quand les cours intérieures deviennent des oasis · quelques années de cela, inter- ... nous...
TRANSCRIPT

Une publicationdu groupe ARBURG
No. 6 Eté 1997
Informations sur lemarché et la techniquede l’injection
Quand les coursintérieuresdeviennentdes oasis
SOMMAIRE EDITORIAL
PAGE 3
PAGES 4 - 5
PAGES 6 - 7
PAGE 7
PAGES 8 - 9
PAGES 10 - 11
PAGES 12 - 13
Technologie et développementL’automatisation permet d’accroîtrela production et la qualité
Tous les ans ...«Des agneaux pur beurre»sur des presses Allrounder
Technique de productionQualité contrôlée, flux de matière et systèmati-que interne
Le salon interne ARBURGLe salon interne ARBURG 1997 : un succès intégral
PAGES 14 - 15
PAGE 16
Asservissement ou régulation (Partie 1)Dans l’injection, l’objectif définit la technique
ARBURG InterneARBURG passe au multimédia
Le Cercle des experts en matière d’injectionde poudres métalliques - MIMARBURG impose de nouveaux critères de référen-ce dans le domaine de l’injection de poudres
Développements sur le marché du CDUn bel avenir pour ces «galettes brillantes»
Les filiales ARBURGARBURG BV : un travail d’équipe pour un maxi-mum de flexibilité au service du client
RESPONSABLE DE L'EDITION
ARBURG GmbH + CoArthur-Hehl-StrasseD-72290 LossburgTél. : +49(0)7446/33-0Fax : +49(0)7446/33-3365
La culture d’une entreprise se reflète toujours dansl’agencement de l’environnement de travail immédiat.La culture de l’entreprise signifie donc à la fois culture detravail et art de vivre. Un agencement spatial à la foisagréable et fonctionnel au sein de l’entreprise revêt ain-si une signification profonde et influe de manière trèspositive et motivante sur l’atmosphère de travail.
Partant de ces considérations, et après l’ouverture l’anpassé de notre centre ARBURG ALLROUND CENTER(AAC), nous avons désormais achevé l’agencement pay-sagé de nos trois cours intérieures.
La photo de couverture de notre revue ARBURG todayvous donne une idée du résultat - particulièrement réus-si - de nos efforts : autour des bassins, les jardins de ro-caille plantés de buis, d’ifs et de pins créent en quelquesorte, au centre de l’activité incessante de notre entre-prise, un hâvre de sérénité qui distille ce calme indispen-sable à la maturation de bon nombre de décisions impor-tantes.
Cette recherche d’un climat de travail agréable nenous fait pas pour autant oublier notre objectif tradi-tionnel qui consiste à toujours être à la pointe de la tech-nologie - ce que démontrent à merveille les sujets de laprésente édition : nous sommes en mesure de proposerdes solutions intéressantes, tant sur le marché «tradi-tionnel» de l’injection que sur les marchés d’avenir del’injection de poudres et des presses pour CD.
La convergence de nos points de vue à ce sujet est en-core démontrée par le franc succès de notre salon inter-ne qui s’est tenu cette année en avril chez nous, àLoßburg. Pendant ces trois jours, plus de 1400 invités in-ternationaux ont pu découvrir nos performances écono-miques et nos nouveautés technologiques.
Cette nouvelle édition de notre revue ARBURG today apour but de vous fournir encore plus d’informations surnotre entreprise. Nous vous souhaitons une agréablelecture.
Cordialement vôtre
(E. Hehl) (K. Hehl)
PAGE 2
SEITE 16
2

LE CERCLE DES EXPERTS EN MATIERE D’INJECTION DE POUDRES METALLIQUES - MIM
Il y a deuxraisons à ce dé-veloppementpositif : d’une
part, après unesorte «d’alluma-
ge initial» au débutdes années 90 lié à
l’apparition degranulats pré-mixés et prêtsà injecter (Feed-stock), le nom-
bre des secteursd’applications po-
tentiels se dévelop-pe fortement, et d’autre part, lenombre de sociétés utilisant cet-te technologie dans le cadre deleur production s’est lui aussi ac-cru - notamment en Allemagne.
Faisant partie des rares fabri-cants de machines ayant su, il y aquelques années de cela, inter-préter correctement les signesprécurseurs de ce phénomène,nous avons très tôt misé sur lespossibilités de développementde la technologie de l’injectionde poudres. Voici déjà six ans,ARBURG a mis au point tout unensemble de techniques d’injec-tion de poudres, et nous avonsaujourd’hui résolu bon nombredes problèmes rencontrés àl’époque. Nous sommes ainsi enmesure de livrer des unités d’in-jection complètes élaborées deA jusqu’à Z au sein de notre so-ciété, ce qui constitue un atoutde poids pour les clients.
Une standardisationnécessaire
Comme toutes les technolo-gies nouvelles, le marché de l’in-jection de poudres s’est toute-
ARBURG impose de nouveaux critères de réfé-rence dans le domaine de l’injection de poudres
Au cours de ces dernières années, le paysageinternational de l’injection a subi de profon-des mutations. Après une longue phase dedémarrage, la part de l’injection de poudrescéramiques ou métalliques ne cesse de croî-tre et conserve un important potentiel de
croissance à l’avenir : on estime que le chiffred’affaires généré par les produits obtenus par
injection de poudres sera de l’ordre de 240 millionsde dollars en 1999, soit quatre fois celui de 1994.
fois développé jusqu’à présent -du moins en Europe - sans réellecoordination et de manière plu-tôt aléatoire. C’est pour remé-dier à cette situation et structu-
rer certaines tendances de nor-malisation et de standardisa-tion que le «Cercle des expertsen matière d’injection de pou-dres métalliques - MIM» a étécréé en 1993.
Une commission complexeLa composition et les interre-
lations de ce cercle de travailsont extrêmement complexes : ilfonctionne en tant que com-mission du comité commun dela Métallurgie des Poudres de la"Deutsche Gesellschaft für Ma-terialkunde (DGM)", de la"Deutsche Keramische Gesell-schaft (DKG)", de l’associationprofessionnelle des sidérurgis-tes allemands (VDeH) et de l’as-
Parmi les membres in-fluents de ce groupe-ment d’intérêt du «cer-cle MIM» figurent desnoms tels que Hoechst,BASF, l’université techni-que de Dresde, l’univer-sité de Karlsruhe, IFAM,Krebsöge, Schunk, De-loro Stellite et ARBURG.Une autre participationimportante est celle del’institut allemand denormalisation (DIN), carle but de ce travail fon-damental vise à élaborerles standards de demainqui faciliteront considé-rablement la coopéra-tion constructive entretoutes les parties con-cernées.
DES PARTICIPANTSDE HAUT NIVEAU
sociation des ingénieurs alle-mands, section techniques desmatériaux (VDI-W).
Bien que des efforts de nor-malisation similaires existentaux Etats-Unis, ils diffèrent tou-tefois sur certains points criti-ques et ne satisfont pas les spé-cialistes européens.
L’initiative européenneIl fallait donc prendre une ini-
tiative personnelle: sous la su-pervision du "Fraunhofer Insti-tut für angewandte Material-forschung" (Institut de recher-
L’institut allemand de norma-lisation (DIN) - un partenaireimportant du cercle de travail
che appliquée sur les maté-riaux) de Brème, cette commis-sion d’experts réunit deux foispar an des participants de diffé-rentes origines : outre des fa-bricants de matières premières(liants, poudres, Feedstock),des instituts scientifiques et desproducteurs de pièces obte-nues par injection de poudres,la société ARBURG, en tant quefabricant de machines, collabo-re également de manière déci-sive à la standardisation desmatériaux et des critères queces derniers doivent respecter.
3
ph
oto
: Sch
äfer
, Ber
lin

Que le client souhaiteune presse Allrounder S,V, MB, M ou C, avec desplateaux de 220 à 520mm ou des forces de fer-meture de 250 à 2000 kN
- il trouvera chez nous la machine idéale pour chaque appli-cation grâce à la modularité de notre gamme de produits.Avec ses applications interactives, le programme numéri-que ARBURG de configuration de machines facilite le choixpréalable des composants correspondants de la machine,directement lors de l’entretien de vente - naturellementsans toutefois prétendre se substituer aux conseils perti-nents de notre personnel spécialisé.
MODULE DE PRESENTA-TION MULTIMEDIA
4
ARBURG INTERNE
ARBURG passeau multimédia
Nos conseillers commer-ciaux sont ainsi en mesure, àl’aide d’un module de présen-tation multimédia - le pro-gramme numérique ARBURGde configuration de machines-, de configurer avec précisionla machine correspondant auxsouhaits du client à partir de lavaste palette de nos services.
ARBURG met une fois de plus les tech-niques les plus modernes au service deses clients : depuis quelques temps, nosconseillers commerciaux sont dotés dedeux auxiliaires informatiquesperformants qui rendent en-core plus efficace l’assistan-ce-conseil approfondiede nos clients.
La deuxième étape fait en-suite appel au système externed’information (EIS), un outilmultifonctions : il permet à noscollaborateurs chargés du suivide la clientèle d’élaborer desoffres, des plannings de dépla-cements et de visites par le biaisde la télétransmission de don-nées. Les clients et les con-
seillers commerciaux bénéfi-cient ainsi tous deux de l’in-croyable rapidité de ce média.
Une configuration rapideSi le client sélectionne parmi
la gamme des machines unepresse Allrounder S, le logicielpasse directement de la pré-sentation multimédia aux

tailles de plateaux, puis, à par-tir de ce choix (p. ex. 270 mm),il calcule automatiquementles forces de fermeture (150,250, 350 et 500 kN). Si le clientopte pour une force de ferme-ture de 150 kN, le programmepropose alors les tailles 60 et150 comme possibilités dechoix d’unités d’injection.
Au terme de cette procédu-re de sélection, la presse All-
rounder 270 S 150-150ainsi configurée ap-paraît à l’écran et lescaractéristiques tech-niques de l’unité d’in-jection et de l’unité defermeture, de la baseet de la commandesont affichées sous forme detableaux.
Possibilités de choixAvec de nombreux graphi-
ques et photos sur l’ensemblede la gamme S, la rubrique«Technique de la série» offreen outre une possibilité dechoix globale.
Mais le module multimédiaprésente encore une autre ca-ractéristique intéressante : lecheminement jusqu’à la confi-guration de la machine peutêtre également parcouru ensens inverse, à savoir en par-tant du produit à injecter.
Calculation des ébaucheset exemples d’applications
Lors de la calculation desébauches, il suffit d’introduire
Un simple clic avec la sou-ris permet de passer des co-tes du plateau et des forcesde fermeture à la machinecorrespondante
De l’exemple pratiqueà la configuration de la
machine
A temps modernes,structures d’organisationmodernes : dans le cadred’un projet pilote, unenouvelle forme d’organi-sation du travail est expé-rimentée depuis avril 1996au niveau du montage desmodèles des séries K, M etS : le travail d’équipe ausein du «Team allround».
Si ce nom a été retenupour ce projet, c’est qu’ilvise non seulement à ac-croître l’efficacité et laqualité du personnel, maisaussi sa qualification.
S. Finkbeiner, respon-sable du départementProduction chez ARBURG,souligne que la mise enœuvre de ce projet a étéprécédée d’une intensephase préparatoire d’unedurée de plusieurs mois.
L’objectif avoué visait àréduire de 20 % les tempsde montage des machi-nes, à améliorer la qualitéde la production et à dé-velopper le phénomèned’identification du per-sonnel avec le produit etla société.
Le travail d’équipe s’estavéré positif à tous leségards. D’autres mem-bres du personnel du bu-reau d’études ainsi quedes services de montagedes modules et de fabri-cation des armoires decommande ont égale-ment adopté cette nou-velle structure de travail.
Et d’autres suivrontcertainement au cours decette année !
NOTRE TEAM ALL-ROUND : LE TRAVAILD’EQUIPE CHEZ ARBURG
les besoins d’ARBURG, qui aété développé en un an parquatre spécialistes ARBURGsur la base de l’outil Navision etqui est déjà en service en Alle-magne depuis deux ans.
Le système EIS comporte unefonction importante pour lesclients : après le choix initiald’une machine à l’aide de l’ap-plication multimédia, le con-seiller commercial est en me-sure, grâce au système EIS, deréaliser avec le client une offrepréliminaire détaillée.
Il est ainsi possible de confi-gurer jusque dans le moindredétail l’ensemble de l’équipe-ment de la machine, y compris
la périphérie néces-saire. Deux possibili-tés s’offrent au ter-me de cette procé-dure de choix : pourdes configurationsstandard, le con-
seiller commercial est à mêmede remettre au client directe-ment sur place un exemplaireimprimé de l’offre. S’il restedes problèmes techniques àrégler, l’offre préparée seratransmise par modem à Loss-burg à des fins de contrôle.Une fois que ces problèmes se-ront résolus, l’acheteur po-tentiel pourra alors, au choix,recevoir l’offre par le biais duservice de suivi des clients, soitdirectement de son conseillercommercial.
ARBURG dispose ainsi dedeux auxiliaires modernes qui
5
permettent au client de trou-ver rapidement une solutionrépondant à ses impératifs deproduction et à ses souhaitsen termes de machines. Unatout de plus pour nos clients !
les données correspondantesde la matière de départ, lahauteur et la largeur du mou-le, la pression d’injection et lepoids pour déterminer les ma-chines susceptibles de convenir.
Dans le cadre des exemplesd’applications, des représenta-tions de produits spécialementconçus comme exemples per-mettent de déterminer d’unseul coup d’oeil les paramè-
tres de pro-duction, quiserviront entoute logiqueà sélectionnerla machinequi convient.
Une autreoption, ac-tuellement enpréparation,viendra com-pléter les pos-sibilités de l’offre multimédiaARBURG par des informationsciblées sur les mots-clés telsque Allrounder T, machines àCD, procédés spéciaux, accessoi-res machines, systèmes d’auto-matisation, assurance-qualitéet ordinateur pilote, toutes cesinformations étant disponi-bles par simple clic sur le bou-ton «Utilisation spéciale».
EIS - la ligne directeavec ARBURG
Le système externe d’infor-mation est un logiciel d’infor-mation, spécialement axé sur

TECHNOLOGIE ET DEVELOPPEMENT
Cette unité a été livrée enmai à la société Geißler à Ber-lin. Lors du développement,l’objectif à atteindre consis-tait à pouvoir gainer l’extré-mité supérieure d’antennesen tous genres par une couchede protection.
L’installation se composed’une presse Allrounder 220M avec commande par écranMultronica, reliée à l’automa-te d’insertion et de prélève-ment par le biais d’une inter-face électrique standard selonEuromap. Cette solution per-met au système de manipula-tion d’identifier le messaged’erreur de rebut de la presseAllrounder et de le traiter enconséquence.
Commande CNCde l’axe d’entraînementL’axe CNC à très haute dyna-
mique de la station d’insertionet de prélèvement accélère à2 m/s² et dispose d’une forceportante de 30 kg. La vitessede déplacement est de 1 m/s,et l’entraînement est assurépar des courroies crantées.
L’automatisation permet d’accroîtrela productivité et la qualité
Voici l’un des plus récents exemples de la lon-gue et fructueuse collaboration qui lie AR-BURG et Geiger, une entreprise suisse dispo-sant d’une ramification en Forêt-Noire :une cellule de production pour le sur-moulage d’antennes radio.
Les ram-pes d’accélération etde freinage de l’axe d’entraî-nement sont paramétrables.La précision du positionne-ment est de +/- 0,2 mm.
Le déroulementde la production
Les antennes sont livrées envrac, disposées à la main pargroupes de six sur un supportet font l’objet d’un contrôleautomatique de leur lon-gueur. Le support est ensuiteintroduit à la main dans lazone de sécurité.
Deux modules de préhen-sion pour l’insertion et le pré-
lève-ment sont sus-pendus par le biais d’unprocédé spécial visant à sup-primer tout risque de vibra-tions, de sorte à garantir unfonctionnement optimal encycles parallèles.
Le module d’insertion vachercher les ébauches dans lastation d’approvisionnement,les transporte dans le mouled’injection et les introduit parsix du côté buse. Dans le mêmetemps, le module de prélève-ment sort les six antennes sur-
mou-lées, y comprisle canal répartiteur dudemi-moule mobile, et trans-porte les pièces finies jusqu’auposte de découpe des carot-tes. Le moule se referme en-suite pour permettre le cyclesuivant. La durée totale del’opération ne dépasse pas en-viron 4 secondes.
Grâce au guidage du systè-me de coupe par des douilles à
billes exemptes de jeu ainsiqu’à la fixation ultraprécisedes zones de coupe par desmasques de forme et des élé-ments de bridage, le poste dedécoupe sépare le canal répar-titeur à six branches au niveaudes antennes avec une préci-sion telle que l’endroit de la
Le bâti de base compact etpeu encombrant de l’unitéd’insertion et de prélèvementse compose d’une structureen acier soudée garantissantun faible niveau de vibration.La hauteur est réglable afinde permettre l’utilisation dedifférentes tailles de pressesà injecter. Le module d’inser-
tion est accessible en toutesécurité par l’avant commepar l’arrière par le biais de ca-pots de protection transpa-rents qui sont maintenus enposition par des amortis-seurs. L’interrogation des si-gnaux électriques s’opère parle biais de contacts de sécuritémécano-électriques.
Support à six emplacementspour le surmoulage d’antennes UNITE D’INSERTION ET DE PRELEVEMENT
Le moule d’injectionsextuple accueille les
ébauches du côte buse.L’évacuation des pièces
est assurée par ledemi-moule mobile
6

découpe n’est plus visible.Un toboggan spécial à six
étages permet aux antennesde tomber parallèlement surune bande transporteuse derefroidissement. Au boutd’un certain temps de produc-tion, les pièces peuvent êtreenlevées de la bande pourpermettre un contrôle visuelde la qualité.
L’armoire de commande dusystème de manipulation estsituée au dos du bâti. Le mo-dule de commande OP5 per-met également de réaliserune commande séquentielleà distance.
Particularités du mouleLe moule d’injection sextu-
ple accueille les ébauches ducôte buse. L’évacuation despièces est assurée par le demi-moule mobile. Un facteur im-portant dans ce contexte estla précision absolue du posi-
tionnement des anten-nes durant l’opéra-tion de surmoulage.C’est pourquoi les ti-ges des antennes sontmaintenues en positiondans un «carquois» intégré aumoule, afin que les ressortsdes antennes ne ploient pas.Cette solution permet de res-pecter très précisément les co-tes longitudinales absolues.
Des avantagessystématiques
Avant la construction de lacellule de production, les es-sais ont montré que l’intro-duction et le prélèvement ma-nuels impliquaient des tempsd’ouverture nettement plusimportants du moule d’injec-tion qui empêchaient de res-pecter l’équilibre thermiquedu moule et ne permettaientdonc pas d’atteindre la quali-té requise.
L’automatisation du pro-cessus a permis non seule-ment d’augmenter la cadencede production, mais aussid’améliorer durablement laqualité des pièces. Les coûts defabrication par pièce ont for-tement diminué, garantissantde ce fait le caractère concur-rentiel de la production.
Des agneaux et des cloches «pur beurre» sont réalisés surune 221 K 55-250 !
C’est Leo Combee qui a eu l’idée de cette application pourle moins originale d’une presse à injecter Allrounder. Dansson usine d’injection, ce dernier produit des pièces en plasti-que classiques. A l’occasion d’une visite de la laiterie du lieuvoisin de son domicile, il remarqua que de nombreux em-ployés s’affairaient longuement pour réaliser des pains debeurre en forme d’agneaux et des cloches à l’aide de moulesen bois.
Combee eut l’idée d’automatiser la fabrication à l’aided’une presse à injecter spéciale. Les premiers essais sur uneAllrounder 221 K-55 250 avec unité de fermeture verticale etinjection avec plan de joint horizontal ont donné des résul-tats prometteurs.
L’unité d’injection, notamment, a été entièrement modi-fiée. Le système breveté à faible compression utilise unique-ment le mouvement d’injection existant et quelques signauxde commande. Le beurre est introduit sous pression par lehaut dans le moule à travers le plateau fixe. Partant d’un ré-servoir central, il est transmis au cylindre d’injection par lebiais de deux vis doseuses à entraînement électrique. L’en-semble des conduits, y compris le réservoir, est réalisé en inox.
Malgré les sévères prescriptions relatives aux produits ali-mentaires, l’utilisation d’une presse à injecter Allroundern’a pas posé le moindre problème grâce à la parfaite étan-chéité de la presse.
La procédure se déroule comme suit : dans un moule à co-quille refroidi, on introduit un fond en plastique sur lequell’agneau sera posé. Aprèsouverture du moule,l’agneau est extrait avec lesupport, puis recouvert parun couvercle en plastiquetransparent imprimé com-portant un système de fer-meture par encliquetage.Les agneaux sont alors prêtsà expédier.
Même dans ce secteurd’application «exotique», lapresse Allrounder fonction-ne depuis longtemps sansaucun problème. Tous lesans, surtout avant Pâques ...
Transport automatiquedes pièces surmoulées par
le biais d’une bandetransporteuse derefroidissement.
7
Tous les ans
Exceptionnellement pas àNoël, mais à Pâques, vous pouvez voir dans une petitelaiterie des environs de la petite ville néerlandaise deWoudrichem un exemple de l’incroyable diversité desapplications permises par la technique d’injection All-rounder.

8
TECHNIQUE DE PRODUCTION
Un système de planification de la production et de ges-tion du flux de matière assisté par ordinateur garantit ledéroulement de notre production selon nos objectifs, letravail étant réparti et surveillé par ordinateur depuis laconception des machines jusqu’au montage final.
Afin de satisfaire aux exi-gences et de répondre aux be-soins, nous tenons à proposerles machines les plus moder-nes qui soient - et ce avec desdélais de livraison aussi courtsque possible et dans le respectd’une structure de coûts qui afait ses preuves, tant pour lesclients que pour ARBURG.
Nous nous sommes très tôtattelés à cette tâche, ce quinous permet de disposeraujourd’hui d’un système effi-cace de planification de la pro-duction et de gestion du fluxde matière (PPS) qui soutientaisément la comparaison avecles meilleurs du monde entieret dont les effets sur la pro-ductivité déjà proverbiale deARBURG sont particulière-ment positifs.
Point de départ :les données comparatives
Le système PP assisté par or-dinateur de ARBURG s’articuleautour d’un prévisionnel demachines et de pièces de re-change qui est défini jusqu’àun an à l’avance sur la base desdonnées comparatives histo-riques de tous les services demarketing et de ventes con-cernés et qui est en outre ac-tualisé en permanence en
Qualité contrôlée, flux de matièreet systématique interne
fonction des dernières com-mandes reçues.
Les besoins en matériauxsont déterminés sur la base deces chiffres prévisionnels. L’in-ventaire des machines et despièces de rechange passant dustade prévisionnel à la réalisa-tion s’effectue chaque jour.Pour la fabrication des com-posants, le système intègredans le planning global letemps total de fabrication dela machine en cours, lequel secompose, d’une part, dutemps de fabrication propre-ment dite des différentes piè-ces et, d’autre part, du tempsde montage des modules.
La garantie d’une gestionoptimale des stocks
Les délais variables d’appro-visionnement des différentscomposants sont mémorisésdans le planning des besoinsassisté par ordinateur. Si leschiffres des stocks nécessairesdeviennent inférieurs à unevaleur de consigne donnée, lesystème indépendant émetalors une commande de réap-provisionnement. Cette solu-tion garantit à tout momentune gestion optimale desstocks.
Le système sait parfaite-ment quels sont les compo-sants machines nécessaires àun moment donné et peutcommander ponctuellementdes pièces par le biais d’uncontrôle des stocks englobanttous les niveaux d’ordonnan-
cement. Les ordres de fabrica-tion de composants pour lesmachines standard sont à 90 %validés de manière autonomepar le système.
Au sein du service de planifi-cation, les commandes com-merciales reçues sont automa-tiquement converties en or-dres techniques. Le bureaud’études définit chaque pres-se Allrounder en fonction dessouhaits du client et des spéci-fications techniques. C’est decette phase de définition quedépend le délai de livraison dela machine, la date de livraison
Le stock de petites pièces :une organisation ultra-moderne sur la base dustandard le plus récent.
Plus de 1400 collabora-teurs sur un site de pro-duction central, un tauxde fabrication internede l’ordre de 60 %, plusde 90.000 machines pro-duites depuis le débutde la fabrication despresses Allrounder, letout concentré sur unesuperficie de plus de100.000 m². Ces chiffresclés soulignent notrerang qui est celui del’un des principaux fa-bricants mondiaux depresses à injecter.

ciaux des clients s’opère par lebiais de la «planification sélec-tive», où les modèles standardfont l’objet d’une comparai-son avec les souhaits du clientet sont modifiés en consé-quence dans le cadre de la pla-nification de la production.
Ce suivi des commandes etdes délais au sein de la planifi-cation de la production per-met d’optimiser le taux d’oc-cupation des différentes ma-chines d’usinage du secteur defabrication des pièces.
La qualité selon ISO 9001Les contrôles permanents
de la production en cours per-mettent d’atteindre un ni-veau de qualité optimal. Levaste système de gestion de la
qualité de la société ARBURGs’est vu récompensé par unecertification selon la normeISO 9001.
Alors que la production descomposants individuels desmachines est absolumentstandardisée, le montage despresses Allrounder est per-sonnalisé et s’effectue, dès lestade de la validation, en fonc-tion des souhaits du client. Letransport interne des pièces,intégré dans le cycle de fabri-cation, est assuré par un systè-me de transport automatique«Power & Free», à l’aide dechariots de manutention.
Les composants des modu-les sont personnalisés en fonc-tion des spécifications ma-chines voulues par leclient. Le matériel nonspécifique nécessaire àl’assemblage est stockéà proximité de la produc-tion dans des entrepôts demontage et mis à dispositionen cas de besoin.
Une utilisation optimaledes capacités
Le principal atout du systè-me de planification de la pro-duction et de gestion du fluxde matière assisté par ordina-teur réside essentiellementdans le fait qu’il permet d’op-timiser toutes les capacités deproduction au sein de l’usine,de réduire au minimum lestemps de stockage et de ga-gner du temps. Selon le typede machine, la durée de fabri-
Le système de transport«Power & Free»
délivre à tous les postes detravail les moyens deproduction requis au
moment voulu.
Des robots de soudagegarantissent un niveau de qualitéélevé et constant tout en optimi-
sant les temps de production.
cation depuis le picking jus-qu’à la livraison est de l’ordrede deux à trois semaines.
Grâce à ce système permet-tant de concrétiser de maniè-re économique en temps detravail et en coûts l’objectifqui consiste à limiter au maxi-mum le nombre d’étapes en-tre la conception et le produitfini, il est même possible derespecter des délais de livrai-son moyens d’environ six se-maines pour des configura-tions de machines personnali-sées, basées sur les compo-sants standard du systèmemodulaire Allrounder.
L’agencement optimaldes bâtiments garantit
le parfait déroulementde la production.
étant déterminée par cer-tains composants spéciauxéventuellement nécessaires.
L’adaptation des pressesAllrounder aux souhaits spé-

10
LE SALON INTERNE ARBURG
Beaucoup d’animation dans toutes les salles d’exposi-tion : en avril, notre maison mère de Lossburg a ouvert sesportes pour accueillir pendant trois jours la dernière édi-tion de notre salon interne. 1420 visiteurs ont découvertnotre offre et recueilli des informations détaillées sur latechnologie chez ARBURG.
Le salon interneARBURG 1997 :un succès intégral
équipements périphériquesainsi qu’un vaste programmede conférences, nous avonsproposé à nos visiteurs un vas-te éventail de possibilités d’in-formations de haut niveau.
Tant dans le domaine del’injection multi-composants,des grosses presses Allroun-der avec une force de ferme-ture comprise entre 1300 et2000 kN ou du programme demachines S entièrement nou-veau que dans celui du siliconeliquide (LSR) ou de l’unité deproduction de CD - nous pré-sentions à tous les niveaux desnouveautés technologiqueset des solutions intelligentes.
Bon nombre d’invitésétaient venus de loin pour dé-couvrir les derniers dévelop-pements chez ARBURG et surle marché des matières plasti-ques en général. Conférant àce salon interne son atmos-phère internationale, des visi-teurs sont venus de toute l’Eu-rope, d’Amérique du Nord etdu Sud, d’Israël, d’Egypte etmême d’Australie pour exami-ner en détail notre vaste gam-me de produits.
Avec 35 machines présen-tant différents niveauxd’équipement, de performan-ce et destinées à différentestâches, avec de nombreusesoffres dans le secteur des

11
Une atmosphèreinternationale :de nombreux invitésétrangers étaientvenus de loin

12
DEVELOPPEMENTS SUR LE MARCHE DU CD
Le Compact Disc ne cesse de conquérir de nouveaux do-maines d’applications avec une rapidité foudroyante. Lesnouveaux développements en matière de CD préenregis-
trés (CD-Rom) et de CD en tant que support d’informa-tions optiques (DVD) accroissent d’autant l’intérêt de ce
support pour des applications sans ces-se plus complexes et plus diversifiées.Les secteurs d’applications actuels con-tinuent également à se développergrâce au perfectionnement des tech-nologies existantes. Les perspectivespour les supports de données optiquessont donc excellentes, à moyen com-me à long terme, et les développe-
ments dans ce domaine semblent infinis.
Nos presses Allrounder sa-tisfont à tous les impératifstechniques requis pour unefabrication de qualité des«disques compacts». En 1995,ARBURG s’est lancé à fonddans ce marché spécifiqueavec son premier système pro-pre de submolding et a profi-té de l’année écoulée pourconsolider et développer saposition dans ce segment. Ac-tuellement, ARBURG détiententre 10 et 15 % d’un marchéqui porte annuellement sur500 à 600 presses à injecter.
Une impulsionfondamentale en 1997La technique CD de ARBURG
a enregistré une impulsionfondamentale dans le cadredu salon Replitech 1997 deBarcelone. Grâce à l’emploi detechniques d’intégration ul-tramodernes, nous avons pu yprésenter un nouveau sous-système compact pour la fa-brication de tous les formatsde disques optiques d’un dia-mètre de 120 mm - une pre-mière qui a fait sensation.
Sur la base d’une presse All-rounder 270 S, nous avons dé-veloppé une machine DVD quisatisfait à des exigences extrê-mes, tant par sa faible surfaceau sol que par ses paramètresde production. Derrière sa sil-houette moderne se cache unsystème entièrement intégrépermettant la production éco-nomique de DVD (Digital Ver-satile Discs) et de CD (audio,CD-Rom, CD enregistrables).
Une durée de cycleinférieure à 4 secondesLors de la fabrication de CD
audio et de CD-Rom, cette All-rounder 270 S atteint une du-rée de cycle de moins de qua-tre secondes, ce qui permetune production particulière-ment rentable dans ce secteuren pleine croissance.
Grâce à l’intégration totalede la technique machine péri-phérique dans les bâtis entiè-
Un bel avenir pour ces«galettes brillantes»

rement habillés de la machine,les techniciens ARBURG ontréussi à doter cette nouvellemachine de cotes d’encombre-ment exceptionnellement ré-duites. Ainsi, l’accumulateur àeau et le système de manipu-lation sont logés au sein de lamachine et invisibles de l’exté-rieur. Cette machine satisfaitégalement aux exigences impo-sées à la production dans desconditions de salle blanche.
Une conception optimiséeen vue de l’intégration
de systèmeLes principaux acheteurs
d’unités de fabrication de CDsont des intégrateurs de sys-tèmes qui mettent en œuvreles presses à injecter dans desinstallations de productioncomplètes délivrant en boutde chaîne des CD finis et condi-tionnés. Le niveau élevéd’automatisation de ces li-gnes de fabrication inclut non
seulement la fabrication pro-prement dite des CD, maisaussi les étapes de métallisa-tion, d’impression et de condi-tionnement.
Nos systèmes Submoldingcomprennent généralementles composants suivants : lapresse, le moule, le manipula-teur et la régulation de tem-pérature. Dans ce contexte,des facteurs tels que la rapidi-té et une qualité de très hautniveau jouent un rôle prépon-dérant. Equipées de moules etde systèmes de manipulation
spéciaux, les presses Allroun-der S et C optimisées en vue dela production de CD attei-gnent des durées de cycles del’ordre de 4 secondes.
La dernière nouveauté enmatière de technique machi-nes est la technologie «TwinCavity» qui permet la fabrica-tion simultanée de deux ébau-ches de CD en une seule opéra-tion d’injection. Partant d’unedurée de cycle de 5 secondespar injection, le temps néces-saire à la fabrication d’un CDavec la technique «Twin Cavi-ty» est de l’ordre de deux se-condes et demie, avec un res-pect absolu des critères dequalité nécessaires.
Un avenir prometteurpour le DVD
L’avenir du support de don-nées optique est essentielle-ment déterminé par de nou-veaux domaines d’applica-tion. Il semble que 1997 soit
intégralement placéesous le signe du «CDenregistrable», tantdans le domaine de laphoto que dans celuides CD audio et desCD-Rom, supports re-cherchés pour les sau-vegardes en informati-
que. Une révolution dans lesecteur de l’enregistrementd’images est également prévi-sible avec le développementdu «Digital Versatile Disc»(DVD) d’une épaisseur de 0,6mm. La commercialisation despremiers appareils correspon-dants est prévue pour 1998.De l’avis des spécialistes, il y afort à parier que le DVD rem-placera la technique vidéo clas-sique dans les années à venir.
Aujourd’hui, il semble quela technologie «Single/DoubleLayer» ainsi que la possibilité
PLUS D’UN MILLIARD DE CD SURDES PRESSES ARBURG ALLROUNDERCHEZ POLYGRAM / HANOVRE
Ces jours-ci, Polygram, le géant du CD, a commu-niqué un chiffre incroyable : en effet, le nombre de disquescompacts (CD) produits sur les presses Allrounder ARBURGdépasse le milliard d’unités !
La fructueuse collaboration a démarré en 1982, lorsquenous avons livré les premières 24 machines H avec une for-ce de fermeture de 500 kN. Polygram construisait les mouleset les manipulateurs pour nos machines qui atteignaient ini-tialement une durée de cycle de 20 secondes par CD dans lecadre du traitement «Batch». 120 de ces machines ont été li-vrées aux usines Polygram réparties dans le monde entier.Dans les derniers temps, leur durée de cycle avait pu être ra-menée à 7,5 - 8 secondes. Au total, environ 550 millions de CDont été fabriqués sur ces machines.
Aujourd’hui, Polygram travaille selon un processus Inline,c’est-à-dire que la ligne de production délivre en une seuleétape de travail des CD prêts à être commercialisés. ARBURGy a contribué de manière décisive avec une machine à 2 com-posantes. Cette machine baptisée «Opus» chez Polygramest dotée de deux unités d’injection parallèles qui remplis-sent un double moule, le durée de cycle étant de 6 secondes.Nous avons livré au total 23 machines supplémentaires quiont permis, elles aussi, de fabriquer environ 550 millions deCD. Depuis, nous avons réussi à réduire encore la durée decycle à seulement 5,4 secondes pour deux CD.
L’accumulateur à eauet le système de manipula-tion sont intégrés à l’inté-rieur de la machine
ARBURG est le seulfabricant de machines
à proposer des moulesà deux cavités.
13
non seulement de lire les don-nées contenues sur un CD,mais aussi d’effacer ou d’écra-ser les données enregistréesne présentent encore qu’unintérêt plutôt à moyen terme.
14
ASSERVISSEMENT OU REGULATION (PARTIE 1)
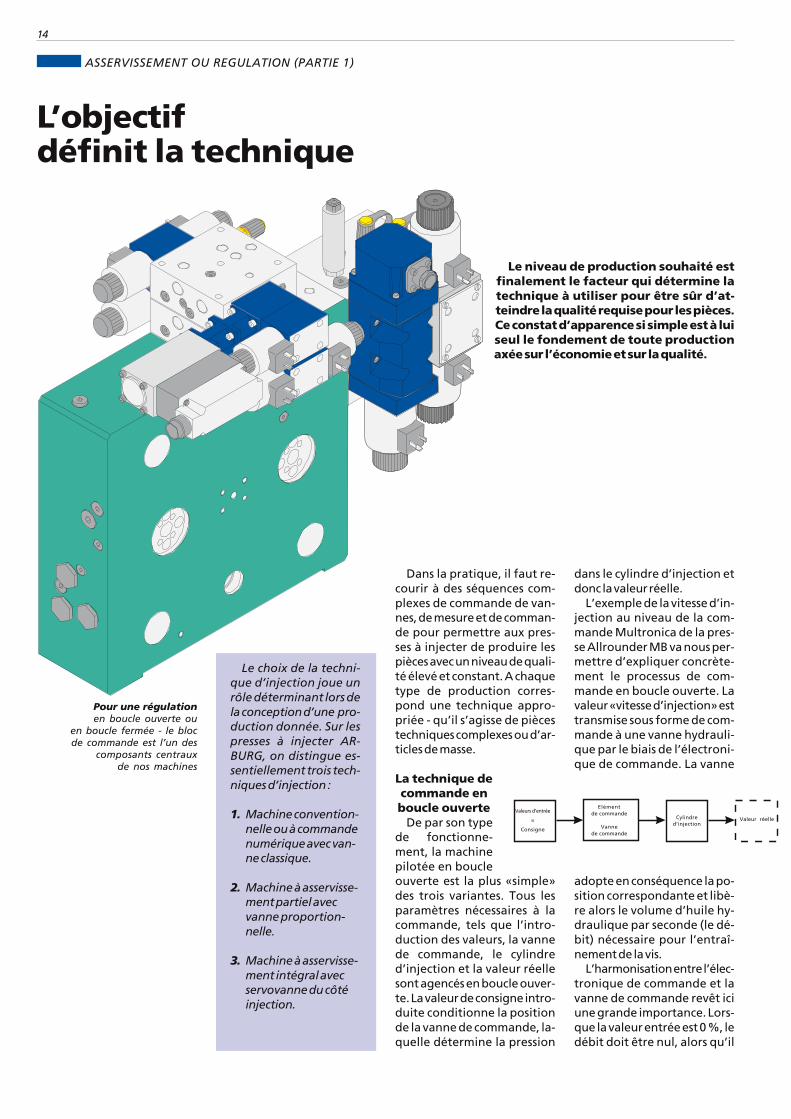
dans le cylindre d’injection etdonc la valeur réelle.
L’exemple de la vitesse d’in-jection au niveau de la com-mande Multronica de la pres-se Allrounder MB va nous per-mettre d’expliquer concrète-ment le processus de com-mande en boucle ouverte. Lavaleur «vitesse d’injection» esttransmise sous forme de com-mande à une vanne hydrauli-que par le biais de l’électroni-que de commande. La vanne
adopte en conséquence la po-sition correspondante et libè-re alors le volume d’huile hy-draulique par seconde (le dé-bit) nécessaire pour l’entraî-nement de la vis.
L’harmonisation entre l’élec-tronique de commande et lavanne de commande revêt iciune grande importance. Lors-que la valeur entrée est 0 %, ledébit doit être nul, alors qu’il
L’objectifdéfinit la technique
Dans la pratique, il faut re-courir à des séquences com-plexes de commande de van-nes, de mesure et de comman-de pour permettre aux pres-ses à injecter de produire lespièces avec un niveau de quali-té élevé et constant. A chaquetype de production corres-pond une technique appro-priée - qu’il s’agisse de piècestechniques complexes ou d’ar-ticles de masse.
La technique decommande enboucle ouverte
De par son typede fonctionne-ment, la machinepilotée en boucleouverte est la plus «simple»des trois variantes. Tous lesparamètres nécessaires à lacommande, tels que l’intro-duction des valeurs, la vannede commande, le cylindred’injection et la valeur réellesont agencés en boucle ouver-te. La valeur de consigne intro-duite conditionne la positionde la vanne de commande, la-quelle détermine la pression
Pour une régulationen boucle ouverte ou
en boucle fermée - le blocde commande est l’un des
composants centrauxde nos machines
Le niveau de production souhaité estfinalement le facteur qui détermine latechnique à utiliser pour être sûr d’at-teindre la qualité requise pour les pièces.Ce constat d’apparence si simple est à luiseul le fondement de toute productionaxée sur l’économie et sur la qualité.
Le choix de la techni-que d’injection joue unrôle déterminant lors dela conception d’une pro-duction donnée. Sur lespresses à injecter AR-BURG, on distingue es-sentiellement trois tech-niques d’injection :
1. Machine convention-nelle ou à commandenumérique avec van-ne classique.
2. Machine à asservisse-ment partiel avecvanne proportion-nelle.
3. Machine à asservisse-ment intégral avecservovanne du côtéinjection.
Valeurs d’entrée
=
Consigne
Elémentde commande
Vannede commande
Cylindred’injection
Valeur réelle

doit être maximal lorsque lavanne est grande ouverte. Laprécision de l’ajustage estalors indispensable, car, dansle cas des processus en boucleouverte, il n’est pas possiblede contrôler le débit effectiflors de l’injection ou la vitesseeffective de la vis.
Les influencesperturbatrices
Les influences perturbatri-ces telles que les variations dela température de l’huile hy-draulique ou les variations deviscosité de la matière plasti-que peuvent provoquer entrela vitesse réglée (consigne) etla vitesse effective (valeurréelle) des écarts qui ne peu-vent être détectés automati-quement en tant que tels dansle cas des séquences machinesà commande en boucle ouver-te. Les réglages peuvent seu-lement être corrigés manuel-
lement par l’utilisateur aprèsl’apparition de défauts au ni-veau des pièces.
Cet inconvénient est com-pensé par l’utilisation d’unetechnique de commande enboucle fermée.
La technique de comman-de en boucle fermée
L’asservissement des sé-quences machines nécessiteune technique plus complexeque dans le cas de la comman-de en boucle ouverte. On par-le d’asservissement lorsque lavaleur réelle mesurée fait l’ob-
jet d’une comparaison avec lavaleur réglée, cette comparai-son étant assurée par le biaisd’une électronique de régula-tion. En cas d’écarts, la posi-tion de la vanne hydrauliqueest alors rajustée jusqu’à ceque p. ex. la vitesse effective(valeur réelle) coïncide avec lavaleur voulue (consigne). Afinde pouvoir détecter ces écarts,il est nécessaire de disposerd’enregistreurs de mesures(capteurs de vitesse et de pres-sion) pour la saisie de la valeurréelle. Cette technique impo-se également l’utilisation devannes hydrauliques plus ra-pides afin de pouvoir compen-ser immédiatement les écarts.
Une autre différence impor-tante par rapport à la com-mande en boucle ouverte rési-de dans le fait qu’il n’y a pas decorrespondance fixe entre unevaleur de consigne donnée etune position définie de la vanne
hydraulique.Au contraire,le rajustagede la vanne sepoursuit jus-qu’à ce que lavaleur mesu-rée et la va-leur vouluecoïncident.
Subdivision de la techni-que d’asservissement
chez ARBURGLa spécificité des presses AR-
BURG réside dans la subdivi-sion des machines en une va-riante à asservissement par-tiel et une variante à asservis-sement intégral. La techniqued’asservissement partiel utili-se un capteur qui signale enretour à la commande de lamachine la valeur réelle enaval de la vanne proportion-nelle et en amont du cylindred’injection.
Nos presses Allrounder S,notamment, proposent demultiples possibilités derégulation en boucle ouverteou en boucle fermée
Cette technique fait appel àune comparaison consigne/valeur réelle (p. ex. de la pres-sion ou du débit). Les écarts desortie au niveau du cylindred’injection ou de la vis quipeuvent être provoqués p. ex.par des variations de la viscosi-té du matériau, ne sont ici paspris en compte.
Asservissement intégralLa machine à asservisse-
ment intégral intègre elle aus-si ces variations. Ici, un capteurmesure les rapports au niveaude la sortie du cylindre d’injec-tion et transmet cette valeuren tant que valeur réelle à lacommande. Le signal de cor-rection éventuellement
nécessaire agit directe-ment sur la servovanne du cy-lindre d’injection.
Cette solution permet derattraper non seulement lesécarts directement provoquéspar la position de la vanne,mais aussi les écarts dus à lamachine, ce qui garantit unecontinuité quasi parfaite desparamètres d’injection. Avecce système de régulation enboucle fermée, toute inter-vention extérieure est inutile.La machine présente un ni-veau de répétabilité très élevémalgré les variations existan-tes au niveau de la vis.
15
Valeurs d’entrée
=
Consigne
Elémentde commande
Vannede commande
Cylindred’injection
Valeur réelleComparaison
Capteur
Signalisationen retour
Dans notre prochain numé-ro de ARBURG today, nousvous présenterons les avanta-ges de l’asservissement de po-sition et de la régulation duprocessus d’injection avantd’étudier en détail les possibi-lités spécifiques des différen-tes commandes des machinesARBURG.

Des techniciens formés à la maison-mère de Lossburg et bénéficiant en permanence d’une formationcontinue sont disponibles pour assurer les prestations de service après-vente directement chez le client.
16
FILIALES ARBURG
ARBURG BVUn travail d’équipe pour un maximum
de flexibilité au servicedu client
Jusqu’en 1993, la sociétéKurval BV a défendu l’imagede marque des produits de lasociété ARBURG qui détient 35% du marché aux Pays-Bas. En-suite, en fondant sa propre fi-liale ARBURG BV, la maison-mère s’est elle-même chargéede la commercialisation de sesproduits.
Le nouveau centre de venteset de service après-vente deNieuw-Vennep, à proximitéde l’aéroport d’Amsterdam-Schipol, bénéficie d’une excel-lente desserte routière. Les ac-tivités de vente et de S.A.V ysont regroupées sur une su-perficie d’environ 730 m².
Mot-clé :le service après-venteGrâce à une flotte de mini-
bus de service après-vente ul-tra-équipés, tous les clientspeuvent être joints en 24 heu-res, voire même plus rapide-ment. Tous les véhicules sontéquipés d’un téléphone em-barqué et peuvent donc êtrejoints directement.
De plus, l’accès au serviceaprès-vente ARBURG est pos-sible aux Pays-Bas par le biaisd’un service téléphonique spé-cial. Koos Korsuize, le respon-sable opérationnel de l’équi-pe de S.A.V, règle les problè-mes éventuels avec beaucoup
Depuis la fin des années50, la fiabilité proverbialedes machines ARBURG estégalement connue et re-connue aux Pays-Bas. Al’époque, les C4B et C4S -les plus petites presses à in-jecter à pistons à comman-de manuelle ou pneumati-que - que nous venions deprésenter sur ce marchéavaient suscité beaucoupd’intérêt auprès des fabri-cants néerlandais de com-posants électroniques etde pièces de précision.
de savoir-faire et de rapidité.Un quatrième homme doit ve-nir renforcer l’équipe de servi-ce après-vente au cours dudeuxième semestre afin depouvoir satisfaire encore plusefficacement et rapidementaux souhaits des clients.
L’équipe de venteL’équipe de vente com-
prend deux conseillers com-merciaux, le gérant Rudi Di-vendal et le responsabletechnique Alfred terStege. Ils s’attachentà accroître encore àl’avenir la part demarché de ARBURG.La structure de AR-BURG Hollande com-prend également leservice de suivi descommandes, le servi-ce financier, le servicedu personnel ainsique le service d’appro-visionnement en piècesdétachées, chacun deces services étant à lacharge d’un responsa-ble spécifique.
La flexibilité de la fi-liale hollandaise dé-coule notamment du
fait que les différents interve-nants ne se contentent pas demaîtriser parfaitement leurdomaine, mais connaissentégalement très bien ceux deleurs collègues et que touspeuvent donc s’épauler en casde besoin. L’agence des Pays-Bas est naturellement inté-
grée au sein du réseau«worldwide network» del’entreprise.
Le fait que ce soientsurtout les petites for-
ces de fermeturequi soient les plusprisées en Hollan-de est à l’origined’intéressants ré-sultats commer-ciaux, notam-ment au niveaude la gamme All-rounder S. Les 220et 270 S sont ici des«best-seller», et
différentes machinesspéciales de cettegamme de modèles -p. ex. une machine detransformation de LSR
Nos collaborateurs ba-sés en Hollande trans-mettent aussi rapide-ment et complètementque possible à leursclients toutes les nouvel-les informations en pro-venance d’Allemagne.
Très motivés et dispo-nibles, ils mettent touten oeuvre pour répondrele plus rapidement possi-ble aux problèmes et auxquestions des clients.
L’intérêt suscité par latechnique d’injection«made by ARBURG» nefaiblit pas, comme leprouve le nombre sanscesse croissant de visitesà Loßburg, à l’exemplede la délégation de 36personnes qui a récem-ment participé à notresalon interne.Rudi Divendal,
le responsable dela filiale ARBURG BV
DES CONTACTS INTENS-ES AVEC LA CLIENTELE
de même qu’une autre pourl’injection de matériaux enpoudre - sont déjà en serviceavec succès dans des entrepri-ses hollandaises.