quantification des dÉfauts en fonderie sous - ndt.net · même taux de porosité surfacique, la...
TRANSCRIPT
QUANTIFICATION DES DÉFAUTS EN FONDERIE SOUS PRESSION PAR RADIOSCOPIE NUMÉRIQUE ET TOMOGRAPHIE HAUTE
RÉSOLUTION HIGH PRESSURE DIE CASTING DEFECT QUANTITATIVE
MEASUREMENT BY RADIOSCOPIC AND TOMOGRAPHY ANALYSIS
P. HAIRY, P. BOUVET, Y. GAILLARD, V. BUECHER, F. GRANEREAU CTIF – 44, avenue de la Division Leclerc – 92310 Sèvres (France) – www.ctif.com
Tél. : 01 41 14 63 49 Courriel: [email protected] Résumé La quantification des défauts internes sur pièce en aluminium de fonderie sous pression contribue à une meilleure définition et à l’harmonisation des cahiers des charges d’acceptation. L’analyse d’images de radioscopie numérique a permis d’extraire des images de référence corrélées à des taux de porosité des défauts de types soufflure et retassure. La tomographie haute résolution (voxel de 3 µm à 20 µm) a conduit à une quantification volumique des non conformités et à une mesure de la répartition des pores par classes de tailles permettant ainsi de spécifier des tailles admissibles. Cette technologie, encore peu usitée industriellement, permet de plus de mesurer la distance inter pores et la distance des pores à la surface de la pièce, critère important pour la tenue en sollicitations dynamiques. Abstract Quantification of internal defects on aluminium high pressure die castings contributes to a better definition and harmonization of acceptance specifications. The radioscopic image analysis allowed extracting reference images (blowhole or shrinkage type) correlated to porosity levels. High resolution tomography (from 3µm to 20µm voxel) enabled to calculate the volume of internal defects and to determine the distribution of the pores among classes in order to specify maximum allowed pore sizes. Moreover, this technology, still no very used industrially, makes it possible to measure the distance between pores and the distance of pores from surface, an important criterion for the dynamic stress strength.
1
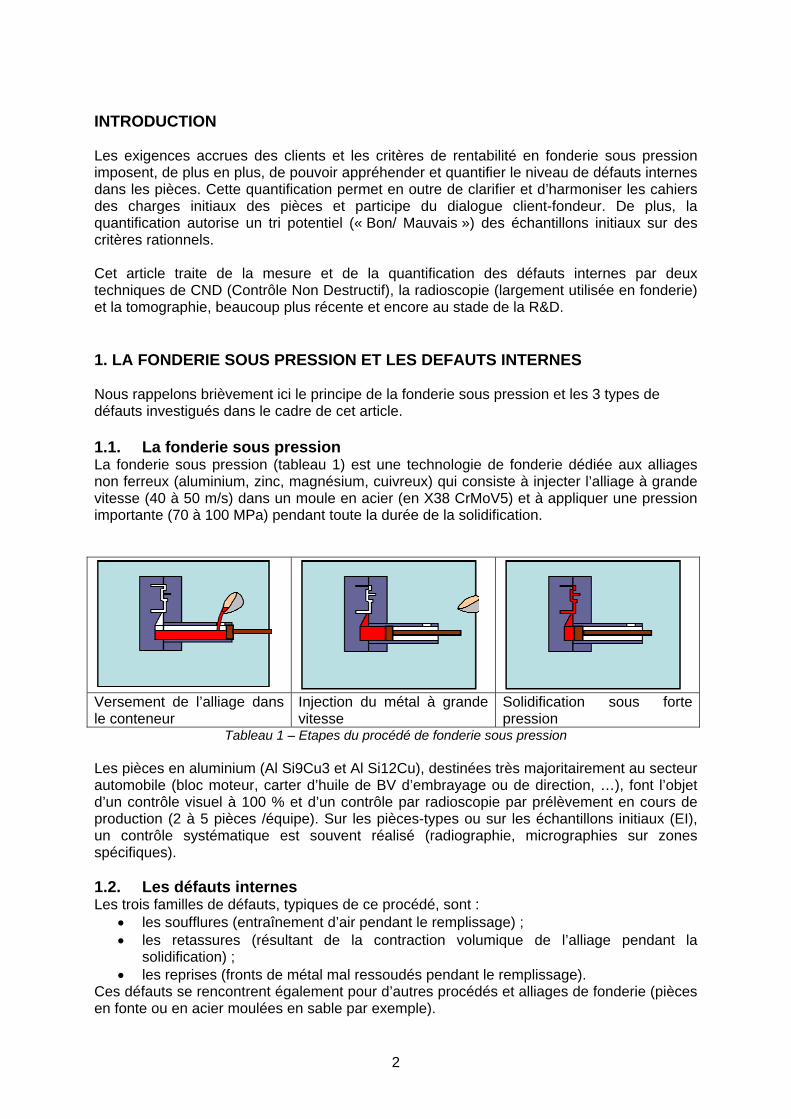
INTRODUCTION Les exigences accrues des clients et les critères de rentabilité en fonderie sous pression imposent, de plus en plus, de pouvoir appréhender et quantifier le niveau de défauts internes dans les pièces. Cette quantification permet en outre de clarifier et d’harmoniser les cahiers des charges initiaux des pièces et participe du dialogue client-fondeur. De plus, la quantification autorise un tri potentiel (« Bon/ Mauvais ») des échantillons initiaux sur des critères rationnels. Cet article traite de la mesure et de la quantification des défauts internes par deux techniques de CND (Contrôle Non Destructif), la radioscopie (largement utilisée en fonderie) et la tomographie, beaucoup plus récente et encore au stade de la R&D. 1. LA FONDERIE SOUS PRESSION ET LES DEFAUTS INTERNES Nous rappelons brièvement ici le principe de la fonderie sous pression et les 3 types de défauts investigués dans le cadre de cet article. 1.1. La fonderie sous pression La fonderie sous pression (tableau 1) est une technologie de fonderie dédiée aux alliages non ferreux (aluminium, zinc, magnésium, cuivreux) qui consiste à injecter l’alliage à grande vitesse (40 à 50 m/s) dans un moule en acier (en X38 CrMoV5) et à appliquer une pression importante (70 à 100 MPa) pendant toute la durée de la solidification.
Versement de l’alliage dans le conteneur
Injection du métal à grande vitesse
Solidification sous forte pression
Tableau 1 – Etapes du procédé de fonderie sous pression Les pièces en aluminium (Al Si9Cu3 et Al Si12Cu), destinées très majoritairement au secteur automobile (bloc moteur, carter d’huile de BV d’embrayage ou de direction, …), font l’objet d’un contrôle visuel à 100 % et d’un contrôle par radioscopie par prélèvement en cours de production (2 à 5 pièces /équipe). Sur les pièces-types ou sur les échantillons initiaux (EI), un contrôle systématique est souvent réalisé (radiographie, micrographies sur zones spécifiques). 1.2. Les défauts internes Les trois familles de défauts, typiques de ce procédé, sont :
• les soufflures (entraînement d’air pendant le remplissage) ; • les retassures (résultant de la contraction volumique de l’alliage pendant la
solidification) ; • les reprises (fronts de métal mal ressoudés pendant le remplissage).
Ces défauts se rencontrent également pour d’autres procédés et alliages de fonderie (pièces en fonte ou en acier moulées en sable par exemple).
2
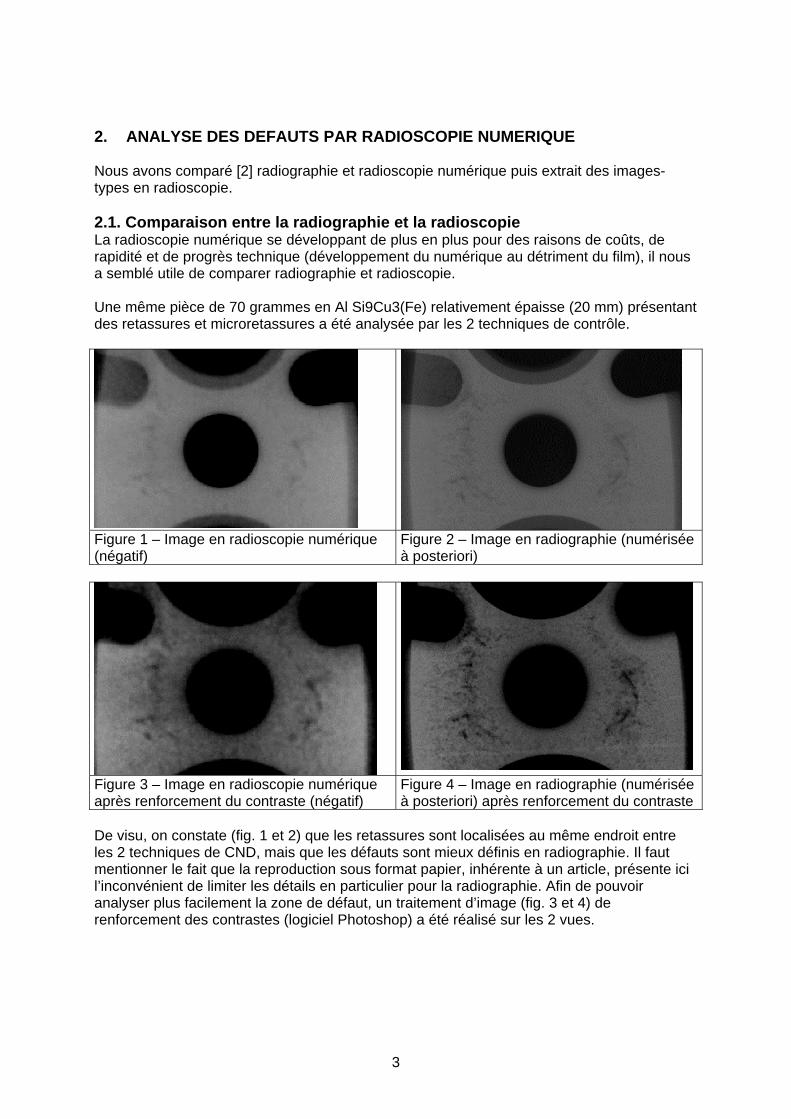
2. ANALYSE DES DEFAUTS PAR RADIOSCOPIE NUMERIQUE Nous avons comparé [2] radiographie et radioscopie numérique puis extrait des images-types en radioscopie. 2.1. Comparaison entre la radiographie et la radioscopie La radioscopie numérique se développant de plus en plus pour des raisons de coûts, de rapidité et de progrès technique (développement du numérique au détriment du film), il nous a semblé utile de comparer radiographie et radioscopie. Une même pièce de 70 grammes en Al Si9Cu3(Fe) relativement épaisse (20 mm) présentant des retassures et microretassures a été analysée par les 2 techniques de contrôle.
Figure 1 – Image en radioscopie numérique (négatif)
Figure 2 – Image en radiographie (numérisée à posteriori)
Figure 3 – Image en radioscopie numérique après renforcement du contraste (négatif)
Figure 4 – Image en radiographie (numérisée à posteriori) après renforcement du contraste
De visu, on constate (fig. 1 et 2) que les retassures sont localisées au même endroit entre les 2 techniques de CND, mais que les défauts sont mieux définis en radiographie. Il faut mentionner le fait que la reproduction sous format papier, inhérente à un article, présente ici l’inconvénient de limiter les détails en particulier pour la radiographie. Afin de pouvoir analyser plus facilement la zone de défaut, un traitement d’image (fig. 3 et 4) de renforcement des contrastes (logiciel Photoshop) a été réalisé sur les 2 vues.
3
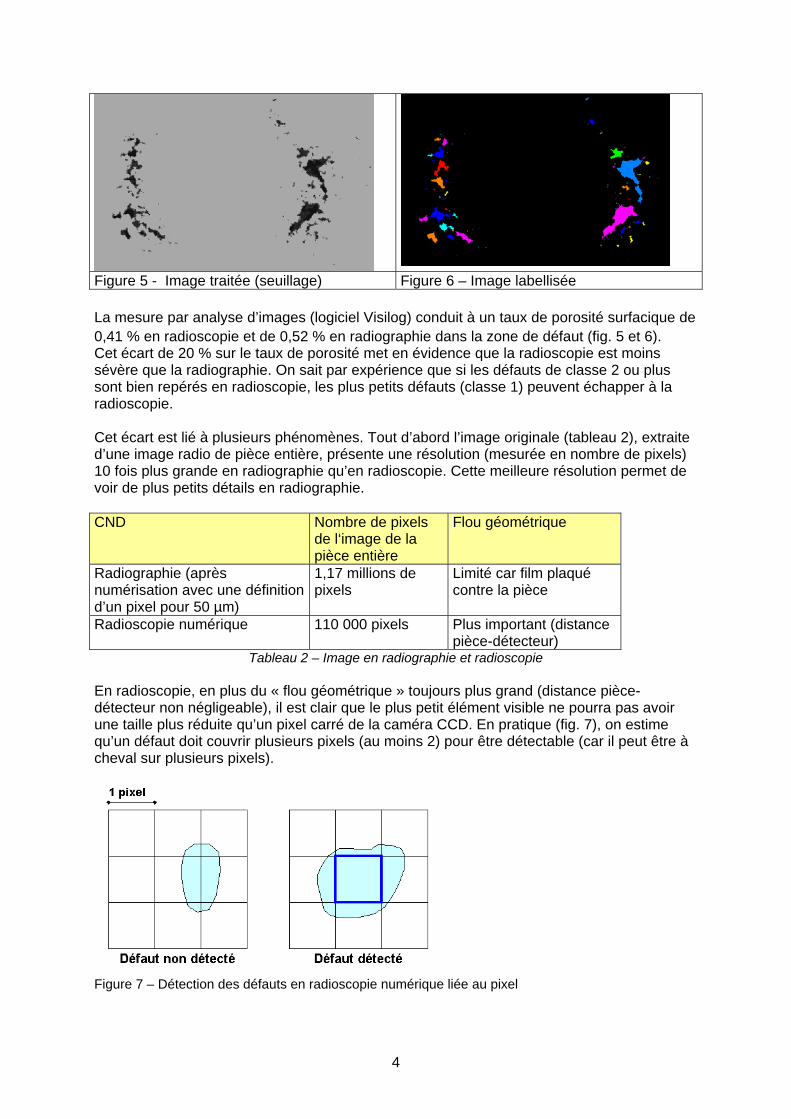
Figure 5 - Image traitée (seuillage) Figure 6 – Image labellisée La mesure par analyse d’images (logiciel Visilog) conduit à un taux de porosité surfacique de 0,41 % en radioscopie et de 0,52 % en radiographie dans la zone de défaut (fig. 5 et 6). Cet écart de 20 % sur le taux de porosité met en évidence que la radioscopie est moins sévère que la radiographie. On sait par expérience que si les défauts de classe 2 ou plus sont bien repérés en radioscopie, les plus petits défauts (classe 1) peuvent échapper à la radioscopie. Cet écart est lié à plusieurs phénomènes. Tout d’abord l’image originale (tableau 2), extraite d’une image radio de pièce entière, présente une résolution (mesurée en nombre de pixels) 10 fois plus grande en radiographie qu’en radioscopie. Cette meilleure résolution permet de voir de plus petits détails en radiographie. CND Nombre de pixels
de l‘image de la pièce entière
Flou géométrique
Radiographie (après numérisation avec une définition d’un pixel pour 50 µm)
1,17 millions de pixels
Limité car film plaqué contre la pièce
Radioscopie numérique 110 000 pixels Plus important (distance pièce-détecteur)
Tableau 2 – Image en radiographie et radioscopie En radioscopie, en plus du « flou géométrique » toujours plus grand (distance pièce-détecteur non négligeable), il est clair que le plus petit élément visible ne pourra pas avoir une taille plus réduite qu’un pixel carré de la caméra CCD. En pratique (fig. 7), on estime qu’un défaut doit couvrir plusieurs pixels (au moins 2) pour être détectable (car il peut être à cheval sur plusieurs pixels).
Figure 7 – Détection des défauts en radioscopie numérique liée au pixel
4
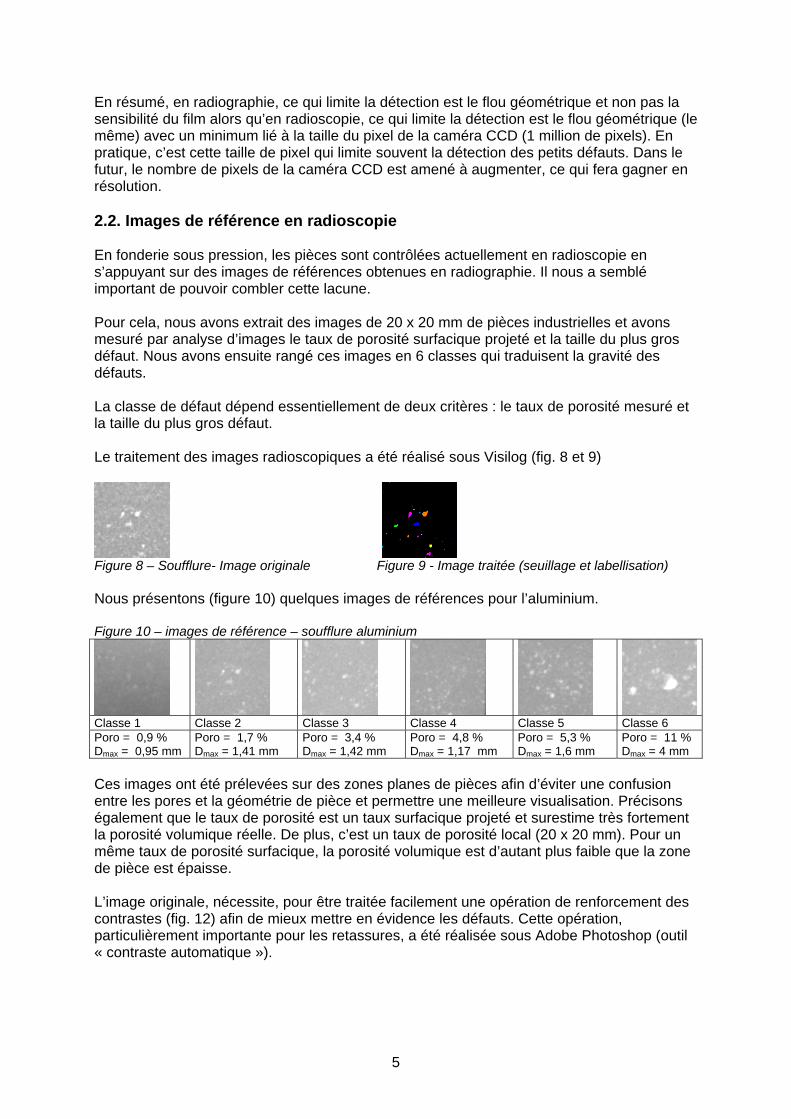
En résumé, en radiographie, ce qui limite la détection est le flou géométrique et non pas la sensibilité du film alors qu’en radioscopie, ce qui limite la détection est le flou géométrique (le même) avec un minimum lié à la taille du pixel de la caméra CCD (1 million de pixels). En pratique, c’est cette taille de pixel qui limite souvent la détection des petits défauts. Dans le futur, le nombre de pixels de la caméra CCD est amené à augmenter, ce qui fera gagner en résolution. 2.2. Images de référence en radioscopie En fonderie sous pression, les pièces sont contrôlées actuellement en radioscopie en s’appuyant sur des images de références obtenues en radiographie. Il nous a semblé important de pouvoir combler cette lacune. Pour cela, nous avons extrait des images de 20 x 20 mm de pièces industrielles et avons mesuré par analyse d’images le taux de porosité surfacique projeté et la taille du plus gros défaut. Nous avons ensuite rangé ces images en 6 classes qui traduisent la gravité des défauts. La classe de défaut dépend essentiellement de deux critères : le taux de porosité mesuré et la taille du plus gros défaut. Le traitement des images radioscopiques a été réalisé sous Visilog (fig. 8 et 9)
Figure 8 – Soufflure- Image originale Figure 9 - Image traitée (seuillage et labellisation) Nous présentons (figure 10) quelques images de références pour l’aluminium. Figure 10 – images de référence – soufflure aluminium
Classe 1 Classe 2 Classe 3 Classe 4 Classe 5 Classe 6 Poro = 0,9 % Dmax = 0,95 mm
Poro = 1,7 % Dmax = 1,41 mm
Poro = 3,4 % Dmax = 1,42 mm
Poro = 4,8 % Dmax = 1,17 mm
Poro = 5,3 % Dmax = 1,6 mm
Poro = 11 % Dmax = 4 mm
Ces images ont été prélevées sur des zones planes de pièces afin d’éviter une confusion entre les pores et la géométrie de pièce et permettre une meilleure visualisation. Précisons également que le taux de porosité est un taux surfacique projeté et surestime très fortement la porosité volumique réelle. De plus, c’est un taux de porosité local (20 x 20 mm). Pour un même taux de porosité surfacique, la porosité volumique est d’autant plus faible que la zone de pièce est épaisse. L’image originale, nécessite, pour être traitée facilement une opération de renforcement des contrastes (fig. 12) afin de mieux mettre en évidence les défauts. Cette opération, particulièrement importante pour les retassures, a été réalisée sous Adobe Photoshop (outil « contraste automatique »).
5
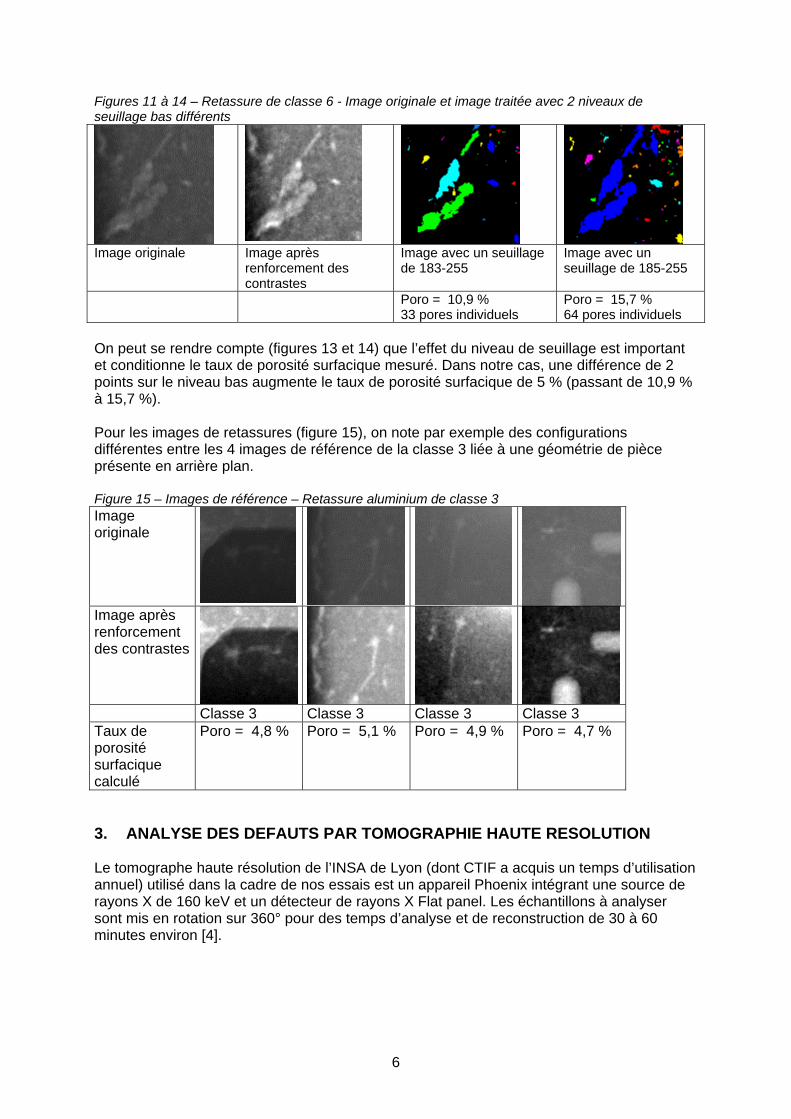
Figures 11 à 14 – Retassure de classe 6 - Image originale et image traitée avec 2 niveaux de seuillage bas différents
Image originale Image après
renforcement des contrastes
Image avec un seuillage de 183-255
Image avec un seuillage de 185-255
Poro = 10,9 % 33 pores individuels
Poro = 15,7 % 64 pores individuels
On peut se rendre compte (figures 13 et 14) que l’effet du niveau de seuillage est important et conditionne le taux de porosité surfacique mesuré. Dans notre cas, une différence de 2 points sur le niveau bas augmente le taux de porosité surfacique de 5 % (passant de 10,9 % à 15,7 %). Pour les images de retassures (figure 15), on note par exemple des configurations différentes entre les 4 images de référence de la classe 3 liée à une géométrie de pièce présente en arrière plan. Figure 15 – Images de référence – Retassure aluminium de classe 3 Image originale
Image après renforcement des contrastes
Classe 3 Classe 3 Classe 3 Classe 3 Taux de porosité surfacique calculé
Poro = 4,8 % Poro = 5,1 % Poro = 4,9 % Poro = 4,7 %
3. ANALYSE DES DEFAUTS PAR TOMOGRAPHIE HAUTE RESOLUTION Le tomographe haute résolution de l’INSA de Lyon (dont CTIF a acquis un temps d’utilisation annuel) utilisé dans la cadre de nos essais est un appareil Phoenix intégrant une source de rayons X de 160 keV et un détecteur de rayons X Flat panel. Les échantillons à analyser sont mis en rotation sur 360° pour des temps d’analyse et de reconstruction de 30 à 60 minutes environ [4].
6
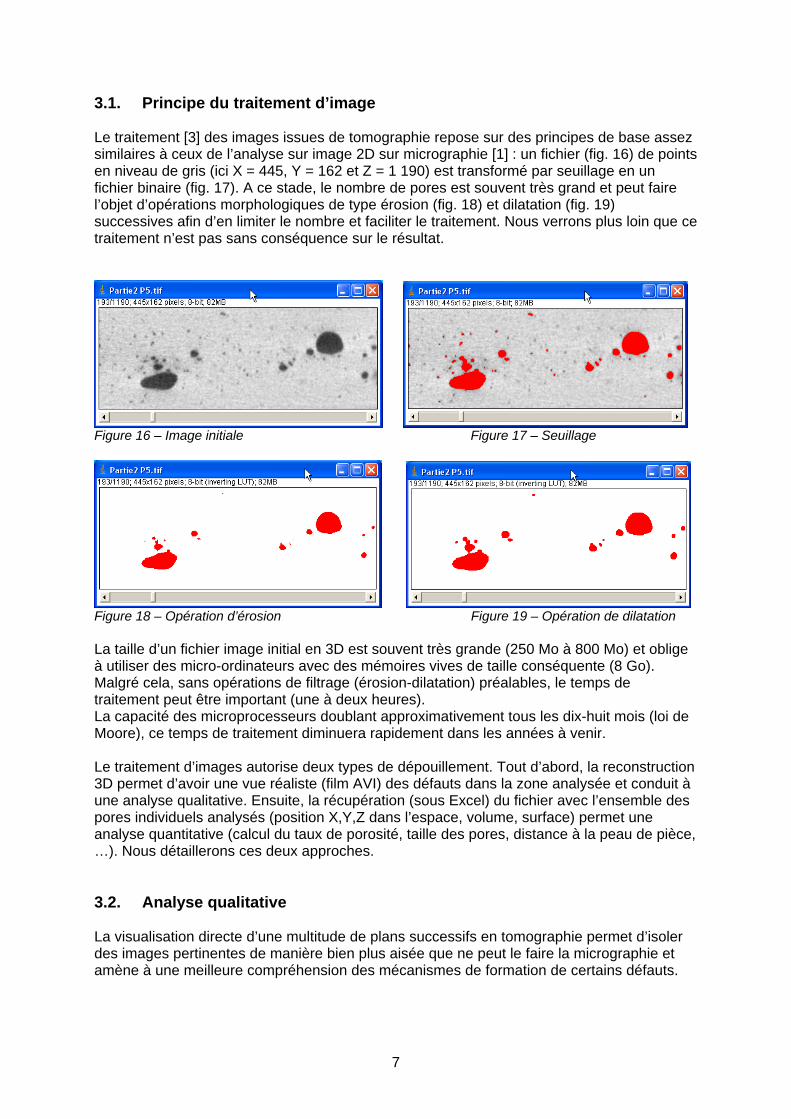
3.1. Principe du traitement d’image Le traitement [3] des images issues de tomographie repose sur des principes de base assez similaires à ceux de l’analyse sur image 2D sur micrographie [1] : un fichier (fig. 16) de points en niveau de gris (ici X = 445, Y = 162 et Z = 1 190) est transformé par seuillage en un fichier binaire (fig. 17). A ce stade, le nombre de pores est souvent très grand et peut faire l’objet d’opérations morphologiques de type érosion (fig. 18) et dilatation (fig. 19) successives afin d’en limiter le nombre et faciliter le traitement. Nous verrons plus loin que ce traitement n’est pas sans conséquence sur le résultat.
Figure 16 – Image initiale Figure 17 – Seuillage
Figure 18 – Opération d’érosion Figure 19 – Opération de dilatation La taille d’un fichier image initial en 3D est souvent très grande (250 Mo à 800 Mo) et oblige à utiliser des micro-ordinateurs avec des mémoires vives de taille conséquente (8 Go). Malgré cela, sans opérations de filtrage (érosion-dilatation) préalables, le temps de traitement peut être important (une à deux heures). La capacité des microprocesseurs doublant approximativement tous les dix-huit mois (loi de Moore), ce temps de traitement diminuera rapidement dans les années à venir. Le traitement d’images autorise deux types de dépouillement. Tout d’abord, la reconstruction 3D permet d’avoir une vue réaliste (film AVI) des défauts dans la zone analysée et conduit à une analyse qualitative. Ensuite, la récupération (sous Excel) du fichier avec l’ensemble des pores individuels analysés (position X,Y,Z dans l’espace, volume, surface) permet une analyse quantitative (calcul du taux de porosité, taille des pores, distance à la peau de pièce, …). Nous détaillerons ces deux approches. 3.2. Analyse qualitative La visualisation directe d’une multitude de plans successifs en tomographie permet d’isoler des images pertinentes de manière bien plus aisée que ne peut le faire la micrographie et amène à une meilleure compréhension des mécanismes de formation de certains défauts.
7

Complexité des retassures Les retassures sont difficiles à visualiser par les moyens de contrôle conventionnels (micrographie et radioscopie). Seule la tomographie permet véritablement de reconstituer leur aspect réel.
Figure 20 – Retassure en 3D (image filtrée) Fig. 21 – Retassure (image brute) Une vue 3D d’une retassure (fig. 20 et 21) dans une pièce industrielle en Al Si9Cu3 montre un faciès incroyablement complexe où se mélange retassure franche et microretassure. Il est clair que la modélisation de tels « monstres morphologiques» dépassent les capacités de la CAO actuelle alors que les soufflures sont modélisables (fig. 22) assez facilement.
Figure 22 – Soufflure modélisée (Amira) après récupération en tomographie [15] Reprise Les reprises analysées présentent des caractéristiques diverses, affectant uniquement la surface ou au cœur de la pièce, et ne débouchent pas en surface. On s’aperçoit quelquefois que les reprises ne sont pas planes, mais présentent une zone plane qui dégénère en une zone de type vortex arrondie et enroulée fortement sur elle-même (fig. 23). Nous n’avons pas d’hypothèse pour expliquer ce type de structure.
8
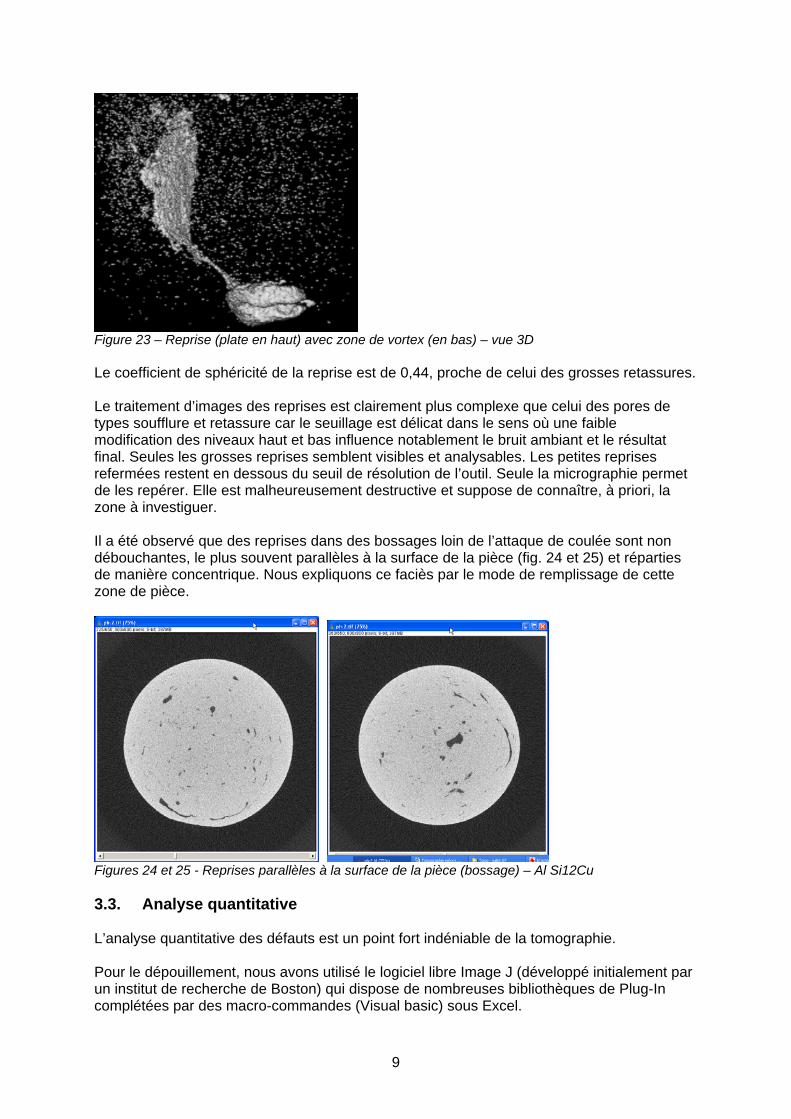
Figure 23 – Reprise (plate en haut) avec zone de vortex (en bas) – vue 3D Le coefficient de sphéricité de la reprise est de 0,44, proche de celui des grosses retassures. Le traitement d’images des reprises est clairement plus complexe que celui des pores de types soufflure et retassure car le seuillage est délicat dans le sens où une faible modification des niveaux haut et bas influence notablement le bruit ambiant et le résultat final. Seules les grosses reprises semblent visibles et analysables. Les petites reprises refermées restent en dessous du seuil de résolution de l’outil. Seule la micrographie permet de les repérer. Elle est malheureusement destructive et suppose de connaître, à priori, la zone à investiguer. Il a été observé que des reprises dans des bossages loin de l’attaque de coulée sont non débouchantes, le plus souvent parallèles à la surface de la pièce (fig. 24 et 25) et réparties de manière concentrique. Nous expliquons ce faciès par le mode de remplissage de cette zone de pièce.
Figures 24 et 25 - Reprises parallèles à la surface de la pièce (bossage) – Al Si12Cu 3.3. Analyse quantitative L’analyse quantitative des défauts est un point fort indéniable de la tomographie. Pour le dépouillement, nous avons utilisé le logiciel libre Image J (développé initialement par un institut de recherche de Boston) qui dispose de nombreuses bibliothèques de Plug-In complétées par des macro-commandes (Visual basic) sous Excel.
9

Nombre de pores et répartition Sur quasiment tous les échantillons analysés -et même pour de faibles taux de porosité- le nombre de pores mis en évidence est très conséquent. On dénombre ainsi couramment de 500 à 1 000 pores/cm3 de matière. Un grand nombre de ces petits défauts (< 400 µm) ne sont pas visualisables en radioscopie. La taille moyenne de pore (diamètre équivalent) est de 150 µm pour un diamètre maximale moyen de 1 150 µm. La distance moyenne entre pores est de 640 µm. On a pu constater expérimentalement (Equation 1) que le nombre de pores (Nbpore) décroît de manière exponentielle avec leur diamètre équivalent (dpore).
dporepore eNb ×−×= βα (Equation 1)
Les facteurs α et β sont proches respectivement de 2 000 et de 0,01. Ainsi, les pores de 500 µm sont 50 fois moins nombreux que les pores de 100 µm et les pores de 800 µ sont 1 000 fois moins nombreux que les pores de 100 µm. Cependant, s’ils sont peu nombreux, les pores de grande taille (> 800 µm) occupent un volume non négligeable (proportionnel au cube de leur rayon) et contribuent souvent de manière importante au taux de porosité total d’une zone de pièce. Modèle physique du taux de porosité Le taux de porosité est corrélé fortement (0,85) avec le diamètre du plus gros pore présent dans une zone alors que les corrélations avec la taille de pore moyen (0,40) et la distance inter-pores (-0,55) sont plus réduites. Nous avons pu déterminer (Equation 2), à partir de l’analyse d’un grand nombre d’échantillons, que le taux de porosité dans une zone de pièce peut être modélisé physiquement (R2 = 0,98 – fig. 26) par les trois paramètres évoqués plus haut.
3_int
3max
3 )()3/4(
poreer
moyen
drr
Porosité×+×
=τ
(Equation 2)
Où
• Porosité est le taux de porosité du modèle • rmoyen est le rayon équivalent moyen des pores • rmax est le rayon équivalent du plus gros pore • dinter-pore est la distance moyenne entre pores
Le facteur τ, qui vaut 0,0004, peut être interprété comme le fait qu’un pore sur 2 500 a la taille du pore maximal. Si on ne tient pas compte du plus gros pore, le modèle s’éloigne sensiblement de la réalité pour les forts taux de porosité.
10
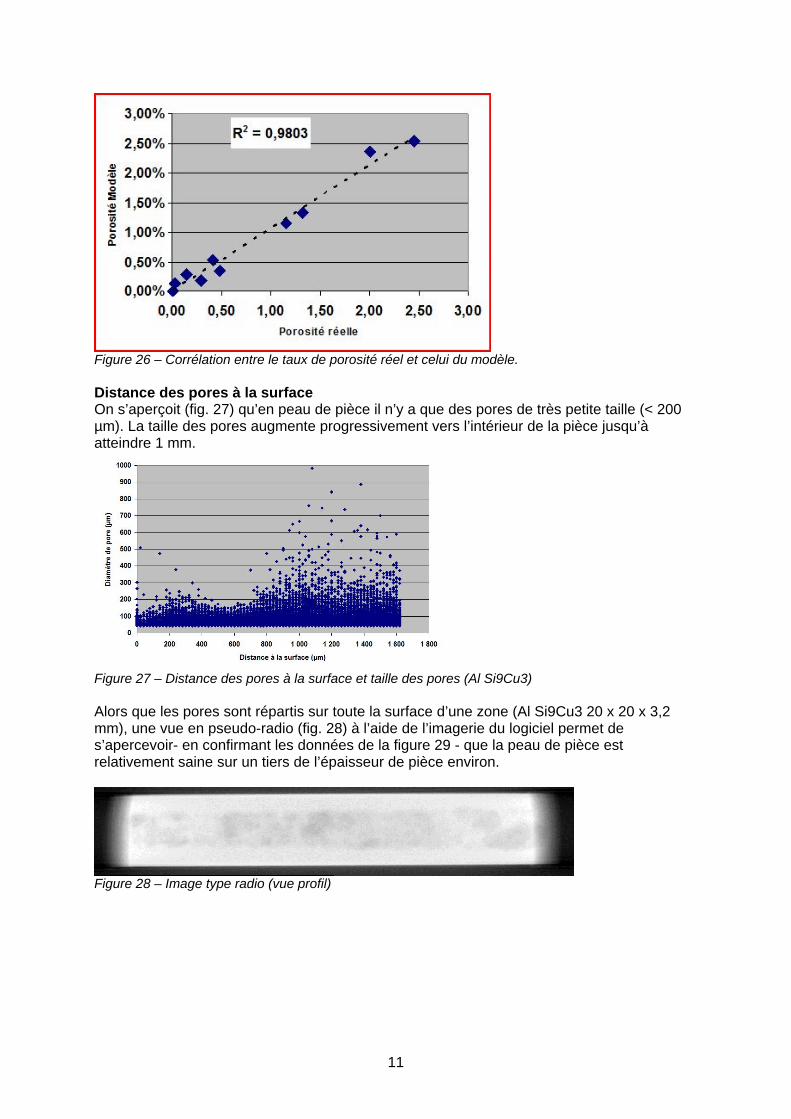
Figure 26 – Corrélation entre le taux de porosité réel et celui du modèle. Distance des pores à la surface On s’aperçoit (fig. 27) qu’en peau de pièce il n’y a que des pores de très petite taille (< 200 µm). La taille des pores augmente progressivement vers l’intérieur de la pièce jusqu’à atteindre 1 mm.
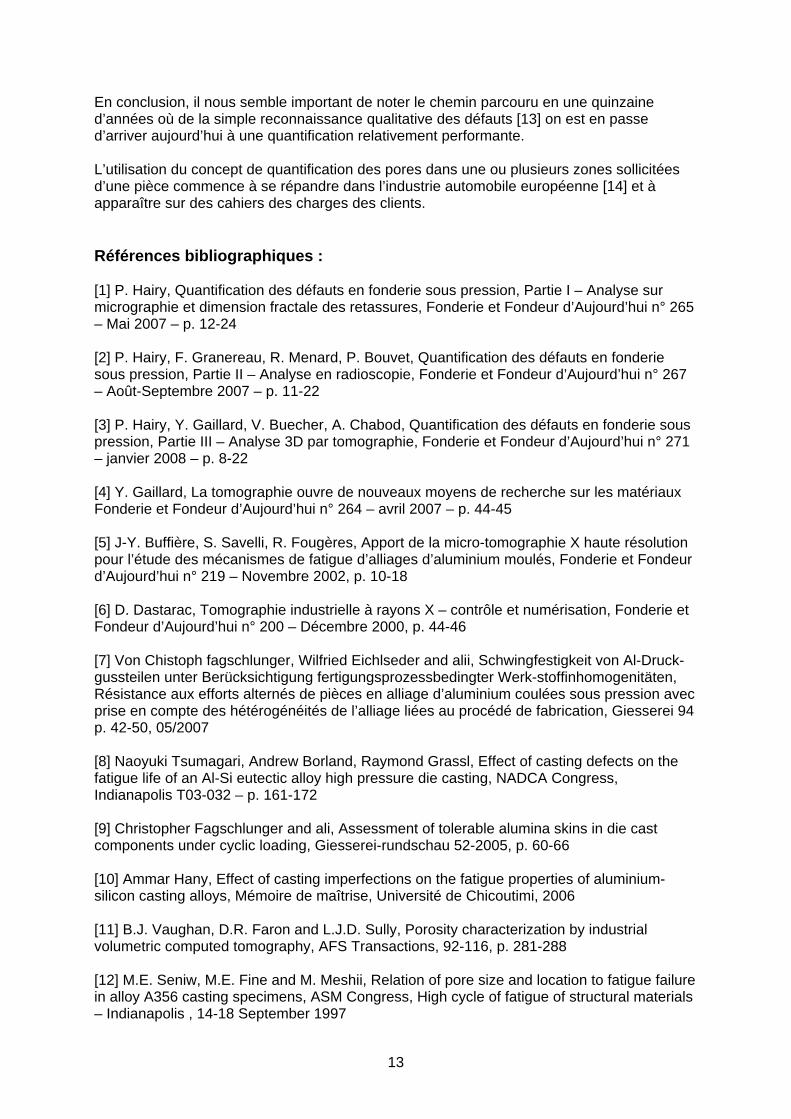
Figure 27 – Distance des pores à la surface et taille des pores (Al Si9Cu3) Alors que les pores sont répartis sur toute la surface d’une zone (Al Si9Cu3 20 x 20 x 3,2 mm), une vue en pseudo-radio (fig. 28) à l’aide de l’imagerie du logiciel permet de s’apercevoir- en confirmant les données de la figure 29 - que la peau de pièce est relativement saine sur un tiers de l’épaisseur de pièce environ.
Figure 28 – Image type radio (vue profil)
11
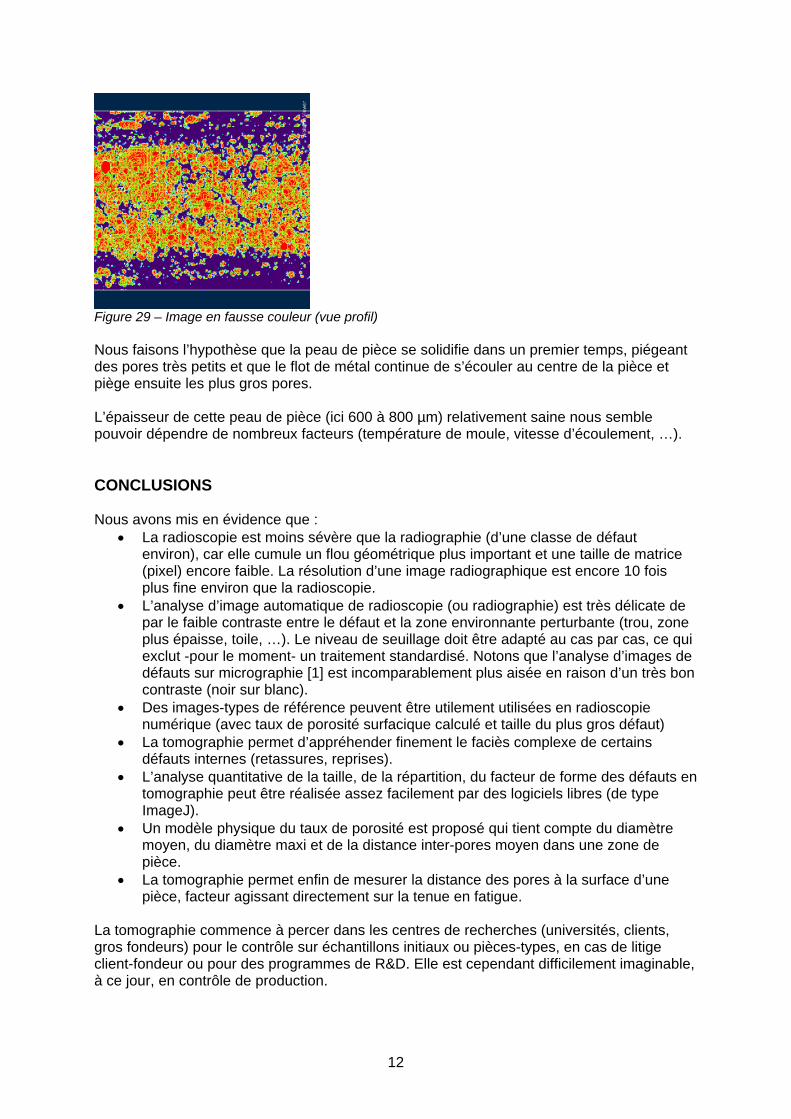
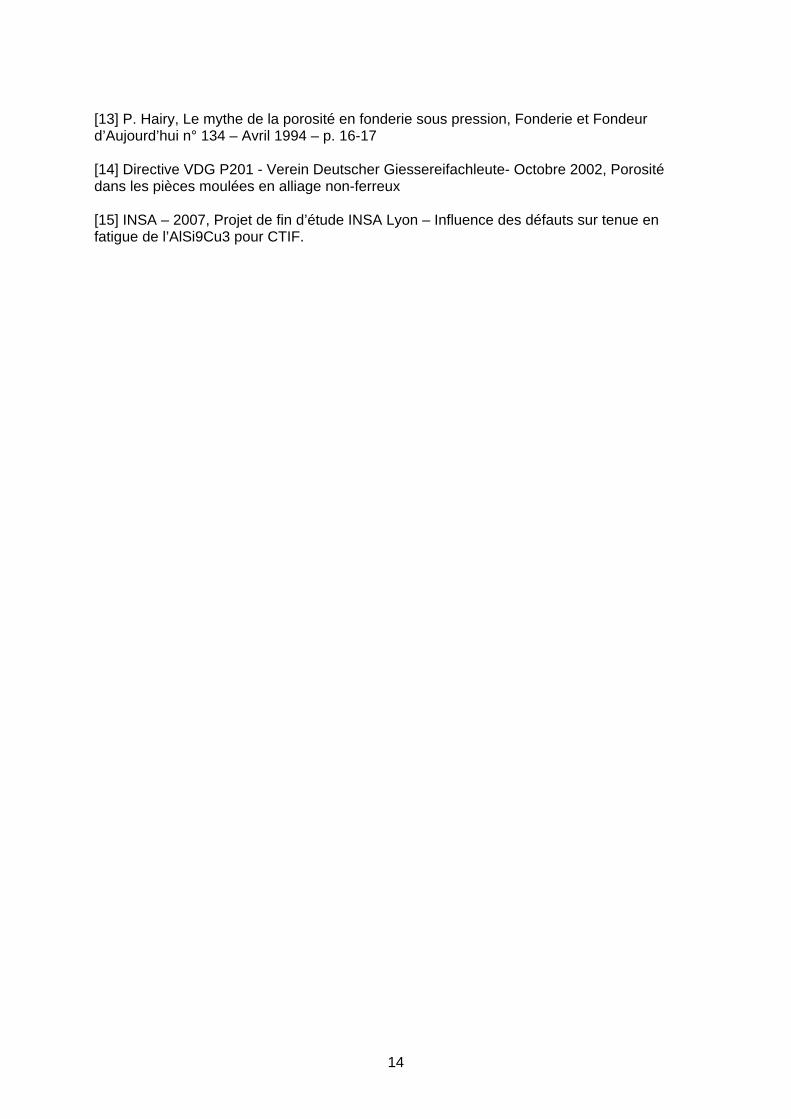
Figure 29 – Image en fausse couleur (vue profil) Nous faisons l’hypothèse que la peau de pièce se solidifie dans un premier temps, piégeant des pores très petits et que le flot de métal continue de s’écouler au centre de la pièce et piège ensuite les plus gros pores. L’épaisseur de cette peau de pièce (ici 600 à 800 µm) relativement saine nous semble pouvoir dépendre de nombreux facteurs (température de moule, vitesse d’écoulement, …). CONCLUSIONS Nous avons mis en évidence que :
• La radioscopie est moins sévère que la radiographie (d’une classe de défaut environ), car elle cumule un flou géométrique plus important et une taille de matrice (pixel) encore faible. La résolution d’une image radiographique est encore 10 fois plus fine environ que la radioscopie.
• L’analyse d’image automatique de radioscopie (ou radiographie) est très délicate de par le faible contraste entre le défaut et la zone environnante perturbante (trou, zone plus épaisse, toile, …). Le niveau de seuillage doit être adapté au cas par cas, ce qui exclut -pour le moment- un traitement standardisé. Notons que l’analyse d’images de défauts sur micrographie [1] est incomparablement plus aisée en raison d’un très bon contraste (noir sur blanc).
• Des images-types de référence peuvent être utilement utilisées en radioscopie numérique (avec taux de porosité surfacique calculé et taille du plus gros défaut)
• La tomographie permet d’appréhender finement le faciès complexe de certains défauts internes (retassures, reprises).
• L’analyse quantitative de la taille, de la répartition, du facteur de forme des défauts en tomographie peut être réalisée assez facilement par des logiciels libres (de type ImageJ).
• Un modèle physique du taux de porosité est proposé qui tient compte du diamètre moyen, du diamètre maxi et de la distance inter-pores moyen dans une zone de pièce.
• La tomographie permet enfin de mesurer la distance des pores à la surface d’une pièce, facteur agissant directement sur la tenue en fatigue.
La tomographie commence à percer dans les centres de recherches (universités, clients, gros fondeurs) pour le contrôle sur échantillons initiaux ou pièces-types, en cas de litige client-fondeur ou pour des programmes de R&D. Elle est cependant difficilement imaginable, à ce jour, en contrôle de production.
12
En conclusion, il nous semble important de noter le chemin parcouru en une quinzaine d’années où de la simple reconnaissance qualitative des défauts [13] on est en passe d’arriver aujourd’hui à une quantification relativement performante. L’utilisation du concept de quantification des pores dans une ou plusieurs zones sollicitées d’une pièce commence à se répandre dans l’industrie automobile européenne [14] et à apparaître sur des cahiers des charges des clients. Références bibliographiques : [1] P. Hairy, Quantification des défauts en fonderie sous pression, Partie I – Analyse sur micrographie et dimension fractale des retassures, Fonderie et Fondeur d’Aujourd’hui n° 265 – Mai 2007 – p. 12-24 [2] P. Hairy, F. Granereau, R. Menard, P. Bouvet, Quantification des défauts en fonderie sous pression, Partie II – Analyse en radioscopie, Fonderie et Fondeur d’Aujourd’hui n° 267 – Août-Septembre 2007 – p. 11-22 [3] P. Hairy, Y. Gaillard, V. Buecher, A. Chabod, Quantification des défauts en fonderie sous pression, Partie III – Analyse 3D par tomographie, Fonderie et Fondeur d’Aujourd’hui n° 271 – janvier 2008 – p. 8-22 [4] Y. Gaillard, La tomographie ouvre de nouveaux moyens de recherche sur les matériaux Fonderie et Fondeur d’Aujourd’hui n° 264 – avril 2007 – p. 44-45 [5] J-Y. Buffière, S. Savelli, R. Fougères, Apport de la micro-tomographie X haute résolution pour l’étude des mécanismes de fatigue d’alliages d’aluminium moulés, Fonderie et Fondeur d’Aujourd’hui n° 219 – Novembre 2002, p. 10-18 [6] D. Dastarac, Tomographie industrielle à rayons X – contrôle et numérisation, Fonderie et Fondeur d’Aujourd’hui n° 200 – Décembre 2000, p. 44-46 [7] Von Chistoph fagschlunger, Wilfried Eichlseder and alii, Schwingfestigkeit von Al-Druck-gussteilen unter Berücksichtigung fertigungsprozessbedingter Werk-stoffinhomogenitäten, Résistance aux efforts alternés de pièces en alliage d’aluminium coulées sous pression avec prise en compte des hétérogénéités de l’alliage liées au procédé de fabrication, Giesserei 94 p. 42-50, 05/2007 [8] Naoyuki Tsumagari, Andrew Borland, Raymond Grassl, Effect of casting defects on the fatigue life of an Al-Si eutectic alloy high pressure die casting, NADCA Congress, Indianapolis T03-032 – p. 161-172 [9] Christopher Fagschlunger and ali, Assessment of tolerable alumina skins in die cast components under cyclic loading, Giesserei-rundschau 52-2005, p. 60-66 [10] Ammar Hany, Effect of casting imperfections on the fatigue properties of aluminium-silicon casting alloys, Mémoire de maîtrise, Université de Chicoutimi, 2006 [11] B.J. Vaughan, D.R. Faron and L.J.D. Sully, Porosity characterization by industrial volumetric computed tomography, AFS Transactions, 92-116, p. 281-288 [12] M.E. Seniw, M.E. Fine and M. Meshii, Relation of pore size and location to fatigue failure in alloy A356 casting specimens, ASM Congress, High cycle of fatigue of structural materials – Indianapolis , 14-18 September 1997
13
[13] P. Hairy, Le mythe de la porosité en fonderie sous pression, Fonderie et Fondeur d’Aujourd’hui n° 134 – Avril 1994 – p. 16-17 [14] Directive VDG P201 - Verein Deutscher Giessereifachleute- Octobre 2002, Porosité dans les pièces moulées en alliage non-ferreux [15] INSA – 2007, Projet de fin d’étude INSA Lyon – Influence des défauts sur tenue en fatigue de l’AlSi9Cu3 pour CTIF.
14