rapport de stage opérateur · rapport de stage opérateur : ... le siège situé à montrouge en...
TRANSCRIPT
2009/2010
Rapport de Stage opérateur :
Thème d’étude : Organisation et réorganisation des flux sur le site de
production.
Stagiaire : Devienne Arnaud
Tuteur : Pascal Delsaux, Responsable Fabrication
Date : du 31 Mai au 30 Juillet 2010
Entreprise d’accueil :
Les Robinets Presto® S.A. 4 rue Lavoisier Z.I
17110 St-Georges de Didonne
Devienne Arnaud (CB1)
2010/2011 Page - 1 -
Remerciements :
Je tiens tout d’abord à remercier l’entreprise Presto pour m’avoir permis de faire mon stage
opérateur dans leur usine. Ensuite je remercie mon tuteur de stage Monsieur Pascal Delsaux et ses
trois agents de maitrises pour leur engagement et l'autonomie qu’ils m’ont laissée tout au long de
mon stage.
Je tiens également à remercier chaleureusement toute l'équipe du service fabrication, plus
particulièrement ceux que j’ai côtoyés au service montage. Je pense notamment à mes collègues
d’équipes : Isabelle, Alexandra, Thomas, Carmen, Jean François, Serge, ainsi qu’à tous les autres
opérateurs qui m’ont permis de bien m’intégrer dans le service.
Je n’oublie pas non plus les responsables des différents services qui ont tous pu m’accorder
un peu de leur temps afin de discuter de leur parcours professionnel et de leurs missions au
quotidien.
Devienne Arnaud (CB1)
2010/2011 Page - 2 -
Sommaire :
Introduction : ………………………………………………………………………………………………………………..… p3
1) Présentation de l’entreprise ………………………………………………………………………….... p4
1.1 Historique de PRESTO………………………………………………………………………………………….. p4
1.2 Secteur d’activité…………………………………………………………………………………………….…… p5
1.3 Organisation générale de l’entreprise………………………………………………………………….. p6
1.4 Les engagements PRESTO……………………………………………………………………………………. p8
2) Les missions réalisées au sein de l’atelier………………………………………………………….. p9
2.1 Organisation générale de l’atelier…………………………………………………………………………. p9
2.2 Fonctionnement de la partie montage : rôle des différents acteurs………………………. p10
2.3 Missions spécifiques confiées……………………………………………………………………………… p12
3) Sujet d'étude : organisation et réorganisation des flux sur le site de production…. p14
3.1 Analyse de l’organisation actuelle du site………………………………………………………………. p14
3.2 Problématiques et solutions envisagées………………………………………………………………… p16
3.2.1 Le problème de place………………………………………………………………………………….. p16
3.2.2 Le problème de communication…………………………………………………………………. p17
4) Enquête auprès de deux cadres…………………………………………………………………………… p19
4.1 Jean Pierre Dumont……………………….………………………………………………………………………….… p19
4.2 Frédérique Brouillet………………………………………………………………………………………………….… p20
Mon bilan personnel ……………………………………………………………………………………………………… p21
Conclusion ……………………………………………………………………………………………………………………. p22
Glossaire……………………………………………………………………………………………………………………………. p23
Annexe 1 : Organigramme général de la société ……………………………………………....... p24 Annexe 2 : plan de l’usine incluant la complexité des flux de marchandises …......... p25
Devienne Arnaud (CB1)
2010/2011 Page - 3 -
Introduction :
Elève-ingénieur en 1ère année à l'école des Mines de Nantes, j'ai effectué dans le cadre de
cette formation un stage opérateur d'une durée de deux mois, sur le site de production de
l’entreprise PRESTO. Pendant ce stage j’ai évolué au sein du service Fabrication, sous la tutelle du
responsable du service Monsieur Pascal Delsaux.
L'entreprise PRESTO est mondialement reconnue sur le marché pour sa conception et
fabrication de robinets sanitaires temporisés pour les collectivités. Elle développe sans cesse de
nouveaux produits, ce qui lui a permis de rester compétitif et de s’agrandir au fil des années. Le site
de Saint-Georges-de-Didonne où j’ai travaillé, est l’unique site de production de la société et est en
ce moment même dans un projet d’agrandissement et de réorganisation.
Ce site de production représente ainsi une division importante chez Presto, et se doit d’être
en relation directe avec les autres services du groupe. Il assure une production relativement variée,
fonction du marché actuel et de la demande de la part des clients.
Par ailleurs, le projet de réorganisation du site m’a encouragé à étudier avec attention les flux de marchandises au sein de l'usine, en centrant cette étude sur le service fabrication dans lequel j’ai évolué. Nous tenterons d’abord d’identifier, par une étude de l’organisation actuelle, les problèmes liés à l’importance de flux internes. Nous essayerons ensuite d’apporter, en réfléchissant sur la réorganisation de l’usine, des solutions aux problèmes rencontrés.
Ce rapport a pour objectif de décrire, analyser et rapporter mes impressions sur les différentes productions réalisées durant ce stage, mais également de m’interroger sur l’organisation et la réorganisation des flux sur le site de production.
Devienne Arnaud (CB1)
2010/2011 Page - 4 -
1. Présentation de l’entreprise.
1 .1 Historique de Presto
A l’origine, la société Presto est une société familiale, fondée en en 1927 par deux frères Lucien et André Patient originaires de la région parisienne.
Après une croissance certaine au fil des années, Presto passe au statut de société anonyme en 1953. Le manque de place aux alentours de Paris pousse les dirigeants à envisager un nouveau site de production, en province, à partir de 1974. Le choix du lieu se porte sur la Charente-Maritime et plus précisément Saint-Georges-de-Didonne. A l'origine l'usine couvrait une superficie de 1000m². Elle couvre actuellement près de 6000m² et devrait fin juillet augmenter encore avec un projet d’extension de ce site de production.
Il existe donc deux sites de Presto en France : le siège administratif à Montrouge et le site de production à Saint-Georges-de-Didonne où s’est déroulé mon stage.
Depuis plus de 80 ans Presto développe de nombreux brevets, particulièrement dans la temporisation des robinets. Presto a gagné de nombreux prix de la médaille d’or à l’exposition de l’habitat en 1929, jusqu’au prix du design, prix de l’innovation, et enfin meilleur produit de l’année plus récemment.
Au fil des années, cette société familiale française a étendu son réseau dans le monde entier avec Presto Iberica, Presto Italia et Presto Singapore, et est présente dans des endroits prestigieux tels que le centre culturel de Hong-Kong, le stade Vélodrome de Marseille ou encore le Falcon 900.
Le discours tenu dans l’usine pendant mon stage par le Directeur Général de Presto, maintient le fait qu’actuellement l’entreprise se porte bien et a réussi à traverser la crise en limitant les pertes. De plus, cette crise a éliminé la majorité des concurrents de petite taille, ce qui renforce aujourd’hui la position de Presto sur le marché, avec des résultats début 2010 très encourageants pour la suite.
Enfin, la volonté de Presto est actuellement de consolider son site de production à Saint George-de-Didonne, notamment par un projet d’agrandissement du site. Elle continue aussi de se développer par des projets parallèles de production à l’étranger (Tunisie)
Devienne Arnaud (CB1)
2010/2011 Page - 5 -
1.2 Secteur d’activité
Activité :
L’entreprise PRESTO s’est immédiatement lancée dans la conception de robinetteries sanitaires innovantes à fermeture temporisée. Ainsi, après déclenchement du robinet par l’utilisateur, l’écoulement ne se fait que pour une durée précise. Si l’activité a débuté sur des modèles temporisés simples, elle commence à se spécialiser et à fabriquer des pièces à plus forte valeur ajoutée (déclenchement sensitif, cellule de détection…).
Par ailleurs, la société jouit d’une notoriété importante dans ce domaine au niveau national mais aussi international :
En France PRESTO est l'entreprise leader. Elle procède à des ventes aux grossistes en sanitaire, aux fabricants de produits intégrant les robinets aux catalogues et aux collectivités.
A l'étranger : PRESTO gagne de plus en plus de parts de marché réalisant des ventes par l'intermédiaire d'agents locaux, principalement en Europe (Italie, Grande-Bretagne, Hollande, Belgique, Scandinavie, Allemagne, Irlande,...) et en Asie (Singapour, Corée du Sud, Hongkong, Japon, Thaïlande,...).
Secteur :
PRESTO appartient au secteur secondaire au vue de ses méthodes de production. En effet l’usine de Saint-Georges fonctionne sur de la production à la chaine ou sur des opérateurs à des postes fixes. Cependant, l’entreprise développe beaucoup sa division R&D. En conséquence sa production est certes moins importante en nombre que précédemment, mais de plus en plus évoluée technologiquement, afin d’augmenter la valeur ajoutée sur ses produits.
Contexte :
L’entreprise PRESTO et sa robinetterie temporisée sont présents sur un marché très demandeur, traitant principalement avec les collectivités et les grands ensembles en général : aéroport, gare, prison, stade, centre de vacances, écoles... En effet, ces derniers sont soucieux de réaliser des économies d’eau et s’intéressent de plus à des questions d’hygiène sanitaire. Les robinets à fermeture temporisée ou encore ceux à cellule de déclenchement leur sont donc nécessaires. Presto s’est alors focalisé sur la qualité, la durabilité, l’économie d'eau, l’hygiène, l’anti-vandalisme et une maintenance aisée.
Devienne Arnaud (CB1)
2010/2011 Page - 6 -
Produits réalisés :
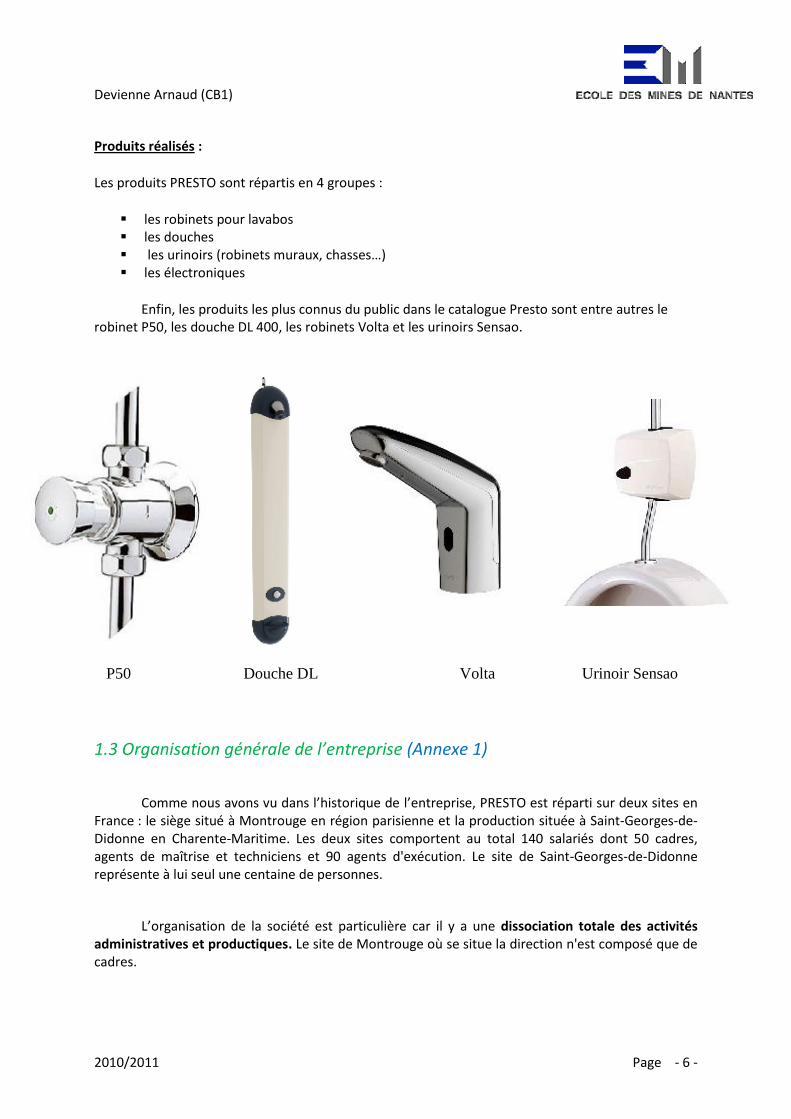
Les produits PRESTO sont répartis en 4 groupes :
les robinets pour lavabos les douches les urinoirs (robinets muraux, chasses…) les électroniques
Enfin, les produits les plus connus du public dans le catalogue Presto sont entre autres le robinet P50, les douche DL 400, les robinets Volta et les urinoirs Sensao.
P50 Douche DL Volta Urinoir Sensao
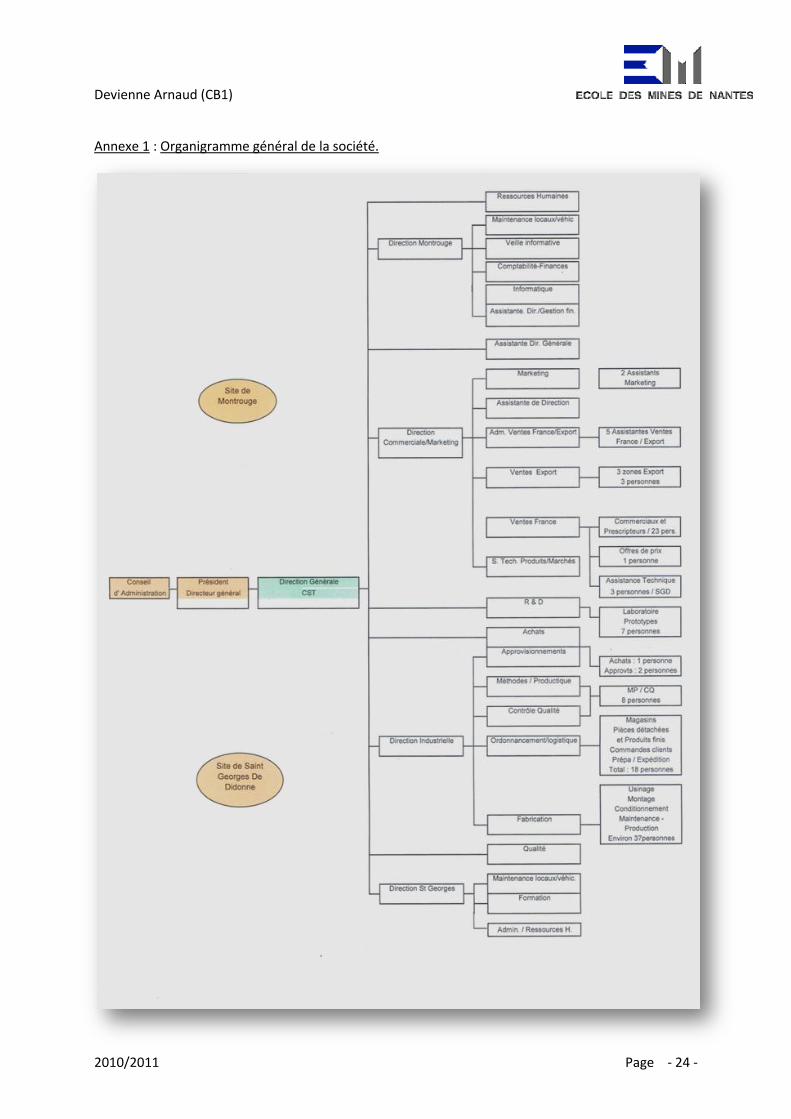
1.3 Organisation générale de l’entreprise (Annexe 1)
Comme nous avons vu dans l’historique de l’entreprise, PRESTO est réparti sur deux sites en France : le siège situé à Montrouge en région parisienne et la production située à Saint-Georges-de-Didonne en Charente-Maritime. Les deux sites comportent au total 140 salariés dont 50 cadres, agents de maîtrise et techniciens et 90 agents d'exécution. Le site de Saint-Georges-de-Didonne représente à lui seul une centaine de personnes.
L’organisation de la société est particulière car il y a une dissociation totale des activités administratives et productiques. Le site de Montrouge où se situe la direction n'est composé que de cadres.
Devienne Arnaud (CB1)
2010/2011 Page - 7 -
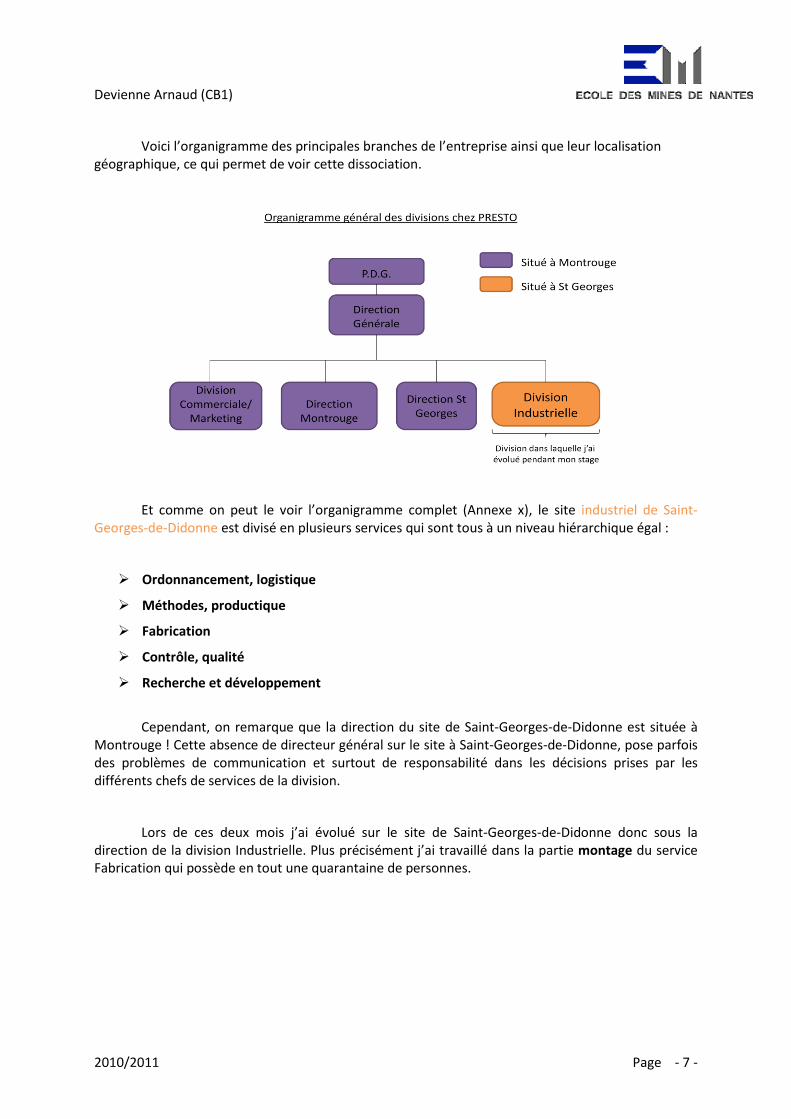
Voici l’organigramme des principales branches de l’entreprise ainsi que leur localisation géographique, ce qui permet de voir cette dissociation.
Et comme on peut le voir l’organigramme complet (Annexe x), le site industriel de Saint-Georges-de-Didonne est divisé en plusieurs services qui sont tous à un niveau hiérarchique égal :
Ordonnancement, logistique
Méthodes, productique
Fabrication
Contrôle, qualité
Recherche et développement
Cependant, on remarque que la direction du site de Saint-Georges-de-Didonne est située à Montrouge ! Cette absence de directeur général sur le site à Saint-Georges-de-Didonne, pose parfois des problèmes de communication et surtout de responsabilité dans les décisions prises par les différents chefs de services de la division.
Lors de ces deux mois j’ai évolué sur le site de Saint-Georges-de-Didonne donc sous la direction de la division Industrielle. Plus précisément j’ai travaillé dans la partie montage du service Fabrication qui possède en tout une quarantaine de personnes.
Devienne Arnaud (CB1)
2010/2011 Page - 8 -
1.4 Les engagements Presto
En plus de ses engagements qualité, Presto s’implique dans des projets sociaux et environnementaux qui font d’elle une société qui montre une volonté de développement durable.
Engagement qualité :
Les produits PRESTO sont fabriquées à partir de matériaux de premier choix, ils subissent, à chaque étape de leur production des contrôles et tests systématiques dans le but de leur assurer fiabilité et performance dans le temps. Entre autres, la société respecte possède les agréments suivants :
Certifié ISO 9001 v.2000 par le bureau Veritas Quality International, ce qui implique l’entreprise dans un processus d'amélioration continuelle de la qualité.
certifié NF, c'est-à-dire qui offre une certaine garantie d’aspects, de résistance à la corrosion, de durabilité et d'endurance des pièces fabriquées.
certifiés CE pour les robinets optoélectroniques, suivant les critères de comptabilité électromagnétique et de la réglementation basse tension.
certification ACS de compatibilité des matériaux avec l'eau potable.
Engagement social :
Presto se distingue des autres sociétés, notamment par un engagement social important :
L’entreprise travaille en collaboration avec un atelier spécialisé CAT qui propose du travail aux personnes handicapées. Cet atelier fabrique des pièces plus simples à assembler et les grosses séries qui sont planifiées à l'avance. Par ailleurs, certaines personnes du CAT travaillent dans une partie de l'usine de Saint-Georges-de-Didonne et une équipe entière assemble sur le site là encore des pièces relativement simples et sans objectif de productivité. Enfin, l'entreprise travaille en partenariat avec la prison d'Angoulême, et s’implique donc dans la réinsertion sociale.
A noter que Presto possède également une gamme complète de robinetterie et de solutions d’accessibilité pour les personnes à mobilité réduite.
Engagement environnemental :
Le concept même de Presto à savoir une robinetterie temporisée, permet de maîtriser sa consommation et traduit un réel souci d’économie d’eau et d’énergie. Ces économies sont conséquentes par rapport à des robinets classiques et peuvent aller jusqu’à 60-70% d’économie d’eau.
Enfin l'entreprise vise la certification ISO 140001 d'ici quelques années sans pour autant préciser d'objectifs à court terme.
Devienne Arnaud (CB1)
2010/2011 Page - 9 -
2. Les missions réalisées au sein de l’atelier
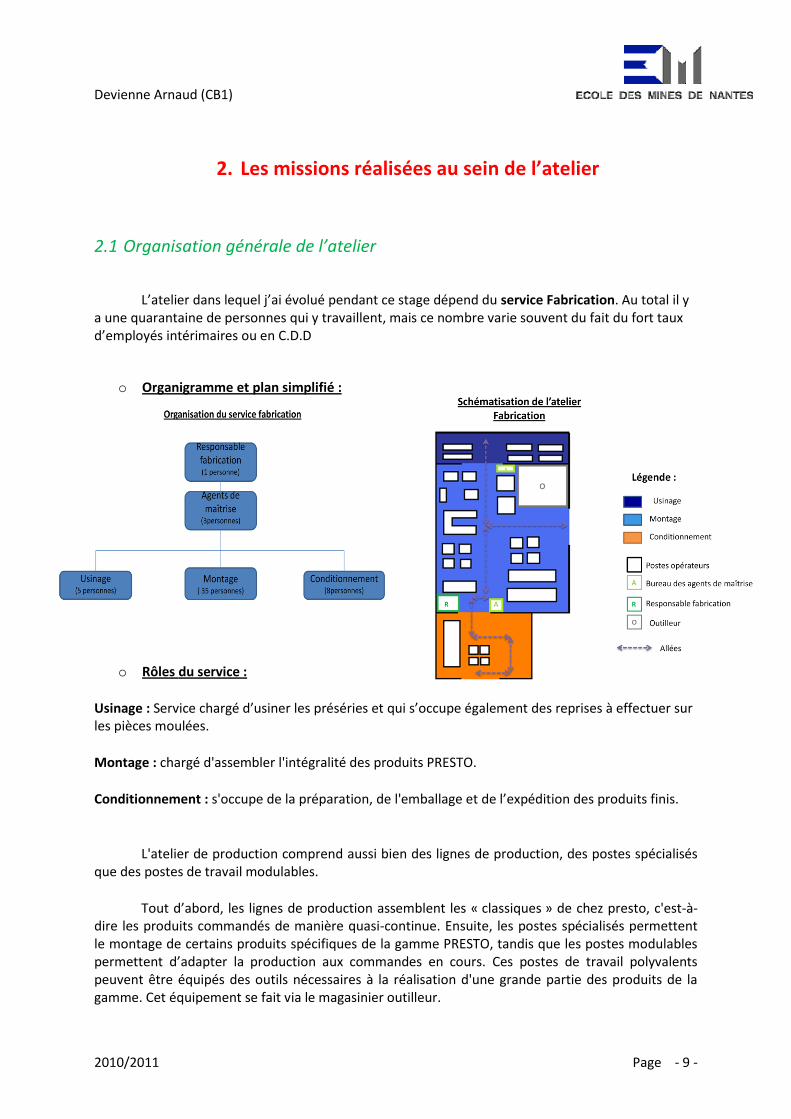
2.1 Organisation générale de l’atelier
L’atelier dans lequel j’ai évolué pendant ce stage dépend du service Fabrication. Au total il y a une quarantaine de personnes qui y travaillent, mais ce nombre varie souvent du fait du fort taux d’employés intérimaires ou en C.D.D
o Organigramme et plan simplifié :
o Rôles du service :
Usinage : Service chargé d’usiner les préséries et qui s’occupe également des reprises à effectuer sur les pièces moulées.
Montage : chargé d'assembler l'intégralité des produits PRESTO.
Conditionnement : s'occupe de la préparation, de l'emballage et de l’expédition des produits finis.
L'atelier de production comprend aussi bien des lignes de production, des postes spécialisés que des postes de travail modulables.
Tout d’abord, les lignes de production assemblent les « classiques » de chez presto, c'est-à-dire les produits commandés de manière quasi-continue. Ensuite, les postes spécialisés permettent le montage de certains produits spécifiques de la gamme PRESTO, tandis que les postes modulables permettent d’adapter la production aux commandes en cours. Ces postes de travail polyvalents peuvent être équipés des outils nécessaires à la réalisation d'une grande partie des produits de la gamme. Cet équipement se fait via le magasinier outilleur.
Devienne Arnaud (CB1)
2010/2011 Page - 10 -
Ainsi, l'atelier de montage comprend environ 35 postes, dont 3 postes de test d’étanchéité et de pression en eau, et 1 poste de test des cellules optiques.
L’organisation du matériel et des montages au sein de chaque poste est imposé par la gamme : c’est le bureau des méthodes qui a défini cette organisation pour une efficacité accrue de la production.
2.2 Fonctionnement de la partie montage : rôle des différents acteurs.
Rôle du Responsable fabrication :
En tant que chef de service, sa mission principale est de coordonner le fonctionnement de
l’atelier entre la partie fabrication, usinage et conditionnement. Il doit par ailleurs remplir les
fonctions suivantes :
- Manager l’équipe, l’aspect humain est alors important.
- Gérer la main d'œuvre : embauche ou non d’intérimaires en fonction de la production
- Comptabilité du service.
- Communiquer avec les autres chefs de services.
- Faire remonter les problèmes du service et penser en continu à l’amélioration de l’outil de
production.
En plus des ces missions il assure des missions plus éloignées de son cœur de métier :
- Responsable maintenance. - Chargé de sécurité.
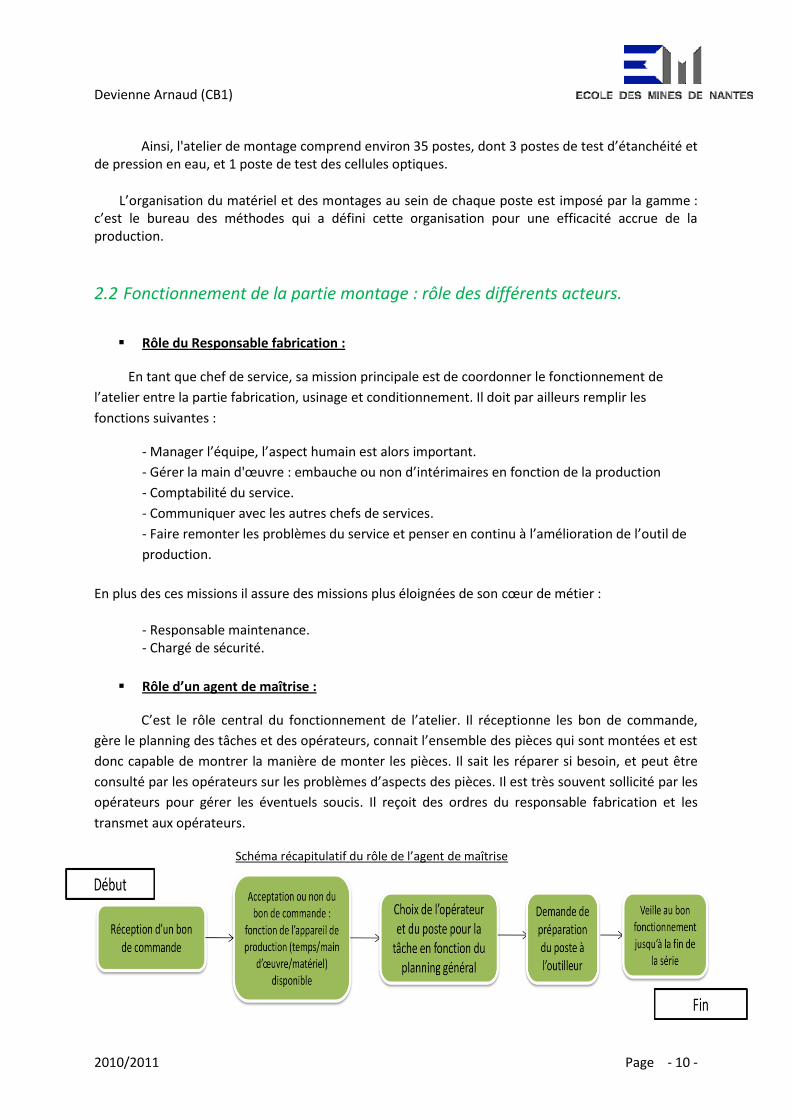
Rôle d’un agent de maîtrise :
C’est le rôle central du fonctionnement de l’atelier. Il réceptionne les bon de commande,
gère le planning des tâches et des opérateurs, connait l’ensemble des pièces qui sont montées et est
donc capable de montrer la manière de monter les pièces. Il sait les réparer si besoin, et peut être
consulté par les opérateurs sur les problèmes d’aspects des pièces. Il est très souvent sollicité par les
opérateurs pour gérer les éventuels soucis. Il reçoit des ordres du responsable fabrication et les
transmet aux opérateurs.
Schéma récapitulatif du rôle de l’agent de maîtrise
Devienne Arnaud (CB1)
2010/2011 Page - 11 -
Rôle du magasinier outilleur :
Il prépare les postes des séries à réaliser avant que l’opérateur s’installe au poste. Pour cela il les
équipe des outils, des moules et des montages nécessaires à l’assemblage. Il sait quels postes
préparer grâce au planning établi par les agents de maîtrise. Il regarde les bon de commande en
attente d’outillage et installe le matériel nécessaire à un opérateur pour débuter la série.
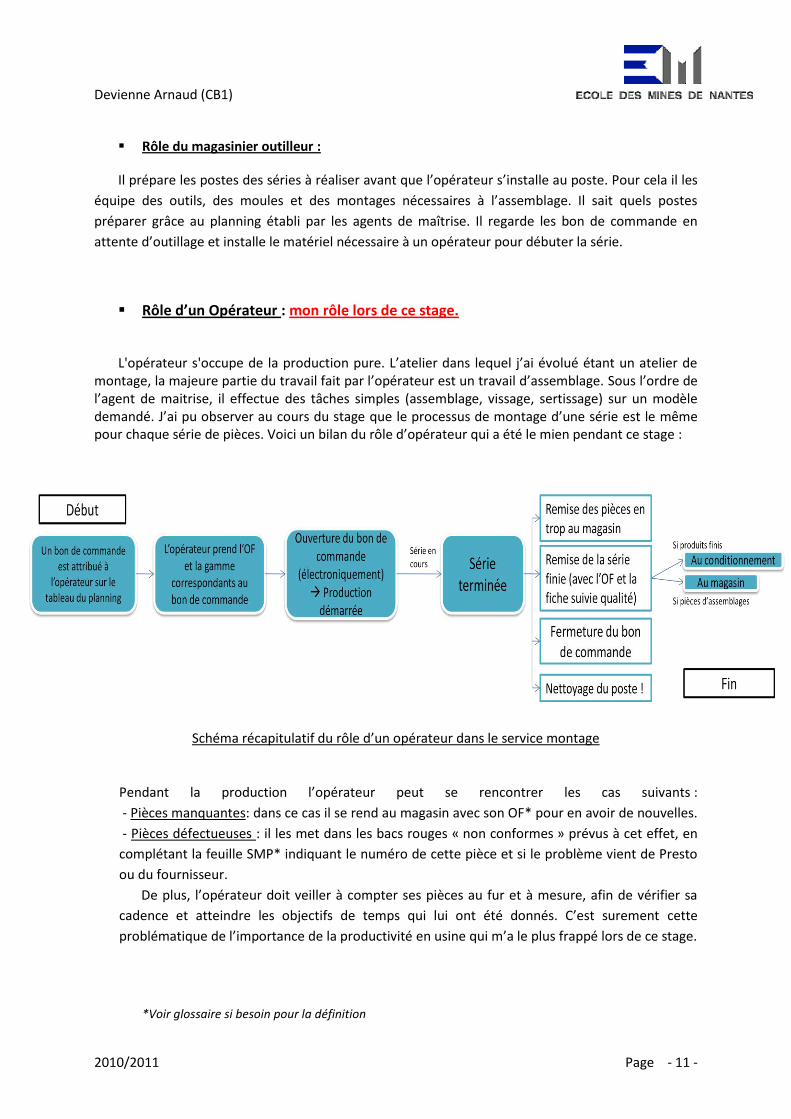
Rôle d’un Opérateur : mon rôle lors de ce stage.
L'opérateur s'occupe de la production pure. L’atelier dans lequel j’ai évolué étant un atelier de
montage, la majeure partie du travail fait par l’opérateur est un travail d’assemblage. Sous l’ordre de l’agent de maitrise, il effectue des tâches simples (assemblage, vissage, sertissage) sur un modèle demandé. J’ai pu observer au cours du stage que le processus de montage d’une série est le même pour chaque série de pièces. Voici un bilan du rôle d’opérateur qui a été le mien pendant ce stage :
Schéma récapitulatif du rôle d’un opérateur dans le service montage
Pendant la production l’opérateur peut se rencontrer les cas suivants :
- Pièces manquantes: dans ce cas il se rend au magasin avec son OF* pour en avoir de nouvelles.
- Pièces défectueuses : il les met dans les bacs rouges « non conformes » prévus à cet effet, en
complétant la feuille SMP* indiquant le numéro de cette pièce et si le problème vient de Presto
ou du fournisseur.
De plus, l’opérateur doit veiller à compter ses pièces au fur et à mesure, afin de vérifier sa
cadence et atteindre les objectifs de temps qui lui ont été donnés. C’est surement cette
problématique de l’importance de la productivité en usine qui m’a le plus frappé lors de ce stage.
*Voir glossaire si besoin pour la définition
Devienne Arnaud (CB1)
2010/2011 Page - 12 -
2.3 Missions spécifiques confiées
Après avoir vu le rôle général d’opérateur, je vais présenter de manière plus détaillée les missions que j’ai pu réaliser à ce poste.
Tout d’abord, il faut noter que dans cet atelier la polyvalence et l'indépendance des opérateurs sont largement développées ce qui implique des changements assez fréquents de poste et de types de produits à monter. Ceci m’a amené à assembler un large panel de produits, ayant chacun leur spécificité : simplicité d’exécution et série de grande quantité pour certains, complexité plus importante ou nécessité d’un aspect et d’une qualité optimale pour d’autre ….
Ainsi au cours de ce stage j’ai pu effectuer comme mission : Tests en banc d’essai : tous les robinets étant testés, des opérateurs sont régulièrement
affectés à cette tâche qui consiste principalement à vérifier le bon fonctionnement du robinet. Pour cela, je devais prendre un par un tous les robinets d’un série, les installer sur le banc à essai, et vérifier à la fois la temporisation du robinet (temps pendant lequel le robinet doit laisser passer l’eau) mais également les fuites possibles. Si le robinet est non conforme, il est envoyé en réparation.
Réparation : cette mission se rattache à de l’assemblage puisqu’elle consiste à démonter un par un les produits d’une série défectueuse, de changer la ou les pièces défectueuses, puis de réassembler les produits. Pour ce qui concerne la prise d’initiative, les réparations sont confiées à des personnes connaissant bien le produit afin qu’ils détectent tout de suite la pièce à changer. Cependant j’ai pu constater, comme me l’ont indiqué d’autres opérateurs, que les pièces défectueuses sont toujours les même pour un disfonctionnement donné. Par exemple, une fuite sur un robinet proviendra d’un joint défectueux, et un problème de temporisation viendra du piston. Cela limite donc la prise d’initiative, lors des réparations que j’ai pu effectuer.
Assemblage : ma principale mission confiée lors de ce stage. Elle consiste assembler une
série de produits, sur un poste spécifique ou à la chaine. Je vais détailler cette mission par la suite, en m’appuyant sur l’exemple d’une série que j’ai été amenée à assembler très régulièrement : le montage de Têtes éclair XL complètes.
Mon poste d’assemblage des Têtes éclair XL complètes :
Devienne Arnaud (CB1)
2010/2011 Page - 13 -
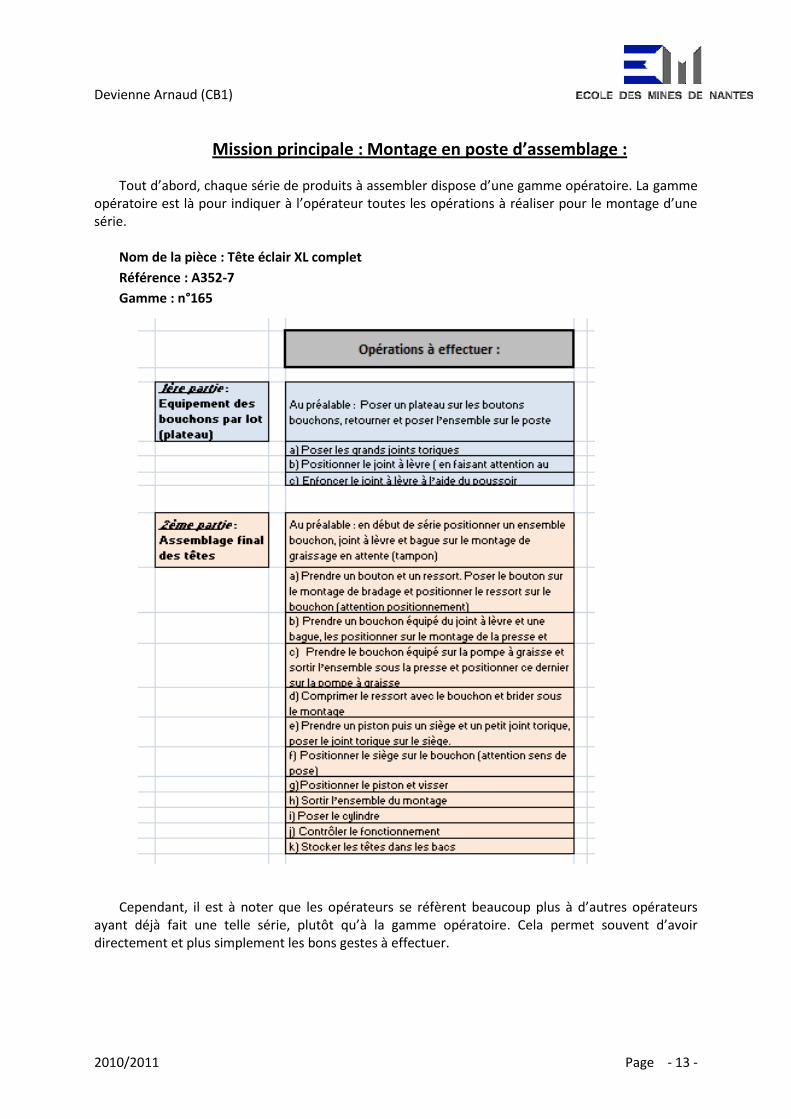
Mission principale : Montage en poste d’assemblage :
Tout d’abord, chaque série de produits à assembler dispose d’une gamme opératoire. La gamme opératoire est là pour indiquer à l’opérateur toutes les opérations à réaliser pour le montage d’une série.
Nom de la pièce : Tête éclair XL complet
Référence : A352-7
Gamme : n°165
Cependant, il est à noter que les opérateurs se réfèrent beaucoup plus à d’autres opérateurs ayant déjà fait une telle série, plutôt qu’à la gamme opératoire. Cela permet souvent d’avoir directement et plus simplement les bons gestes à effectuer.
Devienne Arnaud (CB1)
2010/2011 Page - 14 -
3. Sujet d'étude : organisation et réorganisation des flux sur le site de production
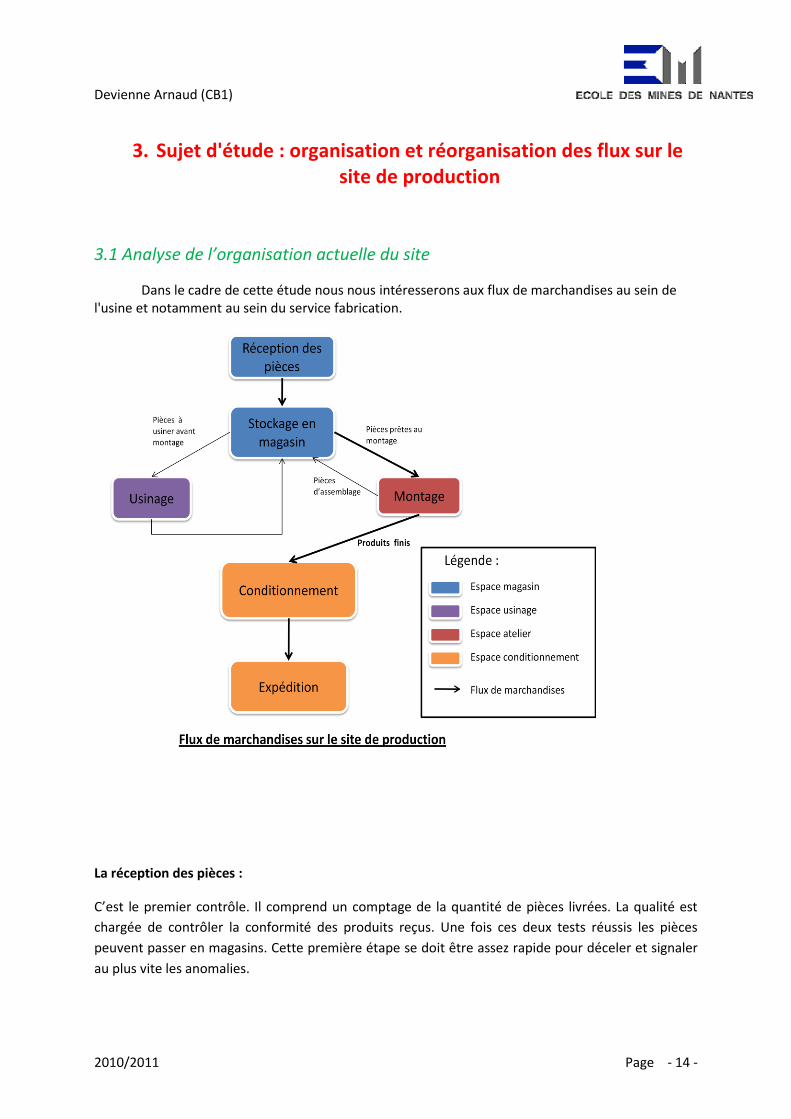
3.1 Analyse de l’organisation actuelle du site
Dans le cadre de cette étude nous nous intéresserons aux flux de marchandises au sein de l'usine et notamment au sein du service fabrication.
La réception des pièces :
C’est le premier contrôle. Il comprend un comptage de la quantité de pièces livrées. La qualité est
chargée de contrôler la conformité des produits reçus. Une fois ces deux tests réussis les pièces
peuvent passer en magasins. Cette première étape se doit être assez rapide pour déceler et signaler
au plus vite les anomalies.

Devienne Arnaud (CB1)
2010/2011 Page - 15 -
Le magasin :
Le rangement en magasin se fait par référence en essayant de
regrouper toutes les pièces servant à une même référence à
proximité les unes des autres. Néanmoins certaines pièces sont
extrêmement volumineuses et ne peuvent pas respecter cette
logique. A cela il faut ajouter l’élargissement de la gamme de
produit au fur et à mesure. Enfin les agrandissements successifs du
magasin ne semblent pas s’être accompagnés d'une réelle
réorganisation des flux. Une nouvelle organisation du site, prévue
bientôt, est là pour palier ce manque.
La montage :
Ce service reçoit des bons de travail réalisés par le service
ordonnancement et ne choisit donc pas ce qu'il doit produire ni les
pièces qu’il déplace.
La difficulté est donc de gérer au mieux les bons de travail arrivant
en permanence afin d'optimiser la production car les contraintes
sont nombreuses dans l'atelier. Pour gérer les flux de pièces, il faut
prendre en compte le nombre limité de poste de montage,
l’expérience des monteurs, l'outillage limité, et les délais.
Le montage est fortement dépendant du magasin qui doit lui livrer les pièces détachées nécessaires
et reprendre les séries de produits non finis (pièces d’assemblage). Du plus il dépend du
conditionnement à qui il doit livrer en continu des produits afin qu'il y ait toujours une activité.
L'interdépendance des services dans l’usine les rend plus fragile en cas de dysfonctionnement de l'un
d'eux. J’ai pu m’en rendre compte au cours du stage, lorsqu’il n’y a pas eu assez de travail deux ou
trois jours pour tous les ouvriers du service. Cela a entrainé le renvoi de quelques intérimaires, puis
leur réembauche la semaine suivante.
Le Conditionnement :
Le conditionnement reçoit les séries terminées en provenance de la
fabrication. Certaines restent alors en attente du contrôle qualité.
Cependant, pour l’emballage de certaines pièces, il faut retourner en
fabrication et à la partie usinage où se trouve la machine pour les
emballer. De plus, le stockage est souvent inadapté notamment pour
des pièces volumineuses comme les douches complètes.
L'expédition :
L'expédition des produits fonctionne exclusivement par date de livraison. L'expédition se sert du
magasin de produit fini afin de constituer la commande du client.
Devienne Arnaud (CB1)
2010/2011 Page - 16 -
3.2 Problématiques et propositions d’amélioration
L’étude de l’organisation actuelle des flux de production sur le site m’a permis de soulever certaines problématiques. Pour chaque problème, je vais tenter d’apporter ou de proposer des solutions d’amélioration.
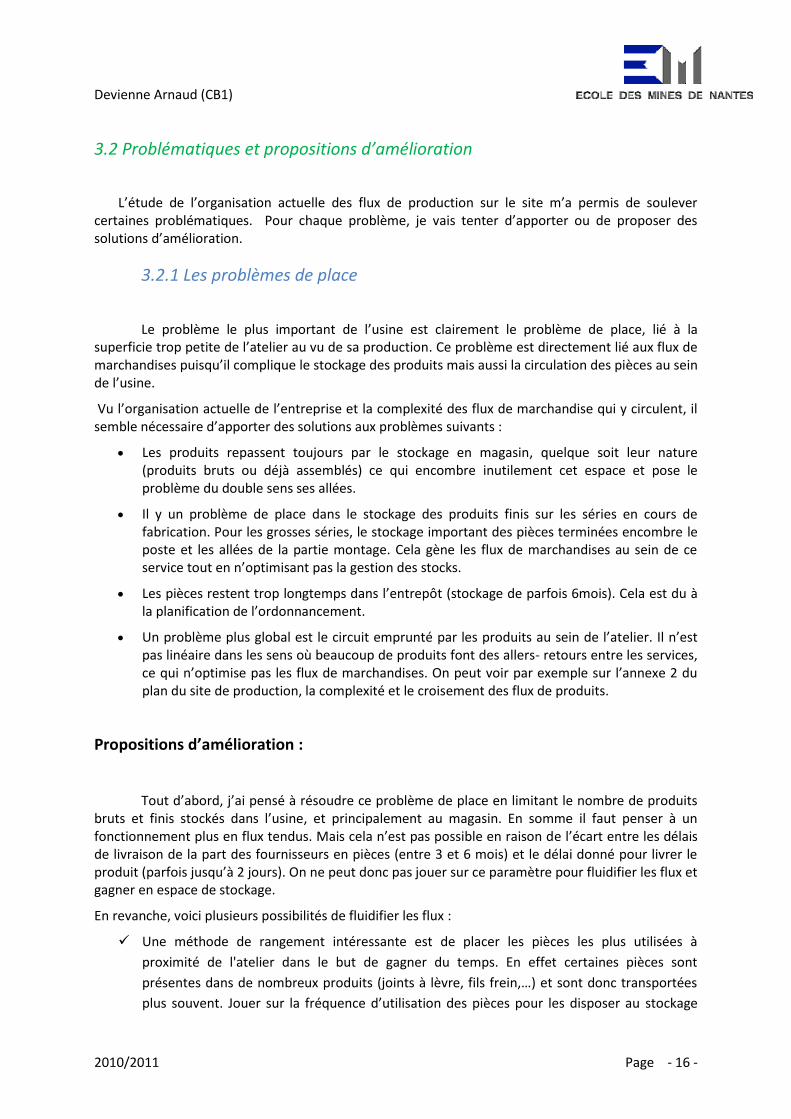
3.2.1 Les problèmes de place
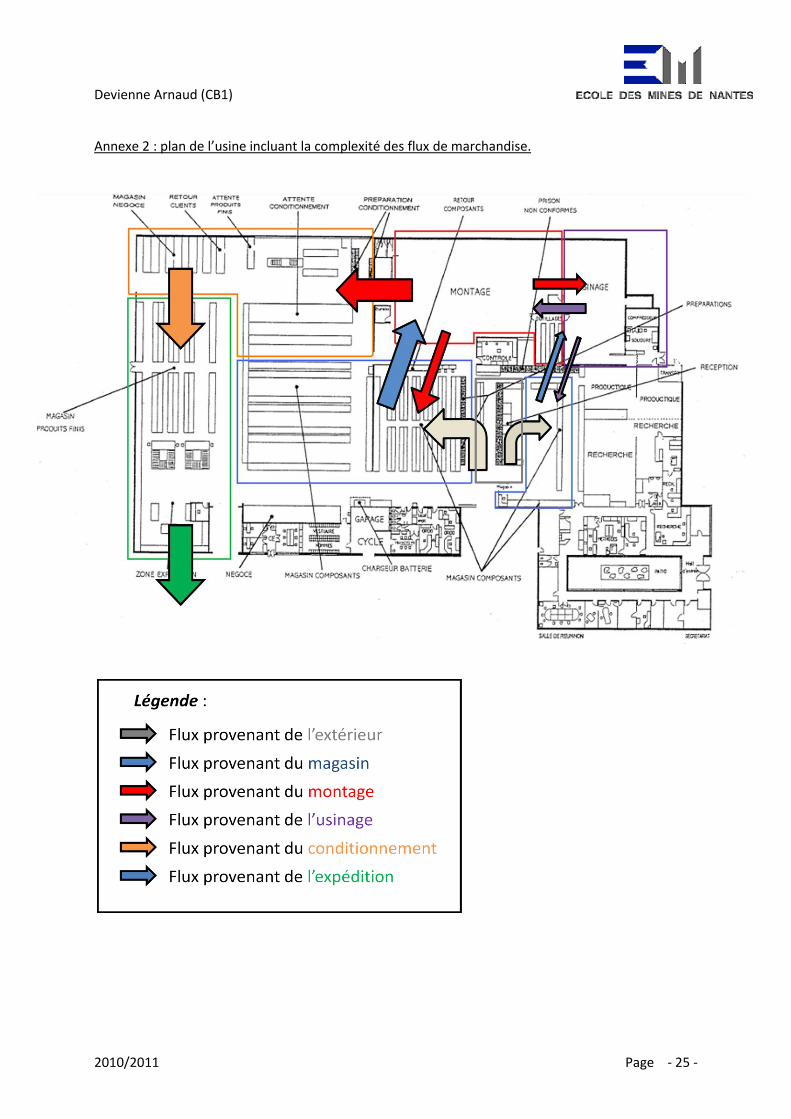
Le problème le plus important de l’usine est clairement le problème de place, lié à la superficie trop petite de l’atelier au vu de sa production. Ce problème est directement lié aux flux de marchandises puisqu’il complique le stockage des produits mais aussi la circulation des pièces au sein de l’usine.
Vu l’organisation actuelle de l’entreprise et la complexité des flux de marchandise qui y circulent, il semble nécessaire d’apporter des solutions aux problèmes suivants :
Les produits repassent toujours par le stockage en magasin, quelque soit leur nature (produits bruts ou déjà assemblés) ce qui encombre inutilement cet espace et pose le problème du double sens ses allées.
Il y un problème de place dans le stockage des produits finis sur les séries en cours de fabrication. Pour les grosses séries, le stockage important des pièces terminées encombre le poste et les allées de la partie montage. Cela gène les flux de marchandises au sein de ce service tout en n’optimisant pas la gestion des stocks.
Les pièces restent trop longtemps dans l’entrepôt (stockage de parfois 6mois). Cela est du à la planification de l’ordonnancement.
Un problème plus global est le circuit emprunté par les produits au sein de l’atelier. Il n’est pas linéaire dans les sens où beaucoup de produits font des allers- retours entre les services, ce qui n’optimise pas les flux de marchandises. On peut voir par exemple sur l’annexe 2 du plan du site de production, la complexité et le croisement des flux de produits.
Propositions d’amélioration :
Tout d’abord, j’ai pensé à résoudre ce problème de place en limitant le nombre de produits bruts et finis stockés dans l’usine, et principalement au magasin. En somme il faut penser à un fonctionnement plus en flux tendus. Mais cela n’est pas possible en raison de l’écart entre les délais de livraison de la part des fournisseurs en pièces (entre 3 et 6 mois) et le délai donné pour livrer le produit (parfois jusqu’à 2 jours). On ne peut donc pas jouer sur ce paramètre pour fluidifier les flux et gagner en espace de stockage.
En revanche, voici plusieurs possibilités de fluidifier les flux :
Une méthode de rangement intéressante est de placer les pièces les plus utilisées à
proximité de l'atelier dans le but de gagner du temps. En effet certaines pièces sont
présentes dans de nombreux produits (joints à lèvre, fils frein,…) et sont donc transportées
plus souvent. Jouer sur la fréquence d’utilisation des pièces pour les disposer au stockage
Devienne Arnaud (CB1)
2010/2011 Page - 17 -
permettrait de réduire les pertes de temps en niveau du transport des marchandises d’un
bout à l’autre de l’atelier.
Ensuite, même si le rangement en magasin est rapide il faudrait limiter au maximum les passages des pièces par le magasin. Je pense notamment à un espace de rangement des sous-ensembles qui seront réutilisés peu de temps après.
Enfin, l’usine étant dans un projet d’agrandissement, je pense que c’est l’occasion de revoir la disposition des différents services. Je propose de rendre le circuit des marchandises au sein de l’usine beaucoup plus linéaire. En effet cela éviterait les allers retours entre les services, qui encombrent les allées et les espaces de stockages.
Je pense notamment à placer les contrôles qualité entre chaque service. Cela éviterait de déplacer les pièces à chaque contrôle quand une série passe d’un service à un autre.
De plus, le nouvel espace de stockage en construction pourrait être utilisé par le magasin justement pour séparer ses pièces brutes et ses pièces d’assemblage. Cela s’inscrit toujours dans un but de linéariser les flux au sein de l’atelier.
Pour finir, il semblerait judicieux de déplacer les machines d’emballage près de l’expédition et du conditionnement afin d’éviter les allers retours de produits prêts à partir. Le gain de temps permettrait de gagner sur les délais, donc de réduire le temps où les produits sont stockés dans l’usine et ainsi de gagner en espace de stockage.
3.2.1 Les problèmes de communication
Un autre problème important aussi dans l’usine est celui de la communication. Cela se traduit aussi bien entre les services qu’au sein même d’une division. Les transferts de marchandise entre les services sont parfois inorganisés, car il y a eu peu d’informations et de prévisions en amont. Se pose alors les problèmes suivants :
On note un manque de communication certain entre les services. En effet, il n’y a pas de directeur présent sur le site. Il n’y a donc pas de personne capable de chapeauter tous les responsables de service et assurer une coordination dans les échanges de produits au quotidien. Les espaces de chaque service réservés au stockage des marchandises ne sont pas toujours respectés, ce qui créé des différents et des modifications quotidienne des flux.
Ensuite, il y peu d’anticipation des flux de produits au sein de l’usine. En effet, les prévisions des temps de montages souvent inadaptés aux nouvelles contraintes du marché (aspect, qualité…) Ces temps ne peuvent pas être respectés par les opérateurs, ce qui empêche toute planification des flux de pièces en début et fin d’une série.

Devienne Arnaud (CB1)
2010/2011 Page - 18 -
Propositions d’amélioration :
Tout d’abord, pour ce qui est de la communication entre les services, l’entreprise est déjà en train d’apporter une solution qui me semble aussi indispensable. Elle a nommé pour l’année prochaine un responsable général de l’usine, qui sera présent sur le site à l’année. Il pourra coordonner les différents services ce qui sera bénéfique pour la fluidité des flux qui circulent entre ces services. Il pourra notamment imposer de revoir les temps d’assemblages calculés par les méthodes pour le montage. En effet ces derniers sont source de conflit entre les deux services, ce qui empêche toute estimation valable des flux sortant du montage.
Ensuite, mon idée principale de réorganisation des flux de production serait d’introduire l’informatique dans la gestion de ces flux.
Pourquoi l’informatique ? En mettant une machine par poste, en réseau sur un serveur on pourrait :
Connaitre à tout moment où en sont les postes en cours (quelle série, nombre de produits déjà montés, temps théorique de fin, temps prévisionnel, nombres de défectueux pour le moment….) afin de prévoir le mouvement des produits montés et des pièces non utilisées
Le magasin serait déjà au courant des pièces défectueuses et à l’approche de la fin de la série, préparer les pièces nécessaires pour la finir.
Optimiser le déplacement des marchandises par une planification des flux à venir.
Ainsi l’utilisation de l’informatique et de l’aide à la décision permettrait de planifier les flux de marchandises et éviter les croisements et attentes des pièces qui sont également la cause du manque de place de stockage. Ceci couplé à la réorganisation spatiale de l’entreprise devrait permettre de mieux optimiser les flux de production au sein de l’usine.
Devienne Arnaud (CB1)
2010/2011 Page - 19 -
4. Enquête auprès de deux cadres de chez Presto
4.1 Jean Pierre Dumont.
Diplôme : BEP
Poste occupé : Responsable du service Méthode /Productique
Cursus professionnel : Il travaille chez Presto depuis 35 ans, qui n’était alors qu’une petite PME. Il est
rentré en tant que simple projecteur au bureau d’étude, dans lequel il va rester 7-8 ans. Après une
série de formations pour adultes et suite à la création du service Méthode, il devient agent de
maitrise dans ce service. Puis grâce à plusieurs promotions internes, il est nommé chef du service
Méthode/Productique, et obtient alors le statut de cadre.
Missions et moyens :
Relation avec les fournisseurs
Superviser l’équipe méthode et l’équipe productique
Responsable contrôle qualité
Insuffler des actions au sein des services
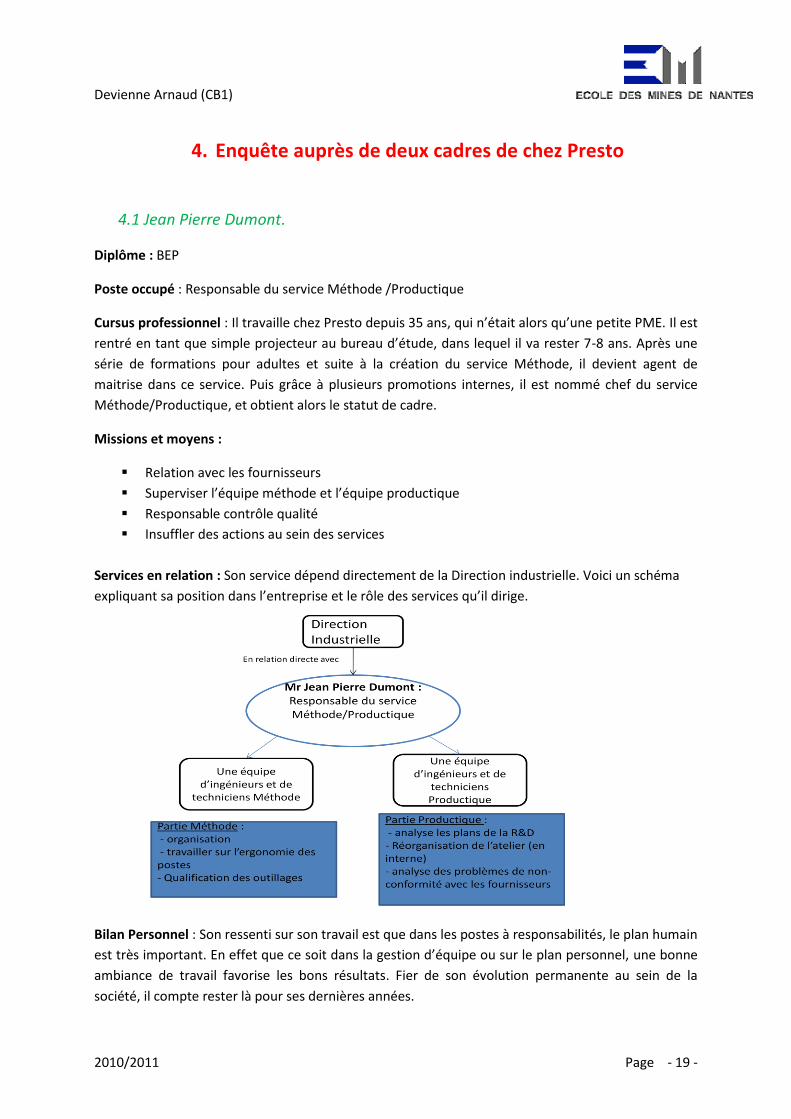
Services en relation : Son service dépend directement de la Direction industrielle. Voici un schéma
expliquant sa position dans l’entreprise et le rôle des services qu’il dirige.
Bilan Personnel : Son ressenti sur son travail est que dans les postes à responsabilités, le plan humain
est très important. En effet que ce soit dans la gestion d’équipe ou sur le plan personnel, une bonne
ambiance de travail favorise les bons résultats. Fier de son évolution permanente au sein de la
société, il compte rester là pour ses dernières années.
Devienne Arnaud (CB1)
2010/2011 Page - 20 -
4.2 Frédérique Brouillet
Diplôme : BTS Bureautique, puis plus récemment License en Logistique
Postes occupés : Responsable du service Ordonnancement/Logistique
Cursus professionnel : Travaille chez Presto depuis ses débuts sur le marché du travail, soit
maintenant près de 10 ans. Elle intègre d’abord l’entreprise comme ressource technique pour la
logistique. Ne possédant pas de réel diplôme pour cette qualification elle apprend au fur et à mesure
son métier, en se formant par elle-même et par des organismes parallèles. Lorsque Presto décide de
créer véritablement un service Ordonnancement/Logistique, elle est nommé responsable de ce qui
était à l’époque un petit service. Sa Licence en Logistique obtenue par la suite lui permet de faire
grandir ce service, pour en faire devenir actuellement un pôle majeur de chez Presto.
Missions et moyens :
Superviser l’équipe Ordonnancement et l’équipe Logistique
Anticiper les commandes à venir et planifier la production
Renouveler la logistique interne
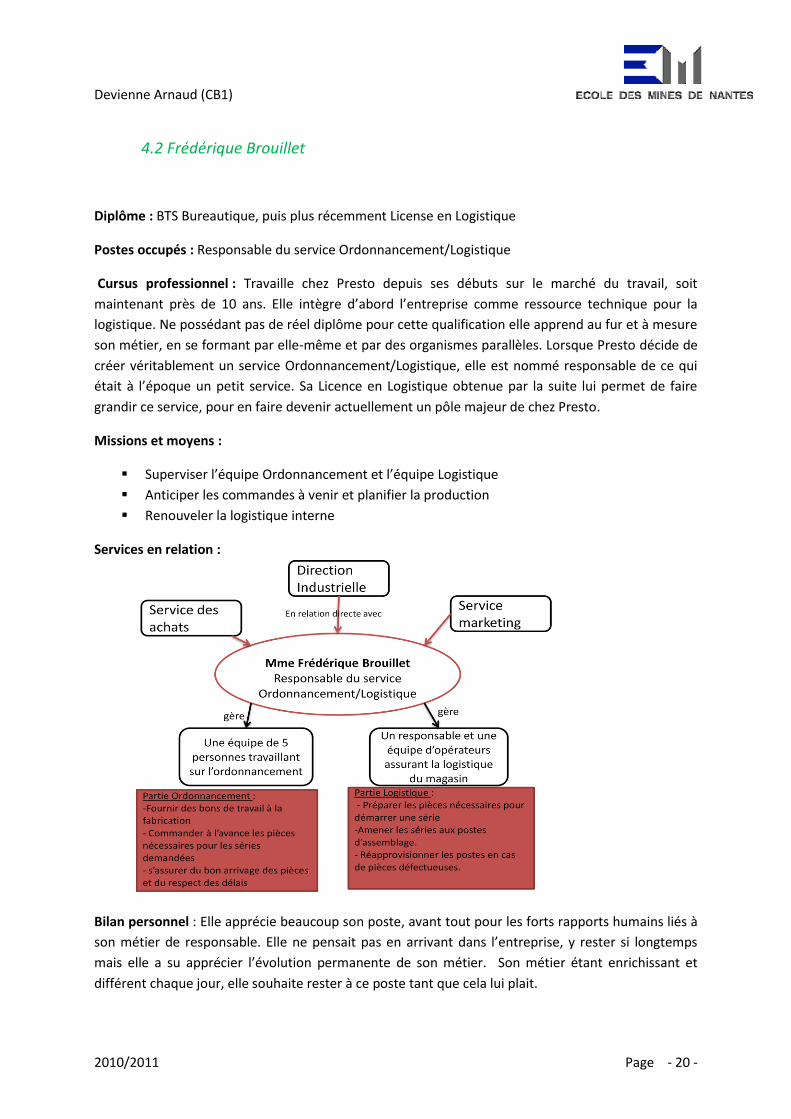
Services en relation :
Bilan personnel : Elle apprécie beaucoup son poste, avant tout pour les forts rapports humains liés à
son métier de responsable. Elle ne pensait pas en arrivant dans l’entreprise, y rester si longtemps
mais elle a su apprécier l’évolution permanente de son métier. Son métier étant enrichissant et
différent chaque jour, elle souhaite rester à ce poste tant que cela lui plait.
Devienne Arnaud (CB1)
2010/2011 Page - 21 -
Mon bilan personnel
Ce stage opérateur a été pour moi ma première expérience dans le milieu professionnel, en
tant que véritable acteur de l’entreprise. Il m’a été bénéfique à la fois sur le plan professionnel et sur
le plan humain. Il m’a également fait réfléchir sur les grandes problématiques du monde de
l’entreprise, et notamment sur l’opposition réelle que j’ai ressentie entre la direction et les ouvriers.
Tout d’abord au niveau du monde de l’entreprise, il est indéniable que ce stage opérateur a
été très enrichissant. Si les premiers jours dans l’usine ont été déroutants, car plongé dans le milieu
professionnel d’un jour à l’autre, mon adaptation s’est faite tout naturellement au fil des jours. J’ai
pu y découvrir les facettes du métier d’ouvrier en usine, avec ses avantages et ses défauts :
convivialité du travail en équipe mais monotonie des tâches. Cependant, l’usine dans laquelle je
travaillais réalisait une rotation des tâches qui tendait à limiter la lassitude des opérateurs. J’ai
beaucoup entendu le mot productivité dans l’usine, et me suis rendu compte que chaque geste,
étant répété un très grand nombre de fois, était important pour maintenir une certaine cadence.
Ensuite, j’ai observé avec attention tous les rouages d’une entreprise, comme son système
hiérarchique, en discutant tour à tour avec les différents chefs de service. J’ai pu noter également le
fossé qui existe entre les ouvriers et les cadres, qui ne se parlent que très peu. C’est là je pense que
le stage opérateur m’a été le plus instructif. Il a permis de me rendre compte du blocage récurant des
ouvriers face à la direction et d’un certain mépris des cadres pour les opérateurs. C’est choquant
mais cela semble être la réalité du monde professionnel. A nous futurs ingénieurs d’essayer
d’améliorer ces relations tant que possible.
Enfin, le stage opérateur m’a été énormément bénéfique sur le plan humain. Cela s’est
d’abord traduit par de l’aide spontanée de la part de plusieurs opérateurs pour m’aider à assimiler le
protocole et le fonctionnement général de l’usine pour les ouvriers (remplir une fiche de début puis
fin de série, déclarer et compter les pièces défectueuses…). C’est grâce à eux que j’ai pu m’intégrer si
rapidement et je les en remercie encore. J’ai pu apprendre à leur coté les premiers jours. J’ai ensuite
très vite pu être autonome, au vu la ressemblance des tâches qui sont confiés à tous les opérateurs.
De plus, j’ai apprécié le coté enrichissant et agréable du travail en équipe. Il permet de sortir de la
monotonie des tâches et autorise l’entraide quotidienne. L’usine autorisant les ouvriers à parler
entre eux pendant les séries, l’ambiance de travail a été très bonne au cours du stage. Elle m’a
permis de me mettre à l’aise et de pouvoir discuter avec de nombreux ouvriers de leur parcours
professionnel et de leur point de vue sur l’entreprise. C’est donc aussi cet aspect humain qui a été
agréable au cours de ce stage.
En somme, j’ai trouvé ces deux mois de stage riches en apprentissage sur plusieurs points.
Sur le plan professionnel j’ai pu voir que le métier d’opérateur était un métier difficile et éprouvant.
Si j’ai eu évidement du mal au début à suivre les cadences imposées, j’ai été mis à l’aise et aidé par
mes collègues pour devenir plus productif de jour en jour. J’ai ainsi vraiment apprécié sur le plan
humain le travail en équipe, qui a rendu le travail d’opérateur plus agréable et plus intéressant.

Devienne Arnaud (CB1)
2010/2011 Page - 22 -
Conclusion
Ainsi, ce premier stage ouvrier m’a permis de me confronter au monde professionnel et aux
problématiques industrielles. Il a été excessivement riche en apprentissage, sur le plan technique,
professionnel et humain. J’y ai appris aussi bien le travail sur une chaine de montage en équipe que
la réalisation en poste spécialisé de grosses séries de produits. Il m’a également apporté de
précieuses informations sur le milieu professionnel comme l’importance du système hiérarchique
dans l’organisation d’une entreprise. La direction se doit de maintenir une forte productivité, et les
ouvriers d’en assurer la réalisation derrière, au vu des moyens qui leur sont donnés.
Par ailleurs, ce soucis de productivité et d’optimisation dans le milieu professionnel m’a
poussé à réfléchir sur l’amélioration des flux de production au sein de l’usine Presto. Après avoir
décelé des problèmes de place et de communication, j’espère avoir pu apporter des solutions
satisfaisantes pour fluidifier ces flux et ainsi augmenter la productivité.
Enfin, en plus d’en avoir appris beaucoup sur le travail d’opérateur, j’ai pu obtenir d’autres
informations intéressantes en discutant avec les chefs des différents services de chez Presto. Cela
m’a permis d’en apprendre un peu plus sur le fonctionnement général de l’entreprise et sur les
nombreuses autres problématiques industrielles auxquelles les sociétés font face de nos jours et
feront face demain.
Devienne Arnaud (CB1)
2010/2011 Page - 23 -
Glossaire
Gamme : C’est la nomenclature des opérations à effectuer pour assembler une pièce
donnée. C’est un document écrit relatant les différentes parties qui composent la pièce et
pour chaque partie les opérations à effectuer et l’ordre dans lequel il (outils + manipulations)
OF = Ordre de Fabrication : il suit les différents services et contient les informations suivantes :
- Le numéro de l’article - Le numéro du plan de montage - La quantité à réaliser - Les dates de début et de fin - Les références des pièces à utiliser
Bon de travail : Fiche spécifique à l’atelier de montage afin d’organiser le planning de production. Il contient les mêmes informations que l’OF complétées du poste et de l’outillage. Les bons de travail en cours sont affiché sur un tableau ce qui permet aux agents de maîtrise d’évaluer la production (postes libres, pièces en cours de fabrication, personnel occupé…) Il en existe un MON et un DNQA.
Le plan : Feuille avec des schémas de la pièce à fabriquer, annotés des cotes et des références des composants utilisés pour l’assemblage.
SMP : Fiche contenant toute les références des pièces utilisées à remettre au contrôle qualité à la fin du montage en indiquant les pièces défectueuses.
Fiche suivi Qualité : Elle traverse tous les services et suit le parcours des pièces. Toute personne intervenant sur les pièces au cours de la chaine de montage, du magasin jusqu’au conditionnement la signe au fur et à mesure. e
DNQA : bon de commande de réparation a chaque OF correspond un DNQA.
Devienne Arnaud (CB1)
2010/2011 Page - 24 -
Annexe 1 : Organigramme général de la société.
Devienne Arnaud (CB1)
2010/2011 Page - 25 -
Annexe 2 : plan de l’usine incluant la complexité des flux de marchandise.