifiées.
Le marquage ERMa ou RMa précisé dans ce tableau est applicable pour les profilés coextrudés dont le cœur est constitué de compositions vinyliques qualifiées à stabilisation différente provenant d’un même site de fabrication ou de plusieurs sites différents bénéficiaires de la marque NF126.
type de composition
marquage
essais et exigences
matière recyclée ou retransformée
profilé
ERMa
(NF) CSTB <code usine>
<code matière vierge> ERMa
point Vicat ≥75°C
module d’élasticité en flexion > 2200 MPa
résistance au choc par
masse tombante
retrait à chaud
aspect après
conditionnement à 150°C
épaisseur de la peau en PVC vierge de la paroi extérieure >0,5 mm
colorimétrie de la partie en PVC vierge
RMa (NF) CSTB <code usine> <code matière vierge>
RMa
composition vinylique qualifiée contenant au maximum 5% en masse de PVC plastifié ou autre type de matière de joint coextrudé*
(NF) CSTB <code usine> <code matière vierge> MS
point Vicat ≥75°C
module d’élasticité en flexion > 2200 MPa
vérification de maîtrise
du processus
*une justification de la compatibilité doit être réalisée au cas par cas.
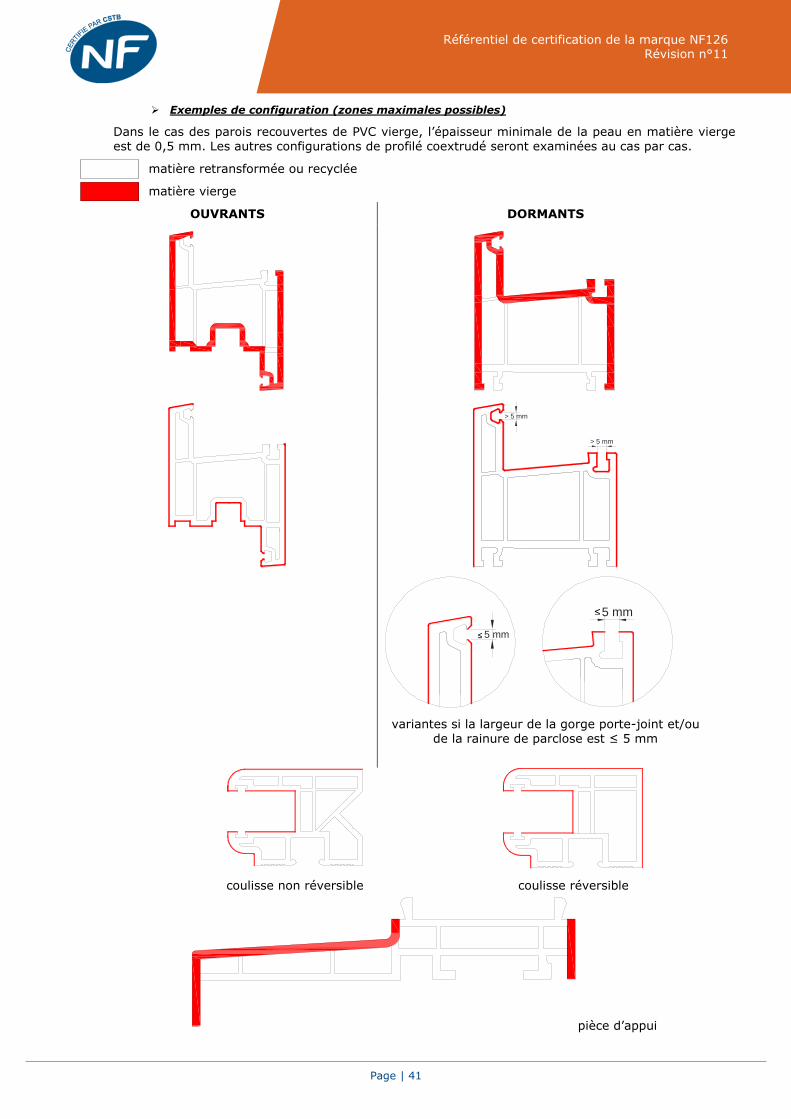
Référentiel de certification de la marque NF
Page | 41
Référentiel de certification de la marque NF126 Révision n°11
Exemples de configuration (zones maximales possibles)
Dans le cas des parois recouvertes de PVC vierge, l’épaisseur minimale de la peau en matière vierge est de 0,5 mm. Les autres configurations de profilé coextrudé seront examinées au cas par cas.
matière retransformée ou recyclée
matière vierge
OUVRANTS DORMANTS
variantes si la largeur de la gorge porte-joint et/ou de la rainure de parclose est ≤ 5 mm
coulisse non réversible coulisse réversible
pièce d’appui
> 5 mm
> 5 mm
< 5 mm
< 5 mm
≤
≤

Référentiel de certification de la marque NF
Page | 42
Référentiel de certification de la marque NF126 Révision n°11
Cas des compositions de teinte sombre sous DTA
COMPOSITION QUALIFIEE NF126 COMPOSITION DECLAREE DANS LE DTA
(matière destinée aux profilés qui seront plaxés ou recouverts par une autre technique)
VERIFICATIONS LORS DE L’INSTRUCTION :
- point Vicat ≥75°C - module d’élasticité en flexion >2200 MPa - masse volumique
broyage des propres chutes de
profilés de
l’extrudeur sur site
utilisation de la matière broyée au cœur du profilé principal coextrudé
marquage du profilé : (NF) CSTB <code usine> <code matière vierge>
COMPOSITION QUALIFIEE NF126
COMPOSITION DECLAREE DANS LE DTA (matière destinée aux profilés qui seront plaxés
ou recouverts par une autre technique)
broyage des chutes de profilés
provenant de l’extérieur du site
d’extrusion
utilisation de la matière broyée au cœur
du profilé principal coextrudé
marquage du profilé : (NF) CSTB <code usine> <code matière vierge> ERMa
vérifications à réception de chaque lot de matière broyée :
- point Vicat ≥75°C - module d’élasticité en flexion >2200 MPa - soudabilité du profilé (§5.9 selon NF EN 12608)
Référentiel de certification de la marque NF
Page | 43
Référentiel de certification de la marque NF126 Révision n°11
Demande d’autorisation d’un site de recyclage
La demande d’autorisation sera recevable si le demandeur réunit les conditions suivantes :
identifier les big-bags et préciser que cette composition est exclusivement destinée au cœur -des profilés coextrudés (qui auront, à minima, le marquage RMa),
réaliser les essais de contrôle pour chaque lot fabriqué (point Vicat, module d’élasticité en -
flexion et masse volumique),
valider sur profilé de fenêtre, pour chaque lot fabriqué, les paramètres de rhéologie et la -soudabilité (§5.9 de la norme NF EN 12608).
Une sous-traitance de ces essais est possible mais reste sous la responsabilité du demandeur. Dans ce cas, un rapport d’essais sera établi par le sous-traitant et transmis au demandeur.
Le sous-traitant peut être l’utilisateur de la matière.
Si ces conditions sont réunies, le site de production de la matière recyclée est qualifié.
Un audit d’admission (voir §3.3.1) afin de vérifier le processus de recyclage ainsi que la traçabilité de l’ensemble des lots sera effectué.
Deux audits par an (voir §3.3.2) seront réalisés au cours desquels des prélèvements seront effectués. Des essais de vérification de point Vicat, module d’élasticité en flexion et masse volumique seront
réalisés au laboratoire de la marque.
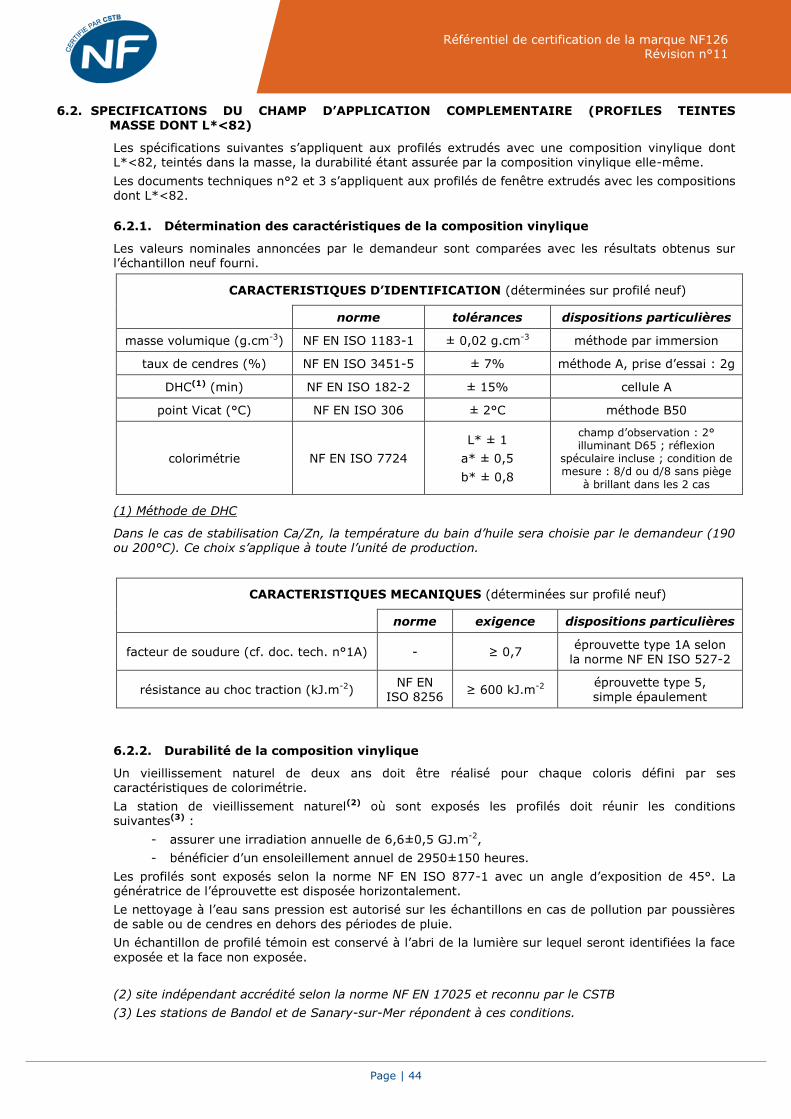
Référentiel de certification de la marque NF
Page | 44
Référentiel de certification de la marque NF126 Révision n°11
6.2. SPECIFICATIONS DU CHAMP D’APPLICATION COMPLEMENTAIRE (PROFILES TEINTES MASSE DONT L*<82)
Les spécifications suivantes s’appliquent aux profilés extrudés avec une composition vinylique dont L*<82, teintés dans la masse, la durabilité étant assurée par la composition vinylique elle-même.
Les documents techniques n°2 et 3 s’appliquent aux profilés de fenêtre extrudés avec les compositions dont L*<82.
6.2.1. Détermination des caractéristiques de la composition vinylique
Les valeurs nominales annoncées par le demandeur sont comparées avec les résultats obtenus sur l’échantillon neuf fourni.
CARACTERISTIQUES D’IDENTIFICATION (déterminées sur profilé neuf)
norme tolérances dispositions particulières
masse volumique (g.cm-3) NF EN ISO 1183-1 ± 0,02 g.cm-3 méthode par immersion
taux de cendres (%) NF EN ISO 3451-5 ± 7% méthode A, prise d’essai : 2g
DHC(1) (min) NF EN ISO 182-2 ± 15% cellule A
point Vicat (°C) NF EN ISO 306 ± 2°C méthode B50
colorimétrie NF EN ISO 7724
L* ± 1
a* ± 0,5
b* ± 0,8
champ d’observation : 2° illuminant D65 ; réflexion
spéculaire incluse ; condition de mesure : 8/d ou d/8 sans piège
à brillant dans les 2 cas
(1) Méthode de DHC
Dans le cas de stabilisation Ca/Zn, la température du bain d’huile sera choisie par le demandeur (190 ou 200°C). Ce choix s’applique à toute l’unité de production.
CARACTERISTIQUES MECANIQUES (déterminées sur profilé neuf)
norme exigence dispositions particulières
facteur de soudure (cf. doc. tech. n°1A) - ≥ 0,7 éprouvette type 1A selon
la norme NF EN ISO 527-2
résistance au choc traction (kJ.m-2) NF EN
ISO 8256 ≥ 600 kJ.m-2
éprouvette type 5, simple épaulement
6.2.2. Durabilité de la composition vinylique
Un vieillissement naturel de deux ans doit être réalisé pour chaque coloris défini par ses
caractéristiques de colorimétrie.
La station de vieillissement naturel(2) où sont exposés les profilés doit réunir les conditions suivantes(3) :
assurer une irradiation annuelle de 6,6±0,5 GJ.m-2, -
bénéficier d’un ensoleillement annuel de 2950±150 heures. -
Les profilés sont exposés selon la norme NF EN ISO 877-1 avec un angle d’exposition de 45°. La génératrice de l’éprouvette est disposée horizontalement.
Le nettoyage à l’eau sans pression est autorisé sur les échantillons en cas de pollution par poussières de sable ou de cendres en dehors des périodes de pluie.
Un échantillon de profilé témoin est conservé à l’abri de la lumière sur lequel seront identifiées la face
exposée et la face non exposée.
(2) site indépendant accrédité selon la norme NF EN 17025 et reconnu par le CSTB
(3) Les stations de Bandol et de Sanary-sur-Mer répondent à ces conditions.

Référentiel de certification de la marque NF
Page | 45
Référentiel de certification de la marque NF126 Révision n°11
A l’issue de deux années de vieillissement, l’aspect est vérifié et un examen visuel est réalisé par les membres du Comité Durabilité.
Les caractéristiques définies dans le tableau suivant doivent répondre aux trois exigences requises.
normes exigences dispositions particulières
différence de couleur* NF ISO 7724-3
b* ≤ 3 champ d’observation : 2°
échelle des gris* NF EN ISO 20105-A02
≥ 3 -
résistance au choc traction sur la face exposée au vieillissement (kJ.m-2)
NF EN ISO 8256
moyenne ≥ 250 kJ.m-2 et aucune valeur < 120 kJ.m-2
éprouvette type 5, simple épaulement
*entre le profilé témoin et le profilé vieilli
Si 2,5 < b* ≤ 3, l’aspect visuel sera à l’appréciation des membres du Comité Durabilité.
Les conclusions de cette appréciation priment sur la mesure de la différence de couleur.
Une exposition de 2 années supplémentaires est prévue pour les stabilisations Ca/Zn et pour tout
nouveau type de stabilisation afin de vérifier l’aspect après 4 ans de vieillissement naturel.
Référentiel de certification de la marque NF
Page | 46
Référentiel de certification de la marque NF126 Révision n°11
6.3. EXIGENCES SPECIFIQUES AUX CONTROLES DES PRODUITS
En complément des exigences fixées dans ce référentiel, les produits doivent répondre aux exigences spécifiques définies ci-après.
Le demandeur/titulaire doit disposer des moyens nécessaires aux contrôles et essais définis par les
normes, documents de référence et spécifications complémentaires fixées au paragraphe 2.3 du référentiel. Le demandeur/titulaire s’engage à procéder à un contrôle régulier de sa production.
Les opérations de contrôle s’organisent en trois phases décrites dans les documents techniques suivants :
document technique n°4 : contrôles sur les constituants de la composition vinylique -qualifiée,
document technique n°5 : contrôles en cours de fabrication, -
document technique n°6 : contrôles et essais sur les profilés de fenêtres. -
Les modalités, fréquences et résultats de ces contrôles seront vérifiés lors de la visite d’admission de la marque NF et feront l’objet d’un suivi par le CSTB lors des audits.
Référentiel de certification de la marque NF
Page | 47
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°4 :
CONTROLES SUR LES CONSTITUANTS DE LA COMPOSITION VINYLIQUE QUALIFIEE
Le demandeur/titulaire est tenu d'exercer un contrôle à réception.
Ces contrôles, dont la teneur peut varier selon la structure du contrôle interne du demandeur/titulaire et les garanties de régularité apportées par ses fournisseurs, comporte généralement :
des contrôles à réception permettant l’acceptation de la livraison, -
des contrôles de qualité permettant l’appréciation de la conformité et/ou la régularité des -
constituants du produit par rapport aux caractéristiques attendues.
Les modalités, fréquences et résultats des contrôles seront vérifiés lors de la visite d’admission à la marque NF126 et feront l’objet d’un suivi par le CSTB.
Cas n°1 : extrudeur ne fabriquant pas la composition vinylique qualifiée utilisée pour l’extrusion de ses profilés
L’extrudeur utilise la composition vinylique qualifiée d’un producteur ou fait réaliser un mélange à façon par un producteur.
L’unité d’extrusion doit procéder à un contrôle réception des compositions vinyliques fournies comprenant :
une vérification des fiches et des certificats d’attestation de conformité délivrés avec chaque -lot,
un contrôle de l’aptitude à l’extrusion des compositions vinyliques fournies par une extrusion -pilote (extrudeuse de laboratoire ou extrudeuse de production désignée) ainsi qu’une mesure
de colorimétrie (voir tableau des caractéristiques d’identification – document technique n°1A).
L’unité de production de la composition vinylique peut effectuer une extrusion pilote sur une extrudeuse de laboratoire. Dans ce cas, les unités d’extrusion sont dispensées de cet essai. La fiche d’analyse remise à chaque lot livré comportera obligatoirement les écarts des caractéristiques colorimétriques (définis dans le cahier des charges sur lequel les deux parties se sont engagées).
Cas n°2 : extrudeur fabriquant lui-même la composition vinylique qualifiée utilisée
pour l’extrusion de ses profilés
L’extrudeur fabriquant lui-même la composition vinylique fait l’objet d’un suivi régulier par le CSTB. Il est tenu d'exercer un contrôle à leur réception et en tous cas avant utilisation sur l’ensemble des constituants entrant dans la fabrication de la composition vinylique. Il doit justifier de la qualité de ses produits selon les dispositions suivantes qui concernent :
A) les matières premières, -
B) le contrôle du process, -
C) le contrôle de la composition vinylique finale. -

Référentiel de certification de la marque NF
Page | 48
Référentiel de certification de la marque NF126 Révision n°11
A) Les matières premières
Les attestations de conformité des matières premières des fabricants sont fournies pour :
le PVC, -
le dioxyde de titane, -
les charges, -
les stabilisants ou one pack (mélange de stabilisants), -
les adjuvants de mise en œuvre. -
Ces attestations sont conservées au laboratoire.
fournisseur de matière première certifié NF EN ISO 9001
fournisseur de matière première non certifié NF EN ISO 9001
(contrôle à réception sur chaque lot)
bulletin d’analyse de chaque lot livré qui n’est pas à fournir à chaque lot si un cahier des charges est établi avec l’extrudeur (ces bulletins doivent rester disponibles)
conformité du PVC au cahier des charges :
humidité -
tamisage - points noirs - fluidité -
autres constituants : voir schéma ci-dessous
Etape 1 :
Etape 2 :
- PVC - dioxyde de titane
- one pack ou stabilisants - lubrifiants
- carbonate de calcium - autres adjuvants
bande extrudée
bande calandrée
ou
contrôle de la stabilité
thermique de la bande au
four
mesure du foncement de la couleur
composition vinylique de référence
- PVC
- dioxyde de titane - one pack ou stabilisants
- lubrifiants - carbonate de calcium
- autres adjuvants
bande extrudée
bande calandrée
ou
contrôle de la stabilité
thermique de la bande au
four
mesure du foncement de la couleur et de la
colorimétrie lors de
la réception du carbonate de calcium
composition vinylique incorporant le nouveau lot livré d’un des constituants
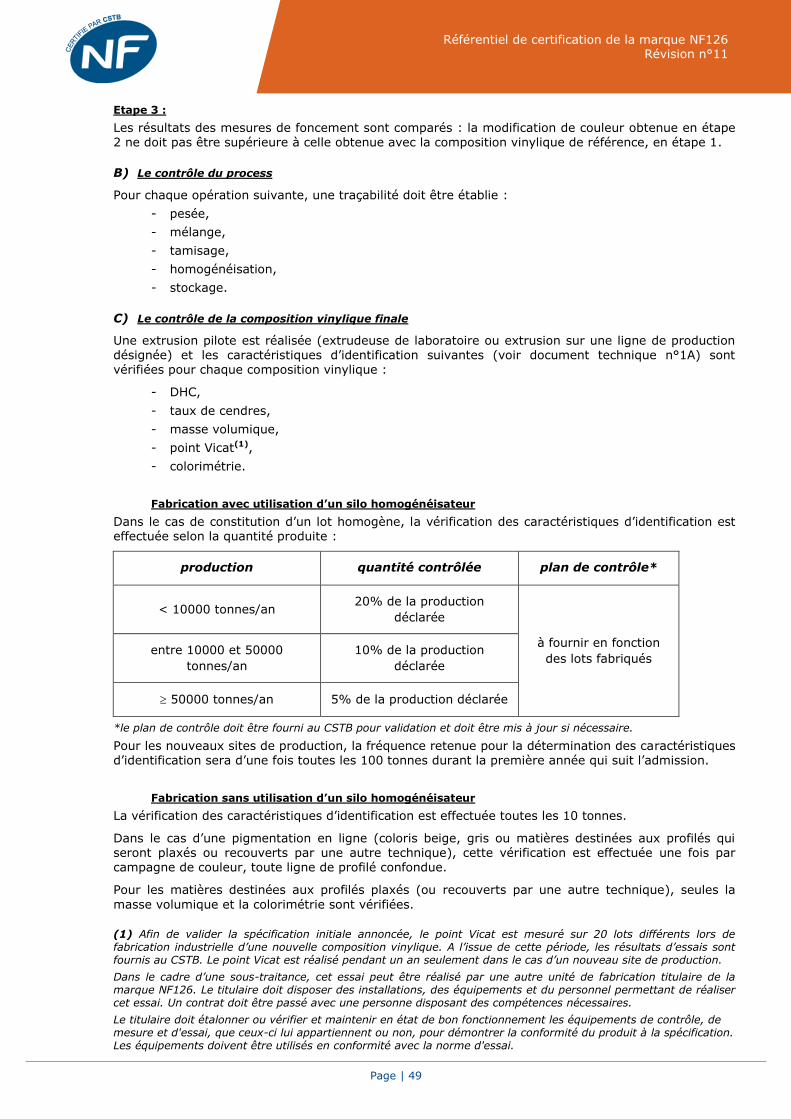
Référentiel de certification de la marque NF
Page | 49
Référentiel de certification de la marque NF126 Révision n°11
Etape 3 :
Les résultats des mesures de foncement sont comparés : la modification de couleur obtenue en étape 2 ne doit pas être supérieure à celle obtenue avec la composition vinylique de référence, en étape 1.
B) Le contrôle du process
Pour chaque opération suivante, une traçabilité doit être établie :
pesée, -
mélange, -
tamisage, -
homogénéisation, -
stockage. -
C) Le contrôle de la composition vinylique finale
Une extrusion pilote est réalisée (extrudeuse de laboratoire ou extrusion sur une ligne de production désignée) et les caractéristiques d’identification suivantes (voir document technique n°1A) sont vérifiées pour chaque composition vinylique :
DHC, -
taux de cendres, -
masse volumique, -
point Vicat(1), -
colorimétrie. -
Fabrication avec utilisation d’un silo homogénéisateur
Dans le cas de constitution d’un lot homogène, la vérification des caractéristiques d’identification est effectuée selon la quantité produite :
production quantité contrôlée plan de contrôle*
< 10000 tonnes/an 20% de la production
déclarée
à fournir en fonction
des lots fabriqués entre 10000 et 50000
tonnes/an
10% de la production
déclarée
50000 tonnes/an 5% de la production déclarée
*le plan de contrôle doit être fourni au CSTB pour validation et doit être mis à jour si nécessaire.
Pour les nouveaux sites de production, la fréquence retenue pour la détermination des caractéristiques d’identification sera d’une fois toutes les 100 tonnes durant la première année qui suit l’admission.
Fabrication sans utilisation d’un silo homogénéisateur
La vérification des caractéristiques d’identification est effectuée toutes les 10 tonnes.
Dans le cas d’une pigmentation en ligne (coloris beige, gris ou matières destinées aux profilés qui seront plaxés ou recouverts par une autre technique), cette vérification est effectuée une fois par campagne de couleur, toute ligne de profilé confondue.
Pour les matières destinées aux profilés plaxés (ou recouverts par une autre technique), seules la
masse volumique et la colorimétrie sont vérifiées.
(1) Afin de valider la spécification initiale annoncée, le point Vicat est mesuré sur 20 lots différents lors de fabrication industrielle d’une nouvelle composition vinylique. A l’issue de cette période, les résultats d’essais sont fournis au CSTB. Le point Vicat est réalisé pendant un an seulement dans le cas d’un nouveau site de production.
Dans le cadre d’une sous-traitance, cet essai peut être réalisé par une autre unité de fabrication titulaire de la marque NF126. Le titulaire doit disposer des installations, des équipements et du personnel permettant de réaliser cet essai. Un contrat doit être passé avec une personne disposant des compétences nécessaires.
Le titulaire doit étalonner ou vérifier et maintenir en état de bon fonctionnement les équipements de contrôle, de mesure et d'essai, que ceux-ci lui appartiennent ou non, pour démontrer la conformité du produit à la spécification. Les équipements doivent être utilisés en conformité avec la norme d'essai.

Référentiel de certification de la marque NF
Page | 50
Référentiel de certification de la marque NF126 Révision n°11
Cas n°3 : producteur de composition vinylique qualifiée
Ce cas est valable également pour une entreprise qui réalise, à la demande de l’extrudeur, un mélange à façon.
L’unité de production de compositions vinyliques fait l’objet d’un suivi régulier par le CSTB. Elle est
tenue d'exercer un contrôle à leur réception et en tous cas avant utilisation sur l’ensemble des constituants entrant dans la fabrication de la composition vinylique. Elle doit justifier de la qualité de ses produits selon les dispositions suivantes qui concernent :
A) les matières premières, -
B) le contrôle du process, -
C) le contrôle de la composition vinylique finale. -
Pour chaque livraison, le producteur de composition vinylique ou l’entreprise réalisant le mélange à
façon est tenu de délivrer à ses clients extrudeurs une attestation de conformité au cahier des charges établi entre eux. De plus, chaque lot pourra être accompagné d’une fiche reprenant les résultats d’essais de vérification des caractéristiques d'identification obtenus sur le prélèvement correspondant
à cette livraison.
L’unité de production de la composition vinylique peut effectuer une extrusion pilote sur une extrudeuse de laboratoire. Dans ce cas, les unités d’extrusion sont dispensées de cet essai. La fiche
d’analyse remise à chaque lot livré comportera obligatoirement les écarts des caractéristiques colorimétriques (définis dans le cahier des charges sur lequel les deux parties se sont engagées).
A) Les matières premières
Les attestations de conformité des matières premières des fabricants sont fournies pour :
le PVC, -
le dioxyde de titane, -
les charges, -
les stabilisants ou one pack (mélange de stabilisants), -
les adjuvants de mise en œuvre. -
Ces attestations sont conservées au laboratoire.
fournisseur de matière première certifié NF EN ISO 9001
fournisseur de matière première non
certifié NF EN ISO 9001 (contrôle à réception sur chaque lot)
bulletin d’analyse de chaque lot livré qui n’est pas à fournir à chaque lot si un cahier des charges est établi avec l’extrudeur (ces bulletins doivent rester disponibles)
conformité du PVC au cahier des charges :
humidité - tamisage -
points noirs - fluidité -
autres constituants : voir schéma ci-dessous
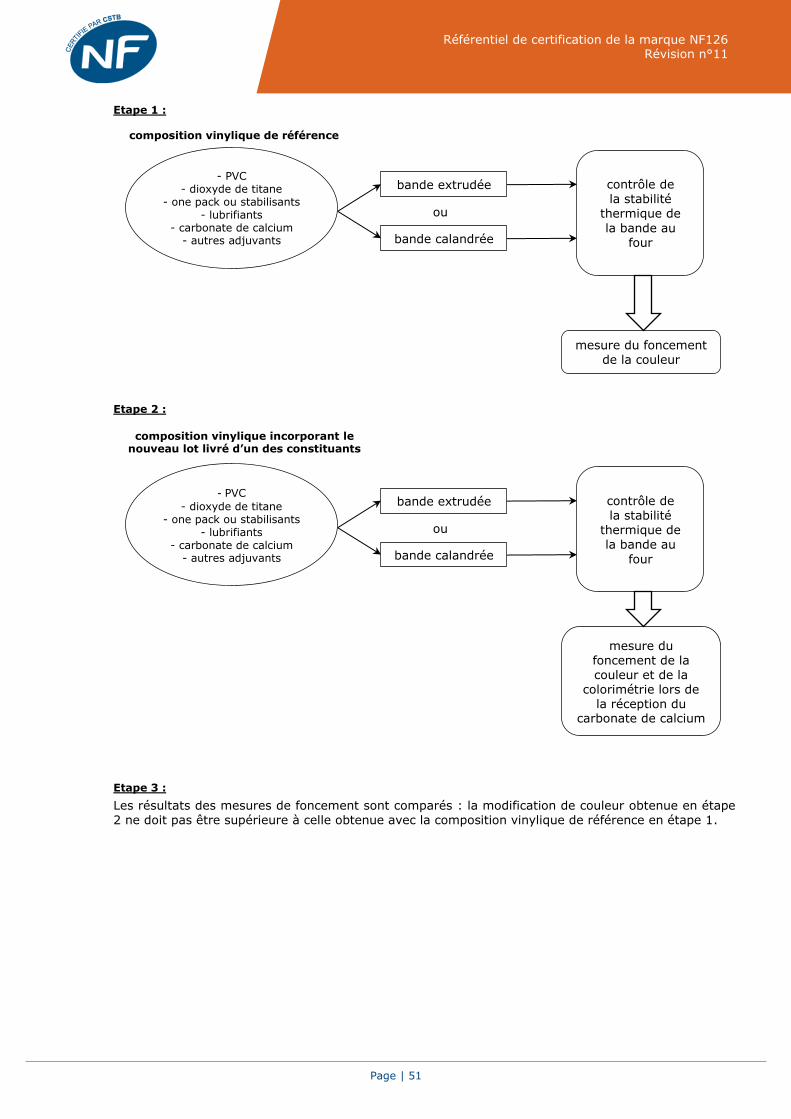
Référentiel de certification de la marque NF
Page | 51
Référentiel de certification de la marque NF126 Révision n°11
Etape 1 :
Etape 2 :
Etape 3 :
Les résultats des mesures de foncement sont comparés : la modification de couleur obtenue en étape 2 ne doit pas être supérieure à celle obtenue avec la composition vinylique de référence en étape 1.
- PVC - dioxyde de titane
- one pack ou stabilisants - lubrifiants
- carbonate de calcium - autres adjuvants
bande extrudée
bande calandrée
ou
contrôle de la stabilité
thermique de
la bande au four
mesure du foncement de la couleur
composition vinylique de référence
- PVC
- dioxyde de titane - one pack ou stabilisants
- lubrifiants - carbonate de calcium
- autres adjuvants
bande extrudée
bande calandrée
ou
contrôle de la stabilité
thermique de la bande au
four
mesure du foncement de la couleur et de la
colorimétrie lors de la réception du
carbonate de calcium
composition vinylique incorporant le nouveau lot livré d’un des constituants
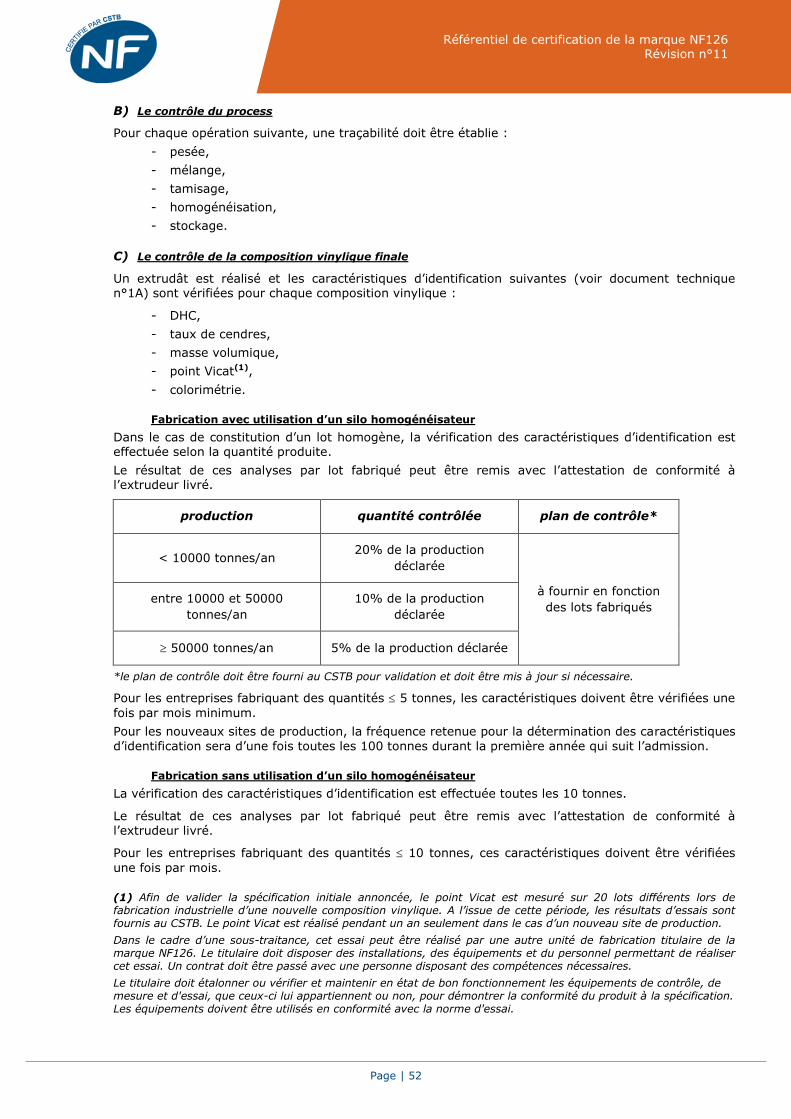
Référentiel de certification de la marque NF
Page | 52
Référentiel de certification de la marque NF126 Révision n°11
B) Le contrôle du process
Pour chaque opération suivante, une traçabilité doit être établie :
pesée, -
mélange, -
tamisage, -
homogénéisation, -
stockage. -
C) Le contrôle de la composition vinylique finale
Un extrudât est réalisé et les caractéristiques d’identification suivantes (voir document technique n°1A) sont vérifiées pour chaque composition vinylique :
DHC, -
taux de cendres, -
masse volumique, -
point Vicat(1), -
colorimétrie. -
Fabrication avec utilisation d’un silo homogénéisateur
Dans le cas de constitution d’un lot homogène, la vérification des caractéristiques d’identification est effectuée selon la quantité produite.
Le résultat de ces analyses par lot fabriqué peut être remis avec l’attestation de conformité à l’extrudeur livré.
production quantité contrôlée plan de contrôle*
< 10000 tonnes/an 20% de la production
déclarée
à fournir en fonction
des lots fabriqués entre 10000 et 50000
tonnes/an
10% de la production
déclarée
50000 tonnes/an 5% de la production déclarée
*le plan de contrôle doit être fourni au CSTB pour validation et doit être mis à jour si nécessaire.
Pour les entreprises fabriquant des quantités 5 tonnes, les caractéristiques doivent être vérifiées une
fois par mois minimum.
Pour les nouveaux sites de production, la fréquence retenue pour la détermination des caractéristiques
d’identification sera d’une fois toutes les 100 tonnes durant la première année qui suit l’admission.
Fabrication sans utilisation d’un silo homogénéisateur
La vérification des caractéristiques d’identification est effectuée toutes les 10 tonnes.
Le résultat de ces analyses par lot fabriqué peut être remis avec l’attestation de conformité à l’extrudeur livré.
Pour les entreprises fabriquant des quantités 10 tonnes, ces caractéristiques doivent être vérifiées
une fois par mois.
(1) Afin de valider la spécification initiale annoncée, le point Vicat est mesuré sur 20 lots différents lors de fabrication industrielle d’une nouvelle composition vinylique. A l’issue de cette période, les résultats d’essais sont fournis au CSTB. Le point Vicat est réalisé pendant un an seulement dans le cas d’un nouveau site de production.
Dans le cadre d’une sous-traitance, cet essai peut être réalisé par une autre unité de fabrication titulaire de la marque NF126. Le titulaire doit disposer des installations, des équipements et du personnel permettant de réaliser cet essai. Un contrat doit être passé avec une personne disposant des compétences nécessaires.
Le titulaire doit étalonner ou vérifier et maintenir en état de bon fonctionnement les équipements de contrôle, de mesure et d'essai, que ceux-ci lui appartiennent ou non, pour démontrer la conformité du produit à la spécification. Les équipements doivent être utilisés en conformité avec la norme d'essai.
Référentiel de certification de la marque NF
Page | 53
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°5 : CONTROLES EN COURS DE FABRICATION
Un contrôle en cours de fabrication doit être organisé par le demandeur/titulaire. Il concerne le produit
dans ses états intermédiaires aux principales étapes de sa fabrication et le suivi des consignes de réglage du matériel de production (machines de fabrication, outillages…).
Des instructions de contrôle doivent être formalisées et mises à la disposition des opérateurs.
Les résultats des contrôles sont enregistrés à chaque contrôle.
Si des résultats de contrôles indiquent que le produit ne satisfait pas aux exigences du présent référentiel de certification, les actions correctives nécessaires doivent être immédiatement mises en œuvre.
Le demandeur/titulaire doit disposer d’une procédure pour le traitement des non conformités, avec notamment :
une analyse permettant de déceler la cause de l’anomalie, -
une analyse permettant de déterminer l’impact de l’anomalie sur la production depuis le -
contrôle précédent,
une gestion garantissant que la mise en œuvre des actions correctives est efficace. -

Référentiel de certification de la marque NF
Page | 54
Référentiel de certification de la marque NF126 Révision n°11
DOCUMENT TECHNIQUE N°6 : CONTROLES ET ESSAIS SUR PROFILES DE FENETRES
Le demandeur/titulaire est tenu de vérifier les caractéristiques des produits finis avant leur livraison. Il
est responsable de l’organisation de ce contrôle.
Les contrôles et essais sur produits finis sont réalisés par le demandeur/titulaire suivant les normes et les spécifications complémentaires citées au paragraphe 2.3 du référentiel.
Les mesures des diverses caractéristiques contrôlées sont effectuées selon les modes opératoires définis dans les normes et les spécifications complémentaires citées au paragraphe 2.3 du référentiel.
Les contrôles sur produits finis sont exécutés par le laboratoire de l’unité de fabrication, sur le lieu de production par le demandeur/titulaire.
Le demandeur/titulaire devra obligatoirement procéder à des prélèvements de profilés en cours de fabrication pour effectuer les essais selon les normes et les spécifications complémentaires.
Le mode de prélèvement des échantillons nécessaires aux essais doit être décrit précisément dans le plan qualité du demandeur/titulaire et ne doit pas être laissé à la seule appréciation de l’opérateur.
La fréquence des essais et le mode d’échantillonnage des produits sont définis dans le tableau suivant :
essais fréquence
aspect
masse linéique
épaisseurs des parois extérieures(1)
1 fois par poste et par extrudeuse
résistance au choc par masse tombante(2) 1 essai toutes les 48h sur 5 éprouvettes issues d'une même barre et par extrudeuse (ou minimum 1 fois par campagne de production)
retrait à chaud(3)
1 essai toutes les 48h sur 3 éprouvettes issues d’une
même barre et par extrudeuse (ou minimum 1 fois
par campagne de production)
aspect après conditionnement à 150°C(4) 1 fois par semaine sur 2 éprouvettes issues d'une même barre et par extrudeuse (ou minimum 1 fois par campagne de production)
colorimétrie(5) 1 fois par poste sur 2 éprouvettes issues d'une même barre et par extrudeuse
écart de rectitude(6) 1 fois par poste sur 2 éprouvettes issues d'une même barre et par extrudeuse
(1) Epaisseurs des parois extérieures
La classe B définie dans la norme NF EN 12608 est celle retenue pour les épaisseurs de parois.
Dans le cas des profilés coextrudés, un colorant sera ajouté à l’une des deux matières (en permanence ou à chaque démarrage de campagne) afin de faciliter la mesure des épaisseurs. La
fréquence de mesure est au minimum 1 fois par 24 h et par extrudeuse.
(2) Résistance au choc par masse tombante
La classe I définie dans la norme NF EN 12608 est celle retenue dans le cadre de la marque NF126.
L’essai est réalisé, de préférence, de façon à ce que le point d’impact soit dans l’axe de la chambre la plus large adjacente à une face vue.
Aucune des 5 éprouvettes ne doit présenter de rupture. Si une casse est obtenue, la quantité sera augmentée à 10 éprouvettes et l’appréciation sera celle de la norme NF EN 477 sur l’ensemble des 10 éprouvettes. Dans ce cas, pas plus d’une seule éprouvette ne doit présenter de rupture.
Une hauteur de chute de 1,5 m est admise pour les unités qui utilisent cette disposition dans le cadre d’une autre certification. Si le résultat d’essai est non conforme à cette hauteur, l’essai devra être
renouvelé à une hauteur de chute de 1m sur 5 éprouvettes. Aucune des 5 éprouvettes ne doit présenter de rupture.
Cet essai n’est pas à réaliser sur les profilés de configuration arrondie.
Référentiel de certification de la marque NF
Page | 55
Référentiel de certification de la marque NF126 Révision n°11
(3) Retrait à chaud
Dans le cas d’une double extrusion, l’essai de retrait à chaud est réalisé sur les deux sorties.
(4) Aspect après conditionnement à 150°C
Dans le cas des profilés coextrudés, cet essai permet de vérifier s’il y a séparation entre le cœur et
l’enveloppe du profilé. La fréquence de l’essai est au minimum 1 fois par 24 h et par extrudeuse.
(5) Colorimétrie
La colorimétrie est mesurée avec un champ d’observation de 2°. Il est admis que cet essai soit réalisé avec un champ d’observation de 10° seulement si une corrélation a été établie entre les spécifications colorimétriques à 2° et celles à 10° (ceci uniquement en contrôle de production).
(6) Ecart de rectitude
Les profilés qui se soudent ou qui s’assemblent mécaniquement (meneaux et traverses) doivent faire
l’objet du contrôle de rectitude.
Adhésivité des profilés d’étanchéité coextrudés
L’essai d’adhésivité/cohésion est réalisé sur les profilés comportant un ou plusieurs profilés d’étanchéité coextrudés.
Sur un échantillon de profilé de 200 mm minimum, une amorce de rupture de 10 mm minimum est créée à l’interface profilé d’étanchéité/profilé PVC puis une traction perpendiculaire est exercée
manuellement à cette interface.
La rupture est caractérisée : cohésive ou adhésive. La force de rupture n’est pas enregistrée.
Profilés d’habillage, parclose et bavette
L’essai de résistance au choc par masse tombante et l’aspect après conditionnement à 150°C ne sont
pas à réaliser sur ces profilés.
Panneau de soubassement
L’aspect après conditionnement à 150°C n’est pas à réaliser sur le panneau de soubassement. De plus, l’essai de choc par masse tombante est réalisé à 6 J (masse : 1kg ; hauteur de chute : 0,6m).
Le demandeur/titulaire doit enregistrer les résultats des contrôles et essais définis dans ce document technique.
Si les résultats des contrôles sont non conformes et que la fréquence normale se révèle insuffisante, ces derniers doivent être renforcés et les causes de défaillance doivent être décelées afin d’y remédier en complétant, si nécessaire, les contrôles de fabrication.
Le demandeur/titulaire doit disposer d’une procédure pour le traitement des non-conformités, avec
notamment :
une analyse permettant de déceler la cause de l’anomalie ; -
une analyse permettant de déterminer l’impact de l’anomalie sur la production depuis le -contrôle précédent ;
une gestion garantissant que la mise en œuvre des actions correctives est efficace. -
Si des produits non conformes sont livrés chez un client, ce dernier doit être immédiatement prévenu
afin de prendre toutes les mesures adaptées.
Le demandeur/titulaire doit surveiller la constance et la conformité de chaque caractéristique au moyen de tableaux ou de graphes.
Une analyse statistique des données doit être réalisée pour prévenir des dérives du process de fabrication et mener au mieux les actions correctives.