préparation de granulés absorbants à partir des argiles de
TRANSCRIPT
BRGM
préparation de granulés absorbantsà partir des argiles de Couleuvre (Allier)
G . BaudetJ.J. Boulard
G . Richaletavec la participation de
M . BaronM . Grès
et P . L Hergibo
Décembre 198787 D A M 033 MIN
BUREAU DE RECHERCHES GÉOLOGIQUES ET MINIÈRESDIRECTION D E S ACTIVITÉS MINIÈRES
Département minéralurgieB.P. 6009 - 45060 ORLÉANS CEDEX 2 - Tél. (33) 38.64.34.34
R E S U M E
Dans le cadre de l'évaluation du projet "Argiles fibreuses deCOULEUVRE (Allier)", le Département Minéralurgie a conduit des essais pilotesde production de pellets et granulés absorbants selon un procédé original, misau point en laboratoire par le service RMI de SGN/GEO, impliquant la stabili-sation de l'argile par adjonction de 10 à 15 % de ciment blanc ou de chauxblanche.
Les essais ont été effectués sur 7,5 tonnes de matériau brut à 30,7 %d'humidité (sur base humide, b . h . ) prélevé par 2 forages BEN0T0 de 0,58 m dediamètre.
Du fait de la présence de silex et calcaire dur de granularité envi-ron - 200 + 0,5 m m , la préparation mécanique nécessite l'utilisation d'unmalaxeur-filtre pour séparer les fragments durs + 5 mm représentant 2,53 % enpoids du matériau humide en place. Le rendement pondéral du rejet de filtragesera d'environ 4 % sur b .h . en tenant compte de la perte inévitable enargile.
Les essais de pelletisation par extrusion et granulation parbroyage-criblage à 5 et 0,8 mm, ont mis en évidence :
- une production acceptable de fines - 0,8 mm de granulation pour desdosages :. en ciment blanc de 10 % avec une cure de durcissement de 30 h àtempérature ambiante et atmosphère humide. en chaux blanche de 15 % avec une cure de 2 h de 95°C en présencede vapeur d'eau
- une humidité minimale de malaxage et d'extrusion de 37 % b .h .
- une humidité d'équilibre des granulés - 5 + 0,8 mm de 9 % b .h .
- une influence notable de l'humidité d'extrusion sur la densité envrac des granulés - 5 + 0,8 m m , cette dernière augmente de 610 à675 g/1 quand l'humidité d'extrusion diminue de 41,5 à 37,3 % b .h .(pour une section constante de la filière)
- une faible teneur résiduelle en CaO libre (moins de 0,15 à 0,10 %)après cure et séchage. La carbonatation partielle par des gaz deséchage à 3 % CO2 diminue cette teneur à 630 g/t, la carbonatationpar CO2 des pellets humides la réduit à 65 g/t en 8 h .
Les granulés - 5 + 0,8 mm produits en pilote présentent une massevolumique en vrac de 640 g /1 , une capacité d'absorption d'eau de 80 à85 g/100 g de solide, une bonne cohésion après trempage dans l'eau, une résis-tance acceptable à l'attrition.
Environ 2 tonnes de granulés - 5 + 0,8 mm ou - 5 + 1,25 mm et pellets6 x 6 m m , avec et sans colorant ocre, ont été préparés comme lots de démons-tration pour l'étude de marché.
Les schémas de préparation, la nature des principaux équipements ontété définis. Les bilans pondéraux prévisionnels d'une unité produisant desgranulés - 5 . + 0,8 mm dépoussiérés à 0 ,2 mm ou des pellets 6 x 6 m m , incluantun recyclage des fines de granulation et/ou d'attrition, seraient respective-ment de 81,8 et 79 % par rapport à l'argile humide en place pour des consomma-tions en ciment blanc de 111,9 et 88,3 kg par tonne de produit final.
* * *
TABLE des MATIERES
Pages
Résumé
1. INTRODUCTION 1
2. LOTS DE MATERIAU BRUT REÇUS POUR ESSAIS 3
3. PREPARATION MECANIQUE DE L'ARGILE BRUTE, ELABORATION D'UN LOT . . . 4
3.1 . Procédure de préparation du matériau ^3.2 . Schéma de la préparation et caractéristiques des
équipements mis en oeuvre 63-3. Bilan pondéral de la préparation, distributions gra-
nulométriques, humidités et densité 8
3 .3 .1 . Humidité du matériau argileux par couchedans les forages COI et C02 8
3.3-2. Rendement pondéral des fragments durs . . . 83 .3 .3 . Distributions granulométriques des rejets
de la préparation 103.3 .4 . Densité et humidités des produits de la
préparation 10
4. ELABORATION DU MELANGE ARGILE-CIMENT, PELLETISATION PAR EXTRUSION,GRANULATION PAR BROYAGE-CRIBLAGE 17
4.1. Nature des produits d'addition utilisés dans la for-mulation des mélanges 17
4 .1 .1 . Ajouts de stabilisation de l'argile 174 . 1 . 2 . Adjuvants pour modulation du temps de prise
et de la plasticité du mélange 184 .1 .3 . Colorant 18
4.2. Conditions opératoires de la pelletisation 184.3. Durcissement des pellets (cure). Granulation par
broyage ménagé et criblage 2H
4 .3 .1 . Cure 254 . 3 . 2 . Broyage des pellets durcis 254 .3 .3 . Criblage 254.3-4 . Estimation de la charge circulante dans
le circuit de broyage-criblage à 5 mm . . . . 264 .3 .5 . Distributions granulométriques des pellets
10 x 10 mm à 15 ? de ciment blanc broyésà 5 mm. Caractéristiques de classificationà 0,8 mm 27
4 .3 .6 . Distributions granuíometri ques des pellets10 x 10 mm à 10 % de ciment blanc (broyésà environ 6 m m . Caractéristiques de clas-sification à 1,25 mm. Estimation du bilanpondéral d'un broyage à 5 mm suivi d'uneclassification à 0,8 mm 31
M . 3 - 7 . Estimations des rendements pondéraux et dela granularité des fractions separables parcriblage à 0,8 mm des pellets à 10 % deciment blanc broyés à 5 mm 35
M . 3 . 8 . Bilan du tamisage des pellets 6 x 6 mm . . . 46
4.4 . Essais comparatifs de préparation des granulés 464.5 . Humidité d'équilibre des granulés 494.6 . pH d'une solution aqueuse en contact avec les granulés,
teneurs en CaO libre, essais de carbonatation 494.7 . Etude préliminaire des possibilités de stockage des
" pellets extrudes 534.8 . Caractéristiques des produits élaborés en pilote 55
4.8 .1 . Masse volumique en vrac, mesures D A M / M I N . . 564 . 8 . 2 . Mesures par le laboratoire de RMI 56
5. SCHEMA DE LA PREPARATION. RECOMMANDATIONS POUR LA SELECTION DESEQUIPEMENTS. BILAN MATIERE PREVISIONNEL 6C
6. CONCLUSION 65
***
Annexe 1 68Ajustement des caractéristiques de partage desclassifications à 0,8 et 1,25 mm aux modèlesde DEGOUL et PLITT
Annexe 2 81Détermination de l'humidité d'équilibre desgranulés - 5 + 0,8 mm
* * *
1. INTRODUCTION
Dans le cadre de l'évaluation du projet "Argiles fibreuses deCOULEUVRE (Allier)", le Département Minéralurgie a conduit des essais pilotesde production de pellets et granulés absorbants selon un procédé original, misau point en laboratoire, par le Service "Roches et Minéraux Industriels" deSGN/GEO. Ce procédé implique la stabilisation de pellets argileux, par réac-tion à température ambiante ou température inférieure à 100°C, à la pressionatmosphérique, entre l'argile et le ciment ou l'argile et la chaux, conduisantà la formation de silicates et d'aluminates de calcium hydratés. Ces dernierscomposés améliorent la résistance mécanique de l'argile sèche et assurent unecohésion satisfaisante des pellets ou des granulés saturés d'eau, cohésion quiest obtenue dans le procédé conventionnel de fabrication de granulés absor-bants par calcination d'attapulgite à une température d'environ
Le procédé basé sur la stabilisation de l'argile a été retenu pour laproduction de lots de démonstration, principalement pour les raisons sui-vantes :
- possibilité d'obtenir des granulés de caractéristiques satisfaisantes entermes de densité en vrac et de cohésion des produits saturés d'eau, àpartir d'un mélange en parties égales d'attapulgite et de smectite
- aspect des granulés. Les granulés durcis par calcination présentent unecouleur brune pénalisante par rapport aux produits commercialisés de réfé-rence. L'utilisation de ciment blanc ou de chaux pour la stabilisationaboutit à des granulés de couleur vert pastel très pâle, couleur par ail-leurs modulable et ajustable aux desiderata des consommateurs par ajout decolorants minéraux.
Les travaux effectués par DAM/MIN dans le cadre de l'étude pilote ontporté sur :
- la préparation de lots de démonstration pour essais par un échantillon deconsommateurs de litières absorbantes pour animaux domestiques sous quatreprésentations différentes :
- granulé de couleur naturelle vert pâle de dimensions environ - 5+ 1 , 2 5 à - 5 + 0 , 8 m m
- granulé de couleur "sable" (ocre clair) développée par ajout d'unecolorant minéral utilisé pour teinter les enduits
- pellets cylindriques de granulari té uniforme de 6 x 6 mm (surhumide avant retrait) et de couleur naturelle
- pellets cylindriques 6x6 mm de couleur "sable".
- la détermination des éléments nécessaires à la partie "fabrication" del'étude de faisabilité :
- schéma de fabrication incluant la préparation mécanique de l'argilebrute, le façonnage de pellets par extrusion après ajustement de lacomposition du mélange basé principalement sur des dosages enciment blanc de 10 à 15 %, la production de granulés parconcassage-criblage des pellets durcis
- bilan matière- sélection de certains équipements spécifiques.
Pour des raisons d'homogénéité des résultats, avec les résultatsantérieurs de l'étude en laboratoire, les caractéristiques des produitsfinis :
- densité en vrac- absorbtion d'eau (méthodes statique et dynamique)- résistance à l'attrition
ont été déterminées par le laboratoire du Service R . M . I .
2. LOTS DE MATERIAU BRUT REÇUS POUR ESSAIS
Deux lots d'argile brute prélevée dans deux forages de grand diamètreC01 et C02, réalisés par la technique du battage (BENOTTO, de diamètre580 mm) , ont été réceptionnés à Orléans, conditionnés en "big-bags".
Les prélèvements effectués entre - 2,5 et 11 m pour COI, répartis en6 big-bags numérotés à COI n° 1 COI n° 6 - entre 8,9 et 18,35 m pour C02,répartis en 6 big-bags numérotés C02 n° 1 à C02 n° 6 - ont été retenus pourl'élaboration d'un lot composite.
3 PREPARATION MECANIQUE DE L'ARGILE BRUTE, ELABORATION D ' U N LOT COMPOSITECOI+CO2
Le lot C01 contient une proportion notable de fragments et de blocsde silex et calcaire dur, répartis sur l'ensemble de la puissance échantil-lonnée avec toutefois des proportions plus élevées dans les couches supérieu-res, entre 2,5 et 6,8 m . Pour le forage C02, seule la couche supérieure, entreles cotes 8,9 et 10,4 m , contient des fragments durs, toutefois en faibleproportion.
Les fragments durs, notamment de silex, doivent être impérativementéliminés en amont du circuit de mélange et de pelletisation pour limiterl'usure des équipements (mélangeur-extrudeuse) d'éviter les bouchages desfilières qui pourraient ralentir la fabrication malgré l'utilisation surcertaines extrudeuses de grilles coulissantes. Par ailleurs, il n'est passouhaitable que le produit fini contienne même en faible proportion des petitsfragments de silex tranchant générés par broyage du matériau stabilisé.
Les objectifs principaux de la préparation mécanique primaire ontconsisté :
- à éliminer les fragments durs jusqu'à une dimension de 5 mm, dimen-sion acceptable pour un malaxeur-filtre industriel
- à homogénéiser le matériau, provenant de 6 niveaux pour chacun desdeux forages
- à déterminer les humidités par niveau et la proportion de fragmentsdurs grenus dans le composite.
3 .1 . Procédure de préparation du matériau
Les fragments durs ont été séparés en trois étapes :
a) - tri manuel lors de la manutention à la pelle du matériau brut permettantd'éliminer le silex et le calcaire de dimension supérieure à environ30 mm
b) - récupération des fragments de dimension environ - 30 + 10 à - 30 + 5 mmdans la cuve d'un déchiquêteur d'argile. La plus grande partie de cesfragments durs constitue le refus final de l'opération de déchiquetage dumatériau argileux plastique qui seul peut passer au travers des ouver-tures de la sole, ajustables par le positionnement des lames. Les refusont été nettoyés manuellement, avant pesée, pour éliminer la gangueargileuse enrobant les fragments durs
c) - récupération des fragments résiduels de dimension supérieure à environ 5à 2 mm par filtrage d'une pâte homogénéisée par malaxage au travers d'unegrille d'ouverture 5 mm disposée au refoulement d'une extrudeuse équipéede 3 orifices de diamètre 20 mm.
Le matériau a été homogénéisé par manutentions et divisions succes-sives de l'argile plastique. L'argile a été débitée en copeaux de largeurenviron + 55 mm et d'épaisseur 5 mm par passage dans une déchiqueteuse à solerotative. L'opération a été conduite en H phases :
1) - traitements séparés des matériaux récupérés de chacun des forages C01puis C02, couche par couche, correspondant chacune à un big-bag. Deuxéchantillons représentatifs, par couche, d'environ 20 kg chacun, ont étéconstitués par cumul de prélèvements stratifiés à la décharge du déchi-queteur.
Un échantillon a été utilisé pour la mesure de l'humidité par séchageen étuve ventilée à 105°C
Le second échantillon a été conservé comme témoin.
Les matériaux déchiquetés, pour chacune des couches, ont été étaléssur une aire en béton recouverte d'une feuille plastique, leur superpo-sition a abouti à un lot composite vertical par forage (COI puis C02). Lareprise des couches superposées perpendiculairement à l'axe du tas forméprécédemment a favorisé l'homogénéisation du composite vertical.
2) - reprise de chacun des 2 composites verticaux à la pelle et 2ème passagedans le déchiquêteur pour parfaire l'homogénéisation. Chaque compositevertical a été divisé en 4 échantillons représentatifs par un diviseurtournant disposé à la jetée d'une bande transporteuse, deux échantillonsont été conservés, en big-bag fermé pour éviter la dessication del'argile, pour traitement ultérieur, deux échantillons ont été récupérésen conteneur "FLOBIN" pour constituer un lot composite des deux sondages.Les matériaux déchiquetés, correspondant aux composites verticaux C01 etC02, conservés en big-bag, ont été mélangés et homogénéisés lors despréparations ultérieures de pellets ou de granulés en suivant la procé-dure appliquée aux matériaux récupérés en FLOBIN
3) - étalement, en deux couches superposées, de la moitié du composite C01 etde la moitié du composite C02, reprise à la pelle perpendiculairement àl'axe du tas et nouveau passage au déchiquêteur pour homogénéiser lecomposite COI + C02. Ce dernier a été divisé en 4 charges représentativesconservées en conteneur "FLOBIN" et préservées de la dessication par unefeuille de plastique fixée par des bandes adhésives.
4) - homogénéisation complémentaire du composite C01 + C02 par passage ducontenu de chacun des "FLOBIN" dans le déchiquêteur. La décharge dudéchiqueteur a été laminée à environ 2 mm par un broyeur à cylindreslisses équipé d'un racloir par cylindre. Cette opération a été renduenécessaire pour éviter d'endommager le malaxeur et l'extrudeuse utilisésen aval pour homogénéiser la pâte argileuse puis la filtrer pour enséparer les particules de matériau dur de dimension supérieure à environ2 à 5 m m . La filtration est effectuée par passage de la pâte au traversd'une grille à mailles de 5 mm disposée en amont des 3 filières de 20 mméquipant l'extrudeuse. L'accumulation des fragments durs entraîne unedéformation du profil des boudins extrudes, une augmentation importantedu refoulement au niveau de l'alimentation de l'extrudeuse et corréla-tivement une forte réduction du débit. L'observation du fonctionnement del'extrudeuse permet une estimation du taux de colmatage de la grille,quand ce dernier est jugé trop élevé, le nez de l'extrudeuse est démontéet la chambre de compression en amont de la filière est vidangée. Les"bouchons" ainsi récupérés ont été pesés et échantillonnés, des mesuresd'humidité et des analyses granulométriques par voie humide ont étéeffectuées sur ces échantillons.
3.2 . Schéma de la préparation et caractéristiques des équipements mis enoeuvre
repère
repère
repère
repère
repère
repère
repère
repère
1
2
3
4
5
6
7
8
Les opérations de préparation sont schématisées à la figure n° 1,dont les repères sont explicités ci-après :
tas de silex et calcaire environ + 30 mm, séparés par triage lorsdu pelletage (triage par couche)
tas de matériau argileux trié
tas de silex et calcaire environ - 30 + 10 à - 30 + 5 mm séparésdans la cuve du déchiqueteur
tas de préhomogénéisation du composite vertical par forage (C01 ouC02)
tas de préhomogénéisation du composite COI + C02
"bouchons" récupérés après colmatage de la grille de filtrage de5 mm d'ouverture
boudins extrudes d'argile filtrée
déchiqueteur d'argile plastique SOEST-FERRUM à sole tournanteéquipée de 3 x 4 lames ajustables et de 3 x 4 ouvertures dedécharge, dimension moyenne des copeaux d'argiles 55 x 60-70 x 5 mm(largeur-longueur-épaisseur )dimension de la cuve : diamètre : 1,1 m , hauteur : 0,4 m . Puis-sance du moteur d'entraînement : 1 1 kW
repère 9 : diviseur rotatif
repère 10 : broyeur à 2 cylindres lisses HUMBOLDT WEDAG WMS (73/26) équipé dedeux cylindres de diamètre 0,73 m , largeur 0,26 m . Largeur de lapartie alimentée : 0,20 m , vitesse périphérique des cylindres :7 m / s . Deux racloirs en tôle ont été installés à la partie infé-rieure des cylindres pour éviter 1'acumulation d'argile à leurpériphérie. 2 moteurs d'entraînement d'une puissance de 7,5 kW
repère 11 : malaxeur MANHURIN à deux bras en " Z " système WERNER, à cuve bascu-lante d'environ 200 litres, équipé d'un moteur d'entraînementprincipal d'une puissance de 5,1 kW
repère 12 : extrudeuse FAURE à double vis, la section à l'extrémité de la zonede compression de la pâte est de 75 cm 2 .Le moteur d'entraînement triphasé a une puissance de 2,2 kW.
Cette machine a été équipée :
- d'une filière à 3 trous de diamètre 20 mm pour le filtrage,section de sortie : 942,5 m m 2
- d'une filière à 24 trous de diamètre 10 mm (4 rangées de 6 trous)pour la pelletisation du mélange argile-ciment ou argile-chaux,section de sortie : 1 885 m m 2
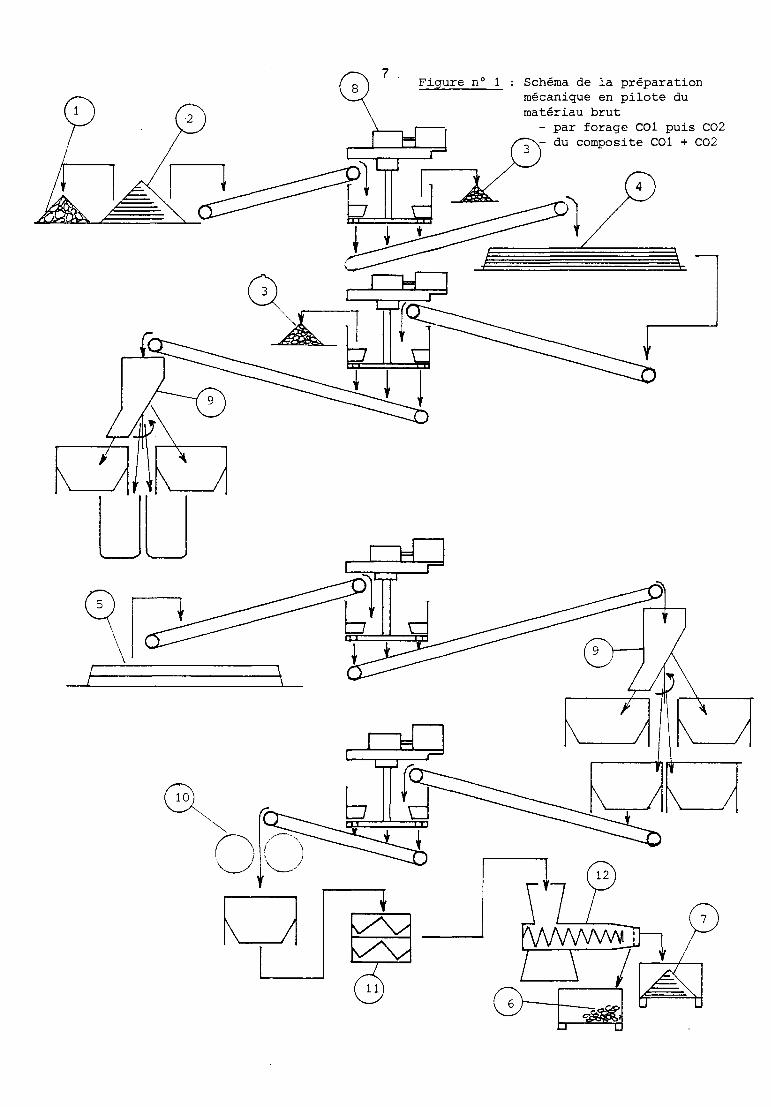
Figure n° 1 Schéma de la préparationmécanique en pilote dumatériau brut- par forage COI puis C02v- du composite COI + C02
- d'une filière à 24 trous de diamètre 6 mm pour la pelletisation,section de sortie : 678,6 m m 2 .
Afin de diminuer la pression de refoulement et la compacité despellets, cette filière a été modifiée pour présenter 52 trous, soit une sec-tion de sortie de 1 470 m m 2 .
3.3. Bilan pondéral de la préparation, distributions granulométriques, humi-dités et densités
3.3.1. Humidité du matériau argileux par couche dans les forages C01et C02
Les humidités pondérées pour l'ensemble des matériaux argileux ré-cupérés dans les forages COI et C02 sont de 28,02 et 33.58 % respectivement.Les rendements pondéraux en matériau humide sont :
. de 3 890 kg pour COI entre 2,5 et 11 mcorrespondant à une densité en place estimée de 1,732(récupération estimée : environ 100 %) (densité théorique calculée : 1,795)
. de 3 630 kg pour C02 entre 8,9 et 18,85 mcorrespondant à une densité en place estimée de 1,554(estimation par défaut car un tri préliminaire a été effectué sur le matériaurécupéré entre 8,9 et 12,2 m pour éliminer de l'argile sableuse barioléeprovenant de 1'écoulement d'un niveau supérieur)(densité théorique calculée : 1,691).
Certaines couches argileuses présentent une humidité supérieure àl'humidité correspondant à une pâte normale ne collant pas au métal, ce qui aentraîné des difficultés (bourrages) lors des opérations de déchiquetage. Lecomportement est associé à l'humidité et à la nature de l'argile. Les diffi-cultés au déchiquetage ont été notées pour les niveaux suivants :
C01 : 8,1 à 9,3 m - 9,3 à 11 mC02 : 8,9 à 10,4 m - 10,4 à 12,2 m - 12,2 à 13,6 m .
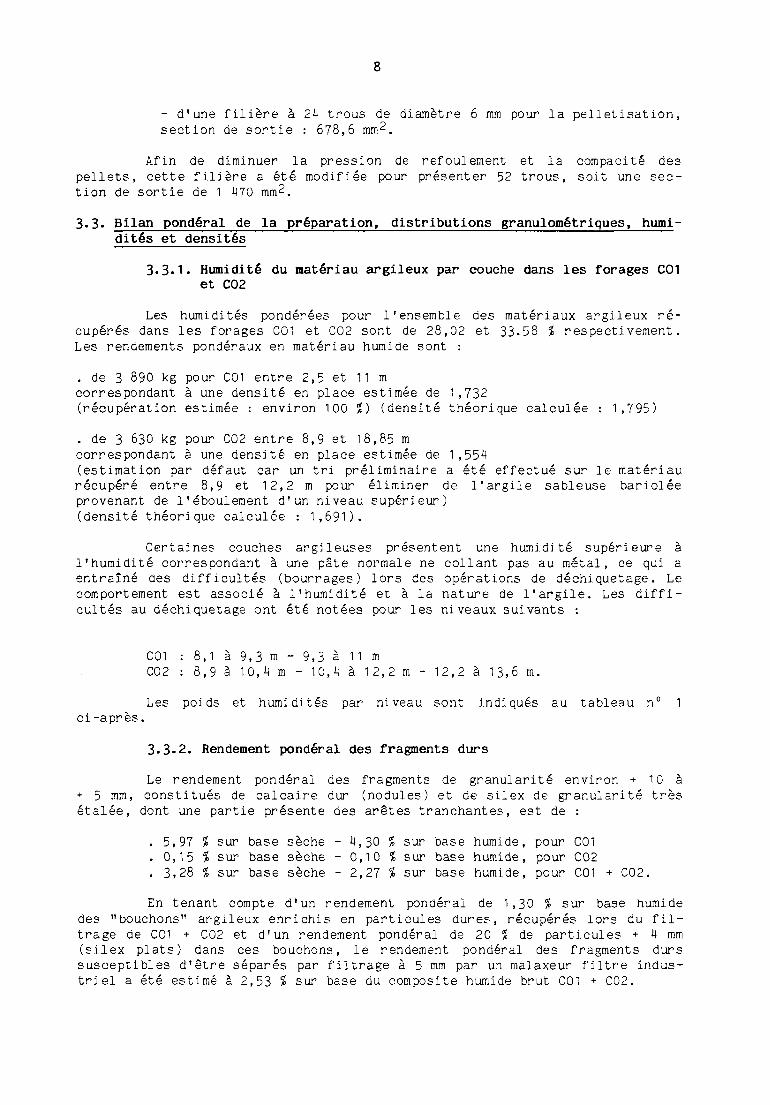
Les poids et humidités par niveau sont indiqués au tableau n° 1ci-après.
3.3.2 . Rendement pondéral des fragments durs
Le rendement pondérai des fragments de granularité environ + 10 à+ 5 mm, constitués de calcaire dur (nodules) et de silex de granularité trèsétalée, dont une partie présente des arêtes tranchantes, est de :
. 5,97 % sur base sèche - 4,30 % sur base humide, pour C01
. 0,15 % sur base sèche - 0,10 % sur base humide, pour C02
. 3,28 % sur base sèche - 2,27 % sur base humide, pour C01 + C02.
En tenant compte d'un rendement pondéral de 1,30 % sur base humidedes "bouchons" argileux enrichis en particules dures, récupérés lors du fil-trage de C01 + C02 et d'un rendement pondéral de 20 % de particules + 4 mm(silex plats) dans ces bouchons, le rendement pondéral des fragments durssusceptibles d'être séparés par filtrage à 5 mm par un malaxeur filtre indus-triel a été estimé à 2,53 % sur base du composite humide brut COI + C02.
Niveau, m
Forage COI
2,5 à 4
4 à 5,15
5,15 à 6,8
6,8 à 8,1
8,1 à 9,3
9,3 à 11
2,5 à 11
Forage C02
8,9 à 10,4
10,4 à 12,2
12,2 à 13,6
13,6 à 15,2
15,2 à 16,85
16,85 à 18,35
8,9 à 18,35
Poidsmatériauhumidekg
565
595
765
600
665
700
3 890
730
450
540
600
630
680
3 630
Humidité%
sur basehumide
30,68
24,29
22,12
26,53
33,42
31,63
28,02
28,57
28,72
33,75
43,71
37,67
29,33
33,58
Poidsmatériau
seckg
391,66
450,47
595,78
440,82
442,76
478,59
2 800,08
521,44
320,76
357,75
337,74
392,68
480,55
2 410,92
Poids desfragmentsdurs triés
wlO à + 5 mmkg
37,5
84,0
23,3
2,6
13,35
6,5
167,25
3,6
0
0
0
0
0
3,6
Proportiondes fragmentsdurs % surbase sèche
9,57
18,65
3,91
0,59
3,02
1,36
5,97
0,69
0
0
0
0
0
0,15
Tableau n° 1 Poids de matériau humide par niveau dans Les foragesC01 et C02.
10
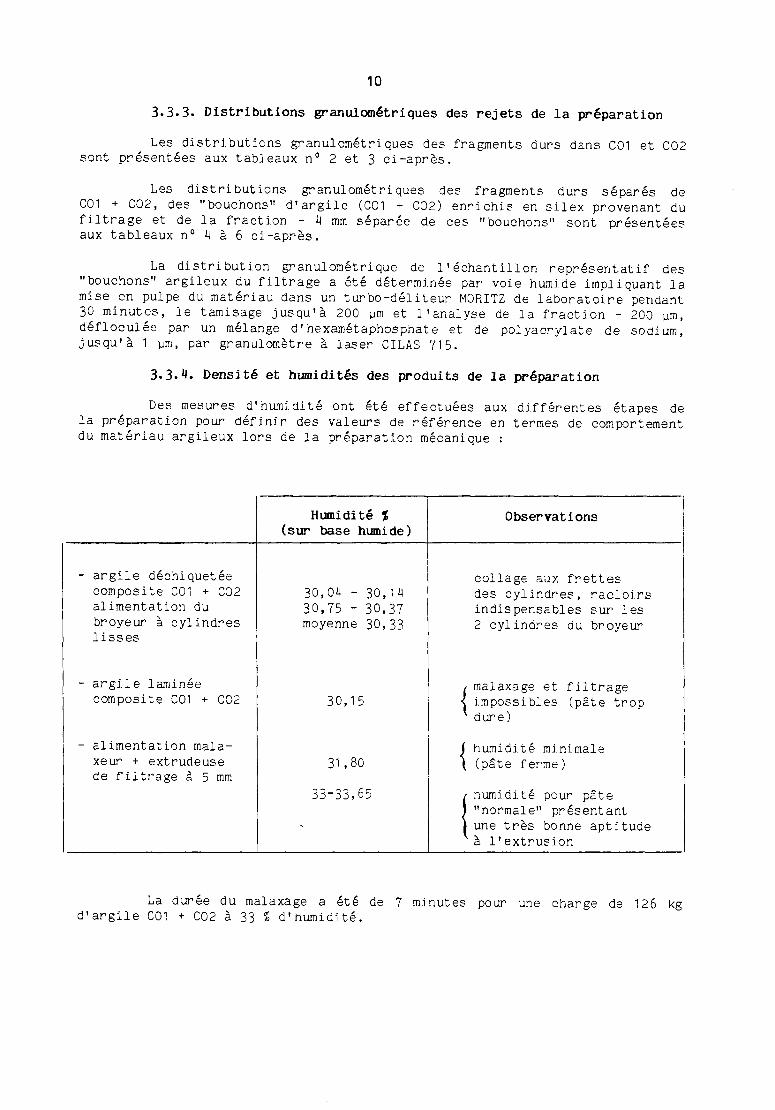
3.3.3. Distributions granulométriques des rejets de la préparation
Les distributions granulcmétriques des fragments durs dans C01 et C02sont présentées aux tableaux n° 2 et 3 ci-après.
Les distributions granulométriques des fragments durs séparés deC01 + C02, des "bouchons" d'argile (C01 + C02) enrichis en silex provenant dufiltrage et de la fraction - 4 mm séparée de ces "bouchons" sont présentéesaux tableaux n° 4 à 6 ci-après.
La distribution granulométrique de l'échantillon représentatif des"bouchons" argileux du filtrage a été déterminée par voie humide impliquant lamise en pulpe du matériau dans un turbo-déliteur MORITZ de laboratoire pendant30 minutes, le tamisage jusqu'à 200 ym et l'analyse de la fraction - 200 pin,défloculée par un mélange d'hexamétaphosphate et de polyacrylate de sodium,jusqu'à 1 ym, par granulomètre à laser CILAS 715.
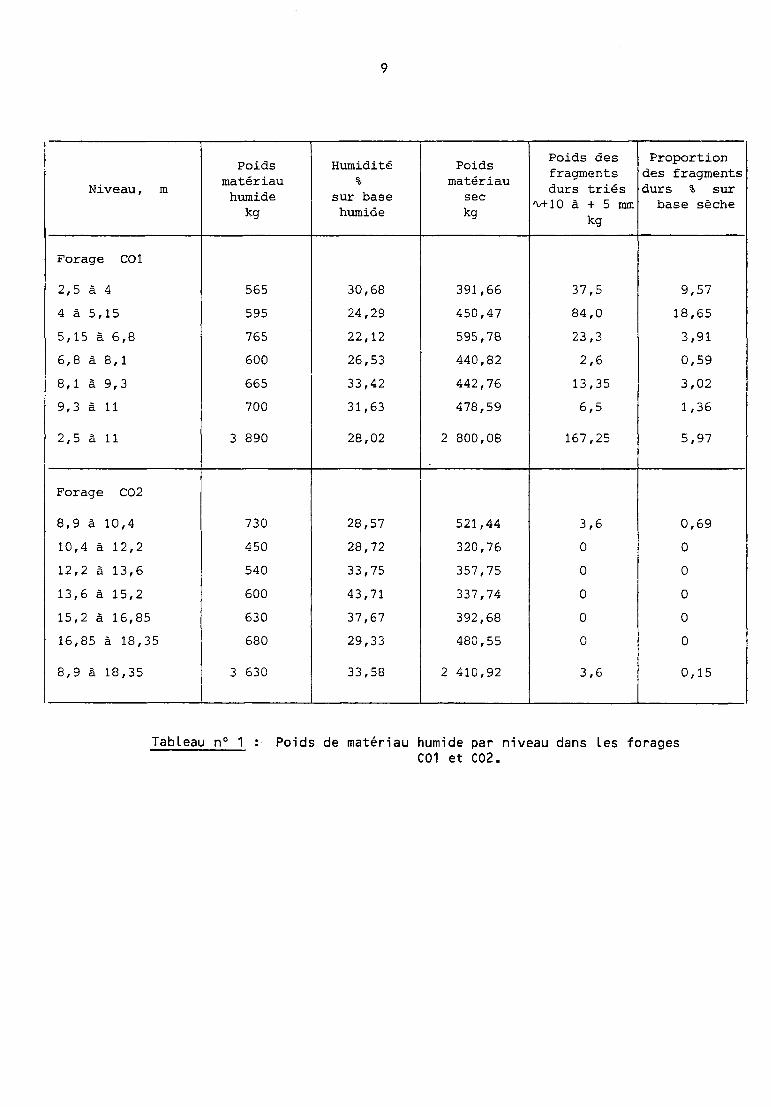
3-3.1*. Densité et humidités des produits de la préparation
Des mesures d'humidité ont été effectuées aux différentes étapes dela préparation pour définir des valeurs de référence en termes de comportementdu matériau argileux lors de la préparation mécanique :
- argile déchiquetéecomposite C01 + C02alimentation dubroyeur à cylindreslisses
- argile laminéecomposite COI + C02
- alimentation mala-xeur + extrudeusede filtrage à 5 mm
Humidité %(sur base humide)
30,04 - 30,1430,75 - 30,37moyenne 30,33
30,15
31,80
33-33,65
Observations
collage aux frettesdes cylindres, racloirsindispensables sur les2 cylindres du broyeur
, malaxage et filtrage< impossibles (pâte trop
dure)
( humidité minimale\ (pâte ferme)
/ humidité pour pâtei "normale" présentant| une très bonne aptitude
à l'extrusion
La durée du malaxage a été de 7 minutes pour une charge de 126 kgd'argile C01 + C02 à 33 % d'humidité.
Tableau n" 2 :
ARGILES COULEUVRE.FOR.COl.FRAGM.DURS
FRACTIONSGRANULOM
mm
150.100.80.50.40.30.25.10.5.
150.100.BO.50.40.30.25.10.5.0.
POIDS
7.
12.565.56
10.5722.1613.7116.4?6.238.511 .093.07
MASSECUMULEE
7.
100.0087.4481.0871.3149.1535.4418.9512.674.163.07
COMPOSITIONHOY. CALCULEE 100.00COMPOSITIONMOV. ANALYSEE
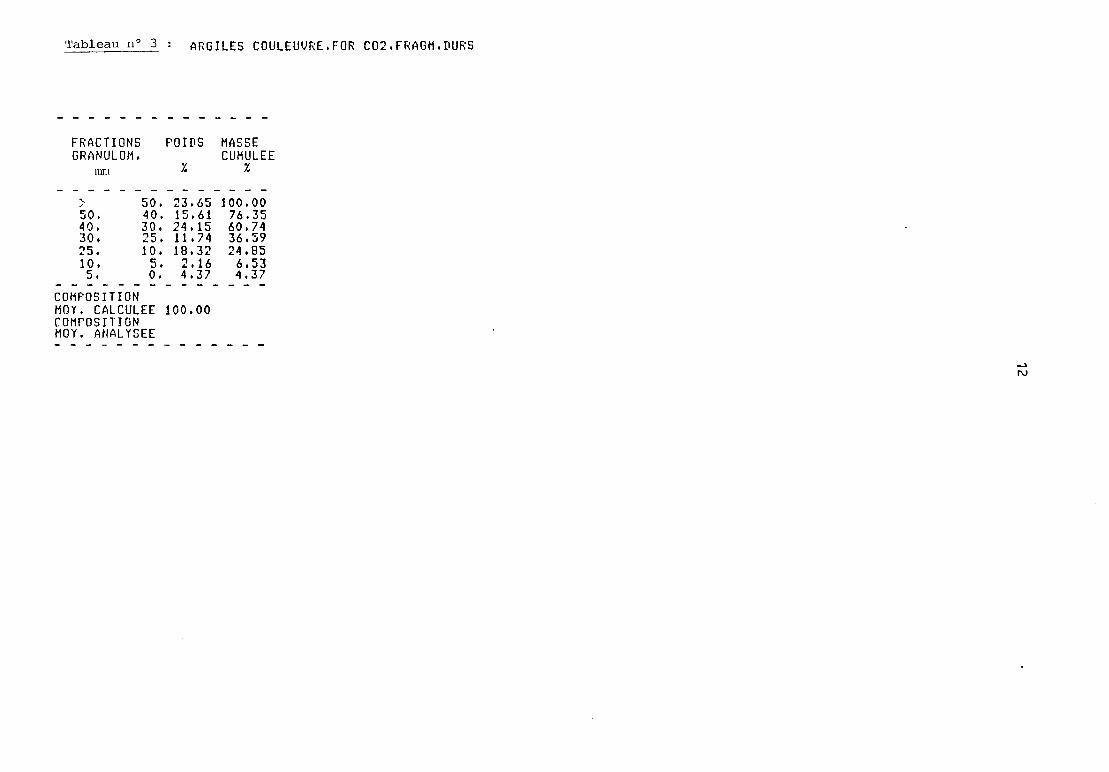
Tableau n° 3 ARGILES COULEUVRE.FOR C02.FRAGM,DURS
FRACTIONSGRANULOM.
mm
> 50.50. 40.40. 30.30. 25.25. 10.10. 5.5. 0.
COMPOSITIONMOY. CALCULEECOMPOSITIONMOY. ANALYSEE
POIDS
7.
23.0515.6124.1511.7418.322.164.37
100.00
MASSECUMULEE
1007660362464
%
.00
.35
.74
.59
.85
.53
.37
I\J
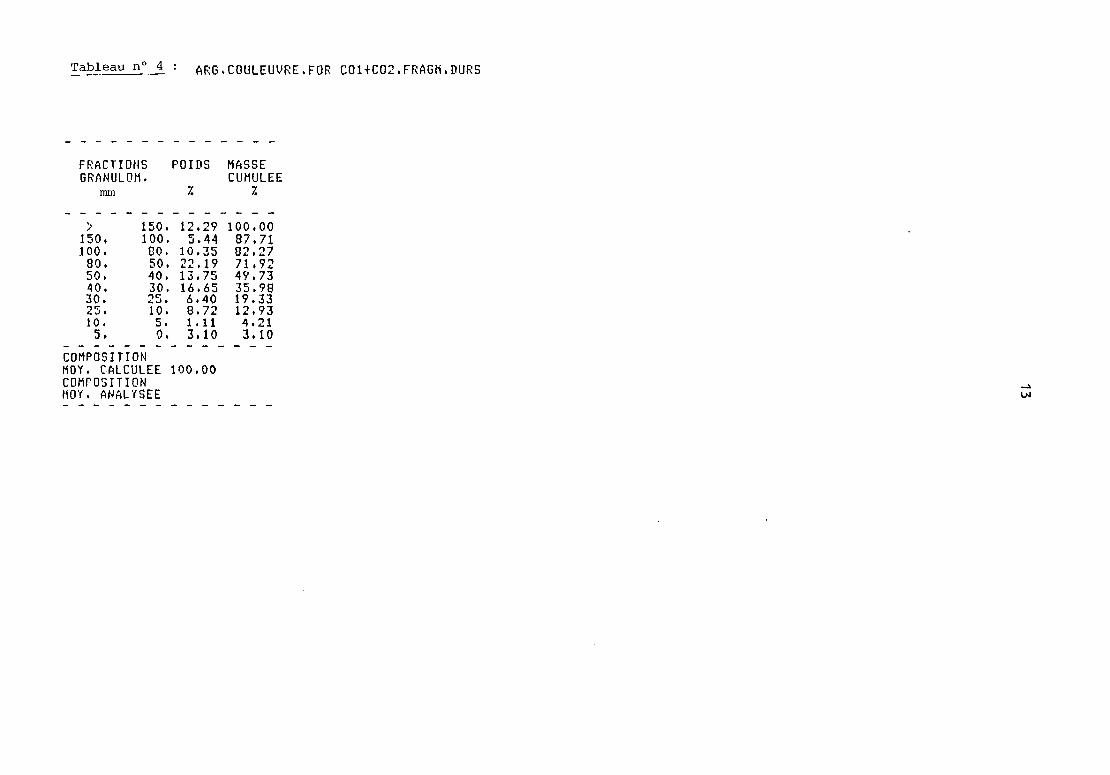
Tableau n° 4 ARG.COULEUVRE.FOR COI+C02.FRAGM.DURS
FRACTIONSGRANULO«.
mm
s
150,100.80.50.40.30.25.10.5.
150.100.80.50.40.30.25.10.5.0.
POIDS
%
125
102213166813
.29
.44
.35
.19
.75
.65
.40
.72
.11
.10
MASSECUMULEE
7.
100.0087.7182,2771,9249.7335.9819.3312.934.213.10
COMPOSITIONHOY. CALCULEE 100.00COMPOSITIONMOY. ANALYSEE
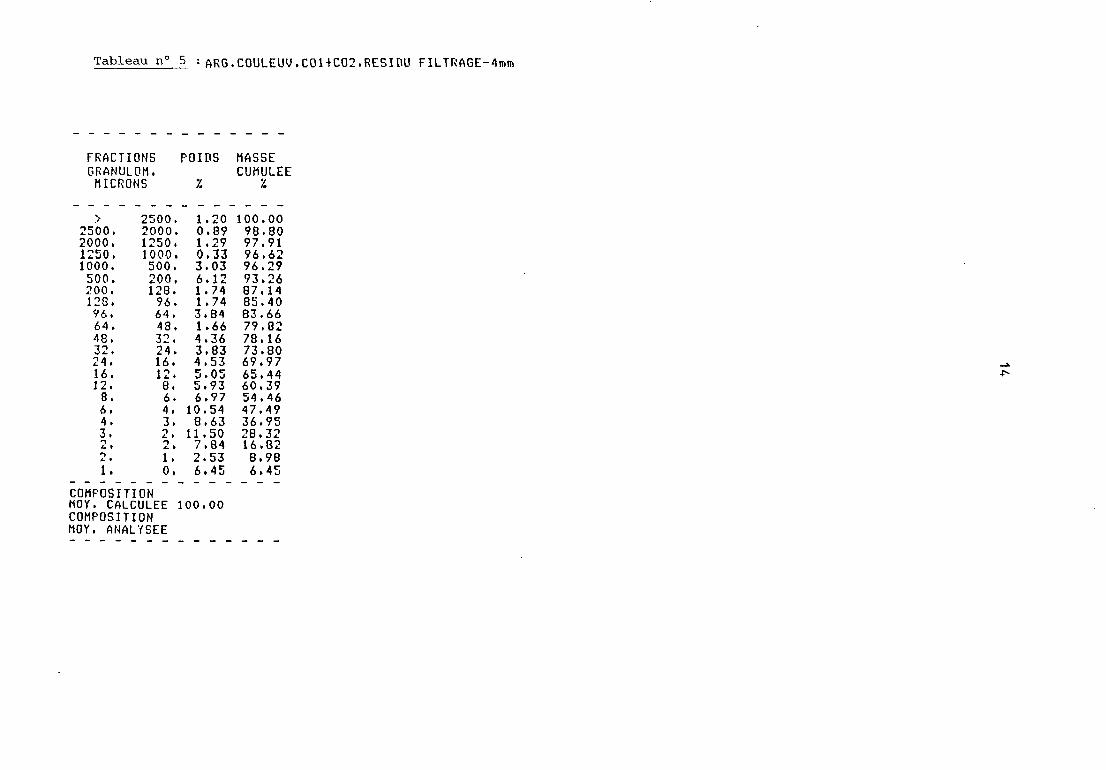
Tableau n° 5 : ARG. COULEUV . C0HC02 . RESIDU FILTRAGE-4mm
FRACTIONSGRANULOH.MICRONS
2500,2500. 2000.2000. 1250.1250, 1000.1000. 500.500. 200.200. 128.123. 96.96. 64.64. 48.48. 32.32, 24.24. 16.16. 12.12. 8.8. 6.6. 4.4, 3,3. 2,2. 2.2. 1.1. 0,
COMPOSITIONHOY. CALCULEECOMPOSITIONMOY, ANALYSEE
POIDS
7.
1.200.8?1.290.333.036.121.741.743.841.664.363.834.535.055.936.97
10.548.63
11.507.842.536.45
100.00
MASSECUMULEE
1009897969693878583797873696560544736281686
7.
.00
.80
.91
.62
.2?
.26
.14
.40
.66
.82
.16
.80
.97
.44
.39
.46
.49
.95
.32
.82
.98
.45
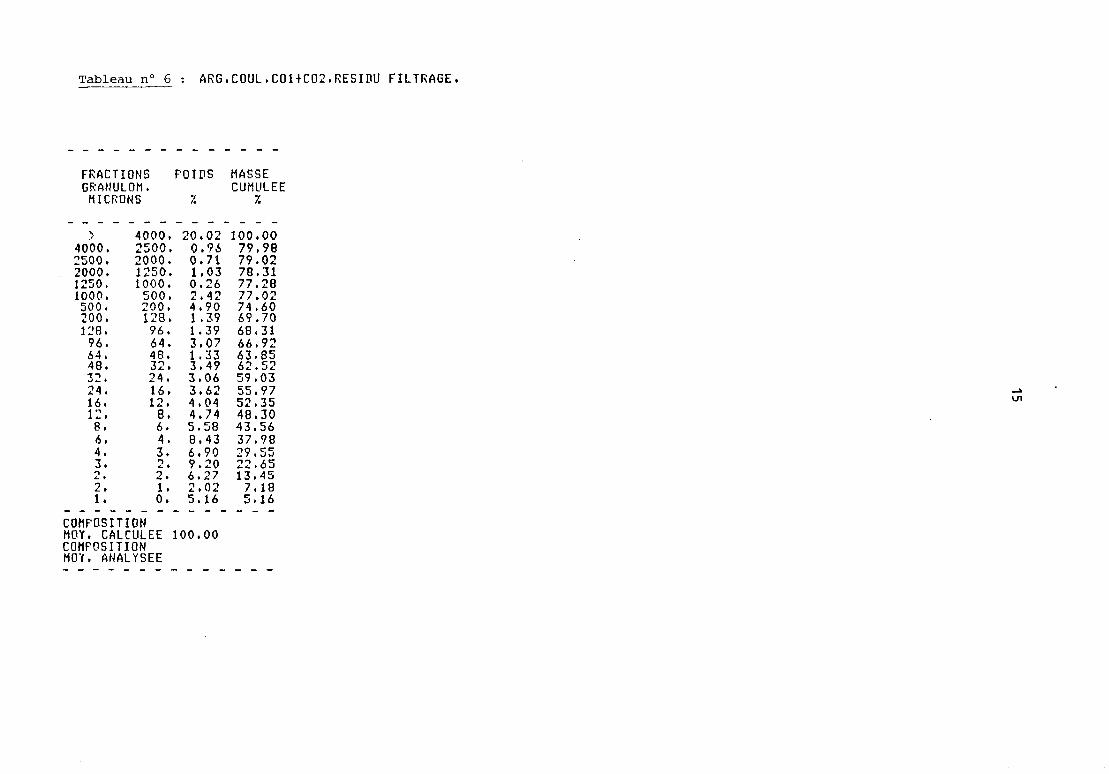
Tableau n° 6 : ARG.COUL.C01+C02.RESIDU FILTRAGE.
FRACTIONSGRANULOM.MICRONS
v
4000.2500.2000.1250.1000.500.200.i:(8.96.64,48.32.24.16.12.8.6.4.3.¿. »
2.1.
4000.2500.2000.1250.1000.500.200.128.96.64.48.32.24.16.12.8.6.4.3.2.2.1.0.
COMPOSITIONMOY. CALCULEECOMPOSITIONMOY, ANALYSEE
POIDS
7.
20.020.960.711.030.262.424.901.391.393,071.333.493.063.624.044.745.588.436.909.206.272.025.16
100.00
MASSECUMULEE
100797978777774696866636259555248433729T )
1375
7.
.00,98.02.31.28• 02.60.70.31.92,85.52.03.97.35.30.56,98.55.65.45.18.16
16
Le débit moyen d'argile filtrée à 5 mm a été de 261 kg/h sur basehumide (33 %) , en excluant les périodes d'arrêt pour vidange des bouchonsargileux. La température de la pâte déchargée du malaxeur étant de 17°C enmoyenne, la température maximale enregistrée à la sortie de la grille defiltrage a été de 35°C, pour des conditions proches d'un colmatage importantde cette dernière, correspondant à un début de refoulement à l'alimentationde 1'extrudeuse.
- Rendement pondéral de l'ensemble des rejets incluant l'argileentraînée dans le rejet de filtrage :
3,57 % de rejet à 2,65 % d'humidité (base humide)sur la base du matériau humide initial
. soit 4,06 % de rejet humide à 14,4 % d'humidité (base humide) sur la base dumatériau humide initial, ce rendement et cette humidité correspondent aumélange des fragments durs + 4 mm (silex + calcaire) et de l'argile humide desrejets de filtrage à 5 mm.
La densité calculée de ces rejets humides est de 2,113 en supposantque l'argile humide comble les vides intergranulaires laissés par l'assemblagecompact des fragments durs. Les données de granularité, humidité et densitéseront utiles pour dimensionner le malaxeur filtre et estimer la proportiondes rejets de filtrage.
- Densité en vrac de l'argile déchiquetée, non tassée, mélange C01 +CO2 à 30,3 % d'humidité : 0,825 t/m3.
17
1». ELABORATION DU MELANGE ARGILE-CIMENT, PELLETISATION PAR EXTRUSION, GRA-NULATION PAR BROYAGE-CRIBLAGE
Après quelques essais à caractère exploratoire ayant pour objectif ladéfinition d'une procédure de préparation, une première campagne de productiona été réalisée, aboutissant à la fabrication d'environ 1 000 kg de pelletscylindriques 10x10 mm broyés à 5 mm (granulés), titrant 15 % de ciment blancsur la base de l'argile sèche.
Des essais complémentaires ont été effectués pour :
- étudier la fabrication de pellets et de granulés comportant les fines- 0,8 mm produites par le broyage à 5 mm des pellets,
- comparer les comportements en fabrication de pellets et granulés compor-tant :soit du ciment blanc dosé à 15 ou 10 %, par rapport à l'ensemble argilefraîche + fines de broyage recirculées,soit de la chaux blanche grasse dosée à 15 ou 10 %, utilisés pour stabiliser1'argile
et soumis à des cures (procédures de durcissement des pellets extrudes) diffé-rentes :
a) mise en contact avec de la vapeur d'eau a 95°C pendant 2 heures puisséchage en étuve sèche pendant 2 heures
b) séchage en étuve (30 minutes) après fabrication d'un lot d'environ 90 a100 kg de pellets humides
c) cure en atmosphère humide saturée (conteneur étanche) pendant 30 heures àtempérature ambiante puis séchage en étuve.
- Deux autres campagnes de production ont été conduites pour élaborerprincipalement :
- un lot d'environ 500 kg de pellets de 6x6 mm comportant 10 % de cimentblanc
- un lot d'environ ¿450 kg de granulés - 5 + 0,1 mm comportant 10 % de cimentblanc et 8 %o de colorant minéral
- un lot d'environ 80 kg de pellets 6 x 6 mm comportant 10 Í de ciment blancet 8 %o de colorant minéral.
4.1 • Nature des produits d'addition utilisés dans la formulation des mélanges
M . 1 . 1 . Ajouts de stabilisation de l'argile
4.1 .1 .1 . Ciment ordinaire (gris clair)
Ciment CPY 45 des CIMENTS FRANCAIS comportant des additions de fillercalcaire et de laitier, présentant en mortier normalisé une résistance à lacompression de 45 Mpa (= 450 kg/cm2) à 28 jours. Ce ciment n'a été utilisé quepour les essais exploratoires, malgré la présence de filler et de laitier, lespellets obtenus avaient une couleur gris clair peu attrayante.
18
4.1 .1 .2 . Ciment blanc
Ciment superblanc LAFARGE produit par l'usine de LAFARGE (LE TEIL)(Ardèche), présentant en mortier normalisé des résistances minimales à lacompression de 10 et ^5 Mpa à 2 à 28 jours, début de prise sur pâte pure : 1heure minimum garantie à 20°C.
4.1.1.3- Chaux blanche
Chaux blanche LAFARGE éminemment hydraulique, sans aucune addition,fabriquée à l'usine de CRUAS (Ardèche).
Cette chaux peut être mélangée en toute proportion au "superblanc"LAFARGE.
4.1 .2 . Adjuvants pour modulation du temps de prise et de la plas-ticité du mélange
Trois ajouts ont été essayés :
a) - sucre cristallisé en poudre du commerce dosé à 1 à 3 %° par rapport auciment. Cet ajout n'a qu'un effet retardateur modéré sur la prise du mélangeargile-ciment blanc, par ailleurs il ne modifie par la maniabilité du mélange
b) - PLASTIMENT liquide BVMO produit par SIKA S .A. (101, rue de Tolbiac,B.P.377, 75625 PARIS cedex 13), plastifiant réducteur d'eau permettantd'améliorer la maniabilité des bétons frais et de retarder le début de prisedu ciment.
Cet adjuvant a été dosé à 1 ? de solution commerciale par rapport auciment, il a été utilisé pour la préparation du 1er lot de pellets 10 x 10 mmde 1 000 kg.
c) - PLASTIRETARD liquide produit par SIKA S . A . , l'effet retardateur du débutde prise du liant est plus marqué que pour pour le BV40, il est accompagnéd'un effet plastifiant sur le mélange.
4.1.3. Colorant
Colorant pulvérulent minéral ocre-jaune à base d'oxyde de fer, uti-lisé pour la coloration des enduits de façade, marque KLEURSTOF distribuépar MERCIER.
Il a été dosé à 8 %o sur la base du poids sec de l'argile fraîche.
Cet adjuvant communique à la pâte durcie et séchée une teinte légèreocre-sable, il est probable qu'un oxyde de fer naturel du type ocre d'un coûtnotablement plus modéré, pourrait lui être substitué.
4.2. Conditions opératoires de la pelletisation
II est apparu rapidement que la réactivité de l'argile vis-à-vis duciment était très vive sans période "dormante" correspondant à un faibledégagement de chaleur au premiers âges (0,5 à 1 heure) et à une forte mania-bilité du mélange dans les premières minutes suivant le malaxage de l'argileet du ciment. La maniabilité ou la plasticité du mélange diminue rapidement en
19
fonction du temps, d'autant plus que la température ambiante est élevée. Lapâte se raidit très vite, à une température ambiante de 18 à 20°C, la duréepratique d'extrusion sans précautions particulières, n'excède pas 20 à 25minutes à compter de la fin du malaxage. Au delà, la pâte perd sa plasticité,devient "cassante", ne s'étire pas avant rupture, sans toutefois donner defortes résistances mécaniques à l'état vert ou après une cure en atmosphèrehumide saturée, ceci entraîne une forte dissipation de l'énergie mécaniqued'extrusion en chaleur. Dans la zone de compression, entre l'extrémité des viset la filière, la pâte exsude de l'eau à partir d'une température d'environ55CC, correspondant à une durée comprise entre 20 et 35 minutes à compter dela fin du malaxage, le mélange n'est plus extrudable, le débit de sortiedevient très faible puis s'annule, corrélativement la pâte refoule à l'alimen-tation et l'énergie mécanique est dissipée en chaleur, dans les cas extrêmesla température au nez de l'extrudeuse atteint 75-8O°C.
Les conséquences pratiques de ces observations sont :
- qu'il sera nécessaire, dans un schéma de production en continu, de maintenirdes temps cumulés de séjour moyen dans le malaxeur et l'extrudeuse infé-rieurs à environ 20 minutes pour éviter toute baisse de productivité ouaugmentation rédhibitoire de la consommation d'énergie lors de la pelleti-sation
- qu'il est nécessaire dans un procédé de fabrication discontinue par lots dedéterminer le volume optimum de matériau pouvant être malaxé et pelletisédans les 30 à H5 minutes* suivant la mise en contact du ciment et del'argile. Un poids de pâte de 70 à 100 kg par lot, permet, compte tenu descaractéristiques du malaxeur, d'obtenir une homogénéité satisfaisante dumélange et une perte minimale de pâte.
Le comportement particulier de l'argile de COULEUVRE : forte réac-tivité, raidissement rapide de la pâte, résistance mécanique modérée despellets après cure et séchage, s'explique principalement par la présence desmectite (montmorillonite) dont la proportion moyenne a été estimée à ^0 %. Lamontmorillonite présente une forte capacité d'absorption des ions Ca2+ libéréspar l'hydratation des constituants anhydres du ciment, ce qui limite la forma-tion des hydrates cristallisés assurant la cohésion de l'argile stabilisée. Dece fait, il est souhaitable de maîtriser la proportion de montmorillonite dansle mélange et de la contrôler pour maintenir régulières, les conditions defabrication et la qualité.
Les conditions opératoires retenues pour la fabrication discontinuepar lots ont été les suivantes :
* selon température ambiante, dosage de plastifiant-retardateur et humiditéde la pâte
20
- homogénéisation préliminaire de l'argile filtrée (épierrée à environ 5 mm)pour former une pâte plastique à environ 33~34 % d'eau sur base humide parmalaxage pendant 4 minutes ou 8 minutes. Dans le cas où le mélange comprenddes fines - 0,8 mm recyclées (1 partie pour 4 parties d'argile fraîche), cesdernières sont introduites au cours de cette période d'une durée de 8 min
- élaboration d'une barbotine de ciment blanc à 50 ? par malaxage manuel, avecune proportion correspondant à 10 ou 15 % du poids argile fraîche + finesrecyclées
- introduction du retardateur de prise dans la barbotine, puis de labarbotine dans le malaxeur
- introduction progressive en cours de malaxage de l'eau nécessaire pourobtenir un mélange titrant 37 à 43 % d'eau sur base humide, la durée dumalaxage en présence du ciment est de 6 minutes.
Le poids total du mélange déchargé du malaxeur a été compris entre 68et 100 kg, selon l'humidité de malaxage et la température ambiante.
L'extrudeuse est alimentée manuellement par le mélange, le degré deremplissage est contrôlé en veillant à ce que les première spires, des vis,côté alimentation, soient remplies de pâte. Cette procédure assure à consis-tance de pâte constante, un débit de décharge constant, l'extrusion estassurée pour un degré de remplissage maximum des hélices.
Deux types de filières ont été utilisés, à trous de 10 mm (24 trous,représentant 1 885 mm 2 ) ou à trous de 6 mm (52 trous représentant 1 470 mm 2 ) ,les pellets sont découpés par un tambour équipé d'une corde à piano de5/10eme mm, entraîné par un moteur à vitesse variable.
Des mélanges à 15 ? de ciment blanc ont été préparés pour des hu-midités de malaxage comprises entre 37 et 43 %, l'humidité moyenne étant de41,5 % (sur base humide). L'humidité de la pâte extrudée affecte fortement laconsommation énergétique au séchage, de ce fait, il a été nécessaire de déter-miner l'humidité minimale qui permet un fonctionnement normal de l'extrudeuseen tenant compte :
- d'une variation de la pression maximale inversement proportionnelle àl'humidité (plus l'humidité est faible plus la pression Pk à l'extrémité deshélices est élevée)
- que la vitesse axiale de l'argile et par suite la production de l'extrudeuseest d'autant plus faible que la pente de la courbe d'augmentation de pres-sion avec la distance x à partir de l'embouchure, est élevée (la pressionmoyenne P en un point quelconque de la pâte varie approximativement suivant
P = P^/exp [k x/D] ou D diamètre du cylindre de l'extrudeuse, K est caracté-ristique de la "pente" de la courbe d'augmentation de pression)
- que la pression augmente fortement avec le rapport des sections du cylindrede l'extrudeuse et de la filière.
Un fonctionnement normal, sans refoulement à l'alimentation avec unevitesse axiale (productivité) satisfaisante dans les premières minutes d'ex-trusion, a pu être obtenu pour les humidités limites suivantes :
21
pâte 15 % cimentblanc avec finesrecycléesBV40 : 1 %
pâte 15 % cimentblanc sans finesrecycléesBV40 : 1 %
pâte 15 % cimentblanc sans finesrecyclées(essai de référence)BV40 : 1 %
Humiditésortie malaxeur
%(base humide)
37,55 - 37,12
37,15
ill , 5 7
Humidité ($)pellets sortie
extrudeuse(<f> 10 m m )
35,79
35,92
41 ,18
Débit instan-tané de pâte
à t :2 min ,kg/h
(mesure sur0,5 min)
175
168
204
La durée d'extrusion possible d'un lot dépend de son humidité et dela température ambiante, le poids de pâte extrudable augmente avec l'humiditéet l'abaissement de la température ambiante. Afin de limiter 1'échauffement etaugmenter la durée possible d'extrusion, le nez de 1'extrudeuse a été refroidipar un fort courant d'eau circulant dans un tuyau souple en sil icône(EXACANAL) enroulé en spires jointives autour du carter extérieur de l'extru-deuse dans la zone de compression.
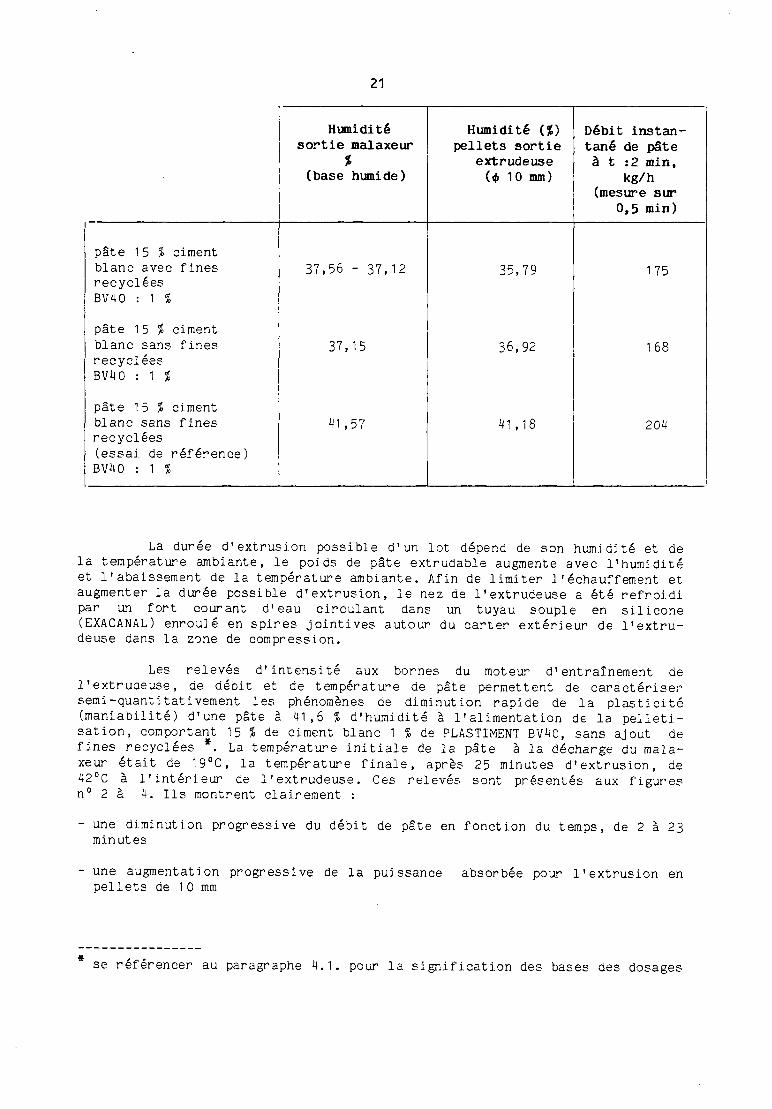
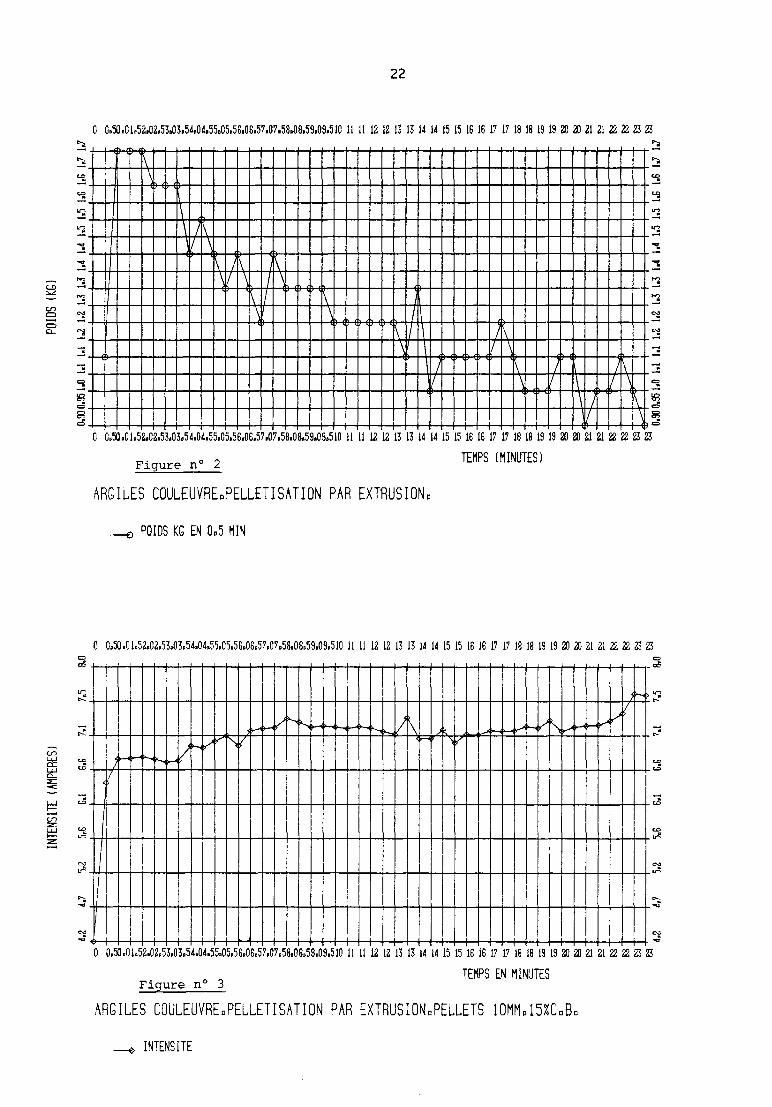
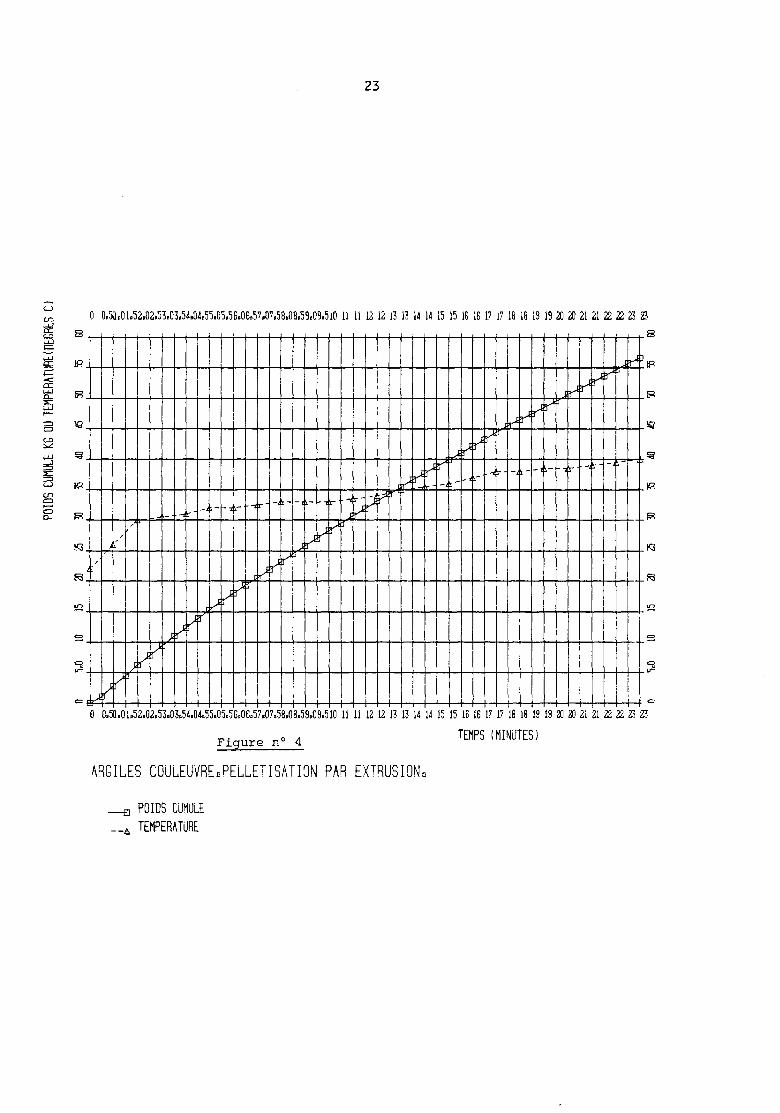
Les relevés d'intensité aux bornes du moteur d'entraînement del'extrudeuse, de débit et de température de pâte permettent de caractérisersemi-quantitativement les phénomènes de diminution rapide de la plasticité(maniabilité) d'une pâte à 41,6 % d'humidité à l'alimentation de la pelleti-sation, comportant 15 % de ciment blanc 1 % de PLASTIMENT BV40, sans ajout defines recyclées * . La température initiale de la pâte à la décharge du mala-xeur était de 19°C, la température finale, après 25 minutes d'extrusion, de42°C à l'intérieur de 1'extrudeuse. Ces relevés sont présentés aux figuresn° 2 à 4. Ils montrent clairement :
- une diminution progressive du débit de pâte en fonction du temps, de 2 à 23minutes
- une augmentation progressive de la puissancepellets de 10 mm
absorbée pour 1'extrusion en
se référencer au paragraphe 4.1. pour la signification des bases des dosages
22
O 0.5(1.01.52.02.53.03.54,04.55.05.56.06.57.07.58.08.59.09.510 11 11 12 12 13 13 14 M 15 15 16 16 17 17 18 18 19 19 20 20 21 21 22 22 23 23
CD
CO
1.5
"2
1.41.4
G -s,— ~2
ID °i
-1 o^
1.11.1
6?
|I
—
Hi\
\
-H -
\
\)
/
1\\
\\
Ij
\
\\
//
V\\
\\
—
//
—
1
/\
\
-
11
—
1
\\1
/1 -
jJ
\\
-\
O 0.5Q.01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.59.09.510 11 11 12 12 13 13 W M 15 15 16 16 17 17 18 18 19 19 20 20 21 21 22 22 23 23
Figure n° 2 ™ P S (MINUTES)
ARGILES COULEUVREaPELLETISATION PAR EXTRUSION,
_ o POIDS KG EN 0-5 MIN
0 0.50..01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.59.09.510 11 11 12 12 13 13 14 14 15 15 16 16 17 17 18 18 19 19 20 20 21 21 22 22 23 23
CO
LO
K
CD
tNJ
j<(—« *-, /
1/
- -
<—*f
-
SS
- —
ir?
0 0.50.01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.59.09.510 11 11 12 12 13 13 14 14 15 15 16 16 17 17 18 18 19 19 20 20 21 21 22 22 23 23
TEMPS EN MINUTESFigure n° 3
ARGILES COULEUVREoPELLETISATION PAR EXTRUSIONnPELLETS 10MMnl5%CDBn
—t, INTENSITE
23
DEGR
ES C
1
EMPE
RA1
C-D
LU
C_J
Q -
s
If?
(f?
O 0.5Q.01.52.02.53.03.5Í.04.55.05.56.0B.57.07.58.08.59.09.510 11 11 12 12 13 13 14 14 15 15 16 16 17 17 18 ¡8 19 19 20 20 21 21 22 22 23 23
S
y
/ Í
— h-
}i
• -i
- H
r
- -
- T
fJ
h" H -
(1
—
?
h-
f(
- -
r—j
A
- -
. -*
fi
-
-i
—
- 1
(H H
r "
—
0 Û.5Q,01»52.02.53.03.54.04.55.05»56.0C.57.07,58.08.59.09,510 11 11 12 12 13 13 14 14 15 15 16 16 17 17 18 18 19 19 20 20 21 21 22 22 23 23
Fleure n° 4 ™ P S (»ES)
ARGILES COULEUVREoPELLETISATION PAR EXTRUSION,,
_ a POIDS CUMULE__A TEMPERATURE
24
- une augmentation de la température de la pâte (pellets) à la sortie de1 ' extrudeuse passant de 22 à 40°C en 23 minutes
Les relevés à t = 2 minutes ont été estimés représentatifs des condi-tions d'extrusion en continu. Les mesures d'intensité à vide et en charge etde COS £ (= 0,5 à vide - 0,85 en charge) conduisent à une estimation del'énergie d'extrusion de 11,1 kWh/t de pellets humides. Cette valeur estindicative pour l'appareil utilisé, il est probable que l'énergie consomméepar une boudineuse-extrudeuse industrielle développant une pression plusbasse, s'avère notablement plus faible.
Un essai a été effectué au Centre Technique des Tuiles et Briques(C.T.T.B.) le 13/02/87 pour confirmer la proportion d'eau minimale pourobtenir une pâte maniable, suffisamment plastique pour l'extrusion. Les condi-tions opératoires ont été les suivantes :
- malaxage pendant 10 minutes dans un malaxeur vertical BONNET d'une pâte decomposition :
argile (équivalent en sec) 13,6 kg 54,30ciment blanc : 2,04 kg 8,14eau (total après ajout progressif) : 9,40 kg 37,52PLASTIRETARD : 0,0102 kg 0,04
total 22,0502 kg 100,00
- pelletisation en cylindres de 10 mm de diamètre par extrudeuse de labora-toire UNICERAM, avec et sans vide.
Les pellets obtenus ont un très bel aspect, les difficultés de fonc-tionnement de 1'extrudeuse (refoulement, arrêt par déclenchement du relaisthermique) ont été observées 20 minutes après la fin du malaxage.
Il est donc possible de produire des pellets avec ou sans finesrecyclées, à partir d'une pâte titrant 37 % d'eau sur base humide, 15 % deciment blanc sur base de l'argile sèche, 0,5 à 1 % de plastifiant-retardateurde début de prise dosé par rapport au ciment.
H.3. Durcissement des pellets (cure). Granulation par broyage ménagé et cri-blage
L'élaboration d'une litière conventionnelle nécessite le broyageménagé des pellets extrudes et durcis, 10 x 10 mm pour la production de gra-nulés - 5 + 0,8 mm. Les fines - 0,8 mm sont recyclés au malaxage ou sontutilisables par exemple comme support de produits phytosanitaires ou commeabsorbant de corps gras pour le nettoyage des sols. Le processus implique :
- une cure pour stabiliser l'argile et durcir les pellets
- un broyage des pellets durcis jusqu'à 5 mm en plusieurs étages avec sépara-tion des fines - 0,8 mm par tamisage et dépoussiérage.
25
H . 3 . 1 . Cure
La cure standard a consisté en un maintien des pellets en atmosphèrehumide saturée à température ambiante pendant 5 jours. Les pellets sont con-servés dans des conteneurs en plastique de 150 litres étanchés par une feuilleplastique fixée par du ruban adhésif.
Au terme des 5 jours de durcissement, les pellets ont été séchés enétuve ventilée pendant 16 heures à 80-100°C.
Trois autres types de cure ont été expérimentées sur des mélangesargile-ciment et argile-chaux, les essais sont décrits au paragraphe H.H.
H.3.2. Broyage des pellets durcis
II a été effectué par le broyeur à cylindres WEDAG WMS 73 x 26 cmdont les caractéristiques sont présentées au paragraphe 3.2.
Le débit au serrage de H mm a été de 1 050 kg/h pour une largeurd'alimentation de 20 cm, il est contrôlé par une trémie et un alimentateurvibrant ajustable.
Deux programmes de broyage ont été utilisés :
a) - programme A
étage 1 : broyeur serré à 6 mmétage 2 : broyeur serré à H mmétages 3 et au-delà : broyeur serré à 3 mm jusqu'à disparition du
refus à 5 mm
b) - programme B
broyeur serré à H mm jusqu'à disparition du refus à 5 mm ou obtentiond'un refus de l'ordre de 2 à 5 ? à 5 mm (essais comparatifs).
4.3.3. Criblage
Le produit déchargé du broyeur à cylindres est récupéré dans unFLOBIN ou une trémie à partir duquel il est distribué par un alimentateur àpoids consistant KTRON ajusté à 300 kg/h sur une tamiseuse vibrante CHAUVINéquipée de deux tamis superposés de 600 mm de diamètre à mailles de 5 mm et0,8 mm (ou 1,25 mm dans les dernières préparations de granulés d'octobre1987).
Le refus à 5 mm est récupéré et rebroyé à l'étage suivant par lebroyeur à cylindres, le passant à 0,8 mm est récupéré pour être recyclé etmélangé si nécessaire à l'argile fraîche au niveau du malaxeur. La fraction- 5 + 0,8 mm représente le produit fini dont la qualité a été améliorée lorsde la préparation des derniers lots de démonstration d'octobre 1987, par undépoussiérage consistant en un captage des fractions fines résiduelles par unemanche de dépoussiérage.
Les résultats de granulation sont résumés ci-après :
26
Pellets
15 % cimentblanc (C.B.)sans finesrecyclées
préparation 1000 kg
15 % C . B .avec finesrecycléescharge 1
15 % C . B .avec finesrecycléescharge 2
15 % C . B .avec finesrecycléeschar ge 3
Serragebroyeur
mm
643
643
643
4
Nombred'étages
11
13
119
117
9
%+ 5 mm
62,2545,95= 0
34,1819,51= 0
44,8729,41= 0
= 0
%- 5 + 0 , 8 mm
27,6741 ,0479,22
53,1267,0782,63
40,5753,5978,24
81 ,37
%- 0 ,8 mm
10,0813,0420,78
12,7013,4217,37
14,5617,0021,76
18,63
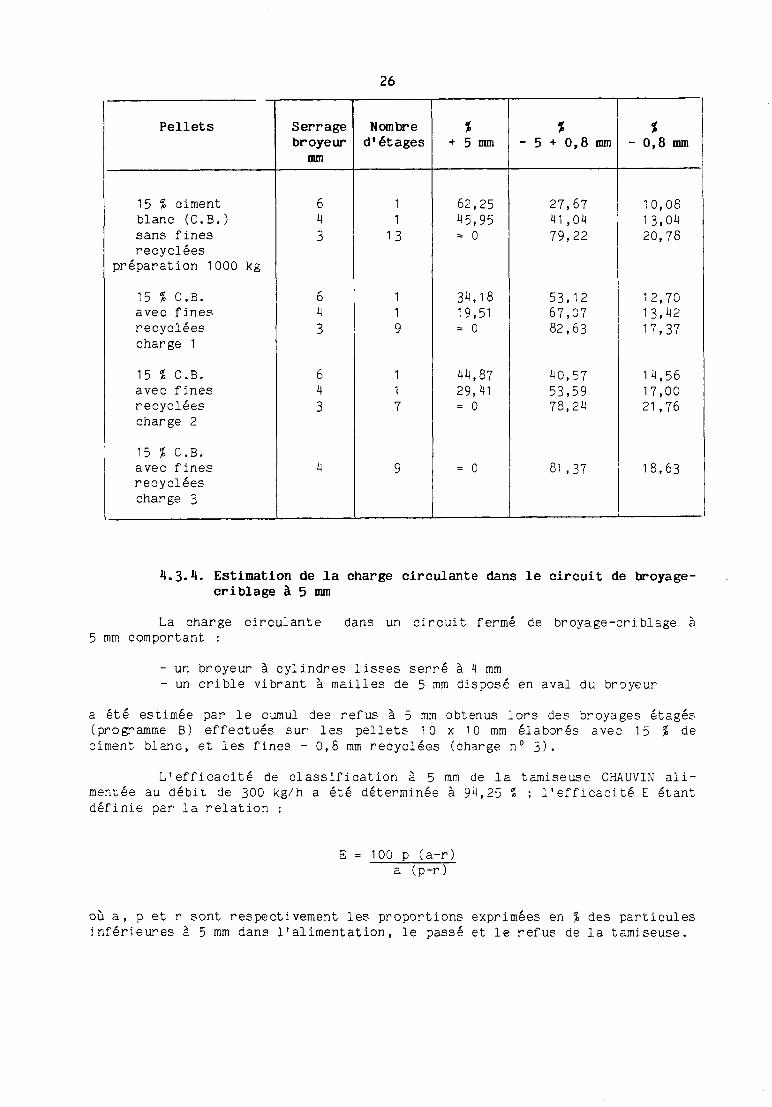
4 . 3 . H . Estimation de la charge circulante dans le circuit de broyage-criblage à 5 mm
La charge circulante dans un circuit fermé de broyage-criblage à5 mm comportant :
- un broyeur à cylindres lisses serré à 4 mm- un crible vibrant à mailles de 5 mm disposé en aval du broyeur
a été estimée par le cumul des refus à 5 mm obtenus lors des broyages étages(programme B) effectués sur les pellets 10 x 10 mm élaborés avec 15 % deciment blanc, et les fines - 0 ,8 mm recyclées (charge n° 3 ) .
L'efficacité de classification à 5 mm de la tamiseuse CHAUVIN ali-mentée au débit de 300 kg/h a été déterminée à 94,25 * ; l'efficacité E étantdéfinie par la relation :
E = 100 p (a-r)a (p-r)
où a , p et r sont respectivement les proportions exprimées en % des particulesinférieures à 5 mm dans l'alimentation, le passé et le refus de la tamiseuse.

27
L'efficacité de classification à 5 mm est satisfaisante en vue d 'uneestimation de la charge circulante par broyages étages- jusqu'à disparition durefus à 5 m m .
Les masses des refus successifs à 5 mm séparés après chaque étage debroyage ont été les suivantes :
Etage n°ou nombre de
passagesentre lescylindres
123456789
produit
alimentation fraîche+ 5 mm (1)+ 5 mm (2)+ 5 mm (3)+ 5 mm (4)+ 5 mm (5)+ 5 mm (6)+ 5 mm (7)+ 5 mm (8)+ 5 mm (9)
parties
10027,9617,3311 ,267,685,123,081,960,700,05
%du refusprimaire
5 mm(+ 5 mm (1))
10061 ,9740,2827,4618,3111 ,02
7,012,500 ,17
La charge circulante estimée pour 100 parties d'alimentation fraîcheest représentée par le cumul des refus à 5 mm des étages 1 à 9 soit 7 5 , 1 4 . Lacharge circulante estimée est donc de 75,14 % sur la base de l'alimentationfraîche pour un broyeur à cylindres serré à 4 m m .
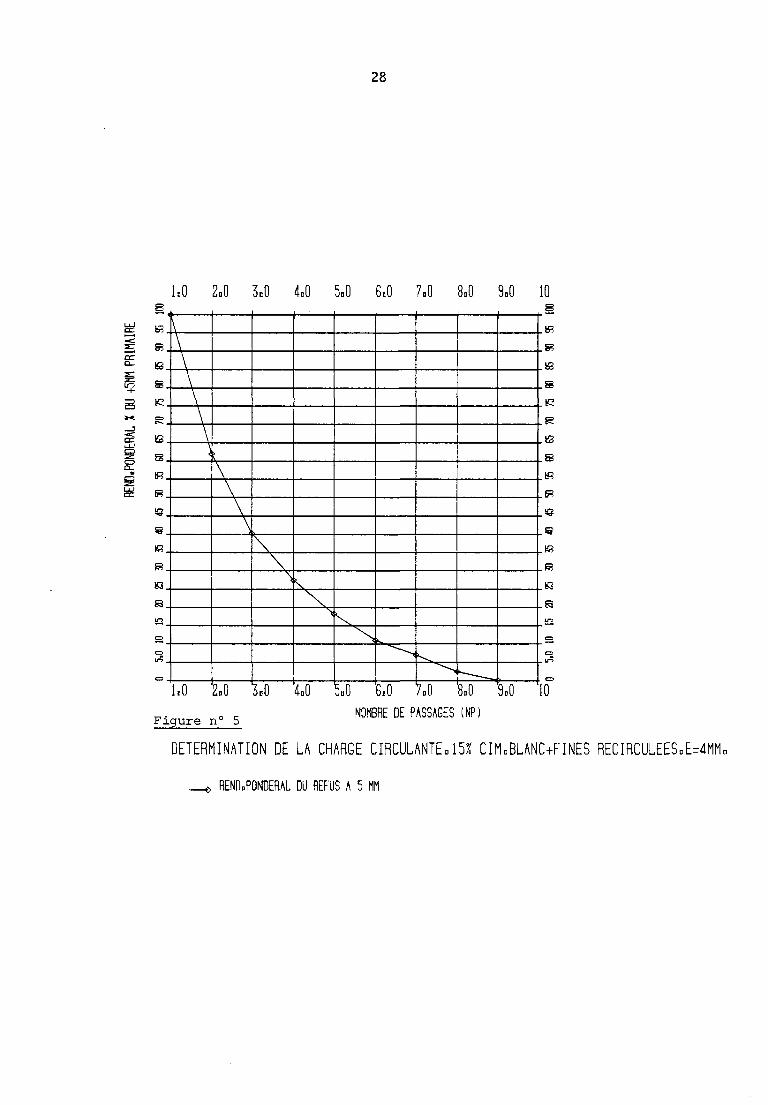
L'évolution du refus à 5 mm sur la base du refus primaire, + 5 mm(1) , en fonction du nombre de passages entre les cylindres est présentée à lafigure n° 5 ci-après.
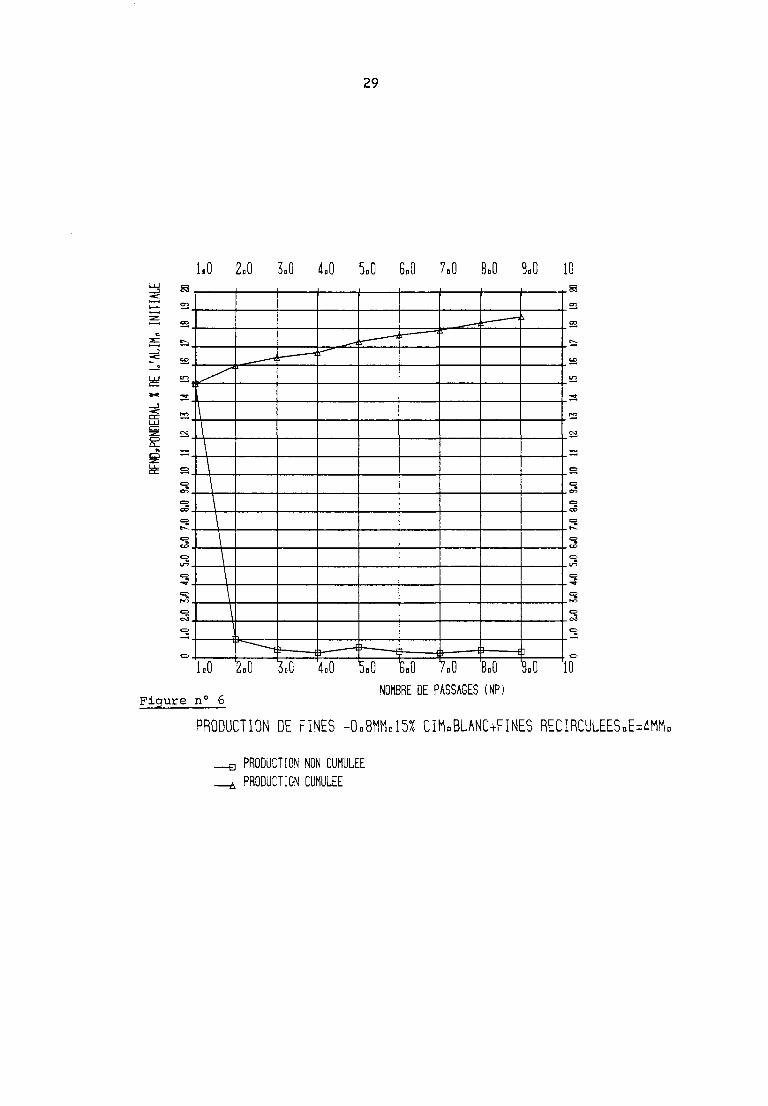
La production parallèle des fines - 0 ,8 m m , en fonction du nombre depassages entre les cylindres, exprimée en pourcentage et en pourcentage cumuléde l'alimentation fraîche du broyeur est présentée à la figure n° 6.
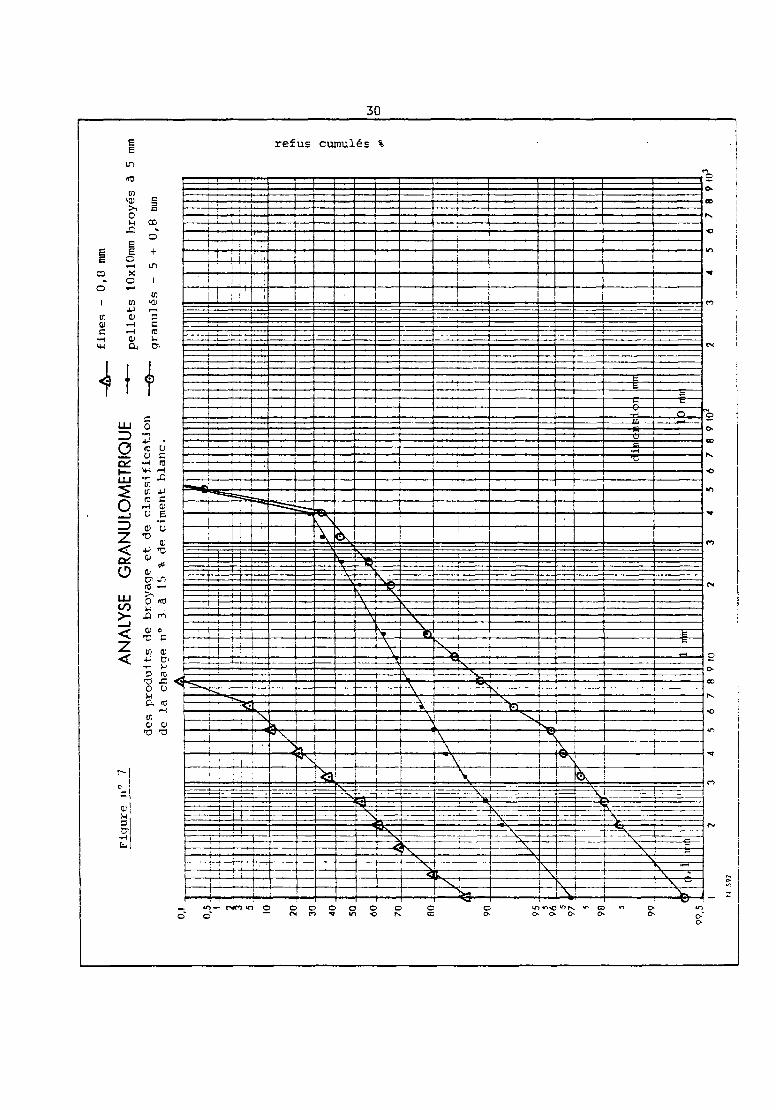
4 . 3 . 5 . Distributions granulométriques des pellets 10 x 10 mm à 15 %de ciment blanc broyés à 5 m m . Caractéristiques de classifica-tion à 0 ,8 mm
Les distributions ont été déterminées sur les fractions cumulées,- 5 + 0 ,8 mm et - 0 ,8 mm séparées à chaque étage de broyage à partir despellets 10 x 10 mm à 15 % de ciment blanc avec fines recyclées (charge 3 ) .
Les déterminations ont été effectuées par tamisage manuel en voiesèche avec des tamis de laboratoire. Les distributions granulométriques desgranulés - 5 + 0 ,8 m m , des fines - 0,8 mm et de l'alimentation - 5 mm cal-culée, sont présentées sur les graphes de la figure n° 7 , en coordonnéesROSIN-RAMMLER.
28
1.0 2,0 3 D O 4,0 5,0 6.0 7,0 8,0 9,0 10g
LU g-
I Scea~ !Sg
•+•
3 R
S
B.
S .
\
\
\
\
\
\\
,0
N\\\
2,0
\\
diO
N
5„0 7,0"-8.0 9D0
NOMBRE DE PASSAGES (NP)
Si
teseK
K
K3
10
Figure n° 5
DETERMINATION DE LA CHARGE CIRCULANTEo15% CIMcBLANC+FINES RECIRCULEEScE=4MMc
RENDnPONDERAL DU REFUS A 5
29
1.0 2.0 3,0 4.0 5,0 GnO 7,0
ii.i u n
í±! S
9,0 10
4,0 5 .0 6.0 7,0 8,0
NOMBRE DE PASSAGES (NP)
9,0 10
PRODUCTION DE FINES -0o8MMD15% CIMnBLANC+FINES RECIRCULEES»E=4MMo
__• PRODUCTION NON CUMULEE_ * PRODUCTION CUMULEE
30es
- 0
,0
mm
lets
10
x10m
m b
roy
és
à
5 m
m
nu
lés
- 5
+
0
,8
mm
• H 0) t-l
in Cu O-
hitLU 0—•) -H
Pf (0 U
IV H IB
^ [0 4J
^ " AJ T3
Fig
ure
n^
AN
AL
YSE
G
des
pro
du
its
de
bro
yag
ed
e
la
ch
arg
e
n°
3
à 15
A
c
—
j
_
J
, i
i ' ! • '
1
; ,
1i
1 1
i
SS
1
i
;
i h -
,' '
; . 1
|
; i
s
——i h-
' i
;
•n— r«r> m co"
ref us
\ h
20.
CUl
S
mul
,—V_
1
es
\\\ \
m >
>\\
V
— '
\ -
©
¡
t~—-—'—
*
^5w 1
\V 1 jn
V i 1 \i !
-.
\ !
\\
—
« . •T v
:k
\\
\
—
i\
)—-
\\
&
Ifi
0 i
«H ]
; |E
r"1 n
¡
V
^ — - H
\ fi
\
VC^ ^D ^5 ( ^^ ( u} *rt ^Q *^ ^^ "^ co *^ O* ^j *O ^D » C0 O* O* O* O^ C * 0s v
o
1
m
i
CN 1
2 3 4
5
67
89
I02
c
co :
O
t>
31
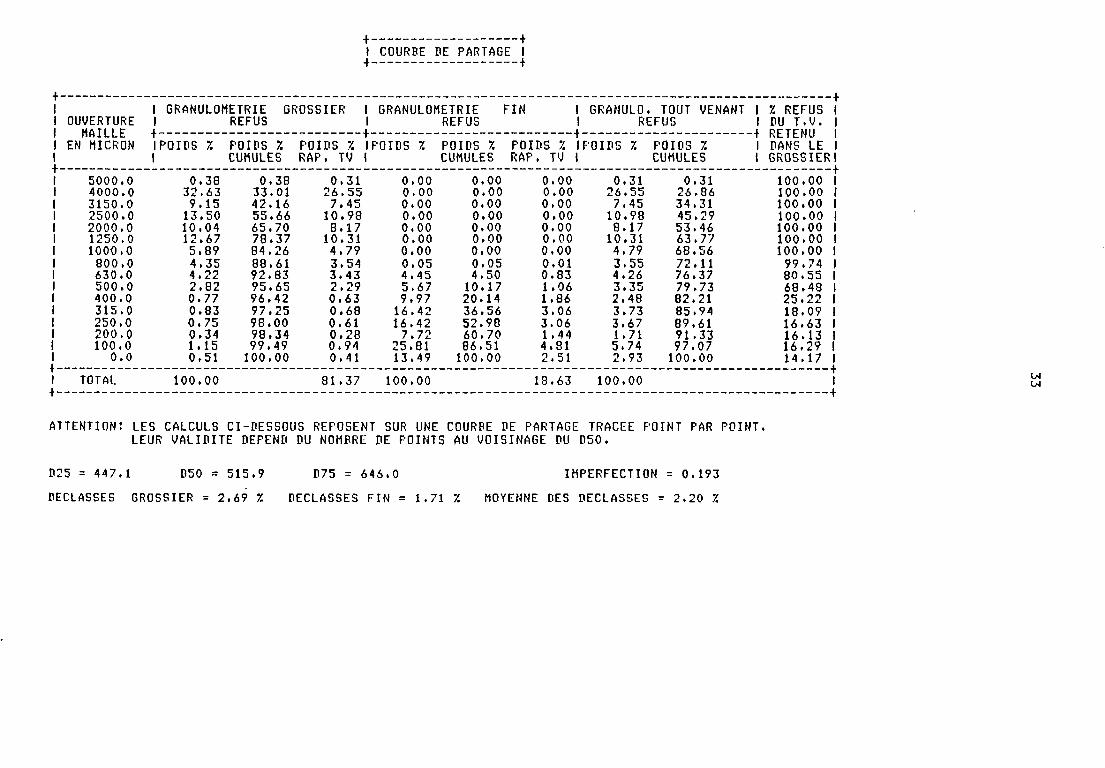
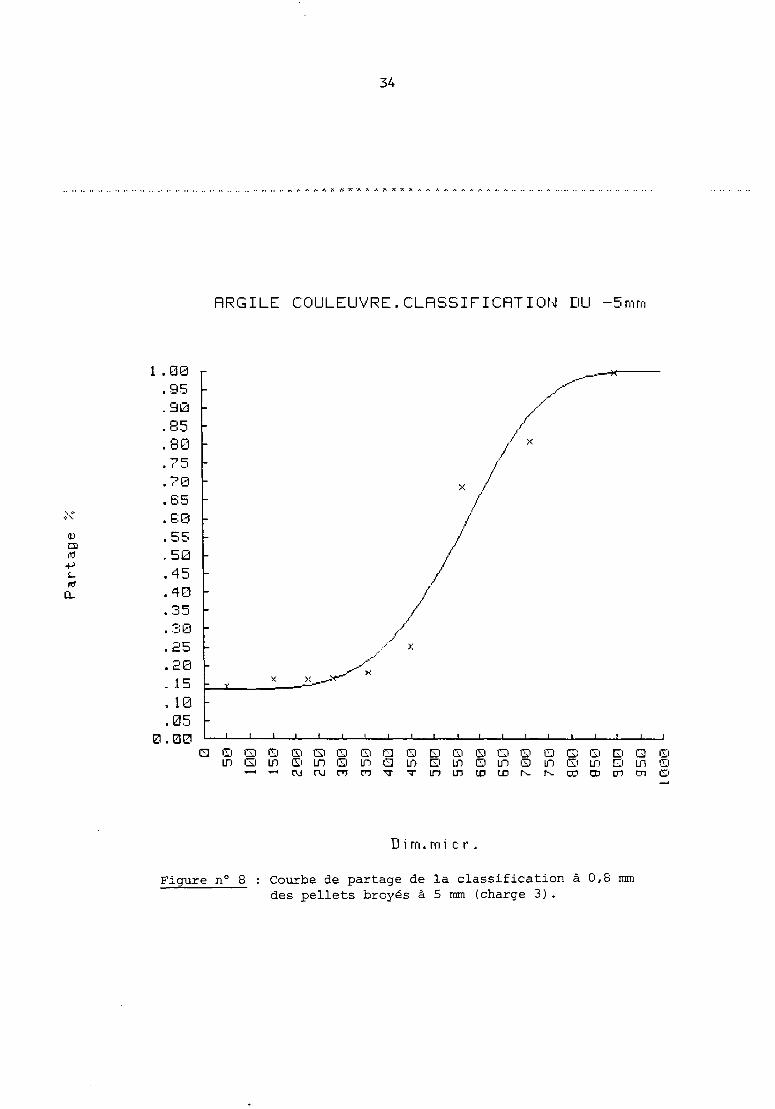
La qualité de classification à 0,8 mm a été évaluée par la courbe departage granulométrique exprimant la probabilité de passage (F) (ou la récupé-ration) des particules de dimension d à di+i de l'alimentation dans le pro-duit grenu de la classification. Les résultats de cette évaluation présentésau tableau n° 7 et à la figure n° 8 ci-après.
L'efficacité du classificateur dans le domaine des dimensions supé-rieure à environ 400 ym est satisfaisante du fait d'une imperfection peuélevée de 0,193. La maille de partage du crible (D50) correspondant aux par-ticules qui se partagent également entre refus et passant du crible est de516 y m .
Les ordonnées relativement élevées (environ 16 %) au-dessous d'envi-ron 315 um montrent clairement des performances médiocres de classificationsur les particules fines qui pourraient être la conséquence d'une légèresurcharge du crible ou d'une humidité résiduelle trop importante de l'alimen-tation.
La valeur asymptotique de la courbe de partage (soutirage) voisinede 14 % pour les faibles dimensions est anormalement élevée, elle pourraitêtre réduite à une valeur d'environ 5 à 6 ? pour de meilleures conditions decriblage (charge du crible moins importante, adjonction d'un dépoussiéragepneumatique). Le soutirage important de la tamiseuse CHAUVIN est à l'origined'une proportion notable de fines résiduelles - 200 ym : 1,66 % génératricesde poussières lors de la manutention des granulés - 5 + 0,8 mm.
Les efficacités de criblage (E) à 0,8 et 0,4 mm calculées selonl'expression présentée en 4.3-4. sont de 66,6 et 83,5 %, les qualités deséparation à ces mêmes dimensions estimées par l'expression :
100 (a-r) (p-a) 100QS = (100-a)(p-r) a
sont respectivement de 66,6 et 79 ï.
Il apparaît possible d'améliorer ces efficacités et qualités deséparation en diminuant le soutirage.
L'ajustement de la courbe de partage expérimentale à des modèles deDEGOUL et PLITT (loi de ROSIN RAMMLER) est présenté à l'annexe 1. Ces modèlespeuvent être utilisés pour estimer les bilans pondéraux et distributionsgranulométriques des produits d'une classification industrielle en adoptant unsoutirage plus faible (paramètre P(1), voir annexe 1) favorisant l'éliminationdes poussières - 200 ym dans le produit grenu.
^•3.6. Distributions granulométriques des pellets 10 x 10 mi à 10 {de ciment blanc (broyés à environ 6 mm. Caractéristiques declassification à 1,25 mm. Estimation du bilan pondéral d'unbroyage à 5 mm suivi d'une classification à 0,8 mm
Le dernier lot de granulés a été préparé en septembre et octobre1987, le mélange a été dosé à 10 ? de ciment blanc par rapport à l'argile,0,5 * de PLASTIRETARD par rapport au ciment et 8 %o de colorant ocre parrapport à l'argile, sans fines recyclées. Les pellets extrudes 10 x 10 ont étébroyés en plusieurs étages, après une cure de 30 h en atmosphère humide, pour
Tableau n° 7
HIN040
COURBES DE PARTAGE D UN APPAREILDE CLASSIFICATION GRANULOMETRIQUE
+ ETUDE : ARGILE COULEUVRE,CLASSIFICATION DU -5mmIV
+ DEMANDEUR ! GB
I COURBE DE PARTAGE I
OUVERTUREHAILLE
EN MICRON
5000.04000.03150.02500.02000.01250.01000,0800,0630.0500.0400.0315.0250.0200,0100.00.0
11•f
11
GRANULOMETRIE GROSSIER 1 (
POIDS 7.
0.3832.639.1513.5010.0412.675.894.354.222.820.770.830.750.341.150.51
REFUS
POIDS 7.CUMULES
0.3833.0142.1655.6665.7078.3784.2688.6192.8395.6596.4297.2598.0098.3499.49100.00
1— X
T
3RANUL0METRIE
POIDS 7. IPOIDS 7.RAP. TV I
0.3126.557.4510.988.1710,314,793,543.432,290.630.680.610.280.940.41
0.000,000.000.000.000,000.000.054.455.679,9716,4216.427.72
25.8113.49
REFUS
POIDS XCUMULES
0.000.000.000.000.000.000.000.054.5010.1720.1436.5652.9860.7086.51100.00
FIN
POIDS 7.RAP. TV
0.000.000.000,000.000.000.000.010.831.061.863.063.061,444.812.51
11•
11
GRANULO TOUT VENANTREFUS
POIDS 7.
0.3126.557.4510.988.1710.314.793.554.263.352.483,733,671.715.742.93
POIDS 7.CUMULES
0.3126.8634.3145.2953.4663.7768.5672.1176.3779,7382.2185.9489.6191,3397.07100.00
11
11
% REFUS 1DU T.V. |RETENU 1DANS LE 1GROSSIERI
100.00 1100.00 1100.00 1100.00 1100.00 1100.00 1100.00 199.74 180.55 168.48 125.22 118.0? 116.63 116,13 116,2? 114,17 1
TOTAL 100.00 81.37 100.00 18.63 100.00
ATTENTION*. LES CALCULS CI-DESSOUS REPOSENT SUR UNE COURBE DE PARTAGE TRACEE POINT PAR POINT.LEUR VALIDITE DEPEND DU NOMBRE DE POINTS AU VOISINAGE DU D50.
D25 = 447,1 D50 = 515.9
DECLASSES GROSSIER = 2.6? %
D75 = 646.0
DECLASSES FIN = 1.71 7.
IMPERFECTION = 0.193
MOYENNE DES DECLASSES = 2.20 7.
ui
34
CD
RRGILE COULEUVRE.CLRSSIFICñTION DU -5mm
1 .00.95.90.85.80.75.70.65.60.55.50.45.40.35.30.25.20. 15. 10.05
0 . 00 _] I [_
G © CD CD O © © © C3 © ED CD © © O O El © ED 0 ©i n Q i n Q i n Q i n Q i n B i n E i n E i UT © in D un ©
D i m . m i c r .
Figure n° 8 : Courbe de partage de la classification à 0,8 mmdes pellets broyés à 5 mm (charge 3).
35
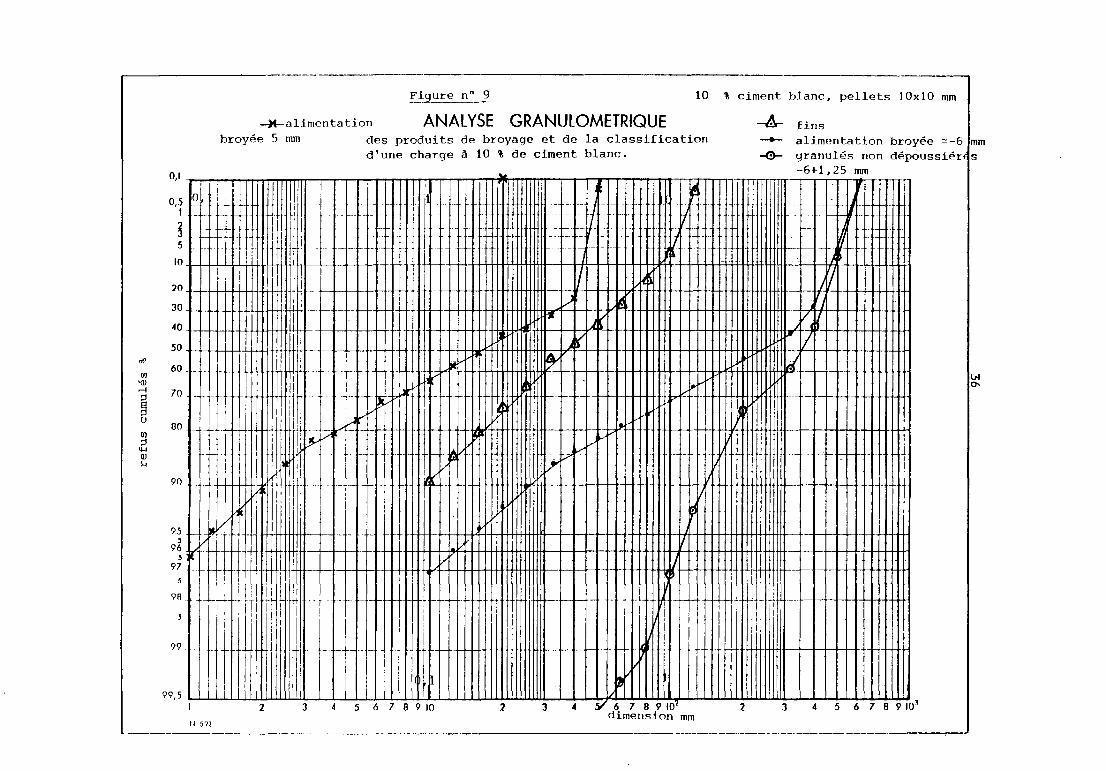
fournir un produit contenant 95 % de grains inférieurs à 5 mm, correspondant àune dimension de broyage d'environ 6 mm. Des granulés de dimensions- 5 + 1,25 mm ont été séparés par criblage à 5 et 1,25 mm, les particulesfines résiduelles ont été éliminées par dépoussiérage à l'aide d'une mancheaspirante reliée au dépoussiéreur général de l'atelier pilote. Les finesparticules ont été récupérées dans le collecteur du dépoussiéreur pour établirle bilan et déterminer les distributions granulométriques des produits séparéspar criblage qui sont présentées à la figure n° 9 ci-après. Un échantillon dela fraction + 5 mm a subi un broyage étage jusqu'à la disparition du refus à+ 5 mm. La distribution granulométrique calculée des pellets broyés à 5 mm estprésentée à la figure n° 9.
Les bilans pondéraux sont les suivants :
Fractions séparées par criblage des pellets broyés à environ 6 mm :
Poids %
+ 5 mm 5,28- 5 + 1 ,25 mm 66,08- 1,25 mm 28,64
alimentation = - 6 mm 100,00
Granularité des pellets broyés à 5 mm (tamisage manuel en labora-toire) :
Poids %
+ 5 mm 0,21- 5 + 1,25 58,29- 1,25 + 0,8 mm 10,85- 0,8 mm 30,65
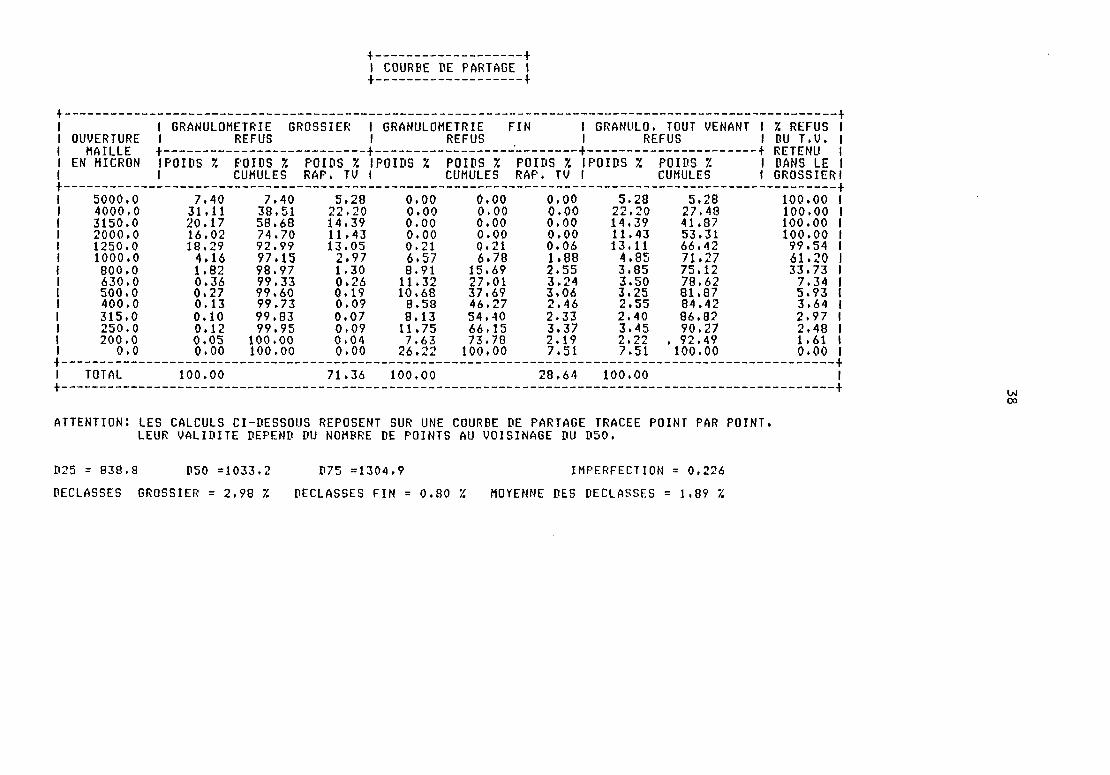
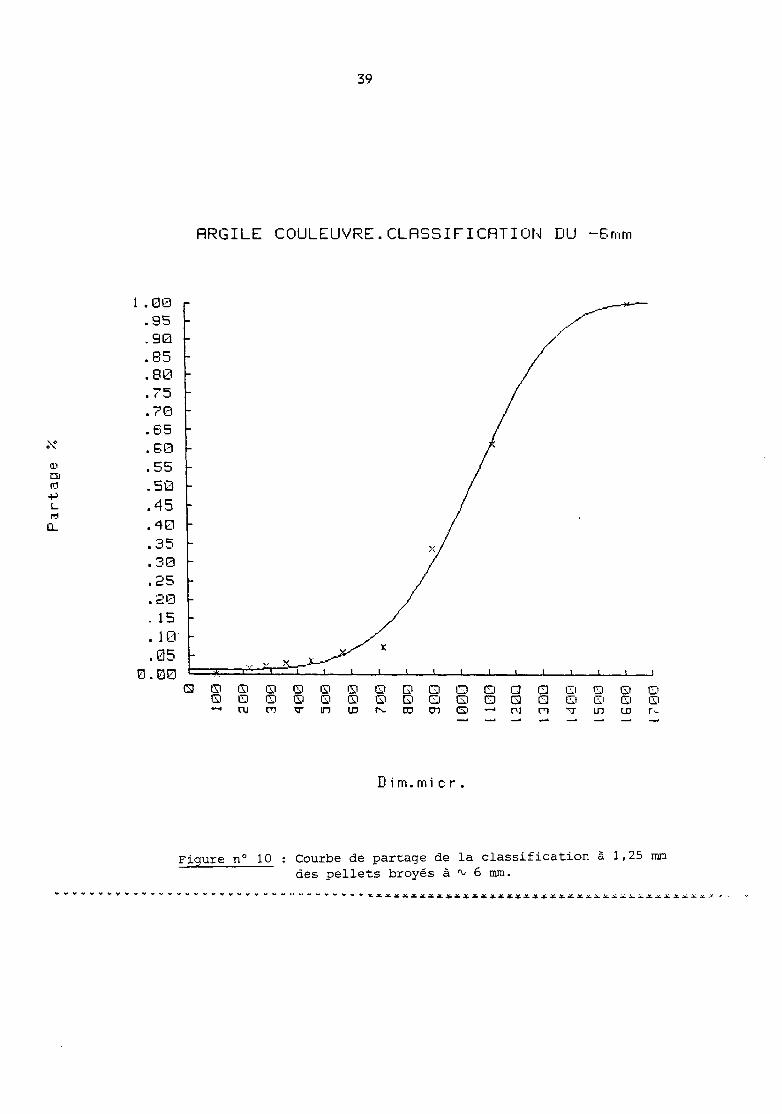
Les caractéristiques de classification relatives à la courbe departage du produit broyé à environ 6 mm sont présentées au tableau n° 8 et àla figure n° 10 ci-après. Les paramètres de la courbe de partage sont :D50 : 1 033 um, imperfection : 0,226, soutirage environ 2 %. A la faiblevaleur du soutirage est associée une très faible proportion : 0,05 % de parti-cules fines résiduelles - 200 ym dans la fraction + 1,25 mm, correspondant àmoins de 0,06 % de fines - 200 \im dans les granulés - 5 + 1,25 mm. Les ajus-tements de la courbe de partage expérimentale aux modèles de DEGOUL et PLITTsont présentés à l'annexe 1.
M . 3 . 7 . Estimations des rendements pondéraux et de la granularité desfractions separables par criblage à 0,8 mm des pellets à 10 %de ciment blanc broyés à 5 mm
Les estimations ont été obtenues par calcul, à l'aide du logicielUSIM, en utilisant un modèle simple de courbe de partage (modèle de DEGOUL)dont les paramètres ont été choisis dans un domaine de variation compatibleavec les valeurs des paramètres des courbes ajustées aux courbes de partageexpérimentales présentées à l'annexe 1 :
u
01
Fiqure n" 9 10 % ciment blanc, pellets 10x10 nun
- -alimentation ANALYSE GRANULOMETRIQUEbroyée 5 mm des produits de broyage et de la classification
d'une charge à 10 % de ciment blanc.
-A- fins—•— alimentation broyée =-6-O- granulés non dépoussiérf
-6+1,25 mm
0,51
l10.
20.
30
50.
60.
70
00
90
9")5
96.
97
5
98
5
99
99,5
0
c
...
f 1T~ t
- - - -j-l- •
4-
'" M î
i¡
-L
1
—
...
-
-
.....
Mf
0,1
/
/
—i—]—i—l-r»
!
w t
'IIIMII —
Ïlj' \
y
-
11<À
\
/\
-
t
-
—
fi
4 - -S
•b{
j1
1
i •:::
y'
¿
r
Jf
-
m
*' d
• [
i
Í
._
i
/
....
- -
7l
ifiAfil
3 4 5 6 7 8 9 10 3 4 5/ 6 7 8 9 I03
dimension mm3 4 5 6 7 8 9 10'
mms
37
CO
3¡a<u
•-i
•9
oI
t= >azo
enen<c_jo
ouLü
UÛC
C9
LU
•a:a:LUCi
I COURBE DE PARTAGE I
-L — — —
1 OUVERTURE1 MAILLE1 EN MICRON
i _
1 5000.01 4000.01 3150.01 2000.01 1250.01 1000.01 800.01 630.01 500.01 400.01 315.01 250.01 200.01 0.0
11
11
GRANULOMETRIE GROSSIER-
POIDS %
7.4031,1120.1716.0218.294,161.820.360.270.130.100.120.050.00
REFUS
POIDS 7.CUMULES
7.4038,5158.6874.7092.9997.1598.9799.3399.6099,7399.8399.95
100.00100.00
FOIDS %RAP. TV
5.2822,2014.3911.4313.052,971.300.260.190.090.070.090.040.00
11•
|
1
GRANULOMETRIE
POIDS 7.
0.000.000.000.000.216.578.9111.3210.688.538.1311.757.6326.22
REFUS
POIDS 7.CUMULES
0.000.000.000.000.216.78
15.6927,0137.6946.2754.4066.1573.78100.00
FIN
POIDS %RAP. TV
0,000,000,000,000.061.882.553.243.062.462.333.372.197.51
11•
11
GRANULO. TOUT VENANTREFUS
POIDS 7.
5.2822.2014.3911.4313.114.853.853.503.252.552.403.452.227,51
POIDS 7.CUMULES
5.2827.4841.8753.3166.4271.2775.1278.6281.8784.4286.8290.27
. 92.49100.00
11\11
7. REFUS 1DU T.V. IRETENU 1DANS LE 1GROSSIERI
100.00 1100.00 1100.00 1100.00 199.54 161.20 133.73 17.34 15.93 13.64 12.97 12.48 11.61 10.00 1
TOTAL 100.00 71.36 100.00 28.64 100.00
ATTENTION4. LES CALCULS CI-DESSOUS REPOSENT SUR UNE COURBE DE PARTAGE TRACEE POINT PAR POINT.LEUR VALIDITE DEPEND DU NOMBRE DE POINTS AU VOISINAGE DU D50.
00
D25 = 838.8 D50 =1033.2
DECLASSES GROSSIER = 2.98 7.
D75 =1304.9
DECLASSES FIN = 0.80 7.
IMPERFECTION = 0.226
MOYENNE DES DECLASSES = 1.89 X
39
RRGILE COULEUVRE.CLRSSIFICRTION DU -6mm
•\*
1 .00.95.90.85.80.75.70.65.60.55.50.45.40.35.30.25.20. 15. 10
0.00
D i m . m i c r .
Figure n° 10 Courbe de partage de la classification à 1,25 mmdes pellets broyés à ^ 6 mm.
40
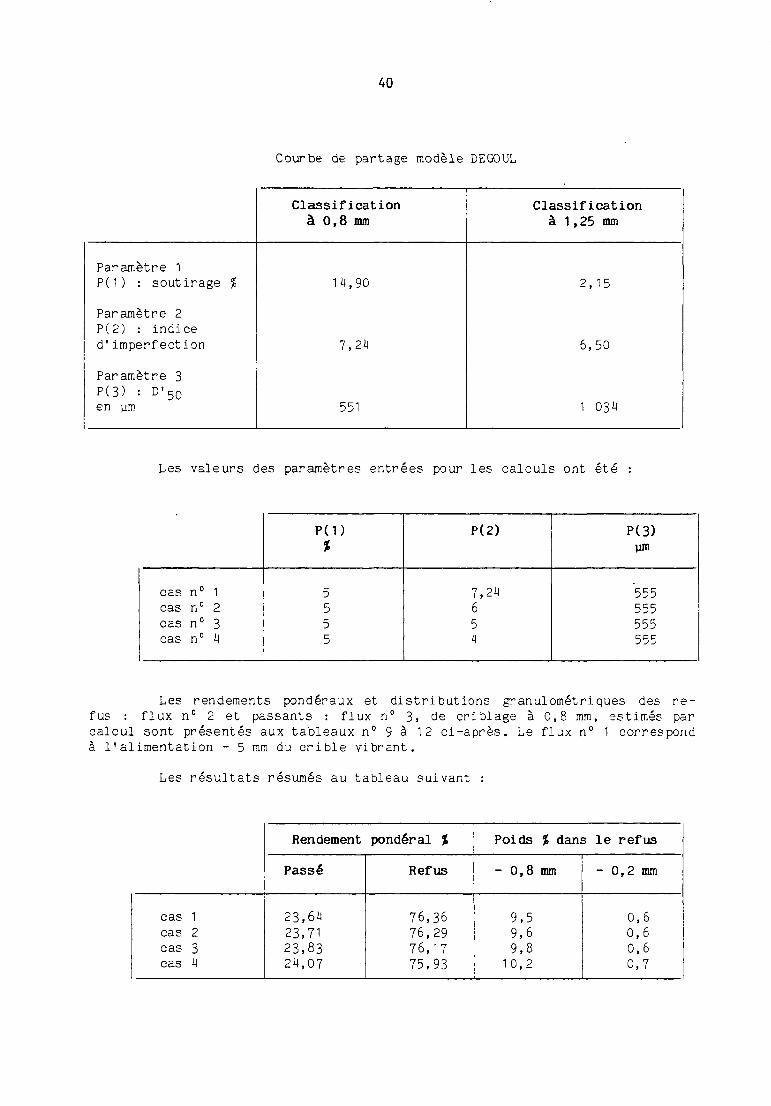
Courbe de partage modèle DEGOUL
Paramètre 1P( 1 ) : soutirage %
Paramètre 2P(2) : indiced'imperfection
Paramètre 3P(3) : D ' 5 O
en y m
Classificationà 0 ,8 mm
14,90
7,24
551
Classificationà 1,25 mm
2,15
6,50
1 034
Les valeurs des paramètres entrées pour les calculs ont été :
cas n° 1cas n° 2cas n° 3cas nc 4
555
P(2)
7,24654
P(3)jim
555555555555
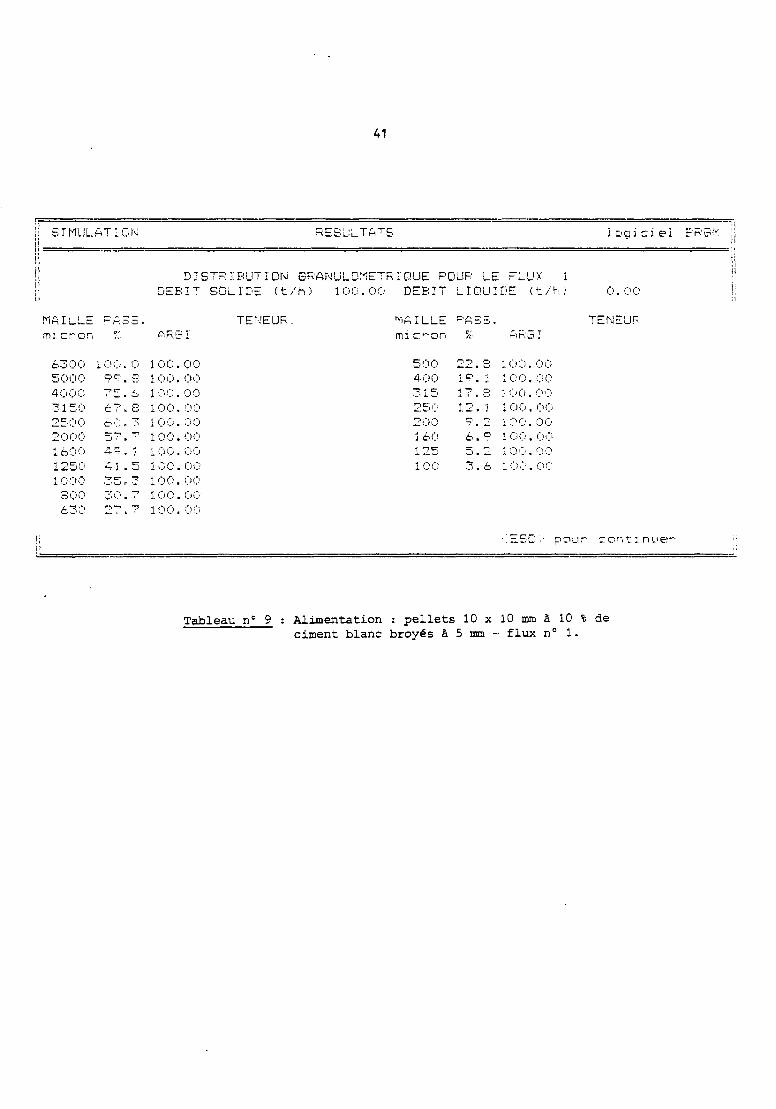
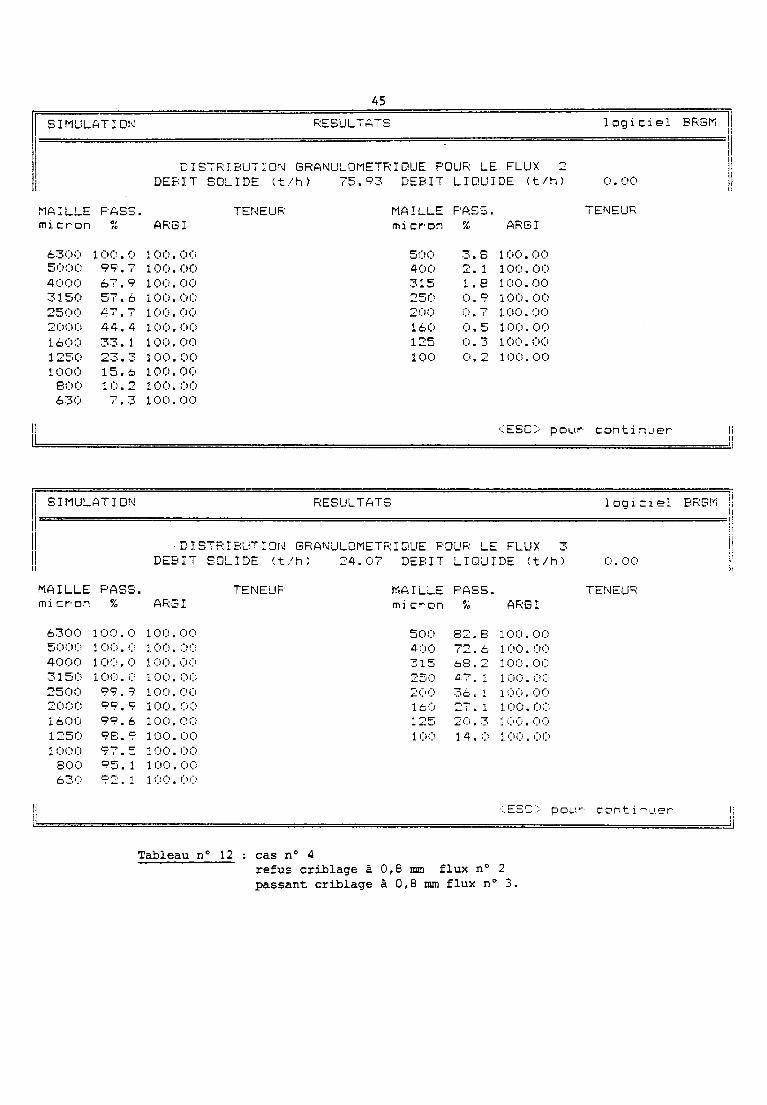
Les rendements pondéraux et distributions granulométriques des re-fus : flux n° 2 et passants : flux n° 3, de criblage à 0,8 m m , estimés parcalcul sont présentés aux tableaux n° 9 a 12 ci-après. Le flux n° 1 correspondà l'alimentation - 5 mm du crible vibrant.
Les résultats résumés au tableau suivant :
cas 1cas 2cas 3cas 4
Rendement pondéral %
Passé
23,6423,7123,8324,07
Refus
76,3676,2976,1775,93
Poids % dans le refus
- 0,8 mm
9,59,69,8
10,2
- 0,2 mm
0,60,60,60,7
41
SIMULATION REBL'L ioqiciel Bi
DISTRIBUTION GRANULQMETRIQUE POUR LE FLUX 1DEBIT BOLIDE (t/h) 100.00 DEBIT LIQUIDE (t/h) 0.00
MAILLE f='AB5. TENEURmícr-on % ARG I
MAILLEmi er or,
6300 ;500C;40003150250020001600
12501000BOO¿30
F' A d a .ciV
LOO. 09 e?. S
¿7.860. 357. -4=. 1
41.5
27, 7
ARB
100.100.100.100.100.100." i";'~ '
i 00.1 0 0.100.100.
00000000000000
ou0000'0 0
TENEUR
5004003152502001601251 00
12. 1
100.00100.003 00.00100.00
0 OC6.9 100.005.2 100.003.6 100.00
z o n 11 n u e r •
Tableau n° 9 Alimentation : pellets 10 x 10 mm à 10 * deciment blanc broyés à 5 mm - flux n° 1.
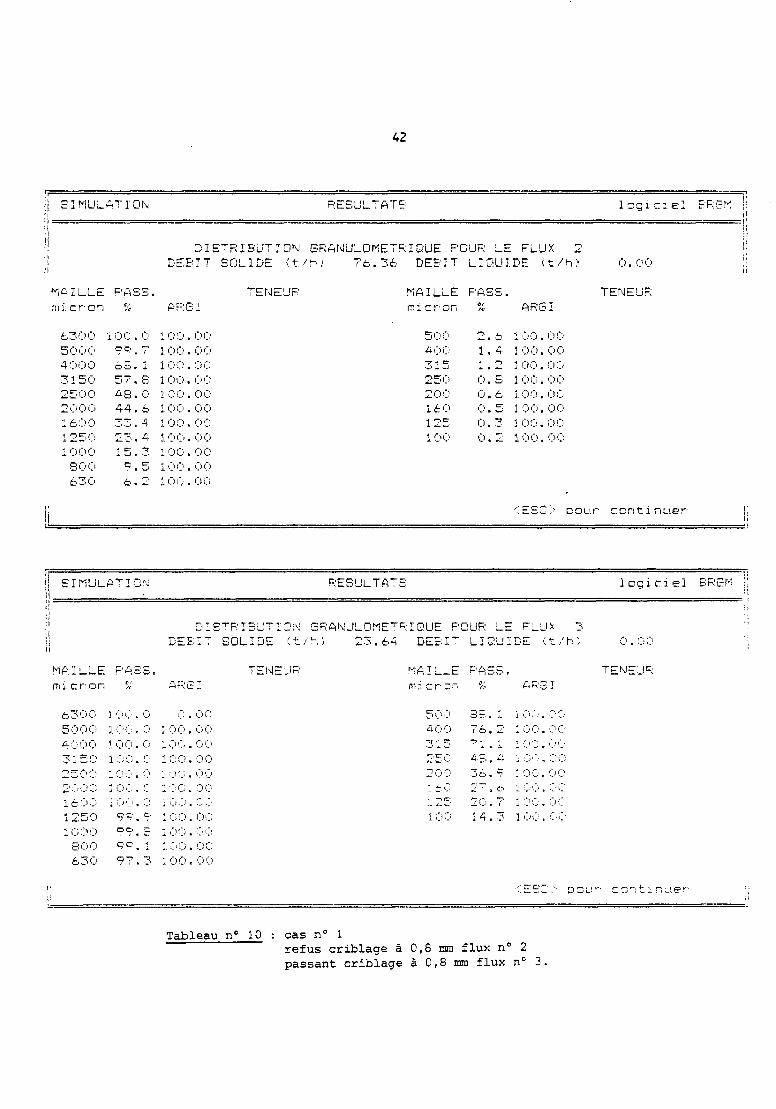
S IMULATIUN RESULTATS logiciel BR3M '
DISTRIBUTION GRANULOMETRIDUE POUR LE FLUX 2DEBIT SOLIDE (t/h) 7t.36 DEBIT LIQUIDE <t/h>
MAILLE PASS,micron % ARG I
6300 1 OC.0 100.00
rENEUR
4 0 0 0 br í i 00.00
250020001600125010008 0 Ci
630
4S.0 •44. 6 :33. 4 ]23. 415. 3 •
;.-' u.,00.00.00.00.
9.5 3 on6. 2 '.00.
(->'-.!00000 0'0 C, - • • . { " •
00
MAILLE PASS.mi cron % ARG I
5 0 0£ 0 03 i p;
25'*'200160125100
¿L. a
1. 41.2
100.00100.00'i 00. 00
0.S 100.000.6 i 00.000.5 100.000.3 300.000.2 100.00
0 . 0 0
T E N E U R
<EEC> pour continuer
i! SIMULATIONij •_
RESULTATS 1 ogi ci el BR6M ;
DISTRIBUTION GRANULOMES I QUE POUR LE FLUX
MAILLE PASS,micron "Í ARtI
6300 100.0 C.00500C) 1 0<I:. 0 1 00 . OC;4000 100.0 100.003150 100.0 100.002500 100 . C' 100 . 002000 3 0 0 . C- 100 . 00'1600 i 00.0 I00.0 01250 99.9 100.001000 99.S 100.00S00 9Ci. 1 l 00. OC'630 97 . 3 I 00. '00
DEBIT SOLIDE (t/L-, )
TENEUR
23.64 DEBI"" L I Q U Ï D E (t/h)
MAILLE PASS,miaran ARS I
400 76.2 100.00- Î -
P =•; •?', •'. -• :-,r-, ,-.,•••
250200 36.9 300.00
2 0 , 7 i j f .•. O O
14.3 100.00
O. 00
TENEUR
oour c
Tableau n° 10 : cas n° 1refus criblage à 0,8 mm flux n° 2passant criblage à 0,8 mm flux n° 3.
A3
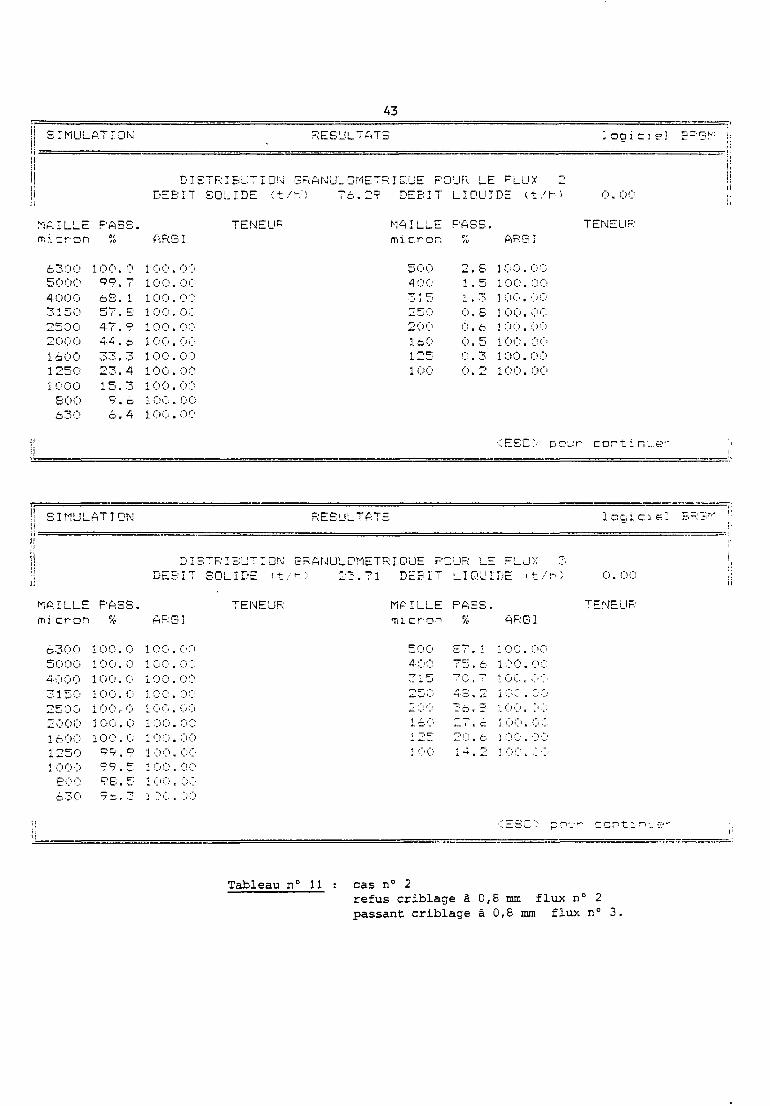
SIMULATION RESULTATS
MAILLE PASSmi er-on %
DISTRIBUTION GRANULOMETRIDUE POUR LE FLUX 2DEBIT SOLIDE (t/h") 76.2? DEBIT LIQUIDE (t/M
ARE ITENEUR MAILLE PASS,
micro.". % ARS I
0.00
TENEUR
63005000400031502500200016001250
100.0 í 0099.768. 157. e47. 9A-A . 633. 32 3 . 4
100
100
1 00
100
1 00
1 00
1001000 15.3 100
BOO630
9.6 1006.4 100
0000000000
000000
. 00Ti'"*
5UÜ
400
250200160125100
2.S 100.005 100.003 100.5 100.
6 100.í0.5 100.ío. 3 i oo. <:0.2 100.00
H ;
ÜO
< ESC > p ou r continu
SIMULATION RESULTATS l o g i c i e l îr-.:;3h
DISTRIBUTION GRANULOMETRIOUE POUR LE FLUXDEBIT SOLIDE (t/r, 5 23.71 DEBIT LIQUIDE Ct.
MAILLE PASS.micron % AREI
TENEUR MAILLE PASS,micron % ARGI
O . 00
"ENEUR
6300 100.0
5000 100.O
4000
31502500
10 O . O
1 00'. O
100. O
2000 100.01600 100.01250 99 .91000 99 .5
£00 9 S . 5630 9s , 3
500 S7. : 100. 00'
OO1
. 'JOO Oo o
LOO
LOO
L 00
L OO
L 00
00000 00 0d C'i
0 000o o
4:..ifJ
315 70.7 ï00.00
46.2 100.00
27.¿ 100.00. U • ¿i' ] 00 < 00
•ÎESL,':- pot corn
Tableau n° 11 cas n° 2refus criblage à 0,8 mm flux n° 2passant criblage à 0,8 mm flux n° 3.
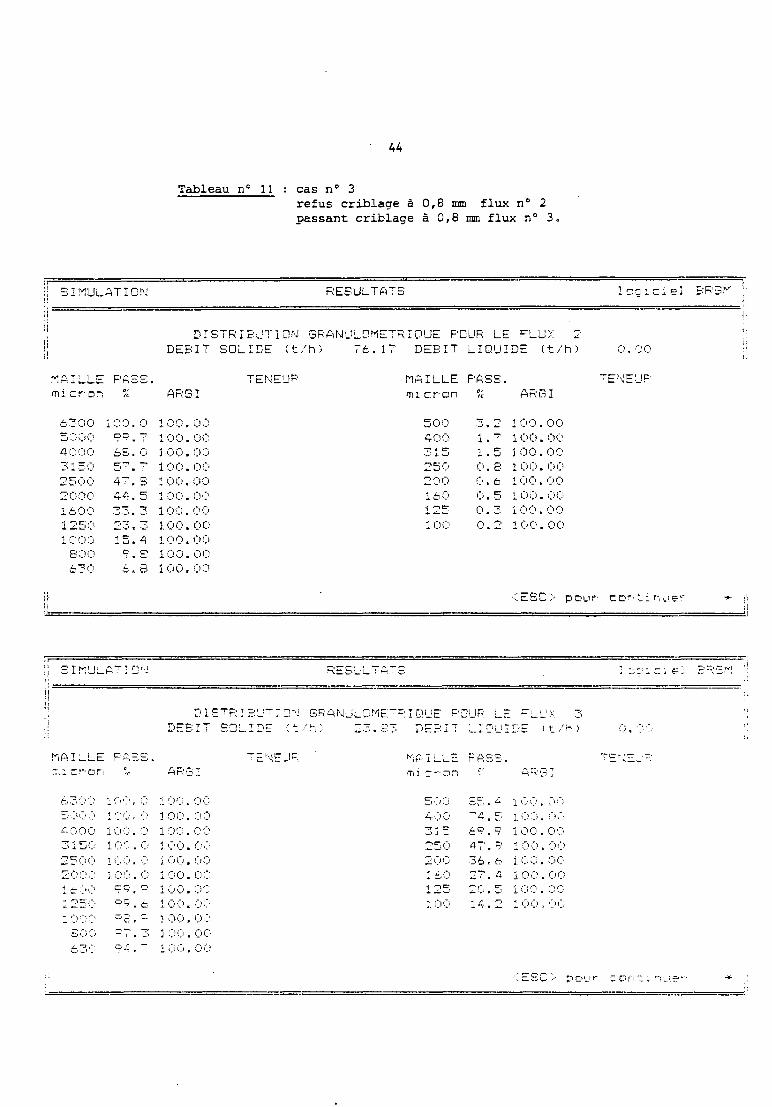
Tableau n° 11 : cas n° 3
refus criblage à 0,8 mm flux n° 2
passant criblage à 0,8 mm flux n c 3 .
SIMULATION RESULTATS n ci el BRSM
DISTRIBUTION 3RANULDMETRÏQUE POUR LE FLUX 2DEBIT SOLIDE (t/h) 76.17 DEBIT LIQUIDE (t/h) 0.00
MAILLE PASS,micron % ARG I
"ENEUP MAILLE PASS.mi eren % ARB I
TENEUR
6300500040003150250020001600125O1 0 '0 0BOO
630
100.9".
6S.
57.
47.
44.
33.
15.
9.i..
0-7
0-7
ser
3
y¡
A
e8
100.100.3 00.
100.1 0 0.100.100.100.100.100.100.
00
00
00
00
00
00
C' 0
00
00
00
00
50
40
2520
1 6
!Jt'\
tr-
0
;*>
5i 00
O •
1.1 .
0.
0,
0.
0.
0.
f"
5S6
5
3T.
1 00.
100.3 0 0 .
1 00.
1 00.
1 00.
i 00.
100.
ÜO
00
00
00
00
00
'00
00
< ESC > pour c o r. i i r, ¡
1 DEBÍISTRIBU'T SO1 T D"
11 '•--
RES
GRANL
ULTA
L '~ M F
TP
TR I Di ¡E POURÜIDF
i 1 y- -r
MAÏL.LE PASS. TE'MEJP
ARE I
MAILLE PASS,mirror. % A:
6300 1 OC 1 , 0 1 0 0 . C'C
5-OC'O 100. O 1 0 0 . 00
4 0C>0 100. O 100.00
3150 10C.O 100.00
25C¡C¡ lOO. 0 i 0 0 . 0-0
2000 100. O 1 C ' C ) . C ' C ;
It 00 9 P . - 100.001250 vv.¿, 100 .00
1 OC:-0 ' -£. -1 1 00 . 00S00 = 7 . 3 j 00 .00
500 b5 .¿ i 0 0 . 0 0
400 74 .5 i 0 0 . 0 0
315 6^ .9 100.00
250 47.9 100.00
200 3 6 . fc i O O . O O'
160 27.4 i 00.00
125 2<"¡, 5 1 00 . 00
1 00 14 .2 1 OO1 . 00
SIMULATION
DISTRIBUTDEBIT SOLIDE
ION(t
RES
GRANL/h)
45ULTATS
LOMETRI75.93
DUE FDEBIT
OUR LE FLUX 2LIQUIDE <t/h)
1
o
ogi ci
. 00
el ERGM i
iii
MAILLE PASS.mi er on % ARSI
TENEUR MAILLE PASS.micron % ARBI
TENEUR
630050004000315025002000160012501000800630
1OO. 099.767.957.647.744. 433. 123.315.61 0. 27.3
100.00100.00100.00100.00100.00100.00100.00100.00100.00100.00100.00
500 3.S400 2.1315 1.250 O.200 0.7160 0.5 100.00125 0.3 100.00100 0.2 100.00
100.00100.00
8 100.00,9 100.00
100.00
<ESC> pour continuer
SIMULATION RESULTATS loQiciel BRGM ü
DISTRIBUTION ERANULQMETRIGUE POUR LE FLUX 3DEBIT SOLIDE (t/'h) 24.07 DEBIT LIQUIDE (t/h) 0.00
MAILLE PASS,micron % ARGI
630050004000315025002000160012501000
800630
100. 01 00. 0100. 0100. 099. 999. 999.698.9Q"? =;
100.00100.00100.00100.00100.00100.00100.00100.00100.00100.00100.00
TENEUR MAILLE PASS.mie-on % ARSI
500 82.8 100. 00400 72.6 100.00315 68.2 100.00250 47.1 100.00200 36.1 100.00160 27.1 100.00125 20.3 100.00100 14.0 100.00
TENEUR
pour- continuer
Tableau n" 12 cas n c 4refus criblage à 0,8 mm flux n° 2passant criblage à 0,8 mm flux n° 3.
46
sont utilisables pour l'estimation du bilan général de la préparation depellets à 10 % de ciment, en considérant que les fines résiduelles - 200 ym durefus de criblage sont extractibles par dépoussiérage.
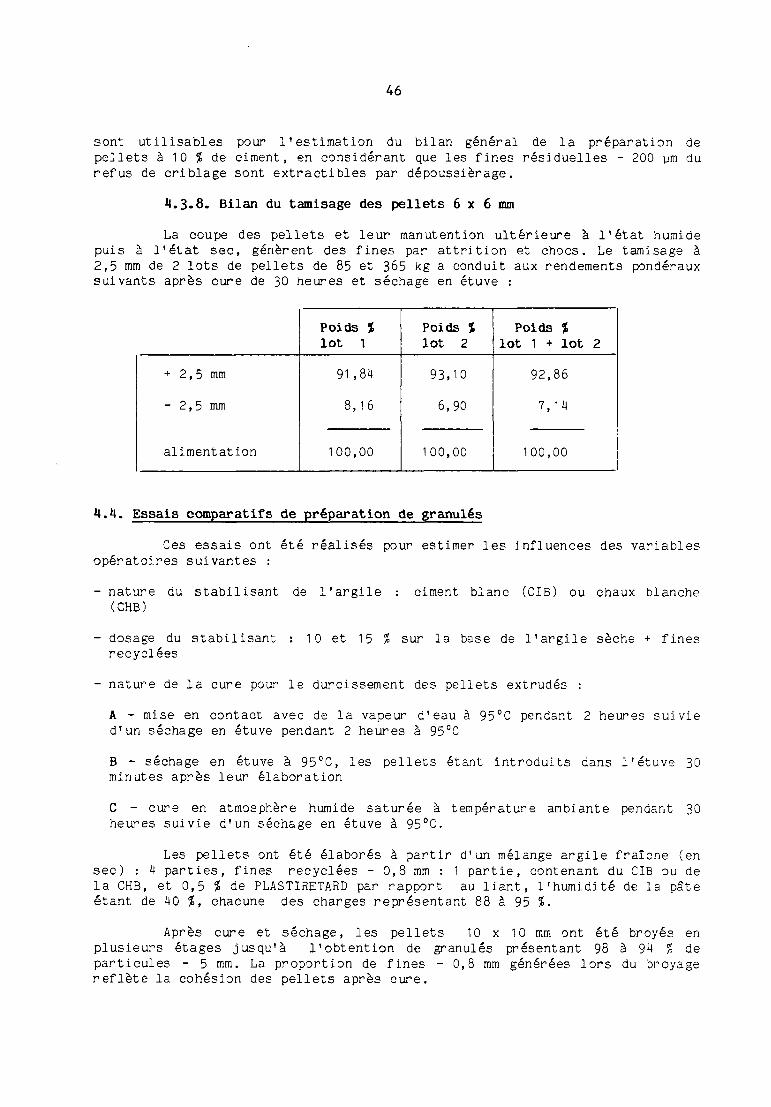
il.3.8. Bilan du tamisage des pellets 6 x 6 mm
La coupe des pellets et leur manutention ultérieure à l'état humidepuis à l'état sec, génèrent des fines par attrition et chocs. Le tamisage à2 ,5 mm de 2 lots de pellets de 85 et 365 kg a conduit aux rendements pondérauxsuivants après cure de 30 heures et séchage en étuve :
+ 2 ,5 mm
- 2 ,5 mm
alimentation
Poids %lot 1
91 ,84
8,16
100,00
Poids %lot 2
93,10
6,90
100,00
Poids %lot 1 + lot 2
92,86
7,14
100,00
4 . 4 . Essais comparatifs de préparation de granulés
Ces essais ont été réalisés pour estimer les influences des variablesopératoires suivantes :
- nature du stabilisant de l'argile : ciment blanc (CIB) ou chaux blanche(CHB)
- dosage du stabilisant : 10 et 15 ? sur la base de l'argile sèche + finesrecyclées
- nature de la cure pour le durcissement des pellets extrudes :
A - mise en contact avec de la vapeur d'eau à 95°C pendant 2 heures suivied'un séchage en étuve pendant 2 heures à 95°C
B - séchage en étuve à 95°C, les pellets étant introduits dans l'étuve 30minutes après leur élaboration
C - cure en atmosphère humide saturée à température ambiante pendant 30heures suivie d 'un séchage en étuve à 95°C.
Les pellets ont été élaborés à partir d'un mélange argile fraîche (ensec) : 4 parties, fines recyclées - 0 ,8 mm : 1 partie, contenant du CIB ou dela C H B , et 0 ,5 % de PLASTIRETARD par rapport au liant, l'humidité de la pâteétant de 40 %, chacune des charges représentant 88 à 95 %.
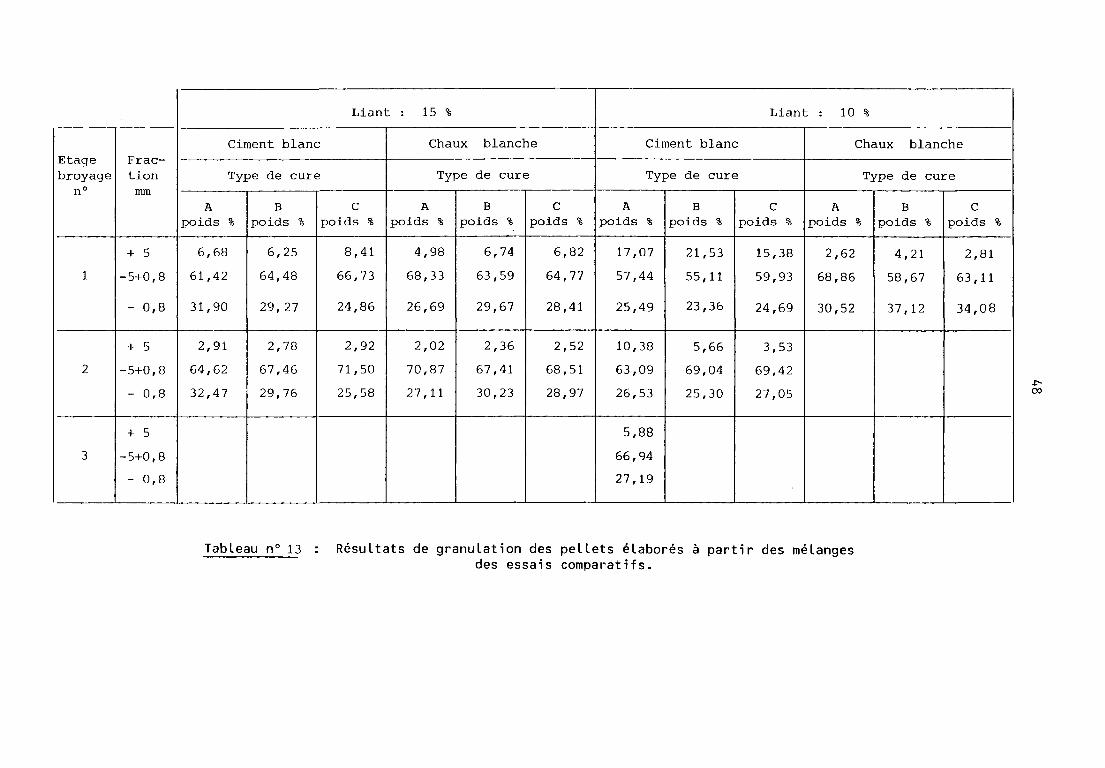
Après cure et séchage, les pellets 10 x 10 mm ont été broyés enplusieurs étages jusqu'à l'obtention de granulés présentant 98 à 94 % departicules - 5 m m . La proportion de fines - 0,8 mm générées lors du broyagereflète la cohésion des pellets après cure.
après.
47
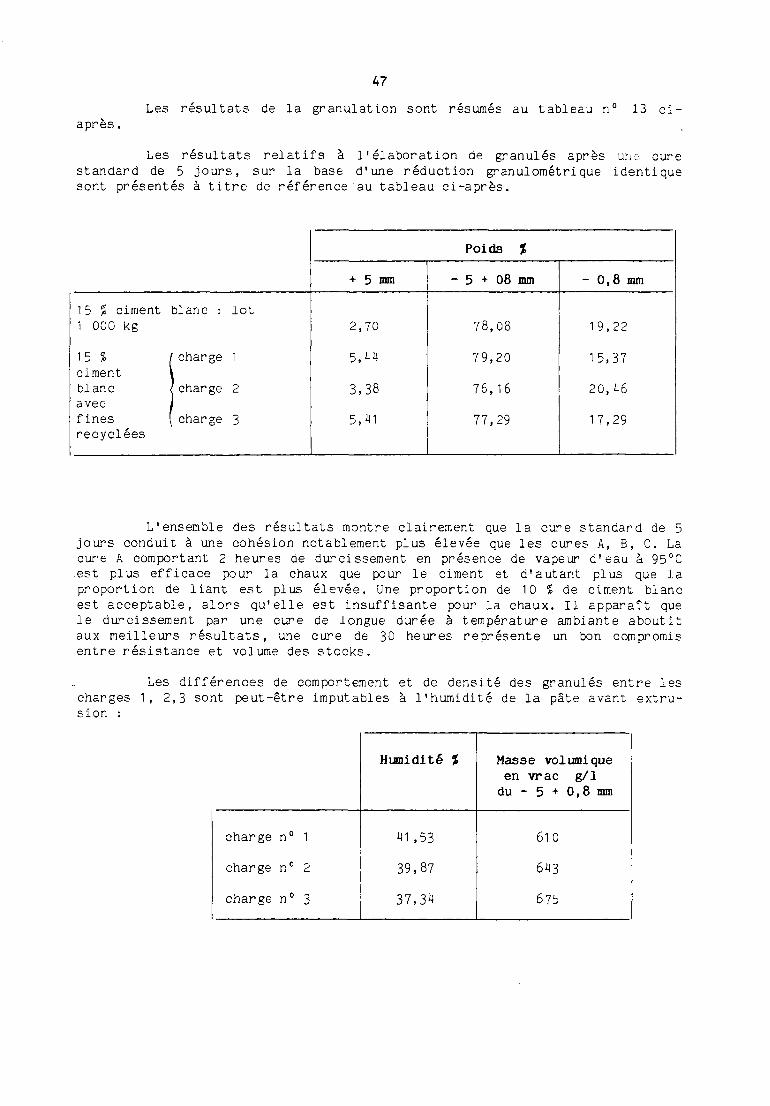
Les résultats de la granulation sont résumés au tableau n° 13 ci-
Les résultats relatifs à l'élaboration de granulés après une curestandard de 5 jours, sur la base d'une réduction granulométrique identiquesont présentés à titre de référence au tableau ci-après.
15 % ciment1 000 kg
15 %cimentblancavecfinesrecyclées
blanc :
charge
charge
charge
lot
1
2
3
+
2,
5,
3,
5,
5 mm
70
11
38
in
Poids
- 5 + 08
78,08
79,20
76,16
77,29
î
mm - 0,8 mm
19,22
15,37
20,116
17,29
L'ensemble des résultats montre clairement que la cure standard de 5jours conduit à une cohésion notablement plus élevée que les cures A , B , C . Lacure A comportant 2 heures de durcissement en présence de vapeur d'eau à 95°C.est plus efficace pour la chaux que pour le ciment et d'autant plus que laproportion de liant est plus élevée. Une proportion de 10 % de ciment blancest acceptable, alors qu'elle est insuffisante pour la chaux. Il apparaît quele durcissement par une cure de longue durée à température ambiante aboutitaux meilleurs résultats, une cure de 30 heures représente un bon compromisentre résistance et volume des stocks.
Les différences de comportement et de densité des granulés entre lescharges 1, 2,3 sont peut-être imputables à l'humidité de la pâte avant extru-sion :
charge
charge
charge
n°
n°
n°
1
2
3
Humidité %
11 ,53
39,87
37,3^
Masse volumiqueen vrac g/1
du - 5 + 0 ,8 mm
610
613
675
Etagebroyage
n°
1
2
3
Frac-tionmm
+ 5
-5+0,8
- 0,8
+ 5
-5+0,8
- 0,8
+ 5
-5+0,8
- 0,8
Liant : 15 %
Ciment blanc
Type de cure
Apoids %
6,68
61,42
31,90
2,91
64,62
32,47
Bpoids %
6,25
64,48
29,27
2,78
67,46
29,76
Cpoids %
8,41
66,73
24,86
2,92
71,50
25,58
Chaux blanche
Type de cure
Apoids %
4,98
68,33
26,69
2,02
70,87
27,11
Bpoids %
6,74
63,59
29,67
2,36
67,41
30,23
Cpoids %
6,82
64,77
28,41
2,52
68,51
28,97
Liant : 10 %
Ciment blanc
Type de cure
Apoids %
17,07
57,44
25,49
10,38
63,09
26,53
5,88
66,94
27,19
Bpoids %
21,53
55,11
23,36
5,66
69,04
25,30
Cpoids %
15,38
59,93
24,69
3,53
69,42
27,05
Chaux blanche
Type de cure
Apoids %
2,62
68,86
30,52
Bpoids %
4,21
58,67
37,12
Cpoids %
2,81
63,11
34,08
00
Tableau n° 13 Résultats de granulation des pellets élaborés à partir des mélangesdes essais comparatifs.

49
la densité en vrac augmente notablement quand l'humidité de l'alimentation del'extrudeuse diminue, ceci reflète l'augmentation de pression au nez de l'ex-trudeuse et l'augmentation de compacité des pellets qui en résulte. Toutefois,il est à noter que la densité en vrac est relative à un échantillon moyen d'unlot extrudé sur 30 à ^0 minutes, il est possible qu'en opération continu,n'impliquant qu'une faible modification de plasticité, la compacité des pel-lets soit moins sensible à l'humidité d'extrusion.
4.5. Humidité d'équilibre des granulés
Les granulés produits en pilote ont été séehés en étuve ventilée à95-105°C, donnant une humidité résiduelle voisine de 0 %.
Ces granulés mis en contact avec de l'air humide adsorbent lentementl'eau atmosphérique. L'augmentation de poids résultant de cette adsorption aété enregistrée sur plusieurs jours (granulés en couche mince laissés à l'airlibre dans l'ambiance du laboratoire), après 192 heures, la reprise de poids aété de 6,1^ % sur base sèche (5,78 % sur base humide). Le graphe d'augmenta-tion de poids en fonction du temps à 192 heures ne présente pas de tendanceasymptotique, de ce fait l'enregistrement a été prolongé jusqu'à 912 heures(38 jours). Ce graphe en coordonnées logarithmiques est présenté à la figuren° 11 ci-après, il montre trois régimes différents d'augmentation de poids. Laphase finale a été modélisée par l'expression :
H - H o = (H„ - H o ) (1 - exp (- k (t - t0)))
dans laquelle H o = 6,1H %, t0 = 1 92 h,Ho, l'humidité asymptotique, t : temps en heures.
L'ajustement avec détermination des paramètres H œ et k par régressionnon linéaire est présenté à l'annexe 2 . La qualité de cet ajustement estiméepar la somme des carrés des résidus, le graphe de la figure n° 12 ci-aprèsprésentant les points expérimentaux et la courbe représentative du modèle estbonne. De fait, l'hypothèse d'une humidité d'équilibre H œ est admissible,cette valeur est de 10 Í sur base sèche soit 9,1 % sur base humide.
Cette dernière valeur permet de sélectionner une humidité résiduelledes granulés à la décharge du sécheur, elle pourrait être de l'ordre de 8 à9 % si l'humidité n'affecte pas défavorablement la capacité d'absorption d'eaupar unité de poids de granulat.
4.6. pH d'une solution aqueuse en contact avec les granulés, teneurs en CaOlibre, essais de carbonatation
Le pH a été mesuré dans les conditions opératoires suivantes :
- mise en suspension de 5 g de granulés (ou pellets) broyés à 20 ym dans100 cm3 d'eau distillée bouillie et refroidie à l'abri de l'air (purgée duC02)
- mesure du pH par un pHmètre TACUSSEL avec compensation de température, sousagitation.

reprise de poids (humidité) % base sèche
to
fr
Oí
O
oo
o10 2
3-
Ln
O
00
oo
KJ
CO
o-
CO
o
\
y
\
3
" 16 -
to * . Cn
i
1 1 1
[ v ri ^ 4 . t 1. J jjr t . . .
, ji T
| 1
I
- -
...j. . _
1I - - 4 -i
\
-
5
1
- - -
s 1
^ ri
\
\
T
i
. L '
-: -
1s
; i ^
] 3 \* \
1 • ' .
|
Jj
00 « C ^
\ - •
-
-
] T
: a
>l- n
3 T
" 3 il
1 . J . . 1 . . .
• • -
i T
i
i I
4^ -- l!O • * - • • - ) • -
j
IIu
„ . . .... 1
iJ 11 iI
-ïî I 1
Uï * . Oí O- VI (
- - - - - - - - -
• - •
]
- -
...
1 I-
T
1 ,. A
II Il j It " " " 1
l t- 4 -
1 J
» o o
; - ; • -
- •
- : - -
-
- - - • • - - -
- - - - -
. : . : . :
- " - : - "
;
1
-h
J,• ft - - • i • • t x "
' ~ •• ' v " t r
- . O [11 J-
i - r
. t
• • : '
il fit r
- . 11 .í i
\
1 r
1 1
O " ^ t» -O C
: : : - " " •
i- _ - - L | X
- -.
- -- - - -
1
o
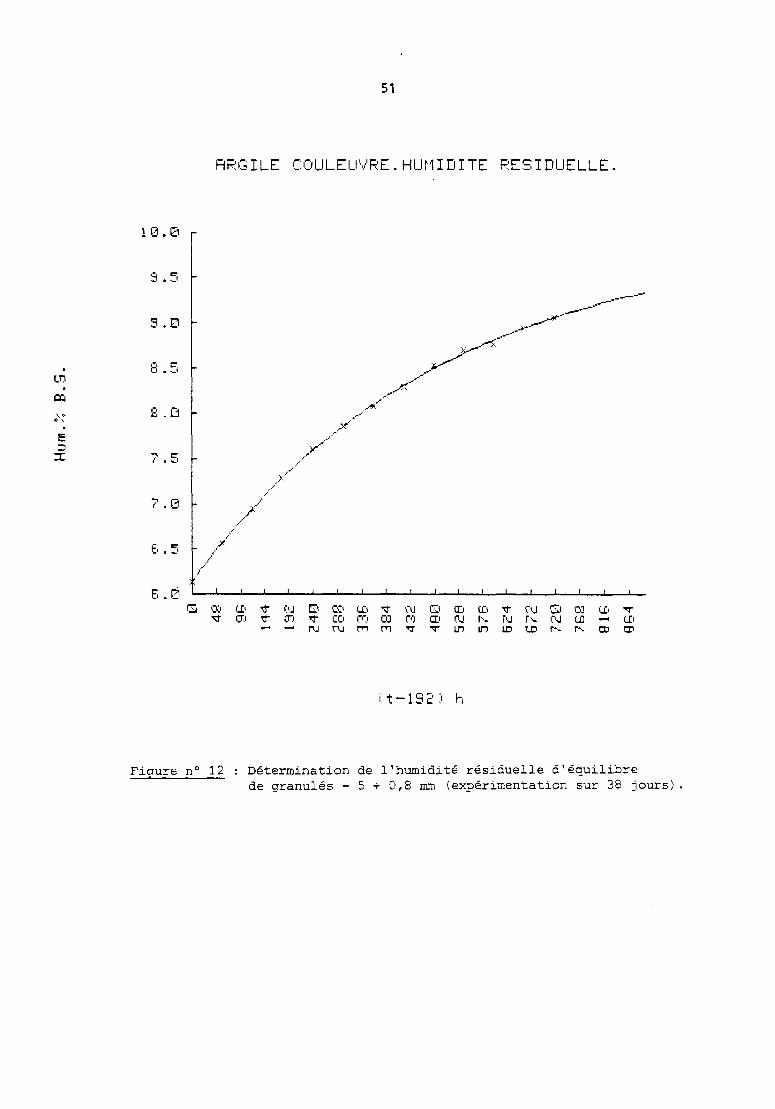
E
10.0
9 .5
3 .0
8.5
5 .21
? .5
7 .0
6 .5
5 .0
51
RRGILE COULEUVRE.HUMIDITE RESIDUELLE.
Q Qj CD TT M.J EI co on T ru © (ri cci TT ru © co LD T•q- en ir en fl- co ro ca ro ai ru r-. M r-- ru CD — ai
— —• rj pj rn m rr 'r m in ID to r-- r% CD a?
( t - 1 9 E ) h
Figure n° 12 : Détermination de l'humidité résiduelle d'équilibrede granulés - 5 + 0,8 mm (expérimentation sur 38 jours)
52
Le pH ainsi mesuré reflète la proportion de Ca(OH)2 (base forte) misen solution dans l'eau, en tenant compte d'une solubilité maximale de1,32 g/1 à 20°C. Ce pH ne correspond pas aux mesures sur granulés tels quelsen contact avec l'eau (conditions réelles d'utilisation), où le pH à l'équi-libre est très long à obtenir du fait des phénomènes de diffusion associés àla mise en solution de Ca(OH)2 dans les micropores.
Le pH maximum enregistré sur des pellets à 15 ? de ciment blancfraîchement préparés a été de 11,35, il a été de 11,15 sur des pellets à10 %.
La chaux libre a été extraite par 1 ' éthylène-glycol anhydre pendant15 minutes à 85°C, puis dosée dans le filtrat par l'acétate d'ammonium enprésence d'un indicateur coloré (phénolphtaléine).
Les teneurs en chaux libre des granulés, déterminées par extractionavec l'éthylène glycol sont faibles, après cure normale de 5 jours, séchage etbroyage, ces teneurs exprimées en CaO sont comprises entre 400 et 1 500 g/t.La méthode de dosage utilisée manque de sensibilité pour des teneurs aussifaibles, par ailleurs, il est nécessaire d'utiliser un excès d'éthylène-glycolpour tenir compte d'une éventuelle adsorption de cet extractant par la mont-morillonite présente dans l'argile de COULEUVRE.
Les résultats des dosages de CaO libre sur des granulés broyés à20 \im, préparés à partir des charges des essais comparatifs ont été les sui-vants :
15
15
% ciment
% chaux
blanc
blanche
Cure
ABC
ABC
CaO libre %
0,120,040,08
0,0750,110,14
Compte tenu des faibles quantités de chaux libre associée aux pro-duits après cure, il est possible d'en estimer les teneurs par mesure du pHdes suspensions diluées en considérant la chaux comme une base forte (1èrebasicité) et en négligeant la seconde basicité.
Le pH d'une solution aqueuse en contact avec les granulés peut êtreabaissé par carbonatation de la chaux libre :
Ca(0H)2 + C02 -> CaCO3 + H20
cette réaction entraîne une augmentation théorique de volume de la phasesolide initiale Ca(0H)2 de 11,8 %, ce qui devrait conduire à une diminution duvolume des micropores si les teneurs en Ca(0H)2 étaient élevées.
Cette réaction est à la base du durcissement des mortiers de chaux,il est généralement admis que la présence d'humidité résiduelle augmente lavitesse de carbonatation du fait que le processus implique une mise en solu-
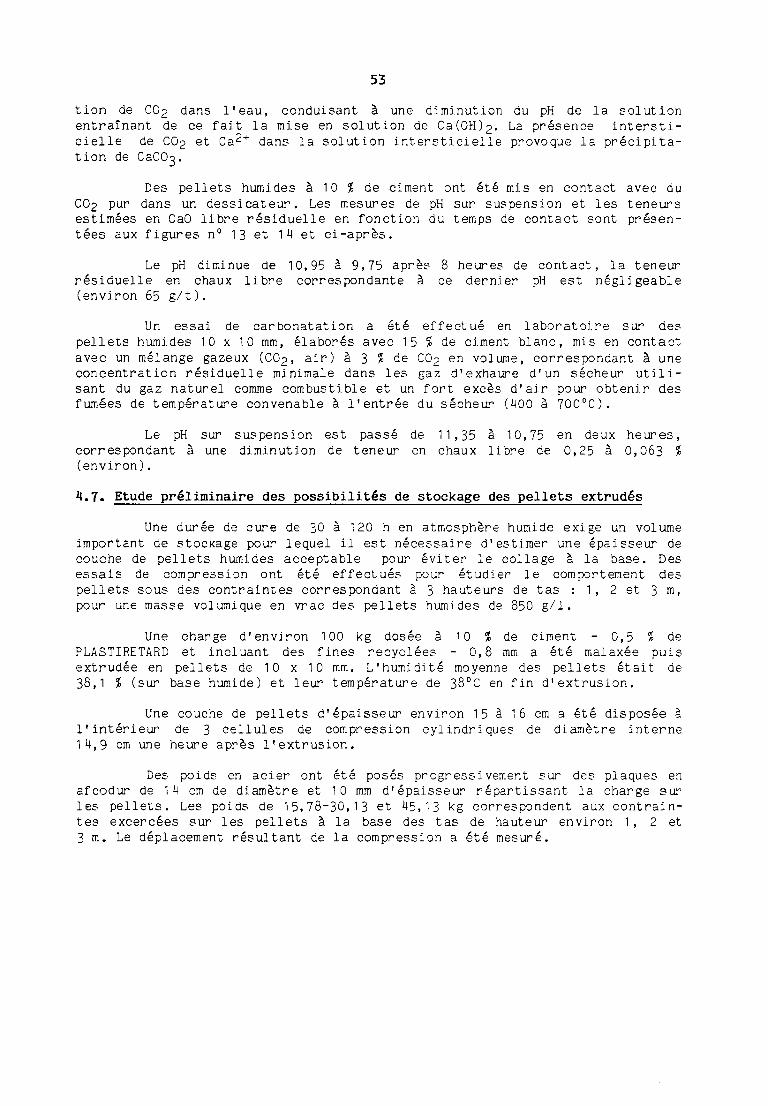
53
tion de CO2 dans l'eau, conduisant à une diminution du pH de la solutionentraînant de ce fait la mise en solution de Ca(0H)2. La présence intersti-cielle de CO2 et Ca2+ dans la solution intersticielle provoque la précipita-tion de CaCC>3.
Des pellets humides à 10 $ de ciment ont été mis en contact avec duCO2 pur dans un dessicateur. Les mesures de pH sur suspension et les teneursestimées en CaO libre résiduelle en fonction du temps de contact sont présen-tées aux figures n° 13 et 14 et ci-après.
Le pH diminue de 10,95 à 9,75 après 8 heures de contact, la teneurrésiduelle en chaux libre correspondante à ce dernier pH est négligeable(environ 65 g/t).
Un essai de carbonatation a été effectué en laboratoire sur despellets humides 1 0 x 1 0 mm, élaborés avec 15 % de ciment blanc, mis en contactavec un mélange gazeux (CO2. air) à 3 % de CO2 en volume, correspondant à uneconcentration résiduelle minimale dans les gaz d'exhaure d'un sécheur utili-sant du gaz naturel comme combustible et un fort excès d'air pour obtenir desfumées de température convenable à l'entrée du sécheur (400 à 700cC).
Le pH sur suspension est passé de 11,35 à 10,75 en deux heures,correspondant à une diminution de teneur en chaux libre de 0,25 à 0,063 %(environ).
M . Y - Etude préliminaire des possibilités de stockage des pellets extrudes
Une durée de cure de 30 à 120 h en atmosphère humide exige un volumeimportant de stockage pour lequel il est nécessaire d'estimer une épaisseur decouche de pellets humides acceptable pour éviter le collage à la base. Desessais de compression ont été effectués pour étudier le comportement despellets sous des contraintes correspondant à 3 hauteurs de tas : 1, 2 et 3 m ,pour une masse volumique en vrac des pellets humides de 850 g/1 .
Une charge d'environ 100 kg dosée à 10 ? de ciment - 0,5 % dePLASTIRETARD et incluant des fines recyclées - 0,8 mm a été malaxée puisextrudée en pellets de 10 x 10 mm. L'humidité moyenne des pellets était de38,1 % (sur base humide) et leur température de 38°C en fin d'extrusion.
Une couche de pellets d'épaisseur environ 15 à 16 cm a été disposée àl'intérieur de 3 cellules de compression cylindriques de diamètre interne14,9 cm une heure après l'extrusion.
Des poids en acier ont été posés progressivement sur des plaques enafcodur de 14 cm de diamètre et 1 0 mm d'épaisseur répartissant la charge surles pellets. Les poids de 15,78-30,13 et 45,13 kg correspondent aux contrain-tes excercées sur les pellets à la base des tas de hauteur environ 1 , 2 et3 m . Le déplacement résultant de la compression a été mesuré.
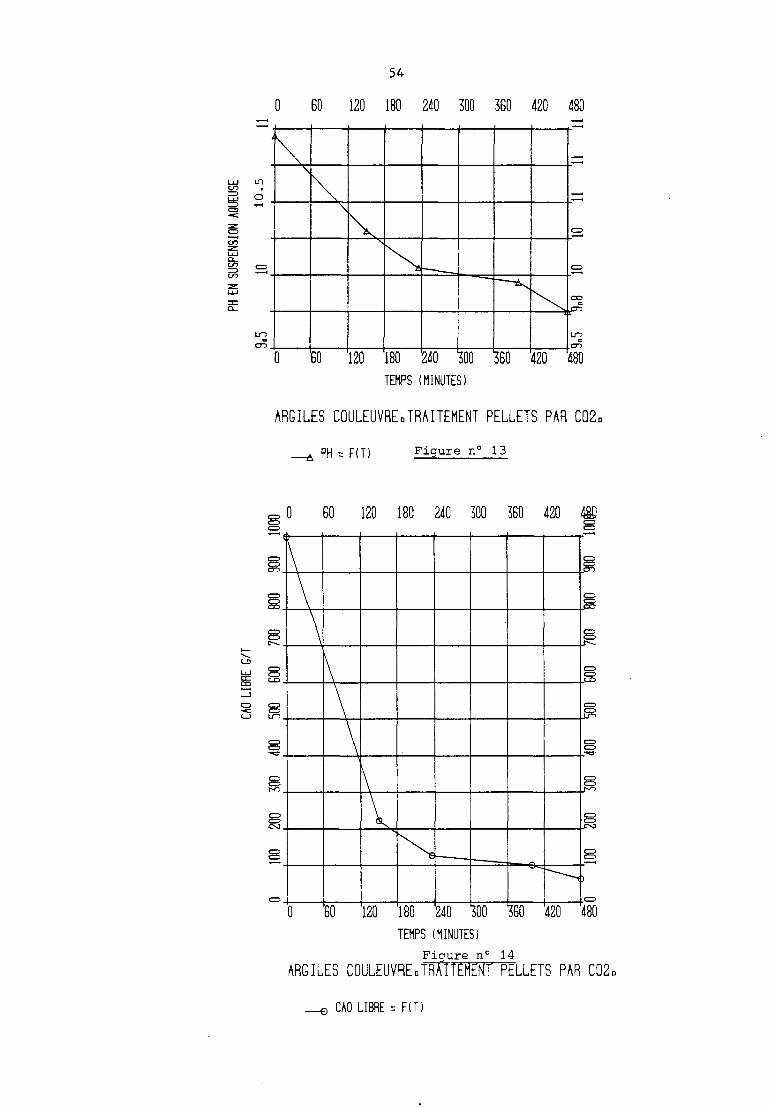
54
0 GO 120 180 240 300 3G0 420
i
tUSb
0.5
=>US
PLNS
10
LU
ri
LOO?
n GO
\
120 180 240
•—«=
300
— ^
4ÍÍ0
^ |
(=>
COO")
L O
480
TEMPS (MINUTES)
ARGILES COULEUVREnTRAITEMENT PELLETS PAR C02o
A PH = FIT) Figure n° 13
=, 0 G0 120 180 240 300 3G0 420 48Ö
L O
S
0 W 120 180 240 ^00 360 '420TEMPS (MINUTES)
Figure n° 14
ARGILES COULEUVREnTRAITEMENT PELLETS PAR C02c
CAO LIBRE = FIT)
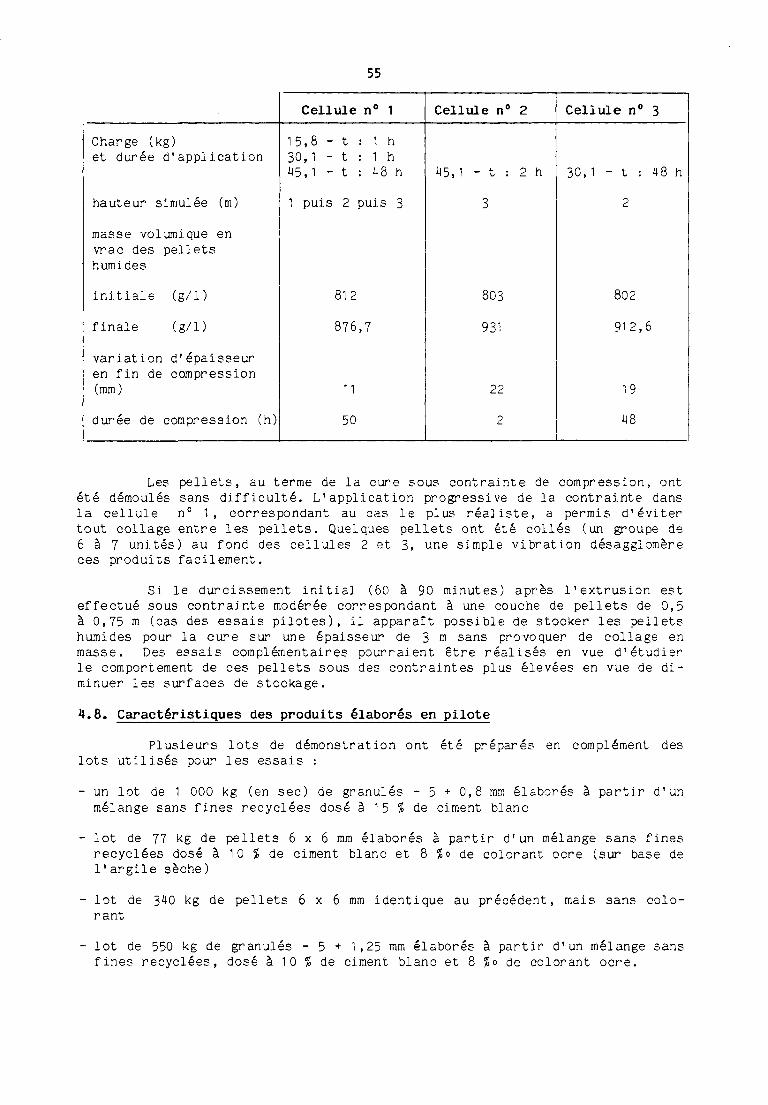
55
Charge (kg)et durée d'application
hauteur simulée (m)
masse vol unique envrac des pelletshumides
initiale (g/1)
finale (g/1)
variation d'épaisseuren fin de compression(mm)
durée de compression (h)
153045
1
Cellule
,8 - t,1 - t,1 - t
puis 2
812
876
11
50
n° 1
: 1 h: 1 h: 48 h
puis 3
,7
Cellule n° 2
1)5,1 -t : 2h
3
803
931
22
2
Cellule n° 3
30,1 - t : 48 h
2
802
912,6
19
48
Les pellets, au terme de la cure sous contrainte de compression, ontété démoulés sans difficulté. L'application progressive de la contrainte dansla cellule n° 1, correspondant au cas le plus réaliste, a permis d'évitertout collage entre les pellets. Quelques pellets ont été collés (un groupe de6 à 7 unités) au fond des cellules 2 et 3, une simple vibration désagglomèreces produits facilement.
Si le durcissement initial (60 à 90 minutes) après 1'extrusion esteffectué sous contrainte modérée correspondant à une couche de pellets de 0,5à 0,75 m (cas des essais pilotes), il apparaît possible de stocker les pelletshumides pour la cure sur une épaisseur de 3 ni sans provoquer de collage enmasse. Des essais complémentaires pourraient être réalisés en vue d'étudierle comportement de ces pellets sous des contraintes plus élevées en vue de di-minuer les surfaces de stockage.
4 .8 . Caractéristiques des produits élaborés en pilote
Plusieurs lots de démonstration ont été préparés en complément deslots utilisés pour les essais :
- un lot de 1 000 kg (en sec) de granulés - 5 + 0,8 mm élaborés à partir d'unmélange sans fines recyclées dosé à 1 5 % de ciment blanc
- lot de 77 kg de pellets 6 x 6 mm élaborés à partir d'un mélange sans finesrecyclées dosé à 10 ? de ciment blanc et 8 Í« de colorant ocre (sur base de1'argile sèche)
- lot de 340 kg de pellets 6 x 6 mm identique au précédent, mais sans colo-rant
- lot de 550 kg de granulés - 5 + 1 ,25 mm élaborés à partir d'un mélange sansfines recyclées, dosé à 10 % de ciment blanc et 8 %o de colorant ocre.
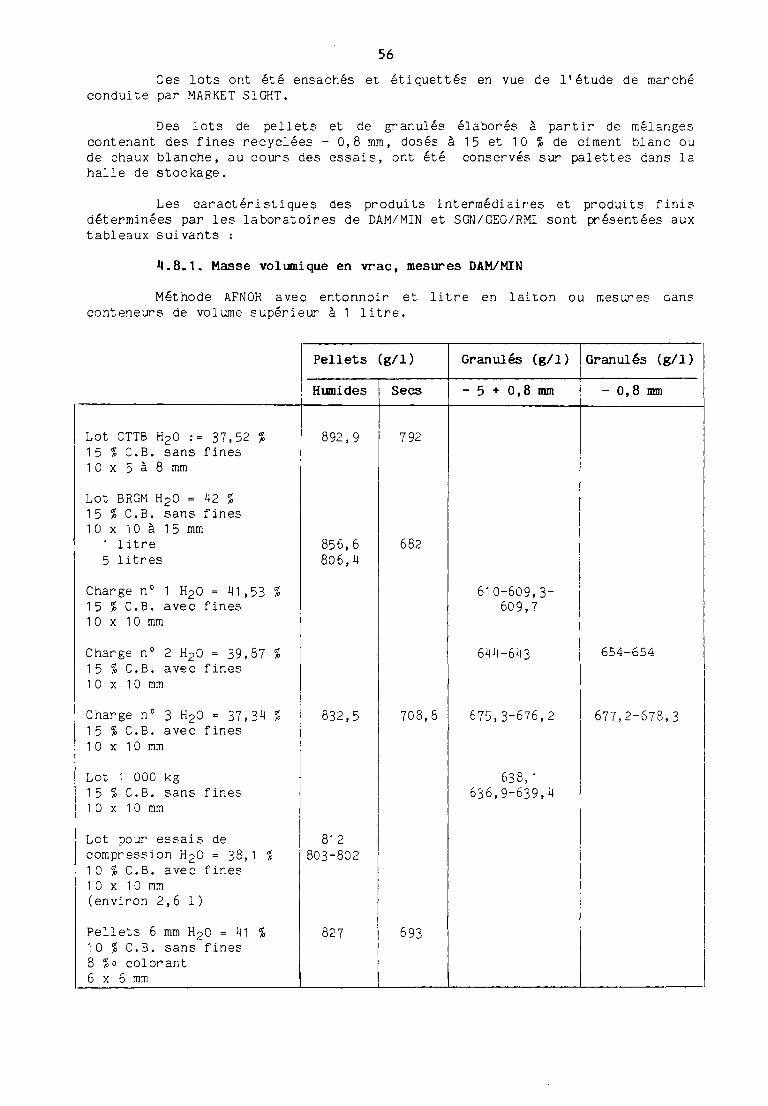
56
Ces lots ont été ensachés et étiquettes en vue de l'étude de marchéconduite par MARKET SIGHT.
Des lots de pellets et de granulés élaborés à partir de mélangescontenant des fines recyclées - 0,8 mm, dosés à 15 et 1 0 % de ciment blanc oude chaux blanche, au cours des essais, ont été conservés sur palettes dans lahalle de stockage.
Les caractéristiques des produits intermédiaires et produits finisdéterminées par les laboratoires de DAM/MIN et SGN/GEO/RMI sont présentées auxtableaux suivants :
*t.8.1. Masse volumique en vrac, mesures DAM/MIN
Méthode AFNOR avec entonnoir et litre en laiton ou mesures dansconteneurs de volume supérieur à 1 litre.
Lot CTTB H 2 0 := 37,52 %15 % C . B . sans fines10 x 5 à 8 mm
Lot BRGM H 2 0 = 42 %15 % C . B . sans fines10 x 10 à 1 5 mm
1 litre5 litres
Charge n° 1 H 2 0 = 41,53 %15 % C . B . avec fines10 x 10 mm
Charge n° 2 H 2 0 = 39,87 %15 % C . B . avec fines10 x 10 mm
Charge n° 3 H 2 0 = 37,34 %15 % C . B . avec fines10 x 10 mm
Lot 1 000 kg15 % C . B . sans fines10 x 10 mm
Lot pour essais decompression H 2 0 = 38,1 %10 % C . B . avec fines10 x 10 mm(environ 2,6 1)
Pellets 6 mm H 2 0 = 41 %10 % C . B . sans fines8 %o colorant6 x 6 mm
Pellets
Humides
892,9
856,6806,4
832,5
812803-802
827
(g/D
Secs
792
682
708,8
693
Granulés (g/1)
- 5 + 0,8 mm
610-609,3-609,7
644-643
675,3-676,2
638,1636,9-639,4
Granulés (g/1)
- 0 , 8 mm
654-654
677,2-678,3
57
M . 8 . 2 . Mesures par le laboratoire de RMI
a) - masse volumique en vrac (M.V. en g/1) par entonnoir et conte-neur. Méthode dérivée de la méthode AFNOR mais avec un entonnoir de diamètreplus important à la base, elle est conforme à la procédure recommandée parRHONE POULENC
b) - pH : mesure du pH de l'eau surnageante après décantation de 10 à60 minutes d'une pulpe de granulés à 3 g ou 20 g de matière sèche pour 30 cm3ou 50 cm3 d'eau du réseau de distribution de la ville d'Orléans.
e) - granularité par tamisage manuel en voie sèche.
d) - résistance à 1'attrition selon procédure recommandée par RHONEPOULENC. Le matériau criblé + 0,8 mm est introduit dans une cellule étanche( 1/2 à 3 A du volume utile) placée sur un agitateur horizontal à va et vient,après une période d'agitation standard, le matériau est recriblé à 0,8 et0,1 mm (ou 0,16 mm) pour déterminer les fines générées par l'attrition.
e) - absorption d'eau, exprimée en cm3 d'au pour 100 g de matériaugranulés ou pellets. Deux méthodes ont été utilisées :
e1) - méthode statique WESTINGHOUSE : mesure du poids de l'eau absor-bée par 20 g de matériau placés sur un tamis et immergés 20 min (ou 10 min)
e2) - méthode dynamique FORD : mesure du poids d'eau absorbée pardifférence entre l'eau versée (75 g) et l'eau récupérée après percolation autravers d'un lit de matériau (50 g) disposé dans un tube incliné à 30° fermépar un tamis à la base.
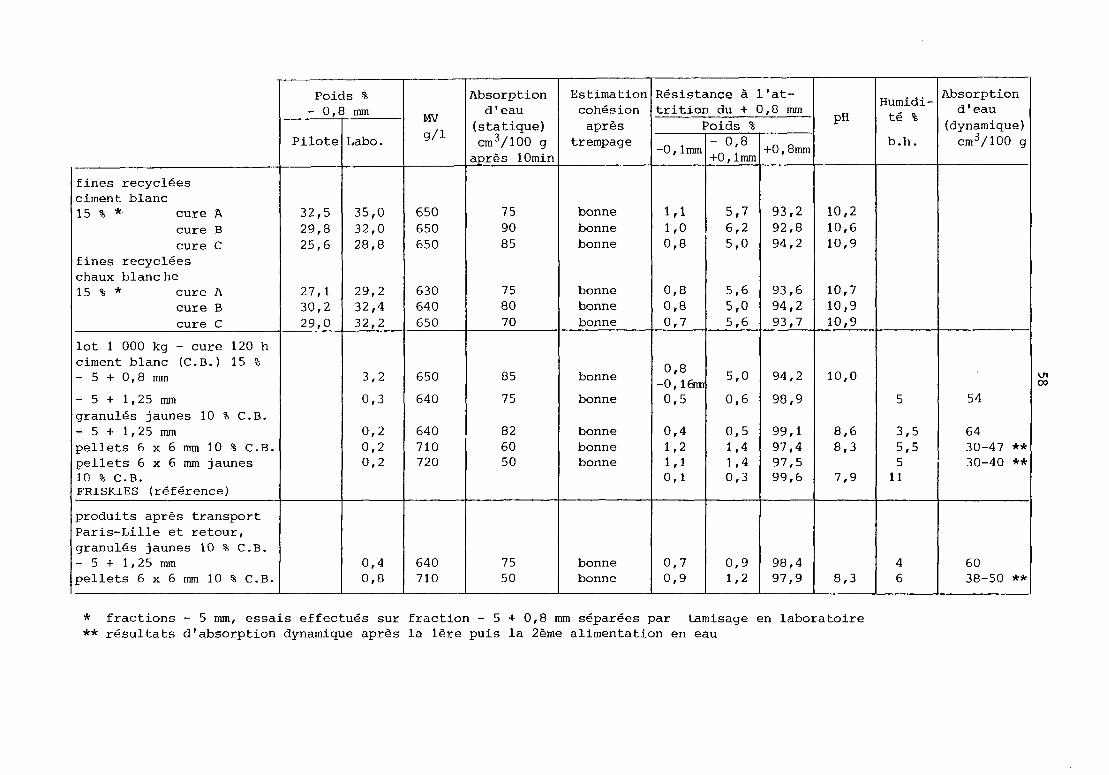
fines recycléesciment blanc15 % * cure A
cure Bcure C
fines recycléeschaux blanc he15 % * cure A
cure Bcure C
lot 1 000 kg - cure 120 hciment blanc (C.B.) 15 %- 5 + 0,8 mm
- 5 + 1,25 mmgranulés jaunes 10 % C.B.- 5 + 1,25 mmpellets 6 x 6 mm 10 % C.B.pellets 6 x 6 mm jaunes10 % C.B.FRISKIES (référence)
produits après transportParis-Lille et retour,granulés jaunes 10 % C.B.- 5 + 1,25 mmpellets 6 x 6 mm 10 % C.B.
Poids %- 0,£
Pilote
32,529,825,6
27,130,229,0
i mm
Labo.
35,032,028,8
29,232,432,2
3,2
0,3
0,20,20,2
0,40,8
fJI\7JWV„ /1g/1
650650650
630640650
650
640
640710720
640710
Absorptiond'eau
(statique)cm3/100 g
après 10min
759085
758070
85
75
826050
7550
Estimationcohésionaprès
trempage
bonnebonnebonne
bonnebonnebonne
bonne
bonne
bonnebonnebonne
bonnebonne
Résistance à ]tritiori du + C
.'at-i ,8 mm
Poids %
—0,lmm
1,11,00,8
0,80,80,7
n pu f o-0,1&m0,5
0,41,21,10,1
0,70,9
- 0,8
+0,lmm
5,76,25,0
5,65,05,6
5,0
0,6
0,51,41,40,3
0,91,2
+0,8mm
93,292,894,2
93,694,293,7
94,2
98,9
99,197,497,599,6
98,497,9
pH
10,210,610,9
10,710,910,9
10,0
8,68,3
7,9
8,3
numxciiLe 5
b.h.
5
3,55,5511
46
Absorptiond' eau
(dynamique)cm3/100 g
54
6430-47 **30-40 **
6038-50 **
00
* fractions - 5 mm, essais effectués sur fraction - 5 + 0,8 mm séparées par tamisage en laboratoire** résultats d'absorption dynamique après la 1ère puis la 2ème alimentation en eau
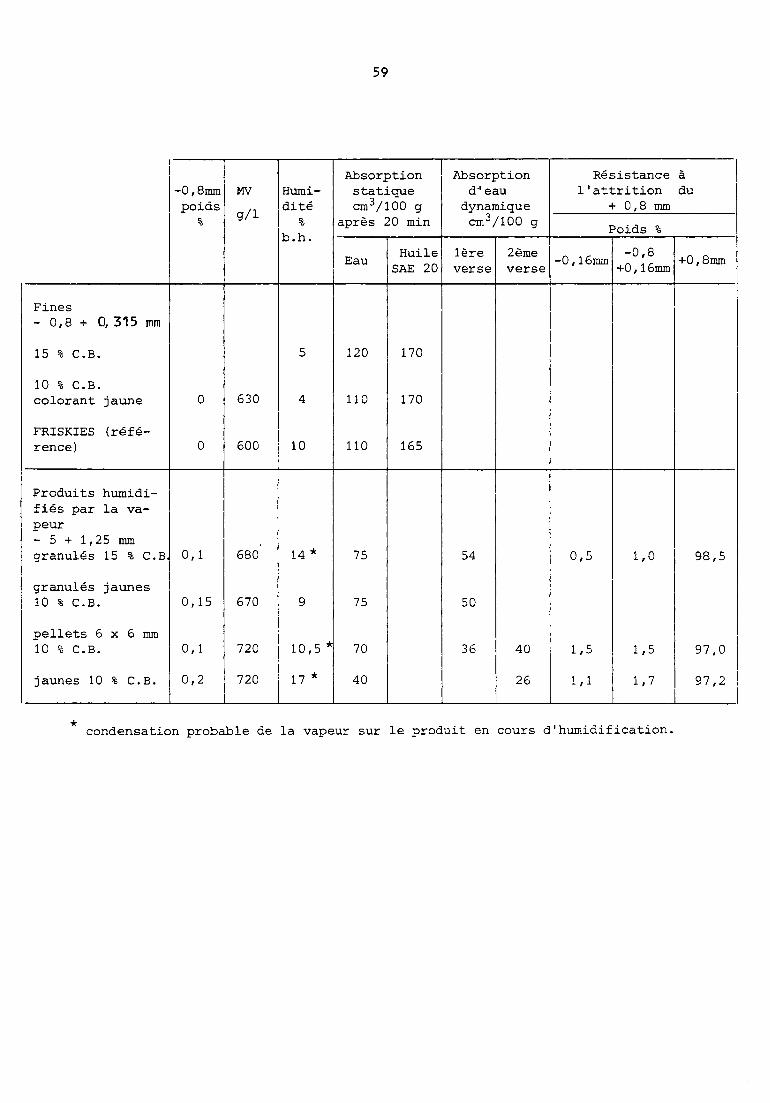
59
Fines- 0,8 + 0, 315 mm
15 % C.B.
10 % C.B.colorant jaune
FRISKIES (réfé-rence)
Produits humidi-fies par la va-peur- 5 + 1,25 mmgranulés 15 % C.B,
granulés jaunes10 % C.B.
pellets 6 x 6 mm10 % C.B.
jaunes 10 % C.B.
-0,8mmpoids
%
0
0
0,1
0,15
0,1
0,2
MV
g/i
630
600
680
670
720
720
Humi-dité
%
5
4
10
14 *
9
10,5 *
17*
Absorptionstatiquecm3/100 g
après 20 min
Eau
120
110
110
75
75
70
40
HuileSAE 20
170
170
165
Absorptiond' eaudynamiquecm3/100 g
1èreverse
54
50
36
2èmeverse
40
26
Résistance1'attrition
+ 0,8 mm
àdu
Poids %
-0,16mm
0,5
1,5
1,1
-0,8+0,16mm
1,0
1,5
1,7
+0,8mm
98,5
97,0
97,2
condensation probable de la vapeur sur le produit en cours d'humidification.
60
5. SCHEMA DE LA PREPARATION. RECOMMANDATIONS POUR LA SELECTION DESEQUIPEMENTS. BILAN MATIERE PREVISIONNEL
Le schéma et le bilan matière prévisionnel pour 10 Í de ciment blancsont présentés aux figures n° 15 et 16 ci-après.
Les hypothèses retenues pour la détermination du bilan sont lessuivantes :
- rendement pondéral des fines - 0,8 mm séparées des pellets broyés à 5 mm :25 % sur la base de l'alimentation fraîche du broyeur
- charge circulante : 75 ? de l'alimentation fraîche du broyeur
- augmentation de poids du ciment blanc après hydratation : 20 %
- humidité du mélange au niveau du malaxeur : MO % sur base humide (excluantl'eau liée au ciment)
- dosage en ciment blanc : 1 0 % sur la base du poids : argile sèche + finesrecyclées (0,8 ou-2,5 mm)
- humidité résiduelle des pellets à la décharge du séeheur : 6 % sur basehumide
- rendement pondéral des fines - 2,5 mm générées par 1'attrition et les chocslors des manutentions et du séchage : 5 % sur la base du matériau déchargédu séeheur. La valeur expérimentale de 7,1^ % a été estimée excessive dufait des fines générées lors de la coupe et dues à un diamètre trop impor-tant de la corde à piano du coupeur.
Les symboles utilisées dans la présentation du bilan sont :
RP % b.h : Rendement Pondéralde matière sèche humide sur base de l'argilehumide tout-venant à 30,7 * d'humidité
RP % b.s : Rendement Pondéral de matière sèche sur base de l'argile humidetout-venant
H2O % b.h : Humidité du matériau sur base humide.
Les poids d'eau, de ciment, de plastifiant-retardateur de début deprise, le volume de gaz naturel pour le séchage, sont relatifs aux produitscirculant dans les flux et s'appliquent au rendement final du produit commer-cialisable (granulés ou pellets).
La consommation énergétique au niveau du séchage a été estimée à1 000 KCal par kg d'eau évaporée et le pouvoir calorifique du gaz naturel à8 000 KCal/m3 N .
Le gaz naturel apparaît comme le combustible le mieux approprié dufait :
- qu'il est pauvre en soufre, ce qui évite tout problème de sulfatation desproduits d'hydratation du ciment, entraîné par le condensation de fuméesacides sur les pellets
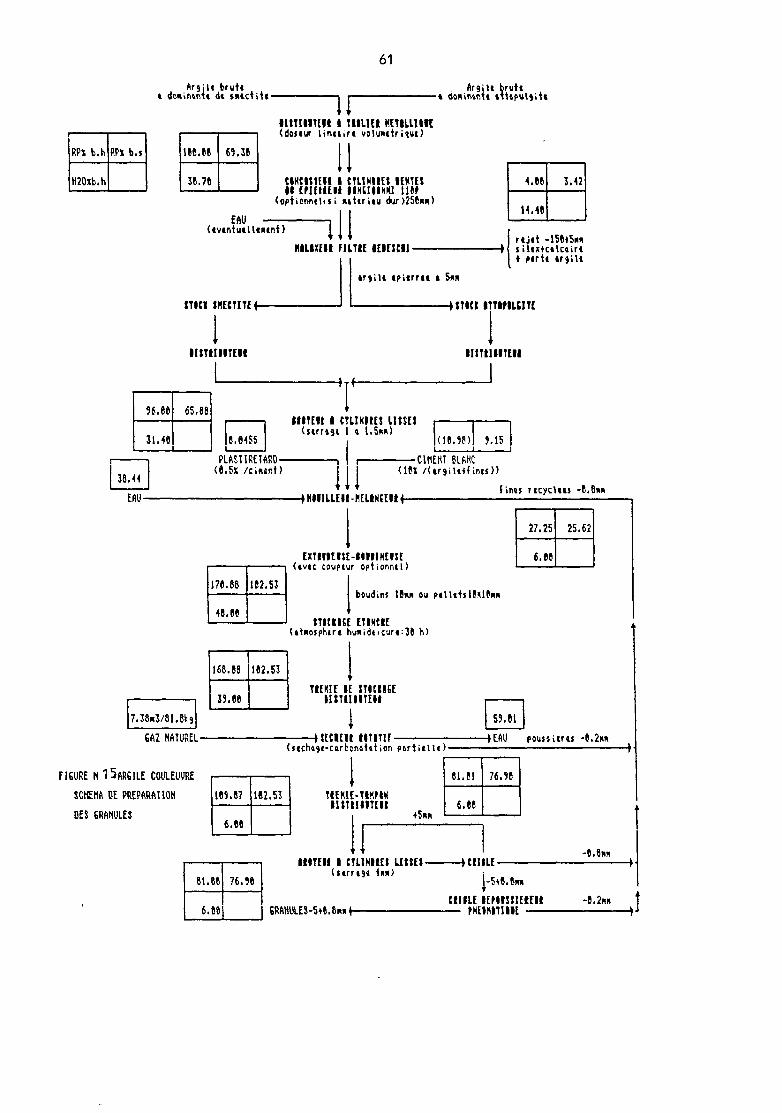
61
Arjjli brutit donininu ai »mctiii-
RPl b.h
H20xb.h
m b.f iee.fi
38.78
69.38
uI Tl
flirt
II
ArgiU bruti•t doRintnit n
UtTlllUlt I TIILIEt «TILllin(dosiur linnirt t )
CIKCIttEII I CTLINllEt lENTEtII EHEIIEIt M N d l l H U lief
<of>iicnn<l)Si mtiritu dur>2SGnn>
EAUUvtntutlltMtnt)
MLIXEII FILTffE IEIEICII-
STICK M C T I T E f -
1.S8
U.it
3.«
rtjit - 1 5 8 4 5 Mi l l
+ pirtt
irjili tpitrrii i 5KK
MTICI ITTIflLSITE
IUTIIIITEII lltTtlllTEII
96.88
31.«
65.88 rItlTEIt I CTLINKES LItUt<strri9( 1 s 1 . 5 M )
38.
PLASTIKETAKD<6.5x /cip
(18.98)1 9.15
111-CinEHT 6LÍHC
EftU- -KÍIII L I E U - « L I N C E « f-íinst rtcyclm - 8 . 8 M
178.88
48.88
182.53
EXTIIHIIE IIUIN[IH<«vic coupiur optionnel)
27.25
6.08
25.62
boudin! t8iu ou ptUtisl8xlÍM
tUCIIEE ETIKCIEh hunidticurt:38 h>
7.38n3/81.8k9
168.88
39.ee
182.53
TIEKIE IE ITItllEElUTIIIITEil
59.81
6ft2 NATUREL-
FIGURE N 1 5AR6ILE COULEUVRE
SCKEHA DE PREPARATION
CES GRANULES
189.87
6.88
182.53
ttECIEII IITITir' ion
TIEKIE-TIMMNiimuiTEii
—> EAU p oui $ i tris - 8 . 2 M
45M
81.81
6.88
76.98
81.88
6.88
76.«
ItlTEH I CTLIHItES UtSEt -(ttrri)i 4 M )
ftillLE-- 8 . 8 M
eRANULES-5i8.8Mf-CIIIIE KMISSIEIEIt
fHEIHITIIIE- 8 . 2 M
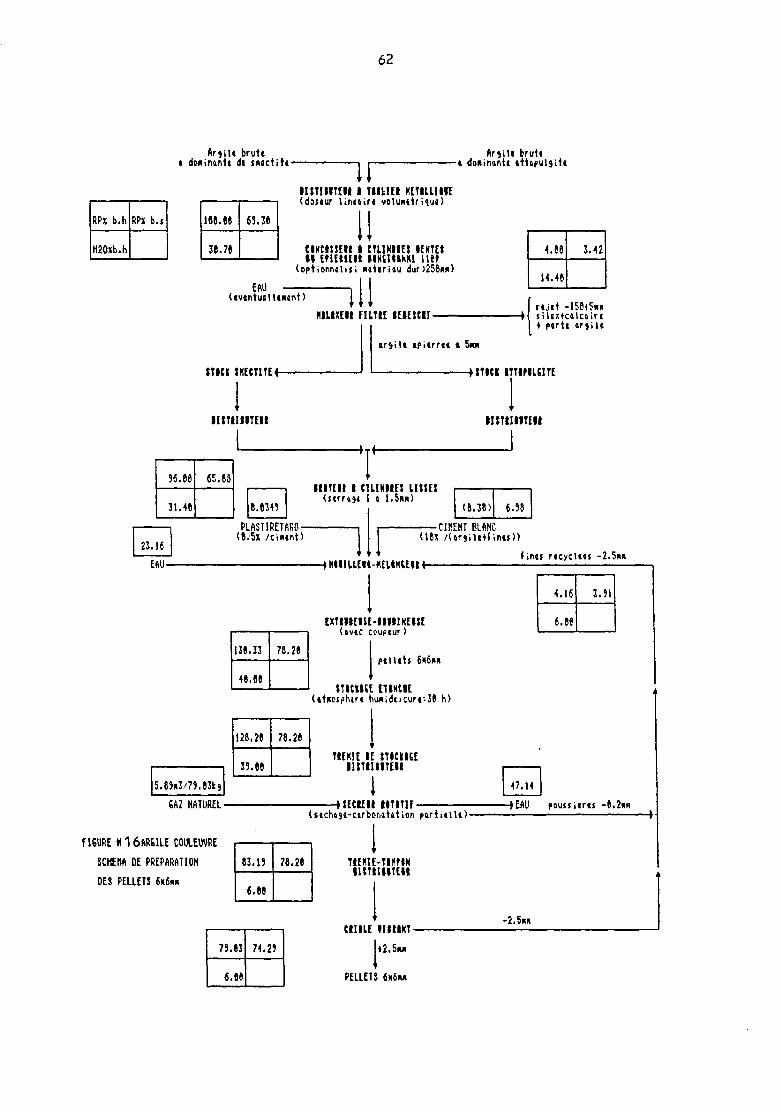
62
Ar3i11 brut«t dcKincnit di snactitt-
RPX b.h
H20xb.h
RPx b.f iee.ee
3e.?e
69.36
EAU(mntudliiunt)
irI Tl»in
I!I CT
H Mi m i
ill
Arjili bruti-t doRintnti ttUpul9itt
lltTIIITEII I TIHIfl KETILLIIII(dosiur liniiiri volimttriiui)
tlHCItSEII I (TUNIIEt lEKTEtII EHEIIEII MNCIIIKNI U »
<optionnil>si Riiiritu dur)256««>
MLIXEII FILÎIE IEIEKI1-
STICK IKECTlTEf-
^.ee
H.4e
3.«
rijtt -156+Çnnsiltx+calcsirti ptrtt trjilt
trjili tpitrrtt t 5 m
UTICI ITTIMLCITE
lltTtlllTEII iimiimit
-•T4-
96.ee
31.46
65.88CTL1NIIES LItUt
<strrtj< 1 t 1.5KB)
23.16
PLASTIRETARD—<6.5x /cimnt) III
(8.3Í) 6.58
CIHEHT BLANC(161 /UrjiW+f intí ))
EfiU- -»HMIUtll-MEUKUIIf-
136.33
4e.ee
78.26
EXTIIIEISE-lllllKEItE<ivtc ccupiur)
ptllitt 6X6RH
tTICIICE ETINCIEhunidiiCurf-3( h)
5.69n3/79.63k s
128,
35.
26
66
78.26
TIEKIE IE m C U E ElltTIIIITEIt
CA2 NATUREL-
N 1 6AR6ILE COULEUVRE
SCHEMA DE PREPARATION
DES PELLETS 6x6««
-UECIEII liriTIf-(stchtji-carbonitction ptrtiillt)-
83.1)
6.6Î
78.26 TIEKIE-TIKfINUtTlIHTEII
75.63
€.66
74.25
(IULE IIIIINT-
,5iu1*2.6
PELLETS
i inn ricycliii -2.5n»
4.16
6.ee
3.91
47.14—> EAU pouisiirtî - 6 . 2 R H
-2.5««
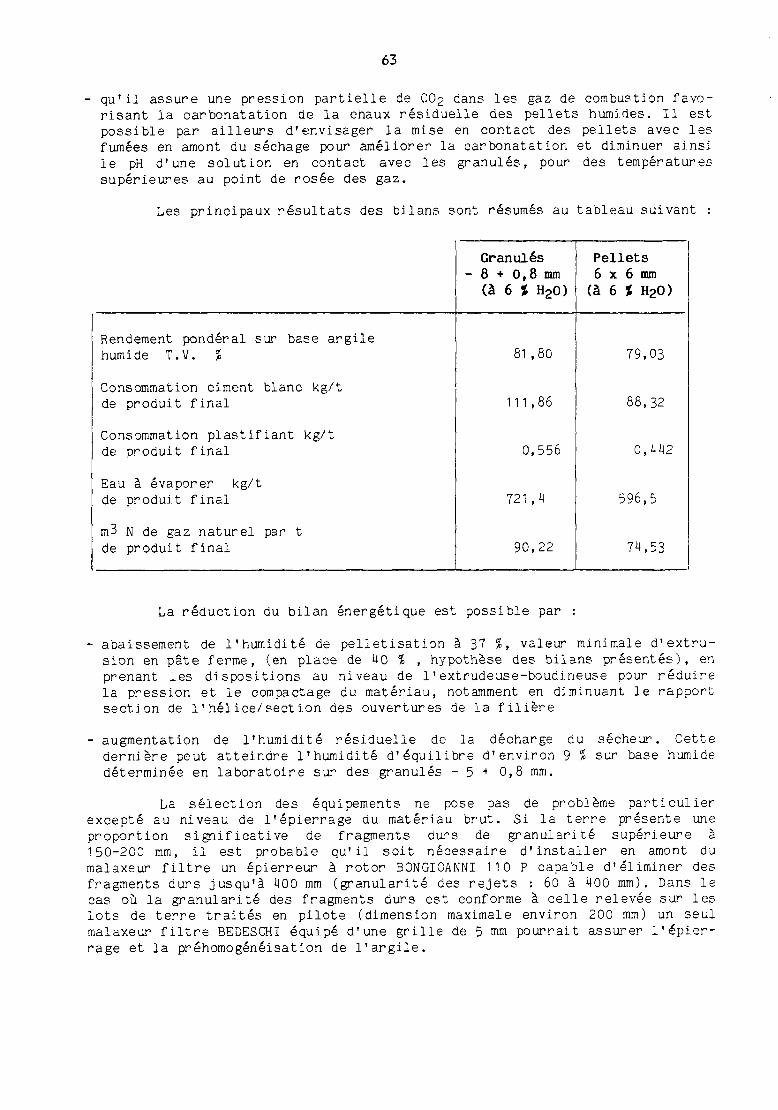
63
qu'il assure une pression partielle de CO2 dans les gaz de combustion favo-risant la carbonatation de la chaux résiduelle des pellets humides. Il estpossible par ailleurs d'envisager la mise en contact des pellets avec lesfumées en amont du séchage pour améliorer la carbonatation et diminuer ainsile pH d'une solution en contact avec les granulés, pour des températuressupérieures au point de rosée des gaz.
Les principaux résultats des bilans sont résumés au tableau suivant :
Rendement pondéral sur base argilehumide T . V . %
Consommation ciment blanc kg/tde produit final
Consommation plastifiant kg/tde produit final
Eau à évaporer kg/tde produit final
m3 N de gaz naturel par tde produit final
Granulés- 8 + 0 ,8 mm
(à 6 % H 2 0 )
81 ,80
111,86
0,556
721 , 4
90,22
Pellets6 x 6 mm
(à 6 % H 2 0 )
79,03
88,32
0,442
596,5
74,53
La réduction du bilan énergétique est possible par :
- abaissement de l'humidité de pelletisation à 37 %, valeur minimale d'extru-sion en pâte ferme, (en place de 40 % , hypothèse des bilans présentés), enprenant les dispositions au niveau de 1'extrudeuse-boudineuse pour réduirela pression et le compactage du matériau, notamment en diminuant le rapportsection de l'hélice/section des ouvertures de la filière
- augmentation de l'humidité résiduelle de la décharge du sécheur. Cettedernière peut atteindre l'humidité d'équilibre d'environ 9 % sur base humidedéterminée en laboratoire sur des granulés - 5 + 0,8 mm.
La sélection des équipements ne pose pas de problème particulierexcepté au niveau de l'épierrage du matériau brut. Si la terre présente uneproportion significative de fragments durs de granularité supérieure à150-200 mm, il est probable qu'il soit nécessaire d'installer en amont dumalaxeur filtre un épierreur à rotor BONGIOANNI 110 P capable d'éliminer desfragments durs jusqu'à 400 mm (granularité des rejets : 60 à 400 m m ) . Dans lecas où la granularité des fragments durs est conforme à celle relevée sur leslots de terre traités en pilote (dimension maximale environ 200 mm) un seulmalaxeur filtre BEDESCHI équipé d'une grille de 5 mm pourrait assurer l'épier-rage et la préhomogénéisation de l'argile.
64
Du fait de la présence de petits silex à arêtes tranchantes dans laterre - 5 m m , il serait opportun d'installer un broyeur à cylindres entre lemalaxeur filtre et l'unité de pelletisation (mouilleur-mélangeur + extrudeuse-boudineuse) afin d'éviter une usure rapide et le colmatage des ouverturesnotamment pour des pellets de 6 ou 5 mm de diamètre.
Le stockage en atmosphère humide et local étanche peut être conçupour des hauteurs de couche de 3 m comme l'ont montré les essais de compres-sion de pellets, toutefois compte tenu du bon comportement de ces dernierssous contrainte, il n'apparaît pas impossible de considérer des hauteurs plusimportantes. Des essais pourraient être effectués pour définir les contraintesmaximales admissibles. La reprise des pellets durcis, après cure, sur stockdevra être étudiée spécialement pour éviter la formation importante de fines,notamment pour les pellets de 6 x 6 mm (ou 5 x 5 mm) constituant un produitfini .
Un crible dépoussiéreur pneumatique du type de ceux utilisés pour ledépoussiérage des charbons, devrait permettre l'élimination des fines rési-duels - 0,2 mm dans les refus de criblage à 0,8 mm, dans la production desgranulés.
65
6. CONCLUSION
Les essais pilotes de préparation de granulés absorbants à partir desargiles de COULEUVRE (Allier) ont été réalisés sur 7,5 tonnes de matériau bruthumide prélevé par deux forages BENOTO de 0,58 m de diamètre.
La préparation mécanique a mis en évidence d'assez fortes hétérogé-néités verticales dans chacun des forages, ainsi qu'entre les lots récupérésde chacun des 2 forages en termes :
- d'humidité, de proportion de fragments durs (silex et calcaire), d'aspectet de plasticité des argiles.
L'humidité moyenne pondéré sur base humide (b.h.) est de 30,7 %correspondant à une densité théorique moyenne en place de î
La présence de silex et calcaire dur dans un domaine dimensionnel de0,5 à environ 200 mm nécessite l'utilisation d'un malaxeur filtre pour élimi-ner les fragments durs de granularité environ - 200 + 5 mm (12,3 % du matériaudur supérieur à 150 mm) représentant 2,53 % en poids sur la base du matériauhumide en place. Compte tenu du mode de fonctionnement du malaxeur filtre, lerendement pondéral du rejet, constitué par les matériaux durs + 5 mm et lespertes en argile, est estimé à 4 % sur base du matériau humide.
L'utilisation du malaxeur filtre devrait favoriser l'homogénéisationde l'argile par stockage et reprise, cette homogénéisation est souhaitablepour maîtriser le rapport (attapulgite + sépiolite)/smectite dont dépendentles conditions de fabrication et les caractéristiques des pellets ou desgranulés.
La smectite est très réactive vis-à-vis du ciment, elle accélèreconsidérablement le début de prise par séquestration des ions C a 2 + , parcontre la fin de prise est très retardée, ceci entraîne un raidissement dumélange argile-ciment d'autant plus rapide que la proportion de smectite estélevée et une diminution de la résistance mécanique en fonction du tempsd'autant plus marquée que la proportion de smectite est importante. De fait,il apparaît nécessaire de contrôler la proportion de montmorillonite pourobtenir une maniabilité (plasticité) du mélange argile-ciment acceptable pour1'extrusion de pellets et une résistance mécanique, satisfaisante de cesderniers ou des granulés élaborés par broyage des pellets.
En l'absence d'adjuvant, le temps de contact argile-ciment ne devraitpas excéder 20 minutes pour obtenir un mélange extrudable sans difficultés. Enprésence d'un plastifiant retardateur de début de prise (PLASTIRETARD) dosé à5 %° par rapport au ciment anhydre, la durée d'extrudabilité est plus longue,par ailleurs la proportion d'eau nécessaire à la confection d'une pâte deconsistance normale pour 1'extrusion, peut être réduite.
La proportion minimale d'eau pour le malaxage et l'extrusion d'unmélange dosé à 10 ou 15 % de ciment par rapport à l'argile sèche ou àl'argile sèche + fines de granulation est de 37 % sur base du mélange humide.
Les essais comparatifs avec comme variables opératoires la nature etle dosage du stabilisant de l'argile, le type de la cure de durcissementappliquée aux pellets extrudes, ont montré qu'une proportion acceptable defines - 0,8 mm de granulation (environ 25 %) était formée à partir d'un m é -
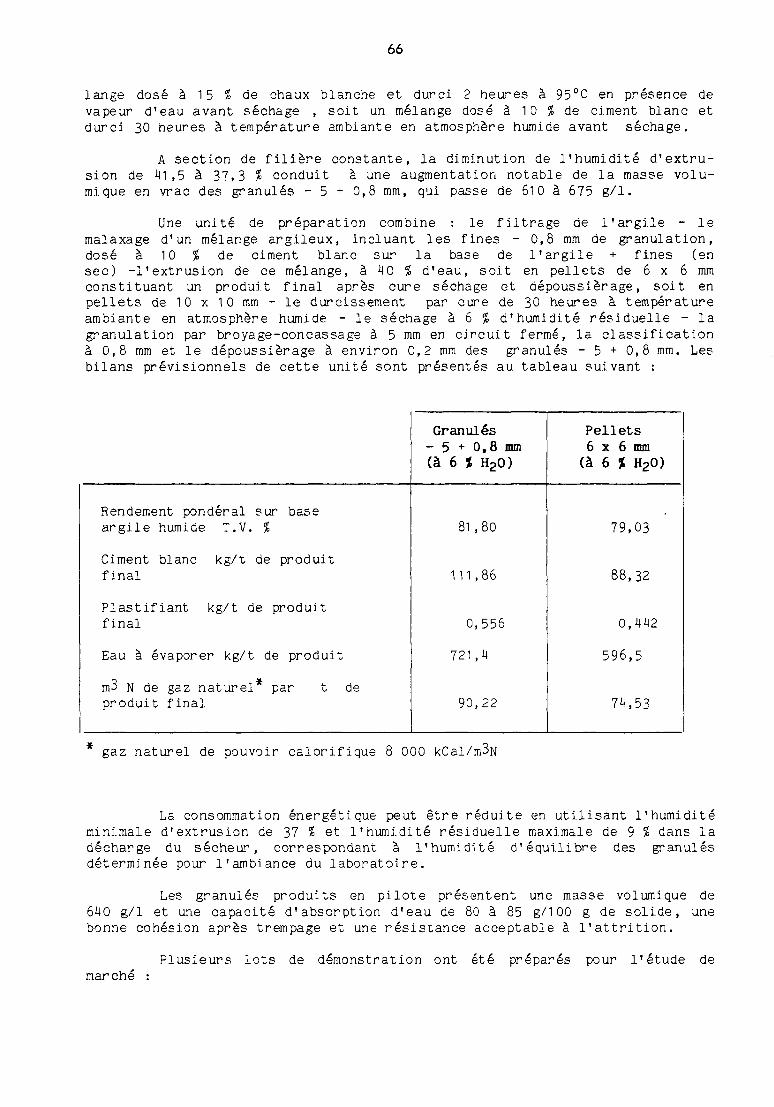
66
lange dosé à 15 % de chaux blanche et durci 2 heures à 95°C en présence devapeur d'eau avant séchage , soit un mélange dosé à 10 % de ciment blanc etdurci 30 heures à température ambiante en atmosphère humide avant séchage.
A section de filière constante, la diminution de l'humidité d'extru-sion de 41,5 à 37,3 % conduit à une augmentation notable de la masse volu-mique en vrac des granulés - 5 + 0,8 m m , qui passe de 610 à 675 g /1 .
Une unité de préparation combine : le filtrage de l'argile - lemalaxage d'un mélange argileux, incluant les fines - 0,8 mm de granulation,dosé à 10 % de ciment blanc sur la base de l'argile + fines (ensec) -l'extrusion de ce mélange, à 40 % d'eau, soit en pellets de 6 x 6 mmconstituant un produit final après cure séchage et dépoussiérage, soit enpellets de 10 x 1 0 mm - le durcissement par cure de 30 heures à températureambiante en atmosphère humide - le séchage à 6 % d'humidité résiduelle - lagranulation par broyage-concassage à 5 mm en circuit fermé, la classificationà 0,8 mm et le dépoussiérage à environ 0,2 mm des granulés - 5 + 0 , 8 m m . Lesbilans prévisionnels de cette unité sont présentés au tableau suivant :
Rendement pondéral sur baseargile humide T . V . %
Ciment blanc kg/t de produitfinal
Plastifiant kg/t de produitfinal
Eau à évaporer kg/t de produit
m3 N de gaz naturel* par t deproduit final
Granulés- 5 + 0 , 8 mm(à 6 % H 2 O )
81 ,80
111,86
0,556
721,il
90,22
Pellets6 x 6 mm
(à 6 % H20)
79,03
88,32
0,442
596,5
74,53
gaz naturel de pouvoir calorifique 8 000 kCal/m3N
La consommation énergétique peut être réduite en utilisant l'humiditéminimale d'extrusion de 37 % et l'humidité résiduelle maximale de 9 ? dans ladécharge du sécheur, correspondant à l'humidité d'équilibre des granulésdéterminée pour l'ambiance du laboratoire.
Les granulés produits en pilote présentent une masse volumique de640 g/1 et une capacité d'absorption d'eau de 80 à 85 g/100 g de solide, unebonne cohésion après trempage et une résistance acceptable à l'attrition.
marché :Plusieurs lots de démonstration ont été préparés pour l'étude de
67
- 1 000 kg de granulés - 5 + 0,8 mm à 15 % de ciment blanc
- 550 kg de granulés - 5 + 1 ,25 mm à 10 % de ciment blanc et 8 λ de colorantocre
- 3¿IO kg de pellets 6 x 6 mm à 1 0 % de ciment blanc
- 80 kg de pellets 6 x 6 mm à 10 % de ciment blanc et 8 %o de colorant ocre.
68
A N N E X E 1
Ajustement des caractéristiques de partagedes classifications à 0,8 et 1,25 mm aux modèles
de DEGOUL et PLITT
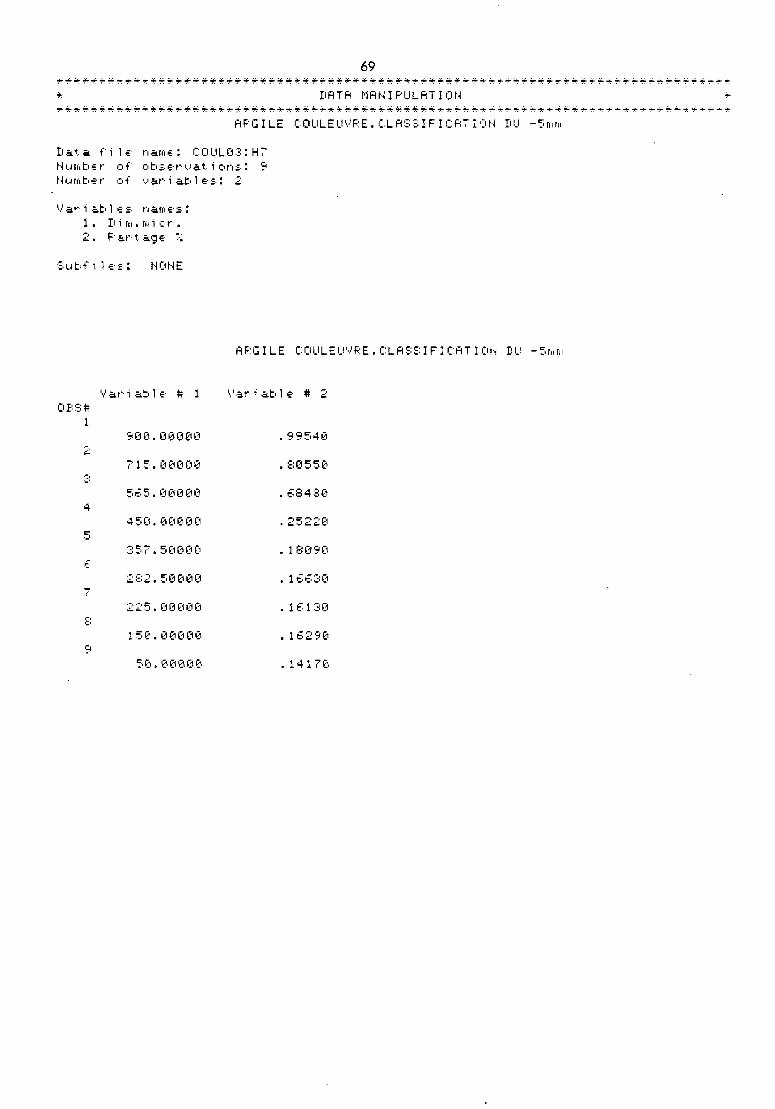
69
DfiTft MñNI PULST I ON
RRGILE COULEUVRE. CLñSSIF I CftT I OH DU -5 m h.
D a t a f i 1 e n a m e : C O LI L G 3 : H 7Nurube• r o f o b s e r '•.•'at i o n £ : 9N u m b e r o + y a r i a b 1 e- £ : 2
V a r i a b 1 e s nafns-£ :1 . Ii i in. i» i c r .2 . Partage '••;
Subf i le f.: HOHE
RRGILE COULEUVRE. CLñSS I F I CRT I OH DU -5h.ru
OES*1
4
¿'
9
V ar i ab 1 e # 1
9 0 6 . 0 0 0 0 0
715.00000
565.00000
4 50.00000
357.50000
2S2.50000
225.00000
1 5 0 . 0 0 0 0 0
50.00000
Var i ab le # 2
.99540
.80550
.6S4S0
.25220
.18098
.16630
.16130
.16290
.14170
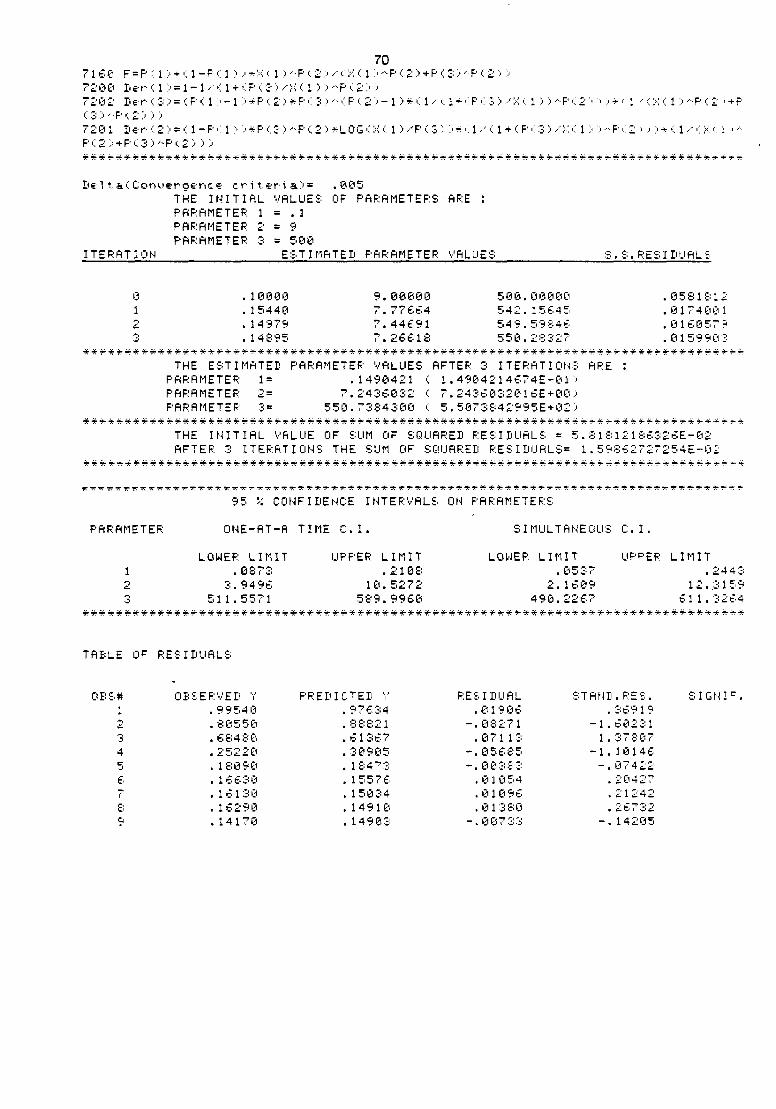
707 1 6 0 F = P ( 1 > + < 1 -F1 í 1 ;• .:• *X (. 1 > --P < 2 > y ( X C 1 ;• •-•P < 2 > + P < 3 > -P < 2 > >7200 D e r < 1 > = 1 - 1 --• í 1 + í P ( 3 > / X ( 1 > ':> --P í 2 ) >7 2 & 2 D e r < 3 > = C P < 1 >-l > * P C 2 > * P C 3>'-<: p ( 2 > - 1 >*í 1 ••-( 1 + (P < 3 > ••X':. 1 "> )'-P<.2'< "> > * (. 1 •-• ( X ( 1 ':> '-P C 2 > + PC 3 > '••F' t 2 > > >7201 D e r í 2 > = < 1 - P ( 1 > •' * P < 3 > •'-P ( 2 ':> * L 0 G < íí í 1 :>•••'P í 3 ) > * ( 1 •••< < 1 + í P í 3 > / X •: 1 > > - • P C 2 :• > :>* í 1.-' •: X (. 1 ' -
Del T-aíConveraence criteria>= .005THE INITIfiL VñLUES OF PfiRñMETERS ñRE :PRRftMETER 1 = .1PflRñMETEF: 2 = 9PftRñMETER 3 = 500
ITERRTIÜH ESTIMRTED PñRRMETER VñLUES S.S.RESIDUflLS
.10000 9.60000 500.00000 .0581812
.15440 7.77664 542.15645 .0174001
.14979 7.44691 549.59846 .0160579
.14895 7.26618 550.28327 .0159903
THE ESTIMRTEH PfiRRMETER VñLUES fiFTER 3 ITERfiTIONS ftRE :PñRRMETER 1= .1490421 C 1 .4904214674E-0DPRRRMETER 2= 7.2436032 < 7.2436032016E+00)PRRRMETER 3= 550.7384300 < 5.5073842995E+02>
THE IHITIRL VflLUE OF SUM OF SQUflRED RESIDUñLS = 5.S1S12RFTER 3 ITERfiTIONS THE SUM OF SQUfiRED RESIHUñLS= 1.59S6
1S6326E-02254E-02
************************************»****#*********«»******»
PRRRMETER
95 •-: CONFIDENCE INTERVftLS ON PñRñMETERS
ONE-RT-ñ TIME C.I. SIMULTRNEOUS C.I.
123
LOWER LIMIT.0873
3.94 96511.5571
UPPER LIMIT.2108
10.5272589.9960
LOWER LIMIT.0537
2.1609490.2267
UPPER LIMIT.2443
12..3 159611.3264
TflBLE OF RES I HURLS
OBS#1¿!
3456
8q
OBSERVED V.99540.80550.68480.25220.180 90.16630.16130.16290.14170
PREDICTED V.97634.88821.61367.30905.18473.15576.15034. 14 910. 14903
RESIDUflL.01906
-.08271.071 13
-.05685-.00383.01054.01096.01380
-.00733
STRND
-1 .1 .
-1 .-.
_
. RES.369196023137807101460742220427212422673214205
SIGN I F
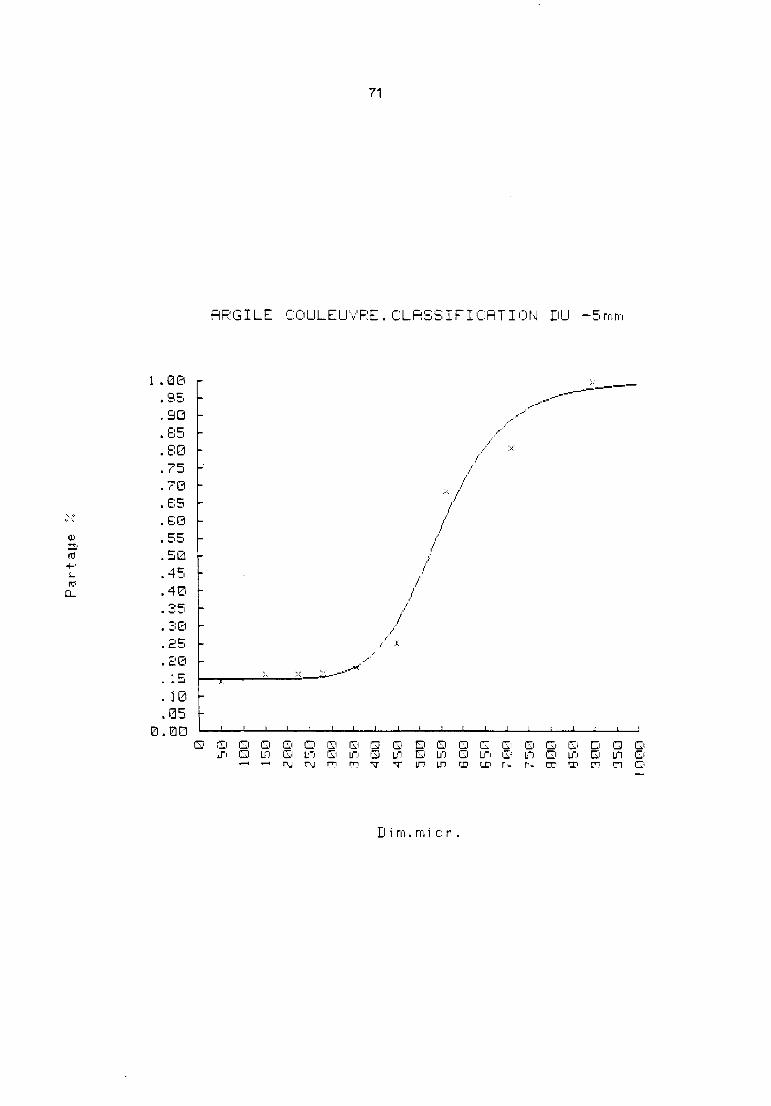
71
ñ RGIL E C 0 HL EU VRE.CLRSSIFICRTI0 N DU - 5 m m
ZZt
4-1
1 .06.95.90.85 -,80 -,75,76,65.96,55
.45
.40
.35
.38
.25
.28
. 15
. 10
.050.00 l I I | j [ _
Q © Q O © Q Q GiLTi El y.i © W> G UT
•>— — pj p.j m m
Q D Gi Gi Ei G' n Q Gi Ci Q Gim E) U~> Ci Ul © in GJ U"J Ei LH DT in UJ rxi txi r-. f- DO Œ EH CT O
D i m . m i cr .
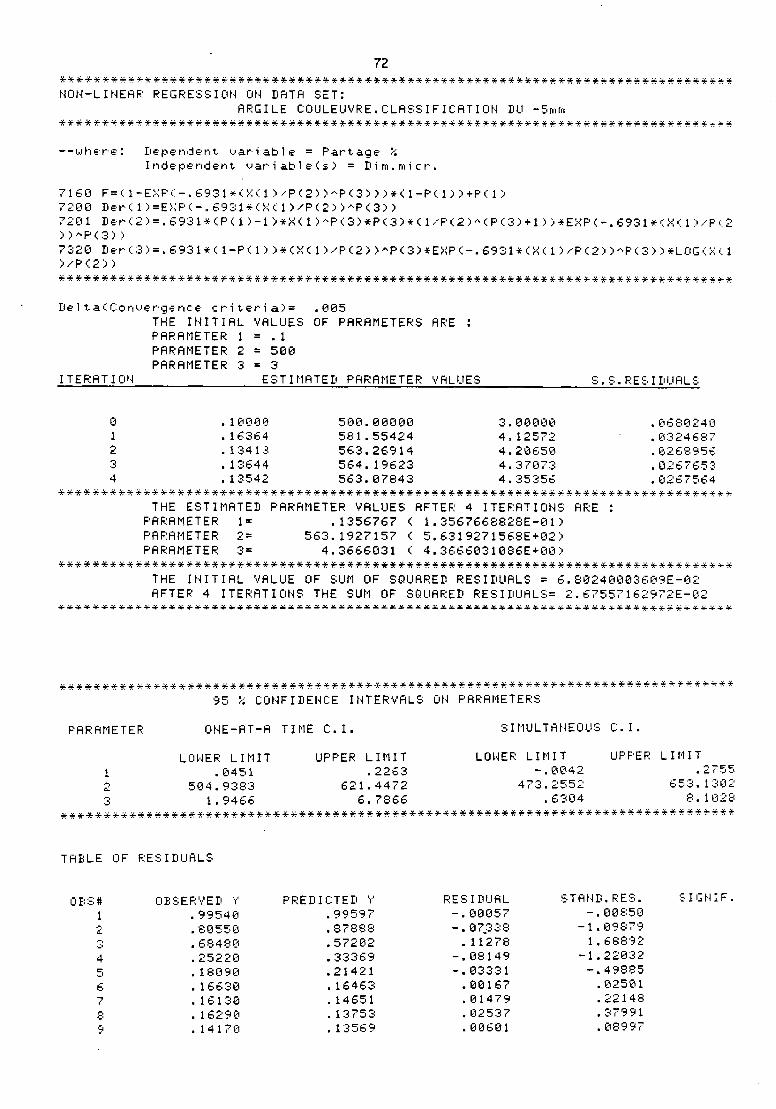
72
NON-LI HERR REGRESSION ON BRTfl SET:fiRGILE COULEUVRE.CLRSSIF I CRT I ON DU -5mm
--where: Dependent variable = Partage '4Independent variable(s) = Dim.micr.
71ee F = a i - E X P c - . 6931 *(î((n>'P<2))AP<3)))*<i-P(i))+P(n7260 Derii:>=EXP<-.6931 *<X<1)'P<2>>AP<3>>7201 Der(2> = . 6931*<P< 1 )-l >*X< 1 >AP< 3>*P<3 ) * ( 1 ''P(2> "•< P<3> + 1 ) >*EXPO. 6931*(X< 1 >
7326 Der C 3) = .6931 * <1-P <1>> * <X <1>/P< 2)) ÄP <3)*EXP <-.6931 * C X <: 1)/p <2 >)AP<3)> *LOG<X
Delta<Convergence criteria)= .085THE INITIRL VRLUES OF PRRRMETERS RRE :PRRRMETER 1 = .1PRRRMETER 2 = 500PRRRNETER 3 = 3
ITERRTION ESTIMRTED PRRRMETER VRLUES S.S.RES I HURLS
O1234
500.00000581.55424563.26914564.19623563.07843
3.000004.125724.206504.370734.35356
06802400324687026895602676530267564
.10000
.16364
.13413
.13644
.13542********************************
THE ESTIMRTED PRRRMETER VflLUES RFTER 4 ITERRTIONS RRE :PRRRMETER 1= .1356767 < 1.3567668828E-01)PRRRMETER 2= 563.1927157 < 5.6319271568E+02)PRRRMETER 3= 4.3666031 ( 4.3666631Ö86E+00>
s************************************************
THE INITIRL VfiLUE OF SUM OF SQURRED RES I HURLS = 6.80240003609E-02RFTER 4 ITERRTIONS THE SUM OF SPURRED RESIDURLS= 2.67557162972E-82
95 y. CONFIDENCE INTERVRLS ON PRRRMETERS
PRRRMETER ONE-RT-R TIME C.I. SIMULTRHEÜUS C.I.
LOWER LIMIT.0451
504.93831.9466
UPPER LIMIT. 2263
621.44726.7866
LOWER LIMIT-.0Ö42
473.2552.6304
UPPER LIMIT
653.13028.1028
.*********.************************************************
TRELE OF RESIDURLS
0ES#1£345678
OBSERVED V.99540.80550.68480.25220.18090.16630.16130.16290.14170
PREDICTED Y.99597.87888.57202.33369.21421.16463.14651.13753.13569
RE.SIDURL-.00057-.07.338. 11278
-.08149-.03331.00167.01479.02537.00601
STRND.RES.-.00850
-1.098791.68892
-1 .22032-.49885.02501.22148.37991.08997
SIGN I F
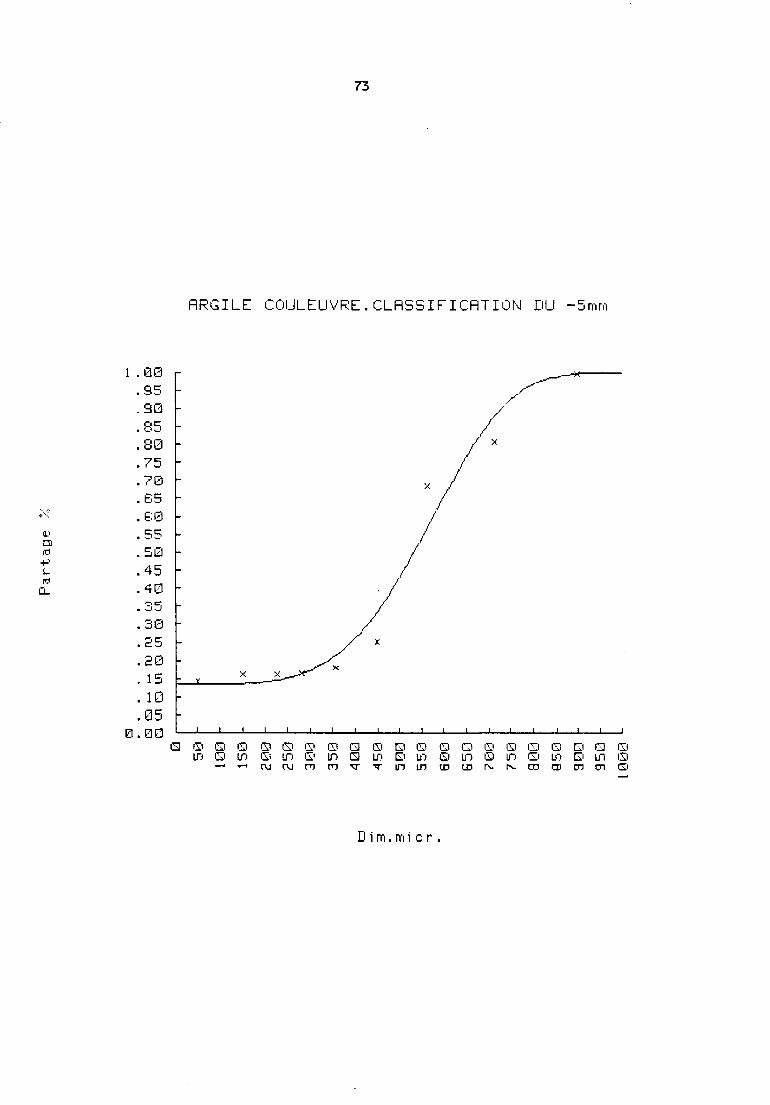
73
ifl
a.
1 .00.95.90.85.80.75.70.65.G0.55.50.45.40.35.30.25.20. 15. 10.05
0.00
flRGILE COULEUVRE.CLRSSIFICRTION DU -5mm
_j i i i
© Q © O © CD O G O D O O Q CD CD © © D Q CDin Q i / ) E i n i 3 i n Q i n D yj O in O \n es in D un O
D i m . m i c r .
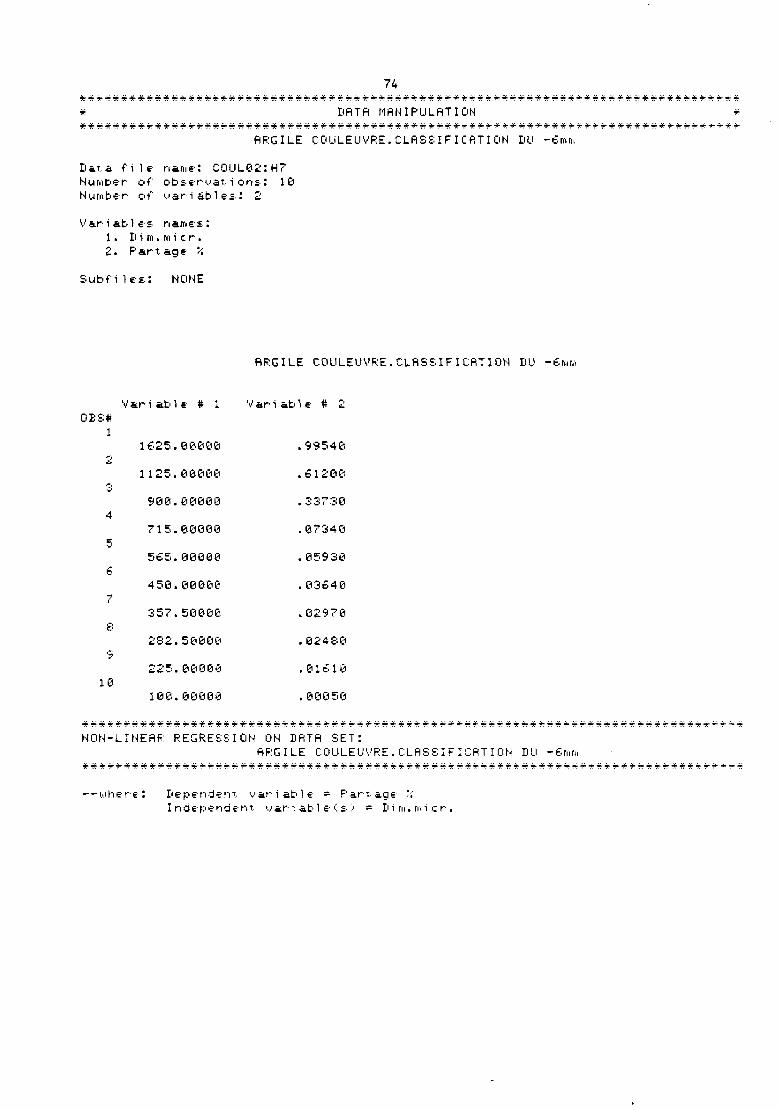
74* * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * ** DflTfi MñNIPULflTION ***T*************************************************************************-r***
fiRGILE COULEUVRE. CLflSSIFICftTION DU - 6 m m
Data file name: COUL02:H7Number of observations: 16N u m b e- r o f '•> ar i ab 1e s : 2
V ar i a b 1 e s n a m e s :1. D i ni. m i c r.Z. Partage :;
Subfi les: NONE
ñRGILE COULEUVRE.CLftSSIFICftTION DU - 6 m m
OBS#1
6
7
8
9
10
Variable # 1
1625.60600
1125.00000
900.00000
715.00000
565.00006
450.00000
357.50000
282.5000O
225.0000S
100.00000
Variable # 2
.99540
.61200
.33730
.07340
.05930
.03640
.02970
.024 80
.01610
.00050
********************************************************************************NON-LINEflR REGRESSION ON DflTft SET:
ftRGILE COULEUVRE.CLflSSI F ICftTI ON DU -6mm********************************************************************************
- - w h e r e : D e p e n d e n t, y a r i a b 1 e - P a r t a g e :•;Inde p e- n d e n t y at"- i ab 1 e •'. s > = D i m. m icr .
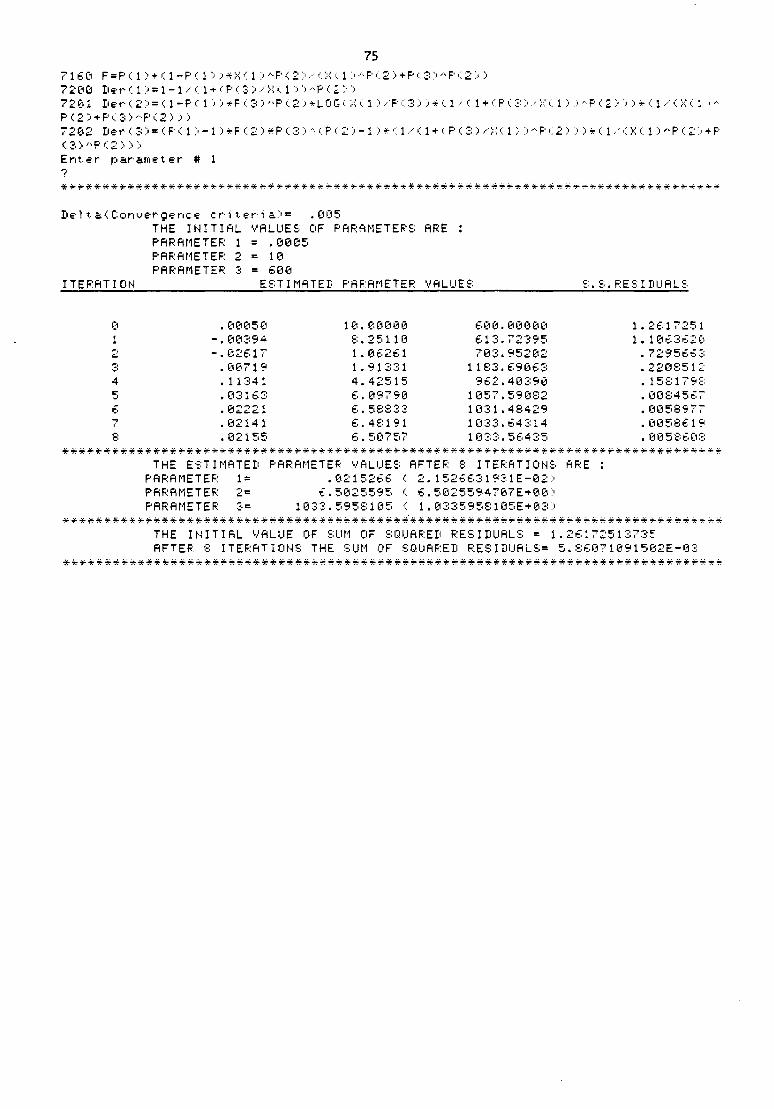
75
"leo F = P < D + a - P U ) >*>«. i V - - P < 2 > . - o<(. i )-P(2
7200 D e r < 1 > = 1 - 1 /• C 1 •>• '• P < 3 > •••"X •:: 1 > '•> - P < 2 > >
7201 H e r < 2 > = (. 1 - P < 1 -' > * P < 3 :> ' - P < 2 > * L O G < ÍÍ •: 1 > / P Í 3 > > * Í 1 ••" < 1 + ( P '•: 3 > s¥, ( 1 > .:• - P ( 2 ':> ':> > * ( 1 •••• < X ( 1
7 2 0 2 De-r ( 3 > = Í P Í 1 > - 1 > * P < 2 •' # P < 3 > •-• C P ( 2 > - 1 > * C 1 ••' < 1 + ( P < 3 :> . ' X U > > '~P <. 2 ) > ) * C 1.-' í X < 1 > " P ( 2 > + P
Enter parameter # 1
* * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
De 1 ta<Conwergence cr i ter i &':>
ITERftTION
THE INITIflL VfiLUES OF PFIRñMETERS ñRE :PRRflMETER 1 = .0965PflRñMETER 2 = 10PfiRftMETER 3 = 600
ESTIMATE!' PftRñMETER VALUES S.S.RESinuflLS
0 . 0 0 0 5 0 1 0 . 0 0 0 0 0 6 0 0 . 0 0 O 0 01 -.00394 8.25110 613.723952 -.02617 1.06261 703.952023 .00719 1.91331 1183.690634 .11341 4.42515 962.403905 .63163 6.09790 1057.590326 .02221 6.58833 1031.484297 .02141 6.48191 1633.64314S .02155 6.50757 1033.56435
*************************************************************THE ESTIMATED PARAMETER VALUES AFTER 8 ITERATIONS
PARAMETER 1= .0215266 < 2. 1526631931 E-02 ':>PARAMETER 2= 6.5025595 C 6. 5625594707E + 00 /•PARAMETER 3= 1633.5958105 < 1.0335958165E+03>
**************************************************************THE INITIAL VALUE OF SUM OF SQUARED RESIDUALS = 1.AFTER S ITERATIONS THE SUM OF SQUARED RESIDUALS= 5
i************************************************************
*****ARE :
1.26172511.1063620.7295663.2208512.1581798.6084567.0058977.0058619.0058608
**************
*****26172.8607*****
***********-•.*5137351091562E-03************-*-*
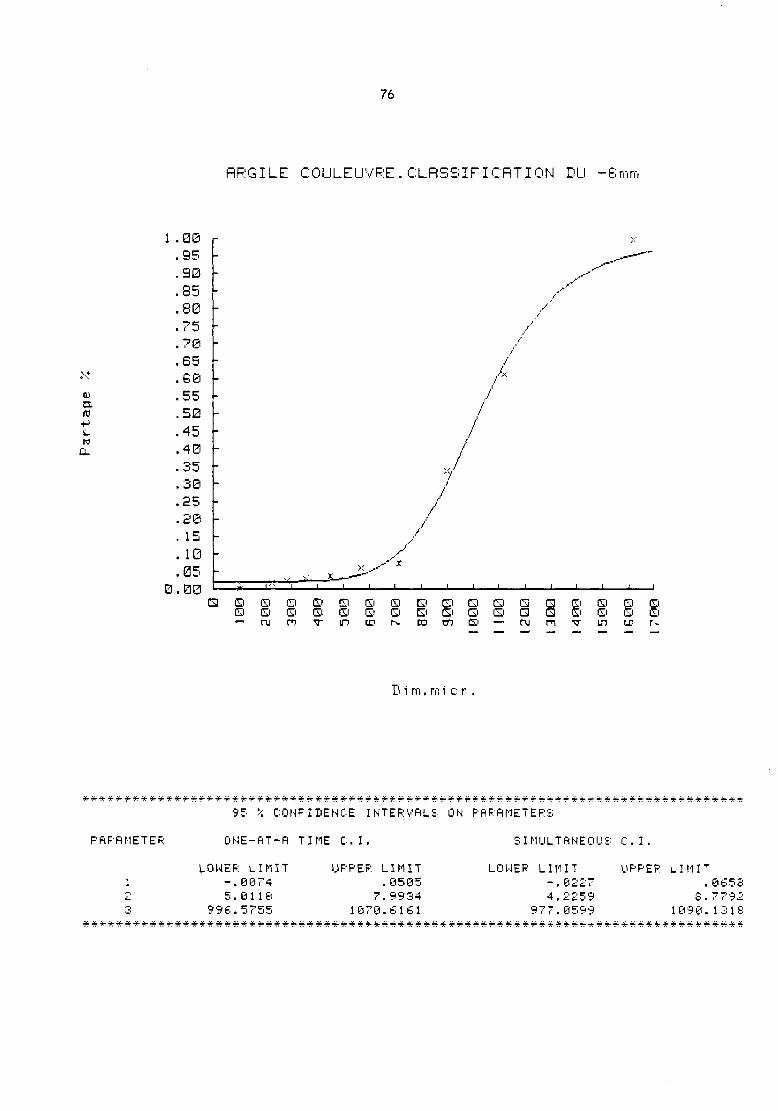
76
RRGILE COULEUVRE.CLRSSIFICRTION DU -6mm
; • - *
Si
• H
1 .00.95.90.85.80.75.70.65.Ë0.55.50.45.40.35.30.25.20. 15. 10.05
0.00
-
-
-
-
y S*
lV I'"
/
/
/
/
1 1 1 1 1
X
1 1
O CD ElEi Gi Gi" " ru m
D CDE G1
m CD r>- co en r\j m
© Ei O Ei© Gi © Ei
m
D i m . m i c r ,
PflRRMETER
95 ••: CONFIDENCE INTERVflLS UN PfiRflMETERS
OHE-flT-R TIME C I . SI MUL.TRNEOUS C I .
LOWER Lin IT-.00745.6118
996.5755
UPPER LIMIT.0565
7.99341670.6161
LOWER LIMIT-.62274.2259
977.Ö599
UPPER LIMIT.0658
S.77921090.1318
* * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
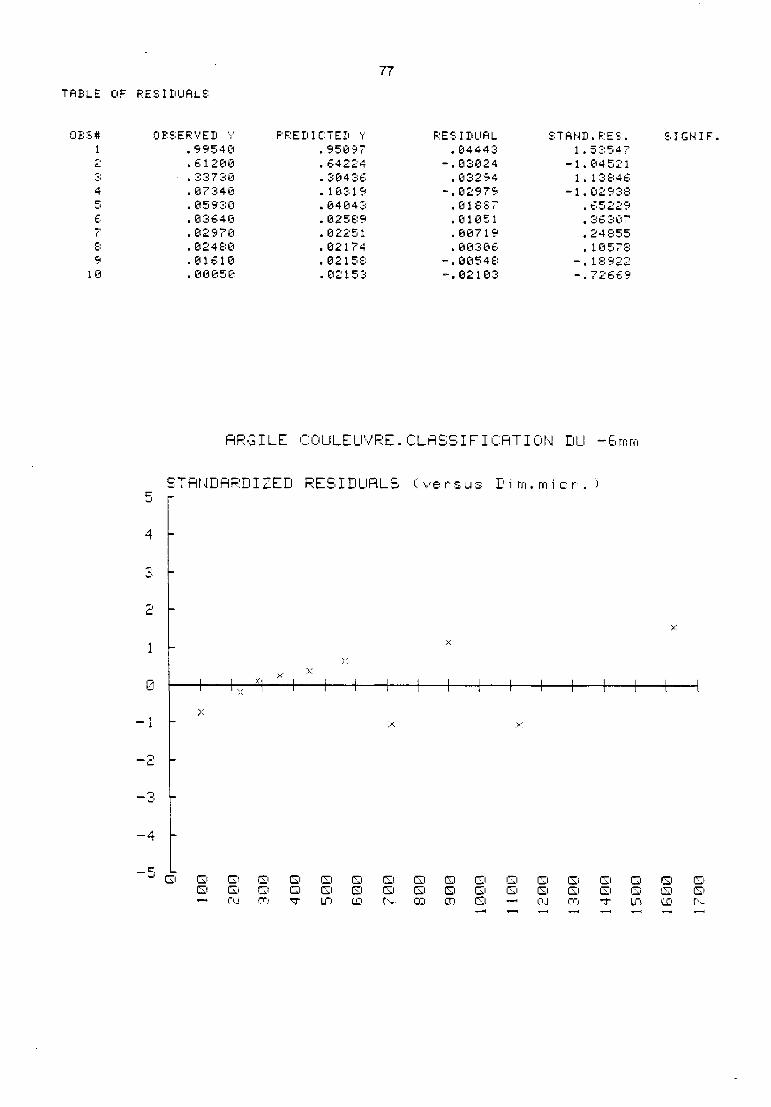
TfiBLE OF RESIDUftLS
77
OES#1
67S910
OBSERVED Y.99540.61200.33730.07346.05930.03646.02970.02480.01610.00050
PREDICTED Y.95097.64224.304 36.10319.04043.02589.02251.02174.0215S.02153
RESIDUflL.04443
-.03024.63294
-.02979.01887.01051.00719.00306
-.00548-.62103
STflND1.
-1.1 .
-1.
-._
. R E S .5354?04 5211384602938652293 6 3 0 724S55105781892272669
SI GH I F
RRGILE COULEUVRE.CLRSSIFICRTION DU -6mm
5 -
4 -
S T R N D R R D I 2 E D R E S I D U R L S (versus D i m . m i c r . )
1
0
-1
-2
— 3
-4
H 1 1
" 5 Ei EiQ Ei
Ei Q Ei Ei Ei Ei Ei © Q Ei © Ei O Ei EiEi Ei Ei Ei Ei Ei Ei © Ei Ei Ei Ei © Q ©ro T in is> r-- oo en © —< c\i in T U~> W r--
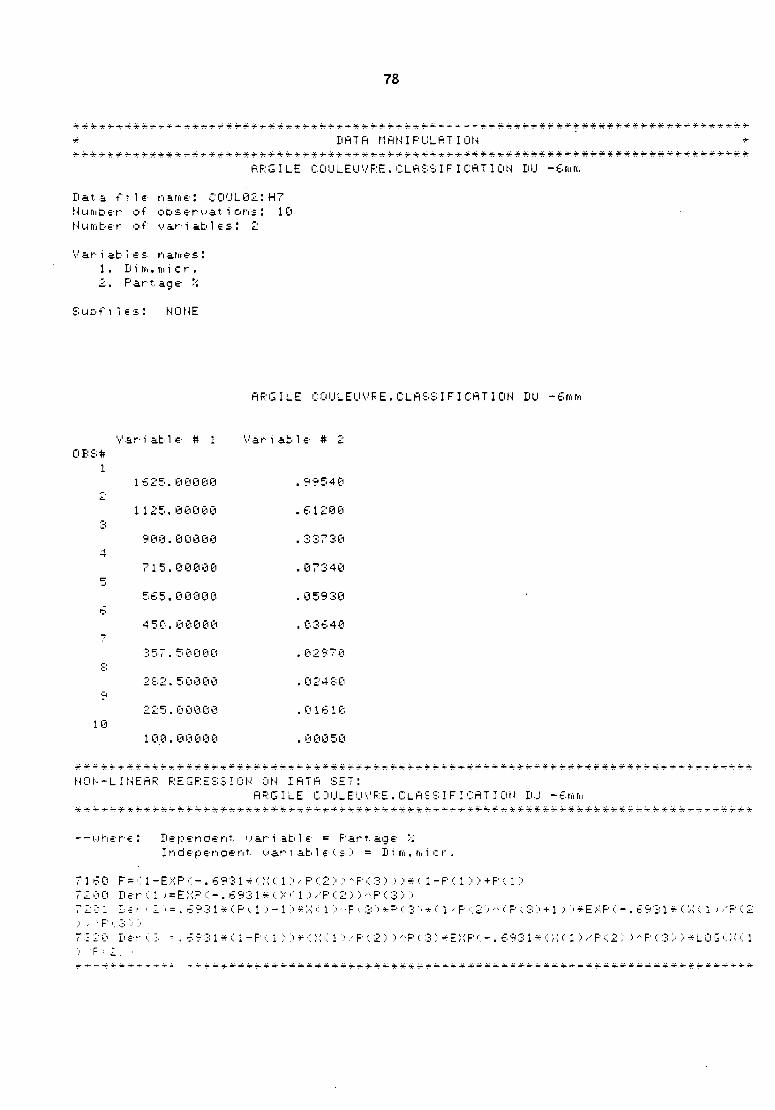
78
UnTR MÑNIPULñTIÜN
RRGILE COULEUVRE.CLfiSSIF I CRT I ON DU -6mm• • * * * * • - • * • * • * * * • * *
D a t a. f ils- n a rn e : C 0 U L 6 2 : H 7H u m b i- r o f o b £• e r w at i o ri s. : 1 6H 1.4 m b e r o f <•> a r i a b 1 e s : 2
V'ar i ab 1 es na1 . Dim.m i c r.2. Partage '•
Subfi 1 es: HONE
fiPGILE COULEUVRE.CLRSSIFICRTI OH DU -6mm
Var i ab 1 •=• # 1 Variable- #
0E£#1
3
• _ •
¡r¡
s
10
1625.
1125.
900.
715.
565.
4 50.
2 8 ¿! •
225.
100.
©0000
0 0 0 0 0
00000
00000
ees 00
0 0 0 0 0
5 0 0 0 0
5 0 0 0 G
Ö0000
00000
99540
61200
•T' T ' * ? ~J> ft
,07340
05930
,03640
,02970
.02480
, 0 1 6 1 0
.00050
HOH-LINEfiR REGRESSION ON HRTR SET:RRGILE COULEUVRE. CLRSSI F I CRT I ON DU -6mrn
- w h e r t : D e p e n d e n t. <•> a r i a b 1 e = P a r t a g e '••:I ri d e p e n d e n t <•> a r i a b 1 e (. £• > = D i m . ru i c r* .
1 6 6 F = C 1 - E X P >'.. - . 6 9 3 1 * < X C 1 > / F1 C 2 > .:• -• F' C 3 ':> ) :> * C 1 - F1 (. 1 > > + P (. 1 >2 ^ 0 D 6- r •.: 1 .i = E X P C - . 6 9 3 1 * '•. X •' 1 :> ••-' P < 2 ';> > •-• F1 < 3 > >¿ól L-:r • 2 ' ' = . 6 9 3 1 * < P '.: 1 >-l > * X C 1 > --P Í 3 ) * P í 3 > * C 1 - 'P C2 > •- f P (. 3 > + 1 j > * E X P O . 6 9 3 1 * < X Î . 1 ^ ' P
•> • F \ 3 -' :•3 2 0 L i- f '.: I. = . 6 9 3 1 * C l - P (. i > > * < X C 1 "•• ••-' P (. 2 ) > •'- F1 (. 3 ) * E X P (. - . 6 9 3 1 * C X c 1 'J •••- P < 2 ) > '- P C 3 > > * L 0 G C X'
' ' F ' 2 . '
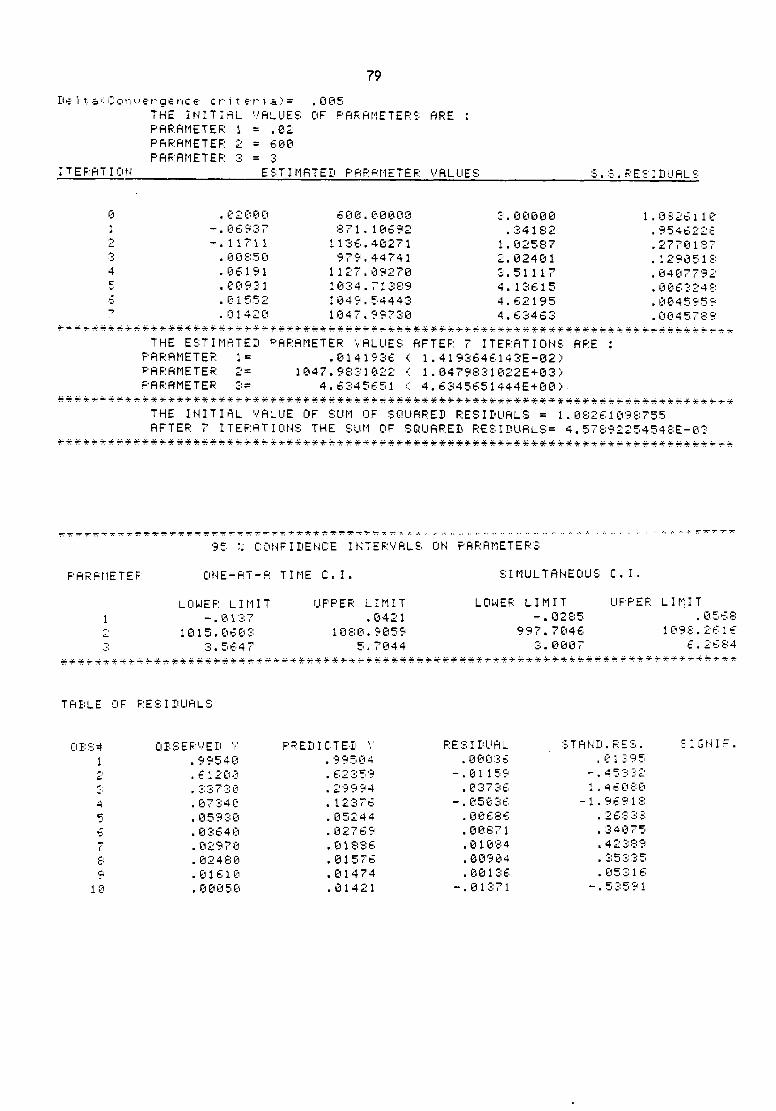
79
D •= 1 t a i C: o n M e- r- g e ri ce c r i t e- r ii)= .005THE INITIfiL VRLUES OF PRRRMETERS RRE :PRRRMETER 1 = .02PRRRMETER 2 = 600PRRRMETER 3 = 3
ITERRTIOH ESTIMRTED PRRRMETER VRLUES S.S.PESIDURLS
THE ESTIPñRñMETERPRRRMETERPftRñMETER
. 0 2 0 0 0
.06937
.11711
.00850
.06191
.00931
.01552
.01420
MRTED1 =
600.871.
1 136,979.
1127.1634.1649.544431047.99730
600001069240271447410927671389
0000034182825870240151117,1361562195, 63463
PRRRMETER VflLUES RFTEP 7 ITERRTIONS flRE.0141936 < 1.4193646143E-02)
1047.9831022 < 1.0479831822E+03>4.6345651 ( 4.6345651444E+00>•
* * * «f •»*****••
THE INITflFTER 7
IRL VRLUE OF SUM OF SQURREH RESIDUfiLS =ITERRTIOHS THE SUM OF SQURRED R E S I D U R L S
.0826110
.9546228
.2770187
.1290518
.0407792
.0063248
.804 59 5 9
1.082610987554.57892254548E-03
PRRRMETER
12- i
TfiELE OF R
OES#1
•-.;
4t,
6
8Cl
10
ONE-RT-R
LOWER LIMIT-.0137
1015.06033.564 7
ES I HURLS
OESERVED Y.99540.61200.33730.07340.05930.03640.02970.02480.01610.00050
TIME C I .
UPPER LIMIT.0421
1080.90595.7044
PREDICTED Y.99504.62359.29994.12376.05244.02769.01886.01576.01474.01421
il
LOWER
RESIDL'RL.00036
-.01159.63736
-.05636.00686.00871.01084.00904.60136
-.01371
nULIHNtUUi L . 1 .
L I M I T UPPER LIMIT
-.0285 .0568997.7046 1098.26163.6007 6.2684
STRHD.RES. SIGHIF..01395
-.45 3321•46080
-1.96918.2683 8.34075.42389.35335.05316
-.53591
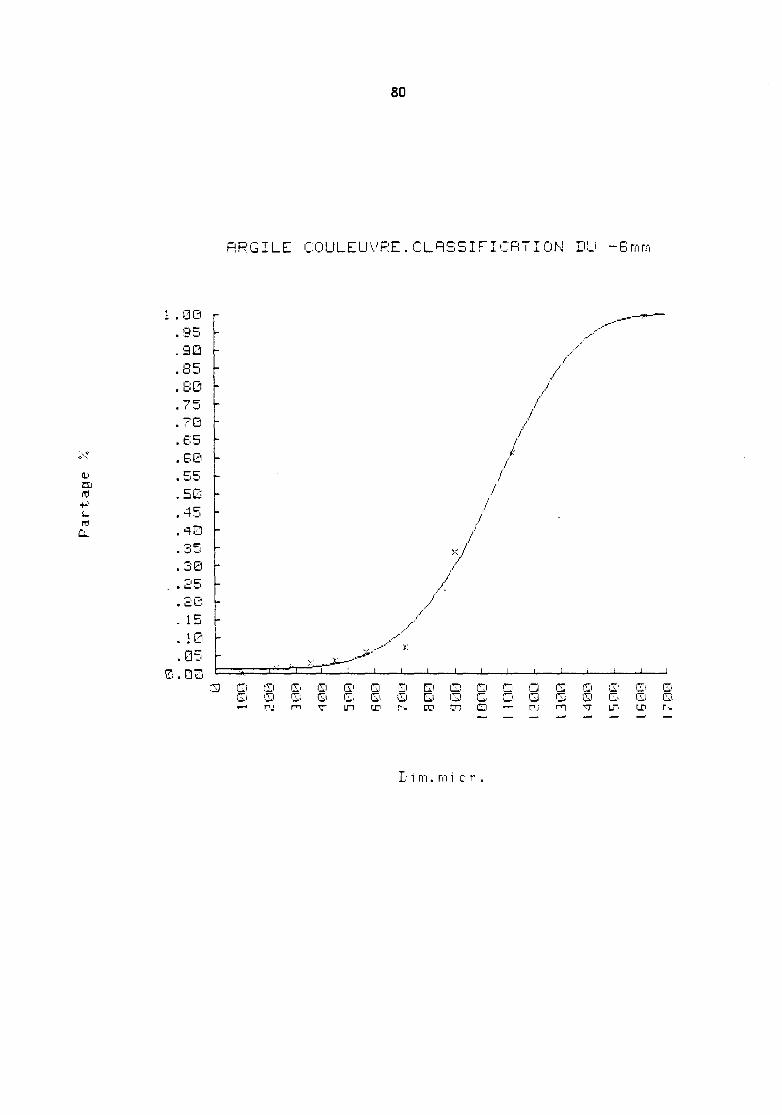
80
RRGILE COULEUVRE. CLRSSIFICRTION DU -6mrn
0.1EDP)-H¡_P?
1 . 00.95.90.85.80.75.70.65.G0.55.50.45
.30. .25.se. 15. 10.05
0.QD£3
. . - • ' •
[ I
©ti
ru
Ci©
d©T
©©in
©©CD
Ci
1-1
¡••-
Een
CD Q G Ci Ci Ci ©o a G ci © © ©— n.j m T m UJ r--
D 1 m . m t e r .
81
A N N E X E 2
Détermination de l'humidité d'équilibredes granulés - 5 + 0,8 mm
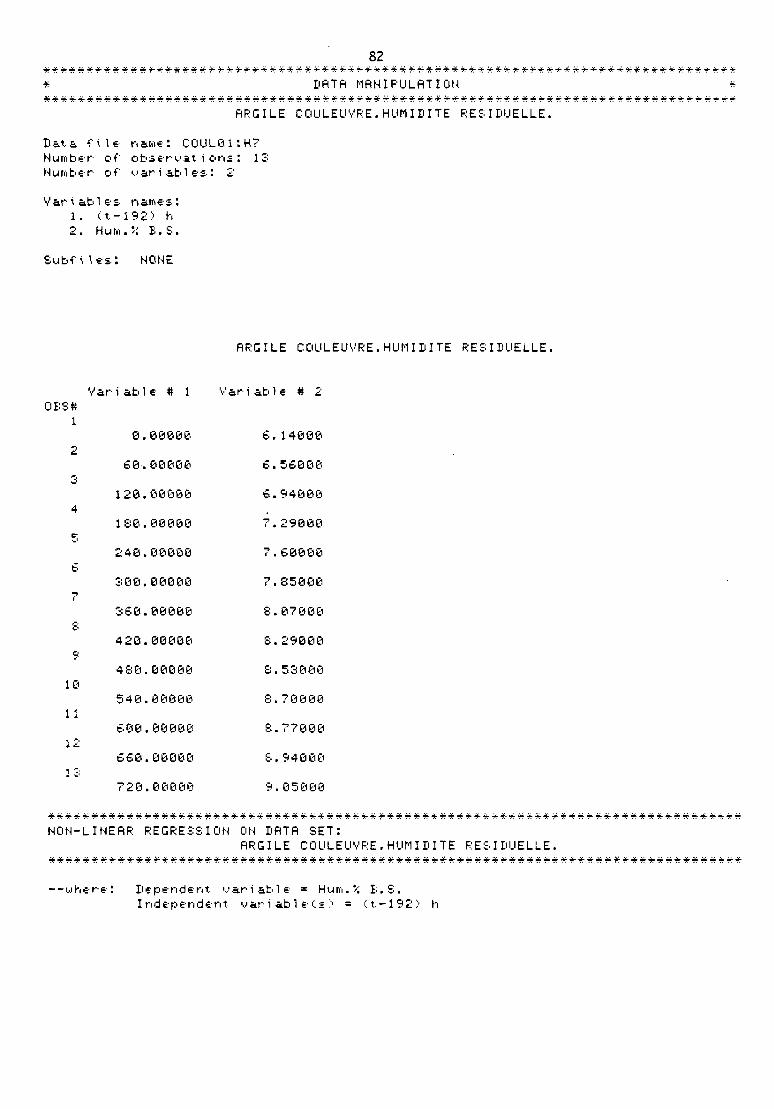
82
DflTfl MfiHIPULflTION
RRGILE COULEUVRE.HUMIDITE RESIDUELLE.
Data file name: COULQ1:H7Number of observations: 13Nu mb er o f vari ab 1 es: 2
Vari ables names:1. U-192) h2. Hurri.Ü E.S.
Subfi les: NONE
Variable # 1
RRGILE COULEUVRE.HUMIDITE RESIDUELLE.
Variable # 2OBS*
•I
1
2
•w1
4
•J
6
S
9
10
11
12
i '"'1 •:•
0.00000
60-. 00000
120.00000
1S0.00000
£40.00000
300.00000
360.00000
420.00000
480.00000
540.00000
600.00000
660.00000
720.00008
6.14000
6.56000
6.94000
7.29000
7.60000
7.S5000
S.07000
S.29000
8.53000
8.70000
8.77000
8.94000
9.05008
NCiH-LINERR REGRESSION ON DflTfi SET:RRGILE COULEUVRE.HUMIDITE RESIDUELLE.
******************************************
— where: Dependent variable = Hum./í E.S.Inde pi e n d e n t u ar i ab 1 e Í s ':> = í t -19 2 > h
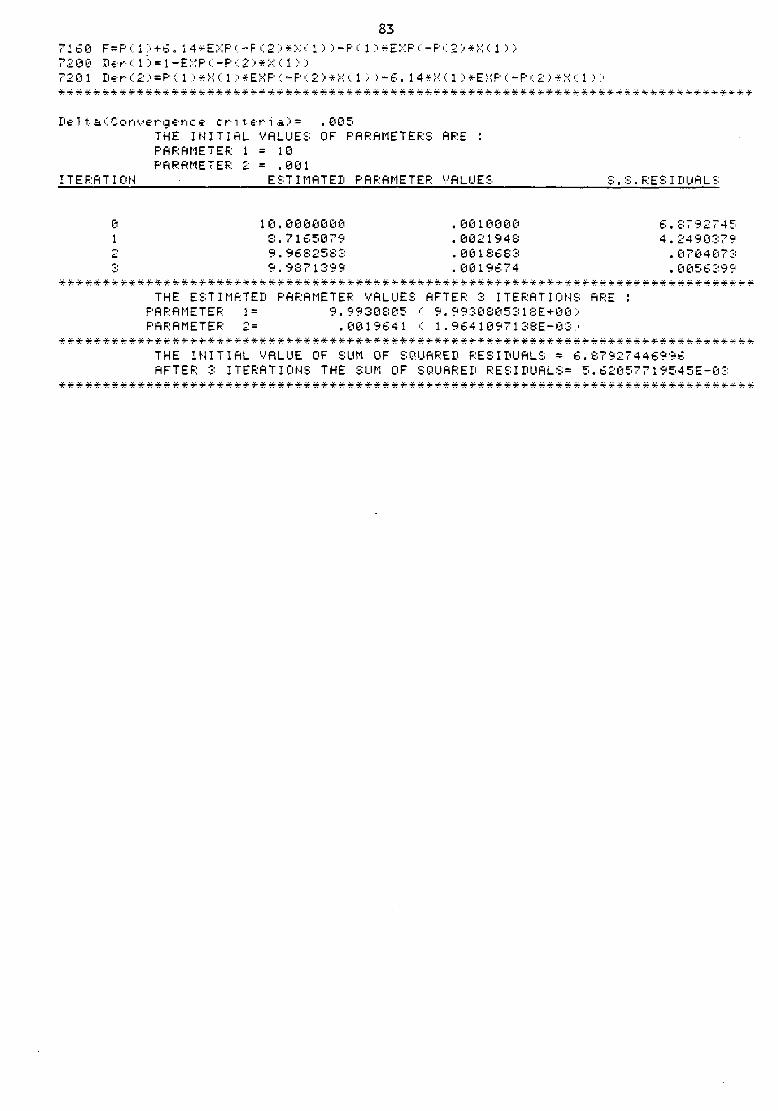
837 1 6 0 F = PC 1 > + 6 . 1 4 * E X P C - F < 2 > * !\ •: 1 > > - P C 1 > * E X P C - P C 2 > * X C 1 >>7 2 O 0 H e r < 1 > = 1 - E X P C - P ( 2 > * H < 1 > >7 2 3 1 D e r C 2 )=P( l ) * ! i C 1 > * E X P C - P C 2 ':> * X C 1 ) > -fc" . 1 4 * X C 1 ) *EííP C - P ( 2 >* X C 1 > )
D e 11 a C C o n '••' e r g e ri c e c r i te r ia ) = . 0 Gi 5THE INITIñL VflLUES 0F PnRftMETERS fiRE :PRRRMETER 1 = 1©PfiRflMETER 2 = .001
ITERfiTIOH ESTIMñTED PfiRRMETER VRLUES S.S.RESiniJñLS
THE ESTIMfiTEDPRRñMETER 1=PRRRMETER 2=
*************************
10.0000000 .0010000S.7165079 .00219489.9682583 .00186839.9871399 .0019674
PRRRMETER VRLUES RFTER 3 ITERATIONS RRE :9.9930805 C 9.9930805318E+O0>.0019641 C 1.964 1097138E-03.'
t,4,
379274;
M9637 Í. 0 7 0 4 0 7 :.005639'i
- * * * * * * * * * * «
********************THE IHITIRL VflLUE OF SUM OF SQUñRED RESIDURLS = 6.£7927446996RFTER 3 ITERATIONS THE SUM OF SQURREE RESIDURLS= 5.62057719545E-03
************************************************ **************************
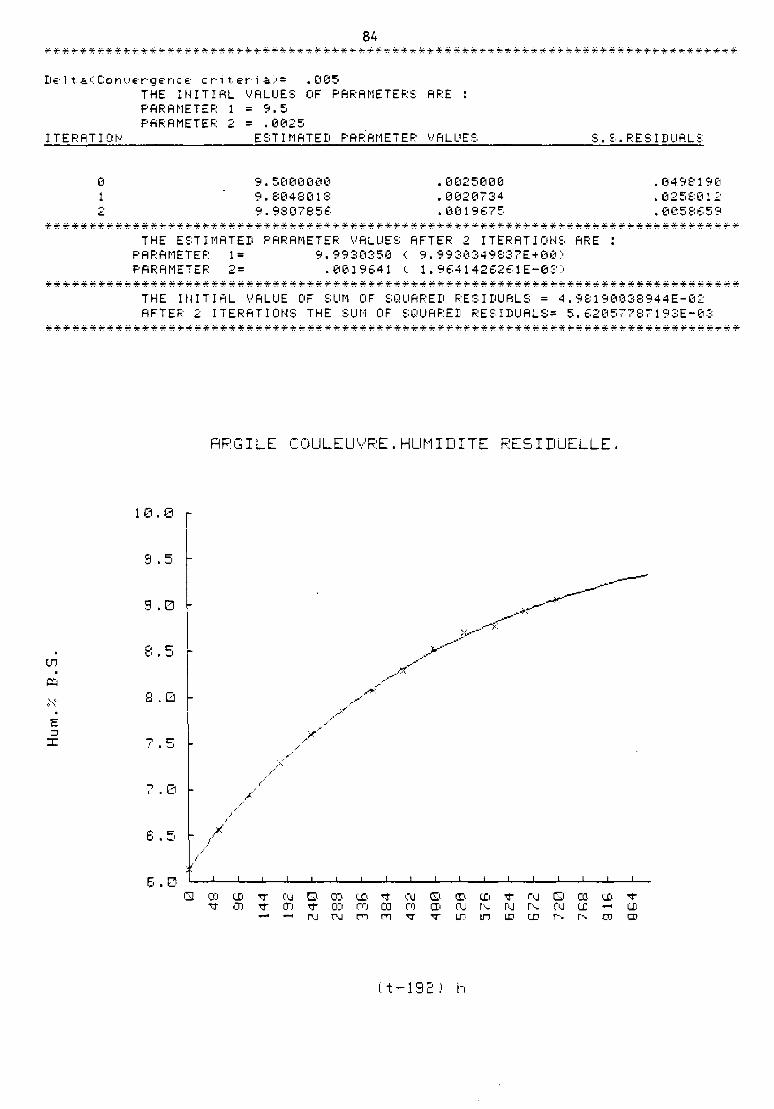
84* * • * • • - * * * * * * * * •
L el ta í C o ri K> e r g e- ri ce criteria)= .0 8 5THE IHITIRL VflLUES OF PRRRMETERS RRE :PflRflMETER 1 = 9.5PflRflMETER 2 = .6025
ITERRTION ESTIMRTED PRRRMETER VflLUES S. S.RES I HURLS
G 9.5060800 .0025006 .049S19Ü1 ' 9.804801S .0020734 .02580122 9.9867856 .0019675 .0658659
THE ESTIMRTEH PflRflMETER VflLUES RFTER 2 ITERfiTIONS RRE :PflRflMETER 1= 9.993035© < 9.993S349837E+00>PflRflMETER 2= .0019641 < 1.9641426261E-63)
**************************************^THE IHITIRL VflLUE OF SUM OF SQURREH RES I PURLS = 4.98190038944E-02RFTER 2 ITERRTIONS THE SUM OF SQURREH RESIHURLS= 5.62657787193E-03
in
£
X
RRGILE COULEUVRE.HUMIDITE RESIDUELLE.
10.0 -
9 .5 -
3 . 0 -
8 . 5
S . 0
7 . 0
6.
5 .0
..---;;.:>-"
..>"
, * 'y *
I /•
G3 GO CTi V f'J D CO CD t ("U © (D CD TT OJ © 03 L£i TT CD TT cn TT o? O"J Co p-j œ cvj i-- pj ix ru LU — CD
— —« rj rj cri m T T in in LD L D r-- r% CE m
(t-19S) h
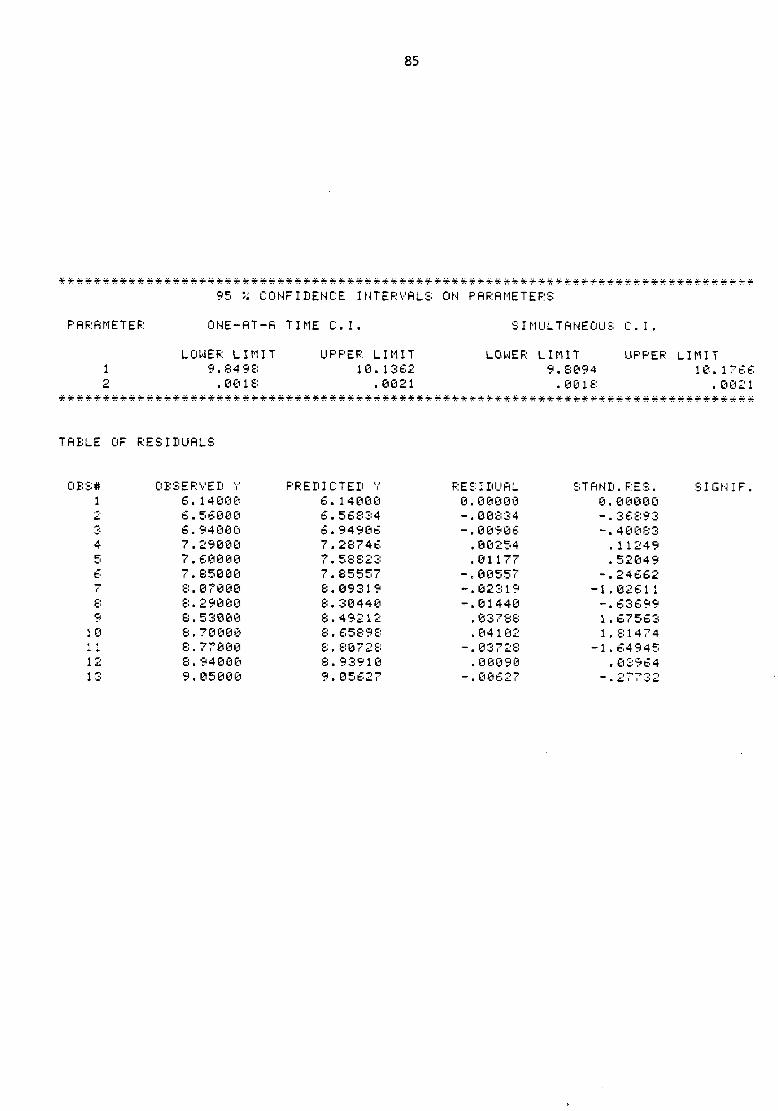
85
PRRRMETER
12
95 '/. CONFIDENCE INTERVRLS OH PRRRMETERS
ONE-RT-fi TIME C.I. SIMULTRHEOUS C.I.
LOWER LIMIT9.84 98.0018
UPPER LIMIT10.1362
.0021
LOWER LIMIT9.8094.0018
UPPER LIMIT10.17&t.0021
TRBLE OF RESinURLS
OE£#12
456789101 11213
OBSERVED V6. 140006.560006.940007.2900O7.600007.850008.670008.290008.530008.700068.770008.940009.05000
PREDICTED Y6.140006.56834g.949067.287467.588237.85557S.093198.304408.492128.65898S.807288.939109.05627
RESIDUflL0.00000-.00834-.00906.00254.01177
-.00557-.02319-.01440.03788.04102
-.03728.00090
-.00627
STRNIi. RES.0.00000-.36893-.40083.11249.52049
-.24662-1.0261 1-.636991.675631.81474
-1 .64945.03964
SIGN IF
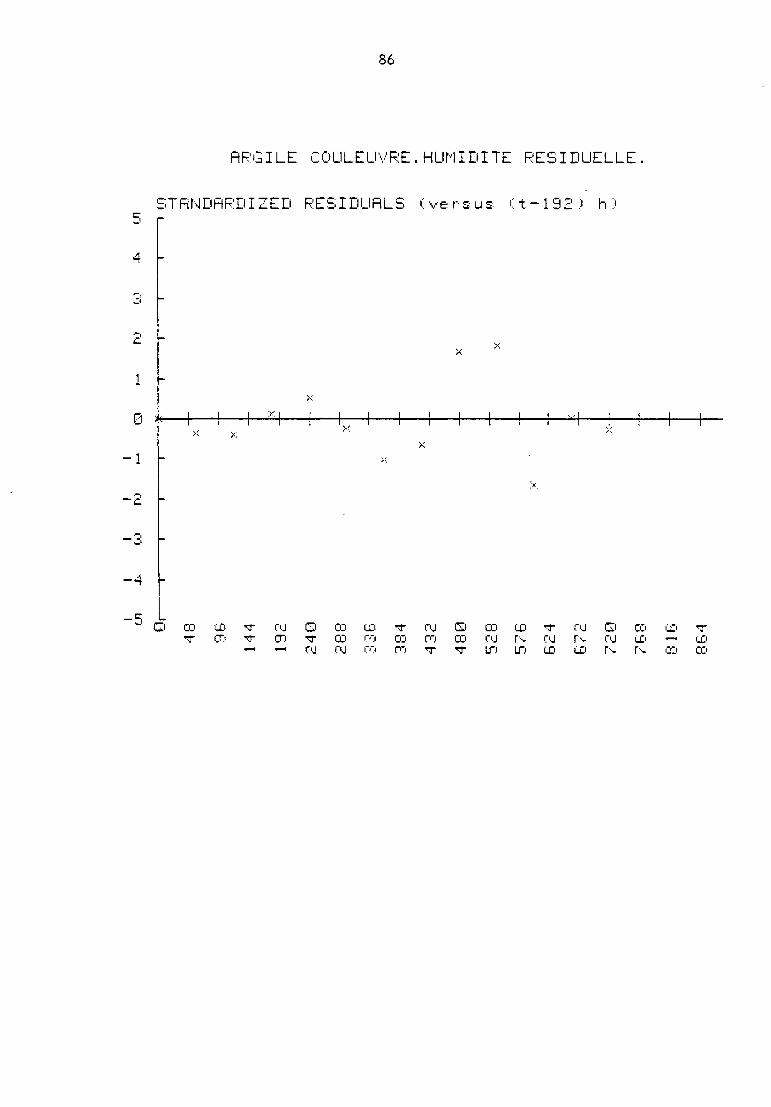
86
RRGILE COULEUVRE.HUMIDITE RESIDUELLE.
STRNDRRDIZED RESIDURLS (versus (t-192) h)
4 -
1
0
-1
•2
-3
-4
-5
x y:-
X
X I I
X X X
XX
© CO CD T OJ © CO CD T OJ © 03 CD T OJ © CO CCi TT m T cri T cci ro co O"J co ru K OJ r>- OJ cc¡ — CD
—• — OJ ru oo ro T r LTJ U~J CD CD IV r- œ co