présentation des matériaux et des techniques de mise en...
TRANSCRIPT
C- Présentation des matériaux et des techniques de mise en œuvre. 93
Présentation des matériaux et des techniques de mise en oeuvre

C- Présentation des matériaux et des techniques de mise en œuvre. 94

C- Présentation des matériaux et des techniques de mise en œuvre. 95
C Présentation des matériaux et des techniques de mise en œuvre.
Dans cette partie, nous allons tout d’abord discuter du choix des matrices utilisées, et en donner leurs propriétés. Ensuite, nous décrirons la structure, les spécificités et les propriétés des montmorillonites utilisées.
Ensuite, nous allons décrire le procédé de mise en œuvre des matériaux, l’extrusion bi-vis, en expliquant tout d’abord les spécificités de cet outil. Nous porterons une grande attention à la description des mouvements de matière et du cisaillement générés par les éléments de vis. Nous décrirons ensuite succinctement les profils de vis utilisés au cours de cette étude.
I La matrice Polypropylène isotactique Le polypropylène noté PP est un thermoplastique de la famille des polyoléfines. Il provient de la polymérisation du monomère propylène. Le mode de synthèse le plus répandu actuellement est le procédé de catalyse hétérogène Ziegler Natta qui conduit à l’obtention de polypropylène isotactique. D’autres modes de synthèse permettent l’obtention de conformations atactiques ou syndiotactiques, mais c’est la forme isotactique qui est la plus répandue. Ce polymère est semi-cristallin, sa température de fusion se situe entre 165 et 170°C et la transition vitreuse de sa phase amorphe se situe aux environs de 0°C. Ces caractéristiques font que ce matériau trouve un large champ d’applications industrielles puisqu’il représente aujourd’hui un des polymères les plus utilisés au monde. De plus, son point de fusion relativement bas et son comportement fluide au-delà permettent une simplicité de transformation. Il existe un grand nombre de producteurs, mais pour des raisons économiques liées au mode de synthèse et à l’utilisation de cette matière, il existe une faible variété de grades de polypropylènes disponibles industriellement. Les grades de viscosité, ou MFI8, les plus courants sont donc compris entre 20 g/10 min et 0,5 g/10 min. Nous avons choisi de travailler avec un polypropylène isotactique de MFI 10 dit grade injection, le HV001® (Solvay). D’un point de vue nomenclature dans la suite du document, nous nommons ce polymère PP10. Nous avons caractérisé certaines propriétés de la matrice, telle que sa masse molaire, son comportement rhéologique, ainsi que son comportement thermique, caractéristiques importantes de cette matrice pour sa modification par des nanocharges lamellaires. Les masses molaires et leurs distributions ont été caractérisés par chromatographie à chaud sur gel perméable (SEC). Cette technique d’analyse, ainsi que celles utilisées ultérieurement, est présenté en Annexe 1.
8 Le Melt Flow Index (MFI), ou grade, est une imaje indirecte simple de viscosité. Cela correspond à la masse de polymère passant au travers d’une filière donnée pendant 10 minutes, sous des conditions de température et de pression normalisées.
C- Présentation des matériaux et des techniques de mise en œuvre. 96
Les résultats, présentés sur le Tableau C-1, donnent une masse molaire moyenne en poids de 396 600 g/mol et une distribution de masses large avec un indice de polydispersité de 12,8.
Notation grade Masse molaire moyenne en nombre (g/mol)
Masse molaire moyenne en poids (g/mol)
Indice de polymolécularité
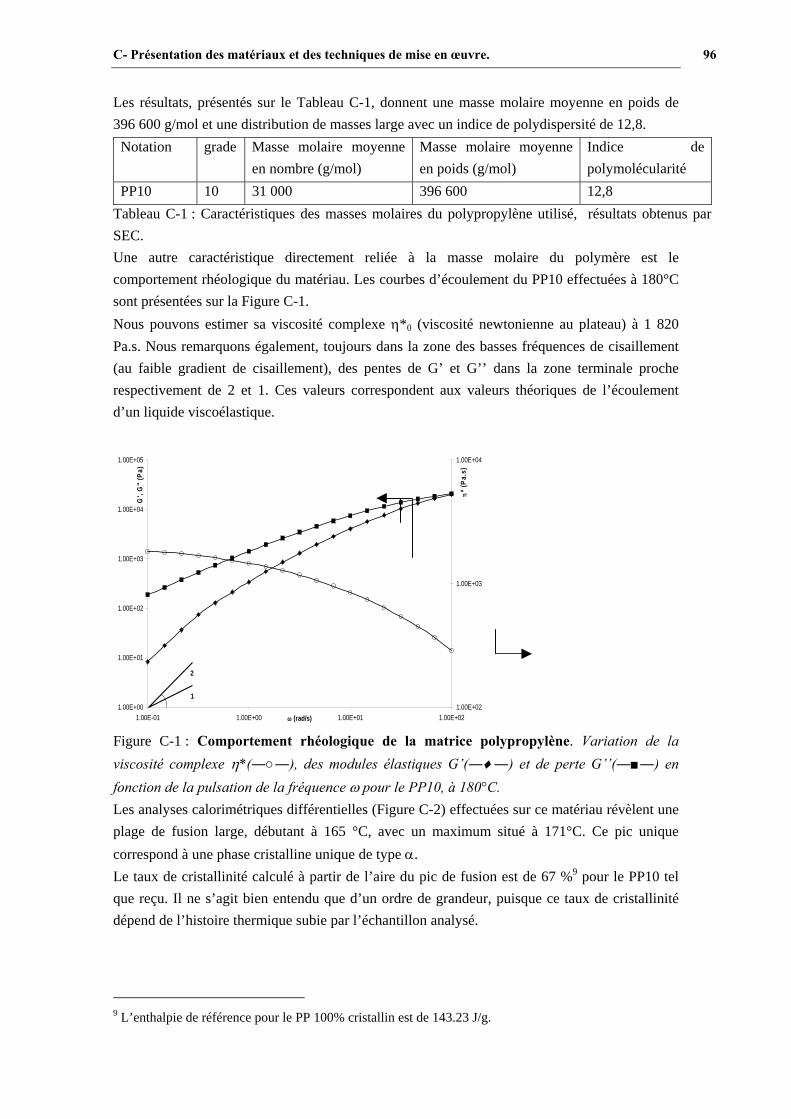
PP10 10 31 000 396 600 12,8 Tableau C-1 : Caractéristiques des masses molaires du polypropylène utilisé, résultats obtenus par SEC. Une autre caractéristique directement reliée à la masse molaire du polymère est le comportement rhéologique du matériau. Les courbes d’écoulement du PP10 effectuées à 180°C sont présentées sur la Figure C-1. Nous pouvons estimer sa viscosité complexe η*0 (viscosité newtonienne au plateau) à 1 820 Pa.s. Nous remarquons également, toujours dans la zone des basses fréquences de cisaillement (au faible gradient de cisaillement), des pentes de G’ et G’’ dans la zone terminale proche respectivement de 2 et 1. Ces valeurs correspondent aux valeurs théoriques de l’écoulement d’un liquide viscoélastique.
1.00E+00
1.00E+01
1.00E+02
1.00E+03
1.00E+04
1.00E+05
1.00E-01 1.00E+00 1.00E+01 1.00E+02ω (rad/s)
G',
G"
(Pa)
1.00E+02
1.00E+03
1.00E+04η
* (Pa
.s)
1
2
Figure C-1 : Comportement rhéologique de la matrice polypropylène. Variation de la viscosité complexe η*(―○―), des modules élastiques G’(―♦―) et de perte G’’(―■―) en fonction de la pulsation de la fréquence ω pour le PP10, à 180°C. Les analyses calorimétriques différentielles (Figure C-2) effectuées sur ce matériau révèlent une plage de fusion large, débutant à 165 °C, avec un maximum situé à 171°C. Ce pic unique correspond à une phase cristalline unique de type α. Le taux de cristallinité calculé à partir de l’aire du pic de fusion est de 67 %9 pour le PP10 tel que reçu. Il ne s’agit bien entendu que d’un ordre de grandeur, puisque ce taux de cristallinité dépend de l’histoire thermique subie par l’échantillon analysé.
9 L’enthalpie de référence pour le PP 100% cristallin est de 143.23 J/g.

C- Présentation des matériaux et des techniques de mise en œuvre. 97
D’autres informations relatives à la structure cristalline sont obtenues par diffraction des rayons X. Nous pouvons, comme présenté sur la Figure C-3, relier les pics de diffractions aux plans cristallins du polymère.
-1
-0.5
0.5
1
50 70 90 110 130 150 170 190
température (°C)
exo
Tc Tf-1
-0.5
0.5
1
50 70 90 110 130 150 170 190
température (°C)
exo
Tc Tf-1
-0.5
0.5
1
50 70 90 110 130 150 170 190
température (°C)
exo
Tc Tf
Figure C-2 : Comportement thermique de la matrice polypropylène. Analyses calorimétriques différentielles réalisées sur le PP10 : (▬▬) lors d’une montée en température (10°K/min) ; (-----) lors de la descente en température (10°K/min) après un maintien à 200°C pendant 10 minutes
Lin
(Cou
nts)
0
1000
2000
3000
4000
5000
2-Theta – Scale °1 10 20 30 40 50
d=6.
31
d=5.
53d=
5.27
d=4.
80
d=4.
21d=
4.08
d=3.
50
d=3.
29d=
3.13
d=2.
67 d=2.
11
110
040
130111
131
150
Lin
(Cou
nts)
0
1000
2000
3000
4000
5000
2-Theta – Scale °1 10 20 30 40 50
d=6.
31
d=5.
53d=
5.27
d=4.
80
d=4.
21d=
4.08
d=3.
50
d=3.
29d=
3.13
d=2.
67 d=2.
11
110
040
130111
131
150
Figure C-3 : Structure cristalline de la matrice polypropylène. Spectre de diffraction des rayons X aux grands angles de la matrice polypropylène PP10 (zone hachurée : ‘bosse amorphe’ associée à la phase amorphe du PP10) Tous les plans observés correspondent à la phase α du polypropylène. Ce type de mesure va être utilisé par la suite à titre comparatif, afin de contrôler le développement ou non de nouvelles formes cristallines induites par la présence des nanocharges. Cette analyse est effectuée sur une plaque pressée, après passage à l’état fondu et refroidissement avec maintien de la pression. Le
C- Présentation des matériaux et des techniques de mise en œuvre. 98
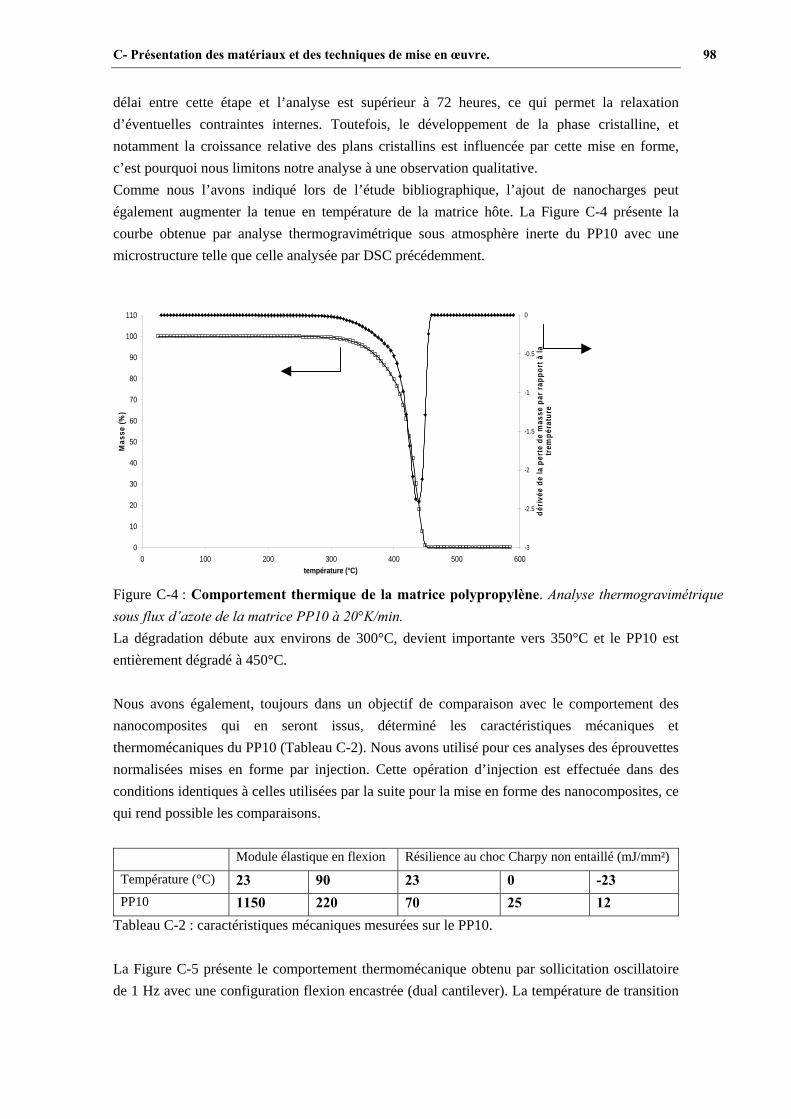
délai entre cette étape et l’analyse est supérieur à 72 heures, ce qui permet la relaxation d’éventuelles contraintes internes. Toutefois, le développement de la phase cristalline, et notamment la croissance relative des plans cristallins est influencée par cette mise en forme, c’est pourquoi nous limitons notre analyse à une observation qualitative. Comme nous l’avons indiqué lors de l’étude bibliographique, l’ajout de nanocharges peut également augmenter la tenue en température de la matrice hôte. La Figure C-4 présente la courbe obtenue par analyse thermogravimétrique sous atmosphère inerte du PP10 avec une microstructure telle que celle analysée par DSC précédemment.
0
10
20
30
40
50
60
70
80
90
100
110
0 100 200 300 400 500 600température (°C)
Mas
se (%
)
-3
-2.5
-2
-1.5
-1
-0.5
0
dériv
ée d
e la
per
te d
e m
asse
par
rapp
ort à
la
trem
péra
ture
Figure C-4 : Comportement thermique de la matrice polypropylène. Analyse thermogravimétrique sous flux d’azote de la matrice PP10 à 20°K/min. La dégradation débute aux environs de 300°C, devient importante vers 350°C et le PP10 est entièrement dégradé à 450°C. Nous avons également, toujours dans un objectif de comparaison avec le comportement des nanocomposites qui en seront issus, déterminé les caractéristiques mécaniques et thermomécaniques du PP10 (Tableau C-2). Nous avons utilisé pour ces analyses des éprouvettes normalisées mises en forme par injection. Cette opération d’injection est effectuée dans des conditions identiques à celles utilisées par la suite pour la mise en forme des nanocomposites, ce qui rend possible les comparaisons.
Module élastique en flexion Résilience au choc Charpy non entaillé (mJ/mm²)
Température (°C) 23 90 23 0 -23 PP10 1150 220 70 25 12
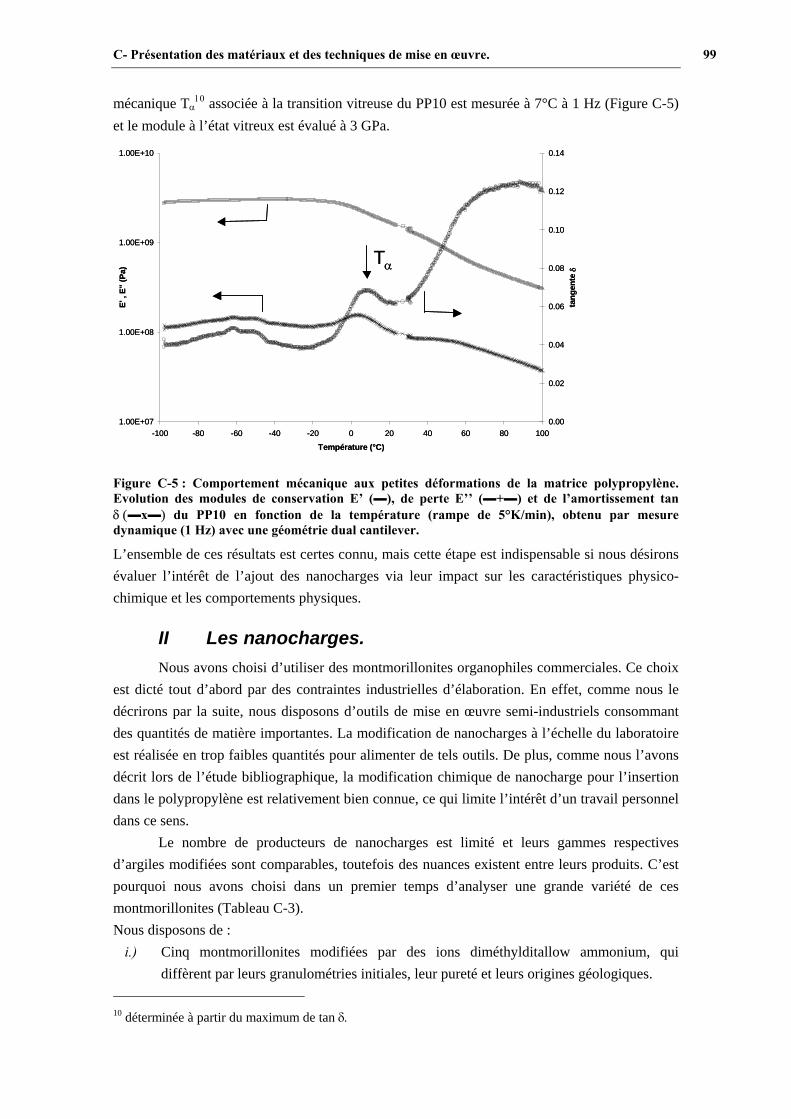
Tableau C-2 : caractéristiques mécaniques mesurées sur le PP10. La Figure C-5 présente le comportement thermomécanique obtenu par sollicitation oscillatoire de 1 Hz avec une configuration flexion encastrée (dual cantilever). La température de transition
C- Présentation des matériaux et des techniques de mise en œuvre. 99
mécanique Tα10 associée à la transition vitreuse du PP10 est mesurée à 7°C à 1 Hz (Figure C-5)
et le module à l’état vitreux est évalué à 3 GPa.
1.00E+07
1.00E+08
1.00E+09
1.00E+10
-100 -80 -60 -40 -20 0 20 40 60 80 100
Température (°C)
E' ,
E" (P
a)
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
tang
ente
δ Tα
1.00E+07
1.00E+08
1.00E+09
1.00E+10
-100 -80 -60 -40 -20 0 20 40 60 80 100
Température (°C)
E' ,
E" (P
a)
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
tang
ente
δ Tα
Figure C-5 : Comportement mécanique aux petites déformations de la matrice polypropylène. Evolution des modules de conservation E’ (▬), de perte E’’ (▬+▬) et de l’amortissement tan δ (▬x▬) du PP10 en fonction de la température (rampe de 5°K/min), obtenu par mesure dynamique (1 Hz) avec une géométrie dual cantilever.
L’ensemble de ces résultats est certes connu, mais cette étape est indispensable si nous désirons évaluer l’intérêt de l’ajout des nanocharges via leur impact sur les caractéristiques physico-chimique et les comportements physiques.
II Les nanocharges. Nous avons choisi d’utiliser des montmorillonites organophiles commerciales. Ce choix
est dicté tout d’abord par des contraintes industrielles d’élaboration. En effet, comme nous le décrirons par la suite, nous disposons d’outils de mise en œuvre semi-industriels consommant des quantités de matière importantes. La modification de nanocharges à l’échelle du laboratoire est réalisée en trop faibles quantités pour alimenter de tels outils. De plus, comme nous l’avons décrit lors de l’étude bibliographique, la modification chimique de nanocharge pour l’insertion dans le polypropylène est relativement bien connue, ce qui limite l’intérêt d’un travail personnel dans ce sens.
Le nombre de producteurs de nanocharges est limité et leurs gammes respectives d’argiles modifiées sont comparables, toutefois des nuances existent entre leurs produits. C’est pourquoi nous avons choisi dans un premier temps d’analyser une grande variété de ces montmorillonites (Tableau C-3). Nous disposons de :
i.) Cinq montmorillonites modifiées par des ions diméthylditallow ammonium, qui diffèrent par leurs granulométries initiales, leur pureté et leurs origines géologiques.
10 déterminée à partir du maximum de tan δ.
C- Présentation des matériaux et des techniques de mise en œuvre. 100
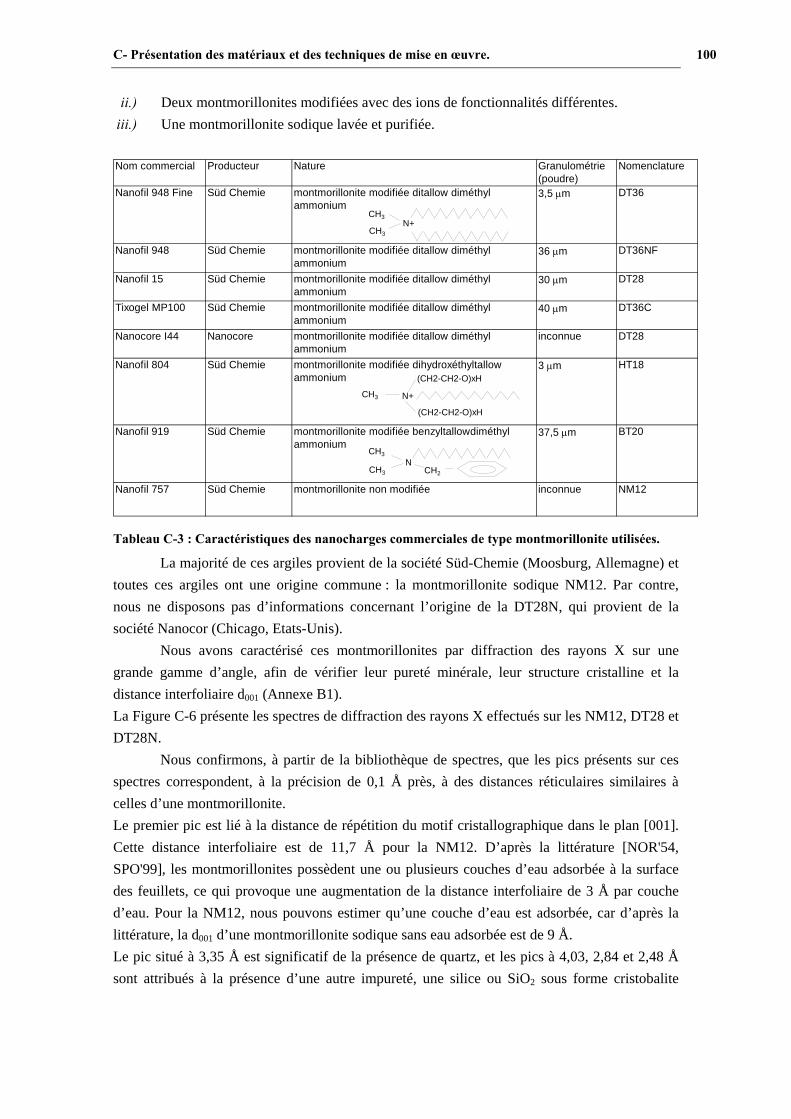
ii.) Deux montmorillonites modifiées avec des ions de fonctionnalités différentes. iii.) Une montmorillonite sodique lavée et purifiée. Nom commercial Producteur Nature Granulométrie
(poudre)Nomenclature
Nanofil 948 Fine Süd Chemie montmorillonite modifiée ditallow diméthyl ammonium
3,5 µm DT36
Nanofil 948 Süd Chemie montmorillonite modifiée ditallow diméthyl ammonium
36 µm DT36NF
Nanofil 15 Süd Chemie montmorillonite modifiée ditallow diméthyl ammonium
30 µm DT28
Tixogel MP100 Süd Chemie montmorillonite modifiée ditallow diméthyl ammonium
40 µm DT36C
Nanocore I44 Nanocore montmorillonite modifiée ditallow diméthyl ammonium
inconnue DT28
Nanofil 804 Süd Chemie montmorillonite modifiée dihydroxéthyltallow ammonium
3 µm HT18
Nanofil 919 Süd Chemie montmorillonite modifiée benzyltallowdiméthyl ammonium
37,5 µm BT20
Nanofil 757 Süd Chemie montmorillonite non modifiée inconnue NM12
CH3
CH3N+
CH3 N+
(CH2-CH2-O)xH
(CH2-CH2-O)xH
CH3
CH3N
CH2
Tableau C-3 : Caractéristiques des nanocharges commerciales de type montmorillonite utilisées.
La majorité de ces argiles provient de la société Süd-Chemie (Moosburg, Allemagne) et toutes ces argiles ont une origine commune : la montmorillonite sodique NM12. Par contre, nous ne disposons pas d’informations concernant l’origine de la DT28N, qui provient de la société Nanocor (Chicago, Etats-Unis).
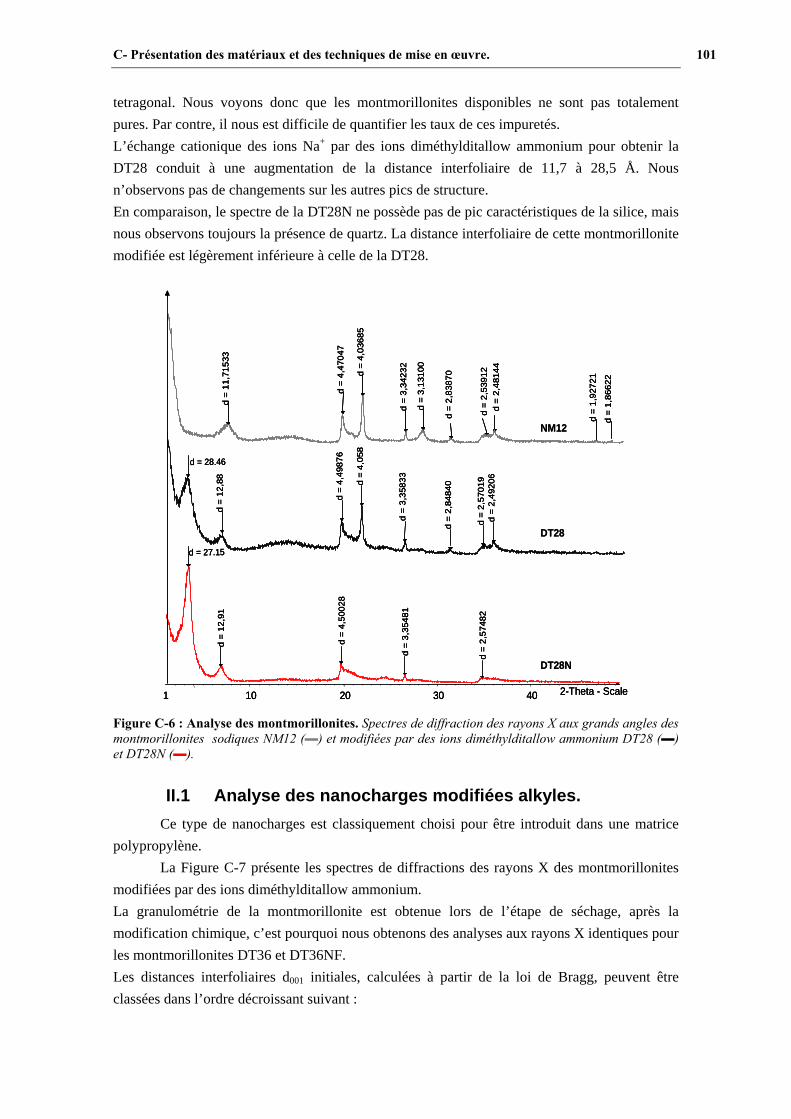
Nous avons caractérisé ces montmorillonites par diffraction des rayons X sur une grande gamme d’angle, afin de vérifier leur pureté minérale, leur structure cristalline et la distance interfoliaire d001 (Annexe B1). La Figure C-6 présente les spectres de diffraction des rayons X effectués sur les NM12, DT28 et DT28N.
Nous confirmons, à partir de la bibliothèque de spectres, que les pics présents sur ces spectres correspondent, à la précision de 0,1 Å près, à des distances réticulaires similaires à celles d’une montmorillonite. Le premier pic est lié à la distance de répétition du motif cristallographique dans le plan [001]. Cette distance interfoliaire est de 11,7 Å pour la NM12. D’après la littérature [NOR'54, SPO'99], les montmorillonites possèdent une ou plusieurs couches d’eau adsorbée à la surface des feuillets, ce qui provoque une augmentation de la distance interfoliaire de 3 Å par couche d’eau. Pour la NM12, nous pouvons estimer qu’une couche d’eau est adsorbée, car d’après la littérature, la d001 d’une montmorillonite sodique sans eau adsorbée est de 9 Å. Le pic situé à 3,35 Å est significatif de la présence de quartz, et les pics à 4,03, 2,84 et 2,48 Å sont attribués à la présence d’une autre impureté, une silice ou SiO2 sous forme cristobalite
C- Présentation des matériaux et des techniques de mise en œuvre. 101
tetragonal. Nous voyons donc que les montmorillonites disponibles ne sont pas totalement pures. Par contre, il nous est difficile de quantifier les taux de ces impuretés. L’échange cationique des ions Na+ par des ions diméthylditallow ammonium pour obtenir la DT28 conduit à une augmentation de la distance interfoliaire de 11,7 à 28,5 Å. Nous n’observons pas de changements sur les autres pics de structure. En comparaison, le spectre de la DT28N ne possède pas de pic caractéristiques de la silice, mais nous observons toujours la présence de quartz. La distance interfoliaire de cette montmorillonite modifiée est légèrement inférieure à celle de la DT28.
2-Theta - Scale1 10 20 30 40
d = 27.15
d =
12,9
1
d =
4,50
028
d =
3,35
481
d =
2,57
482
d = 28.46
d =
12,8
8
d =
4,49
876
d =
4,05
8
d =
3,35
833
d =
2,84
840
d =
2,57
019
d =
2,49
206
d =
11,7
1533
d =
4,47
047
d =
4,03
685
d =
3,34
232
d =
3,13
100
d =
2,83
870
d =
2,53
912
d =
2,48
144
d =
1,92
721
d =
1,86
622
DT28N
DT28
NM12
2-Theta - Scale1 10 20 30 40
d = 27.15
d =
12,9
1
d =
4,50
028
d =
3,35
481
d =
2,57
482
d = 28.46
d =
12,8
8
d =
4,49
876
d =
4,05
8
d =
3,35
833
d =
2,84
840
d =
2,57
019
d =
2,49
206
d =
11,7
1533
d =
4,47
047
d =
4,03
685
d =
3,34
232
d =
3,13
100
d =
2,83
870
d =
2,53
912
d =
2,48
144
d =
1,92
721
d =
1,86
622
2-Theta - Scale1 10 20 30 40
d = 27.15
d =
12,9
1
d =
4,50
028
d =
3,35
481
d =
2,57
482
d = 28.46
d =
12,8
8
d =
4,49
876
d =
4,05
8
d =
3,35
833
d =
2,84
840
d =
2,57
019
d =
2,49
206
d =
11,7
1533
d =
4,47
047
d =
4,03
685
d =
3,34
232
d =
3,13
100
d =
2,83
870
d =
2,53
912
d =
2,48
144
d =
1,92
721
d =
1,86
622
DT28N
DT28
NM12
Figure C-6 : Analyse des montmorillonites. Spectres de diffraction des rayons X aux grands angles des montmorillonites sodiques NM12 (▬) et modifiées par des ions diméthylditallow ammonium DT28 (▬) et DT28N (▬).
II.1 Analyse des nanocharges modifiées alkyles. Ce type de nanocharges est classiquement choisi pour être introduit dans une matrice
polypropylène. La Figure C-7 présente les spectres de diffractions des rayons X des montmorillonites
modifiées par des ions diméthylditallow ammonium. La granulométrie de la montmorillonite est obtenue lors de l’étape de séchage, après la modification chimique, c’est pourquoi nous obtenons des analyses aux rayons X identiques pour les montmorillonites DT36 et DT36NF. Les distances interfoliaires d001 initiales, calculées à partir de la loi de Bragg, peuvent être classées dans l’ordre décroissant suivant :

C- Présentation des matériaux et des techniques de mise en œuvre. 102
DT36C (38,4 Å)> DT36 et DT36NF (36,8 Å) > DT28 (28,5 Å) > DT28N (27,2 Å). A l’exception de la DT28, les pics de diffraction principaux des autres montmorillonites
organophiles sont fins et intenses, caractéristiques d’une modification conduisant à des nanofeuillets à la structuration la plus homogène.
Nous observons pour toutes les nanocharges des pics de diffraction de deuxième ordre, situés à 4,7° pour les DT36 (pic principal aux alentours de 2,3°), et à 6,8° pour les DT28 (pic principal vers 3,3°), et pour les DT36 des pics de diffractions de troisième ordre à 7°. La présence de ces pics harmoniques est significative d’une organisation répétable à grande distance.
Nous utilisons la formule de Scherrer (Equation C-1), qui relie la largeur à mi-hauteur du pic principal de diffraction à la taille de l’objet diffractant, pour déterminer le nombre moyen de feuillets par amas pour chaque type de nanocharge.
L= 0.9 λ
∆(2θ0) cosθ0
L: dimension de l’objet diffractant
λ : longueur d’onde de rayonnement
θ0 : angle du pic principal de diffraction
∆(2θ0) : largeur du pic à mi-hauteur
L= 0.9 λ
∆(2θ0) cosθ0
L: dimension de l’objet diffractant
λ : longueur d’onde de rayonnement
θ0 : angle du pic principal de diffraction
∆(2θ0) : largeur du pic à mi-hauteur
Equation C-1 : Formule de Scherrer.
Nous obtenons des tailles d’objet de l’ordre d’une centaine d’angströms pour toutes les nanocharges. Ce résultat est cohérent avec la valeur donnée pour une particule primaire.
Lin
( Cou
nts
)
0
1000
2000
3000
4000
2-Theta - Scale1 2 3 4 5 6 7 8 9 10
d =
19.6
1d =
28.4
6
d =
12,8
8
Lin
( Cou
nts
)
0
1000
2000
3000
4000
2-Theta - Scale1 2 3 4 5 6 7 8 9 10
d =
36,7
6
d =
18,7
7
d =
12,4
7
d =
12,9
1
d =
27.1
5
d =
38.3
6
d =
12,7
0
DT28N
DT28
DT36
DT36C
Lin
( Cou
nts
)
0
1000
2000
3000
4000
2-Theta - Scale1 2 3 4 5 6 7 8 9 10
d =
19.6
1d =
28.4
6
d =
12,8
8
Lin
( Cou
nts
)
0
1000
2000
3000
4000
2-Theta - Scale1 2 3 4 5 6 7 8 9 10
d =
36,7
6
d =
18,7
7
d =
12,4
7
d =
12,9
1
d =
27.1
5
d =
38.3
6
d =
12,7
0
DT28N
DT28
DT36
DT36C
Figure C-7 : Analyse des montmorillonites. Spectres de diffraction des rayons X aux petits angles des montmorillonites modifiées par des ions diméthylditallow ammonium : DT36 et DT36NF (▬), DT36C (▬), DT28 (▬), DT28N (▬).

C- Présentation des matériaux et des techniques de mise en œuvre. 103
Nous pouvons donc distinguer deux populations de nanocharges caractérisées par des distances interfoliaires situées aux alentours de 36Å pour les DT36, DT36NF et DT36C et de 28 Å pour les DT28 et DT28N. L‘origine de ces différentes entre les populations d’argiles modifiées avec le même type d’ion peut être due à des taux d’échanges différents entre les nanocharges [LAG'86]. Nous avons réalisé des analyses thermogravimétriques (Figure C-8) afin de déterminer les taux d’ions modifiants présents dans chacune des ces montmorillonites, mais aussi dans le but de connaître leur stabilité thermique. Les taux de modifications cationiques sont compris entre 32 et 45% en poids (à 500°C). Les DT36 et DT36C ont des taux de substitutions respectifs de 36 et 45%, et les DT28 et DT28N comportent respectivement 32,6 et 37% d’ions en poids. Nous voyons donc qu’il n’existe pas de parallèle entre le taux d’ions modifiants et la distance interfoliaire initiale d001, c’est à dire avant introduction dans le milieu polymère.
Concernant la stabilité thermique des modifications, nous pouvons dissocier les comportements des DT36 et des DT28 par l’analyse de la dérivée de perte de masse par rapport à la température. Les ions modifiants des DT36 se dégradent entre 200 et 400°C, avec un maximum vers 300°C. Selon Le Pluart [LEP'02], ces départs différés peuvent être reliés à la localisation des ions au sein de l’argile. Les ions faiblement physisorbés à la surface des amas et aux bords des feuillets vont être dégradés plus rapidement que les ions confinés dans le volume interfoliaire. Ainsi, la montmorillonite DT36C contient plus d’ions physisorbés que la DT36. Les DT28 présentent des stabilités thermiques supérieures aux DT36, leurs plages de dégradation s’étalant entre 200 et 450°C. La dégradation des ions de la DT28 peut être divisée en deux zones distinctes : .i) en dessous de 250°C, aux ions physisorbés, ii.) au-delà, nous distinguons deux pertes de masse, qui peuvent être attribuées soit à des différences
0
10
20
30
40
50
60
70
80
90
100
100 150 200 250 300 350 400 450 500 550température (°C)
Mas
se (%
)
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
dériv
ée d
e la
per
te d
e m
asse
par
rapp
ort à
la
tem
péra
ture
DT28N
DT28DT36
DT36CDT28N
DT28
DT36DT36C
0
10
20
30
40
50
60
70
80
90
100
100 150 200 250 300 350 400 450 500 550température (°C)
Mas
se (%
)
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
dériv
ée d
e la
per
te d
e m
asse
par
rapp
ort à
la
tem
péra
ture
DT28N
DT28DT36
DT36CDT28N
DT28
DT36DT36C
Figure C-8 : Analyse des montmorillonites. Analyses thermogravimétriques sous flux d’azote des montmorillonites modifiées par des ions diméthylditallow ammonium : DT36 et DT36NF (▬), DT36C (▬) DT28 (▬), DT28N (▬), 20°K/min
C- Présentation des matériaux et des techniques de mise en œuvre. 104
d’interactions entre les ions et la surface, soit à une dégradation des chaînes organiques de l’alkyle ammonium. Malheureusement, nous ne disposons pas de couplage avec une analyse par chromatographie et spectrométrie de masse (ATG GC/MS) afin d’attribuer ce phénomène. Nous pouvons effectuer les mêmes remarques avec la DT28N, qui présente ce comportement de façon plus marqué. Pour cette montmorillonite, nous n’observons pas la présence d’ions physisorbés. Cela peut être dû à un rinçage plus abouti, comme le montre Le Pluart [LEP'02] lors d’une étude effectuée sur une montmorillonite modifiée avec des ions alkyl ammonium primaires. Xie et al [XIE'01] proposent d’autres explications à ces pertes de masses des montmorillonites organophiles : En dessous de 200°C, départ de l’eau libre adsorbée Entre 200 et 500°C, départ de l’eau liée aux ions modifiants, de dioxyde de carbone et des
chaînes carbonées modifiantes. Trois pics apparaissent dans cet intervalle de température ; Le premier est attribué au départ des composés organiques de petites masses, les autres à la dégradation et au départ des longues chaînes.
Au delà de 500°C, départ de l’eau provenant de la deshydroxylation des feuillets et des résidus de dégradation des ions modifiants.
Les auteurs n’observent pas de variation de comportement avec l’augmentation de longueur de chaîne des ions modifiants. Nous voyons donc qu’il n’existe pas de mécanisme unanime expliquant les pertes de masse étagées de montmorillonites organophile. Toutefois, il est avéré qu’un départ de composé organique provenant de la modification ionique a lieu dès 200°C.
Toutes les montmorillonites étudiées se dégradent à partir de 200°C, dans la plage de température de mise en forme du polypropylène. Il est difficile de savoir si une dégradation de la modification ionique interviendra lors de la réalisation des matériaux par extrusion. Certes, la température d’élaboration des nanocomposites est comprise entre 200 et 230°C est importante, mais le confinement des ions alkyle ammonium dans les espaces interfoliaires dans une matrice devrait conduire à une stabilité thermique plus importante. Afin de quantifier une éventuelle perte, nous avons maintenu la montmorillonite DT36C à la température de 220°C, et mesuré sa perte de masse en fonction du temps (Figure C-9).

C- Présentation des matériaux et des techniques de mise en œuvre. 105
84
86
88
90
92
94
96
98
100
102
0 20 40 60 80 100 120 140 160 180
temps (minutes)
mas
se (%
)
0
20
40
60
80
100
120
140
160
180
200
220
240
tem
péra
ture
(°C
)
Figure C-9 : Stabilité thermique de la modification des montmorillonites. Suivi de la perte de masse en fonction du temps de la montmorillonite DT 36C maintenue à 220°C sous atmosphère d’azote.
Nous observons une perte de masse importante dès que la température de 175°C est atteinte. La dégradation des ions est importante pendant 30 minutes (7% de perte), puis s’atténue et se stabilise après 140 minutes pour totaliser une perte de masse de 14%.
0
10
20
30
40
50
60
70
80
90
100
50 100 150 200 250 300 350 400 450 500
température (°C)
mas
se (%
)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
dériv
ée d
e la
per
te d
e m
asse
par
rapp
ort à
la
tem
péra
ture
DT36C
DT36C
DT36C 220
DT36C 220
0
10
20
30
40
50
60
70
80
90
100
50 100 150 200 250 300 350 400 450 500
température (°C)
mas
se (%
)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
dériv
ée d
e la
per
te d
e m
asse
par
rapp
ort à
la
tem
péra
ture
DT36C
DT36C
DT36C 220
DT36C 220
Figure C-10 : Stabilité thermique de la modification des montmorillonites. Analyse des montmorillonites. Comparaison des analyses thermogravimétriques sous flux d’azote des montmorillonites DT36C pré-maintenue à 220°C pendant 160 min (▬) et analysé directement (▬), 20°K/min.
Ces analyses sont comparées à celles obtenues sans pré-maintien à 220°C ( Figure C-10). L’analyse des courbes de la dérivée de perte de masse par rapport à la
température nous renseigne sur l’origine des ions dégradés pendant le maintien à 220°C. La première partie du pic de dégradation, correspondant aux ions physisorbés, disparaît après le maintien à 220°C et la décomposition thermique des autres ions débute à 250°C. Du point de vue de la mise en forme, les temps d’extrusion sont généralement courts, inférieurs à 5 minutes, nous pouvons donc estimer que le taux d’ions dégradés sera faible, et ne concernera

C- Présentation des matériaux et des techniques de mise en œuvre. 106
que les ions physisorbés à la surface des amas de montmorillonites. Toutefois, nous devons avoir à l’esprit l’action conjuguée de la température et du cisaillement qui peut être localement très élevée.
Vaia et al [VAI'94] relient la distance interfoliaire à l’état d’organisation adopté par les ions modifiants et montrent qu’il est possible de passer d’un état structuré à un état qualifié de désordonné par élévation de la température et de suivre par analyse calorimétrique différentielle ce changement d’état. Nous avons réalisé ces analyses sur les montmorillonites modifiées diméthylditallow ammonium (Figure C-11) et voyons dans tous les cas apparaître un pic exothermique avec un maximum variant entre 43,5 et 47°C. Ce maximum apparaît dans la même gamme de température que la variation d’enthalpie du à la vaporisation de l’eau libre. Cela peut expliquer la présence d’un double pic visible notamment sur le spectre de la DT28. Nous distinguons également deux populations en terme d’amplitude de ces pics de fusion, correspondant aux montmorillonites DT28 et DT36 : les DT28 présentent un pic peu intense, signe d’un changement d’état moins important par rapport aux DT36.
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
-20 -10 0 10 20 30 40 50 60 70 80température (°C)
Endo
Exo
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
-20 -10 0 10 20 30 40 50 60 70 80température (°C)
Endo
Exo
Figure C-11 : Organisation des ions modifiants des montmorillonites. Analyses calorimétriques différentielles sous flux d’argon des montmorillonites modifiées par des ions diméthylditallow ammonium : DT36 et DT36NF (▬), DT36C (▬) DT28 (▬), DT28N (▬) à 10°K/min.
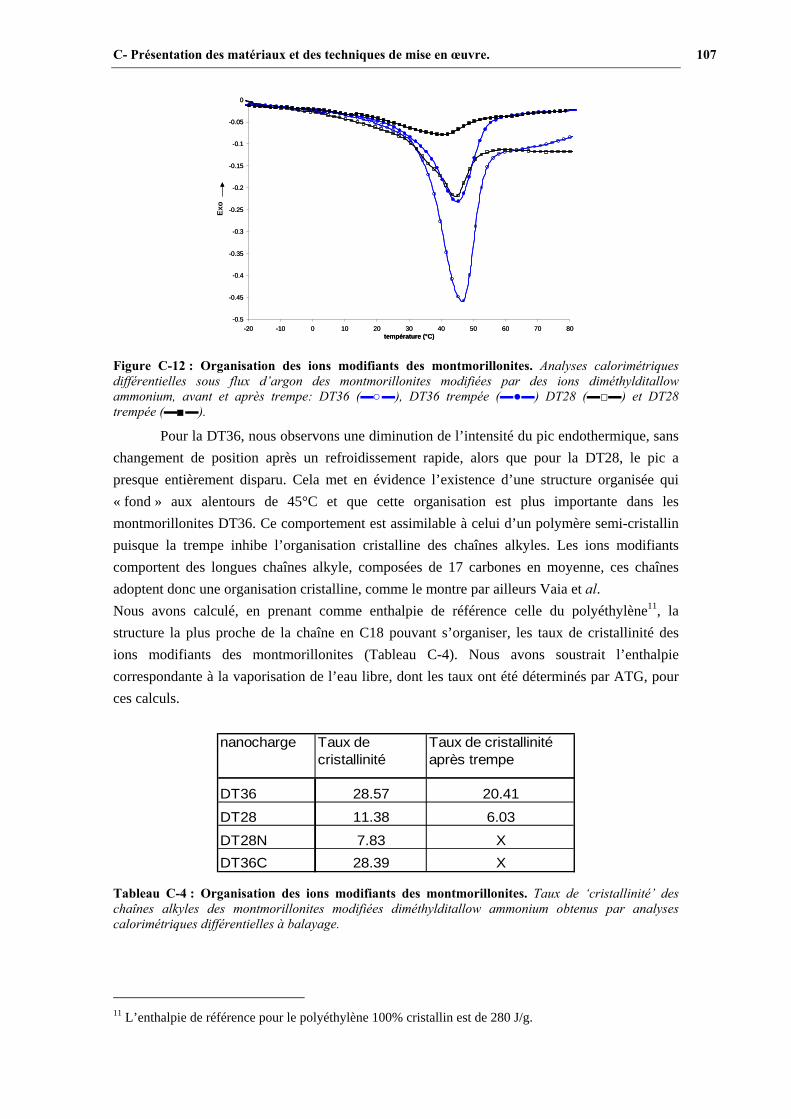
Afin de connaître l’origine de ce pic, nous avons, toujours par analyse calorimétrique différentielle, effectué une trempe puis chauffé de nouveau les montmorillonites DT28 et DT36 (Figure C-12).
C- Présentation des matériaux et des techniques de mise en œuvre. 107
Pour la DT36, nous observons une diminution de l’intensité du pic endothermique, sans changement de position après un refroidissement rapide, alors que pour la DT28, le pic a presque entièrement disparu. Cela met en évidence l’existence d’une structure organisée qui « fond » aux alentours de 45°C et que cette organisation est plus importante dans les montmorillonites DT36. Ce comportement est assimilable à celui d’un polymère semi-cristallin puisque la trempe inhibe l’organisation cristalline des chaînes alkyles. Les ions modifiants comportent des longues chaînes alkyle, composées de 17 carbones en moyenne, ces chaînes adoptent donc une organisation cristalline, comme le montre par ailleurs Vaia et al. Nous avons calculé, en prenant comme enthalpie de référence celle du polyéthylène11, la structure la plus proche de la chaîne en C18 pouvant s’organiser, les taux de cristallinité des ions modifiants des montmorillonites (Tableau C-4). Nous avons soustrait l’enthalpie correspondante à la vaporisation de l’eau libre, dont les taux ont été déterminés par ATG, pour ces calculs.
nanocharge Taux de cristallinité
Taux de cristallinité après trempe
DT36 28.57 20.41
DT28 11.38 6.03
DT28N 7.83 XDT36C 28.39 X
Tableau C-4 : Organisation des ions modifiants des montmorillonites. Taux de ‘cristallinité’ des chaînes alkyles des montmorillonites modifiées diméthylditallow ammonium obtenus par analyses calorimétriques différentielles à balayage.
11 L’enthalpie de référence pour le polyéthylène 100% cristallin est de 280 J/g.
-0.5
-0.45
-0.4
-0.35
-0.3
-0.25
-0.2
-0.15
-0.1
-0.05
0
-20 -10 0 10 20 30 40 50 60 70 80température (°C)
Endo
Exo
-0.5
-0.45
-0.4
-0.35
-0.3
-0.25
-0.2
-0.15
-0.1
-0.05
0
-20 -10 0 10 20 30 40 50 60 70 80température (°C)
Endo
Exo
Figure C-12 : Organisation des ions modifiants des montmorillonites. Analyses calorimétriques différentielles sous flux d’argon des montmorillonites modifiées par des ions diméthylditallow ammonium, avant et après trempe: DT36 (▬○▬), DT36 trempée (▬●▬) DT28 (▬□▬) et DT28 trempée (▬■▬).

C- Présentation des matériaux et des techniques de mise en œuvre. 108
Les deux montmorillonites DT28 ont des taux de cristallinité proches de 10%, inférieurs aux 28% des montmorillonites DT36. Après un refroidissement rapide, le taux de cristallinité résiduel est de 6% pour la DT28 et de 20% pour la DT36. Ainsi, les ions modifiant de la montmorillonite DT36 montrent une forte aptitude à adopter une organisation, même après trempe.
Il semble donc que la différence de distance interfoliaire mesurée peut être attribuée à l’organisation des ions modifiants : Pour la DT28, une faible proportion de chaînes alkyles adopte cette structure, ce qui conduit
à une distance interfoliaire de 28 Å. Pour la DT36, une plus grande proportion d’ions s’organise, ce qui conduit à une distance
interfoliaire plus importante. Par contre, nous n’avons pas d’information concernant l’origine de ces aptitudes à s’organiser qui peuvent être liées aux paramètres du procédé d’échange cationique auxquels nous n‘avons pas accès. Mais une question plus importante se pose : en effet, est ce que la différence de distance initiale va avoir une influence sur la dispersion des montmorillonites dans la matrice PP10 ? Cette question fera l’objet du chapitre suivant.
II.2 Analyse des autres nanocharges modifiées. Nous disposons également de deux montmorillonites modifiées avec des ions de
fonctionnalités différentes. La BT20 est modifiée par des ions benzyl-tallow-diméthyl ammonium et la distance interfoliaire initiale est de 20 Å (Figure C-13).
Lin
(C
ounts
)
0
200
400
600
800
1000
1200
1400
1600
18002000
2200
2400
2600
2-Theta - Scale1 10 20 30 40 50
d =
19
,98
451
d =
4,5
06
89
d =
4,0
623
3
d =
3,3
60
99
d =
3,1
50
55
d =
2,8
52
49
d =
2,4
93
69Lin
(C
ounts
)
0
200
400
600
800
1000
1200
1400
1600
18002000
2200
2400
2600
2-Theta - Scale1 10 20 30 40 50
d =
19
,98
451
d =
4,5
06
89
d =
4,0
623
3
d =
3,3
60
99
d =
3,1
50
55
d =
2,8
52
49
d =
2,4
93
69
Figure C-13 : Analyse des montmorillonites. Spectre de diffraction des rayons X aux grands angles de la montmorillonite BT20.
La montmorillonite HT18, comportant des ions dihydroxyéthyl-tallow ammonium, possède une d001 initiale de 18 Å (Figure C-14).

C- Présentation des matériaux et des techniques de mise en œuvre. 109
Lin
(C
ounts
)
0200400600800100012001400160018002000220024002600
2-Theta - Scale1 10 20 30 40 50
d =
18
,12
899
d =
4,5
04
28
d =
4,0
60
84
d =
3,5
23
35
d =
3,3
59
06
d =
3,1
46
46
d =
2,8
59
55
d =
2,5
80
22
d =
2,4
92
16
d =
1,8
73
67L
in (
Counts
)
0200400600800100012001400160018002000220024002600
2-Theta - Scale1 10 20 30 40 50
d =
18
,12
899
d =
4,5
04
28
d =
4,0
60
84
d =
3,5
23
35
d =
3,3
59
06
d =
3,1
46
46
d =
2,8
59
55
d =
2,5
80
22
d =
2,4
92
16
d =
1,8
73
67
Figure C-14 : Analyse des montmorillonites. Spectre de diffraction des rayons X aux grands angles de la montmorillonite HT18.
Pour ces deux nanocharges, la taille de l’objet diffractant (Equation C-1) correspond à celle de la particule primaire.
La stabilité thermique et les taux d’ions présents sont déterminés par analyses thermogravimétriques (Figure C-15). Ces deux montmorillonites sont modifiées avec environ 30% en masse d’ions organiques. Nous observons également dans chaque cas une perte de masse d’environ 3 % aux alentours de 100°C, qui peut être attribuée à la présence d’eau physisorbée.
0
10
20
30
40
50
60
70
80
90
100
50 100 150 200 250 300 350 400 450 500 550 600
température (C)
mas
se (%
)
-5
-4.5
-4
-3.5
-3
-2.5
-2
-1.5
-1
-0.5
0
dériv
ée d
e la
per
te d
e m
asse
par
rapp
ort a
la
tem
pera
ture
30
31.5HT18
BT20
0
10
20
30
40
50
60
70
80
90
100
50 100 150 200 250 300 350 400 450 500 550 600
température (C)
mas
se (%
)
-5
-4.5
-4
-3.5
-3
-2.5
-2
-1.5
-1
-0.5
0
dériv
ée d
e la
per
te d
e m
asse
par
rapp
ort a
la
tem
pera
ture
30
31.5HT18
BT20
Figure C-15 : Analyse des montmorillonites. Analyses thermogravimétriques sous flux d’azote des montmorillonites BT20 (▬) et HT18 (▬), 20°K/min.
Les courbes dérivées de ces pertes de masse en fonction du temps identifient les départs d’ions différents. La BT20 montre un pic de dégradation marqué entre 200 et 250°C,

C- Présentation des matériaux et des techniques de mise en œuvre. 110
correspondant au départ des ions physisorbés. L’épaulement à 300°C puis les pics à 400°C sont représentatifs des ions confinés dont la stabilité thermique est plus grande. La présence de noyaux aromatiques améliore également la stabilité thermique et explique que la plage de température de dégradation s’élargit jusqu'à 400°C. En revanche, la plage de dégradation de la montmorillonite HT18 est plus courte, entre 200 et 350°C, car elle est relative à la décomposition de chaînes alkyles seulement. Toutefois, il serait bon de coupler l’ATG à une analyse par chromatographie et spectrométrie de masse (ATG GC/MS) afin d’attribuer avec plus de prudence l’identification de la décomposition.
Nous disposons de montmorillonites industrielles modifiées organiquement qui diffèrent par leur type d’ions modifiants et donc par leur potentiel d’interactions avec la matrice polypropylène des nanocomposites, mais aussi par la structure adoptée par ces ions modifiants. La connaissance des montmorillonites, obtenue par la combinaison de différents modes de caractérisation nous permet de mieux comprendre les états de dispersion obtenus par la suite.
C- Présentation des matériaux et des techniques de mise en œuvre. 111
III L’outil de mise en œuvre. L’objet de ce chapitre est de décrire les outils de mise en œuvre utilisés pour réaliser les nanocomposites, leurs principes et leurs spécificités. Nous aborderons également les changements de morphologies qui se produiront éventuellement au cours de la mise en forme des nanocomposites.
III.1 L’extrusion. Nous allons tout d’abord décrire le principe de mise en œuvre des matériaux polymères
par extrusion, ainsi que les paramètres variables de cette technique. Dans un second temps, nous détaillerons les outils utilisés au cours de cette étude.
L’opération d’extrusion consiste à utiliser deux sources d’énergies, la température et/ou le cisaillement, dans le but de mélanger à l’état fondu différents matériaux. Une autre application consiste à fluidifier le matériau afin de le mettre en forme en sortie, l’exemple le plus connu étant la mise en forme des pâtes alimentaires, en encore l’obtention de profilés. Ce procédé continu permet également des réactions chimiques contrôlées ‘in situ’, comme le greffage de polyoléfines ou la réticulation partielle de polymères.
Les énergies nécessaires à ces opérations sont apportées d’une part par des éléments chauffants situés dans le fourreau, à la périphérie de ou des vis. L’autre apport d’énergie provient du cisaillement imposé par le mouvement de rotation de ces vis sans fin, qui assurent par ailleurs le transport de la matière vers la sortie et la continuité de l’opération.
Une extrudeuse peut être divisée en trois parties. Une première zone où les matériaux sont introduits puis fondus, une seconde zone de travail mécanique où les constituants sont mélangés et homogénéisés et enfin une troisième zone où le mélange est mis sous pression de manière à franchir la filière en sortie.
Lorsque la finalité est la mise en forme d’un matériau, l’extrudeuse utilisée est généralement de type monovis. Par contre, comme dans notre cas où un mélange et une homogénéisation des constituants sont attendus, l’extrudeuse comporte généralement deux vis et est qualifiée de type bivis. Il existe également des extrudeuses comportant plus de vis, jusqu'à 12, mais ces systèmes sont utilisés plus confidentiellement.
Le mouvement de rotation des vis est transmis par un moteur via un réducteur. Il existe un compromis entre le couple transmis qui va permettre le travail de matière à l’état visqueux et la vitesse de rotation des vis.
Une extrudeuse est généralement décrite par deux paramètres, le diamètre et la longueur des vis, cette dernière étant exprimée par le rapport de la longueur sur le diamètre, noté L/D. La vis peut contenir un ou deux filets, ces derniers étant définis localement par leur pas et leur profondeur. Dans le cas d’une extrudeuse bivis, deux précisions sont amenées lors de la description de l’outil : le sens de rotation des vis et leur interpénétration. Les deux vis peuvent en effet avoir des mouvements de rotation identiques, bivis corotatives, ou en sens inverse, bivis contrarotatives (Figure C-20). Comme indiqué sur la Figure C-16, la distance d entre les deux

C- Présentation des matériaux et des techniques de mise en œuvre. 112
axes de la vis et le diamètre D des vis peuvent varier, et selon les cas, les filets des vis sont interpénétrés ou non interpénétrés.
A
A Section A-A
d
DA
A Section A-A
d
D
Figure C-16 : Représentation schématique des vis d’une extrudeuse totalement interpénétrée.
Ces paramètres de l’outil d’extrusion vont influer sur le travail mécanique exercé sur la matière fondue : une extrudeuse contrarotative à filets interpénétrés produit un travail de cisaillement important, alors qu’une extrudeuse corotative va privilégier le transport de la matière. Toutefois, ces généralités ne peuvent expliquer les mouvements de matières et les taux de cisaillement dans une extrudeuse et donc le travail exercé, car il faut ajouter un paramètre important et spécifique à chaque utilisation qui est le profil de vis.
Afin d’introduire cette notion de profil de vis, nous allons tout d’abord décrire
succinctement quelques généralités concernant la relation entre la géométrie d’une extrudeuse monovis et son action sur le matériau. Dans le cas de cet outil, les trois secteurs décrits précédemment sont identifiables sur la Figure C-17.
Des filets profonds ou larges permettent l’alimentation de la matière, puis un affinement de la largeur (pas) ou de la profondeur des filets permet une montée en pression, qui ajoutée au travail de cisaillement et à la température, permet la fusion du ou des matériaux. La matière en amont pousse celle en aval, ce qui permet la progression tout au long de la vis, une monovis est donc toujours remplie à 100%. Il peut exister dans le secteur de travail une zone de montée en pression, suivi d’une zone de détente, ce qui permet l’évacuation d’éléments volatils par pompage.
(a)
(b)
Montée en pression alimentationZone de ‘travail’ mécanique
(a)
(b)
Montée en pression alimentationZone de ‘travail’ mécanique
Figure C-17 : Représentation schématique de profils de vis d’extrudeuses monovis (a) pas variables, (b) hauteurs de filets variables.

C- Présentation des matériaux et des techniques de mise en œuvre. 113
Avant la sortie, le pas des filets et la profondeur de ceux-ci diminuent, ce qui provoque une nouvelle montée en pression de la matière. L’énergie accumulée va permettre de franchir la zone de sortie appelée filière. Cette dernière zone de sortie a plusieurs rôles. Les flux de matière sortant de la vis sont canalisés et homogénéisés dans un confluent, puis filtrés au travers d’une grille, ce qui empêche la sortie de matière infondue ou dégradée. Puis le matériau est mis en forme sous l’aspect d’un jonc ou d’un profilé.
La description d’une extrudeuse bivis est un exercice plus complexe. En effet, les vis constituant cet outil sont modulables (Figure C-18).
Elles sont composées d’éléments de faibles longueurs, placés tout au long de leurs axes et il existe une grande quantité de type d’éléments, comme indiqué sur la Figure C-19.
L’ensemble de ces éléments constitue un profil de vis. Ce dernier doit être identique sur les deux vis afin de permettre leur rotation. La matière progresse le long de l’axe de l’extrudeuse en passant d’une vis à l’autre. Cette progression va dépendre du sens relatif de rotation des vis (Figure C-20). Lorsque l’extrudeuse est corotative, la matière est convoyée d’une vis à l’autre en formant une géométrie en « huit », c’est à dire que la matière effectue un trajet en périphérie des vis Lorsque l’extrudeuse est contrarotative, la matière est canalisée dans le volume de connexion des vis et passe d’un filet d’une vis au filet suivant de l’autre vis. Cette configuration permet
Figure C-18 : Représentation d’un montage d’un profil de vis avec des éléments de transport et cisaillants.
(a)
(b)
(c)
(a)
(b)
(c)
Figure C-19 : Représentation schématique des éléments de vis : (a) transport, (b) malaxeur, (c) dispersifs.

C- Présentation des matériaux et des techniques de mise en œuvre. 114
également le passage d’une partie de la matière entre les deux vis, lorsque ces dernières ne sont pas totalement interpénétrées.
Dans les deux cas, la matière est convoyée au travers de l’extrudeuse par le mouvement relatif des vis, et contrairement à une monovis, le volume des filets d’une double vis n’est pas plein. Le remplissage des ces filets va dépendre de la succession de géométrie des éléments employés.
Ces éléments sont : Les éléments de transports sont constitués d’un filet ou double filet de longueurs et de
pas variables permettant le transport et la montée en pression de la matière. Le pas de ces éléments peut être inverse, ce qui entraîne un reflux de la matière et provoque en amont une montée en pression et une confrontation des flux.
Les éléments cisaillants sont composés de sous-éléments de géométries mono, bi ou tri-lobes associés les uns aux autres avec un angle de décalage, ce qui crée un pas de vis. Ce type de géométrie provoque un cisaillement important et une accélération des flux de matière lors du passage d’une vis à l’autre, représenté schématiquement sur la Figure C-21. L’angle de décalage entre les sous-éléments peut être négatif, ce qui provoque une géométrie à pas inverse. Dans ce cas, des confrontations de flux et de reflux ont lieu au sein de ces géométries, ce qui provoque des mouvements complexes de matière.
Figure C-20 : Représentation schématique de la progression de matière dans une extrudeuse bi-vis corotative (a), contrarotative (b).

C- Présentation des matériaux et des techniques de mise en œuvre. 115
Figure C-21 : Mouvement de matière entre deux éléments cisaillant bi-lobes dans une extrudeuse bivis corotative.
Il existe également des éléments nommés dispersifs qui de par leur géométrie complexe créent de nombreux flux de matières. D’autres géométries, alliant les principes expliqués précédemment ou présentant des géométries complexes et inédites existent, mais leur description dans ce document n’est pas à propos.
La combinaison de ces éléments de vis va nous permettre de construire les profils de vis. Les secteurs d’alimentation et de sortie doivent respecter des conditions identiques à celle d’une monovis, c’est-à-dire des éléments de transport à pas larges en zone d’alimentation et des éléments de transport à pas de plus en plus réduits en zone de montée de pression avant la filière. La zone de travail où les nanocharges seront dispersées dans la matrice polypropylène est l’association de divers éléments transport, cisaillant et dispersif. Cette association comporte de nombreuses variables et la modification d’une longueur d’élément, d’un pas ou de l’enchaînement de ces éléments modifie le taux de cisaillement et les flux de matières, ce qui est susceptible de modifier la dispersion des nanocharges.
Mais avant de décrire les profils utilisés pour réaliser les nanocomposites nous devons introduire la notion du temps de passage dans l’extrudeuse. Dans le cas d’une monovis, ce temps est directement relié au débit et à la vitesse de rotation des vis car la matière fondue occupe tout le volume de la vis ; il peut être ainsi modulé facilement. Dans une extrudeuse bivis, le temps de passage dépend également de la géométrie des vis, et de l’enchaînement des éléments. Le temps de passage total doit donc être interprété comme la succession de temps de passage locaux. La présence de contre filet (filet de pas inverse) conduit à la création de flux inverse de matière, à l’augmentation de pression en amont et du temps de résidence local. Les éléments cisaillant produisent en amont une stagnation de la matière suivie d’une accélération lors du passage dans l’élément. Nous ne connaissons pas l’aspect cinétique du mécanisme d’exfoliation des nanocharges, mais il s’avère qu’une variation des éléments du profil de vis aura une double influence : mécanique par action sur le cisaillement et cinétique par la variation du temps de ‘travail’ mécanique local et total.
C- Présentation des matériaux et des techniques de mise en œuvre. 116
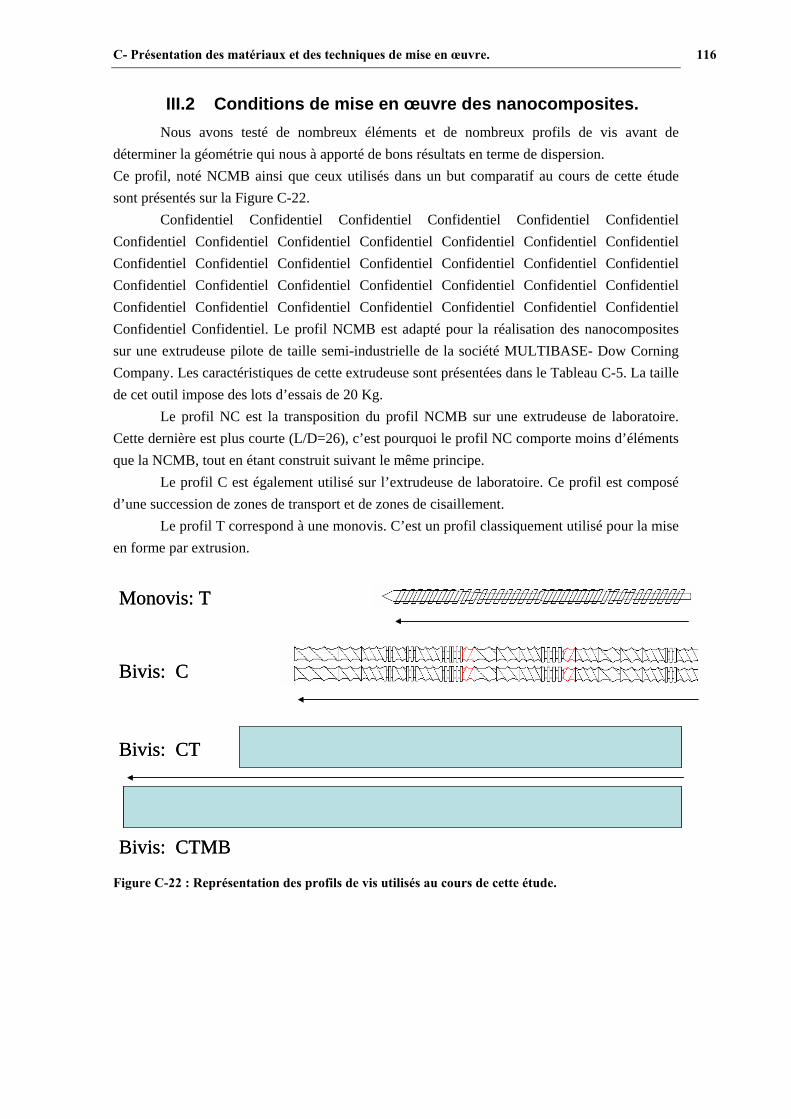
III.2 Conditions de mise en œuvre des nanocomposites. Nous avons testé de nombreux éléments et de nombreux profils de vis avant de
déterminer la géométrie qui nous à apporté de bons résultats en terme de dispersion. Ce profil, noté NCMB ainsi que ceux utilisés dans un but comparatif au cours de cette étude sont présentés sur la Figure C-22.
Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel Confidentiel. Le profil NCMB est adapté pour la réalisation des nanocomposites sur une extrudeuse pilote de taille semi-industrielle de la société MULTIBASE- Dow Corning Company. Les caractéristiques de cette extrudeuse sont présentées dans le Tableau C-5. La taille de cet outil impose des lots d’essais de 20 Kg.
Le profil NC est la transposition du profil NCMB sur une extrudeuse de laboratoire. Cette dernière est plus courte (L/D=26), c’est pourquoi le profil NC comporte moins d’éléments que la NCMB, tout en étant construit suivant le même principe.
Le profil C est également utilisé sur l’extrudeuse de laboratoire. Ce profil est composé d’une succession de zones de transport et de zones de cisaillement.
Le profil T correspond à une monovis. C’est un profil classiquement utilisé pour la mise en forme par extrusion.
Monovis: T
Bivis: C
Bivis: CT
Bivis: CTMB
Monovis: T
Bivis: C
Bivis: CT
Bivis: CTMB
Figure C-22 : Représentation des profils de vis utilisés au cours de cette étude.

C- Présentation des matériaux et des techniques de mise en œuvre. 117
Quels que soient l’outil et le profil utilisé, nous avons toujours utilisé le même protocole expérimental pour mettre en œuvre les nanocomposites. Les matériaux, nanocharges, matrice et compatibilisants sont mélangés par voie sèche. Les nanocharges sont sous forme de poudre fine. Afin de ne pas créer de phénomène de ségrégation en trémie, nous utilisons toujours un mélange composé de 50% de poudre et 50% de granulé. Nous disposons pour cela de la matrice PP10 sous forme de poudre et de granulés. Comme nous l’avons indiqué précédemment, le remplissage des vis va dépendre du profil utilisé et du débit imposé. Dans un souci de comparaison des nanocomposites et dans la mesure où les outils de mise en œuvre sont différents, nous avons choisi de travailler dans des conditions de « couple machine » identiques à 80% de la puissance maximale, en ajustant la vitesse de rotation des vis. Les profils de températures de régulation imposés sont de 80°C en zone d’alimentation, puis varient entre 180 et 220°C.
Pour toutes les formulations extrudées, nous ajoutons 0.1% en poids de stabilisants process, l’Irganox 1010® de la société Ciba Speciality Chemicals. Ce stabilisant est un antioxydant phénolique qui limite les coupures des chaînes de polypropylène et de polypropylène greffé anhydride maléique (PPgMA) sous l’effet combiné de la température et du cisaillement. Lors d’une étude complémentaire réalisée en coopération avec le Laboratoire de Photochimie Moléculaire et Macromoléculaire de l’Université Blaise Pascal de Clermont-Ferrand (UMR CNRS #6505), nous avons montré que cet agent polaire se localisait aux alentours des nanocharges. Toutefois, nous n’avons pas observé d’influence de la présence de cet agent sur l’exfoliation des montmorillonites [MAI'03]. Ces outils et ces profils nous permettent d’obtenir de nanocomposites sous forme de joncs puis de granulés.
extrudeuse type diamètre D (mm)
longueur (mm) vitesse de rotation maximale (tour/min.)
débit maximum (kg/heure)
Puissance (kW)
Débit choisi pour la réalisation des nanocomposites
Maris bivis corotative 40 48*D, soit 2112 mm 600 150 70 50Clextral bivis corotative 26 36*D, soit 936 mm 400 7 33 5
Monovis 26 25*D, soit 650 mm 300 7 25 5
Tableau C-5 : Caractéristiques des extrudeuses utilisées.

C- Présentation des matériaux et des techniques de mise en œuvre. 118
C- Présentation des matériaux et des techniques de mise en œuvre. 119