projet de recherche - catalogue des mémoires de...
TRANSCRIPT
GENIE CLIMATIQUE ET ENERGETIQUE
SYNTHESE
PROJET DE FIN D’ETUDE
Amélioration des performances
d’une brasserie en matière
d’impact environnemental :
suivi et optimisation des
consommations d’eau et
d’énergie.
BAPTISTE METZ
TUTEUR INSTITUTIONNEL : C. BEAUMONT
TUTEUR ENTREPRISE : E. TESSIER
JUILLET 2017
Institut National des Sciences
Appliquées de Strasbourg
1 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Fiche d’objectif
Nom : METZ
Titre du projet de fin d’étude : Amélioration des performances d’une brasserie en matière
d’impact environnemental : suivi et optimisation des consommations d’eau et d’énergie.
Spécificités et contexte du projet :
Le groupe Heineken est désireux de renforcer son image et de minimiser ses coûts
de production. De ce fait, la réduction de ses consommations d’eau et d’énergie devient un
enjeu important.
Tout d’abord, il est nécessaire que je comprenne au mieux le fonctionnement de
l’usine (procédés de fabrication de la bière, conditionnement en bouteilles, en fûts..). En
effet, pour étudier les consommations d’énergie de l’usine, il faut que je me familiarise avec
les différents équipements consommateurs d’énergie. De plus, je suis une courte formation
afin de m’approprier les outils de l’amélioration continue (TPM), très utilisés dans le secteur
industriel et tout au long de mon stage.
Puis, ma mission se divise en deux parties dans le cadre de la norme ISO 50001. La
première partie concerne des tâches à réaliser « au fil de l’eau », qui dépendent de l’activité
et des incidents qui surviennent à la brasserie. Il s’agit ici de suivre les consommations d’eau
et d’énergie de l’usine, afin d’identifier et de résoudre les dérives.
La seconde partie concerne les projets sur lesquels je suis chargé de travailler et les
groupes de travails auxquels je participe.
Objectifs attendus :
Pour ma mission « au fil de l’eau », il s’agit de réaliser le relevé hebdomadaire de
certains compteurs pour permettre le suivi des consommations. Puis d’identifier les dérives à
temps et de prendre les contre-mesures nécessaires. Il s’agit également d’animer ou de
participer à différentes réunions quotidiennes, hebdomadaires ou mensuelles.
Concernant les projets, ils se divisent en deux catégories. Il y a tout d’abord les
missions que je dois réaliser seul sur le logiciel Montage :
- Création d’un outil de suivi hebdomadaires des consommations d’eau et d’énergie.
- Création d’un répertoire présentant l’historique de consommation des équipements
de l’usine sur un an.
- Création d’alertes automatiques lors de dérives.
Puis, il y a les projets ou les groupes de travail où je dois travailler au sein d’une
équipe :
Remplacement de la bâche eau chaude de la brasserie.
Récupération d’énergie sur les effluents de la station d’épuration de l’usine.
Récupération de chaleur sur les compresseurs d’air.
Récupération d’énergie sur la chaudière ébullition (groupe de travail).
Réduction des consommations d’eau chaude de la ligne de conditionnement des fûts
(groupe de travail).
Prénom : Baptiste Promotion : 2017
Remerciements
Je voudrais tout d’abord remercier Bernard ELOY, directeur d’usine, pour m’avoir
accueilli au sein de la brasserie de Marseille. Je le remercie pour son accessibilité, sa
disponibilité et pour les précieux conseils dont il m’a fait profiter.
Je souhaite remercier ma tutrice, Emmanuelle TESSIER, responsable du service
SHE (Safety, Health and Environment), pour m’avoir accueilli au sein de son service. Je la
remercie pour l’énergie qu’elle a consacrée afin que mon stage se déroule au mieux.
J’adresse à Alizée GIACOMELLI, animatrice SHE, un grand merci, pour le temps
qu’elle a su m’accorder dans le but de me transmettre ses connaissances concernant le
pilotage de l’énergie. Merci aussi pour les recommandations en matière d’animation qu’elle a
pu me communiquer.
Je tiens à remercier Jean-François TRICOIRE, responsable de la centrale des
fluides, pour l’ensemble de ses connaissances techniques sur la brasserie et en particulier
dans le domaine des énergies et des fluides. Merci à lui de s’être rendu si disponible pour
répondre à mes nombreuses questions.
Merci à Mélanie GIAI-PRON, chef de projet énergie, pour la disponibilité et l’expertise
dont elle a su faire preuve. Je la remercie aussi pour le soutien méthodologique et technique
qu’elle a témoigné en ma faveur.
J’adresse également des remerciements à Izampela SIDERI, Coordinatrice TPM,
pour l’ensemble des connaissances sur l’amélioration continue et pour l’accompagnement de
grande valeur dont elle m’a fait bénéficier.
Je remercie Sébastien TROISMOULIN, Gilles GAMARRA, Brieux DUGUE, Patrick
SOLAKIAN, Thierry STAMMEGNA et Olivier CORNILLE, membres du service ETN, pour
leurs avis techniques et pour le temps qu’ils ont consacré à la mise en place des travaux liés
à l’énergie.
Je souhaite remercier Christophe ARRIGONI et Jérôme MELEUX, membres du
département engineering, pour les connaissances qu’ils m’ont transmises lors de projets en
équipes.
Merci à Maxence BRIDOUX, Anne CHATILLON, Franck LUCAS et Catherine
GINDRE, responsables des services conditionnement et fabrication, pour l’attention qu’ils ont
porté aux différentes requêtes que je pouvais leur soumettre.
Merci aux opérateurs du conditionnement et de la fabrication, pour leur aide tout au
long de mon stage, le temps qu’ils m’ont accordé à partager leur expertise et pour avoir
toujours fait preuve de bonne volonté lorsque je venais les solliciter sur des points
concernant l’énergie.
Enfin je souhaite remercier l’ensemble de ces personnes pour leur sympathie et pour
m’avoir intégré aussi rapidement. Je remercie aussi les autres stagiaires : Antoine et Athina,
qui ont participé à la bonne atmosphère au sein de l’entreprise.
1 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Résumé
« Amélioration des performances d’une brasserie en matière d’impact environnemental :
suivi et optimisation des consommations d’eau et d’énergie. »
Ce rapport de stage présente la méthode utilisée au sein de la brasserie Heineken de
Marseille pour réduire les consommations d’énergie. Tout d’abord, il établit les besoins en
eau et en énergie des processus de fabrication et de conditionnement de la bière.
L’utilisation du principe d’amélioration continue, au service de l’énergie, est également mise
en avant à travers la présentation des différents outils utilisés. Puis, une étude complète du
système de management de l’énergie est disponible. La stratégie et les indicateurs utilisés
pour le suivi des consommations y sont détaillés, mais également les contributions que j’y ai
apportées. Enfin, ce rapport expose les solutions utilisées pour l’optimisation des
consommations d’eau et d’énergie au travers d’un groupe de travail et de deux projets
auxquels j’ai participé. Le groupe de travail expose la démarche utilisée pour faire face à une
dérive thermique importante. Les projets quant à eux concernent les consommations d’eau
de la brasserie.
Summary
« Improvement of the environmental performance of a brewery : monitoring and optimization
of water and energy consumption. »
This final report presents the method used by the Heineken brewery in Marseille to
reduce its energy consumption. First, it details the water and energy needs to produce beer
and for the packaging processes. The use of continuous improvement in the energy team is
also highlighted through the presentation of the various tools used. A complete study of the
energy management system is then available. The strategy and indicators used for
monitoring consumption are detailed, but also the contributions I have made to them. Finally,
this report presents the solutions used to optimize water and energy consumption. In this
context, a working group and two projects are developed. The working group shows the
approach used to deal with a significant thermal drift. Concerning the projects, it is the water
consumption of the brewery which is developed.
2 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Sommaire
Remerciements ......................................................................................................... 0
Résumé...................................................................................................................... 1
Summary ................................................................................................................... 1
Sommaire .................................................................................................................. 2
Table des figures ...................................................................................................... 3
Introduction ............................................................................................................... 4
1) Présentation de l’environnement de travail ..................................................... 5
1.1) La brasserie Heineken « La Valentine » ................................................................5
1.2) Aspects énergétiques du processus de fabrication d’une bouteille de bière ....6
1.3) L’amélioration continue au service de l’énergie ................................................ 10
2) Suivi des consommations d’énergie .............................................................. 11
2.1) Méthode utilisée pour le suivi des consommations .......................................... 11
2.2) Le logiciel Montage .............................................................................................. 12 2.2.1) Présentation du logiciel ................................................................................................. 13 2.2.2) Intérêts du logiciel et exemples d’application ................................................................ 14
2.3) Mes contributions au système de management de l’énergie ............................ 17 2.3.1) Contributions diverses ................................................................................................... 17 2.3.2) Contributions majeures au logiciel Montage ................................................................. 18
3) Optimisation des consommations d’énergie ................................................. 22
3.1) Kaizen : Récupération d’énergie sur la chaudière ébullition ............................ 22
3.2) Projet : remplacement de la bâche eau chaude ................................................. 28 3.2.1) Présentation du projet ................................................................................................... 28 3.2.2) Dimensionnement de la nouvelle bâche eau chaude.................................................... 30 3.2.3) Présentation du nouveau système de gestion de l’eau chaude .................................... 35 3.2.4) Etude économique du projet .......................................................................................... 39
3.3) Projet : Alimentation des tours aéroréfrigérantes en eau osmosée ................. 41 3.3.1) Présentation du projet ................................................................................................... 41 3.3.2) Présentation des calculs. ............................................................................................... 42 3.3.3) Travaux à mettre en œuvre ........................................................................................... 45
Conclusion .............................................................................................................. 48
Bibliographie ........................................................................................................... 49
Annexes................................................................................................................... 50
3 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Table des figures
Figure 1 - Logo de la brasserie "Phénix". ................................................................................................................ 5 Figure 2 - Liste des marques de bière conditionnées à la brasserie de Marseille. .................................................. 5 Figure 3 - Diagramme des principaux flux énergétiques en centrale des fluides. .................................................... 6 Figure 4 - Diagramme des principaux flux énergétiques au service fabrication de la brasserie. ............................. 7 Figure 5 - Diagramme des principaux flux énergétiques au service conditionnement de la brasserie..................... 8 Figure 6 - Répartition des consommations d'eau et d'énergie au sein des différents services de l'usine. ............... 9 Figure 7 - Diagramme de Pareto des consommations d'énergie. ............................................................................ 9 Figure 8 - Les cinq étapes clés de résolution des problèmes : les cinq étapes UPS. ............................................ 11 Figure 9 - Capture d'écran du tableur Excel de suivi des consommations. ........................................................... 12 Figure 10 - Logo du logiciel Montage. ................................................................................................................... 12 Figure 11 - Photo d'un compteur manuel. .............................................................................................................. 13 Figure 12 - Photo d'un compteur automatique. ...................................................................................................... 13 Figure 13 - Arborescence du logiciel Montage. ..................................................................................................... 13 Figure 14 - Exemple de rapport automatique envoyé chaque mercredi au service fabrication. ........................... 14 Figure 15 – Capture d’écran de l’évolution hebdomadaire sur l'année 2017 de la consommation de vapeur en
tonnes de vapeur. .................................................................................................................................................. 15 Figure 16 - Evolution "normale" de la consommation de vapeur des caves (semaine 8). ..................................... 16 Figure 17 - Bruit de fond sur la consommation de vapeur des caves (semaine 25). ............................................. 16 Figure 18 – Capture d’écran de l’évolution de la consommation de vapeur des caves après action sur le
détendeur. ............................................................................................................................................................. 16 Figure 19 - Capture d'écran du nouvel outil de suivi hebdomadaire des consommations. .................................... 18 Figure 20 – Seconde capture d'écran du nouvel outil de suivi hebdomadaire des consommations. ..................... 19 Figure 21 - Capture d'écran de l'interface de création d'un nouveau rapport. ....................................................... 19 Figure 22 - Capture d'écran d'un diagramme de Pareto mensuel pour le mois de juin 2017. ............................... 20 Figure 23 - Capture d'écran du suivi annuel du pasteurisateur de la ligne G9. ..................................................... 21 Figure 24 - Fonctionnement global du Pfaduko de la chaudière ébullition. ........................................................... 22 Figure 25 - Zoom sur le fonctionnement du vapocondenseur................................................................................ 23 Figure 26 - Lettre de mission du groupe de travail. ............................................................................................... 24 Figure 27 - Evolution hebdomadaire de l'indicateur de consommation de vapeur de la chaudière ébullition. ....... 25 Figure 28 - Extrait de l'analyse des causes racines à l'aide de la méthode des cinq pourquoi. ............................. 26 Figure 29 - Evolution hebdomadaire annotée de la consommation de vapeur de la chaudière ébullition. ............ 27 Figure 30 - Schéma de principe du réfrigérant à moût. ......................................................................................... 28 Figure 31 - Schéma de principe du premier appoint continu en eau tiède. ............................................................ 29 Figure 32 - Schéma de principe du second appoint continu en eau tiède. ............................................................ 30 Figure 33 - Tableau de présentation des volumes nécessaires au démarrage dans le cas de a semaine 25 de
l’année 2017. ......................................................................................................................................................... 31 Figure 34 - Présentation de la méthode utilisée pour l'étude de la phase de démarrage. ..................................... 32 Figure 35 - Synthèse des volumes nécessaires au démarrage pour chaque semaine de l'année 2017. .............. 33 Figure 36 - Evolution du niveau de la bâche eau chaude sur l'ensemble du mois de mai 2017. ........................... 34 Figure 37 - Evolution du niveau de la bâche eau chaude sur l'ensemble du mois de juin 2017. ........................... 35 Figure 38 - Schéma de principe du nouveau système de gestion de l'eau chaude. .............................................. 36 Figure 39 - Présentation des différentes configurations des vannes du skid de pompe en sortie de la BEC et des
cuves de surverse. ................................................................................................................................................ 37 Figure 40 - Présentation de différentes configurations des vannes du skid de pompe dans le cas de demandes
simultanées. .......................................................................................................................................................... 38 Figure 41 - Tableau récapitulatif des coûts associés au projet. ............................................................................. 40 Figure 42 - Représentation des flux hydrauliques entrants et sortants d'une TAR. ............................................... 41 Figure 43 - Tableau de présentation de l'impact brut et financier du projet initial. ................................................. 44 Figure 44 - Tableau de présentation de l'impact brut et financier du projet complet. ............................................. 44 Figure 45 - Utilisation de l'osmoseur déjà en place. .............................................................................................. 45 Figure 46 - Fonctionnement historique des TAR de la brasserie. .......................................................................... 45 Figure 47 - Fonctionnement de la nouvelle installation. ......................................................................................... 46
4 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Introduction
La bière est l’une des boissons alcoolisées les plus anciennes. Les premières traces
de son existence remontent à l’Antiquité où la bière, plus communément appelée
« Cervoise », était reconnue pour ses vertus médicinales.
C’est au 8ème siècle que le houblon fit son apparition dans la fabrication de la bière.
Fabrication qui devient un art subtil parfaitement maitrisé par les moines : certains noms
d’abbayes traverseront les siècles.
Dans les années 1850 et avec l’aide de Louis Pasteur, cette boisson fragile peut être
conservée et consommée loin de son lieu de fabrication. Le développement de la verrerie,
des appareils de filtration, du soutirage sous-pression, de l'embouteillage et de la
réfrigération permet d'accroître la qualité et les volumes de production. De nos jours, la
fabrication de la bière est presque totalement automatisée.
En France, les industries occupent une place importante au sein de la consommation
nationale totale : elles représentent presque un cinquième de celle-ci [1].
Heineken, est actuellement la deuxième entreprise productrice de bière dans le
monde. En première position, on retrouve le groupe Belge AB InBev qui a fusionné avec le
groupe Anglais SAB Miller.
Le groupe Heineken est désireux de renforcer son image et de minimiser ses coûts
de production. De ce fait, la réduction de ses consommations d’eau et d’énergie devient un
enjeu important. Heineken manifeste cette volonté écologique depuis 2010 à travers le projet
« Brewing a Better Future ». Il consiste à réduire les consommations d’énergies de la
brasserie pour chaque maillon de la chaine : de la fabrication à l’expédition, en passant par
le conditionnement. De cette façon, le système de management de l’énergie des brasseries
s’améliore chaque année, afin de remplir les objectifs imposés par la société mère.
Lors de ma mission, j’ai intégré l’équipe chargée du pilotage de l’énergie composée
d’Alizée GIACOMELLI, animatrice en environnement et énergie, et de Jean-François
TRICOIRE, expert technique des installations de la centrale des fluides. Mme GIACOMELLI
est partie en mission pendant 4 mois en Nouvelle-Calédonie : j’étais donc chargé de la
remplacer durant cette période. Ainsi, elle a pu me former durant le mois de février avant son
départ, afin que mon stage se déroule au mieux.
Dans ce rapport de stage, nous allons examiner mon rôle dans cette démarche de
réduction des consommations.
Dans un premier temps, nous verrons comment fonctionne l’entreprise : organisation,
production et conditionnement de bière, utilisation quotidienne de l’amélioration continue.
Dans un second temps, nous expliquerons la méthode utilisée pour le suivi des
consommations d’énergie. Nous survolerons les indicateurs clefs et la stratégie utilisée, mais
aussi les différentes contributions que j’ai apportées.
Enfin, nous aborderons les solutions d’optimisation des consommations mises en
place. Dans ce cadre, nous étudierons les résultats d’un groupe de travail que j’ai piloté, et je
vous présenterai deux projets auxquels j’ai participé durant mon stage.
5 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
1) Présentation de l’environnement de travail
1.1) La brasserie Heineken « La Valentine »
La brasserie de Marseille (ou brasserie de La Valentine, le nom
du quartier) est la seule brasserie de la moitié sud de la France sur les
trois que compte le pays. La brasserie fut créée en 1886 sous le nom de
brasserie « Phénix ». C’est en 1997 que Heineken acquiert le site de
Marseille.
Un plan de la brasserie et des grandes zones qui la compose est
disponible en annexes. La brasserie en quelques chiffres [2] :
- Effectif : 134 personnes (20 [%] de l’effectif total en France)
- Surface : 10,3 hectares
- Capacité de production annuelle : 1,590 millions d’hectolitres
2 lignes de conditionnement bouteilles avec 63 000 [bouteilles/h] et
40 000 [bouteilles/h]
1 ligne de conditionnement de fûts : 380 [fûts/h]
- Station d’épuration équivalente à 33 000 habitants
- Tri sélectif qui permet le recyclage et la valorisation de 99 [%] des déchets
- Certifications : ISO 14 001, ISO 9 002, ISO 22 000 et ISO 50 001.
Elle brasse et conditionne la bière en bouteilles de verre non consignées et en fûts
consignés. Les marques de bières brassées à Marseille sont les suivantes :
Figure 2 - Liste des marques de bière conditionnées à la brasserie de Marseille.
La fabrication de bière et le conditionnement fonctionnent en 4x8 du dimanche soir au samedi matin en haute saison, période allant du mois d’avril jusqu’à fin juillet. Puis en moyenne et basse saison la semaine s’étale du lundi matin au vendredi soir, en 3x8.
La brasserie compte différents services :
Le service fabrication : la fabrication de la bière demande un savoir-faire. De la réception des matières premières à l’envoi au conditionnement, les opérateurs surveillent chaque paramètre pour assurer une production performante et de qualité, conforme à la recette Heineken. La centrale des fluides est une extension du service fabrication puisqu’elle est gérée par un opérateur de fabrication « détaché en centrale des fluides ».
Le service conditionnement : c’est la partie de l’usine où la bière est conditionnée dans des contenants (fûts ou bouteilles de verre).
Le service logistique : ce service a pour rôle de gérer les apports en matières premières et équipements en amont de la production. Il doit aussi s’occuper du produit fini après conditionnement (son stockage et son envoi au client).
Les services supports : ETN, TPM, SHE, RH, qualité et engineering : ces services voient leur champ d’activité s’étaler sur la brasserie entière. - ETN : « Entretien et travaux neufs », s’assure de la maintenance des différents
équipements de la brasserie et des travaux neufs.
Figure 1 - Logo de la brasserie
"Phénix".
6 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
- TPM : permet un pilotage global et une animation quotidienne de l’amélioration continue au sein de l’usine.
- SHE : s’assure du bon respect des règles de « Sécurité, Santé (Health) et Environnement », et assure le développement de ces différents aspects.
- RH : assure la gestion des « Ressources Humaines » de la brasserie. - Qualité : garantie la conformité règlementaire de l’activité de l’entreprise et de la
pertinence de ses process. - Engineering : ce service est commun à toutes les brasseries en France et apporte
un appui technique dans le cas de travaux conséquents.
Dans le cadre de mon stage, j’ai intégré le service SHE. En effet, le suivi et l’optimisation des consommations d’énergie est rattaché au département « environnement » de ce service. Seulement, comme l’énergie concerne la brasserie à tous les niveaux, j’étais constamment en relation avec les autres services afin de mener à bien mes missions.
1.2) Aspects énergétiques du processus de fabrication d’une bouteille de
bière
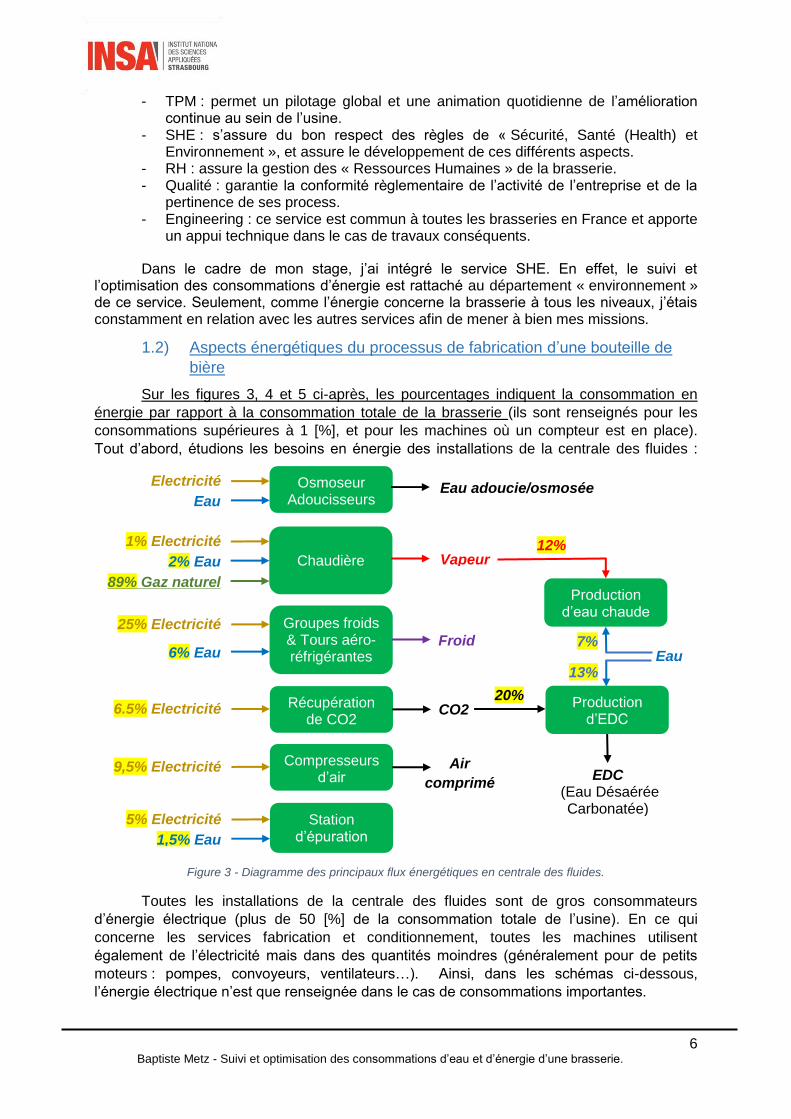
Sur les figures 3, 4 et 5 ci-après, les pourcentages indiquent la consommation en
énergie par rapport à la consommation totale de la brasserie (ils sont renseignés pour les
consommations supérieures à 1 [%], et pour les machines où un compteur est en place).
Tout d’abord, étudions les besoins en énergie des installations de la centrale des fluides :
Figure 3 - Diagramme des principaux flux énergétiques en centrale des fluides.
Toutes les installations de la centrale des fluides sont de gros consommateurs
d’énergie électrique (plus de 50 [%] de la consommation totale de l’usine). En ce qui
concerne les services fabrication et conditionnement, toutes les machines utilisent
également de l’électricité mais dans des quantités moindres (généralement pour de petits
moteurs : pompes, convoyeurs, ventilateurs…). Ainsi, dans les schémas ci-dessous,
l’énergie électrique n’est que renseignée dans le cas de consommations importantes.
Vapeur
Osmoseur Adoucisseurs
Electricité
Eau
Chaudière
1% Electricité
2% Eau
89% Gaz naturel
naturel
Eau adoucie/osmosée
Groupes froids & Tours aéro-réfrigérantes
25% Electricité
6% Eau
Récupération de CO2
6.5% Electricité CO2
Compresseurs d’air
9,5% Electricité Air
comprimé
Station d’épuration
5% Electricité
1,5% Eau
Froid
Production d’eau chaude
Production d’EDC
EDC (Eau Désaérée
Carbonatée)
Eau
12%
7%
13%
20%
7 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
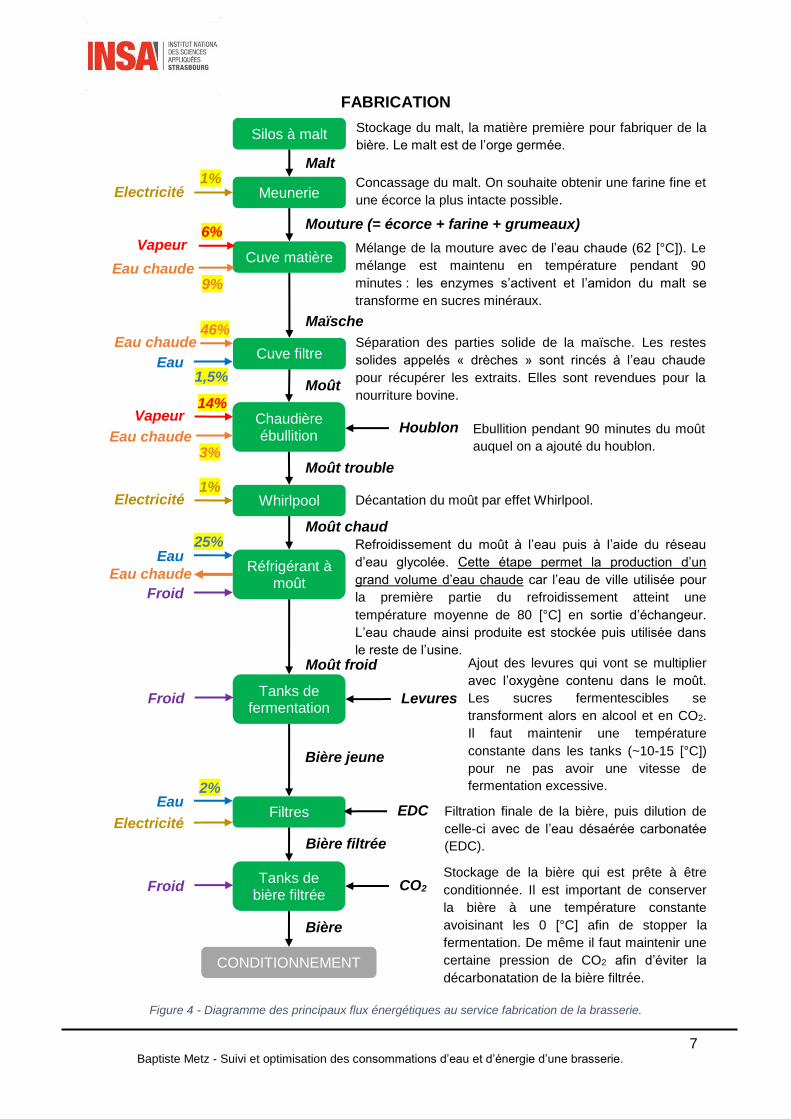
FABRICATION
Figure 4 - Diagramme des principaux flux énergétiques au service fabrication de la brasserie.
Bière filtrée
Silos à malt
Meunerie
Cuve matière
Cuve filtre
Chaudière ébullition
Whirlpool
Réfrigérant à moût
Tanks de fermentation
Filtres
Tanks de bière filtrée
CONDITIONNEMENT
Levures
CO2
Malt
Mouture (= écorce + farine + grumeaux)
Maïsche
Moût
Moût trouble
Moût chaud
(~100°C)
Moût froid
Bière jeune
Bière
Houblon
Stockage du malt, la matière première pour fabriquer de la
bière. Le malt est de l’orge germée.
Concassage du malt. On souhaite obtenir une farine fine et
une écorce la plus intacte possible.
Mélange de la mouture avec de l’eau chaude (62 [°C]). Le
mélange est maintenu en température pendant 90
minutes : les enzymes s’activent et l’amidon du malt se
transforme en sucres minéraux.
Séparation des parties solide de la maïsche. Les restes
solides appelés « drèches » sont rincés à l’eau chaude
pour récupérer les extraits. Elles sont revendues pour la
nourriture bovine.
Ebullition pendant 90 minutes du moût
auquel on a ajouté du houblon.
Décantation du moût par effet Whirlpool.
Refroidissement du moût à l’eau puis à l’aide du réseau
d’eau glycolée. Cette étape permet la production d’un
grand volume d’eau chaude car l’eau de ville utilisée pour
la première partie du refroidissement atteint une
température moyenne de 80 [°C] en sortie d’échangeur.
L’eau chaude ainsi produite est stockée puis utilisée dans
le reste de l’usine. Ajout des levures qui vont se multiplier
avec l’oxygène contenu dans le moût. Les sucres fermentescibles se
transforment alors en alcool et en CO2.
Il faut maintenir une température
constante dans les tanks (~10-15 [°C])
pour ne pas avoir une vitesse de
fermentation excessive.
Filtration finale de la bière, puis dilution de
celle-ci avec de l’eau désaérée carbonatée
(EDC).
Stockage de la bière qui est prête à être
conditionnée. Il est important de conserver
la bière à une température constante
avoisinant les 0 [°C] afin de stopper la
fermentation. De même il faut maintenir une
certaine pression de CO2 afin d’éviter la
décarbonatation de la bière filtrée.
Electricité
Vapeur
Eau chaude
Eau chaude
Vapeur
Electricité
Electricité
Eau
Eau
Eau chaude
EDC
Froid
Froid
Froid
1%
1%
6%
9%
46%
14%
25%
2%
Eau 1,5%
Eau chaude 3%
8 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
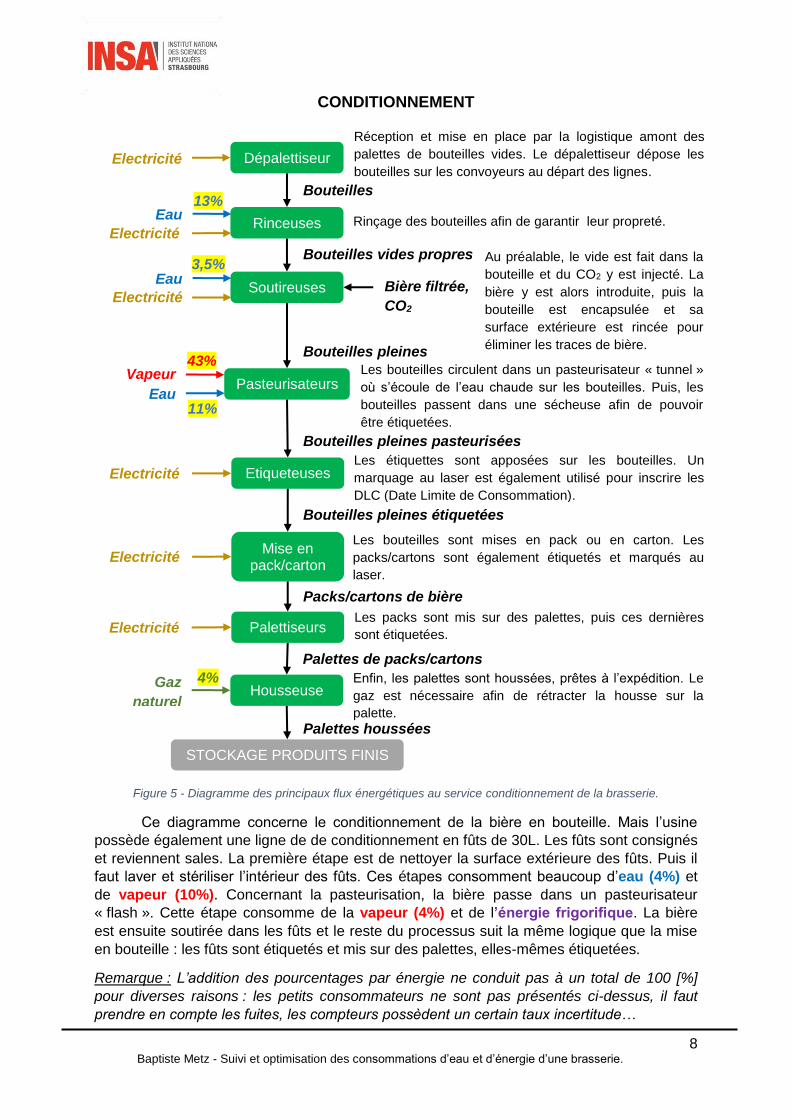
CONDITIONNEMENT
Figure 5 - Diagramme des principaux flux énergétiques au service conditionnement de la brasserie.
Ce diagramme concerne le conditionnement de la bière en bouteille. Mais l’usine
possède également une ligne de de conditionnement en fûts de 30L. Les fûts sont consignés
et reviennent sales. La première étape est de nettoyer la surface extérieure des fûts. Puis il
faut laver et stériliser l’intérieur des fûts. Ces étapes consomment beaucoup d’eau (4%) et
de vapeur (10%). Concernant la pasteurisation, la bière passe dans un pasteurisateur
« flash ». Cette étape consomme de la vapeur (4%) et de l’énergie frigorifique. La bière
est ensuite soutirée dans les fûts et le reste du processus suit la même logique que la mise
en bouteille : les fûts sont étiquetés et mis sur des palettes, elles-mêmes étiquetées.
Remarque : L’addition des pourcentages par énergie ne conduit pas à un total de 100 [%]
pour diverses raisons : les petits consommateurs ne sont pas présentés ci-dessus, il faut
prendre en compte les fuites, les compteurs possèdent un certain taux incertitude…
Dépalettiseur
Rinceuses
Soutireuses
Pasteurisateurs
Etiqueteuses
Mise en pack/carton
Housseuse
STOCKAGE PRODUITS FINIS
Bière filtrée,
CO2
Bouteilles
vides
Bouteilles vides propres
Bouteilles pleines
Bouteilles pleines pasteurisées
Bouteilles pleines étiquetées
Packs/cartons de bière
Palettes de packs/cartons
Palettes houssées
Réception et mise en place par la logistique amont des
palettes de bouteilles vides. Le dépalettiseur dépose les
bouteilles sur les convoyeurs au départ des lignes.
Rinçage des bouteilles afin de garantir leur propreté.
Au préalable, le vide est fait dans la
bouteille et du CO2 y est injecté. La
bière y est alors introduite, puis la
bouteille est encapsulée et sa
surface extérieure est rincée pour
éliminer les traces de bière.
Les bouteilles circulent dans un pasteurisateur « tunnel »
où s’écoule de l’eau chaude sur les bouteilles. Puis, les
bouteilles passent dans une sécheuse afin de pouvoir
être étiquetées.
Les étiquettes sont apposées sur les bouteilles. Un
marquage au laser est également utilisé pour inscrire les
DLC (Date Limite de Consommation).
Les bouteilles sont mises en pack ou en carton. Les
packs/cartons sont également étiquetés et marqués au
laser.
Les packs sont mis sur des palettes, puis ces dernières
sont étiquetées.
Enfin, les palettes sont houssées, prêtes à l’expédition. Le
gaz est nécessaire afin de rétracter la housse sur la
palette.
Vapeur
Gaz
naturel
Eau
Palettiseurs
Eau
Electricité
Electricité
Electricité
Electricité
Electricité
Eau
Electricité
43%
4%
13%
3,5%
11%
9 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
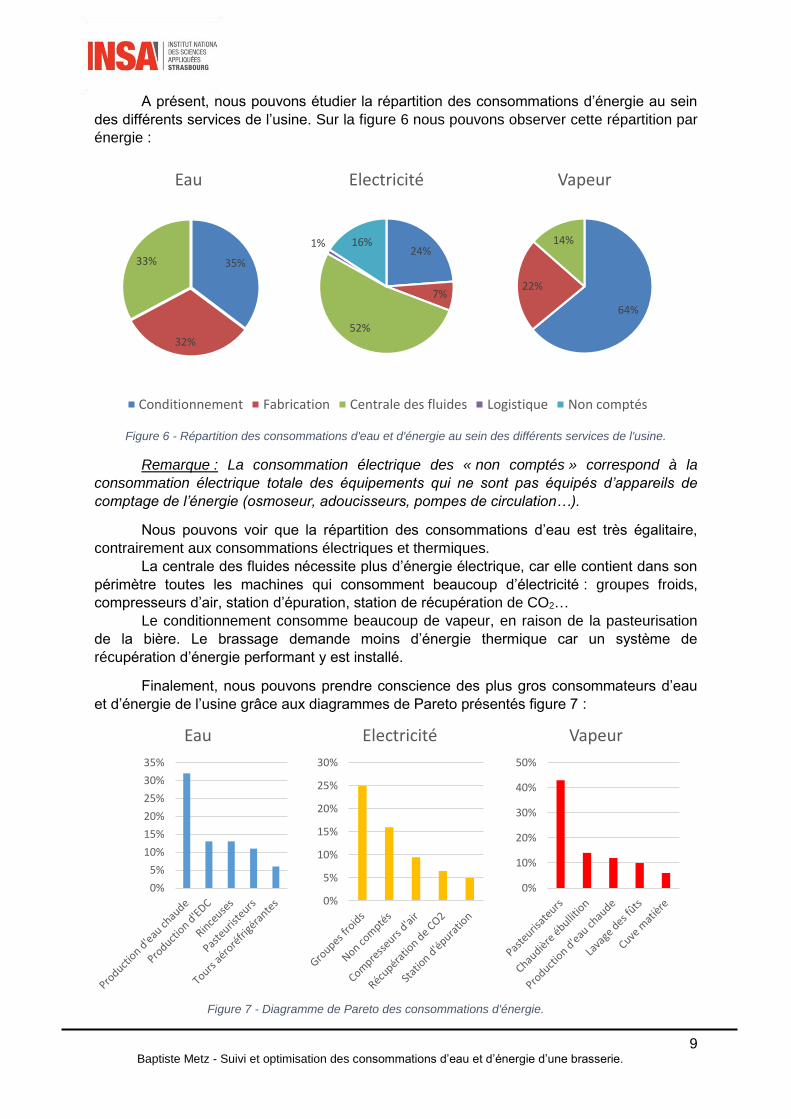
A présent, nous pouvons étudier la répartition des consommations d’énergie au sein
des différents services de l’usine. Sur la figure 6 nous pouvons observer cette répartition par
énergie :
Figure 6 - Répartition des consommations d'eau et d'énergie au sein des différents services de l'usine.
Remarque : La consommation électrique des « non comptés » correspond à la
consommation électrique totale des équipements qui ne sont pas équipés d’appareils de
comptage de l’énergie (osmoseur, adoucisseurs, pompes de circulation…).
Nous pouvons voir que la répartition des consommations d’eau est très égalitaire,
contrairement aux consommations électriques et thermiques.
La centrale des fluides nécessite plus d’énergie électrique, car elle contient dans son
périmètre toutes les machines qui consomment beaucoup d’électricité : groupes froids,
compresseurs d’air, station d’épuration, station de récupération de CO2…
Le conditionnement consomme beaucoup de vapeur, en raison de la pasteurisation
de la bière. Le brassage demande moins d’énergie thermique car un système de
récupération d’énergie performant y est installé.
Finalement, nous pouvons prendre conscience des plus gros consommateurs d’eau
et d’énergie de l’usine grâce aux diagrammes de Pareto présentés figure 7 :
Figure 7 - Diagramme de Pareto des consommations d'énergie.
35%
32%
33%
Eau
24%
7%
52%
1% 16%
Electricité
64%
22%
14%
Vapeur
Conditionnement Fabrication Centrale des fluides Logistique Non comptés
0%
5%
10%
15%
20%
25%
30%
35%
Eau
0%
5%
10%
15%
20%
25%
30%
Electricité
0%
10%
20%
30%
40%
50%
Vapeur
10 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
1.3) L’amélioration continue au service de l’énergie
Dans les années 70, les méthodes de maintenance ont évolué au sein des
entreprises japonaises. Elles visaient à améliorer l’efficacité des équipements grâce à la
participation de tous les employés et donnèrent naissance à la « Total Productive
Maintenance (TPM) ». L’Occident a vu arriver cette méthode dans les années 80 alors que la
compétition industrielle, notamment dans le secteur automobile, devenait féroce. De nos
jours la TPM est considérée comme une démarche de management et d’amélioration
continue de la performance industrielle. Elle s’applique notamment aux consommations
d’eau et d’énergie dans le cadre de la norme ISO 50 001.
Cette norme incite à la mise en place d’opérations correctives en vue d’optimiser les
consommations énergétiques de la brasserie. Au-delà de l’aspect correctif, la TPM permet
surtout de favoriser la prévention d’éventuelles pertes. Cette démarche d’amélioration de la
performance industrielle se caractérise par l’implication de tous les services de l’entreprise à
tous les niveaux. Ainsi elle nécessite l’utilisation de différents outils qui seront succinctement
présentés ci-dessous :
- Les Daily Control System (DCS).
Ce sont de courtes réunions animées par les chefs de service. Ces réunions ont lieu
pour chaque département, en début de matinée, afin de faire un point sur la veille. Plusieurs
indicateurs de performance y sont utilisés, notamment des indicateurs pour rendre compte
des performances énergétiques. Je participais quotidiennement à l’un de ces DCS, en
essayant de varier les services au cours d’une même semaine.
- Les « tag ».
Le tag est un outil servant à remonter des anomalies et des dysfonctionnements. Il
s’appelle ainsi car historiquement, une étiquette (« tag » en anglais) était placée au niveau
de l’anomalie. Le but d’un tag est de résoudre le problème avant qu’il ne provoque une
panne ou une dérive des consommations. N’importe qui peut faire un tag en le signalant sur
un fichier informatique partagé ou sur un document destiné à cet effet. Dans le cas de
l’optimisation des consommations d’énergie, les tag servent principalement à signaler des
fuites d’eau, de vapeur ou d’air comprimé.
- Les analyses de perte/panne (ADP).
Si une anomalie ou un dysfonctionnement requiert l’investissement fort d’un ou
plusieurs membres du personnel, une ADP peut être démarrée. Cette ADP aura pour but
d’identifier la cause de la perte et de mettre une contre-mesure en place. Pour le suivi
énergétique des installations, les ADP sont principalement utilisées pour mettre en évidence
une surconsommation due au mauvais fonctionnement d’une machine.
- Les équipes Kaizens ou groupes de travail.
Si une anomalie ou un dysfonctionnement devient chronique, un groupe de travail
peut être démarré. Dans le cas des Kaizens, les problèmes sont plus complexes et
nécessitent la mise en place d’une équipe de travail constituée de plusieurs membres issus
de services différents. Une équipe Kaizen est plus longue et compliquée à mettre en œuvre,
et la résolution du problème peut s’étaler sur plusieurs mois.
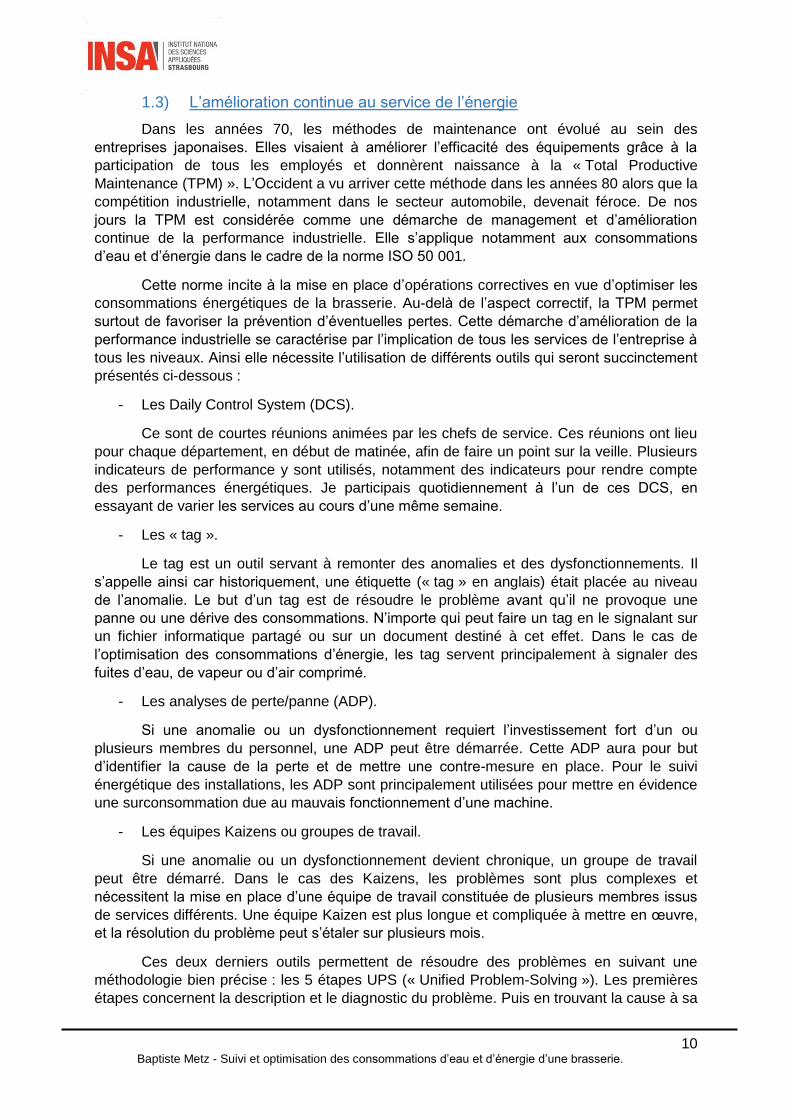
Ces deux derniers outils permettent de résoudre des problèmes en suivant une
méthodologie bien précise : les 5 étapes UPS (« Unified Problem-Solving »). Les premières
étapes concernent la description et le diagnostic du problème. Puis en trouvant la cause à sa
11 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
racine, intervient la mise en place d’une solution adéquate. Chaque cause doit être reliée à
l’un des 4M du diagramme d’Ishikawa : Matière, Méthode, Main d’œuvre et Machines.
L’objectif principal de cette démarche est de mettre en place la solution qui éradiquera
l’origine de notre problème. Pour s’assurer de l’efficacité de la solution mise en place il est
nécessaire de surveiller la réapparition de l’anomalie et d’en faire le suivi. Le détail de ces
étapes est disponible ci-dessous :
Figure 8 - Les cinq étapes clés de résolution des problèmes : les cinq étapes UPS.
2) Suivi des consommations d’énergie
2.1) Méthode utilisée pour le suivi des consommations
Le pilotage de l’énergie au sein de Heineken n’est pas quelque chose de nouveau,
cela fait plus de 10 ans qu’il a été mis en place. Le suivi des consommations est réalisé à
l’aide de compteurs dont les relevés sont exécutés de façon hebdomadaire. Ces relevés sont
effectués par un opérateur en début de semaine, le lundi matin. Puis l’ingénieur en charge
du suivi reporte ces données dans un tableur Excel afin d’étudier les consommations de la
semaine passée, et d’identifier d’éventuelles dérives.
Afin d’étudier les consommations de façon plus cohérente, ces dernières sont
divisées par le volume de bière produit durant la même période. Nous appelons ces
indicateurs des « ratios ». Les volumes de bière sont exprimés en hectolitres [hL] : c’est
l’unité de référence dans le domaine brassicole, car les tonneaux de bière faisaient
généralement 100 litres. Ainsi, nos ratios sont exprimés en :
- [hL/hL] pour les consommations d’eau
- [MJ/hL] pour les consommations de vapeur et de gaz naturel
- [kWh/hL] pour les consommations électriques
Dans un souci de précision, ce ne sont pas les mêmes volumes de bière qui sont
utilisés pour calculer les ratios de consommation des équipements. Au niveau de la
fabrication de la bière, nous retrouvons par exemple des hectolitres « brassés » pour la
chaudière ébullition ou des hectolitres « filtrés » pour l’opération de filtration. En effet, les
volumes ne sont pas les mêmes tout au long du processus de fabrication car il a des pertes.
De même, au conditionnement nous utilisons par exemple des hectolitres « conditionnés
G8 » pour la soutireuse ou le pasteurisateur de la ligne G8, ou des hectolitres « conditionnés
fûts » pour la laveuse interne de la ligne fûts. D’autres indicateurs sont parfois utilisés,
comme des tonnes de vapeur pas heure de fonctionnement par exemple, si la
consommation d’une machine ne dépend pas du volume de bière qui la traverse.

12 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Figure 10 - Logo du logiciel Montage.
Voici par exemple le résultat des consommations d’eau au conditionnement pour les
semaines 27,28, 29 et 30 :
Figure 9 - Capture d'écran du tableur Excel de suivi des consommations.
Ce document est associé à un plan d’action dans lequel nous renseignons les contre-
mesures que nous mettons en œuvre pour chaque dérive. Ce plan d’action permet d’assurer
le suivi dans le temps des actions que nous lançons. On y renseigne : la date, la perte
énergétique occasionnée, l’action à mener, la personne qui va mener l’action, la date ou la
période pendant laquelle l’action est menée et enfin si oui ou non le problème est résolu.
Lorsque le problème persiste, nous démarrons une ADP, une équipe Kaizen ou un groupe
de travail.
Le problème de cette méthode est qu’elle nécessite une réelle formation. Les outils
ne sont pas assez intuitifs et il est nécessaire d’être un initié pour comprendre le
fonctionnement du document Excel. Comme nous pouvons le voir sur la figure 9, celui-ci
contient beaucoup d’informations et n’ai pas nécessairement facile à lire.
2.2) Le logiciel Montage
Le point de départ de la norme ISO 50 001 est la
mise en œuvre et l’amélioration continue du système de
management de l’énergie [3]. Dans le cadre de cette norme
et afin d’optimiser et de moderniser le pilotage de l’énergie,
Heineken a récemment investi dans le logiciel Montage.
Ce logiciel permet la remontée automatique de certains compteurs. En effet, la
brasserie possède plus d’une centaine de compteurs, répartis sur les réseaux d’eau et de
vapeur et sur le réseau électrique. Seulement, les compteurs ne permettent pas encore tous
le relevé automatique.
Chaque année, des compteurs manuels sont donc remplacés par des compteurs
automatiques, afin de tendre vers un fonctionnement complètement automatisé. Pour ma
part, j’ai justement eu l’occasion d’ajouter de nouveaux compteurs automatiques au logiciel
Montage, car ces derniers avaient été installés au début de l’année 2017.

13 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
2.2.1) Présentation du logiciel
Au sein du logiciel, chaque site industriel est divisé en dossiers qui contiennent :
- Des départements : ces derniers donnent l’aspect « organisationnel » de la
consommation d’énergie. Chaque département contient plusieurs centres de
comptages de l’énergie (CEE). C’est au niveau de ces CEE que la consommation
d’énergie est calculée avec les données par les compteurs.
- Des compteurs : tous les compteurs sont renseignés dans ce dossier. Les compteurs
sont structurés par type d’énergie et possèdent une arborescence similaire à
l’architecture réelle du réseau.
- Des variables : on retrouve dans cette catégorie les volumes utilisés pour calculés
nos ratios : hectolitres brassés, conditionnés, filtrés… On retrouve également les
données climatiques, les coefficients de conversions ou encore les tarifs des
énergies.
Figure 13 - Arborescence du logiciel Montage.
Figure 12 - Photo d'un compteur automatique.
Figure 11 - Photo d'un compteur manuel.
14 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Pour chaque département ou compteur, nous pouvons extraire plusieurs types de
données : les consommations brutes ([m3] pour l’eau ou le gaz, [kWh] pour l’électricité…) ou
les ratios définis au préalable.
2.2.2) Intérêts du logiciel et exemples d’application
Gain de temps :
La mise en place du logiciel permet à la fois aux opérateurs, mais aussi à la cellule
énergie de bénéficier d’un réel gain de temps. Tout d’abord car il permet d’éviter un relevé
manuel des compteurs, mais aussi d’automatiser de nombreux rapports. Ceux-ci permettent
d’exploiter les informations directement dans le logiciel et peuvent prendre de nombreuses
formes : graphiques divers et variés pour une période donnée, tableaux de résultat… Ces
derniers peuvent être envoyés directement aux opérateurs ou aux responsables de la zone
concernée.
Par exemple, durant le DCS des lignes G8 et G9, il y a un point énergie qui concerne
les pasteurisateurs : leurs consommations d’eau et de vapeur sont suivies jour par jour. J’ai
donc créé un rapport automatique envoyé chaque matin au team leader qui anime le DCS.
On y retrouve l’indicateur à suivre et une pastille rouge ou verte pour indiquer si le standard
est respecté. On y observe également la courbe de consommation des dernières 24 heures
qui permet parfois de comprendre la surconsommation. L’ensemble du rapport automatique
est disponible en annexes.
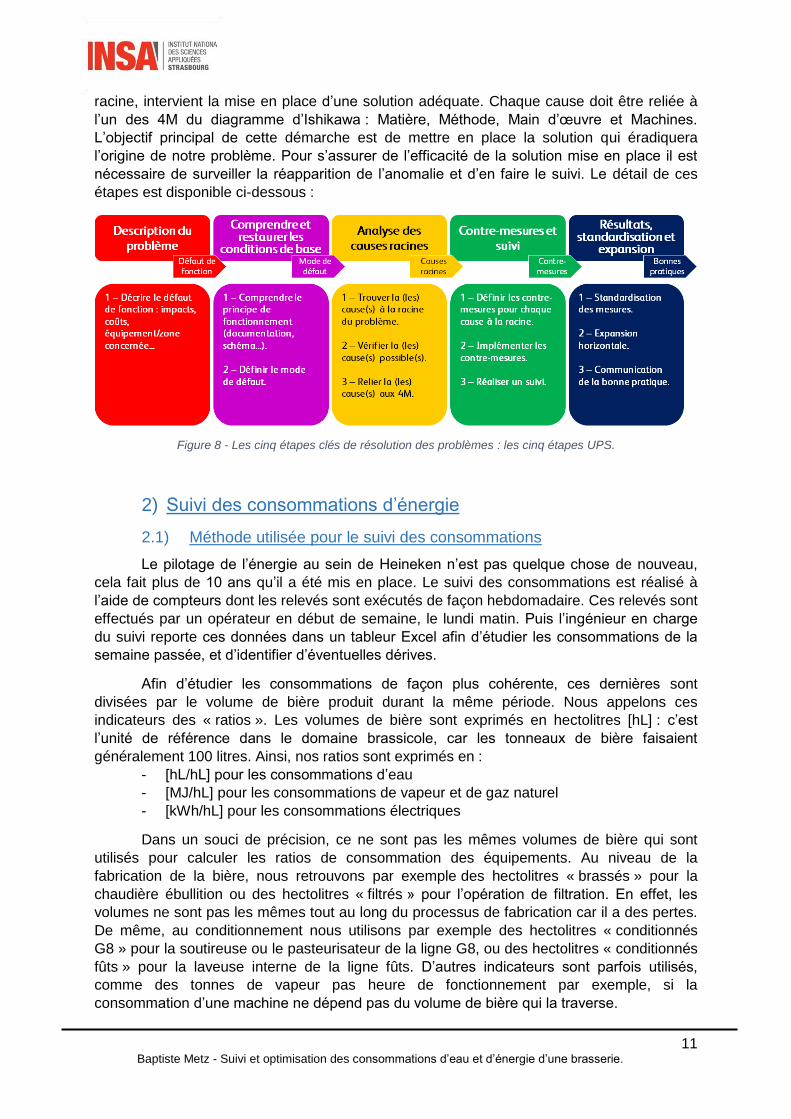
De même, une fois par semaine j’anime un point énergie d’une durée de 20 minutes
aux équipes du service fabrication. Durant ce point, nous abordons les consommations
énergétiques des principaux consommateurs du service, et les opérateurs m’aident à
comprendre d’éventuels dérives. C’est durant cette réunion qu’ils peuvent également faire
remonter des informations pertinentes constatées durant la semaine, ou des suggestions.
Pour optimiser cette réunion, j’ai créé un rapport automatique sur Montage, qui liste les
différents ratios, accompagnés d’un indicateur rouge/vert. Voici par exemple la partie du
rapport concernant les consommations d’électricité :
Figure 14 - Exemple de rapport automatique envoyé chaque mercredi au service fabrication.
Le reste du rapport est disponible en annexes.
Gain en réactivité :
Grâce à Montage, l’équipe énergie gagne énormément en réactivité : les plus gros
consommateurs possèdent des compteurs automatiques qui relèvent une valeur toutes les
10 minutes. Ainsi, nous pouvons suivre leur évolution en direct et s’alarmer plus rapidement.
15 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Dans ce but, j’ai créé des alertes qui avertissent les personnes concernées lorsqu’un
certain seuil est dépassé. Ces alertes sont envoyées directement par e-mail, comme pour
les rapports. A titre d’illustration et comme nous l’évoquions ci-dessus, les consommations
d’eau et de vapeur des pasteurisateurs font l’objet d’une attention particulière. Ainsi, une
alerte est automatiquement envoyée au team leader si la consommation d’eau d’un
pasteurisateur dépasse un certain seuil pendant une durée définie.
De plus, lorsqu’un opérateur ou un technicien remontait un nouveau
dysfonctionnement, je pouvais aisément constater l’impact de celui-ci en visualisant la
courbe de consommation en temps réel associée.
Aide au quotidien :
Dans un premier temps, le logiciel est d’une véritable aide pour mettre en place des
contre-mesures face à une perte : nous pouvons visualiser les courbes qui nous intéressent
pour mettre en évidence la dérive. Cela permet un réel gain en précision et une véritable
aide pour analyser et comprendre la perte, car nous disposons de l’évolution précise de la
consommation.
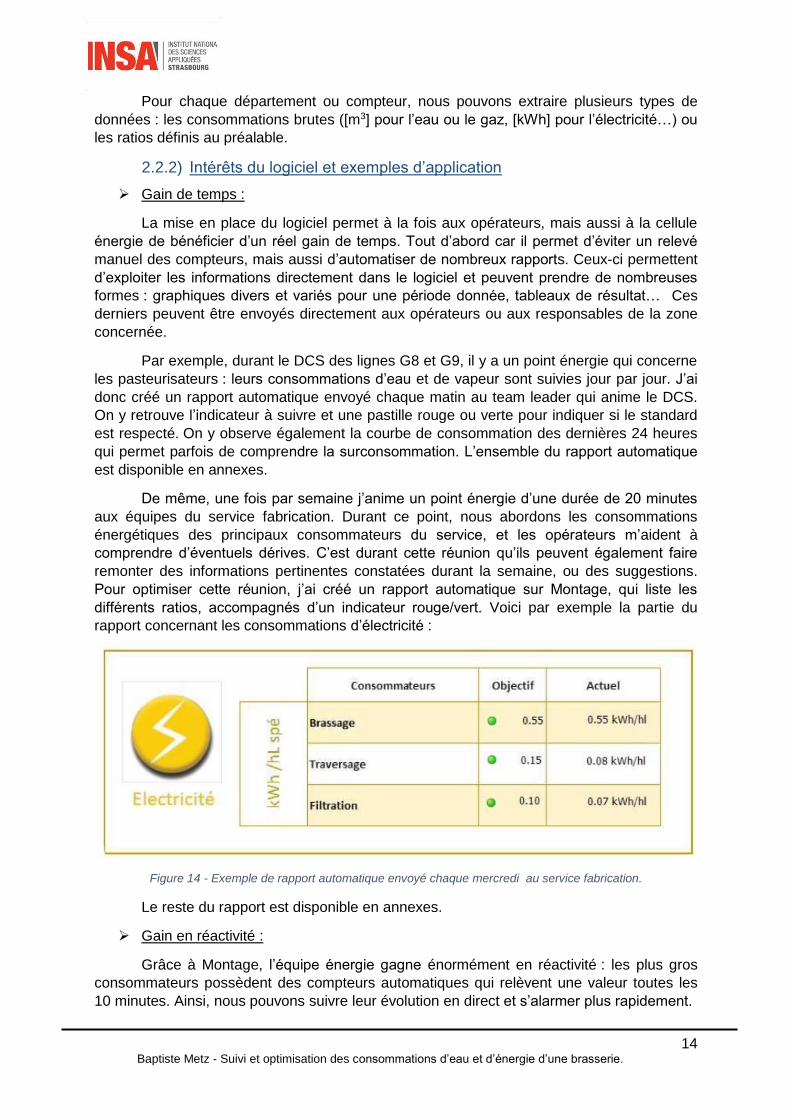
Nous pouvons prendre l’exemple d’une perte que j’ai identifiée grâce au logiciel
Montage. Sur le départ du réseau de vapeur vers les caves de la brasserie, nous constations
une surconsommation depuis plusieurs semaines :
Figure 15 – Capture d’écran de l’évolution hebdomadaire sur l'année 2017 de la consommation de vapeur en tonnes de vapeur.
On voit sur le graphique que la surconsommation est de 10 tonnes de vapeur par
semaine en moyenne : on passe de 9 [tonnes/semaine] à 19 [tonnes/semaine] environ. Cela
représenté une dérive considérable car la valeur de la consommation a doublé.
Dans une situation comme celle-ci, la première chose est de s’assurer que cette
différence de consommation n’est pas justifiée. Ainsi, je suis allé m’entretenir avec les
opérateurs et avec les chefs de service, afin de savoir si les habitudes n’avaient pas
changées concernant l’utilisation de la vapeur dans la zone des caves. Rien n’avait été
modifié, j’ai donc continué mon investigation.
Pour comprendre l’origine du problème, j’ai visualisé la courbe de comptage en
temps réel. J’ai constaté un « bruit de fond » (la courbe n’atteint jamais la valeur nulle) qui
n’était pas présent en début d’année, comme le montre les figures 16 et 17.
16 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
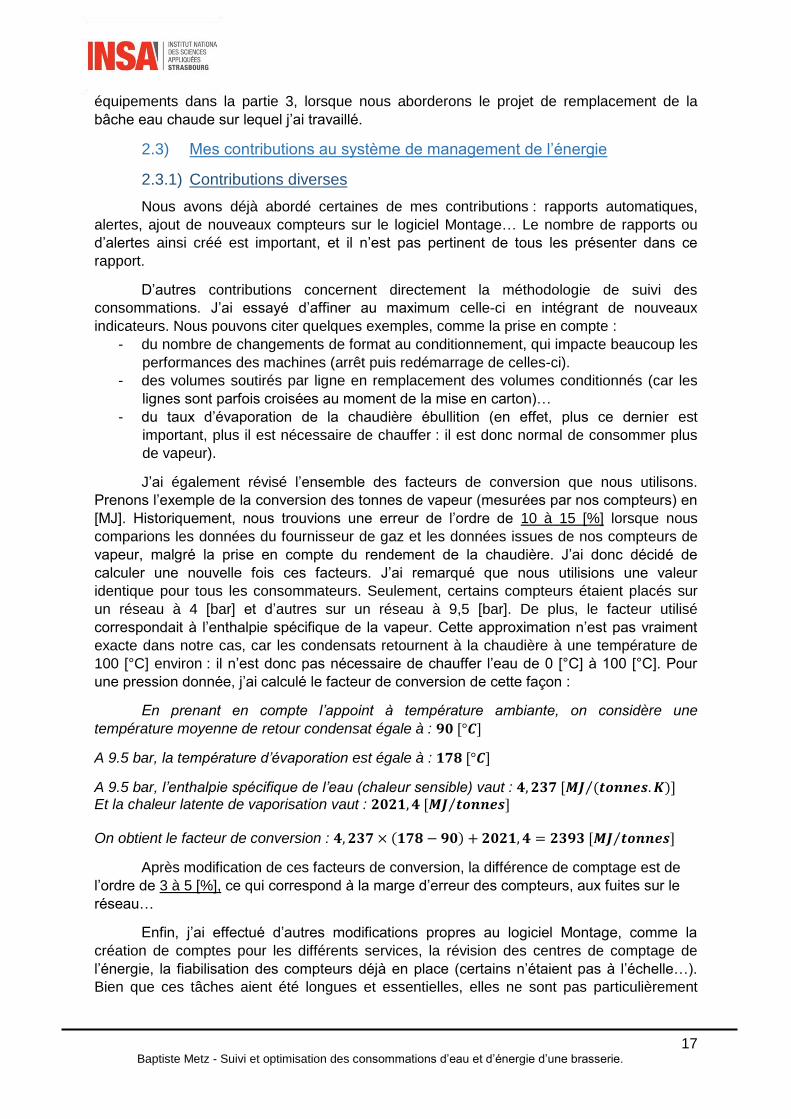
De ce fait, je suis allé examiner le réseau de vapeur des caves, afin d’identifier la
source du problème. Une consommation constante comme celle-ci correspond
généralement à une fuite : j’ai donc observé le réseau de distribution en aval du compteur :
sans succès. Mais, après avoir consulté les différents postes de détente, j’ai remarqué
qu’une soupape de sécurité crachait constamment de la vapeur. Accompagné d’un
technicien, nous avons cherché à comprendre la cause de ce phénomène. Il s’avère que le
détendeur dysfonctionnait : en conséquence la pression dans le réseau était trop importante
et la soupape de sécurité remplissait son rôle. Pour confirmer cette hypothèse, nous avons
agi sur les réglages du détendeur, afin de s’approcher au maximum de la pression de
consigne en sortie. Ainsi, nous avons constaté une diminution de la perte, identifiable par un
palier sur la figure 18 :
Figure 18 – Capture d’écran de l’évolution de la consommation de vapeur des caves après action sur le détendeur.
Par la suite, le détendeur et la soupape de sécurité ont été remplacés et les
consommations sont revenues à la normale. Montage permet donc d’avoir un support visuel
parlant auprès des opérateurs et des techniciens afin qu’il puisse nous aider au mieux dans
notre tâche, mais également de confirmer certaines hypothèses techniques. Pour formaliser
notre travail, j’ai réalisé une analyse de perte illustrée par les courbes issues du logiciel.
Cette analyse de perte est disponible en annexes.
Dans un second temps, Montage est d’une grande aide lors de projets concernant
l’énergie. Nous verrons l’importance de cet outil pour dimensionner au mieux les
Depuis l’action sur le
détendeur
Figure 16 - Evolution "normale" de la consommation de vapeur des caves (semaine 8).
Figure 17 - Bruit de fond sur la consommation de vapeur des caves (semaine 25).
17 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
équipements dans la partie 3, lorsque nous aborderons le projet de remplacement de la
bâche eau chaude sur lequel j’ai travaillé.
2.3) Mes contributions au système de management de l’énergie
2.3.1) Contributions diverses
Nous avons déjà abordé certaines de mes contributions : rapports automatiques,
alertes, ajout de nouveaux compteurs sur le logiciel Montage… Le nombre de rapports ou
d’alertes ainsi créé est important, et il n’est pas pertinent de tous les présenter dans ce
rapport.
D’autres contributions concernent directement la méthodologie de suivi des
consommations. J’ai essayé d’affiner au maximum celle-ci en intégrant de nouveaux
indicateurs. Nous pouvons citer quelques exemples, comme la prise en compte :
- du nombre de changements de format au conditionnement, qui impacte beaucoup les
performances des machines (arrêt puis redémarrage de celles-ci).
- des volumes soutirés par ligne en remplacement des volumes conditionnés (car les
lignes sont parfois croisées au moment de la mise en carton)…
- du taux d’évaporation de la chaudière ébullition (en effet, plus ce dernier est
important, plus il est nécessaire de chauffer : il est donc normal de consommer plus
de vapeur).
J’ai également révisé l’ensemble des facteurs de conversion que nous utilisons.
Prenons l’exemple de la conversion des tonnes de vapeur (mesurées par nos compteurs) en
[MJ]. Historiquement, nous trouvions une erreur de l’ordre de 10 à 15 [%] lorsque nous
comparions les données du fournisseur de gaz et les données issues de nos compteurs de
vapeur, malgré la prise en compte du rendement de la chaudière. J’ai donc décidé de
calculer une nouvelle fois ces facteurs. J’ai remarqué que nous utilisions une valeur
identique pour tous les consommateurs. Seulement, certains compteurs étaient placés sur
un réseau à 4 [bar] et d’autres sur un réseau à 9,5 [bar]. De plus, le facteur utilisé
correspondait à l’enthalpie spécifique de la vapeur. Cette approximation n’est pas vraiment
exacte dans notre cas, car les condensats retournent à la chaudière à une température de
100 [°C] environ : il n’est donc pas nécessaire de chauffer l’eau de 0 [°C] à 100 [°C]. Pour
une pression donnée, j’ai calculé le facteur de conversion de cette façon :
En prenant en compte l’appoint à température ambiante, on considère une
température moyenne de retour condensat égale à : 𝟗𝟎 [°𝑪]
A 9.5 bar, la température d’évaporation est égale à : 𝟏𝟕𝟖 [°𝑪]
A 9.5 bar, l’enthalpie spécifique de l’eau (chaleur sensible) vaut : 𝟒, 𝟐𝟑𝟕 [𝑴𝑱 (𝒕𝒐𝒏𝒏𝒆𝒔. 𝑲)]⁄ Et la chaleur latente de vaporisation vaut : 𝟐𝟎𝟐𝟏, 𝟒 [𝑴𝑱 𝒕𝒐𝒏𝒏𝒆𝒔]⁄ On obtient le facteur de conversion : 𝟒, 𝟐𝟑𝟕 × (𝟏𝟕𝟖 − 𝟗𝟎) + 𝟐𝟎𝟐𝟏, 𝟒 = 𝟐𝟑𝟗𝟑 [𝑴𝑱 𝒕𝒐𝒏𝒏𝒆𝒔]⁄
Après modification de ces facteurs de conversion, la différence de comptage est de
l’ordre de 3 à 5 [%], ce qui correspond à la marge d’erreur des compteurs, aux fuites sur le
réseau…
Enfin, j’ai effectué d’autres modifications propres au logiciel Montage, comme la
création de comptes pour les différents services, la révision des centres de comptage de
l’énergie, la fiabilisation des compteurs déjà en place (certains n’étaient pas à l’échelle…).
Bien que ces tâches aient été longues et essentielles, elles ne sont pas particulièrement
18 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
intéressantes à décrire. C’est pourquoi j’ai décidé de détailler uniquement les contributions
majeures que j’ai apportées au logiciel.
2.3.2) Contributions majeures au logiciel Montage
Suivi hebdomadaire : création d’un fichier de suivi.
Cette tâche consiste à recréer le document Excel de suivi hebdomadaire de nos
indicateurs directement au sein du logiciel Montage. Cette mission était d’une grande
importance pour l’entreprise, car elle permettait de basculer définitivement d’un suivi
« manuel » à un suivi automatisé. Un gros travail en amont a été nécessaire avant de
réaliser ce projet pour être sûr d’avoir un résultat cohérent avec la réalité. C’est dans le
cadre de ce travail que j’ai réalisé les différentes mises à jour évoquées plus haut :
fiabilisation des compteurs et des facteurs de conversion, construction des centres de
comptage de l’énergie… En réalité, cette tâche m’a demandé beaucoup de temps, les
données à traiter étant très nombreuses.
A la fin de mon stage, nous utilisions déjà ce fichier comme nouveau support de
travail, et nous avons pu mettre de côté l’ancien fichier Excel. Nous avons ainsi pu améliorer
ensemble le fichier, afin qu’il réponde parfaitement aux attentes de la brasserie.
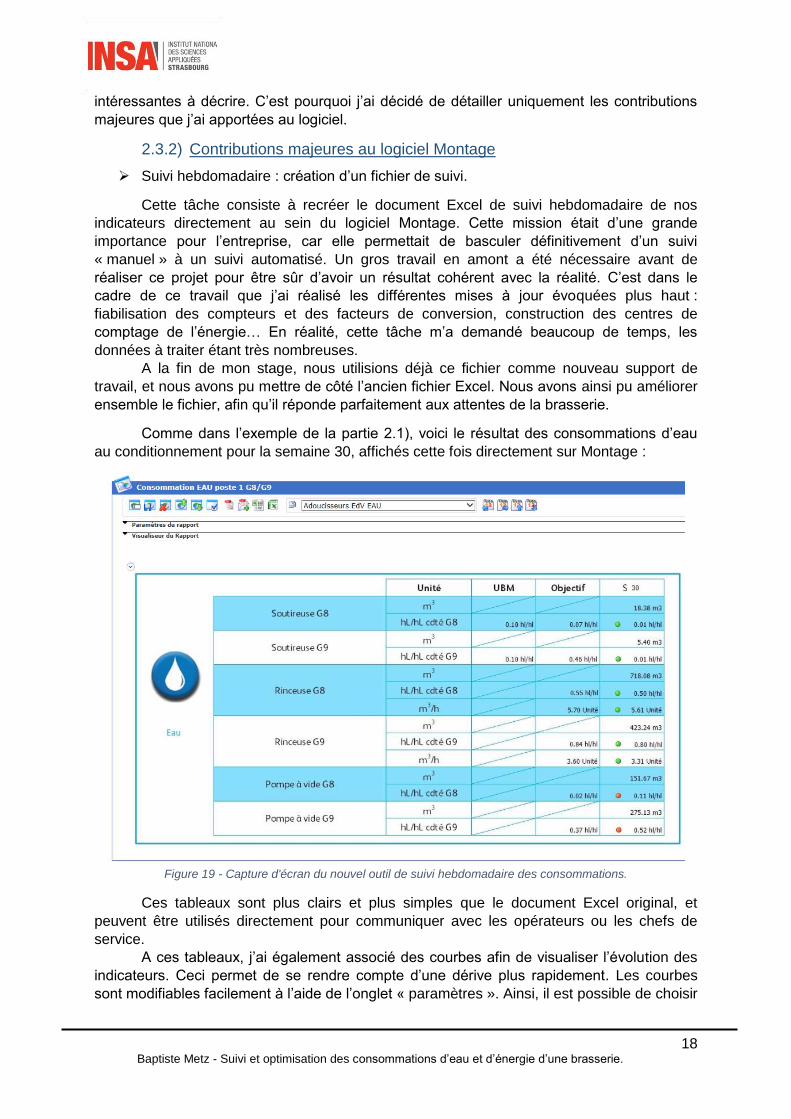
Comme dans l’exemple de la partie 2.1), voici le résultat des consommations d’eau
au conditionnement pour la semaine 30, affichés cette fois directement sur Montage :
Figure 19 - Capture d'écran du nouvel outil de suivi hebdomadaire des consommations.
Ces tableaux sont plus clairs et plus simples que le document Excel original, et
peuvent être utilisés directement pour communiquer avec les opérateurs ou les chefs de
service.
A ces tableaux, j’ai également associé des courbes afin de visualiser l’évolution des
indicateurs. Ceci permet de se rendre compte d’une dérive plus rapidement. Les courbes
sont modifiables facilement à l’aide de l’onglet « paramètres ». Ainsi, il est possible de choisir
19 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
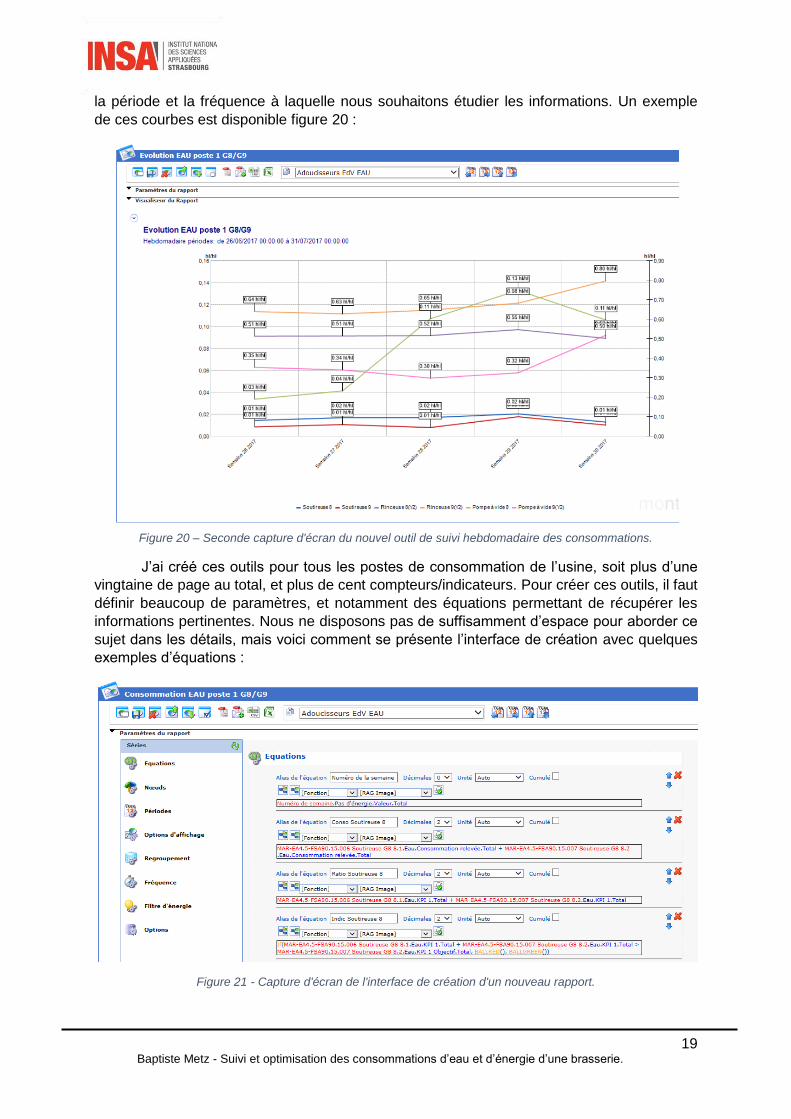
la période et la fréquence à laquelle nous souhaitons étudier les informations. Un exemple
de ces courbes est disponible figure 20 :
Figure 20 – Seconde capture d'écran du nouvel outil de suivi hebdomadaire des consommations.
J’ai créé ces outils pour tous les postes de consommation de l’usine, soit plus d’une
vingtaine de page au total, et plus de cent compteurs/indicateurs. Pour créer ces outils, il faut
définir beaucoup de paramètres, et notamment des équations permettant de récupérer les
informations pertinentes. Nous ne disposons pas de suffisamment d’espace pour aborder ce
sujet dans les détails, mais voici comment se présente l’interface de création avec quelques
exemples d’équations :
Figure 21 - Capture d'écran de l'interface de création d'un nouveau rapport.
20 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Pour créer ces documents, il m’a été nécessaire de comprendre le fonctionnement
global de Montage et ses subtilités. Il s’avère que ce logiciel n’est pas très ludique, et assez
difficile à prendre en main. Si l’on ajoute les efforts fournis pour fiabiliser les compteurs et les
facteurs de conversion, cette mission s’est révélée être la plus chronophage de mon stage.
De ce fait, j’en ai profité pour créer des outils de suivi mensuel et hebdomadaire.
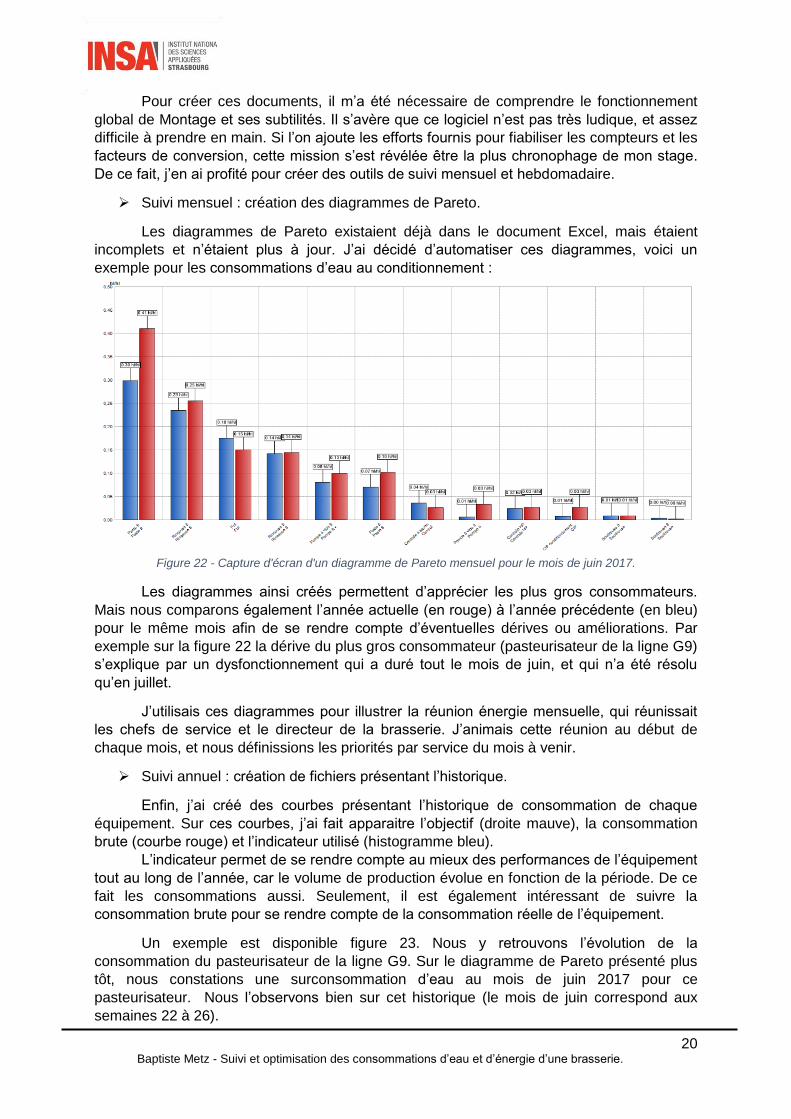
Suivi mensuel : création des diagrammes de Pareto.
Les diagrammes de Pareto existaient déjà dans le document Excel, mais étaient
incomplets et n’étaient plus à jour. J’ai décidé d’automatiser ces diagrammes, voici un
exemple pour les consommations d’eau au conditionnement :
Figure 22 - Capture d'écran d'un diagramme de Pareto mensuel pour le mois de juin 2017.
Les diagrammes ainsi créés permettent d’apprécier les plus gros consommateurs.
Mais nous comparons également l’année actuelle (en rouge) à l’année précédente (en bleu)
pour le même mois afin de se rendre compte d’éventuelles dérives ou améliorations. Par
exemple sur la figure 22 la dérive du plus gros consommateur (pasteurisateur de la ligne G9)
s’explique par un dysfonctionnement qui a duré tout le mois de juin, et qui n’a été résolu
qu’en juillet.
J’utilisais ces diagrammes pour illustrer la réunion énergie mensuelle, qui réunissait
les chefs de service et le directeur de la brasserie. J’animais cette réunion au début de
chaque mois, et nous définissions les priorités par service du mois à venir.
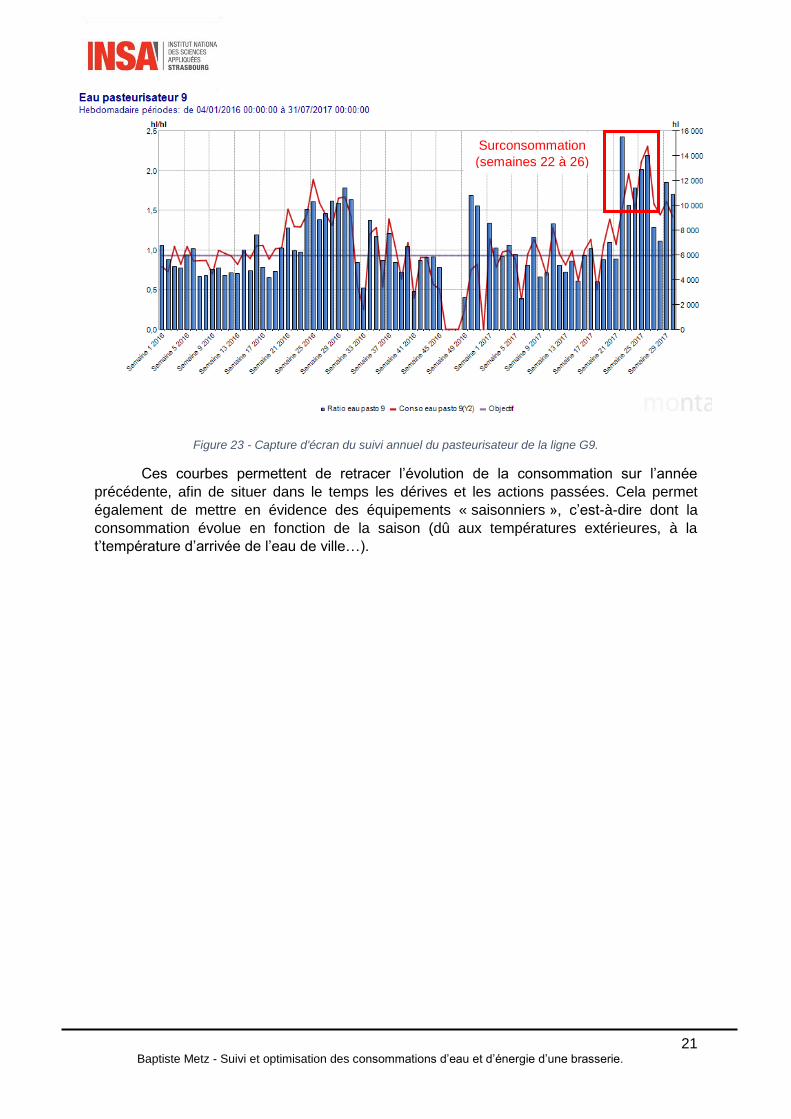
Suivi annuel : création de fichiers présentant l’historique.
Enfin, j’ai créé des courbes présentant l’historique de consommation de chaque
équipement. Sur ces courbes, j’ai fait apparaitre l’objectif (droite mauve), la consommation
brute (courbe rouge) et l’indicateur utilisé (histogramme bleu).
L’indicateur permet de se rendre compte au mieux des performances de l’équipement
tout au long de l’année, car le volume de production évolue en fonction de la période. De ce
fait les consommations aussi. Seulement, il est également intéressant de suivre la
consommation brute pour se rendre compte de la consommation réelle de l’équipement.
Un exemple est disponible figure 23. Nous y retrouvons l’évolution de la
consommation du pasteurisateur de la ligne G9. Sur le diagramme de Pareto présenté plus
tôt, nous constations une surconsommation d’eau au mois de juin 2017 pour ce
pasteurisateur. Nous l’observons bien sur cet historique (le mois de juin correspond aux
semaines 22 à 26).
21 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Figure 23 - Capture d'écran du suivi annuel du pasteurisateur de la ligne G9.
Ces courbes permettent de retracer l’évolution de la consommation sur l’année
précédente, afin de situer dans le temps les dérives et les actions passées. Cela permet
également de mettre en évidence des équipements « saisonniers », c’est-à-dire dont la
consommation évolue en fonction de la saison (dû aux températures extérieures, à la
t’température d’arrivée de l’eau de ville…).
Surconsommation
(semaines 22 à 26)
22 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
3) Optimisation des consommations d’énergie
Dans le but d’optimiser les consommations d’énergie, j’ai piloté différents projets ou
groupe de travail. J’ai également réalisé 24 analyses de perte, dont quelques exemples sont
disponibles en annexes. Dans cette partie, nous allons étudier de plus près un seul Kaizen et
deux projets, mais voici la liste complète des sujets auxquels j’ai activement participé :
Projets :
- Remplacement de la bâche eau chaude de la brasserie.
- Alimentation des tours aéroréfrigérantes en eau osmosée.
- Récupération d’énergie sur les effluents de la station d’épuration de l’usine.
- Récupération de chaleur sur les compresseurs d’air (abandonné, suite à une
panne sur l’un des compresseurs).
Kaizens :
- Récupération d’énergie sur la chaudière ébullition.
- Réduction des consommations d’eau chaude de la ligne de conditionnement
des fûts.
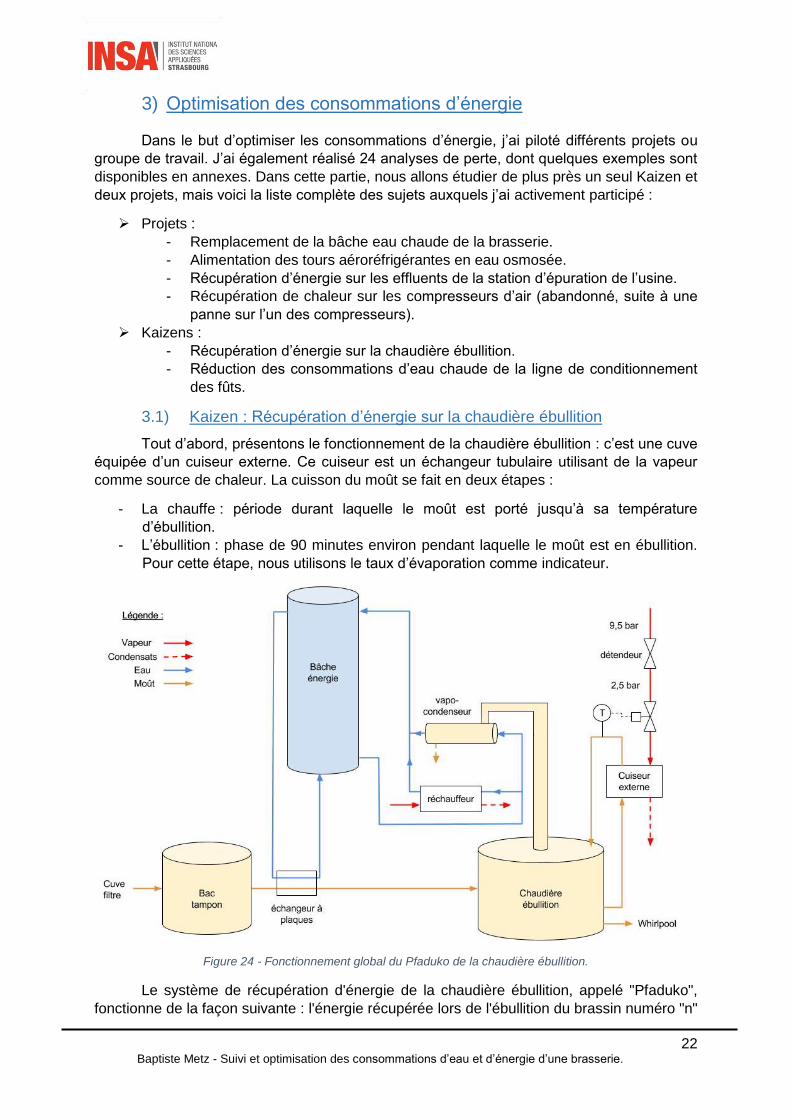
3.1) Kaizen : Récupération d’énergie sur la chaudière ébullition
Tout d’abord, présentons le fonctionnement de la chaudière ébullition : c’est une cuve
équipée d’un cuiseur externe. Ce cuiseur est un échangeur tubulaire utilisant de la vapeur
comme source de chaleur. La cuisson du moût se fait en deux étapes :
- La chauffe : période durant laquelle le moût est porté jusqu’à sa température
d’ébullition.
- L’ébullition : phase de 90 minutes environ pendant laquelle le moût est en ébullition.
Pour cette étape, nous utilisons le taux d’évaporation comme indicateur.
Figure 24 - Fonctionnement global du Pfaduko de la chaudière ébullition.
Le système de récupération d'énergie de la chaudière ébullition, appelé "Pfaduko",
fonctionne de la façon suivante : l'énergie récupérée lors de l'ébullition du brassin numéro "n"
23 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
est restituée au brassin "n+1" lors de sa chauffe. On récupère l'énergie de l'ébullition à l'aide
d'un échangeur tubulaire dit "vapocondenseur" en condensant les buées issues de
l'ébullition. L'énergie ainsi récupérée est stockée dans la bâche énergie par un fluide
caloporteur : de l'eau. Puis lors du transfert du brassin suivant du bac tampon vers la
chaudière (environ 2 heures plus tard), l'énergie stockée dans la bâche énergie est restituée
au moût au travers d'un échangeur à plaque.
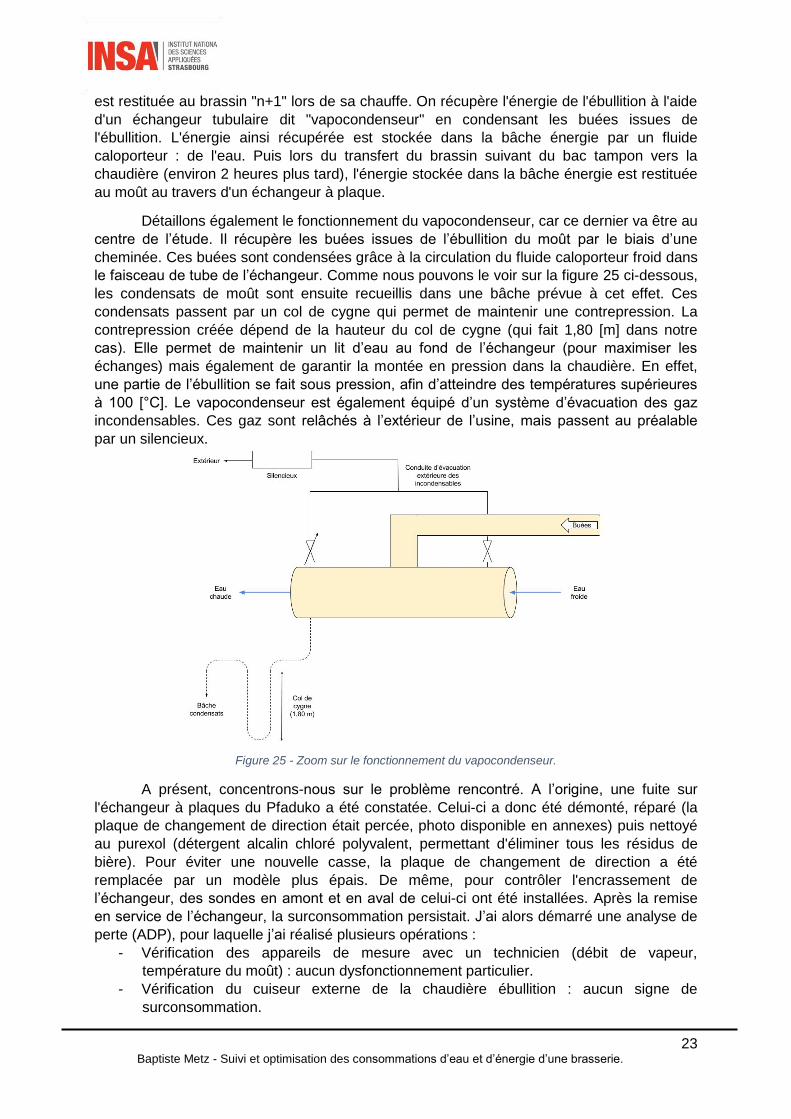
Détaillons également le fonctionnement du vapocondenseur, car ce dernier va être au
centre de l’étude. Il récupère les buées issues de l’ébullition du moût par le biais d’une
cheminée. Ces buées sont condensées grâce à la circulation du fluide caloporteur froid dans
le faisceau de tube de l’échangeur. Comme nous pouvons le voir sur la figure 25 ci-dessous,
les condensats de moût sont ensuite recueillis dans une bâche prévue à cet effet. Ces
condensats passent par un col de cygne qui permet de maintenir une contrepression. La
contrepression créée dépend de la hauteur du col de cygne (qui fait 1,80 [m] dans notre
cas). Elle permet de maintenir un lit d’eau au fond de l’échangeur (pour maximiser les
échanges) mais également de garantir la montée en pression dans la chaudière. En effet,
une partie de l’ébullition se fait sous pression, afin d’atteindre des températures supérieures
à 100 [°C]. Le vapocondenseur est également équipé d’un système d’évacuation des gaz
incondensables. Ces gaz sont relâchés à l’extérieur de l’usine, mais passent au préalable
par un silencieux.
Figure 25 - Zoom sur le fonctionnement du vapocondenseur.
A présent, concentrons-nous sur le problème rencontré. A l’origine, une fuite sur
l'échangeur à plaques du Pfaduko a été constatée. Celui-ci a donc été démonté, réparé (la
plaque de changement de direction était percée, photo disponible en annexes) puis nettoyé
au purexol (détergent alcalin chloré polyvalent, permettant d'éliminer tous les résidus de
bière). Pour éviter une nouvelle casse, la plaque de changement de direction a été
remplacée par un modèle plus épais. De même, pour contrôler l'encrassement de
l’échangeur, des sondes en amont et en aval de celui-ci ont été installées. Après la remise
en service de l’échangeur, la surconsommation persistait. J’ai alors démarré une analyse de
perte (ADP), pour laquelle j’ai réalisé plusieurs opérations :
- Vérification des appareils de mesure avec un technicien (débit de vapeur,
température du moût) : aucun dysfonctionnement particulier.
- Vérification du cuiseur externe de la chaudière ébullition : aucun signe de
surconsommation.
24 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
- Correction des paramètres de la chaudière : après vérification la consigne était
de 104 [°C] au lieu de 103 [°C], ce qui est à proscrire car les températures élevées
dégradent la qualité de la bière. En réalité, la consigne de température avait été
augmentée en raison de problèmes de montée en pression (une température plus
importante implique une pression plus forte). Les problèmes de montée en pression
dans la chaudière ébullition sont donc réapparus, nous forçant à maintenir une
consigne temporaire de 104 [°C]. Nous avons rapidement associé ces problèmes de
pression au col de cygne, car il permet de garantir la contrepression.
- Nettoyage manuel du vapocondenseur avec un opérateur (circulation d'une solution à
base de soude).
Après ces actions, la dérive était toujours visible (mode de défaut). Nous avons alors
choisi de débuter un Kaizen centré sur le vapocondenseur et l’évacuation de ses condensats
(défaut de fonction). Nous avons pris cette décision parce que la chaudière ébullition est le
plus gros poste de consommation de vapeur du service fabrication.
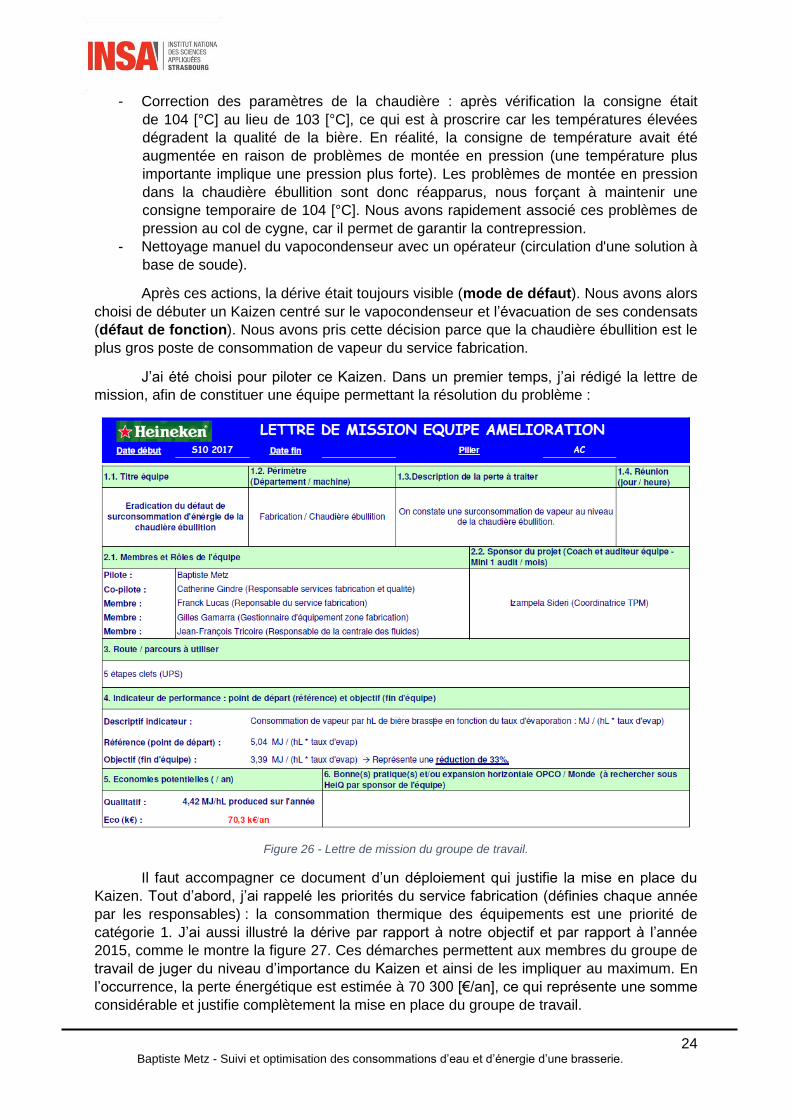
J’ai été choisi pour piloter ce Kaizen. Dans un premier temps, j’ai rédigé la lettre de
mission, afin de constituer une équipe permettant la résolution du problème :
Figure 26 - Lettre de mission du groupe de travail.
Il faut accompagner ce document d’un déploiement qui justifie la mise en place du
Kaizen. Tout d’abord, j’ai rappelé les priorités du service fabrication (définies chaque année
par les responsables) : la consommation thermique des équipements est une priorité de
catégorie 1. J’ai aussi illustré la dérive par rapport à notre objectif et par rapport à l’année
2015, comme le montre la figure 27. Ces démarches permettent aux membres du groupe de
travail de juger du niveau d’importance du Kaizen et ainsi de les impliquer au maximum. En
l’occurrence, la perte énergétique est estimée à 70 300 [€/an], ce qui représente une somme
considérable et justifie complètement la mise en place du groupe de travail.

25 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Pour le suivi des consommations, nous utilisons un indicateur propre à la
chaudière ébullition. Nous utilisons des [MJ] de vapeur divisés par le volume brassé en [hL]
comme pour la plupart des équipements du brassage, mais nous divisons également ce ratio
par le taux d’évaporation. En effet, l’impact du taux d’évaporation sur la consommation de la
chaudière est important et il faut le prendre en compte. Nous obtenons donc l’indicateur
suivant : [MJ/(hL.taux d’évap)].
Figure 27 - Evolution hebdomadaire de l'indicateur de consommation de vapeur de la chaudière ébullition.
Pour bien débuter ce Kaizen, et avoir une meilleure idée des performances du
Pfaduko, j’ai décidé de remettre en place du calcul du rendement de l'installation. Depuis
trois ans environ, le calcul de rendement ne fonctionnait plus sur la supervision de la
chaudière ébullition. Le rendement correspond au rapport de l'énergie restituée sur l'énergie
récupérée, et se calcule de la façon suivante :
ŋ = 𝐸𝑛𝑒𝑟𝑔𝑖𝑒 𝑟𝑒𝑠𝑡𝑖𝑡𝑢é𝑒 𝑎𝑢 𝑏𝑟𝑎𝑠𝑠𝑖𝑛 "𝑛"
𝐸𝑛𝑒𝑟𝑔𝑖𝑒 𝑟é𝑐𝑢𝑝é𝑟é𝑒 𝑎𝑢 𝑏𝑟𝑎𝑠𝑠𝑖𝑛 "𝑛 − 1"
Avec :
𝐸𝑛𝑒𝑟𝑔𝑖𝑒 𝑟𝑒𝑠𝑡𝑖𝑡𝑢é𝑒 = 𝑉𝑚 × 𝐶𝑝 × (𝑇𝑚2 − 𝑇𝑚1)
Où :
- Vm : Volume de moût traversant l’échangeur à plaque.
- Cp : Chaleur spécifique du moût, égale à 4,1 [kJ/(kg.K)].
- Tm1 : Température du moût à l’entrée de l’échangeur à plaque.
- Tm2 : Température du moût à la sortie de l’échangeur à plaque.
Et :
𝐸𝑛𝑒𝑟𝑔𝑖𝑒 𝑟é𝑐𝑢𝑝é𝑟é𝑒 = 𝜏 × 𝑉𝑚 × ℎ𝑒𝑣𝑎𝑝
Où :
- 𝜏 : taux d’évaporation.
- hévap : enthalpie de condensation du moût, égale à 2,25 [MJ/kg].
Finalement, on obtient :
ŋ = 𝑉𝑚 × 𝐶𝑝 × (𝑇𝑚2 − 𝑇𝑚1)
𝜏 × 𝑉𝑚 × ℎ𝑒𝑣𝑎𝑝=
(𝑇𝑚2 − 𝑇𝑚1)
549 𝜏
0,00
1,00
2,00
3,00
4,00
5,00
6,00
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10
vap
eu
r (M
J/h
l.ta
ux
d'é
vap
)
2015
2017
Objectif
Réparation et nettoyage de l'échangeur à
plaque
ADP Kaizen
26 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
A l’aide d’un automaticien, nous avons ensuite implémenté cette formule dans
l’automate de gestion de la chaudière ébullition, et avons ajouté le rendement sur l’écran de
supervision. Nous avons constaté des rendements de l’ordre de 92 [%], ce qui est supérieur
à la validation du constructeur (90 [%]).
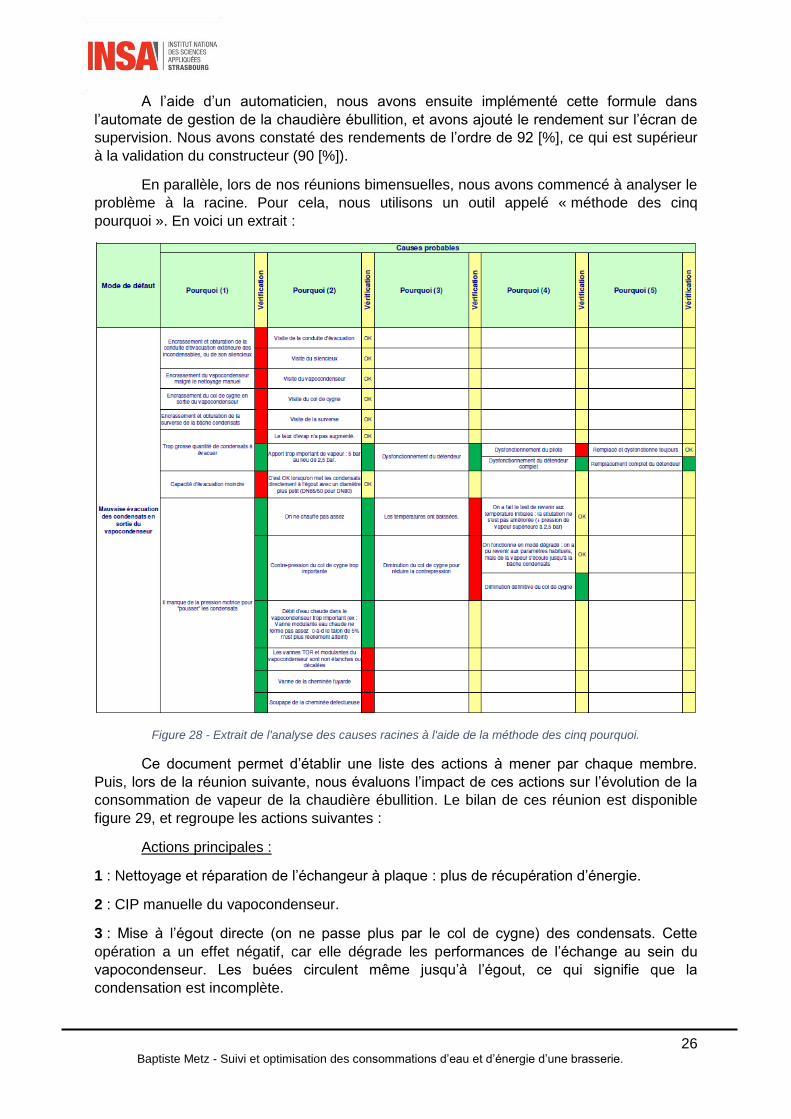
En parallèle, lors de nos réunions bimensuelles, nous avons commencé à analyser le
problème à la racine. Pour cela, nous utilisons un outil appelé « méthode des cinq
pourquoi ». En voici un extrait :
Figure 28 - Extrait de l'analyse des causes racines à l'aide de la méthode des cinq pourquoi.
Ce document permet d’établir une liste des actions à mener par chaque membre.
Puis, lors de la réunion suivante, nous évaluons l’impact de ces actions sur l’évolution de la
consommation de vapeur de la chaudière ébullition. Le bilan de ces réunion est disponible
figure 29, et regroupe les actions suivantes :
Actions principales :
1 : Nettoyage et réparation de l’échangeur à plaque : plus de récupération d’énergie.
2 : CIP manuelle du vapocondenseur.
3 : Mise à l’égout directe (on ne passe plus par le col de cygne) des condensats. Cette
opération a un effet négatif, car elle dégrade les performances de l’échange au sein du
vapocondenseur. Les buées circulent même jusqu’à l’égout, ce qui signifie que la
condensation est incomplète.
27 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
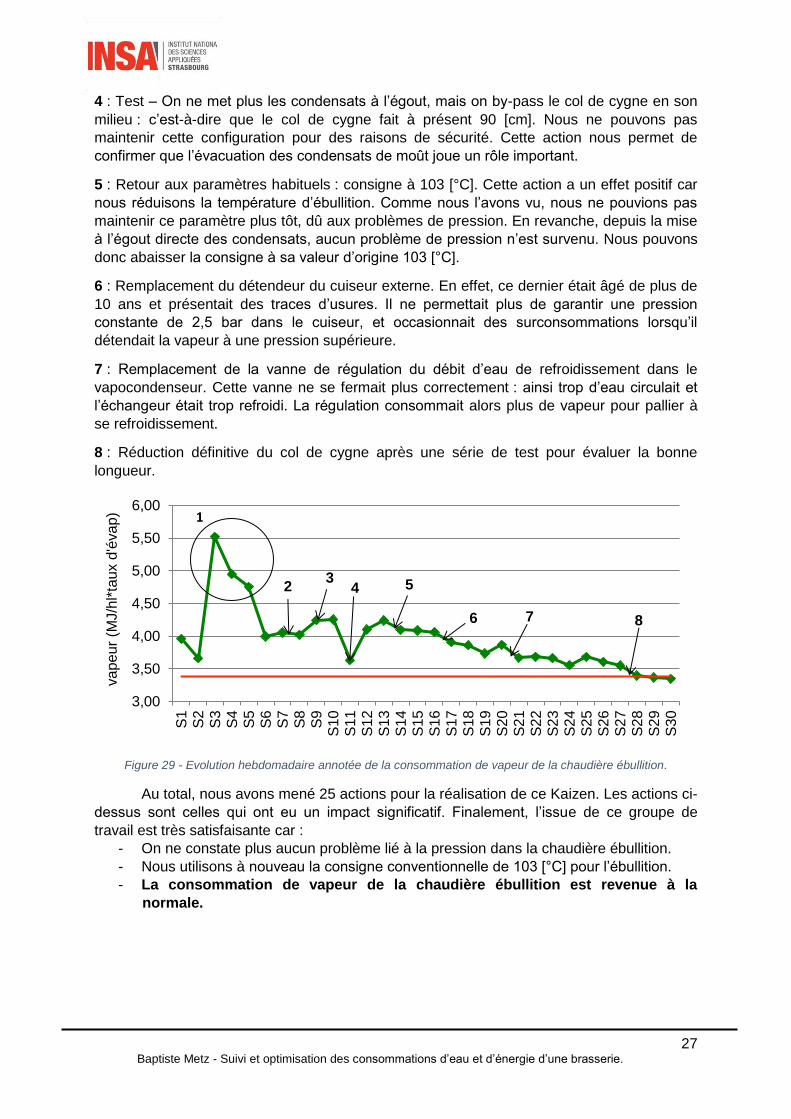
4 : Test – On ne met plus les condensats à l’égout, mais on by-pass le col de cygne en son
milieu : c’est-à-dire que le col de cygne fait à présent 90 [cm]. Nous ne pouvons pas
maintenir cette configuration pour des raisons de sécurité. Cette action nous permet de
confirmer que l’évacuation des condensats de moût joue un rôle important.
5 : Retour aux paramètres habituels : consigne à 103 [°C]. Cette action a un effet positif car
nous réduisons la température d’ébullition. Comme nous l’avons vu, nous ne pouvions pas
maintenir ce paramètre plus tôt, dû aux problèmes de pression. En revanche, depuis la mise
à l’égout directe des condensats, aucun problème de pression n’est survenu. Nous pouvons
donc abaisser la consigne à sa valeur d’origine 103 [°C].
6 : Remplacement du détendeur du cuiseur externe. En effet, ce dernier était âgé de plus de
10 ans et présentait des traces d’usures. Il ne permettait plus de garantir une pression
constante de 2,5 bar dans le cuiseur, et occasionnait des surconsommations lorsqu’il
détendait la vapeur à une pression supérieure.
7 : Remplacement de la vanne de régulation du débit d’eau de refroidissement dans le
vapocondenseur. Cette vanne ne se fermait plus correctement : ainsi trop d’eau circulait et
l’échangeur était trop refroidi. La régulation consommait alors plus de vapeur pour pallier à
se refroidissement.
8 : Réduction définitive du col de cygne après une série de test pour évaluer la bonne
longueur.
Figure 29 - Evolution hebdomadaire annotée de la consommation de vapeur de la chaudière ébullition.
Au total, nous avons mené 25 actions pour la réalisation de ce Kaizen. Les actions ci-
dessus sont celles qui ont eu un impact significatif. Finalement, l’issue de ce groupe de
travail est très satisfaisante car :
- On ne constate plus aucun problème lié à la pression dans la chaudière ébullition.
- Nous utilisons à nouveau la consigne conventionnelle de 103 [°C] pour l’ébullition.
- La consommation de vapeur de la chaudière ébullition est revenue à la
normale.
3,00
3,50
4,00
4,50
5,00
5,50
6,00
S1
S2
S3
S4
S5
S6
S7
S8
S9
S1
0S
11
S1
2S
13
S1
4S
15
S1
6S
17
S1
8S
19
S2
0S
21
S2
2S
23
S24
S2
5S
26
S2
7S
28
S2
9S
30
va
pe
ur
(MJ/h
l*ta
ux d
'éva
p)
2
1
34 5
6 7 8
28 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
3.2) Projet : remplacement de la bâche eau chaude
Ce projet consiste au remplacement de la bâche eau chaude (BEC) de la brasserie.
En effet, la cuve déjà en place arrive en fin de vie, et le remplacement de celle-ci est prévu à
la fin de l’année 2017. Comme ce projet nécessite des équipements particuliers, les
commandes possèdent généralement des délais de livraison de plusieurs mois. Nous avons
donc commencé à travailler dessus dès le mois de février 2017. Ce projet est celui qui m’a
demandé le plus de temps, car c’est un projet de grand ampleur : plus de 400 000 €.
3.2.1) Présentation du projet
Pour bien appréhender le projet, il faut d’abord comprendre comment fonctionne la
production de l’eau chaude au sein de la brasserie. En effet, l’usine dispose de plusieurs
moyens pour remplir ses cuves d’eau chaude. La plupart de ces méthodes sont basées sur
des apports gratuits d’eau chaude, ou sur des systèmes de récupération d’énergie. Toute
l’eau chaude ainsi produite est récupérée dans la bâche eau chaude de l’usine, qui possède
actuellement un volume principal de 300 [m3] et deux surverses de 55 [m3] chacune.
Actuellement, les deux tanks de surverse ne sont que très peu utilisés : quelques jours par
an en été.
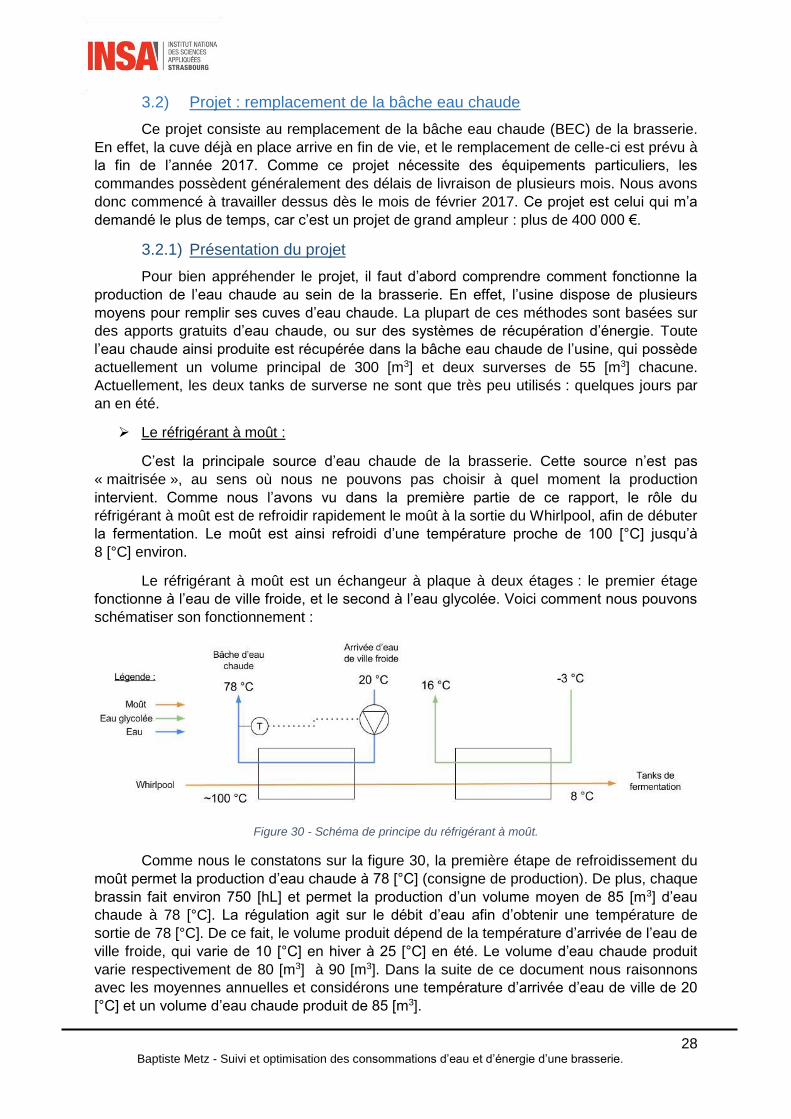
Le réfrigérant à moût :
C’est la principale source d’eau chaude de la brasserie. Cette source n’est pas
« maitrisée », au sens où nous ne pouvons pas choisir à quel moment la production
intervient. Comme nous l’avons vu dans la première partie de ce rapport, le rôle du
réfrigérant à moût est de refroidir rapidement le moût à la sortie du Whirlpool, afin de débuter
la fermentation. Le moût est ainsi refroidi d’une température proche de 100 [°C] jusqu’à
8 [°C] environ.
Le réfrigérant à moût est un échangeur à plaque à deux étages : le premier étage
fonctionne à l’eau de ville froide, et le second à l’eau glycolée. Voici comment nous pouvons
schématiser son fonctionnement :
Figure 30 - Schéma de principe du réfrigérant à moût.
Comme nous le constatons sur la figure 30, la première étape de refroidissement du
moût permet la production d’eau chaude à 78 [°C] (consigne de production). De plus, chaque
brassin fait environ 750 [hL] et permet la production d’un volume moyen de 85 [m3] d’eau
chaude à 78 [°C]. La régulation agit sur le débit d’eau afin d’obtenir une température de
sortie de 78 [°C]. De ce fait, le volume produit dépend de la température d’arrivée de l’eau de
ville froide, qui varie de 10 [°C] en hiver à 25 [°C] en été. Le volume d’eau chaude produit
varie respectivement de 80 [m3] à 90 [m3]. Dans la suite de ce document nous raisonnons
avec les moyennes annuelles et considérons une température d’arrivée d’eau de ville de 20
[°C] et un volume d’eau chaude produit de 85 [m3].
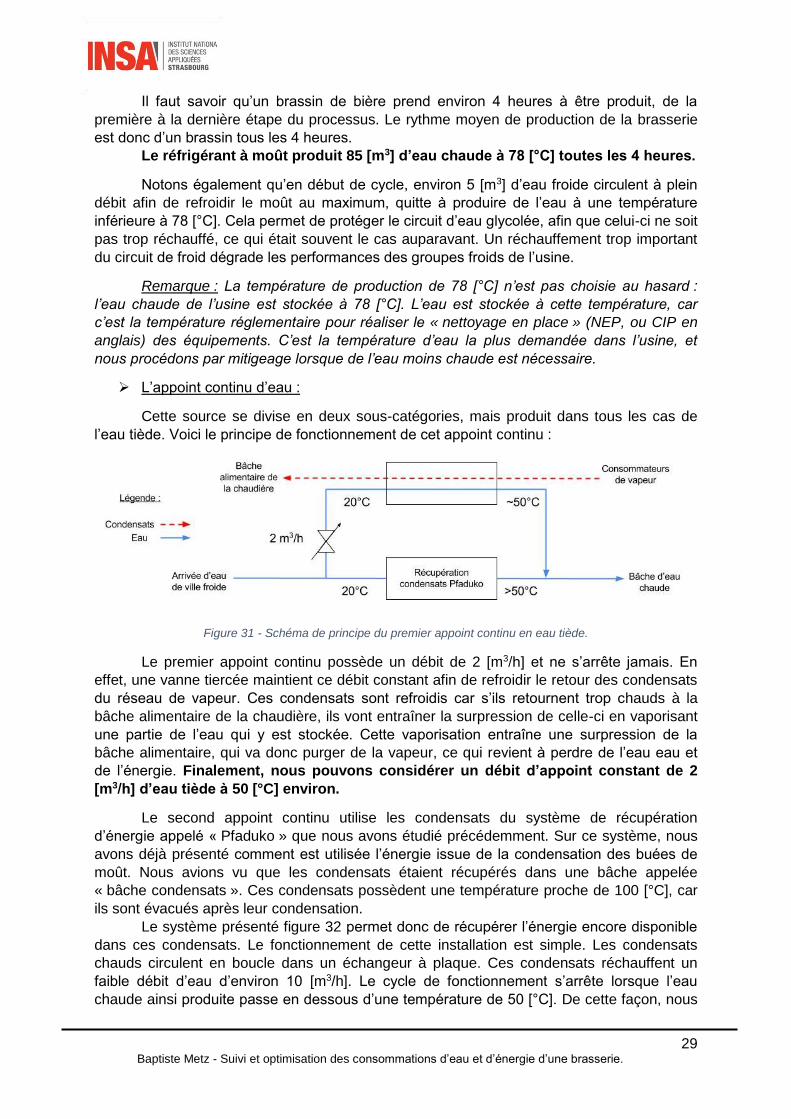
29 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Il faut savoir qu’un brassin de bière prend environ 4 heures à être produit, de la
première à la dernière étape du processus. Le rythme moyen de production de la brasserie
est donc d’un brassin tous les 4 heures.
Le réfrigérant à moût produit 85 [m3] d’eau chaude à 78 [°C] toutes les 4 heures.
Notons également qu’en début de cycle, environ 5 [m3] d’eau froide circulent à plein
débit afin de refroidir le moût au maximum, quitte à produire de l’eau à une température
inférieure à 78 [°C]. Cela permet de protéger le circuit d’eau glycolée, afin que celui-ci ne soit
pas trop réchauffé, ce qui était souvent le cas auparavant. Un réchauffement trop important
du circuit de froid dégrade les performances des groupes froids de l’usine.
Remarque : La température de production de 78 [°C] n’est pas choisie au hasard :
l’eau chaude de l’usine est stockée à 78 [°C]. L’eau est stockée à cette température, car
c’est la température réglementaire pour réaliser le « nettoyage en place » (NEP, ou CIP en
anglais) des équipements. C’est la température d’eau la plus demandée dans l’usine, et
nous procédons par mitigeage lorsque de l’eau moins chaude est nécessaire.
L’appoint continu d’eau :
Cette source se divise en deux sous-catégories, mais produit dans tous les cas de
l’eau tiède. Voici le principe de fonctionnement de cet appoint continu :
Figure 31 - Schéma de principe du premier appoint continu en eau tiède.
Le premier appoint continu possède un débit de 2 [m3/h] et ne s’arrête jamais. En
effet, une vanne tiercée maintient ce débit constant afin de refroidir le retour des condensats
du réseau de vapeur. Ces condensats sont refroidis car s’ils retournent trop chauds à la
bâche alimentaire de la chaudière, ils vont entraîner la surpression de celle-ci en vaporisant
une partie de l’eau qui y est stockée. Cette vaporisation entraîne une surpression de la
bâche alimentaire, qui va donc purger de la vapeur, ce qui revient à perdre de l’eau eau et
de l’énergie. Finalement, nous pouvons considérer un débit d’appoint constant de 2
[m3/h] d’eau tiède à 50 [°C] environ.
Le second appoint continu utilise les condensats du système de récupération
d’énergie appelé « Pfaduko » que nous avons étudié précédemment. Sur ce système, nous
avons déjà présenté comment est utilisée l’énergie issue de la condensation des buées de
moût. Nous avions vu que les condensats étaient récupérés dans une bâche appelée
« bâche condensats ». Ces condensats possèdent une température proche de 100 [°C], car
ils sont évacués après leur condensation.
Le système présenté figure 32 permet donc de récupérer l’énergie encore disponible
dans ces condensats. Le fonctionnement de cette installation est simple. Les condensats
chauds circulent en boucle dans un échangeur à plaque. Ces condensats réchauffent un
faible débit d’eau d’environ 10 [m3/h]. Le cycle de fonctionnement s’arrête lorsque l’eau
chaude ainsi produite passe en dessous d’une température de 50 [°C]. De cette façon, nous
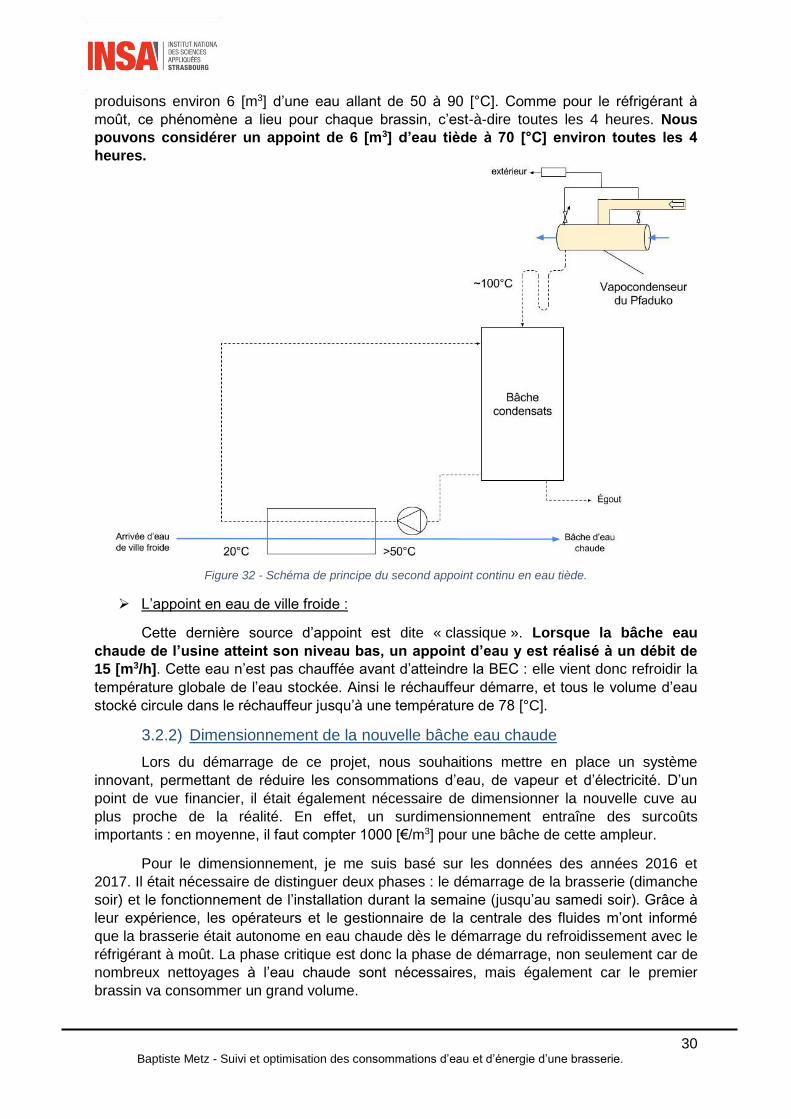
30 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
produisons environ 6 [m3] d’une eau allant de 50 à 90 [°C]. Comme pour le réfrigérant à
moût, ce phénomène a lieu pour chaque brassin, c’est-à-dire toutes les 4 heures. Nous
pouvons considérer un appoint de 6 [m3] d’eau tiède à 70 [°C] environ toutes les 4
heures.
Figure 32 - Schéma de principe du second appoint continu en eau tiède.
L’appoint en eau de ville froide :
Cette dernière source d’appoint est dite « classique ». Lorsque la bâche eau
chaude de l’usine atteint son niveau bas, un appoint d’eau y est réalisé à un débit de
15 [m3/h]. Cette eau n’est pas chauffée avant d’atteindre la BEC : elle vient donc refroidir la
température globale de l’eau stockée. Ainsi le réchauffeur démarre, et tous le volume d’eau
stocké circule dans le réchauffeur jusqu’à une température de 78 [°C].
3.2.2) Dimensionnement de la nouvelle bâche eau chaude
Lors du démarrage de ce projet, nous souhaitions mettre en place un système
innovant, permettant de réduire les consommations d’eau, de vapeur et d’électricité. D’un
point de vue financier, il était également nécessaire de dimensionner la nouvelle cuve au
plus proche de la réalité. En effet, un surdimensionnement entraîne des surcoûts
importants : en moyenne, il faut compter 1000 [€/m3] pour une bâche de cette ampleur.
Pour le dimensionnement, je me suis basé sur les données des années 2016 et
2017. Il était nécessaire de distinguer deux phases : le démarrage de la brasserie (dimanche
soir) et le fonctionnement de l’installation durant la semaine (jusqu’au samedi soir). Grâce à
leur expérience, les opérateurs et le gestionnaire de la centrale des fluides m’ont informé
que la brasserie était autonome en eau chaude dès le démarrage du refroidissement avec le
réfrigérant à moût. La phase critique est donc la phase de démarrage, non seulement car de
nombreux nettoyages à l’eau chaude sont nécessaires, mais également car le premier
brassin va consommer un grand volume.
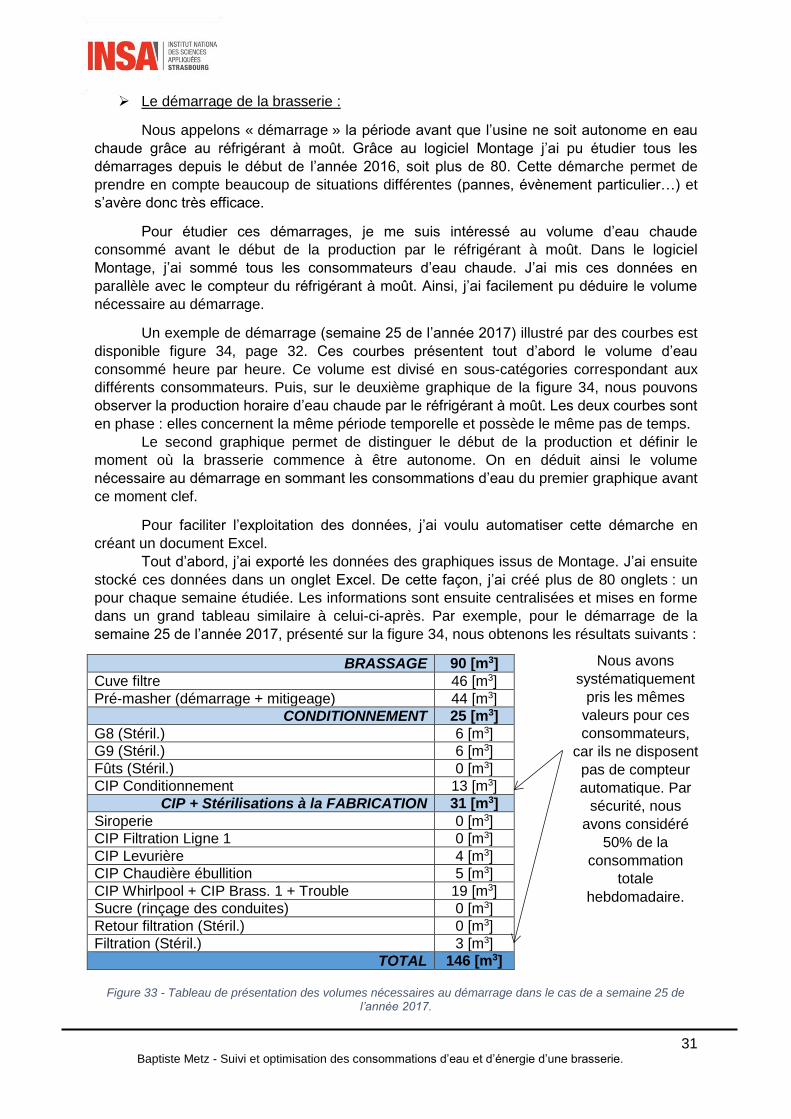
31 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Le démarrage de la brasserie :
Nous appelons « démarrage » la période avant que l’usine ne soit autonome en eau
chaude grâce au réfrigérant à moût. Grâce au logiciel Montage j’ai pu étudier tous les
démarrages depuis le début de l’année 2016, soit plus de 80. Cette démarche permet de
prendre en compte beaucoup de situations différentes (pannes, évènement particulier…) et
s’avère donc très efficace.
Pour étudier ces démarrages, je me suis intéressé au volume d’eau chaude
consommé avant le début de la production par le réfrigérant à moût. Dans le logiciel
Montage, j’ai sommé tous les consommateurs d’eau chaude. J’ai mis ces données en
parallèle avec le compteur du réfrigérant à moût. Ainsi, j’ai facilement pu déduire le volume
nécessaire au démarrage.
Un exemple de démarrage (semaine 25 de l’année 2017) illustré par des courbes est
disponible figure 34, page 32. Ces courbes présentent tout d’abord le volume d’eau
consommé heure par heure. Ce volume est divisé en sous-catégories correspondant aux
différents consommateurs. Puis, sur le deuxième graphique de la figure 34, nous pouvons
observer la production horaire d’eau chaude par le réfrigérant à moût. Les deux courbes sont
en phase : elles concernent la même période temporelle et possède le même pas de temps.
Le second graphique permet de distinguer le début de la production et définir le
moment où la brasserie commence à être autonome. On en déduit ainsi le volume
nécessaire au démarrage en sommant les consommations d’eau du premier graphique avant
ce moment clef.
Pour faciliter l’exploitation des données, j’ai voulu automatiser cette démarche en
créant un document Excel.
Tout d’abord, j’ai exporté les données des graphiques issus de Montage. J’ai ensuite
stocké ces données dans un onglet Excel. De cette façon, j’ai créé plus de 80 onglets : un
pour chaque semaine étudiée. Les informations sont ensuite centralisées et mises en forme
dans un grand tableau similaire à celui-ci-après. Par exemple, pour le démarrage de la
semaine 25 de l’année 2017, présenté sur la figure 34, nous obtenons les résultats suivants :
BRASSAGE 90 [m3]
Cuve filtre 46 [m3]
Pré-masher (démarrage + mitigeage) 44 [m3]
CONDITIONNEMENT 25 [m3]
G8 (Stéril.) 6 [m3]
G9 (Stéril.) 6 [m3]
Fûts (Stéril.) 0 [m3]
CIP Conditionnement 13 [m3]
CIP + Stérilisations à la FABRICATION 31 [m3]
Siroperie 0 [m3]
CIP Filtration Ligne 1 0 [m3]
CIP Levurière 4 [m3]
CIP Chaudière ébullition 5 [m3]
CIP Whirlpool + CIP Brass. 1 + Trouble 19 [m3]
Sucre (rinçage des conduites) 0 [m3]
Retour filtration (Stéril.) 0 [m3]
Filtration (Stéril.) 3 [m3]
TOTAL 146 [m3]
Figure 33 - Tableau de présentation des volumes nécessaires au démarrage dans le cas de a semaine 25 de l’année 2017.
Nous avons
systématiquement
pris les mêmes
valeurs pour ces
consommateurs,
car ils ne disposent
pas de compteur
automatique. Par
sécurité, nous
avons considéré
50% de la
consommation
totale
hebdomadaire.
32 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Figure 34 - Présentation de la méthode utilisée pour l'étude de la phase de démarrage.
Nous retrouvons sur la page suivante le graphique synthétisant l’ensemble des
résultats pour l’année 2017.
Début de la
production d’eau
chaude par le
réfrigérant à
moût
Volume nécessaire
au démarrage :
146 [m3]
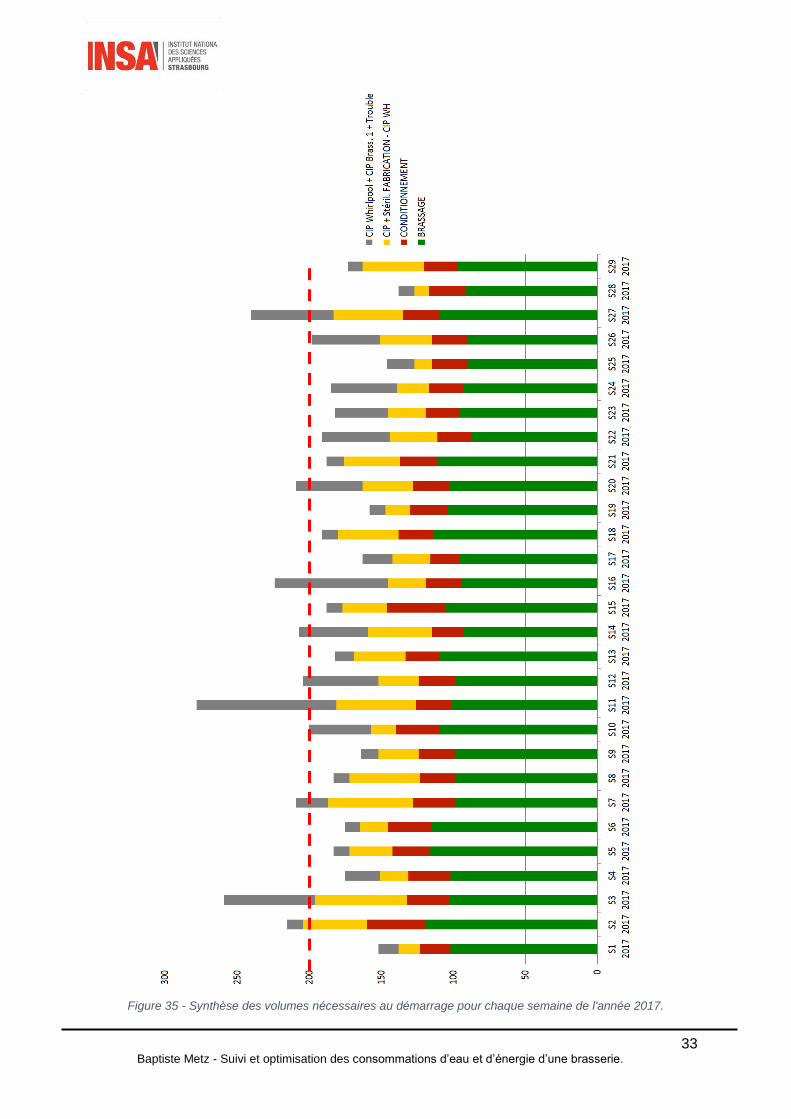
33 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Figure 35 - Synthèse des volumes nécessaires au démarrage pour chaque semaine de l'année 2017.
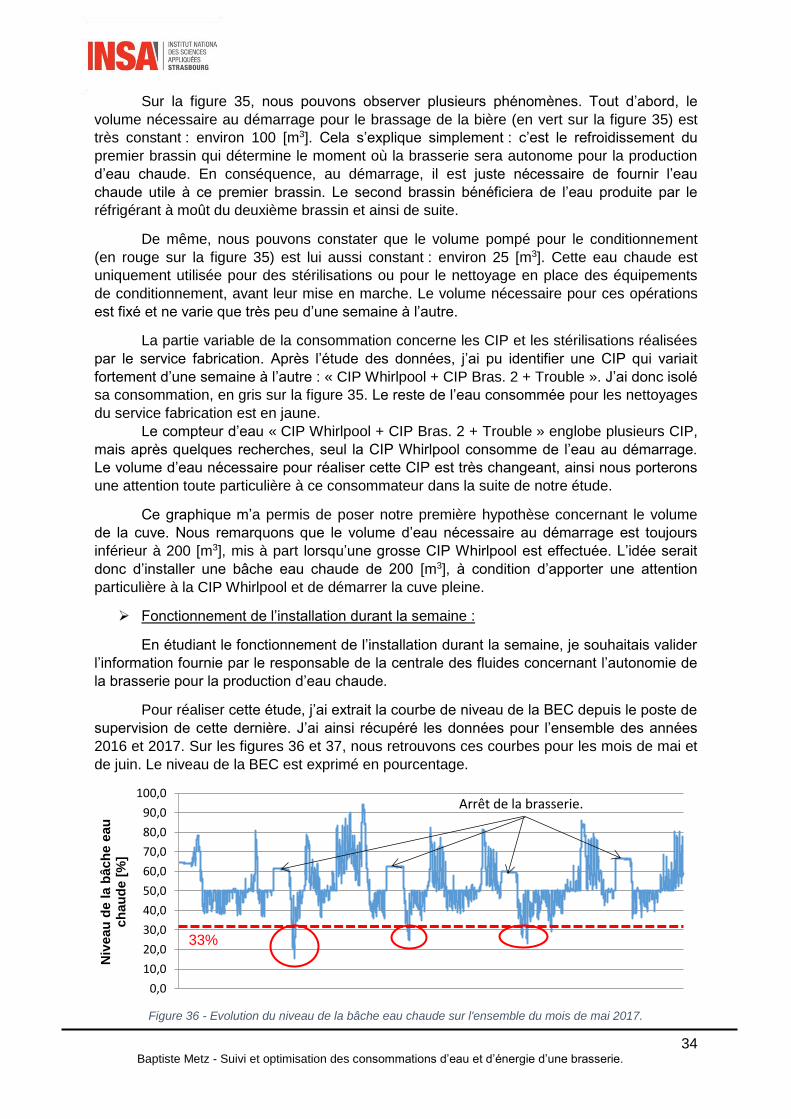
34 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Sur la figure 35, nous pouvons observer plusieurs phénomènes. Tout d’abord, le
volume nécessaire au démarrage pour le brassage de la bière (en vert sur la figure 35) est
très constant : environ 100 [m3]. Cela s’explique simplement : c’est le refroidissement du
premier brassin qui détermine le moment où la brasserie sera autonome pour la production
d’eau chaude. En conséquence, au démarrage, il est juste nécessaire de fournir l’eau
chaude utile à ce premier brassin. Le second brassin bénéficiera de l’eau produite par le
réfrigérant à moût du deuxième brassin et ainsi de suite.
De même, nous pouvons constater que le volume pompé pour le conditionnement
(en rouge sur la figure 35) est lui aussi constant : environ 25 [m3]. Cette eau chaude est
uniquement utilisée pour des stérilisations ou pour le nettoyage en place des équipements
de conditionnement, avant leur mise en marche. Le volume nécessaire pour ces opérations
est fixé et ne varie que très peu d’une semaine à l’autre.
La partie variable de la consommation concerne les CIP et les stérilisations réalisées
par le service fabrication. Après l’étude des données, j’ai pu identifier une CIP qui variait
fortement d’une semaine à l’autre : « CIP Whirlpool + CIP Bras. 2 + Trouble ». J’ai donc isolé
sa consommation, en gris sur la figure 35. Le reste de l’eau consommée pour les nettoyages
du service fabrication est en jaune.
Le compteur d’eau « CIP Whirlpool + CIP Bras. 2 + Trouble » englobe plusieurs CIP,
mais après quelques recherches, seul la CIP Whirlpool consomme de l’eau au démarrage.
Le volume d’eau nécessaire pour réaliser cette CIP est très changeant, ainsi nous porterons
une attention toute particulière à ce consommateur dans la suite de notre étude.
Ce graphique m’a permis de poser notre première hypothèse concernant le volume
de la cuve. Nous remarquons que le volume d’eau nécessaire au démarrage est toujours
inférieur à 200 [m3], mis à part lorsqu’une grosse CIP Whirlpool est effectuée. L’idée serait
donc d’installer une bâche eau chaude de 200 [m3], à condition d’apporter une attention
particulière à la CIP Whirlpool et de démarrer la cuve pleine.
Fonctionnement de l’installation durant la semaine :
En étudiant le fonctionnement de l’installation durant la semaine, je souhaitais valider
l’information fournie par le responsable de la centrale des fluides concernant l’autonomie de
la brasserie pour la production d’eau chaude.
Pour réaliser cette étude, j’ai extrait la courbe de niveau de la BEC depuis le poste de
supervision de cette dernière. J’ai ainsi récupéré les données pour l’ensemble des années
2016 et 2017. Sur les figures 36 et 37, nous retrouvons ces courbes pour les mois de mai et
de juin. Le niveau de la BEC est exprimé en pourcentage.
Figure 36 - Evolution du niveau de la bâche eau chaude sur l'ensemble du mois de mai 2017.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
Niv
eau
de l
a b
âch
e e
au
ch
au
de [
%]
Arrêt de la brasserie.
33%
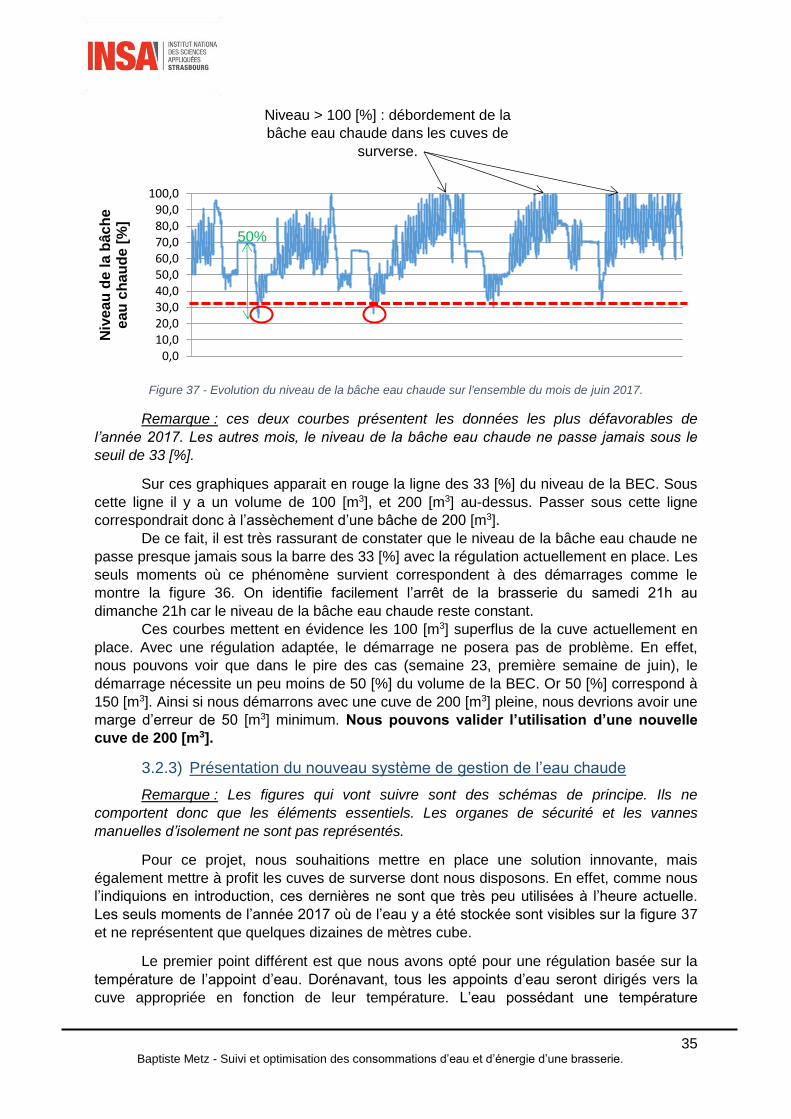
35 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Figure 37 - Evolution du niveau de la bâche eau chaude sur l'ensemble du mois de juin 2017.
Remarque : ces deux courbes présentent les données les plus défavorables de
l’année 2017. Les autres mois, le niveau de la bâche eau chaude ne passe jamais sous le
seuil de 33 [%].
Sur ces graphiques apparait en rouge la ligne des 33 [%] du niveau de la BEC. Sous
cette ligne il y a un volume de 100 [m3], et 200 [m3] au-dessus. Passer sous cette ligne
correspondrait donc à l’assèchement d’une bâche de 200 [m3].
De ce fait, il est très rassurant de constater que le niveau de la bâche eau chaude ne
passe presque jamais sous la barre des 33 [%] avec la régulation actuellement en place. Les
seuls moments où ce phénomène survient correspondent à des démarrages comme le
montre la figure 36. On identifie facilement l’arrêt de la brasserie du samedi 21h au
dimanche 21h car le niveau de la bâche eau chaude reste constant.
Ces courbes mettent en évidence les 100 [m3] superflus de la cuve actuellement en
place. Avec une régulation adaptée, le démarrage ne posera pas de problème. En effet,
nous pouvons voir que dans le pire des cas (semaine 23, première semaine de juin), le
démarrage nécessite un peu moins de 50 [%] du volume de la BEC. Or 50 [%] correspond à
150 [m3]. Ainsi si nous démarrons avec une cuve de 200 [m3] pleine, nous devrions avoir une
marge d’erreur de 50 [m3] minimum. Nous pouvons valider l’utilisation d’une nouvelle
cuve de 200 [m3].
3.2.3) Présentation du nouveau système de gestion de l’eau chaude
Remarque : Les figures qui vont suivre sont des schémas de principe. Ils ne
comportent donc que les éléments essentiels. Les organes de sécurité et les vannes
manuelles d’isolement ne sont pas représentés.
Pour ce projet, nous souhaitions mettre en place une solution innovante, mais
également mettre à profit les cuves de surverse dont nous disposons. En effet, comme nous
l’indiquions en introduction, ces dernières ne sont que très peu utilisées à l’heure actuelle.
Les seuls moments de l’année 2017 où de l’eau y a été stockée sont visibles sur la figure 37
et ne représentent que quelques dizaines de mètres cube.
Le premier point différent est que nous avons opté pour une régulation basée sur la
température de l’appoint d’eau. Dorénavant, tous les appoints d’eau seront dirigés vers la
cuve appropriée en fonction de leur température. L’eau possédant une température
0,010,020,030,040,050,060,070,080,090,0
100,0
Niv
eau
de
la
bâc
he
eau
ch
au
de [
%]
Niveau > 100 [%] : débordement de la
bâche eau chaude dans les cuves de
surverse.
50%
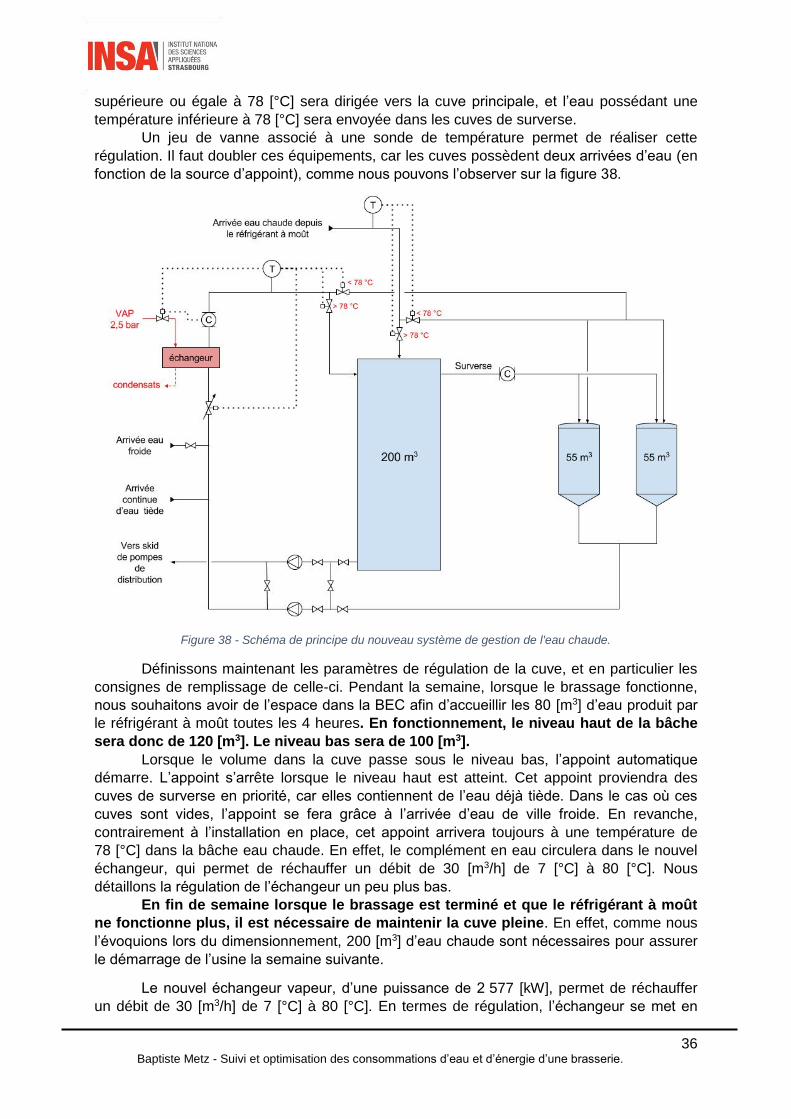
36 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
supérieure ou égale à 78 [°C] sera dirigée vers la cuve principale, et l’eau possédant une
température inférieure à 78 [°C] sera envoyée dans les cuves de surverse.
Un jeu de vanne associé à une sonde de température permet de réaliser cette
régulation. Il faut doubler ces équipements, car les cuves possèdent deux arrivées d’eau (en
fonction de la source d’appoint), comme nous pouvons l’observer sur la figure 38.
Figure 38 - Schéma de principe du nouveau système de gestion de l'eau chaude.
Définissons maintenant les paramètres de régulation de la cuve, et en particulier les
consignes de remplissage de celle-ci. Pendant la semaine, lorsque le brassage fonctionne,
nous souhaitons avoir de l’espace dans la BEC afin d’accueillir les 80 [m3] d’eau produit par
le réfrigérant à moût toutes les 4 heures. En fonctionnement, le niveau haut de la bâche
sera donc de 120 [m3]. Le niveau bas sera de 100 [m3].
Lorsque le volume dans la cuve passe sous le niveau bas, l’appoint automatique
démarre. L’appoint s’arrête lorsque le niveau haut est atteint. Cet appoint proviendra des
cuves de surverse en priorité, car elles contiennent de l’eau déjà tiède. Dans le cas où ces
cuves sont vides, l’appoint se fera grâce à l’arrivée d’eau de ville froide. En revanche,
contrairement à l’installation en place, cet appoint arrivera toujours à une température de
78 [°C] dans la bâche eau chaude. En effet, le complément en eau circulera dans le nouvel
échangeur, qui permet de réchauffer un débit de 30 [m3/h] de 7 [°C] à 80 [°C]. Nous
détaillons la régulation de l’échangeur un peu plus bas.
En fin de semaine lorsque le brassage est terminé et que le réfrigérant à moût
ne fonctionne plus, il est nécessaire de maintenir la cuve pleine. En effet, comme nous
l’évoquions lors du dimensionnement, 200 [m3] d’eau chaude sont nécessaires pour assurer
le démarrage de l’usine la semaine suivante.
Le nouvel échangeur vapeur, d’une puissance de 2 577 [kW], permet de réchauffer
un débit de 30 [m3/h] de 7 [°C] à 80 [°C]. En termes de régulation, l’échangeur se met en
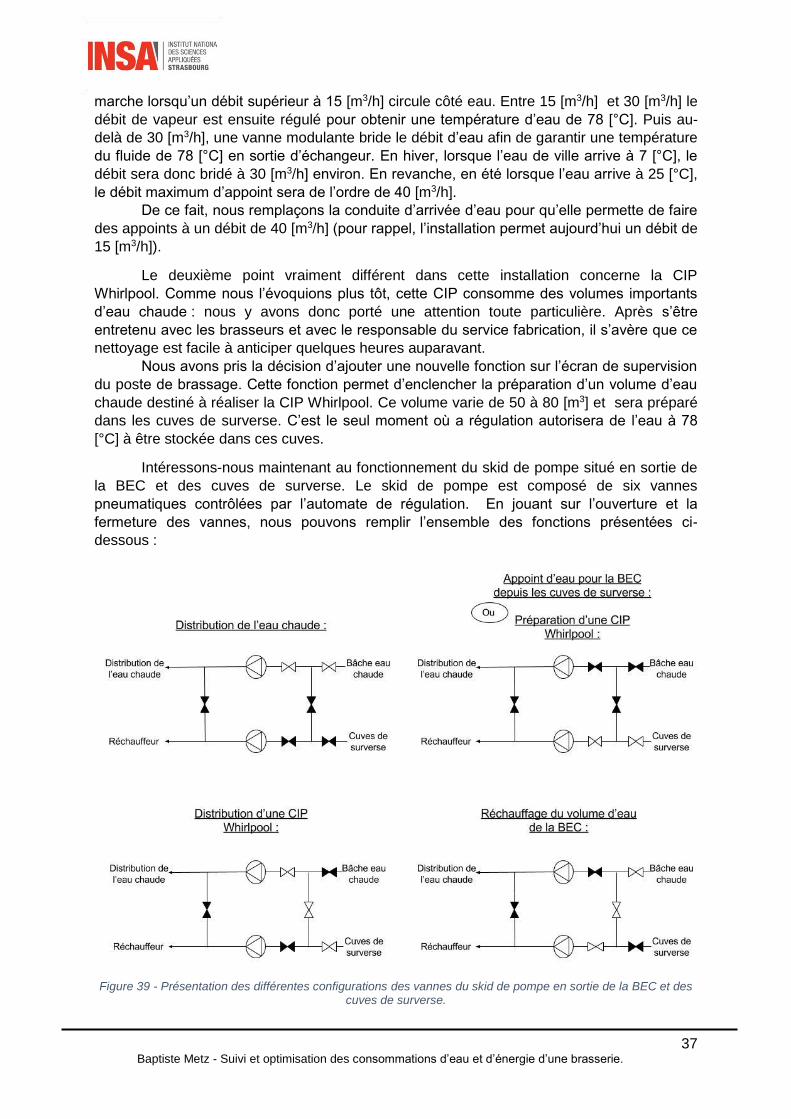
37 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
marche lorsqu’un débit supérieur à 15 [m3/h] circule côté eau. Entre 15 [m3/h] et 30 [m3/h] le
débit de vapeur est ensuite régulé pour obtenir une température d’eau de 78 [°C]. Puis au-
delà de 30 [m3/h], une vanne modulante bride le débit d’eau afin de garantir une température
du fluide de 78 [°C] en sortie d’échangeur. En hiver, lorsque l’eau de ville arrive à 7 [°C], le
débit sera donc bridé à 30 [m3/h] environ. En revanche, en été lorsque l’eau arrive à 25 [°C],
le débit maximum d’appoint sera de l’ordre de 40 [m3/h].
De ce fait, nous remplaçons la conduite d’arrivée d’eau pour qu’elle permette de faire
des appoints à un débit de 40 [m3/h] (pour rappel, l’installation permet aujourd’hui un débit de
15 [m3/h]).
Le deuxième point vraiment différent dans cette installation concerne la CIP
Whirlpool. Comme nous l’évoquions plus tôt, cette CIP consomme des volumes importants
d’eau chaude : nous y avons donc porté une attention toute particulière. Après s’être
entretenu avec les brasseurs et avec le responsable du service fabrication, il s’avère que ce
nettoyage est facile à anticiper quelques heures auparavant.
Nous avons pris la décision d’ajouter une nouvelle fonction sur l’écran de supervision
du poste de brassage. Cette fonction permet d’enclencher la préparation d’un volume d’eau
chaude destiné à réaliser la CIP Whirlpool. Ce volume varie de 50 à 80 [m3] et sera préparé
dans les cuves de surverse. C’est le seul moment où a régulation autorisera de l’eau à 78
[°C] à être stockée dans ces cuves.
Intéressons-nous maintenant au fonctionnement du skid de pompe situé en sortie de
la BEC et des cuves de surverse. Le skid de pompe est composé de six vannes
pneumatiques contrôlées par l’automate de régulation. En jouant sur l’ouverture et la
fermeture des vannes, nous pouvons remplir l’ensemble des fonctions présentées ci-
dessous :
Figure 39 - Présentation des différentes configurations des vannes du skid de pompe en sortie de la BEC et des cuves de surverse.
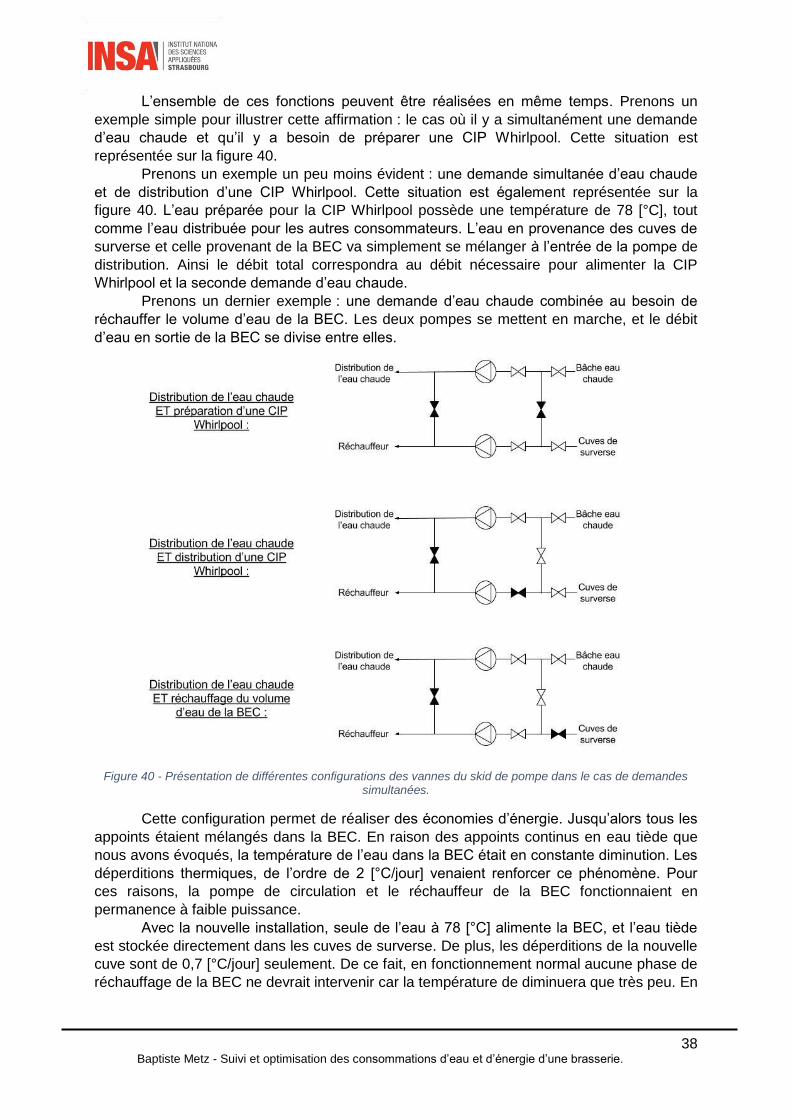
38 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
L’ensemble de ces fonctions peuvent être réalisées en même temps. Prenons un
exemple simple pour illustrer cette affirmation : le cas où il y a simultanément une demande
d’eau chaude et qu’il y a besoin de préparer une CIP Whirlpool. Cette situation est
représentée sur la figure 40.
Prenons un exemple un peu moins évident : une demande simultanée d’eau chaude
et de distribution d’une CIP Whirlpool. Cette situation est également représentée sur la
figure 40. L’eau préparée pour la CIP Whirlpool possède une température de 78 [°C], tout
comme l’eau distribuée pour les autres consommateurs. L’eau en provenance des cuves de
surverse et celle provenant de la BEC va simplement se mélanger à l’entrée de la pompe de
distribution. Ainsi le débit total correspondra au débit nécessaire pour alimenter la CIP
Whirlpool et la seconde demande d’eau chaude.
Prenons un dernier exemple : une demande d’eau chaude combinée au besoin de
réchauffer le volume d’eau de la BEC. Les deux pompes se mettent en marche, et le débit
d’eau en sortie de la BEC se divise entre elles.
Figure 40 - Présentation de différentes configurations des vannes du skid de pompe dans le cas de demandes simultanées.
Cette configuration permet de réaliser des économies d’énergie. Jusqu’alors tous les
appoints étaient mélangés dans la BEC. En raison des appoints continus en eau tiède que
nous avons évoqués, la température de l’eau dans la BEC était en constante diminution. Les
déperditions thermiques, de l’ordre de 2 [°C/jour] venaient renforcer ce phénomène. Pour
ces raisons, la pompe de circulation et le réchauffeur de la BEC fonctionnaient en
permanence à faible puissance.
Avec la nouvelle installation, seule de l’eau à 78 [°C] alimente la BEC, et l’eau tiède
est stockée directement dans les cuves de surverse. De plus, les déperditions de la nouvelle
cuve sont de 0,7 [°C/jour] seulement. De ce fait, en fonctionnement normal aucune phase de
réchauffage de la BEC ne devrait intervenir car la température de diminuera que très peu. En
39 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
effet, l’eau est rapidement renouvelée comme la brasserie consomme en moyenne 20 à
25 [m3/h] (comme nous pouvions le voir sur la figure 34).
Nous économisons ainsi la consommation électrique d’une pompe qui fonctionnait en
permanence. D’après l’historique des relevés de compteur de l’usine, cette pompe
consommait en moyenne 32 000 [kWh/an], soit une économie de 2943 [€/an].
De plus, nous économisons également de l’énergie thermique car le réchauffeur de la
BEC fonctionnera de façon plus performante. Comme expliqué ci-dessus, il fonctionne
actuellement en continu à faible charge, ce qui ne sera plus le cas avec la nouvelle
installation. Le nouvel échangeur sera principalement utilisé pour réchauffer les appoints en
eau tiède ou en froide, ou pour la préparation de la CIP Whirlpool. Ainsi, il fonctionnera
toujours pour une charge importante. Cette opération a également un effet positif concernant
l’usure des équipements.
3.2.4) Etude économique du projet
Pour réaliser la demande d’investissement au groupe Heineken, et afin de chiffrer le
budget du projet, j’ai fait l’étude économique du projet. Pour cela, j’ai été chargé de rédiger le
Cahier des Clauses Techniques Particulières (CCTP) et la demande de devis (Request For
Quotation ou RFQ en anglais). Heineken dispose de documents préétablis que j’ai
complétés avec l’aide d’un ingénieur chargé de projets.
Comme le projet va être suivi et piloté en interne, nous avions uniquement besoin de
rédiger un CCTP et un RFQ pour la nouvelle bâche de stockage de l’eau. Le CCTP détaille
les interlocuteurs à privilégier ou les documents disponibles concernant le projet, mais aussi
les règles de sécurité ou le planning prévisionnel. Les caractéristiques techniques y sont
également mentionnées, mais c’est la RFQ qui les expose en détails. Voici une synthèse des
principales caractéristiques y figurant :
- Volume : 200 [m3].
- Températures de service : 0 – 90 [°C].
- Débit d’entrée maximal : 125 [m3/h].
- Débit de sortie maximal : 250 [m3/h].
- Diamètre de la cuve : 4,5 [m].
- …
Un extrait du CCTP et la RFQ sont disponibles en annexes.
En réponse à cette demande de devis, nous avons réceptionné plusieurs offres de
cuve. Nous avons sélectionné la proposition de l’entreprise Ziemex à 189 050 [€] HT. Nous
sommes finalement parvenu à négocier cette cuve à 150 000 [€] HT. Ce devis est disponible
en annexes.
Après avoir sélectionné la bâche de stockage, j’ai commencé à chiffrer le reste des
travaux. J’ai séparé le projet en plusieurs lots avec le responsable du projet, et nous avons
adressé les requêtes aux différentes entreprises concernées. Heineken a l’habitude de
travailler avec certaines entreprises en fonction de la nature des travaux : la sélection des
entreprises fût donc assez naturelle.
Dans ce cadre, j’ai participé à différents réunions avec des représentants des
entreprises en question. Ces réunions avaient pour but de dimensionner au mieux les
équipements, et de s’assurer de la livraison du projet en temps et en heure. En effet, l’usine
ne peut pas se permettre d’arrêter la production très longtemps. Deux semaines d’arrêts
techniques sont réalisées en fin d’année. Il faut que le remplacement de la bâche ait lieu
précisément à cet instant.
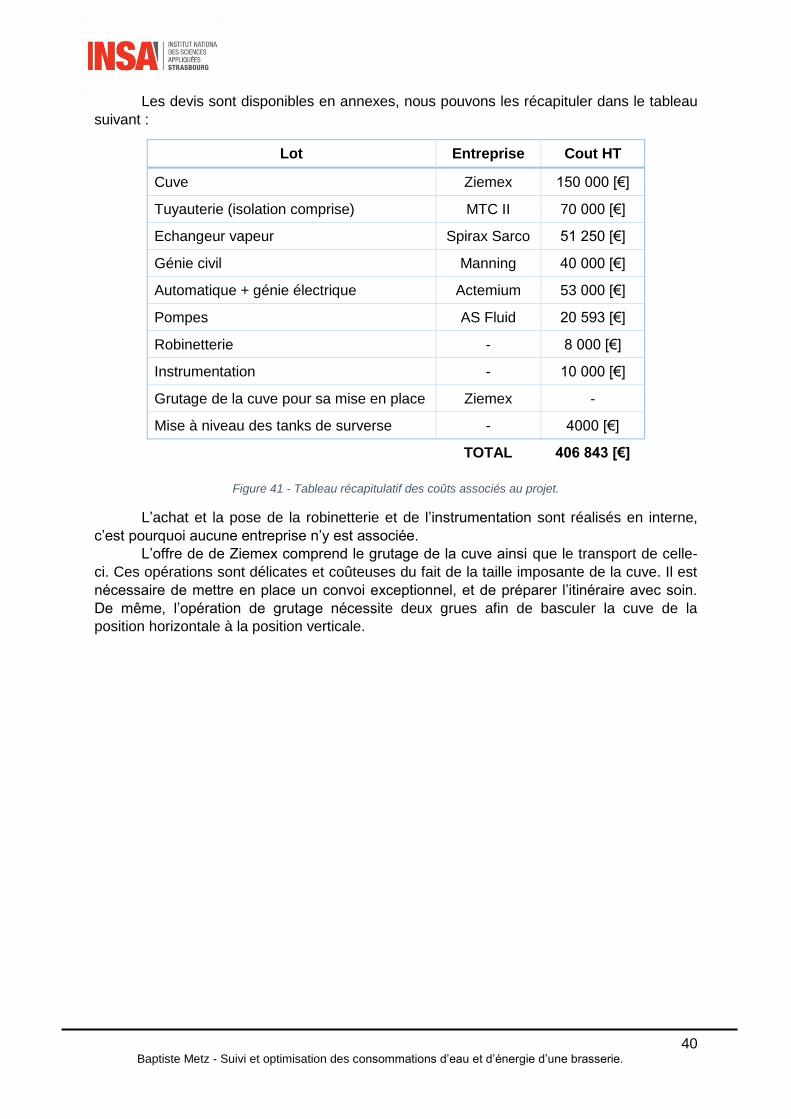
40 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Les devis sont disponibles en annexes, nous pouvons les récapituler dans le tableau
suivant :
Lot Entreprise Cout HT
Cuve Ziemex 150 000 [€]
Tuyauterie (isolation comprise) MTC II 70 000 [€]
Echangeur vapeur Spirax Sarco 51 250 [€]
Génie civil Manning 40 000 [€]
Automatique + génie électrique Actemium 53 000 [€]
Pompes AS Fluid 20 593 [€]
Robinetterie - 8 000 [€]
Instrumentation - 10 000 [€]
Grutage de la cuve pour sa mise en place Ziemex -
Mise à niveau des tanks de surverse - 4000 [€]
TOTAL 406 843 [€]
Figure 41 - Tableau récapitulatif des coûts associés au projet.
L’achat et la pose de la robinetterie et de l’instrumentation sont réalisés en interne,
c’est pourquoi aucune entreprise n’y est associée.
L’offre de de Ziemex comprend le grutage de la cuve ainsi que le transport de celle-
ci. Ces opérations sont délicates et coûteuses du fait de la taille imposante de la cuve. Il est
nécessaire de mettre en place un convoi exceptionnel, et de préparer l’itinéraire avec soin.
De même, l’opération de grutage nécessite deux grues afin de basculer la cuve de la
position horizontale à la position verticale.
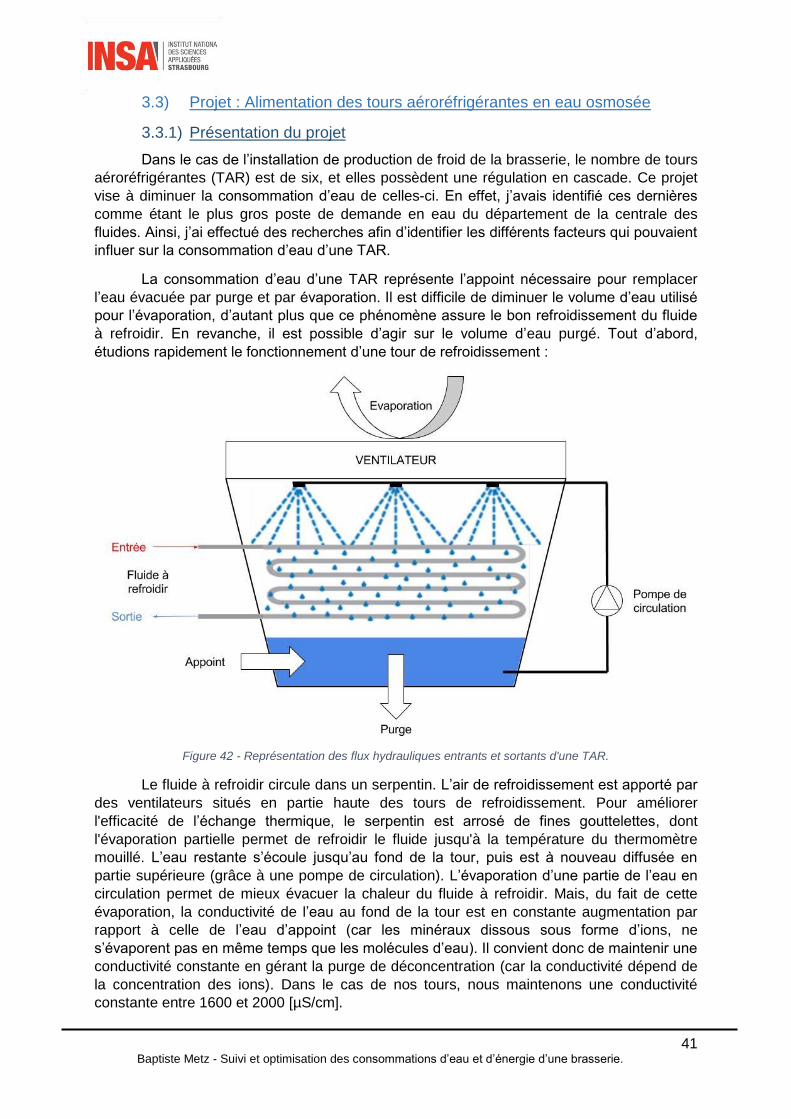
41 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
3.3) Projet : Alimentation des tours aéroréfrigérantes en eau osmosée
3.3.1) Présentation du projet
Dans le cas de l’installation de production de froid de la brasserie, le nombre de tours
aéroréfrigérantes (TAR) est de six, et elles possèdent une régulation en cascade. Ce projet
vise à diminuer la consommation d’eau de celles-ci. En effet, j’avais identifié ces dernières
comme étant le plus gros poste de demande en eau du département de la centrale des
fluides. Ainsi, j’ai effectué des recherches afin d’identifier les différents facteurs qui pouvaient
influer sur la consommation d’eau d’une TAR.
La consommation d’eau d’une TAR représente l’appoint nécessaire pour remplacer
l’eau évacuée par purge et par évaporation. Il est difficile de diminuer le volume d’eau utilisé
pour l’évaporation, d’autant plus que ce phénomène assure le bon refroidissement du fluide
à refroidir. En revanche, il est possible d’agir sur le volume d’eau purgé. Tout d’abord,
étudions rapidement le fonctionnement d’une tour de refroidissement :
Figure 42 - Représentation des flux hydrauliques entrants et sortants d'une TAR.
Le fluide à refroidir circule dans un serpentin. L’air de refroidissement est apporté par
des ventilateurs situés en partie haute des tours de refroidissement. Pour améliorer
l'efficacité de l’échange thermique, le serpentin est arrosé de fines gouttelettes, dont
l'évaporation partielle permet de refroidir le fluide jusqu'à la température du thermomètre
mouillé. L’eau restante s’écoule jusqu’au fond de la tour, puis est à nouveau diffusée en
partie supérieure (grâce à une pompe de circulation). L’évaporation d’une partie de l’eau en
circulation permet de mieux évacuer la chaleur du fluide à refroidir. Mais, du fait de cette
évaporation, la conductivité de l’eau au fond de la tour est en constante augmentation par
rapport à celle de l’eau d’appoint (car les minéraux dissous sous forme d’ions, ne
s’évaporent pas en même temps que les molécules d’eau). Il convient donc de maintenir une
conductivité constante en gérant la purge de déconcentration (car la conductivité dépend de
la concentration des ions). Dans le cas de nos tours, nous maintenons une conductivité
constante entre 1600 et 2000 [µS/cm].
42 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Le taux de concentration RC se calcule ainsi [4] :
𝑅𝐶 = 𝐶𝑜𝑛𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡é 𝑑𝑒 𝑙𝑎 𝑝𝑢𝑟𝑔𝑒
𝐶𝑜𝑛𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡é 𝑑𝑒 𝑙′𝑒𝑎𝑢 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡
Les conductivités sont généralement en micro-siemens par centimètre [µS/cm], et le
taux de concentration est sans unité. Par une démonstration simple (présentée en annexe
1), le taux de concentration peut aussi s’exprimer par la formule suivante :
𝑅𝐶 = 𝐷é𝑏𝑖𝑡 𝑑′é𝑣𝑎𝑝𝑜𝑟𝑎𝑡𝑖𝑜𝑛 + 𝐷é𝑏𝑖𝑡 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒
𝐷é𝑏𝑖𝑡 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒=
𝐷é𝑏𝑖𝑡 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡
𝐷é𝑏𝑖𝑡 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒
Soit :
𝐷é𝑏𝑖𝑡 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒 =𝐷é𝑏𝑖𝑡 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡
𝑅𝐶
L’objectif de ce projet est d’augmenter le taux de concentration admissible dans le but
de réduire le débit de purge. Pour augmenter le taux de concentration admissible, il est
nécessaire de diminuer la conductivité de l’eau d’appoint, car la conductivité de la purge doit
rester constante pour garantir le bon fonctionnement des tours.
3.3.2) Présentation des calculs.
Pour diminuer la conductivité de l’eau d’appoint, la suggestion la plus satisfaisante
était de modifier le traitement de celle-ci. Historiquement, les TAR étaient alimentées avec
un mélange d’eau adoucie à TH18 et un mélange d’eau adoucie à TH0. Dans le cadre du
projet, nous avons décidé d’alimenter les TAR avec un mélange d’eau adoucie à TH18 et un
mélange d’eau osmosée. L’eau osmosée est de l’eau adoucie à TH0 qui passe ensuite dans
l’osmoseur.
Actuellement, le mélange est ainsi défini : deux tiers d’eau adoucie à TH0 qui
possède une conductivité moyenne de 500 [µS/cm], et un tiers d’eau adoucie à TH18 qui
possède une conductivité moyenne de 900 [µS/cm]. Sachant que nous maintenons une
conductivité dans les TAR entre 1600 et 2000 [µS/cm] (soit 1800 [µS/cm] en moyenne), nous
pouvons calculer le taux de concentration de façon théorique :
𝐶𝑜𝑛𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡é 𝑑𝑒 𝑙′𝑒𝑎𝑢 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡 =2
3× 500 +
1
3× 900 = 633 [µS/cm]
𝑅𝐶 = 𝐶𝑜𝑛𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡é 𝑑𝑒 𝑙𝑎 𝑝𝑢𝑟𝑔𝑒
𝐶𝑜𝑛𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡é 𝑑𝑒 𝑙′𝑒𝑎𝑢 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡=
1800
633= 2,84
En réalité, le taux de concentration est suivi chaque mois par l’entreprise en charge
de la maintenance des TAR (NALCO). Pour l’année 2016, le taux de concentration moyen
était de 2,81 : nos calculs théoriques sont donc cohérents avec la réalité. Pour la suite des
calculs nous utiliserons la valeur réelle.
Après avoir échangé avec l’entreprise NALCO à propos de ce projet, nous avons
conclu qu’il était possible d’alimenter les tours en eau osmosée à une condition : modifier le
traitement en produits chimiques de l’eau d’appoint de celles-ci. Actuellement, comme l’eau
d’appoint est assez chargée en ions calcium, il est nécessaire de prévenir la formation de
tartre.
Grâce au passage en eau osmosée, le dépôt de tarte ne sera plus un problème. En
revanche, il faudra être vigilant concernant les problèmes de corrosion. Il est même
fortement déconseillé d’alimenter les tours avec de l’eau osmosée uniquement. De ce fait,
43 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
NALCO conseille de ne pas dépasser un taux de concentration supérieur à 10. C’est à partir
de ces recommandations que j’ai pu chiffrer mon étude.
Dans chaque cas, les produits de traitement de l’eau sont injectés en continu dans
l’eau doucie à TH18. Ainsi, la conductivité de cette eau prend en compte les produits de
traitement. Nous supposons que la conductivité de celle-ci ne varie pas bien que le produit
de traitement soit modifié.
Calculons la conductivité de l’eau d’appoint dans ces conditions :
𝐶𝑜𝑛𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡é 𝑑𝑒 𝑙′𝑒𝑎𝑢 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡 = 𝐶𝑜𝑛𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡é 𝑑𝑒 𝑙𝑎 𝑝𝑢𝑟𝑔𝑒
𝑅𝐶=
1800
10= 180 [µS/cm]
Sachant que l’eau osmosée possède une conductivité moyenne de 25 [µS/cm], nous
pouvons en déduire les proportions d’eau osmosée/eau adoucie TH18 :
𝑥 × 25 + (1 − 𝑥) × 900 = 180 𝑑′𝑜ù 𝑥 = 82,3 [%] 𝑑′𝑒𝑎𝑢 𝑜𝑠𝑚𝑜𝑠é𝑒
A présent, nous pouvons calculer les bénéfices énergétiques et financiers associés à
ce projet. Nous savons que le taux de concentration moyen en 2016 vaut 2,81. La
consommation d’eau des tours sur la même période vaut 22 894 mètres cubes. Nous
pouvons calculer le volume de purge :
𝑉𝑜𝑙𝑢𝑚𝑒 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒 =𝑉𝑜𝑙𝑢𝑚𝑒 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡
𝑅𝐶=
22894
2,81= 8147 [𝑚3]
𝑉𝑜𝑙𝑢𝑚𝑒 é𝑣𝑎𝑝𝑜𝑟é = 𝑉𝑜𝑙𝑢𝑚𝑒 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡 − 𝑉𝑜𝑙𝑢𝑚𝑒 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒 = 22894 − 8147 = 14747 [𝑚3]
En considérant un taux de concentration égal à 10 nous obtenons :
𝑉𝑜𝑙𝑢𝑚𝑒 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒 =𝑉𝑜𝑙𝑢𝑚𝑒 é𝑣𝑎𝑝𝑜𝑟é
𝑅𝐶 − 1=
14747
10 − 1= 1639 [𝑚3]
𝑉𝑜𝑙𝑢𝑚𝑒 𝑑′𝑎𝑝𝑝𝑜𝑖𝑛𝑡 = 𝑉𝑜𝑙𝑢𝑚𝑒 é𝑣𝑎𝑝𝑜𝑟é + 𝑣𝑜𝑙𝑢𝑚𝑒 𝑑𝑒 𝑝𝑢𝑟𝑔𝑒 = 14747 + 1639 = 16386 [𝑚3]
Nous pourrions donc réduire la consommation d’eau des TAR de 22 894 [m3] à
16 386 [m3], soit une économie annuelle de 6508 [m3].
Seulement, il faut prendre en compte le rendement de l’osmoseur, qui est de 75 [%]
environ. Nous considérons un appoint à 82,3 [%] d’eau osmosée soit 13 486 [m3] (par
différence : 2900 [m3] d’eau à TH18). Calculons le volume d’eau nécessaire pour produire
13 486 [m3] d’eau osmosée :
𝑉 =13486
0,75= 17981 [𝑚3]
La quantité d’eau totale nécessaire pour alimenter les TAR vaut donc :
17981 + 2900 = 20 881 [𝑚3]
En prenant en compte le rendement de l’osmoseur, nous pourrions réduire la
consommation d’eau des TAR de 22 894 [m3] à 16 386 [m3]. Cela correspond à une
économie annuelle de 2013 [m3].
L’osmoseur consomme en moyenne 2,5 [kWh] pour produire 3 [m3] d’eau osmosée.
Nous souhaitons produire 13 486 [m3] d’eau osmosée, soit 11 238 [kWh].
Comme nous le verrons lors de l’étude des travaux à mettre en œuvre, il est
également nécessaire d’ajouter une pompe sur l’appoint d’eau osmosée. Nous choisissons
une pompe qui consomme environ 1.5 [kWh] pour 10 [m3], soit 2023 [kWh] au total.
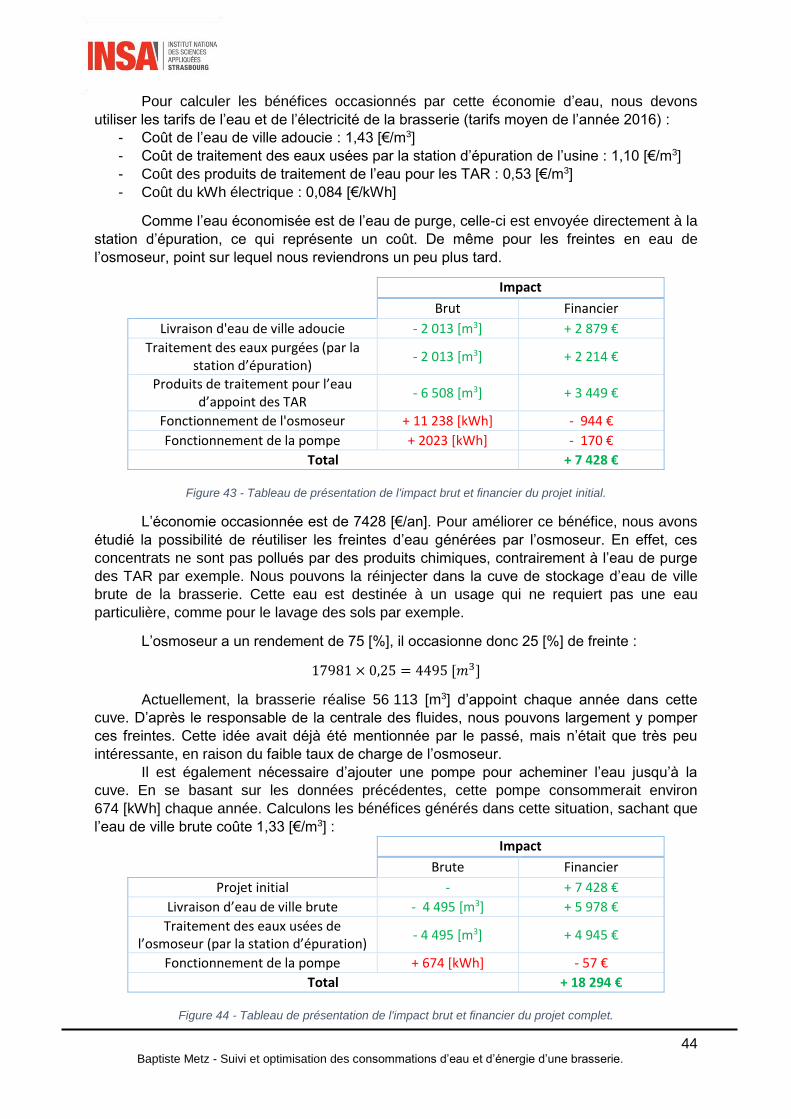
44 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Pour calculer les bénéfices occasionnés par cette économie d’eau, nous devons
utiliser les tarifs de l’eau et de l’électricité de la brasserie (tarifs moyen de l’année 2016) :
- Coût de l’eau de ville adoucie : 1,43 [€/m3]
- Coût de traitement des eaux usées par la station d’épuration de l’usine : 1,10 [€/m3]
- Coût des produits de traitement de l’eau pour les TAR : 0,53 [€/m3]
- Coût du kWh électrique : 0,084 [€/kWh]
Comme l’eau économisée est de l’eau de purge, celle-ci est envoyée directement à la
station d’épuration, ce qui représente un coût. De même pour les freintes en eau de
l’osmoseur, point sur lequel nous reviendrons un peu plus tard.
Impact
Brut Financier
Livraison d'eau de ville adoucie - 2 013 [m3] + 2 879 €
Traitement des eaux purgées (par la station d’épuration)
- 2 013 [m3] + 2 214 €
Produits de traitement pour l’eau d’appoint des TAR
- 6 508 [m3] + 3 449 €
Fonctionnement de l'osmoseur + 11 238 [kWh] - 944 €
Fonctionnement de la pompe + 2023 [kWh] - 170 €
Total + 7 428 €
Figure 43 - Tableau de présentation de l'impact brut et financier du projet initial.
L’économie occasionnée est de 7428 [€/an]. Pour améliorer ce bénéfice, nous avons
étudié la possibilité de réutiliser les freintes d’eau générées par l’osmoseur. En effet, ces
concentrats ne sont pas pollués par des produits chimiques, contrairement à l’eau de purge
des TAR par exemple. Nous pouvons la réinjecter dans la cuve de stockage d’eau de ville
brute de la brasserie. Cette eau est destinée à un usage qui ne requiert pas une eau
particulière, comme pour le lavage des sols par exemple.
L’osmoseur a un rendement de 75 [%], il occasionne donc 25 [%] de freinte :
17981 × 0,25 = 4495 [𝑚3]
Actuellement, la brasserie réalise 56 113 [m3] d’appoint chaque année dans cette
cuve. D’après le responsable de la centrale des fluides, nous pouvons largement y pomper
ces freintes. Cette idée avait déjà été mentionnée par le passé, mais n’était que très peu
intéressante, en raison du faible taux de charge de l’osmoseur.
Il est également nécessaire d’ajouter une pompe pour acheminer l’eau jusqu’à la
cuve. En se basant sur les données précédentes, cette pompe consommerait environ
674 [kWh] chaque année. Calculons les bénéfices générés dans cette situation, sachant que
l’eau de ville brute coûte 1,33 [€/m3] :
Impact
Brute Financier
Projet initial - + 7 428 €
Livraison d’eau de ville brute - 4 495 [m3] + 5 978 €
Traitement des eaux usées de l’osmoseur (par la station d’épuration)
- 4 495 [m3] + 4 945 €
Fonctionnement de la pompe + 674 [kWh] - 57 €
Total + 18 294 €
Figure 44 - Tableau de présentation de l'impact brut et financier du projet complet.
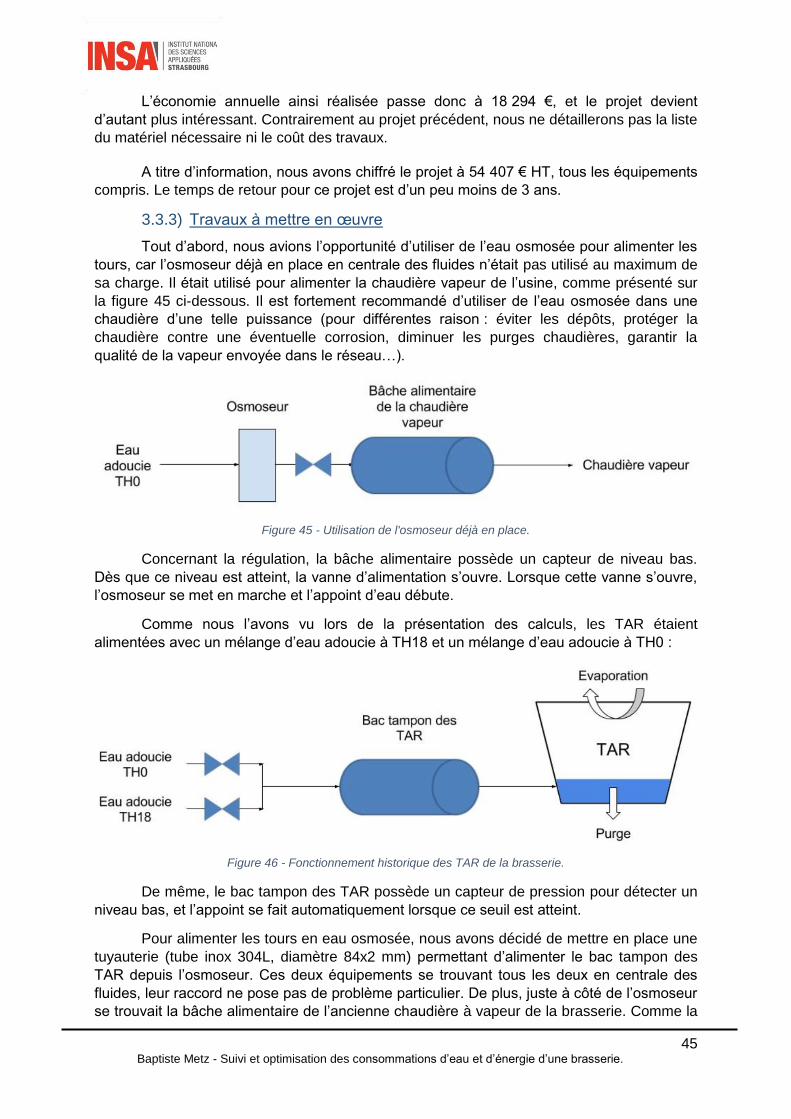
45 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
L’économie annuelle ainsi réalisée passe donc à 18 294 €, et le projet devient
d’autant plus intéressant. Contrairement au projet précédent, nous ne détaillerons pas la liste
du matériel nécessaire ni le coût des travaux.
A titre d’information, nous avons chiffré le projet à 54 407 € HT, tous les équipements
compris. Le temps de retour pour ce projet est d’un peu moins de 3 ans.
3.3.3) Travaux à mettre en œuvre
Tout d’abord, nous avions l’opportunité d’utiliser de l’eau osmosée pour alimenter les
tours, car l’osmoseur déjà en place en centrale des fluides n’était pas utilisé au maximum de
sa charge. Il était utilisé pour alimenter la chaudière vapeur de l’usine, comme présenté sur
la figure 45 ci-dessous. Il est fortement recommandé d’utiliser de l’eau osmosée dans une
chaudière d’une telle puissance (pour différentes raison : éviter les dépôts, protéger la
chaudière contre une éventuelle corrosion, diminuer les purges chaudières, garantir la
qualité de la vapeur envoyée dans le réseau…).
Figure 45 - Utilisation de l'osmoseur déjà en place.
Concernant la régulation, la bâche alimentaire possède un capteur de niveau bas.
Dès que ce niveau est atteint, la vanne d’alimentation s’ouvre. Lorsque cette vanne s’ouvre,
l’osmoseur se met en marche et l’appoint d’eau débute.
Comme nous l’avons vu lors de la présentation des calculs, les TAR étaient
alimentées avec un mélange d’eau adoucie à TH18 et un mélange d’eau adoucie à TH0 :
Figure 46 - Fonctionnement historique des TAR de la brasserie.
De même, le bac tampon des TAR possède un capteur de pression pour détecter un
niveau bas, et l’appoint se fait automatiquement lorsque ce seuil est atteint.
Pour alimenter les tours en eau osmosée, nous avons décidé de mettre en place une
tuyauterie (tube inox 304L, diamètre 84x2 mm) permettant d’alimenter le bac tampon des
TAR depuis l’osmoseur. Ces deux équipements se trouvant tous les deux en centrale des
fluides, leur raccord ne pose pas de problème particulier. De plus, juste à côté de l’osmoseur
se trouvait la bâche alimentaire de l’ancienne chaudière à vapeur de la brasserie. Comme la
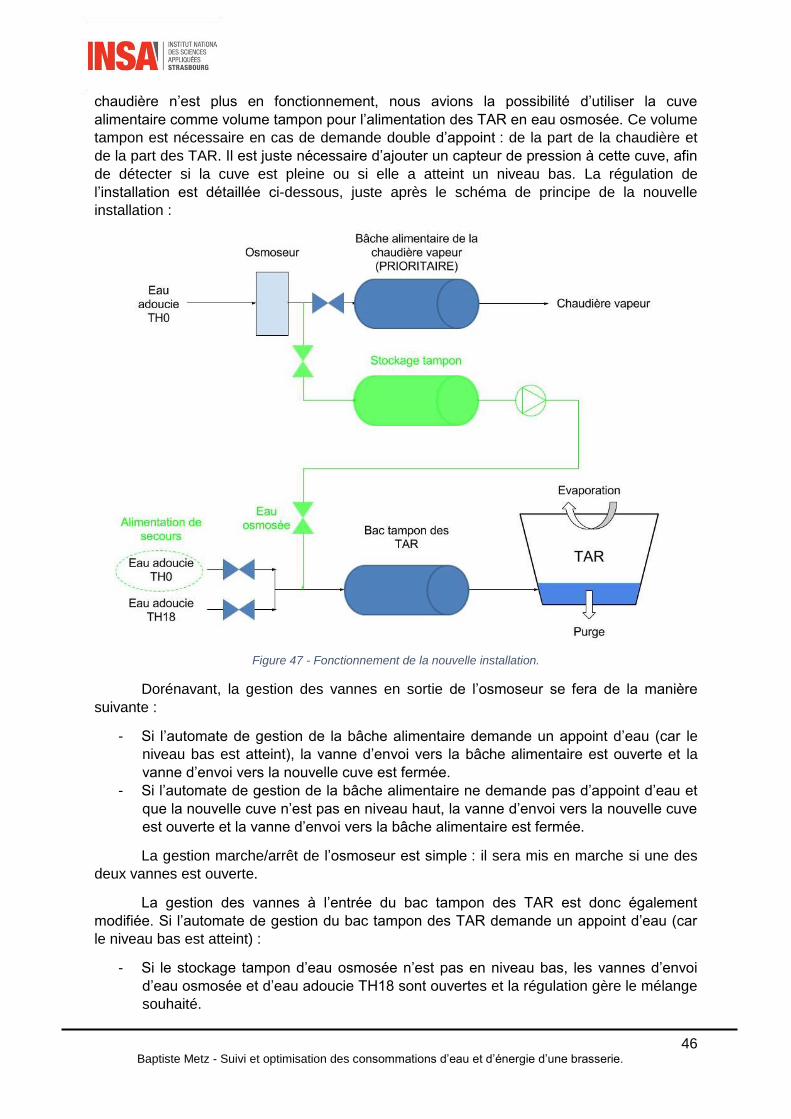
46 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
chaudière n’est plus en fonctionnement, nous avions la possibilité d’utiliser la cuve
alimentaire comme volume tampon pour l’alimentation des TAR en eau osmosée. Ce volume
tampon est nécessaire en cas de demande double d’appoint : de la part de la chaudière et
de la part des TAR. Il est juste nécessaire d’ajouter un capteur de pression à cette cuve, afin
de détecter si la cuve est pleine ou si elle a atteint un niveau bas. La régulation de
l’installation est détaillée ci-dessous, juste après le schéma de principe de la nouvelle
installation :
Figure 47 - Fonctionnement de la nouvelle installation.
Dorénavant, la gestion des vannes en sortie de l’osmoseur se fera de la manière
suivante :
- Si l’automate de gestion de la bâche alimentaire demande un appoint d’eau (car le
niveau bas est atteint), la vanne d’envoi vers la bâche alimentaire est ouverte et la
vanne d’envoi vers la nouvelle cuve est fermée.
- Si l’automate de gestion de la bâche alimentaire ne demande pas d’appoint d’eau et
que la nouvelle cuve n’est pas en niveau haut, la vanne d’envoi vers la nouvelle cuve
est ouverte et la vanne d’envoi vers la bâche alimentaire est fermée.
La gestion marche/arrêt de l’osmoseur est simple : il sera mis en marche si une des
deux vannes est ouverte.
La gestion des vannes à l’entrée du bac tampon des TAR est donc également
modifiée. Si l’automate de gestion du bac tampon des TAR demande un appoint d’eau (car
le niveau bas est atteint) :
- Si le stockage tampon d’eau osmosée n’est pas en niveau bas, les vannes d’envoi
d’eau osmosée et d’eau adoucie TH18 sont ouvertes et la régulation gère le mélange
souhaité.
47 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
- Si le stockage tampon d’eau osmosée est en niveau bas, les vannes d’envoi d’eau
adoucie TH0 et d’eau adoucie TH18 sont ouvertes et la régulation gère le mélange
souhaité.
Ainsi, en cas de manque d’eau osmosée, le bon fonctionnement des tours de
refroidissement est tout de même garanti. Mais d’après les caractéristiques de notre
osmoseur, il devrait avoir la capacité d’alimenter les deux équipements sans problème. De
plus, le taux de charge de l’osmoseur sera plus important, ce qui améliore son rendement.
Concernant le raccord des freintes de l’osmoseur à la cuve d’eau de ville brute, les
travaux ne seront pas détaillés, car ils consistent simplement à la pose d’une pompe et d’une
conduite. Les travaux ne posent pas de problèmes particuliers, du fait de la proximité de
l’osmoseur et de cette cuve.
48 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Conclusion
Ce stage au sein d’une brasserie Heineken m’a permis d’avoir une vision plus précise
du fonctionnement d’un grand groupe international et des problématiques quotidiennes au
sein d’une usine de production. J’ai dû m’intégrer à la démarche d’amélioration continue :
comprendre les enjeux et l’utilité de cette démarche constitue un excellent cadre de conduite
de projet.
Les missions que j’ai effectuées pour ce stage répondent à une volonté du groupe
Heineken d’améliorer la qualité du suivi des consommations d’eau et d’énergie. Le travail
que j’ai réalisé sur le logiciel Montage représente un gain de temps considérable pour la
personne en charge du suivi. Les outils que j’ai créés ont commencés à être utilisés
quelques semaines avant mon départ, et les utilisateurs étaient satisfaits.
Les projets sur lesquels j’ai travaillé et les groupes de travail auxquels j’ai participé
étaient également importants pour la brasserie, car ils sont validés par la direction. Je
possédais une réelle valeur ajoutée lors des réunions, étant le seul ingénieur issu d’une
formation axée sur la thermique et l’énergie. Je pouvais donc exposer mon avis technique et
être accompagné sur le plan méthodique.
De ce fait, et comme j’étais la seule personne en charge de l’animation sur le terrain
pour l’équipe énergie, je portais de réelles responsabilités. Ce fut très formateur pour moi,
étant donné que j’étais souvent confronté à des situations inédites, où il était nécessaire que
je fasse les bons choix.
Ce stage fut très enrichissant car j’ai collaboré avec les opérateurs des différents
services pour obtenir leur expertise technique, mais aussi avec les managers et les
ingénieurs. Cela demande beaucoup d’organisation et il est parfois difficile de déterminer
quel sujet priorisé. Au fil des semaines j’étais amené à jongler entre différents sujets.
De plus, en participant aux courtes réunions de début de journée au conditionnement
ou en fabrication, j’ai pu m’imprégner du rôle des différents managers et de la manière dont
ils gèrent les indicateurs, les priorités, les équipes ou encore la résolution des conflits.
J’ai appris énormément de choses, mais il me reste encore à consolider mon
expertise en matière d’énergie. J’ai encore beaucoup de compétences à développer et je
suis heureux de poursuivre mon travail pour le groupe Heineken l’année prochaine dans le
cadre d’un mastère spécialisé en alternance.
49 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Bibliographie
1. Ministère de l'envrionnement, de l'énergie et de la mer. Bilan énergétique de la France
pour 2015. Statistiques développement durable. [En ligne] Novembre 2015.
http://www.statistiques.developpement-
durable.gouv.fr/fileadmin/documents/Produits_editoriaux/Publications/Datalab/2016/datalab-
bilan-energetique-de-la-france-pour-2015-.
2. Heineken. Site internet, intranet et documents partagés au sein de la brasserie de
Marseille. 2017.
3. Campbell, Carolyn. Guide pratique de mise en œuvre de l’ISO 50001. Energie industrie.
[En ligne] Mai 2012. http://media.energie-
industrie.com/Presentation/livre_blanc_iso_50001_433068.pdf.
4. Aquatech'. Déconcentration des circuits à appoints en eau. Tours aéro-réfrigéarantes. [En
ligne] http://bernard.pironin.pagesperso-orange.fr/aquatech/deconcentration.htm.
50 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Annexes
1) Plan de la brasserie et des grandes zones qui la compose.
2) Rapport automatique envoyé chaque matin au team leader des lignes G8 et G9.
3) Rapport automatique envoyé chaque mercredi à l’ensemble du service fabrication.
4) Analyse de perte pour la surconsommation de vapeur des caves de la brasserie.
5) Quelques autres exemples d’analyses de perte : augmentation de la consommation
d’eau chaude pour la stérilisation de la filtration, surconsommation d’eau du
pasteurisateur de la ligne G8…
6) Photographie de l’échangeur à plaque cassé à l’origine du groupe de travail.
7) Cahier des Clauses Techniques Particulières (CCTP) et demande de devis (Request
For Quotation ou RFQ en anglais) pour la nouvelle bâche eau chaude.
8) Devis pour les différents lots du projet de remplacement de la nouvelle bâche eau
chaude.
9) Démonstration de la formule du taux de concentration d’une tour aéroréfrigérante.
51 Baptiste Metz - Suivi et optimisation des consommations d’eau et d’énergie d’une brasserie.
Heineken International
L’entreprise Heineken est un groupe familial qui a vu le jour à Amsterdam en 1864.
Les brasseries Heineken sont implantées dans environ 70 pays et emploient 85000
personnes à travers le monde. Heineken International est le 1er groupe européen et le 3ème
groupe mondial en termes de volume. C’est aussi le premier exportateur de bières au
monde : près de 13 000 bouteilles sont vendues chaque minute ! Heineken brasse plus de
200 marques de bières à renommées régionale, nationale et internationale. Sa distribution
dans près de 200 pays grâce à son réseau mondial de brasseries et de distributeurs
témoigne de sa grande popularité.
Heineken France
Heineken France est à 100% une filiale du groupe néerlandais Heineken
International. Celle-ci emploie environ 4000 personnes et a généré près de 1,8 milliards
d’euros de chiffre d’affaires net annuel en 2012. Actuellement, Heineken France est
reconnue comme la 1ère entreprise nationale en chiffre d’affaires et en volume, de
fabrication et de commercialisation de bières. Elle fait ainsi parti des 100 premières
entreprises hexagonales.
Heineken France regroupe deux sociétés opérationnelles organisées selon la logique
du marché :
Chacune des deux activités du groupe Heineken France montre un niveau de
performance extrêmement élevé puisque Heineken Entreprise est leader des brasseurs et
que France Boissons est premier en ce qui concerne la distribution de boissons en
consommation hors domicile (restaurants, hôtels…).
Heineken France, dont le siège social est à Rueil-Malmaison (92), est implanté dans
l’ensemble de l’hexagone grâce aux 80 sites de France Boissons et ses 3 pôles de
production brassicole situés à Mons-en-Bareuil (près de Lille), Schiltigheim (près de
Strasbourg) et Marseille.